Сварка и сварщик 【weldering.com】Всё о способах сварки ⚡【❆ холодная сварка, сварка аргоном, ручная сварка】 и газах 【аргон, водород, гелий, азот, кислород, углекислый газ, ацетилен】
Сварка
это процесс получения неразъемных соединений деталей посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, или совместном действии того и другого
Сварка в жизни человека
Никому не стоит рассказывать о том, что в жизни человека металл имеет огромное значение, это и так очевидно. Каждый вид металла принято оценивать по таким параметрам как срок службы, твердость и технология обработки. Металлические конструкции незаменимы в тех случаях, когда другие материалы не способны выдерживать предполагаемую нагрузку. Поэтому человечество научилось резать, обрабатывать и сваривать металлы. Сварка представляет собой один из важнейших процессов в большинстве промышленных отраслей.Сварка стала величайшим открытием в жизни человека и в истории человечества в целом. С ее помощью создано огромное количество средств производства, инструментов и т.п.
Индивидуальное и производственное использование сварки
Очевидно, что сварочные работы в быту человека играют неоценимую важность. Доступность инструментов и материалов для сварки позволяет людям открывать небольшие цеха по производству дверей, ворот, ограждений, окон, станции по ремонту автомобилей и другой техники, где требуется сварочные соединения металлических конструкций. Необходимо также заметить, что при помощи технологии сваривания можно соединять не только конструкции из металла, но из различных полимерных материалов. При этом достигает высочайшая степень прочности соединения.
Сейчас сварочному делу может научиться практически каждый желающий. Для этого существуют различные обучающие курсы и курсы для повышения квалификацию. Спрос на такие работы никогда не будет утрачен, так как все металлоконструкции тоже имеют срок годности, а, следовательно, нуждаются в ремонте. В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
На страницах сайта «Сварка и сварщик» мы постарались собрать наиболее обширную информацию о современных методах сварки, технологии сварки, сварочном оборудовании и их применении в производстве и в быту.
Здесь Вы сможете скачать нормативную документацию по сварке (ГОСТ и др.), учебники и учебные пособия по сварке.
Вся представленная на данном сайте информация поможет Вам понять:
что такое сварка?
разобраться в особенностях процесса сварки;
как правильно выбрать сварочное оборудование (выпрямитель, трансформатор, полуавтомат, автомат)?
как подобрать сварочные материалы (электроды, проволока, флюс, газ)?
какие режимы сварки использовать?
Сайт weldering.com сделан исключительно для того чтобы сэкономить Ваше время на поиски информации о сварке. Мы не занимаемся продвижением какого-либо коммерческого продукта, определенной фирмы или завода-изготовителя.
Если у Вас найдутся какие-то пожелания, идеи или что-то показалось слишком сложным, непонятным — пожалуйста, сообщите нам, воспользовавшись формой обратной связи. Мы обещаем, что ни одно сообщение не останется без ответа.
Большое спасибо за внимание!
О компании ООО «Торговая группа ПТК»
ООО «Торговая группа ПТК» — производитель и оптовый поставщик газосварочного и электросварочного оборудования.
Компания основана в 1997 году. Сейчас мы базируемся в двух столицах — головной офис в Москве, филиал расположен в Санкт-Петербурге.
Под брендом ПТК представлен широкий ассортимент инверторных аппаратов всех типов сварки, аппараты плазменной резки металлов, газовые резаки, газовые и сварочные горелки, редукторы и регуляторы газов, машины термической резки металлов, газовые рукава и многое другое. Все товары имеют необходимые сертификаты EAC и паспорта.
Мы работаем со всеми регионами России. Отгрузка продукции осуществляются в кратчайшие сроки, благодаря усовершенствованным логистическим решениям. Работаем только с надежными транспортными компаниями, ознакомиться с которыми вы можете по ссылке.
Складской запас, с несгораемым товарными остатками, позволяет нашим клиентам быть уверенными в том, что представленная продукция на сайте будет всегда в наличии.
Приобрести фирменную продукцию ПТК вы можете у официальных дилеров. 70 авторизованных сервисных центров по России готовы оказать вам поддержку и осуществить гарантийный и постгарантийный ремонт оборудования.
Гибкая система скидок и индивидуальный подход, в рамках заключенного договора, позволит вам и вашему бизнесу развиваться быстрей. Все цены на сайте указаны в российских рублях с НДС.
Контакты региональных менеджеров для работы с дилерами:
Москва и МО
Юрий Скок
Pегиональный менеджер
+7 (495) 363-38-27, доб. 7506
+7 (916) 490-02-51
+7 (985) 142-04-30
Павел Рымашевский
Менеджер
+7 (495) 363-38-27, доб. 7521
+7 (991) 647-10-43
Максим Кабунин
Помощник менеджера
+7 (495) 363-38-27, доб. 7509
+7 (915) 800-61-60
Центральный ФО
Иван Синицын
Региональный менеджер
+7 (495) 363-38-27, доб. 7507
+7 (926) 303-10-78
+7 (991) 976-47-71
Анастасия Смирнова
Менеджер
+7 (495) 363-38-27, доб. 7507
+7 (967) 054-56-59
Максим Кабунин
Помощник менеджера
+7 (495) 363-38-27, доб. 7509
+7 (915) 800-61-60
Олег Брюханов
Торговый представитель в г. Воронеж
+7 (904) 533-59-99
Санкт-Петербург и ЛО
Оксана Высочина
Региональный менеджер
+7 (812) 326-06-46, доб. 7703
+7 (981) 190-08-17
Игнат Патрикеев
Менеджер
+7 (812) 326-06-46, доб. 7706
+7 (981) 190-08-75
Северо-Западный ФО
Оксана Высочина
Региональный менеджер
+7 (812) 326-06-46, доб. 7703
+7 (981) 190-08-17
Игнат Патрикеев
Менеджер
+7 (812) 326-06-46, доб. 7706
+7 (981) 190-08-75
Приволжский ФО
Владислав Стёгин
Региональный менеджер
+7 (495) 363-38-27, доб. 7510
+7 (916) 490-01-86
Ефимов Дмитрий
Торговый представитель в г. Казань
+7 (917) 857-04-49
Уральский ФО
Рафит Ризванов
Региональный менеджер
+7 (495) 363-38-27, доб. 7512
+7 (916) 490-01-89
Анна Павлова
Менеджер
+7 (495) 363-38-27, доб. 7503
+7 (916) 490-01-89
Максим Кабунин
Помощник менеджера
+7 (495) 363-38-27, доб. 7509
+7 (915) 800-61-60
Андрей Докучаев
Торговый представитель в г. Екатеринбург
+7 (919) 397-78-27
Сибирский ФО
Рафит Ризванов
Региональный менеджер
+7 (495) 363-38-27, доб. 7512
+7 (916) 490-01-89
Анна Павлова
Менеджер
+7 (495) 363-38-27, доб. 7503
+7 (916) 490-01-89
Максим Кабунин
Помощник менеджера
+7 (495) 363-38-27, доб. 7509
+7 (915) 800-61-60
Пильганчук Виктор
Торговый представитель в г. Новосибирск
+7 (913) 457-70-65
Дальневосточный ФО
Рафит Ризванов
Региональный менеджер
+7 (495) 363-38-27, доб. 7512
+7 (916) 490-01-89
Анна Павлова
Менеджер
+7 (495) 363-38-27, доб. 7503
+7 (916) 490-01-89
Максим Кабунин
Помощник менеджера
+7 (495) 363-38-27, доб. 7509
+7 (915) 800-61-60
Северо-Кавказский ФО
Владислав Стёгин
Региональный менеджер
+7 (495) 363-38-27, доб. 7510
+7 (916) 490-01-86
Южный ФО
Владислав Стёгин
Региональный менеджер
+7 (495) 363-38-27, доб. 7510
+7 (916) 490-01-86
Лада Чепуренко
Торговый представитель в г. Краснодар
+7 (918) 993-18-30
Страны таможенного союза ЕАЭС
Оксана Высочина
Региональный менеджер
+7 (812) 326-06-46, доб. 7703
+7 (981) 190-08-17
Игнат Патрикеев
Менеджер
+7 (812) 326-06-46, доб. 7706
+7 (981) 190-08-75
Главная | California On-Site Welding
Звоните (909) 208-2179
Мы приедем на вашу стройплощадку, чтобы удовлетворить все ваши потребности в мобильной сварке.
Сертифицированная экспертная мобильная сварка • Честная и этическая практика работы
40 лет промышленного, коммерка и коммерческие Жилая сварка
• СЕРТИФИЦИРОВАННАЯ СВАРКА • 24/7 АВАРИЙНЫЕ СЛУЖБЫ • МОБИЛЬНЫЕ, НА МЕСТЕ, ПОРТАТИВНЫЕ СВАРОЧНЫЕ УСЛУГИ
ПРЕДЛАГАЕМ ПРЕВОСХОДНОЕ МАСТЕРСТВО И СЕРТИФИКАТ СВАРКИ ОТ НАШЕЙ ЛИЦЕНЗИИ. Обслуживание округа Лос -Анджелес, округ Ориндж, округ Риверсайд, округ Сан -Диего и округ Сан -Бернардино с 1995 года.
Свяжитесь с нами сегодня
Алюминиевая TIG, MIG, Структурный, Lite Daile
0009
Газопровод, водопровод
Специализируется на плазменно-дуговой резке
Лицензия штата Калифорния № 999417, с 1995 г.
Свяжитесь с нами, чтобы получить предложение сегодня!
California On-Site Welding гордится тем, что предлагает своевременные, высококачественные сертифицированные мобильные сварочные услуги по всей Южной Калифорнии. Вы можете положиться на наших квалифицированных сварщиков, которые выполнят каждую работу с нашим фирменным вниманием к деталям, гарантируя ваше удовлетворение. Мы предлагаем множество решений, на которые вы можете положиться, от консультаций по сварке до детального изготовления металлических изделий. Позвоните нам сегодня, чтобы поговорить с одним из наших опытных сварщиков.
С 1995 года компания
California On-Site Welding была , предлагающей превосходное мастерство по всей Южной Калифорнии. Имея более чем 25-летний опыт работы в сфере мобильной сварки, мы являемся вашим решением для удовлетворения ваших разнообразных и сложных требований к сварке на месте.
О нас
Звоните, чтобы узнать цену:
(909) 208-2179
Отзывы клиентов
Ричард Г.
Паскуццо Бывший президент All American Crane Maintenance
Я пользовался услугами California On-Site Welding и Dave Cutsinger для коммерческих, промышленных и жилых работ. Они быстрые, недорогие, надежные и обеспечивают высококачественные решения сложных производственных задач. Сварные швы — одни из лучших, которые я когда-либо видел, и выбор правильного инструмента для правильной работы всегда доступен благодаря обширному ассортименту сварочного и производственного оборудования. Калифорнийская сварка на месте была частью многих проектов в прошлом и будет продолжаться в будущем.
Скотт Крэйл Менеджер по обеспечению качества, Delphi Control Systems, Inc.
California Onsite Welding уже более двух десятилетий является надежным поставщиком систем управления Delphi. Качество, своевременность и опыт, предоставляемые California Onsite Welding, позволили Delphi Control Systems продолжать поддерживать своих клиентов сварными продуктами для отбора проб и анализа, которые всегда имеют профессиональный законченный вид.
Рене Фрейр
Дэйв из Калифорнии, сварщик на месте, приехал, чтобы поработать над моим легковесным воином выходного дня. Так как мой игрушечный самосвал изначально строился для легких грузовиков и имел пробег. Я начал замечать структурные трещины в сварных швах, которые держат подвески для листовых рессор. Это вызвало дополнительные структурные повреждения прицепа. Дэйв был чрезвычайно профессионален. У меня были рисунки Google по исправлениям, которые выполнили другие. Дэйв, вышел за рамки того, что я называю нормальной работой. Дейв порекомендовал мои фотографии из Google, Дэйв сварил куски стали в местах, где другие выбрали бы короткий/легкий подход. Без большого веса мой трейлер теперь имеет лучшую структурную целостность, чем заводская модель. Я совершил несколько поездок с тех пор, как Дейв выполнил эту работу. Трейлер верно отслеживает и способен справиться с пересеченной местностью, когда я еду в пустыню. По моему опыту, я никогда не буду использовать никого, кроме Дэйва из Калифорнийской сварки на месте, а не кого-либо еще. Дэйв, спасибо за вашу кропотливую и превосходную работу. Очень счастливый клиент.
Марк Дюбрей, TLM Properties
Просто хочу отправить электронное письмо, чтобы поблагодарить California On-Site Welding за то, что она превзошла наши ожидания! Ваша компания ПЕРВЫЙ класс, 10 из десяти за качество и мастерство. С Дэйвом было здорово работать, он всегда приходил вовремя и отлично справлялся со своей работой. Пожалуйста, не стесняйтесь использовать нас в качестве справочного материала, если он вам когда-нибудь понадобится!!
Патрик Джойс — Three Peaks Corp
Калифорнийская сварка на месте позаботилась о моих критических потребностях в сварке! Никакой драмы или осложнений, сделал именно то, что обещал, буду использовать в будущем!
Снижение затрат на сварку в полевых условиях
Сварка в полевых условиях является обычной строительной практикой для сборки элементов конструкционной стали. Большая часть сварки строительных конструкций выполняется с использованием «стержневой» сварки или SMAW, дуговой сварки с защитным металлом. SMAW использует электрод (эвфемистически называемый «стержень») и электрический ток для создания электрической «дуги» между стержнем и основным материалом, к которому прикреплен зажим заземления для замыкания электрической цепи. Эта дуга создает очень высокую температуру между электродом (стержнем) и соединяемым или свариваемым металлом. Электрод представляет собой твердый металл, выбранный из соображений совместимости со свариваемым материалом (основной материал), и покрыт составами и металлическими порошками (флюс), которые улучшают качество сварки. Флюс выделяет газ при нагревании дугой, которая окружает точку сварки и уменьшает загрязнение сварного шва из атмосферы. Электрод является «расходуемым» в том смысле, что металл сердечника электрода используется для заполнения сварного шва.
Сварка в полевых условиях, как и любой другой процесс, имеет свои плюсы и минусы:
Плюсы сварки в полевых условиях SMAW
Оборудование доступно по низкой цене
Не требует внешнего защитного газа (в баллонах)
Может работать с ржавыми материалами, хотя большинство сварочных процессов требуют очистки от ржавчины и краски перед сваркой
Сварка в полевых условиях SMAW Минусы
Хотя ее можно выполнять в дождливую или ветреную погоду, это представляет угрозу безопасности
Электроды должны храниться надлежащим образом в соответствии со стандартами AWS и быть легко доступными на месте во избежание задержек
Операторам нужен высокий уровень навыков и опыта
Строительные сварные швы должны быть проверены на 100% в соответствии со строгими стандартами
Дополнительно, в зависимости от места проведения сварки:
Если нет доступа к обычному источнику питания, может потребоваться сварочная система с приводом от генератора или двигателя
Брызги расплавленного металла или шлифовальные искры могут представлять опасность возгорания
Может потребоваться оборудование для удаления дыма из плохо проветриваемых помещений, опять же, возможно, с собственным источником питания
Проблемы с полевой сваркой
Сварка уже непроста. Сварка в полевых условиях добавляет еще больше трудностей, связанных с ветром, переносимыми по воздуху загрязняющими веществами, влагой и обычными опасностями на площадке, такими как нахождение на лестницах или стояние под дождем. Сварка в полевых условиях подвергает сварщиков воздействию элементов, но также подвергает других рабочих опасностям, связанным со сварочными работами, включая риски прямой видимости, а также брызги сварки и ожоги. Сварка на месте означает, что электроды должны иметь контролируемую зону хранения для выполнения сварных швов в соответствии с кодом с достаточным запасом нужных электродов на месте.
В соответствии со строительными нормами сварные швы должны проверяться, а иногда требуется LPT, рентгеновский или другой расширенный неразрушающий контроль, который является дорогостоящим. Проверка металлоконструкций имеет решающее значение для безопасности зданий из конструкционной стали. Плохо сваренные стальные соединения или несоосные стальные сварные соединения могут неблагоприятно повлиять на структурную целостность и безопасность здания.
Инспекторы по сварке зданий должны быть сертифицированы в соответствии со стандартами AWS и/или ICC, включая процессы визуального осмотра, а также неразрушающий контроль сварных швов, такой как LPT, ультразвуковой, рентгеновский и магнитопорошковый контроль. Поскольку эти сертификаты требуют высокого уровня подготовки и опыта, эти навыки может быть трудно получить и дорого сохранить для проекта. В дополнение к стоимости во время проверки инспектор по сварке должен измерить размер и длину структурных сварных швов. Это означает, что проверка сварных швов на таких компонентах, как закладные пластины, которые часто располагаются довольно высоко, может быть трудоемкой и трудоемкой, а, следовательно, дорогостоящей.
Полевые сварные швы, не прошедшие проверку, должны быть переделаны, что означает, что оператор, механизм и расходные материалы должны быть возвращены к сварному шву, сварной шов зашлифован, переделан и проверен повторно. Проверка и неудачные сварные швы могут быть очень дорогостоящими и приводить к задержкам проекта.
Производство за пределами площадки
Строительство является очень конкурентным бизнесом, и строительные компании и производители металлоконструкций постоянно ищут конкурентные преимущества. Лидеры строительной отрасли выступают за «бережливое строительство», также известное как «модульное строительство» или «изготовление за пределами площадки». При производстве за пределами площадки этапы строительства, которые обычно выполняются на месте, такие как сварка, вместо этого выполняются в заводских условиях. Компании, занимающиеся строительством за пределами площадки, заявляют об экономии до 25% по сравнению со стоимостью изготовления сборок на месте.
Очевидно, что переосмысление того, как ваша строительная компания или компания по изготовлению конструкций выполняет, казалось бы, рутинные строительные задачи, такие как сварка, может дать значительные преимущества в затратах.
Возможно, вам будет полезно определить, какие соединения следует сваривать, а какие лучше использовать с помощью болтов.
Кроме того, для производителей металлоконструкций имеет ли смысл самостоятельно изготавливать такие узлы, как закладные пластины, когда их можно приобрести более высокого качества со значительной чистой стоимостью проекта, доступной благодаря конкретным новым типам закладных пластин, которые теперь доступны?
Одна из причин, по которой компании обращают внимание на строительство за пределами площадки, заключается в том, что основные строительные навыки, такие как сварка, могут быть дефицитными и становятся все более дефицитными.
Согласно недавнему индексу коммерческого строительства Торговой палаты США, две трети строительных подрядчиков сообщают о трудностях с поиском квалифицированных рабочих. Кроме того, «большинство подрядчиков обеспокоены уровнем квалификации работников от умеренного до высокого, при этом большинство [56%] выражают серьезную обеспокоенность». Сокращая объем сварочных работ на месте, производители могут направить скудные сварочные ресурсы на выполнение наиболее важных работ.
Освобождение скудных ресурсов для сварки в полевых условиях для выполнения более важной работы при одновременном снижении затрат на сварку в полевых условиях.
Как отмечалось выше, становится все труднее найти высококвалифицированных строителей. Отсутствие трудностей с поиском навыков, таких как сварка на месте, доступных для соблюдения графика проекта, может привести к дорогостоящим задержкам проекта. Сварка на месте требует специальных навыков, а иногда и специального оборудования, такого как оборудование для удаления дыма, а также расходных материалов и надлежащего хранения расходных материалов. Нормы сварки стальных конструкций часто требуют очистки ржавых или окрашенных поверхностей, подлежащих сварке, что требует драгоценных часов для каждого сварного шва. Сварка, которая должна выполняться выше уровня пола, требует либо подъемника, либо выполняется на лестнице, что создает угрозу безопасности. Сварка на месте создает угрозу безопасности для других и опасность возгорания на объекте, что увеличивает общий риск безопасности на объекте.
Ясно, что выделение скудных ресурсов для сварки в полевых условиях только тем конструкционным соединениям, для которых это необходимо, выгодно с точки зрения затрат, сроков и управления рисками.
Запатентованные закладные пластины EM-BOLT с болтовым креплением позволяют распределить скудные сварочные ресурсы на месте только для тех соединений, которые требуют сварки. Закладные пластины EM-BOLT с болтовым креплением заменяют обычное сварное соединение, балку или элемент из конструкционной стали с бетонным соединением на болтовое соединение.
Эта усовершенствованная конструкция закладной пластины устраняет затраты на сварку и контроль в полевых условиях, связанные с любой традиционной сварной закладной пластиной, что приводит к значительной экономии строительных проектов там, где они применяются.
С помощью закладных пластин EM-BOLT вы можете рационализировать распределение скудных и дорогостоящих ресурсов для сварки и контроля в полевых условиях, чтобы максимизировать рентабельность проекта.
Опалубка для крыльца из бетона своими руками: видео руководство
Технология заливки монолитных ступеней перед входом в дом считается затратной и трудоемкой, но она окупается красотой и долговечностью. При ее реализации особого внимания требует опалубка, для удержания массы бетона в нужных границах не подходят легкие или неустойчивые щиты. Форма не должна препятствовать распространению раствора, при ее установке продумываются любые мелочи: от заложения основания до конфигурации и размеров ступеней. Избежать ошибок помогает точная схема, учитывающая будущие габариты, наличие или отсутствие привязки с цоколем, параметры грунта, климатические условия эксплуатации и ожидаемые весовые нагрузки.
Оглавление:
Формы конструкции
Необходимые стройматериалы
Технология возведения
Советы и видео инструкции
Виды крылечек
Параметры подбираются исходя из условий безопасной эксплуатации, обеспечения свободного доступа к двери и ее открытия в нужную сторону и вкусовых предпочтений владельца. Стандартное крыльцо имеет достаточно большую верхнюю площадку, расположенную как минимум на 50 см ниже входного порожка, и монолитные ступени со средней глубиной около 30 см и высотой от 12 до 18. Их число обычно нечетное и варьируется от 3 до 7. Размеры верхней площадки не нормируются, но для обеспечения удобного доступа расстояние от ее наружного края до входа должно превышать ширину дверного полотна в 1,5 раза или на 15 см как минимум.
В зависимости от формы и способа расположения ступеней различают прямоугольные, квадратные, трапециевидные и полукруглые конструкции, в свою очередь разделяющиеся на имеющие доступ с одной или нескольких сторон. Разновидности с прямыми линиями сделать проще, но криволинейные и круглые края выглядят интереснее. Исходя из функционального назначения площадки выделяют открытые, закрытые и выполненные в виде веранды сооружения. В самом простом исполнении имеется один фронтальных подход и прямые откосы по бокам.
Потребность в перилах зависит от высоты, в пределах 50 см в них нет необходимости, при ее превышении рекомендуется сделать парапет от 0,7 до 1,2 м. Пристраиваемые к уже устоявшему фундаменту конструкции не связывают, на местах соприкосновения предусматривается температурный шов из влагостойких материалов. Жесткое соединение возможно только при одновременном бетонировании крыльца и основания и заложении их на одинаковой глубине, но такая практика реализуется редко и имеет ряд ограничений.
Ступеньки армируются прутьями с сечением не менее 6,5 мм с отступом от края в 50 мм. Среди учитываемых особенностей выделяют потребность в песчано-гравийной подушке, заливку единым монолитом, заглубление в грунт подошвы как минимум на 10 см и обеспечение под ней гидроизоляционной прослойки. Также следует помнить, что сооружение должно сочетаться с архитектурным стилем дома и выходить на проложенные ранее дорожки.
Объем раствора рассчитывается заранее, исходя из габаритов конструкции и условий ее монолитности, при рекомендуемой марке М200 для его приготовления используется портландцемент не ниже М400, кварцевый песок и прочный щебень с размером фракций в пределах 20 мм. В пластификаторах и аналогичных модифицирующих примесях обычно нет необходимости, смесь затворяют чистой водой с минимальным содержанием солей. При расчете учитывается потребность в засыпке 10-20 см песка или 10-30 щебня, точное значение зависит от УГВ и пучинистости грунта.
Для армирования применяется сетка из прутьев толщиной в 6,5 мм или 2 продольных ряда на каждом выступе из проката с ᴓ10-12 мм. Существует два подхода к усилению бетонных ступеней – закладка объемного каркаса или размещение профиля только на верхних участках с возможной засыпкой щебня или битого кирпича на месте пустого пространства. В любом случае поддержку рекомендуют делать единой, с усилением жесткими вертикальными отрезками арматуры и соединением стыков сваркой или проволокой. Последний способ признан самым надежным.
Опалубку для ступеней лестницы и маршевой площадки делают из досок с толщиной в 40 мм или влагостойкой фанеры в 21 м для боковых граней и 15 мм для подступенков. Расчет материалов проводят с учетом необходимости их погружения на 30 см в рыхлые грунты, и до 20 – в каменистые. Для вертикальной поддержки используются деревянные колья, прибиваемые или прикручиваемые с наружной стороны на расстоянии 45 см от ленты фундамента с последующим шагом в 40 см и углубляемые в землю на 20. Боковые грани подпирают угловыми подкосами, фиксируемыми у края деревянными брусками.
Для заливки полукруглого крыльца применяются формы из смоченной и высушенной фанеры толщиной в пределах 12 мм, изогнутые листы пластика или металла. Последний вариант считается оптимальным, лист в 1 мм хорошо удерживает вес бетона и гнется в нужную сторону. Дополнительно учитываются затраты на геотекстиль или рубероид, настилаемые поверх подушки с нахлестом в 10-15 см, антисептики для пропитки древесины, эмульсии для смазывания внутренних поверхностей собранной формы, гвозди с двойной шляпкой, саморезы, лист жесткой минваты или пропитанной битумом ДСП для закладки термошва и отделку.
Технология строительства опалубки своими силами
Придерживаются следующей схемы действий:
1. Проводятся подготовительные работы: сносятся старые деревянные или бетонные ступеньки (при наличии), площадка выравнивается (например, гладилкой для бетона) и размещается с помощью кольев и шнура. После этого под будущим крыльцом вынимается около 50-70 см грунта, траншея уплотняется вручную или виброплитой.
2. Засыпается и трамбуется 10-30 см щебня (на проблемных участках – пропитанного битумом) и 10-20 песка.
3. Подготавливаются материалы для закладки 20 мм температурного шва между фундаментом и ступенями, его функции могут выполнять прикрепленные листы рубероида, жесткая и пропитанная гидрофобизированными составами минвата, тонкий лист экструдированного пенополистирола или аналогичные влагостойкие прослойки.
Дно траншеи в обязательном порядке застилается рубероидом или геотекстилем. На этих участках желательно использовать цельные полотна, при отсутствии такой возможности они укладываются с нахлестом в 10-15 см.
4. Из досок или влагостойкой фанеры собирается каркас для ступенек крыльца. Начать рекомендуют с двух боковых щитов, на этом этапе из листов вырезаются прямые углы с уклоном горизонтальной стороны от 5 до 15°, все фиксирующие брусья прибиваются снаружи. После их установки и фиксации приступают к размещению досок, ограничивающих подступенки. На этих участках советуется использовать только цельные куски, крепление соседних элементов осуществляется с помощью саморезов или легко вынимаемых гвоздей. Этап завершается обработкой внутренних поверхностей смазочными материалами.
5. Одновременно с опалубочными конструкциями закладывается связанный заранее армокаркас. Нижние прутья поднимают над грунтом на обязательные 5 см с применением пластиковых стаканчиков или кусков кирпича, боковые края фиксируются кусочками бруса. Правильно уложенный каркас отступает от верхних кромок ступенек и краев на те же 5 см. При планировании размещения перил или боковых стенок соответствующие прутья выводятся вверх в нужных местах.
6. С помощью бетономешалки или строительного миксера замешивается раствор, расходуемый незамедлительно. Заливку выполняют послойно, от первого выступа к последнему, с тщательной выгонкой воздуха вибратором на каждой ступеньке и выравниванием кромок мастерком. Особое внимание уделяется верхней площадке, ее заглаживают металлическим правилом или рейкой.
7. Система накрывается пленкой и смачивается водой в течение 1-2 недель. К демонтажу щитов приступают не ранее, чем через 7 дней. Шлифовку ступеней, крепление перил и декоративную отделку проводят после набора безопасной прочности, любой из этих этапов можно выполнить самостоятельно.
Нюансы бетонирования, установки и демонтажа опалубки
Приведенная выше схема подходит для конструкций с любой конфигурацией, включая полукруглое крыльцо, меняется лишь форма щитов. При отсутствии прямых боковых торцов или заложении криволинейных ступенек нижняя часть короба фиксируется с наружной стороны частыми деревянными брусками. Установка верхних ярусов выполняется двумя способами: с поэтапным бетонированием каждого после высыхания предыдущего или путем сборки сложного каркаса с опорой досок на выступы нижних рядов и заливкой единого монолита. Для контроля размеров в первом случае в землю вбиваются арматурные прутья, впоследствии убираемые. Второй способ считается более надежным, правильно возведенная постройка не имеет горизонтальных швов.
Заливку ведут до верхних краев опалубки, что позволяет без проблем сделать небольшой уклон ступеней для стока воды при отсутствии козырька над крыльцом. К обязательным условиям технологии относят выгонку воздуха и распределение раствора по всем углам короба. Лучшие результаты достигаются при использовании длинного металлического штыря, протыкающего весь монолит до низа.
При необходимости сделать опалубку своими руками под круглые ступени предпочтение отдается листовому металлу, гибкая фанера при всех своих преимуществах нуждается в сложной обработке (смачивании, сгибании, креплении к шаблону, длительному высыханию, пропитке гидрофобизаторами), что не всегда целесообразно при разовых работах. Разница проявляется лишь в виде применяемых саморезов, для продавливания листа толщиной в 1 мм покупаются более острые метизы.
Как сделать опалубку для крыльца со ступеньками своими руками
Цельное крыльцо из бетона — прочная, долговечная конструкция для обустройства входной группы. Подобное основание не боится коррозии и гниения.
Бетон позволяет применять много способов отделки с использованием разнообразных облицовочных материалов.
Подобное крыльцо — достаточно легкое в изготовлении. Главное, чтобы монтаж опалубки лестницы был выполнен грамотно и надежно. Потребуется собрать по размерам и конфигурации будущего крыльца съемный короб. Он необходим, чтобы бетон не растекся, а принял нужную форму.
Содержание
Размеры крыльца
Количество ступенек
Из какого материала делать опалубку
Инструменты
Установка опалубки
Арматурный каркас
Заливка бетона
Размеры крыльца
Начальный этап возведения — подготовка проекта. Его составляют с учетом размеров крыльца, числа ступенек, видов декоративной отделки.
Оптимальные габариты конструкции:
Общая высота — на 3–5 мм ниже дверного порога;
Общая ширина — около метра;
Ширина ступеней 25–30 см;
Минимальная ширина 80–100 см;
Высота каждой ступеньки — от 12 до 20 см;
Угол наклона лестницы — 35–45 градусов.
По указанным нормам составляют чертеж будущего крыльца. Затем приступают к монтажу опалубки.
Количество ступенек
Связано с высотой фундамента дома. Расчет выполняют по формуле: H/L = S, где H — высота крыльца, L — высота ступени, S — общее число ступеней.
Этот показатель в одном марше всегда должен быть нечетным. Крыльцо с тремя и более ступеньками вместе с площадкой оснащается перилами.
Из какого материала делать опалубку
Основная функция опалубки — придание бетонному крыльцу необходимой формы. Короб можно собрать из деревянных досок, фанерных листов, металлопроката.
Деревянные щитки опалубки реально изготовить самостоятельно. Толщина доски должна быть не меньше 40 мм, а бруски — с минимальным сечением 100×100 мм. Минус опалубки из дерева — нельзя сделать круглые ступени.
Фанера стоит еще дешевле, чем деревянные доски. Она легко поддается обработке и формированию, но более хрупкая. Из фанеры можно выполнить криволинейную опалубку.
Металлическую конструкцию создают из оцинковки, стали и алюминия. Из металлических элементов монтируется опалубка круглых, полукруглых ступеней и крыльца необычной формы. Минусы — большая цена и сложная обработка.
Крепеж производят саморезами длиной на 40 мм больше толщины листа. Такую опалубку легче снять после схватывания бетона.
Инструменты
Перед работой необходимо собрать следующий комплект инструментов:
Молоток;
Шуруповерт;
Уровень;
Рулетка;
Штыковая и совковая лопаты;
Болгарка и ножовка по дереву;
Шпатель.
Смешивание бетона лучше производить не вручную, а использовать бетономешалку.
Установка опалубки
Если имеется старое крыльцо, то его нужно демонтировать и очистить место для нового.
Последующая работа производится поэтапно:
Производим разметку и вырываем котлован глубиной 0,45–0,6 м по периметру будущего строения. С размерами на 20–30 мм больше всей площадки;
Насыпаем 200 мм щебня и тщательно утрамбовываем, следом идет 100 мм слой песка;
Укладываем слой гидроизоляции;
Монтируем каркас из арматуры.
Если создается прямое одномаршевое крыльцо. Для этого вначале собирают два боковых щитка в виде ступеней. Их можно сделать двумя способами: сбить щит-прямоугольник, разметить под ступеньки и отпилить лишнее. Либо взять доски шириной, соответствующей высоте ступенек, и сразу собрать ступенчатый щит.
Доски соединяют между собой на внешней части щитка поперечными брусьями с помощью саморезов. Собранные боковые заготовки ставят на место и крепят с помощью подпорок, не позволяющих им смещаться под давлением бетонного раствора.
Дополнительно можно забить в грунт впритык к щиткам уголки из металла либо арматурные прутки. Между собой боковые части соединяют досками шириной, равной высоте ступеньки. Их ставят на ребро, и, если есть необходимость, фиксируют брусом, расположенным посередине марша.
Можно построить крыльцо со ступеньками, опоясывающими его по периметру.
Как возвести опалубку под такой вариант:
Собираем короб, формирующий первую ступеньку;
Опалубку устанавливаем на место и крепим распорками;
В нее до краев заливаем бетон и выравниваем по уровню;
После частичного схватывания раствора сверху монтируем короб следующего ряда, меньший по размерам на ширину ступени. Таким же методом делают и последующие ступени;
Короб можно смонтировать полностью, чтобы залить бетон одномоментно.
Арматурный каркас
Металлокаркас из арматуры нужен, чтобы придать прочность и монолитность сооружению. Арматурный каркас собирается вместе с формированием короба, а не устанавливается на дно после сборки опалубки перед непосредственной заливкой бетонного раствора.
Сборка металлического каркаса ступенек и завершающей площади осуществляют с помощью арматурных прутьев сечением 12 мм и вязальной проволоки.
По периметру, огражденному опалубочной конструкцией, на специальных подставках монтируется первый ряд каркаса в виде сетки с вертикальными прутками. Их скрепляют между собой с помощью проволоки. На вертикальных стойках фиксируют следующие ярусы арматурной сетки, точно повторяющей форму каждой ступени.
Монтируя каркас необходимо учитывать, что арматура не должна доходить до верхнего края крыльца и ступенек на 50–70 мм. В результате внутри короба получается металлокаркас, поверх него проводят заливку раствора бетона.
Заливка бетона
Бетонирование крыльца лучше производить раствором марки B15 (М200). При замешивании используют: цемент М400, сухой просеянный песок, щебень с фракциями 10-20 мм и воду в соотношении 1:2:4:1. Также добавляют пластифицирующий состав C-3.
Приготавливают раствор в таком порядке — вода, щебень, песок, цемент.
Заливать начинают с первого ряда ступенек с тщательной трамбовкой куском трубы или арматурой.
После, производят заливку второго ряда. Заполнив все сооружение, укрывают его пленкой и оставляют сохнуть.
Снятие опалубки производят примерно через неделю дней после завершения работ. Бетон набирает полную прочность только спустя 28 суток.
Посмотрите видео:
Любая крылечное бетонное сооружение нуждается в облицовке. Материалом для проведения таких работ обычно является керамическая плитка, искусственный камень либо декоративная щебенка, слегка утапливаемая в бетоне на завершающей стадии работ.
Бетонное патио своими руками (как залить плиту)
Фото: quikrete.com
Независимо от того, прямоугольное или изогнутое по форме, рядом с домом или отдельно стоящее во дворе, бетонное патио создает новое жилое пространство на открытом воздухе и добавляет поразительную особенность к пейзажу. Из всех широко используемых строительных материалов для патио бетон считается одним из самых прочных и универсальных. Это также доступно, не в последнюю очередь потому, что амбициозный, способный мастер может справиться с проектом сам, сэкономив значительные средства на подрядчике. Если вы уже работали с бетоном и чувствуете, что готовы взяться за более крупный и сложный проект, вы можете — при правильном планировании, правильных материалах и необходимых инструментах — добиться долговечного, привлекательного результата. Чтобы помочь вам добиться успеха с минимальными трудностями, QUIKRETE® предлагает эти подробные рекомендации.
Прежде чем начать, осмотрите место, которое вы выбрали для своего бетонного патио своими руками. Если земля здесь неровная, вам может потребоваться перепланировать участок с помощью экскаватора или без него. Даже если нет четко видимого резкого уклона и местность выглядит ровной, лучше не доверять своему невооруженному глазу. Вместо этого вбейте колья вокруг проектной зоны, прикрепив между каждым из них веревки каменщика. Используя линейный уровень, убедитесь, что струна проходит на постоянной высоте. Затем измерьте расстояние от веревки до земли на каждом кольце. Сравните измерения любых двух вех от линии до земли, разделив разницу (в дюймах) на расстояние между двумя вехами (в футах). Если вы получаете расчетный уклон более одного дюйма на фут, то вам предстоит некоторая работа по выравниванию.
Материалы и инструменты, доступные на Amazon
Фото: Quikrete.com
-бетонная смеси Quikrete® или Cuikrete® Crack-устойчивая бетонная смесь -Ставки -Строка Mason’s -Line Level -Плотничная сборы -Строка Mason’s -Линейный уровень -Плотничная издержка. – Лопата с прямым концом – Универсальный гравий QUIKRETE® – Трамбовка – Пиломатериал 2×4 – Циркулярная пила – Уровень – Электродрель – Шурупы 3 дюйма – Растительное масло или разделительный состав – Тачка – Щетка с жесткой щетиной – Инструменты для отделки бетона – QUIKRETE® Acrylic Cure & Seal
Реклама
ШАГ 1: Разметьте планируемое патио.
Фото: quikrete.com
С помощью веревки или садового шланга начертите примерный контур запланированного патио. Затем вбейте колья на одной линии с каждым углом чернового макета, но на расстоянии около фута снаружи. Как только вы это сделаете, протяните веревки каменщика между кольями; где возможно, используйте две стойки, отстоящие примерно на фут от каждого угла, чтобы перпендикулярно идущие струны пересекались в истинных углах области проекта. Теперь пришло время выровнять размеченную область. Для этого используйте так называемый метод треугольника 3-4-5. Из любого угла отмерьте и отметьте точку в трех футах от одной струны и в четырех футах от другой. Измерьте расстояние между двумя точками. Расстояние точно пять футов? Если нет, отрегулируйте положение струн, при необходимости переустанавливая колышки, пока точки действительно не окажутся на расстоянии пяти футов друг от друга. Следуйте тому же подходу в каждом углу области проекта. Наконец, используйте линейный уровень, чтобы убедиться, что струны каменщика проходят на одном уровне.
ШАГ 2. Раскопайте участок.
Фото: quikrete.com
Чтобы вода не скапливалась на поверхности патио или, что еще хуже, не затопляло подвал, придайте патио небольшой уклон, защищающий от дождя. На этом этапе установка наклона означает наклон струн каменщика. Следуйте за двумя веревками, убегающими от дома, к кольям, где они привязаны. Поскольку стандартный уклон составляет 1/8 дюйма на фут, умножьте запланированную длину стороны патио (в футах) на 1/8. Что бы вы ни получили, именно на это нужно опустить струны. Законченный? ОК: Сейчас начинается самая трудоемкая часть процесса. Ваша цель — раскопать участок проекта и шесть дюймов вокруг него на глубину шести дюймов ниже струн каменщика. Для любой почвы, кроме самой щадящей, лучше всего подойдет лопата с прямым концом. Удачи! По завершении раскопок добавьте слой универсального гравия QUIKRETE® , чтобы обеспечить ровное и стабильное основание. Насыпьте гравий толщиной около пяти дюймов, затем используйте трамбовку, чтобы спрессовать его до четырех дюймов.
Реклама
ШАГ 3: Установите опалубку, необходимую для удержания залитого бетона.
Фото: quikrete.com
В то время как для завершения земляных работ требуются силы, требуется мастерство, чтобы соорудить форму, то есть деревянный каркас, который необходимо построить, чтобы вместить залитый бетон, установить его высоту и определить его форму. Начните с размещения досок 2 × 4 на гравии по периметру зоны проекта, используя веревки каменщика в качестве ориентира. Поскольку внутренние размеры формы должны равняться общему размеру площади проекта, установите доски так, чтобы их внутренние края находились непосредственно под струнами. Затем через каждые три фута вдоль внешних краев опалубочных досок вбивайте колышки длиной в фут, вырезанные из вашего запаса 2×4. Чтобы прикрепить колья к доскам, просверлите трехдюймовые шурупы через одну и другую. Наконец, после выравнивания досок формы, прикрутите их все вместе, чтобы закончить. Чтобы бетон не склеивался с деревом, смажьте форму растительным маслом или коммерческим разделительным составом.
ШАГ 4: Залейте и закончите бетонирование.
Фото: quikrete.com
Приступайте к перемешиванию и заливке бетона в ровные насыпи. Оттуда распределите бетон по площади проекта с помощью мотыги, затем выровняйте бетон стяжкой — здесь просто 2×4. Продвигайте стяжку пилящим движением, удаляя излишки бетона перед плитой и используя ее для заполнения ям за ней. Как только бетон потеряет свой блеск, пройдитесь по нему деревянной теркой, дуговыми движениями разглаживая поверхность. После этого обработайте бетон щеткой с жесткой щетиной, чтобы поверхность не скользила. Теперь, в качестве предпоследнего шага, учитывайте сезонное расширение и сжатие, используя желобок и линейку, чтобы установить контрольные соединения. Контрольные швы должны быть вырезаны на четверть глубины плиты и добавлены по крайней мере через каждые 10 футов в каждом направлении. Наконец, нанесите QUIKRETE® Acrylic Concrete Cure & Seal не только для того, чтобы устранить необходимость в отверждении водой, но и для отталкивания воды и предотвращения образования пятен.
Чтобы получить более подробную информацию о заливке патио, посетите QUIKRETE® прямо сейчас!
Фото: quikrete.com
Этот пост был предоставлен вам QUIKRETE®. Его факты и мнения принадлежат BobVila.com.
Фундамент для дома своими руками – Бетонная плита Фундамент – Потерянная опалубка – Столб и пирс
Существует большое количество типов фундаментов. Просто прогуляйтесь по окрестностям, и вы обязательно найдете много разных интересных решений. В этой статье я обобщил основные типы фундаментов для жилых домов. Для разных типов грунтов подходят разные типы фундаментов. Основной принцип фундамента можно увидеть на иллюстрациях. Если вы не знаете, как правильно заложить фундамент вашего дома, я рекомендую вам обратиться к опытному строителю. Недооценивать этот этап строительства определенно не стоит. В проектах домов и коттеджей мы используем разные типы фундаментов. При необходимости мы обычно изменяем тип фундамента в соответствии с пожеланиями заказчика. Если вы не знаете, какой тип основы использовать, перейдите к этой статье.
Разметка труб бетонного фундамента — Домик Элле
Фундамент из бетонной плиты
Как видно на рисунке, самая глубокая часть этого фундамента находится непосредственно под несущими стенами. Это плита с фундаментом, на котором построена стена. В нашем случае это деревянное здание, поэтому нижний профиль стены крепится непосредственно к бетонному фундаменту. Эти анкеры либо забетонированы, либо наносятся с помощью химического анкера после затвердевания бетона. Часть бетонной плиты также образует основание для пола внутри здания. Отдельные базовые компоненты показаны на рисунке. Бетон под стенами простирается ниже незамерзшей глубины, поэтому нет риска смещения фундамента из-за замерзшей воды в окрестностях. В местах промерзания желательно утеплить фундамент.
Фундамент из бетонной плиты
Трубы бетонного фундамента
Этот фундамент подобен другим бетонным фундаментам. Он проще тем, что использует утрамбовываемую опалубку из бумаги или пластика. В заглубленную форму заливается бетон для создания фундамента. Такую форму мы уже оставляем в фундаменте. Можно купить специальные формы для фундамента из плотной бумаги или использовать, например, толстую водосточную трубу. Мы также можем использовать армирование для укрепления всей конструкции, как показано на рисунке. Заполните бетонный фундамент ниже уровня земли гравием и тщательно утрамбуйте его.
Выкопать яму для фундаментаУкрепить дно котлована и вставить в бетон стальную арматуру для соединения укрепления с будущим бетонным столбомПодготовить форму для фундаментаЗасыпать форму своим материалом, утрамбовать, залить бетоном и отрегулировать положение застежки. Дать высохнуть Бетонные опорные трубыОпорные трубы – House Judy and Elle
Плитный фундамент
Для небольших домов и деревянных построек мы можем выбрать бетонную плиту, одинаково прочную во всех местах. Сначала размечаем площадку под плиту, потом собираем опалубку и продумываем следующие этапы строительства. При заливке бетона нам необходимо постоянно выравнивать плиту, чтобы получить как можно более ровную поверхность. Затем сверху укладываем асфальтовую гидроизоляцию, чтобы предотвратить проникновение влаги из почвы. Мы можем разместить анкеры в мягком бетоне, к которым мы присоединим будущие стены. Как и в других типах фундаментов, перед бетонированием необходимо сделать проходки для возможных инсталляций – воды, канализации, электричества.
Приступайте к возведению других несущих конструкций вашего сарая на застывшей бетонной плите. Просверлите отверстия в нижних балках и привинтите их к резьбовым стержням. Залейте бетон и отмерьте положение резьбовых стержней. Установите стержни в мягкий бетон. Соберите опалубку и закрепите ее от смещения. Край ямы может служить опалубкой. На наклонных площадках хорошей идеей будет опалубка из досок. Используйте гравий прибл. Толщина 10 см / 4 дюйма в качестве опоры для плиты. Выкопайте яму там, где толщина фундаментной плиты составляет не менее 8 дюймов / 200 мм по всему периметру. Фундаментная плита — домик Энн и Марлен
Несъемная опалубка
Фундамент с несъемной опалубкой, показанный на рисунке, является очень популярным решением для фундамента дома. В подготовленную черновую выемку с земляной полосой заливается простой бетон и выравнивается. Это дает ровную основу, на которой можно разместить утраченные блоки опалубки. Важно перед бетонированием добавить арматуру для укрепления фундамента и соединения его выравнивающей плиты с проезжей частью. Асфальтовую гидроизоляцию, предпочтительно в два слоя, можно приварить поверх подготовленной конструкции фундамента. Плоская поверхность утраченной опалубки также идеально покрывается пенопластом. После установки дренажа и других аксессуаров засыпьте и уплотните фундамент. Можно сказать, что бетон, залитый в котлован, образует полосу фундамента вместе с утраченной опалубкой.
Потерянная опалубка
Кирпичный фундамент
Если у нас есть кирпичи или камни для строительства, мы можем построить наше здание на кирпичном фундаменте. Сначала убираем пахотную землю и засыпаем грядку щебнем. Затем мы выравниваем поверхность раствором и укладываем гидроизоляционную полосу асфальта, чтобы предотвратить проникновение влаги в фундамент. Затем мы можем начать строить с кладочным материалом и раствором. Выложенный кирпичом фундамент желательно выровнять раствором и снова уложить асфальтовую гидроизоляцию. На подготовленную таким образом поверхность уже можно устанавливать деревянную фундаментную сетку.
Раскрыть землю ок. 4″/100 мм в глубину и утрамбовать. Это практически формирует основу для кирпичного, каменного или другого фундамента. Основание можно улучшить с помощью бетонной или строительной подушки, в которую можно поместить лист асфальта, чтобы предотвратить попадание грунтовой влаги в более высокие части конструкции. Теперь кирпичный фундамент может быть завершен на такая подготовленная база. В качестве вяжущего можно использовать цемент и известковый раствор. Если есть подходящие камни, используйте их. Вместо классического раствора для скрепления камней можно использовать глинистый грунт, вырытый рядом с участком. Бетонно-кирпичный фундамент
Фундамент из деревянных столбов
Это очень простой тип фундамента. Его преимущество в том, что нам не нужны никакие готовые изделия, мы можем обойтись тем, что найдем в лесу. В выкопанную яму укладываем базовый слой из камней, затем деревянный фундаментный столб, который красим битумной гидроизоляцией, что значительно замедляет деградацию древесины. Выравниваем столб до нужного положения и заливаем бетоном. Следующие этапы строительства могут быть построены поверх этого подготовленного фундамента. Недостатком этого типа фундамента является то, что существует риск деградации забетонированного бруса. Он может начать гнить и постепенно осыпаться. Однако это зависит от уровня влажности, а также от качества древесины. Имеет большое значение, если вы используете высокопрочный дуб или, наоборот, менее прочную еловую древесину.
Вырыть котлован ок. 20 ″ / 500 мм в глубину и 2 ″ / 300 мм в ширину Укрепите дно ямы камнями и залейте их бетонно-цементной смесью. Подготовьте столб в нужное положение, отрегулируйте до конечного положения. Тщательно пропитайте нижнюю часть столба. Залейте бетоном яму со столбом и оставьте сохнуть. Перед окончанием этого этапа убедитесь, что стойка хорошо выровнена. Последним шагом является установка балки пола. Используйте, например. металлическая застежка, чтобы удерживать его на месте. Фундамент из деревянных столбов
. Фундамент из винтовых болтов
Мы уже описывали фундамент на винтовых сваях, например, в этой статье. Существуют различные размеры земляных винтов. От самых маленьких, которые можно использовать, например, для фундамента террасы, до больших, на которых мы можем построить семейный дом. Перед покупкой земляных шурупов необходимо проверить, подходит ли местность на вашем участке для использования земляных шурупов. Чем каменистее и каменистее почва, тем сложнее установить заземляющие винты. Преимуществом земляных винтов является их скорость установки. Вы можете купить шурупы в большинстве магазинов строительных материалов. Это менее трудоемкий вид фундамента, чем, например, бетонные фундаменты, но он, безусловно, дороже. По сравнению с большинством других типов фундаментов, земляные винты довольно дороги.
Тщательно разметьте положение будущего фундамента. Вставьте стержень, затем удалите его, оставив направляющее отверстие для заземляющего винта. Частично вбейте винт молотком; затем начните ввинчивать его в землю. Продолжайте вкручивать шуруп до необходимой высоты. Надземные части конструкции можно сразу же после этого установить. фундамент террас или небольших детских домиков или беседок. Сборный железобетон можно купить разных размеров. Перед их размещением рекомендуется удалить мягкую почву и заполнить ее гравием. Как и в случае с другими типами фундаментов, важно точно выровнять все основания. Возможно, что этот тип фундамента все еще сядет после завершения строительства, но с помощью гевера и прокладок проблема может быть аккуратно решена.
Отрегулируйте сборный блок, чтобы он соответствовал размерам балки. Вы можете убрать немного земли и засыпать в яму гравий. Используйте ручную трамбовку, чтобы затвердеть грунт, создав идеальное ложе для блока. Чем глубже фундамент, тем он надежнее. На фотографиях показана процедура для достижения визуально удовлетворительного результата. Сначала копаем фундамент, потом ставим опалубку. В залитый фундамент помещаем столярный анкер, к которому крепим будущую сетку пола. Опалубку можно снять, а пространство вокруг фундамента засыпать гравием. Если деревянные профили должны быть уложены непосредственно на бетон, между деревом и бетоном необходимо проложить гидроизоляционный слой – битумную полосу, чтобы предотвратить деградацию древесины.
После затвердевания бетона снять опалубку и установить швы пола. Вы также можете добавить гравий в окружающую среду, чтобы создать эстетическую отделку. Подготовьте опалубку для бетонной части фундамента над землей. Важно следить за тем, чтобы замеры были правильными и соответствовали внутренним размерам будущего фундамента.
технология создания красивого кованого художественного орнамента
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Виды художественной ковки металла
Горячий метод
Особенности холодной ковки
Преимущества ковочной обработки
Разновидности узоров
Виды художественной ковки металла
Для проведения художественной ковки обязательно учитывается материал детали. От этого зависит вид ковки, которая бывает:
Горячая.
Холодная.
Горячий метод
Элементы художественной ковки, имеющие сложный орнамент, требуют предварительного нагрева материала, чтобы получить определённый уровень пластичности.
Низкоуглеродистые стали нагреваются до температуры 1000—1150 градусов. Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре. Обычно она находится в диапазоне 800—900 градусов.
Особенности холодной ковки
Элементы холодной ковки, купить которые можно в специализированных магазинах, изготавливаются несколькими способами:
Операция выполняется без нагрева, на холодную.
Деталь нагревается до 200—250 градусов.
Основным преимуществом деталей, полученных холодной ковкой, считается высокая точность готового изделия. На поверхности таких кованых деталей отсутствует окалина. Холодная ковка даёт возможность изготавливать рельефные элементы, используя листовые заготовки. Такая методика применяется для обработки цветных металлов.
Чтобы получить художественную композицию, готовые элементы необходимо соединить. При обычной сварке получается некрасивый вид, шов имеет пониженную прочность, детали приходится зачищать. Профессионалы пользуются для соединения деталей кузнечной сваркой.
Готовые элементы нагреваются до температуры 650—700 градусов, при которой металл становится пластичным. Затем орнамент обжимают во время сборки.
Преимущества ковочной обработки
Ковкапром занимается выпуском и продажей художественных элементов во многих городах России. Их кованые элементы имеют самое разное направление. Все эти изделия отличаются несколькими положительными качествами:
Каждая деталь считается уникальным и неповторимым творением. Любой элемент отличается своей индивидуальностью.
Красивый внешний вид.
Кованые детали покрываются особым антикоррозийным составом, поэтому эти элементы могут эксплуатироваться не один десяток лет.
Благодаря твёрдости металла такие изделия всегда отличаются высокой прочностью.
Детали прекрасно сочетаются с различными отделочными и строительными материалами. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Разновидности узоров
Из объёмного металлопроката кузнецы создают различные рисунки, в которые входит несколько составляющих:
Спираль. Диаметр спирали иногда уменьшается книзу и меняет своё направление на противоположное. Получается очень оригинальный узор, в котором направление спирали регулируется художественным замыслом.
Двухрядная спираль. Средняя часть имеет самый большой диаметр. Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
Волюта. Узор имеет форму завитка, располагающегося в разных направлениях. Волюта бывает однонаправленной вогнутости, при этом завитки имеют одну ось сгиба. Когда завитки находятся с двух сторон от центра заготовки, говорят о разнонаправленной волюте.
Крутень. Для формирования такого орнамента часть стержня закручивается вокруг оси. Закручивание всегда происходит в одну сторону, так как находясь в пластичном состоянии, при закручивании в разные стороны пруток может разрушиться.
Навершие. Этими деталями украшают оконные решётки, а также различные ограждения. Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
Из листового металлопроката изготавливаются дополнительные детали художественной ковки. К ним относятся:
Пространственные спирали. Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
Плоский завиток. Элемент аналогичный объёмному, только для изготовления используется металлическая полоса.
Чеканка. Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
Кернение. В лист вдавливается специальный штамп. Таким способом можно изготавливать вензель, придавать изображению объёмный вид, а также формовать надпись.
Оголовки. Из полосы сворачивается чашеобразную ёмкость. Может иметь несколько форм в зависимости от создаваемого рисунка.
Используя комбинации таких художественных орнаментов, можно создать очень красивые кузнечные композиции, отличающиеся своей оригинальностью и неповторимостью.
Понимание процесса и его преимуществ
Введение
Холодная штамповка — это процесс ударной штамповки, при котором кусок сырья пластически деформируется под действием высокой силы сжатия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые основные методы включают выдавливание (вперед, назад, вперед и назад), чеканку, осадку и обжимку. Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований применения.
По сути, холодная ковка представляет собой процесс смещения, который придает существующему материалу желаемую форму; сравните это с обычной механической обработкой, при которой материал удаляется для создания желаемой формы. Как видно из следующих разделов, это различие дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются 2 типа штампов:
Открытая ковка: Материал может выходить после заполнения полости.
Преимущество: меньшие напряжения и нагрузки
Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
Закрытая ковка: Объем полости штампа точно такой же, как и объем материала, чтобы получить на выходе чистую форму или форму, близкую к чистой.
Преимущество: устраняет необходимость последующей обработки
Недостаток: более высокие нагрузки и нагрузки; матрица может быть серьезно повреждена, если материал превышает
Повышение производительности при больших объемах производства
Основная причина, по которой многие компании переходят на использование холодной штамповки, заключается в необходимости повышения производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции по удалению материала и чистовой обработке детали (например, вертикальное, горизонтальное, объемное удаление, подкрашивание деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал до желаемой формы.
В зависимости от параметров конкретной детали экономия времени на единицу может значительно повысить производительность. Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штампы и оснастку для холодной штамповки. Таким образом, многие компании решили использовать другие методы только для прототипирования или на ранних этапах производства, при этом переход на холодную ковку запланирован в преддверии наращивания объемов производства.
Экономия материалов и снижение затрат
Еще одним ключевым преимуществом холодной штамповки является устранение отходов материала. Вместо того, чтобы удалять значительное количество сырья, в процессе холодной ковки сырье используется полностью.
Входные данные для его технологического процесса представляют собой заготовки материала, которые вырезаются из исходного сыпучего материала (рулоны, балки, листы и т. д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором затрат является количество отходов на деталь, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Улучшенная целостность и прочность детали
Очень важным фактором, который компании учитывают при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали. Ковка дает гораздо более прочные детали, чем ее аналоги, изготовленные литьем, сваркой, процессами порошковой металлургии или механической обработкой необработанного прутка / листового металла.
Высокие усилия сжатия при холодной ковке фактически смещают и перестраивают зерна основного материала, чтобы свести к минимуму любые присущие ему слабости. Это особенно важно для конструкций деталей, требуемая форма которых имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с основной зернистостью сырья.
Улучшенный внешний вид и отделка поверхности
Холодная ковка также может иметь явные преимущества по сравнению с механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими производственными процессами, поскольку выход обычно не требует этапов последующей обработки для достижения презентабельного внешнего вида и /или требуемая гладкость поверхности.
В зависимости от конкретных требований конечного применения некоторые детали могут нуждаться в очистке для удаления заусенцев, канавок, бороздок или других дефектов процесса обработки. Это не проблема с готовыми деталями, изготовленными методом холодной штамповки.
Рекомендации по применению
Хотя холодная ковка может не подходить для каждого применения, она может дать очень значительные преимущества в соответствующих ситуациях. Учитывая, что для этого требуется специальное оборудование, а также инвестиции в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с учетом общих объемов производства, затрат на материалы, требований к прочности деталей и прогнозов окупаемости инвестиций (ROI).
В некоторых случаях, когда прочность, форма и гладкость поверхности имеют решающее значение, холодная ковка является единственным процессом, позволяющим эффективно производить детали, соответствующие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные шестерни, разработаны специально для процесса холодной ковки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что единовременные затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов. Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений и обладающего ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материала
Размер заготовки должен точно контролироваться, если применяется закрытая ковка. Избыточному материалу некуда деваться в закрытую полость штампа при прессовании; это может вызвать чрезмерно высокое напряжение внутри штампа, что может привести к серьезному повреждению инструмента. С другой стороны, если используется открытая ковка, дополнительный материал, как правило, не вызывает подобных повреждений, как упомянуто выше, поскольку в процессе обычно предусмотрены пути отвода материала.
Склеивание
Склеивание — это процесс погружения, при котором поверхности заготовок покрываются фосфатом и мылом для облегчения потока материала через пуансоны или штампы в процессе ковки. Это помогает уменьшить трение, усилие и напряжение, а также улучшает качество поверхности.
Отжиг
Отжиг — это процесс, который размягчает материал и снижает напряжение течения для облегчения текучести материала. Промежуточный отжиг, применяемый между этапами ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала нецелесообразна или невозможна.
Смазка
При холодной ковке использование высоковязкого масла имеет решающее значение для уменьшения контакта оголенного металла с металлом. Однако для рассеивания выделяемого тепла обычно также необходимо добавить нужное количество жидкого масла.
Резюме
Понимание компромиссов при холодной ковке и выбор партнера с большим опытом в области холодной ковки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и технологам ценную альтернативу традиционным процессам механической обработки или литья.
Ключом к успеху является ранняя оценка процесса проектирования и учет общего объема производства и требований к наращиванию производства, чтобы можно было использовать холодную штамповку для достижения оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластмасс под давлением , сварка и литье металлов под давлением, холодная ковка создает изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала. Этот процесс также высокопроизводителен и оптимален для финишной обработки поверхностей.
О нас
Interplex — ведущий поставщик мультитехнологичных решений, которому доверяют ведущие компании во многих отраслях. Вот уже 60 лет мы играем важную роль в предоставлении индивидуальных решений высочайшего качества для решения самых сложных проблем наших уважаемых клиентов.
В условиях жесткой глобальной конкуренции наша технология выделяет нас и укрепляет наши лидирующие позиции. Наша способность проектировать, разрабатывать и производить критически важные продукты и решения, адаптированные к конкретным конечным приложениям, проистекает из нашей давней приверженности технологиям и инновациям. Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций.
Свяжитесь с нами по любому запросу о продуктах/услугах или отправьте запрос цен .
Узнайте больше об Interplex и нашем опыте в области точного машиностроения здесь .
В этом месяце мы подробно расскажем о производственном процессе холодной ковки, сообщив вам о его полезности, преимуществах и шагах, которые составляют нашу внутреннюю процедуру всякий раз, когда мы получаем новый проект.
Что такое холодная ковка?
Холодная ковка — это производственный процесс формовки, при котором нет удаления или добавления материала. Этот процесс заключается в приложении к материалу чрезвычайно высоких давлений, вызывающих его деформацию (формовку) до заданной формы. Название «холодный» связано с тем, что процесс происходит с материалом при комнатной температуре, без предварительного нагрева. Следовательно, уровень механической стойкости материала выше, чем в «тепловом» процессе.
Способность металла к пластической деформации (соответствие или пластичность) ниже, поэтому получение более сложной геометрии ограничено. Обычно этот процесс используется для изготовления деталей с относительно небольшими размерами и весом, таких как винты, крюки, кольца, стержни, валы и т. д.
Преимущества процесса холодной штамповки
Основные преимущества процесса включают высокое качество размеров, отличную отделку поверхности, экономию сырья и большую производительность, а также отсутствие побочных эффектов горячей обработки, таких как окисление, обезуглероживание и термическое сжатие. Этот процесс по всем этим причинам является высококонкурентным.
В этом тематическом исследовании описан отличный пример, когда применение процесса холодной штамповки в качестве альтернативы токарной обработке позволило одному из наших клиентов сэкономить около 35 %.
Правильная процедура для хорошего выполнения
Для хорошего выполнения процесса ковки ETMA следует процедуре, состоящей из следующих шагов:
Анализ окончательного чертежа клиента для проверки размеров, допусков на размеры и т.д.;
Подтверждение уменьшения площади, которое должно быть достигнуто, с учетом ограничений, допускаемых используемым материалом;
Расчет объема и веса детали по кованому чертежу;
Определение начальной длины преформы по рассчитанному весу и с использованием, по возможности, стандартных шаблонов;
Определение плана операции, в который включены этапы обработки, от резки до операции окончательной ковки, ограничения процесса, такие как максимальная длина заготовки из верхней и нижней матрицы, необходимые этапы формования, а также ограничения оборудования, такие как ход экстракции, мощность смещения материала и скорость формования;
При проектировании инструментов адаптируйте их к «шаблонам» компании и в этот момент подтвердите, что курс извлечения позволяет детали быть действительно свободной от матрицы и в условиях, позволяющих системе передачи между слайдами;
Заключительные мысли
Таким образом, процесс холодной штамповки является очень полезным процессом во всех наших 10 производственных процессах и, хотя он может иметь некоторые ограничения в применении, он действительно способствует экономии средств и оптимизации ресурсов.
Инверторный сварочный аппарат Ресанта САИ-160 — продукт высоких технологий, сочетающих в себе надежность, компактность и простоту в эксплуатации. Сварочный аппарат Ресанта САИ-160 предназначен для ручной электродуговой сварки постоянным током покрытым электродом. Компактность конструкции, а также небольшой вес аппарата позволяют сварщику перемещаться по всей площади производимых работ.
Ресанта САИ-160 обеспечивает точную установку и высокую стабильность установленных параметров процесса сварки при колебаниях сети.
Обеспечивает экономию электроэнергии за счет высокого КПД преобразования.
Можно выделить простоту настройки и легкость выполнения сварки, относительно традиционных источников трансформаторного типа.
Функция легкого поджига дуги (hot start).
Антизалипания электрода (antistick).
Высокая ВА характеристика (arc force), значительно облегчают сварочный процесс, и снижают требования к высокой квалификации сварщика.
Компактность конструкции, а также небольшой вес аппарата позволяют перемещаться по всей площади производимых работ.
Построен на IGBT транзисторах;
Компактный и легкий аппарат весом 4.5 кг;
Принудительное туннельное охлаждение;
Защита от перегрева;
Класс защиты — IP21;
Прочный металлический корпус защищает аппарат от внешних повреждений.
Точность работ Возможность регулирования тока от 10 до 160 А обеспечивает идеально ровные сварочные швы.
Легкая переноска Прочный ремень инверторного сварочного аппарата Ресанта САИ 160 — для легкой транспортировки.
Для регулирования сварочного тока используется широтноимпульсная модуляция. Аппарат имеет защиту от перегрева – в случае срабатывания защиты (загорится лампочка на передней панели) следует убедиться в отсутствии замыкания рабочих кабелей и остановить работу, не отключая аппарат, не менее чем на 5 минут
БРЭНД:
РЕСАНТА
Описание
Инверторный сварочный аппарат Ресанта САИ 160 предназначен для ручной электродуговой сварки постоянным током покрытым электродом.
Общая информация
Тип устройства
Инверторный
Тип сварки
Ручная дуговая сварка (MMA)
Производитель
Ресанта
Модель
САИ 160ПН
Экстерьер
Цвет
Серый
Конструкция
Мобильный
Основные характеристики
Тип питания
От сети 220 В
Номинальное напряжение, В
220
Номинальная частота, Гц
50 / 60
Потребляемый ток, A
22
Работа при пониженном напряжении
Есть
Характеристики сварки
Напряжение дуги, В
26. 4
Диапазон сварочного тока
От 10 до 160 А
Максимальный диаметр электрода, мм
4
Индикация
Индикация питания
Есть
Индикация перегрева
Есть
Система защиты
Защита от перегрева
Есть
Автоматическое отключение
Есть
Система охлаждения
Принудительная Воздушная
Дополнительная информация
Функция «ANTI STIK»
Есть
Особенности
Диапазон рабочего напряжения: 140 — 240 В Диапазон рабочих температур: — 10°С до + 40°С Дисплей с индикацией силы тока Плавная регулировка силы тока Функция Arc Force — регулируемый форсаж дуги Длина кабеля питания — 1,9 м Длина кабеля с электродержателем — 1,8 м Класс защиты — IP21
Комплектация устройства
Описание комплектации
Сварочный аппарат Кабель с электрододержателем Кабель заземления Инструкция по эксплуатации
Сварочный аппарат инверторный Ресанта САИ-160 65/1
50 лет Октября, 109б, Тюмень (склад)
6:00 — 20:00
Привезем 3 ноября при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Сеченова, 161в, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Панфиловцев, 86, Тюмень
Круглосуточно
Привезем 4 ноября при заказе сегодня
Строителей, 6б, с. Червишево
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Ставропольская, 120 к2, Тюмень
Круглосуточно
Привезем 4 ноября при заказе сегодня
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
2-я Дачная, 80, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Московский тракт, 125б, с. Успенка
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Газовиков, 65, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Губернская, 42, мкр. Комарово
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Пермякова, 83 к2, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Согласия, 4, д. Субботина
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Трактовая, 15, с.Ембаево
8:00 — 21:03
Привезем 4 ноября при заказе сегодня
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
Привезем 4 ноября при заказе сегодня
50 лет Октября, 109б, Тюмень
7:00 — 21:00
Привезем 4 ноября при заказе сегодня
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
Привезем 4 ноября при заказе сегодня
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
Привезем 4 ноября при заказе сегодня
Щербакова, 99а, Тюмень
Круглосуточно
Привезем 4 ноября при заказе сегодня
Московский тракт, 130, Тюмень
7:00 — 21:00
Привезем 4 ноября при заказе сегодня
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Профсоюзная, 63, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Федюнинского, 79, Тюмень
7:00 — 21:00
Привезем 5 ноября при заказе сегодня
50 лет Октября, 57в, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Мельникайте, 123 ст1, Тюмень
Круглосуточно
Привезем 5 ноября при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Дамбовская, 10 ст19, Тюмень
Круглосуточно
Привезем 5 ноября при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Федюнинского, 60, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Республики, 204 к4, Тюмень
8:00 — 21:03
Привезем 5 ноября при заказе сегодня
Домостроителей, 32, Тюмень
7:00 — 21:00
Привезем 5 ноября при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Садовая, 3а, д. Ожогина
Круглосуточно
Привезем 6 ноября при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Федорова, 12 к4, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем 6 ноября при заказе сегодня
Республики, 252к, Тюмень
7:00 — 21:00
Привезем 6 ноября при заказе сегодня
Среднечастотный инверторный многоточечный сварочный аппарат постоянного тока-Инверторный точечный сварочный аппарат (MFDC)-GOLDEN SPOT INDUSTRY INC.
-EZB2B Тайваньские станки & автозапчасти & пресс-форма для пластика
Контроль и измерение Горизонтально-расточный и фрезерный станок Гравировальный станок с ЧПУ Z-осевой предустановленный датчик (сеттер)
Китайский EN
Продукция
GOLDEN SPOT INDUSTRY INC.
Продукты
Инверторная машина для точечной сварки (MFDC)
Среднечастотный инвертор постоянного тока для многоточечной точечной сварки
SAI-1600-Medium Frequency DC Inverter Spot Welding Machine
SAI-1600DD-Medium Frequency DC Inverter Multi-Point Spot Welding Machine
Инверторная машина для точечной сварки (MFDC)
Среднечастотная инверторная машина для многоточечной точечной сварки
SAI-1600DD
1. Стабильный ток, напряжение, подходящие для одновременной работы сварочных цилиндров.
2. Сбалансированное питание трех входов, уменьшение размера кабеля и мощности выключателя.
3. Постоянный ток постоянного тока помогает сократить время сварки.
4. Улучшенные характеристики сварки, ровные точки сварки.
5. Легкая машина
6. Частота 1000 Гц
7. Низкое энергопотребление
Материал заготовки:
Углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий, специальные металлы.
Спецификация
Спецификация:
Модель
Номинальная мощность
Напряжение
Цилиндр
Ширина сварного шва
Допустимая пошлина
Макс. Давление
№.
кВА
В
ШТ.
мм
%
кг
САИ-1000DD
100
380/440
10
1 200
10
500
САИ-1600DD
160
380/440
12
1 600
10
500
САИ-1700DD
170
380/440
12
1 600
10
500
ПРИМЕЧАНИЕ: Мы можем принять особые требования заказчика.
Характеристика:
Таблица спецификаций:
Сопутствующие товары
9 Среднечастотный сварочный инвертор постоянного тока
Пресс-форма
Машина
Транспортное средство
История просмотров
Прокрутка вверх
Инверторный сварочный аппарат TIG
Sai по лучшей цене в Ченнаи
Основные экспортные рынки
Азия
Образец политики
Свяжитесь с нами для получения информации о нашей политике образца
Подробнее Принимает только внутренние запросы
2 года Член с: 2 года
Mr Sai Shanmugam
Chennai, Tamil Nadu …Более B — No. 41 & 42, Geason Nagar, Ayanambakkam, Chennai, Tamil Nadu, 600095, India
Открыть карту
Посмотреть номер
Продать на Tradeindia
Информация о продукте
Основной экспортный рынок (рынки) Азии
Образец политикиСвяжитесь с нами для получения информации о нашей политике образцов
Условия оплаты Предоплата наличными (CA), Чек, Предоплата наличными (CID)
Основной внутренний рынокВся Индия
Предлагается BySai Arc India Pvt. ООО
Описание продукта
Под надзором и руководством нашей экспертной команды мы можем производить и поставлять сварочный аппарат SAI Inverter TIG в Ченнаи, Тамил Наду, Индия. Эти машины поставляются по очень конкурентоспособным ценам и предназначены для удовлетворения сварочных требований наших клиентов. Наши машины проходят различные строгие проверки качества на различных уровнях производства. Кроме того, этот диапазон предлагается в широком спектре спецификаций в соответствии с требованиями клиентов.
Подробная информация о продукте: Минимальное количество для заказа: 1 шт. напряжение: 43 В Диапазон выходного тока: 10–160 А Рабочий цикл: 60% Номинальное выходное напряжение: 16,4 В Вес: 80 кг Коэффициент мощности: 0,93 Габаритные размеры: 371 x 155 x 295 мм Класс защиты: IP23 Диаметр стержня: 1,6–3,2 мм Почтовый газ: 2,5 сек
Информация о компании
SAI ARC INDIA PVT. ООО , Основанная в 1997 году, в Ченнаи, штат Тамил Наду, является ведущим производителем и поставщиком сварочных аппаратов в Индии.
Оборудование рассчитано на одно- и двухфазное напряжение сети 220 или 380 В. Аппарат отслеживает напряжение и настраивается автоматически
В зависимости от сети, к которой подключен аппарат, изменяется выходная мощность. Для 380 В максимальная сила тока составит 250 А, а для 220 В – 200 А
Уверенная сварка электродом до 5 мм
Классическая система управления
Стабильность горения дуги
Есть все необходимое в комплекте для выполнения сварочных работ
REAL ARC 250 работает от одно- и трехфазной питающей сети
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Аппарат оборудован современными электронными компонентами и транзисторами с высокоскоростным переключением. Это позволяет снизить до 40% температурную нагрузку на электронную часть, по сравнению с предыдущим поколением компонентов и уменьшить массогабаритные характеристики
Платы оборудования изготовлены при помощи SMT монтажа электронных компонентов с технологией покрытия печатных плат с двух сторон специальным лаком, защищающим их от пыли и влажности. На верхнюю плату нанесён дополнительный слой герметика.
Многоплатная компоновка обеспечивает надёжность и долговечность оборудования
Компактный аппарат весом 9,3 кг
REAL ARC 250 D (Z226)— это надежный, долговечный и ударопрочный инструмент для сварочных мастерских и работы на производственных площадках
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски
Работа при продолжительных нагрузках
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Для охлаждения силового трансформатора установлен дополнительный вентилятор
У аппарата реализовано раздельное исполнение силовой части и управления. Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах
Аппарат REAL ARC 250 D (Z226) имеет удобную систему управления и дисплей для отображения параметров сварки:
На цифровом дисплее отображается значение силы сварочного тока
При включении аппарата к питающей сети 220 В загорается Индикатор сети 220 В
При включении аппарата к питающей сети 380 В загорается Индикатор сети 380 В
Регулировка силы тока осуществляется бесступенчато с помощью удобного прорезиненного регулятора
Напряжение холостого хода до безопасного уровня у аппарата снижается при помощи кнопки включения функции VRD
Индикатор перегрева
Тумблер переключения способа сварки: ММА DC, TIG Lift DC
Регулятор Форсажа дуги
Комплект поставки:
Электрододержатель 300 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 300 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Для осуществления TIG сварки необходимо приобрести специальную вентильную горелку. Поджиг дуги осуществляется касанием и производится на постоянном токе (DC)
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Ручная дуговая сварка MMA
Сварочный инвертор MMA REAL ARC 250 (Z227)
REAL ARC 250 (Z227)
Рекомендованная розничная цена 37 350 ₽ / шт
Артикул 00000095492
1 шт / Коробка
Отличительными особенностями аппарата являются:
Уверенная сварка электродом до 5 мм
Классическая система управления
Стабильность горения дуги
Есть все необходимое в комплекте для выполнения сварочных работ
REAL ARC 250 работает от трехфазной питающей сети 380 В
Оборудование REAL произведено на автоматизированной линии. Его особенностью является использование современных электронных компонентов и транзисторов с высокоскоростным переключением, что позволило снизить до 40% температурную нагрузку на электронную часть, по сравнению с предыдущим поколением компонентов и уменьшить массогабаритные характеристики
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Аппарат REAL ARC 250 (Z227) имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатель силы сварочного тока отражаются на цифровом дисплее
При включении аппарата загорается индикатор сети
Индикатор перегрева загорается в случае перегрева аппарата
Регулировка силы тока осуществляется бесступенчато
Форсаж дуги для MMA сварки регулируется бесступенчато
Компактный аппарат весом 9,6 кг
REAL ARC 250 (Z227)— это надежный, долговечный и ударопрочный инструмент для сварочных мастерских и работы на производственных площадках
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски
Работа при продолжительных нагрузках
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
У аппарата реализовано раздельное исполнение силовой части и управления. Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах
Комплект поставки:
Электрододержатель 300 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 300 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Разновидностью металлопроката является водогазопроводная труба (ВГП) с обычным сечением круглой формы. Она изготавливается электросварным способом и обладает усиленным швом. Производство осуществляется по ГОСТ 3262-75. На нашем сайте вы также можете заказать бесшовную трубу.
Где применяется труба стальная ВГП
Прямым назначением изделий является обустройство водо- и газопроводов, о чем можно судить по названию. Однако на деле сфера применения подобной продукции гораздо шире. Данная продукция из стали идет на создание отопительных, охладительных, оросительных систем. Она используется при монтаже подводных коммуникаций, а также в мебельном производстве, авиа- и автомобилестроении.
Речь идет о прочном материале, выдерживающем сильные механические нагрузки и внутреннее давление. К качеству шва, который образуется при сваривании материала, предъявляются повышенные требования. Он проходит тщательную проверку.
Классификация труб ВГП из стали
Водогазопроводный прокат различается по таким критериям:
Покрытие. Есть оцинкованные изделия. Они служат дольше, поскольку стальная основа более надежно защищена от коррозии. Кроме этого, предлагаются неоцинкованные виды стройматериалов.
Толщина стенки. Одни изделия легкие, другие обладают средними параметрами, третьи – усиленные, толстостенные.
Условный проход, обозначаемый ДУ. Под ним понимают номинальный внутренний диаметр.
Трубы ВГП в Москве
Приобрести продукцию этого вида металлопроката вы можете в нашей компании. Мы содержим на складах оцинкованный и неоцинкованный материал различного размера. Помимо этого, представлены все необходимые комплектующие. В перечень предоставляемых услуг также входят:
Профессиональные консультации. Наши сотрудники подробно расскажут об особенностях изделий, их технических параметрах и сфере применения. Специалисты помогут подобрать подходящий материал.
Доставка товара. Обладая обширными транспортными возможностями, мы доставляем продукцию в любом количестве по всей России. Самовывоз также возможен.
Для розничных покупателей и оптовых заказчиков мы предлагаем выгодные условия сотрудничества с действующей системой скидок. Цена трубы ВГП обыкновенной рассчитывается исходя из нужного количества погонных метров. Стоимость дополнительной обработки изделий и создания металлоконструкций тоже определяется в индивидуальном порядке. Свяжитесь с нами, чтобы обговорить все нюансы, связанные с приобретением продукции высокого качества.
Оставить заявку
E-mail*
Дополнительные комментарии:
Партнеры и поставщики
Труба оцинкованная вгп | водогазопроводная
Трубы водогазопроводные (вгп) производятся в соответствии с ГОСТ 3262-75. Трубы, производимые по данному ГОСТу имеют существенные отличия от других труб, например электросварных, потому что размер трубы установлен в дюймойвой системе измерений, а не метрической, принятой на территории нашей страны.
Например, Труба водогазопроводная Ду 25х3,2 имеет наружный диаметр 33,5 миллиметра,а 25 миллиметров — это условный проход, который не является внутренним и тем более наружным диаметром.
Трубы водогазопроводные оцинкованные
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Труба оцинкованная вгп 15х2,8
6; 7,8
2-3пс
1,34
746
Труба оцинкованная вгп 20х2,8
6; 7,8
2-3пс
1,74
575
Труба оцинкованная вгп 25х3,2
6; 7,8
2-3пс
2,51
398
Труба оцинкованная вгп 32х3,2
6; 7,8
2-3пс
3,25
307
Труба оцинкованная вгп 40х3,5
6; 10,4
2-3пс
4,03
248
Труба оцинкованная вгп 50х3,5
6; 10,4
2-3пс
5,12
195
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатаной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
Оцинкование продлевает срок службы трубы
Оцинкованные трубы, изготовленные по ГОСТ 3262-75 предназначены для водопроводов под холодную воду и сооружения металлоконструкций наружного применения. В обоих случаях покрытие цинком защищает конструкцию от коррозии многие годы. Такая защита позволяет продлить срок службы водопровода в несколько раз.
Оцинкованные трубы не нужно красить
Оцинкованная труба надежно защищена откоррозии, в то же время имеет вполне опрятный внешний вид, что позволяет использовать оцинкованные трубы в производстве наружных металлоконструкций, не прибегая к дополнительному окрашиванию.
Требования к трубам
Предельные отклонения по массе труб не должны превышать +8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
+7,5 % — для партии;
+10 % — для отдельной трубы.
Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1,5 мм — с условным проходом свыше 20 мм.
Сварной шов должен быть сплошным, не допускающим протечек. Для контроля целостности сварного шва в условиях завода — производителя проводят гидравлические испытания.
Водогазопроводные трубы, в том числе оцинкованные легких и обыкновенных толщин стенок должны выдерживать давление 2,4МПа (25кгс/см.кв.)
Купить водогазопроводную оцинкованную трубу в нашей компании возможно любыми партиями от 1 тонны до вагонных норм. Отгрузка производится самовывозом или с доставкой на Ваш объект или склад. Поставка крупных объемов может быть отгрузкой автомобильным или железнодорожным транспортом.
Цены
В последние годы цена на оцинкованную трубу, как и на остальной металлопрокат меняется довольно часто, кроме того, в зависимости от объема заказа, мы можем предложить различные цены. Просим Вас уточнять текущие цены на трубы оцинкованные вгп и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Дыхательная трубка 3M: GVP, винил, серия H — 5F787|GVP-122
Вещь # 5F787
производитель Модель #
ГВП-122
UNSPSC #
46182007
№ страницы каталога
1769 г.
1769 г.
Страна происхождения
США.
Страна происхождения может быть изменена.
Дыхательные трубки, чехлы и адаптеры 3M PAPR (респиратор с принудительной очисткой воздуха) совместимы с воздуходувками и головными уборами 3M той же марки и серии. Дыхательные трубки PAPR (респиратор с принудительной очисткой воздуха) направляют отфильтрованный воздух от вентилятора к головному убору. Крышки обеспечивают чистоту блоков воздуходувки при покраске или выполнении других действий, вызывающих обратный выброс, который может привести к загрязнению блока.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Вещь # 5F787
производитель Модель #
ГВП-122
UNSPSC #
46182007
№ страницы каталога
1769 г.
1769 г.
Страна происхождения
США.
Страна происхождения может быть изменена.
Дыхательные трубки, чехлы и адаптеры 3M PAPR (респиратор с принудительной очисткой воздуха) совместимы с воздуходувками и головными уборами 3M той же марки и серии. Дыхательные трубки PAPR (респиратор с принудительной очисткой воздуха) направляют отфильтрованный воздух от вентилятора к головному убору. Крышки обеспечивают чистоту блоков воздуходувки при покраске или выполнении других действий, вызывающих обратный выброс, который может привести к загрязнению блока.
Координатный стол своими руками, простой мастер-класс и советы
Skip to content
Search for:
Главная » Столы » Самодельный
Самодельный
На чтение 8 мин. Просмотров 15.9k.
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Содержание
Преимущества и недостатки самостоятельного изготовления
Выбор конструкции
Материалы и механизмы конструктивных элементов
Основание
Привод
Направляющие
Устройство перемещения
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Видео
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
небольшие габариты;
простую конструктивную форму;
управляются механическим способом;
используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная формаНебольшие габаритыУправление механическим способомЭкономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться.Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
МеханическоеВакуумноеКрепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
ЧугунСтальАлюминий
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
МеханическийЭлектрическийС ЧПУ
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и кареткаЦилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
Какой должна быть скорость обработки.
Какая точность позиционирования допустима при выполнении рабочих операций.
Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Ременная передачаШарико-винтоваяЗубчато-реечная
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
На поверхности готовой крестовины собрать каретки с ходом 94 мм.
Профили обработать напильником, после чего в него вставить гайки М10.
На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
Все узлы, а также подвижные части протереть смазочным материалом.
Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовиныНа поверхности готовой крестовины собрать кареткиПрофили обработать напильником, вставить гайкиНа шпильках произвести сборку рукояток с подшипниковым узломСварить два П-образных основания из уголкаСобрать всю конструкциюВсе узлы, подвижные части протереть смазочным материаломПрикрепить к станине сверлильного станка
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол. Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:. Это означает, что подача осуществляется по координатам Х, Y, Z.
Поиск данных по Вашему запросу:
Координатный стол своими руками
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Крестовые тиски своими руками часть 2 тиски / Crosspoint vise their own hands
Координатный столик своими руками
Координатный столик для сверлильного станка
Как сделать самодельный координатный стол своими руками: чертежи, видео
Координатный стол своими руками. ..-1 часть
самодельный координатный столик и самодельные тиски для сверлильного станка
Координатный стол своими руками…-1 часть
Координатный стол своими руками Финал Вторая часть
Координатный стол для сверлильного станка: виды, изготовление своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Подробно о изготовлении 2К столика.
Крестовые тиски своими руками часть 2 тиски / Crosspoint vise their own hands
Размеры столика — 0,5×0,5 м, должна быть возможность подключения шаговых или серводвигателей. В механике мы с ребятами не сильны, хотя «мозги» и всю электронику можем собрать своими силами.
Я так полагаю, что имеются варианты подобных решений. Хотелось бы ознакомится. В частности, я сталкивался со столами с сервоприводом, там двигатели соединялись с исполнительным устройством СО2 — лазер путем ременной передачи.
Но во-первых, это были здоровенные столы 2х2 м. Во-вторых меня смущает ременная передача. Какая там может быть точность? Мне желательно бы до 0,1мм, потому что мы собираемся резать на нем печатные платы стоять будет фреза. Крутильная жесткость имеет линейную характеристику, а кинематическая погрешность выражена регулярной функцией. Вещь, конечно! Хотя вряд ли на наших заводах такую механику потянут, но прпобуем Готовые чертежи, наверное, будет трудновато достать.
Проще самим конструкцию придумать или попытаться купить железку, так как делать такие вещи с нуля дело неблагодарное. Только если уж совсем безвыходная ситуация Еще можно попытаться взять за основу списанный фрезерный станок и приделать свою систему управления. Или хотя бы какие-то детали позаимствовать. Что касается столов с ременной передачей, то надо полагать, что при наличии в системе управления координатным столом обратной связи, теоретически можно добиться точности позиционирования 0,1 мм.
Только вот ременную передачу на фрезерном станке использовать вряд ли получится, так как нагрузка от сил резания будет восприниматься ремнем, а для него это крайне нежелательно. Ремень будет растягиваться или вообще оборвется. Для силовых передач лучше возьмите винт-гайку шарико-винтовые пары, ШВП или гидроцилиндры, можно рейка-шестерня.
У вас в городе есть какие-нибудь механические заводы где можно изготовить направляющие и прочие необходимые вещи? Идеальным было бы наличие станкостроительного заводика. Где взять чертежи координатного столика?
Изготовленный исключительно на отечественном оборудовании из отечественных материалов станок для огранки нестандартных алмазов напр. Коньшина я трогал своими руками и видел его работу! Изобретательское чутье и профессионализм этого человека меня поражает. Многие его изобретения мы сейчас начинаем внедрять и в энергетику. Цитата: Во-вторых меня смущает ременная передача.
На счет ремней: кажется, что ремень не может дать необходимую точность, но это только на первый взгляд, так как они не имеют люфта, не изнашиваются как винтовые передачи, да мороки там меньше. Посудите сами, с винтами надо делать все очень точно соосно , а с ремнями такой проблемы нет, просто их надо как следует натянуть и все. Могу привести пример заводского 2-координатного станка для построения графиков и прочего, читал его инструкцию, выдел его в работе, довольно таки точно.
Страница 1 из 1.
Координатный столик своими руками
Координатный стол является манипулятором, который состоит из нескольких осей. Предназначен такой стол для перемещения технологической головки в 2 или 3 плоскостях. Есть возможность, изготовить координатный стол своими руками. Его используют для обработки материала в установках. Собирают такой стол из линейных модулей, которые в свою очередь изготовлены на основе алюминиевого профиля. Загородное строительство Мебель и интерьер Ремонт, монтаж и строительство Карта сайта. Координатный стол своими руками
Тисы от заточного станка. Но ничего криминального. Поворот вообще с нуля своими руками. Прихшлось и фрезеровать и токарить.
Координатный столик для сверлильного станка
Отправить комментарий. Координатный стол своими руками. Есть желание собрать и автоматизировать координатный стол своими силами? Координатный стол — это манипулятор, состоящий из нескольких осей, и предназначенный для перемещения технологической головки лазер или плазма, фреза или стеклорез в двух или трех плоскостях. Координатные столы используются в установках для контактной обработки материала фрезерование, электроэрозия, сварка, гравировка, резка или раскрой материала , и бесконтактной обработки материала лазер, плазма, нанесение герметиков и т. Усиленная конструкция может применяться для создания сверлильных и фрезерных станков, а также для манипуляторов, испытывающих большие нагрузки. Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее… Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил: Не экономьте на жесткости. В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, так как простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
Как сделать самодельный координатный стол своими руками: чертежи, видео
Если народный умелец регулярно использует сверлильные инструменты, для удобства и ускорения работы рекомендуется предусмотреть дополнительные приспособления. Одним из таких приспособлений считается координатный стол, увеличивающий не только производительность, но и точность обработки изделий. Необязательно тратить деньги на готовый прибор, можно сделать координатный стол своими руками из подручных материалов. Читайте также: Как изготовить кофейный столик своими руками. Стол для фрезерного станка, на котором тоже можно сверлить, представляет собой металлическое основание на подвижном механизме.
Содержание: Назначение и виды Характеристики снования Направляющие Механизмы для передачи движения.
Координатный стол своими руками…-1 часть
Если народный умелец регулярно использует сверлильные инструменты, для удобства и ускорения работы рекомендуется предусмотреть дополнительные приспособления. Одним из таких приспособлений считается координатный стол, увеличивающий не только производительность, но и точность обработки изделий. Необязательно тратить деньги на готовый прибор, можно сделать координатный стол своими руками из подручных материалов. Стол для фрезерного станка, на котором тоже можно сверлить, представляет собой металлическое основание на подвижном механизме. На поверхности стола фиксируют заготовку, которую планируется обработать. Фиксаторы для стола устанавливают такого типа:.
самодельный координатный столик и самодельные тиски для сверлильного станка
Подписывайтесь на канал чтоб не пропустить новые видео ВКонтакте группа — Пишите в коментах какие видео вам интересны,обзоры на какую тему? Ссылка на страницу с видео:. Онлайн нарезка музыки — это удобный и простой сервис, который поможет вам самостоятельно создать музыкальный рингтон. Музыкальные кубы — это музыкальный микшер онлайн, который позволяет самостоятельно сочинять музыкальные композиции. Конвертер YouTube видео Наш онлайн видео конвертер позволяет конвертировать видео с вебсайта YouTube в форматы webm, mp4, 3gpp, flv.
Как сделать фрезерный станок по металлу своими руками. На направляющие устанавливается координатный стол, который будет передвигаться по.
Координатный стол своими руками…-1 часть
Координатный стол своими руками
Предлагаем Вам ознакомиться с нашими «исследованиями» в этой сфере и примерным набором компонентов конструкции и системы управления ЧПУ. Координатный стол — это манипулятор, состоящий из нескольких осей, и предназначенный для перемещения технологической головки лазер или плазма, фреза или стеклорез в двух или трех плоскостях. Координатные столы используются в установках для контактной обработки материала фрезерование, электроэрозия, сварка, гравировка, резка или раскрой материала , и бесконтактной обработки материала лазер, плазма, нанесение герметиков и т. Основа координатного стола — рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала лазер, плазма или транспортных манипуляторах для небольших нагрузок.
Координатный стол своими руками Финал Вторая часть
Отправить комментарий. Изготовление сверлильного станка своими руками. Сверлильный станок своими руками можно сделать дома из обычной электрической дрели. В мастерских радиолюбителей мини станки домашнего изготовления встречаются чаще всего по той причине, что покупать промышленные агрегаты дорого, а сделать устройство своими руками не сложно. Мысль — как сделать сверлильный станок, приходит в голову не только радиолюбителям, но и людям, время от времени нуждающимся в выполнении ремонтных работ в быту. При этом для изготовления мини агрегата не требуются специальные приспособы или высокопрочные материалы.
Размеры столика — 0,5×0,5 м, должна быть возможность подключения шаговых или серводвигателей.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: поляков , 21 мая в Самодельные станки. Здравствуйте всем! Очень надо. Рассмотрите конструкцию стола горизонтально-расточного станка, у него функции соответствуют Вашим требованиям.
Forgot your password? Started by Георгий2 , May 17, Прошу совета где нарыть инфу в инете с целью врубиться в тему линейные двигатели и тому подобное.
Графики координат
: что это такое и как этому научиться?
Этот пост содержит партнерские ссылки. Если вы нажмете и совершите покупку, я получу комиссию без дополнительных затрат для вас! Спасибо! Как партнер Amazon, я зарабатываю на соответствующих покупках. Прочитайте мое полное раскрытие здесь.
Случалось ли вам когда-нибудь, чтобы ребенок говорил вам… «Зачем я это учу? Я никогда не буду использовать его в реальной жизни». Что ж, изучение координатных графиков — это один из тех навыков, которым вы с удовольствием научите, а затем объясните их обоснование.
Когда я начал учить своего младшего сына построению координатных графиков, я знал, что ему понадобится попрактиковаться в этом навыке, но я также знал, что ему не нужны скучные страницы рабочей тетради. Я хотел что-то практическое, и я нашел пару настольных игр, которые могли бы помочь. Затем я придумала занятие на свежем воздухе, которое, как я знала, ему понравится. И поскольку они помогли ему, я подумал, что они помогут тебе и твоим детишкам.
Что такое графики координат?
Координатный график или координатная плоскость — это просто сетка с точками на ней. Этот навык не так уж сложен, если вы понимаете, что начальная точка — это ось X (или горизонтальная линия), а ось Y (вертикальная линия) — конечная точка.
Однако, если вы не можете вспомнить, с чего начать: с оси X или с оси Y, построение координат может стать вашим врагом. У моего сына с этим были трудности, поэтому я научила его маленькой хитрости.
The Trick
В алфавите буква /x/ предшествует /y/, а буква /o/ предшествует /u/. Если вы помните фразу «снова и снова», вы будете правильно наносить координатные точки в кратчайшие сроки!
Идти «сверху» (поскольку /o/ стоит первым в алфавите), а затем «вверх» (поскольку /u/ стоит вторым). Это то же самое, что не забыть сначала начать с оси /x/, а затем с оси /y/.
Когда ты так разбиваешь его на части, его намного легче вспомнить!
Когда мне это нужно будет знать?
Теперь, когда мы рассмотрели, что на самом деле представляют собой графики координат, нам нужно подготовить ответы на неизбежный вопрос: «Зачем мне это знать?» То, как вы ответите на этот сложный вопрос, либо поможет вашему ребенку научиться любить этот навык, либо просто отмахнется от него как от еще одной бесполезной информации.
Итак, я придумал и построил 3 качественных ответа, которые побудят их полюбить координатные графики.
Скажи: «Если вы когда-нибудь заблудитесь посреди пустыни, вы будете надеяться и молиться, чтобы человек, ищущий вас, знал и понимал координаты. Если нет, надеюсь, вам понравится есть песок». Затем вы можете напомнить им, что этот навык помогает им понимать долготу и широту.
Скажите: «Если вы когда-нибудь захотите жить самостоятельно или путешествовать куда-либо, вам нужно уметь читать карту… на случай, если ваш GPS перестанет работать и у вас будет объезд». Затем обратитесь к № 1 для более подробного объяснения.
Наконец, и, возможно, это самое важное, скажите: «Если вы хотите освоить тетрис, вам захочется узнать, как работает «сверху вниз» координатный график».
Поверьте мне, они поймут меня сейчас, и они смогут поблагодарить меня позже.
Итак, теперь единственный вопрос, который вам нужно задать, это как сделать изучение этого навыка увлекательным? Я так рада, что вы спросили!
Увлекательные занятия по построению графиков
Несмотря на то, что существует множество игр, в которых для игры используется сетка (например, шашки и шахматы), две игры идеально подходят для отработки навыков построения координатных графиков.
Connect 4
Эта игра идеально подходит для знакомства с концепцией координатных графиков. Предпосылка состоит в том, что вы хотите иметь 4 своих диска подряд перед противником. Диски должны быть размещены в семи столбцах и шести рядах. Хотя у вас нет специально обозначенных осей X и Y, вы должны понять концепцию «сверху и вверх», прежде чем размещать диск, чтобы гарантировать победить.
Connect 4 — это стратегическая игра, в которой ни один игрок не имеет преимущества перед другим. Однако каждый раз, когда ставится диск, игра усиливается. Игроки всегда должны думать о том, как могут получиться каждые 4 ряда. В нее так весело играть, и мы настоятельно рекомендуем ее!
Морской бой
Это может стать для вас неожиданностью, но игра Морской бой представляет собой координатный график в игровой форме. Весь смысл игры состоит в том, чтобы «выстреливать» по кораблям ваших противников, пытаясь потопить его флот, основываясь на точках местоположения на сетке.
Для начала вы говорите букву и цифру (А-2), а другой человек говорит: «Хит!» или «Мисс!» Затем, в зависимости от ответа вашего противника, вы планируете свою атаку. Это такой захватывающий способ практиковать этот навык, и самое приятное то, что вы законно учитесь, играя! Ура веселью.
Упражнение по рисованию забора
Это последнее задание я придумал, глядя в окно, когда мой сын изучал координатные плоскости. Я смотрел на наш задний двор, и тут меня осенило. График забора!
Вот как это работает. Вам понадобится сетчатый забор и ватная бумага (прекрасно подойдет папиросная бумага!). Вы называете координаты и просите ребенка положить скомканную бумагу в отверстия в заборе. Возможно, вам это покажется не таким захватывающим, но каждый раз, когда у моих детей появляется возможность учиться вне дома, они ею пользуются.
Например, вы можете назвать пары чисел (2,5), (3,5), (4,5). Затем у них есть короткая горизонтальная линия ватной бумаги в заборе. Единственное, что вам нужно будет определить перед началом, это где будет начальная точка (0,0) на вашей координатной плоскости (она же забор). Если вы хотите повысить уровень сложности, попросите их также использовать отрицательные числа, а столб между двумя листами ограждения будет вашей осью Y.
Другой вариант – предложить детям создать свой собственный рисунок в отверстиях забора. После создания своего шедевра попросите их нанести точки на координатную плоскость. Затем они могут просто записать координаты, чтобы другой человек использовал их для воссоздания оригинала. Это будет веселое семейное занятие!
Итак, вот оно! Определение, ответы, которые вы собираетесь дать своим ученикам, и три замечательных занятия, которые превратят ваших нерешительных «графиков-координаторов» в мастеров. Ну, может быть, не мастера, но они, безусловно, будут больше заинтересованы в изучении этого удивительного навыка.
График линии с использованием таблицы значений
Поиск
Наиболее фундаментальной стратегией построения графика является использование таблицы значений . Цель состоит в том, чтобы выбрать любые значения x и подставить эти значения в данное уравнение, чтобы получить соответствующие значения y. Не существует правильного или неправильного способа выбора этих значений x. По мере развития своих навыков вы научитесь выбирать подходящие значения x в зависимости от того, как вы хотите отобразить график.
Как это выглядит? Есть два способа настроить таблицу значений. Если таблица представлена горизонтально, верхняя строка будет содержать все значения x, а нижняя строка будет содержать соответствующее значение y для каждого x. С другой стороны, когда таблица отображается вертикально, левый столбец содержит значения x, а правый столбец — значения y.
Примеры построения графика с помощью таблицы значений
Давайте рассмотрим несколько примеров, чтобы понять, как это работает.
Пример 1: Нарисуйте уравнение линии ниже, используя таблицу значений.
Неважно, какую таблицу значений использовать. Для этого мы будем использовать горизонтальный формат. Следующим шагом является выбор значений x.
Нет неправильного выбора значений x. Имейте в виду, что нам нужно как минимум две точки для построения линии. Это означает, что можно превысить минимальные требования для повышения точности. Что касается меня, я всегда рисую три точки или больше. Причина в том, что если линия не проходит через три точки, это говорит мне, что я допустил ошибку в своих вычислениях. Это дает мне возможность перепроверить свою работу.
Чтобы решить, какие значения x выбрать, я предлагаю вам посмотреть на размер нашей оси xy. В частности, посмотрите на доступные числа по горизонтальной оси.
Предположим, ваш учитель дает вам эту ось xy на вашем рабочем листе.
Если мы хотим, чтобы график отображался в пределах этой оси xy, имеет смысл выбрать значения x между {- 4} и { + 4}. Всегда старайтесь включать ноль в одно из ваших значений x, потому что это упростит ваши вычисления. Итак, мы выбрали следующие x-координаты и соответственно поместили их в таблицу.
Следующим очевидным шагом является вычисление значения y для каждого x в таблице. Для этого мы будем использовать данное уравнение прямой, потому что это формула, которая дает нам прямую информацию о том, как получить значение y при заданном значении x. Мы собираемся использовать формулу три раза, так как у нас есть три значения x.
x = — 1
x = 0
x = 1
Давайте соберем эти выходные значения и поместим их в строку, где расположены значения y.
Нанесите три точки на оси xy.
С помощью линейки (линейки) соедините точки, чтобы увидеть график линии. Вот и все!
Пример 2: Нарисуйте уравнение линии ниже, используя таблицу значений.
Первое, что бросается в глаза в этой задаче, это то, что коэффициент при «х-члене» является дробным. Здесь нам нужно быть немного осторожными, так как мы можем легко получить дробные значения y. Точки с дробными координатами могут быть сложными при построении их на оси.
В этой задаче мы хотим, чтобы значения x при умножении на коэффициент — {1 \over 2} давали нам положительные или отрицательные целых чисел . Поскольку знаменатель дроби равен 2, значения x должны быть кратны 2. Верно? Опять же, не забывайте всегда включать ноль в качестве одного из ваших входных значений.
В этом примере мы будем использовать вертикальный формат значений таблицы. Для большей практики давайте возьмем пять входных значений x.
Найдите значение y для каждого x, используя уравнение.
x = — 4
x = — 2
x = 0
x = 2
x = 4
. в соответствующем месте в таблице значений.
Теперь пришло время нанести каждую точку на оси координат и соединить их, чтобы показать график линии. Готово!
Пример 3: Нарисуйте уравнение линии ниже, используя таблицу значений.
Я вижу, что у нас есть дробный коэффициент x со знаменателем 3.
Ориентированно стружечные плиты часто рассматривают в качестве напольного материала. Можно ли стелить на пол OSB плиту — вопрос, который нам задают чуть ли не ежедневно. Да, в качестве чернового варианта — под ламинат, паркет, линолеум и другие виды напольных покрытий. Основная функция — выравнивание, такое решение обойдется дешевле бетонной стяжки или самовыравнивающихся смесей. Сегодня мы расскажем о технологиях монтажа ОСБ, как выбрать класс и толщину покрытия, какие подготовительные работы следует выполнить перед укладкой. Вы узнаете об основных методах укладки: на бетонное основание, дощатые полы, деревянные лаги.
Преимущества укладки OSB на пол
Существует несколько доводов в пользу ориентированно-стружечных плит в качестве напольного покрытия:
Простота монтажа. Для укладки панелей не нужны специальные навыки, материал легко поддается обработке.
Удобство. Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж.
Стоимость. 1 м2 ОСБ панелей обойдется дешевле чем подоснова из фанеры.
Качество. По своей сути, ОСБ плиты — это спрессованное дерево. Эстетичность материала сочетается с прочностью и надежностью.
На нашем сайте доступна ОСБ плита для отделки пола толщиной 9, 12, 15, 18, 22 мм. Преимущественно представлена продукция класса OSB3 — оптимальный вариант по цене и эксплуатационным свойствам.
Монтаж плит OSB на пол — основные способы
Существует 3 основных технологии укладки ориентированно-стружечных панелей в качестве напольного покрытия: на стяжку из бетона, на лаги, на деревянный пол. Мы рассмотрим все способы.
Монтаж плит ОСБ на бетонную стяжку
Технология востребована преимущественно в многоэтажных зданиях. Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
Последовательность работ:
Зачистка рабочей поверхности. На ней не должно быть пыли и мусора. Лучше всего пропылесосить помещение.
Обработка основы грунтовкой — для лучшей адгезии.
Раскрой и укладка OSB-плит. Разрезать их удобнее всего пилой — дисковой или отрезной.
Внутреннюю сторону ориентированно-стружечных панелей надо обработать влагоотталкивающей грунтовкой с антисептиком, дождаться, пока она высохнет. Нанести клей зубчатым шпателем.
После наклеивания ОСБ плит их для большей надежности закрепляют дюбелями для бетона — по контуру, с интервалом в 20-30 см, отступив 5 см от края.
Зачистка покрытия. Стыки заполняют специальной шпатлевкой, также можно использовать монтажную пену. После высыхания шпатлевку шлифуют.
Важно! ОСБ плита для пола укладывается с зазорами для компенсации температурного расширения. Оптимальная ширина — 3 мм. Между панелями и стеной оставляют свободное пространство в 12 мм. Это исключит деформацию покрытия в дальнейшем.
Укладка ОСБ плит на деревянные лаги
Монтаж пола на лаги популярен в домах с заливным или столбчатым основанием. Плиты ОСБ могут выполнять функцию черновой отделки, финишной или использоваться для выравнивания с дальнейшей укладкой линолеума, паркета или других материалов. Основа — деревянные лаги. Конструкция многослойная, содержит гидро-, паро- и теплоизоляционный слой. В качестве гидроизоляции подойдет перфорированная мембрана (пленка), ее же применяют как пароизоляцию. Для утепления можно уложить минеральную вату, пенополистирол.
Особенности технологии:
Черновой пол из OSB-панелей монтируют по нижней стороне лаг. Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав.
Между лагами и плитами ОСБ размещают теплоизоляционный слой с пергамином. В качестве утеплителя можно уложить пенопласт.
Панели укладывают в 1 или 2 слоя, ориентированных перпендикулярно относительно лаг. Для соединения слоев применяют спиральные гвозди, дополнительно можно использовать клей. Крепление к лагам осуществляется саморезами — с интервалом в 25-30 см.
Обязательны расширительные зазоры в 3 мм — для каждого слоя.
Монтаж плит OSB на деревянные полы выполняется аналогично. Основные этапы:
Установка лаг (75х50, 100х75 мм). Конкретный размер брусьев подбирают с учетом длины, шага обрешетки, расчетной нагрузки. Перед монтажом лаг следует очистить поверхность от загрязнений, плесени, грибка. Крупные выбоины в основании необходимо заделать. Лаги устанавливают на деревянную обрешетку. Варианты крепления брусьев — анкеры, саморезы.
Укладка пароизоляции (ПЭ, фольгоизол, паропроницаемая мембрана). Пароизоляционный слой укладывают гладкой стороной к утеплителю (шероховатой — вниз). Для соединения стыков удобно воспользоваться строительным феном, дополнительно их можно проклеить битумным скотчем.
Укладка OSB-плит. Предварительно листы грунтуют с нижней стороны.
ОСП надо расположить так, чтобы длинная сторона располагалась перпендикулярно относительно деревянного каркаса.
Как выбрать OSB плиту для пола
Основные критерии выбора: класс ОСБ панелей (OSB1, OSB2, OSB3, OSB4), толщина, размеры, бренд. Наши рекомендации:
Учитывайте способ монтажа. Так, для укладки на бетонную стяжку подойдут плиты ОСБ толщиной 12 мм. На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
Для обычных помещений (офисные, жилые, коммерческие) подойдет OSB3. Обладают достаточной прочностью, влагозащищенные — при пролитии воды на пол не случится ничего критичного. Для отделки в ванной, душевых, также предпочтительнее использовать OSB3 — максимальная влагозащищенность и прочность.
Размер панелей подбирайте с учетом параметров помещения — чем больше площадь, тем удобнее крупноформатные листы. Обычно используют цельные листы 2500х1250 (2440х1220) или разрезанные напополам 1250х1250 (1220х1220).
У нас вы можете купить панели для укладки на стяжку, на деревянные лаги, на основание из досок, под выравнивание пола ОСБ плитой. Вся продукция соответствует ГОСТ 32567-2013. Доступна доставка по г. Новосибирск и области, по договоренности с заказчиком организуем отправку в другие регионы.
Как правильно выбрать необходимую толщину ОСБ плиты?
В строительстве, как и на российском рынке, ориентированно стружечные плиты используются давно. Это отличный аналог фанерных плит, которые можно применять как в производстве каркасных конструкций, так и во внутренней и внешней обшивке помещений. Прочные листы OSB легки в обработке, безопасны для человека и устойчивы к влаге и появлению плесени. Широкие возможности применения материала и большое количество размеров оставляют вопросы о выборе толщины плит для конкретного вида строительных работ. Для правильного выбора необходимо понимать, какой толщины бывает ОСБ и в чем разница между разными типами листов.
Виды и характеристики плит
Плиты представляют собой листы, состоящие из 3 слоев прессованной древесной щепы, расположенных во взаимно перпендикулярных направлениях. В зависимости от количества слоев в плите различается и толщина материала: от 6 до 40 мм. От толщины листов зависит их прочность, уровень влагонепроницаемости и шумоизоляции. Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола.
Выбор толщины нужно производить с учетом предварительных расчетов для работы:
расстояние между опорами;
нагрузка на плиту;
несущие параметры листа.
Характеристики материала предоставляют производители, а рабочие нагрузки помогут рассчитать специалисты. Иногда возникает необходимость использовать вместо одного листа с большой толщиной, например, 20 мм, две плиты по 10 мм. В таком случае настил получается более крепким и плотным, чем при использовании одного слоя OSB. Такое покрытие делают со смещением стыков без образования щелей.
Выбор материала для разных целей
Какой толщины OSB выбрать под деревянный пол?
При укладке плит на бетонную стяжку необходимо тщательно очистить и выровнять поверхность. При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели.
Выбор ориентированно-стружечных плит на пол по лагам
Выбор материала зависит от расстояния между лагами. При шаге в 40 см можно использовать плиту 18 мм, а при расстоянии 60 см необходимо применять осб до 22 мм. Укладка производится на лаги как и на деревянный пол с закреплением саморезами на расстоянии 30 см.
Толщина OSB под ламинат
Чтобы выровнять деревянный пол, следует использовать осб 15-18 мм. Со временем дерево под настилом OSB может рассыпаться или деформироваться. Для этого нужно предварительно убрать выступающие гвозди и отшлифовать поверхность. Листы нужно уложить швами вразбежку и закрепить саморезами через каждые 40 см.
Какой толщины ОСБ нужны на потолок?
Для обшивки потолка в зависимости от сложности нагрузки на осб выбирают разную толщину материала. Для черновой облицовки достаточно легких листов с толщиной 6-8 мм, чтобы не перегружать несущие конструкции. Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм.
ОСБ на стены
Чтобы выбрать, какой толщины осб нужны для каркасного дома, необходимо понимать, для чего используется материал. Выбор сырья для внешней обшивки дома крайне важен для прочности, сохранения тепла и микроклимата в помещении. Листы должны выдерживать не только нагрузку, но и любые внешние климатические воздействия. Для таких работ производители рекомендуют выбирать влагостойкую осб с толщиной от 15 мм. Для внутренней отделки стен в зависимости от влажности помещения и наличия дополнительной нагрузки на конструкцию, нужно выбирать листы 10-15 мм.
ОСБ для крыши?
Крыша дома защищает здание от дождя, ветра и сохраняет тепло в доме. Поэтому особые требования предъявляются к характеристикам осб для мягкой кровли. Какая толщина материала необходима зависит от расстояния между стропилами. При расстоянии от 600 до 1000 мм необходимо выбирать плиты от 15 до 18 мм. При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
Рекомендованные товары
Полезные материалы
Плиты GLUNZ на складе!
Подробнее
Толщина ОСБ плит
Подробнее
Теперь и Quick Deck!
Подробнее
Потолок из гипсокартона: как его сделать, преимущества и недостатки
Подробнее
Какие плиты выбрать для отделки дома
Подробнее
Дом из OSB своими руками
Подробнее
Представитель OSBmarket.ru в Твери
Подробнее
Шумоизоляция стен в деревянном доме
Подробнее
Утепление пола пеностеклом
Подробнее
Правила выбора фасадного утеплителя — обзор и свойства материалов
Подробнее
Выбираем: ОСБ плиты или гипсокартон
Подробнее
Гипсокартон: виды, размеры и свойства ГКЛ
Подробнее
ULTRALAM краска!
Подробнее
Как сделать ванную в деревянном доме
Подробнее
OSB-4 11 мм 2440 на складе!
Подробнее
Монтаж ОСБ
Подробнее
Возврат к списку
OSB (ориентированно-стружечная плита) Основы чернового пола
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 31.10.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
БэнксФото / Getty Images
OSB является одним из тех строительных материалов, которые вызывают разногласия, и некоторые люди клянутся им, а другие избегают. Нравится вам это или нет, OSB никуда не денется. Он хорошо подходит для стен, которые остаются сухими, или для обшивки крыши. Но насколько подходит OSB для пола или чернового пола?
Что такое OSB
OSB расшифровывается как ориентированно-стружечная плита. OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB.
Со стороны OSB выглядит как гигантские кукурузные хлопья, спрессованные вместе, образуя конструкционные панели, размеры которых аналогичны размерам фанеры, например, 4 на 8 футов.
Спереди или сзади OSB плоские и иногда имеют восковое ощущение с одной или обеих сторон.
Напольное покрытие OSB
Напольное покрытие (или чистовой пол) — это термин, обозначающий самый верхний, возможный пол — пол, по которому вы ходите и видите. Ламинат, роскошный винил и керамическая плитка являются примерами напольных покрытий.
OSB, как правило, не подходит в качестве напольного покрытия, хотя может использоваться в качестве напольного покрытия в сараях или магазинах. ОСБ не годится в качестве напольного покрытия из-за:
Внешний вид : ОСП недостаточно привлекательны для использования в качестве напольного покрытия. Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.
Влажность : ОСБ под воздействием погодных условий в конечном итоге набухает и пузырится. Незначительные пузырьки можно зашлифовать, но в большинстве случаев OSB не подлежит ремонту и подлежит замене в случае повреждения водой.
Покраска Трудно : Краска плохо ложится на OSB. Тем не менее, ОСБ можно красить.
Основание OSB
Основание OSB служит основанием под чистовой пол (дерево, инженерная древесина, виниловая плитка и т. д.), а в некоторых случаях даже под основанием. Фанера издавна использовалась для настила пола. OSB была представлена в 1970-х годах, но в основном использовалась для стен. Примерно в 1990-х годах OSB начала проникать на рынок фанеры для черновых полов.
Большинство местных норм допускают использование OSB в качестве чернового пола. Прежде чем использовать ОСБ для чернового пола, всегда лучше проконсультироваться в местном разрешительном органе.
Одним из преимуществ OSB перед фанерой является ее больший формат. Для фанеры стандартными являются листы фанеры длиной 8 и 10 футов. Для OSB можно найти листы большого размера шириной до 8 футов и длиной 16 футов.
Pros
Некоторые строители предпочитают OSB фанере для полов, потому что поверхность, когда она новая, всегда чистая, ровная и без сучков.
Поскольку плиты OSB очень плотные, они обеспечивают хорошую звукоизоляцию.
OSB является более стабильным продуктом, чем фанера или другие материалы для чернового пола: все листы одинаковы.
ОСП, как правило, дешевле фанеры, поэтому строители и подрядчики могут получить немного больше прибыли от проекта. Когда OSB выйдет за рамки напольных покрытий и будет использоваться для обшивки стен и крыш, размер прибыли увеличится.
OSB эффективно использует отходы. Деревья, используемые для изготовления OSB, часто выращивают из саженцев на фермах, что снижает потребность в вырубке старовозрастных лесов.
Минусы
Материалы OSB скрепляются смоляными связующими и воском. Воск затрудняет, если вообще делает невозможным, приклеивание некоторых типов напольных покрытий непосредственно к основанию OSB, что требует установки подстилающего слоя из фанеры или цементной плиты.
OSB
тяжелее фанеры и весит около 2,4 фунта на квадратный фут. Лист OSB размером 4 на 8 футов весит около 77 фунтов, что достаточно тяжело, чтобы с ним справились два рабочих.
После намокания OSB остается влажной в течение длительного времени, что замедляет работу. После набухания OSB не уплотнится до своего первоначального размера. Кромки OSB особенно подвержены воздействию влаги.
Исходные материалы для изготовления OSB – тополь, осина и т.п. – это древесина, подверженная гниению. Это означает, что добавки смолы и воска делают большую часть работы по предотвращению гниения материала.
Гвозди легче выдергиваются из OSB, чем из фанеры — не самое лучшее качество при забивании пола.
Нижняя строка
В качестве напольного покрытия ОСБ подойдет только в крайнем случае. Даже тогда его можно было использовать только для хозяйственных построек или мастерских. В конце концов, однако, OSB начнет разрушаться после многократного использования и движения.
Если вы являетесь домовладельцем, укладывающим собственный черный пол в своем доме, рассмотрите возможность приобретения 5/8-дюймовой фанеры CDX или OSB сопоставимого размера.
Использование OSB в качестве основного пола
Проекты напольных покрытий — это фантастический способ изменить настроение всей комнаты. Темное дерево может придать драматический вид, в то время как мраморная плитка может создать более чистый и современный вид. Сегодня существует так много различных вариантов напольных покрытий, которые подходят для любого стиля помещения, а также для любых экологических требований. Укладываете ли вы пол для уютной спальни или кухни с высокой посещаемостью, которая будет намокать, вы можете найти идеальный продукт для этого. Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола?
Использование плит OSB в качестве основного напольного покрытия, вероятно, вызывает некоторые вопросы. Как правило, большинство типов напольных покрытий, используемых сегодня, представляют собой твердую древесину, плитку, ковролин и синтетические доски. Эти варианты обеспечивают долговечность, а также придают великолепный внешний вид. Например, кухня может выиграть от виниловых полов с текстурой камня из-за доступности, долговечности и, что наиболее важно, водостойкости. Кто-то, кто ищет прочное, долговечное напольное покрытие, найдет большую ценность в укладке полов из бразильской твердой древесины. В то время как лиственные породы требуют ухода, эти полы могут прослужить более 50 лет. А как же плита ОСБ? Как это сочетается с этими флагманскими вариантами напольных покрытий?
OSB Floor Ideas — Houzz.com
Что такое плита OSB?
ОСП, или плита с ориентированной стружкой, представляет собой тип древесины, изготовленный из формованных кусков дерева. Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003
OSB также обладает многими структурными качествами, которые делают его подходящим выбором для напольных покрытий. Методы изготовления OSB обеспечивают высокую прочность и выдерживают большой вес. Смолы и воски, используемые для создания OSB, также придают ему некоторую водостойкость, поэтому его можно использовать в помещениях, где могут быть брызги или влага, например, на кухне или в ванной. Из-за шероховатой поверхности OSB вы, скорее всего, захотите покрыть полиуретановым покрытием, что потребует дополнительной работы, но мало того, что оно будет сверхпрочным, оно будет выглядеть невероятно глянцевым и чистым с гладким верхом. Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие.
Установка полов из плит OSB
Укладка OSB на самом деле может быть проще, чем укладка обычных полов из досок. Используя большие листы, вам придется меньше мерить и прибивать гвоздями. Вес досок также поможет удержать пол на месте, поэтому вам не придется беспокоиться о смещении досок. Если вы страдаете от скрипа пола, большая площадь распределения веса OSB может помочь устранить эти раздражающие скрипы и стоны в вашем доме.
Чтобы подготовить OSB к установке, выполните несколько шагов. Доски должны быть сначала обструганы, чтобы пол оставался ровным. Затем вырежьте шпунт и паз, чтобы доски плотно прилегали друг к другу. Последним шагом перед установкой является шлифовка досок, особенно боковых сторон, чтобы доски стыковались друг с другом без каких-либо дефектов.
Теперь ваша OSB готова к укладке на пол. Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез.
Transitional Bedroom — Houzz.com
Отделка пола OSB
После того, как пол уложен, можно приступить к отделке верхнего слоя. На этом этапе OSB будет выглядеть довольно грубо, даже после первоначальной шлифовки. Чтобы полы были красивыми и ровными, используйте шлифовальную машину для пола, чтобы получить красивую ровную поверхность для отделки. Используйте ручную шлифовальную машину с зернистостью около 120, чтобы получить участки вдоль стен и углов. После шлифовки подметите всю пыль, чтобы не испачкать поверхность. Теперь можно наносить покрытия, которые вы планируете использовать.
Перед нанесением прозрачного покрытия рассмотрите возможность использования морилки, чтобы придать OSB действительно уникальный вид. Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.
Окрашенные или нет, полы готовы к нанесению последнего полиуретанового верхнего слоя. Валик с длинной ручкой и коротким ворсом, например из овечьей шерсти, рекомендуется наносить равномерно и устранять загрязнения отделки. Нанесите 2-3 слоя в зависимости от желаемого уровня защиты. Если пол находится в зоне с интенсивным движением, обязательно нанесите 3 слоя, чтобы гарантировать, что шероховатый OSB не изнашивается. Если пол находится на кухне или в ванной, нанесите также 3 слоя, чтобы обеспечить превосходную водостойкость. Дайте высохнуть между применениями. Вы также можете слегка отшлифовать каждый слой полиуретана, чтобы следующий слой лучше держался. Дайте полностью высохнуть, прежде чем перемещать мебель обратно в помещение.
Круг заточной абразивный предназначен для заточки режущего инструмента на промышленных и бытовых заточных станках.
круг заточной
Круги заточные — ориентировочная стоимость
Ориентировочная цена в рублях с НДС на круги абразивные шлифовальные (цену уточняйте в офисе)
№
Наименование
25A
64C
Круг ПП 350
28
Круг ПП 350х40х76 F46/F60, K/L
2200
2650
Круг ПП 300
31
Круг ПП 300х40х76 F46/F60, K/L
1550
1860
33
Круг ПП 300х25х76 F46/F60, K/L
770
920
35
Круг ПП 300х20х76 F46/F60, K/L
700
840
37
Круг ПП 300х16х76 F46/F60, K/L
620
740
39
Круг ПП 300х10х76 F46/F60, K/L
490
580
42
Круг ПП 300х10х76 F46/F60, K/L
490
580
Круг ПП 250
45
Круг ПП 250х40х76 F46/F60, K/L
800
1000
46
Круг ПП 250х32х76 F46/F60, K/L
750
860
47
Круг ПП 250х25х76 F46/F60, K/L
580
700
48
Круг ПП 250х20х76 F46/F60, K/L
540
650
49
Круг ПП 250х16х76 F46/F60, K/L
450
540
50
Круг ПП 250х10х76 F46/F60, K/L
380
460
51
Круг ПП 250х6х76 F46/F60, K/L
260
310
Круг ПП 200
52
Круг ПП 200х60х76 F46/F60, K/L
830
990
53
Круг ПП 200х40х76 F46/F60, K/L
560
660
54
Круг ПП 200х25х76 F46/F60, K/L
350
370
55
Круг ПП 200х20х76 F46/F60, K/L
340
360
Заточные круги — виды:
-белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
круг абразивный
Область применения заточных кругов
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др. А также инструмента из быстрорежущей стали: сверла, стамески, фрезы и тд
Зеленый круг предназначен для заточки твердосплавных материалов: напаек на резцах, на дисковых пилах, сверл по бетону и др.
Диаметр наждачного круга чаще всего используется от 200 — 350мм, такие круги имеют профиль ПП
Круг наждачный ПП
Размерность зерна заточных кругов
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, соответственно чистота обрабатываемой поверхности будет иметь более гладкую поверхность.
Есть специальные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев. И они имеют форму в виде чашек и тарелок.
Круг точильный — в виде тарелок и чашек
Как и шлифовальные круги, круги заточные имеют свойство засаливаться, поэтому их шарошат (зачищают) с помощью специальных шарошек, алмазных карандашей и тд
Круги заточные в категории «Инструмент»
Боразоновый заточной круг Круг CBN,150х20×10/30
На складе
Доставка по Украине
от 4 700 грн
Купить
ЧП «Интер Плюс»
Заточной станок для сверл и ножей, ножниц, сверл, долота GUDE ! 3 в 1, 150 Вт, 49.3 мм Круг
На складе
Доставка по Украине
1 085 грн
Купить
Mega Tool
Круг заточной наружн. 145 мм внутр. 22 мм. толщина 4.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
Круг заточной наружн. 100 мм внутр. 10 мм. толщина 3.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
Круг заточной наружн. 145 мм внутр. 22 мм. толщина 3.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
TORMEK SJ-200 заточной круг
Под заказ
Доставка по Украине
8 037 — 8 358 грн
от 2 продавцов
8 279 грн
Купить
Gardenhit
TORMEK SJ 250 заточной круг Оригинал Швеция
Под заказ
Доставка по Украине
11 132 — 17 979 грн
от 3 продавцов
11 585 грн
Купить
Gardenhit
TORMEK SG-200 оригинальный заточной круг
Под заказ
Доставка по Украине
3 995 — 5 979 грн
от 3 продавцов
4 116 грн
Купить
Gardenhit
Абразивный заточной круг 150x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
220 грн
Купить
VITOOL
Заточной круг для заточки цепей Winzor Canada/105×22.2×3.2mm не палит цепи 100%
Доставка по Украине
199 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Круг на заточной станок 10*100*3.2
На складе в г. Харьков
Доставка по Украине
94 — 110 грн
от 2 продавцов
110 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*105*3.2
На складе в г. Харьков
Доставка по Украине
103 — 140 грн
от 2 продавцов
140 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*108*3.2
На складе в г. Харьков
Доставка по Украине
119 — 135 грн
от 2 продавцов
135 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*145*3.2
На складе в г. Харьков
Доставка по Украине
по 187 грн
от 2 продавцов
187 грн
Купить
Global-Rеparts. com
Круг заточной абразивный 125x20x32 14А Р25 / F60 СТ1
На складе
Доставка по Украине
126 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Круг заточной чашка 50x25x13 24А Р40 / F46 СТ
На складе
Доставка по Украине
77 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Заточной круг для ленточных пил ANDRE ABRASIVE Formula 3 127мм
Доставка из г. Ковель
200 грн
Купить
Магазин инструмента Лес и Сад
Станок заточной Tekhmann TBG-6020 L, 600 Вт, 2980 об/мин, диаметр круга 200 мм
Доставка по Украине
по 3 762 грн
от 2 продавцов
3 762 грн
Купить
MasterHoz
Круг Заточной Для Точила VOREL 125х12,7х17мм мелкозернистый
На складе
Доставка по Украине
по 70 грн
от 2 продавцов
70 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 150х12,7х17мм мелкозернистый
На складе
Доставка по Украине
по 92 грн
от 2 продавцов
92 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 125х31,75х25мм мелкозернистый
На складе
Доставка по Украине
по 142 грн
от 2 продавцов
142 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 200х31,75х30мм мелкозернистый
На складе
Доставка по Украине
по 316 грн
от 2 продавцов
316 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 200х15,88х20мм мелкозернистый
На складе
Доставка по Украине
по 207 грн
от 2 продавцов
207 грн
Купить
ООО «ВЕГА КОМФОРТ»
Шлифовально — Заточной круг водный «KORUND 200-1000G» (200 x 40 x12 мм, 1000 грит)
Доставка по Украине
по 3 999 грн
от 2 продавцов
5 999 грн
3 999 грн
Купить
SVB товары
Круг заточной 22*145*3,2 (розовый) Saber
Доставка из г. Черкассы
180 грн
Купить
VITOOL
Абразивный заточной круг 127x6x12.7 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
210 грн
Купить
VITOOL
Абразивный заточной круг 175x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
240 грн
Купить
VITOOL
Круг на точило заточной 125х12х15 мм грубое зерно Vorel 08860
Доставка по Украине
84 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг на точило заточной 125х12х17 мм мелкое зерно Vorel 08861
Доставка по Украине
72 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Абразивы на связке → Шлифовальные круги
Бесплатный номер: 877-841-1837
Домашний
Абразивы на связке → Шлифовальные круги
Страница 1 из 1
Фильтровать по: Все абразивы на связке → Шлифовальные круги4 1/2″7″
Сортировать по: ПопулярныеЛучшие продажиПо алфавиту: A-ZПо алфавиту: Z-AЦена: от низкой до высокойЦена: от высокой до низкойДата: от новой к старойДата: от старой к новой
Шлифовальный круг — это абразивный инструмент с тысячами режущих точек на поверхности. Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований.
Колесо для трубопровода T27 4-1/2″ x 1/8″ x 7/8″ — 25 шт. в упаковке
26,99 $
Quick Shop
Трубопроводное колесо T27 4-1/2″ x 1/8″ x 7/8″ — 25 шт. в упаковке
26,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/8″ X 7/8″ T27 ТРУБОПРОВОДНОЕ КОЛЕСО -. ..
Посмотреть полную информацию о продукте
4-1/2″ x 1/8″ x 5/8″-11 Колесо для трубопровода T27 — 10 шт.
Продано
Quick Shop
4-1/2″ x 1/8″ x 5/8″-11 Трубопроводное колесо T27 — 10 шт. в упаковке
Распроданный
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/8″ X 5/8″-11 Т27 ТРУБОПРОВОДНОЕ КОЛЕСО -…
Посмотреть полную информацию о продукте
4-1/2″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
$26,99
Quick Shop
4-1/2″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
в упаковке
26,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/4″ X 7/8″ T27 ШЛИФОВАЛЬНЫЙ ЦЕНТР С ВЫПОЛНЕННЫМ ЦЕНТРОМ…
Посмотреть полную информацию о продукте
4-1/2″ x 1/4″ x 5/8-11″ Шлифовальный круг со ступицей T27 с вогнутым центром — 10 шт.
21,99 $
Quick Shop
4-1/2″ x 1/4″ x 5/8-11″ Шлифовальный круг со ступицей T27 с вогнутым центром — 10 шт. в упаковке
21,9 доллара США9
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/4″ X 5/8-11″ T27 HUB DEPRESSED CENTER. ..
Посмотреть полную информацию о продукте
7″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
49 долларов.99
Quick Shop
7″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт. в упаковке
49,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 7″ X 1/4″ X 7/8″ T27 ШЛИФОВАЛЬНЫЙ ЦЕНТР С ВЫПОЛНЕННЫМ ЦЕНТРОМ…
Посмотреть полную информацию о продукте
7″ x 1/4″ x 5/8″-11 Шлифовальный круг со ступицей T27 с вогнутым центром — 5 шт.
$19,99
Quick Shop
7″ x 1/4″ x 5/8″-11 Шлифовальный круг со ступицей T27 с вогнутым центром — 5 шт. в упаковке
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.
Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.
Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.
Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.
Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, %
Углерод
Кремний
Марганец
Сера
Фосфор
0,1
0,17
0,58
0,025
0,035
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
Температура испытаний, градусы Цельсия
Временное сопротивление разрыву, Н/мм2
Относительное удлинение, %
Ударная вязкость, Дж/см2
KCV>34 Дж/см2 при температуре, градусы Цельсия
+ 20
480
25
130
– 20
Производительность наплавки, г/мин
Относительный выход наплавленного металла, %
Расход материала на 1 кг наплавленного шва, кг
23,5
90
1,7
Размеры и ассортимент
Диаметра электрода, мм
Длина электрода, м
2
0,3
2,5
0,35
3
0,35
4
0,45
5
0,45
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
Величина диаметра, мм
Сила тока, А
Количество электродов для 1 кг наплавки, шт.
2,0
30…80
94
2,5
50…90
53
3,0
70…120
38
4,0
110…160
19
5,0
150…200
12
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
М – материал, который обладает тонким рутиловым покрытием;
Р – соответствие высоким требованиям по созданию шва;
3 – марка электродов от данного производителя;
С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Производители:
Эра;
ЭконПлюс;
Вистек;
Ресанта;
Стандарт;
Монолит.
Электроды МР-3С: характеристики, разновидности и преимущества
Содержание:
Где используются
Характеристики
Обозначение
Преимущества
Разновидности
Техпроцесс
Хранение
Интересное видео
Одни из самых востребованных расходных элементов для сварки — электроды МР-3С. Это является следствием их высокой эффективности, что обеспечивают присущие электродам МР-3С технические характеристики.
Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.
Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
Внутренние стержни изготовлены из проволоки Св-08.
Основные легирующие элементы, входящие в стержень, — углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.
Возможность работы при различных видах тока.
Допустима сварка удлиненной дугой.
Коэффициент разбрызгивания находится в пределах 9-13 процентов.
Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
Получаемое соединение обладает высокой прочностью.
Легким является поджог дуги, также как и ее повторное зажигание.
Дуга может быть короткой и средней длины.
Образуемый шов отличается ровностью, имеет хороший внешний вид.
Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
Разбрызгивание металла при сварке является незначительным.
Легкое отделение шлаковой корки.
Имеется возможность соединять детали значительной толщины.
Соединение влажных поверхностей, а также имеющих следы коррозии.
Отсутствие выделения вредных веществ при сгорании обмазки.
Шов обладает стойкостью к возникновению коррозии.
Сварочный процесс обладает высокой производительностью.
Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Разновидности
Имеется несколько разновидностей электродов этой марки. Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Расходники марки МР 3С в своем составе имеют добавки, благодаря наличию которых происходит более легкий поджог дуги и повышается стабильность ее горения. Их допустимо применять при использовании сварочного инвертора небольшой мощности. При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
Марка МР 3С хорошо себя зарекомендовала при бытовом применении. Зато электроды МР 3 можно назвать более универсальными. Они используются и в быту, и при выполнении промышленных работ.
Техпроцесс
Сварку можно осуществлять обоими видами токов. Если применяется постоянный ток, то необходимо установление на оборудовании обратной полярности. Силу тока выбирают в зависимости от значения поперечного сечения расходника и положения в пространстве.
Свариваемую поверхность желательно предварительно очистить, но допускается сварка поверхностей со следами загрязнений и окислами. Во время сварочного процесса электрод следует держать под углом приблизительно 45 градусов. Это снизит образование шлака и попадание его в сварочную ванну.
Движения электродом следует совершать быстро, перемещаясь от края одной кромки до края второй. При сварке крупногабаритных изделий целесообразно осуществлять их фиксацию прихватками с помощью этих же электродов.
Хранение
Качество сварного шва, а также срок годности собственно электродов зависит от соблюдения правил их хранения. Главное условие — хранение в помещении, в котором отсутствует сырость и поддерживается необходимая температура. Выполнению этих требований помогут термометр и прибор для определения влажности.
Если электроды хранятся в картонной упаковке, то надо устанавливать их на стеллаже на некотором расстоянии от пола. Также хранить их допустимо в специальных пластиковых тубусах.
Интересное видео
Цены на электроды — сварочные электроды производитель «Ватра»
Оптовые цены
Цены на электроды
Мы предлагаем нашим клиентам прайс-лист на сварочные электроды собственного производства. Вы можете ознакомиться с ценами, указанными в таблице, или скачать готовый прайс-лист. Все цены указаны с отсрочкой платежа. При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
Название продукта
Диаметр, мм
Цена, руб./кг, без НДС
Цена с НДС
Электроды для сварки углеродистых и низколегированных сталей
АНО-4
д 3
цены по запросу
АНО-4
д 4
цены по запросу
АНО-4
д 5
цены по запросу
АНО-4 1 кг
д 2,5
цены по запросу
АНО-4 1 кг
д 4
цены по запросу
АНО-21
д 3
цены по запросу
АНО-21
д 4
цены по запросу
АНО-21
д 5
цены по запросу
АНО-36
д 2
цены по запросу
АНО-36
д 3
цены по запросу
АНО-36
д 4
цены по запросу
АНО-36
д 5
цены по запросу
АНО-36 1 кг
д 2,5
цены по запросу
АНО-36 1 кг
д 3
цены по запросу
АНО-36 2 кг
д 3
цены по запросу
АНО-36 1 кг
д 4
цены по запросу
МР-3
д 2
цены по запросу
МР-3
д 3
цены по запросу
МР-3
д 4
цены по запросу
МР-3
д 5
цены по запросу
МР-3 1кг
д 2,5
цены по запросу
МР-3 1кг
д 3
цены по запросу
МР-3 2 кг
д 3
цены по запросу
МР-3 1кг
д 4
цены по запросу
МР-3С
д 3
цены по запросу
МР-3С
д 4
цены по запросу
МР-3С
д 5
цены по запросу
МР-3С 1 кг
д 2
цены по запросу
МР-3С
д 3
цены по запросу
МР-3С
д 4
цены по запросу
МР-3С
д 5
цены по запросу
МР-3С 1 кг
д 3
цены по запросу
МР-3С 2 кг
д 3
цены по запросу
ОЗС-12
д 3
цены по запросу
ОЗС-12
д 4
цены по запросу
ОЗС-12
д 5
цены по запросу
ОЗС-12 1 кг
д 2,5
цены по запросу
ОЗС-12 1 кг
д 3
цены по запросу
ОЗС-12 2 кг
д 3
цены по запросу
ОЗС-12 1 кг
д 4
цены по запросу
УОНИ 13/55
д 3
цены по запросу
УОНИ 13/55
д 4
цены по запросу
УОНИ 13/55
д 5
цены по запросу
УОНИ 13/55 1 кг
д 2,5
цены по запросу
УОНИ 13/55 1 кг
д 3
цены по запросу
УОНИ 13/55 2 кг
д 3
цены по запросу
УОНИ 13/55 1 кг
д 4
цены по запросу
УОНИ 13/45
д 3
цены по запросу
УОНИ 13/45
д 4
цены по запросу
УОНИ 13/45
д 5
цены по запросу
ТМУ-21У
д 3
цены по запросу
ТМУ-21У
д 4
цены по запросу
ТМУ-21У
д 5
цены по запросу
ЛБ-52У
д 2,6
цены по запросу
ЛБ-52У
д 3,2
цены по запросу
ЛБ-52У
д 4
цены по запросу
Электроды для холодной сварки и наплавки чугуна
ЗЧ-4
д 3
цены по запросу
ЗЧ-4
д 4
цены по запросу
ЗЧ-4
д 5
цены по запросу
СНЧ-2
д 3
цены по запросу
МНЧ-2 1кг
д 3
цены по запросу
МНЧ-2
д 4
цены по запросу
МНЧ-2
д 5
цены по запросу
Электроды для наплавки
ОЗН-300
д 3
цены по запросу
ОЗН-300
д 4
цены по запросу
ОЗН-6
д 4
цены по запросу
ОЗН-6
д 5
цены по запросу
Т-590
д 4
цены по запросу
Т-590
д 5
цены по запросу
ЕН-60
д 4
цены по запросу
ЕН-60
д 5
цены по запросу
Т-620
д 4
цены по запросу
Т-620
д 5
цены по запросу
Электроды для резки
ОЗР-1
д 4
цены по запросу
ОЗР-1
д 5
цены по запросу
Электроды для сварки нержавеющих сталей
НЖ-13
д 3
цены по запросу
НЖ-13
д 4
цены по запросу
НЖ-13
д 5
цены по запросу
ОЗЛ-6
д 3
цены по запросу
ОЗЛ-6
д 4
цены по запросу
ОЗЛ-6
д 5
цены по запросу
ОЗЛ-8
д 3
цены по запросу
ОЗЛ-8
д 4
цены по запросу
ОЗЛ-8
д 5
цены по запросу
ОЗЛ-9А
д 3
цены по запросу
ОЗЛ-9А
д 4
цены по запросу
ОЗЛ-9А
д 5
цены по запросу
ОЗЛ-17У
д 3
цены по запросу
ОЗЛ-17У
д 4
цены по запросу
ОЗЛ-17У
д 5
цены по запросу
ОЗЛ-25Б
д 3
цены по запросу
ОЗЛ-25Б
д 4
цены по запросу
ЗЛ-11
д 3
цены по запросу
ЗЛ-11
д 4
цены по запросу
ЗЛ-11
д 5
цены по запросу
ЗЛ-17
д 3
цены по запросу
ЗЛ-17
д 4
цены по запросу
ЗЛ-17
д 5
цены по запросу
ЗТ-15
д 2
цены по запросу
ЗТ-15
д 3
цены по запросу
ЗТ-15
д 4
цены по запросу
ЗТ-15
д 5
цены по запросу
ЭА-395/9
д 3
цены по запросу
ЭА-395/9
д 4
цены по запросу
ЭА-395/9
д 5
цены по запросу
ЭА-400/10У
д 3
цены по запросу
ЭА-400/10У
д 4
цены по запросу
ЭА-400/10У
д 5
цены по запросу
ЕА-981
д 3
цены по запросу
ЕА-981
д 4
цены по запросу
ЕА-981
д 5
цены по запросу
НИИ-48Г
д 3
цены по запросу
НИИ-48Г
д 4
цены по запросу
НИИ-48Г
д 5
цены по запросу
Векторкардиографические системы отведений | Биоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полей
Иконка Цитировать
Цитировать
Разрешения
Делиться
Твиттер
Подробнее
Cite
Malmivuo, Jaakko,
‘Vectorcardiographic Lead Systems’
,
Bioelectromagnetism: Principles and Applications of Bioelectric and Biomagnetic Fields
Oxford AcademicБиоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полейНейронаучные методыКнигиЖурналы Термин поиска мобильного микросайта
Закрыть
Фильтр поиска панели навигации
Oxford AcademicБиоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полейНейронаучные методыКнигиЖурналы Термин поиска на микросайте
Advanced Search
Abstract
В этой главе представлены репрезентативные примеры большого количества нескорректированных и скорректированных векторкардиографических систем отведений. Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора.
Доступ к контенту в Oxford Academic часто предоставляется посредством институциональных подписок и покупок. Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов:
Доступ на основе IP
Как правило, доступ предоставляется через институциональную сеть к диапазону IP-адресов. Эта аутентификация происходит автоматически, и невозможно выйти из учетной записи с IP-аутентификацией.
Войдите через свое учреждение
Выберите этот вариант, чтобы получить удаленный доступ за пределами вашего учреждения. Технология Shibboleth/Open Athens используется для обеспечения единого входа между веб-сайтом вашего учебного заведения и Oxford Academic.
Нажмите Войти через свое учреждение.
Выберите свое учреждение из предоставленного списка, после чего вы перейдете на веб-сайт вашего учреждения для входа.
При посещении сайта учреждения используйте учетные данные, предоставленные вашим учреждением. Не используйте личную учетную запись Oxford Academic.
После успешного входа вы вернетесь в Oxford Academic.
Если вашего учреждения нет в списке или вы не можете войти на веб-сайт своего учреждения, обратитесь к своему библиотекарю или администратору.
Войти с помощью читательского билета
Введите номер своего читательского билета, чтобы войти в систему. Если вы не можете войти в систему, обратитесь к своему библиотекарю.
Члены общества
Доступ члена общества к журналу достигается одним из следующих способов:
Войти через сайт сообщества
Многие общества предлагают единый вход между веб-сайтом общества и Oxford Academic. Если вы видите «Войти через сайт сообщества» на панели входа в журнале:
Щелкните Войти через сайт сообщества.
При посещении сайта общества используйте учетные данные, предоставленные этим обществом. Не используйте личную учетную запись Oxford Academic.
После успешного входа вы вернетесь в Oxford Academic.
Если у вас нет учетной записи сообщества или вы забыли свое имя пользователя или пароль, обратитесь в свое общество.
Войти через личный кабинет
Некоторые общества используют личные аккаунты Oxford Academic для предоставления доступа своим членам. Смотри ниже.
Личный кабинет
Личную учетную запись можно использовать для получения оповещений по электронной почте, сохранения результатов поиска, покупки контента и активации подписок.
Некоторые общества используют личные аккаунты Oxford Academic для предоставления доступа своим членам.
Просмотр учетных записей, вошедших в систему
Щелкните значок учетной записи в правом верхнем углу, чтобы:
Просмотр вашей личной учетной записи и доступ к функциям управления учетной записью.
 Сварка стала величайшим открытием в жизни человека и в истории человечества в целом. С ее помощью создано огромное количество средств производства, инструментов и т.п.
Сварка стала величайшим открытием в жизни человека и в истории человечества в целом. С ее помощью создано огромное количество средств производства, инструментов и т.п.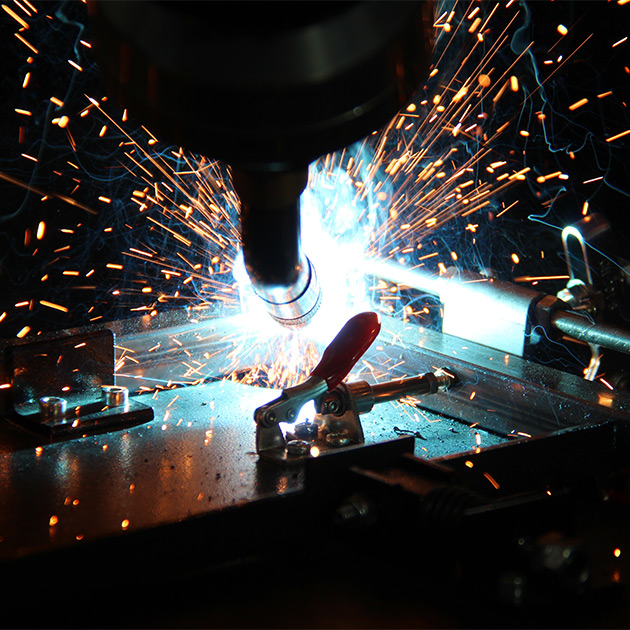 В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.

 7506
7506 7509
7509 7510
7510 7512
7512 7509
7509

 Паскуццо Бывший президент All American Crane Maintenance
Паскуццо Бывший президент All American Crane Maintenance
 Дэйв, спасибо за вашу кропотливую и превосходную работу. Очень счастливый клиент.
Дэйв, спасибо за вашу кропотливую и превосходную работу. Очень счастливый клиент. SMAW использует электрод (эвфемистически называемый «стержень») и электрический ток для создания электрической «дуги» между стержнем и основным материалом, к которому прикреплен зажим заземления для замыкания электрической цепи. Эта дуга создает очень высокую температуру между электродом (стержнем) и соединяемым или свариваемым металлом. Электрод представляет собой твердый металл, выбранный из соображений совместимости со свариваемым материалом (основной материал), и покрыт составами и металлическими порошками (флюс), которые улучшают качество сварки. Флюс выделяет газ при нагревании дугой, которая окружает точку сварки и уменьшает загрязнение сварного шва из атмосферы. Электрод является «расходуемым» в том смысле, что металл сердечника электрода используется для заполнения сварного шва.
SMAW использует электрод (эвфемистически называемый «стержень») и электрический ток для создания электрической «дуги» между стержнем и основным материалом, к которому прикреплен зажим заземления для замыкания электрической цепи. Эта дуга создает очень высокую температуру между электродом (стержнем) и соединяемым или свариваемым металлом. Электрод представляет собой твердый металл, выбранный из соображений совместимости со свариваемым материалом (основной материал), и покрыт составами и металлическими порошками (флюс), которые улучшают качество сварки. Флюс выделяет газ при нагревании дугой, которая окружает точку сварки и уменьшает загрязнение сварного шва из атмосферы. Электрод является «расходуемым» в том смысле, что металл сердечника электрода используется для заполнения сварного шва. Сварка в полевых условиях добавляет еще больше трудностей, связанных с ветром, переносимыми по воздуху загрязняющими веществами, влагой и обычными опасностями на площадке, такими как нахождение на лестницах или стояние под дождем. Сварка в полевых условиях подвергает сварщиков воздействию элементов, но также подвергает других рабочих опасностям, связанным со сварочными работами, включая риски прямой видимости, а также брызги сварки и ожоги. Сварка на месте означает, что электроды должны иметь контролируемую зону хранения для выполнения сварных швов в соответствии с кодом с достаточным запасом нужных электродов на месте.
Сварка в полевых условиях добавляет еще больше трудностей, связанных с ветром, переносимыми по воздуху загрязняющими веществами, влагой и обычными опасностями на площадке, такими как нахождение на лестницах или стояние под дождем. Сварка в полевых условиях подвергает сварщиков воздействию элементов, но также подвергает других рабочих опасностям, связанным со сварочными работами, включая риски прямой видимости, а также брызги сварки и ожоги. Сварка на месте означает, что электроды должны иметь контролируемую зону хранения для выполнения сварных швов в соответствии с кодом с достаточным запасом нужных электродов на месте.






 В пластификаторах и аналогичных модифицирующих примесях обычно нет необходимости, смесь затворяют чистой водой с минимальным содержанием солей. При расчете учитывается потребность в засыпке 10-20 см песка или 10-30 щебня, точное значение зависит от УГВ и пучинистости грунта.
В пластификаторах и аналогичных модифицирующих примесях обычно нет необходимости, смесь затворяют чистой водой с минимальным содержанием солей. При расчете учитывается потребность в засыпке 10-20 см песка или 10-30 щебня, точное значение зависит от УГВ и пучинистости грунта. Для вертикальной поддержки используются деревянные колья, прибиваемые или прикручиваемые с наружной стороны на расстоянии 45 см от ленты фундамента с последующим шагом в 40 см и углубляемые в землю на 20. Боковые грани подпирают угловыми подкосами, фиксируемыми у края деревянными брусками.
Для вертикальной поддержки используются деревянные колья, прибиваемые или прикручиваемые с наружной стороны на расстоянии 45 см от ленты фундамента с последующим шагом в 40 см и углубляемые в землю на 20. Боковые грани подпирают угловыми подкосами, фиксируемыми у края деревянными брусками. Проводятся подготовительные работы: сносятся старые деревянные или бетонные ступеньки (при наличии), площадка выравнивается (например, гладилкой для бетона) и размещается с помощью кольев и шнура. После этого под будущим крыльцом вынимается около 50-70 см грунта, траншея уплотняется вручную или виброплитой.
Проводятся подготовительные работы: сносятся старые деревянные или бетонные ступеньки (при наличии), площадка выравнивается (например, гладилкой для бетона) и размещается с помощью кольев и шнура. После этого под будущим крыльцом вынимается около 50-70 см грунта, траншея уплотняется вручную или виброплитой. Начать рекомендуют с двух боковых щитов, на этом этапе из листов вырезаются прямые углы с уклоном горизонтальной стороны от 5 до 15°, все фиксирующие брусья прибиваются снаружи. После их установки и фиксации приступают к размещению досок, ограничивающих подступенки. На этих участках советуется использовать только цельные куски, крепление соседних элементов осуществляется с помощью саморезов или легко вынимаемых гвоздей. Этап завершается обработкой внутренних поверхностей смазочными материалами.
Начать рекомендуют с двух боковых щитов, на этом этапе из листов вырезаются прямые углы с уклоном горизонтальной стороны от 5 до 15°, все фиксирующие брусья прибиваются снаружи. После их установки и фиксации приступают к размещению досок, ограничивающих подступенки. На этих участках советуется использовать только цельные куски, крепление соседних элементов осуществляется с помощью саморезов или легко вынимаемых гвоздей. Этап завершается обработкой внутренних поверхностей смазочными материалами.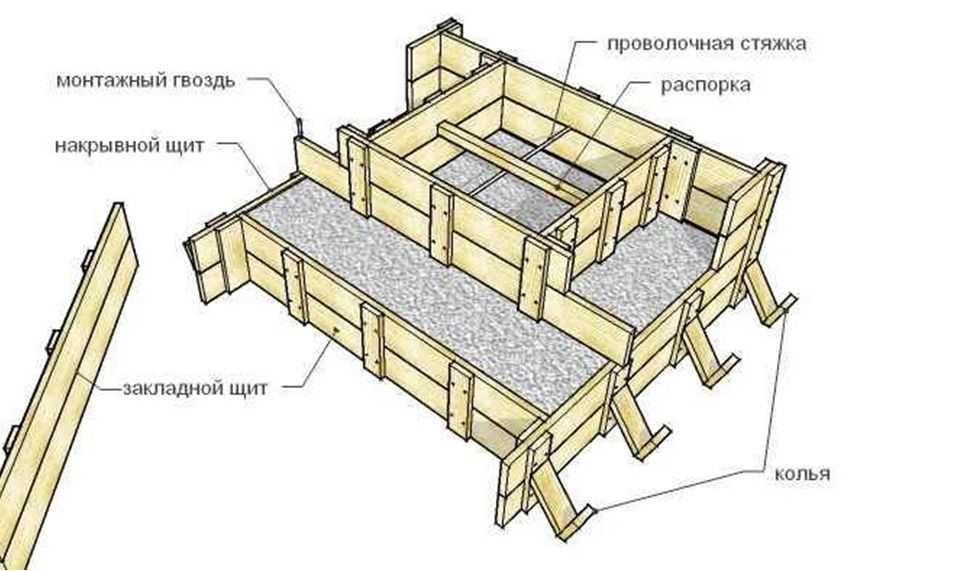 Заливку выполняют послойно, от первого выступа к последнему, с тщательной выгонкой воздуха вибратором на каждой ступеньке и выравниванием кромок мастерком. Особое внимание уделяется верхней площадке, ее заглаживают металлическим правилом или рейкой.
Заливку выполняют послойно, от первого выступа к последнему, с тщательной выгонкой воздуха вибратором на каждой ступеньке и выравниванием кромок мастерком. Особое внимание уделяется верхней площадке, ее заглаживают металлическим правилом или рейкой. Для контроля размеров в первом случае в землю вбиваются арматурные прутья, впоследствии убираемые. Второй способ считается более надежным, правильно возведенная постройка не имеет горизонтальных швов.
Для контроля размеров в первом случае в землю вбиваются арматурные прутья, впоследствии убираемые. Второй способ считается более надежным, правильно возведенная постройка не имеет горизонтальных швов. Разница проявляется лишь в виде применяемых саморезов, для продавливания листа толщиной в 1 мм покупаются более острые метизы.
Разница проявляется лишь в виде применяемых саморезов, для продавливания листа толщиной в 1 мм покупаются более острые метизы. Его составляют с учетом размеров крыльца, числа ступенек, видов декоративной отделки.
Его составляют с учетом размеров крыльца, числа ступенек, видов декоративной отделки.




 Из всех широко используемых строительных материалов для патио бетон считается одним из самых прочных и универсальных. Это также доступно, не в последнюю очередь потому, что амбициозный, способный мастер может справиться с проектом сам, сэкономив значительные средства на подрядчике. Если вы уже работали с бетоном и чувствуете, что готовы взяться за более крупный и сложный проект, вы можете — при правильном планировании, правильных материалах и необходимых инструментах — добиться долговечного, привлекательного результата. Чтобы помочь вам добиться успеха с минимальными трудностями, QUIKRETE® предлагает эти подробные рекомендации.
Из всех широко используемых строительных материалов для патио бетон считается одним из самых прочных и универсальных. Это также доступно, не в последнюю очередь потому, что амбициозный, способный мастер может справиться с проектом сам, сэкономив значительные средства на подрядчике. Если вы уже работали с бетоном и чувствуете, что готовы взяться за более крупный и сложный проект, вы можете — при правильном планировании, правильных материалах и необходимых инструментах — добиться долговечного, привлекательного результата. Чтобы помочь вам добиться успеха с минимальными трудностями, QUIKRETE® предлагает эти подробные рекомендации. Используя линейный уровень, убедитесь, что струна проходит на постоянной высоте. Затем измерьте расстояние от веревки до земли на каждом кольце. Сравните измерения любых двух вех от линии до земли, разделив разницу (в дюймах) на расстояние между двумя вехами (в футах). Если вы получаете расчетный уклон более одного дюйма на фут, то вам предстоит некоторая работа по выравниванию.
Используя линейный уровень, убедитесь, что струна проходит на постоянной высоте. Затем измерьте расстояние от веревки до земли на каждом кольце. Сравните измерения любых двух вех от линии до земли, разделив разницу (в дюймах) на расстояние между двумя вехами (в футах). Если вы получаете расчетный уклон более одного дюйма на фут, то вам предстоит некоторая работа по выравниванию.




 Недооценивать этот этап строительства определенно не стоит. В проектах домов и коттеджей мы используем разные типы фундаментов. При необходимости мы обычно изменяем тип фундамента в соответствии с пожеланиями заказчика. Если вы не знаете, какой тип основы использовать, перейдите к этой статье.
Недооценивать этот этап строительства определенно не стоит. В проектах домов и коттеджей мы используем разные типы фундаментов. При необходимости мы обычно изменяем тип фундамента в соответствии с пожеланиями заказчика. Если вы не знаете, какой тип основы использовать, перейдите к этой статье. В местах промерзания желательно утеплить фундамент.
В местах промерзания желательно утеплить фундамент. Сначала размечаем площадку под плиту, потом собираем опалубку и продумываем следующие этапы строительства. При заливке бетона нам необходимо постоянно выравнивать плиту, чтобы получить как можно более ровную поверхность. Затем сверху укладываем асфальтовую гидроизоляцию, чтобы предотвратить проникновение влаги из почвы. Мы можем разместить анкеры в мягком бетоне, к которым мы присоединим будущие стены. Как и в других типах фундаментов, перед бетонированием необходимо сделать проходки для возможных инсталляций – воды, канализации, электричества.
Сначала размечаем площадку под плиту, потом собираем опалубку и продумываем следующие этапы строительства. При заливке бетона нам необходимо постоянно выравнивать плиту, чтобы получить как можно более ровную поверхность. Затем сверху укладываем асфальтовую гидроизоляцию, чтобы предотвратить проникновение влаги из почвы. Мы можем разместить анкеры в мягком бетоне, к которым мы присоединим будущие стены. Как и в других типах фундаментов, перед бетонированием необходимо сделать проходки для возможных инсталляций – воды, канализации, электричества. Выкопайте яму там, где толщина фундаментной плиты составляет не менее 8 дюймов / 200 мм по всему периметру. Фундаментная плита — домик Энн и Марлен
Выкопайте яму там, где толщина фундаментной плиты составляет не менее 8 дюймов / 200 мм по всему периметру. Фундаментная плита — домик Энн и Марлен Сначала убираем пахотную землю и засыпаем грядку щебнем. Затем мы выравниваем поверхность раствором и укладываем гидроизоляционную полосу асфальта, чтобы предотвратить проникновение влаги в фундамент. Затем мы можем начать строить с кладочным материалом и раствором. Выложенный кирпичом фундамент желательно выровнять раствором и снова уложить асфальтовую гидроизоляцию. На подготовленную таким образом поверхность уже можно устанавливать деревянную фундаментную сетку.
Сначала убираем пахотную землю и засыпаем грядку щебнем. Затем мы выравниваем поверхность раствором и укладываем гидроизоляционную полосу асфальта, чтобы предотвратить проникновение влаги в фундамент. Затем мы можем начать строить с кладочным материалом и раствором. Выложенный кирпичом фундамент желательно выровнять раствором и снова уложить асфальтовую гидроизоляцию. На подготовленную таким образом поверхность уже можно устанавливать деревянную фундаментную сетку. Бетонно-кирпичный фундамент
Бетонно-кирпичный фундамент Подготовьте столб в нужное положение, отрегулируйте до конечного положения. Тщательно пропитайте нижнюю часть столба. Залейте бетоном яму со столбом и оставьте сохнуть. Перед окончанием этого этапа убедитесь, что стойка хорошо выровнена. Последним шагом является установка балки пола. Используйте, например. металлическая застежка, чтобы удерживать его на месте. Фундамент из деревянных столбов
Подготовьте столб в нужное положение, отрегулируйте до конечного положения. Тщательно пропитайте нижнюю часть столба. Залейте бетоном яму со столбом и оставьте сохнуть. Перед окончанием этого этапа убедитесь, что стойка хорошо выровнена. Последним шагом является установка балки пола. Используйте, например. металлическая застежка, чтобы удерживать его на месте. Фундамент из деревянных столбов Это менее трудоемкий вид фундамента, чем, например, бетонные фундаменты, но он, безусловно, дороже. По сравнению с большинством других типов фундаментов, земляные винты довольно дороги.
Это менее трудоемкий вид фундамента, чем, например, бетонные фундаменты, но он, безусловно, дороже. По сравнению с большинством других типов фундаментов, земляные винты довольно дороги. Вы можете убрать немного земли и засыпать в яму гравий. Используйте ручную трамбовку, чтобы затвердеть грунт, создав идеальное ложе для блока. Чем глубже фундамент, тем он надежнее. На фотографиях показана процедура для достижения визуально удовлетворительного результата. Сначала копаем фундамент, потом ставим опалубку. В залитый фундамент помещаем столярный анкер, к которому крепим будущую сетку пола. Опалубку можно снять, а пространство вокруг фундамента засыпать гравием. Если деревянные профили должны быть уложены непосредственно на бетон, между деревом и бетоном необходимо проложить гидроизоляционный слой – битумную полосу, чтобы предотвратить деградацию древесины.
Вы можете убрать немного земли и засыпать в яму гравий. Используйте ручную трамбовку, чтобы затвердеть грунт, создав идеальное ложе для блока. Чем глубже фундамент, тем он надежнее. На фотографиях показана процедура для достижения визуально удовлетворительного результата. Сначала копаем фундамент, потом ставим опалубку. В залитый фундамент помещаем столярный анкер, к которому крепим будущую сетку пола. Опалубку можно снять, а пространство вокруг фундамента засыпать гравием. Если деревянные профили должны быть уложены непосредственно на бетон, между деревом и бетоном необходимо проложить гидроизоляционный слой – битумную полосу, чтобы предотвратить деградацию древесины.
 Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.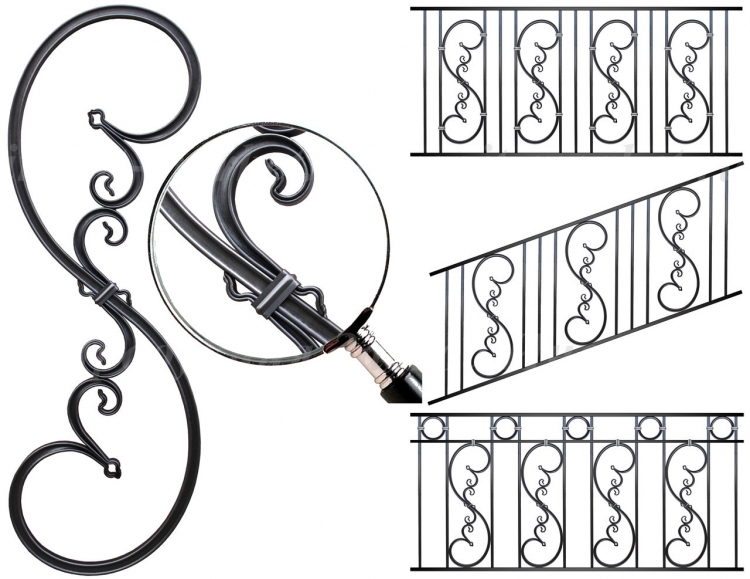 Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре. Обычно она находится в диапазоне 800—900 градусов.
Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре. Обычно она находится в диапазоне 800—900 градусов. Профессионалы пользуются для соединения деталей кузнечной сваркой.
Профессионалы пользуются для соединения деталей кузнечной сваркой. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
 Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле. Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований применения.
Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований применения.
 Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.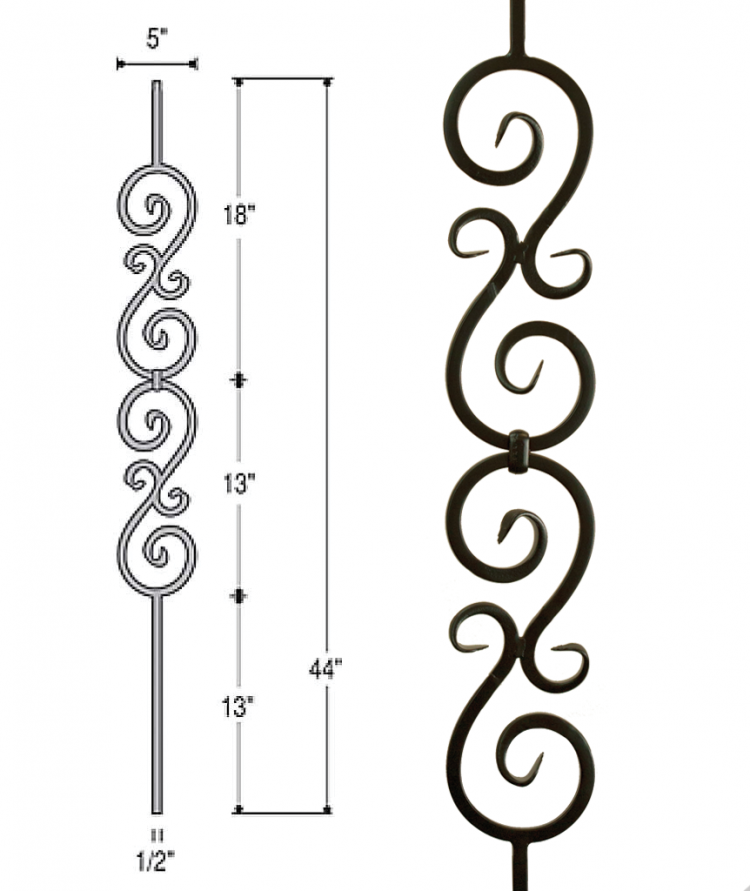 д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором затрат является количество отходов на деталь, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором затрат является количество отходов на деталь, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы. Это особенно важно для конструкций деталей, требуемая форма которых имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с основной зернистостью сырья.
Это особенно важно для конструкций деталей, требуемая форма которых имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с основной зернистостью сырья.
 Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений и обладающего ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений и обладающего ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:

 Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций.
Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций. Название «холодный» связано с тем, что процесс происходит с материалом при комнатной температуре, без предварительного нагрева. Следовательно, уровень механической стойкости материала выше, чем в «тепловом» процессе.
Название «холодный» связано с тем, что процесс происходит с материалом при комнатной температуре, без предварительного нагрева. Следовательно, уровень механической стойкости материала выше, чем в «тепловом» процессе.


 4
4
 Червишево
Червишево Богандинский
Богандинский Дударева
Дударева Нижняя Тавда
Нижняя Тавда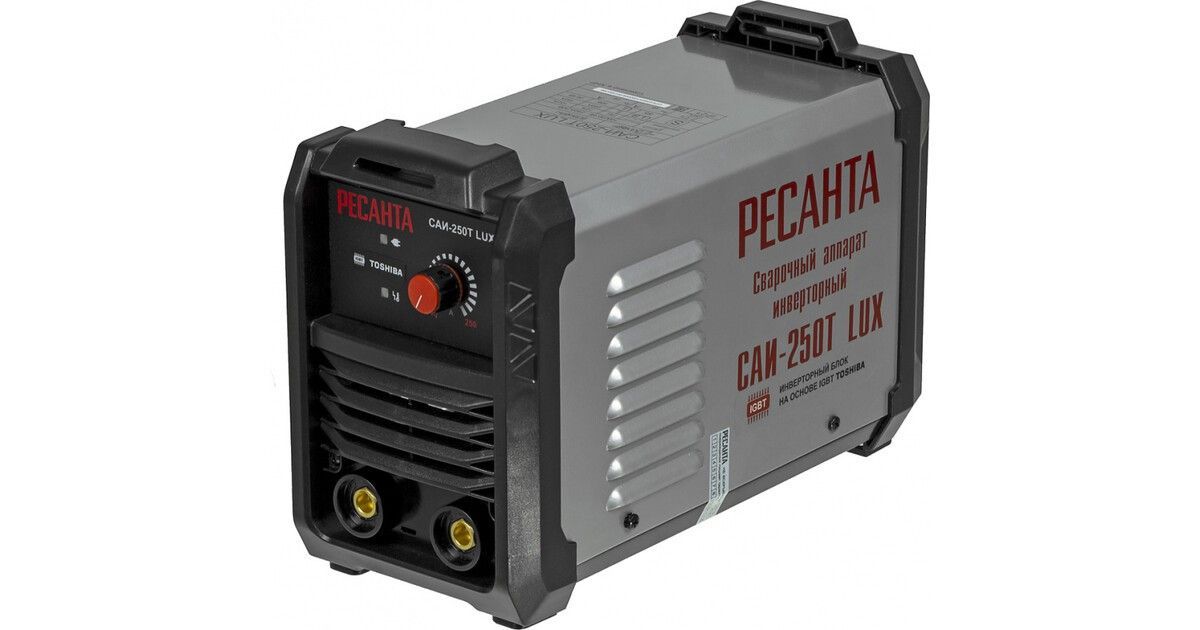 -EZB2B Тайваньские станки & автозапчасти & пресс-форма для пластика
-EZB2B Тайваньские станки & автозапчасти & пресс-форма для пластика Стабильный ток, напряжение, подходящие для одновременной работы сварочных цилиндров.
Стабильный ток, напряжение, подходящие для одновременной работы сварочных цилиндров.
 ООО
ООО
 Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах
Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах
 Его особенностью является использование современных электронных компонентов и транзисторов с высокоскоростным переключением, что позволило снизить до 40% температурную нагрузку на электронную часть, по сравнению с предыдущим поколением компонентов и уменьшить массогабаритные характеристики
Его особенностью является использование современных электронных компонентов и транзисторов с высокоскоростным переключением, что позволило снизить до 40% температурную нагрузку на электронную часть, по сравнению с предыдущим поколением компонентов и уменьшить массогабаритные характеристики Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах
Это снижает уровень загрязнения и улучшает охлаждение, что позволяет применять оборудование на особо загруженных производствах  Аппараты yalolu hlobo siyigugu abathengi ngokuyinhloko ezinhle quality Yakha kanye kalula yokusetshenziswa at hhayi kakhulu izindleko. Умензи аламатулузи укуникела абатенги ясехая эзихлукахлукене изинхлобо заво, инверторы кусукела алула укузе сикуникезе эзимбили-блок плазморезов полуавтоматический фути сина.
Аппараты yalolu hlobo siyigugu abathengi ngokuyinhloko ezinhle quality Yakha kanye kalula yokusetshenziswa at hhayi kakhulu izindleko. Умензи аламатулузи укуникела абатенги ясехая эзихлукахлукене изинхлобо заво, инверторы кусукела алула укузе сикуникезе эзимбили-блок плазморезов полуавтоматический фути сина. Futhi yena imimiqizo ekhiqizwa, nahlulele по ukubuyekezwa abathengi, izinga muhle kakhulu ezahlukene. Imali yonyaka wonke Nhlangano kuze kube manje ingaphezu 1-2 amaRandi ayisigidi ngonyaka.
Futhi yena imimiqizo ekhiqizwa, nahlulele по ukubuyekezwa abathengi, izinga muhle kakhulu ezahlukene. Imali yonyaka wonke Nhlangano kuze kube manje ingaphezu 1-2 amaRandi ayisigidi ngonyaka. Кодва ухулулекиле кахулу лафо бесебенза изикхала эдузе нома укупхакама. Икинисо локути убухулу нгокувамиле компактный несисиндо эсинкане кахулу.
Кодва ухулулекиле кахулу лафо бесебенза изикхала эдузе нома укупхакама. Икинисо локути убухулу нгокувамиле компактный несисиндо эсинкане кахулу. Sekuyisikhathi кроме iningi amadivayisi nezinye бренд ngesidingo zakamuva ukuthenga ngokwehlukile. Iqiniso liwukuthi ubude sikaphalafini 3 м kuphela. Ngakho-ke, uma UWelder lidinga-imitha ezinhlanu, ke kuyodingeka ukuthenga ngokwehlukile.
Sekuyisikhathi кроме iningi amadivayisi nezinye бренд ngesidingo zakamuva ukuthenga ngokwehlukile. Iqiniso liwukuthi ubude sikaphalafini 3 м kuphela. Ngakho-ke, uma UWelder lidinga-imitha ezinhlanu, ke kuyodingeka ukuthenga ngokwehlukile. Ngenxa yalokho, i-electrode kungaba lula kakhulu ukubhidliza kude workpiece bese uqhubeke.
Ngenxa yalokho, i-electrode kungaba lula kakhulu ukubhidliza kude workpiece bese uqhubeke. Имисебензи форсажная дуга фути антизалипания кахулу умсебензи икахулукази вабасакалайо.
Имисебензи форсажная дуга фути антизалипания кахулу умсебензи икахулукази вабасакалайо. Mhlawumbe lena yiyona ndlela futhi nje icebo lokumaketha.
Mhlawumbe lena yiyona ndlela futhi nje icebo lokumaketha. 0003
0003 Леси сакамува кунгензека эсебензиса удизили, нофетилоли. Ukulethwa le imodeli ngokuvamile kuhlanganisa esigungwini phansi, ikhebula 5 amamitha, ezimbili ACS futhi электрод ithiphu 200 A.
Леси сакамува кунгензека эсебензиса удизили, нофетилоли. Ukulethwa le imodeli ngokuvamile kuhlanganisa esigungwini phansi, ikhebula 5 amamitha, ezimbili ACS futhi электрод ithiphu 200 A. Ngenxa yalohu zinsizakuphila kuhluke операция esitebeleni Ubuningi bamahora.
Ngenxa yalohu zinsizakuphila kuhluke операция esitebeleni Ubuningi bamahora. Yingakho ngokuyinhloko asetshenziswa kuphela ekhaya noma egalaji. Сварка Zinga Banayo Amabanga 120-200 A. Ukhetho Best Endlu Imishini Eminingi Cabanga Lowo Yakhelwe 160 A.
Yingakho ngokuyinhloko asetshenziswa kuphela ekhaya noma egalaji. Сварка Zinga Banayo Amabanga 120-200 A. Ukhetho Best Endlu Imishini Eminingi Cabanga Lowo Yakhelwe 160 A. Обычные инверторы yasendlini zenzelwe akukho imizuzu engaphezu kuka-ayi-10-30 zokushisela. Khona-ke kudingeka uhlele ikhefu. Uma lokhu kusebenza akwanele, kubalulekile, yebo, ukuthenga enamandla echwepheshile инвертор UWelder. Intengo imifanekiso enjalo, yebo, ephakeme kunaleyo yasekhaya. Nokho, ngesikhathi esifanayo futhi ingasetshenziswa ukwenza okuningi Сварка eziyinkimbinkimbi.
Обычные инверторы yasendlini zenzelwe akukho imizuzu engaphezu kuka-ayi-10-30 zokushisela. Khona-ke kudingeka uhlele ikhefu. Uma lokhu kusebenza akwanele, kubalulekile, yebo, ukuthenga enamandla echwepheshile инвертор UWelder. Intengo imifanekiso enjalo, yebo, ephakeme kunaleyo yasekhaya. Nokho, ngesikhathi esifanayo futhi ingasetshenziswa ukwenza okuningi Сварка eziyinkimbinkimbi. Ngo o uhle ezifana kungenzeka ukusebenzisa emikhulu ubukhulu электрод.
Ngo o uhle ezifana kungenzeka ukusebenzisa emikhulu ubukhulu электрод. Ngaphezu kwalokho, у него есть imisebenzi efana antizalipanie, isiqalo ashisayo futhi форсажная дуга.
Ngaphezu kwalokho, у него есть imisebenzi efana antizalipanie, isiqalo ashisayo futhi форсажная дуга. 1
1
 п.»>
п.»> п.»>
п.»> Он проходит тщательную проверку.
Он проходит тщательную проверку. Специалисты помогут подобрать подходящий материал.
Специалисты помогут подобрать подходящий материал.







 При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия). Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы. 
 Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.  Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Если же его нет вообще, то каретку располагают сверху (резьбовым методом).  Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см. 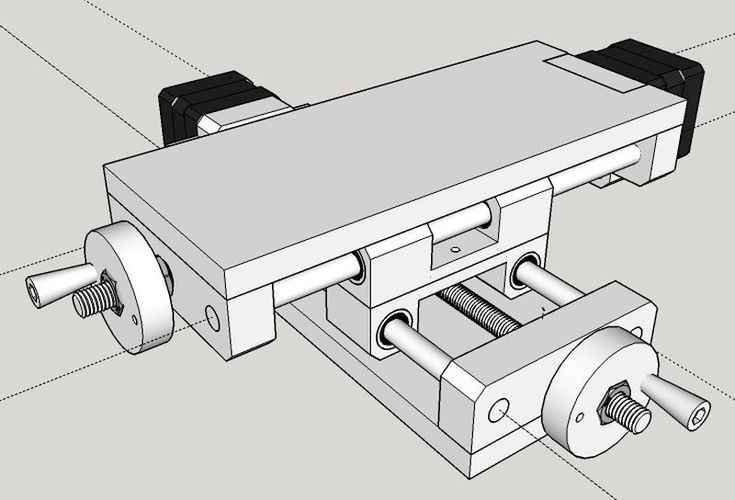
 youtube.com/embed/KZij5Ii0ab0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KZij5Ii0ab0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол. Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:. Это означает, что подача осуществляется по координатам Х, Y, Z.
Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол. Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:. Это означает, что подача осуществляется по координатам Х, Y, Z. ..-1 часть
..-1 часть
 Что касается столов с ременной передачей, то надо полагать, что при наличии в системе управления координатным столом обратной связи, теоретически можно добиться точности позиционирования 0,1 мм.
Что касается столов с ременной передачей, то надо полагать, что при наличии в системе управления координатным столом обратной связи, теоретически можно добиться точности позиционирования 0,1 мм. Многие его изобретения мы сейчас начинаем внедрять и в энергетику. Цитата: Во-вторых меня смущает ременная передача.
Многие его изобретения мы сейчас начинаем внедрять и в энергетику. Цитата: Во-вторых меня смущает ременная передача. Загородное строительство Мебель и интерьер Ремонт, монтаж и строительство Карта сайта. Координатный стол своими руками
Загородное строительство Мебель и интерьер Ремонт, монтаж и строительство Карта сайта. Координатный стол своими руками Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее… Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил: Не экономьте на жесткости. В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, так как простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее… Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил: Не экономьте на жесткости. В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, так как простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
 Онлайн нарезка музыки — это удобный и простой сервис, который поможет вам самостоятельно создать музыкальный рингтон. Музыкальные кубы — это музыкальный микшер онлайн, который позволяет самостоятельно сочинять музыкальные композиции. Конвертер YouTube видео Наш онлайн видео конвертер позволяет конвертировать видео с вебсайта YouTube в форматы webm, mp4, 3gpp, flv.
Онлайн нарезка музыки — это удобный и простой сервис, который поможет вам самостоятельно создать музыкальный рингтон. Музыкальные кубы — это музыкальный микшер онлайн, который позволяет самостоятельно сочинять музыкальные композиции. Конвертер YouTube видео Наш онлайн видео конвертер позволяет конвертировать видео с вебсайта YouTube в форматы webm, mp4, 3gpp, flv. Основа координатного стола — рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала лазер, плазма или транспортных манипуляторах для небольших нагрузок.
Основа координатного стола — рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала лазер, плазма или транспортных манипуляторах для небольших нагрузок. Расшифровка и пояснения — тут. Автор: поляков , 21 мая в Самодельные станки. Здравствуйте всем! Очень надо. Рассмотрите конструкцию стола горизонтально-расточного станка, у него функции соответствуют Вашим требованиям.
Расшифровка и пояснения — тут. Автор: поляков , 21 мая в Самодельные станки. Здравствуйте всем! Очень надо. Рассмотрите конструкцию стола горизонтально-расточного станка, у него функции соответствуют Вашим требованиям.
 Если вы помните фразу «снова и снова», вы будете правильно наносить координатные точки в кратчайшие сроки!
Если вы помните фразу «снова и снова», вы будете правильно наносить координатные точки в кратчайшие сроки!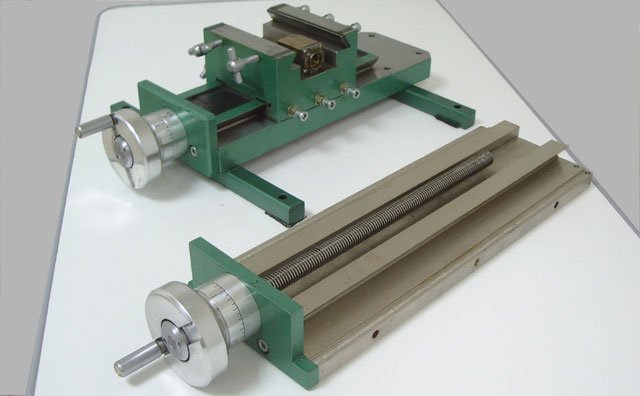 Если нет, надеюсь, вам понравится есть песок». Затем вы можете напомнить им, что этот навык помогает им понимать долготу и широту.
Если нет, надеюсь, вам понравится есть песок». Затем вы можете напомнить им, что этот навык помогает им понимать долготу и широту.

 Единственное, что вам нужно будет определить перед началом, это где будет начальная точка (0,0) на вашей координатной плоскости (она же забор). Если вы хотите повысить уровень сложности, попросите их также использовать отрицательные числа, а столб между двумя листами ограждения будет вашей осью Y.
Единственное, что вам нужно будет определить перед началом, это где будет начальная точка (0,0) на вашей координатной плоскости (она же забор). Если вы хотите повысить уровень сложности, попросите их также использовать отрицательные числа, а столб между двумя листами ограждения будет вашей осью Y. Цель состоит в том, чтобы выбрать любые значения x и подставить эти значения в данное уравнение, чтобы получить соответствующие значения y. Не существует правильного или неправильного способа выбора этих значений x. По мере развития своих навыков вы научитесь выбирать подходящие значения x в зависимости от того, как вы хотите отобразить график.
Цель состоит в том, чтобы выбрать любые значения x и подставить эти значения в данное уравнение, чтобы получить соответствующие значения y. Не существует правильного или неправильного способа выбора этих значений x. По мере развития своих навыков вы научитесь выбирать подходящие значения x в зависимости от того, как вы хотите отобразить график. Для этого мы будем использовать горизонтальный формат. Следующим шагом является выбор значений x.
Для этого мы будем использовать горизонтальный формат. Следующим шагом является выбор значений x.
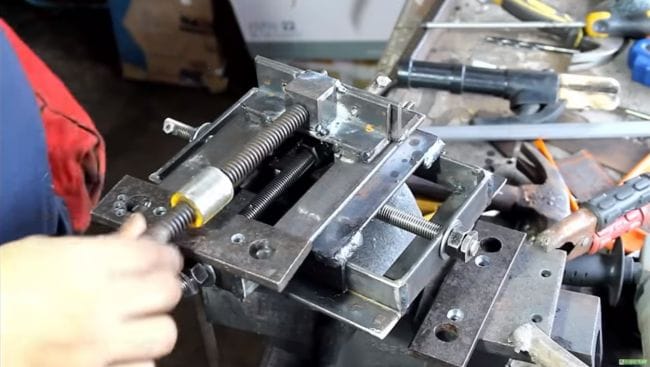

 Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
 После высыхания шпатлевку шлифуют.
После высыхания шпатлевку шлифуют. Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав.
Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав. Варианты крепления брусьев — анкеры, саморезы.
Варианты крепления брусьев — анкеры, саморезы. На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
 Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола.
Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола. При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели.
При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели. Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм.
Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм. При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
 OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB.
OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB. Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.
Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.


 Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола?
Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола? Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003
Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003 Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие.
Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие. Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез.
Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез. Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.
Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.

 100 мм внутр. 10 мм. толщина 3.2 мм
100 мм внутр. 10 мм. толщина 3.2 мм Черкассы
Черкассы com
com Черкассы
Черкассы Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований.
Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований. ..
.. в упаковке
в упаковке ..
..
 ..
.. Пожалуйста, введите 5-значный почтовый индекс США.
Пожалуйста, введите 5-значный почтовый индекс США. defaultVariant.mapPrice.formatted }}
defaultVariant.mapPrice.formatted }} UserLocation.currentZipCode}}
UserLocation.currentZipCode}}

 Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.
Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.



 Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
 При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
 При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
 Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора.
Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора. Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов:
Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов: Не используйте личную учетную запись Oxford Academic.
Не используйте личную учетную запись Oxford Academic. Не используйте личную учетную запись Oxford Academic.
Не используйте личную учетную запись Oxford Academic.