Конструктивные особенности токарного станка ТВ-320. Тв 320п токарный станок
Токарно-винторезный станок ТВ-320,ТВ-320П:фото,устройство,характеристики
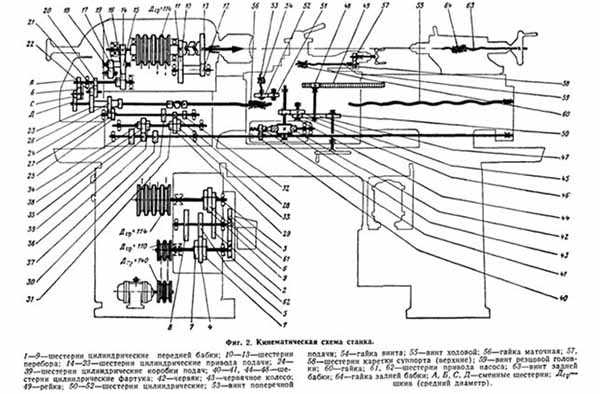
Кинематическая схема токарно-винторезного станка ТВ-320
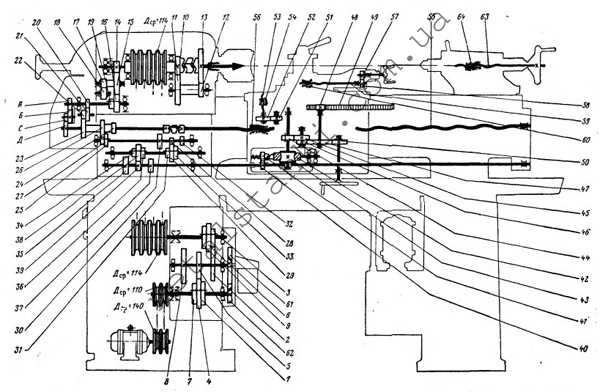
фото:кинематическая схема токарно-винторезного станка ТВ-320
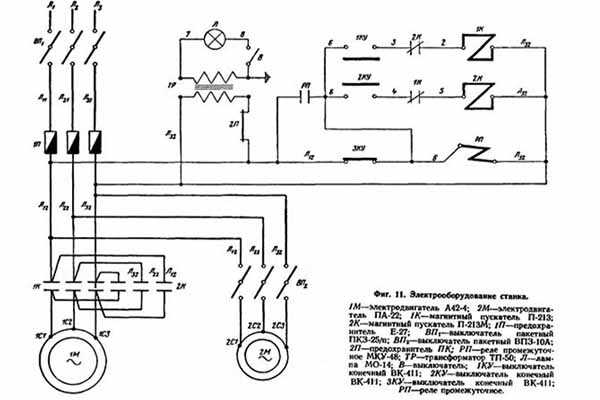
Электрическая схема токарно-винторезного станка ТВ-320
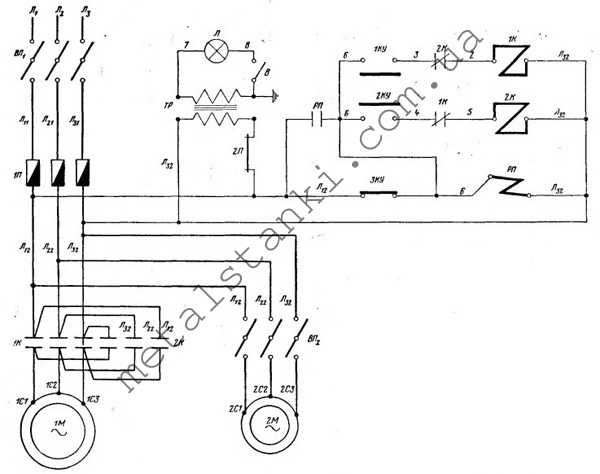
фото:электрическая схема токарно-винторезного станка ТВ-320
Станина токарного станка ТВ-320
Станина является чугунной отливкой коробчатой формы, связанная диагональными ребрами жесткости.
В верхней части станины расположены две призматические направляющие 1, по которым перемещается суппорт станка. Призматическая направляющая 2 и плоская 3, предназначены для направления перемещения задней бабки.
Крепиться станина к двум чугунным стойкам.
В левой части суппорта монтируется коробка скоростей, электрошкаф, электродвигатель с защитных кожухом и эмульсионный бачок.
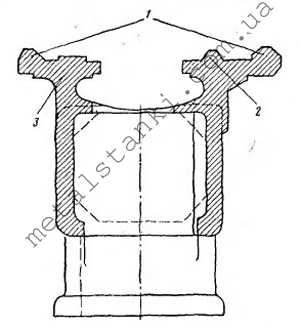
фото:станина токарного станка ТВ-320
Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.
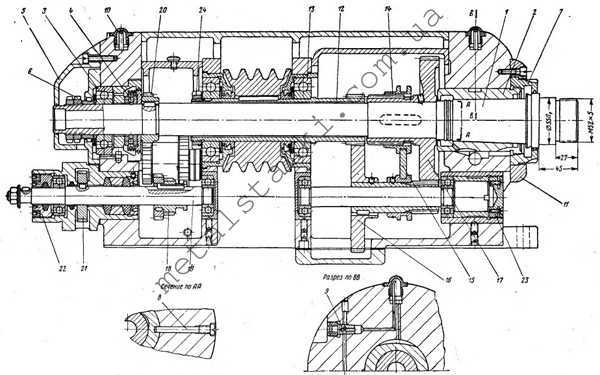
фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.
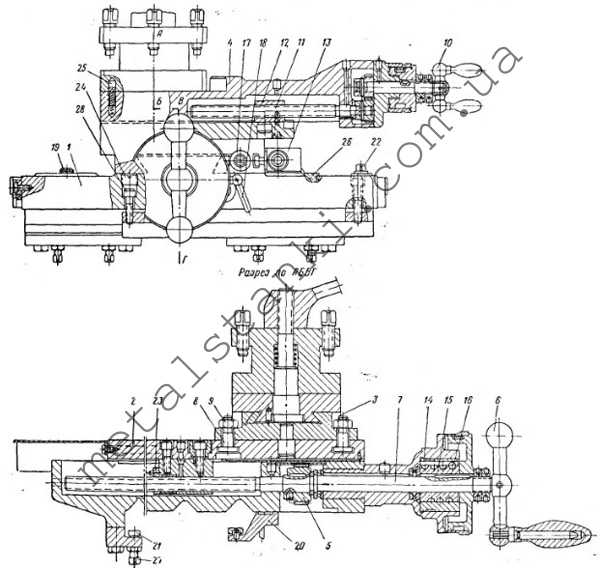
фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.
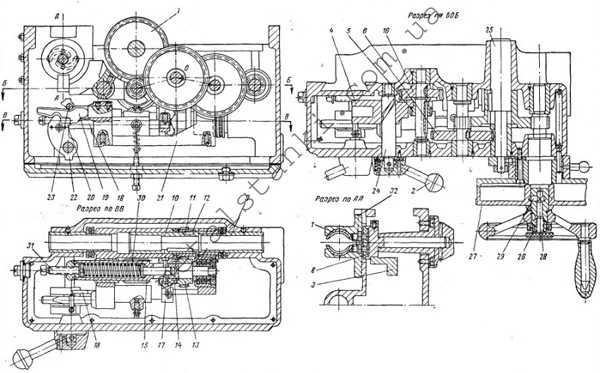
фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.
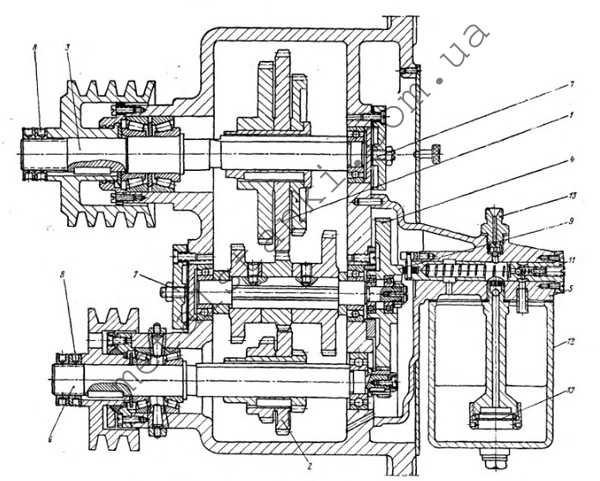
фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т.д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.
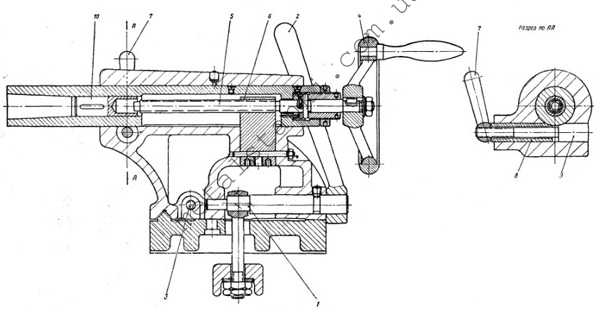
фото:задняя бабка токарного станка ТВ-320
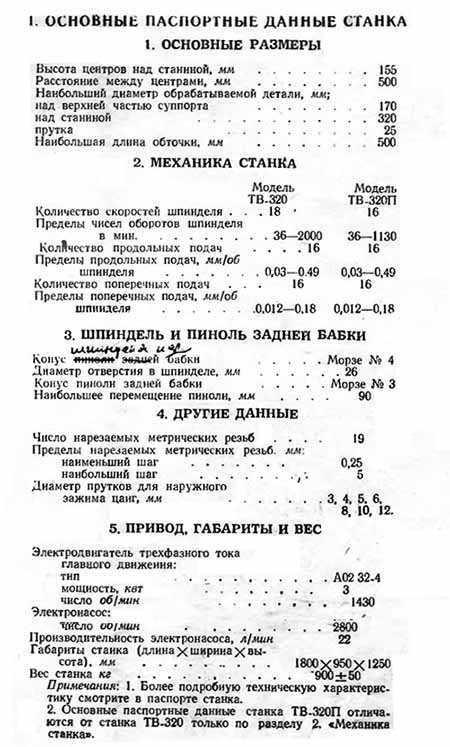
Технические характеристики токарно-винторезного станка модели ТВ-320
| Высота центров над станиной,мм | 155 | 155 |
| Расстояние между центрами,мм | 500 | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | ||
| над верхней частью суппорта | 170 | 170 |
| над станиной | 320 | 320 |
| Прутка | 25 | 25 |
| Наибольшая длина точения,мм | 500 | 500 |
| Механика станка | ||
| Количество скоростей шпинделя | 18 | 16 |
| Пределы чисел оборотов шпинделя,об/мин | 36-2000 | 36-1130 |
| Количество продольных подач | 16 | 16 |
| Пределы продольных подач,мм/об | 0,03-0,49 | 0,03-0,49 |
| Количество поперечных подач | 16 | 16 |
| Пределы поперечных подач,мм/об | 0,012-0,18 | 0,012-0,18 |
| Конус шпинделя передней бабки | Морзе 4 | Морзе 4 |
| Диаметр отверстия в шпинделе,мм | 26 | 26 |
| Конус пиноли задней бабки | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли,мм | 90 | 90 |
| Габариты станка,мм: | ||
| длина | 1800 | 1800 |
| ширина | 950 | 950 |
| высота | 1250 | 1250 |
| Вес станка,кг | 900 | 900 |
Видео:токарно-винторезный станок ТВ-320
www.metalstanki.com.ua
Токарный станок ТВ-320: технические характеристики
Конструкция отличается высокой мощностью и жесткостью, а главный вал имеет расширенный диапазон скоростей вращения, благодаря чему при обработке могут использоваться современные резцы со всей эффективностью.
Устройство имеет ряд особенностей, среди которых можно выделить:
- жесткость и устойчивость к температуре и вибрациям, обеспечивающие высокую точность работы;
- надежность элементов конструкции, обеспечивающие долговечность;
- скорость обратного вращения выше прямого, что уменьшает требуемое время для нарезки резьб;
- коробка подач имеет высокую жесткость, муфты, обеспечивающие дистанционное переключение, и шестерни, выполненные из высокопрочной закаленной стали.
Конструкция станка ТВ-320
Основными элементами конструкции являются:
- Коробка скоростей.
- Коробка подач.
- Передний узел.
- Задний узел.
- Привод подач.
- Фартук.
- Привод охлаждающей системы.
- Каретка резцедержателя.
Устройство станины
Рабочая основа устройства — коробчатая отливка из чугуна — располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.

Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих — три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской — задний узел.
Левая опорная стойка станины содержит:
- коробку скоростей;
- электрооборудование, размещенное в шкафу;
- электродвигатель главного привода;
- емкость для охладительной жидкости.
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения — в передней; радиально-упорный — в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
- Продольный зазор между частями опор — 0,01-0,015 мм.
- Биение в продольном направлении — не превышающее 0,01 мм.
- Диаметральный зазор между валом и подшипником — 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях — продольном и поперечном — благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
Кинематическая и электрическая схемы
Установка имеет такие органы управления:
- две рукояти изменения скорости вращения главного вала;
- рукоять изменения скорости вращения главного вала через перебор;
- рукоять реверсирования подач;
- две рукояти изменения величины подач;
- рукоять двойного увеличения подач;
- рукоять включения осевой или перпендикулярной подачи;
- рукоять включения падающего самохода;
- рукоять запуска ходового винта;
- рукоять запуска маточной гайки;
- рукоять ручного передвижения резцедержателя;
- рукоять ручного передвижения каретки;
- рукоять передвижения салазок;
- рукоять передвижения пиноли заднего узла.
Принципиальная электрическая схема
Суппорт
Резцедержатель агрегата служит для фиксации резцов и их осевых и перпендикулярных подач. Состоит из таких основных элементов:
- Осевые салазки.
- Перпендикулярные салазки.
- Верхние салазки.
- Поворотный механизм.
Каретка и салазки перемещаются во всех направлением путем механического или ручного воздействия. Салазки имеют две Т-образные крепежные выемки, что позволяет установить дополнительную резцовую головку. Величина перемещения салазок во все стороны регулируется специальными упорами. В конструкции резцедержателя имеется шариковый упор, который облегчает отсчет по лимбу при перпендикулярном передвижении.
Фартук
Находится в передней части установки и предназначается для передачи вращательного элемента от ходовых валика и винта на резцедержатель. Блокирующий механизм, расположенный в фартуке, полностью исключает одновременный запуск винта и валика и предотвращает поломку установки. Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение.
Конструкцией установки предусмотрено автоматическое отключение подач при возникновении перегрузок, возможных при чрезмерном увеличении силы обработки или заедании резцов. Отключение происходит благодаря установленному в фартуке механизму падающего самохода.
Коробка скоростей
Коробка предназначена для передачи вращательного элемента от электродвигателя к главному рабочему валу установки. Трехваловая система коробки с двумя блоками сменных колес дает возможность осуществлять обработку деталей на 9 различных скоростях.
Клиноременная передача имеет возможность регулировки натяжения благодаря перемещению коробки по специальным крепежным выемкам при помощи фиксирующих болтов и винта. Болты ослабляются для перемещения.
В опоры, на которых установлены валы коробки, вмонтированы подшипники, принимающие продольные и радиальные нагрузки на себя. Расстояние между ними настраивается специальными гайками и винтами.
Технические возможности токарного станка ТВ-320
Благодаря своим техническим возможностям устройство позволяет производить такие работы, как: наружная и внутренняя обработка различных поверхностей, в том числе и конусов, нарезка стандартных резьб и прочие токарные операции. Может производиться работа с деталями посредством скоростного обтачивания или комбинирования операций.
Конструкция установки снабжена особым механизмом, позволяющим изменять параметры рабочего процесса, не прибегая к его остановке. При обработке болванок резцы могут фиксироваться в переднем или заднем резцедержателях, устанавливаемом на суппорте в случае необходимости. Резцы могут устанавливаться одновременно, при этом резцовая головка может перемещаться в разные стороны.
Зажимной патрон устройства в стандартной комплектации — 12 см, но может и устанавливаться патрон 15 см. Фиксируется на чугунной планшайбе при помощи трех болтов. Планшайба накручивается на главный вал и фиксируется хомутом.
Согласно паспорту, агрегат обладает следующими техническими характеристиками:
- класс точности, согласно ГОСТ — Н;
- расстояние между центрами — 50 см;
- высота центров — 15,5 см;
- длина обтачиваемой болванки в максимальном значении — 50 см;
- диаметр обрабатываемых болванок в максимальном значении: над станиной — 32 см; над резцедержателем — 17 см;
- диаметр шпиндельного отверстия — 2,6 см;
- диаметр обрабатываемого прутка в максимальном значении — 2,5 см;
- скорости вращения главного вала — 18;
- количество подач: 16 осевых, 16 перпендикулярных;
- скорость вращения главного вала — 36-2000 об/мин;
- пределы подач: осевых — 0,03-0,49 мм/об; перпендикулярных — 0,012-0,18 мм/об;
- длина хода каретки резцедержателя в максимальном значении: от руки — 58 см; по валу — 58 см; по винту — 58 см;
- длина поперечного хода резцедержателя в максимальном значении — 28 см;
- ход резцовых салазок в максимальном значении — 11 см;
- перемещение пиноли заднего узла в максимальном значении — 9 см;
- перпендикулярное смещение пиноли — 1,5 см;
- число электрических двигателей — 2;
- мощность главного двигателя — 2,8 кВт;
- мощность охлаждающего насоса — 0,125 кВт;
- Габариты — 180х95х125 см;
- Вес — 900 кг.
ТВ-320П: основные отличия
Данная модель была сконструирована на базе рассматриваемой модели. Главным отличием от предшественника является более высокая точность производства основных его элементов:
- Рабочей основы.
- Ходового винта.
- Главного вала.
- Переднего опорного подшипника главного вала.
- Зубчатых колес.
По ГОСТу устройство соответствует нормам, установленным для токарных устройств, имеющих повышенную точность. Чтобы установка сохраняла свою изначальную точность более продолжительное время, скорость вращения снижена до 1140 об/мин. Модель не предназначена для грубых работ, не требующих повышенной точности, поэтому рекомендуется использовать его для проведения чистовой обработки.
Паспорт, правила эксплуатации и ухода, описание конструктивных особенностей для двух моделей установки являются общими.
Видео: токарно-винторезный станок ТВ-320.
metmastanki.ru
характеристики и советы о покупке бу
Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Описание
ТВ 320 — это станок высоких оборотов специального назначения. От подобных агрегатов выгодно отличается тем, что ТВ 320 дает возможность максимально использовать свои технологические параметры при обработке металлических запчастей на высоких скоростях. Можно точить и выполнять несколько операций одновременно. Скоростной режим — главный секрет эффективности (максимум производительности и чистоты обработки) станка ТВ 320.
Есть два ряда резцов на двух резцедержателях — впереди и сзади. Допустима установка заднего на суппорт. Чтобы обточить конус, центральная часть задней бабки поперечно смещается.
ТВ 320 можно использовать для выполнения обширного перечня действий:
- производство инструментов;
- производство приборов;
- операции;
- нарезка метрической и другой резьбы;
- обточка конусов…
Для эксплуатации ТВ 320 установлены границы мощности и силовых нагрузок, превышение которых недопустимо:
- предел мощности (электродвигателя главного движения) – 2,8 кВт;
- предел прочности точения зависит от способа: продольное – 220 кг, поперечное – 612 кг.
На станке ТВ 320 будет приятно трудиться тем, кто довольствуется только высокоточной работой. Все его конструктивные элементы выполнены согласно высоким требованиям. Основные части: станина,
- ходовой винт,
- шпиндельный узел,
- передний подшипник,
- зубчатые колеса.
Технические характеристики
Их стоит посмотреть по адресу: сайт stanoktehpasport
Устройство
Станина.
Фото 1: станина.
К станку весом в 900 кг, на котором проводится высокоточная обработка металлических деталей, предъявляются обоснованные требования к устойчивости как залогу безопасной работы. С этой точки зрения, к чугунной станине коробчатой формы ТВ 320 ни один потребитель претензий не выдвигал. Жесткость станины внутри дополнительно усилена мощными диагональными ребрами. Держат ее пара чугунных стоек. Вверху — четыре направляющие: три из них — призматические, а последняя — плоская. Рассмотрим главные узлы.
Передняя (шпиндельная) бабка.
Фото 2: передняя бабка.
Цельнолитая из чугуна.
Шпиндель — это шейка конусной формы на пустой трубе. В его передней опоре находится подшипник скольжения, а сзади — другой подшипник — высокоточный радиально-упорный. И есть еще третий — упорный подшипник. Переключатель скоростей расположен впереди шпиндельной бабки, а сзади нее поместили узловую коробку подач. Есть два рабочих направления. Изменение направления (прямое — обратное и наоборот) не влияет на установленную величину вращения и осуществляется механизмом слева в передней бабке, работу подшипников которой регулируют специальные гайки.
Токари считают шпиндель технически удовлетворительным узлом.
Суппорт.
Фото 3: суппорт.
Суппорт — место фиксации режущего механизма, каретку которого после крепления можно перемещать продольно и поперечно.
Продольное перемещение бывает механическим или ручным. Внутренние два паза в форме буквы Т предусмотрены для установки дополнительного резца. Поперечное перемещение выполняют резцовые салазки, а его величину регулируют двумя упорами: шариковый и поперечный. Первый облегчает проверку показателей, а второй — обработку серии деталей.
Фартук.

Фото 4: фартук.
Находится впереди. Приспособление, исключающее угрозу поломки при неожиданном одновременном включении ходовых винта и валика, помещено в суппорт. Маточная гайка включается только, когда переключающая рукоятка находится посередине.
Перегрузки в фартуке вызывают автоматическое отключение: вводится в действие «падающий червяк».
Коробка скоростей.
Фото 5: коробка скоростей
Благодаря этому конструктивному механизму (три вала и два блока шестерен) вращается шпиндельный узел (девять скоростей). Можно отрегулировать натяжение ремней, которые передают вращение, за счет перемещения корпуса коробки по предусмотренным пазам.
Ослабив фиксирующие болты, можно переместить коробку.
Зазоры подшипников, размещенных в опорах валов коробки, регулируют винты и гайки. Так валы легче переносят нагрузки (осевые, радиальные).
Стандартная комплектация оборудования предназначена наносить метрическую резьбу. А дополнительные шестерни — другую резьбу. Подобрать нужную можно, воспользовавшись инструкцией. Для этого понадобится таблица на крышке гитары.
Задняя бабка.
Единственный способ ее продольного перемещения — вручную. Бывает нужно при обработке длинной заготовки, правый край которой таким образом можно поддержать и закрепить режущий инструмент эксцентриковым механизмом.
Поперечно перемещая бабку, обрабатывают конусные поверхности. А продольное перемещение обеспечивается винтом, соединенным с гайкой, который вращается маховиком. Перемещающуюся внутри бабки пинолю, фиксируют два зажимных сухаря, соединенных с управляющей рукояткой.
Если понадобится ремонтировать заднюю бабку самостоятельно, стоит предварительно посмотреть видео:
Дополнительные приспособления.
Что и как можно установить, стоит посмотреть на видео:
Доступное видео для покупателя:
Универсальный токарно-винторезный станок ТВ 320 используется профессионалами и любителями уже десятки лет. Он заслужил их доверие неприхотливостью и надежностью, достаточной точностью в работе. Поэтому совсем нетрудно найти толковое видео о работе с ТВ 320, к примеру:
Как правильно купить б/у
- Зайти на Авито, посмотреть имеющиеся предложения.
- Прежде чем купить, стоит посоветоваться со специалистами (или с другими профессионалами, если даже покупатель уверен в своих навыках и мастерстве).
- Паспорт агрегата б/у и инструкции.
- Перед покупкой желательно ознакомиться с отзывами пользователей, благо за историю эксплуатации станка, выпускавшегося Уфимским моторостроительным заводом (производственным объединением), откликов о его работе и особенностях эксплуатации. накопилось множество.
ОтзывыЛевши должны знать, что этот станок сконструирован под праворуких.
Особенно удобен, когда нужна точность. Ценится пользователями за универсализм и износостойкость.
Работающие на токарно-винторезном станке инструментального типа ТВ 320 с уважением отзываются о его прочности и надежности. К точности претензий практически ни у кого из пользователей нет. Модель характеризуют как весьма удачную.
Комплектовался ТВ 320 стандартно и, по обыкновению, дополнялся цанговым комплектом. У ТВ 320 — стандартный токарный 120 мм патрон, но устанавливали и 150 мм. Крепление прочное. У шпинделя — крупная резьба, как для планшайбы. Откручивание при реверсе стопорит разрезный хомут на венце планшайбы.
Чтобы повысить уровень надёжности работы ТВ 320, его оснастили собственной электрической маслостанцией.
На вторичном рынке уфимский ТВ 320 представлен изобильно. На Авито можно подобрать то, что нужно, очень быстро и по приемлемой цене.
stanki-info.ru
Токарно-винторезный станок ТВ-320, ТВ-320П. Руководство по эксплуатации и ремонту.
С программы
1С программы
Гидравлика
Гидравлика
Грузоподъемные сооружения
Грузоподъемные сооружения
Деревообработка
Деревообработка
Долбежные Строгальные
Долбежные, Строгальные
Железнодоржная литература
Железнодоржная литература
Инструмент
Инструмент
Информационные технологии IT
Информационные технологии. IT
Компрессорное оборудование
Компрессорное оборудование
Краны грузоподъемные
Краны грузоподъемные
Кузнечное дело
Кузнечное дело
Машиностроение
Машиностроение
Металлообработка
Металлообработка
Настольное оборудование
Настольное оборудование
Оргтехника
Оргтехника
Пилы Ножницы Отрезные
Пилы, Ножницы, Отрезные
Пневматика
Пневматика
Подшипники
Подшипники
Программирование
Программирование
Прочее
Прочее
Работа с сайтом
Работа с сайтом
Сверлильные
Сверлильные
Строительство
Строительство
Тельферы Тали
Тельферы, Тали
Токарные
Токарные
Фрезерные
Фрезерные
Электрика
Электрика
Электроника
Электроника
burov.top
Технические характеристики токарного станка ТВ-320
Токарно-винторезный станок ТВ-320 имеет давнюю историю, его массовый выпуск начался в середине прошлого столетия. Этот высокоточный агрегат предназначен для токарной обработки разнообразных плоскостей, включая нарезку резьбы.
Описание и конструктивная особенность станка
Основные части токарного станка
Установка ТВ-320 – высокооборотный аппарат особого предназначения. От подобных приборов практично отличается тем, что станок позволяет использовать свои технические характеристики на максимальном значении, при обрабатывании металлических заготовок в высокооборотном режиме.
Кроме того, на станке предусмотрено выполнение нескольких операций, включая точение. Высокооборотный режим работы – главный «козырь» эффективности токарного станка.
Универсальный агрегат ТВ-320 применяется для осуществления широкого спектра действий:
- создание инструментария;
- изготовление различных устройств;
- нарезание резьбы;
- обтачивание конусообразных поверхностей.
Расположение основных узлов и механизмов токарной установки выполнено в стандартном варианте, но к тому же агрегат имеет неформатную систему скоростного точения деталей и замещение подач без остановки технического оснащения.
Главные узлы токарного станка ТВ-320 размещены на опорной станине, которая произведена из чугуна. От этой основной опоры зависит хорошая стойкость токарного станка. Устройство ТВ-320 причисляется к категории устройств, которые возделывают металлические изделия увеличенной точности. Конструкционная составляющая токарного агрегата выполнена с учетом этого параметра.
Среди главных технических характеристик металлорежущего станка ТВ-320, выделяют:
- Возможность применения двух резцов. Конструктив поддерживающего узла допускает смену положения держателя резцов в разных направлениях. Дополнительно, суппорт токарного агрегата может находиться за осью центров.
- Вспомогательный гарнитур. В станке можно установить дополнительные приспособления, вследствие которых выполняется обработка изделий в центрах, патроне либо цангах.
- Монтаж патронов с поперечником 120 и 150 мм. На токарном станке предусмотрено три болта для жесткого крепежа.
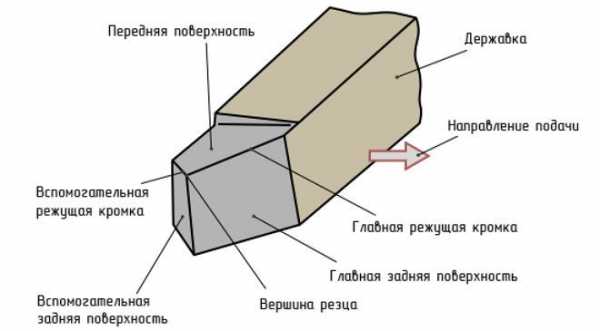
Конструкция резца
Чтобы снизить трение металлических поверхностей, в установке зафиксированы специальные подшипники скольжения из бронзы. Кроме того, в токарном станке имеется независимый смазочный пункт, работающий от электромотора.
Среди явных изъянов токарной установки можно выделить лишь нехватку запасных деталей при ремонте. Их поиск осуществляют на старых производственных участках, где эксплуатировался этот тип токарных агрегатов.
Технический потенциал металлообрабатывающего станка
В соответствии с паспортом, токарный агрегат обладает следующими техническими возможностями:
- максимальное значение обрабатываемых изделий составляет – 320 мм;
- допустимая длина возделываемой заготовки – 500 мм;
- уровень центров над несущей станиной – 155 мм;
- число скоростей вращения основного вала – 18;
- численность подач: 16 – перпендикулярных, 16 – осевых;
- скорость оборотов шпиндельного механизма – 36–2000 обор/мин;
- поперечник шпиндельного проема – 260 мм;
- численность нарезки метрических резьб – 19;
- минимальный и максимальный шаг резьбы – 0,25/5;
- группа точности, в соответствии с ГОСТом – Н;
- масса оборудования – 900 кг;
- параметры установки, мм — 1800х950х1250.
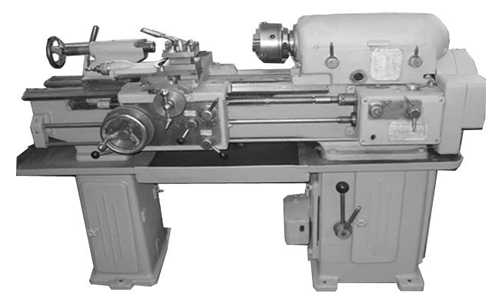
Токарный станок ТВ-320
Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.

Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Единственный метод осевого передвижения – только вручную. Иногда возникают ситуации, когда необходимо при возделывании длинных болванок поддержать их правый край и зафиксировать режущий инструментарий эксцентриковым механизмом.
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.
Электрооборудование токарного агрегата
На металлообрабатывающем станке рассматриваемого типа размещается два электродвигателя. Каждый выполняет определенную либо дополнительную функцию:
- Основной электропривод. Его мощность составляет 2,8 кВт. Играет роль привода шпиндельного механизма станка.
- Вспомогательный электромотор. Он устанавливается в электронасос. Предназначается для результативного охлаждения механизмов токарного станка. Мощность двигателя равна 0,125 кВт.
Несмотря на некоторые видимые изъяны оборудования, токарный станок ТВ-320, включая самодельный вариант, считается весьма востребованным среди мастеров своего дела, даже спустя несколько десятилетий после прекращения серийного выпуска агрегата.
Видео: Обзор, смазка станка ТВ-320
promzn.ru
Токарно-винторезный станок ТВ-320П
Токарно-винторезный станок ТВ-320П представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве. Станок предназначен для обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателе. Задний резцедержатель устанавливается на суппорте по мере необходимости.
Токарно-винторезный станок модели ТВ-320П отличается от станка ТВ-320 повышенной точностью изготовления его основных деталей: станины, ходового винта, шпинделя, его переднего подшибника и шестерен входящих в цепь нарезки резьбы.
Для сохранения точности на длительный период эксплуатации диаппазон оборотов шпинделя чтанка снижен с 2000 до 1130 об/мин., и соотвественно снижено число оборотов шпинделя и число подач до 16.
Станок ТВ-320П следует применять для выполнения чистовых и получистовых работ. Использовать станок для выполнения грубых обдирочных операций не рекомендуется.
__________________________
Скачать документацию на токарно-винторезный станок ТВ-320П
ТВ-320П. Руководство по эксплуатации
__________________________
Основные технические характеристики токарно-винторезный станок ТВ-320П
|
Наименование параметров |
Ед.изм. |
Величины |
|
Класс точности |
П |
|
|
Наибольший диаметр обрабатываемой заготовки над станиной |
мм |
320 |
|
Расстояние между центрами |
мм |
500 |
|
Высота центров над станиной |
мм |
155 |
|
Наибольшая длинна обточки |
мм |
500 |
|
Наибольший диаметр обрабатываемого прутка |
мм |
25 |
|
Количество скоростей шпинделя |
|
16 |
|
Пределы чисел оборотов шпинделя |
об/мин |
36-1130 |
|
Количество продольных подач |
16 |
|
|
Пределы продольных подач |
мм/об |
0,03-0,49 |
|
Количество поперечных подач |
16 |
|
|
Пределы поперечных подач |
мм/об |
0,012-0,18 |
|
Конус шпинделя передней бабки |
Морзе №4 |
|
|
Диаметр отверстия в шпинделе |
мм |
26 |
|
Конус пиноли задней бабки |
Морзе №3 |
|
|
Наибольшее перемещение пиноли |
мм |
90 |
|
Число нарезаемых метрических резьб |
19 |
|
|
Пределы нарезаемых метрических резьб |
|
|
|
- наименьший шаг |
мм |
0,25 |
|
- наибольший шаг |
мм |
5 |
|
Диаметры прутков для наружного зажима цанг |
мм |
3, 4, 5, 6, 8, 10, 12 |
|
Мощьность двигателя главного движения |
кВт |
3 |
|
Число оборотов двигателя главного движения |
об/мин |
1430 |
|
Мощность двигателя электронасоса |
кВт |
0,125 |
|
Число оборотов двигателя электронасоса |
об/мин |
2800 |
|
Производительность двигателя электронасоса |
л/мин |
22 |
|
Габариты станка (ДхШхВ) |
мм |
1800х950х1250 |
|
Вес станка |
кг |
950 |
ostankah.ru
Универсальный токарно-винторезный станок ТВ-320П
Станок универсальный токарно-винторезный модели ТВ320, ТВ320П предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания метрической резьбы.
Токарно-винторезный станок модели ТВ-320 представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок может быть успешно использован, также, для выполнения работ операционного характера.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается на суппорте по мере необходимости. Обточка конусов производится путем поперечного смещения центра задней бабки.
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
Главное движение — вращение шпинделя с заготовкой.
Движение подачи — перемещение суппортов.
Расположение органов управления токарного станка ТВ-320П
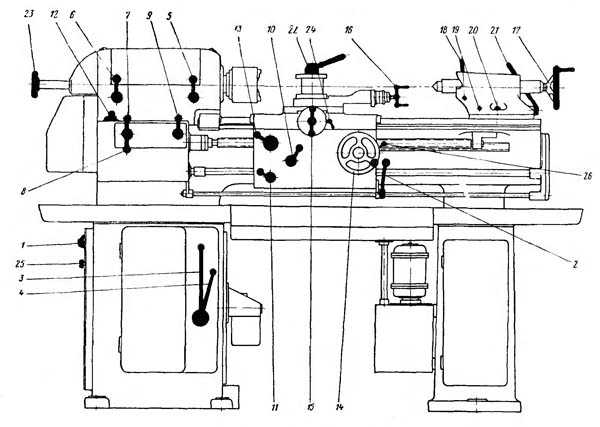
Перечень органов управления токарного станка ТВ-320П :
1. выключатель пакетный
2. рукоятки реверса включения и выключения шпинделя во время работы станка
3. рукоятки изменения чисел оборотов шпинделя
4. рукоятки изменения чисел оборотов шпинделя
5. рукоятка изменения чисел оборотов шпинделя через перебор
6. рукоятка изменения направления движения (реверс) суппорта
7. рукоятки изменения подач
8. рукоятки изменения подач
9. рукоятки изменения подач
10. рукоятка включения продольной и поперечной подачи
11. рукоятка включения и выключения падающего червяка
12. рукоятка включения и выключения ходового винта
13. рукоятка включения маточной гайки
14. маховик для продольного перемещения суппорта
15. рукоятка поперечного перемещения суппорта
16. рукоятка перемещения резцовых салазок
17. маховик перемещения пиноли задней бабки
18. рукоятки крепления пиноли задней бабки
19. рукоятка поперечного перемещения задней бабки
20. болт крепления задней бабки на подушке
21. рукоятка крепления задней бабки на станине
22. рукоятка крепления резцедержателя от проворота
23. маховичок крепления детали в цанговый зажим
24. ручка крепления механизма отвода резца
25. выключатель пуска, останова насоса для охлаждения
26. ручка сцепления реечной шестерни и рейки
Технические данные и характеристики станка ТВ-320П :
Основные параметры станка :
Класс точности по ГОСТ 8-82 Н
Наибольший диаметр заготовки над станиной, мм 320
Наибольший диаметр заготовки над суппортом, мм 170
Наибольшая длина заготовки (РМЦ), мм 500
Шпиндель :
Диаметр сквозного отверстия в шпинделе, мм 26
Наибольший диаметр прутка, мм 25
Число ступеней частот прямого вращения шпинделя 18
Частота прямого вращения шпинделя, об/мин 36-2000
Число ступеней частот обратного вращения шпинделя 18
Частота обратного вращения шпинделя, об/мин 36-2000
Размер внутреннего конуса в шпинделе, М Морзе 4
Конец шпинделя Резьба М52
Торможение шпинделя нет
Блокировка рукояток от одновременного включения шпинделя нет
Подачи :
Наибольшая длина хода каретки от руки, мм 580
Наибольший поперечный ход суппорта, мм 280
Перемещение суппорта на одно деление лимба
при продольном движении, мм 0,1
Перемещение суппорта на одно деление лимба
при поперечном движении, мм 0,01
Наибольший ход верхнего суппорта (резцовые салазки), мм 110
Перемещение резцовых салазок на одно деление лимба, мм 0,02
Число ступеней продольных подач 18
Пределы рабочих подач продольных, мм/об 0,03-0,99
Число ступеней поперечных подач 18
Пределы рабочих подач поперечных, мм/об 0,012-0,362
Скорость быстрых перемещений суппорта, м/мин нет
Количество нарезаемых резьб метрических 19
Пределы шагов нарезаемых резьб метрических, мм 0,25-5
Пределы шагов нарезаемых резьб дюймовых нет
Пределы шагов нарезаемых резьб модульных нет
Пределы шагов нарезаемых резьб питчевых нет
Выключающие упоры при продольном движении есть
Выключающие упоры при поперечном движении нет
Защита от перегрузки при продольном движении есть
Блокировка рукояток от одновременного включения есть
Задняя бабка :
Наибольшее перемещение пиноли, мм 90
Внутренний конус, мм Морзе №3
Электрооборудование :
Количество электродвигателей на станке 2
Электродвигатель главного привода, кВт 2,8
Электродвигатель насоса охлаждения, кВт 0,125
Габариты и масса станка :
Габариты станка (длина ширина высота), мм 1610 х 950 х 1250
Масса станка, кг 900
Сверлильный станок 2М135
Изготовитель : Стерлитамакский станкостроительный завод им. Ленина .
Станок вертикально-сверлильный 2МI35 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении пиклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станок снабжен устройством реверсирования электродвигателя главного движения, что позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Класс точности станка Н по ГОСТ 8-82.
Технические характеристики:
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4
Расстояние оси шпинделя до направляющих колонны, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм:
до стола 30-750
до плиты 700-1120
Наибольшие (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122
Рабочая поверхность стола, мм 450х500
Наибольший ход стола, мм 300
Количество скоростей шпинделя 12
Количество подач 9
Пределы подач, мм/об 0,1-1,6
Мощность электродвигателя главного движения, кВт 4,0
Габарит станка: длина, ширина, высота, мм 1030х835х2535
Масса станка, кг 1200
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя.
infopedia.su