Пайка различных металлов и сплавов. Пайка металлов
правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
svaring.com
Пайка - Cлесарно-сборочные работы
ПайкаКатегория:
Cлесарно-сборочные работы
ПайкаПайка металлов известна с глубокой древности. Различными приемами пайки хорошо владели ювелиры античной Греции и Древнего Рима. Тонко и искусно спаянные художественные произведения из золота, серебра и бронзы встречаются в культуре скифов и Древней Руси.
Пайка — неразъемное соединение металлических деталей с помощью расплавленного сплава, называемого припоем.
Для того чтобы осуществить пайку, необходимы следующие условия:1. Жидкий расплавленный припой должен смачивать поверхность твердого металла, т. е. силы сцепления внутри капли припоя должны быть меньше сил сцепления, возникающих между припоем и спаиваемой деталью.2. Спаиваемый металл и припой должны плотно соприкасаться друг с другом, т. е. между ними не должно быть оксидной пленки или каких-либо других загрязнений.
Поэтому перед пайкой спаиваемые места необходимо хорошо зачищать шабером, напильником и шкуркой, чтобы удалить с поверхности грязь, жир, краску и т. п. Но кроме механических загрязнений, удаляемых зачисткой, на поверхности металла всегда есть оксидная пленка, которая образуется на металле от соприкосновения с кислородом воздуха. Хотя эту пленку можно удалить механическим путем, в процессе пайки она вновь образуется и тем быстрее, чем выше температура.
Известно, что металлы, имеющие высокую температуру плавления могут растворяться в жидком металле с гораздо более низкой температурой плавления. Например, медь, плавящаяся при 1083 °С, растворяется в расплавленном олове, температура плавления которого 232 °С; точно так же железо, имеющее температуру плавления 1535 °С, растворяется в цинке, температура плавления которого 419 °С; сурьма 630 °С — в свинце 327 °С; углерод 3000 °С — в железе 1535 °С; никель 1455 °С — в меди 1083 °С и т. п.
Современные методы пайки весьма разнообразны и позволяют соединять почти все металлы и сплавы. Однако пайка из-за трудоемкости применяется главным образом в художественных изделиях интерьерного характера, выполняемых в небольших сериях,— декоративных предметах, бытовых и ювелирных изделиях. В последнее время пайка все больше и больше заменяется сваркой.
Различают два основных вида пайки:1) пайку мягкими припоями с температурой плавления до 400 °С;2) пайку твердыми припоями — температура их плавления свыше 550 °С.
Пайка мягкими припоями имеет следующие преимущества: незначительный нагрев соединяемых деталей, сохранение размеров и формы деталей, простота способа, высокая плотность шва и др. Недостатки — невысокая прочность и термостойкость в пределах 100°С.
В процессе пайки мягкими припоями производят следующие по порядку операции:1. Перед пайкой детали подгоняют друг к другу и места пайки тщательно очищают напильником или шкуркой.2. Очищенные поверхности покрывают флюсом и облуживают.3. Рабочий (заостренный) конец паяльника тщательно очищают, а если необходимо, запиливают драчевым напильником. Паяльник нагревают и его рабочий конец облуживают, для чего его предварительно погружают или натирают нашатырем (хлористым аммо-4. Паяльником расплавляют припой и переносят его на соединяемые поверхности деталей.5. Паяльником медленно водят вдоль шва, пока он не прогре-ется’ и припой равномерно заполняет его.6. После застывания припоя шов тщательно промывают и высушивают и, если необходимо, зачищают шкуркой, а наплывы припоя удаляют шабером или напильником.
Паяльник обычно нагревают до 400—450 °С. Перегрев паяльника до 600 °С и выше недопустим, так как медь, из которой сделан паяльник, начнет энергично окисляться и не будет брать и держать припой. Кроме того, медь при перегреве поглощает олово, оставшееся на паяльнике, отчего его рабочий заостренный конец становится хрупким и зазубренным.
Спайку предметов мягкими припоями производят на деревянной подкладке, так как металлическое основание поглощает значительную часть тепла, охлаждает детали и затрудняет работу.
Пайка твердыми припоями, у которых температура плавления выше 550 °С, дает прочные, герметичные соединения. Твердые припои в основном состоят из меди, серебра, цинка и др. и применяются для пайки черных, цветных и драгоценных металлов.
Пайку твердыми припоями производят в следующем порядке:1. Спаиваемые поверхности припиливают и подгоняют. Плотность подгонки во многом обеспечивает успех пайки.2. Спаиваемые детали соединяют и закрепляют между собой посредством струбцин и других зажимных инструментов, а также связывая проволокой из мягкой стали.3. Спаиваемые поверхности покрывают флюсом (бурой) и медленно прогревают пламенем горелки или паяльной лампы.4. На нагретый шов раскладывают припой, и нагревание продолжается до тех пор, пока припой не расплавится и не зальет зазор в соединении.5. После охлаждения производят зачистку шва и промывку для удаления остатков флюса.
В процессе пайки необходимо внимательно следить за растеканием припоя. Он начинает плавиться, как только расплавится и сделается жидкой бура (флюс). Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону, тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои.
Кроме этих припоев, выпускаемых промышленностью, можно рекомендовать следующие составы припоя, которые легко приготовить; они дают хорошие результаты и могут быть рекомендованы для ювелирных работ:серебра 875-й пробы — 4 г, латуни — 1 г (крепкий припой) серебра 875-й пробы — 1 г, латуни — 0,5 г (слабый припой)
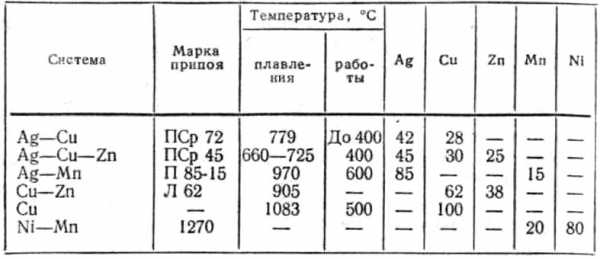
Ювелирные припои для золотых изделий по содержанию золота должны соответствовать пробе изделия; для серебряных припоев это не обязательно. В табл. 37 приведены некоторые из ювелирных поипоев, применяемых в ювелирной промышленности.
Флюсы. Их можно разделить на две группы: 1) флюсы, растворяющие оксидные пленки металлов, восстанавливающие окиси металлов до металлов (а иногда растворяющие и сам металл). К ним относятся: соляная кислота, хлористый цинк, борная кислота и бура;2) флюсы, которые не производят никакого химического действия, а служат лишь для образования защитного покрытия ранее очищенного металла; ими пользуются при пайке оловянно-свинцовым припоем. К ним относятся канифоль, воск, смола и др. В ювелирной промышленности они не применяются.
Соляная кислота применяется для пайки цинка и железных цинковых изделий. После употребления соляной кислоты изделие надо тщательно промывать — лучше в горячей воде, так как оставшаяся на изделии соляная кислота ускоряет коррозию.
Хлористый цинк плавится при 263 °С; приготовляется травлением цинка в соляной кислоте; применяется при пайке мягкими припоями латуни, меди, железа; после пайки изделие необходимо промывать, так как остатки хлористого цинка образуют очаги коррозии. Это наиболее распространенный флюс для оловянно-свинцовых припоев. Выпускается в основном в порошке; он легко растворим в воде в отношении 1 : 4.
Хлористый цинк — аммоний состоит из смеси хлористого цинка (75%) и нашатыря (25%). Такая смесь плавится при 175 °С, т. е. ниже температуры плавления оловянно-свинцовых припоев; он применяется при пайке оловянно-свинцовыми припоями в водном растворе (на 1 ч. порошка 3—4 ч воды).
Бура — универсальный флюс при твердой пайке латуни, меди, бронзы, железа и т. п. Перед употреблением буру лучше прогреть на железном листе, чтобы выпарить из нее кристаллизационную воду (которую она поглощает из воздуха). Температура плавления буры 741°С. После пайки изделие надо положить в отбел (15%-ный раствор серной кислоты), чтобы удалить соли буры (твердую прозрачную корку, которая образуется при соединении расплавленной буры с окислами металлов), или прокипятить в горячем отбеле — тогда корка отстает быстрее.
Стеклянный порошок применяется вместо буры при твердой пайке; его приготовляют так: нагревают стекло и затем быстро бросают в холодную воду — такое стекло легко растолочь в порошок.
Жидкое стекло (флюс для твердой пайки) — приготовляется сплавлением соды с чистым белым порошком стекла. Полученный сплав стекла и соды растворяют в воде и в жидком виде используют как флюс. Жидкое стекло нельзя хранить в стеклянных сосудах с притертыми пробками — их потом невозможно открыть.
Плавиковая кислота (фтористоводородная) — применяется при пайке чугуна медью и латунью.
Флюсом для ювелирной пайки служат бура и борная кислота. Для серебряных изделий применяют насыщенный водный раствор буры, а для золотых лучше применять раствор буры — 10 г и 10 г борной кислоты на 100 г воды.
После пайки золотые изделия 750, 583 и 500-й проб отбеливают в 5—10%-ном растворе соляной кислоты (при температуре 40— 60 °С) или в 10—15%-ном растворе серной кислоты (при температуре 60—70 °С). Эти же растворы применяются и для платиновых изделий.
Золотые изделия 375-й пробы отбеливают в 5—10%-ном растворе серной кислоты (температура около 50 °С). Этот же отбел применяют для серебряных изделий. Кроме того, для отбеливания серебра применяют 1—2%-ный раствор соляной кислоты при температуре 30—40 °С.
Изделия из мельхиора и нейзильбера травят в 10—12%-ном астворе серной кислоты с добавлением хромпика (5 г хромпика на 1 л раствора). Медные, латунные и бронзовые изделия отбеливают в растворах серной кислоты.
Ювелирные золотые изделия после пайки дополнительно обрабатываются 50%-ным раствором серной кислоты при температуре 80 °С; при этом с поверхности удаляется медь и частично серебро и поверхностный слой изделия обогащается золотом и приобретает желаемый цвет.
Изделия с эмалью можно отбеливать только в очень слабых серных, но лучше в соляных отбелах.
—-
Пайкой называют метод получения неразъемных соединений металлических деталей с помощью расплавленных металлов и сплавов, называемых припоями. Пайку применяют для получения прочных и герметичных соединений. Благодаря незначительному нагреву соединяемых материалов паяные изделия сохраняют свою структуру, механические свойства, форму и размеры. Паяют черные и цветные металлы и их сплавы.
Рис. 1. Схема образования соединения с натягом: а — охватывающая деталь, б — охватываемая деталь, в — соединение
Наибольшее распространение в машиностроении получила капиллярная пайка. В качестве припоя используют различные металлы и их сплавы. Температура плавления припоя должна быть по крайней мере на 20—30°С ниже температуры плавления соединяемых материалов. Расплавленный припой, введенный в зазор между деталями (нагретыми до температуры плавления припоя), смачивает их поверхности и проникает в капиллярные трещины, имеющиеся в кристаллических материалах. После охлаждения и затвердевания припой соединяет детали. В процессе пайки наблюдается химическое соединение припоя с материалом деталей и его диффузия в эти материалы.
Различают пайку низкотемпературными и высокотемпературными припоями (имеющими вид пасты, фольги, проволоки, прутка и т. д.).
Низкотемпературные припои (к ним относятся оловянно-свинцовистые с температурой плавления до 300 °С) применяют в случаях, когда не требуется высокая прочность соединений, или когда паяные детали работают при невысокой температуре. Низкотемпературными припоями соединяют такие материалы, как цинк, медь, медные сплавы, мягкая сталь, оцинкованное железо, благородные металлы. Соединения, выполненные такими припоями, имеют низкую стойкость против коррозии.
К высокотемпературным относят медно-цинковые и серебряные припои. . Соединения, полученные ими, имеют высокую прочность, выдерживают высокую температуру нагрева, устойчивы против коррозии. Высокотемпературными припоями соединяют сталь, чугун, медь и ее сплавы, никелевые сплавы, твердые сплавы и др.
Инструменты, оборудование и материалы для пайки.
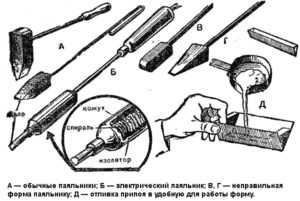
При использовании низкотемпературных припоев пайку осуществляют паяльниками (периодически нагреваемыми, электрическими, газовыми, бензиновыми и др.). По форме рабочей части различают паяльники прямые и угловые. Рабочую часть паяльника делают из красной меди, которая обладает высокими теплоемкостью и теплопроводностью. Периодически нагреваемый паяльник нагревают паяльными лампами, реже в печах. Газовые и бензиновые паяльники представляют собой комбинации паяльника и соответственно ацетиленокислородной или бензиновой горелки.
При использовании высокотемпературных припоев пайку производят ацетиленокислородными и керосино-кислородными горелками, паяльными лампами в стационарных и переносных горнах и в паяльных печах. Все перечисленные устройства служат для нагрева соединяемых деталей и расплавления припоя.
Поверхности деталей, предназначенные для пайки, зачищают шаберами, напильниками и металлическими щетками. Сами детали соединяют струбцинами, пассатижами, паяльными клещами и другими приспособлениями.
Для удаления пленок оксидов и предохранения металлов от окисления в процессе пайки используют флюсы, в качестве которых применяют травленую соляную кислоту, хлористый цинк, хлористый цинк-аммоний, буру, канифоль. Последняя не растворяет оксидов на поверхности металлов, а только предохраняет их от окисления.
Последовательность работ при пайке. Соединяемые поверхности предварительно обрабатывают точением, фрезерованием, опиливанием и т. д. Полированные поверхности плохо смачиваются расплавленным припоем и уменьшают капиллярные силы. Зазор по всему стыку должен быть равномерным и не превышать 0,03—0,35 мм в зависимости от типа припоя. С увеличением зазора прочность соединения уменьшается, а при недостаточном зазоре могут быть нарушены условия капиллярного течения припоя и смачиваемости поверхностей соединения. Поверхности соединяемых заготовок должны быть полностью и тщательно очищены от окалины, краски и других загрязнений.
Применяют различные виды соединений при пайке: встык — для изделий, к которым не предъявляют высоких требований по прочности; внахлестку — для изделий повышенной прочности; муфтовое — для высокопрочных и герметичных изделий.
Подогнанные заготовки фиксируют относительно друг друга руками, щипцами, в тисках, проволокой и т. д.
Собранные и подогнанные заготовки покрывают соответствующим флюсом, который выбирают в зависимости от свойств соединяемых материалов и припоя. При низкотемпературной пайке на шов наносят (паяльником) припой и прогревают его паяльником до полного расплавления и растекания по шву. Если паяльник не может достать до места пайки, не прогревает заготовки или изделие состоит из большего числа элементов, то производят общий нагрев заготовки. При высокотемпературной пайке припой наносят на шов и заготовки нагревают до температуры плавления припоя паяльной лампой или в печи.
После пайки шов тщательно очищают, промывают и сушат. Оставшийся после пайки флюс можно удалить непродолжительным кипячением в растворе, содержащем 10% каустической соды, 5% машинного масла и 85% воды.
Пайку пластинок твердого сплава к державкам инструмента производят в электрических печах сопротивления в среде защитного газа, который препятствует образованию на поверхностях заготовок оксидов. Соединения после пайки контролируют визуально и проверяют на герметичность. Внутренние дефекты ответственных соединений контролируют рентгеноскопией или ультразвуком.
Лужением называют метод покрытия металлических поверхностей тонким слоем олова или его сплавов. Образующийся на поверхности изделия тонкий слой покрытия называют полудой. Лужение применяют для предохранения поверхностей от коррозии и в качестве технологического покрытия под пайку, под заливку баббитом и т. п.
Лужение осуществляют несколькими способами: горячим растиранием, горячим погружением и гальваническим путем. Наиболее распространено горячее, лужение. Для лужения применяют низкотемпературные оловянно-свинцовистые припои. В качестве флюсов используют хлористый аммоний и хлористый цинк.
При лужении способом горячего растирания подготовленные поверхности покрывают раствором хлористого цинка и нагревают, например, паяльными лампами. Затем вводят олово, которое, соприкасаясь с-нагретой поверхностью заготовки, плавится. В этот момент поверхность посыпают порошкообразным нашатырем (хлористым аммонием). Затем жидкое олово растирают паклей равномерным слоем по всей поверхности.
Лужение способом горячего погружения проводят, помещая заготовку в ванну с оловом, нагретым до 270— 300 °С. Извлеченную из ванны заготовку энергично встряхивают, распределяя тем самым олово равномерным слоем и удаляя его излишки.
После лужения изделие промывают водой и сушат.
Читать далее:
Сварка
Статьи по теме:
pereosnastka.ru
Паяние металлов. Слесарное дело |
Паяние металлов
Паяние (пайка; — это процесс неразъемного соединения двух или нескольких металлических заготовок с помощью расплавленного металла — припоя, имеющего более низкую температуру плавления, чем металл соединяемых им частей заготовок. Паяние возможно только тогда, когда температура места спая станет выше температуры расплавления (соответствующего припоя и будет поддерживаться в течение всего паяния. Паяние обеспечивает соединение заготовок из стали, цветных металлов и их сплавов, а также сочетаний этих материалов. Наиболее широко паяние применяется при выполнении электромонтажных работ, при монтаже контрольно- измерительных приборов, радио- и электроприборов, изготовлении сосудов, радиаторов, а также инструментов, армированных пластинами твердого сплава, и ряда других работ.
Паяние осуществляется с помощью прогрева мест соединения заготовок до температуры, превышающей температуру плавление припоя, и введения в эту зону соответствующего припоя. Расплавляясь, припой растекается и заполняет зазоры между соединяемыми частями заготовки под действием капиллярных сил и, охлаждаясь, кристаллизуется в паяном шве, обеспечивая неподвижное соединение.
По температуре плавления припои разделяют на мягкие (легкоплавкие) с температурой плавления 180…300° и твердые (тугоплавкие) с температурой плавления 700… 1000°. Помимо высокой температуры плавления, твердые припои характеризуются более высокой, по сравнению с мягкими припоями, прочностью. Это является причиной разделения операции паяния на два вида: паяние мягкими припоями и паяние твердыми припоями, у каждого из которых имеются свои технологические особенности.
Паяние мягкими припоями
Мягкие припои, применяемые при паянии, представляют собой сплав легкоплавких металлов на основе олова и свинца. Оловянно-свинцовыё припои обозначают буквами ПОС (припой оловянно-свинцовый) и цифрами, показывающими содержание олова в припое в процентах. Процентное содержание олова в составе припоя определяет область его применения:
ПОС-90 — для паяния предметов хозяйственного назначения в пищевой промышленности, например ведра. Это обусловлено гигиеническими и медицинскими требованиями к изделиям такого рода, так как пониженное содержание свинца в припое оказывает минимальное токсическое воздействие на пищевые продукты;
ПОС-40 — для паяния радиаторов, электро- и радиоаппаратуры, физико-технических приборов, при монтаже проводов и изделий из белой жести и латуни;
ПОС-ЗО — для паяния цинка, оцинкованной стали, латуни, меди и различных изделий бытового (непищевого) назначения;
ПОС-18 — для паяния свинца, цинка, оцинкованной стали и латуни при невысоких требованиях к прочности паяного соединения;
ПОС-4-6 — для паяния деталей из латуни, меди, белой жести; не пригоден для паяния цинка и оцинкованного железа.
Мягкие припои изготовляют в виде прутков, проволоки или трубки, заполненной флюсом, масса которого составляет приблизительно 5% массы припоя.
Прежде чем приступить к паянию, необходимо тщательно подготовить поверхности соединяемых частей заготовки под паяние. Подготовка поверхности осуществляется очисткой ее от грязи и коррозии шабером, надфилем или напильником до металлического блеска. Абразивная шкурка для очистки поверхности не применяется, так как содержащийся в ней клей сильно загрязняет поверхность пайки. При паянии заготовок из листовой стали место спая протравливается 20%-ным раствором соляной кислоты. Соединяемые поверхности плотно подгоняют друг к другу, используя гибку, правку или опиливание. Некоторые варианты паяных швов, подготовленных к паянию, показаны на рис. 5.1. При помощи кисточки на места спая наносится тонкий слой жидкого флюса. При использовании твердого флюса поверхность паяния предварительно прогревается паяльником.
Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от окислов, предотвращаютобразование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединяемыми пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используются хлористый цинк, нашатырный спирт, канифоль, стеарин, паяльная паста, а в ряде случаев раствор соляной кислоты. Состав флюса выбирается в зависимости от материала соединяемых частей заготовки (табл. 5.1).
| Состав флюса в зависимости от материала соединяемых частей заготовки
|
Соединяемые части заготовки должны располагаться таким образом, чтобы шов находился сверху. Как только место, к которому прикасается паяльник, прогревается и припой начинает плавиться и растекаться, паяльник без отрыва от шва перемещают, давая возможность припою заполнить зазор между соединяемыми частями заготовки. Припой следует наносить тонким, равномерным слоем без пропусков. После окончании пайки выступающие над швом приливы удаляются напильником, а поверхность зачищается наждачной шкуркой.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы делятся на три группы:
• прочные — не обязательно герметичные, но обязательно обладающие определенной механической прочностью;
• плотные — сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
• плотнопрочные — обладающие и прочностью, и герметичностью.
dlja-mashinostroitelja.info
Пайка различных металлов и сплавов
Изделия, очищенные и подготовленные для пайки, не должны храниться продолжительное время во избежание окисления. Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды. Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
Общее время пребывания припоя в расплавленном состоянии состоит из времени:
t = t1 + t2 + t3
где t1 — время нагрева от температуры плавления припоя до температуры пайки; t2 — время выдержки при пайке; t3 — время охлаждения от температуры пайки до температуры кристаллизации припоя.
В случае взаимодействия припоя с основным металлом t1 и следует, возможно, сокращать. После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
Флюсы (для пайки алюминиевого сплава) удаляют промывкой горячей и холодной водой при условии последующей обработки в растворе хромового ангидрида. Флюсы на основе буры образуют на поверхности твердую корку. Их удаляют механическим путем или погружением деталей в горячую воду. Паяные швы на алюминиевых сплавах обрабатывают металлической щеткой и вторично промывают от флюсов, могущих остаться в порах швов. Растекающийся припой удаляют механическим, химическим или электромеханическим способами.
Для контроля качества паяных соединений применяют разные методы. Существенное значение имеет внешний осмотр швов. Швы проверяются на прочность, плотность, электропроводность. Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.
Кроме испытания паяных образцов без их разрушения, нередко применяют испытания с доведением их до разрушения. Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.
К углеродистым и низколегированным сталям относится стали, имеющие температуру плавления 1450—1520 С (1723—1793 К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовые припои с активными флюсами. Перед пайкой рекомендуется детали облуживать. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений.
Более часто для пайки сталей применяют высокотемпературные медно-цинковые припои с добавкой серебра (температура плавления 940—700 С (1213—973 К). Однако вследствие легкого испарения цинка эти припои не применяют для вакуумной панки. Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяют также чистую медь, в особенности при пайке в печах в среде водорода. Медь хорошо растекается, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.
К высоколегированным сплавам относятся коррозионно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со стабилизирующими добавками — титаном, ванадием, ниобием и т. д., кислотоупорные хромистые стали Х17, Х25 и другие ферритного класса, жароустойчивые никелевые сплавы, например, имеющие около 80% Ni и др.
Указанные сплавы могут паяться легкоплавкими припоями с применением активных флюсов. Однако пайка легкоплавкими припоями указанной группы сплавов технически нецелесообразна. Рациональнее применять для их соединений высокотемпературные припои (табл. 1).
В соответствии с маркой припоя применяются флюсы с различными составляющими. Некоторые припои при быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять в среде аргона, водорода, в вакуумных печах, Недостаток пайки в аргоне — не вполне удовлетворительная растекаемость припоя. Для улучшения растекаемости во флюсы вводят добавки, например литий. Пайка в атмосфере водорода требует высокой его чистоты; использование водорода всегда сопряжено с некоторой опасностью взрыва.
Пайка в вакууме дает хорошие результаты при применении припоев, не содержащих легко испаряющихся элементов (цинка и др.). При пайке указанных выше материалов могут возникать поры вследствие испарения некоторых составляющих припоя, например, цинка: непровары в результате неудовлетворительного смачивания расплавленным припоем соединяемых частей или недостаточной очистки поверхностей; трещины при проникновении жидкого припоя между границами зерен основного металла. Особенно часто образуются трещины при пайке медно-цинковыми и медно-серебряными припоями. Применением более высокотемпературных припоев можно избежать растрескивания паяных соединений.
Таблица 1. Состав припоев, %
Применение никелевых припоев иногда сопровождается образованием подрезов основного металла в местах перехода к швам. Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре.
При помощи пайки хорошо соединяются изделия из чистой меди и медных сплавов. Чистая медь хорошо паяется при нагреве в вакуумных печах, а также в атмосфере хорошо очищенного водорода без каких-либо примесей кислорода. Медно-цинковые сплавы, содержащие 4—38% Zn, при длительном нагреве теряют его (цинк испаряется), поэтому латунные детали перед пайкой целесообразно покрывать медью.
Пайка широко применяется для соединений различных бронз; алюминиевых, содержащих 5—10% Аl; бериллиевых, применяемых в приборостроении и имеющих в своем составе 2—2,5% Be; хромовых, содержащих около 0,5% Сr; оловянных, применяемых при обработке давлением, содержащих олово, а также фосфор и др.
Медь и ее сплавы легко паяются при применении низкотемпературных припоев с использованием канифольных флюсов, не вызывающих коррозии. Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями. Целесообразно применение медно-фосфорных и серебряных припоев и флюсов на основе буры с добавлением фтористых соединений. Алюминиевые бронзы хорошо паяются серебряными припоями с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса.
Титан и его сплавы паяют в электрических печах, т. в. ч., газопламенным горелками. Наилучшие механические свойства спая достигаются при пайке ТВЧ. Это объясняется тем, что в результате сокращения термического цикла при этом способе пайки отсутствует рост зерна, приводящий к охрупчиванию соединений. При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.
Очень важная задача производства — соединение пайкой различного рода керамических материалов и окислов друг с другом и с металлами. Возможны разные случаи: металлы более тугоплавки, нежели керамика, при этом соединение обеих деталей происходит в твердом состоянии, контакт обеспечивается необходимым давлением, применением покрытий. В последнем случае соединение достигается при температурах ниже температуры плавления каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, когда металлы имеют температуру плавления ниже температуры плавления керамики и в результате своих специфических химических свойств склонны к образованию связи с последней. Гак, например, титан и цирконий имеют большое сродство к кислороду и образуют твердые растворы со многими металлами и окислами. Окислы титана и циркония весьма тугоплавки. При некоторых условиях эти металлы восстанавливают окислы металлов, образующих керамику, и присоединяют к себе освобожденный кислород. Такое восстановление, необходимое для прессовой пайки, следует проводить в условиях вакуума или в среде аргона.
Серьезные затруднение пайки керамик с металлами — существенная разница в их температурных коэффициентах расширения, в результате чего в соединениях образуются остаточные напряжения значительной величины. В неблагоприятных случаях, при недостаточной пластичности материалов в них возникают трещины. Для устранения этого явления иногда между соединяемым металлом и керамикой прокладывают пластины из пластичного металла, например молибдена. При пластических деформациях последнего опасность возникновения трещин в керамике значительно уменьшается.
С помощью специальных присадочных металлов можно получать качественные соединения не только однородных элементов, например Al2O3 + Al2O3, но и разнородных. Сплавы, содержащие сильные карбидообразующие элементы — молибден, тантал, титан, цирконий и др., - хорошо смачивают графит.
Также по теме:
Концентрация напряжений. Напряжения и деформации при пайке.
Прочность паяных соединений. Свойства соединений пайкой.
svarder.ru
Пайка металлов и газокислородная пайка, общие сведения и область применения.
Технологическая операция, которая применяется, чтобы получить неразъемное соединение деталей из самых различных материалов, при которой вводится расплавленный материал - припой, имеющий более низкую температуру, чем материал деталей, называется пайкой. Для того, чтобы произвести пайку необходим припой и флюс, температура плавления которых ниже, чем у деталей, которые необходимо спаять. Возможны несколько основных вариантов нагрева припоя - при помощи горелки, паяльника, индукционный.
Одним из видов пайки металлов является газокислородная пайка металлов, при которой процесс расплавления припоя происходит с помощью газокислородной горелки. Металл нагревается до той температуры, когда припой начинает плавиться.
Методы пайки
С учетом того, что при пайке металлов применяется нагрев припоя до температуры расплавления, очень важно правильно подобрать материал припоя. В зависимости от материала, а это может быть Сu, Zn, Ag, Pb, Sn, Sb, используется два основных вида пайки - высокотемпературный и низкотемпературный. При помощи правильного подбора припоя можно получить надежное соединение не только однородных металлов, но и металлов, которые различаются по своих характеристикам, например получить соединение меди и алюминия.
Для того, чтобы пайка получалась качественно и надежной, необходимо соблюдение нескольких основных требований:
- припой должен иметь температуру, которая ниже температуры плавления спаиваемого материала;
- припой с флюсом должен иметь однородную текучую структуру, которая будет без проблем проникать в щели зазора, при этом хорошо смачивая металл;
- обязательно следует подобрать припой, который будет обладать коррозионной стойкостью, одинаковой и или выше основного металл;
- припой не должен содержать дорогие или дефицитные компоненты, которые могут сделать процесс пайки дорогостоящим;
- припой должен внешне не сильно отличаться от основного металла, и не портить его внешний вид.
Область применения
Чаще всего пайка различными способами применяется при проведении промышленных производственных работ, при которых, согласно технологического процесса, необходимо соединить две или более детали. При этом качество пайки должно соответствовать требованиям на разрыв и изгиб. Одной из основных сфер применения является машиностроение, радиоэлектроника и электротехника, где необходимо не только получить надежное соединение, но и получить дополнительную электропроводность.
Дополнительный материал:
Сварочное производство
Обработка металлов
www.tokar-work.ru
Пайка металлов - Медницко-жестяницкие работы
Пайка металловКатегория:
Медницко-жестяницкие работы
Пайка металловПайка паяльником
Паяльник является основным инструментом, применяемым при пайке. Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая.
Паяльники периодического действия нагреваются пламенем паяльной лампы или на горне, а непрерывного действия — электрическим током или бензиновой горелкой.
Паяльники периодического действия изготовляются из красной меди марки Ml, которая быстро нагревается, хорошо сохраняет тепло и легко передает это тепло припою и спаиваемому материалу.
Паяльник состоит из медной головки, железного стержня и деревянной ручки. Головка имеет заостренную под углом 40—50° рабочую часть и плоскую тыльную.
Поверхность головки должна быть чистой и гладкой, без раковин и трещин. Для лучшего распределения припоя рабочая часть облуживается. Вес паяльника зависит от его назначения. Обычно при работе употребляют паяльники весом от 250 г до 1 кг.
Паяльники непрерывного действия в зависимости от источника нагрева подразделяются на бензиновые и электрические.
Бензиновый паяльник состоит из двух частей: небольшой паяльной лампы и обычного паяльника, который можно передвигать, устанавливая на различном расстоянии от горелки. Для ремонтных работ такие паяльники очень удобны и практичны. Они быстро нагреваются и в отличие от электрических не требуют никакого дополнительного оборудования и электропроводки. Ими можно пользоваться как паяльной лампой, удалив медный паяльник.
Электрический паяльник удобен там, где нельзя работать с открытым пламенем. Основными его недостатками являются наличие проводов для подвода электрического тока и малый запас тепла, которого хватает только для пайки деталей с небольшой массой. В качестве нагревательного элемента в паяльнике применяют
спираль из проволоки высокого сопротивления, обычно из нихрома, У паяльников, работающих от сети напряжением 120 и 220 в, толщина проволоки мала, поэтому спирали часто перегорают. Для увеличения срока службы паяльников напряжение питающего электрического тока снижают с помощью трансформаторов до нескольких вольт (6—12 в), что позволяет применять для спиралей более толстую проволоку.
При включении паяльника в сеть проверяют, на какое напряжение он рассчитан. Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8.
Для удобства пайки и получения качественных паяных соединений применяют специальные приспособления: паяльные зажимы, поддержки.
Спаиваемые поверхности зачищают шаберами и напильниками.
Припои и флюсы. При пайке паяльником применяют оловянно-свинцовые припои.
Марка припоев расшифровывается следующим образом: буква П обозначает припой, ОС — оловянно-свинцовый, а цифра — процент олова в данном припое.
Припой ПОС-90 применяется для пайки внутренних швов пищевой посуды.
Припой ПОС-61, как наиболее легкоплавкий, употребляется когда соединяемые детали нельзя нагревать выше 200°.
Припой ПОС-50 обладает повышенной текучестью и используется при пайке радиаторов и других ответственных деталей.
Припои ПОС-40 и ПОС-30 применяются для пайки электро- и радиоаппаратуры и электромонтажных работ. Ими можно паять детали из оцинкованного железа и стали.
Припой ПОС-18 служит для лужения деталей перед пайкой и для пайки деталей, которые не требуют повышенной прочности соединения.
Для приготовления оловянно-свинцовых припоев определяют потребное количество олова и свинца по процентному содержанию их в припое Например, на 100 г припоя ПОС-40 берут 40 г олова, 58 г свинца и 2 г сурьмы. Свинец расплавляют в графитовом тигле и в него небольшими порциями добавляют олово, размешивая смесь железным прутком. Каждую следующую порцию олова подмешивают после полного расплавления предыдущей. Затем вводят в смесь сурьму. Расплавленный припой разливают в железные или чугунные сухие формы. Палочка припоя должна быть длиной 250—300 мм, шириной 10—15 мм и толщиной 3—5 мм.
Паяльные флюсы используют для очистки поверхности деталей и припоя от окислов и загрязнений и улучшения смачиваемости расплавленным припоем соединяемых поверхностей. Паяльные флюсы должны обладать более низкой температурой плавления, чем применяемые припои.
В качестве флюсов для пайки широко применяются хлористый цинк, нашатырь, канифоль.
Хлористый цинк употребляется в порошке и в растворенном виде (в соотношении: 1 часть хлористого цинка и 3 части воды).
После окончания пайки остатки флюса тщательно смывают теплой водой, чтобы избежать разъедания паяного шва. Для изделий, которые после пайки трудно промыть, не применяют хлористый цинк. При отсутствии готового хлористого цинка его легко приготовить, растворив металлический цинк в соляной кислоте. Для растворения цинка берут техническую соляную кислоту. Количество цинка зависит от крепости кислоты. Обычно на одну весовую часть металлического цинка нужно пять весовых частей крепкой (дымящей) кислоты, которую предварительно разбавляют равным по объему количеством воды.
Цинк растворяют в фарфоровой или стеклянной посуде, металлическую посуду кислота быстро разъедает. Цинк следует брать в виде стружки или мелких кусочков. После прекращения выделения пузырьков газа, флюс готов. Такой раствор называют травленой кислотой. Если его выпарить, то на дне останется белый порошок — хлористый цинк.
Нашатырь (хлористый аммоний) — распространенный флюс для пайки мягкими припоями, встречается в виде порошка и в кусках. Он легко растворяется в воде и хорошо растворяет жировые вещества — поэтому широко применяется при лужении. Нашатырем проводят химическую очистку паяльников. При нагревании нашатыря выделяются белые ядовитые пары.
Канифоль применяют для пайки чистых и обезжиренных деталей из меди и латуни, особенно для пайки медных электропроводов. Расплавленная канифоль растворяет окись меди. Остатки флюса не оказывают никакого химического действия на паяный шов и поэтому могут не удаляться. Канифоль бывает в виде порошка, кусков или концентрированного раствора в спирте.
Подготовка к пайке состоит из двух операций: подготовки паяльника и подготовки изделия. Подготовку паяльника начинают с зачистки его рабочей части драчевым напильником в тисках или на упоре. Рабочая часть паяльника должна иметь скругленную форму. Только при пайке очень тонких швов допускается заточка носка почти на острый угол. После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем.
Достаточно нагретый паяльник при прикосновении к припою расплавляет его. После нагревания очищают носок паяльника от окислов путем трения его о кусок нашатыря и облуживают припоем тонким и ровным слоем. Если припой ложится неравномерно, паяльник нагревают сильнее.
Подготовку изделия проводят следующим образом: спаиваемые поверхности хорошо подгоняют друг к другу, тщательно очищают от грязи и жира и прочно скрепляют зажимами или другими приспособлениями, чтобы детали при нагреве и пайке не смещались одна относительно другой. Зазоры должны быть равны 0,1—0,15 мм, при зазоре большей величины уменьшается прочность соединения. При очень малых зазорах (меньше 0,05 мм) прочность снижается — припой не заполняет весь зазор. Лучшими соединениями являются нахлесточное и телескопическое. Стыковое соединение применяется только для обеспечения герметичности швов. Перед пайкой на соединяемые поверхности наносят кисточкой флюс.
Подготовив паяльник и изделия, приступают к пайке: нагретым паяльником каплю припоя переносят на шов и медленно проводят паяльником по шву, чтобы весь шов успел прогреться. Плоскую грань наконечника паяльника прикладывают так, чтобы обеспечить наибольшую площадь соприкосновения с деталью. Припой должен ложиться тонким слоем без разрывов. Если припой не смачивает какое-либо место( не пристанет к металлу), то туда добавляют каплю флюса.
Пайку лучше вести двумя паяльниками: пока работают одним паяльником, другой нагревается. После каждого нагревания паяльник зачищают о кусок нашатыря.
При пайке массивного толстостенного изделия его предварительно нагревают в печи или паяльной лампой до температуры 120—150°, после чего запаивают и дают ему остыть.
Сразу же после окончания пайки спаянное изделие нельзя передвигать или ударять, так как припой при затвердевании бывает очень хрупким. Спаянному шву надо дать спокойно остыть, затем удаляют остатки флюса теплой водой. Промывку не проводят, если в качестве флюса применялись вещества, не вызывающие коррозии мест пайки (канифоль, вазелин, воск).
Инструмент и материалы, использованные при пайке, убирают на место, предварительно удалив с напильника окалину и грязь и охладив его на воздухе. При охлаждении паяльника в воде ухудшается теплопроводность меди, вследствие чего паяльник приходит в негодность. Для восстановления первоначальных свойств меди паяльник перековывают.
Ниже приведены характерные дефекты пайки.
Припайку наконечников к тросам осуществляют следующим образом:1. Отмеряют трос требуемой длины. Участок, где трос надо разрубить, обвязывают мягкой железной проволокой в двух местах на расстоянии 50 мм. Часть троса, заключенную между двумя обвязками, зачищают и спаивают во избежание раскручивания конца троса после разрубания. Подготовленный трос рубят зубилом на наковальне.2. Зачищают внутреннюю поверхность наконечника шабером или наждачной бумагой, смазывают ее травленой кислотой и тщательно облуживают. Облуженный наконечник опускают в раствор щелочи, после чего промывают и просушивают.3. Смазывают конец троса флюсом и облуживают все его пряди.4. Надевают наконечник на трос и припаивают его при помощи массивного паяльника или с подогревом паяльной лампой.
Для припайки кабельных наконечников нужно:— осторожно подрезать ножом изоляцию на расстоянии 15—18 мм от конца провода, аккуратно зачистить ее и свить проволочки.
Облудить провод и наконечник.
Припаять наконечник к проводу припоем ПОС-40 или ПОС-30. В качестве флюса используют канифоль или раствор нашатыря в денатурированном спирте. Применять хлористый цинк запрещается.
—
Пайка есть процесс соединения металлических частей с помощью более легкоплавкого присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой — в расплавленном. Соединение частей основного металла осуществляется вследствие взаимного растворения и диффузии припоя и основного металла в зоне шва.
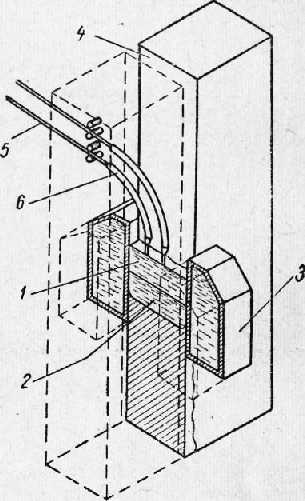
Рис. 1. Схема электрошлаковой; сварки
Диффузия и растворение припоя и основного металла возможны лишь в том случае, если припой смачивает основной металл; свинец, например, не смачивает медь и не может служить для нее припоем. Для диффузии необходимо также, чтобы спаиваемые поверхности были свободны от грязи и окислов. Кроме того, в процессе пайки припой и основной металл должны быть защищены от окисления кислородом воздуха или пламени. Для удаления окислов и для защиты от окисления при пайке служат флюсы.
Пайкой могут соединяться углеродистая и легированная стали всех марок, твердые сплавы, ковкие и серые чугуны, а также благородные, редкие и цветные металлы и их сплавы. Возможна также пайка разнородных металлов и сплавов (например, стали с твердым сплавом и др.).
Преимущества пайки: простота выполнения операции, прочность и чистота соединения, отсутствие плавления основного металла, сохранение размеров и формы спаиваемых частей, возможность механизации и автоматизации процесса.
Улучшение составов припоев и усовершенствование технологии пайки в последние годы дают возможность все шире внедрять пайку в производство автомобилей, велосипедов, деталей других машин, механизмов и приборов.
Принято различать два вида пайки: пайку мягким припоем и пайку твердым припоем. Мягкие припои имеют невысокую механическую прочность (спч — 5—7 кг/мм2) и температуру плавления ниже 400°. Твердые припои имеют значительную прочность — до 50 кг/мм2 и температуру плавления выше 550°.
—
Пайка, так же как и сварка, относится к способам образования неразъемных соединений. Принципиальное ее отличие от сварки состоит в том, что материал соединяемых деталей не плавится, а соединение осуществляется с помощью более легкоплавкого металла, называемого припоем. Жидкий припой смачивает соединяемые поверхности, частично диффундирует в них и при остывании прочно их соединяет. Различают пайку твердыми и мягкими припоями.
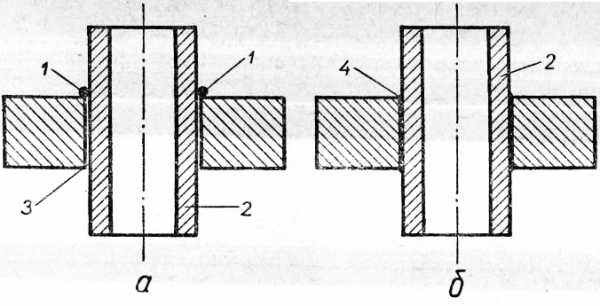
Рис. 1. Схема пайки твердым припоем: 1 — припой; 2 — детали; 3 — зазор; 4 — припой.
Твердые припои — медно-цинковые и серебряные — плавятся при температуре 720—860° и дают высокую прочность, которая достигает 40—50 кг/мм2.
Папку твердым припоем производят в следующем порядке: части, подлежащие соединению, подгоняют друг к другу с таким расчетом, чтобы зазор между ними не превышал 0,2— 0,3 мм, так как при большем зазоре прочность соединения уменьшается. Затем эти части обезжиривают горячим раствором щелочи и, подложив в месте соединения пластинку или пруток припоя, скрепляют железной проволокой. Место спая посыпают бурой или борной кислотой, которые предохраняют спаиваемые поверхности от окисления и называются флюсами.4 Затем в пламени паяльной лампы, газовой горелки, в камерной или муфельной печи, в горне, а иногда даже токами высокой частоты детали нагревают до расплавления припоя.
Жидкий припой благодаря поверхностному натяжению проникает в зазоры в месте спайки и после остывания дает прочное соединение деталей. На рисунке 38 показаны детали, подготовленные к пайке (а) и после нее (б).
В настоящее время применяется пайка стальных изделий в электрических печах с защитной газовой атмосферой (водород, аммиак), благодаря которой изделие не окисляется и остается светлым..
Мягкие припои легкоплавки (t° пл. = 200—300°С). При сравнительно низкой прочности (4—8 кГ/мм2) они позволяют получать герметичные, непроницаемые для жидкостей и газов швы и обеспечивают надежность электрического контакта. Их широко применяют в электро- и радиотехнике. В качестве мягких припоев широко применяется олово и оловянно-свинцовые сплавы. Так называемый «третник» состоит из сплава 1 части олова и 2 частей свинца.
Пайка мягкими припоями несложна и доступна каждому, если имеются следующие материалы и инструменты:1. Паяльник — электрический или простой (кусок меди на железной рукоятке, нагреваемый в пламени примуса или газовой горелки).2. Напильник или наждачная бумага для очистки спаиваемых поверхностей от ржавчины и грязи.3. Раствор хлористого цинка в воде (ZnCy, иначе называемый «травленой соляной кислотой».4. Хлористый аммоний или нашатырь (Nh5C1) куском или в порошке.5. Кусочек припоя.
Паяльник нагревают до температуры 300—400°С и очищают от окислов, потерев его о кусок нашатыря. Если паяльник нагрет достаточно, от куска нашатыря идет белый дымок, а медь паяльника в этом месте становится чистой.
Паяльником касаются припоя, и несколько капель расплавленного металла прилипают к его очищенному концу.
Детали из меди, латуни и белой жести очищают от грязи и жира, смазывают раствором хлористого цинка и нагревают паяльником, пока припой не потечет по их поверхности. Тогда паяльник удаляют и, удерживая вместе спаиваемые детали, ждут, когда поверхность расплавленного припоя помутнеет. Это означает затвердение припоя и прочное соединение деталей.
Детали из стали следует предварительно залуживать, т. е. покрывать в местах соединения тонким слоем припоя или^олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя.
Для пайки медных проводов вместо хлористого цинка часто употребляют канифоль. Массивные детали, которые не удается прогреть паяльником до температуры плавления припоя, следует нагревать предварительно.
Читать далее:
Пайка горелками
Статьи по теме:
pereosnastka.ru
Газопламенная пайка металлов | Сварка и сварщик
Пайка металлов технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла - припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки:
- высокотемпературную
- низкотемпературную
Температура плавления припоев для высокотемпературной - свыше 550°С, а для низкотемпературной - ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных - свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь , никель, алюминий и их сплавы и др.
Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используют сварочную горелку. При пайке крупногабаритных изделий применяют многопламенные горелки. Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты. Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
- температура плавления припоя должна быть ниже температуры плавления основного металла;
- расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл;
- припой и металл должны взаимно диффундировать и образовывать сплав;
- припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью;
- припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.
Все припои для высокотемпературной пайки можно разбить на следующие группы:
- медные;
- медно-цинковые;
- серебряные;
- медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые - при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное - цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное - Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, оксидов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также па конец прутка припоя. Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями - 0,05-0,03 мм. Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку выполняют нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
weldering.com










