Обозначение сварных швов | Сварка и сварщик
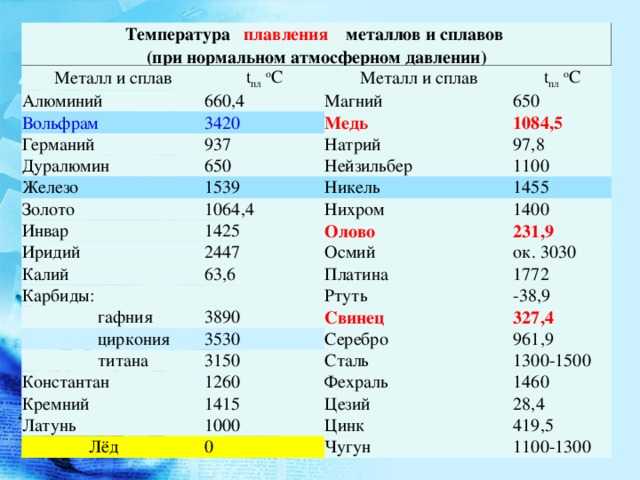
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
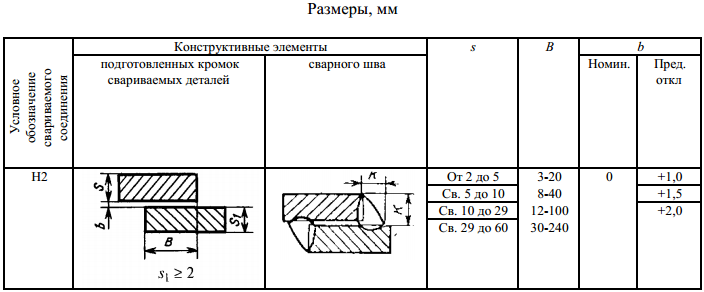
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
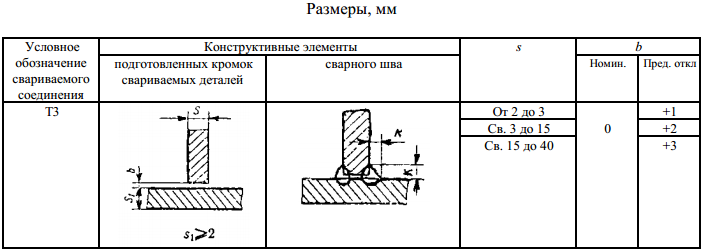
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.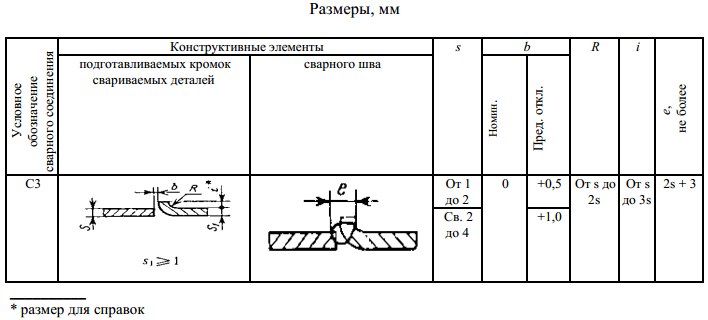
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. | |||
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (?5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (?5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва).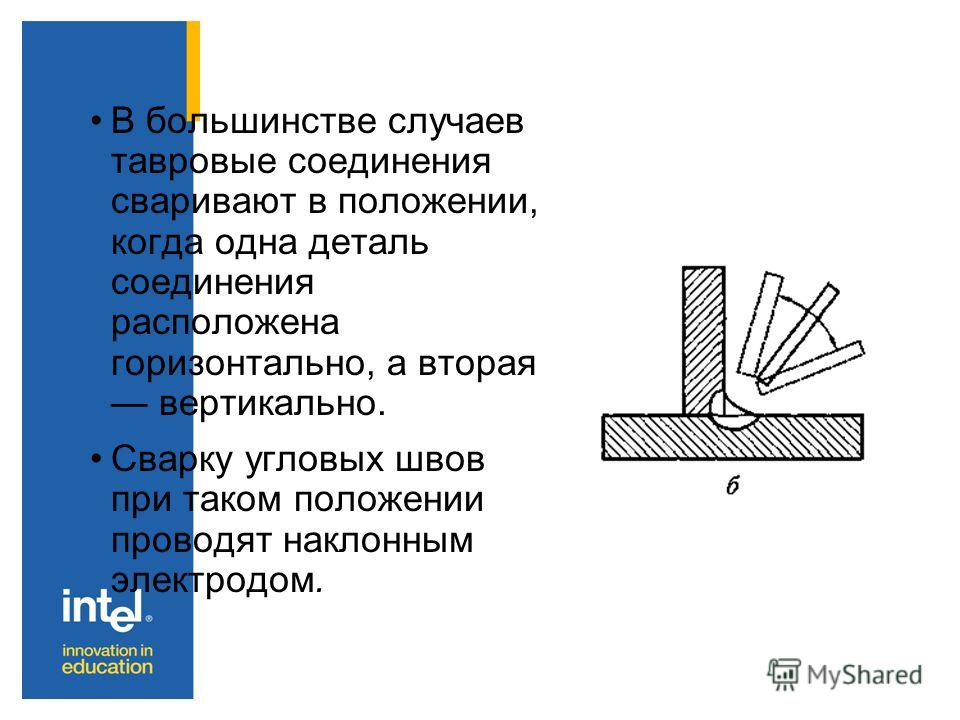 При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.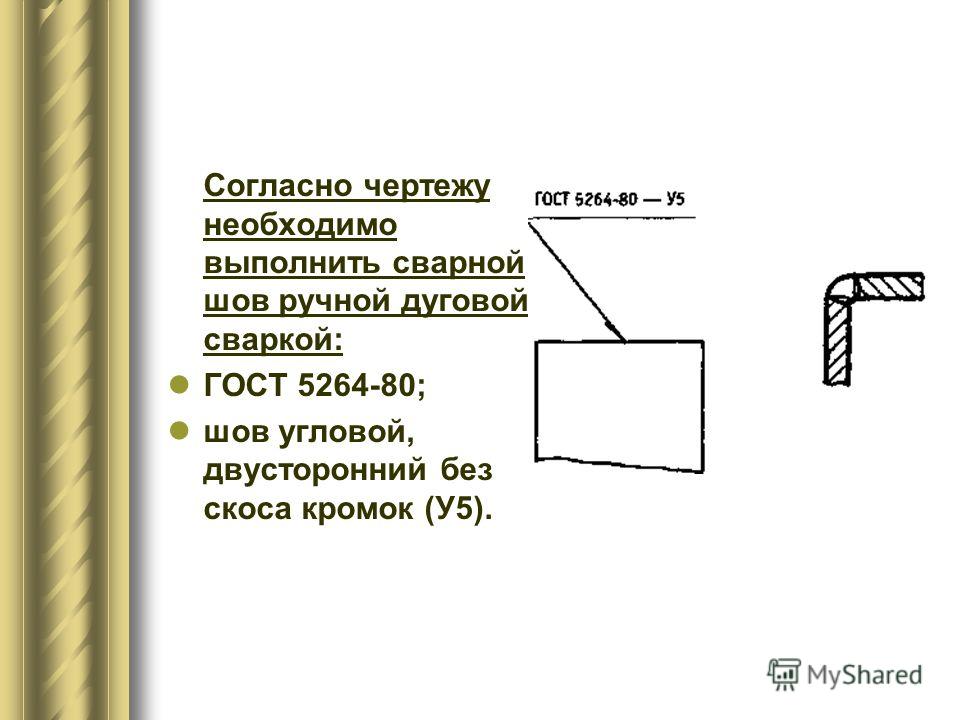
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.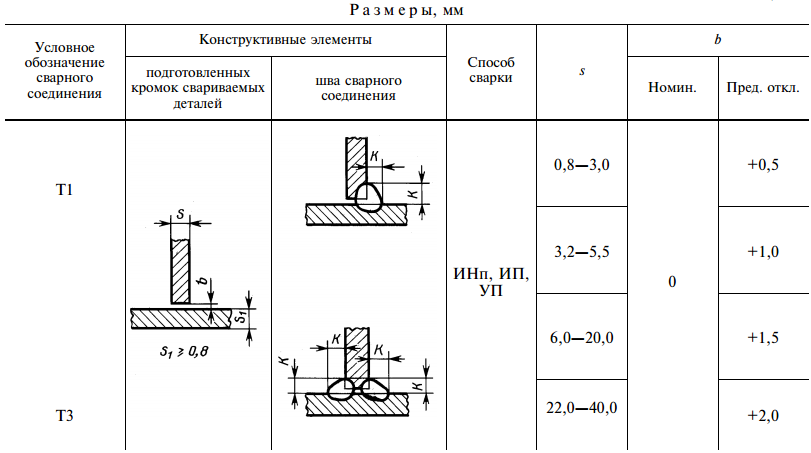
Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями.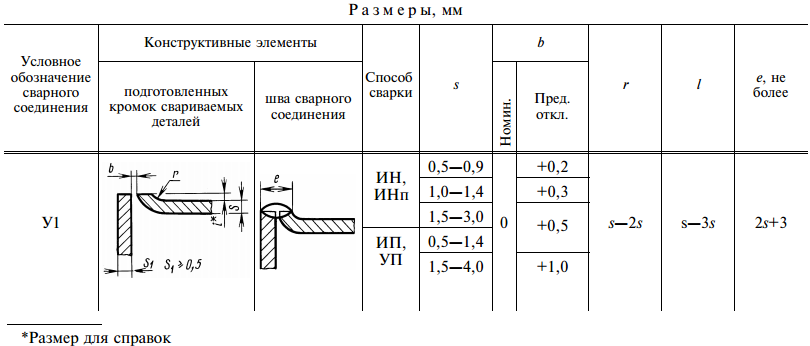 Все они нашли свое отображение в государственном стандарте.
Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
СОДЕРЖАНИЕ
- Виды сварочных швов
- Виды швов по ГОСТам
- Способы сварки
- Размеры шва
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.

- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.

Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
 Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой.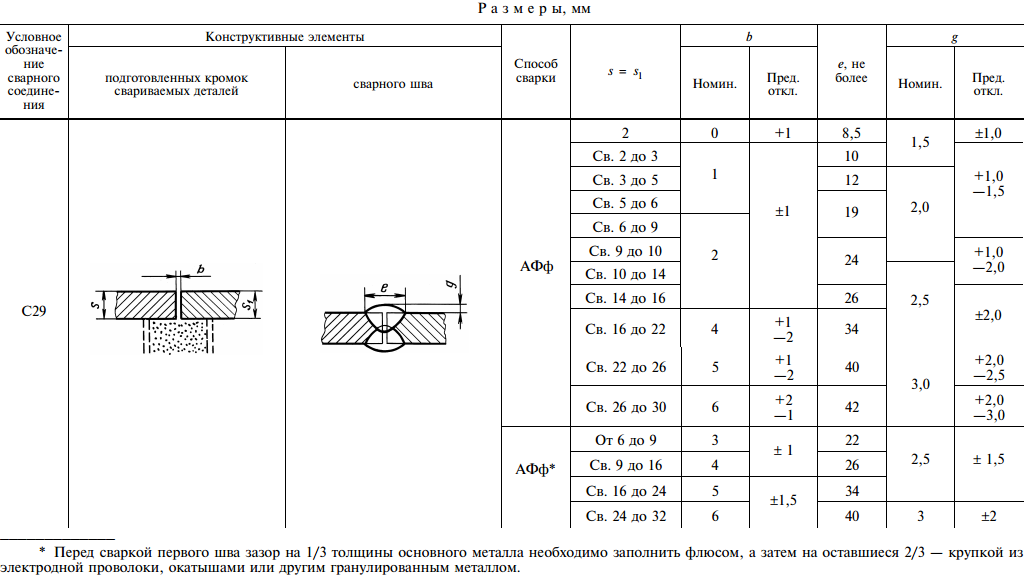 Для ручного дугового соединения по ГОСТу 5264-80:
Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
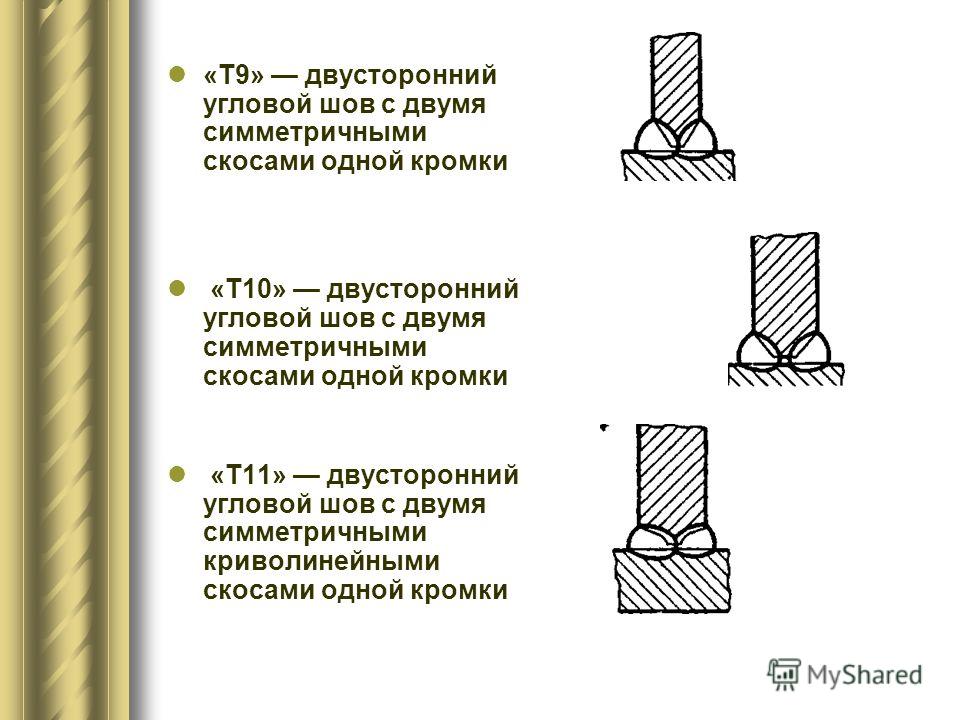
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
 Но в этом случае на подушке;
Но в этом случае на подушке;
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов.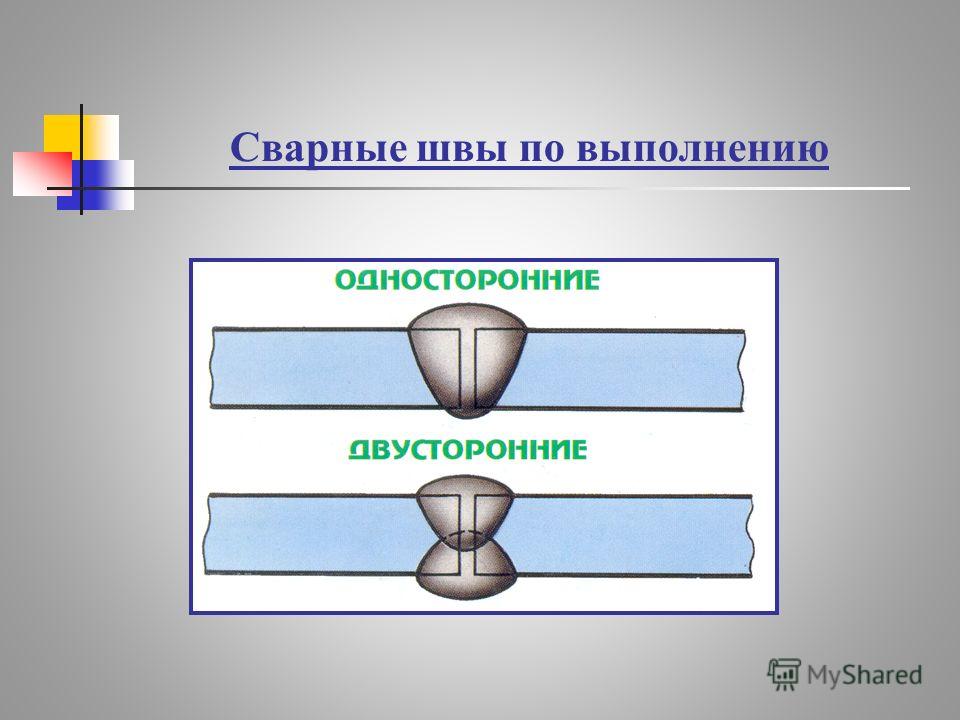 Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Поверхность стыка необходимо выровнять по завершению сварочных работ.
Обозначение сварных швов на чертежах по ГОСТу
Оцените, пожалуйста, статью
12345
Всего оценок: 182, Средняя: 3
3
5
1
182
C3 комитет по пайки и пайке: Стандарты: Американское общество сварки
Председатель : Грейсон Алекси, Алекси Металлы
Секретарь : Кевин Балджер
Координатор : yojaidy Acosta
. технологии пайки за счет разработки спецификаций для многих процессов пайки и припоев. Он активно занимается расширением образования в области пайки и пайки за счет постоянного участия в создании курсов университетского уровня, своего объемного руководства по пайке, а также Международной конференции по пайке и пайке, проводимой каждые три года.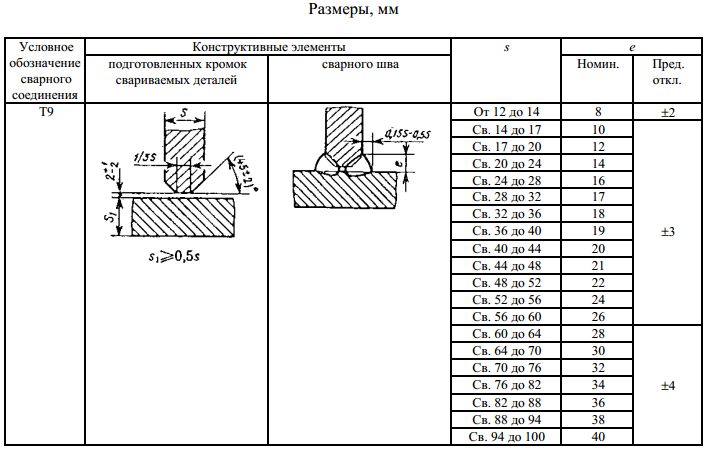
ОПУБЛИКОВАННЫЕ ДОКУМЕНТЫ
- AWS C3.2M/C3.2:2019 , Стандартный метод оценки прочности паяных соединений
- AWS C3.3:2008 (R2016) , Рекомендуемые методы проектирования, изготовления и проверки критических паяных компонентов
- AWS C3.4M/C3.4:2016 , Спецификация для факельной пайки
- AWS C3.5M/C3.5:2016 , Спецификация для индукционной пайки
- AWS C3.6M/C3.6:2016-AMD1 , Спецификация для пайки в печи
- AWS C3.7M/C3.7:2011 (R2022) , Спецификация для пайки алюминия
- AWS C3.8M/C3.8:2020 , Спецификация для ультразвукового эхо-импульсного контроля паяных соединений
- AWS C3.9M/C3.9:2020 , Спецификация для пайки сопротивлением
- АВС C3.11M/C3.11:2011 , Спецификация для пайки горелкой
- AWS C3. 12M/C3.12:2017 , Спецификация для печной пайки
- AWS C3.14M/C3.14:2020 , Стандартный метод оценки паяных соединений с использованием визуальных и металлографических методов
- AWS BRH, 2007 , Справочник по пайке
- AWS SHB, 1999 , Справочник по пайке
- GHSP , Руководство по ручной пайке
 12M/C3.12:2017 , Спецификация для печной пайки
12M/C3.12:2017 , Спецификация для печной пайки НОВЫЕ ДОКУМЕНТЫ ПРОХОДЯТ РАЗРАБОТКУ И УТВЕРЖДЕНИЕ
- C3.13M/C3.13 , Спецификация для пайки алюминия в контролируемой атмосфере (CAB)
- C3.15M/C3.15 , Стандартный метод оценки прочности паяных соединений
СПИСОК ПОДКОМИТЕТОВ
- Подкомитет AWS C3A по Руководству по пайке
СТУЛ : Рэй Сюй, Rolls Royce - Подкомитет AWS C3B по пайке
ПРЕДСЕДАТЕЛЬ : Пол Вианко, Национальная лаборатория Сандия - Подкомитет AWS C3C по обучению и наградам в области пайки
ПРЕДСЕДАТЕЛЬ : William Coughlin, Metglas, Inc - Подкомитет AWS C3D по спецификациям пайки
ПРЕДСЕДАТЕЛЬ : Sunder Rajan, Raytheon Space and Airborne - Подкомитет AWS C3E по пайке, конференции
СТУЛ : Стивен Фельдбауэр, Abbot Furnace
ПРИСОЕДИНЯЙТЕСЬ К КОМИТЕТУ/ПОДКОМИТЕТУ
Комитет C3 ищет добровольцев для участия в процессе разработки стандартов.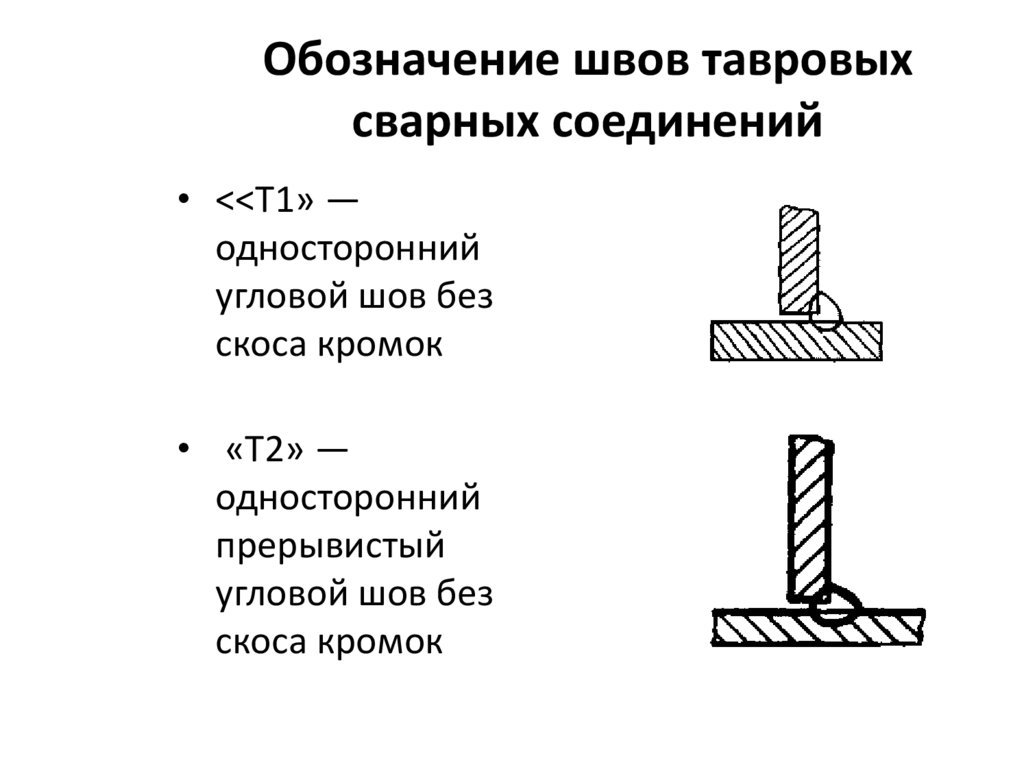 Комитет набирает членов всех типов, а также членов с особыми интересами (консультанты, преподаватели и общие интересы) в отношении сферы деятельности комитета. Свяжитесь с Кевином Балджером, чтобы узнать больше о работе этого комитета и/или заполнить заявку на участие в Техническом комитете.
Комитет набирает членов всех типов, а также членов с особыми интересами (консультанты, преподаватели и общие интересы) в отношении сферы деятельности комитета. Свяжитесь с Кевином Балджером, чтобы узнать больше о работе этого комитета и/или заполнить заявку на участие в Техническом комитете.
Стержневые сварочные электроды из низколегированной стали
41 изделия
Стержневые электроды из низколегированной стали служат присадочным металлом для сварки низколегированных сталей в задачах SMAW (дуговой сварки в защитных газах). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Стержневые электроды из низколегированной стали служат присадочным металлом для сварки низколегированных сталей в задачах SMAW (дуговая сварка в среде защитного металла).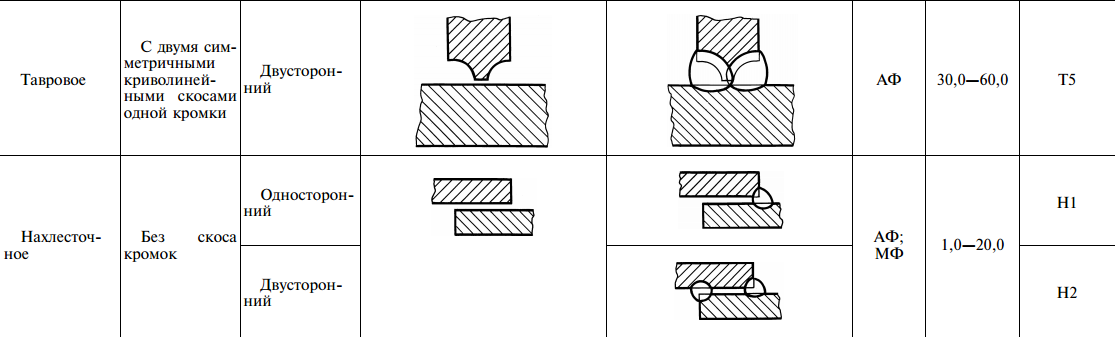 Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
E7010-P1 Stick Welding Electrodes
E8010-P1 Stick Welding Electrodes
E8018-B2 Stick Welding Electrodes
E8018-C1 Stick Welding Electrodes
E8018-C3 Stick Welding Electrodes
E9018-B3 Сварочные электроды для сварки
E9018M Сварочные электроды для сварки
Loading.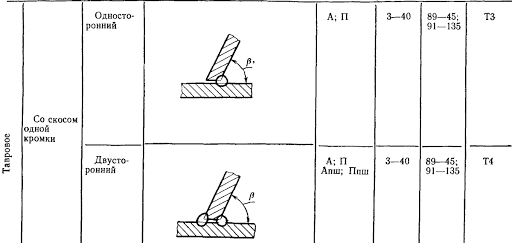 .. .. | ||||||||
| Loading… | ||||||||
| Loading… | ||||||||
| Loading… |
| Загрузка… | 0208 |
Loading. .. .. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading.. .0194 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | ||||||||||
| Загрузка … | ||||||||||
| Загрузка … | ||||||||||
| Загрузка … | ||||||||||
| Погрузка … | ||||||||||
| Загрузка … | ||||||||||
| Загрузка … |
%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg) Краски, которыми покрывают изделие, также имеют защитное свойство. Их нанесение позволяет предотвратить повреждение поверхности вследствие агрессивного воздействия окружающей среды. Выбор защитного состава обусловлен особенностями используемого сплава.
Краски, которыми покрывают изделие, также имеют защитное свойство. Их нанесение позволяет предотвратить повреждение поверхности вследствие агрессивного воздействия окружающей среды. Выбор защитного состава обусловлен особенностями используемого сплава..jpg) Художественное чугунное литье, цветное литье (малые архитектурные формы) нестандартных размеров и уникальных дизайнерских решений является нашей основной специализацией. Для нас нет неосуществимых идей и невыполнимых задач. Мы готовы разработать и воплотить в реальность самые оригинальные и смелые проекты клиентов. Скульпторы и технологи нашей компании имеют огромный опыт в создании, как стандартной продукции первоклассного качества, так и эксклюзивных изделий из металла высокой сложности.
Художественное чугунное литье, цветное литье (малые архитектурные формы) нестандартных размеров и уникальных дизайнерских решений является нашей основной специализацией. Для нас нет неосуществимых идей и невыполнимых задач. Мы готовы разработать и воплотить в реальность самые оригинальные и смелые проекты клиентов. Скульпторы и технологи нашей компании имеют огромный опыт в создании, как стандартной продукции первоклассного качества, так и эксклюзивных изделий из металла высокой сложности.


 Начав с изготовления глиняного или воскового оригинала (опыт не требуется), вы изготовите цельную гибкую резиновую форму, снимете с нее отливки и изучите принципы изготовления составной формы. Затем вы приступите к изготовлению различных форм и слепков, включая формы для прессования глины, гипсовые многокомпонентные формы, гипсовое литье и отделку, полое литье керамических оболочек по выплавляемым моделям и живые формы из тела. Этот курс подходит для полных новичков или более опытных, которые хотят отточить или добавить к существующим навыкам.
Начав с изготовления глиняного или воскового оригинала (опыт не требуется), вы изготовите цельную гибкую резиновую форму, снимете с нее отливки и изучите принципы изготовления составной формы. Затем вы приступите к изготовлению различных форм и слепков, включая формы для прессования глины, гипсовые многокомпонентные формы, гипсовое литье и отделку, полое литье керамических оболочек по выплавляемым моделям и живые формы из тела. Этот курс подходит для полных новичков или более опытных, которые хотят отточить или добавить к существующим навыкам.
 Понятие и методы.
Понятие и методы. 
 002 1
002 1 Трубочки восковые
Трубочки восковые

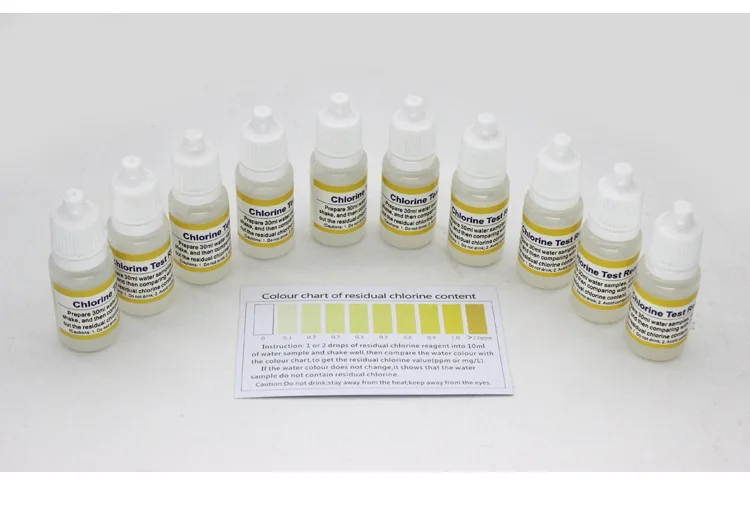 После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи.
После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи. Однако существуют и более точные и дорогостоящие способы узнать, является ли изделие подлинным. Такие исследования проводят в специализированных лабораториях при помощи различных приборов.
Однако существуют и более точные и дорогостоящие способы узнать, является ли изделие подлинным. Такие исследования проводят в специализированных лабораториях при помощи различных приборов. Такого рода исследования не подходят для золотых украшений, так как они слишком маленькие.
Такого рода исследования не подходят для золотых украшений, так как они слишком маленькие.
 д. Чем меньше содержание золота в сплаве, тем более выраженный цвет будет иметь пятно от реагента.
д. Чем меньше содержание золота в сплаве, тем более выраженный цвет будет иметь пятно от реагента.

 Сначала — хлорид золота, после — кислотные реактивы.
Сначала — хлорид золота, после — кислотные реактивы.
 Для 958 — 78,7% и 2,0% соответственно.
Для 958 — 78,7% и 2,0% соответственно. Клеймо может содержать асимметричные символы, кривые формы и изображения. Следующим шагом идет определение принадлежности сплава к группе низкопробного или высокопробного золота.
Клеймо может содержать асимметричные символы, кривые формы и изображения. Следующим шагом идет определение принадлежности сплава к группе низкопробного или высокопробного золота. Капля должна быть небольшой и четко лежать на своем месте, не растекаясь по всему изделию. После завершения работ химикат сразу же убирают.
Капля должна быть небольшой и четко лежать на своем месте, не растекаясь по всему изделию. После завершения работ химикат сразу же убирают. Ниже приведены 11 самых известных методов проверки золота:
Ниже приведены 11 самых известных методов проверки золота:


 Для этого необходимо подготовить хлорное золото, спирт, пипетку. Изделие тщательно очищается от грязи, жира, следов пальцев. Для этого тщательно нужно протереть салфеткой, смоченной спиртом. После процедуры спирт должен полностью испариться. При помощи пипетки капнуть небольшое количество хлорного золота и нанести его на исследуемые предмет. Оставить на пять минут.
Для этого необходимо подготовить хлорное золото, спирт, пипетку. Изделие тщательно очищается от грязи, жира, следов пальцев. Для этого тщательно нужно протереть салфеткой, смоченной спиртом. После процедуры спирт должен полностью испариться. При помощи пипетки капнуть небольшое количество хлорного золота и нанести его на исследуемые предмет. Оставить на пять минут.
 Из рандоли делают бижутерию, часы, декоративные элементы, монеты и другие предметы. Рандоль соответствует примерно 375-й пробе драгоценного металла.
Из рандоли делают бижутерию, часы, декоративные элементы, монеты и другие предметы. Рандоль соответствует примерно 375-й пробе драгоценного металла. Минерал природного происхождения относится к группе кремниевых сланцев и содержит около 8% углерода, что придает ему черный цвет. Есть также и искусственные пробирные камни.
Минерал природного происхождения относится к группе кремниевых сланцев и содержит около 8% углерода, что придает ему черный цвет. Есть также и искусственные пробирные камни. к. реагенты стоят дорого, и их нерациональный расход может ударить по карману.
к. реагенты стоят дорого, и их нерациональный расход может ударить по карману.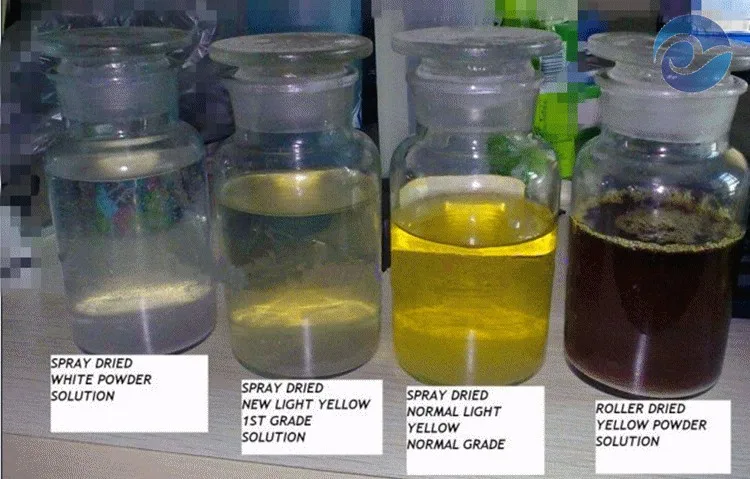
 Фильтрат может быть окрашен в желтый или оранжевый цвет, его выларивают почти досуха с очень небольшим количеством хлористого аммония: образование желтого осадка кристаллов октаэдрической системы доказывает присутствие платины. Фильтрат от осадка хлороплатината аммония, если он окрашен в коричневато-желтый цвет, содержит палладий, который идентифицируют чувствительной реакцией с диметилглиок-симом.
Фильтрат может быть окрашен в желтый или оранжевый цвет, его выларивают почти досуха с очень небольшим количеством хлористого аммония: образование желтого осадка кристаллов октаэдрической системы доказывает присутствие платины. Фильтрат от осадка хлороплатината аммония, если он окрашен в коричневато-желтый цвет, содержит палладий, который идентифицируют чувствительной реакцией с диметилглиок-симом.




 nh
nh  д.
д.


 Иногда миграцию серебра можно наблюдать и без облучения. Этот эффект сильно затрудняет повторное исследование ранее обследованных участков после некоторого времени хранения. В обоих случаях обработка хлоридом золота после усиления серебром достаточна для полной защиты золотых маркеров размером 1 нм, усиленных серебром. Обработка хлоридом золота является частью так называемой процедуры «золотого тонирования», которая представляет собой метод, используемый для замены и/или покрытия серебра слоем золота. Его можно применять в экспериментах с ПЭМ и СЭМ. Серьезным недостатком является то, что обработка хлоридом золота немного уменьшает размер как неусиленных, так и усиленных серебром золотых частиц и может привести к дезинтеграции серебряно-золотых частиц. Таким образом, этот метод полезен для предварительного встраивания IEM, экспериментов по маркировке (смолы) и сверхтонких криосрезов. Однако он кажется непригодным для исследований с двойной маркировкой с использованием золота разной крупности, для экспериментов по количественному анализу и в СЭМ.
Иногда миграцию серебра можно наблюдать и без облучения. Этот эффект сильно затрудняет повторное исследование ранее обследованных участков после некоторого времени хранения. В обоих случаях обработка хлоридом золота после усиления серебром достаточна для полной защиты золотых маркеров размером 1 нм, усиленных серебром. Обработка хлоридом золота является частью так называемой процедуры «золотого тонирования», которая представляет собой метод, используемый для замены и/или покрытия серебра слоем золота. Его можно применять в экспериментах с ПЭМ и СЭМ. Серьезным недостатком является то, что обработка хлоридом золота немного уменьшает размер как неусиленных, так и усиленных серебром золотых частиц и может привести к дезинтеграции серебряно-золотых частиц. Таким образом, этот метод полезен для предварительного встраивания IEM, экспериментов по маркировке (смолы) и сверхтонких криосрезов. Однако он кажется непригодным для исследований с двойной маркировкой с использованием золота разной крупности, для экспериментов по количественному анализу и в СЭМ.

 дои: 10.1177/002215540004800407.
дои: 10.1177/002215540004800407.

 net
net Киев
Киев Киев
Киев 14 €
14 € 24 €
24 € 13 €
13 € 66 €
66 €
 специальная сталь lõikeotsaga puhastusfrees для труб с диаметром 35-13 mm. подходит медь- и Стальные трубы. Plastpidemega.
специальная сталь lõikeotsaga puhastusfrees для труб с диаметром 35-13 mm. подходит медь- и Стальные трубы. Plastpidemega.  88 €
88 € 42 €
42 €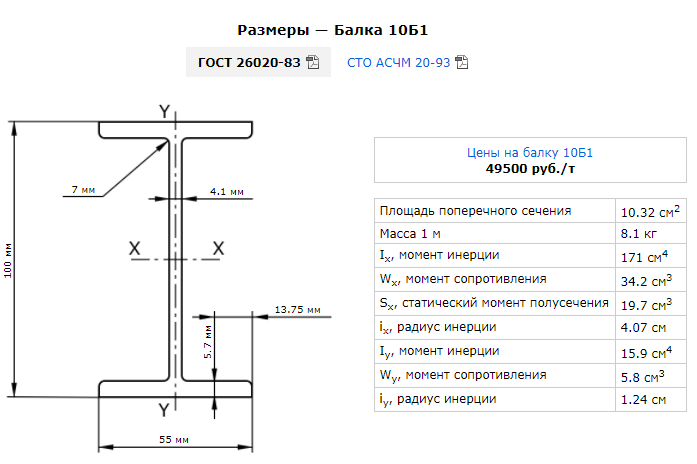
 В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
 (мм)
(мм)  8
8 4
4 8
8 8
8 1
1 0
0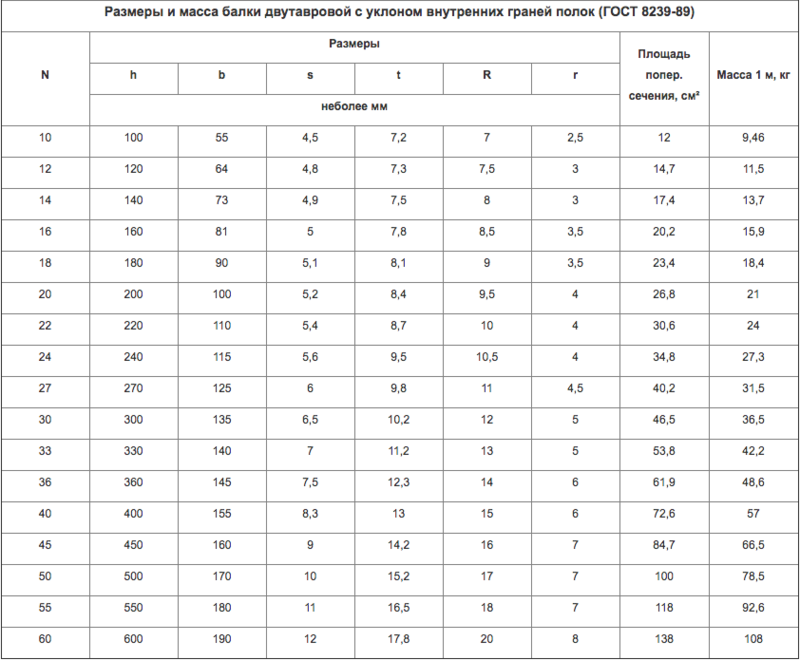 3
3 3
3 1
1 6
6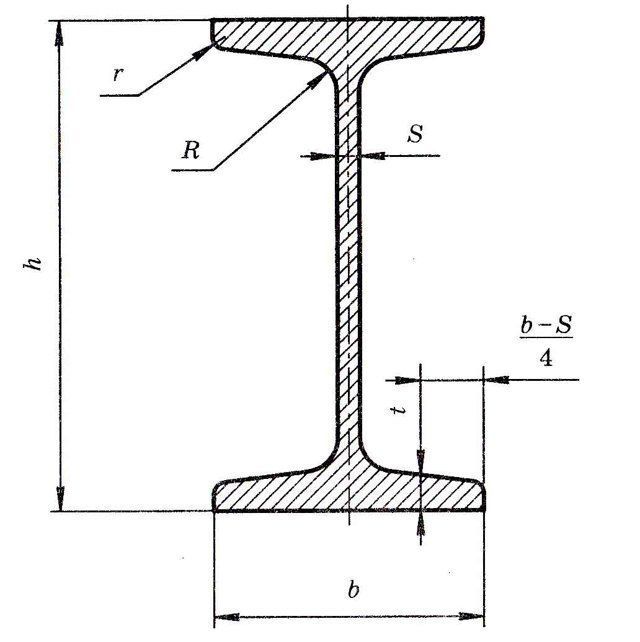 7
7 4
4 6
6 5
5 8
8 9
9 9
9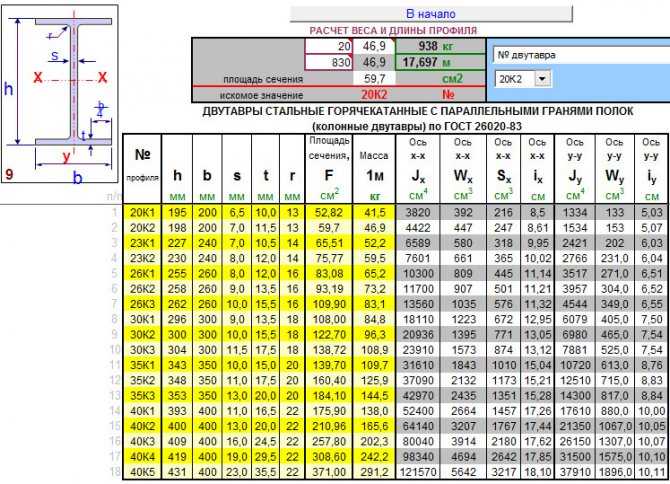 6
6 6
6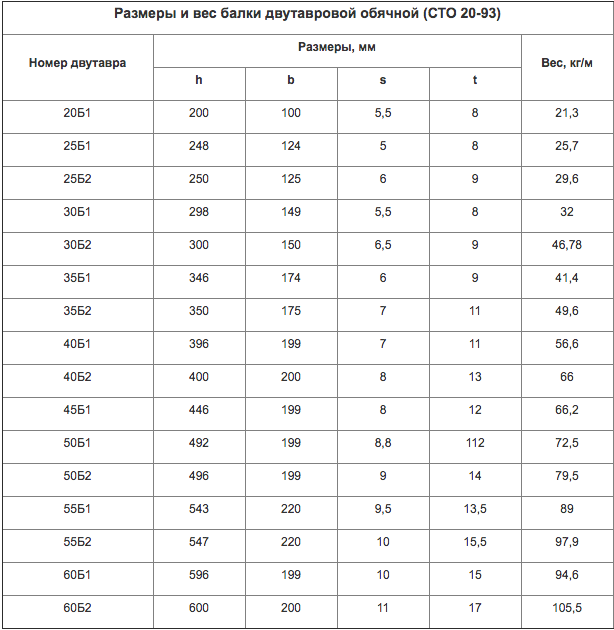
| ЕВР | Толщина тс | вес кг/м | площадь поверхности м2/м | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 100 | 10 | 20,8 | 0,567 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 120 | 11 | 27,2 | 0,686 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 140 | 12 | 34,4 | 0,805 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 160 | 13 | 43,4 | 0,918 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 180 | 14 | 52,2 | 1,04 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 200 | 15 | 62,5 | 1,15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 220 | 16 | 72,8 | 1,27 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 240 | 17 | 84,8 | 1,38 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 260 | 17,5 | 94,8 | 1,50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 280 | 18 | 105 | 1,62 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 300 | 19 | 119 | 1,73 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 320 | 20,5 | 129 | 1,77 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 340 | 21,5 | 137 | 1,81 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 360 | 22,5 | 145 | 1,85 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 400 | 24 | 158 | 1,93 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 450 | 26 | 174 | 2,03 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 500 | 28 | 191 | 2,12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 550 | 29 | 203 | 2,22 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 600 | 30 | 216 | 2,32 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 650 | 31 | 229 | 2,42 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 700 | 32 | 245 | 2,52 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 800 | 33 | 267 | 2,71 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 900 | 35 | 297 | 2,91 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
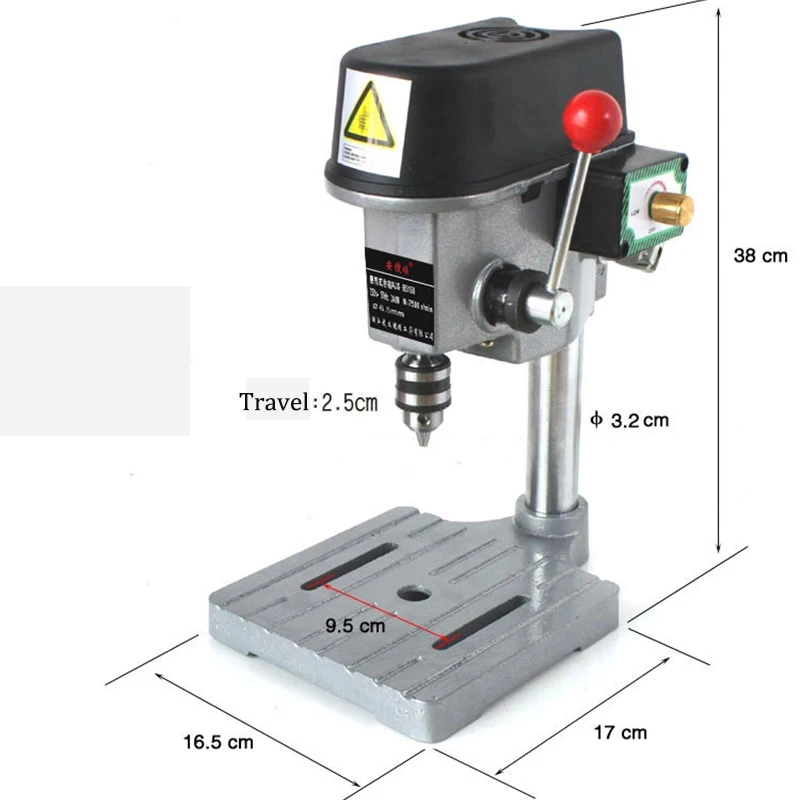
| 1000 | 36 | 320 | 3. Станок сверлильный маленький: Мини сверлильный станок: применение, конструкция, параметрыСВЕРЛИЛЬНЫЙ СТАНОК СВОИМИ РУКАМИ [чертежи, как собрать, прицип работы]В хозяйстве у домашнего мастера должен быть набор всех инструментов, а поэтому [сверлильный станок своими руками] это тот агрегат, который поможет ему еще больше расширить свои функциональные возможности. Многие для сверления различных отверстий в быту могут удовлетвориться обычной дрелью, однако, возможности и задачи даже самого простого сверлильного оборудования более глобальные. Настольный станок для сверления помимо рассверливания, зенкеровки и развертывания, может еще и фрезеровать (есть фрезерный узел), а также шлифовать различные поверхности, а также выполнять ряд других задач. Особенно актуально такое оборудование для радиолюбителей, которые при помощи него могут решать ряд своих узконаправленных задач. Такой агрегат для домашней мастерской можно купить в любом специализированном магазине, однако стоит он немало, и не каждый мастер найдет лишние деньги на приобретение профессионального сверлильного станка, который представлен на фото ниже. Между тем, при желании собрать самодельный сверлильный станок для сверления дерева и по металлу можно своими руками из обычной дрели. На изготовление станка, конечно, придется потратить личное время, однако результат того стоит. Настольный самодельный сверлильный станок в мини варианте для дерева и и по металлу, при наличии всех необходимых материалов, сможет сделать каждый домашний мастер. Содержание:
Основное предназначениеСверление самых разных отверстий в быту осуществляется, как правило, при помощи ручной дрели, которая есть в домашней мастерской у каждого мастеровитого хозяина. Между тем, даже дома не всегда можно добиться необходимого результата за счет использования обыкновенной дрели. В этом случае встает вопрос сделать мини вертикально-горизонтальный сверлильный станок для дерева и металла своими руками. Такой универсальный агрегат просто необходим тем, кто занимается радиоэлектроникой для сверления небольших отверстий печатных плат, чего нельзя сделать при помощи ручной дрели.
При помощи него очень просто выполнить рассверливание и зенкеровку, а также при необходимости нарезать резьбу. Если дополнительно установить на него фрезерный узел, то возможности агрегата еще больше расширятся. Фрезерный узел даст возможность выполнять самые разные несложные операции по вертикально-горизонтальной фрезеровке самых разных материалов. Присадочный мини сверлильный агрегат для сверления печатных плат можно сделать из самой обыкновенной дрели, однако для решения более сложных задач потребуется более сложное в конструктивном плане устройство, тот же фрезерный узел. Любой профессиональный агрегат для сверления состоит из нескольких обязательных элементов, к которым можно отнести такие, как сверло, зенкер, метчик, а также развертку. Видео: Присадочный мини станок, собранный своими руками, также должен содержать все эти составляющие. Если сверлильный станок своими руками будет собран по всем правилам, то домашний мастер сможет с легкостью, используя фрезерный узел, помимо сверления печатных плат, вырезать и расточить отверстие с необходимым диаметром, точно его притереть, а также выполнить ряд других специфических задач. Перед тем, как приступить к сборке агрегата, рекомендуется тщательно изучить существующие типы сверлильных станков и понять основной принцип его работы. На видео, которое размещено выше представлен самодельный агрегат для сверления в работе, который можно использовать и для сверления печатных плат. Виды и типыВ настоящее время на промышленных предприятиях и в быту используется огромное количество самых разных модификаций сверлильного оборудования. Многие из них предназначены для решения исключительно профессиональных задач, и для домашнего использования просто не подходят по разным причинам. На фото, которое размещено ниже, можно увидеть промышленный сверлильный станок. Сегодня можно встретить шпиндельные станки, полуавтоматы, вертикально-сверлильные, а также многие другие типы агрегатов. Для использования в бытовых целях подойдет присадочный мини агрегат, способный решать несложные задачи. К примеру, если станок необходим преимущественно для сверления печатных плат, то собрать его можно из самой обычной дрели. Как и любое другое оборудование, сверлильные промышленные агрегаты имеют свои специальные обозначения и маркировку, по которой можно определить их тип и основное предназначение. Наиболее популярными устройствами, которые встречаются чаще всего, являются шпиндельные устройства, а также агрегаты для радиального и горизонтального сверления.
Все сверлильное оборудование можно смело отнести к универсальному типу. Для домашней мастерской сделать собственноручно присадочный мини агрегат универсального типа не составит большого труда. При желании самодельный координатный агрегат можно максимально автоматизировать и дополнить различными приспособлениями, что только добавит ему общей функциональности. В зависимости от функционального назначения каждый сверлильный станок, в том числе и координатный, состоит из определенного количества элементов. Любой агрегат данного типа, в том числе и самодельный, в обязательном порядке состоит из станины, рулевой рейки, а также двигателя. На фото, размещенном ниже, представлен самодельный присадочный мини сверлильный агрегат.
Конструкционные особенностиСверлильный станок относится к типу промышленного оборудования, предназначенного для решения узконаправленных задач. В его состав обязательно должны входить передаточный механизм, управляющие и рабочие органы, а также достаточно мощный электродвигатель. Каждый, входящий в состав данного оборудования механизм, имеет свое предназначение, что и определяет его функциональные задачи. Так, передаточный механизм предназначен, главным образом, для передачи необходимого движения рабочим органам, непосредственно от установленного двигателя. В данном случае рабочим органом является сверло, которое крепится к патрону, а тот в свою очередь связан со шпинделем и вращающимся валом. В станке данного типа вращение от двигателя к рабочим органам передается посредствам ременной передачи. Для того чтобы сверло находилось в заданном положении, используется реечная передача, связанная со специальной рукояткой. Обязательно такой станок, даже если он собран из дрели, должен иметь в доступном месте кнопки, отвечающие за его включение, а также выключение.
Собирая такой станок своими руками, для более высокой точности выполнения работ непосредственно на его движущейся части рекомендуется расположить специальную шкалу. Она поможет контролировать глубину глухих отверстий. Также лучше всего сделать такой станок, на котором можно будет менять скорость вращения патрона в зависимости от выполняемых задач. Рабочий стол следует делать исключительно из сплошной металлической плиты, жестко закрепленной на основании. На видео, которое размещено ниже показан самодельный сверлильный агрегат, при помощи которого можно осуществлять сверление печатных плат и не только. Видео: Принцип работыСобранный по всем правилам сверлильный станок сможет успешно сверлить отверстия самого разного диаметра, в том числе и микро с большой точностью, что особенно актуально для печатных плат. Несмотря на кажущуюся простоту, работать на нем нужно с соблюдением общепринятых правил. Так, непосредственно перед тем, как приступить к работе, необходимо проверить наличие питания в сети, целостность всего оборудования, а также очистить рабочий стол от всего лишнего.
Перед началом работ на детали необходимо разметить будущее отверстие в соответствии с чертежом, после чего установить ее в тиски на стол и прочно зажать. Далее в патрон фиксируется сверло и делается пробный запуск. Самодельные тиски для сверлильного станка, которые используются при работе, должны иметь определенные размеры, в том числе и для того, чтобы работать с микро отверстиями. Видео: При контрольном запуске станка необходимо проверить вращение сверла и убедиться в том, что оно вращается без описывания окружности. Далее необходимо при помощи рукоятки подачи опустить сверло и проверить, чтобы тиски с заготовкой совпали со сверлом в необходимом месте. Особенно это актуально при сверлении микро отверстий. В момент сверления на рукоятку следует воздействовать плавными движениями, при этом сверло необходимо периодически охлаждать. Сверление микро отверстий следует производить с особой точностью, для чего использовать координатные указатели. По завершению работ сверлильный станок следует выключить, разжать тиски и достать готовую заготовку. На видео выше показан принцип работы на станке. Как собрать?Наиболее простой вариант собрать присадочный сверлильный станок без рулевой рейки — это использовать обыкновенную дрель. В этом случае необходимо стол сделать массивным для того, чтобы минимизировать вибрацию станка при работе. Стойку под дрель можно сделать как из ДСП, так и из металлических уголков. Для начала необходимо стойку и стол соединить между собой под прямым углом, при этом дрель следует закрепить при помощи хомутов. Следует также предусмотреть движущий механизм. Непосредственно на стол необходимо прикрепить тиски, кроме этого, кнопка включения и выключения должна находиться на видном месте. Видео: Собрать более сложный и функциональный станок с рулевой рейкой для сверления можно из двигателя от стиральной машины. Данное устройство позволит, в том числе, сверить и микро отверстия с большой точностью. В этом случае рабочий стол должен быть еще более массивным, так как вибрация при работе будет достаточно сильная. Особое внимание следует уделить подвижной части агрегата, и для этих целей лучше использовать уже готовые чертежи. Двигатель с патроном рекомендуется соединить при помощи ременной передачи. Если все действия выполнить правильно, то такой станок сможет просверливать с большой точностью даже микро отверстия. На видео ниже показан самодельный станок, работающий от двигателя стиральной машинки, который очень пригодится в вашей мастерской. Видео:
Мини сверлильный станок своими руками: подробные фото и описание
Понадобился станок для сверления мелких отверстий — 0,5-3 мм. Нашёл у себя в гараже электродвигатель на 60 Вт, и решил из него сделать небольшой станочек. За основу взял станок с сайта моделист-конструктор.
Далее, несколько фото, пошагового изготовления самодельного сверлильного станка. Основание для станка сделал из оргстекла толщиной 30 мм, размеры 175 х 300 мм, 4 отверстия по углам для крепления к столу, выемка для установки пятки. Пятку для установки колонны сделал из 90 круга, отверстие под колонну диаметром 32 мм. Сбоку отверстие для фиксирующего болта колонны. Также, изготовил подпорную втулку. Центральное отверстие под колонну 32 мм, 4 отверстия М10 для установки консолей привода и шпинделя, отверстие М27 х 1,5 мм, для установки маточной гайки ходового винта, сбоку отверстие для фиксатора М10. Колонну сделал из трубы — наружный диаметр 32 мм, внутренний 24 мм, длина 410 мм, сверху резьба М25 х 1 для установки крепления кронштейна ходового винта. Внутри крепления резьба М16, наружная резьба М25 х 1. Сверху 4 наметки для фиксации кронштейна. Прикрутил тремя болтами М10 пятку к основанию. Одеваем подпорную втулку на колонну. Затем одевается шпиндельная плита, сделана она, из стали толщиной 10 мм. Прикручивается к втулке подпорной двумя болтами М10 с потайной головкой. Затем монтируем крепление двигателя, изготовил его из стали толщиной 8 мм. Предварительно фиксируется двумя болтами М10, которые служат для натяжения приводного ремня и одновременно для крепления самой консоли к подпорной втулке. Электродвигатель асинхронный 60 Вт, от улитки. Коробку под конденсаторы сделал из подручных материалов — винипласт, оргстекло, плита дюралевая 6 мм. Подшипник ходового винта — 2 шт, из фторопласта. Кронштейн ходового винта, куда вставляются подшипники. Ходовой винт — длина 220 мм, резьба М16 х 2 мм, сверху квадрат на 12. Крышка ходового винта с тремя отверстиями под болт М4. Накручиваем крепление на колонну. Устанавливаем сверху кронштейн ходового винта. Вставляем ходовой винт, который вкручивается в маточную гайку на подпорной втулке. Предварительно установив подшипник. Далее одеваем крышку с вмонтированным в нее подшипником, заворачиваем тремя болтами М4. Шпиндельная головка. Корпус сделал из 60 круга с тремя усиками для фиксации в шпиндельной плите. Внутри отверстие диаметром 28 мм под пиноль, сбоку паз шириной 10 мм для оси рычага пиноли, с другого боку отверстие М10 для фиксации пиноли в определенном положении.Сверху отверстие под подшипник — наружный диаметр подшипника 37 мм, внутренний 20 мм.В подшипник впрессована втулка, которая передает крутящий момент со шкива на шпиндель через шпонку. Шпиндель. Конец — укороченный конус Морзе В10, посадки под 2 подшипника с внутренним диаметром 12 мм. С другого конца паз 5 х 70 мм, в котором ходит шпонка. Шпиндель с подшипником одевается во втулку (пиноль) диаметром 28 мм с отверстием М10 для ввинчивания оси рычага. Затем прессуется второй подшипник и фиксируется гайкой М12 х 1,25. Эта конструкция будет ходить в корпусе, вверх — вниз. Вставляем данную конструкцию в шпиндельную плиту. Прикручиваем рычажный узел к шпиндельной плите двумя болтами М5.
Одеваем шкив на втулку. Сверху прижимается пружинами — какими нашел, одной было мало, пришлось собирать из двух с соединителем. Установил ремень, но потом заменил его на резиновый пасик (на фото не показан), примерно 170 мм в диаметре. В результате, шпиндель стал раскручиваться на всех скоростях свободно, в отличие от ремня. Дополнительно сделал площадку для сверления различных деталек под нужным углом. Автор самоделки: Сергей. Небольшой механический бур для воды своими руками | ЛС100800-227-7515
LS100 — это оригинальная небольшая буровая установка для водяных скважин своими руками. Он имеет экономичную цену и разработан специально для бурения скважин на воду в развивающихся странах. LS100 эффективно бурит 6-дюймовую скважину до 100 футов в песчаных и глинистых грунтах. Его сверхпрочная сварная стальная рама и прочная лебедка весом 3500 фунтов выдерживают сложные условия бурения, а удобная поворотная конструкция позволяет перемещать ротор для облегчения доступа к скважине.
ВидеороликиКомплект поставки
Дополнительные компоненты
Один Два Глубина бурения Диаметр скважины Роторный Mast Weight Max Drilling Torque Speed Mud Pump Max Head Max Flow Discharge/Suction Frame Транспортировка 100 футов (30,5 м) 6 дюймов (15 см) 5,5 л. 136 фунтов (62 кг) 190 фут-фунтов (225 N-M) 144 об/мин Honda 5,5 л.с. (4,1 кВт) 100 футов (30,5 м) 165 галлон (624,6 л/м) 2 дюйма (5,08 см) Сварная сталь повышенной прочности Разрушение © Little Beaver, Inc. Pearl Drill Machine — Etsy.deEtsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии. Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript. Найдите что-нибудь памятное, | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








 На видео ниже можно увидеть изготовление станка из дрели без рулевой рейки.
На видео ниже можно увидеть изготовление станка из дрели без рулевой рейки. youtube.com/embed/ryLpWeRFsJs» allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/ryLpWeRFsJs» allowfullscreen=»allowfullscreen» frameborder=»0″> 



 5 л.с. Поворотный
5 л.с. Поворотный  lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-300×266.jpg 300 Вт, https://www.lonestardrils.com/wp-content/uploads/ 2019/11/ls100-200-swivel-1024×909.jpg 1024w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-200×178.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-768×682.jpg 768 Вт, https://www. .lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel.jpg 1070w’ />Вертлюг для тяжелых условий эксплуатации
lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-300×266.jpg 300 Вт, https://www.lonestardrils.com/wp-content/uploads/ 2019/11/ls100-200-swivel-1024×909.jpg 1024w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-200×178.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel-768×682.jpg 768 Вт, https://www. .lonestardrils.com/wp-content/uploads/2019/11/ls100-200-swivel.jpg 1070w’ />Вертлюг для тяжелых условий эксплуатации  jpg 1152w, https://www.lonestardrils.com/wp-content/uploads/2019/ 11/ls100-200-winch-2-1536×2048.jpg 1536w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-winch-2-scaled.jpg 1920w’ /> Прочная лебедка на 3500 фунтов/11/ls100-200-table-base-300×225.jpg’ alt=’LS100 200 Table Base’ srcset=’https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200- table-base-300×225.jpg 300 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table-base-1024×768.jpg 1024 Вт, https://www.lonestardrils. com/wp-content/uploads/2019/11/ls100-200-table-base-200×150.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table -base-768×576.jpg 768 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table-base.jpg 1267w’ />Основа стола
jpg 1152w, https://www.lonestardrils.com/wp-content/uploads/2019/ 11/ls100-200-winch-2-1536×2048.jpg 1536w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-winch-2-scaled.jpg 1920w’ /> Прочная лебедка на 3500 фунтов/11/ls100-200-table-base-300×225.jpg’ alt=’LS100 200 Table Base’ srcset=’https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200- table-base-300×225.jpg 300 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table-base-1024×768.jpg 1024 Вт, https://www.lonestardrils. com/wp-content/uploads/2019/11/ls100-200-table-base-200×150.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table -base-768×576.jpg 768 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-table-base.jpg 1267w’ />Основа стола  com/wp-content/uploads/2019/11/ls100-200-mud- pump-honda.jpg 1034 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-mud-pump-honda-300×276.jpg 300 Вт, https://www.lonestardrils. com/wp-content/uploads/2019/11/ls100-200-mud-pump-honda-1024×941.jpg 1024w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-грязевой насос-honda-200×184.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-грязевой насос-honda-768×706. jpg 768w’ />5.5HP Буровой насос
com/wp-content/uploads/2019/11/ls100-200-mud- pump-honda.jpg 1034 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-mud-pump-honda-300×276.jpg 300 Вт, https://www.lonestardrils. com/wp-content/uploads/2019/11/ls100-200-mud-pump-honda-1024×941.jpg 1024w, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-грязевой насос-honda-200×184.jpg 200 Вт, https://www.lonestardrils.com/wp-content/uploads/2019/11/ls100-200-грязевой насос-honda-768×706. jpg 768w’ />5.5HP Буровой насос Надежная и простая в эксплуатации буровая установка LS100 доставила воду более чем в 50 стран. Полный комплект сверл легко помещается в 9Ящик размером 1 на 24 на 30 дюймов для удобной транспортировки.
Надежная и простая в эксплуатации буровая установка LS100 доставила воду более чем в 50 стран. Полный комплект сверл легко помещается в 9Ящик размером 1 на 24 на 30 дюймов для удобной транспортировки. с. (4,1 кВт) Honda с редуктором 25:1
с. (4,1 кВт) Honda с редуктором 25:1


 Для очистки покрытия достаточно протереть изделие ватным диском, смоченным в спирте. Это совершенно безопасно для позолоты. Также улучшить внешний вид украшений поможет нашатырный спирт или мыльный раствор (на 1 л тёплой воды достаточно чайной ложки средства для мытья посуды и нескольких капель нашатыря). Подержите украшения в растворе не дольше получаса, а затем промойте водой и протрите мягкой тканью.
Для очистки покрытия достаточно протереть изделие ватным диском, смоченным в спирте. Это совершенно безопасно для позолоты. Также улучшить внешний вид украшений поможет нашатырный спирт или мыльный раствор (на 1 л тёплой воды достаточно чайной ложки средства для мытья посуды и нескольких капель нашатыря). Подержите украшения в растворе не дольше получаса, а затем промойте водой и протрите мягкой тканью. Обычно берут драгоценный металл 999 пробы. В качестве своеобразной «прослойки» между серебром и золотом наносится тончайший слой палладия. А поверх золота идет последний слой для дополнительной защиты изделия.
Обычно берут драгоценный металл 999 пробы. В качестве своеобразной «прослойки» между серебром и золотом наносится тончайший слой палладия. А поверх золота идет последний слой для дополнительной защиты изделия.  Однако пары ртути весьма опасны для здоровья, поэтому данный метод использовался куда реже.
Однако пары ртути весьма опасны для здоровья, поэтому данный метод использовался куда реже.  18
18 de
de
 ). Екатеринбург: ИМЕТ УрО РАН, 2012. С. 216—222.
). Екатеринбург: ИМЕТ УрО РАН, 2012. С. 216—222. Фекличев В.Г. Диагностические константы минералов: Справочник. М.: Недра, 1989.
Фекличев В.Г. Диагностические константы минералов: Справочник. М.: Недра, 1989. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.

 В ходе термической обработки в результате процессов окисления количественное содержание этого элемента уменьшается.
В ходе термической обработки в результате процессов окисления количественное содержание этого элемента уменьшается. Содержание его не должно превышать 0,05% от массы меди.
Содержание его не должно превышать 0,05% от массы меди. Такие сплавы повышают эксплуатационные свойства изделий, обозначаются также буквой «Л», но с прибавлением цифр.
Такие сплавы повышают эксплуатационные свойства изделий, обозначаются также буквой «Л», но с прибавлением цифр. Данный факт подтверждается найденными материалами при археологических раскопках. Состав бронзы изначально был богат оловом.
Данный факт подтверждается найденными материалами при археологических раскопках. Состав бронзы изначально был богат оловом. Последовательность получения бронзы:
Последовательность получения бронзы:
 Однако для расчетов гораздо правильнее использовать удельный вес. Этот показатель очень важен для производства изделий из меди или любых других металлов, но применим больше к сплавам. Он выражается отношением массы меди к объему всего сплава.
Однако для расчетов гораздо правильнее использовать удельный вес. Этот показатель очень важен для производства изделий из меди или любых других металлов, но применим больше к сплавам. Он выражается отношением массы меди к объему всего сплава.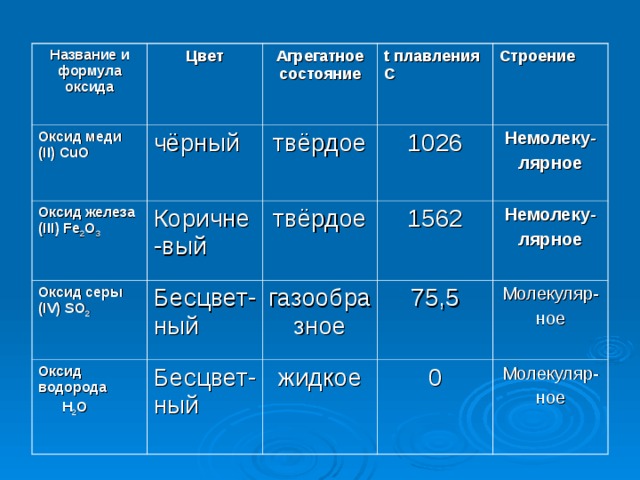
 Этого добиваются следующими методами:
Этого добиваются следующими методами:
 КУ1-С-05-И
КУ1-С-05-И СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ МЕРЫ ПОЖАРОТУШЕНИЯ
МЕРЫ ПОЖАРОТУШЕНИЯ

 2012 °F)
2012 °F) 
 РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ


Идентификация сульфида меди II | |
| Номер CAS | 1317-40-4 [1] |
| Идентификационный номер PubChem | 14831 [1] |
| ChemSpider ID | 145403 [2] |
| Номер ЕС | 215-271-2 [1] |
Состав и синтез
Сульфид меди ii может быть получен реакцией между расплавленной серой и медью, за которой следует кипячение в гидроксиде натрия [1] .
Cu + S = CuS
Формула сульфида меди II
Свойства и характеристики сульфида меди 2
Общие свойства | ||
| Молярная масса/молекулярная масса | 95,606 г/моль [1] | |
Физические свойства | ||
| Цвет/внешний вид | Черный порох [3] | |
| Точка плавления/замерзания | 220°C, 428°F (разлагается) [3] | |
| Температура кипения | Н/Д [3] | |
| Плотность | 4,6 г мл -1 при 25°C [3] | |
| Состояние вещества при комнатной температуре (нормальная фаза) | Твердый [3] | |
| Показатель преломления | 1,45 [1] | |
Химические свойства | ||
| Растворимость в воде | Н/Д [1] | |
Атомные свойства | ||
| Кристаллическая структура | Шестигранник [1] | |
Структура сульфида меди II
Выраженные реакции CuS
Сульфид меди II реагирует с кислородом при температуре 300-500°C с образованием оксида меди и диоксида серы [7] .
2CuS + 3O 2 = 2CuO + 2SO 2
Сульфид меди Использование
- При приготовлении смешанных катализаторов [3] .
- При разработке анилинового черного красителя для текстильной печати [3] .
- В необрастающих красках [3] .
- В фотооптике и в качестве полупроводника [6] .
Is It Dangerous
Сульфид меди токсичен при проглатывании. Следует избегать контакта с глазами и кожей, а также вдыхания, так как это может вызвать раздражение. Оказывает длительное вредное воздействие на водную жизнь [1, 3, 5] . В условиях пожара он разлагается с образованием опасных оксидов меди и оксидов серы [8] .
Ссылки:
- Сульфид меди (II) – Pubchem.ncbi.nlm.nih.gov
- Сульфид меди (II) – Chemspider.com
- Сульфид меди (II) — Chemicalbook.com
- Примеры ионной связи – Examples.
Сварочный аппарат инверторный саи 250пн ресанта: Купить сварочный аппарат инверторный Ресанта САИ 250 ПН в официальном интернет-магазине по цене 14 490 р. в Москве
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-250ПН 65/21
Сварочный аппарат пониженного напряжения Ресанта САИ-250ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
- «Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
- «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
- «Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
- Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата
- Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
- Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов
- Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат
- Петли позволяют крепить ремень, чтобы переносить аппарат на плече
- Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений
- Вентиляционная решётка обеспечивает дополнительную вентиляцию
- Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода
- Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги
- Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
- Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта
- Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой (работа при пониженном напряжении)
- Самый высокий ПВ 70% среди производителей сварочного оборудования
- Защита от перегрева
- №1 на рынке сварочного оборудования
 Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
 Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-250ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Регулятор форсажа дуги (ARC FORCE).
- Силовые разъемы для подключения сварочных кабелей.
- Цифровой дисплей, отображает выставленный сварочный ток.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).

Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм)
|
Ток (А)
|
|
1,6
|
25-50
|
|
2
|
50-70
|
|
2,5
|
60-90
|
|
3,2
|
90-140
|
|
4
|
130-190
|
|
5
|
160-220
|
|
6
|
200-315
|
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
ᐅ РЕСАНТА САИ-250ПН отзывы — 23 честных отзыва покупателей о сварочном аппарате РЕСАНТА САИ-250ПН
Ищете положительные и негативные отзывы о РЕСАНТА САИ-250ПН?
Из 11 источников мы собрали 23 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки РЕСАНТА САИ-250ПН выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о РЕСАНТА САИ-250ПН, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по РЕСАНТА САИ-250ПН
Отзывы про РЕСАНТА САИ-250ПН
Информация об отзывах обновлена на 28.10.2022
Написать отзыв
Александр Ермолаев, 22.05.2019
Достоинства:
Пробовал варить электродами различных марок — варит замечательно! Очень понравилась функция «Форсаж дуги»и функция сварки при пониженном напряжении ( чем грешит наша местная электросеть). При сравнении с САИ-250 (брал у товарища попользоваться на время) мой данный аппарат САИ 250 ПН варит лучше и варить удобнее из-за вышеперечисленных функций.
При сравнении с САИ-250 (брал у товарища попользоваться на время) мой данный аппарат САИ 250 ПН варит лучше и варить удобнее из-за вышеперечисленных функций.
Недостатки:
Коротковаты сварочные кабели. Из заявленного в паспорте, что данный аппарат способен варить электродами 6 мм, в действительности не осиляет даже 5-ку — не хватает мощи.
Комментарий:
Электродами различных марок -2-кой, 3-кой и 4-кой варит замечательно. Очень большая разница от сварочного трансформатора, которым я пользовался всю сознательную жизнь.
Alexandr Grischanov, 17.01.2019
Недостатки:
Провод + неплотно держится,но не подгорал
mihabaichurin, 26.09.2018
Достоинства:
Искал аппарат серьезный, посоветовали именно его,применял при строительстве каркасного дома,незаменимая вещь, думаю еще один приобрести на другую бригаду
Недостатки:
не нашел
Комментарий:
Полностью удовлетворен цены и качества
Ткачев Антон, 31. 07.2018
07.2018
Достоинства:
чётко варит
Недостатки:
дорогой
Комментарий:
кто умеет варить тому понравится
Жгут лёва, 25.07.2018
Достоинства:
Достоинств масса!
Среди одноклассников выделяется доступной ценой и безотказным качеством.
Работает уже 2 года. Пока нареканий нет.
Варили им заборы, калитки, ворота гаража, Отопление двух подъездов.
Ещё на удивление смогли сварить две пластины 12мм.
Конечно пришлось делать фаску но сварочник справился!
Недостатки:
Не обнаружены
Тимур Басыров, 15.07.2018
Достоинства:
Хорошо разжигается электрод, более-менее совпадают цифры на дисплее и реальный ток при сварке, не много весит, хорошо тянет электроды вплоть до 5
Недостатки:
Провода не такие длинные как хотелось бы, минусовой крокодил позже поменяли на струбцину, не очень хороший контакт и пружина со временем стала хуже зажимать . Электрододержатель тоже через пару месяцев ослаб и стал хуже держать электрод.
Электрододержатель тоже через пару месяцев ослаб и стал хуже держать электрод.
Комментарий:
Занимаемся у себя в дачном посёлке и соседних установкой заборов из проф настила. Так сказать отдыхаем и частенько подрабатываем таким способом. До этого был сварочник самый дешёвый за 4 тысячи покупался. Поработал полтора года и скоропостижно сгорел) Решили взять что-то по солиднее, но и снова на Китай попадать не хотелось. Решили взять отечественное и не ошиблись, 3, 4 электродом не напрягаясь варит, 5 чуть похуже, но 5 особо и не варим. Электрод отлично разжигается и не залипает.Не ошиблись в выборе модели.
Иван, 25.06.2018
Достоинства:
Хороший аппарат для шабашок.
Недостатки:
Крашенные кабеля.
Комментарий:
Преимущество, варит на пониженных сетях.
сергей, 05.06.2018
Достоинства:
варит с пониженного напряжения ,доступная цена .
Недостатки:
пока нет, за год пользования
Комментарий:
взял год назад,для пользования в гараже варить ,там напряжения 180-190 вольт, а летом еще ниже варил электродом диаметром №3 металл толщина 3,5мм проваривал спокойно на 100 амперах минут 20 варил ,даже не отключался ,очень хороший запас по амперам . Провода удлинил держака до пяти метров ,потерю я не ощутил.Очень доволен советую!!!
виталик, 09.04.2018
Достоинства:
аппарат очень хорош. даже не ожидал что нержавейку варить будет хоть и самоучка мне этот аппарат нравится
Недостатки:
недостаток провода
короткие.купил другие по 10 метров не на радуюсь
Андрей Юрьевич, 09.04.2018
Достоинства:
Приобрёл данную модель для личных целей. Отличный стабильный аппарат,Хорошо варит как на низких так и на высоких токах. Удобен в использовании. даже при мокрых электродах очень легко произвести сварку (не рекомендуется )
Недостатки:
Из недостатков только лишь очень короткие провода .
Комментарий:
Полезное приобретение за данную сумму
Сергей, 02.04.2018
Достоинства:
Машина стоит своих денег.
Недостатки:
Чуть коротковаты кабеля.
Комментарий:
Аппаратом в целом доволен. На мой взгляд полупрофи. Рекомендую от души. (Отзыв не заказ,не куплен).
Дмитрий, 02.03.2018
Достоинства:
-Цена
-Работа от пониженного напряжения
-компактность
Недостатки:
не выявил .
Кабеля можно было сделать длиннее.
Комментарий:
Пользуюсь данным аппаратом уже больше года.
Работа для него есть практически всегда , так как живу в частном доме.
То ворота упадут, то забор сломается, то жена со своими подставками для цветов одолевает .
нет нет в машине что то выходит из строя ( Камаз )
В общем за время моей эксплуатации показал себя с хорошей , я бы даже сказал с качественной стороны.
Будем работать дальше.
Советую.
Петров Максим, 17.02.2018
Достоинства:
Для дачи самое то, работает без перебоев.
Недостатки:
нет
Yaroslav, 07. 02.2018
Достоинства:
Нетяжелый сварочный аппарат, можно переносить в руках, без авто, удобный диапазон рабочих напряжений, особенно для работы на даче, в гараже, где частые перепады.
Недостатки:
желательно выдавать пару пробных электродов (диаметр по просьбе заказчика)
Комментарий:
Вежливый персонал, готовый подстроиться по времени под клиента, удобно упаковали мне товар, все объяснили/показали
hi-zone, 27.12.2017
Достоинства:
отлично варит 2, 3, 4 (варил 7мм железо, нормально, больше наверное будет уже не очень — греть метал надо будет хорошо)
долго, стабильно по току (шов хороший), не прилипает — легко начать варить даже если полный профан, если не профан — так вообще сказка )))
выше 80А током даже не пользовался, нужды небыло такой, в защиту никогда не уходила по перегреву..
Недостатки:
иногда откручиваются провода от блока, но не часто, так что не очень большая беда.
довольно быстро провалился во внутрь индикатор, но без разбора корпуса достал его аккуратно и вставил в окошечко на супер клей — держится отлично.
Комментарий:
крупноват конечно корпус, но с другой стороны за мощность надо платить )))
Перов Дмитрий, 07.11.2017
Достоинства:
Отлично показал себя на всех режимах. Прекрасно зажигает даже сырые электроды. Гудит тихо.
Недостатки:
Масса развалилась в первый же день, не удачно на неё наступил — назад выгнуть удалось но медная пластина лопнула. Виноват конечно сам, но осадок остался…
Комментарий:
После покупки опробовал его на всех электродах (рутил, основное), на всех диаметрах (1.6 — 6 мм) и на всех режимах тока. В принципе аппарат соответствует всем заявленным показателям. Понравилось как на тонком металле, так и на сварке тавровых балок 12 мм. Амперы выдает сравнительно честные, допфункции типа форсажа дуги и антиприлипания работают, отчетливо проявляют себя при токах от 25 до 120 А. , выше уже без разницы — варит все подряд. Для дома сгодится однозначно!
алексеевич андрей, 14.05.2017
Достоинства:
отличный аппарат, варили ей металлоконструкцию из сантиметровой стали. швы все ровные и прочные получились. аппарат красивый, дизайн отличный!
Недостатки:
незаметил
Павел Скакодуб, 09.05.2017
Достоинства:
Удобство в работе,качество сварки
Комментарий:
Приобрёл этот товар 4 месяца назад.Комплектация полная.Варить хорошо,удобно.Вобщем мне прибор понравился.
Кипелов Олег, 02.05.2017
Достоинства:
Форсаж дуги и высокое напряжение холостого хода. Высокий ПН.
Недостатки:
Быстро отлетела стекляшка, затем на неё что то упало и ей пришел конец — в общем хлипковата внешняя отделка.
Комментарий:
Это уже четвертый инвертор, который попадает ко мне в руки. Ну что можно сказать — это практически полупрофессиональная сварка, ей можно варить целый день с небольшими интервалами и он выдерживает! Брал под строительство — чтоб ампер было до 250, мало ли что надо будет сварить электродом 6 мм.
А электродом 3 мм варить — песня! Комфортно, дуга зажигается мухоментально — холостой ход по напряжению — 80 вольт! Даже сырыми электродами варит превосходно и не надо колдовать с прокалкой.
АНДРЕЙ, 19.04.2017
Комментарий:
Громко работают вентиляторы, а так почти год – и нормально всё с ним. Благодаря димплею с цифрой силой тока регулировать настройки достаточно легко было даже , когда не знал что такое сварка толком. За городом где напряжение сети ниже положенного, работал без вопросов. С искрой и электродами проблем не было и не хочу. Дугу держит отличнои искру выдаёт без вопросов, а мне большего и не надо.
Алена, 13.01.2017
Достоинства:
Приобрели папе в подарок, до этого работал старым при старым сварочным аппаратом, чтобы передвинуть его, требовалось приложить огромные усилия, катить его на тележке вдвоём. САИ-250ПН по сравнению с тем легкий как пушинка, всего 8кг. стал надежным другом для папы, справляется со своими функциями на все 100! Кроме того приятная цена. В комплектацию входил кабель с электрододержателем, кабель с клеммой заземления. Покупке рады!
Недостатки:
Не выявлены
Гость, 27.11.2016
Достоинства:
Компактный и удобный
Комментарий:
Я в восторге!!!
Ковалев Игорь, 01.06.2016
Достоинства:
В первую очередь нравится цифровая индикация силы тока на выходе. Я хоть и ориентируюсь уже по звуку горения дуги, поскольку варю уже второй десяток лет, но визуально видеть и точно подстраивать очень удобно и комфортно.
Являюсь фанатом электродов с основным покрытием — зажигаются на этой сварке без лишних движений и чирканий, горят ровно, но самое главное, если оборвать дугу, то вторично разжигаются быстро и без мата 🙂
Обычным рутилом варит даже мой семилетний сын — благодаря наворотам антизалипа и форсажа дуги тройки и двойки горят как соломины, без прилипаний электрода на любой полярности.
При сварке электродом тройкой через обычную розетку дома на 100-120 А все нормально, но если нужно варить уже на 150 А и выше, необходима приличная проводка до розетки, как минимум медь 4 мм квадратных в сечении и пробки мощнее 16 Амперных.
Резюмирую — сварочный аппарат достойный, не дешевка, по току можно варить от миллиметровки до рельсов. Ну и сервисная сеть довольно хорошая, если что случится — есть куда отнести и отремонтировать.
Недостатки:
Недостатки мелкие конечно есть, мелкие крутилки на панели мне под мои пальцы не сильно нравятся, но это уже чисто субъективно.
Комментарий:
Все, что хотел написать — выше.
Подробные характеристики
Основные характеристики
- Тип устройства
- сварочный инвертор
- Типы сварки
- ручная дуговая сварка (MMA)
- Сварочный ток (MMA)
- 10-250 А
- Напряжение на входе
- 140-260 В
- Количество фаз питания
- 1
- Напряжение холостого хода
- 80 В
- Тип выходного тока
- постоянный
- Продолжительность включения при максимальном токе
- 70 %
- Диаметр электрода
- 6 мм
Дополнительные характеристики
- Антиприлипание
- есть
- Горячий старт
- есть
- Форсаж дуги
- есть
- Степень защиты
- IP21
- Температурный диапазон работы
- от -10 до 40 °C
- Масса
- 8 кг
- Комплектация
- кабель с электрододержателем; кабель с клеммой заземления
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Аппарат сварочный «Ресанта 250»: описание
Ручная дуговая сварка покрытыми электродами выполняется на инверторном сварочном аппарате «Ресанта САИ-250».
Принцип работы
Инверторный сварочный аппарат «Ресанта 250» работает на процесс преобразования в постоянный переменный ток частотой 50 Гц. Напряжение при таком преобразовании подскакивает до 400 В. Широкоимпульсная модуляция высокочастотного напряжения позволяет изменять мощность сварочного тока.
Конструкция сварочного аппарата
Корпус сварочного инвертора «Ресант САИ-250» выполнен из качественного металла. На передней панели инвертора расположены разъемы питания. К указанным разъемам подключаются сварочные провода, индикаторы, контролирующие параметры сети и перегрева оборудования, рычаг выбора значения сварочного тока.
Функционал «Ресанта 250»
Горячий воздух, образующийся при работе инвертора, выводится через специальные отверстия в корпусе сварочного аппарата «Ресанта 250» за счет системы принудительной вентиляции. Эта система обеспечивает защиту оборудования от чрезмерного перегрева в процессе эксплуатации.
Система автоматического отключения сварочного аппарата «Ресант 250 Проф» отключает инвертор при соединении силовых проводов между собой. Индикатор, расположенный на передней панели, сигнализирует об отключении устройства. Эффективность и удобство эксплуатации сварочного аппарата «Ресанта 250» обеспечиваются дополнительными функциями противоскольжения и горячего старта.
Функция горячего пуска означает мгновенное зажигание электрической дуги за счет автоматического увеличения тока в момент запуска инвертора. Вторая функция сварочного аппарата «Ресант САИ-250 Проф» — антиадгезионная — позволяет избежать прилипания электрода к обрабатываемым металлам за счет снижения сварочного тока в критической ситуации. Сила тока повышается до необходимого значения после устранения прихватов.
Особенности инвертора «Ресанта»
В условиях значительных перепадов и скачков напряжения в электрической сети сварочный аппарат «Ресант 250 ПН» поддерживает бесперебойную работу. Выполнять сварочные работы с данной моделью инвертора можно при низких порогах напряжения в сети.
Аппарат «Ресанта» может работать с электродами, диаметр которых не превышает 6 мм. Предельный ток инвертора составляет 250 А. Долгое время сварочный аппарат «Ресант 250» способен выдерживать экстремальные нагрузки благодаря предустановленным системам защиты. Эту особенность оборудования можно считать его преимуществом, так как предлагаемые на современном рынке сварочных аппаратов аналоги такими характеристиками не обладают.
В холостом режиме напряжение составляет 80 В. Инвертор оснащен транзисторами серии IGBT, обеспечивающими бесперебойную работу при экстремальных нагрузках и обеспечивающими степень защиты IP21 сварочного аппарата «Ресант 250».
Компактные размеры инвертора и мобильность облегчают его использование. На корпусе аппарата находится ручка, позволяющая транспортировать сварочный аппарат по рабочей зоне. В отзыве о сварочном аппарате «Ресанта 250» отмечается, что отличительной чертой аппарата является точность и простота настройки параметров. Отображаемые значения параметров остаются неизменными даже при скачках сетевого напряжения.
Технические параметры инвертора
Характеристики сварочного аппарата «Ресанта 250»:
- Продолжительность нагрузки инвертора при максимальной силе тока 250 А составляет 70%.
- Предельный ток потребления 35 А.
- Диапазон рабочих температур инвертора составляет от -10 до +400 градусов.
- Минимальное значение сварочного тока 10 А, максимальное значение 250 А.
- Сварочная дуга, создаваемая инвертором, имеет напряжение 30 В.
Бензиновый генератор мощностью 5 кВт и более может питать сварочный аппарат. Электроды для работы с данной моделью сварочного аппарата подобраны с учетом того, что при уменьшении входного напряжения уменьшается значение сварочного тока.
Подготовка инвертора к работе
Во избежание аварийных ситуаций при подготовке сварочного аппарата «Ресант 250» к работе необходимо соблюдать технику безопасности и прилагаемую инструкцию. Провода — с электрододержателем и заземлением минуса — подключаются к инвертору в первую очередь. Перед включением сварочного аппарата «Ресант САИ-250» устанавливается минимальное значение силы тока, после чего он подключается к электросети или к бензиновому или дизельному генератору мощностью 5 кВт.
В зависимости от используемого электрода устанавливается необходимая сила тока. Соответствующие параметры указаны в специальной таблице, приведенной в инструкции по эксплуатации сварочного аппарата.
Регулятор инвертора устанавливается на минимальное значение тока после завершения всех сварочных операций, после чего отключается питание аппарата. Все кабели отсоединяются от «Жителя» только после его обесточивания.
Меры предосторожности
Перед эксплуатацией инвертор «Ресанта» необходимо выдержать несколько часов при положительной температуре. Такие меры предотвращают образование конденсата в шкафу, что может привести к аварийным ситуациям. Слой изоляции сварочных кабелей и проводов, идущих в комплекте со сварочным оборудованием, не должен иметь повреждений, которые могут привести к неисправности аппарата.
Запрещается проведение сварочных работ в помещениях, где обрабатываются детали с образованием мелкой стружки или металлической пыли. Любые включения, содержащиеся в воздухе, могут осесть на внутренних элементах инвертора. Также не рекомендуется использовать сварочный аппарат в помещениях с повышенным содержанием влаги в воздухе или на открытом воздухе во время осадков.
Работа со сварочным аппаратом проводится только при соблюдении следующих правил:
- Место сварки должно хорошо проветриваться.
- Строго соблюдать требования пожарной безопасности.
- При работе необходимо использовать защитную одежду и специальную маску, предохраняющую от ожогов и потери зрения.
К хранению преобразователя также предъявляются определенные требования:
- Отсутствие в помещении паров щелочей и кислот, чрезмерной запыленности, мелкой пыли.
- Диапазон температур от -10 до +50 градусов Цельсия.
Самостоятельный ремонт сварочного аппарата
Зарубежные и отечественные специалисты отмечают высокий эксплуатационный ресурс инвертора «Ресант САИ-250». При соблюдении всех правил эксплуатации и требований к хранению и транспортировке инвертора устройство можно использовать несколько лет, но может потребоваться ремонт.
Как профилактические, так и внеплановые ремонтные работы сварочных аппаратов должны производиться только квалифицированными специалистами в сервисных центрах завода-изготовителя. Вы можете обратиться в авторизованные мастерские, которые обращаются с техникой марки «Ресанта». Однако простые диагностические и ремонтные работы пользователь может выполнять самостоятельно. Необходимость в них возникает чаще всего при перегреве сварочного аппарата, о чем свидетельствует индикатор на передней панели. Эта проблема решается разборкой корпуса инвертора и очисткой его внутренних частей от пыли и грязи, скопившихся в процессе эксплуатации.
Низкая эффективность сварочного аппарата «Ресант» может быть вызвана снижением напряжения питания или использованием мокрых электродов. Во втором случае достаточно просушить электроды или заменить их новыми, прежде чем приступать к сварочным работам.
Преимущества сварочного оборудования
Сварочный аппарат «Ресанта САИ-250» является одним из самых мощных инверторов, предлагаемых на современном рынке аналогичного оборудования. Несмотря на то, что данная модель позиционируется как промышленная, она может работать от стандартных 220 В. Стоимость инвертора не отличается от аналогичных бытовых сварочных аппаратов.
К преимуществам прибора «Ресант» относятся:
- Работа инвертора возможна при уровне напряжения в сети от 140 до 242 В. При снижении напряжения на 30% и при нестабильных его показаниях прибор продолжает свою работу без перерыва.
- С данным оборудованием можно использовать электроды диаметром не более 6 мм.
- Сварочные работы могут выполняться с любыми видами металлов;
- Система принудительной вентиляции защищает инвертор от перегрева и продлевает срок его службы при пиковых нагрузках.
- При напряжении холостого хода 80 В быстро воспламеняется электрод.
- Функция форсирования дуги.
- Формирование качественного сварочного шва.
- Функция антиприлипания электрода во время работы.
К преимуществам «Ресанта 250» можно отнести компактные габариты и малый вес 5 кг, что позволяет транспортировать прибор по месту проведения работ.
Недостатки сварочного аппарата
Разработкой сварочного оборудования, выпускаемого под маркой «Ресанта», занимаются латвийские инженеры, но сборка аппаратов осуществляется в Китае. По этой причине качество сборки оставляет желать лучшего. С электронными неисправностями можно столкнуться крайне редко, однако все они легко устраняются. Отдельно стоит отметить тот факт, что стоимость аналогичного оборудования европейского производства будет выше в несколько раз.
Инвертор «Ресанта САИ-250» относится к категории промышленных, но максимальное время его работы при максимальном значении силы тока составляет 4 минуты, после чего необходим перерыв. В этом случае устройство способно работать длительное время при нагрузке 70%.
Сварочный аппарат «Ресанта 250»: цанангудзо
Бхуку рекушонгедза дуги риношандишва немагеци аношандишва риношандишва учитишандиса инверторный сварочный аппарат «Ресанта САИ-250».
Пфунгва Екушанда
Инверторный сварочный аппарат «Ресанта 250» ири кушанда пурогираму екушандура ку DC кушандура икозвино пане имве нгува йеГц 50 Гц. Mhepo ino inotendeuka inokwira kusvika ku 400 V. Kukura kwema-pulse ye-высокочастотное напряжение inokubvumira kuti uchinje simba rekudzivirira ikozvino.
Конструкция сварочного аппарата
Nyaya ye инвертор yekutengesa «Resant SAI-250» inogadzirwa nemhando yakakwirira yesimbi. Памбери пепамбери пегадзиришени кунэ симба рекубатанидза. Kusungirira mafoni, zviratidzo zvinotungamirira mitambo yemagetsi uye zvigadzirwa zvinopisa, uye kushambadzira kwezvinokosha kukosha kusarudzwa kunosanganiswa nevanotaura zvakataurwa.
База ре «Ресанта 250»
Мхепо инотонхора иногадзирва пангува йекушанда квэ инвертор инобуда кубурикидза некузарура квакасунунгука муканда ре «Ресант 250» кушамбадзира мхепо некуда квекудзвиньирирва квэмхепо. Kudziviririrwa kwemidziyo kubva kunowedzera kupisa panguva yekushanda kunopiwa nehurongwa urwu.
Nzira yekutsvaga-kuvhara kwemushini wekugadzira «Resant 250 Prof» inoshandura iyo инвертор apo magetsi emagetsi anowirirana. Chiratidzo chinowanikwa pamapanga epamberi chinoratidza kukanganiswa kwechigadzirwa. Kubudirira uye kushandiswa kwekushanda kwemashini yekudhonza «Resanta 250» inopiwa nezvimwe zvekare zvinopesana uye zvinotyisa kutanga mabasa.
Icho chinotyisa kutanga basa chinoreva kupisa kwemazuva masikati emagetsi emagetsi nekuda kwekuwedzera kwekutsvaga kwezvino kuitika panguva ye инвертор kutanga. Basa rechipiri remushonga wokugadzira «Resant SAI-250 Prof» — kupikisa-kunobvumira kuti usapindira ye электрод kune zvigadzirwa zvakagadziriswa nekuderedza kushandiswa kwemazuva ano mamamiriro ezvinhu akaoma. Мазува ано симба риносимудзирва кудиканва ринодива мушуре мекубвишва квэкунаматира.
Звичемо звэ инвертор «Ресанта»
Мумамириро эвинху эзвасияна звакасияна-сияна мумагеци экутенгеса, «Ресант 250 ПН» мхепо екугадзира иноченгетедза кусинганцвисисики кушанда. Ita basa rekushongedza nemuenzaniso weiyo инвертор inogona kunge iri pamhepo inenge isina kudzivirira mumutambo.
Аппарат «Ресанта» иногона кушанда нема электрод, айо акареба хаадарики 6 мм. Iyo yakanyanya инвертор ikozvino ndeye 250 A. Kwemazuva mazhinji, мучина wekusimudzira Resant 250 unokwanisa kmira mitoro yakawanda nekuda kwekuiswa kwekugadzirisa kushandiswa kwezvirongwa. Ichi chiitiko chemidziyo yacho inogona kufungidzirwa kubatsira kwayo, sezvo mifananidzo inowanikwa mumusika wekutenga wemashini yekudhonza hauna zvimwe zvakafanana.
Munzira isina basa, iyo inotenderera ine 80 V. Инвертор inogadzirwa neGGT серии транзисторов, ichichengetedza kushandiswa kusinganzwisisiki pasi pemitoro yakawandisa uye ichidzivirira nzvimbo ye IP21 yeR Resant 250 сварочный аппарат.
Matanho akaenzana e инвертор nekufamba anoita kuti zvive nyore kushandisa. Pamuviri wechigadziro iyi inobata iwe kuti utakure mhepo yekushongedza kuburikidza nenzvimbo inoshanda. Mukupindura kumubhedha wokutengesa «Resanta 250» zvinonzwisiswa kuti kusiyanisa chinhu chechigadzirwa ndiko kururama uye nyore kwekugadzirisa zviyero. Iko inoratidzirwa nemarongerwo emitengo inoramba isina kuchinja kunyange kana mauto emakumbo akwira.
Zvemagadziro emiganhu ye инвертор
Zviratidzo zvemuchina wokugadzira «Resanta 250»:
- Mutoro wenguva yakareba инвертор pamusana pemazuva ano simba re 250 А составляет 70%.
- Ико kunogadzirirwa ikozvino kushandiswa ndeye 35 A.
- Iko inotonhorera yekushanda inotter inosiyana -10 kusvika +400 градусов.
- Изво звишома звакакоша звекутенгеса икозвино 10 А, иё яканяня кукоша ндейе 250 А.0036
Бензиновый генератор ане симба ре 5 кВт кана купфуура иногона кусимбиса мхепо екугадзира. Электроды yekushanda nemuenzaniso wemuchina wokugadzira wakasarudzwa uchicherechedza kuti apo iyo inopinza mauto inoderera, kukosha kwekuwedzera kwekuwedzera kunoderedza.
Kugadziirira инвертор kuti ishandiswe
Kuti urege kudzivirira mamiriro ezvinhu paunenge uchigadzira «Resant 250» yekushongedza mishonga yekushanda, zvinokosha kuchengeta kuchengetedzwa kwekuchengeteka uye murayiridzo wakavharidzo. Вая — ане мудзиё мы электрод уйе аногадзириса звинху звисина кунака — аносангана нэ инвертор кутанга. Usati watarisa «Resant SAI-250» mhepo yakashongedza, huwandu huripo hunokosha hunoiswa, huchibva hwasangana nejeri gasi kana kuti peteroli kana dizeli gesi генератор ane simba re 5 кВт.
Zvichienderana ne-electrode inoshandiswa, iyo inonzi inoshandiswa inoshandiswa. Изво звиеро звиновирирана звиноратидзва муфурафура чайё инопива мумирайридзо йекушанда йемучина вокугадзира.
Мутунгамири мы инвертор инотарирва кухуванду хунокоша хвемазува ано мушуре мекупедзва квемабаса осе экудхонза, мушуре мезво симба речигадзиро ринобвисва. Mitsara yose yakabviswa kubva kune «Muiti» kunze kwekunge ichishandiswa.
Zvidziviriro zvekuchengeteka
Usatiwashanda, iyo «Resanta» инвертор inofanira kuchengetwa kwemaawa akawanda pahutano hwakanaka. Miitiro yakadaro inodzivisa kuumbwa kwekugadziriswa mu кабинет, izvo zvinogona kutungamiira kune zvinokurumidza. Iko kusungiririrwa kwemajeri ekutsigira uye madambo anouya akazadzwa nemishini yekugadzirira haafaniri kuva nekukuvadza kunogona kukonzera kusakosha kwechigadzirwa.
Kuchengetedza kunoshanda mumakamuri umo zvikamu zvinoshandiswa nekuumbwa kweduku duku kana guruva resimbi zvinorambidzwa. Chero zvinyorwa zvinenge zviri mumhepo zvinogona kugara pane zviri mukati memhepo инвертор. Izvo hazvibvumirwi kushandiswa mumashini ekushongedza mumakamuri ane unhu hwakanyanya mumhepo kana kunze kunze kwekunaya.
Kushanda nemuchina wokugadzira zvinowanikwa chete kana mitemo inotevera ichicherechedza:
- Nzvimbo yekutengesa inofanira kunge yakanyatsokonzerwa nemhepo.
- Moto kuchengetedzwa kunofanirwa kunofanira kunyatsochengetwa.
- Panguva yebasa, zvakakosha kushandisa zvipfeko zvekudzivirira uye masikisi chaiwo, izvo zvinochengetedza kubva pakupisa nekurasikirwa kwechiratidzo.
Kuchengetwa kwegadziriswa kunowanikwawo kune zvimwe zvinoda:
- Кусавапо квемхепо да щелочь уйе кислота муимба ячо, гурува ракавандиса, гурува раканака.
- Мафута экусиса ари -10 кусвика +50 градусов Цельсия.
Kuzvigadzirisa kwemuchina wokugadzira
Nyanzvi dzedzimwe nyika uye dzimba dzinoona nezvekushandiswa kwepamusoro ye Инвертор «Ресант САИ-250». Kana yose mitemo inoshandiswa uye zvido zvekuchengetedza инвертор nekufambisa zvinotariswa, chigadzirwa chacho chinogona kushandiswa kwemakore anoverengeka, asi chigona kudikanwa kugadziriswa.
База рекугадзириса уйе рисина кугадзирисва рекугадзира мишонга ринофанира куитва чете неваньянцви ване рузиво мунхарунда дзебаса ремугадзири. Iwe unogona kutarisana nemasangano akakurudzirwa anobata zvishandiso zvechiratidzo «Resanta». Zvisinei, mushumiri anogona kuita basa rakagadziriswa nekugadzirisa nekuzvimirira. Chido chavo chinomuka kakawanda apo mhepo yekushongedza inoputika, sezvinoratidzwa nechiratidzo pane pamberi. Dambudziko iri rakagadziriswa nekusasaidza корпус инвертора nekuchenesa mukati maro kubva muguruva uye tsvina yakawedzerwa panguva yekushanda.
Кушанда кваканяня кве «Ресант» сварочный аппарат иногона куконзерва нокудерера квечигадзиришени чемагетси кана кушандишва квемагетси эмвура. Muchiitiko chechipiri, zvakakwana kuomesa электроды кана kuisa panzvimbo yavo nemitsva vasati vaenderera mberi nemabasa ekudhonza.
Макомбореро экугадзира мидзийо
Мухенгетедзо «Ресанта САИ-250» ндеймве евашандиси ване симба звикуру инованиква мумузика вемазува ано вемихина якадаро. Pasinei nekuti iyo muenzaniso yakatarwa semhizha imwe chete, inogona kushanda kubva muhutano 220 V. Mari inoshandiswa инвертор haisi yakasiyana nedzimwechete dzekugadzira mamiriro ekushandisa.
Kubatsira kwechigadzirwa «Resant» kunosanganisira:
- Kushanda kwe inverter kunogona kuitika pahutachiona mumaketani kubva ku 140 kusvika ku242 V. Apo magetsi anodonha ne 30% uye nekuverenga kusina tsvimbo, chigadziri chinoenderera mberi chichigadzirisa pasina kukanganisa.
- Нейо мудзиё, звинокванисика кушандиса электроды иё якареба хайпфуури 6 мм.
- Kuchengetedza mabasa kunogona kuitwa nemhando dzese dzesimbi;
- Iko inoshandiswa kumanikidzirwa kwemhepo inochengetedza iyo инвертор kubva kunopisa uye inowedzera hupenyu hwehupenyu hwepamusoro pamitoro yepamusoro.
- Nemhepo isina simba ye 80 V, iyo электрод inokurumidza kupiswa.
- Дуга куманикидза баса.
- Kuumbwa kwepamusoro-soro шов кутенгеса.
- Антипригарный электрод tsvimbo ye panguva yekushanda.
Сверло для перфоратора: Сверло по металлу Makita SDS-Plus HSS-TiN 5,5*123 B-57451 для перфоратора с патроном SDS+
Сверла для перфоратора в категории «Инструмент»
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора WL
Доставка по Украине
471.06 грн
235.53 грн
Купить
WebLine
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора SS
Доставка по Украине
461.74 грн
230.87 грн
Купить
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора BG
Доставка по Украине
515.37 грн
257.69 грн
Купить
Buying
Перфоратор со сверлом для работы по камню/бетону и др. DEKO DKRh42LD1
На складе
Доставка по Украине
4 559 грн
4 239.87 грн
Купить
ForPeopleShop
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
На складе в г. Ровно
Доставка по Украине
160 — 179 грн
от 14 продавцов
160 грн
Купить
Магазин «Панас»
Спиральные сверла по дереву для перфоратора SDS+ YATO YT-3300
Под заказ
Доставка по Украине
750 грн
Купить
Интернет-магазин «24ka. com.ua»
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора, 105909
На складе в г. Ровно
Доставка по Украине
170 грн
Купить
Интернет магазин » Горячий Стиль «
Сверло, бур SDS+ 8х210мм для перфоратора FDW tools
Доставка по Украине
41 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
125 грн
Купить
Mini-Tools — качественные инструменты и расходные материалы.
Сверло алмазное 52мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540073
На складе
Доставка по Украине
1 855 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 62мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540077
На складе
Доставка по Украине
2 055 грн
1 952. 25 грн
25 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 32мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984091075
На складе
Доставка по Украине
1 535 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 42мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540069
На складе
Доставка по Украине
1 745 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Насадка пылесборник для сверл 4-10мм под перфоратор дрель
На складе
Доставка по Украине
140 грн
109.20 грн
Купить
Brick Army
Сверло 6×110 для перфоратора sds plus для бетона и кирпичу
На складе в г. Павлоград
Доставка по Украине
38 грн
Купить
100 мелочей
Смотрите также
Сверло 6×210 для перфоратора sds plus
На складе в г. Павлоград
Павлоград
Доставка по Украине
55 грн
Купить
100 мелочей
Сверло 10×110 для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
40 грн
Купить
100 мелочей
Перфоратор мережевий SDS+ YATO Польша : P= 1100 Вт, J = 5 Дж. для свердл Ø 32 мм, 3 свердла и 2 пики YT-82123
На складе
Доставка по Украине
6 105 грн
5 189.25 грн
Купить
RadiVam
Сверло по бетону и кирпичу 6×110 для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
45 грн
Купить
Сверло по бетону и кирпичу 10мм × 110мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
65 грн
Купить
Сверло 8×160мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
65 грн
Купить
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
На складе в г. Ровно
Ровно
Доставка по Украине
160 — 364 грн
от 2 продавцов
160 грн
Купить
Магазин «Freedelivery»
Сверло 8×160мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
45 грн
Купить
100 мелочей
Набір свердел і зубил для перфоратора SDS-Plus 17 шт.
Доставка по Украине
920 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора шуруповерта
На складе в г. Киев
Доставка по Украине
119 грн
Купить
Biks.com.ua
Твердосплавнoе сверлo по кирпичу и бетону для дрели и перфоратора DeWALT 5601400023
На складе
Доставка по Украине
314 грн
Купить
RIMAX GROUP магазин техники для строительства, инструмента, садовой техники, сверла, буры и прочее
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под сверло
На складе
Доставка по Украине
290. 50 грн
50 грн
Купить
TOOLDNEPR
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
209 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
по 160 грн
от 3 продавцов
160 грн
Купить
Интернет-магазин «Дрібниці»
Сверло для перфоратора SDS+ Delog
Название
Цена с НДС
Упаковка
Доступность
4×110/50 SDS DELOG
по запросу
1шт.
в наличии
5×110/50 SDS DELOG
по запросу
1шт.
в наличии
5×160/100 SDS DELOG
по запросу
1шт.
в наличии
5,5×160/100 SDS DELOG
по запросу
1шт.
в наличии
5,5×260/200 SDS DELOG
по запросу
1шт.
в наличии
6×110/50 SDS DELOG
по запросу
1шт.
в наличии
6×160/100 SDS DELOG
по запросу
1шт.
в наличии
6×210/150 SDS DELOG
по запросу
1шт.
в наличии
6×260/200 SDS DELOG
по запросу
1шт.
в наличии
6×310/250 SDS DELOG
по запросу
1шт.
в наличии
7×160/100 SDS DELOG
по запросу
1шт.
в наличии
8×110/50 SDS DELOG
по запросу
1шт.
в наличии
8×160/100 SDS DELOG
по запросу
1шт.
в наличии
8×210/150 SDS DELOG
по запросу
1шт.
в наличии
8×260/200 SDS DELOG
по запросу
1шт.
в наличии
8×310/250 SDS DELOG
по запросу
1шт.
в наличии
8×450/400 SDS DELOG
по запросу
1шт.
в наличии
8×600/550 SDS DELOG
по запросу
1шт.
в наличии
10×160/100 SDS DELOG
по запросу
1шт.
в наличии
10×210/150 SDS DELOG
по запросу
1шт.
в наличии
10×260/200 SDS DELOG
по запросу
1шт.
в наличии
10×310/250 SDS DELOG
по запросу
1шт.
в наличии
10×450/400 SDS DELOG
по запросу
1шт.
в наличии
10×600/550 SDS DELOG
по запросу
1шт.
в наличии
10х1000/950 SDS DELOG
по запросу
1шт.
в наличии
12×160/100 SDS DELOG
по запросу
1шт.
в наличии
12×210/150 SDS DELOG
по запросу
1шт.
в наличии
12×260/200 SDS DELOG
по запросу
1шт.
в наличии
12×310/250 SDS DELOG
по запросу
1шт.
в наличии
12×450/400 SDS DELOG
по запросу
1шт.
в наличии
12×600/550 SDS DELOG
по запросу
1шт.
в наличии
12х1000/950 SDS DELOG
по запросу
1шт.
в наличии
14×160/100 SDS DELOG
по запросу
1шт.
в наличии
14×210/150 SDS DELOG
по запросу
1шт.
в наличии
14×260/200 SDS DELOG
по запросу
1шт.
в наличии
14×310/250 SDS DELOG
по запросу
1шт.
под заказ
14×460/400 SDS DELOG
по запросу
1шт.
в наличии
14×600/550 SDS DELOG
по запросу
1шт.
в наличии
14х1000/950 SDS DELOG
по запросу
1шт.
в наличии
16×160/100 SDS DELOG
по запросу
1шт.
в наличии
16×210/150 SDS DELOG
по запросу
1шт.
в наличии
16×310/250 SDS DELOG
по запросу
1шт.
в наличии
16×450/400 SDS DELOG
по запросу
1шт.
в наличии
16×600/550 SDS DELOG
по запросу
1шт.
в наличии
16х1000/950 SDS DELOG
по запросу
1шт.
в наличии
18×300/250 SDS DELOG
по запросу
1шт.
в наличии
18×450/400 SDS DELOG
по запросу
1шт.
в наличии
18×600/550 SDS DELOG
по запросу
1шт.
под заказ
18х1000/950 SDS DELOG
по запросу
1шт.
в наличии
20×300/250 SDS DELOG
по запросу
1шт.
под заказ
20×450/400 SDS DELOG
по запросу
1шт.
в наличии
20×600/550 SDS DELOG
по запросу
1шт.
в наличии
20х1000/950 SDS DELOG
по запросу
1шт.
в наличии
22×260/200 SDS DELOG
по запросу
1шт.
в наличии
22×300/250 SDS DELOG
по запросу
1шт.
в наличии
22×460/400 SDS DELOG
по запросу
1шт.
в наличии
22×600/550 SDS DELOG
по запросу
1шт.
в наличии
22х1000/950 SDS DELOG
по запросу
1шт.
в наличии
25×300/250 SDS DELOG
по запросу
1шт.
в наличии
25×450/400 SDS DELOG
по запросу
1шт.
в наличии
25х1000/950 SDS DELOG
по запросу
1шт.
в наличии
28×450/400 SDS DELOG
по запросу
1шт.
в наличии
30×450/400 SDS DELOG
по запросу
1шт.
под заказ
Хирургические инструменты AESCULAP
Хирургические инструменты Aesculap
- Поиск
13
Продукты
Сортировка
Пожалуйста, выберитеПо алфавиту по возрастаниюПо алфавиту по убыванию
Загрузка. ..
..
Тип поиска продукта
Все
Заусенец (перфорирующий)
Заусенец (скрученный)
Заусенец (сферический)
Бор (конический)
Заусенец (цилиндрический)
Автор
Все
Хадсон
ХАДСОН-ДАУНС
МС КЕНЗИ
Кушинг
АДСОН
Диаметр (мм)
Все
13,00 мм
14,00 мм
16,00 мм
11,00 мм
15,00 мм
2,00 мм
22,00 мм
90,00 мм
Хирургический шаг
Все
Рассечение кости
Тип поиска продукта
Все
Скоба
Удлинитель
Автор
Все
Хадсон
Дисциплина
Все
Нейрохирургия
Хирургический шаг
Все
Рассечение кости
Подробнее Фильтр Открытый фильтр
Загрузка. ..
..
Загрузка…
Резюме
Описание
Отправляя эту форму, я соглашаюсь с тем, что информация, переданная мной, и дополнительные данные, относящиеся к моей текущей сессии, например. скриншот текущего вида браузера, версии браузера и т. д. будет передан провайдеру портала.
СВЕРЛА / ЧЕРЕПНЫЕ
СВЕРЛА / ЧЕРЕПНЫЕ
Регистрация | Логин
Здравствуйте, Гость
Специальность
- АНЕСТЕЗИЯ
- КАРДИО / ТОРАКАЛЬНАЯ
- СТОМАТОЛОГИЯ
- ДЕРМАТОЛОГИЯ
- ENT
- GENERAL SURGERY
- HAND SURGERY
- MAXILLOFACIAL
- NEONATOLOGY
- NEUROSURGERY
- OB / GYN
- OPHTHALMIC
- ORTHOPEDIC
- PATHOLOGY
- PLASTIC SURGERY
- UROLOGY
- VETERINARY
- CLEARANCE
- ЭКОНОМ
- ЭНДОСКОПЫ
- НОВЫЕ ПРОДУКТЫ
- МРТ
| Товар | Description | MSRP | Price | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
57. 60.00 60.00 | HUDSON CRANIAL DRILL, COMPLETE PC / 1 | $941.23 | $752.98 Savings $188.25 | Buy Сейчас | ||||||
| 57,60,03 | Брэйс только для гудсона Drill PC / 1 | $ 319,43 | $ 255,54 Savings $ 63,896 $ 255,54 | $ 63,896 $ 255,54 | $ 63,896. Buy Now | | ||||
| 57.60.05 | CEREBELLA EXTENSION ONLY FOR HUDSON DRILL PC / 1 | $88.97 | $71.18 Savings $17.79 | Buy Now | ||||||
| 57.60.09 | HUDSON BUR, 9MM PC / 1 | $118.00 | $94.40 Savings $23.60 | Buy Now | ||||||
| 57.60.14 | HUDSON BUR, 14MM PC / 1 | $118. 00 00 | $94.40 Savings $23.60 | Buy Now | ||||||
| 57.60.16 | HUDSON BUR, 16 мм ПК / 1 | $ 119,71 | $ 95,77 СБОР $ 23,94 | Buy Now | ||||||
| 57,606 2 | ||||||||||
| 57,606922222222222222222222222222222222222222222222222222222222229н.0021 PC / 1 | $157.00 | $125.60 Savings $31.40 | Buy Now | |||||||
| 57.60.34 | CUSHING PERFORATOR DRILL, 14MM PC / 1 | $114.76 | $91.80 Savings $22.96 | Buy Now | ||||||
| 57.60.43 | McKENZIE HELICOID DRILL, 13MM PC / 1 | $125.49 | $100.39 Savings $25.10 | Buy Now | ||||||
57. 60.76 60.76 | DERRICO PERFORATOR DRILL, 16MM PC / 1 | $147.91 | $118.33 Savings $29.58 | Buy Now | ||||||
| 57,60,95 | Гид ADSON Drill Forceps PC / 1 | $ 338,54 | $ 270,83 Savings $ | $ 270,83 $ $ | $ 270,83 $ $ | $ 270,83 $ $ | $ 270,83 $ $ | $ 270,83 $ . | Buy Now | |
| 26-16 | MCKENZIE PERFORATOR DRILL, 13MM DIAMETER | $217.83 | $206.28 Savings $11.55 | Buy Now | ||||||
| 26-18 | McKenzie Enlarging Bur, диаметр 16 мм | $ 293,70 | $ 278,10 Сбережения $ 15,60 | Купить сейчас | ||||||
| 0206 | 26-2 | CUSHING PERFORATOR DRILL, 1. 3CM DIAMETER 3CM DIAMETER | $217.83 | $206.28 Savings $11.55 | Buy Now | |||||
| 26-20 | D’ERRICO PERFORATING AND ENLARGING Бур, диаметр 16 мм | $ 293,70 | $ 278,10 Сберегатель $ 15,60 | Buy Now | ||||||
| 26-24 | ||||||||||
| $ 199,67 | $ 189,11 Сбережения $ 10,56 | |||||||||
| 26-3069 | $ 1 375,17 | $ 1 375,17 | Купить сейчас | |||||||
| 26-32 | 20212 with standard thumb screw chuck | $649. 12 12 | $649.12 | Buy Now | ||||||
| 26-33-1 | HUDSON BUR, 9MM DIAMETER | $200.60 | $200.60 | Buy Now | ||||||
| 26-33-2 | HUDSON BUR, 14MM DIAMETER | $200.60 | $200.60 | Buy Now | ||||||
| 26-33-3 | HUDSON BUR, 16MM DIAMETER | $200.60 | $200.60 | Buy Now | ||||||
| 26-33-4 | HUDSON BUR, 22MM DIAMETER | $234.94 | $234.94 | Buy Сейчас | ||||||
| 26-35 | Hudson Brace, 27,9 см с улучшенным патроном с защелкой | $ 928,86 | $ 928.86 | .0206 | ||||||
| 26-40 | НАБОР ЧЕРЕПНЫХ СВЕРЛЕЙ ДЛЯ БЕЗОПАСНОСТИ в комплекте с 4 спиральными сверлами (от 2,5 до 4 мм), 4 борами (от 4 до 16 мм) и 1 трепаном из нержавеющей стали (10 мм) | $ 1 391,34 | $ 1 391,34 | Купить сейчас | ||||||
| 26-44-1 | . |