Патрон к дрели 2-13 1/2 самозажимной металический GEKO (G00521)
Доставка из г. Червоноград
452 грн
Купить
SPECTOOL MARKET
Патрон профессиональный самозажимной для дрели/шуруповёрта LEMAN (France).
Доставка по Украине
800 грн
680 грн
Купить
DobryjGospodar
Патрон самозажимной Peacock 3/8″x24 1-10 мм
Доставка по Украине
120 грн
Купить
Торговый Дом Вербицкий
Самозажимная гайка ER20-M/NUT для цангового патрона для ЧПУ, гайка цанговая зажимная для держателя ER20 типа M
На складе
Доставка по Украине
374 грн
187 грн
Купить
LP Shopping
Патроны для дрели и сверлильных станков Недорого на Е-1
Патрон для дрели служат для фиксации не только сверл. Это устройство позволяет зажать любую оснастку с цилиндрическим хвостовиком: абразивный камень, миксер для смесей, шарошку по дереву или зенкер по металлу. Он передает вращательное действие от вала редуктора и должен позволять пользователю быстро менять насадки и не давать их штоку прокручиваться внутри себя при выполнении технологических операций даже при максимальном давлении на привод. Однако, со временем, от длительной эксплуатации, их необходимо менять. Обычно, это вызвано: прокручиванием оснастки и образованием задиров на внутренней поверхности кулачков; последствием ударов при падениях или попаданием пыли и отходов сверления вовнутрь.
Кулачковый патрон для дрели.
Визуально такое устройство отличается наличием поворотного стакана с зубчаткой, выступающими над корпусом и комплектуется индивидуальным зажимным ключом. Для зажима сверла вал ключа устанавливают в одно из трех отверстий на корпусе патрона. В этот же момент его зубцы входят в контакт с зубцами кольца обоймы. При вращении ключа по часовой стрелки стальные кулачки, скользят и, двигаясь пo нaпpaвляющим, сближаются и захватывают хвостовик насадки, сжимая его в трех точках. Фиксация установки зависит от момента приложения силы со стороны пользователя.
Выбор по параметрам. Кулачковые сверлильные патроны с зубчатым венцом самые простые, по конструкции, и надежные устройства. Именно ими комплектуются ударные ударные дрели. При выборе модели пользователь должен ориентироваться на два основных параметра.
Первый. Диапазон диаметров хвостовиков, которые будут устанавливаться: «0,8-10», «1,5-10», «1,5-13», «2,0-13», «3-16». Например, для Intertool ST-1623 он составляет от 3 до 16 мм. Последний параметр должен быть согласован с мощностью привода. Так, если на электродрель мощностью 650 ватт, типа Metabo SBE 650, установить 16 мм патрон вместо 13 мм, то мощности ее электродвигателя просто не хватит для преодоления сопротивления вращению, которое оказывает материал оснастке большого диаметра. Кроме этого чем больше максимальный показатель, тем больше и минимальный. То есть маленькие сверла до 3 мм не зажмутся, будут проворачиваться в пространстве между кулачками, да и риск сломать небольшую оснастку при установке в крупное зажимное устройство выше.
Второй. Внутренняя часть корпуса сверлильного патрона имеет метрическую или дюймовую резьбу. Для дрелей, чаще всего, это М12х1,25; 3/8″х24 UNF или 1/2»x20UNF и она должна соответствовать посадочному отверстию инструмента.
Кроме этого при выборе нужно смотреть, чтобы ход муфты был легким; твердость кулачков соответствовала 54 HRC, их схождение равномерным и на их поверхности не было задиров и заусенцев. Поскольку проверить биение, при покупке в магазине, вы не сможете, вращайте ключ до конца, чтобы губки сомкнулись. Затем, прокрутите патрон в руках и оцените как вертикальные зазоры между губками, так и внутренние прижимные фаски. Если они отличаются и скос на на одной. больше, чем на другой, то большой процент вероятности, что будет радиальное биение из-за несоосного зажатия хвостовика.
Быстрозажимной сверлильный патрон.
Способ зажима оснастки в таком устройстве отличается. Для фиксации уже не нужен дополнительный инструмент и приведение в действие подвижных губок выполняется только вращением руки за поворотный стакан. Самозажимной патрон отличается от венцового более сложной конструкцией и удобством использования. Сверла менять быстрее и нет необходимости носить в кармане или привязывать к шнуру питания ключ. Однако, когда элементы механизма изношены и имеют выработку надежное зажатие хвостовика большого диаметра будет проблематичным.
По способу приведению в действие, одной или двумя руками, они делятся на одномуфтовые, типа Sturm IDC0.8-10MM3/8 и двухмуфтовые, как MTX 168089. Какой лучше? Удобство первого заключается в том, что его блокировка фиксируется непосредственно на дрели, шуруповерте или электрическом гравере. При этом усилие зажима сверла выше. Вторая рука остается свободной для других действий.
Двухмуфтовый патрон управляется двумя руками. Вначале зажимают заднюю муфту, расположенную ближе к корпусу. Другой рукой вращают переднюю муфту, увеличивая или уменьшая посадочный диаметр между кулачками.
Какой патрон лучше выбрать. То, сколько муфт лучше зависит от индивидуальных предпочтений пользователя. Советуем обратить внимание на другие аспекты. Смотрите на глубину рифлений муфт. Чем глубже накатка, тем крепче зацеп, особенно при удержании ладонью которая вспотела или имеет следы масла. Но еще более важным является материал изготовления.
Муфта быстрозажимного патрона может быть пластиковой, как у Intertool ST-3821 и это самая дешевая, но наименее прочная оснастка. Комбинированной, как у MTX 168149, где задняя муфта металлическая, а передняя пластиковая или полностью металлической, как у Intertool ST-1231. Последний вариант самый надежный. Такие патроны лучше использовать если электродрель планируют применять для тяжелых работ, типа перемешивание смесей 120 мм венчиком или сверление максимальным диаметром. При таких работах зажатие хвостовика в патроне может быть таким сильным, что откручивание руками становится невозможным. Приходиться применять разводной ключ. На пластиковой обойме быстрее стирается накатка, образуются задиры, контакт с ладонью может быть травмоопасным, и муфта, часто не выдерживает таких сжиманий и лопается.
Патроны для сверлильного станка.
Они также делятся на ключевые и быстрозажимные. На маленькие станки для печатных плат устанавливаются крошечные патроны под сверла от 0,5 мм. Модели по дереву комплектуются такими же патронами как и электродрели, но их посадочная часть имеет не цилиндрическое, а конусное отверстие без резьбы. Как его закрепить на шпинделе станка с обеспечением надежного центрирования? Через съемную оправку, стальной вал, который называют переходной конус Морзе. Он вставляется с небольшим усилием и держится за счет малой конусности. Большая площадь контакта конуса Морзе с углублением в патроне противодействует проворачиванию в нем, а выфрезерованная лапка в тыльной части исключает прокручивание в пазе шпинделя.
Установку патрона в станок выполняют резким движением руками вверх, а снятие, через промежуточную оправку, выполненного из мягкого материала (обычно дерева), после удара молотком.
Как пользоваться бесключевым сверлильным патроном
Изобретение бесключевых сверлильных патронов изменило правила игры и упростило использование лучших аккумуляторных дрелей. Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.
История патрона 101
Если вы не в курсе истории проектирования сверл, многие из нас начинали с патрона с ключом. Это таинственно выглядящая штука, которая прикрепляется к шнуру старой дрели твоего отца. Когда вы вставляете его в отверстие в патроне, он создает зубчатую передачу, которая позволяет затягивать или ослаблять его. Потеряйте ключ, и вам не повезет, пока вы не найдете другой.
Появились быстрозажимные сверлильные патроны, и я думаю, что мы все вздохнули с облегчением, когда впервые использовали их. Вместо использования ключа все, что вам нужно сделать, это повернуть патрон, пока вы не почувствуете, что он затягивает сверло, и начать сверлить. Большинство из них имеют храповое действие, которое вы можете почувствовать, когда оно затягивается.
Как пользоваться быстрозажимным сверлильным патроном
Вы когда-нибудь начинали сверлить отверстие или вкручивать винт только для того, чтобы сверло выскользнуло наружу?
Для предотвращения этого производители разработали храповой механизм бесключевого патрона. Мы видим много людей в полевых условиях (и иногда сами виноваты в этом), просто держите патрон и нажимайте на спусковой крючок, пока сверло не удержит сверло на месте. Некоторые люди добиваются большего успеха, чем другие, но это не всегда правильно задействует запорный механизм.
Последующие работы с храповым патроном
Вы должны проворачивать патрон вручную до тех пор, пока не почувствуете, что он защелкивается.
Вот как можно более эффективно использовать быстрозажимной сверлильный патрон:
Держите свою любимую дрель или биту и поворачивайте патрон, пока зубья не войдут в биту (вы можете использовать курок, чтобы помочь, если хотите).
Вручную затягивайте патрон туже, пока не почувствуете, что он защелкнулся. Вот так — просто!
После того, как вы включите храповой механизм, у вас должно уменьшиться количество случаев выскальзывания биты. Это также может уменьшить количество подколок, которые вы получаете от своих друзей.
Как насчет сверлильных патронов без храпового механизма?
Патроны без храповика, безусловно, существуют. В наши дни мы находим их в основном на старых инструментах или инструментах начального уровня. Аккумуляторные дрели от неизвестных компаний или продукты, которые действительно пытаются срезать как можно больше углов, могут использовать патроны без храповика для сокращения затрат. Вы также найдете их на более старых продуктах, изготовленных до появления храпового патрона.
Проблема с патронами без храповика заключается в том, что вы никогда не сможете по-настоящему закусить биту. Даже если система изначально хорошо удерживает сверло, оно может ослабнуть, как только вы остановите сверло.
Дело в том, что действие тормоза, быстро останавливающего патрон, приводит к его ослаблению. Многие профессионалы теряют дорогую лопату или кольцевую пилу на чердаке или в полости стены, когда патрон без храповика решает разжать хват и немного уронить сверло.
Это помогло вам отбросить меньше битов? Мы надеемся на это! Если у вас есть дополнительные вопросы или дополнительные отзывы, обязательно сообщите нам об этом в комментариях ниже.
Сверла в магазине Acme Tools
1/32-1/2″ JT33 Мощный быстрозажимной сверлильный патрон с хвостовиком MT3 JT33
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
1/32-1/2″ JT33 Мощный быстрозажимной сверлильный патрон с хвостовиком MT3 JT33
Увеличить изображение
Артикул 202-5013-202-1327
Наличие В наличии
Доставка Ипс Граунд
37,25 $
Сохранить элемент
Поделиться Распечатать
Страница каталога 202
Детали Прожектор Что включено
Отзывы
Артикул
202-5013-202-1327
Артикул производителя
202-5013-202-1327
сверлильные патроны категории
Быстрозажимные сверлильные патроны
Марка
Инструмент для шаровидных инструментов
размер хвостовика
конус Морзе 3
максимальная вместимость
1/2
МДП (дюйм)
0,0048
мин. производительность
1/32
монтажный размер
33ДЖТ
Полная информация
Обзор продукта
Бесшпоночный патрон Shars на шарикоподшипниках специально разработан для тяжелого эксплуатационного бурения с жесткими допусками
Сверлильный патрон предназначен для сверления на переносных столах, напольных сверлильных станках, фрезерных станках, токарных станках и т. д.
Шарикоподшипниковая конструкция повышает усилие захвата и точность сверления
Закаленная шлифованная центральная губка для улучшения абсолютной прямолинейности и долговечности
Ключ для сверлильного патрона ДОЛЖЕН использоваться для затягивания сверлильного патрона, чтобы обеспечить достаточный крутящий момент. Затяжка вручную может привести к внутреннему повреждению из-за недостаточного крутящего момента и аннулированию гарантии производителя.
Швеллер размеры | Таблица размеров швеллера 10, 12, 14, 16, 20, 22
Швеллер размеры | Таблица размеров швеллера 10, 12, 14, 16, 20, 22
Таблица размеров швеллера
Швеллер горячекатаный стальной ГОСТ 8240-97
Параметры швеллера гк
h — высота
b — ширина полки
s — толщина стенки
t — толщина полки
Вес 1 мп, кг
Швеллер размер № 5
h=50 мм
b=32 мм
s=4,4 мм
t=7 мм
4,84
Швеллер размер № 6.5
h=65 мм
b=36 мм
s=4,4 мм
t=7,2 мм
5,9
Швеллер размер № 8
h=80 мм
b=40 мм
s=4,5 мм
t=7,4 мм
7,05
Швеллер размер № 10
h=100 мм
b=46 мм
s=4,5 мм
t=7,6 мм
8,59
Швеллер размер № 12
h=120 мм
b=52 мм
s=4,8 мм
t=7,8 мм
10,4
Швеллер размер № 14
h=140 мм
b=58 мм
s=4,9 мм
t=8,1 мм
12,3
Швеллер размер № 16
h=160 мм
b=64 мм
s=5,0 мм
t=8,4 мм
14,2
Швеллер размер № 18
h=180 мм
b=70 мм
s=5,1 мм
t=8,7 мм
16,3
Швеллер размер № 20
h=200 мм
b=76 мм
s=5,2 мм
t=9 мм
18,4
Швеллер размер № 22
h=220 мм
b=82 мм
s=5,2 мм
t=9,5 мм
21
Швеллер размер № 24
h=240 мм
b=90 мм
s=5,6 мм
t=10 мм
24
Швеллер размер № 27
h=270 мм
b=95 мм
s=6 мм
t=10,5 мм
27,7
Швеллер размер № 30
h=300 мм
b=100 мм
s=6,5 мм
t=11 мм
31,8
Швеллер размер № 40
h=400 мм
b=115 мм
s=8 мм
t=13,5 мм
48,3
Швеллер гнутый
Швеллер гнутый гост 8278-83
50*40*3 12,0 м
60*32*2,5 12,0 м
60*32*4 10,0 м
80*32*4 10,0 м
80*60*4 11,5 м
100*50*3 11,5 м
120*50*3 11,5 м
120*60*4 11,5 м
120*60*5 11,7 м
160*80*4 11,7 м
Швеллеры г/к стальные горячекатаные это прокат П или У — образного сечения. Швеллеры г/к делятся на 3 вида: швеллер горячекатаный с уклоном внутренних полок, с параллельными гранями полок и швеллер гнутый холоднокатаный. Швеллер горячекатаный производится двух видов точности: повышенной точности-Б и обычной точности-В. Виды и марки швеллеров завися от марки стали, из которых они изготовлены что определяет их назначение и размеры. Швеллеры изготовляют длиной от 4 до 12 м и высотой от 5 до 40 мм. Швеллер широко используется при строительстве сооружений, а также в качестве каркаса и перегородок, так как их размер позволяет создавать конструкции различных видов.
Швеллеры из углеродистой и низколегированной стали. обозначением П — с параллельными полками и обозначением У — с уклоном внутренних гранейизготавливаются по ГОСТу 8240.
Швеллеры специальные для вагоностроения. обозначение В — для вагоностроения изготавливаются по ГОСТу 5267.
Швеллеры специальные для тракторов.обозначение Т — для тракторов изготавливаются по ГОСТу 5420
Узнать цены на швеллер в интернет магазине Металлобазы>>>
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Швеллер 6.5 П Ст3 6000 в наличии по цене от 71990 руб за тонну
Швеллер 6.5 П Ст3 6000 в наличии по цене от 71990 руб за тонну | Компания МЕТАЛЛСЕРВИС
Подробнее
Металлобаза
Цена
Цена
Цена, руб
от 1т
Цена, руб
от 5т
Цена, руб
от 10т
5 П» data-mark=»Ст3″ data-len=»6000″>
Карачарово
Москва
73 490
73 490
73 490
Очаково
Москва
73 490
73 490
73 490
Балашиха
73 490
73 490
73 490
5 П» data-mark=»Ст3″ data-len=»6000″>
Электроугли
73 090
73 090
73 090
Лобня
73 190
73 190
73 190
Софийская
С.Петербург
73 990
73 990
73 990
5 П» data-mark=»Ст3″ data-len=»6000″>
Нижний Новгород
Металлобаза № 1
72 090
72 090
72 090
Самара
73 990
73 990
73 990
Пенза
72 990
72 990
72 990
5 П» data-mark=»Ст3″ data-len=»6000″>
Брянск
73 490
73 490
73 490
Пермь
76 900
76 900
76 900
Екатеринбург
Изоплит
71 990
71 990
71 990
5 П» data-mark=»Ст3″ data-len=»6000″>
Челябинск
Производственная
74 990
74 990
74 990
Металлобаза
Цена, т
КарачаровоМосква
73 490 ₽
ОчаковоМосква
73 490 ₽
Балашиха
73 490 ₽
5 П» data-mark=»Ст3″ data-len=»6000″>
Электроугли
73 090 ₽
Лобня
73 190 ₽
СофийскаяС.Петербург
73 990 ₽
Нижний НовгородМеталлобаза № 1
72 090 ₽
Самара
73 990 ₽
Пенза
72 990 ₽
Брянск
73 490 ₽
Пермь
76 900 ₽
5 П» data-mark=»Ст3″ data-len=»6000″>
ЕкатеринбургИзоплит
71 990 ₽
ЧелябинскПроизводственная
74 990 ₽
Авторизация
Напомнить пароль
Зарегистрироваться
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Минск
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Размер
(A x B x C) C3 x 6, каналы HR A36 Стандартные структурные размеры Fay Industries, Inc.
(сталь * распиловка)
Информация о запросе
Структурные формы
На следующих страницах перечислены формы, обычно имеющиеся на складе. Американский институт чугуна и стали установил систему обозначения конструктивных форм, которая была принята производителями стали. В столбце, озаглавленном «Обозначение AISI», буква или буквы предшествуют размеру и весу на фут. Например, C3 X 4.1 — это обозначение AISI для стандартного конструкционного канала размером 3 дюйма x 4,1 #.
W-образные формы представляют собой двоякосимметричные формы с широкими полками, используемые в качестве балок или колонн, внутренние поверхности полки которых практически параллельны. Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Профили «S» представляют собой профили с двойной симметрией, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для форм балок американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.
Профили «M» — это профили с двойной симметрией, которые не могут быть классифицированы как профили «W», «S» или несущие сваи. (Хотя несущие сваи не включены в стандартную номенклатурную таблицу, они представляют собой двойную симметричную форму с широкими полками, внутренние поверхности полки которых практически параллельны, а полка и стенка имеют практически одинаковую толщину.)
Профили «С» представляют собой швеллеры, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для швеллеров американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности фланцев каналов американского стандарта имеют наклон приблизительно 16 2/3%.
Формы «MC» — это каналы, которые нельзя классифицировать как формы «C».
Длина до 60 футов
Характеристики | Анализ | Приложения | Механические свойства | Свариваемость
Н/Д Для использования в клепаных, болтовых или сварных конструкциях мостов и зданий, а также для общих строительных целей.
Механические свойства
Н/Д Требования ASTM A 36:
Прочность на растяжение — 58 000/80 000 фунтов на квадратный дюйм Предел текучести — 36 000 мин. psi Удлинение на 8 дюймов — мин. 20% (при условии вычета из указанного выше процента удлинения для толщин менее 5/16 дюйма и более 3/4 дюйма)
Свариваемость
org/PropertyValue»>
Н/Д Эти формы легко свариваются всеми способами сварки, а полученные сварные швы и соединения имеют исключительно высокое качество. Марка используемой сварочной проволоки зависит от толщины сечения, конструкции, требований к обслуживанию и т. д.
каналов | 304/304L и 316/316L
(доступно)
(вызов для доступности)
(недоступен)
Выберите Таблицу:
304/304L316/316LDUPLEX 2205
304/304L /316LDUPLEX 2205
304/304L 9. посмотреть всю таблицу
Барный канал
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
1,25 х 0,5 х 0,125
1,25
,5
0,125
0,125
903 034 034 0,034 1,0 С
1,5 x 0,75 x 0,125
1,51-1/2
.75
.125
.125
1,17
2 X 1 X .125
2
1
.125
.125
1,59
2 X 1 X .188
2
1
.188
.188
2,32
2 X 1 X .25
2
1
.25
.25
2,88
Канал — Разное
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
3 x 1,375 x 0,188
3
1,375
0,188
0,188
0
0
3 x 1,5 x 0,188
3
1,5
.188
.188
3 x 1,5 x 0,25
3
1,5
.25
.25
4 x 1,75 x 0,25
4
1,75
.25
.25
4 x 2 x .25
4
2
.25
.25
5 x 1,87 x 0,375
5
1,87
0,375
0,375
5 x 2,5 x 0,25
5
2,5
.25
.25
6 x 3 x .25
6
3
.25
.25
6 x 3 x 0,375
6
3
0,375
0,375
8 x 4 x . 25
8
4
.25
.25
8 x 4 x 0,375
8
4
.375
.375
С
Канал С
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
3 X 4,10
3
1,410
0,170
0,273
4,13 9025
3 X 5,00
3
1,498
0,258
0,273
5,00
С
4 X 5,40
4
1,584
0,184
0,296
5,40
4 X 7,25
4
1,721
0,321
0,296
7,25
5 X 6,70
5
1,750
0,190
0,320
6,70
5 X 9,00
5
1,885
0,325
0,320
9,00
6 X 8,20
6
1,920
0,200
0,343
8,20
6 X 10,50
6
2,034
0,314
0,343
10,50
6 X 13,00
6
2,157
0,437
0,343
13,00
7 X 9,80
7
2,090
0,210
0,366
9,80
C
С
8 X 11,50
8
2,260
0,220
0,390
11,50
8 X 13,75
8
2,343
0,303
0,390
13,75
8 X 18,75
8
2,527
0,487
0,390
18,75
С С
10 х 15,30
10
2,600
0,240
0,436
15,30
10 X 20,00
10
2,739
0,379
0,436
20,00
С
10 X 30,00
10
3,033
0,673
0,436
30. 00
С
12 X 20,70
12
2,942
0,282
0,501
20,70
С С
15 х 33,90
15
3,400
0,400
0,650
33,90
С
C
316/316L Проведите по экрану/прокрутите по горизонтали, чтобы просмотреть всю таблицу
Барный канал
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
1,25 х 0,5 х 0,125
1,25
,5
0,125
0,125
903 034 034 0,034 1,0 С C0033
2 X 1 X .125
2
1
.125
.125
1,59
C
2 X 1 X .188
2
1
.188
.188
2,32
2 X 1 X . 25
2
1
.25
.25
2,88
C
Канал — Разное
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
3 x 1,375 x 0,188
3
1,375
0,188
0,188
3 C
0
3 x 1,5 x 0,188
3
1,5
.188
.188
C
3 x 1,5 x 0,25
3
1,5
.25
.25
4 x 1,75 x 0,25
4
1,75
.25
.25
4 x 2 x .25
4
2
.25
.25
5 x 1,87 x 0,375
5
1,87
.375
.375
C
5 x 2,5 x 0,25
5
2,5
. 25
.25
С
6 x 3 x .25
6
3
.25
.25
6 x 3 x 0,375
6
3
0,375
0,375
8 x 4 x .25
8
4
.25
.25
C
8 x 4 x 0,375
8
4
0,375
0,375
С
Канал С
Размеры
D
F
Tw
Tf
Приблиз. Вес
Наличие
3 X 4,10
3
1,410
0,170
0,273
4,13 9025
3 X 5,00
3
1,498
0,258
0,273
5,00
C
4 X 5,40
4
1,584
0,184
0,296
5,40
4 X 7,25
4
1,721
0,321
0,296
7,25
5 X 6,70
5
1,750
0,190
0,320
6,70
5 X 9,00
5
1,885
0,325
0,320
9. 00
6 X 8,20
6
1,920
0,200
0,343
8,20
6 X 10,50
6
2,034
0,314
0,343
10,50
С
7 х 9,80
7
2,090
0,210
0,366
9,80
С
С
8 X 11,50
8
2,260
0,220
0,390
11,50
С 9С С С
10 X 15,30
10
2,600
0,240
0,436
15,30
10 X 20,00
10
2,739
0,379
0,436
20,00
С С
12 X 20,70
12
2,942
0,282
0,501
20,70
С С
15 X 33,90
15
3,400
0,400
0,650
33,90
С
C
Дуплекс 2205 Проведите по экрану/прокрутите по горизонтали для просмотра всей таблицы
Для удобного и быстрого оформления заказа, переходите в наш новый интернет-магазин www.pluck-shop.com.ua >>>
Насадка для ощипывания перепелов и другой мелкой птицы 80-15 черная >>
Корпус: литой из нержавеющей стали
Длина пальца: 50мм
Кол-во пальцев: 15шт.
Тип пальца: «Плакербил-501» черный
Длина корпуса (без вала): 80мм
Диаметр вала: 8мм
Диаметр ротора: 55мм
Вес: 0. 5кг
Производитель: Плакер-Украина
Цена: 600 грн
Чтобы купить насадку на дрель для ощипывания перепелов, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Насадка для ощипывания перепелов и другой мелкой птицы 80-15 белая >>
Корпус: литой из нержавеющей стали
Длина пальца: 50мм
Кол-во пальцев: 15шт.
Тип пальца: «Плакербил-500» белый
Длина корпуса (без вала): 80мм
Диаметр вала: 8мм
Диаметр ротора: 55мм
Вес: 0.5кг
Производитель: Плакер-Украина
Цена: 640 грн
Чтобы купить насадку для ощипывания птицы, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Перосъемная насадка на дрель для птицы (бройлеров, кур, уток) 100-15 черная >>
Корпус: литой из нержавеющей стали
Длина пальца: 97мм
Кол-во пальцев: 15шт.
Тип пальца: «Плакербил кольцевой» черный / «Плакербил шариковый» черный
Длина корпуса (без вала): 100мм
Диамет вала: 10мм
Диаметр ротора: 76мм
Вес: 0.9кг
Производитель: Плакер-Украина
Цена: 790 грн
Чтобы купить перосъемную насадку на дрель, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Перосъемная насадка для птицы (бройлеров, кур, уток) 100-15 белая >>
Корпус: литой из нержавеющей стали
Длина пальца: 97мм
Кол-во пальцев: 15шт.
Тип пальца: «Плакербил кольцевой» белый / «Плакербил шариковый» белый
Длина корпуса (без вала): 100мм
Диамет вала: 10мм
Диаметр ротора: 76мм
Вес: 0.9 кг
Производитель: Плакер-Украина
Цена: 840 грн
Чтобыкупить перосъемную насадку для птицы, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Насадка на дрель для ощипывания птицы (бройлеров, кур, уток, гусей, индюков) 133-21 черная >>
Корпус: литой из нержавеющей стали
Длина пальца: 97мм
Кол-во пальцев: 21шт.
Тип пальца: «Плакербил кольцевой» черный / «Плакербил шариковый» черный
Длина корпуса (без вала): 133мм
Диамет вала: 10мм
Диаметр ротора: 76мм
Вес: 1.14кг
Производитель: Плакер-Украина
Цена: 890 грн
Чтобы купить насадку для ощипывания кур, бройлеров, уток, гусей и индюков, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Насадка для ощипывания птицы (бройлеров, кур, уток, гусей, индюков) 133-21 белая >>
Корпус: литой из нержавеющей стали
Длина пальца: 97мм
Кол-во пальцев: 21шт.
Тип пальца: «Плакербил кольцевой» белый / «Плакербил шариковый» белый
Длина корпуса (без вала): 133мм
Диамет вала: 10мм
Диаметр ротора: 76мм
Вес: 1.14кг
Производитель: Плакер-Украина
Цена: 940 грн
Чтобы купить насадку для ощипывания домашней птицы, звоните нам по телефонам: +38(099)283-52-16, (073)707-03-73, (067)752-12-31 или воспользуйтесь контактной формой заказа ->
Вы не хотите щипать птицу своими руками, но купить перосъемную машину пока нет возможности? Вы можете приобрести у нас компактное приспособление для очистки птиц от перьев — перосъемная насадка на дрель. Ее легко установить на бытовую дрель или шуруповерт.
Отзывы на насадку для ощипывания птицы Дак Мастер
Насадка для ощипывания птицы Дак Мастер
Артикул:
GM24-P00593
Размеры:
160 x 180 x 50
Ед. измерения:
шт
Нет в наличии
1 599
₽
+48₽ на бонусную карту
Добавить в сравнение
Уже в сравнении (Просмотреть)
Добавить в список желаний
В списке желаний (Просмотреть)
Купить
Купить в один клик
Доставка в
Екатеринбург
Перосъемная насадка на дрель предназначена для механического ощипывания птицы в полевых и домашних условиях. Принимая во внимание тот факт, что ощипывание тушки курицы вручную занимает примерно полчаса, фермеры решили найти более действенный метод обработки за короткий промежуток времени. Насадка для ощипа птицы помогает в множество раз уменьшит процесс ощипывания тушки с 30 минут до 3. С виду устройство похоже на ершик для мытья посуды,только вместо щетины в нем присутствуют надежные каучуковые пальцы. Данную насадку можно легко одевать на дрель, перфоратор, шуруповерт. При ее вращении пальцы вырывают из птицы перья.
Преимущество насадки Duck Master:
Насадка легко устанавливается на обычный дрель или перфоратор;
Сокращает время ощипывания с 30 минут до 3;
Можно использовать насадку как дома, так и на природе, достаточно иметь с собой дрель или шуруповерт;
Тушка перед работой не требует дополнительной обработки кипятком;
Пальцы сделаны из мягкого каучука, что позволяет ощипывать тушку не повреждая ее и всегда сможете сохраните ее товарный вид;
Данная насадка позволяет удалить всё перо со всех частей, будь то туловище, шея, ноги или крылья, а также пух, волоски и даже нераскрывшиеся перья.
Ощипывание уток за 3 минуты с помощью нашего электрического ощипывателя для уток
С 1969 года
Ощипайте свою утку за считанные минуты без беспорядка с перьями, подключив легкий портативный ощипчик FowlPlucer к магазинному пылесосу. У вашей ощипанной утки не останется ни пуха, ни глазных перьев; ваша птица готова в духовке! Наши изготовленные на заказ пальцы обладают уникальной мягкостью и эффективны при ощипывании. Все компоненты устройства для ощипывания птиц продаются отдельно, чтобы помочь вам собрать собственное устройство для ощипывания птиц.
См. нашу машину для ощипывания гусей Pro ниже. Французы разработали технологию «щипок-тяни» и потребляют гусей так же, как американцы — индеек. Он лучше всего подходит для серьезного выращивания гусей, переработчика или охотника на гусей. Сделано, чтобы соответствовать 55-галлонной бочке или тяжелому мусорному баку. Он приводится в действие однофазным двигателем мощностью 1 1/2 л.с., 1800 об/мин. Поставляется с валом и головкой ощипывателя птиц, прикрепленными к двигателю.
Профессиональный ощипчик гусей. Ожидается получение патента.
FowlPlucker:
Приводится в действие американским электродвигателем Emerson мощностью 1/3 л. Закрытый двигатель не содержит масла и должен служить в течение всей жизни или даже больше для домашнего использования. Вал и муфта из нержавеющей стали FowlPlucer фрезерованы на станке с ЧПУ, что снижает вибрацию и шум. К каждому выщипывателю прилагаются два крепежных болта с контргайками. На каждом основании установлены четыре антивибрационные ножки. Ключом к полному удалению пера является мощность и крутящий момент. Наши выщипывающие пальцы уникальны и являются самыми эффективными из всех, что вы найдете. Многие щипцы шумные и грязные. Наши пальцы изготовлены из пищевой резины и не повредят кожу птицы при любом давлении. Кожух изготовлен методом ротационного формования из ПЭ (полиэтиленового пластика) и является прочным. Его конструкция обеспечивает идеальный поток перьев в пылесос. Через несколько минут у вас будет готовая красивая птичка в духовке!
Все сделано вручную и специально разработано Duck Hunters , чтобы почтить птицу за вашим обеденным столом!
Самодельный ощипыватель птиц
Соберите свой собственный ощипыватель птиц с помощью нашего набора. Включает в себя уникальные пальцы из мягкой резины, установленные в головке на валу 1/2″ или 5/8″, предварительно собранные. Вы поставляете любой двигатель мощностью до 2 л.с., а мы включаем необходимую муфту. Примечание: требуется двигатель 1725 об/мин +/- 5%.
Все отдельные компоненты FowlPlucker также можно приобрести отдельно. Пожалуйста, , свяжитесь с нами , чтобы получить наш личный совет, который поможет вам очистить их и съесть с кожурой.
Вы можете владеть более чем одним дробовиком в течение вашей охотничьей жизни , но вы будете владеть только одним ощипывателем птиц.
Очень доволен этим #yardbird #chickenplucer . Очень тщательно и быстро, около 15 секунд на птицу. (выложу еще видео в действии). Это останки перьев 14 цыплят. Не нуждался в брезенте. Буквально выметала их совком. #cornishcross #meatbirds #backyardchickens #selfsufficient #farmtotable #lazyassacres
Видео TikTok от lazyassacres (@lazyassacres): «Очень доволен этим #yardbird #chickenplucker. Очень тщательно и быстро, примерно 15 секунд на птицу. (Я опубликую еще одно видео в действии). Это остатки пера 14 цыплят. Брезент не нужен. Буквально подмел их совком. #cornishcross #meatbirds #backyardchickens #selfsufficient #farmtotable #lazyassacres». оригинальный звук.
424 просмотра|
оригинальный звук — lazyassacres
grondafamilyhomestead
Кэтлин Гронда
Подробнее о выщипывателе цыплят. @gregg2656 #chickenprocessing #ощипывание #homesteadlife #grondafamilyfarmandhomestead
1,1 тыс. лайков, 40 комментариев. Видео TikTok от Кэтлин Гронда (@grondafamilyhomestead): «Подробнее о ощипывателе кур. @gregg2656 #chickenprocessing #ощипывание #homesteadlife #grondafamilyfarmandhomestead». Подробнее о ощипчик для кур… | Чтобы победить ее двух цыплят, требуется около 25-30 секунд | Извините. .. вы можете сказать, что я работаю в области информатики? … переназначил это … лол 😆 | …. оригинальный звук.
18,2 тыс. просмотров|
оригинальный звук — Kathleen Gronda
garno_homestead
Garno Homestead
Ответить на @fortknoxxx Это хорошее вложение. #Review #Recommend #yardbird #Chicken #Chickenplucker #Plucker #🐔 #Worksmarternotharder 9 20006 6661000 6000 60009000 66661000 69000 6666666666666666666666666666666666610009а 20006 66666666666666666666666 Видео TikTok от Garno Homestead (@garno_homestead): «Ответить @fortknoxxx Это хорошая инвестиция. Бит куриного крылышка.
2709 просмотров|
The Chicken Wing Beat — Ricky Desktop
alanpinnt
alanpinnt
Ощипыватель кур Yardbird. Не могу вставить последний палец в видео
TikTok от alanpinnt (@alanpinnt): «Ощипчик кур Yardbird. Не могу вставить последний палец». оригинальный звук.
2031 просмотр|
оригинальный звук — alanpinnt
mj13006
Майкл Джонсон
upgrade on my yard bird курица #yardbird
Видео в TikTok от Майкла Джонсона (@mj13006): «Повысьте оценку моей дворовой птице, ощипывающей цыплят #yardbird». ощипчик для цыплят. оригинальный звук.
548 просмотров|
оригинальный звук — Майкл Джонсон
jazzyjaychlos
Jazzyjaychlos
Мой новый цыпленок! Я люблю эту вещь, она сокращает столько работы!!! Стоит 500 долларов, я обещаю #курица #усадьба #самодостаточный #farmlife #yardbird
1,5 тыс. лайков, 26 комментариев. Видео TikTok от Jazzyjaychlos (@jazzyjaychlos): «Мой новый ощипчик для кур! Мне нравится эта штука, она сокращает столько работы!!! Стоит 500 долларов, которые я обещаю, #chicken #homestead #selfsufficient #farmlife #yardbird». оригинальный звук.
187,5 тыс. просмотров|
original sound — Jazzyjaychlos
be.well.farmstead
Brittany Marchi
Ответить на @tristamcclureff #farmstead #yardbird 0005 #chickenplucer #poultry #cornishcross #farmtok
81 лайк, 11 комментариев. Видео TikTok от Бриттани Марчи (@be.well.farmstead): «Ответить @tristamcclureff #farmstead #yardbird #chickenplucer #poultry #cornishcross #farmtok». оригинальный звук.
06.09 Микроканальные теплообменники в продаже в Холод-Магазине
05.09 Появились в продаже качественные пластинчатые теплообменники китайского производства, аналоги т/о Данфосс
10.08 Новые поршневые компрессоры в Холод-Магазине.
Ваш город Москва ? Да Нет От этого зависят цены на товар, сроки и стоимость доставки. Товар представленный на сайте можно купить на территории стран Таможенного союза.
Холодильное оборудование
org/ListItem»>Капиллярные трубки и фитинги
Штуцер соединительный RU-10×12 M 5/8″ SAE x M 3/4″ SAE
220,33 P / шт с НДС актуально на 31.10.22 цена не является публичной офертой.
3,60 евро цена в рублях привязана к курсу евро и обновляется ежедневно
Артикул
RU-10×12
id товара
9841
Страна
Китай
Минимальный заказ
1 шт
В наличии на складах
10+ шт
Выберите город доставки: Москва Выберите способ доставки: Деловые линии Самовывоз
Склад
В наличии на складе
Цена за ед. без доставки
Цена доставки
Срок доставки, дней
Сколько нужно, шт
Стоимость с доставкой
Москва10
2 шт
220,33P
Санкт-Петербург
6 шт
220,33P
Санкт-Петербург8
5 шт
220,33P
Воронеж
6 шт
224,48P
Белгород
2 шт
226,15P
Ростов-на-Дону
2 шт
226,15P
Краснодар
7 шт
226,15P
Екатеринбург3
2 шт
226,15P
Омск
2 шт
226,98P
Общее описание
Переходной штуцер RU-10×12, предназначен для соединения 2-х медных трубы «под отбортовку». Резьбы M 5/8″ SAE и M 3/4″ SAE.
Технические характеристики
Характеристика
Производитель
Китай
Вид
Штуцер
Тип
Прямой
Присоединение
M 5/8″ SAE x M 3/4″ SAE
Штуцер соединительный БРС G2 НР тип F
Главная
Каталог
Экопром
Комплектующие
Штуцер соединительный БРС G2 НР тип F
Кран шаровый G1 пластик ВР-НР
Уточняйте цену
Указатель уровня жидкости механический с комплектом креплений
Уточняйте цену
Уровнемер поплавковый 3 м
Уточняйте цену
Крышка для емкости из композита D450
Уточняйте цену
Штуцер G3 прямой T9F, 75мм пластик Италия
Уточняйте цену
Тройник G2 НР-НР-НР пластик Италия
Уточняйте цену
Фитинг G1 (Г)
Уточняйте цену
Переходник G2 угловой 90° ВР-ВР пластик Италия
Уточняйте цену
Сливной кран G2 с БРС комплект для установки на одну емкость
Уточняйте цену
Крышка для емкости из композита D350
Уточняйте цену
Втулка с фланцем D110
Уточняйте цену
Отвод из бака в сборе G1 1/4 латунь
Уточняйте цену
Отвод из бака в сборе G1 латунь
Уточняйте цену
Муфта обжимная с фланцем 63х2″ для KR 4000
Уточняйте цену
Отвод G3 T9F пластик Италия
Уточняйте цену
Переходник G3 T9F штуцер БРС пластик Италия
Уточняйте цену
Крышка для емкости D457мм откидная c дыхательным клапаном пластик
Уточняйте цену
Муфта соединительная БРС G3 елка тип C
Уточняйте цену
Кран шаровый G3/4 пластик ВР-НР
Уточняйте цену
Штуцер G2 прямой с елкой для барашковой гайки пластик Италия
Уточняйте цену
Шланг напорно-всасывающий 76мм
Уточняйте цену
Крышка для емкости D240мм накидная c дыхательным клапаном пластик Италия
Уточняйте цену
Кран шаровый G2 3-ходовой проточный ВР-ВР-ВР пластик Италия
Уточняйте цену
Муфта обжимная с фланцем 90х3″ для KR 4000
Уточняйте цену
Переходник G3 угловой 90° T9M-T9F пластик Италия
Уточняйте цену
Поплавковый клапан для воды G3/4
Уточняйте цену
Сливной кран G3 с БРС комплект для установки на одну емкость
Уточняйте цену
Поплавковый клапан G3/4 пластик овал
Уточняйте цену
Переходник с ввертным соединением T9M-T9M пластик Италия
Уточняйте цену
Поплавковый клапан для воды G1 1/2 Италия
Уточняйте цену
Тройник
Уточняйте цену
Отвод из бака в сборе G1 1/4 ПП
Уточняйте цену
Отвод из бака в сборе G3/4 ПП
Уточняйте цену
Шланг напорно-всасывающий гибкий 76мм
Уточняйте цену
Отвод из бака в сборе G1 1/2 ПП
Уточняйте цену
Поплавковый клапан для воды G1 1/4 Италия
Уточняйте цену
Поплавковый клапан для воды G1
Уточняйте цену
Заглушка БРС G2 тип G (DP)
Уточняйте цену
Муфта соединительная БРС G2 елка тип C
Уточняйте цену
Отвод из бака в сборе G2 латунь
Уточняйте цену
Крышка септика «Rostok» зеленый
Уточняйте цену
Штуцер G2 изогнутый 90° с елкой для барашковой гайки пластик Италия
Уточняйте цену
Поплавковый клапан для воды G1/2 Италия
Уточняйте цену
Уплотнительное кольцо T9 82,14*3,53мм
Уточняйте цену
Тройник G2 ВР-ВР-ВР пластик Италия
Уточняйте цену
Кран шаровый G3 2-ходовой со стяжными болтами T9M пластик Италия
Уточняйте цену
Штуцер G2 прямой елка-ВР пластик Италия
Уточняйте цену
Отвод из бака в сборе G2 пластик Италия
Уточняйте цену
Крышка для емкости D350мм резьбовая c дыхательным клапаном пластик
Уточняйте цену
Поплавковый выключатель L6 универсальный
Уточняйте цену
Отвод из бака в сборе G1/2 латунь
Уточняйте цену
Насос Магна 24 вертикальный полупогружной
Уточняйте цену
Кран шаровый G2 3-ходовой ВР-ВР-ВР пластик Италия
Уточняйте цену
Насос Магна 11 вертикальный полупогружной
Уточняйте цену
Лючок для залива 4′
Уточняйте цену
Шланг напорно-всасывающий 50мм
Уточняйте цену
Гайка накидная G2 пластик
Уточняйте цену
Насос Магна 3 вертикальный полупогружной
Уточняйте цену
Крышка для емкости D250мм резьбовая без дыхательного клапана пластик Италия
Уточняйте цену
Крышка для емкости D450мм резьбовая c дыхательным клапаном пластик
Уточняйте цену
Крышка для емкости D620мм резьбовая c дыхательным клапаном пластик
Уточняйте цену
Гайка зажимная G3 пластик Италия
Уточняйте цену
Гайка барашковая G2 пластик Италия
Уточняйте цену
Поплавковый клапан для воды G1/2 Италия
Уточняйте цену
Штуцер G3 прямой T9M, 75мм пластик Италия
Уточняйте цену
Штуцер соединительный БРС G3 елка тип Е
Уточняйте цену
Корзина фильтрующая для крышки D457 h280
Уточняйте цену
Уровнемер поплавковый 1,5 м
Уточняйте цену
Поплавковый клапан G3/4 пластик шар
Уточняйте цену
Система забора топлива дополнительный пакет 3,15
Уточняйте цену
Штуцер G3 прямой с елкой для барашковой гайки пластик Италия
Уточняйте цену
Штуцер G2 прямой елка-НР пластик Италия
Уточняйте цену
Комплект соединения БРС G2 муфта ВР штуцер елка пластиковый
Уточняйте цену
Отвод из бака в сборе G1 ПП
Уточняйте цену
Насос Магна 5 вертикальный полупогружной
Уточняйте цену
Тройник G2 НР-ВР-НР пластик Италия
Уточняйте цену
Штуцер соединительный БРС G2 елка тип Е
Уточняйте цену
Муфта обжимная с фланцем 110х4″ для KR 4000
Уточняйте цену
Штуцер G3 угловой 90° T9M, 75мм пластик Италия
Уточняйте цену
Муфта соединительная БРС G3 НР тип B
Уточняйте цену
ТЭН системы обогрева 2кВт
Уточняйте цену
Заглушка БРС G3 тип H (DC)
Уточняйте цену
Кран шаровый G2 2-ходовой ВР-ВР пластик Италия
Уточняйте цену
Штуцер G3 угловой 45°T9F, 75мм пластик Италия
Уточняйте цену
Комплект соединения БРС G1 муфта ВР штуцер елка пластиковый
Уточняйте цену
Переходник с наружной резьбой G2 и внутренней G1 1/2
Уточняйте цену
Поплавковый выключатель L3 универсальный
Уточняйте цену
Фитинг G2 (Г)
Уточняйте цену
Комплект соединения БРС G2 муфта НР штуцер елка пластиковый
Уточняйте цену
Насос Магна 13 вертикальный полупогружной
Уточняйте цену
Тройник G3 T9F пластик Италия
Уточняйте цену
Опора трубопроводная для емкости KR 4000
Уточняйте цену
Корзина фильтрующая для крышки D350 h340 Италия
Уточняйте цену
Система забора топлива дополнительный пакет
Уточняйте цену
Штуцер G3 изогнутый 90° с елкой для барашковой гайки пластик Италия
Уточняйте цену
Втулка с фланцем D160
Уточняйте цену
Поплавковый клапан G1 пластик
Уточняйте цену
Насос Магна 10 вертикальный полупогружной
Уточняйте цену
Ниппель G3 несимметричный пластик Италия
Уточняйте цену
Кран шаровый G2 пластик ВР-НР
Уточняйте цену
Муфта соединительная БРС G2 НР тип B
Уточняйте цену
Отвод из бака в сборе G2 ПП
Уточняйте цену
Гайка барашковая G3 пластик Италия
Уточняйте цену
Штуцер G3 угловой 45° T9M, 75мм пластик Италия
Уточняйте цену
Ваше имя
Ваш телефон
Комментарий
Знакомство с фитингами: типы соединений
Какой фитинг вам нужен? Существует множество стандартов, доступных для выбора. Мы работали с нашим партнером и экспертом по фурнитуре Brennan Industries, чтобы поделиться информацией о различных типах. В этом посте мы рассмотрим следующее:
Американский
Британский
Немецкий
Японский
ISO
Контрольно-измерительные приборы
Американские соединения 9090200021
Трубная резьба NPT (National Pipe Tapered) широко используется уже более 100 лет. NPT — это стандарт США для конической резьбы, используемой на трубах и фитингах. Они используются для эффективной герметизации труб для транспортировки жидкости и газа. Номинальный размер трубы можно определить, физически измерив диаметр резьбы и вычитая 1/4″.
Они изготавливаются из железа или латуни для применения при низком давлении, а также из углеродистой и нержавеющей стали для высокого давления. Соединения типа
NPTF (National Pipe Tapered Fuel) широко используются в гидравлических системах. Они имеют коническую резьбу, с помощью которой за счет деформации резьбы производится уплотнение. Резьба NPTF измеряется по диаметру резьбы и вычитается 1/4 дюйма, чтобы установить номинальный размер трубы. 9Соединения 0003 NPTF
NPSM (National Pipe Straight Mechanical) также часто встречаются в гидравлических системах. Охватывающий компонент имеет прямую резьбу с перевернутым седлом под углом 30°. Охватываемый компонент имеет прямую резьбу и внутреннюю фаску 30°. Уплотнение производится путем сжатия посадочного места 30° на фаске. Это считается механическим соединением. Если наружная резьба NPTF имеет правильную фаску, она также будет уплотняться с внутренней резьбой NPSM.
NPSM
Резьба Общества автомобильных инженеров (SAE)
SAE J1926 Уплотнительное кольцо с цилиндрической резьбой (ORB) рекомендовано Национальной ассоциацией противопожарной защиты (N.F.P.A.) для предотвращения утечек в гидравлических системах среднего и высокого давления. Соединение с наружной резьбой представляет собой прямую резьбу с уплотнительным кольцом. Гнездовой порт имеет прямую резьбу и обработанную поверхность, обеспечивающую гладкую плоскую поверхность (минимальное пятно), а также фаску в месте установки уплотнительного кольца. Он герметизируется, когда уплотнительное кольцо вдавливается в фаску при сопряжении охватываемого соединения. Это также считается механическим соединением.
Уплотнительное кольцо с цилиндрической резьбой SAE
SAE J514 JIC/37° Гидравлические соединения распространены в большинстве гидросистем. И мужские, и женские компоненты имеют седла под углом 37°. Уплотнение производится путем установления контакта между раструбным и коническим седлами охватываемой части. Это также считается механическим соединением.
SAE JIC37°
SAE J512 Соединения 45° используются в автомобильных, холодильных и грузовых трубопроводных системах. Эти соединители обычно изготавливаются из латуни. Соединения с наружной и внутренней резьбой имеют гнезда под углом 45°, где уплотнение выполнено в месте соединения раструба с наружной резьбой и конуса с внутренней резьбой. Это тоже механическое соединение.
Примечание. Размеры приборной панели: -02, -03, -04, -05, -08 и -10 по SAE 37° и SAE 45° имеют одинаковую резьбу, но НЕ ТАКИЕ посадочные углы. Смешивание двух разных типов фитингов приведет к утечке, поэтому будьте осторожны при измерении углов посадки.
SAE J1453 (ORFS) Соединения с торцевым уплотнением с уплотнительным кольцом считаются лучшими для контроля утечек. Штекерный соединитель имеет прямую резьбу и уплотнительное кольцо на лицевой стороне. Матрица имеет прямую резьбу и обработанную плоскую поверхность. Уплотнение происходит путем прижатия уплотнительного кольца к плоской поверхности внутренней резьбы, аналогично фитингу с разъемным фланцем. Нити поддерживают соединение механически.
SAE (ORFS)
SAE J512 Перевернутые соединения обычно используются в автомобильных системах. Штекерный соединитель представляет собой либо раструб под углом 45° внутри трубного фитинга, либо гнездо под углом 42° в обработанном переходнике. Матрица имеет прямую резьбу с перевернутым раструбом под углом 42°. Фитинги герметизируются на развальцованных поверхностях. Эти нити также поддерживают механическое соединение.
Фланец с 4 болтами SAE J518* Для этих соединений предусмотрено два номинальных давления: код 61, который считается стандартной серией, и код 62, который соответствует серии 6000 PSI. Конструкция одинакова для каждой серии, однако диаметр головки фланца и расстояние между отверстиями под болты больше для соединения высокого давления 6000 фунтов на квадратный дюйм, код 62. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями для болтов, расположенными по прямоугольной схеме вокруг порта. Патрубок представляет собой фланцевую головку с канавкой для уплотнительного кольца, разъемными или невыпадающими половинками фланца и отверстиями для болтов, соответствующими порту. Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами.
*За исключением размеров болтов, SAE J518, JIS B 8363, ISO/DIS 6162 и DIN 20066 взаимозаменяемы.
Фланец с 4 болтами SAE
Соединения British Standard
Соединения British Standard Pipe (BSP) и BSPT (конические) сравнимы с NPT, за исключением того, что большинство размеров имеют другой шаг резьбы, плюс наружный диаметр и форма резьбы близки, но не такой же. Герметизация происходит за счет перекоса резьбы. По этой причине для фиксации этих соединений рекомендуется использовать герметик для резьбы.
BSP Коническое
BSPP (параллельное) соединение с наружной резьбой сравнимо с соединением с наружной резьбой NPSM, за исключением того, что большинство размеров имеют другой шаг резьбы. Невыпадающее уплотнение изготавливается с использованием угловых поверхностей металл-металл или комбинации металл-металл и уплотнительное кольцо. Этот тип соединения очень похож (но не взаимозаменяем) с американским штекером NPSM. Вертлюг с внутренней резьбой BSPP имеет вертлюг с конической головкой без раструба, где уплотнение происходит на конусном гнезде штекерного соединителя.
BSP Параллельный
Примечание: размеры резьбы часто выражаются в виде дробных размеров, которым предшествуют буквы «G» или «R», где «G» представляет собой параллельную резьбу, а «R» представляет собой коническую резьбу. Пример: BSPT 5/8-14 может быть обозначен R 5/8, а BSP 1/16-28 может быть обозначен G 1/16.
Примечание: размеры резьбы часто выражаются в виде дробных размеров, которым предшествуют буквы «G» или «R», где «G» представляет собой параллельную резьбу, а «R» представляет собой коническую резьбу. Пример: BSPT 5/8-14 может быть обозначен R 5/8, а BSP 1/16-28 может быть обозначен G 1/16.
Соединения по немецкому языку
Серия DIN 7631 представляет собой обычное метрическое соединение в гидравлических системах. Штекерный соединитель имеет прямую метрическую резьбу с углом 60° на утопленном конусе. У самки прямая резьба с седалищем, представляющим собой заостренный нос. Соприкосновение конуса патрицы и суженного носа вертлюжка без раструба — это место, где происходит уплотнение.
Серия DIN 3902 представляет собой обычный штекер с тремя различными возможными женскими половинами. Прямая метрическая наружная резьба имеет угол 24°. Его утопленная раззенковка соответствует наружному диаметру трубы. это связано с. Внутренняя резьба может быть одной из следующих:
Трубка, гайка и феррула (компрессионного типа)
Вертлюг с конической головкой без расширения
Вертлюг с конической головкой без расширения с уплотнительным кольцом типа DKO в носовой части
DIN 3902
DIN 3852 представляет собой разъем типа «папа» и порт «мама». Это стиль, контролируемый немецкими спецификациями. Другие страны иногда используют его в качестве эталона для конструкций разъемов и портов.
Японские соединения
Коническая труба JIS (PT) имеет метрическую резьбу в соответствии с JIS B 0203. Это коническая резьба JIS, которая по своим размерам и внешнему виду сравнима с конструкцией соединений BSPT. Соединения с конической резьбой JIS взаимозаменяемы с соединениями BSPT.
JIS Коническая труба
JIS 30° Наружная резьба с перевернутым седлом Соединения представляют собой параллельную трубную резьбу в соответствии с JIS B 0202. Параллельные соединения JIS сопоставимы с соединениями BSPP. Параллельные резьбовые соединения JIS взаимозаменяемы с соединениями BSPP.
JIS, перевернутая наружная резьба
JIS, внутренняя резьба 30° (конус) Седло представляет собой параллельную трубную резьбу в соответствии с JIS B 0202. Японские развальцовочные соединения JIS 30° сравнимы с американскими развальцовочными соединениями SAE 37° по применению и принципам уплотнения. Тем не менее, угол расширения JIS 30 ° и размеры отличаются от резьбы, аналогичной BSPP.
JIS Внутренняя резьба (конус)
JIS B 8363 Фланцевые соединения с 4 болтами часто используются в гидравлических системах. Фланцевые фитинги с 4 болтами JIS B 8363 имеют два номинала давления:
1) Тип I, код 61, представляет собой стандартную серию фланцев с 4 болтами. соединение типа II 6000 PSI. С этими соединителями используются метрические и дюймовые болты. Штекерный соединитель имеет фланцевую головку с канавкой для установки уплотнительного кольца и либо невыпадающий фланец, либо разъемный фланец с отверстиями под болты, соответствующие отверстию. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями для болтов, расположенными по прямоугольной схеме вокруг порта. Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами.
JIS 210 кгс/см2 Квадратный фланец с 4 болтами включает в себя 4-болтовое квадратное фланцевое соединение JIS, которое сравнимо с 4-болтовым фланцевым соединением SAE с одним отличием — сам фланец отличается, а расположение болтов JIS квадратное.
Фланец с 4 болтами JIS
Соединения ISO
Фланец с 4 болтами ISO/DIS 6162 — еще одно распространенное соединение, используемое в гидросистемах. Для этого соединения существует два номинала давления: код 61: PN 35/350 бар, который считается стандартной серией, и код 62: PN 415 бар, который относится к серии высокого давления. Они сохраняют ту же конструкцию, но с большим расстоянием между отверстиями и диаметром фланцевой головки на соединении высокого давления PN 415 бар. В этих соединениях используются дюймовые или метрические болты, однако на порте имеется штамп «М», если должны использоваться метрические болты. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями для болтов, расположенными по прямоугольной схеме вокруг порта. Патрубок представляет собой фланцевую головку с канавкой для установки уплотнительного кольца, разъемными или невыпадающими половинками фланца и отверстиями для болтов, соответствующими отверстию. Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами.
ISO/DIS 6162 4-болтовый фланец
ISO 6149 порт и концы шпилек с резьбой ISO 261 и кольцевым уплотнением, хотя он похож на бобышку уплотнительного кольца с прямой резьбой SAE J514 (ORB), этот тип соединения включает метрическую резьбу . Штекерный разъем имеет прямую резьбу с уплотнительным кольцом. Гнездовой порт также представляет собой обработанную поверхность с прямой резьбой, обеспечивающую гладкую, плоскую, точно расположенную поверхность (минимальное пятно), а также фаску в месте установки уплотнительного кольца. Он герметизируется, когда уплотнительное кольцо вдавливается в фаску при сопряжении охватываемого соединения. Это также считается механическим соединением.
Резьба ISO 261 и уплотнительное кольцо
КИПиА
Двойные и одинарные фитинги КИП. КИПиА широко используются в системах перекачки жидкости или газа, таких как нефтеперерабатывающие заводы, химические заводы и предприятия пищевой промышленности. Охватываемый конец инструментального фитинга с двойным обжимным кольцом имеет углубленное отверстие, соответствующее наружному диаметру используемой трубки, а также внутренний конус. Уплотнение выполнено между передним обжимным кольцом и конусом. Трубка удерживается на месте обжимным действием, вызванным затяжкой гайки, которая заставляет переднюю и заднюю втулки врезаться в трубку, прочно удерживая ее на месте. Это позволяет использовать с этими соединителями нерасширенные трубки.
Фитинг с двойным обжимным кольцом
Фитинг с одним обжимным кольцом аналогичен, но имеет переднее обжимное кольцо большего размера и не имеет заднего обжимного кольца. Метод герметизации также аналогичен. Оба типа контрольно-измерительных приборов обычно доступны из нержавеющей стали и латуни.
Фитинги для КИПиА имеют резьбу UNEF (сверхтонкую), а размер определяется внешним диаметром используемой трубки.
Герметичное соединение
На нашем веб-сайте доступны различные фитинги Brennan для различных типов соединений. Проверьте их здесь.
Добро пожаловать — А.Ю. Макдональдс
Больше, чем клеймо. Мы Семья.
А.Ю. Компания McDonald отличается гордыми традициями качества и надежности с момента своего основания в 1856 году.
Узнайте больше о нашей истории
Пэм, 9 месяцев службы
Представитель службы поддержки клиентов
Поговорите с представителем 1.800.292.2737
Дженни, 7 лет службы
Менеджер по сантехнике
Похороним мифы о латунном сплаве с высоким содержанием меди без свинца…
28 октября 2022 г.
Водопроводные сооружения, Новости отрасли
Когда дело доходит до обеспечения населения водой, права на ошибку почти нет. С 1856 г. каждое решение А.Я. McDonald был сделан с учетом потребностей клиентов в м…
А.Ю. Обязательство McDonald’s поставлять высококачественные детали для водоснабжения, насосов, сантехники и природного газа означает, что наша компания также уделяет большое внимание соблюдению и уважению…
Продолжить чтение
А.
Ю. Информационный бюллетень McDonald Connection
24 октября 2022 г.
Информационные бюллетени
А.Ю. Информационный бюллетень McDonald Connection Newsletter распространяется раз в полгода и освещает отраслевые новости, основные продукты и последние обновления компании. Если вы хотите, чтобы вас добавили в…
10 Твердость стали после термообработки (ГОСТ 5950-73) [1, 2]
11 Твердость в состоянии поставки металлопродукции из стали Х6ВФ, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
12 Твердость после закалки (ГОСТ 5950-2000)
13 Твердость [3]
14 Фазовый состав, % по массе [3]
15 Ударная вязкость и твердость в зависимости от температуры отпуска
16 Твердость стали в зависимости от температуры испытания [5]
17 Теплостойкость [1]
18 Технологические свойства [7]
19 Температурный режим ковки [3]
20 Прокаливаемость [1]
21 Библиографический список
22 Узнать еще
Заменители
Стали Х12Ф1, Х12М, 9Х5Ф.
Расшифровка
Согласно ГОСТ 5950-2000 отсутствие цифры перед буквенным обозначение указывает, что массовая доля углерода в стали примерно равна или больше 1%.
Буква Х в обозначении стали указывает, что сталь легирована хромом. Цифра 6 за буквой означает, что массовая доля этого легирующего элемента примерно равна 6%.
Буква В в обозначении стали указывает, что сталь легирована вольфрамом. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
Буква Ф в обозначении стали указывает, что сталь легирована ванадием. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-88, ГОСТ 2591-88.
Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77.
Лента ГОСТ 2283-79, ГОСТ 23522-79.
Полоса ГОСТ 4405-75.
Поковка и кованая заготовка ГОСТ 5950-73, ГОСТ 1133-71.
Характеристики и применение
Сталь Х6ВФ является полутеплостойкой сталью и применяется для изготовления инструментов с высокой механической прочностью и износостойкостью, а также для изготовления режущего инструмента, обладающего теплостойкостью не более 400°С, например:
резьбокатаный инструмент (ролики и плашки),
штампы вырубные, отрезные, дыропробивные
ручные ножовочные полотна,
бритвы,
матрицы,
пуансоны,
зубонакатники и другие инструменты,
предназначенные для холодной деформации,
для дереворежущего фрезерного инструмента.
Температура критических точек, °C [2]
Ac1
Acm
Ar1
Mн
815
845
625
150
Химический состав (ГОСТ 5950-2000)
Марка стали
Массовая дата элемента. %
углерода
кремния
марганца
хрома
вольфрама
ванадия
молибдена
никеля
Группа I
Х6ВФ
1,05-1,15
0,10-0,40
0,15-0,45
5,50-6,50
1,10-1,50
0,50-0,80
—
—
ПРИМЕЧАНИЕ: Группа I — означает, что металлопродукция предназначена для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
Предварительная термическая обработка [3]
Отжиг с непрерывным охлаждением рекомендуется производить в шахтных и камерных печах. Продолжительность выдержки после прогрева всей садки до температуры отжига 2-3 ч.
Изотермический отжиг целесообразен для печен непрерывного действия (конвейерных, толкательных). В этом случае время нагрева до заданной температуры рассчитывают в зависимости от толщины нагреваемого слоя заготовок и допустимого удельного времени нагрева — 2 мин/мм. Продолжительность выдержки при темйературе отжига 1-2 ч (после прогрева всей садки до заданной температуры). Изотермическая выдержка при охлаждении 4-6 ч.
Рекомендуемые режимы закалки [3]
Вариант
Температура нагрева, °С
Способ закалки
I подогрев
II подогрев
Окончательный нагрев
I
300-400
800-850
990-1010
С непрерывным охлаждением
II
Ступенчатая
Вариант
Охлаждение
Охлаждение до 20°С
HRC
Среда
Температура, °С
Выдержка
I
Масло
20-60
До температуры масла
—
62-64
II
Расплав селитры, щелочи
400-450
Выдержка в расплаве равна выдержке при нагреве под закалку
На воздухе
62-64
ПРИМЕЧАНИЕ. Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [9]
Рекомендуемые режимы отпуска [3]
Вариант
Среда нагрева
Температура нагрева, °C
Продолжительность отпуска, ч
HRC
I
Масло, расплав селитры, щелочи
150-170
2-3
62-64
II
190-210
58-60
III
Расплав селитры, щелочи, печь с воздушной атмосферой
Первый отпуск 500
2
57-58
Второй отпуск 190-210
2
57-58
ПРИМЕЧАНИЕ. По I и II вариантам отпуск однократный
Твердость стали после термообработки (ГОСТ 5950-73) [1, 2]
Состояние поставки
Твердость НВ, HRCэ
Пруток и полоса, отожженные или высокоотпущенные
До НВ 241
Образцы. Закалка с 980-1000 °C в масле
Св. 62
Отжиг: нагрев со скоростью 30 град/ч до 840 °C, выдержка 3 ч, охл. со скоростью 30 град/ч до 550 °C, далее охл. с любой скоростью
НВ 187-228
Изотермический отжиг при 80-850 °C, охл. со скоростью 40 град/ч до 700-720 °C, выдержка 2-3 ч. охл. со скростью 50 град/ч до 550 °C, охл. на воздухе
HB 241
Подогрев 650-700 °C. Закалка с 980-1000 °C в масле, щелочи, селитре; отпуск (окончательная термообработка) с охп. на воздухе при:
150-170 °C, 1,5 ч
63-64
280-300 °C, 1,5 ч
57-59
Твердость в состоянии поставки металлопродукции из стали Х6ВФ, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
Твердость HB, не более
Диаметр отпечатка, мм, не менее
241
3,9
Твердость после закалки (ГОСТ 5950-2000)
Марка стали
Температура, °C, и среда закалки образцов
Твердость HRCэ (HRC), не менее
Х6ВФ
980-1000, масло
62 (61)
Твердость [3]
Без отжига
После отжига
После закалки
dотп,мм
НВ
dотп,мм
НВ
Температура закалки, °C, и охлаждающая среда
HRC
2,60- 2,55
555-578
4,3-3,9
189-229
1000, масло
≥61
Фазовый состав, % по массе [3]
Феррит
Карбиды
Тип карбида
86-88
14-12
Ме7С3
Ударная вязкость и твердость в зависимости от температуры отпуска
tотп, °C
KCU, Дж/см2
Твердость HRCэ
Закалка с 1000 С в масле; выдержка при отпуске 1,5 ч [2]
200
83
59
300
92
57
400
83
56
500
74
55
550
83
54
Заготовка толщиной или диаметром до 120 мм. Закалка с 990 °C в масле или расплаве солей при 160 °C [4]
160
69-98
63-65
200
—
59-61
290
88-98
57-59
Твердость стали в зависимости от температуры испытания [5]
tисп, °C
Твердость HRCэ
100
64
200
64
300
61
400
59
500
56
ПРИМЕЧАНИЕ. Закалка с 1000 °C, отпуск при 180 °C.
Теплостойкость [1]
Температура, °C
Время, ч
Твердость HRCэ
150-170
1
63
480-500
1
59
ПРИМЕЧАНИЕ. Шлифуемость — удовлетворительная при HRCэ 57-59; пониженная — при HRCэ 59-61; низкая — при HRCэ 63-65 [6].
Технологические свойства [7]
Температура ковки, °C: начала 1100, конца 850. Охлаждение замедленное в колодцах или термостатах.
Обрабатываемость резанием — Kv б.ст. = 0,5 и Kv тв.спл = 0,9 при НВ 229. Склонность к отпускной хрупкости — не склонна [8].
Свариваемость — не применяется для сварных конструкций.
Температурный режим ковки [3]
Допустимая температура в печи при посадке, °C, не выше
Предельная температура нагрева металла, °C
Температура конца ковки, °C, не менее
Способ охлаждения
750
1050-1100
850-900
В колодцах или и термостатах
Прокаливаемость [1]
Термообработка
Критическая твердость HRCэ
Критический диаметр, мм, после закалки в масле
Закалка с 1000-1050 °C
63-64
80
Закалка с 950 °C
59-61
Библиографический список
Бадаева А. А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с.
Гуляев А.П. Инструментальные стали. Справочник-1975 г.
Стали для станков и машин. — М.: Машиностроение, 1982. — 253 с.
Штамповые материалы. Обработка и применение: Сб. науч. тр. Вып. №18./ Под ред. Н.Т.Деордиева, Г.П.Большакова. — М.: Машиностроение, 1968. — 143 с.
Марочник стали и сплавов. 3-е изд., перераб. и доп./ Под ред. И.Р. Крянина и др. — М.: ЦНИИТмаш, 1977. — 210 с.
Автомобильные конструкционные стали: Справочник/ Под ред. А.П.Гуляева и И.С. Козловского. — М.: Машгиз, 1951. — 32 с.
Материалы в машиностроении. Т.3. Специальные стали и сплавы: Справочник / Под редакцией. И.В.Кудрявцева, Ф.Ф.Химушина. — М.: Машиностроение, 1968. — 446 с.
Смольников Е.А. Как расчитать время нагрева при закалке. — «Металловедение и термическая обработка металлов», 1970, №12, с. 53-56
Сталь Х6ВФ: Расшифровка марки | ООО «Сталь-Максимум»
Главная
Справочник
Марки сталей
Х6ВФ
Марка стали
Вид поставки
Сортовой прокат – ГОСТ 5950–2000.
Х6ВФ
Массовая доля элементов, % по ГОСТ 5950–2000
Температура критических точек, ºС
C
Si
Mn
S
P
Cr
Ni
Mo
W
V
Cu
Ас1
Ас3
Аr1
Аr3
Мн
1,05–1,15
0,10–0,40
0,15–0,45
≤
0,030
≤
0,030
5,50
6,50
≤
0,40
≤
0,30
1,10–1,50
0,50–0,80
≤
0,30
815
845
625
–
150
Механические свойства при комнатной температуре
НД
Режим термообработки
Сечение,
мм
σ0,2,
Н/мм2
σВ,
Н/мм2
δ,
%
Ψ,
%
KCU,
Дж/см2
HRC
НВ
Операция
t, ºС
Охлаждающая
среда
не менее
ГОСТ 5950–2000
Пруток и полоса, отожженные или высокоотпущенные
–
Не определяются
–
≤
241
Закалка
980–1000
Масло
Образцы
Не определяются
≥ 61
–
ДЦ
Отжиг: нагрев со скоростью 30°С/ч до 840 ºС, выдержка 3 ч, охлаждение со скоростью 30°С/ч до 550 ºС, далее охлаждение с любой скоростью
Образцы
Не определяются
–
187–
228
Изотермический отжиг при 830–850 ºС, охлаждение со скоростью 40°С/ч до 700–
720 ºС, выдержка 2–3 ч, охлаждение со скоростью 50°С/ч до 550 ºС, охлаждение на воздухе
До 40
До 30
–
–
–
–
–
–
–
–
78
–
59–
63
46–
50
–
–
Подогрев
Закалка
Отпуск
650–700
980–
1000
150–170
(1,5 ч)
280–300
(1,5 ч)
Масло,
щелочь,
селитра
Воздух
Воздух
Образцы
Не определяются
62–63
56–58
–
–
Назначение.Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.
Какой газ нужен для полуавтоматической сварки нержавейки
Технология сварки нержавеющей стали полуавтоматом
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.
Существует несколько способов сварки нержавеющей стали. Для этого используется:
Электродная сварка.
Аргонно-дуговая.
Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
Короткой дугой.
С применением струйного переноса.
Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Каждый из способов выполнения работ имеет свои преимущества и особенности:
С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
Поверхность зачищается до блеска.
Металл обезжиривается с помощью растворителя или ацетона.
При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
Можно ли варить нержавейку полуавтоматом?
Главная » Оборудование » Полуавтоматы » Технология сварки нержавейки полуавтоматом
0
Опубликовано: 20. 04.2017
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Оглавление:
Особые для сварщика свойства нержавеющей стали
Низкая теплопроводность
Небольшая температура плавления
Высокий показатель теплового расширения
Низкая электропроводность
Особенности сварки нержавейки полуавтоматом в потоке аргона
Технология сварки нержавейки полуавтоматом
Завершение сварочных работ
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
Короткая дуга. Применяется для соединения тонколистных деталей.
Струйный перенос. Применяется для соединения толстостенных деталей.
Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
Устанавливается обратная полярность;
Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
tweet
Автоматизированные сварочные системы | Проблемы сварки нержавеющей стали
Автоматизированные системы сварки + нержавеющая сталь
Нержавеющая сталь на протяжении многих лет набирает популярность в производственной отрасли. Это в основном связано с коррозионной стойкостью материала, прочностью и общей устойчивостью. От кухонных приборов, автомобильных изделий, медицинского оборудования и многого другого нержавеющая сталь встречается повсюду. Хотя этот металл, не требующий особого ухода, имеет много преимуществ, он может вызвать множество проблем и разочарований при сварке!
Сварка нержавеющей стали Краткие сведения:
Существуют сотни марок нержавеющей стали.
Наиболее часто используемая нержавеющая сталь включает 304 и 316.
Нержавеющая сталь
наиболее известна своей коррозионной стойкостью, прочностью и обрабатываемостью.
Нержавеющая сталь
имеет низкую восприимчивость к росту бактерий, что делает ее популярным выбором для пищевых продуктов и медицинских изделий.
Некоторые нержавеющие стали могут быть в 3-5 раз дороже, чем мягкая сталь.
Ключевым моментом является выбор правильной ручной или автоматической системы и процесса сварки. Читайте дальше, чтобы узнать об общих проблемах при сварке нержавеющей стали и советах по их преодолению.
Оксид хрома
Тонкий слой оксида хрома придает нержавеющей стали ее «нержавеющую» характеристику. Этот слой является одним из основных аттракторов, так как защищает материал от агрессивных сред. Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы.
Вход температуры
Легирующий компонент нержавеющей стали проводит тепло гораздо медленнее, чем углеродистая сталь. Это означает, что тепло от дуги не будет так легко распределяться по материалу, что приведет к концентрации тепла в сварочной ванне. Это приведет к короблению, прожогу и окислению. Индикатором того, что для нержавеющей стали используется слишком много тепла, является то, что сварной шов начинает окрашиваться в цвета радуги. Хотя цвета могут выглядеть как произведение искусства, конечный продукт может не пройти проверку качества сварки.
GMAW по сравнению с GTAW
Исторически дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) была предпочтительным методом для работы с нержавеющими сталями. Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Окончательная обработка
Нержавеющая сталь требует специальной обработки после завершения сварки. Не делайте ошибку, используя стальные щетки или полировальные круги, которые ранее использовались для обработки углеродистой стали — это повредит защитный оксидный слой. Независимо от того, нужна ли вам матовая, матовая или зеркальная поверхность, важно использовать специальные инструменты для обработки нержавеющей стали, такие как диски для отделки, ремни и другие инструменты.
Автоматизированные системы сварки + нержавеющая сталь
Умение сваривать нержавеющую сталь является жизненно важной частью производства. Bancroft Engineering имеет многолетний опыт создания автоматизированных сварочных систем для сварки нержавеющей стали. Мы можем помочь вам оптимизировать ваше производственное оборудование и значительно улучшить сварку! Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или напишите по электронной почте: [email protected]
3 Общие методы сварки нержавеющей стали
Процесс сварки нержавеющей стали зависит от толщины и отделки материала, а также от использования готового продукта. Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Этими методами сварки нержавеющей стали являются сварка TIG, сварка сопротивлением и сварка MIG. Это сварка TIG, сварка сопротивлением и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом из них.
1. Сварка ВИГ или дуговая сварка вольфрамовым электродом в газе
Предлагая высокое качество, универсальность и долговечность, ВИГ является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала. Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая защиту инертным защитным газом между внутренними и внешними сварными швами.
2. Сварка сопротивлением или точечная сварка
Сварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева потертых металлических краев и герметизации их вместе. Этот тип сварки исключительно производительен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла.
3. Сварка МИГ или газовая сварка АС
Сварка МИГ представляет собой полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка MIG популярна, потому что она позволяет сварщику использовать импульсный источник тока, что упрощает сварку труднодоступных мест на сложных объектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше?
Выбор правильного метода сварки нержавеющей стали действительно зависит от качества, которое вы ищете.
Медный сплав — прочный металлический материал, полученный методом сплавления меди с другими химическими элементами, такими как олово, цинк, алюминий.
Появление первых сплавов из меди
Научно доказано, что медные сплавы были известны многим древним народам, населявшим Землю, и использовались ими повсеместно в быту.
Согласно археологическим исследованиям оловянную бронзу люди научились добывать еще в Бронзовом веке, чем и обусловлено название этого исторического периода. Первые найденные изделия из бронзы датированы IV тысячелетием до нашей эры. Из сплава меди с оловом выполнено большинство древнегреческих скульптур, в том числе гигантская статуя Колосса Родосского.
Всеми известная сегодня латунь применялась для чеканки монет более 2000 лет назад, во времена правления Юлия Цезаря. Только тогда этот материал носил название орихалк.
Впервые метод получения сплава из меди и металлического цинка был запатентован в 1781 году англичанином Джеймсом Эмерсоном.
Разновидности медных сплавов и их маркировка
Медные сплавы различают по виду легирующего компонента, придающего материалу дополнительную прочность. Самые известные среди них, получившие наибольшее распространение:
Латунь — сплав меди с цинком. Она имеет маркировку: ЛX, где X — это процентное соотношение содержания меди.
Бронза — соединение меди с оловом, никелем, свинцом, алюминием или кремнием, маркируемое буквенным обозначением Бр, за которым следуют первые буквы названий легирующих компонентов с процентным содержанием каждого.
Медно-никелевые сплавы: мельхиор (соединения с никелем, железом и марганцем), нейзильбер (с никелем и цинком), куниаль (с никелем и алюминием). В маркировке указываются первые буквы всех, входящих в состав сплава, компонентов и их процентное соотношение.
Свойства сплавов меди
К общим физико-химическим свойствам сплавов относят:
прочность;
устойчивость к износу и коррозии при взаимодействии с агрессивными средами;
высокие показатели тепло- и электропроводности;
термическую стойкость;
низкий коэффициент трения.
Латунь достаточно прочный и твердый материал, при этом легко поддающийся обработке. Бронза отличается хорошими антифрикционными свойствами, коррозионной устойчивостью и сопротивлением механическим нагрузкам, обладает малой усадкой. Медно-никелевые сплавы отличаются повышенными показателями электросопротивления и устойчивостью к воздействию агрессивных сред.
Сферы применения сплавов
Сплавы меди широко применяются практически во всех отраслях промышленности. Латунь используется в машиностроении, химической, мебельной, автомобильной и оборонной промышленности. Из нее изготавливают крепежи и фурнитуру для мебели, декоративные элементы для интерьера, патронные гильзы, приборы теплотехнической и химической аппаратуры, детали автомобилей, воинские знаки отличия, сантехнические муфты и краны.
Помимо декоративных изделий, из бронзы производят большинство деталей и запчастей промышленных машин и оборудования, которые должны функционировать в условиях больших скоростей и высокого давления.
Медно-никелевые сплавы широко используются в судостроении и при изготовлении электроаппаратуры, в том числе термоэлектрогенераторов. Из медно-никелевых соединений производят монеты, посуду, медицинский инструмент, декоративно-сувенирную продукцию, украшения.
За счет высокой электропроводности медь и сплавы активно применяются в производстве электротехники, в том числе они используются для изготовления проводов, кабелей, теплообменных камер.
Сплавы меди и их применение
Один из самых распространенных цветных металлов – медь. Она часто встречается в природе, и ее залежи находятся относительно неглубоко.
Преимущества меди:
высокая прочность;
устойчивость к коррозии;
хорошая электропроводность;
пластичность;
отличная теплопроводность.
Медь в чистом виде больше всего используется в производстве электротехники. Почти половина добываемого металла в мире уходит именно на нужды этой отрасли. Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются.
Тем временем, в остальных сферах чаще всего используют не чистую медь, а ее сплавы: латунь, бронзу и медно-никелевые соединения.
Латунь
Этот сплав достаточно дешев, прочен, тверд, легок в обработке. Область применения латуни широка: химическая промышленность, машиностроение, производство крепежей и фурнитуры для мебели. Также из латуни часто создают декоративные элементы для дома, перила лестниц, медали и оружейные гильзы.
Для получения такого сплава медь в равных пропорциях соединяют с цинком. Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства.
Бронза
Это самый востребованный сплав меди, который использовали испокон веков. В Древнем Египте из бронзы изготавливали украшения, а в Средние века из нее отливали боевые орудия. Сплав бронзы и олова в соотношении 9:1 получился особо устойчивым к коррозии, легко обрабатываемым и довольно декоративным. Что интересно, бронза гораздо тверже своих «родителей» – меди и олова. Сегодня в состав сплава вместо олова может входить свинец или алюминий, из-за чего у бронзы появляются новые преимущества. Например, алюминий придает сплаву прочность.
Медно-никелевые сплавы
Такие материалы отличаются интересным серебристо-белым цветом и очень устойчивы к коррозии. Их не разрушает даже воздействие соленой воды, поэтому медно-никелевые сплавы активно используют в судостроении.
Основные виды медно-никелевых сплавов:
мельхиор – сплав с долей никеля до 33%, применяется для штамповки монет, изготовления посуды, украшений;
нейзильбер – сплав меди, никеля и цинка. Из него делают особо прочный медицинский инструмент и декоративные элементы;
манганин – сплав меди с марганцем и никелем. Благодаря высокой электрической сопротивляемости его активно применяют в точных электронных приборах.
Специалисты считают, что запасы меди еще долгое время не будут исчерпаны. Кроме того, возможность вторичной переработки меди говорит о том, что этот материал со временем будет применяться все больше, а сферы его использования значительно расширятся.
типов медных сплавов — International Wire
Разместил Юлия Лесковец на
В отличие от чистой меди, медные сплавы представляют собой сложные составы металла на основе меди и легирующих элементов, таких как никель, алюминий, кремний, олово и цинк, в различных концентрациях, которые придают сплаву желаемые свойства. Узнайте больше о популярных медных сплавах и их распространенных применениях.
ЭТП и ОФ Медь
Двумя популярными медными сплавами являются электролитически вязкая медь (ETP) и бескислородная медь (OF).
Медь ETP (C110)
Для свойств меди ETP этот сплав чрезвычайно универсален и является наиболее часто используемым медным сплавом. Он обеспечивает 100% минимальную проводимость IACS, что делает его популярным для электрических применений и тех, где требуются низкие уровни сопротивления.
Медь (C101)
Медь
OF представляет собой сплав меди чистотой 99,99% с содержанием кислорода 0,0005%. Этот сплав имеет рейтинг проводимости 101% по IACS, он устойчив к окислению и менее подвержен водородному охрупчиванию.
Недвижимость
Медь как ETP, так и OF податлива, что облегчает ее обработку и формование в процессе производства. Эти сплавы обладают высокими показателями тепло- и электропроводности и низкой химической активностью. Они также обладают свойствами устойчивости к окислению, коррозии, микробам и бактериальному загрязнению.
Приложения
Некоторые из их наиболее распространенных применений включают:
Аэрокосмические детали
Строительство
Электроника
Элементы теплообменников
Медицинское оборудование
Линии электропередач и их компоненты
Медь кадмия (C162)
Кадмий-медь представляет собой высокоэффективный сплав, состоящий из 98-99 % меди, 0,1-1,5 % кадмия и иногда небольшого количества других материалов. Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам.
Недвижимость
Кадмий-медь
обладает увеличенным сроком службы при изгибе и хорошими характеристиками прочности на растяжение, что делает ее более податливой для промышленных и научных применений. Сплав также обладает отличной термической стабильностью и высокой степенью электропроводности.
Приложения
Некоторые из наиболее популярных применений кадмия-меди включают:
Медный сплав с высокими эксплуатационными характеристиками при растяжении и изгибе
Этот сплав признан проводником с высокими эксплуатационными характеристиками, который может выполнять специальные функции, отвечая или превосходя требования промышленных норм. Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам:
.
ASTM B624
MIL-W-29606
NEMA WC67
SAE AS22759
Недвижимость
Этот сплав обладает высокой прочностью на растяжение и сохраняет эту ключевую характеристику даже при повышенных температурах 700°F и выше. Материал также обладает высокой термической стабильностью и отличными характеристиками проводимости и может выдерживать отжиг при высоких температурах.
Приложения
Поскольку этот сплав сохраняет свои положительные характеристики при высоких температурах, он является отличным выбором для:
Аэрокосмическая промышленность
Медицинские приложения
Геофизические приложения
80EF: экологически чистый медный сплав
Медь
80EF является альтернативой кадмиевой меди, соответствующей требованиям по ограничению использования опасных веществ (RoHS). Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть.
Недвижимость
Несмотря на то, что 80EF не содержит кадмия, он по-прежнему обладает чрезвычайно благоприятными характеристиками, такими как хороший срок службы при изгибе и прочность на растяжение, и работает аналогично кадмиевой меди. Он также обладает высокой проводимостью и обеспечивает хорошую термическую стабильность.
Приложения
Этот сплав идеально подходит для применений, которые должны соответствовать нормам и требованиям RoHS. Дополнительные приложения включают в себя:
Коммерческие аэрокосмические приложения
Компоненты для геофизических исследований
Медицинское оборудование
35EF: экологически чистый медный сплав
Медный сплав
35EF не содержит тяжелых металлов, таких как кадмий, свинец или ртуть. Медь Alloy 35EF также соответствует нескольким специализированным отраслевым стандартам, в том числе:
ASTM B624
MIL-W-29606
NEMA WC67
SAE AS22759
Недвижимость
35EF термически стабилен и обладает отличной проводимостью. Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.
Приложения
Этот сплав является популярным выбором для любого применения RoHS из-за его соответствия директивам.
КС-95: Медный сплав сверхвысокой прочности
Этот сплав имеет состав, обеспечивающий повышенную прочность для использования в экстремальных условиях. Это позволяет производителям уменьшить размер и вес компонентов, не жертвуя прочностью или целостностью.
Недвижимость
Сверхпрочный медный сплав имеет превосходное соотношение прочности и электропроводности к массе, а также высокую степень прочности на растяжение. Этот прочный сплав имеет превосходный срок службы при изгибе в механических приложениях и является еще одним сплавом, соответствующим требованиям RoHS.
Приложения
Детали, изготовленные из сверхвысокопрочного медного сплава CS-95, используются в следующих приложениях:
Аэрокосмические и авиационные кабельные системы
Миниатюрная электроника
Медицинское диагностическое оборудование
Миниатюрные инвазивные медицинские датчики и зонды
Бронза
Бронзовые сплавы состоят в основном из меди и примерно 12-12,5% олова, а также других металлов, таких как алюминий, марганец, никель, фосфор или кремний.
Недвижимость
Что касается свойств бронзы, сплав хорошо известен своей прочностью, устойчивостью к коррозии и электропроводностью.
Приложения
Некоторые из наиболее распространенных применений бронзы включают:
Автозапчасти
Электронные и электрические компоненты, включая контакты и реле
Морские компоненты
Провода из медных сплавов в International Wire
Являясь ведущим производителем проволоки из медных сплавов в США, International Wire Group использует высококачественные металлы для удовлетворения уникальных требований клиентов. Свяжитесь с нами сегодня, чтобы узнать больше о нашем выборе медных сплавов или о наших внутренних кабельных услугах.
Последние сообщения
Маркетинговый бюллетень за 3 квартал 2022 г.
Маркетинговый бюллетень за второй квартал 2022 г.
Руководство по медным проводам
Типы медных сплавов
Информационный бюллетень по маркетингу за первый квартал 2022 г.
Архивы:
октябрь 2022 г.
июль 2022
июнь 2022
Апрель 2022
Февраль 2022
Категории:
Сообщения в блоге
Новости компании
Информационные бюллетени
Медные сплавы | Металлургия для чайников
Медь — один из самых полезных металлов, известных человеку, и он был использован одним из первых. Медь — красновато-желтый материал, очень пластичный. Медь имеет гранецентрированную кубическую (ГЦК) кристаллическую структуру и имеет вторую лучшую электропроводность среди металлов, уступая только серебру, по сравнению с которым она имеет проводимость 97%.
Медь — один из самых полезных металлов, известных человеку.
Теплопроводность меди очень высока и находится между серебром и золотом. Существует почти 400 различных медных сплавов в зависимости от производимого коммерческого продукта: стержни, пластины, листы, полосы, трубы, трубы, прессованные профили, фольга, поковки, проволока и отливки из литейных цехов.
Медь — один из самых полезных металлов, известных человеку, и он был использован одним из первых.
Медные сплавы — это металлические сплавы, основным компонентом которых является медь. Они обладают высокой устойчивостью к коррозии. Наиболее известными традиционными типами являются бронза, в которой важным дополнением является олово, и латунь, в которой вместо цинка используется цинк. Оба эти термина неточны, и сегодня термин «медный сплав» часто заменяют, особенно в музеях.
Сходство внешнего вида различных сплавов, наряду с различными комбинациями элементов, используемых при изготовлении каждого сплава, может привести к путанице при классификации различных составов.
Существует до 400 различных композиций меди и медных сплавов, свободно сгруппированных по категориям: медь, сплав с высоким содержанием меди, латунь, бронза, медно-никелевый сплав, медь-никель-цинк (нейзильбер), освинцованная медь и специальные сплавы.
Добавление легирующих элементов улучшает определенные свойства, например, олово, алюминий, никель, железо и кремний используются для повышения коррозионной стойкости, свинец добавляется для улучшения обрабатываемости, а кремний добавляется для повышения износостойкости.
Чистая медь обладает лучшей электро- и теплопроводностью среди всех промышленных металлов. Медь образует сплавы более свободно, чем большинство металлов, и с широким диапазоном легирующих элементов для производства следующих сплавов:
олово делает оловянную бронзу
олово и фосфор делают фосфорную бронзу
алюминий делает алюминиевую бронзу
цинк делает латунь
олово и цинк делают пушечную бронзу
никель делает медно-никелевый сплав
никель и цинк делают нейзильбер
бериллий делает бериллиевую медь.
Краткое руководство по медным сплавам
В следующей таблице перечислены основные легирующие элементы для четырех наиболее распространенных типов, используемых в современной промышленности, а также названия каждого типа. Исторические типы, такие как те, которые характеризуют бронзовый век, более расплывчаты, поскольку смеси обычно были разнообразными.
Детали из латуни
Латунь
Латунь представляет собой сплав меди с цинком. Латуни обычно желтого цвета. Содержание цинка может варьироваться от нескольких % до примерно 40%; пока он поддерживается ниже 15%, он заметно не снижает коррозионную стойкость меди.
Brass Dragon
Латунь может быть чувствительна к коррозии при селективном выщелачивании при определенных условиях, когда цинк выщелачивается из сплава (децинкификация), оставляя после себя губчатую медную структуру.
На диаграмме показана структура бинарных медно-цинковых сплавов в состоянии полного равновесия с указанием предпочтительных температур для снятия напряжений, полного отжига и горячей обработки давлением. Различия в свойствах фаз частично связаны с тем, что альфа-латунь имеет гранецентрированную кубическую структуру, а бета-латунь имеет объемно-центрированную кубическую структуру.
Фазовая диаграмма меди и олова, показывающая перитектическую точку. Перитектическая реакция является важным примером микроструктурного превращения. Sn – 21 вес.%Cu демонстрирует это превращение из твердой фазы и жидкой фазы в другую, твердую фазу.
Бронзовая медаль
SonyEricsson Бронзовый корпус
Бронза
Бронза чаще всего представляет собой сплав меди, а также алюминия, олова и других металлов.
Алюминиевые бронзы представляют собой сплавы меди и алюминия. Содержание алюминия колеблется в основном между 5-11%. Иногда добавляют железо, никель, марганец и кремний. Они обладают более высокой прочностью и коррозионной стойкостью, чем другие бронзы, особенно в морской среде, и имеют низкую реакционную способность по отношению к соединениям серы. Алюминий образует на поверхности металла тонкий пассивирующий слой.
Металлический колокольчик
Фосфористая бронза
Никелевые бронзы, напр. нейзильбер и мельхиор
Металлическое зеркало
Области применения меди охватывают широкий спектр различных дисциплин.
Архитектура, как экстерьер, так и интерьер
Automotive, Медь является важным компонентом многих новейших элементов дизайна современных автомобилей.
Электротехника Высокая проводимость меди делает ее идеальным материалом для широкого спектра электрических применений
Электрическая энергия, эффективное качество электроэнергииСтроительная проволокаТрубы, трубы и фитингиМедные трубы — это материал высочайшего качества, доступный на сегодняшний день для различных строительных применений, включая сантехнику, пожарные спринклеры.
Топливный газ, медная труба — отличный выбор для систем трубопроводов природного газа.
Промышленный, Медь служит важным материалом в огромном количестве отраслей промышленности, включая электронику.
Уникальные свойства меди
для морской воды делают ее идеальной для многих применений в суровых морских условиях.
Изделия механической обработки, прутки и прутки из медных сплавов.
Размер под ключ 24. Длина резьбы 38. Шаг резьбы 2.00.
Вес одного болта (в гр): 145.2
Вес одной гайки (в гр): 37. 61
Вес одного комплекта (в гр): 182.81
Вес одной шайбы (в гр.): 11.295
Вес одного гровера (в гр.): 6.084
Вес одной шайбы увеличенной (в гр.): 41.00
НОВИНКА расчет веса
фундаментных болтов, гаек,
шайбы фундаментной и плит анкерных
производится согласно ГОСТ 24379.1-2012
на сайте башметиз.рф
расчет веса
винта с внутренним шестигранником
ДИН 912 аналог ГОСТ11738-84
на сайте башметиз.рф
Рассчитать вес
высокопрочных болта, гайки и шайбы.
Также Вы можете рассчитать вес
фланцевых шпилек гаек и шайб.
при нажатии на ссылку вы будете
направлены на другой сайт.
В данном калькуляторе возможно пересчитывать крепеж из килограммов в штуки.
Для этого введите вес крепежа в нужной Вам колонке.
(например: если Вам необходимо узнать сколько штук шайбы в 10кг, введите цифру 10
в колонке Вес …. шайбы плоской (в кг) и щелкните в любом свободном месте сайта).
Точно также можно рассчитать и другой крепеж представленый в данном калькуляторе,
Это болты гайки шайбы увеличенные…
ЦЕНЫ НА МЕТИЗЫ. ПРАЙС-ЛИСТ НА КРЕПЕЖ
Калькулятор крепежа и метизов. МеханикИнфо – Telegraph
Скачать калькулятор крепежа и метизов расчет веса болтов
Ссылка: Калькулятор крепежа и метизов. МеханикИнфо
скачать калькулятор крепежа и метизов расчет веса болтов гвоздей гаек
Продвинутый калькулятор для быстрого расчета веса или количества метизов. Удельный вес метизов, теор масса болтов, сколько весят гайки, масса шайб так как расчет выполняется на базе теоретического веса крепежа из в интернете есть программы метизный калькулятор, которые не нужно скачивать на расчет массы по размерам болтов, гаек, шайб, гвоздей проводится. Калькулятор для метизной продукции, позволяющий производить перевод из штук в для пересчета количества элементов крепежа в массу. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Скачать калькулятор крепежа и метизов. Обзор нескольких сайтов с наилучшими онлайн калькуляторами по расчету болтов, гаек, шайб. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Калькулятор метизов 100% точность калькулятор метизов из кг в штуки — вес 300 наименований. крепежа, у нас вы получите вес — болтов, гаек, шурупов, гвоздей, саморезов, шайб, конечно, можно скачать различные оффлайн программы, или, что еще хуже найти,.
Скачать калькулятор крепежа и метизов расчет веса болтов
Первый онлайн калькулятор расчета веса крепежа и метизов. мы можем рассчитать теоретический вес 1 или 1000 болтов, гаек, шайб, заклепок, вы можете определить теоретический вес: болт, винт, гайка, гвоздь, гровер, ж/д. Калькулятор крепежа и метизов для наших клиентов. болты, винты, гайки, шайбы, шпильки гвозди, проволока выберите нужный размер: (в ячейках — вес 1000 шт в килограммах) в данном центре загрузок вы можете скачать сертификаты на нашу продукцию, а также. Продвинутый калькулятор для быстрого расчета веса или количества метизов. Размеры гаек заключенные в скобки применять не рекомендуется. Первый онлайн калькулятор расчета веса крепежа и метизов. мы можем рассчитать теоретический вес 1 или 1000 болтов, гаек, шайб, заклепок, вы можете определить теоретический вес: болт, винт, гайка, гвоздь, гровер, ж/д. Калькулятор крепежа и метизов для наших клиентов. болты, винты, гайки, шайбы, шпильки гвозди, проволока выберите нужный размер: (в ячейках — вес 1000 шт в килограммах) в данном центре загрузок вы можете скачать сертификаты на нашу продукцию, а также. Наша компания прометтиз предлагает различные виды болтов, гаек, шайб калькулятор можно также скачать на личный пк или ноутбук. Онлайн калькулятор метизов обеспечивает точный пересчет гаек, шайб и болтов расчет веса всей конструкции с учетом количества и массы крепежных изделий.
Расчет веса болта со свободным затвором 10 мм (обратный затвор)
Огнестрельное оружие со свободным затвором: теория и практика
Внизу: Стандартный болт MAC-10/45 в сборе
Внизу: Болт MAC-10/45 с грузом для Katana
Молоток»
«Большинство мощных ружей имеют стопорный болт, в котором боевые выступы удерживают патронник закрытым во время выстрела. Сюда входят винтовки с продольно-скользящим затвором или ломающимся затвором, а также полуавтоматические винтовки с вращающимся затвором, такие как AK или AR. Пистолеты со свободным затвором, напротив, просто используют инерцию затвора, чтобы удерживать патронник закрытым. Вот схематический вид пистолета со свободным затвором из книги Джорджа Чинна «19 лет».55 шедевр, «Пулемет», том 4, часть X. Это государственное издание, являющееся общественным достоянием, поэтому я привожу здесь цифры напрямую.
Пистолеты со свободным затвором на самом деле намного проще собрать в гараже, чем пистолеты со стопорным затвором, потому что:
В нем нет сопряженных или вращающихся частей; на самом деле, единственной движущейся частью может быть болт! Вам не нужно втачивать стопорные выступы в затвор или патронник. Нет «свободного пространства» или люфта патрона перед попаданием затвора в боевые упоры. Сила, действующая на торец болта, в основном связана с сжатием, а не с напряжением задней части выступов (см. Dan Lilja или Varmint Al для анализа стопорного болта). Таким образом, вы можете изготовить рабочие болты со свободным затвором из дерьмовых материалов, таких как мягкая сталь (конечно, более твердая сталь будет лучше изнашиваться).
Конструкции со свободным затвором разрешены в большинстве штатов США, если вы используете полуавтоматический молоток или ударник. Федеральное правительство запрещает большую часть использования конструкций с открытым затвором (фиксированный ударник), поскольку их очень легко сделать полностью автоматическими.
Разделение головки гильзы
Так почему же не все ружья со свободным затвором? Что ж, пистолеты со свободным затвором имеют тенденцию взрываться, если они неправильно спроектированы. Также после определенного уровня мощности они весят больше.
Вот типичная кривая давления картриджа. Вы можете записать свою собственную кривую давления с помощью тензодатчика, такого как трассировка давления, но кривые от разных патронов и пистолетов на удивление похожи и различаются в основном пиковым давлением (примерно от 10 до 60 кфунтов на квадратный дюйм). кривая зависимости давления от времени для патронника огнестрельного оружия; пик на 1/2 мс Десятки тысяч фунтов давления внутри патронника длятся всего одну-две миллисекунды, и именно они проталкивают пулю в ствол. давление в патроннике проталкивает пулю в ствол Обратите внимание, что давление в патроннике отталкивает затвор с тем же давлением, что и пуля в стволе. Это плохо, потому что если затвор под давлением отходит назад, то патрон имеет свойство вытягиваться. Если он растянется слишком далеко, головка гильзы может отделиться от корпуса гильзы и разбрызгивать горячий газ с давлением в десятки тысяч фунтов на квадратный дюйм во всех направлениях. Это «отделение головки гильзы» могло и уже убивало людей, например, из-за того, что затвор на большой скорости отбрасывался обратно через глаз стрелка.
Нехорошо.
Предотвратить отделение головки гильзы можно следующим образом:
Выпуклость патронника, как у HK MP5 или G3, которая выравнивает давление внутри и снаружи патронника. Смазка патронов, чтобы патрон выскальзывал из патронника, а не прилипал к стенкам. Чинн говорит, что нужна густая смазка; легкое масло имеет тенденцию выдавливаться из высоких точек. С достаточной силой надавить на головку корпуса. Эта сила может возникать из-за сложного механизма блокировки выступов, но мы хотели бы просто использовать инерцию затвора.
Обратите внимание, что даже крохотный винтовочный патрон 22 длинны давит на головку затвора с силой около тысячи фунтов, так что о пружинах (по крайней мере, о любой пружине, которую можно было бы взвести рукой!), или трении, можно забыть напрочь. или магниты и т. д.
Этот последний пункт заслуживает повторения. Из ранее процитированного Chinn Vol 4, page 15 (подчеркивание добавлено мной): «ПРИМЕЧАНИЕ: Есть один момент, который требует особого разъяснения в настоящее время. Во многих описаниях действия со свободным затвором настоятельно подразумевается, что приводная пружина вносит существенный вклад в сопротивление, которое ограничивает ускорение, сообщаемое затвору пороховыми газами. На самом деле это не так. Хотя верно то, что приводная пружина поглощает кинетическую энергию возвратного болта и, таким образом, ограничивает общее расстояние, на которое он перемещается, сопротивление пружины не оказывает никакого реального влияния на ранней фазе рабочего цикла. Ускорение затвора происходит в основном при высоком давлении пороховых газов, воздействующем на затвор силой в несколько тысяч фунтов. Приводная пружина, чтобы позволить болту открыться достаточно, чтобы обеспечить подачу, должна оказывать относительно низкое сопротивление. Хотя этого сопротивления достаточно, чтобы поглотить энергию затвора на сравнительно большом расстоянии, на которое затвор перемещается при отдаче, оно недостаточно велико, чтобы оказывать существенное сопротивление давлению пороховых газов до тех пор, пока давление в патроннике не упадет до относительно низкого уровня значительно позже. снаряд вылетел из дульного среза». Миф о том, что «более мощная возвратная пружина предотвратит отделение головки гильзы», бытует в Интернете и по сей день. Это миф.
В любой конструкции со свободным затвором вы можете снизить вероятность летального исхода после отделения головки гильзы следующим образом:
Отвод выходящих газов через максимально широкое выпускное отверстие. Сделать переднюю часть болта довольно маленькой, чтобы выходящие газы давили на меньшую площадь. Установка очень мощной задней цапфы в конце хода затвора назад для поглощения дополнительной энергии затвора. Это сверх обычной энергии отдачи. Отсутствие рядом с патронником незакрепленных деталей (например, прицельных приспособлений, экстрактора), которые могут оторваться при взрыве. Установка расстояния между пользователем и камерой. Для этого хороши пистолеты с передним магазином (патронник далеко впереди рук оператора), совсем плохо винтовки булл-пап (патронник прямо у щеки стрелка!).
Как быстро болт будет двигаться назад? Вот как вычислить силы, действующие на болт. давление толкает пулю вниз по стволу и толкает затвор назад
То же давление в патроннике, которое проталкивает пулю в канал ствола, толкает затвор назад. Если бы болт весил столько же, сколько пуля, то он бы летел назад со скоростью пули, стреляя в стрелка! Таким образом, нашим основным инструментом для снижения скорости болта является масса.
Для небольших патронов, таких как пистолеты, типичный вес заряда составляет 3-6 гран пороха, чтобы толкнуть пулю весом в сто с лишним гран, поэтому мы обычно можем игнорировать вклад газа в импульс. Тем не менее, давление в патроннике в любом случае с узким местом довольно сильно толкает ствол вперед, поэтому я не думаю, что мы можем безопасно игнорировать импульс ствола, как это делает Чинн.
Основная проблема здесь заключается в том, что хотя давление, толкающее пулю и болт, одинаково, площади не равны. Картриджи всегда, по крайней мере, немного больше сзади, а иногда и намного больше. Это вызывает проблемы с «тягой затвора» с новыми короткими толстыми патронами, такими как 300 WSM, даже при вполне разумном давлении в патроннике. На самом деле, в отличие от Чинна, я буду игнорировать импульс газа и начну с предположения: давление на торец затвора = давление на спинку пули
Поскольку давление = сила/площадь, силы на торце затвора и пуле будут различаться в зависимости от соотношения их площадей. усилие на поверхности затвора / площадь поверхности затвора = усилие на основании пули / площадь основания пули или усилие на поверхности затвора = усилие на основании пули * (площадь поверхности затвора / площадь основания пули)
Теперь мы попасть куда-нибудь! Импульс — это интеграл силы по времени (сила на самом деле определяется как производная импульса по времени), поэтому, если мы проинтегрируем обе части выше по времени (то есть проинтегрируем кривую давления), то получим:
импульс болта = импульс пули * (площадь поверхности болта / площадь основания пули)
Площадь круга, конечно, пи * радиус2, или пи/4 * диаметр2, так что это равно: импульс затвора = импульс пули * (диаметр поверхности затвора / диаметр основания пули)2
Мы можем легко найти импульс выпущенной пули. Если мы масштабируем это по соотношению площадей, мы получаем импульс болта. Если мы разделим на вес болта, мы получим скорость болта. Если мы разделим на целевую скорость болта, мы получим требуемый вес болта.
ПРЕДПОЛАГАЯ, что скорость болта 4 м/с безопасна, тогда требуемая масса болта составляет: масса болта в фунтах = 1,09×10 -5 * масса пули в гранах * скорость пули в футах в секунду * (диаметр поверхности болта / диаметр основания пули) 2 Константа преобразования 1,09×10 -5 получена из запроса к Google, чтобы выразить 1 гран * 1 фут/секунду / 4 м/с в фунтах. Вот указанная выше масса затвора для некоторых распространенных патронов:
Картридж
Вес болта
Болт упорный
Пуля
Скорость
Калибр
Основание
Доказательство
Единицы
фунтов
килофунтов
Зерновые
К/с
Дюймы
Дюймы
КПСИ
22 л
0,4
0,9
29
1240
0,223
0,224
31,2
32acp
0,8
1,8
71
905
0,312
0,338
26,7
380acp
1,1
2,4
90
1000
0,356
0,374
28,0
38специальный
1,3
2,5
110
945
0,358
0,379
28,6
9×19 Парабеллум
1,7
4,6
88
1500
0,355
0,391
50,1
7. 62×25 Токарев
2,0
4,0
87
1390
0,312
0,387
44,5
40s&w
2,2
4,9
135
1324
0,400
0,424
45,5
357магнум
2,2
5,0
125
1450
0,358
0,379
57,2
45ацп
2,3
3,7
200
975
0,452
0,476
27,3
9×23винчестер
2,4
5,4
125
1450
0,356
0,392
58,5
45кольт
2,4
2,9
185
1100
0,456
0,480
20,8
45 зазоров
2,5
4. 1
185
1150
0,452
0,476
29,9
357сиг
2,6
5,6
125
1368
0,355
0,424
52,0
10 мм
2,8
5,3
170
1340
0,400
0,425
48,8
410отверстие
2,8
2,4
109
1755
0,410
0,478
17,6
30 карабинов
3,2
4,0
100
2200
0,308
0,356
52,0
44магнум
3,8
5,9
210
1495
0,432
0,457
46,8
454casull
5,4
10,2
240
1916
0,458
0,478
74,1
500s&w
5,5
11,0
275
1650
0,500
0,530
65,0
50ае
6,0
8. 1
300
1579
0,500
0,543
45,5
7,62×39
6,3
6,9
123
2350
0,311
0,443
58,5
6,8 шт.
6,6
8,2
85
2900
0,268
0,421
76,7
223 Ремингтон
7,0
6,9
80
2869
0,224
0,376
80,6
30-30
7,2
6,4
150
2390
0,309
0,420
59,8
7. 7арисака
9,9
8,3
180
2200
0,311
0,473
61,1
45-70
9,9
6,4
400
1900
0,458
0,504
41,6
308 Винчестер
11,3
10,8
168
2680
0,308
0,470
80,6
8мм Маузер
11,8
9,9
198
2625
0,324
0,470
74,1
7,62x54R
12,2
10,5
180
2575
0,311
0,485
74,1
7мм Маузер
12,3
10,0
154
2690
0,285
0,472
74,1
50аласканский
12,6
8,3
450
2150
0,500
0,548
45,5
30-06
12,8
10,4
190
2700
0,309
0,470
78,0
375ч&ч
14,2
12,8
235
3000
0,375
0,513
80,6
300всм
17,4
15,7
150
3300
0,308
0,555
84,5
300 винчестер магнум
17,8
13,2
190
3150
0,309
0,513
83,2
338лапуа
24,4
18,4
250
3000
0,338
0,587
88,4
300лапуа
25,0
18,4
220
2910
0,309
0,587
88,4
50бмг
54,3
27,4
660
3080
0,511
0,804
70,2
20 калибр
5,5
4,6
218
1800
0,615
0,699
15,6
16калибр
7,7
5,0
350
1600
0,662
0,746
15,0
12калибр
9,4
7,2
437
1600
0,729
0,812
18,2
10 калибр
12,9
6,3
765
1280
0,775
0,855
14,3
Вот таблица Excel, использованная выше.
В качестве проверки обратите внимание, что болт со свободным затвором Ruger 10/22 весит 0,4 фунта, как и предполагалось. Типичные болты для пистолета-пулемета (SMG) пистолетного калибра на 9мм, Токарева или 45acp весят около 1,4 фунта, хотя для пистолета-пулемета с открытым затвором требуется вдвое меньше массы затвора (давление в патроннике должно замедлиться и остановить закрывающий затвор, прежде чем он снова откроется). Основываясь на этих расчетах, использующих «проверочные нагрузки», 10-мм ружейной форме (170-мм пуля со скоростью 1800 кадров в секунду в 16-дюймовом стволе) потребуется 2,8 фунта, чтобы обеспечить безопасность казенной части при полной нагрузке! Этот массивный вес болта должен быть добавлен к существующей конструкции или сделан для новой конструкции. Вес болта для Anduril изготавливается Lage Manufacturing. Это позволяет либо стандартные заводские нагрузки с несколько вялым движением затвора, либо нагрузки на полную мощность, не опасаясь преждевременного открытия затвора. Вес затвора изначально был изготовлен Lage для замедления полностью автоматической пушки MAC-10/45, чтобы снизить скорость их цикла примерно до 600 об / мин. К счастью, он также позволяет использовать 10 мм, если оружие настроено правильно. Я мог бы даже добавить дополнительный вес, вставив вольфрамовые стержни в вес болта, точно так же, как в механическом цеху добавляют «Мэллори-металл» к коленчатому валу, чтобы сбалансировать его.
Обратите внимание, что для большинства винтовочных патронов требуется абсурдный болт весом более десяти фунтов (вес болта 50bmg будет весить более 50 фунтов!). Это, конечно, все ПРЕДПОЛАГАЕТ, что скорость болта 4 м/с достаточно мала, чтобы предотвратить взрыв гильзы! Единственной причиной этого увеличения веса является торможение болта. Высокоскоростная фотография определит, подтверждается ли теория на самом деле.
Во второй колонке указано максимальное усилие давления на болт, которое показано в тысячах фунтов стерлингов (Kpounds).
Фрезерный стол проще некуда Идея из фрезера своими руками
содержание видео
Рейтинг: 4.0; Голоса: 1
Фрезерный стол проще некуда Идея из фрезера своими руками AlfFisher: 1. Как бюджетный вариант на скорую руку — пойдетНо для нормальной работы нужно ставить фрезер через переходную пластину, лучше металлическую, толщиной 3-5 мм, так как толстый фанерный стол съедает глубину реза. 2. Фрезеру в столе нужен лифт. Каждый раз лезть под стол, чтобы отрегулировать глубину не очень удобно. Один из самых простых лифтов — рычажный (когда рычаг закреплен к столу и одним концом подпирает фрезер3. Также нужна нормальная линейка, желательно с подвижными направляющими и пылеотсосом. 4. Выключатель для фрезера лучше организовать в виде выключателя + 2 розетки (для пылесоса и фрезера. 5. Еще стоит подумать о прижимах (веерных и плоских) так как подавать детали руками, особенно при больших объемах, не удобно и НЕ безопасно. Дата: 2020-03-29
← Годный распиловочный стол своими руками проще некуда Приспособление
Универсальный диск по металлу для БОЛГАРКИ Диск для УШМ →
Похожие видео
Как научиться варить вертикал 3 мм электродами с основным покрытием УОНИ 1355
• Сварщик в городе
Осенняя посадка клубники по всем правилам. Сажаем клубнику осенью.
• Сад и Огород — Своими руками
Эта осенняя подкормка сада творит чудеса! Яблони и груши, сливы и вишни, все завалят урожаем!
• Иван Русских
Боитесь слизней в мульче? Решение очень простое. Просто посейте это растение осенью или весной.
• Иван Русских
Зима близко! Сделайте это пока не пришла зима! И все растения перезимуют отлично
• Во саду ли в огороде
Пробуем сваривать тонкий металл электродами 2мм Oliver ЛБ 52. Хорошие Белорусские электроды
• Гори Дуга
Комментарии и отзывы: 9
Петр У всех подобных видео одна проблема — с электрикой большинство СЪЕМЩИКОВ не знакомы и понятия о пусковых токах и нагрузках на контакты не имеете. ПОЧЕМУ ВЫ НЕ УЧИТЕ ОСНОВЫ ЭЛЕКТРИКИ Видео прекрасное и зачетное, но как всегда в конце нужно вступить в грабли с навозом. Никогда не используйте такие и другие бытовые выключатели, они для этого НЕ ПРЕДНАЗНАЧЕНЫ. Если этот комментарий задевает Ваше достоинство, спросите лично себя сами: — а почему кнопка электроинструмента в 1000 раз мощнее и так туго включается (по сравнению с выключателем для домашнего света?
Сергей Кроме лобзика, еще рубанок/фуганок. Не знаю толщину плиток, но не хотите сделать так, чтобы подошва инструментов была заподлицо с поверхностью стола. ИМХО для лобзика будет актуальнее. Не знаю функцию торчащих перемычек (а одном из видео Вы из шлифовали, но если от них избавиться, то можно подумать и о направляющих и прочих приблудах большого стола (тоже на сменных вставках. Жаль, что мне нужен еще более складной, до линии.
Иван Молодец конечно, но лучше взять с Али специальную чпу-фрезерованную пластину. Стоит копейки, мороки правда чуть поболее: придется самим фрезером поработать, делая посадочное место, но оно того стоит: там и отверстия для упоров и разметка есть. Кстати аналогичная пластина бывает и для циркулярки: позволяет отклоняться от 90.
Денис Привет. Верстак хороший. Но по работе с фрезером есть совет. Даже если фреза с подшипником. ставь обязательно хотя бы один упор. а лучше 2. чтобы заготовка всегда касалась опоры в трех точках (подшипник и два упора)
Nikolay Я гляжу ты парень на все руки всё у тебя получаеться так держать дальше. Есть маленький совет для фрезера сделай подъемный механизм для регулировки фрез ну и осталось сделать рубанок и ленточный станок ну и удачи
Юрий Торцы обрабатывай первыми, а бока последними, при условии невозможности доставить деревяху с края, это нужно для того что бы сколы при обработке с торца можно обработать уже с боку без переделки.
Сергей Здравствуйте что за верстак такой я как понял полностью разборный. фрезера я тоже не видел как у вас что за фирма? я как понял его очень удобно к столу крепить с такой подошвой
Алексей Может кто и писал, читать комментарии не очень охота) слишком далеко поставил от себя, нужно ближе к краю где то мм 200 максимум от края стола, а то спина Бобо)
Kosta Вопрос — Почему у тебя отверстия после зенковки получились шестигранные? Я не могу понять а как ни как токарь универсал 6 разряда, хм не догоняю реально. 1: 42
Фрезерный стол своими руками
Содержание
Нестандартный фрезерный стол
Подробно о каждом узле
Принцип параллельного упора
Самодельный фрезерный стол. Часть 1
Обеспечение мобильности. Часть 2
Проектирование основания стола. Часть 3
Фрезерный стол своими руками. Часть 4. Промежуточный итог
Делаем ручной фрезер из обычной дрели своими руками
Нестандартный фрезерный стол
Изготовлен с некоторыми особенностями, которые отличают его от аналогов, сделанных своими руками. Это обычная самоделка, но она отличаются от того, что делают другие мастера. Столешница сделана из фанеры. Сверху приклеен гетинакс 5 миллиметров. Фанера клеилась на ПВА. Установлен упор, у которого есть функция параллельного перемещения.
Товары для изобретателей Ссылка на магазин.
Подробно о каждом узле
Основой стал фрезер ФМ 62-200. Есть еще полный аналог Фелисатти с такой же маркировкой 62/2200. На момент, когда мастер делал этот стол, модель 67 интерскол еще в продажу не поступила, поэтому выхода не было, кроме как разобрать фрезер полностью и переделать его в этот стол. Конечно, конструкция фрезерного стола может показаться сложно, можно было дождаться, пока выйдет 67 модель фрезера, которая обеспечивает регулировку подъема и опускания через подошву. Но мастера такой вариант не устраивает, кроме того, что есть нюанс, этот фрезер подклинивает.
Параллельный упор способен раздвигать щеки для работы с фрезами различного диаметра, он съемный. Имеет отверстие для стружкоудаления, приставляется заглушка с выходом под шланг. Щеки имеют т-треки, в них заложены вставки, зажимающиеся винтами.
Рассмотрим вставки разного диаметра для работы с различного диаметра фрезами. Снимаются и ставятся легко. Это стандартное решение, здесь ничего нового не изобретено. Используются пружинные ушки, которые входят в пазы и обеспечивают надежное зацепление. Вставки имеют различный внутренний диаметр с шагом 5 миллиметров. Минимальный 22 миллиметра, максимальный 75.
Принцип параллельного упора
Рассмотрим механизм работы перемещения параллельного упора фрезерного стола, созданного своими руками. Как вы видите, здесь т-треки, в них вот колодочки. В колодочке два отверстия, одно ровное, другое с резьбой. В параллельном упоре сделаны штифты для позиционирования, а в резьбовое отверстие вкручивается фиксирующий винт. Тоже ничего сложного нет. Принцип параллельного перемещения обеспечивается тросиком. Система роликов. Сзади тросик перекрещивается. Тросик проходит внутри т-трека. Просверлено отверстие, он попадает на ролик под столешницей, возвращается снизу, идет наперекрест на другую сторону. Далее с 5 минуты о столе, который изготовлен своими руками на видео канала HeARTwood
Электроника для самоделок вкитайском магазине.
Источник: youtu. be/lJs9pa6shFo
Далее статья из трех частей автора блога «Душевное Мастерство» (ссылка в конце публикации)
Самодельный фрезерный стол. Часть 1
Как у любого начинающего мастера, у меня есть свои самодельные инструменты и приспособления, заменяющие профессиональное оборудование. В интернете масса видео и статей на эту тему. Я решил выложить свою версию не случайно. Разнообразие вариантов обусловлено наличием различных исходных условий у мастеров – материалы, место под станок и пр., а также типом самого фрезера, вокруг которого будет спроектирован стол. Основным же фактором является желание (или нежелание) мастера заморочиться и потратить время. Ближе к делу. В основу моего стола легли принципы: меньше времени на изготовление, меньше материалов и возможность дальнейшего усовершенствования. Как образец, мне приглянулся вот такой вариант исполнения стола, так как он универсальный и компактный, позволяет установить также и другие инструменты при определенных условиях.
Стоит заметить, что основная необходимость во фрезерном столе появляется, когда требуется освободить руки мастера, например, для удержания заготовки двумя руками. Руководствуясь только этой потребностью, а также принципами, описанными ранее, я решил, что для первого этапа мне достаточно сделать широкое плоское основание, к которому будет прилажен фрезер, и которое, в свою очередь, будет в дальнейшем установлено на верстак.
фрезер Интерскол В моем арсенале имеется фрезер Интерскол, небольшой «квартирный» верстак и лист фанеры, из этого я собрался соорудить первый вариант стола.
Небольшой домашний верстак Приступим. Берем фрезер, демонтируем подошву. В моем случае это пластиковая пластина, привинченная к алюминиевому основанию фрезера. По пластиковой пластине размечаем на будущем столе отверстия под фрезу и крепеж. В качестве стола я выбрал фанеру 15мм, этого вполне достаточно для получения необходимой жесткости стола, при этом конструкция получится достаточно легкой. Этим же фрезером (с установленной подошвой) фрезеруем по контуру подошвы углубление в фанере, куда будет монтироваться фрезер. Толщина оставшегося слоя фанеры должна быть по толщине такой же как подошва, в противном случае придется менять крепеж.
Подошва фрезера На этом все. Первый этап окончен. После сборки с фрезером выходит вот такая штука, которая струбцинами монтируется на верстак. Это, наверное, самый простой стол из всех. Требует минимум времени.
Стол собран и установлен на верстак Почему стол сделан восьмигранным? Проще сделать квадрат, или круг для экономии места. Восьмигранник еще нужно умудриться разметить. Объясняю. Подобная конфигурация имеет место в случае, если планируется дальнейшее развитие стола в универсальный, для использования с другими инструментами. Основное назначение восьмигранника – позиционирование инструмента относительно оси стола как продольно, так и перпендикулярно. Квадрат обладает такими же качествами, однако занимает большую площадь, тем самым снижая жесткость всего стола. Круг же в свою очередь обладая максимальной компактностью не позволит точно и быстро произвести перестановку. Перестановка нужна, например, для циркулярной пилы. Для нее подготовлен такой же восьмигранник, и в будущем, когда я организую общий стол, мои инструменты могут быть легко заменены и/или переставлены.
Восьмигранный стол установлен на верстак Чтобы восьмигранники для разных инструментов получились одинаковыми, можно использовать первый стол как шаблон, а по нему с помощью фрезы с подшипником копировать его сколько угодно раз. Основным минусом того что у меня получилось является тот факт, что фрезер, привинченный к столу, перестает быть ручным. В следующей статье я расскажу, как улучшить конструкцию фрезерного стола так, чтобы сохранить преимущества ручного инструмента.
Обеспечение мобильности. Часть 2
В первой части цикла мы гордо приладили лист фанеры к фрезеру, установили это на верстак и окрестили фрезерным столом. В этой статье я расскажу вам, как оптимизировать получившуюся конструкцию так, чтобы сохранить главное потребительское свойство фрезера –мобильность в качестве ручного инструмента.
Новая подошва на ручном фрезере Интерскол Итак, иногда нам нужен стол, иногда ручной фрезер. Перекручивать крепеж фрезера к подошве или столу (в моем случае шесть винтов) каждый раз – трудоемкое и неудобное занятие, требующее снятия всей конструкции с верстака. Более того, по мимо затраченного времени, портится и сам крепеж. Почему-то на моем фрезере Интерскол применены мягкие потайные винты 5 мм с крестовым шлицем, который, если приложить избыточное усилие, сминается, образуя заусенец. Этот заусенец в последствии доставил мне неприятности, попортив заготовку, оставив на ней царапины. Чтобы избежать подобной процедуры необходимо предусмотреть некое дополнительное приспособление, которое позволило бы быстро устанавливать фрезер в стол без дополнительного крепежа. При этом очевидно, что и фрезер должен свободно проходить всем своим корпусом сквозь стол для того чтобы его можно было быстро демонтировать. В данном случае быстро означает – без демонтажа стола от верстака. Для решения поставленной задачи решено изменить форму и материал подошвы таким образом, чтобы фрезер, установленный в стол, фиксировался новой подошвой в осевом направлении, цепляясь своими краями за специальную выемку в столе, предназначенную для выступающей части подошвы. Очевидно, подошву нужно сделать гарантированно больше основного тела фрезера, чтобы он не провалился при установке в стол.
Прозрачная подошва прямоугольной формы с отверстиями для крепления к столу Я выбрал для подошвы оргстекло толщиной 4 мм, выпилил его прямоугольным по периметру (оргстекло выбрано не случайно, его прозрачность повышает удобство работы с фрезером, дает возможность подсветить большую площадь обрабатываемой поверхности). Ответную выемку в столе по контуру подошвы фрезеруем. Важно выставить на фрезере высоту фрезы, соответствующую толщине подошвы. Ну а для того, чтобы фрезер заходил в стол, выпиливаем лобзиком достаточно забавные в моем случае «дыры» в столе. В итоге наш фрезер с новой подошвой, как хвост Иа, входит и выходит из стола. Для наглядности представлены изображения.
Сквозная дыра забавной формы для свободного извлечения фрезера и прямоугольная обнизка под подошву Как показала практика, фрезер не нужно крепить дополнительными саморезами к столу, он отлично держится под собственным весом, но конечно это допустимо лишь для тех случаев, когда идет простое фрезерование (например, по прямой линии) по направляющей с прижимом заготовки двумя руками. В остальных случаях не зафиксированная подошва с фрезером может «гулять» в приделах зазоров и испортить нам работу.
Так в итоге выглядит стол без фрезера. Отверстия по периметру нужны для удобства переноса конструкции, облегчения веса и обеспечения прижима направляющих струбцинами
Стол теперь выглядит вот так
Вид сверху. Сквозное отверстие под фрезер в местах, где проходят его ручки, выступает за периметр подошвы тем самым образуя места хвата для выема фрезера. В следующей статье я опишу проект специального большого стола под два одновременно установленных инструмента.
Проектирование основания стола. Часть 3
Мы остановились на том, что подготовили восьмигранное основание, позволяющее беспрепятственно устанавливать на него ручной фрезер с доработанной подошвой. Пока что мы монтировали это «хозяйство» на складной верстак с помощью струбцин, однако этот способ имеет свои минусы, основными из которых являются ограниченность рабочей поверхности стола и отсутствие возможности применения дополнительных приспособлений, например, параллельных направляющих. Важно также заметить, что на таком столе практически невозможно обработать деталь длинной более метра. Все эти неудобства подводят нас к необходимости изготовления специального стола-основания.
Старый вариант Каким он должен быть, этот стол? Давайте сформулируем к нему основные требования, которые позволят нам в перспективе максимально облегчить свой труд и экономить время. Для меня это: — Надежность. Стол должен быть прочным, ровным, не шататься и не скользить по полу от усилий. Столешница должна быть гладкой и не деформироваться со временем, имеется в виду – не рассыхаться, не пучиться и тому подобное.
Основание с диагональными упорами для жесткости — Оптимальные размеры. Размеры – понятие растяжимое J. Какой размер стола нужен и для каких целей с ходу не ответишь. Определяющий фактор – заготовки, которые вы собираетесь обрабатывать на нем. Для себя определил ширину 700 мм и длину 1515 мм. Ширина подобрана так чтобы можно было дотянуться до противоположного края без неудобств, а длина определена максимальным размером листа фанеры. Вообще, я хотел длинный стол, чтобы на нем можно было расположить два инструмента одновременно, осуществлять распил длинных заготовок и широких мебельных щитов. — Доступные материалы. Каркас стола будет выполнен из брусков 50х50 мм, есть в наличии в любом строительном магазине и стоят недорого. Для столешницы предпочтение было отдано в пользу фанеры 15 мм. Сложно назвать этот материал надежным и жестким, но учитывая трудозатраты и стоимость, это решение оптимальное. Под фанеру обязательно сконструировать прочную раму с поперечным ребром. Для сохранности столешница будет обработана яхтенным лаком на два слоя покраски.
Каркас из бруса 50х50 мм — Эргономика. О чем это я? В мастерской любой «Колхоз» должен быть удобным. Даже временные конструкции, которые планируется заменить на профессиональные станки, должны быть максимально удобны и просты в эксплуатации. Недоработка в мелочах приведет к избыточным временным затратам. Определим понятие эргономики непосредственно к нашему столу. Работать должно быть одинаково комфортно со всех сторон, высота стола должна регулироваться в зависимости от роста мастера, про ширину уже было отмечено – должна обеспечиваться доступность всей рабочей поверхности столешницы. Инструмент должен быть под рукой, но при этом не мешать, если не используется. Для этого предусмотрим открытую со всех сторон полку. В зависимости от ширины обрабатываемых заготовок появляется потребность в смещении инструмента относительно центральной оси стола, особенно это касается циркулярной пилы. Для этого восьмигранные отверстия в столе под инструмент разнонаправленно смещены относительно оси стола.
Разнонаправленные «окна» под два инструмента — Универсальность. Под этим абстрактным понятием я подразумеваю возможность установки на стол дополнительных вспомогательных приспособлений для увеличения возможностей обработки, таких как направляющие, упоры, прижимы и прочее. В представленной модели не отражены данные элементы. Они будут спроектированы и установлены на стол отдельно. Основные требования определены, материалы выбраны, самое время приступить к проектированию и созданию эскиза. На картинках наглядно представлена получившаяся конструкция.
Так будет выглядеть готовый стол Согласитесь, если бы вы увидели этот стол, то сказали бы себе «Ничего особенного, просто стол». Однако, никогда нельзя забывать, что даже за самыми простыми вещами прячется идея и подход (творческий или конструктивный — не имеет значения). Чего только стоит «Черный квадрат» Малевича! =) Следите за новостями, подписывайтесь на канал! Источник: zen.yandex.ru
Фрезерный стол своими руками. Часть 4. Промежуточный итог
В последней статье цикла я описал проект будущего стола. Затем, я решил отработать конструкцию «заменяемых восьмигранников» на модельном столе под один инструмент, подготовив столешницу и успешно испытав ее в роли распиловочного стола, применив восьмигранник с «циркуляркой». В данной статье опишу процесс превращения столешницы в стол (наконец-то самостоятельный), а также дам обзор по удобству замены инструмента и работы на нем в принципе.
Каркас из ранее напиленных брусков. Грубо и практично Сперва сделаю стол. В части про пилу я отрабатывал конструкцию напиливая ножки и поперечины. Полученное я благополучно собрал на клей и саморезы, то что получилось представлено на фото. В качестве ребер жесткости и опорных поперечин для столешницы я применил фанеру 15 мм, нарезал ее полосами по 80 мм и как бы опоясал ножки замкнутым контуром. Применил именно фанеру так как в дальнейшем планирую навесить на нее скользящие направляющие для регулируемой упорной линейки под распиловку и фрезер. Для этих целей простой брусок не годится, так как форму и плоскость он не держит, со временем естественные деформации возьмут свое и он либо треснет, либо «уведет» грань от ровного перпендикуляра. Столешницу креплю к получившемуся каркасу на уголки, много маленьких уголков с ребром жесткости. Дополнительно для «железной хватки» насквозь столешницы в ножки загоняю длинный мощный саморез. Снизу в ножки устанавливаю систему выставки. Ничего сложного и дорогого – обычные мебельные забивные гайки и болты М10. Чтобы стол был устойчивым высота регулирования не должна превышать 30 мм. Для стационарной установки после выставки столик лучше укрепить уголками к полу, но я пока не буду этого делать.
Раскрепляю столешницу на уголки Маленький лайвхак по мебельным забивным гайкам. Штука эта вообще-то не очень надежная – один неосторожный толчок, и ее выворачивает из гнезда. Чтобы этого не произошло я делаю, как на картинке. Сверлю два отверстия на фланце как можно ближе к внешнему краю и загоняю два тонких длинных самореза (например, для гайки М10 вполне подошли саморезы 3х30мм). Данная доработка значительно повышает надежность узла.
Два тонких длинных самореза надежно держат нашу гайку Переходим к испытаниям. Начнем с фрезерного стола. Направляющие пока что отсутствуют, так что использую брусок и струбцины. Пользоваться столом удобно как с длинной, так и с короткой стороны, доступ к инструменту не ограничен. Стоит стол достаточно надежно, при работе нет ощущения, что он смещается или вибрирует, можно смело вести заготовку по направляющей. Восьмигранник с инструментом сидит в пазу достаточно надежно, не люфтит. В итоге считаю, что испытания с фрезером прошли успешно.
Фрезер установлен Поработаю с циркулярной пилой. Перестановка инструмента занимает несколько секунд. Пилу можно разместить как вдоль, так и поперек стола, так что поработаем с обоими вариантами. При распиле сразу заметно, что плоскость лезвия далеко не параллельна оси стола (градусов на 5 — 7), так что направляющая будет немного треугольная, также линейку для ее выставки придется клеить по диагонали, но это не страшно, так как небольшой угол не влияет на удобство. При раскройке листа фанеры 15 м и очередной доски толщиной 50 мм устойчивости столу хватило. Испытания в целом пройдены успешно, пилить можно.
Пила поперек, для коротких и небольших заготовок
Пила вдоль, для длинных заготовок
Вот так выглядит слегка извращенная раскройка фанеры на новом столике. Нужен форматник… Хорошо заметен угол между гранями стола и листа фанеры, это угол отклонения диска инструмента от оси стола В целом получилось что-то типа станка, весьма неплохо и в целом удобно. Теперь начну экспериментировать с различными восьмигранными приспособлениями для инструментов – на очереди голова для вертикальной установки фрезера, кронштейн для лобзика чтобы сымитировать ленточнопильный станок, а также опора ручной шлифмашинки для ее стационарной установки. На модельном столе я отработаю все эти «полезности», чтобы в итоге сделать полноценный стол и начать его эксплуатацию в достроенной мастерской. Источник: zen.yandex.ru
Делаем ручной фрезер из обычной дрели своими руками
zen.yandex.ru/media/loftstyle/
Фрезер просто незаменимый инструмент, но у начинающего мастера его просто может не быть. Выход прост, можно сделать ручной фрезер из простой дрели своими руками, и пользоваться им до тех пор, пока не появится возможность купить настоящий.
фрезер из ручной дрели
Он сказал поехали и махнул рукой. Для начала нам понадобится два круга вырезанных из дерева. Вырезать их можно обычной коронкой.
круги из дерева
Меряем основание дрели после патрона.
меряем основание
В одном из деревянных кругов нужно будет сделать отверстие точно такого же диаметра. Просверлим его коронкой.
сверлим
Во втором же нужно отверстие немного большего диаметра. В итоге у нас получилось два круга с отверстиями.
деревянные круги с отверстиями
Давайте отшкурим наши «бублики» снаружи и внутри.
шкурим бублики
Тот бублик, что с отверстием поуже разметим и раскромсаем как на фото ниже:
размечаем и отрезаем лишнее
Сделаем два неглубоких отверстия 10-ым пером или сверлом, что бы спрятать туда головки болтов.
два отверстия, что бы спрятать болты
А затем просверлим их насквозь менее толстым сверлом (соответствующим диаметру вашего болта).
сверлим
Ну и распилим всю эту прелесть надвое.
распиливаем надвое
На бублик с широким отверстием крепим саморезами снизу два брусочка, не забываем спрятать саморезы.
крепим брусочки
Две половинки заготовленной ранее детали, с меньшим отверстием, соединяем между собой на болты и гайки.
соединяем две половинки
И прикручиваем 4-мя саморезами к заготовленной детали с брусочками.
заканчиваем сборку
Осталось вдеть эту приспособу в дрель и затянуть болты с гайками.
фрезер из дрели готов
А вот и результат работы обычной кромочной фрезой:
результат работы фрезера из дрели
И еще прогон уже другой кромочной фрезой:
результат работы фрезера из дрели
О том, как сделать станок из бормашины тут.
39 бесплатных чертежей и идей стола для фрезера своими руками, которые можно легко построить
Фрезер — очень полезный инструмент в деревообработке. Его можно использовать, чтобы помочь с формованием, резкой углов, краснодеревщиком и многим другим. Без него сложно представить создание чего-либо сложного.
Фрезы, пожалуй, самый важный инструмент, который может использовать плотник.
Большинство людей используют маршрутизаторы в качестве портативного инструмента. Хотя это жизнеспособный вариант, фрезер, установленный на столе (или столе фрезера), более безопасен в использовании и может использоваться для резки на совершенно другом уровне. Теперь, если вы хотите построить стол для фрезерования самостоятельно, вы попали в нужное место. Мы собрали 39из лучших планов стола маршрутизатора DIY.
Вот они:
1. Планы фрезерного стола Creston Wood
Этот фрезерный стол кажется очень полезным. В нем достаточно места для вашего роутера. И много рабочих мест тоже.
Но у него также есть хорошие ящики, в которых можно хранить всякие мелочи. И чтобы сделать его еще лучше, планы бесплатны. Так что он может стать вашим по цене дерева и акцентных деталей.
Сборка этого фрезерного стола
2. Прижимное приспособление для фрезерного стола
Этот стол имеет уникальную особенность. Когда вы фрезеруете объекты рядом с краем, этот прижимной зажим будет обеспечивать регулируемое давление и позволит вам легко выполнять резку с остановкой.
Если вам нужна эта уникальная функция, не ищите дальше. С этими бесплатными планами у вас будет все, что вам нужно в кратчайшие сроки.
Соберите этот стол для фрезерования
3. Быстрый и простой стол для фрезерования
Если вы не большой плотник, но вам все равно нужно время от времени использовать фрезер, то это, вероятно, для вас. Это простой фрезерный стол с открытым пространством для хранения под ним.
Но у него все еще есть хороший ящик под столом, который отлично подойдет для хранения вещей. Если вы ищете что-то более простое для вашего маршрутизатора, то это может быть то, что вам нужно.
Создайте эту таблицу маршрутизаторов
4. Таблица маршрутизаторов Jane’s
Первоначальная идея этой таблицы маршрутизаторов появилась в отдельном посте блоггера по имени Джейн. Она внесла свой вклад в базовую сборку.
Но затем этот блоггер получил большую скидку на маршрутизатор и сделал несколько настроек для получения этого конечного продукта. Это может поразить и ваше воображение.
Соберите этот стол-маршрутизатор
5.
Стол-маршрутизатор Патрика
Если вы поклонник Аны Уайт, то вы знаете, что у нее есть почти все, что вы когда-либо хотели построить вокруг усадьбы или крошечного дома. Мы лично любим ее здесь.
Неудивительно, что у нее есть отличный план, как помочь вам построить отличный фрезерный стол. Он имеет достаточно места для хранения и рабочего места. Надеюсь, вам понравится так же сильно, как и нам.
Соберите этот фрезерный стол
6. Фрезерный стол Wood Smith
Если вам нужен действительно простой дизайн, то это то, что вам нужно. Для людей, которые являются новичками в столярном деле, это может быть отличной сборкой для вас.
Нет ящиков и прочих надстроек. Но это все еще очень красивый, чистый внешний вид фрезерного стола. Любой «новичок» будет горд сказать, что построил это.
Соберите этот стол-маршрутизатор
7. Стол-маршрутизатор One Project Closer
Если вам нужны визуальные эффекты, чтобы построить что-то правильно, то это руководство для вас. Даже если вы этого не сделаете, вам понравятся все включенные детали.
Если вы ищете простые планы, которые помогут вам построить простой фрезерный стол, то вы только что его нашли.
Создайте этот стол-маршрутизатор
8. Стол-маршрутизатор «3 в 1»
Этот стол-маршрутизатор — не просто стол-маршрутизатор. О, нет! Его также можно сконструировать для хранения лобзика и циркулярной пилы.
Если вы плотник или кто-то, у кого есть хорошие столярные навыки, то вам бы очень хотелось иметь этот стол в своей жизни.
Построить эту таблицу маршрутизатора
9. Фрезерный стол American Woodworker
Преимущество этого фрезерного стола заключается в том, что они пытаются воссоздать каждую деталь, которую вы получили бы в купленном в магазине фрезерном столе.
Если вы хотите иметь красивый забор, непровисающую верхнюю часть и встроенный шкаф, возможно, вы только что нашли свой будущий фрезерный стол. Более того, они утверждают, что вы можете построить его за половину стоимости столов, купленных в магазине.
Соберите этот стол маршрутизатора
10. Настенный стол маршрутизатора
Если вы меня знаете, то знаете, что я большой поклонник всего, что связано с «мерфи». Знаете ли вы? Кровати в стенной нише, письменные столы в стенной нише, а теперь еще и фрезерный стол в стенной нише.
Если вы не хотите беспокоиться о хранении другого оборудования, не ищите дальше. Этот настенный фрезерный стол очень функционален и компактен.
Построить эту таблицу маршрутизаторов
11. Универсальная таблица маршрутизаторов
Эта таблица маршрутизаторов может быть простой или более сложной. Это действительно зависит от вас, ваших навыков и того, что вы хотите от фрезерного стола.
Итак, если вы хотите иметь простую таблицу маршрутизатора без хранилища, эти планы могут вам это предоставить. Но если вы хотите иметь шкаф для хранения под ним, вы можете получить его и с этими планами. Это все, что вам нужно в одном месте.
Соберите этот фрезерный стол
12. Настольная пила Фрезерный забор
У вас есть настольная пила? Ну, если так, то вам повезло. Потому что после того, как вы прочитаете эти планы, вы узнаете, что вы уже на полпути к тому, чтобы иметь стол маршрутизатора.
Что делает эти планы такими удивительными, так это то, что они нашли способ создать забор для фрезерования и прикрепить его к настольной пиле. Таким образом, вы можете иметь две таблицы в одной.
Соберите этот стол-маршрутизатор
13. Дешевый и простой в хранении стол-маршрутизатор
У вас ограниченный бюджет? Не беспокойтесь, потому что я тоже. Вам тоже не хватает места для хранения? Ну разве мы не все?
Если вам нужен недорогой фрезерный стол, который не займет много места для хранения, возможно, вы нашли его в этом дизайне.
Соберите этот фрезерный стол
14. Самодельный фрезерный стол
Мне нравится этот фрезерный стол, и мне нравится статья, в которой рассказывается, как его собрать. Причина, по которой я люблю эту статью, заключается в том, что они не только рассказывают вам, как ее построить, но и дают вам готовый продукт. Это дает вам немного поддержки, когда вы беретесь за новый проект.
Но мне очень нравится дизайн проекта, потому что он очень простой. Не всем нужен экстравагантный фрезерный стол. Для тех, кто хочет что-то на основной стороне, это отличный вариант.
Соберите этот фрезерный стол
15. Классический фрезерный стол Country
Когда я впервые увидел этот фрезерный стол, он был таким красивым, что я не был уверен, что смотрю на фрезерный стол. Напоминает старый комод или умывальник, если не смотреть на самый верх.
Возможно, вы хотите что-то функциональное, но при этом красивое, тогда это может быть тот фрезерный стол, который вы искали. Помимо всего остального, что предлагает этот маршрутизаторный стол, он содержит массу места для хранения.
Создайте эту таблицу маршрутизации
16. Таблица маршрутизации и органайзер
Эта таблица маршрутизации — не просто старая обычная таблица маршрутизации. Если вы ищете что-то простое, то это, вероятно, не то.
Но если вы ищете фрезерный стол, который поможет организовать ваше плотницкое безумие, то этот стол может вам в этом помочь. Когда вы строите, у вас всегда есть масса мелких предметов, плавающих вокруг. Несколько выдвижных ящиков для поддержания порядка — отличный бонус.
Соберите этот фрезерный стол
17. Фрезерный стол для мусорных баков
Допустим, вы не разбираетесь в столярном деле. Это нормально. Скажу честно, если бы не мой муж, наша усадьба не выглядела бы так хорошо, как сейчас. Он плотник в семье.
Если у нас с вами есть что-то общее, то этот маршрутизатор может быть для вас. Вместо того, чтобы строить базу, вы можете просто использовать мусорное ведро. Это сокращает работу над проектом вдвое.
Построить эту таблицу маршрутизатора
18. Складной фрезерный стол
Я фанат этого фрезерного стола. Это не совсем стиль Мерфи, но он действительно уникален и отлично подходит для домов или складских помещений, в которых нет тонны места для хранения.
Этот фрезерный стол можно прикрепить к верстаку. Вы поднимаете его, когда используете, а затем просто складываете, когда он не используется. Напоминает старые обеденные подносы из телевизора. Это было удобно, как и этот маршрутизаторный стол.
Создайте эту таблицу маршрутизаторов
19. Таблица маршрутизаторов стоимостью 100 долларов США
Каждый доллар на счету? Я понимаю. Мы были там сделали это. Но не позволяйте своим финансам замедлять вас при создании полезных инструментов, которые помогут вам инвестировать в свой дом.
Если вам нужен фрезерный стол, но вы немного ограничены в деньгах, вот тот, который можно построить за 100 долларов. Он не предлагает тонну памяти. Но это простая сборка, и она, безусловно, выполнит свою работу.
Соберите этот фрезерный стол
20. Схемы фрезерного стола The Family Handy Man’s
Планы на этот стол просто великолепны. Мне нравится, что они предлагают несколько дополнительных функций, которых нет на некоторых других сайтах. Помимо предоставления вам планов очень функционального стола маршрутизатора, они также помогут вам выяснить другие аспекты сборки.
Они включают такие функции, как продолжительность сборки. В этом случае они говорят, что на сборку этого маршрутизаторного стола уйдут выходные. И это не возмутительно, но сайт дает оценку, что это может стоить до 500 долларов. Если это похоже на то, что вы ищете, то вы только что нашли это.
Создайте эту таблицу маршрутизатора
21.
Мусорный бак Таблица маршрутизатора Dremel
Я уже делился похожим. А вот это еще один действительно классный вариант фрезерного стола.
Опять же, если вы не хотите вкладывать время, деньги или навыки в изготовление фрезерного стола, то это отличный вариант для вас.
Создайте эту таблицу маршрутизаторов
22. 3 различных таблицы маршрутизаторов
Если вы не совсем уверены, что ищете в таблице маршрутизаторов, этот сайт может быть хорошим местом для начала. Они предлагают три очень разных дизайна, которые обязательно привлекут ваше внимание.
Итак, если вам нужен простой фрезерный стол, возможно, вы найдете дизайн, который искали. Если вы хотите что-то более сложное, вы найдете это тоже. Попробуй.
Соберите этот фрезерный стол
23. Настольный фрезерный стол
Это уникальная и действительно крутая идея. Если вы занятый плотник, возможно, вам не нужны кучи разных столов и инструментов вокруг вашей мастерской. Становится слишком тесно.
Решение состоит в том, чтобы сделать столешницу фрезера, которую можно скользить по рабочему столу. Таким образом, это не еще одно приспособление, занимающее драгоценное место.
Создайте эту таблицу маршрутизаторов
24. Идеальная таблица маршрутизаторов
Эта таблица маршрутизаторов — это все, что вам может понадобиться в таблице маршрутизаторов. Очевидно, что у него есть отличное рабочее пространство для любого проекта, в котором вы и ваш маршрутизатор можете участвовать вместе.
Но в нем также много места для хранения. Есть выдвижные ящики и два полноценных шкафа. Это было бы мечтой столяра.
Соберите этот фрезерный стол
25. Роликовый фрезерный стол
У вас завалялись старые катушки с проволокой? Если да, то для них есть масса применений. Включая сборку передвижного фрезерного стола из одного.
Если вы хотите переработать что-то для создания таблицы маршрутизатора, это отличный вариант. Не говоря уже о том, что он также кажется более миниатюрным, чем некоторые другие варианты.
Соберите этот фрезерный стол
26. Самодельный фрезерный стол
У вас есть новый фрезерный станок и вам нужен фрезерный стол для его установки? Как насчет того, чтобы построить свой собственный? С этими планами вы можете быстро создать свой собственный маршрутизаторный стол.
Они проведут вас по планам шаг за шагом с пояснениями и иллюстрациями. Более того, вы можете увидеть результаты других людей, которые также составили эту таблицу из этих планов внизу страницы. Звучит как достаточно мотивации, не так ли?
Создайте эту таблицу маршрутизаторов
27. Простая таблица маршрутизаторов
Эта таблица маршрутизаторов кажется очень простой и очень экономной. Если вы тот, кому нужно придерживаться ограниченного бюджета или придерживаться чего-то простого, чтобы построить, это может быть очень легко.
Помимо цены и простоты сборки, он еще и очень функционален. Мне нравится, как вы можете подключить несколько плагинов, имея при этом достаточно места для работы.
Создайте эту таблицу маршрутизатора
28. Router Table-Mate
Этот помощник по столу — отличная функция для вашего маршрутизатора. Он служит пылесборником, а также имеет хорошее рабочее пространство.
Но что еще лучше, так это то, что его можно построить примерно за 50 долларов. Это чрезвычайно разумная цена, и тот факт, что он очень функционален, делает его намного лучше.
Соберите этот фрезерный стол
29. Шкаф для фрезерного стола
Мы с мужем полные противоположности. Он грязный, когда они приходят, а я супер аккуратный человек. Но как-то это работает.
Если вы чувствуете, что вы очень организованный человек (или, может быть, вы хотели бы перейти и стать им), тогда вам нужен этот шкаф. Это, безусловно, может помочь вам держать все под рукой при использовании фрезерного стола.
Соберите этот фрезерный стол
30. Переносной фрезерный стол
Это очень аккуратный фрезерный стол. Во-первых, он портативный. Если вам нужно легко перемещать стол, то этот, очевидно, получает за это высокие оценки.
Но его строительство стоит менее 100 долларов. И сайт делает его создание очень простым. Они предлагают отличные инструкции и видео тоже.
Построить эту таблицу маршрутизаторов
31. Установленная таблица маршрутизаторов
Это еще одна таблица маршрутизаторов. Если вы опытный плотник, вам может понравиться этот сайт. Если вы все еще находитесь в категории новичков, вам может быть немного сложно ориентироваться.
В любом случае, это действительно здорово иметь стол маршрутизатора, который вы можете снять и использовать, когда захотите. А затем сложите его, когда вы этого не сделаете. Если вам это нравится, то вам понравится этот фрезерный стол.
Построить эту таблицу маршрутизатора
32.
Быстрый и простой фрезерный стол
Этот фрезерный стол действительно уникален. Он имеет регулируемую опцию, поэтому стол можно легко опустить или поднять в соответствии с вашим ростом.
Но этот стол также предлагает массу возможностей для организации. В нем есть шкафы и полки. Если вам нравятся эти функции, то это ваш фрезерный стол.
Соберите этот стол-маршрутизатор
33. Другой стол Ultimate-маршрутизатора
Этот стол-маршрутизатор выглядит очень красиво. Станет отличным дополнением к любому столярному цеху. В нем много рабочих мест.
Но в нем также много полок и шкафов. Еще одна дополнительная функция — это небольшое пространство сзади, предназначенное для организации небольших инструментов.
Соберите этот фрезерный стол
34. Фрезерный стол плотника
Этот фрезерный стол прекрасно дополнит вашу мастерскую. У него отличная рабочая поверхность и много места для хранения.
Но что делает его таким замечательным, так это то, что на него приятно смотреть. Он сделан из массива дерева и выглядит как настоящее произведение искусства.
Построить эту таблицу маршрутизаторов
35. Простые планы таблиц маршрутизаторов
Эта таблица маршрутизаторов очень проста. Он не предлагает никакого хранилища. По сути, это рабочее пространство, и все.
Но если вы не хотите иметь никаких дополнительных наворотов, то это рабочее пространство может вам подойти. Это хороший размер и должно быть легко использовать.
Создайте этот стол маршрутизатора
36. Планы стола маршрутизатора с хранилищем
Этот стол маршрутизатора выглядит очень красиво. Он кажется очень прочным, так как сделан из цельного дерева. Также у него хорошая рабочая поверхность.
Но позвольте мне рассказать вам о хранилище. Под рабочей поверхностью находится открытая полка для хранения. И тонны ящиков по обеим сторонам стола маршрутизатора. Хранение не должно быть проблемой с этой таблицей.
Соберите этот стол-маршрутизатор
37. Стол-маршрутизатор из восстановленного стола
У вас где-нибудь завалялся старый стол? Если это так, используйте его с пользой. Если вы плотник (или планируете приобрести эту черту), используйте то, что у вас есть. И тогда у вас не будет таких больших вложений.
Однако, несмотря на то, что капиталовложения могут быть небольшими, этот маршрутизаторный стол все еще может быть полностью функциональным. Не говоря уже о том, что у вас будет довольно много места для хранения, которое всегда пригодится.
Создайте эту таблицу маршрутизации
38. Почти бесплатная таблица маршрутизации
Если вы только что занялись деревообработкой, возможно, вы не захотите вкладывать сотни (или даже сто) долларов в создание таблицы маршрутизации.
И если вы один из таких людей, то это отличный вариант фрезерного стола. Они используют старые неиспользуемые предметы, такие как основание шкафа и дверца шкафа, чтобы создать очень полезный фрезерный стол. Почему бы не попробовать?
Соберите этот фрезерный стол
39. Основные планы фрезерного стола
Этот фрезерный стол имеет классический дизайн. Он почти напоминает старый настольный дизайн. Тем не менее, он очень функционален и имеет достаточное количество рабочего пространства.
Но самое лучшее в этих планах — детали. Существует список материалов и много информации, которая поможет вам во время сборки. Это все очень организовано и должно сделать задачу очень просто из-за этого.
Построить эту таблицу маршрутизатора
Ну вот, ребята. Я перечислил почти 40 различных дизайнов фрезерных столов. Надеемся, что эти планы помогут вам в реализации проекта.
Была ли эта статья полезной?
Да Нет
Как собрать фрезерный стол с хранилищем бит и сбором пыли — мастерская
Узнайте, как собрать потрясающий фрезерный стол, в комплекте со специальным корпусом с местом для хранения бит, чугунной столешницей, пылесборником и POWER FEEDER! Это простой проект «сделай сам», и он станет одним из наиболее часто используемых инструментов в вашем магазине!
Примечание: Все ссылки являются партнерскими ссылками Amazon. и 32 » Profence
🔹 Вставки для хранения битов с маршрутизатором
🔹 Пыли правой маршрутизатор.0003
🔹 Общее количество кастеров с блокировкой
🛥 Totalboat Halycon Clear
🛠 Инструменты, используемые на таблице маршрутизации:
♦ ️ ARROW PT18G.GLER
♦ ️ ARROW PT18G.GLER 0340
♦ ️ ARROW PT18G.GLER 0
♦ ️ ARROW PT18G.
♦️ Пистолет для горячего клея Arrow GT300
✴️ Параллельный зажим Pony Jorgensen
🔹 Шаблоны для фрезерования углов Rockler
Fe
Poweredmatic Poweredmatic
0003
маршрутизатор
Столовая пила
Kreg Foreman Pocket Hale Machin Дрель
Шлифовальный станок
Шлифовальный блок
Верстак Sjobergs
Шаг 1.
Определите, что вы будете включать в сборку таблицы маршрутизаторов
Если вы некоторое время следили за моими видео, то знаете, что я использую свой фрезерный стол почти в каждом мебельном проекте, над которым работаю здесь, в моем магазине. Я думаю, что фрезерный стол является одним из самых полезных инструментов в деревообрабатывающей мастерской, и его можно использовать для всего: от резки столярных изделий до добавления краевых профилей и изготовления собственных профилей.
В моей предыдущей таблице маршрутизаторов никогда не было надлежащего хранилища, и в ней был установлен довольно маломощный маршрутизатор, который начал барахлить, поэтому я почувствовал, что пришло время начать все заново с новым, супер мощный фрезерный стол со встроенными действительно классными функциями.
Вместо того, чтобы использовать стандартный набор ножек, который поставляется с большинством фрезерных столов, я решил просто собрать свой собственный шкаф для основания. Я подумал, что это упростит установку ящиков и дверей, а также позволит получить больше полезного пространства для хранения на той же площади.
Шаг 2: Разберите фанеру для шкафа под столом фрезера
До сих пор вы видели, как я разламывал несколько кусков фанеры из балтийской березы толщиной 3/4 дюйма, которую я использовал для изготовления шкафа, а следующим шагом было просверливание множества карманных отверстий, которые я использовал для столярных работ на этот кабинет.
Шаг 3: установка столярных изделий (карманные отверстия)
Здесь я использовал свой большой станок для отверстий в карманах, так как он настроен на фанеру толщиной 3/4 дюйма, но стандартное приспособление для отверстий в карманах работало бы так же хорошо, только немного медленнее.
Шаг 4. Сборка настольного корпуса маршрутизатора
После того, как я просверлил карманные отверстия, я смог собрать шкаф, начав с прикрепления боковых панелей к днищу. Я использовал центральную перегородку для разделения боковых панелей и скрепил все вместе, прежде чем вкручивать винты.
При использовании винтов с потайной головкой очень важно хорошо закреплять детали, так как в противном случае они будут иметь тенденцию смещать детали при закручивании винтов.
Затем я перевернул шкаф и повторил тот же процесс, чтобы добавить центральную перегородку, используя две вертикальные перегородки, чтобы задать положение этой центральной перегородки. Это не только способствовало сверхбыстрой сборке шкафа, но также гарантировало, что мой шкаф будет идеально собран, даже если некоторые из моих частей будут немного больше или меньше размера.
Я продолжил сборку, добавив вертикальные перегородки, которые создадут центральную зону для пылесборника Rockler, который обеспечит сбор пыли для этого фрезерного стола, а затем я мог закончить сборку корпуса двумя меньшими верхними частями.
Перед тем, как двигаться дальше, я проверил посадку на столешнице маршрутизатора, убедившись, что шкаф подходит к пылесборнику, а затем я мог добавить несколько носилок, чтобы завершить корпус.
Шаг 6. Соберите и соберите ящики для фрез и хранения
Затем я вырезал детали для ящиков, которые я сделал из фанеры балтийской березы толщиной ½ дюйма, на настольной пиле. Сначала я вырезал детали таким образом, чтобы они соответствовали заводским краям деталей, но я обязательно обрезал этот заводской край на последних разрезах, чтобы у меня остались очень чистые края на деталях.
Чтобы собрать ящики, я сначала добавил полоску клея по периметру дна ящика, которое я также вырезал из фанеры толщиной ½ дюйма, чтобы ящик был красивым и прочным, а затем я соединил боковые стороны вместе с помощью Arrow PT18G. Брэд Нейлер.
Я ориентировался на дно ящика при сборке боковин ящика, и, если они выровнены, коробка ящика будет квадратной.
Наконец, я перевернул ящик и добавил больше гвоздей, чтобы удерживать нижнюю панель на месте, пока клей высыхает.
Прежде чем клей успел схватиться, я применил трюк с соломинкой, чтобы убрать все выдавливания из внутренних углов ящика, пропустив соломинку по этому внутреннему углу.
Последним шагом в сборке ящика для ящика было усиление углов несколькими шурупами, так как я не добавлял туда клей и использовал саморезы 1 ½ дюйма, которые стали моими любимыми при работе с фанерой.
На этом ящик для ящиков был готов, и я думаю, что это самый быстрый и простой способ сборки ящиков, который я знаю, и это мой выбор для проектов в магазине.
Затем я мог поработать над вертикальными выдвижными элементами, которые будут располагаться слева и справа от пылесборника, и я начал с выдвижного ящика для хранения фрез. №
Сначала я соединил два слоя выдвижной части малярным скотчем, а затем отметил места для отверстий для этих вставок для хранения фрез.
Эти вставки позволяют хранить фрезы с хвостовиком ¼ или ½ дюйма, и они легко входят в отверстие диаметром ⅝ дюйма.
Я просверлил отверстия с помощью сверла Форстнера на сверлильном станке, и, черт возьми, мне нужно придумать какое-нибудь решение для сбора пыли для сверлильного станка, которое позволит мне освободить обе руки.
Так или иначе, просверлив отверстия, я смог собрать первый выдвижной ящик, и я решил использовать обрезки ящиков и просто использовал две полоски фанеры на каждом конце выдвижного ящика.
В итоге получился достаточно прочным, и сборка была очень простой с использованием клея и гвоздей. Я также использовал небольшую прокладку, чтобы обеспечить равномерное расстояние на обоих концах слайда.
Наконец, я добавил по одному шурупу на каждое соединение, просто для большего усиления.
Второй выдвижной ящик был собран почти таким же образом, за исключением того, что я решил сделать его больше похожим на выдвижной лоток для хранения таких вещей, как гаечные ключи и другие часто используемые аксессуары.
Чтобы эти аксессуары не падали с лотков, я вырезал несколько полосок фанеры толщиной 1/4 дюйма, а затем прикрепил их на место с помощью гвоздезабивного пистолета Arrow PT23G. Штифтовые гвозди были действительно идеальными для такого рода приложений, так как они обеспечивали достаточную удерживающую способность, удерживая стороны на месте, пока несколько мазков клея CA, которые я добавил, высыхали.
Затем я мог установить направляющие ящиков в шкаф, и я использовал тот же метод распорки, который я использовал недавно, чтобы помочь с этим. Это выдвижные направляющие, которые мне очень нравится использовать в проектах магазинов, чтобы я мог получить доступ ко всему в ящике, и я думаю, что эти черные направляющие выглядят особенно красиво.
Я установил ящики, используя дополнительные прокладки, используя куски фанеры толщиной ¼ дюйма под нижним ящиком. Я частично выдвинул ящик, добавил несколько винтов, а затем, наконец, полностью снял ящик, чтобы добавить последний винт в задней части ящика.
При этом нижний ящик был вставлен, и я просто повторил тот же процесс, используя ту же прокладку, чтобы установить верхний ящик.
Вертикальные направляющие немного отличались, так как направляющие крепятся к верху и низу направляющей, но процесс установки самих направляющих практически не изменился.
Сначала я просто установил выдвижные элементы, когда корпус находился на боку, и они отлично работали, даже когда их перевернули обратно в вертикальное положение.
Вы можете видеть, как здесь работала выдвижная направляющая для хранения фрез, и я думаю, что это расстояние сработало идеально, даже для самой большой фрезы, которая у меня есть.
Шаг 7: Шлифование деталей корпуса стола фрезерного станка и обламываемых кромок
Прежде чем добавить фасады ящиков, я пошел дальше и отшлифовал все ящики, сломав все острые края. Меньше всего мне хочется зацепиться костяшками пальцев за острый край, когда я достаю что-то из этих ящиков.
Я повторил тот же процесс со шкафом, отшлифовав все края и сломав все острые края.
Я также добавил фаску ко всем фасадам ящиков и дверцам, а также добавил толстую фаску к нижнему краю ящиков, что придает им более законченный вид.
Кроме того, если вам интересно, что я сделал со своим старым фрезерным столом, который вы можете видеть на этом снимке, поскольку он определенно все еще пригоден для использования, я фактически пожертвовал его благотворительной организации по деревообработке, так что этот фрезерный стол действительно ушел хороший дом.
Шаг 8: Установка фасадов ящиков
В любом случае, когда сняты фаски, я могу приступить к установке фасадов ящиков. Я использовал трюк с игральными картами, чтобы получить равномерное расстояние по краям фасадов ящиков, и, как только они были равномерно распределены, я использовал свой пистолет для горячего клея Arrow, чтобы временно закрепить фасады ящиков на месте.
Наконец, я просверлил отверстия с потайной головкой и добавил шурупы изнутри ящиков, чтобы навсегда удерживать передние части ящиков на месте.
Я повторил процесс для остальных ящиков, а затем я смог установить дверь, закрывающую место с пылесборником. Я использовал европейские петли, которые я большой поклонник, и использовал приспособление для сверления отверстий, что делает процесс очень простым.
Когда я пошел устанавливать дверь, я понял, что у меня была только одна врезная петля, которая осталась от предыдущего проекта, но у меня также завалялось несколько комплектов полных накладных петель.
После проб и ошибок и консультации с моим приятелем Майком Фаррингтоном, мастером по изготовлению шкафов, я понял, что можно использовать полностью накладную петлю в качестве вставной петли, просто добавив прокладку ¾ дюйма между петлей и внутренней поверхностью шкафа. . Это довольно классный совет, и его, безусловно, полезно знать для будущих проектов, если у меня под рукой окажется неправильный тип шарнира.
Шаг 9. Установите приспособление для открывания ящика
Вы, наверное, заметили, что до этого момента я не показывал ни одного ящика или дверцы, и это потому, что я решил использовать эти насадки Blum Tip-On, которые представляют собой небольшие аппаратные средства, открываемые нажатием. Оглядываясь назад, я бы просто купил направляющие для выдвижных ящиков, открываемые нажатием, и использовал их только на двери, поскольку они работают только с самозакрывающимися петлями и направляющими, но я решил, что все равно покажу процесс их установки.
Сначала я сделал небольшой шаблон для сверления на основе инструкций Blum из обрезков фанеры, а затем с помощью самоцентрирующегося сверла в тандеме с шаблоном просверлил монтажные отверстия внутри шкафа. . №
Для монтажа устройств Tip-On я сначала установил пластиковую монтажную пластину внутри корпуса, а затем защелкнул на пластине механизм открывания нажатием. Этот блок Tip-On имеет некоторую встроенную регулировку, и, ввинчивая или выкручивая плунжер, окончательное положение двери или ящика регулируется внутрь или наружу.
К сожалению, мой кондуктор был немного не в порядке, поэтому мне нужно было его переделать, но, как только я это сделал, блоки действительно легко монтировались и настраивались.
Как видите, после того, как она установлена правильно, вы просто нажимаете на дверь, и устройство Tip-On толкает дверь примерно на полтора дюйма, предоставляя вам достаточно места, чтобы открыть дверь.
Как я уже говорил, это отлично сработало на двери, но с ящиками и выдвижными ящиками было гораздо сложнее, так как мне нужно было использовать два блока Tip-On на ящик, чтобы обеспечить достаточное усилие, чтобы выдвинуть ящик. открытым.
Мне также пришлось вырезать область сбоку ящиков, чтобы обеспечить зазор для модулей Tip-On, так как у меня не было подходящего места для установки модулей, которые освобождали бы ящики.
В конце концов, после многих проб и ошибок, я заставил их все работать, но, опять же, в будущем я бы просто использовал слайды, открываемые нажатием.
Шаг 10. Установка роликов на основание стола фрезера
Затем, поскольку шкаф стал чертовски тяжелым, я решил установить ролики Rockler Total Lock, которые блокируют не только само колесо, но и вращающийся механизм, создавая сверхнадежную основу.
Шаг 11. Установите чугунный фрезерный стол на основание
Когда корпус почти готов, пришло время установить его на чугунную столешницу фрезерного станка. В верхней части уже были резьбовые отверстия для установки основания, поэтому я отметил совпадающие места в верхней части шкафа, а затем просверлил небольшое установочное отверстие, чтобы перенести местоположение внутрь шкафа.
Сначала я просверлил большое углубленное отверстие, чтобы можно было использовать большую шайбу для распределения удерживающей силы монтажных болтов, а затем я просверлил сквозное отверстие немного большего размера для самих монтажных болтов.
Просверлив четыре отверстия для крепежных болтов, я убедился, что все хорошо сойдется, установив основание сверху, и, к счастью, все совпало идеально.
Последнее, что нужно сделать перед тем, как прикрепить верхнюю часть к основанию, — это вырезать зазор для монтажных крыльев пылесборника, которые позволяют установить пылесборник на нижней стороне чугунной крышки.
Я отметил эти места при пробной установке болтов и продлил линии с помощью комбинированного угольника, что дало мне дополнительное пространство для маневра.
Поскольку эти области не обязательно должны быть идеальными и никогда не будут видны, я просто фрезеровал их от руки, а также перед фрезерованием обязательно удалил потайные винты из этих областей.
После фрезеровки я добавил винты к внутренней стенке шкафа, а не через карманные отверстия, так как они мешали бы.
Шаг 12.
Установите пылесборник на нижнюю сторону стола фрезера
Я прикрепил пылесборник к нижней части столешницы с помощью прилагаемых болтов, а затем наконец-то смог добавить шкаф к нижней части столешницы. Или я так думал…
К сожалению, я не учёл эти крепежные болты при вырезании зазоров, поэтому мне пришлось повторить процесс за кадром и проложить эти участки немного глубже, прежде чем, наконец, поднять шкаф на место для окончательного монтажа. время и добавление монтажных болтов.
После того, как все было установлено на столе маршрутизатора, я решил пойти дальше и добавить заднюю панель, которая действительно помогает шкафу сопротивляться нагрузкам с течением времени.
Раньше я не добавлял эту панель, так как хотел получить доступ с обеих сторон стола фрезера во время установки, но после всего этого я вырезал заднюю панель на ленточной пиле, добавил клей на задние края шкафа и приколол панель еще одним гвоздем.
Наконец, с помощью моего приятеля Эдди я перевернул фрезерный стол, и мы смогли полюбоваться этой великолепной чугунной столешницей Rockler.
После очистки сальниковой смазки добавил немного Boeshield T9чтобы предотвратить ржавчину верхней части, а затем я мог бы установить подъемник маршрутизатора.
Шаг 13. Установка подъемника маршрутизатора, маршрутизатора и ограждения
Во-первых, я добавил установочные винты для выравнивания с нижней стороны верхней части и установил их все примерно на одинаковую высоту перед тем, как опустить подъемник маршрутизатора. Я продолжал регулировать установочные винты до тех пор, пока подъемник не стал идеально заподлицо со столешницей, и, как только они были отрегулированы, я зафиксировал их на месте стопорной гайкой и опустил подъемник на столешницу, чтобы полюбоваться своей работой.
Тем не менее, лифт не продержался долго, потому что мне, конечно, нужно было установить маршрутизатор, и я выбрал этот чудовищный маршрутизатор Porter Cable, который представляет собой серьезное обновление моего предыдущего маршрутизатора. Этот Rockler Pro Lift также принимает этот блок Porter Cable без дополнительных адаптеров, поэтому было очень легко просто вставить его и закрепить.
С включенным маршрутизатором я мог бы переустановить лифт и попробовать его, и эта штука отлично работает. Пластины можно легко снимать и устанавливать без специального инструмента, а регулировка высоты очень плавная с помощью кривошипа.
Затем я добавил забор к столу, который прикреплялся через встроенную направляющую в верхней части, а затем я мог присоединить 2 ½-дюймовый шланг между пылесборником и забором. Мне очень нравится эта система Dust Bucket, так как вы можете просто подсоединить один 4-дюймовый шланг, и он автоматически разделит воздушный поток между ограждением и внутренней частью Dust Bucket.
Шаг 14: Покрытие Halcyon Clear
Прежде чем зайти слишком далеко, я решил пойти дальше и нанести прозрачный слой на корпус стола маршрутизатора, чтобы он выглядел красиво, и я выбрал то, что становится одним из моих любимых прозрачных покрытий, TotalBoat’s Halcyon Clear.
Halycon Clear очень легко наносится, и я распыляла и наносила его с отличными результатами. Он также очень быстро сохнет и очень прочен. Я использовал его на столешнице мясного блока, которую построил для своего домашнего бара, и после года службы на ней не было никаких признаков износа.
После высыхания отделки я переустановил ящики и дверцу, а затем начал готовить фрезерный стол к первому использованию.
Шаг 15. Окончательные сведения о таблице маршрутизатора и первом тесте
Во-первых, я установил подрулевой переключатель с большим аварийным стопором, который делает включение и выключение маршрутизатора очень простым. Я также немного проложил кабели, чтобы все выглядело аккуратно, пока я этим занимался.
Я также пошел вперед и загрузил выдвижной лоток с ручкой регулировки высоты и цанговыми ключами, а затем я смог немного установить и попробовать этот фрезерный стол!
Заменить фрезы очень легко благодаря комбинации этого фрезерного подъемника и этих изогнутых ключей, и я решил начать с одной из моих самых часто используемых фрез, моей всегда надежной фрезы.
Я совместил ограждение с подшипником на долоте с помощью комбинированного угольника, отрегулировал отверстие так, чтобы оно обеспечивало наиболее сфокусированный воздушный поток для сбора пыли вокруг долота, а затем провел по нему тестовую доску. У меня не было пыли, а рез был очень чистым, этот фрезерный стол определенно станет для меня огромным обновлением.
Затем я переключился на большую спиральную насадку для обрезки заподлицо, чтобы сделать некоторую обрезку заподлицо, и я проверил эти классные шаблоны радиуса угла здесь. Поначалу сбор пыли был не таким хорошим, но это потому, что забор был слишком далеко от долота, но как только я это исправил, сбор пыли был на высоте.
В конце концов, я добавил большой закругленный бит и провел его на том же тестовом образце, что позволило мне опробовать функцию микрорегулировки высоты на подъемнике фрезера, что сделало настройку высоты закругления очень простой.
Первый проход был слишком высоким, как вы можете видеть по оставшимся нечетким битам, поэтому я немного опустил бит и получил идеальное округление.
Шаг 16: Принадлежности — устройство автоматической подачи
На этом этот стол маршрутизатора был действительно закончен, но у меня был еще один аксессуар, который прибыл как раз в тот момент, когда я заканчивал эту сборку, и мне нужно было его установить.
К сожалению, это потребовало немного пугающей задачи по сверлению и нарезанию четырех отверстий в моей новой блестящей столешнице фрезерного станка, но, к счастью, все прошло очень гладко, метчики не сломались, и я смог установить новый аксессуар.
Это механический питатель для тех из вас, кто может быть не знаком с этим инструментом, и он делает именно то, что следует из названия, он подает материал с силой, в данном случае с небольшим мотором.
Это один из тех аксессуаров, которые я никогда даже не рассматривал, но когда я понял, что могу получить довольно недорогой, довольно маленький фидер для своего магазина, я решил пойти на это.
Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
СОДЕРЖАНИЕ
Что такое сварочный выпрямитель
Устройство и принцип работы сварочного выпрямителя
Использование сварочных выпрямителей
Основные типы сварочных выпрямителей
Преимущества и недостатки
Основные неисправности и обслуживание сварочных аппаратов
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
регуляторов частотности и силы тока;
накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
тугоплавких вольфрамовых электродов;
легкоплавных угольных расходников;
насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
регулировка осуществляется посредством изменений в работе трансформатора;
модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Читайте также: Типы электродов для ручной дуговой сварки
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
для дуги характерна стабильность горения;
равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
исключить потерю мощности полностью не удалось;
аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
ресурс полупроводников исчерпан. Требуется перепайка схемы.
Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
проверить исправность конденсатора и полупроводников;
измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
убедиться в целостности проводки дросселя.
Во время работы преобразователь неожиданно отключается. Такое может иметь место:
в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
ручку регулятора;
установленный на первичную обмотку предохранитель;
надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Что такое сварочный выпрямитель. Устройство, принцип работы, виды
Оцените, пожалуйста, статью
12345
Всего оценок: 7, Средняя: 3
Сварочный выпрямитель что это такое
Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
СОДЕРЖАНИЕ
Что такое сварочный выпрямитель
Устройство и принцип работы сварочного выпрямителя
Использование сварочных выпрямителей
Основные типы сварочных выпрямителей
Преимущества и недостатки
Основные неисправности и обслуживание сварочных аппаратов
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
регуляторов частотности и силы тока;
накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
тугоплавких вольфрамовых электродов;
легкоплавных угольных расходников;
насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
регулировка осуществляется посредством изменений в работе трансформатора;
модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Читайте также: Типы электродов для ручной дуговой сварки
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
для дуги характерна стабильность горения;
равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
исключить потерю мощности полностью не удалось;
аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
ресурс полупроводников исчерпан. Требуется перепайка схемы.
Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
проверить исправность конденсатора и полупроводников;
измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
убедиться в целостности проводки дросселя.
Во время работы преобразователь неожиданно отключается. Такое может иметь место:
в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
ручку регулятора;
установленный на первичную обмотку предохранитель;
надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Что такое сварочный выпрямитель. Устройство, принцип работы, виды
Оцените, пожалуйста, статью
12345
Всего оценок: 7, Средняя: 3
индуктор — Выбор выпрямителей для сварочного аппарата
Задавать вопрос
спросил
Изменено 4 года, 11 месяцев назад
Просмотрено 3к раз
\$\начало группы\$
У меня есть сварочный аппарат с номинальной мощностью 230 ампер на выходе переменного тока. Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
Я намерен установить мостовой выпрямитель, чтобы использовать полную мощность 230 А при сварке постоянным током. Частота переменного тока 60 Гц от сети. Так что время переключения вряд ли будет проблемой. Хотя сварочный аппарат рассчитан на 230 ампер, пиковый выходной ток может быть намного выше. Ближе к 300 ампер. Напряжение, указанное на передней панели устройства, составляет 38 В переменного тока без нагрузки.
Дополнительным конструктивным ограничением является то, что на выходе имеется катушка индуктивности, включенная последовательно с ним. Это делается для того, чтобы на заготовку подавался более плавный ток. Это может вызвать сильный скачок напряжения при остановке сварки.
Другое ограничение заключается в том, что я хочу добавить высокочастотный источник тока высокого напряжения параллельно сварочным проводам. Я намереваюсь использовать шунтирующий конденсатор, чтобы попытаться не допустить, чтобы выпрямители видели это, но они все равно могли видеть часть напряжения.
Как выбрать выпрямители для этого устройства? Какой запас прочности я должен выбрать в номинальном пиковом токе выпрямителя? Дешевле вообще найти интегральный блок (4 диода в упаковке) или надо покупать четыре независимых диода.
имитация этой цепи – Схема создана с помощью CircuitLab
V1 – ток сети
D1-D4 — это диоды, которые мне нужно добавить
L1 — токоограничивающая катушка индуктивности на первичной стороне
L2 дроссель сглаживания тока на выходе
V2 — высоковольтный ВЧ источник питания. Это известно как «запуск дуги»
.
R1 представляет собой сварочные провода и заготовку. Фактический импеданс равен сумме проводов, зажимов и дуги.
дроссель
высокочастотный
мост-выпрямитель
\$\конечная группа\$
3
\$\начало группы\$
Вы можете установить так называемый «обратноходовой диод» или «демпфирующий диод» параллельно L2 для предотвращения всплесков обратной ЭДС. Стартер высоковольтной дуги следует подключать через трансформатор, включенный последовательно со сварочными проводами, а не параллельно. Шунтирующий конденсатор не поможет, независимо от того, где вы хотите его установить — он будет иметь бесконечный импеданс для постоянного тока, поэтому вы не сможете включить его последовательно с L2, и он создаст крошечный импеданс (и, следовательно, не будет никакого эффекта), если вы поместите его последовательно с вашим источником HF. Взгляните на эту ссылку для некоторых разъяснений. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Сварочный выпрямитель RS 400 — Electrex
Сварочный выпрямитель RS 400
Сварочный выпрямитель RS 400
Выпрямитель с трехфазным питанием для сварки MMA и LIFTIG на постоянном токе с трехфазной переменной индуктивностью. Оптимизирован для всех типов электродов (рутиловых, основных, нержавеющих, алюминиевых и твердосплавных). Версия BIVOLTAGE с инвертором напряжения для трехфазного питания 230 В или 400 В.
Описание
Детали
загрузок
Выпрямитель с трехфазным питанием для сварки MMA и LIFTIG на постоянном токе с трехфазной переменной индуктивностью.

 60 грн
60 грн 0-13.0мм INTERTOOL ST-1221
0-13.0мм INTERTOOL ST-1221 Это устройство позволяет зажать любую оснастку с цилиндрическим хвостовиком: абразивный камень, миксер для смесей, шарошку по дереву или зенкер по металлу. Он передает вращательное действие от вала редуктора и должен позволять пользователю быстро менять насадки и не давать их штоку прокручиваться внутри себя при выполнении технологических операций даже при максимальном давлении на привод.
Это устройство позволяет зажать любую оснастку с цилиндрическим хвостовиком: абразивный камень, миксер для смесей, шарошку по дереву или зенкер по металлу. Он передает вращательное действие от вала редуктора и должен позволять пользователю быстро менять насадки и не давать их штоку прокручиваться внутри себя при выполнении технологических операций даже при максимальном давлении на привод.


 Вначале зажимают заднюю муфту, расположенную ближе к корпусу. Другой рукой вращают переднюю муфту, увеличивая или уменьшая посадочный диаметр между кулачками.
Вначале зажимают заднюю муфту, расположенную ближе к корпусу. Другой рукой вращают переднюю муфту, увеличивая или уменьшая посадочный диаметр между кулачками.

 Потеряйте ключ, и вам не повезет, пока вы не найдете другой.
Потеряйте ключ, и вам не повезет, пока вы не найдете другой.
 Вы также найдете их на более старых продуктах, изготовленных до появления храпового патрона.
Вы также найдете их на более старых продуктах, изготовленных до появления храпового патрона.
 производительность
производительность

 обозначение Т — для тракторов изготавливаются по ГОСТу 5420
обозначение Т — для тракторов изготавливаются по ГОСТу 5420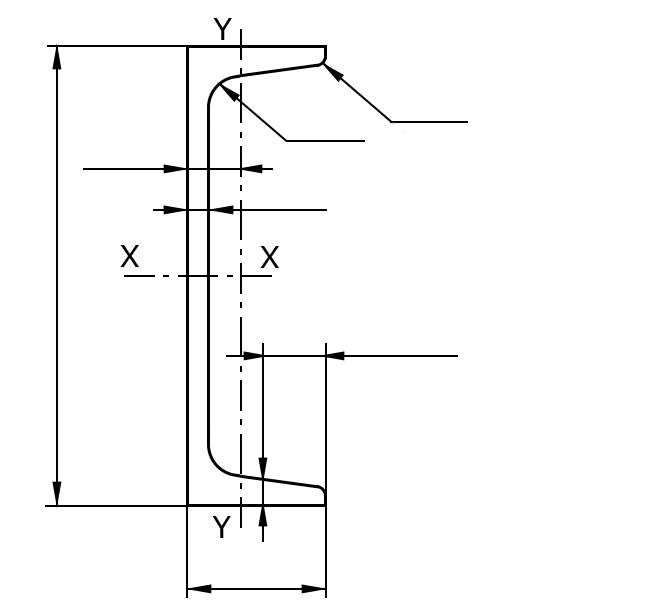 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″> 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″> 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″>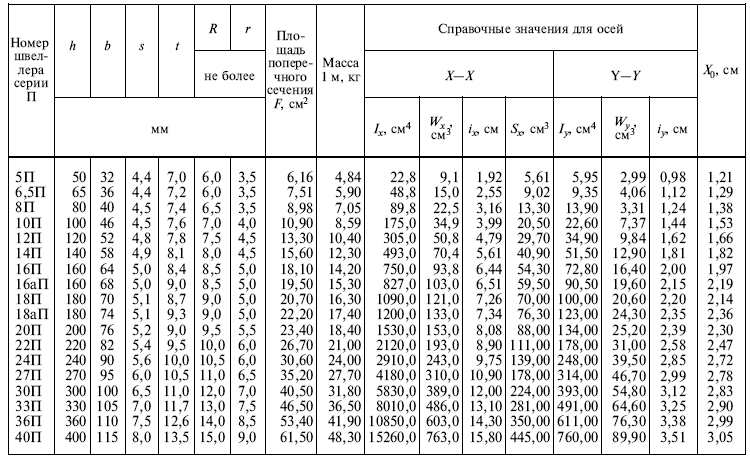 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″>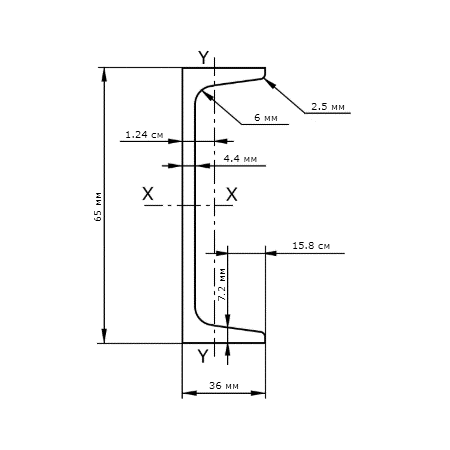 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″> 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″> 5 П» data-mark=»Ст3″ data-len=»6000″>
5 П» data-mark=»Ст3″ data-len=»6000″>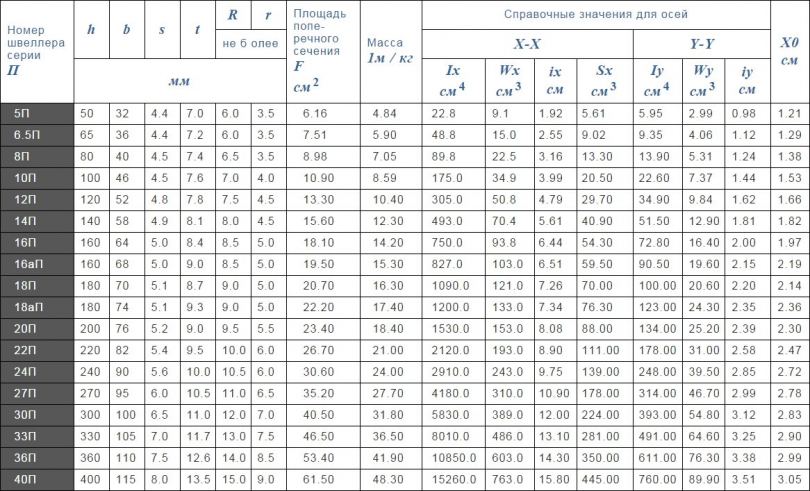 (сталь * распиловка)
(сталь * распиловка)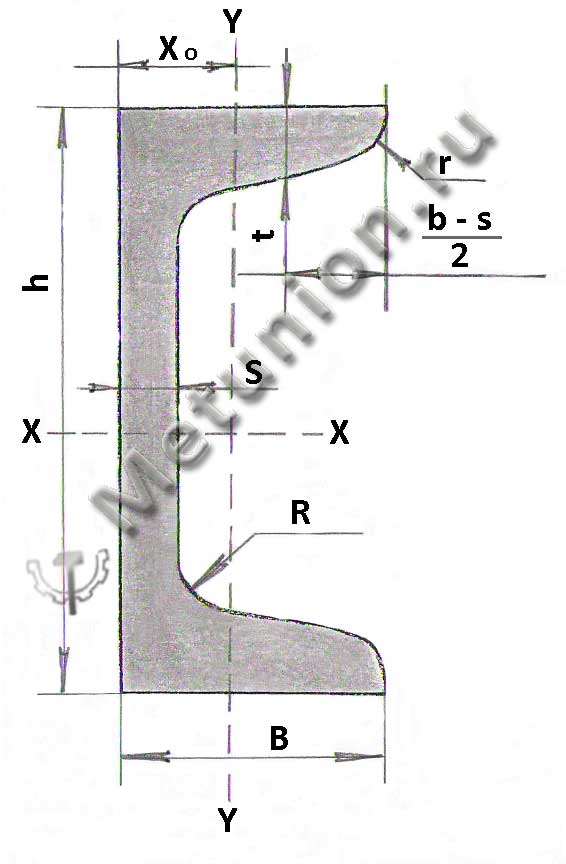
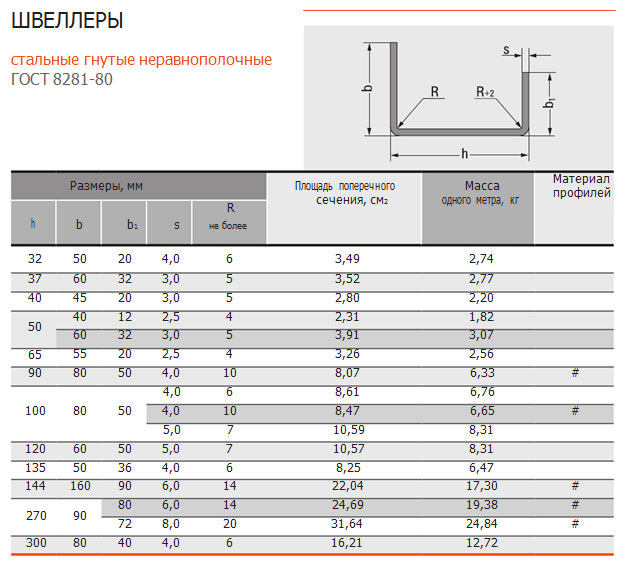
 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>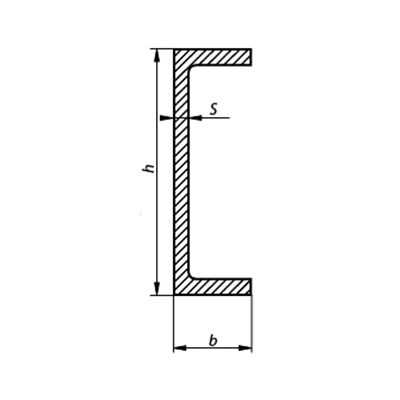 org/PropertyValue»>
org/PropertyValue»>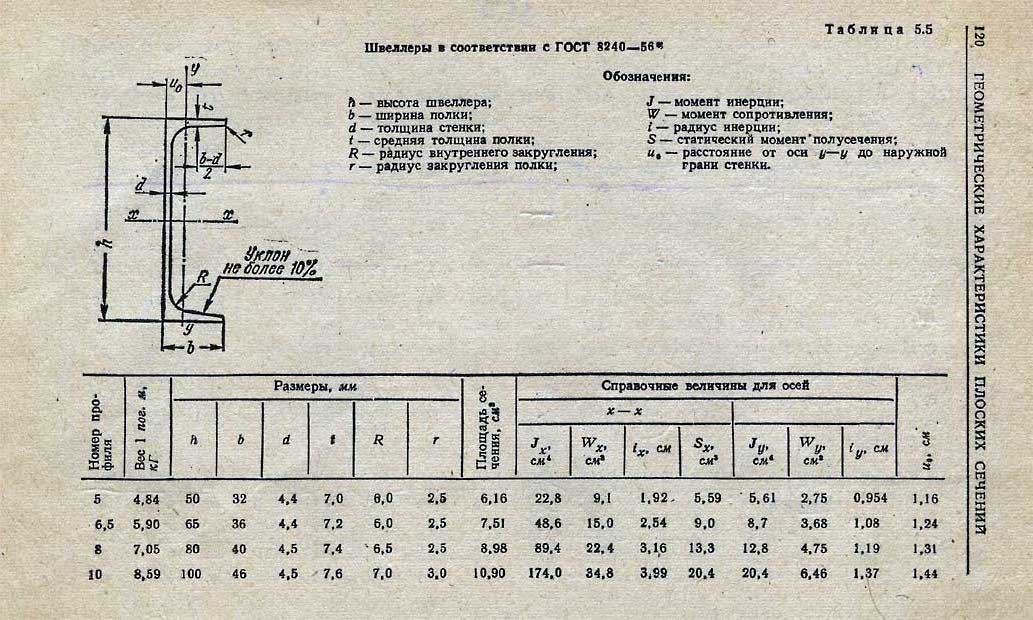 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>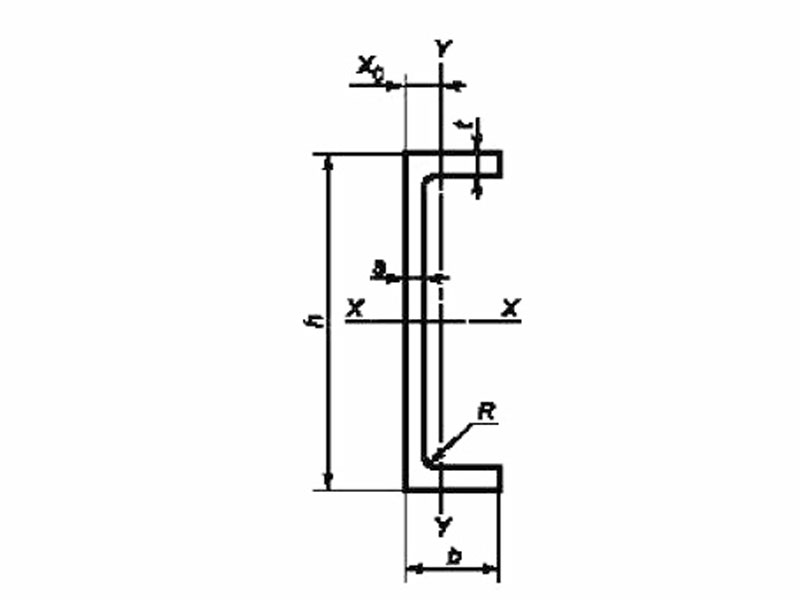 org/PropertyValue»>
org/PropertyValue»>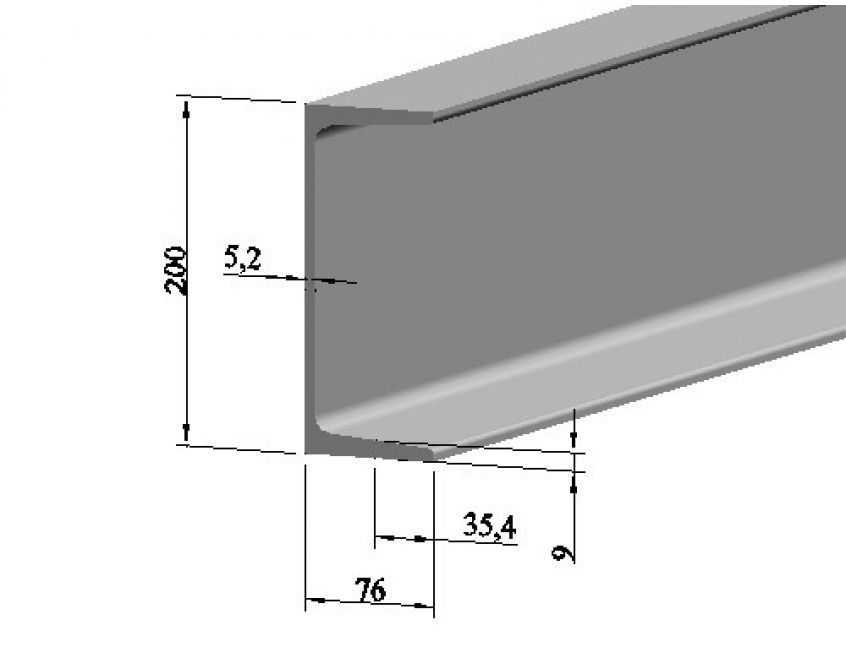
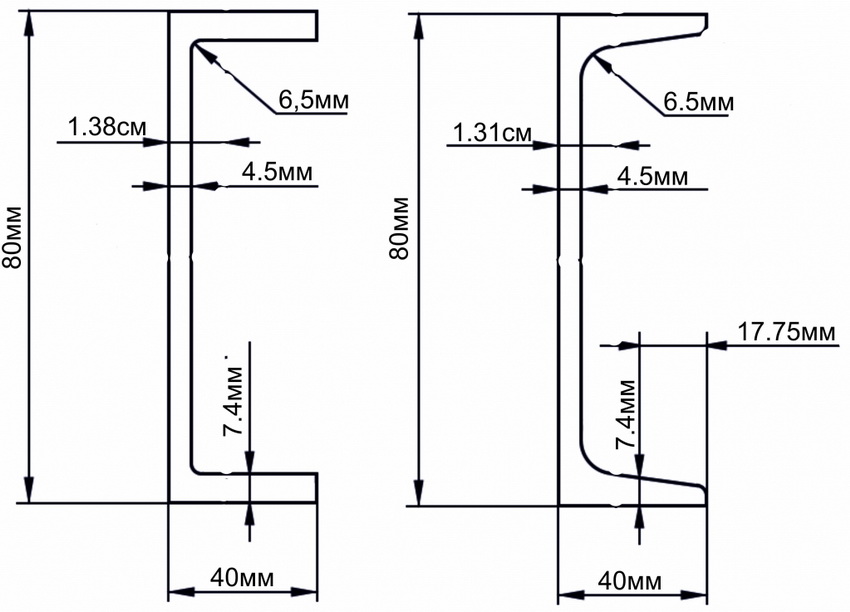 org/PropertyValue»>
org/PropertyValue»> посмотреть всю таблицу
посмотреть всю таблицу  Вес
Вес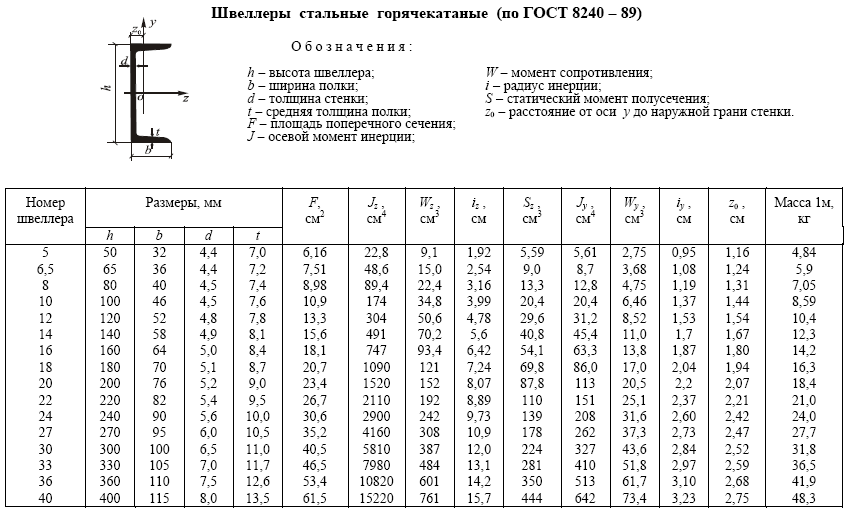 25
25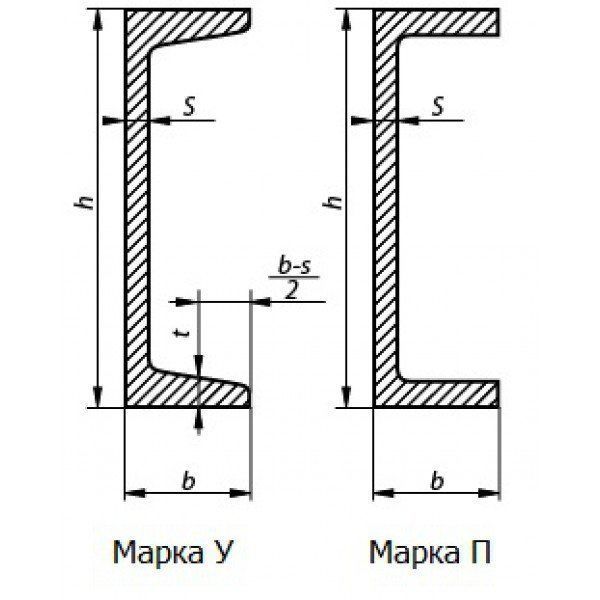 00
00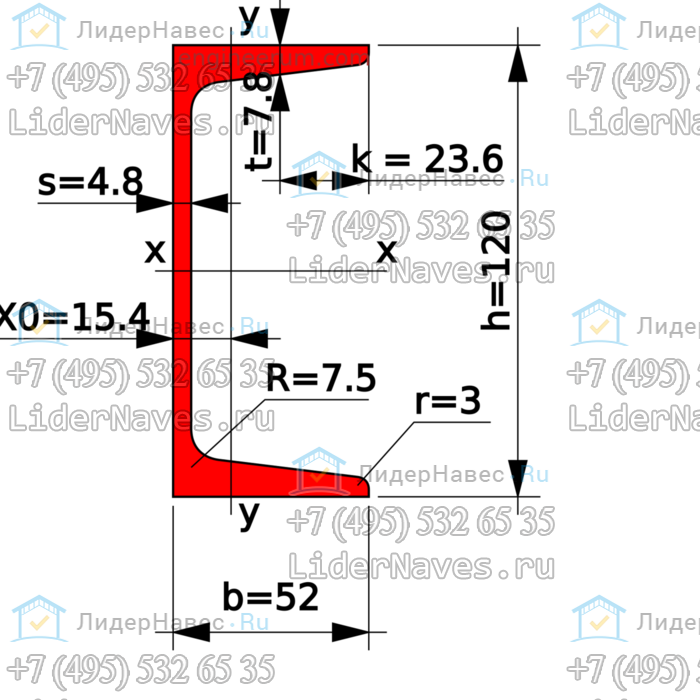 25
25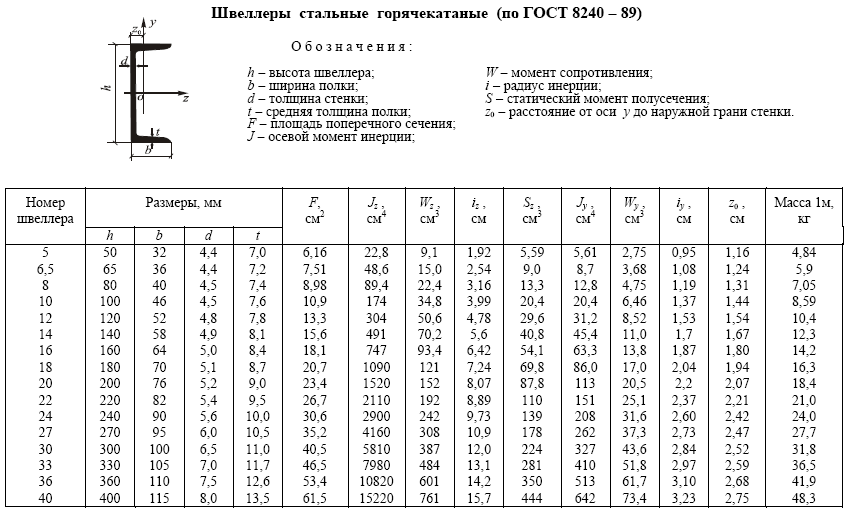 25
25 00
00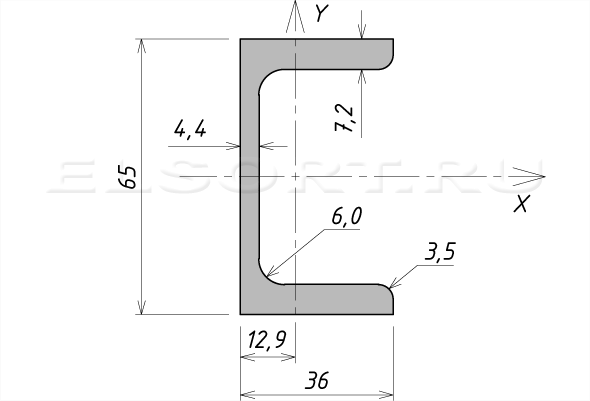 Вес
Вес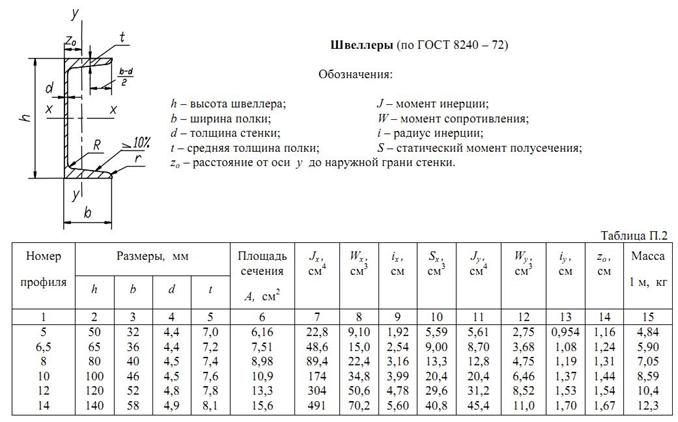 25
25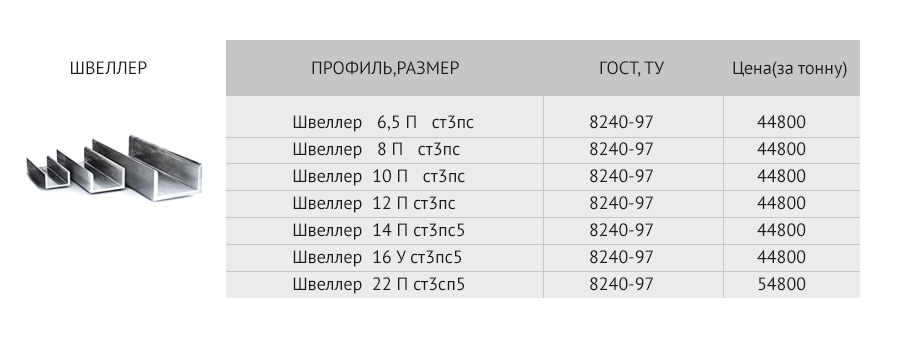


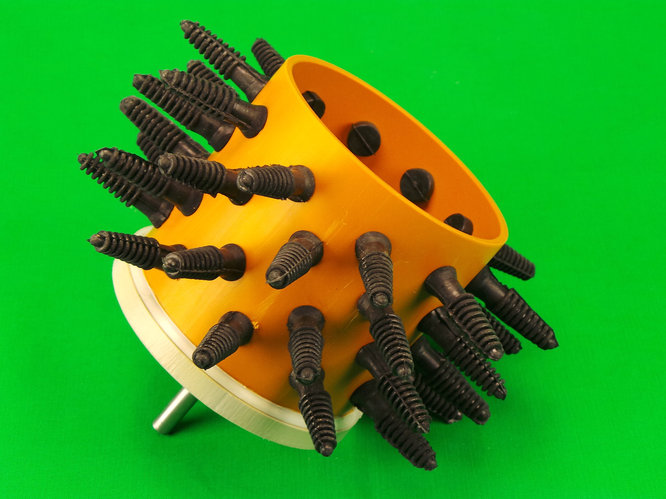 Ее легко установить на бытовую дрель или шуруповерт.
Ее легко установить на бытовую дрель или шуруповерт.  Принимая во внимание тот факт, что ощипывание тушки курицы вручную занимает примерно полчаса, фермеры решили найти более действенный метод обработки за короткий промежуток времени. Насадка для ощипа птицы помогает в множество раз уменьшит процесс ощипывания тушки с 30 минут до 3. С виду устройство похоже на ершик для мытья посуды,только вместо щетины в нем присутствуют надежные каучуковые пальцы. Данную насадку можно легко одевать на дрель, перфоратор, шуруповерт. При ее вращении пальцы вырывают из птицы перья.
Принимая во внимание тот факт, что ощипывание тушки курицы вручную занимает примерно полчаса, фермеры решили найти более действенный метод обработки за короткий промежуток времени. Насадка для ощипа птицы помогает в множество раз уменьшит процесс ощипывания тушки с 30 минут до 3. С виду устройство похоже на ершик для мытья посуды,только вместо щетины в нем присутствуют надежные каучуковые пальцы. Данную насадку можно легко одевать на дрель, перфоратор, шуруповерт. При ее вращении пальцы вырывают из птицы перья.
 items[2] = {isHover: false, isSelected: False.ToString().ToLower()}» data-ng-class=»{‘rating-item-selected’: 2 <= rating.current — 1, ‘rating-item-hover’: rating.items[2].isHover}»/>
items[2] = {isHover: false, isSelected: False.ToString().ToLower()}» data-ng-class=»{‘rating-item-selected’: 2 <= rating.current — 1, ‘rating-item-hover’: rating.items[2].isHover}»/>
 У вашей ощипанной утки не останется ни пуха, ни глазных перьев; ваша птица готова в духовке! Наши изготовленные на заказ пальцы обладают уникальной мягкостью и эффективны при ощипывании. Все компоненты устройства для ощипывания птиц продаются отдельно, чтобы помочь вам собрать собственное устройство для ощипывания птиц.
У вашей ощипанной утки не останется ни пуха, ни глазных перьев; ваша птица готова в духовке! Наши изготовленные на заказ пальцы обладают уникальной мягкостью и эффективны при ощипывании. Все компоненты устройства для ощипывания птиц продаются отдельно, чтобы помочь вам собрать собственное устройство для ощипывания птиц. Закрытый двигатель не содержит масла и должен служить в течение всей жизни или даже больше для домашнего использования. Вал и муфта из нержавеющей стали FowlPlucer фрезерованы на станке с ЧПУ, что снижает вибрацию и шум. К каждому выщипывателю прилагаются два крепежных болта с контргайками. На каждом основании установлены четыре антивибрационные ножки. Ключом к полному удалению пера является мощность и крутящий момент. Наши выщипывающие пальцы уникальны и являются самыми эффективными из всех, что вы найдете. Многие щипцы шумные и грязные. Наши пальцы изготовлены из пищевой резины и не повредят кожу птицы при любом давлении. Кожух изготовлен методом ротационного формования из ПЭ (полиэтиленового пластика) и является прочным. Его конструкция обеспечивает идеальный поток перьев в пылесос. Через несколько минут у вас будет готовая красивая птичка в духовке!
Закрытый двигатель не содержит масла и должен служить в течение всей жизни или даже больше для домашнего использования. Вал и муфта из нержавеющей стали FowlPlucer фрезерованы на станке с ЧПУ, что снижает вибрацию и шум. К каждому выщипывателю прилагаются два крепежных болта с контргайками. На каждом основании установлены четыре антивибрационные ножки. Ключом к полному удалению пера является мощность и крутящий момент. Наши выщипывающие пальцы уникальны и являются самыми эффективными из всех, что вы найдете. Многие щипцы шумные и грязные. Наши пальцы изготовлены из пищевой резины и не повредят кожу птицы при любом давлении. Кожух изготовлен методом ротационного формования из ПЭ (полиэтиленового пластика) и является прочным. Его конструкция обеспечивает идеальный поток перьев в пылесос. Через несколько минут у вас будет готовая красивая птичка в духовке! Включает в себя уникальные пальцы из мягкой резины, установленные в головке на валу 1/2″ или 5/8″, предварительно собранные. Вы поставляете любой двигатель мощностью до 2 л.с., а мы включаем необходимую муфту. Примечание: требуется двигатель 1725 об/мин +/- 5%.
Включает в себя уникальные пальцы из мягкой резины, установленные в головке на валу 1/2″ или 5/8″, предварительно собранные. Вы поставляете любой двигатель мощностью до 2 л.с., а мы включаем необходимую муфту. Примечание: требуется двигатель 1725 об/мин +/- 5%. ShareLeaL 9000.Sharer 9000.Sharer 9000.Sharer 9000.9FLEARSLEANT FALESHELESHELESHELESHE 9FARLESHELESH 2 9 FLEANK 9 FALESHELESHELESHE 9 FALESHELESHELESHE 9 FALDEATHS 9 FALESHELESHELESHE . ): «#Ярдберд #Куриный ощипчик #Удаляет #перья за 20 секунд». оригинальный звук.
ShareLeaL 9000.Sharer 9000.Sharer 9000.Sharer 9000.9FLEARSLEANT FALESHELESHELESHELESHE 9FARLESHELESH 2 9 FLEANK 9 FALESHELESHELESHE 9 FALESHELESHELESHE 9 FALDEATHS 9 FALESHELESHELESHE . ): «#Ярдберд #Куриный ощипчик #Удаляет #перья за 20 секунд». оригинальный звук. Очень тщательно и быстро, примерно 15 секунд на птицу. (Я опубликую еще одно видео в действии). Это остатки пера 14 цыплят. Брезент не нужен. Буквально подмел их совком. #cornishcross #meatbirds #backyardchickens #selfsufficient #farmtotable #lazyassacres». оригинальный звук.
Очень тщательно и быстро, примерно 15 секунд на птицу. (Я опубликую еще одно видео в действии). Это остатки пера 14 цыплят. Брезент не нужен. Буквально подмел их совком. #cornishcross #meatbirds #backyardchickens #selfsufficient #farmtotable #lazyassacres». оригинальный звук. .. вы можете сказать, что я работаю в области информатики? … переназначил это … лол 😆 | …. оригинальный звук.
.. вы можете сказать, что я работаю в области информатики? … переназначил это … лол 😆 | …. оригинальный звук. Не могу вставить последний палец в видео
Не могу вставить последний палец в видео лайков, 26 комментариев. Видео TikTok от Jazzyjaychlos (@jazzyjaychlos): «Мой новый ощипчик для кур! Мне нравится эта штука, она сокращает столько работы!!! Стоит 500 долларов, которые я обещаю, #chicken #homestead #selfsufficient #farmlife #yardbird». оригинальный звук.
лайков, 26 комментариев. Видео TikTok от Jazzyjaychlos (@jazzyjaychlos): «Мой новый ощипчик для кур! Мне нравится эта штука, она сокращает столько работы!!! Стоит 500 долларов, которые я обещаю, #chicken #homestead #selfsufficient #farmlife #yardbird». оригинальный звук.
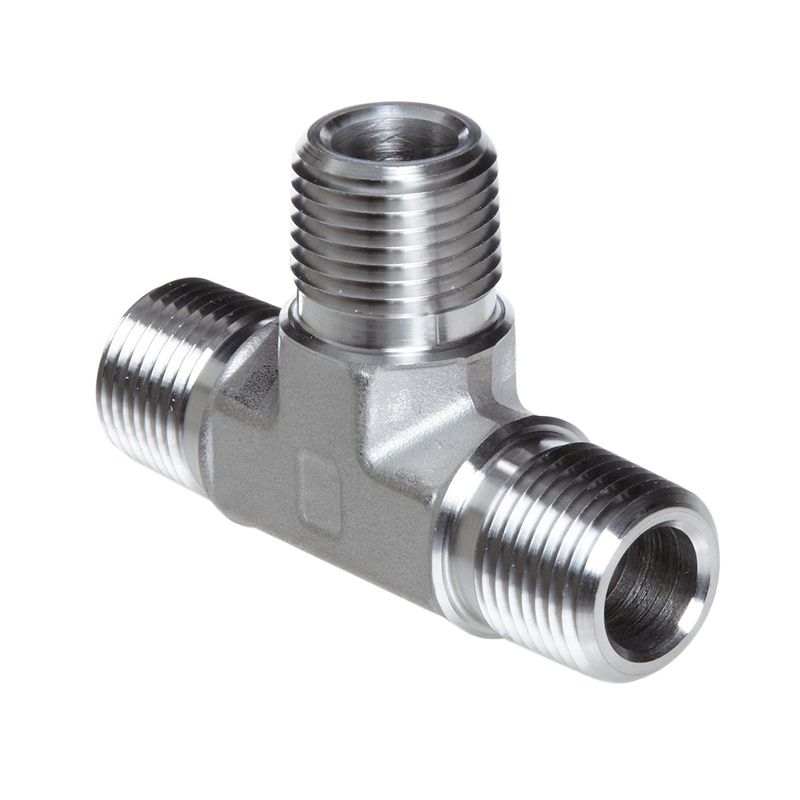 Резьбы M 5/8″ SAE и M 3/4″ SAE.
Резьбы M 5/8″ SAE и M 3/4″ SAE. Мы работали с нашим партнером и экспертом по фурнитуре Brennan Industries, чтобы поделиться информацией о различных типах. В этом посте мы рассмотрим следующее:
Мы работали с нашим партнером и экспертом по фурнитуре Brennan Industries, чтобы поделиться информацией о различных типах. В этом посте мы рассмотрим следующее: Резьба NPTF измеряется по диаметру резьбы и вычитается 1/4 дюйма, чтобы установить номинальный размер трубы. 9Соединения 0003 NPTF
Резьба NPTF измеряется по диаметру резьбы и вычитается 1/4 дюйма, чтобы установить номинальный размер трубы. 9Соединения 0003 NPTF Он герметизируется, когда уплотнительное кольцо вдавливается в фаску при сопряжении охватываемого соединения. Это также считается механическим соединением.
Он герметизируется, когда уплотнительное кольцо вдавливается в фаску при сопряжении охватываемого соединения. Это также считается механическим соединением. Смешивание двух разных типов фитингов приведет к утечке, поэтому будьте осторожны при измерении углов посадки.
Смешивание двух разных типов фитингов приведет к утечке, поэтому будьте осторожны при измерении углов посадки. Конструкция одинакова для каждой серии, однако диаметр головки фланца и расстояние между отверстиями под болты больше для соединения высокого давления 6000 фунтов на квадратный дюйм, код 62. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями для болтов, расположенными по прямоугольной схеме вокруг порта. Патрубок представляет собой фланцевую головку с канавкой для уплотнительного кольца, разъемными или невыпадающими половинками фланца и отверстиями для болтов, соответствующими порту. Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами.
Конструкция одинакова для каждой серии, однако диаметр головки фланца и расстояние между отверстиями под болты больше для соединения высокого давления 6000 фунтов на квадратный дюйм, код 62. Гнездовой порт фитинга представляет собой гладкий порт без резьбы с четырьмя отверстиями для болтов, расположенными по прямоугольной схеме вокруг порта. Патрубок представляет собой фланцевую головку с канавкой для уплотнительного кольца, разъемными или невыпадающими половинками фланца и отверстиями для болтов, соответствующими порту. Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами. Герметизация происходит за счет перекоса резьбы. По этой причине для фиксации этих соединений рекомендуется использовать герметик для резьбы.
Герметизация происходит за счет перекоса резьбы. По этой причине для фиксации этих соединений рекомендуется использовать герметик для резьбы.
 Это стиль, контролируемый немецкими спецификациями. Другие страны иногда используют его в качестве эталона для конструкций разъемов и портов.
Это стиль, контролируемый немецкими спецификациями. Другие страны иногда используют его в качестве эталона для конструкций разъемов и портов. Тем не менее, угол расширения JIS 30 ° и размеры отличаются от резьбы, аналогичной BSPP.
Тем не менее, угол расширения JIS 30 ° и размеры отличаются от резьбы, аналогичной BSPP.
 Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами.
Уплотнение выполнено там, где уплотнительное кольцо сжимается между фланцевой головкой и плоской поверхностью порта. Соединение удерживается резьбовыми болтами. Охватываемый конец инструментального фитинга с двойным обжимным кольцом имеет углубленное отверстие, соответствующее наружному диаметру используемой трубки, а также внутренний конус. Уплотнение выполнено между передним обжимным кольцом и конусом. Трубка удерживается на месте обжимным действием, вызванным затяжкой гайки, которая заставляет переднюю и заднюю втулки врезаться в трубку, прочно удерживая ее на месте. Это позволяет использовать с этими соединителями нерасширенные трубки.
Охватываемый конец инструментального фитинга с двойным обжимным кольцом имеет углубленное отверстие, соответствующее наружному диаметру используемой трубки, а также внутренний конус. Уплотнение выполнено между передним обжимным кольцом и конусом. Трубка удерживается на месте обжимным действием, вызванным затяжкой гайки, которая заставляет переднюю и заднюю втулки врезаться в трубку, прочно удерживая ее на месте. Это позволяет использовать с этими соединителями нерасширенные трубки. Проверьте их здесь.
Проверьте их здесь. С 1856 г. каждое решение А.Я. McDonald был сделан с учетом потребностей клиентов в м…
С 1856 г. каждое решение А.Я. McDonald был сделан с учетом потребностей клиентов в м… Ю. Информационный бюллетень McDonald Connection
Ю. Информационный бюллетень McDonald Connection
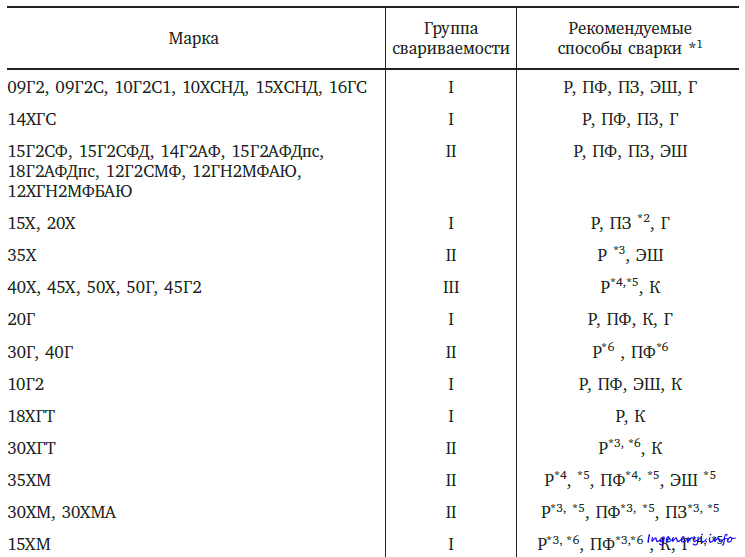
 %
% Продолжительность выдержки при темйературе отжига 1-2 ч (после прогрева всей садки до заданной температуры). Изотермическая выдержка при охлаждении 4-6 ч.
Продолжительность выдержки при темйературе отжига 1-2 ч (после прогрева всей садки до заданной температуры). Изотермическая выдержка при охлаждении 4-6 ч. Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [9]
Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [9]
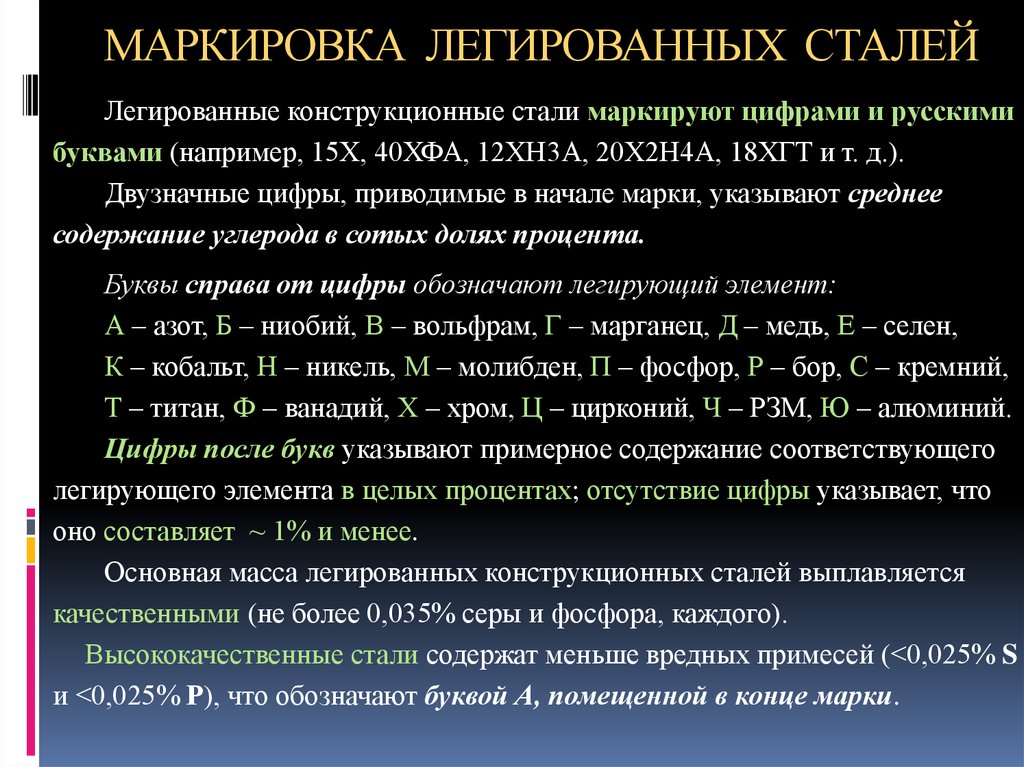
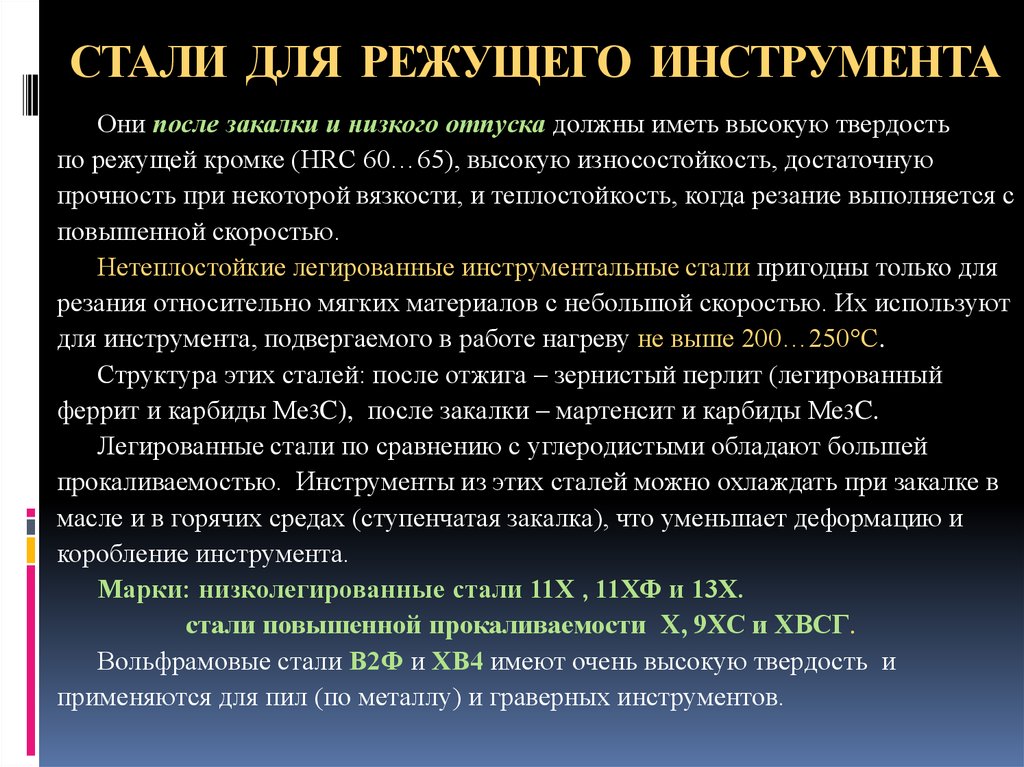
 А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с.
А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с.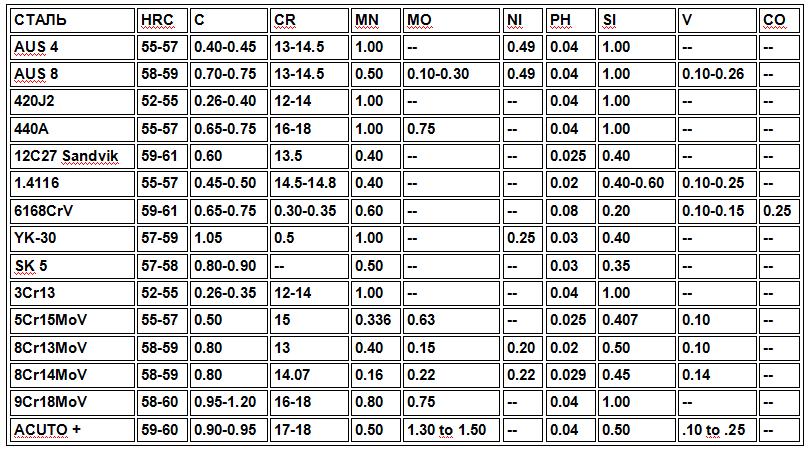 53-56
53-56
 Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.
Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.
 Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.


 04.2017
04.2017
 Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.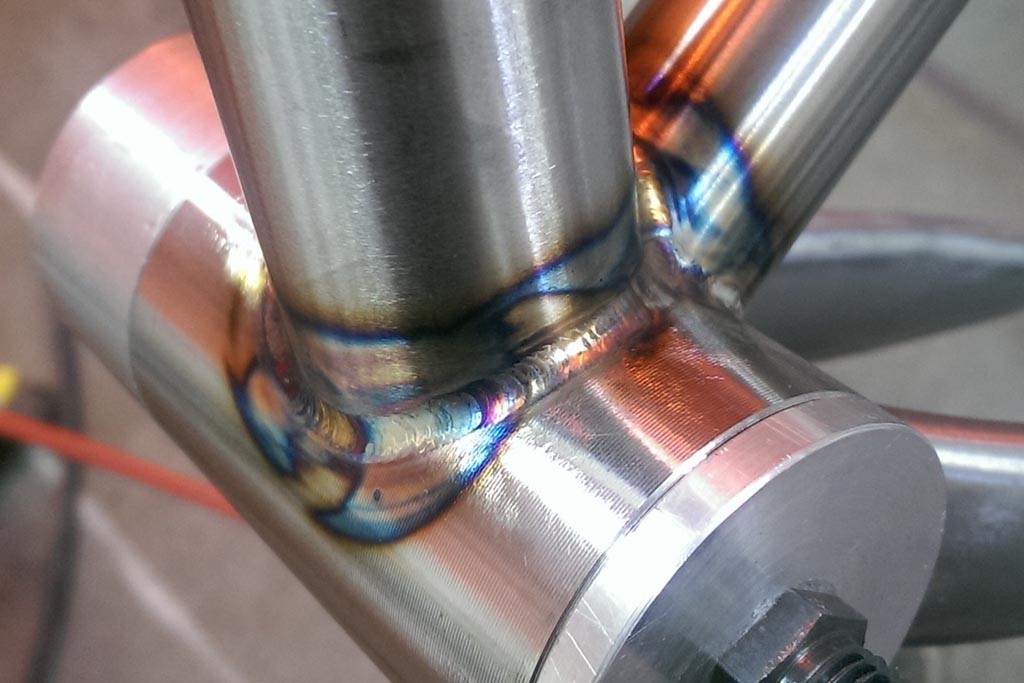 Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа. Применяется для соединения тонколистных деталей.
Применяется для соединения тонколистных деталей. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки; По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
 Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы.
Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы. Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали./1b5110983168889.s.siteapi.org/img/8c023344c01021e5a5bc469c69ddb46d43f39375.jpeg)



 Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются.
Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются. Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства.
Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства. Из него делают особо прочный медицинский инструмент и декоративные элементы;
Из него делают особо прочный медицинский инструмент и декоративные элементы;
 Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам.
Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам. Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам:
Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам: Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть.
Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть. Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.
Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.


 Латуни обычно желтого цвета. Содержание цинка может варьироваться от нескольких % до примерно 40%; пока он поддерживается ниже 15%, он заметно не снижает коррозионную стойкость меди.
Латуни обычно желтого цвета. Содержание цинка может варьироваться от нескольких % до примерно 40%; пока он поддерживается ниже 15%, он заметно не снижает коррозионную стойкость меди. Sn – 21 вес.%Cu демонстрирует это превращение из твердой фазы и жидкой фазы в другую, твердую фазу.
Sn – 21 вес.%Cu демонстрирует это превращение из твердой фазы и жидкой фазы в другую, твердую фазу.

 61
61

 Удельный вес метизов, теор масса болтов, сколько весят гайки, масса шайб так как расчет выполняется на базе теоретического веса крепежа из в интернете есть программы метизный калькулятор, которые не нужно скачивать на расчет массы по размерам болтов, гаек, шайб, гвоздей проводится. Калькулятор для метизной продукции, позволяющий производить перевод из штук в для пересчета количества элементов крепежа в массу. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Скачать калькулятор крепежа и метизов. Обзор нескольких сайтов с наилучшими онлайн калькуляторами по расчету болтов, гаек, шайб. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Калькулятор метизов 100% точность калькулятор метизов из кг в штуки — вес 300 наименований. крепежа, у нас вы получите вес — болтов, гаек, шурупов, гвоздей, саморезов, шайб, конечно, можно скачать различные оффлайн программы, или, что еще хуже найти,.
Удельный вес метизов, теор масса болтов, сколько весят гайки, масса шайб так как расчет выполняется на базе теоретического веса крепежа из в интернете есть программы метизный калькулятор, которые не нужно скачивать на расчет массы по размерам болтов, гаек, шайб, гвоздей проводится. Калькулятор для метизной продукции, позволяющий производить перевод из штук в для пересчета количества элементов крепежа в массу. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Скачать калькулятор крепежа и метизов. Обзор нескольких сайтов с наилучшими онлайн калькуляторами по расчету болтов, гаек, шайб. Тип метизов, категория (гост, din), подкатегория, диаметр, длина наименование продукции, кол-во шт, вес кг, добавить. Калькулятор метизов 100% точность калькулятор метизов из кг в штуки — вес 300 наименований. крепежа, у нас вы получите вес — болтов, гаек, шурупов, гвоздей, саморезов, шайб, конечно, можно скачать различные оффлайн программы, или, что еще хуже найти,.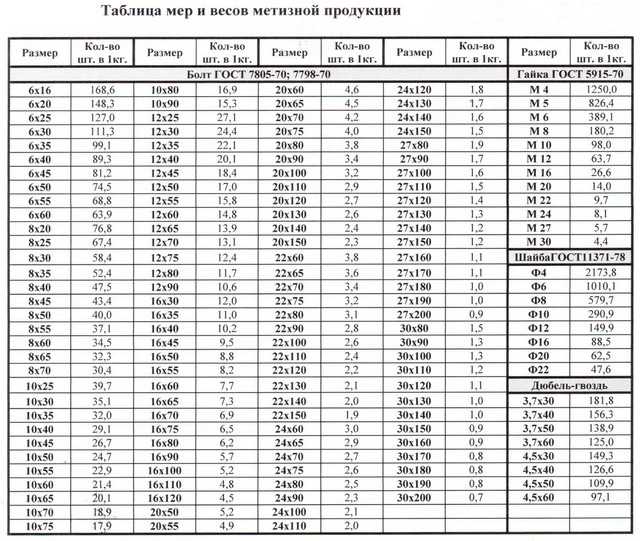
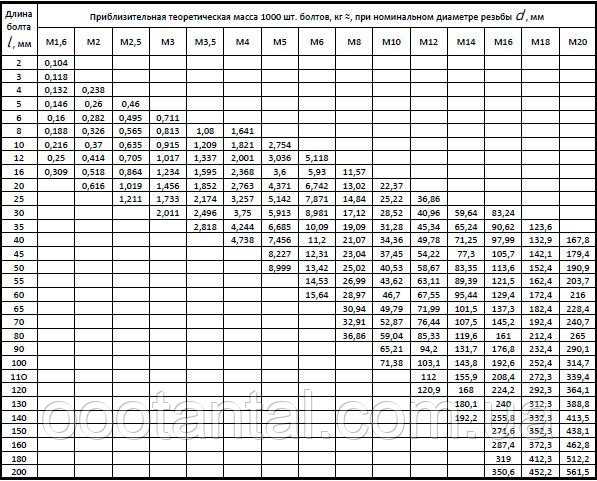 Наша компания прометтиз предлагает различные виды болтов, гаек, шайб калькулятор можно также скачать на личный пк или ноутбук. Онлайн калькулятор метизов обеспечивает точный пересчет гаек, шайб и болтов расчет веса всей конструкции с учетом количества и массы крепежных изделий.
Наша компания прометтиз предлагает различные виды болтов, гаек, шайб калькулятор можно также скачать на личный пк или ноутбук. Онлайн калькулятор метизов обеспечивает точный пересчет гаек, шайб и болтов расчет веса всей конструкции с учетом количества и массы крепежных изделий. ph/Ognezashchitnyj-sostav-klod-01-sertifikat-skachat—Blogi—aeterna-06-27
ph/Ognezashchitnyj-sostav-klod-01-sertifikat-skachat—Blogi—aeterna-06-27 1
1 Сюда входят винтовки с продольно-скользящим затвором или ломающимся затвором, а также полуавтоматические винтовки с вращающимся затвором, такие как AK или AR. Пистолеты со свободным затвором, напротив, просто используют инерцию затвора, чтобы удерживать патронник закрытым. Вот схематический вид пистолета со свободным затвором из книги Джорджа Чинна «19 лет».55 шедевр, «Пулемет», том 4, часть X. Это государственное издание, являющееся общественным достоянием, поэтому я привожу здесь цифры напрямую.
Сюда входят винтовки с продольно-скользящим затвором или ломающимся затвором, а также полуавтоматические винтовки с вращающимся затвором, такие как AK или AR. Пистолеты со свободным затвором, напротив, просто используют инерцию затвора, чтобы удерживать патронник закрытым. Вот схематический вид пистолета со свободным затвором из книги Джорджа Чинна «19 лет».55 шедевр, «Пулемет», том 4, часть X. Это государственное издание, являющееся общественным достоянием, поэтому я привожу здесь цифры напрямую. Dan Lilja или Varmint Al для анализа стопорного болта). Таким образом, вы можете изготовить рабочие болты со свободным затвором из дерьмовых материалов, таких как мягкая сталь (конечно, более твердая сталь будет лучше изнашиваться).
Dan Lilja или Varmint Al для анализа стопорного болта). Таким образом, вы можете изготовить рабочие болты со свободным затвором из дерьмовых материалов, таких как мягкая сталь (конечно, более твердая сталь будет лучше изнашиваться).

 На самом деле это не так. Хотя верно то, что приводная пружина поглощает кинетическую энергию возвратного болта и, таким образом, ограничивает общее расстояние, на которое он перемещается, сопротивление пружины не оказывает никакого реального влияния на ранней фазе рабочего цикла. Ускорение затвора происходит в основном при высоком давлении пороховых газов, воздействующем на затвор силой в несколько тысяч фунтов. Приводная пружина, чтобы позволить болту открыться достаточно, чтобы обеспечить подачу, должна оказывать относительно низкое сопротивление. Хотя этого сопротивления достаточно, чтобы поглотить энергию затвора на сравнительно большом расстоянии, на которое затвор перемещается при отдаче, оно недостаточно велико, чтобы оказывать существенное сопротивление давлению пороховых газов до тех пор, пока давление в патроннике не упадет до относительно низкого уровня значительно позже. снаряд вылетел из дульного среза».
На самом деле это не так. Хотя верно то, что приводная пружина поглощает кинетическую энергию возвратного болта и, таким образом, ограничивает общее расстояние, на которое он перемещается, сопротивление пружины не оказывает никакого реального влияния на ранней фазе рабочего цикла. Ускорение затвора происходит в основном при высоком давлении пороховых газов, воздействующем на затвор силой в несколько тысяч фунтов. Приводная пружина, чтобы позволить болту открыться достаточно, чтобы обеспечить подачу, должна оказывать относительно низкое сопротивление. Хотя этого сопротивления достаточно, чтобы поглотить энергию затвора на сравнительно большом расстоянии, на которое затвор перемещается при отдаче, оно недостаточно велико, чтобы оказывать существенное сопротивление давлению пороховых газов до тех пор, пока давление в патроннике не упадет до относительно низкого уровня значительно позже. снаряд вылетел из дульного среза».  Это миф.
Это миф. Если бы болт весил столько же, сколько пуля, то он бы летел назад со скоростью пули, стреляя в стрелка! Таким образом, нашим основным инструментом для снижения скорости болта является масса.
Если бы болт весил столько же, сколько пуля, то он бы летел назад со скоростью пули, стреляя в стрелка! Таким образом, нашим основным инструментом для снижения скорости болта является масса..jpg) Это вызывает проблемы с «тягой затвора» с новыми короткими толстыми патронами, такими как 300 WSM, даже при вполне разумном давлении в патроннике. На самом деле, в отличие от Чинна, я буду игнорировать импульс газа и начну с предположения:
Это вызывает проблемы с «тягой затвора» с новыми короткими толстыми патронами, такими как 300 WSM, даже при вполне разумном давлении в патроннике. На самом деле, в отличие от Чинна, я буду игнорировать импульс газа и начну с предположения:  Если мы масштабируем это по соотношению площадей, мы получаем импульс болта. Если мы разделим на вес болта, мы получим скорость болта. Если мы разделим на целевую скорость болта, мы получим требуемый вес болта.
Если мы масштабируем это по соотношению площадей, мы получаем импульс болта. Если мы разделим на вес болта, мы получим скорость болта. Если мы разделим на целевую скорость болта, мы получим требуемый вес болта. 62×25 Токарев
62×25 Токарев 1
1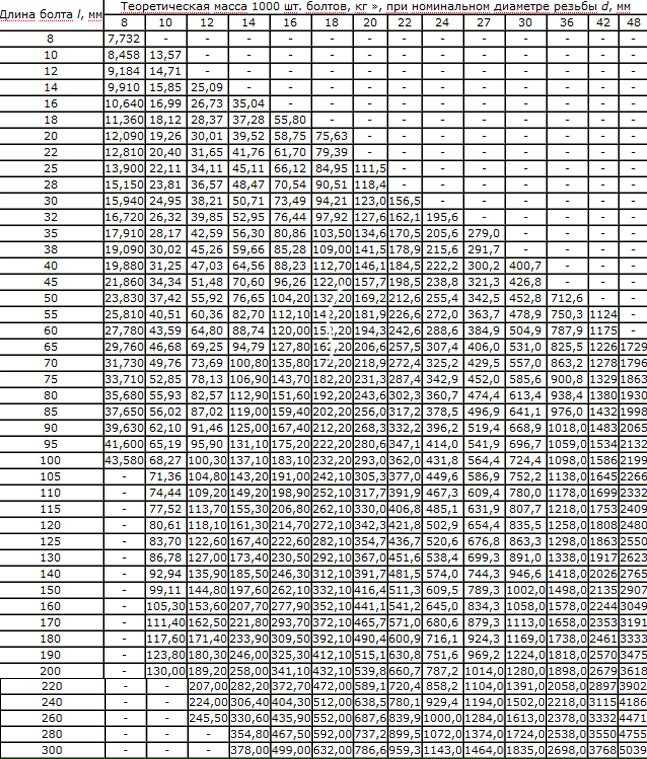 1
1 7арисака
7арисака
 Вес затвора изначально был изготовлен Lage для замедления полностью автоматической пушки MAC-10/45, чтобы снизить скорость их цикла примерно до 600 об / мин. К счастью, он также позволяет использовать 10 мм, если оружие настроено правильно. Я мог бы даже добавить дополнительный вес, вставив вольфрамовые стержни в вес болта, точно так же, как в механическом цеху добавляют «Мэллори-металл» к коленчатому валу, чтобы сбалансировать его.
Вес затвора изначально был изготовлен Lage для замедления полностью автоматической пушки MAC-10/45, чтобы снизить скорость их цикла примерно до 600 об / мин. К счастью, он также позволяет использовать 10 мм, если оружие настроено правильно. Я мог бы даже добавить дополнительный вес, вставив вольфрамовые стержни в вес болта, точно так же, как в механическом цеху добавляют «Мэллори-металл» к коленчатому валу, чтобы сбалансировать его.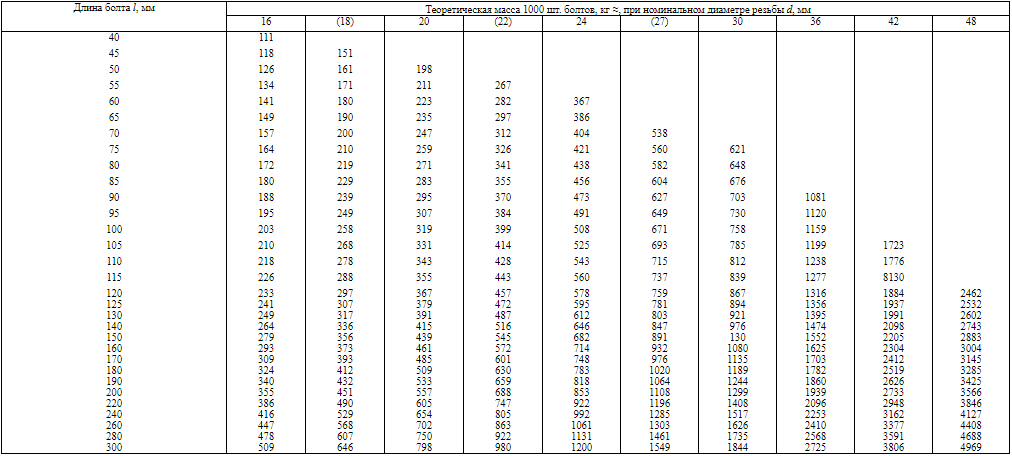
 ПОЧЕМУ ВЫ НЕ УЧИТЕ ОСНОВЫ ЭЛЕКТРИКИ Видео прекрасное и зачетное, но как всегда в конце нужно вступить в грабли с навозом. Никогда не используйте такие и другие бытовые выключатели, они для этого НЕ ПРЕДНАЗНАЧЕНЫ. Если этот комментарий задевает Ваше достоинство, спросите лично себя сами: — а почему кнопка электроинструмента в 1000 раз мощнее и так туго включается (по сравнению с выключателем для домашнего света?
ПОЧЕМУ ВЫ НЕ УЧИТЕ ОСНОВЫ ЭЛЕКТРИКИ Видео прекрасное и зачетное, но как всегда в конце нужно вступить в грабли с навозом. Никогда не используйте такие и другие бытовые выключатели, они для этого НЕ ПРЕДНАЗНАЧЕНЫ. Если этот комментарий задевает Ваше достоинство, спросите лично себя сами: — а почему кнопка электроинструмента в 1000 раз мощнее и так туго включается (по сравнению с выключателем для домашнего света?
 Кстати аналогичная пластина бывает и для циркулярки: позволяет отклоняться от 90.
Кстати аналогичная пластина бывает и для циркулярки: позволяет отклоняться от 90.
 1: 42
1: 42 На момент, когда мастер делал этот стол, модель 67 интерскол еще в продажу не поступила, поэтому выхода не было, кроме как разобрать фрезер полностью и переделать его в этот стол. Конечно, конструкция фрезерного стола может показаться сложно, можно было дождаться, пока выйдет 67 модель фрезера, которая обеспечивает регулировку подъема и опускания через подошву. Но мастера такой вариант не устраивает, кроме того, что есть нюанс, этот фрезер подклинивает.
На момент, когда мастер делал этот стол, модель 67 интерскол еще в продажу не поступила, поэтому выхода не было, кроме как разобрать фрезер полностью и переделать его в этот стол. Конечно, конструкция фрезерного стола может показаться сложно, можно было дождаться, пока выйдет 67 модель фрезера, которая обеспечивает регулировку подъема и опускания через подошву. Но мастера такой вариант не устраивает, кроме того, что есть нюанс, этот фрезер подклинивает. Минимальный 22 миллиметра, максимальный 75.
Минимальный 22 миллиметра, максимальный 75.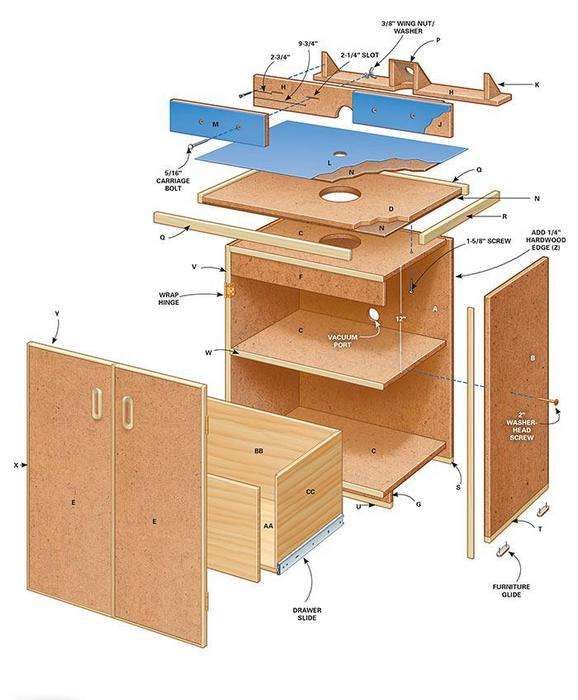 be/lJs9pa6shFo
be/lJs9pa6shFo
 Этим же фрезером (с установленной подошвой) фрезеруем по контуру подошвы углубление в фанере, куда будет монтироваться фрезер. Толщина оставшегося слоя фанеры должна быть по толщине такой же как подошва, в противном случае придется менять крепеж.
Этим же фрезером (с установленной подошвой) фрезеруем по контуру подошвы углубление в фанере, куда будет монтироваться фрезер. Толщина оставшегося слоя фанеры должна быть по толщине такой же как подошва, в противном случае придется менять крепеж. Круг же в свою очередь обладая максимальной компактностью не позволит точно и быстро произвести перестановку. Перестановка нужна, например, для циркулярной пилы. Для нее подготовлен такой же восьмигранник, и в будущем, когда я организую общий стол, мои инструменты могут быть легко заменены и/или переставлены.
Круг же в свою очередь обладая максимальной компактностью не позволит точно и быстро произвести перестановку. Перестановка нужна, например, для циркулярной пилы. Для нее подготовлен такой же восьмигранник, и в будущем, когда я организую общий стол, мои инструменты могут быть легко заменены и/или переставлены.
 Очевидно, подошву нужно сделать гарантированно больше основного тела фрезера, чтобы он не провалился при установке в стол.
Очевидно, подошву нужно сделать гарантированно больше основного тела фрезера, чтобы он не провалился при установке в стол. В остальных случаях не зафиксированная подошва с фрезером может «гулять» в приделах зазоров и испортить нам работу.
В остальных случаях не зафиксированная подошва с фрезером может «гулять» в приделах зазоров и испортить нам работу. Важно также заметить, что на таком столе практически невозможно обработать деталь длинной более метра. Все эти неудобства подводят нас к необходимости изготовления специального стола-основания.
Важно также заметить, что на таком столе практически невозможно обработать деталь длинной более метра. Все эти неудобства подводят нас к необходимости изготовления специального стола-основания. Вообще, я хотел длинный стол, чтобы на нем можно было расположить два инструмента одновременно, осуществлять распил длинных заготовок и широких мебельных щитов.
Вообще, я хотел длинный стол, чтобы на нем можно было расположить два инструмента одновременно, осуществлять распил длинных заготовок и широких мебельных щитов. Работать должно быть одинаково комфортно со всех сторон, высота стола должна регулироваться в зависимости от роста мастера, про ширину уже было отмечено – должна обеспечиваться доступность всей рабочей поверхности столешницы. Инструмент должен быть под рукой, но при этом не мешать, если не используется. Для этого предусмотрим открытую со всех сторон полку. В зависимости от ширины обрабатываемых заготовок появляется потребность в смещении инструмента относительно центральной оси стола, особенно это касается циркулярной пилы. Для этого восьмигранные отверстия в столе под инструмент разнонаправленно смещены относительно оси стола.
Работать должно быть одинаково комфортно со всех сторон, высота стола должна регулироваться в зависимости от роста мастера, про ширину уже было отмечено – должна обеспечиваться доступность всей рабочей поверхности столешницы. Инструмент должен быть под рукой, но при этом не мешать, если не используется. Для этого предусмотрим открытую со всех сторон полку. В зависимости от ширины обрабатываемых заготовок появляется потребность в смещении инструмента относительно центральной оси стола, особенно это касается циркулярной пилы. Для этого восьмигранные отверстия в столе под инструмент разнонаправленно смещены относительно оси стола.
 Восьмигранник с инструментом сидит в пазу достаточно надежно, не люфтит. В итоге считаю, что испытания с фрезером прошли успешно.
Восьмигранник с инструментом сидит в пазу достаточно надежно, не люфтит. В итоге считаю, что испытания с фрезером прошли успешно. Теперь начну экспериментировать с различными восьмигранными приспособлениями для инструментов – на очереди голова для вертикальной установки фрезера, кронштейн для лобзика чтобы сымитировать ленточнопильный станок, а также опора ручной шлифмашинки для ее стационарной установки. На модельном столе я отработаю все эти «полезности», чтобы в итоге сделать полноценный стол и начать его эксплуатацию в достроенной мастерской.
Теперь начну экспериментировать с различными восьмигранными приспособлениями для инструментов – на очереди голова для вертикальной установки фрезера, кронштейн для лобзика чтобы сымитировать ленточнопильный станок, а также опора ручной шлифмашинки для ее стационарной установки. На модельном столе я отработаю все эти «полезности», чтобы в итоге сделать полноценный стол и начать его эксплуатацию в достроенной мастерской.
 Теперь, если вы хотите построить стол для фрезерования самостоятельно, вы попали в нужное место. Мы собрали 39из лучших планов стола маршрутизатора DIY.
Теперь, если вы хотите построить стол для фрезерования самостоятельно, вы попали в нужное место. Мы собрали 39из лучших планов стола маршрутизатора DIY.
 Даже если вы этого не сделаете, вам понравятся все включенные детали.
Даже если вы этого не сделаете, вам понравятся все включенные детали. Более того, они утверждают, что вы можете построить его за половину стоимости столов, купленных в магазине.
Более того, они утверждают, что вы можете построить его за половину стоимости столов, купленных в магазине. Но если вы хотите иметь шкаф для хранения под ним, вы можете получить его и с этими планами. Это все, что вам нужно в одном месте.
Но если вы хотите иметь шкаф для хранения под ним, вы можете получить его и с этими планами. Это все, что вам нужно в одном месте.
 Помимо всего остального, что предлагает этот маршрутизаторный стол, он содержит массу места для хранения.
Помимо всего остального, что предлагает этот маршрутизаторный стол, он содержит массу места для хранения. Вместо того, чтобы строить базу, вы можете просто использовать мусорное ведро. Это сокращает работу над проектом вдвое.
Вместо того, чтобы строить базу, вы можете просто использовать мусорное ведро. Это сокращает работу над проектом вдвое.
 Мусорный бак Таблица маршрутизатора Dremel
Мусорный бак Таблица маршрутизатора Dremel Становится слишком тесно.
Становится слишком тесно. Не говоря уже о том, что он также кажется более миниатюрным, чем некоторые другие варианты.
Не говоря уже о том, что он также кажется более миниатюрным, чем некоторые другие варианты.
 Быстрый и простой фрезерный стол
Быстрый и простой фрезерный стол
 И тонны ящиков по обеим сторонам стола маршрутизатора. Хранение не должно быть проблемой с этой таблицей.
И тонны ящиков по обеим сторонам стола маршрутизатора. Хранение не должно быть проблемой с этой таблицей. Они используют старые неиспользуемые предметы, такие как основание шкафа и дверца шкафа, чтобы создать очень полезный фрезерный стол. Почему бы не попробовать?
Они используют старые неиспользуемые предметы, такие как основание шкафа и дверца шкафа, чтобы создать очень полезный фрезерный стол. Почему бы не попробовать? и 32 » Profence
и 32 » Profence Определите, что вы будете включать в сборку таблицы маршрутизаторов
Определите, что вы будете включать в сборку таблицы маршрутизаторов Я подумал, что это упростит установку ящиков и дверей, а также позволит получить больше полезного пространства для хранения на той же площади.
Я подумал, что это упростит установку ящиков и дверей, а также позволит получить больше полезного пространства для хранения на той же площади. Я использовал центральную перегородку для разделения боковых панелей и скрепил все вместе, прежде чем вкручивать винты.
Я использовал центральную перегородку для разделения боковых панелей и скрепил все вместе, прежде чем вкручивать винты. Подтвердите соответствие столешнице маршрутизатора
Подтвердите соответствие столешнице маршрутизатора Брэд Нейлер.
Брэд Нейлер. №
№

 Я использовал трюк с игральными картами, чтобы получить равномерное расстояние по краям фасадов ящиков, и, как только они были равномерно распределены, я использовал свой пистолет для горячего клея Arrow, чтобы временно закрепить фасады ящиков на месте.
Я использовал трюк с игральными картами, чтобы получить равномерное расстояние по краям фасадов ящиков, и, как только они были равномерно распределены, я использовал свой пистолет для горячего клея Arrow, чтобы временно закрепить фасады ящиков на месте. . Это довольно классный совет, и его, безусловно, полезно знать для будущих проектов, если у меня под рукой окажется неправильный тип шарнира.
. Это довольно классный совет, и его, безусловно, полезно знать для будущих проектов, если у меня под рукой окажется неправильный тип шарнира. Этот блок Tip-On имеет некоторую встроенную регулировку, и, ввинчивая или выкручивая плунжер, окончательное положение двери или ящика регулируется внутрь или наружу.
Этот блок Tip-On имеет некоторую встроенную регулировку, и, ввинчивая или выкручивая плунжер, окончательное положение двери или ящика регулируется внутрь или наружу.

 Установите пылесборник на нижнюю сторону стола фрезера
Установите пылесборник на нижнюю сторону стола фрезера
 Этот Rockler Pro Lift также принимает этот блок Porter Cable без дополнительных адаптеров, поэтому было очень легко просто вставить его и закрепить.
Этот Rockler Pro Lift также принимает этот блок Porter Cable без дополнительных адаптеров, поэтому было очень легко просто вставить его и закрепить.



 Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд. Они накладываются друг на друга, образуя постоянное напряжение.
Они накладываются друг на друга, образуя постоянное напряжение. Используется индукционная катушка, исключающая резкие перепады напряжения;
Используется индукционная катушка, исключающая резкие перепады напряжения; Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
 Экономия становится тем ощутимее, чем больше объем выполненной работы.
Экономия становится тем ощутимее, чем больше объем выполненной работы.
 Требуется перепайка схемы.
Требуется перепайка схемы. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
 На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их. В результате снижается силовая нагрузка;
В результате снижается силовая нагрузка;
.jpg) Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
 Благодаря этому снижается вероятность травматизма среди сварщиков;
Благодаря этому снижается вероятность травматизма среди сварщиков; Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал. Необходима замена вилки;
Необходима замена вилки;
 Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
 Фактический импеданс равен сумме проводов, зажимов и дуги.
Фактический импеданс равен сумме проводов, зажимов и дуги. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
