Автоматическое открывание, проветривание и полив теплиц
Акриловые краски
Балкон
Блоки арболитовые
Бурение скважин на воду
Вода из скважины
Водосток кровельный
Воздух в квартире
Выращивание дома
Гидроизоляция
Гидрофобизация материалов
Дорожки садовые
Камин своими руками
Каркасный дом
Кладка печи своими руками
Крыша из металлочерепицы
МДФ
Монтаж кровли
Монтаж ламината
Монтаж линолеума
Монтаж подложки под ламинат
Натяжные потолки
Опилкобетон
ОСБ плита
Отделка откосов
Оштукатуривание
Полипропиленовые трубы
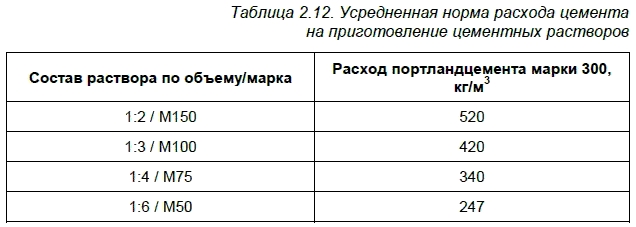
Расход материалов
Тротуарная плитка
Устройство отмостки
Утепление
Утепляем баню самостоятельно
Фасад
Фундамент из свай
Шлакоблок
Эмаль для ванны
Слесарный набор выколоток
Велико разнообразие слесарных и столярных инструментов. Среди них есть как универсальные, так и специфические приспособления. Выколотка – это довольно интересное и полезное приспособление, которое используется не так часто, как молоток или плоскогубцы, но порой и без него не обойтись в слесарных работах. Рассмотрим, где он применяется, каков его функционал и на что обратить внимание при выборе набора выколоток для пополнения своего арсенала слесарных инструментов.
Что такое выколотка
Разберёмся, что собой представляет выколотка, зачем нужен такой инструмент, как его можно использовать. Само название «выколотка» дано инструменту не случайно. Она используется как приспособление для «выколачивания» чего-либо при проведении слесарных и столярно-плотницких работ. Чаще всего выколачивать приходится крепёжные элементы из соответствующих отверстий в случае невозможности их извлечения штатными способами.
Под крепёжными элементами понимаются штифты, шпильки, всевозможные заглушки, пробки и другие конструктивные элементы. Выколотки используются в погрузочно-разгрузочных работах с участием специальных механизмов и приспособлений, в кораблестроении и эксплуатации судов. Немного отличающиеся выколотки используют для выбивания шпилек с болтов, используемых для закрепления тросов и канатов.
Типы выколоток
Идея выколотки, как инструмента, очень проста. Внешне – это простой стальной стержень, разделённый на две выраженные области: рабочую и ударную. Ударная – служит для приёма на себя ударной нагрузки от молотка, поэтому эта часть стержня утолщённая. Рабочая область заужена на конце и может иметь разнообразную форму. Как правило, наконечник выполняется в виде цилиндрической или конической формы. Для нестандартных задач используют заточенные выколотки. Мастера чаще всего приобретают выколотки в составе наборов, поскольку могут случаться, помимо обычных задач, и нестандартные случаи, для которых лучше иметь нужный инструмент под рукой.
Состав набора выколоток
Обычно набор выколоток комплектуется несколькими инструментами с различным диаметром. В стандартном случае – от 2 до 8 мм. Наборы с такими размерами обычны в продаже, и пользуются спросом в слесарных работах. Для выколачивания крупных крепёжных элементов можно приобрести комплекты выколоток более крупного диаметра. А для специфических работ с нестандартными диаметрами выколотки обычно заказываются в индивидуальном порядке у токарей или изготавливаются самостоятельно на токарных станках. Для извлечения сорванных или повреждённых крепёжных элементов, заклёпок используются как правило выколотки цилиндрической формы. Для конических отверстий есть свои выколотки.
Выбор материала
Выбирая выколотку, обращают внимание на материал, из которого она изготовлена, поскольку ударные нагрузки и постоянное взаимодействие с металлическими поверхностями деталей требуют от неё повышенной прочности. Кроме стальных выколоток, которые являются менее прочными, рекомендуется выбирать хром-ванадиевые стержни. Прочностные характеристики этого сплава обеспечивают надёжность и долгий срок эксплуатации инструмента.
Что такое выколотка? | Культура
Наряду с этими, заурядными в ту пору предметами, мастера-виртуозы делали настоящие произведения искусства. Такие предметы изготавливались из листового золота или серебра и щедро украшались драгоценными камнями, отделывались чеканкой, насечкой и гравировкой. Ковш-братина Михаила Романова, сделанный по технологии выколотки еще в XVI веке, до сих пор является одним из красивейших предметов искусства и ярким экспонатом, хранящимся в оружейной палате Московского Кремля.
Так что же такое выколотка?
Выколотка — это один из способов холодной обработки металла, техника которой основана на способности металла под ударами молотка деформироваться: изгибаться, вытягиваться, садиться… Описываемая техника отличается от техники ковки еще и тем, что для работы пригоден тонкий листовой металл, который, как я уже сказал, обрабатывается в холодном состоянии. Отличие от той же чеканки заключается в том, что все виды работ при выколотке выполняются не чеканами, а специальными выколоточными молоточками (или даже молотками, в зависимости от размеров будущего изделия!).
Вы, наверное, подумали, что вряд ли сталкивались когда-либо с выколоткой в современной жизни, не в музее или оружейной палате, а именно в повседневной жизни? Тут могу вас обрадовать: все мы видели выколотку много раз даже на самой простой и заурядной городской улице. Как же это произошло? Как случилось так, что старинная техника обработки металла живет и по сей день, в век столь стремительно развивающихся технологий? Невозможно рассказать обо всем. Я покажу вам лишь пару ярких, наглядных примеров, мимо которых вы проходите каждый день, видите их на экранах своих телевизоров.
Помните Веру Мухину? Ту самую, которая, по некоторым данным, изобрела русский «граненый стакан» и которой принадлежит скульптурная группа «Рабочий и колхозница»? Так вот, и рабочий, и его подруга-колхозница ничто иное, как итог работы мастеров-дифовщиков. В далеких тридцатых годах прошлого столетия эта композиция была выколочена из тонких листов хромо-никелевой нержавеющей стали. Выколачивали ее мастера тогдашнего московского завода «Стальмост», а предназначалась композиция для международной выставки 1937 года в городе Париже.
Позже скульптурная группа «Рабочий и колхозница» была установлена неподалеку от входа на ВДНХ (Выставка Достижений Народного Хозяйства), ныне ВВЦ (Всероссийский Выставочный Центр), а в наши дни демонтирована, как объясняет правительство, на реставрацию. Кроме всего прочего, эта скульптурная группа увековечена в заставке киностудии «Мосфильм».
Другой, не менее яркий пример выколотки, находится над фронтоном Большого театра в Москве. Да-да! Тот самый Аполлон, покровитель искусств, в колеснице, запряженной четверкой лошадей! Все фигуры композиции полые, выполненные из листовой меди. Изготовлена композиция русскими мастерами в XVIII столетии по модели скульптора Степана Пименова.
Вот, полагаю, что мне удалось вас убедить в том, что выколотка и сейчас живет и здравствует! Могу добавить еще лишь то, что в современном производстве эта техника довольно широко используется, особенно при экпериментальном, штучном производстве. Серийные же детали делает станок, а вот все декоративные изделия выполняются только вручную.
Из истории этой статьи.
Я рассказал вам о технике выколотки не случайно. Одна из моих следующих статей будет посвящена… Если вы читали другие мои статьи, то уже догадались. Точно! Именно рыбалке! Вы спросите: «А какое отношение имеет выколотка к рыбной ловле?». Отвечаю. Статья будет о блеснах, столь дефицитных в СССР семидесятых-восьмидесятых годов. В те времена мы редко покупали блесны в магазинах, а чаще делали их самостоятельно, используя описанную выше технологию.
Теги:
история, металл, искусство, технология, предметы искусства
Punch Определение и значение — Merriam-Webster
1 из 4
ˈpənch
1
а
: инструмент, обычно в форме короткого стального стержня с различной формой на одном конце для различных операций (таких как формовка, перфорация, чеканка или резка)
б
: короткий сужающийся стальной стержень для забивания шляпок гвоздей под поверхность
с
: стальной штамп, облицованный рельефной буквой, который впрессовывается в более мягкий металл для формирования матрицы для глубокой печати, из которой отливается литейный шрифт
д
: устройство или машина для вырезания отверстий или надрезов (как в бумаге или картоне)
е
: медицинский инструмент, используемый специально для перфорации ткани или удаления небольшого круглого сегмента ткани (например, кожи)
пробойник для биопсии
2
: отверстие или надрез после перфорационной операции
пробойник
2 из 4
переходный глагол
1
а
: прод, тык
б
: погоня, стадо
крупный рогатый скот
2
а
: наносить удары вперед, особенно кулаком
б
: гнать или толкать с силой или как бы ударом кулака
с
: ударить (по мячу) неполным движением
3
: выдавить, вырезать, перфорировать или сделать с помощью или как с помощью штампа
4
а
: нажать вниз, чтобы получить желаемый результат
кнопки на музыкальном автомате
б
: ударить или нажать на рабочий механизм
пробойник для пишущей машинки
с
: для вставки карты времени в (часы)
д
: производить путем или как бы путем пробивки клавиш
набрать мелодию на фортепиано
е
: для ввода (что -то, например, данные), пробивая клавиши
5
: , чтобы уделить выделение
Непереходное глагол
1
: , чтобы выполнить действие удара
: . 2
: двигаться или толкаться вперед, особенно внезапным сильным усилием
удар на вражескую территорию
перфоратор сущ.
удар
3 из 4
1
: удар кулаком
2
: быстрый удар кулаком или как бы кулаком
захватывающая история
политический удар
безударный
ˈpənch-ləs
имя прилагательное
пробойник
4 из 4
: горячий или холодный напиток, который обычно представляет собой комбинацию крепких спиртных напитков, вина или пива и безалкогольных напитков.
также
: напиток, представляющий собой смесь безалкогольных напитков
Фразы
к удару
: к первому удару или к решительным действиям
— обычно используется с долей
Синонимы
Существительное (1)
перфорация
отверстие
булавочный укол
укол
прокол
удар
Глагол
удар
баш
летучая мышь
ремень
бифф
дубинка
боб
бонк
боп
коробка
бюст
хлопок
зажим
колотушка
часы
влияние
трещина
молоток
хит
стук
гвоздь
паста
фунтов
рэп
удар
пощечина
слог
пуля
привкус
поразить
носок
забастовка
спецназ
пролистнуть
тег
стук
ударить
удар
ударить
кит
zap
Существительное (2)
cogency
эффективность
сила
сила
удар
точка
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Глагол
Он ударил меня по лицу.
Она ударила его в подбородок.
Он быстро нажал кнопки на своем телефоне.
Она пробила отверстие сквозь тесто пальцем.
Инструмент пробивает отверстий в бумаге .
История слов
Этимология
Существительное (1)
Средний английский набрасывать, пунш , вероятно изменение понсон, пончон пуншеон
Глагол
Среднеанглийский pouncen,unchen to чеканить, прокалывать, вероятно, от pounce , существительное
Существительное (3)
возможно, из хинди и урду pāc пять, из санскрита pañca ; сродни греческому пенте пять; из-за того, что он изначально состоял из пяти ингредиентов — больше из пяти
Первое известное употребление
Существительное (1)
14 век, в значении, определенном в смысле 1a
Глагол
14 век, в значении, определенном в переходном смысле 1a
Существительное (2)
3 9 век в значении, определенном в смысле 1
Существительное (3)
1600, в значении, определенном выше
Путешественник во времени
Первое известное использование пуансона было в 14 веке
Посмотреть другие слова из того же века удар
ударить кулаком
пробиваемый
Посмотреть другие записи поблизости
Процитировать эту запись «Ударить кулаком.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/punch. По состоянию на 27 октября 2022 г. 1 из 4
ˈpənch
1
а
: prod ввод 1 смысл 1, тыкать
б
: запись привода 1 чувство 1а, группа
пробойник крупный рогатый скот
2
а
: ударить кулаком
б
: надавливать, ударять или приводить в действие путем или как бы ударом кулака
пробойник пишущая машинка
3
: прокалывать или штамповать пуансоном0003
перфоратор сущ.
удар
2 из 4
1
: быстрый удар кулаком или как бы кулаком
2
: эффективная сила
команда была хорошо обучена, но ей не хватило удара
удара
3 из 4
1
а
: инструмент для прокалывания, резки или штамповки или для забивания гвоздя
б
: устройство или машина для вырезания отверстий или надрезов (например, в бумаге или картоне) 4 из 4
: напиток, приготовленный из различных и обычно многих ингредиентов и часто приправленный вином или ликером (например, кожа)
биопсия пуансон
Еще от Merriam-Webster о
пуансон
Нглиш: перевод удара для говорящих на испанском языке
Britannica English: перевод удара для говорящих на арабском языке
Britannica. com: статья в энциклопедии о ударе
Подпишитесь на словарь тысяч и получите больше определений в Америке расширенный поиск — без рекламы!
Merriam-Webster без сокращений
Удар Определение и значение | Dictionary.com
Лучшие определения
Синонимы
Викторина
Сопутствующее содержимое
Примеры
Британские
Идиомы и фразы
Показывает уровень сложности слова.
1
[ удар ]
/ pʌntʃ /
Сохрани это слово!
См. синонимы слова «удар» на сайте Thesaurus.com
Показывает уровень обучения в зависимости от сложности слова.
сущ.
колющий удар, особенно кулаком.
сила, эффективность или острота содержания или привлекательности; энергичность; изюминка: письмо избирателям, которому нужно больше удара.
глагол (используется с объектом)
нанести резкий укол или удар, особенно кулаком.
Западная часть США и Западная Канада. гонять (скот).
тыкать или подталкивать, как палкой.
Неофициальный. произносить (строки в пьесе, музыкальный отрывок и т. п.) энергично.
ударить или ударить при работе: пробивать клавиши пишущей машинки.
ввести в действие ударом или как бы ударом: пробить табельные часы.
Бейсбол. ударить (по мячу) коротким рубящим движением, а не полным размахом: он ударил по мягкому лайнеру чуть выше третьей базы для базового удара.
глагол (используется без дополнения)
нанести резкий удар по лицу или предмету, например кулаком: Боксер хорошо бьет.
Глагольные фразы
удар, неформальный. продолжать попытки или работать, особенно в трудных или обескураживающих обстоятельствах; настойчиво: продолжать ту же старую работу.
ввод,
для записи времени прибытия на работу путем пробития часов.
на клавиатуру (информацию) в компьютер: вбить в инвентарные цифры.
выбить,
зафиксировать время ухода с работы, пробив табель времени.
Сленг. бить или нокаутировать кулаками.
извлекать (информацию) из компьютера с помощью клавиатуры: выбивать данные о продажах за последнюю неделю.
, чтобы выручить; катапультироваться с самолета.
перфорация,
для вызова (информации) на компьютер с помощью клавиатуры: для перфорации списка бронирований отелей.
Неофициальный. чтобы оживить, например, свежими идеями или дополнительным материалом: Вам лучше дополнить эту речь несколькими шутками.
ДРУГИЕ СЛОВА ДЛЯ удара
3 удар, удар; долбить, долбить.
См. синонимы к слову удар на Thesaurus.com
ТЕСТ
ПОИГРАЕМ В «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Идиомы об ударе
тянуть удары,
намеренно уменьшать силу своих ударов.
Неофициальный. действовать сдержанно или сдерживать всю силу или последствия чего-либо: он не собирался наносить удары, когда предупреждал их о том, с чем они столкнутся.
рулон с пуансонами, Неформ. справляться с невзгодами и переживать их: в деловом мире вы быстро учитесь справляться с ударами.
Происхождение пуансона
1
Впервые упоминается в 1350–1400 гг. ; Среднеанглийский глагол pouncen, pounson,unchen «чеканить (металл), протыкать, колоть», от старофранцузского poinçoner, poinssonner, ponchonner «чеканить»; см. также панчон 2
ДРУГИЕ СЛОВА ОТ панч
перфоратор, существительное
Слова рядом с панч
пуна, Пунакха, Пунан, Пунчак Джая, пунш, пунш, Шоу Панч-и-Джуди, груша, панчбол, доска для пунша, чаша для пунша
Другие определения слова пунш (2 из 4)
пунш 2
[ puhnch ]
/ pʌntʃ /
сущ. вырезают фасонные детали из листового металла и т.п.
глагол (используется с объектом)
резать, штамповать, прокалывать, перфорировать, формовать или водить инструментом или машиной, которая пробивает.
глагол (используется без дополнения)
работать над чем-либо механическим ударом или как бы механическим ударом.
Происхождение штампа
2
Впервые упоминается в 1495–1505 гг. ; сокращение от пуансон 2 , усиленный пуансоном 1
ДРУГИЕ СЛОВА ОТ ПУНКТА
пуансон·способен, прилагательное
Другие определения пунша (3 из 4)
пунш 3
[ puhnch ]
/ pʌntʃ /
сущ. или тому подобное, приправленный сахаром, специями и т. д.
Напиток из двух или более фруктовых соков, сахара и воды, иногда газированный.
Происхождение штампа
3
Впервые упоминается в 1625–1635 гг.; неясного происхождения; традиционно происходит от хинди panch «пять» (от количества ингредиентов), от санскритского panca; ср. пять
Другие определения для удара (4 из 4)
Удар
[ puhnch ]
/ pʌntʃ /
существительное
главный персонаж мужского пола в шоу Punch-and-Judy.
Действительно, добавляет Айвз, пренебрежение S&P — это «удар под дых быкам».
Вот одна из возможных причин, по которой Tesla не была добавлена в S&P 500|Anne Sraders|8 сентября 2020 г.|Fortune
Это началось как вырез в форме выемки, и компании в последнее время сократили его до одного круга. это выглядит так, как будто кто-то поднес к дисплею дырокол.
Камера Xiaomi «третьего поколения» под дисплеем выглядит почти невидимой | Рон Амадео | 28 августа 2020 г. | Ars Technica
Схема подключения датчика давления воды РОСМА РПД-И с токовым выходом 4-20 мА к системе КСИТАЛ
Датчики давления измерительные РОСМА РПД-И.
Датчики давления измерительные РПД-И предназначены для измерения и непрерывного преобразования значения измеряемого параметра — избыточного давления в унифицированный выходной сигнал постоянного тока.
Производитель: ЗАО «РОСМА» / https://rosma.spb.ru/
Область применения: преобразователи давления РПД-И могут применяться в системах сбора данных, автоматического контроля, регулирования и управления технологическими процессами в различных отраслях промышленности и городского хозяйства.
Технические характеристики:
Диапазон питающих напряжений: 12…36В
Выходной сигнал: токовый, 4…20мА
Монтаж датчика производите в соответствии с документацией производителя датчика.
Необходимые изменения в настройках блока Кситал
Для данного подключения используется специальный режим работы зоны контроля. Такой режим поддерживают блоки КСИТАЛ с версией прошивки не ниже 315.318.
Как узнать версию прошивки блока описано тут…
Процесс настройки состоит из трех этапов:
установка для выбранного входа режима работы с аналоговым сигналом
настройка коэффициента преобразования давления и смещения нуля
задание порогов срабатывания входа (если нужно)
Подробнее о настройке выбранного входа …
Обратите внимание, что в нижеприведенных подключениях не используются резисторы 3,6 кОм, обычно подключенные к охранным входам.
Точность номинала токового резистора значения не имеет, т.к. при последующей полуавтоматической настройке соответствующего входа, будет учтена величина сопротивления конкретного экземпляра резистора.
Подключение с использованием дополнительного блока питания 24В
Параметры дополнительного блока питания:
Выходное напряжение: 22. ..26В
Ток нагрузки (не менее): 0,02А
Подключение с использованием встроенного питания блока КСИТАЛ
В отличие от аналогичных датчиков с минимальным напряжением питания от 9В, питание данного датчика от встроенного питания блока КСИТАЛ невозможно, т.к. минимальное напряжения питания датчика составляет 12В. С учетом падения части напряжения на токовом резисторе датчику не будет хватать питания для полноценной работы.
Источник (официальная документация ЗАО «РОСМА»):
Датчики давления измерительные РПД. https://rosma.spb.ru/avtomatika/datchiki-davleniya-izmeritelnye-rpd/#rg
Эта информация была полезной?
Да
Нет
К статьям
Схема подключения датчика давления воды КИП-Сервис P1A с токовым выходом 4-20 мА к системе КСИТАЛ
Датчики давления КИП-Сервис P1A.
Датчики давления P1A – это общепромышленная серия датчиков, предназначенных для преобразования избыточного давления жидкостей, пара, газов, газовых и парогазовых смесей в унифицированный сигнал тока.
Производитель: Sensata Technologies / ООО «КИП-Сервис» / https://kipservis.ru/
Область применения датчиков – системы автоматического управления насосами, системы измерения и контроля, автоматическое регулирование давления в различных отраслях промышленности (компрессорная техника, системы гидравлики, сельскохозяйственное оборудование, строительное оборудование, нагревательные установки, системы вентиляции, химическая промышленность и др.).
Технические характеристики:
Выходной аналоговый сигнал: токовый, 4…20мА
Допустимое рабочее напряжение питания: 9…30В
Монтаж датчика производите в соответствии с документацией производителя датчика.
Необходимые изменения в настройках блока Кситал
Для данного подключения используется специальный режим работы зоны контроля. Такой режим поддерживают блоки КСИТАЛ с версией прошивки не ниже 315.318.
Как узнать версию прошивки блока описано тут…
Процесс настройки состоит из трех этапов:
установка для выбранного входа режима работы с аналоговым сигналом
настройка коэффициента преобразования давления и смещения нуля
задание порогов срабатывания входа (если нужно)
Подробнее о настройке выбранного входа …
Обратите внимание, что в нижеприведенных подключениях не используются резисторы 3,6 кОм, обычно подключенные к охранным входам.
Точность номинала токового резистора значения не имеет, т.к. при последующей полуавтоматической настройке соответствующего входа, будет учтена величина сопротивления конкретного экземпляра резистора.
Подключение с использованием дополнительного блока питания 24В
Параметры дополнительного блока питания:
Выходное напряжение: 22. ..26В
Ток нагрузки (не менее): 0,02А
Подключение с использованием встроенного питания блока КСИТАЛ
Номинал токового резистора при таком подключении уменьшается до 100 Ом. Это приведет к 5-кратному снижению точности показаний, что не помешает контролю давления оценочного характера.
Источник (официальная документация поставщика ООО «КИП-Сервис»):
Датчики давления P1A. Руководство по эксплуатации.
Эта информация была полезной?
Да
Нет
К статьям
Датчики давления
| Схемы установки и подключения
Преобразователи OMEGA
имеют три основных типа электрических выходов; милливольты (мВ), вольты (В) и ток (мА). Для пользователя важно знать, какой выход подходит для его приложения, чтобы обеспечить правильный выбор преобразователя.
Далее описываются преимущества, недостатки и проводка для преобразователей милливольт, вольт и выходных токов.
ВЫХОДЫ ДАТЧИКОВ И КОНФИГУРАЦИИ ИХ ПОДКЛЮЧЕНИЯ
Преобразователи с милливольтовым выходом обычно используются в лабораториях. Они дешевы, малы по размеру и требуют регулируемого источника питания. Помня о том, что милливольтовый сигнал имеет очень низкий уровень, он ограничен короткими расстояниями (до 200 футов обычно считается пределом) и очень подвержен паразитным электрическим помехам от других близлежащих электрических сигналов (другие приборы, линии высокого переменного напряжения и т. д.). .). Типичные конфигурации проводки показаны на рисунке 1.
фигура 1 Преобразователи с усиленным выходным напряжением обычно используются в легкой промышленности и системах компьютерного интерфейса, где требуется сигнал постоянного тока более высокого уровня. Из-за встроенного преобразования сигнала они дороже и больше по размеру, чем преобразователи с милливольтным выходом. Усиленные сигналы напряжения могут передаваться на средние расстояния и гораздо лучше защищены от паразитных электрических помех, чем милливольтовый сигнал. Типичные конфигурации проводки показаны на рисунке 2.
Преобразователь выдает милливольты, усиленное напряжение или выходной ток. Передатчик выдает только токовый выход. Опять же, из-за встроенного преобразования сигнала передатчики дороже и больше по размеру, чем преобразователи с милливольтовым выходом. В отличие от выходных преобразователей милливольт и напряжения, токовый сигнал невосприимчив к любым паразитным электрическим помехам, что является ценным преимуществом на заводе. Текущий сигнал также может передаваться на большие расстояния. Типичные конфигурации проводки показаны на рисунке 3.
ПЕРЕМЕЩЕНИЕ, РАЗМЕЩЕНИЕ И УСТАНОВКА ДАТЧИКОВ
фигура 2
A. Мембрана — Не нажимайте на диафрагму и не прикасайтесь к ней, так как это может повредить или изменить ее калибровку, особенно в моделях с низким диапазоном давления.
B. Фитинги и оборудование — Используйте подходящие фитинги и оборудование, рассчитанные на давление. Убедитесь, что у вас есть подходящий тип резьбы и размер фитинга. При необходимости используйте ограничители давления, емкостные камеры, демпферы и т. д.
C. Эксплуатация при температуре окружающей среды — Располагайте преобразователь таким образом, чтобы его можно было легко проверить и обслужить. Температура окружающей среды должна соответствовать техническим характеристикам преобразователя. Влияние температурного коэффициента на общую точность преобразователя можно свести к минимуму, чем ближе температура окружающей среды к 25°C. Избегайте мест с чрезмерной вибрацией.
D. Установка — Установка должна производиться только квалифицированным персоналом, знакомым с правилами техники безопасности и всеми принятыми в отрасли стандартами, относящимися к системам давления. Калибровка преобразователя и/или ноль могут сместиться, если при установке будет применен чрезмерный крутящий момент. Проверьте смещение нуля после установки. При установке преобразователей обращайтесь к стандартным отраслевым данным по крутящему моменту для размера резьбы и типа материала.
Рисунок 3
ОПРЕДЕЛЕНИЕ СКОЛЬКО ПРЕОБРАЗОВАТЕЛЕЙ МОГУТ ПИТАТЬСЯ ОТ ОДНОГО ИСТОЧНИКА ПИТАНИЯ
Несколько преобразователей могут возбуждаться от одного источника питания. Количество датчиков, которые можно использовать, просто определяется потребляемым током каждого датчика и текущей мощностью источника питания. Сумма токов, потребляемых преобразователями, не может превышать общую токовую мощность источника питания. Например, если у вас есть 50 преобразователей, потребляющих 13 миллиампер, вам понадобится блок питания с током не менее 650 миллиампер (50 x 13). Также нет ничего плохого в том, чтобы запитать только один преобразователь блоком питания с высокой допустимой нагрузкой по току.
Рис. 6. Несколько преобразователей, подключенных к одному измерителю и одному переключателю (преобразователи со встроенными настройками нуля и диапазона, одинаковыми выходами и одинаковыми диапазонами давления)
Рис. 7. Преобразование тока в напряжение для приборов, настроенных на напряжение
ПОДКЛЮЧЕНИЕ ОДНОГО ПРЕОБРАЗОВАТЕЛЯ К НЕСКОЛЬКИМ СЧИТЫВАЮЩИМ УСТРОЙСТВАМ, РЕГИСТРАТОРАМ, КОМПЬЮТЕРАМ И Т.Д.
Датчики давления, выдающие миллиамперные сигналы, можно последовательно подключать к нескольким устройствам. Тот факт, что они могут передавать сигналы на большие расстояния без помех, упрощает подключение устройства с миллиамперным сигналом к нескольким приборам. На этой схеме показано правильное подключение. Одним из больших преимуществ токового сигнала является простота настройки мультиинструментальной системы. Передача сигналов на большие расстояния от прибора к прибору без электрических помех упрощает создание систем с несколькими приборами. Например, в центре испытаний материалов может быть одна диспетчерская для всех различных испытательных лабораторий, что позволяет работать из одного центрального места. Калибровка прибора и поиск и устранение неисправностей просты в токовой петле с несколькими приборами. Единственным ограничением для количества приборов является величина напряжения от источника питания, управляющего токовой петлей. Минимальное требуемое напряжение определяется по закону Ома, V-IR (напряжение равно силе тока, умноженной на сопротивление). Это показано и объяснено на рисунке 4.
Рисунок 4
ГДЕ:
RLINE = сопротивление из-за провода
RLOAD = комбинированные измерительные сопротивления
VsTRANSDUCER = минимальное напряжение питания датчика
Например, предположим, что у вас есть следующее:
Преобразователь давления (4–20 мА) с напряжением питания 12–30 В пост. тока;
Панельный измерительный прибор с входным сопротивлением 10 Ом;
Регистратор с входным сопротивлением 25 Ом;
Компьютер с входным сопротивлением 200 Ом;
Сопротивление подводящего провода 5 Ом.
Рисунок 5
Требуемое минимальное напряжение = (0,020). (5 + 10 + 25 + 200) + 12 = 16,8 вольт 24 вольта — это наиболее распространенный источник питания в токовой петле 4-20 мА. Также можно подключить сигнал напряжения или милливольт к нескольким приборам, но это не так просто и не имеет преимуществ калибровки и устранения неполадок, присущих системе с токовой петлей. Сигнал напряжения или милливольта может быть подключен параллельно к нескольким приборам, как показано на рис. 5. Этот метод предполагает очень высокий входной импеданс подключаемых приборов. Если это не так, вместо этого можно использовать аналоговый выход для повторной передачи сигнала.
Практический пример
Если вы подключаете преобразователь давления на миллиамперном выходе PX409 к быстродействующему измерителю технологических процессов DP400TP, вы должны соединить все приборы последовательно. В этом случае DP400TP также может служить источником питания, обеспечивая 12 В или дополнительные 20 В постоянного тока, необходимые для питания устройства PX409.
Тестирование системы Устройство PX409 можно запрограммировать по беспроводной связи с помощью устройства беспроводной связи ближнего радиуса действия (NFC), например мобильного телефона. Затем сигнал PX409 можно подавать на измеритель серии PLATINUM, который представляет собой другой тип быстродействующего измерителя. Все счетчики PLATINUM имеют выходы USB, поэтому их можно напрямую подключать к компьютеру.
После установки системы вы можете проверить ее работоспособность. Чтобы проверить, выполните следующие три шага:
Подайте давление на датчик с помощью ручного насоса.
Следите за изменением давления на всех трех блоках.
Когда давление станет стабильным и статичным, убедитесь, что все три блока отображают одинаковые показания давления.
Этот процесс можно использовать для настройки системы, которая будет регистрировать, записывать и отображать в виде графиков данные датчика давления.
ПОДКЛЮЧЕНИЕ НЕСКОЛЬКИХ ДАТЧИКОВ К ОДНОМУ СЧИТЫВАЮЩЕМУ УСТРОЙСТВУ, РЕГИСТРАТОРУ, КОМПЬЮТЕРУ И Т. Д.
При измерении нескольких давлений распространенной ошибкой является попытка использовать несколько преобразователей, переключающее устройство и только один панельный измеритель, что позволяет сэкономить деньги на нескольких панельных измерителях (или любом другом приборе). Проблема в том, что каждый преобразователь имеет уникальную нулевую точку, а показания имеют только один нулевой винт. Конечным результатом является то, что общая точность увеличивается примерно до 3%, хотя каждый датчик давления имеет точность 0,5%. В большинстве случаев эта большая ошибка недопустима.
Правильный метод использования нескольких преобразователей с одним считывающим устройством заключается в использовании преобразователей со встроенными винтами регулировки нуля и диапазона, с одинаковым выходным сигналом (напряжение или ток) и с одинаковым диапазоном давления. Каждый преобразователь настраивается путем приложения известного давления, так что все они имеют одинаковый выходной сигнал. Когда все они имеют одинаковые выходы, счетчик масштабируется и можно использовать переключатель.
Рисунок 6
Другое решение для использования нескольких преобразователей с одним показанием — использование сканера вместо измерителя и переключателя. Есть много типов сканеров. Тип сканера, который работает с несколькими датчиками давления, должен иметь независимое масштабирование для каждого канала.
Некоторые сканеры, помимо независимого масштабирования для каждого канала, также предлагают независимые входы тока, напряжения или милливольта для каждого канала. Эти типы сканеров позволяют использовать датчики с разными выходами, а также с разными диапазонами давления с одним и тем же прибором.
Рис. 2. Типичная схема подключения преобразователя выходного напряжения (возбуждение и сигнал являются общими)
Рис. 1. Типичная конфигурация проводки для милливольтового выходного преобразователя
Рис. 4. Многофункциональная токовая петля 4–20 мА (панельные измерители, самописец, компьютеры и т. д.)
Требуемое минимальное напряжение = (0,20 А)(R LINE + R НАГРУЗКА) + Vs ПРЕОБРАЗОВАТЕЛЬ
Рис. 5. Несколько приборов, подключенных параллельно к преобразователю выходного напряжения
ИСПОЛЬЗОВАНИЕ МИЛЛИАМПЕРНОГО СИГНАЛА С УСТРОЙСТВОМ ВВОДА НАПРЯЖЕНИЯ
Большинство контрольно-измерительных приборов настроено на получение напряжения. Часто задаваемый вопрос заключается в том, как использовать сигнал тока с приборами, настроенными на напряжение. Это просто делается путем установки резистора на входные клеммы прибора. Номинал резистора определяется по закону Ома (V = IR). Например, установка резистора на 500 Ом преобразует 20 мА в 10 вольт (V = IR = 0,020 x 500). Это показано на рисунке 7. Единственным другим фактором является смещение нуля. Так как большинство токовых петель имеют нижний предел 4 мА, будет смещение нуля. При использовании резистора того же номинала, что и выше, 4 мА преобразуются в 2 вольта.
Рисунок 7
Р=В/И
Где: R = Размер резистора
В = Требуемое напряжение
I = ток
Пример:
Для преобразования 4–20 мА в 2–10 В
R = V/I = 10/02 = 500 Ом Резистор 500 Ом должен быть установлен между клеммами (+) и (-) на приборе
Установка трубы датчика давления
Для установки трубы датчика давления требуется профессионал с практическим опытом настройки датчиков давления. Причина выбора профессиональных услуг заключается в том, что неправильная установка может привести к утечке жидкости, которая может быть опасной как для человека, так и для машины.
Способ установки и расположение датчика давления будут зависеть от рабочей среды (жидкость, газ или пар) и ориентации трубы. Выбор между внутренним или внешним монтажом преобразователя давления также зависит от установки.
Как подключить датчик давления в токовой петле 4–20 мА
Все устройства, подключенные к токовой петле от 4 до 20 мА, соединены последовательно.
Устройства, которые обычно соединяются вместе, включают:
Датчик давления
Устройство ввода для приема сигнала от датчика давления, такого как программируемый логический контроллер (ПЛК), контроллер, панельный измерительный прибор, аналого-цифровой преобразователь (АЦП) или блок формирования сигнала (SCU)
Источник питания датчика для питания преобразователя давления, такого как программируемый блок питания, блок питания постоянного тока (PSU), трансформатор с регулируемым напряжением переменного/постоянного тока или батарея постоянного тока
Сопутствующие товары
Прецизионный датчик давления DMP331
DMD341 Компактный дифференциальный датчик давления воздуха
Датчики низкого давления
Искробезопасный датчик давления KX ATEX с сертификацией SIL2
Запросите информацию о сопутствующих продуктах для вашего применения.
A) Если устройство ввода 4–20 мА включает в себя Внутренний источник питания датчика и имеет 2 входных соединения :
Соединение Положительный (+) вход , соединение с Положительный (+) датчик давления , соединение
Соедините Отрицательный (-) вход , соединение с Отрицательным (-) датчиком давления , соединение
B) Если для входного устройства 4–20 мА требуется внешний источник питания датчика и имеется 2 входа :
Подключение плюса (+) Внешний источник питания датчика подключение к плюсу (+) датчика давления подключение
Подключение отрицательного (-) датчика давления , соединение с положительным (+) входом , соединение
Подключение Отрицательный (-) вход , подключение к Отрицательный (-) внешний источник питания датчика , подключение
C) Если входное устройство 4–20 мА включает в себя Внутренний источник питания датчика и имеет 2 входа плюс 2 соединения питания :
Подключение Положительный (+) внутренний источник питания датчика
Соедините Отрицательный (-) датчик давления , соединение с Положительным (+) входом , соединение
Подключение Отрицательный (-) вход подключение к Отрицательный (-) внутренний источник питания датчика соединение
Некоторые устройства ввода замыкают соединение отрицательного (-) входа с отрицательным (-) внутренним источником питания датчика с помощью внутренней/внешней перемычки или перемычки.
какие бывают разновидности по назначению, содержанию углерода и структуре, сколько типов различают, классификация и свойства материала на rocta
02Дек
Содержание статьи
Разновидности сталей и их особенности
О чем говорит маркировка
Обозначение с легирующими элементами
Примеры маркировки
Как расшифровать маркировку: что относится к стали
В металлургии используется очень большое количество сплавов. При этом все марки и разновидности обычному человеку запомнить и отличить практически невозможно, да и не нужно. Мы предлагаем обзор, который расширит познания потребителя и даст понимание о том, какие бывают основные виды и классы стали, их свойства по назначению и структуре, применение материала. В повседневной деятельности это знание может пригодиться для того, чтобы определить продолжительность эксплуатации металлического изделия, а также чтобы узнать, какие меры нужно предпринять, чтобы увеличить коррозионную стойкость, защитить от химических реакций, а также обновить внешнее покрытие.
При этом металлург, слесарь, токарь, резчик металла и любой специалист, занимающийся металлообработкой, обращает больше внимания на другие характеристики – это прочность, вязкость, хрупкость, температура плавления. Все это дает ему необходимые знания для того, чтобы подобрать оптимальные технологии для обработки. Проектировщики, машиностроители используют эту информацию для того, чтобы определить сферу использования стального элемента, а также решить, из какого материала нужно изготавливать металлоконструкцию для достижения определенных параметров.
Разновидности сталей и их особенности
Мы говорим о сплавах, которые имеют в составе железо (не менее 45%), углерод (от 0,1% до 2,14%) и дополнительные легирующие элементы. Более углеродистые говорят о том, что мы имеем дело с чугуном. Классификация металлов проходит по разным параметрам. Для одних важно количество наличие С, поэтому они в первую очередь подразделяются на такие, где этого элемента много и где его мало. Для других – содержание легирующих добавок, которые меняют качества материала. Поэтому различают легированные и высоколегированные – 2 вида, что и обуславливает их использование. Последние обладают повышенными характеристиками прочности. Но зачем легировать с помощью нового химэлемента? Дело в том, что при наличии углерода происходит контролируемая реакция, при которой железо приобретает уникальные свойства – увеличенную прочность, ударостойкость. Но ковкость и пластичность могут измениться в худшую сторону, и по этой причине стоит добавить новые вещества. А теперь пройдемся по наиболее распространенным классификациям и типам.
Классификация стали по содержанию углерода: виды и свойства
Это достаточно чистый сплав, в котором очень мало примесей. Основные компоненты – железо и углерод. Очень востребованный вариант, активно применяется в промышленности – от изготовления гвоздей до крыльев самолета. На данный момент категория занимает до 80% от всего производства и насчитывает до 2 тысяч марок. При этом характеристики различаются в зависимости от процентного соотношения компонентов. От этого зависит твердость, текучесть, пластичность и плотность. По количеству С различают низкоуглеродистые, среднеуглеродистые и высокоуглеродистые составы, которые, соответственно, имеют разную структуру – феррит и перлит, цементит.
Особенности:
Примесей мало, все они естественного происхождения. Одни полезные, такие как марганец и кремний, другие вредные, например, сера и фосфор.
У УС нет специализации, она направлена на общепромышленное использование.
Можно по отношению к ним применять все доступные способы металлообработки.
Легированный тип стали
Это сплавы, имеющие дополнительные компоненты. Легирующие элементы повышают основные качества материала и меняют их назначение. Меняются и физические, и химические характеристики. Все они также делятся на три группы в зависимости от процентного соотношения добавок:
низколегированные – до 4%;
среднелегированные – до 11%;
высоколегированные – от 11% и выше.
Также есть классификация по особым свойствам, которые они получают, так, например, есть жаропрочные или устойчивые к коррозии. И последнее распределение совершается по названию и пропорции тех веществ, которые включены как добавочные. Так, стали могут быть хромистые, хромоникелевые, хромомарганцевые. Приведем пример марок, у которых в составе есть легирующий элемент:
Маркировка
Добавка
Процент лег.вещества
Микропрочность, кГ/мм2
40С
Si
0,98
325
40Г2
Mn
2,23
380
40Х2
Cr
2,04
350
40H
Ni
0,84
370
40M
Mo
0,33
370
Кроме содержания, важна классификация по структуре. Посмотрим 5 структурных видов и их характеристики. Поскольку может быть разная зернистость и молекулярная связь частиц.
Аустенитная
Уровень легирования здесь очень высокий. Поэтому при застывании получается гранецентрированная кристаллическая решетка. Это позволяет сохранять материал неизменным даже при сверхнизких температурах – до -200 градусов. Основные добавки – это никель и хром. Первый позволяет увеличить пластичность, жаропрочность, а второй – устойчивость к коррозии. При процессе изменения пропорций компонентов можно получить разные свойства в преобладающем выражении.
Ферритная
Это определенная фаза кристаллизации, когда выходит определенное количество мелкодисперсного зерна. Оно позволяет предотвратить появление трещин и увеличение хрупкости при повышении температурного режима. По содержанию в сплаве должно присутствовать достаточно легирующих элементов и карбидов. Добавками могут служить ванадий, кремний. Материал активно используют в сфере металлоконструкций. Но если он достаточно дешевый, то есть риск напасть на неприятные свойства, а именно – увеличение роста зерна и на межкристаллитную коррозию (из-за хрома). К тому же следует отметить наличие магнитных характеристик.
Мартенситная
Это особенная игольчатая структура. В них, как правило, небольшой процент углерода (около 0,15%) и много хрома – до 17%. В качестве легирующих веществ могут быть добавлены никель, вольфрам, ванадий и молибден. Мартенсит (способ застывания) появляется практически всегда после закалки и является углеродистым раствором в альфа-железе. Описывая сталь, стоит говорить о тетрагональной кристаллической решетке, повышенной прочности и твердости. Это объясняется существующим внутренним напряжением. Также характерна устойчивость к щелочам, способность к закалке, низкая пластичность, но высокая жароустойчивость.
Бейнитная
Обычно данный этап кристаллизации называют промежуточным, так как он образуется как одна из стадий. Но при определенных условиях структура может сохраниться. Для этого, чтобы увеличить устойчивость к изменениям, вводят Mn, Si, Cr, Mo, B. Содержание С невысокое, потому что этот элемент делает хуже свариваемость и сопротивление хрупкому разрушению.
Перлитная
Один из наиболее распространенных структурных видов, отличается тем, что количество примесей относительно небольшое. Таким образом, они относятся к классу низколегированных или среднелегированных. Часто из материала делают инструменты и высокопрочные конструкции. Обработка резанием достаточно проста, но только после предварительного отжига или после проката. А чтобы увеличить износостойкость, хорошо помогает закалка в масле с последующим отпуском металла. Есть и минусы – жаропрочность достаточно низкая, это объясняется малым включением хрома, поэтому уже при 550 градусах и выше использование не желательно. Также кроме структуры и содержания, различают сплавы по качественному критерию. Назовем 4 основные виды сталей по качеству. Сперва представим в таблице по количеству некоторых нежелательных добавок:
Отражение в маркировке
Наименование
Включения серы, %
Фосфор, %
–
Обыкновенная
0,055 – 0,06%
0,05 – 0,07%
–
Качественная
0,035%
0,035%
А
Высококачественная
0,025%
0,025%
Ш
Особовысококачественная
0,015%
0,015%
Стандартная
Это самая недорогая разновидность – это и есть основное ее достоинство. При выверенном составе здесь могут быть лишние примеси, то есть те, что не входят в «рецепт». Такими добавками могут быть даже неметаллические вещества. В данном классе есть также подклассы. Это:
А. На маркировке не указывается, подразумевается как самая популярная. Химический список не указан, зато есть гарантии по физическим свойствам металла.
Б. Буква проставляется в начале марки. Означает, что будет перечислен подробный перечень составляющих.
В. Обе характеристики прописываются и гарантируются.
Мы не рекомендуем применять эту сталь для изготовления объектов, которые должны иметь повышенную прочность и устойчивость к нагрузкам.
Качественная
Преимущества марки очевидны. Кроме того, что примесей здесь гораздо меньше и они более урегулированы (точный процент), еще и метод выплавки более совершенный. Применяют мартены и кислородные конверты. Такой комплексный подход приводит к тому, что можно использовать материал в условиях повышенной нагрузки.
Высококачественная
Кроме того, что еще снижено количество неметаллических примесей, еще уменьшен процент содержания углерода. Выплавка происходит в электрических печах. Использование элементов из такой стали будет длительным без опаски быстрого износа или поломки от нагрузки. Но есть и особенность – стоит учесть, что вязкость будет выше, чем у представленных ранее классов.
Особовысококачественная
Использованные технологии изготовления отличаются своей современностью. Они не допускают вкрапления инородных веществ в состав, получается сплав, который можно назвать практически кристально чистым – только сотая часть процента будет, возможно, иметь фосфор или серу. Изготовление происходит в электрических тигелях с электрошлаковым переплавом. И последняя пятерка – это виды стали по назначению и особым характеристикам металла. В классификацию входят стальные составы следующих типов.
Конструкционные
Самые распространенные. Их применяют для создания металлоконструкций – машин и станков, крупных и маленьких механизмов и деталей. Все их делят на машиностроительные и арматурные, или просто строительные. Последние удобно сваривать, и при этом соединении они остаются очень прочными. Также важно, какая группа причислена марке – специальное или общее назначение. После отлива обычно обязательно проводится термообработка – закалка и отпуск или нормализация.
Инструментальные
Их используют для создания инструментов – режущие кромки по металлу, прессы и пр. Это отличные сверла, резцы и другие вещи. Сплав отличается повышенным количеством углерода – не менее 0,7%.
К характерным чертам следует отнести прочность, поскольку сталь должна быть более крепкой при механическом соприкосновении с другой. Но износостойкость может быть недостаточно высокой.
Нержавеющие
Активно применяются для товаров народного потребления – от самоваров и кухонной утвари до материалов для облицовки дома и строительства. В названии заложено основное достоинство – это сильная устойчивость к коррозии. Обычно это обеспечивается содержанием хрома или никеля.
Жаропрочные
Они устойчивы к чрезмерно высоким температурам. И могут продолжительное время подвергаться воздействию жара, при этом не разрушаясь и не деформируясь. Это позволяет делать элементы машин, самолетов, которые должны быть постоянно в работе, и нагреваться, но не изнашиваться. Для данной категории составов наиболее важным является такой показатель, как температура плавления. Если он высокий, то и использование металла в данных условиях безопасно.
Жаростойкие
Они же – окалиностойкие. Их преимущество в том, что при повышенных температурах, которые превышают 550 градусов, они не подвергаются ржавлению и другим процессам под воздействием кислорода и других газовых сред. Как этого можно добиться? Дело в том, что них находятся элементы, которые при нагреве образуют устойчивую к коррозии пленку на поверхности металла. Это может быть хром или кремний.
О чем говорит маркировка
Мы перечислили основные причины для классификации сталей – это назначение, структура, содержание компонентов. Именно по данным факторам происходит определение марки. Так, например, самый распространенный подвид – конструкционные сплавы обыкновенного качества без легирующих добавок — можно маркировать как «Ст». Потом идет цифра, которая определяет количество углерода.
Обозначение с легирующими элементами
Далее сложнее, так как вступает в игру легирующий состав. Ниже покажем таблицу – буквенное сочетание:
Литера в маркировке
Знак химэлемента
Наименование
Х
Cr
Хром
С
Si
Кремний
Т
Ti
Титан
Д
Cu
Медь
В
Wo
Вольфрам
Г
Mn
Марганец
Ф
W
Ванадий
H
Ni
Никель
K
Co
Кобальт
M
Mo
Молибден
Покажем на примере определенной марки: Первая цифра всегда указывает на количество сотых частей углерода. Затем перечисляются буквенные обозначения, которые отвечают за добавки. Если рядом с ним не стоит буква, значит этого компонента меньше, чем 1%. Сзади самая последняя буква (в примере не указана) может быть «А» или «Ш» – это высококачественная или особовысококачественная сталь, соответственно.
Примеры маркировки
Читать и понимать название марки – это базовый навык любого сотрудника металлургической промышленности. Но иногда в этом могут помочь таблицы с распространенными видами сплава. В приведенном ниже перечне указано, какие легирующие химэлементы находится в составе и что они дают:
Легирующий элемент
Обозначение
Свойства
Примеры марок
Азот (N)
А
Обработка в атмосфере азота (азотирование) приводит к образованию твёрдого раствора в феррите, нитридных соединений, что придаёт твёрдость поверхностным слоям
Ниобий (Nb)
Б
Ниобий повышает кислотостойкость
03Х16Н15М3Б
Вольфрам (W)
В
Вольфрам увеличивает твердость и красностойкость, способность сохранять при высоких температурах износостойкость. Вольфрам придает вязкость.
В18 В6М5К5
Марганец (Mn)
Г
При содержании свыше 1 процента увеличивает твердость, износоустойчивость, стойкость против ударных нагрузок. Марганец в виде ферромарганца применяется для «раскисления» стали при её плавке, т. е. для удаления из неё кислорода. Связывает серу, что также улучшает свойства. Иногда в сочетании с другими легирующими металлами, сильно упрочняет, делает её твердой и сопротивляющейся износу и ударам (резко упрочняется и становится тверже при ударах). Она используется для изготовления шаровых мельниц, землеройных и камнедробильных машин, броневых элементов и т. д.
Молибден увеличивает красностойкость, прочность, коррозионную стойкость при высоких температурах. Молибден используется для легирования, как компонент жаропрочных и коррозионную стойких сплавов.
Р6М5К5 03Х16Н15М3Б
Никель (Ni)
Н
Никель повышает прочность, пластичность, коррозионную стойкость. Введение достаточного количества никеля (Ni) в хромистую обеспечивает лучшую механическую прочность, делает сталь более стойкой к коррозии (нержавеющая) и к низким температурам.
03Х16Н15М3Б 12Х2Н4А
Фосфор (P)
П
Повышает текучесть, хрупкость
Бор (B)
Р
Увеличивает прокаливаемость, делает ее чувствительной к перегреву.
Повышает плотность, прочность, сопротивление удару, истиранию. Замедляет старение.
9Х2МФ
Хром (Cr)
Х
Повышает твердость, коррозионную стойкость. Хромистые типы по сравнению с углеродистыми обладают более высокими прочностными свойствами при некоторой меньшей пластичности в сердцевине и лучшей прочности в цементируемом слое; чувствительна к перегреву, прокаливаемость невелика. При введении легирующих элементов происходит скачкообразное повышение коррозионной стойкости. Хорошо свариваются.
ШХ15ГС 30ХГС-Ш ШХ6 03Х16Н15М3Б 40Х
Цирконий (Zr)
Ц
Легирование цирконием (до 0,8 %) повышает их механические свойства и обрабатываемость.
Алюминий (Al)
Ю
Алюминий повышает окалиностойкость Алитированием придают коррозионную и окалиную стойкость стальным и другим сплавам. Повышает жаростойкость металлосплавов на основе железа, меди, титана и некоторых других металлов. Замедляет старение.
АК7М2АК21М2
Редкоземельные металлы
Ч
Используются для связывания серы, фосфора в тугоплавкие соединения
Как расшифровать маркировку: что относится к стали
Для этого требуется, во-первых, хорошо понимать, какие вообще виды бывают. Это спасет от затруднений, например, когда не найдена какая-то ожидаемая буква с наименованием. Во-вторых, нужно помнить сокращения химических элементов, которые могут легировать, а также их русскоязычное написание, которое представлено в таблице выше. Кроме того, есть особые литеры, которые приписываются по назначению. Приведем примеры:
Ш. Обозначает материал для изготовления подшипников. Указывается в самом начале. Например, ШХ4 и ШХ15.
К. Применяют для отливки паровых котлов. Это конструкционный низколегированный стальной сплав. Буква пишется после цифрового указания углерода (20К, 22К).
Л. Может стоять в самом конце и обозначать улучшенные характеристики, предназначенные для литья.
С. Гравируется в начале. Обозначает строительный металлосплав. Затем указывают предел текучести – в цифрах. Плюс после этого применяют аббревиатуры «Т», «К» или «Д», которые говорят о термоупрочненности, устойчивости к коррозии или о большом содержании меди, соответственно.
В статье мы рассказали все про сталь, сколько различают видов и форм, на какие группы делятся, а также как правильно маркировать продукцию. Также посмотрим видео об этом:
Чтобы уточнить интересующую вас информацию и приобрести ленточнопильные станки российского производства по металлу, свяжитесь с менеджерами компании «Рокта» по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Как и из чего получают сталь
Сталь — ковкий сплав железа с углеродом и другими легирующими элементами. Ее используют для изготовления металлопроката, посуды, медицинских инструментов, механизмов и различных деталей для промышленности. Сплав почти на 99 % состоит из железа. Углерод занимает от 0,1 до 2,14 % общей массы металла. Углерод, марганец, кремний, магний, фосфор и сера изменяют физико-химические свойства стали. Количество примесей определяет способы обработки металла и сферы его применения. Производство стали занимает весомую долю черной металлургии.
Из чего делают сталь?
Сталь — одна из самых востребованных в промышленности. Железо и углерод — основные компоненты для изготовления стали. Железо отвечает за пластичность и вязкость, а углерод — за твердость и прочность.
Получают деформируемый сплав железа, который поддается механической, термической, токарной и фрезерной обработке. Литьем, прессованием, резкой, шлифовкой и сверловкой добиваются нужной формы. Стальные изделия получают с точно выверенными размерами.
Железо и углерод занимают львиную долю от общей массы, но кроме них сталь всегда содержит другие примеси. Чистота по неметаллическим включениям определяет качества стали. Оксиды, сульфиды и вредные примеси делают ее хрупкой и непластичной. Их содержание снижают очисткой или вводят дополнительные компоненты, чтобы добиться нужных физико-химических свойств.
Примеси бывают полезными и вредными. Разделение условное и означает то, что элементы улучшают химический состав стали или ухудшают его свойства. К полезным элементам относятся марганец и кремний. Сера, фосфор, кислород, азот, водород — вредные примеси в составе стали.
Как влияют полезные и вредные примеси на свойства стали?
Эффект от различных элементов в сталях:
Марганец повышает прокаливаемость металла и нейтрализует вредное воздействие серы.
Кремний улучшает прочность и способствует раскислению сплава, удаляя оксиды и сульфиды.
Сера ухудшает пластичность и вязкость. Ее большое содержание проявляется красноломкостью: во время горячей обработки металл трескается в области красного или желтого каления.
Фосфор снижает пластичность и ударную вязкость сплава. Повышенное содержание фосфора приводит к хладноломкости: при механической обработке металл трескается или разламывается на куски.
Кислород и азот разрушают структуру стали, ухудшают вязкость и пластичность.
Водород приводит к хрупкости металла.
Чтобы удалить вредные примеси и неметаллические включения, жидкую сталь рафинируют. Используют комбинированное рафинирование в печи и вне печи. К примеру, раскисление, десульфурацию, дегазацию и другое. За счет очистки структура металла становится однородной, а качество возрастает.
Почему сталь сравнивают с чугуном?
Металлы похожи составом и способом изготовления. Чугун и сталь — сплавы железа, отличающиеся по концетрации углерода. В чугуне его свыше 2,14 % от общей массы, а в стали — не больше 2,14 %. Кроме процентной доли углерода в сплаве, они различны по свойствам. Чугун жаростойкий, теплоемкий, легкий и устойчивый к коррозии. А сталь прочнее, тверже и легче поддается механической обработке.
Плюсы и минусы стали
Сталь классифицируется по химическому составу и физическим свойствам. Разным маркам металла характерны свои преимущества и недостатки.
По сравнению с другими сплавами сталь отличается:
высокой прочностью;
твердостью;
устойчивостью к ударной, статической и динамической нагрузке;
пригодностью к сварке, резке и гибке заготовок механическим или ручным способом;
многолетней износостойкостью;
доступной стоимостью.
К минусам стали относится нестойкость к коррозии, тяжелый вес и намагничивание. Чтобы изделия из стали не портились, изготавливают нержавеющие марки. Чтобы получить устойчивый к коррозии сплав, добавляют хром. Также в составе могут присутствовать никель, молибден, титан, сера, фосфор.
Способы производства
Используют три метода изготовления стали, у каждого из которых свои достоинства и недостатки.
Мартеновские печи
Применяемые печи выкладывают из хромо-магнезитового кирпича. В них плавят сырье, окисляют сплав и удаляют посторонние включения. Печи могут быть использованы для изготовления углеродистых и легированных сталей. Они нагреваются до температуры +2000оС, позволяют добавлять различные примеси.
Кислородно-конвертерный метод
Это способ, получивший звание универсального. Его используют в производстве ферромагнитных сплавов. Выплавляют сталь из жидкого чугуна и шихты. Задействуют конвертер, облицованный огнеупорными материалами. Чтобы ускорить процесс окисления, через него подают струю воздуха.
Электродуговой способ
Принцип производства заключается в выделении тепла при горении электрической дуги. Тепловой режим обеспечивает плавление сырья под температурой +6000оС. Благодаря нему получаются высококачественные сплавы. У этой группы больше остальных хорошо раскисленных сталей.
Как получают сталь?
Производство стали состоит из нескольких этапов. Нарушения технологии влияют на свойства металла.
Расплавление шихты железных руд и нагрев ванны жидкого металла
На первом этапе плавят сырье на низкой температуре. При постепенном повышении температуры окисляется железо, кремний, марганец, фосфор. Затем повышают содержание оксида кальция, чтобы удалить фосфор.
Кипение ванны металла
Повышение температуры и интенсивное окисление железа путем введения руды, окалины и кислорода. Введение добавок позволяет получить оксид железа. С ним будет взаимодействовать углерод. Образующиеся пузырьки оксида углерода приводят сплав в кипящее состояние. К пузырькам прилипают сторонние примеси, тем самым очищая состав стали. Также удаляют сульфид железа, чтобы избавиться от серы.
Раскисление стали
В этом процессе восстанавливают оксид железа, который был растворен в жидком металле. Когда плавят шихту, кислород окисляет примеси, но в готовой стали он не нужен. Кислород понижает механические свойства стали, поэтому его нужно восстановить и удалить. Раскисляют стали ферромарганцем, ферросилицием, алюминием. Попадая в сплав, раскислители образуют оксиды низкой плотности, а затем отходят в шлак.
Как классифицируют сталь?
Физико-механические свойства и химический состав определяют виды металла. Сталь делят по составу, методу получения, структуре и примесям. Углеродистые и легированные стали различают по содержанию углерода и легирующим элементам. Сплавы обычного и высокого качества делят по содержанию примесей. Инструментальные, конструкционные и специальные стали делят в зависимости от назначения.
Углеродистые стали
Углеродистая сталь содержит углерод от 0,1 до 2,14 %. Количество углерода определяет группы стали:
Низкоуглеродистые содержат меньше 0,3 % углерода.
Среднеуглеродистые — от 0,3 до 0,7 %.
Высокоуглеродистые — более 0,7 до 2,14 %.
По процентному содержанию углерода определяют структуру сплава. Сталь с 0,8 % углерода сохраняет ферритно-перлитную структуру, с повышением меняет ее на перлит и цементит. Преобразования каждой фазы отражаются на прочностных характеристиках. Также углеродистые стали разделяют на группы А, Б, В, которые в свою очередь делятся на категории и марки.
Легированные
Сталь обогащают марганцем, хромом, никелем, молибденом и другими легирующими элементами. Количество примесей считают суммарно. В зависимости от их содержания различают:
низколегированные — до 2,5 % примесей;
среднелегированные — от 2,5 до 10 %;
высоколегированные — более 10 %.
Марганцем повышают прочность и твердость материала, хромом — стойкость к ударам, жаропрочность и устойчивость к коррозии. Никель делает сталь упругим и стойким к высоким температурам.
Марки стали отличаются сложной структурой. Обязательно указывают их состав в порядке убывания. Начинают с доли углерода, а затем прописывают меньшие доли легирующих добавок.
Спокойные, полуспокойные и кипящие
Стали классифицируют по степени раскисления. Чем меньше в сплаве газов, тем равномернее его структура и чище состав. Спокойные стали содержат меньше закиси железа, а кипящие — большое количество оксидов. Пузырьки оксида углерода ухудшают прочностные и пластичные свойства металла. Спокойные стали стабильны, их используют в изделиях ответственного назначения. Полуспокойные марки — среднепрочные, их задействуют как конструкционный материал. Кипящие разрушаются, трескаются и плохо поддаются сварке, поэтому и стоят меньше. Они разрешены в простых конструкциях.
Строительные
Низколегированные сплавы обычного качества. Они обладают удовлетворительными механическими свойствами, выдерживают статические и динамические нагрузки, пригодны к сварке.
Инструментальные
Высокоуглеродистые или высоколегированные сплавы. Их используют для изготовления штампов, режущего и измерительного инструмента. Разделяют соответственно на штамповые металлы, сплавы для режущего и измерительного инструмента. Названия группы зависит от назначения сталей. К примеру, штамповую сталь используют для изготовления инструментов, которыми будут обрабатывать металлы под давлением.
Конструкционные
Стали с низким содержанием марганца. Их делят на цементируемые, высокопрочные, автоматные, шарико-подшипниковые и другие. Используют для изготовления узлов механизмов или конструкций.
Стали специального назначения
Эти сплавы относятся к конструкционным сталям. Они бывают жаропрочными, жаростойкими, кислотоупорными, криогенными, электротехническими, парамагнитными, немагнитными.
4 типа стали: чем они отличаются?
Человечество впервые научилось работать с железом около 6000 лет назад, хотя лишь несколько тысяч лет спустя этот ультрараспространенный элемент стал применяться в своей самой важной роли: производстве стали. Сталь используется в механических и электрических устройствах, тяжелом строительном оборудовании, кухонных приборах и инструментах. С таким большим разнообразием может возникнуть путаница при выборе типа для использования.
Сталь представляет собой сплав железа, что означает, что она в основном состоит из железа и в сочетании с одним или несколькими легирующими металлами для получения новых материалов с уникальными свойствами. Существует четыре основных классификации, но есть также несколько подгрупп, которые служат разным целям. Его свойства меняются в зависимости от элементов, с которыми сочетается железо, а также от методов нагревания и охлаждения металла.
Ниже мы объясняем различные виды стали и назначение каждого типа. Мы надеемся, что эта информация поможет вам принять решение о том, какой тип использовать с ясностью и уверенностью.
Какие бывают виды стали?
Сталь классифицируется по своему составу: железо сплавляется с углеродом и любым количеством других элементов для достижения определенной цели. Четыре основных типа:
Углеродистая сталь
Нержавеющая сталь
Легированная сталь
Инструментальная сталь
1. Углеродистая сталь
Вся сталь содержит углерод, но углеродистая сталь уникальна тем, что в ее составе отсутствуют другие элементы. Хотя он содержит только 2% углерода или меньше по весу, его элементарная природа делает углеродистую сталь прочным и долговечным материалом, который идеально подходит для многочисленных применений.
Углеродистую сталь иногда путают с чугуном, хотя он должен содержать менее 2% углерода. Чугун содержит от 2% до 3,5% углерода, что придает ему шероховатую текстуру и более хрупкий характер.
Несмотря на то, что углеродистая сталь состоит из легированных металлов, она не имеет классификации сплавов из-за отсутствия в ее составе других легирующих элементов. Эта простота способствует популярности углеродистой стали — на ее долю приходится около 90% всего производства стали.
Типы углеродистой стали
Ниже порога содержания углерода в 2% углеродистая сталь может быть разделена на три категории: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая. Каждый тип сохраняет присущую углероду прочность, но его полезное назначение будет меняться по мере увеличения содержания углерода.
Низкий уровень углерода : это наиболее распространенный и наименее дорогой тип. Его легко формовать из-за его высокой пластичности — его врожденной способности растягиваться под нагрузкой. Проволока, болты и трубы используют этот тип стали.
Средний углерод : Содержание углерода от 0,31% до 0,60% придает этому сорту более высокую прочность и меньшую пластичность, чем сорта с низким содержанием углерода. Средние углерода содержатся в зубчатых колесах и железнодорожных путях.
Высокое содержание углерода : самый прочный сорт содержит более 0,61% углерода и часто используется для производства кирпичных гвоздей и острых режущих инструментов, таких как лезвия для траншеекопателей. Они содержат не более 2% углерода.
Относительная адаптируемость и низкая стоимость углеродистой стали делают ее идеальным выбором для различных строительных проектов, как крупных, так и небольших.
2. Нержавеющая сталь
Этот тип широко известен своей ролью в производстве медицинского оборудования и приборов, но область его применения намного шире, чем просто газовая плита на вашей кухне. Хром — это сплав, который отличает нержавеющую сталь от других, придавая материалу характерный блеск.
Хром — это больше, чем чисто косметическое дополнение: этот элемент устойчив к окислению и продлевает срок службы металла, предотвращая его ржавчину. Как правило, нержавеющая сталь имеет содержание хрома более 10,5%, а иногда и до 30% в некоторых случаях.
Более высокое содержание хрома непосредственно приводит к более высокому блеску при полировке и более высокой коррозионной стойкости. Нержавеющая сталь отличается от хрома тем, что хром наносится гальваническим способом на другой металл для получения прочного полированного покрытия. Блеск изделий из нержавеющей стали с высоким содержанием хрома менее зеркальный из-за добавления других элементов.
Типы нержавеющей стали
Кухонные, медицинские и автомобильные изделия широко используются, но нержавеющая сталь высоко ценится и для других целей. Он сгруппирован в четыре подкатегории, каждая из которых служит своей цели.
Мартенситные сплавы : Прочность является отличительной чертой мартенситных сплавов, но они подвержены коррозии. Они образуются в процессе быстрого охлаждения, что делает их идеальными для термической обработки и используются в медицинских инструментах, столовых приборах и плоскогубцах.
Ферритные сплавы : это менее дорогие стали с низким содержанием углерода и никеля. Автомобильные приложения являются обычными конечными пунктами назначения для ферритных сплавов из-за их прочности и блеска, вызванных хромом.
Аустенитные сплавы : Аустенитные сплавы имеют более высокое содержание хрома и никеля, что повышает их коррозионную стойкость и делает их немагнитными. Они присутствуют в коммерческих кухонных приборах и популярны, потому что они долговечны и их легко чистить.
Дуплексные сплавы : Комбинация аустенитных и ферритных сплавов приводит к получению дуплексного сплава, который наследует свойства обоих сплавов и удваивает прочность. Они также пластичны и устойчивы к коррозии из-за довольно высокого содержания хрома.
Варианты из нержавеющей стали, используемые в строительной отрасли, ценятся за их коррозионную стойкость и прочность. Они хорошо подходят для различных строительных работ, а также для хранения опасных строительных материалов.
3. Легированная сталь
Тип сплава представляет собой сплав железа с одним из нескольких других элементов, каждый из которых придает конечному продукту свои уникальные свойства. Это правда, что все стали являются сплавами, но углерод и хром — это особые сплавы, названия которых связаны с типом металла, который они образуют.
Легированная сталь как группа включает широкий спектр сплавов с таким же разнообразным диапазоном свойств. В морских контейнерах используется сложный сплав, который сочетает в себе несколько элементов для получения прочного и долговечного продукта. Кремний не часто считают компонентом стали, но его магнитные свойства делают его идеальным компонентом большинства крупных машин. Алюминий универсален и используется в революционных строительных материалах, которые одновременно легкие и чрезвычайно прочные.
Некоторые элементы, которые в сочетании с железом и углеродом образуют сплавы, также встречаются в инструментальных сталях — кобальт, вольфрам и молибден, например, являются сверхтвердыми металлами, требующими ударопрочности и режущих свойств.
Типы легированной стали
Разнообразный потенциал легированной стали позволяет производить интенсивную настройку для конкретных применений. Однако, поскольку вторичные элементы, такие как углерод или хром, не всегда легко найти, некоторые сплавы имеют высокую цену.
Некоторые из наиболее распространенных сплавов включают:
Алюминий : Легкая, жаропрочная сталь, пластичная и простая в обработке, часто используется в системах горячего выхлопа и генераторах электроэнергии.
Медь : Коррозионностойкая сталь, которая очень эффективно проводит тепло, что делает ее отличным выбором для электропроводки и промышленных теплообменников.
Марганец : Чрезвычайно прочная ударопрочная сталь. Его можно найти в пуленепробиваемых шкафах, противосверлильных пластинах и высокопрочных сейфах.
Молибден : Свариваемая коррозионно-стойкая сталь, работающая под высоким давлением, что делает ее подходящей для подводного строительства или нефте- и газопроводов.
Кремний : Мягкая сталь, ковкая и сильно магнитная, создает сильные постоянные магниты, которые используются в электрических трансформаторах.
Ванадий : Ударопрочная сталь, амортизирующая и виброустойчивая, часто используемая в автомобильных деталях, таких как пружины и амортизаторы.
Благодаря своей универсальности сплавы широко используются во многих строительных проектах. Разновидности медных и алюминиевых сплавов особенно популярны из-за их малого веса и термообрабатывающих свойств.
4. Инструментальная сталь
Инструментальная сталь честна в своем деле: она используется для производства инструментов. Отпуск, процесс добавления высокой температуры, быстрого охлаждения, а затем повторного нагрева, создает инструментальную сталь, которая становится чрезвычайно твердой и жаростойкой. Они обычно используются в средах с высокими ударными нагрузками и очень абразивны.
Типы инструментальной стали
Различные типы инструментов требуют в производстве различных типов инструментальной стали. Инструментальная сталь используется по-разному, чтобы наилучшим образом удовлетворить производственные требования конкретного инструмента. Добавленные элементы будут определять, для каких конкретных приложений он подходит.
Закалка на воздухе : Высокое содержание хрома в этой стали позволяет подвергать ее воздействию высоких температур без деформации.
Водозакалка : Эта сталь во время использования подвергается закалке в воде; это самый доступный тип инструмента, который используется для изготовления обычных инструментов.
Закалка в масле : Эта сталь, закаленная в масле, исключительно устойчива к износу от скольжения и используется для производства ножей и ножниц.
Быстрорежущая сталь : Быстрорежущая сталь отличается высокой абразивностью и ударопрочностью. Он содержится в сверлах и электропилах.
Горячая обработка : Название говорит само за себя, но эта сталь выдерживает экстремальные температуры и используется в ковке и литье.
Ударопрочная : Небольшие количества углерода, кремния и молибдена упрочняют эту сталь и подходят для штампов и клепальных инструментов.
Эти типы можно дополнительно разделить по отрасли, в которой они используются, а также по твердости и ударной вязкости.
Какие бывают марки стали?
Сталь особенно сложна из-за множества ее свойств и областей применения. Были разработаны две комплексные системы оценок для точной классификации определенного типа даже в подгруппах. Эти системы стандартизированы для различных отраслей промышленности, что позволяет гарантировать целостность материала. Две системы оценок:
ASTM (Американское общество по испытаниям и материалам) : Буквенно-цифровая классификация, обозначающая общую классификацию стали и ее специфические свойства.
SAE (Общество автомобильных инженеров) : Четырехзначная числовая классификация, которая указывает тип стали и содержание углерода, а также наличие других легирующих элементов.
Вы можете найти сталь повсюду, материализованную в различных формах для удовлетворения различных потребностей. Это важный компонент многих строительных материалов, бытовой техники и даже инструментов, используемых для изготовления других инструментов. Комбинируя правильные элементы, можно получить точное соответствие стали практически для любого применения.
Железо и углерод — проверенные универсальные металлы, которые являются строительными блоками большей части того, что мы видим в современных городах, включая транспортные сети и телекоммуникационную инфраструктуру. Использование стали имеет долгую историю и будет продолжаться в далеком будущем по мере открытия новых способов комбинирования элементов.
Дополнительные источники : ThoughtCo 2 | 3 | 4 | Сталь.орг | ScienceDirect 2 | 3 | САЕ Интернэшнл | ASTM International
Связанные сообщения
Что такое сталь? — Свойства, использование | Типы сталей
Содержание
Что такое сталь?
Сталь представляет собой сплав, состоящий из железа с обычно несколькими десятыми долями процента углерода для повышения его прочности и сопротивления разрушению по сравнению с другими формами железа. Многие другие элементы могут присутствовать или добавляться. Для нержавеющих сталей, устойчивых к коррозии и окислению, обычно требуется дополнительно 11% хрома.
Из-за высокой прочности на растяжение и низкой стоимости сталь используется в зданиях, инфраструктуре, инструментах, кораблях, поездах, автомобилях, машинах, электроприборах и оружии. Железо является основным металлом стали.
В зависимости от температуры он может принимать две кристаллические формы (аллотропные формы): кубический центр тела и кубический центр лица. Взаимодействие аллотропов железа с легирующими элементами, первичным углеродом, придает стали и чугуну ряд уникальных свойств.
В чистом железе кристаллическая структура имеет относительно небольшое сопротивление атомам железа, проскальзывающим относительно друг друга, поэтому чистое железо достаточно пластично или мягко и легко формуется. В стали небольшие количества углерода, других элементов и включений в железе действуют как упрочняющие агенты, препятствующие движению дислокаций.
Когда была изобретена сталь?
Самые ранние из известных изделий из стали обнаружены в железных изделиях, раскопанных на месте археологических раскопок в Анатолии (Каман-Калехойюк), им почти 4000 лет, они датируются 1800 годом до нашей эры. Гораций идентифицирует стальное оружие, такое как фальката на Пиренейском полуострове, в то время как норическая сталь использовалась римскими военными.
Является ли сталь металлом?
Поскольку сталь представляет собой сплав, она не является чистым элементом и, как следствие, фактически не является металлом. На самом деле это вариант металла. Хотя сталь состоит из железа, которое является металлом, неметаллический углерод в ее химическом составе означает, что это не чистый металл, поэтому его нельзя классифицировать как таковой.
Итак, вот оно. Сталь не является металлом .
Состав стали
Сталь представляет собой сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали.
Сталь представляет собой сплав железа и углерода, содержащий менее 2% углерода и 1% марганца, а также небольшое количество кремния, фосфора, серы и кислорода. Сталь — самый важный в мире инженерный и строительный материал.
Он используется во всех аспектах нашей жизни; в автомобилях и строительных изделиях, холодильниках и стиральных машинах, грузовых кораблях и хирургических скальпелях.
Свойства стали
Сталь обладает рядом свойств, включая твердость, ударную вязкость, предел прочности при растяжении, предел текучести, удлинение, усталостную прочность, коррозию, пластичность, ковкость и ползучесть.
Наиболее важными свойствами износостойкой и износостойкой стали являются:
ТВЕРДОСТЬ — это способность материала противостоять трению и истиранию. Стоит отметить, что, хотя в разговорном языке это может означать то же самое, что прочность и ударная вязкость, это сильно отличается от прочности и ударной вязкости в контексте свойств металла.
ПРОЧНОСТЬ трудно определить, но обычно это способность поглощать энергию без разрушения или разрыва. Он также определяется как сопротивление материала разрушению при напряжении. Обычно измеряется в фут-фунтах. на кв. дюйм или джоулей на кв. сантиметр. Важно отличать это от твердости, так как материал, который сильно деформируется, не разрушаясь, может считаться чрезвычайно прочным, но не твердым.
УРОЖАЙ Прочность – это измерение силы, необходимой для начала деформации материала (т. е. изгиба или коробления).
РАСТЯЖЕНИЕ Прочность – это измерение силы, необходимой для разрыва материала.
УДЛИНЕНИЕ (или пластичность) — это «Степень», до которой материал может быть растянут или сжат до того, как он порвется. Он выражается в процентах от испытываемой длины и находится между пределом прочности при растяжении и пределом текучести (т. е. какой процент изгиба материала перед разрывом).
Основные физические свойства стали
Сталь имеет плотность 7850 кг/м3, что в 7,85 раз больше плотности воды. Его температура плавления 1510 C выше, чем у большинства металлов. Для сравнения, температура плавления бронзы составляет 1040°С, меди — 1083°С, чугуна — 1300°С и никеля — 1453°С. Однако вольфрам плавится при обжигающей температуре 3410°С, что неудивительно. так как этот элемент используется в нитях накала лампочки.
Коэффициент линейного расширения стали при 20°С, в мкм на метр на градус Цельсия, составляет 11,1, что делает ее более устойчивой к изменению размера при изменении температуры, чем, например, медь (16,7), олово (21,4) и свинец (29.1).
Из чего сделана сталь?
Сталь изготавливается из сплава железа с углеродом, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун).
Железо, основной элемент стали, является одним из самых распространенных элементов в земной коре. Все стальные сплавы состоят в основном из железа и 0,002–2,1 % углерода по весу. В этом диапазоне углеродные связи с железом создают прочную молекулярную структуру. Полученная решетчатая микроструктура помогает достичь определенных свойств материала, таких как прочность на растяжение и твердость, на которые мы рассчитываем в стали.
Хотя вся сталь состоит из железа и углерода, разные типы стали содержат разное процентное содержание каждого элемента. Сталь также может включать другие элементы, такие как никель, молибден, марганец, титан, бор, кобальт или ванадий. Добавление различных элементов в «рецепт» стального сплава влияет на свойства материала. Способ изготовления и обработки стали еще больше увеличивает эти возможности.
Одна известная группа стальных сплавов содержит хром. Все такие сплавы обычно известны как нержавеющая сталь.
Что такое температура плавления стали?
Температура плавления стали находится в диапазоне 2500-2800°F или 1371-1540°C. Почему диапазон? Почему не просто одна точка на термометре? В отличие от чистого металла, такого как железо, сталь представляет собой сплав.
Это зависит от сплава стали, о котором вы говорите. В наши дни термин «сплав» почти всегда используется неправильно, особенно среди велосипедистов. Они используют этот термин для обозначения алюминия. На самом деле термин «сплав» означает смесь металлов, любых металлов. Почти все металлы, используемые сегодня, представляют собой смесь и, следовательно, сплав.
В состав большинства сталей добавляются другие металлы для улучшения их свойств, таких как прочность, коррозионная стойкость или простота изготовления. Сталь — это всего лишь элемент железа, который был обработан для контроля количества углерода. Железо из-под земли плавится при температуре около 1510 градусов по Цельсию (2750 градусов по Фаренгейту). Сталь часто плавится при температуре около 1370°C (2500°F).
Какова температура плавления углеродистой стали?
Температура плавления стали находится в диапазоне 2500-2800°F или 1371-1540°C. Почему диапазон? Почему не просто одна точка на термометре?
В отличие от чистого металла, такого как железо, сталь представляет собой сплав. Чистые металлы имеют точную температуру, которая является их точкой плавления. Однако сплавы включают несколько элементов с разными температурами плавления. Следовательно, сплавы не плавятся и не замерзают при фиксированной температуре.
Сталь представляет собой сплав железа и углерода. Нержавеющая сталь также включает в свой сплав хром и, как правило, никель и другие элементы. Добавление каждого нового элемента снижает общую температуру плавления. Это называется депрессией точки плавления.
Какова температура плавления нержавеющей стали?
Температура плавления нержавеющей стали находится в диапазоне от 2550 до 2790°F или от 1400 до 1530°C.
Температура плавления определенного типа нержавеющей стали зависит от ее точного химического состава. Каждый элемент вносит в уравнение свою точку плавления. Основными элементами, из которых состоит нержавеющая сталь, являются железо, хром и никель.
Чистое железо имеет фиксированную температуру плавления 1535°C, хром 1890°C и никель 1453°C. Сравните эти цифры с диапазоном 1400-1530°C для нержавеющей стали.
Каждый сорт нержавеющей стали имеет немного отличающийся состав элементов. Следовательно, точная температура плавления варьируется в зависимости от марки.
Как изменяется температура плавления разных марок?
Нержавеющая сталь бывает пяти семейств и более 150 марок. Однако обычно используются только 15 из этих классов.
Двумя наиболее популярными марками нержавеющей стали являются 304 и 316. Обе марки относятся к семейству аустенитных нержавеющих сталей, которое включает около двух третей производимой нержавеющей стали. Аустенитная нержавеющая сталь имеет гранецентрированную кубическую кристаллическую структуру, которая остается постоянной при всех температурах от криогенной до точки плавления.
Температура плавления нержавеющей стали может варьироваться от 1375°C для стали марки 316 до 1510°C для стали марки 430. Наиболее распространенная марка 304 имеет температуру плавления 1400-1450°C.
Different
Types of Steel
The Four Main Types of Steel:
Carbon Steel
Alloy Steel
Stainless Steel
Tool Steel
1.
Carbon Steel
Carbon steel looks тусклый, матовый и, как известно, подвержен коррозии. В целом, у этого типа есть три подтипа: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая сталь, при этом низкоуглеродистая сталь содержит около 0,30% углерода, средняя — 0,60% и высокоуглеродистая — 1,5%.
Само название на самом деле происходит от факта, что они содержат очень небольшое количество других легирующих элементов. Они исключительно прочны, поэтому их часто используют для изготовления таких вещей, как ножи, провода высокого напряжения, автомобильные детали и другие подобные предметы.
Сталь, содержащая до 2% углерода
Сталь, которая не содержит какого-либо стандартного количества элементов, которые классифицировали бы ее как «легированную сталь» (например, кобальт, никель, вольфрам, молибден, титан, цирконий, ванадий, хром и др.)
Вы также можете заметить, что термин «углеродистая сталь» применяется к сталям с содержанием меди менее 0,4% или сталям с определенным содержанием магния по отношению к меди, хотя эти определения оспариваются в разных отраслях. Для целей этого мы говорим о первых двух определениях.
Типы углеродистой стали
Существует три классификации углеродистой стали: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая
Низкоуглеродистая сталь. Низкоуглеродистая сталь (или «мягкая углеродистая сталь» или «простая углеродистая сталь») относится к углеродистой стали с содержанием углерода до 0,30%. Это, безусловно, самый распространенный тип стали на рынке металлов. Для этого есть несколько причин. Во-первых, низкоуглеродистая сталь относительно недорогая. Кроме того, поскольку содержание углерода ниже, чем в стали со средним и высоким содержанием углерода, низкоуглеродистая сталь легко формуется и идеально подходит для применений, где прочность на растяжение не является первостепенной задачей, например, для конструкционных балок.
Среднеуглеродистая сталь. Среднеуглеродистая сталь относится к углеродистым сталям с содержанием углерода от 0,31% до 0,60% и содержанием магния от 0,31% до 1,60%. Одним из самых больших преимуществ среднеуглеродистой стали является ее прочность. Однако это сопряжено с некоторыми компромиссами. Среднеуглеродистая сталь имеет низкую пластичность и ударную вязкость, что затрудняет формование и сварку.
Высокоуглеродистая сталь. Высокоуглеродистая сталь относится к углеродистой стали с содержанием углерода от 0,61% до 1,50% и от 0,31% до 0,9%.0 магния. Когда дело доходит до твердости и ударной вязкости, предпочтение отдается высокоуглеродистой стали. Однако это происходит на компромиссе. Очень трудно сваривать, резать или формовать высокоуглеродистую сталь.
2.
Легированная сталь
Следующим типом стали является легированная сталь, которая изготавливается путем комбинирования углеродистой стали с различными легирующими элементами для придания каждой стали уникальных свойств. Существует невероятно широкий спектр легированных сталей, но некоторые из наиболее распространенных включают хром, кобальт, молибден, никель, вольфрам, ванадий.
Благодаря невероятному разнообразию легированных сталей вы можете создавать стали практически со всеми возможными свойствами, используя легированные элементы. При этом некоторые из этих сталей относительно дороги.
Они, как правило, более устойчивы к коррозии и предпочтительны для некоторых деталей автомобилей, трубопроводов, корпусов кораблей и механических изделий. Для этого прочность зависит от концентрации элементов, которые в нем содержатся.
3.
Инструментальная сталь
Инструментальная сталь известна своей твердостью, жаростойкостью и устойчивостью к истиранию. Название происходит от того факта, что они очень часто используются для изготовления металлических инструментов, таких как молотки.
Это стали, используемые для изготовления инструментов, таких как сверление. Инструментальные стали, обычно состоящие из молибдена, ванадия, вольфрама и кобальта, являются жаростойкими, долговечными и прочными.
Существует 6 сортов инструментальной стали:
воздух-хардинг
Горбание с водой
D-тип
Горячие работы
Шоковые типы
Стали
4444 4.
.
И последнее, но не менее важное: нержавеющие стали, вероятно, являются наиболее известным типом на рынке. Этот тип блестящий и обычно содержит от 10 до 20% хрома, который является их основным легирующим элементом.
Эта комбинация позволяет стали быть устойчивой к коррозии и легко формовать различные формы. Из-за простоты обращения, гибкости и качества нержавеющую сталь можно найти в хирургическом оборудовании, домашнем применении, изделиях из серебра и даже в качестве внешней облицовки коммерческих / промышленных зданий.
ДОПОЛНИТЕЛЬНО: Что такое нержавеющая сталь?
Использование стали
Железо и сталь широко используются в строительстве дорог, железных дорог, другой инфраструктуры, приборов и зданий. Большинство крупных современных сооружений, таких как стадионы и небоскребы, мосты и аэропорты, поддерживаются стальным каркасом. Даже те, у кого есть бетонная конструкция, используют сталь для армирования.
Некоторые Использование стали приведено ниже:
Сталь является экологически чистой и устойчивой. Обладает большой износостойкостью.
По сравнению с другими материалами, сталь требует меньше энергии для производства легкой стальной конструкции.
Сталь — это самый перерабатываемый материал в мире, который очень легко перерабатывается. Его уникальные магнитные свойства делают его легко извлекаемым из потока материалом для повторного использования.
Сталь может иметь различные формы. Он дает лучшую форму и кромку, чем железо, которое используется для изготовления оружия.
Конструкционные стали используются в общем машиностроении и производстве.
Сталь широко используется в автомобильной промышленности. В кузове, дверях, двигателе, подвеске и салоне автомобиля используются различные виды стали. В среднем 50% автомобиля сделано из стали.
Сталь снижает выбросы CO2.
Все виды энергетического сектора нуждаются в стали для инфраструктуры и добычи ресурсов.
Нержавеющие стали используются для изготовления морских платформ и трубопроводов.
Стали используются для упаковки и защиты товаров от воздействия воды, воздуха и света.
Большинство бытовых приборов, таких как холодильник, телевизор, духовка, раковина и т. д., изготовлены из стали.
Стали используются для производства промышленных товаров, таких как сельскохозяйственные машины и машины.
Нержавеющая сталь используется в качестве материала столовых приборов.
Благодаря легкости сварки и привлекательной отделке сталь стала заметным элементом современной архитектуры.
Нержавеющая сталь создает гигиеничную среду. Вот почему он используется для хирургических имплантатов.
Сталь имеет более широкий диапазон температур, который используется для изготовления больших листов.
В возобновляемых источниках энергии, таких как солнечная, гидро- и ветровая энергия, используются компоненты из нержавеющей стали.
Мягкая сталь используется для строительства зданий. Это также очень популярный строительный каркасный материал.
Часто задаваемые вопросы.
Что такое сталь?
Сталь представляет собой сплав железа с обычно несколькими процентами углерода для повышения его прочности и сопротивления разрушению по сравнению с железом. Многие другие элементы могут присутствовать или добавляться. Для нержавеющих сталей, устойчивых к коррозии и окислению, обычно требуется дополнительно 11% хрома.
Из чего сделана сталь?
Сталь, сплав железа и углерода, в котором содержание углерода составляет до 2 процентов (при более высоком содержании углерода материал определяется как чугун).
Какая температура плавления стали?
Температура плавления стали находится в диапазоне 2500-2800°F или 1371-1540°C. Почему диапазон? Почему не просто одна точка на термометре? В отличие от чистого металла, такого как железо, сталь представляет собой сплав.
Что такое состав стали?
Сталь представляет собой сплав железа и углерода, содержащий менее 2 % углерода и 1 % марганца, а также небольшое количество кремния, фосфора, серы и кислорода. Сталь — самый важный в мире инженерный и строительный материал.
Каковы свойства стали?
Сталь обладает рядом свойств, в том числе: твердость, ударная вязкость, предел прочности при растяжении, предел текучести, удлинение, усталостная прочность, коррозия, пластичность, ковкость и ползучесть .
Какие бывают виды стали?
Четыре основных типа стали: 1. Углеродистая сталь. Углеродистая сталь выглядит тусклой, матовой и, как известно, подвержена коррозии. 2. Легированная сталь. Далее следует легированная сталь, представляющая собой смесь нескольких различных металлов, таких как никель, медь и алюминий. 3. Инструментальная сталь. 4. Нержавеющая сталь.
Для чего используется сталь?
Сталь — самый важный инженерный и строительный материал в мире. Он используется во всех аспектах нашей жизни; в автомобилях и строительных изделиях, холодильниках и стиральных машинах, грузовых кораблях и хирургических скальпелях. Его можно перерабатывать снова и снова без потери свойств.
Является ли сталь металлом?
Поскольку сталь представляет собой сплав, она не является чистым элементом и, как следствие, фактически не является металлом. На самом деле это вариант металла. Хотя сталь состоит из железа, которое является металлом, неметаллический углерод в ее химическом составе означает, что это не чистый металл, поэтому его нельзя классифицировать как таковой.
Если следовать рекомендациям и пользоваться соответствующим инструментом, вы справитесь с задачей довольно оперативно и эффективно. Рекомендации опытных строителей точно описывают порядок действий, поэтому запутаться в этапах не сложно. Самым легким действием будет покупка специального сверла по стеклу или керамике. Оно может быть перьевым или трубчатым. Перьевое сверло на наконечнике отличается твердосплавной насадкой, которая напоминает копье. Достоинство такого сверла в цене. Трубчатое же сверло работает при помощи алмазной крошки, поэтому справляется с самыми твердыми материалами.
1. Инструменты для работы
Чтобы правильно сделать отверстие в стене, не деформировав ее, нужно выбрать подходящие инструменты. У вас должны быть под рукой:
Если нужно сделать отверстие в кафеле на стене большого диаметра, часто применяется сверло-балеринка.
Также используют круглые сверла с резцами, которые при помощи шестигранника устанавливают на одинаковом расстоянии от центра. Резцы же передвигаются на разное расстояние, поэтому вы легко сделаете отверстие нужного размера. Обозначьте требуемые параметры и, крепко прижимая плитку, сверлите при низких скоростях. Цена такого инструмента невысокая, приобрести его можно в любом строительном магазине.
Важно! Необходимо работать со сверлом-балеринкой на маленькой скорости, плотно придерживая кафель, чтобы возможные осколки из-под сверла не задели вас. На момент сверления старайтесь не дергать работающим инструментом, можно применять особый штатив для укрепления положения.
2. Как правильно просверлить плитку?
Процесс сверления кафеля обладает своими особенностями, маленькими секретами, знание которых упрощает задачу и позволяет дать исчерпывающий ответ. Нельзя делать отверстие по краям плитки и в местах пересечения. На момент сверления при периодическом выключении дрели нужно регулярно опускать сверло в воду, таким образом, инструмент не перегреется. Если вдруг на прилавке не оказалось требуемого сверла, можно использовать бур. Если необходимо сделать отверстие на маленькой скорости, применяется сверло по стали.
3. Как работать?
Способ сверления применяется для получения маленького отверстия. Перед этим необходимо сначала постучать по плитке: если звук глухой, можно смело начинать процесс, в других ситуациях — кафель может деформироваться. Необходимо заранее определить, где должно быть отверстие, и сделать пометку. Следите за тем, чтобы сверло не соскальзывало с гладкой поверхности. Решить эту задачу можно несколькими методами:
В центре отверстия нужно оббить немного эмаль с помощью дрели на низких скоростях
Место сверления нужно заклеить скотчем, чтобы удержать сверло на нужном уровне
Если вы не видите метку через ленту, тогда пометьте обозначение на ней. Иногда применяется кондуктор против скольжения — массивная доска из дерева или стали с отверстиями разных размеров. Он прикладывается к плитке в требуемом месте, прижимается или сверлится через отверстие
Перед сверлением кафеля нужно убедиться в том, что ударная опция отключена на инструменте
Затем начинайте медленно процесс сверления
Постепенно скорость необходимо увеличивать
Советуем сразу устранять появившуюся пыль пылесосом. Лучше, если вам будет помогать второй человек. Как только вы дойдете до основы плитки, сверло нужно поменять в соответствии с материалом и просверлить до необходимой глубины. Если нужно сделать отверстие в неприклеенном кафеле, сначала убедитесь, что он лежит на ровной основе
Кафель является востребованным материалом для отделки комнат, и необходимо знать способы его обработки, так как установка мебели неизбежна.
Существует еще один метод, как сделать отверстие в плитке большого размера. Но применять его нужно в том случае, если вы не успели положить плитку. Для этого плитку необходимо опустить в воду, затем указать параметры круга и просверлить дырку по нему. После этого центр круга убирается, вы получаете необходимое отверстие. Неровные края обрабатываются при помощи напильника. Отверстие в плитке может просверлить каждый человек — достаточно следовать рекомендациям специалистов. Нужно подобрать подходящее сверло, на момент работы не уводить в сторону и регулярно обрабатывать поверхность плитки водой.
Популярные товары:
Kerama Marazzi
Россия
Плитка Аккорд белый грань 8,5х28,5
Артикул 9010
Формат, см 28×8
1 471 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Бланше белый грань 9,9х20
Артикул 19040
Формат, см 20×9
1 234 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Буранелли белый 20х23,1
Артикул 24001
Формат, см 23×20
1 163 ₽
Смотреть
Kerama Marazzi
Россия
Керамогранит Гран Пале белый 50,2х50,2
Артикул SG457100R
Формат, см 50×50
1 505 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Гран Пале белый 25х40
Артикул 6343
Формат, см 40×25
980 ₽
Смотреть
Kerama Marazzi
Россия
Керамогранит Буранелли белый 20х23,1
Артикул SG23000N
Формат, см 23×20
1 383 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Баккара беж 20х30
Артикул 8290
Формат, см 30×20
764 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Аккорд беж светлый грань 8,5х28,5
Артикул 9011
Формат, см 28×8
1 471 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Граньяно белый 7,4х15
Артикул 16000
Формат, см 15×7
1 719 ₽
Смотреть
Kerama Marazzi
Россия
Плитка Авеллино белый 15х15
Артикул 17006
Формат, см 15×15
1 462 ₽
Смотреть
4.
Как просверлить отверстие под дюбель?
Этапы сверления отверстия под стержень:
Место, где будет отверстие, заклейте изолентой и обозначьте маркером
Подберите необходимое сверло
Работать необходимо на низких скоростях
После сверления замените сверло на простое для бетона
Важно! Чтобы получилось отверстие требуемой глубины, используйте особый ограничитель или заклейте сверло изолентой. Просверлите отверстие до конца, продуйте его от пыли. Вставьте дюбель, при этом он должен попасть в плитку на 1-2 мм. Такой способ позволяет просверлить отверстие до 14 мм.
Если вы внимательно прочитали рекомендации, то сможете сделать отверстие в плитке правильно и без последствий. Крайне важно правильно подобрать рабочий инструмент.
Как просверлить отверстие в керамической плитке?
Ремонт
Дата публикации 25.02.2022
Во время выполнения ремонта помещений с укладкой кафеля всегда возникает вопрос, как просверлить кафельную плитку, чтобы она не раскололась. Это извечная проблема, часто заканчивающаяся уничтожением элемента отделки и увеличением затрат. Рассмотрим в этой статье основные методы выполнения этой операции, узнаем, как держать дрель и какое лучше выбрать сверло.
Как просверлить отверстие в керамической плитке
Керамическая плитка всегда выглядит красиво и стильно, если материал выбран по моде и укладка выполнена профессионалом, но при работе с ней есть немало трудностей. В частности, обычным сверлом по металлу или даже буром по камню проделать отверстие в ней крайне сложно. Некоторые виды облицовки и вовсе не поддадутся и на миллиметр. Нужно правильно выбирать сверла и применять верные шаги во время реализации этой задачи.
На вопрос, как просверлить отверстие в керамической плитке, есть несколько ответов. Рассмотрим поподробнее некоторые из них далее в этой статье.
Способы сверления керамической плитки
Для исключения повреждения новенькой плитки, сначала нужно изучить тип используемого материала. В строительных магазинах продается как минимум 3 вида облицовки для стен и пола: керамическая, керамогранитная, гранитная.
Необходимо учитывать не только вид материала, из которого изготовлен облицовка. Также обратите внимание на тип покрытия. Стекловидная глазурь легче раскалывается и отслаивается по краям реза, но матовая не такая яркая и не везде может быть применена. Глазурь также бывает различной, поэтому не стоит бояться такого типа покрытия. Керамогранитная плитка прочнее обычного кафеля, поэтому для изготовления отверстия потребуются специальные приспособления и инструменты.
Мастера применяют следующие способы сверления кафеля и прочих облицовочных материалов:
при помощи трубчатых сверл;
пером с алмазным копьевидным наконечником;
балериной, представляет собой сверло-бур по центру и резец;
сверлами с твердосплавными напайками.
Особо твердые материалы, такие как керамогранит, нужно сверлить с охлаждающей жидкостью, потому что при интенсивном трении образуется много тепла и оснастка может быстро выйти из строя. Вода обеспечить необходимое теплоотведение и эффективность работы.
Сверла по кафелю
Если в качестве облицовочного материала вы выбрали кафель, то для работы с ним существуют разные сверла. Материал представляет собой обожженную глину, которая отличается пористостью. Этот факт делает его более мягким, поэтому отверстие проще просверлить и для этой работы можно применить много видов оснастки. Для изготовления пустот в кафеле можно использовать любое из перечисленных сверл, но подход должен быть немного разным:
Как сверлить кафельную плитку аккуратно, чтобы по краям отверстия не было сколов? Существует такая методика – перед началом работы дрелью или иным инструментом, наклейте на поверхность керамики клейкую ленту. Она обеспечит удержание слоев глазури и не даст им отколоться, когда сверло будет проникать вглубь структуры материала. Данная технология пригодиться, если вы выберите для работы бур с твердосплавной напайкой. Если будете использовать бур с напайкой, то это должен быть малый диаметр, так как при больших обязательно произойдет раскалывание материала.
Важно! Мастера не советуют применять такой метод, но если в наличии есть только такие сверла, то можно, но небольшого диаметра до 5-6 мм и обязательно наклейте ленту, чтобы не было сколов.
Керамику можно достаточно легко просверлить пером. Это специальное сверло с напайкой в виде пера, которое представляет собой твердый сплав с алмазным напылением. Его каплевидная форма обеспечивает плавное внедрение в структуру керамики со снятием минимального слоя при каждом обороте оснастки. Также она отлично сверлится трубчатыми сверлами, но из-за тонкой стенки трубки его следует охлаждать в процессе работы, периодически поливая водой. Особенность применения этого инструмента заключается в том, что начинать следует под углом для внедрения в камень.
Сверла по бетону
Если плитка изготовлена из бетона, то особо выбирать не приходится. Проделать отверстие в таком материале немного проще и можно использовать более доступные инструменты – буры с твердосплавными напайками. Они представляют собой обычное сверло с заглаженной режущей кромкой по всей спиральному телу, но на самом кончике имеется специальная вставка из твердосплавного металла.
Применяют также несколько методов сверления, но прежде всего для этих целей лучше применять перфоратор. Это специально предназначенный инструмент для работы с такими материалами. Ударные движения обеспечивают более эффективное проникновение оснастки в структуру. Если бетон мягкий, марка М100, М150, М200 и даже М300, то можно работать без охлаждения. Если искусственный камень тверже М300, то для продления срока службы приспособления в зону сверления необходимо подавать охлаждающую жидкость.
Коронки по кафелю
Не знаете, как просверлить керамическую плитку, чтобы получилось большое отверстие для монтажа сантехники или иного оборудования, то сделать это можно при помощи так называемых коронок. Ни представляют собой трубчатые сверла большого диаметра. В продаже есть инструмент этого типа с размерами от 4-6 мм до 100 и более. Этот тип оснастки различается по конфигурации, размерам и форме режущей кромки. Для обработки кафеля и керамогранита лучше использовать алмазные кольцевые коронки.
Круговые сверла (балерины)
Не знаете, как сверлить кафель с получением отверстия большого диаметра, от 50 мм? Можно воспользоваться балериной или круговой коронкой. Она представляет собой резец с твердосплавной режущей частью, который вращается на кронштейне вокруг центрального сверла-бура. Как правило, диаметр осевой оснастки составляет 4-5 мм. Для работы с таким приспособлением требуется мощный и надежный инструмент со стойкостью к ударным нагрузкам – перфоратор, но включать его нужно в режиме сверления.
Советы как облегчить сверление
Существует несколько удобных приемом или лайфхаков, с помощью которых ответ на вопрос, как просверлить отверстие в кафельной плитке аккуратно и без сколов, становится очевидным. Вот несколько из них:
Чтобы сверление было чистым любым инструментом, не надавливайте на него. Подавайте его медленно, пусть внедряется в структуру материала постепенно и под своим собственным весом.
Выполняйте сверление любых отверстий в кафеле или керамограните с охлаждением водой. Это исключить образование пыли и обеспечит охлаждение режущей кромки сверл. Они прослужат дольше.
Чтобы плитка не раскололась, подкладывайте под нее ровную дощечку и не надавливайте на инструмент.
Подготовка поверхности под сверление
Перед тем, как просверлить отверстие в плитке, поверхность нужно правильно подготовить. Эта работа заключается в очистке ее от посторонних загрязнений и укладке на прочную поверхность, на которую можно было бы опереться. Чтобы не было сколов на видимой стороне плитки, оклейте ее клейкой лентой. Вам не должно ничего мешать, так как любые неудобства приведут к порче облицовочного материала. Обязательно выберите удобную позу, чтобы работать и прикладывать к инструменту контролируемую нагрузку. Чтобы отверстие было идеально круглым на стене с плиткой, используйте поддержку. Это специальное приспособление с вакуумной присоской и металлическим держателем в виде ласточкина хвоста. Аксессуар устанавливается в нужное место и при работе в уголок упирается оснастка, благодаря чему оно никуда не едет и не ускользает.
Сверление на малых оборотах
Как сверлить керамическую плитку на малых оборотах, если обычно используют высокие? На самом деле скорость вращения оснастки выбирают на месте в зависимости от ситуации. Одновременно в область резания подают жидкость для охлаждения инструмента, в качестве которой выступает обычная вода. Скорость вращения сверла обычно средняя, а по завершению прохода лучше снижать еще ниже, так как последний тонкий фрагмент материала вероятно поднимет и заломает.
Охлаждение режущего инструмента
Охлаждение выступает важным этапом проведения сверления отверстий в керамограните, в бетоне и вообще в любом другом материале. Они имеют минеральное происхождение, поэтому оснастка быстро изнашивается. Подача воды остужает сверло, не давая ему перегреваться. Особенно это важно на высоких оборотах, так как нагрев из-за трения особенно выражен. Существуют специальные агрегаты для работы с охлаждением, а можно периодически подливать воду непосредственно при сверлении.
Ошибки при сверлении плитки
Во время выполнения сверления керамической плитки многие новички допускают ошибки. Вот самые частые из них:
Большая сила удара инструмента. Не используйте такие режимы при работе с керамической плиткой, кафелем и керамогранитом. Это приведет к их раскалыванию на части.
Сверление в стыках. Между элементами облицовки стен должен оставаться свободным, потому что через него выветривается влага и просто он придает эстетичности отделки. Выполнять отверстия следует в середине или на расстоянии от 2 см от края плитки. Так она не расколется и не нарушатся физические процессы. Плюс ко всему, исключен фактор выталкивания кафеля, так как крепеж будет создавать распирающие нагрузки.
Неправильное сверло. Если вам нужно просверлить отверстие от 6 мм, а плитка имеет глянцевую глазурь, то делать это лучше трубчатым сверлом или коронкой с тонкой стенок. До этого диаметра можно использовать перо. Бур применим только в крайнем случае и только в местах, где не будет заметно крепление.
Высокие обороты. Работа на больших скоростях ошибочна. Крайне не рекомендуется так делать, потому что сильно нагревается инструмент и наступает его износ. Также в конце пути часто происходит залом и плитка раскалывается надвое.
Также не забывайте охлаждать оснастку. Это одна из самых распространенных ошибок. Нужно это делать не только для продления срока службы сверл, но и для обеспечения их эффективности. Холодный металл тверже, поэтому резать он будет лучше и чище. Помните, любая спешка в этом деле приведет к порче материала и дополнительным затратам.
7 простых шагов для сверления плитки
Вы лучше знаете , как идеально просверлить плитку , даже если вы думаете, что завершили еще один успешный проект по укладке плитки. Дизайн изысканный, плитка идеально нарезана, все ровно ложится. Это настоящее произведение искусства. Но ваша работа еще не готова. Теперь наступает часть, которая потенциально может испортить всю вашу тяжелую работу: сверление отверстия в плитке для установки акцентов. Один промах или неловкое движение, и вы получите одну треснутую, уродливую плитку.
Но никакого давления.
Прежде чем набраться смелости и начать пробивать гладкую поверхность, убедитесь, что вы умеете сверлить плитку. Это может показаться довольно простой работой, особенно если вы занимаетесь своими руками и не очень хорошо знакомы с различными типами плитки и их характеристиками. Но, даже если вы профессиональный укладчик, малейшая ошибка может испортить плитку.
К счастью для вас, у нас есть много советов в рукаве, которые научат вас, как просверливать плитку, не ломая ее. Имейте в виду, однако, что эти шаги не гарантируют, что ваша плитка не треснет. Однако они значительно сведут к минимуму эту возможность.
Без лишних слов, вот как правильно сверлить плитку.
Шаг 1: Знайте y наш t iles
Одна из первых вещей, на которую нужно обратить внимание, если вы хотите научиться сверлить плитку, это тип плитки. работаю с. Если вы знаете характеристики материала , который вы пытаетесь просверлить, то вы лучше поймете масштаб стоящей перед вами задачи.
Рамка из различных образцов декоративной плитки.
Фарфоровую плитку, например, труднее просверлить, чем керамическую, поскольку она очень плотная. В результате сверление керамогранита потребует больше работы и подготовки, чем резка других типов плитки. Вам также понадобится специальное сверло, которое может проникнуть в твердую поверхность керамогранита. То же самое касается сверления каменной плитки.
Теперь, когда вы знаете, с чем вам предстоит столкнуться, давайте рассмотрим инструменты, которые вам понадобятся для сверление плитки .
Шаг 2: Make S URE Y OU H AVE R D B 92559259259255925555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555 925599255555555555555555555555555555555555555555555555555555900 материал, который вы пытаетесь просверлить, никогда не используйте старое и изношенное сверло для плитки. Мало того, что они не так эффективны, как новые, но шансы повредить поверхность плитки резко возрастают, если сверло не работает с оптимальной производительностью.
Также не используйте для этой задачи обычные сверла — они недостаточно прочны, чтобы проникнуть в твердую поверхность плитки. Вместо этого вы должны выбрать либо сверла с алмазными наконечниками, либо сверла по камню с твердосплавными наконечниками. Первый вариант, хотя и немного дороже, чрезвычайно прочен и может просверливать даже самые твердые поверхности плитки, такие как фарфор. Более того, они не так легко перегорают, как биты по каменной кладке.
Сверла по камню с твердосплавными наконечниками, с другой стороны, вероятно, являются наиболее распространенным типом сверл для сверления плитки. Однако, несмотря на то, что сверла этого типа подходят для работы с глазурованной керамической плиткой и керамогранитом, они не рекомендуются для работы с керамогранитом. Для керамогранита и более твердых материалов вам понадобятся прочные алмазные сверла, такие как 9.0003 Ассортимент сверл DRYGRES .
Если у вас нет необходимых инструментов для сверления плитки, в RUBI вы можете найти полный ассортимент сверл , которые помогут вам успешно справиться с этой задачей. Итак, проверьте их.
Шаг 3: Измерьте и м просверлите a rea
Если вы когда-нибудь пытались просверлить отверстие в плитке, то вы, вероятно, знаете, что сверла имеют тенденцию проскальзывать вокруг сверла. поверхность , что затрудняет их удержание на месте. Теперь это большая проблема. Одно неверное движение, и вы поцарапаете или, что еще хуже, треснете плитку.
Один простой прием, который вы можете использовать для создания некоторого натяжения , это наклеить малярную ленту на область, где вы хотите просверлить отверстие . Измерьте площадь, отметьте ее знаком X и наклейте малярный скотч. Измерьте его еще раз после того, как наклеите малярную ленту, чтобы убедиться, что вы не ошиблись с отверстием. Таким образом, вы получите достаточное сцепление с поверхностью, чтобы захватить дрель, когда начнете сверлить.
Если вам нужно просверлить более одного отверстия и вы не хотите повторять этот процесс снова и снова, вы можете создать шаблон с помощью деревянного бруска. Вырежьте отверстие в дереве, убедившись, что оно того же размера, что и сверло, которое вы будете использовать. Поместите его над просверленным отверстием и крепко держите свободной рукой.
Шаг 4. Начните сверление
Теперь самое интересное начинается. Это та часть, где вы действительно научитесь сверлить плитку. После того, как поверхность размечена или у вас есть деревянный шаблон, пора приступать к сверлению.
Проблема с плитками (хотя мы не уверены, можно ли назвать это проблемой) заключается в том, что они рассчитаны на то, чтобы выдерживать большие нагрузки, что также делает их устойчивыми к сверлению. Если вы поторопитесь с процессом, вы можете навредить всей своей тяжелой работе .
Одна из самых важных вещей, которую вы должны иметь в виду, это то, что сверление плитки — это задача, требующая большого терпения. Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете через твердую стеклянную поверхность. Не совершайте ошибку, полагая, что полная скорость более эффективна. На самом деле вы только перегреете все и создадите вибрации, которые могут повредить поверхность.
Нажимайте постоянно, но не слишком сильно. В противном случае вы пробьете плитку вместо того, чтобы просверлить ее, что может привести к появлению трещин.
Шаг 5: не F Orget до C OOL D RILL
Один из секретов для сверления отверстия через плитку составляет . Используйте небольшую влажную губку, чтобы охладить сверло и предотвратить его перегрев.
Если вы один и не можете держать сверло в одной руке, а рисунок дерева в другой и одновременно охлаждать сверло, то вы можете время от времени останавливаться и брызгать водой на Это. Не допускайте попадания воды в моторизованную часть дрели.
Еще одна хитрость, которую вы можете использовать, чтобы охладить дрель, это держать под ней влажную губку. Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу.
Небольшое примечание: в отличие от твердосплавных сверл, которые перестают перегреваться и нуждаются в постоянном охлаждении, алмазные долота не требуют такого сложного обслуживания. Они будут продолжать работать, даже когда нагреваются, если вы позволите им остыть. Но, если вы хотите увеличить срок службы ваших инструментов, то вам нужно , чтобы сверлить медленно, не давить слишком сильно и смазывать сверло прохладной водой.
Шаг 6. Замените b it w hen y ou h it the w all
’ 90 Теперь вы можете вздохнуть с облегчением. Ты почти там; все, что вам нужно сделать сейчас, это просверлить стену, а затем установить акценты.
Продолжайте сверлить медленно, чтобы не врезаться в поверхность стены . Если стену разнесет ветром, ваш анкер не будет держаться должным образом, и акценты будут расшатаны. Настало время сменить сверло на то, которое подходит для просверливаемого субстрата. Секрет, однако, заключается в том, чтобы сверлить медленно и ровно, и вы получите идеальное отверстие без повреждения плитки.
Шаг 7: Kick B ACK и R Elax: вы J UST L H до D H до D H . t ile
Сделайте шаг назад и полюбуйтесь результатом. Можно даже похлопать себя по спине. У вас хорошо получилось. Нет, сотрите это! Вы сделали потрясающе! Теперь вы готовы взяться за следующий проект от начала до конца с большей уверенностью. Узнайте, как использовать RUBI DRYGRES 4DRILL:
Есть несколько основных выводов о том, как сверлить плитку. Прежде всего, вам нужно иметь правильный инструмент . Без соответствующего сверла для работы шансы завинтить значительно возрастают. Во-вторых, нужно набраться терпения . Сверление отверстий в плитке — это не гонка. Вам нужно не торопиться и медленно и неуклонно просверливать плитку. Также не забывайте держать все в прохладе. Перегрев – один из основных факторов , из-за которых плитка трескается.
И последнее, но не менее важное: вам нужно , чтобы быть постоянным . С практикой эта задача станет только проще, и сверление плитки больше не будет вызывать у вас сердцебиение.
Знаете больше советов о том, как просверлить плитку? Я что-то пропустил? Дайте мне знать в своих комментариях ниже!
Как просверлить плитку, не повредив ее
Итак, вы завершили работу по укладке плитки, и все выглядит замечательно — поздравляем! Но теперь вы опасаетесь испортить эту тяжелую работу сверлением плитки для установки аксессуаров для ванной, полок или других принадлежностей. Не бойтесь, поскольку мы составили это пошаговое руководство о том, как сверлить плитку, которое гарантирует, что вы отлично справитесь с работой и предотвратите растрескивание плитки в процессе…
Знай свои плитки
Прежде чем даже думать о сверлении только что установленных плиток, убедитесь, что вы точно знаете, что именно вы собираетесь сверлить. Плитка из керамогранита и натурального камня намного прочнее керамической плитки, а это означает, что вам придется приложить немного больше усилий, чтобы пробиться на другую сторону. Мало того, вам также понадобится специальное сверло, предназначенное для проникновения как в твердую глазурь, так и в основной материал фарфора.
Убедитесь, что у вас есть подходящие инструменты для работы
Само собой разумеется, что для выполнения этой задачи требуется дрель, но наиболее важным элементом для успешного и эффективного сверления плитки является само сверло. . Никогда не используйте старое или изношенное сверло — оно не так эффективно, как новое. Если вы используете старый, он вряд ли будет работать с оптимальной производительностью, и вы, скорее всего, повредите поверхность плитки во время сверления.
Перед сверлением плитки рекомендуется приобрести защитные очки и пылезащитную маску, так как в зависимости от плотности просверливаемого материала в воздух может быть поднято довольно много частиц мусора. Всегда полезно иметь латексные защитные перчатки.
Как упоминалось ранее, для сверления плитки требуется специальное сверло — обычные или даже сверла по камню просто не справятся с этой задачей, поскольку они недостаточно прочны, чтобы проникнуть в твердые поверхности плитки. Вместо этого вы должны выбрать сверла с твердосплавными или алмазными наконечниками. Сверла с алмазным наконечником являются более дорогими из двух вариантов, но они выдерживают суровые условия сверления даже через самые твердые поверхности плитки и не выгорают так быстро, как стандартные сверла по каменной кладке.
Сверла по каменной кладке с твердосплавными наконечниками являются более распространенными из двух, и, хотя они отлично справляются со сверлением керамической и любой глазурованной плитки, их не рекомендуется использовать для керамогранита. Более твердые материалы, такие как фарфор, полнотелый фарфор, стеклокерамика и каменная плитка, требуют не только немного больше усилий; вам также понадобится сверло с алмазным наконечником.
Измерьте, еще раз измерьте, затем отметьте
Любой, кто когда-либо пытался просверлить плитку, знает, что поверхностная глазурь затрудняет удержание сверла на поверхности в начале работы. Вам нужно, чтобы он вцепился в плитку и не скользил по поверхности. Чтобы создать некоторое напряжение, рассмотрите возможность использования малярной ленты в области, где вы будете сверлить. Измерьте (а затем повторно измерьте!) область, которую нужно просверлить, и отметьте крестиком поверх малярной ленты. Это обеспечит поверхность, которая позволит дрели зацепиться, когда вы начнете сверлить отверстие.
Если вам нужно просверлить довольно много отверстий, вы также можете подумать о создании небольшого шаблона из небольшого деревянного бруска. Просто просверлите в древесине отверстие того же диаметра, что и сверло, которое вы будете использовать, и поместите его на участок плитки, используя отверстие в качестве направляющей для сверла, удерживая его на месте свободной рукой.
Специальные приспособления, называемые направляющими для сверления, также могут использоваться для повышения точности сверления плитки. Их производят различные производители инструментов для укладки плитки, и они обычно имеют форму пластикового корпуса, который прикрепляется к плитке, а затем просверливается (во многом так же, как описанный выше метод деревянного блока).
Другие типы включают в себя стальную пластину с направляющими отверстиями, которая крепится к просверливаемой поверхности с помощью присоски, что позволяет точно просверливать как горизонтальные, так и вертикальные отверстия определенного диаметра. Хотя этот тип аксессуаров может потребовать небольших денежных затрат, их можно использовать снова и снова, и поэтому они являются хорошей инвестицией, если вы увлеченный любитель рукоделия.
Приступайте к сверлению плитки
Вы выполнили всю подготовку, произвели измерения и получили все необходимое оборудование — пора приступать к сверлению! Как мы уже упоминали, плитка (особенно керамогранит и плитка из натурального камня) действительно довольно прочная и рассчитана на то, чтобы выдерживать все те условия, которые могут возникнуть в домашнем и коммерческом использовании. Хотя в целом это хорошо, это также делает сверление плитки довольно сложной задачей, если вы не подходите к этому с терпением.
Может показаться заманчивым зажечь дрель и отправиться в ад, чтобы кожа прорвала глазурь, но это верный способ перегреть сверло и создать вибрации, которые, скорее всего, треснут и испортят плитку. Делайте все медленно и начните с низкой скорости, применяя равномерное давление, пока не просверлите верхний слой глазури. После того, как вы проникли в начальный слой, вы можете постепенно увеличивать скорость и давление по мере необходимости (хотя и не слишком сильно!), чтобы просверлить плитку до стены.
После того, как вы пройдете через плитку и ударитесь о поверхность стены, держите дрель медленно и ровно, чтобы не разнести стену, так как это может привести к тому, что ваш настенный анкер или дюбель не будут должным образом держаться. Вы можете заменить сверло в соответствии с материалом, из которого изготовлен субстрат.
Держите сверла в прохладе
Секрет успешного сверления плитки заключается в том, чтобы сверла оставались холодными. Но как? Мы слышим, как вы спрашиваете. Что ж, избавьте свой разум от образов кубиков льда и маленьких ручных вентиляторов, потому что все, что вам нужно, чтобы сверла не перегревались, — это немного старой доброй воды (это вода, любители фактов). Просто намочите губку и время от времени промокайте ею насадку, чтобы она остыла.
В качестве альтернативы вы можете держать под сверлом влажную губку во время его использования – это не только предотвратит перегрев сверла, но и улавливает пыль и мусор, образовавшиеся в результате сверления. Однако при использовании любого из этих методов будьте предельно осторожны, чтобы не допустить попадания воды на моторизованную часть дрели.
Если вы готовы потратить немного денег, то такие инструменты, как Multidrill Spray System от ведущего производителя инструментов и аксессуаров для плитки Rubi, включают в себя встроенную систему охлаждения сверла, которая поддерживает охлаждение сверла во время использования.
Этот тип устройства удобен при использовании сверл с твердосплавными наконечниками, так как они остановятся, как только станут слишком горячими, и их необходимо постоянно охлаждать. Биты с алмазными наконечниками будут продолжать работать, даже когда они нагреваются, если вы периодически даете им остыть. Главное, что нужно помнить, если вы хотите, чтобы ваши сверла прослужили долго, — это держать их в прохладе и не прилагать слишком много усилий.
Замените сверло в соответствии с основанием, к которому крепятся плитки
После того, как вы пройдете через плитку и ударитесь о поверхность стены, держите дрель медленно и ровно, чтобы не разнести стену, так как это может привести к тому, что ваш настенный анкер или дюбель не будут должным образом держаться.
Рекомендуется менять сверло в соответствии с материалом, к которому крепится плитка. Итак, если это бетон/камень, вам понадобится подходящее сверло по каменной кладке, тогда как для древесноволокнистых плит или дерева потребуются сверла по дереву. Цементные опорные плиты, используемые за плиткой во влажных помещениях, таких как душевые и влажные помещения, можно просверлить с помощью стандартного сверла или даже того, которое вы использовали для сверления плитки.
Крайне маловероятно, что плитка будет уложена поверх металла или сплавов, но за основанием могут быть металлические распорки или опоры — если вам нужно просверлить их, используйте стандартное сверло из быстрорежущей стали (HSS). должен сделать трюк. Для более прочных металлов, таких как нержавеющая сталь или чугун, рекомендуется использовать сверло из черной оксидной или кобальтовой стали.
Ключевые выводы
Если вы последуете этому совету, значит, вы уже на пути к успешному сверлению плитки. Есть несколько крайне важных вещей, о которых следует помнить, и они заключаются в том, чтобы убедиться, что у вас есть правильные сверла, держите их в прохладе и работайте медленно и уверенно! Сверление плиток — это не гонка, и самое большое качество, которое вы можете иметь при выполнении этой задачи, — это терпение. Поторопитесь с работой (и не предотвратите перегрев), и вы почти гарантированно треснете плитку, которую сверлите.
У вас есть какие-нибудь важные советы по сверлению плитки, которые мы могли пропустить, которыми вы хотите поделиться? Оставьте нам комментарий или свяжитесь с нами в Twitter, Facebook или Instagram, и мы сделаем все возможное, чтобы включить их в эту статью.
Сталь 35Л — расшифровка марки и все характеристики » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Сталь для отливок марки 35Л предназначена для производства деталей работающих под воздействием средних статических и динамических нагрузок.
Цифра 35 расшифровывается как сталь — содержащая в своем химическом составе около 0,35% углерода, а буква Л классифицирует сталь как — литейную.
Заменитель (сталь — близкая по основным параметрам): 30Л, 40Л, 45Л.
Основное назначение стали: балансиры, бегунки, валки, диафрагмы, задвижки, зубчатые колеса, станины прокатных станов, тяги, катки, кронштейны и другие детали.
Химический состав (%)
C
Mn
Si
Cr
Ni
Cu
S
P
не более
0,32-40
0,40-0,90
0,20-0,52
0,30
0,30
0,30
0,045
0,04
C — углерод; Mn — марганец; Si — кремний;
Cr — хром; Ni — никель; Cu — медь;
S — сера; P — фосфор.
Механические свойства
Режимы термообработки
Сечение (мм)
σ0,2
σв
δ5
ψ
KCU Дж/см2
НВ
Мпа
%
Не менее
Нормализация 860-880 °С. Отпуск 600-630°С.
До 100
280
500
15
25
35
-
Закалка 860-880°С. Отпуск 600-630°С.
До 100
350
550
16
20
30
-
Отжиг 850°С, печь.
30
255
530
19
34
49
146
Отжиг 950°С, печь.
22
39
64
143
Механические свойства в зависимости от сечения литой заготовки
Толщина отливки (мм)
Место вырезки образца
σ0,2
σв
δ5
ψ
KCU Дж/см2
НВ
Мпа
%
Нормализация 860-880°С, воздух до 300-350°С, затем выдержка 2часа при 300-350°С. Отпуск 600-620°С, выдержка 3 часа, охлаждение 1 час в печи до 500°С, зхатем на воздухе.
10
Ц
235-275
550-590
22-28
28-43
50-78
143-156
30
235-295
540-570
23-28
33-42
57-66
137-156
50
290-450
570-590
22-27
56-64
64-98
154-186
100
Ц
245-250
400-520
13-20
16-25
34-41
143-156
К
245-250
350-510
13-20
16-25
34-54
136-156
20
Ц
275-295
530-550
13-18
14-28
98-131
163-170
К
295-310
560-590
17-27
19-40
101-117
163-196
После нормализации и отпуска закалка 860-870 °С, масло. Отпуск 620-630 °С, выдержка 3 часа, воздух
10
Ц
330-370
620-660
24-28
44-49
73-94
162-206
30
365-400
610-640
23-29
47-57
83-103
156-187
50
365-550
590-640
22-31
33-66
104-163
162-178
100
Ц, К
345-365
560-580
24-29
28-48
76-108
170
345-380
570-600
22-33
36-58
76-96
170
200
Ц, К
300-330
550-580
16-25
21-34
70-94
156-170
300-335
550-600
18-26
25-36
68-98
156-170
σ0,2 — условный предел текучести; σв — временное сопротивление разрыву; δ5 — относительное удлинение после разрыва;
Ударная вязкость отливок сечением 30 мм KCU, Дж/см2
Ударная вязкость отливок сечением 30 мм KCU, Дж/см2
Температура (°С)
Термообработка
20
-20
-40
-50
-60
28
14
10
8
-
Без обработки. Отжиг 860 °С
37
28
26
18
-
57-66
31-50
23-45
-
10-34
Нормализация 860-880 °С, воздух до 300-350 °С, затем выдержка 2 часа при 300-350 °С. Отпуск 600-620 °С, выдержка 3 часа, охлаждение 1 час в печи до 500 °С, затем на воздухе.
83-104
41-87
50-69
-
43-61
Нормализация 870-890 °С, воздух до 860-870 °С, в масле. Отпуск 620-630 °С, выдержка 3 часа, воздух.
Технологические свойства
Наименование свойства
Показатель
Свариваемость:
ограничено свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуется прогрев и последующая термообработка.
Обрабатываемость резанием:
в термообработанном состоянии при НВ 160
Флокеночувствительность
не чувствительна
Склонность к отпускной хрупкости
не склонна
Литейные свойства
Наименование свойства
Значение
Температура начала затвердевания:
1480-1490°С
Показатель трещиноустойчивости:
0,8
Склонность к образованию усадочных раковин:
1,2
Жидкотекучесть:
1
Линейная усадка:
2,2-2,3%
Склонность к образованию усадочной пористости:
1,0
При составлении характеристик стали 35Л использованы материалы книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Марка стали 35 характеристики, применение, расшифровка, химсостав, аналоги, физические свойства
Содержание
1 Заменители
2 Аналоги
3 Расшифровка стали 35
4 Вид поставки
5 Назначение и применение
6 Применение стали 35 для крепежа (ГОСТ 32569-2013)
7 Условия применения проката, поковок (штамповок) из стали 35 для изготовления корпусов, крышек, фланцев, мембран и узла затвора (ГОСТ 33260-2015)
8 Применение стали 35 для крепежных деталей арматуры (ГОСТ 33260-2015)
9 Применение стали 35 для шпинделей и штоков (ГОСТ 33260-2015)
10 Рекомендации по применению стали 35 для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
11 Стойкость стали 35 и ее сварных соединений против щелевой эрозии (ГОСТ 33260-2015)
12 Пределы применения, виды обязательных испытаний и контроля стали 35 для фланцев для давления свыше 10 МПа (100 кгс/см2) (ГОСТ 32569-2013)
13 Твердость HB (по Бринелю)(ГОСТ 1050-2013)
14 Механические свойства металлопродукции (ГОСТ 1050-2013)
15 Нормированные механические свойства калиброванной металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
16 Механические свойства металлопродукции из стали 35 в зависимости от размера (ГОСТ 105-2013)
17 Свариваемость
18 Модуль нормальной упругости Е, ГПа, при температуре испытаний, °С
19 Плотность ρ кг/см3 при температуре испытаний, °С
20 Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
21 Удельное электросопротивление ρ нОм*м, при температуре испытаний °С
22 Коэффициент линейного расширения α*106, К-1, при температуре испытаний, °С
23 Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С
24 Термообработка
25 Температура критических точек, °С
26 Механические свойства стали 35 по ГОСТ 1050-2013
27 Механические свойства проката
28 Механические свойства поковок (ГОСТ 8479-70)
29 Механические свойства в зависимости от температуры отпуска
30 Механические свойства при повышенных температурах
31 Предел выносливости
32 Ударная вязкость KCU
33 Технологические свойства
34 Прокаливаемость (ГОСТ 1050-88)
35 Узнать еще
Заменители
Стали заменители — 30, 40, 35Г.
Аналоги
Европа — C35, Ck35(2), Cm35(2)
Германия — 1.1181
Япония — S35C
США — 1034, 1035, 1038
Расшифровка стали 35
Число 35 указывает среднее содержание углерода в сотых долях процента, т.е. содержание углерода в стали 20 равно 0,35%.
Сталь 35 применяется для изготовления деталей невысокой прочности, испытывающие небольшие напряжения:
оси,
цилиндры,
коленчатые валы,
шатуны,
шпиндели,
звездочки,
тяги,
ободы,
траверсы,
валы,
бандажи,
штропы для вертлюг
крюки и элеваторы
талевые блоки и крон блоки
лопасти глиномешалок
фланцы
валики
установочные кольца
грундбукс вертлюги
детали буровых лебедок
диски и другие детали.
Сталь 35 рекомендуется также для изготовления некоторых деталей нефтеперерабатывающих заводов: шатунных болтов, валов паровых частей насосов, поршневых штоков, валов центробежных насосов, болтов, запорных элементов арматуры, работающей при температуре до 300 °С в некоррозионной среде, решеток теплообмеников с плавающей головкой, предназначенных для работы с некоррозионной нефтью и ее продуктами, крепежных деталей, работающих при температуре 375 °С.
В нормализованном состоянии сталь 35 применяется для изготовления деталей, испытывающих сравнительно небольшие напряжения, а после закалки и высокого отпуска для изготовления таких деталей, как валики, оси, траверсы и вилки буровых лебедок, валы центробежных насосов и т.д.
Применение стали 35 для крепежа (ГОСТ 32569-2013)
Условия применения проката, поковок (штамповок) из стали 35 для изготовления корпусов, крышек, фланцев, мембран и узла затвора (ГОСТ 33260-2015)
Материал
НД на поставку
Температура рабочей среды (стенки), °С
Дополнительные указания по применению
35 ГОСТ 1050
Сортовой прокат ГОСТ 1050. Поковки ГОСТ 8479
От -40 до 425
Для несварных узлов арматуры с обязательным проведением термообработки (закалка и высокий отпуск) при температуре рабочей среды (стенки) ниже минус 30°С до минус 40°С
Применение стали 35 для крепежных деталей арматуры (ГОСТ 33260-2015)
Марка материала, класс или группа по ГОСТ 1759. 0
Стандарт или технические условия на материал
Параметры применения
Болты, шпильки, винты
Гайки
Плоские шайбы
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
Температура среды, °С
Давление номинальное Pn, МПа(кгс/см2)
35
ГОСТ 1050
От -40 до 425
10 (100)
От -40 до 425
20 (200)
От -40 до 425
Не регламен- тируется
Применение стали 35 для шпинделей и штоков (ГОСТ 33260-2015)
Материал
НД на поставку
Температура рабочей среды, °С
Дополнительные указания по применению
Сталь 35 ГОСТ 1050
Сортовой прокат ГОСТ 1050
От -40 до 425
Применяется после термообработки (закалка и высокий отпуск) при температуре ниже минус 31°С до минус 40°С
Рекомендации по применению стали 35 для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
Марка стали
Закалка+отпуск при температуре, °С
Примерный уровень прочности, Н/мм2 (кгс/мм2)
Температура применения не ниже, °С
Использование в толщине не более, мм
35
500
700 (70)
-60
15
Стойкость стали 35 и ее сварных соединений против щелевой эрозии (ГОСТ 33260-2015)
Группа стойкости
Балл
Эрозионная стойкость по отношению к стали 12X18h20T (принятой за 1)
Нестойкая
6
0,005-0,05
Пределы применения, виды обязательных испытаний и контроля стали 35 для фланцев для давления свыше 10 МПа (100 кгс/см
2) (ГОСТ 32569-2013)
Марка стали, стандарт или ТУ
35 ГОСТ 1050
Технические требования
ГОСТ 9399
Наименование детали
Фланцы
Предельные параметры
Температура стенки, °С, не более
От -40 до +200
Давление номинальное, МПа (кгс/см2) не более
32 (320)
Обязательные испытания
Предел текучести σ0,2
+
Предел прочности σв
+
σ
+
f
+
KCU
+
HB
+
Контроль
Дефектоскопия
+
Неметаллические включения
—
Твердость HB (по Бринелю)(ГОСТ 1050-2013)
Марка стали
Твердость HB, не более, для металлопродукции
горячекатаной и кованой
калиброванной и со специальной отделкой поверхности
без термической обработки
после отжига или высокого отпуска
нагартованной
после отжига или высокого отпуска
35
207
—
229
187
Механические свойства металлопродукции (ГОСТ 1050-2013)
Механические свойства, не менее
Предел текучести σ0,2, Н/мм2
Предел прочности σв, Н/мм2
Относительное удлинение δ5, %
Относительное сужение ψ, %
315
530
20
45
ПРИМЕЧАНИЕ. По согласованию изготовителя с заказчиком для металлопродукции из стали марки 35 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на 2% (абс.).
Нормированные механические свойства калиброванной металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
Марка стали
Механические свойства, не менее, для металлопродукции
нагартованной
отожженной или высокоотпущенной
Предел прочности σв, Н/мм2
Относительное удлинение δ5, %
Относительное сужение ψ, %
Предел прочности σв, Н/мм2
Относительное удлинение δ5, %
Относительное сужение ψ, %
35
590
6
35
470
15
45
Механические свойства металлопродукции из стали 35 в зависимости от размера (ГОСТ 105-2013)
Механические свойства металлопродукции размером
Предел текучести σ0,2, МПа не менее
Предел прочности σв, МПа
Относительное удлинение δ5, %
Работа удара KU, Дж
не менее
до 16 мм включ.
430
630-780
17
25
св. 16 до 40 мм включ.
380
600-750
19
25
св. 40 до 100 мм включ.
315
550-700
20
25
ПРИМЕЧАНИЕ.
Механические свойства, определяются на образцах, вырезанных из термически обработанных (закалка с отпуском) заготовок.
Знак «+» означает, что испытания проводят для набора статистических данных, результаты испытаний заносят в документ о качестве.
Значения механических свойств приведены для металлопродукции круглого сечения.
Свариваемость
Сталь 35 является ограниченно свариваемой. Способы сварки: РДС (ручная дуговая сварка), АДО под флюсом и газовой защитой, ЭШС (электрошлаковая сварка). Рекомендуется подогрев и последующая термообработка. КТС (контактная сварка) без ограничений.
Модуль нормальной упругости Е, ГПа, при температуре испытаний, °С
Сталь
20
100
200
300
400
500
600
700
800
900
Ст. 35
206
197
187
156
168
—
—
—
—
—
Плотность ρ кг/см
3 при температуре испытаний, °С
Сталь
20
100
200
300
400
500
600
700
800
900
Ст.35
7826
7804
7771
7737
7700
7662
7623
7583
7600
7549
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
Сталь
20
100
200
300
400
500
600
700
800
900
Ст.35
—
49
49
47
44
41
38
35
29
28
Удельное электросопротивление ρ нОм*м, при температуре испытаний °С
Сталь
20
100
200
300
400
500
600
700
800
900
Ст. 35
—
251
321
408
511
629
759
922
1112
1156
Коэффициент линейного расширения
α*106, К-1, при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
12,0
12,9
13,6
14,2
14,6
15,0
15,2
12,7
13,9
—
Удельная теплоемкость
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
469
490
511
532
553
578
611
708
699
—
Термообработка
Сталь 35 подвергают нормализации с температуры 800-900 °С. Закалка производится в воде с температуры 860-880 °С и отпуск — при 550-600 °С
Температура критических точек, °С
Ас1
Ас3
Аr3
Аr1
Мн
730
810
796
680
360
Механические свойства стали 35 по ГОСТ 1050-2013
не менее
Предел текучести, Н/мм2
Временное сопротивление, Н/мм2
Относительное удлинение, %
Относительное сужение, %
35
315
530
20
45
Механические свойства проката
ГОСТ
Состояние поставки
Сечение, мм
σв, МПа
δ5 (δ4), %
ψ, %
Твердость НВ, не более
не менее
ГОСТ 1050-74
Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации
25
530
20
45
Сталь калиброванная 5-й категории:
после нагартовки
—
590
6
35
—
после отжига или высокого отпуска
—
470
15
45
—
ГОСТ 10702-78
Сталь калиброванная и калиброванная со специальной отделкой:
после сфероидизирующего отжига
—
До 540
—
45
187
нагартованная без термообработки
—
590
5
40
207
ГОСТ 1577-93
Лист отожженный или высокоотпущенный
80
480
22
—
—
Полоса нормализованная или горячекатаная
6-25
530
20
45
—
ГОСТ 16523-89 (образцы поперечные)
Лист горячекатаный
До 2
490-640
(17)
—
—
Лист холоднокатаный
2-3,9
490-640
(19)
—
—
ГОСТ 4041-71 (образцы поперечные)
Лист термообработанный 1 и 2-й категорий
4-14
480-630
22
—
163
ГОСТ 2284-88
Лента холоднокатаная:
отожженная
0,1-4
400-650
(16)
—
—
нагартованная, класс прочности Н2
0,1-4
800-950
—
—
—
ГОСТ 8731-74, ГОСТ 8733-74
Труба горяче-, холодно- и теплодеформированная, термообработанная
—
510
17
—
187
Механические свойства поковок (ГОСТ 8479-70)
Термообработка
Сечение, мм
КП
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
KCU, Дж/см2
Твердость НВ, не более
не менее
Нормализация
300-500
195
195
390
20
45
49
111-156
500-800
18
38
44
100-300
215
215
430
20
48
49
123-167
300-500
18
40
44
500-800
16
35
39
Нормализация
До 100
245
245
470
22
48
49
143-179
100-300
19
42
39
300-500
17
35
34
Закалка + отпуск
До 100
275
275
530
20
40
44
156-197
100-300
17
38
34
До 100
315
315
570
17
38
39
167-207
Механические свойства в зависимости от температуры отпуска
tотп, °С
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
KCU, Дж/см2
Твердость НВ
200
600
760
13
60
29
226
300
560
735
14
63
29
212
400
520
690
15
64
98
200
500
470
660
17
67
137
189
600
410
620
18
71
176
175
700
340
580
19
73
186
162
Примечание. Заготовка диаметром 60 мм, закалка с 850 °С в воде.
Механические свойства при повышенных температурах
tотп, °С
Условия испытаний
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
KCU, Дж/см2
200
После горячей прокатки
300
580
9
39
78
300
205
580
21
52
69
400
185
500
23
64
59
500
145
350
24
70
39
600
78
195
35
83
69
700
После прокатки. Образец диа- метром 6 мм, длиной 30 мм. Скорость деформирования 16 мм/мин; скорость деформа- ции 0,009 1/с
100
150
34
75
—
800
69
110
56
100
—
900
55
74
54
100
—
1000
30
51
69
100
—
1100
21
39
74
100
—
1200
15
27
85
100
—
1300
18
23
58
100
—
Предел выносливости
Термообработка
σ-1, МПа
τ-1, МПа
Нормализация при 850°С, σв = 570 МПа
265
—
Нормализация при 850-890°С; отпуск при 650-680 °С
245
147
Закалка с 850°С, отпуск при 650 °С, σв = 710 МПа
402
—
Ударная вязкость KCU
Термообработка
КCU, Дж/см2, при температуре, °С
+20
-20
-30
-50
-60
Нормализация
63
47
45
14
12
Технологические свойства
Температура ковки, °С: начала 1280, конца 750. Заготовки сечением до 800 мм охлаждаются на воздухе. Обрабатываемость резанием — Kv б.ст. = 1,3 в горячекатаном состоянии при НВ 144-156 и σв = 510 МПа. Флокеночувствительность — не чувствительна. Склонность к отпускной хрупкости — не склонна.
Прокаливаемость (ГОСТ 1050-88)
Полоса прокаливаемости стали 35 после нормализации при 850 °С и закалки с 850 °С приведена на рис. 1.
Рис. 1. Полоса прокаливаемости стали 35
35NiCr6, 36NiCr6, 35NC6, 1.5710, 1.5815
Конструкционная сталь для термического улучшения 35NiCr6, 36NiCr6, 1.5710, 1.5815, 35NC6 для тяжелых деталей авиационной промышленности согласно EN 10083-3, AIR.9160
35NiCr6, 1.5815, 36NiCr6, 1.5710 — технические условия и применение
Сталь для усталостной прочности, улучшения жаропрочности и пластичности. Применяется для тяжелонагруженных деталей двигателей, приборов и машин, применяется при производстве коленчатых валов, шестерен, валов, штоков, болтов, термообработанных шестерен и штоков.
Механические свойства 35NICR6, 1,5815, 35NC6 Сталь в условиях, улучшенном нагреванием:
DDoyle — я купил M35A2 Deuce. У меня проблемы с расшифровкой года выпуска и производителя. На табличке указано МФД фирмы UT (Utica-Bend?), ID# M41870, контракт № DA-20-018, ORD# 14580. Прочитал Вашу статью о расшифровке, цифры на табличке не совпадают ни с чем в статья, поскольку она не касалась Utica-Bend, если это правильный MF. Буду признателен за любое руководство или помощь
DDoyle
Известный член
Я сейчас в пути и не могу сказать вам наверняка — мое обоснованное предположение — 1957 год. Сегодня вечером я смогу копнуть поглубже. Было бы неплохо иметь регистрационный номер — если бы он был армейским, то он будет начинаться с 4А.
Артикул в MVM относится только к Kaiser-Jeep и AM General.
Хорошей новостью является то, что такие старые грузовики, как ваш, обычно еще легче датировать. На раздаточной коробке должна быть бирка, на которой выбито, кому была доставлена раздаточная коробка (в вашем случае это может быть «Stude, S-P, C-W или UB»), и на ней должна быть проштампована дата (дата не в коде). Сравните эту дату с датами на каждой из пластин на корпусах дифференциалов. Вы также можете сравнить их с датами на стальных колесах. Очень маловероятно, что ВСЕ эти компоненты были заменены — поэтому наиболее распространенные дата, вероятно, дата производителя. Я все еще ставлю 1957.
Этот грузовик был построен с бензиновым двигателем — поскольку вы озаглавили эту тему «M35A2…», грузовик был переоборудован, поэтому дата на трансмиссии не имеет значения. (При замене двигателя трансмиссия была бы заменена на модель с повышающей передачей).
Надеюсь, это поможет, Дэвид
Мауро
Новый участник
Спасибо Дэвид за всю информацию. Мне нужно будет проверить оси, так как они выглядят такими же старыми, как грузовик, но двигатель, трансмиссия и раздаточная коробка находятся в новом заключении. Их регистрационный номер не указан на табличке данных. Только МФД по УТ, ИН М41870, контракт № ДА-20-018, ОРД № 14580. Вопрос есть ли UT sym Utica-Bend? Будет ли какой-либо номер на лонжероне рамы рядом с рулевым механизмом, применимо ли это расположение к этому автомобилю для номеров?
Medlog ответит, что он нашел NSN Nomen serial# Reg # Date of Mfg 2320 000771616 M35A2 52516631 4M41870 1970, что отличается на много лет.
У меня много вопросов. Я ценю помощь каждого. Я надеюсь, что вы правы, и не все компоненты были заменены. Мне нужно выполнить эту миссию, чтобы получить титул. спасибо
DDoyle
Известный член
Ну, номер VIN, который вы дали M41870, находится в правильной последовательности для Utica Bend 1957 года. Номер контракта также верен для Utica-Bend
1957 года. Номер, предоставленный Medlog, предназначен для РЕГИСТРАЦИОННОГО номера 4M41870, который относится к Kaiser-Jeep M35A2 1970 года с VIN 0525-16631. Этот грузовик был построен по контракту № DAAE06-70-C-0001. Со всеми тысячами номеров, бегающих по этим грузовикам, было бы очень легко совершить ошибку.
Номер VIN выбит на лонжероне рамы. Если это K-J 1970 года выпуска, номер 0525-16631 находится рядом с амортизатором со стороны водителя. Если это Utica-Bend 1957 года, M41870 ВОЗМОЖНО находится со стороны пассажира, между осевой линией передней оси и задней частью крыла.
Регистрационный номер должен находиться в одном из следующих мест: на дверях, внутри грузовика, под капотом. В противном случае намочите капот и осмотрите место соединения капота и боковых панелей моторного отсека. Вы должны уметь видеть/чувствовать числа. Так же и где-то на задней двери.
На данный момент я на 99% уверен, что это Utica-Bend 1957 года. Как вы, возможно, догадались, я сейчас дома — и могу точно сказать вам, что номер VIN M41848 был Utica_Bend 1957 года — и хотя возможно, что к тому времени, когда были построены следующие 22 грузовика (ваши), год перешел до 1958 года и производителя Curtiss-Wright — это просто маловероятно.
Надеюсь, это поможет, Дэвид
Мауро
Новый участник
Дэвид — ты классный — я ищу цифры. Я ценю твое время. Я буду держать вас в курсе того, что найду. Наверное, я в зоне 1957 года. Я не могу поверить в течение года, насколько хорош грузовик. Правительство позаботилось об этом Еще раз спасибо Тони
КАРНАК
Конверт Пожалуйста.
Да, разница между машинами, если это M35 или M35A2:
2320 000771616 M35A2 52516631 4M41870 WAPSA0 1970 C 2320 008358463 M35 M41870 04A4568 WPATT0 1957 H
Основываясь на предоставленной информации, я искал информацию о запасах A2.
M35 (не A2) использовался штабом и штабной ротой 1-го батальона 127-го бронетанкового полка Национальной гвардии армии Нью-Йорка в Буффало, штат Нью-Йорк. В марте 1996 года он был отправлен в 1485-ю роту средних грузовиков Национальной гвардии армии Огайо в Кошоктоне, штат Огайо, в составе 39 человек.435 миль на нем.
На него нет записей с 1485-го.
DDoyle
Известный член
Ах… Медлог — Завидую базе данных! Если бы эта информация всегда была у меня под рукой, это сделало бы мою работу намного проще… и мои книги и статьи стали бы намного лучше.
Моя маленькая тощая база данных заполнялась по одному грузовику за раз, в течение многих лет…
Счастливая утка….
С уважением, Дэвид
Recovry4x4
LLM/Член 785
Я хотел бы узнать историю своего M108, но так как это был Air Force, сомневаюсь, что у кого-то есть информация.
Все отечественные и импортные горелки TIG различаются по следующим признакам:
— по конструкции ручки а) только с газовым вентилем; б) только с кнопкой; в) и с кнопкой и с газовым вентилем; г) с изменением угла наклона головки или с гибкой шейкой (flex). — горелка может быть воздушного или жидкостного охлаждения. — шлейф горелки бывает длиной 4 или (реже) 8 и более метров.
Горелки с воздушным охлаждением практически никогда не используются на токах более 200 ампер и для сварки швов длиной более 200-300 мм. Горелки с жидкостным охлаждением используются для токов от 200 до 500 ампер или для протяженных швов. Горелки без кнопки, только с газовым вентилем, часто используются с обычными инверторами, предназначенными для сварки электродом (ММА). Аргон, в этом случае, открывается и закрывается вручную, а дуга возбуждается касанием и отрывом кончика вольфрамового электрода от свариваемой детали, так что кнопка там просто ни при чем. Надо только помнить, что сварка алюминиевых сплавов, в этом случае, будет Вам недоступна (тут нужны специализированные аппараты — AC/DC и, желательно, импульсные. Они гораздо сложнее и дороже, чем обычный инвертор ММА.
ОТЕЧЕСТВЕННЫЕ ГОРЕЛКИ TIG
Представлены, главным образом, горелками марки АГНИ (Северодвинского или Екатеринбургского производства). Это проверенные временем, надежные горелки с высокой ремонтопригодностью, с удобной ручкой и шлейфом длиной 4, 8 или более метров.
В таблице приведены наиболее распространенные типы горелок АГНИ (по статистике продаж в наших магазинах).
Тип горелки
Макс. сварочный ток,А
Особенности конструкции
Вид охлаждения
АГНИ-03М
200
Кнопка+вентиль
воздушное
Агни-03/07М
180
Кнопка+вентиль, рег. наклона головки
воздушное
АГНИ-07М
315
Кнопка+вентиль, рег.наклона головки
жидкостное
АГНИ-12М
200
кнопка
воздушное
АГНИ-17М
315
Кнопка рег.наклона головки
жидкостное
ИМПОРТНЫЕ ГОРЕЛКИ TIG
Они производятся большим количеством предприятий таких известных фирм, как EWM, Kemppi, ESAB, Trafimet, TBI, Blueweld, TELWIN, Fubag, Brima, Сварог, Elitech, Aurora и др. Причем, участия китайских производителей нет только в первых трех. Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
И вот здесь часто возникает один важный вопрос — как присоединить горелку к аппарату. Ведь что происходит на практике? Сам аппарат еще жив, и более-менее здоров, а вот горелку пора менять. И приобрести, что называется «родную» удается далеко не всегда. Попробуем разобраться.
У импортных горелок TIG существуют, по крайней мере два типа присоединения их к аппарату. 1. Силовая вставка в гнездо аппарата (25 или 50 мм кв., то есть с диаметром цилиндрической части контакта 9 или 13 мм). Она может быть выполнена отдельно, сама по себе. В этом случае аргон подводится вдоль всего шлейфа горелки по своему шлангу. В других горелках аргон может подводиться непосредственно к силовой вставке и поступать к головке горелки по шлангу, медная оплетка которого выполняет роль силового кабеля (схема внизу страницы).
2. Накидная гайка G3/8 (почти совпадает с М16). У такой горелки аргон также проходит по шлангу с медной токоведущей оплеткой. На панели аппарата, в этом случае, вместо гнезда под кабельную вставку установлен штуцер с аналогичной наружной резьбой.
Ну и, кроме главного (силового) соединения необходимо еще подключить провод от кнопки управления, через 2-х контактный разъем и шланг подачи аргона, который может иметь на конце или накидную гайку или вставку быстросъемного соединения. Поэтому, каждый сварщик, при выборе подходящей горелки должен точно знать все эти особенности, а еще лучше подбирать горелку (например в наших магазинах) имея при себе старую горелку или, хотя бы фотографию лицевой панели аппарата. В этом случае, как минимум советом, поможем всегда.
ВАРИАНТЫ ПРИСОЕДИНЕНИЯ АРГОНОДУГОВЫХ ГОРЕЛОК К АППАРАТАМ
ВСЕГДА В ПРОДАЖЕ БОЛЬШОЙ АССОРТИМЕНТ ЗАПАСНЫХ ЧАСТЕЙ К ОТЕЧЕСТВЕННЫМ И ИМПОРТНЫМ АРГОНОВЫМ ГОРЕЛКАМ
СОСТАВНЫЕ ЧАСТИ ГОРЕЛКИ
Держак для дуговой сварки в категории «Промышленное оборудование и станки»
Инвертор для аргоно-дуговой сварки ВДИ-280А TIG Pulse
Доставка по Украине
9 863 грн
Купить
Сваркомплект
Сварочный инверторный аппарат Revolt MMA-317 инвертор 7500 Вт компактный мощный для ручной дуговой сварки
На складе в г. Киев
Доставка по Украине
4 408 грн
3 426 грн
Купить
Revolt
Сварочный инверторный аппарат Revolt MMA-260 инвертор 5000 Вт компактный мощный для ручной дуговой сварки
На складе в г. Киев
Доставка по Украине
3 026 грн
Купить
Revolt
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
На складе
Доставка по Украине
4 819 — 4 868 грн
от 2 продавцов
4 868 грн
Купить
Vorskla
Электроды ЦЛ-11 для ручной дуговой сварки 3мм
Доставка по Украине
110 грн/кг
Купить
OOO «УКРСПЛАВ»
РУЧНИЙ АПАРАТ ДЛЯ ДУГОВОГО ЗВАРЮВАННЯ KRAISSMANN LBS’2500ARC
Доставка по Украине
4 935 грн
Купить
Магазин инструмента BOX-TOOL
Магнитный держатель для сварки S&R 11 кг (290101075)
На складе в г. Киев
Доставка по Украине
101 грн
95. 95 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмооборудование Лестницы Запчасти
Набор магнитных держателей для сварочных работ 3пр. 11,23,34кг.45гр.90гр.135гр.
Доставка по Украине
по 551 грн
от 3 продавцов
551 грн
Купить
Я в шоке!™
Импульсно-дуговая сварка для ремонта пресс-форм и оснастки SDHB-2
Под заказ
Доставка по Украине
65 000 грн
ТОВ «ЦРМ ГЕНЕЗІС»
Робот для дуговой сварки ready2_arc от KUKA
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Роботы KAWASAKI для дуговой сварки серии BA
Под заказ
Доставка по Украине
от 1 090 560 грн
Купить
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Промышленные роботы Kawasaki для дуговой сварки серии RA
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Робот для дуговой сварки Fanuc ARC Mate 0iB
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Робот для дуговой сварки Fanuc ARC Mate 100 iC/7L
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
На складе
Доставка по Украине
179 — 204. 75 грн
от 6 продавцов
204.75 грн
Купить
МК
Смотрите также
Держатель магнитный для сварки трапеция, 30, 45, 60, 75, 90, 135, 11 кг, 100×68×14 мм INTERTOOL MW-0001
На складе
Доставка по Украине
85 — 89.25 грн
от 6 продавцов
89.25 грн
Купить
МК
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
На складе
Доставка по Украине
139 — 156.45 грн
от 6 продавцов
156.45 грн
Купить
МК
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм INTERTOOL MW-0003
На складе
Доставка по Украине
229 — 257.25 грн
от 6 продавцов
257.25 грн
Купить
МК
Горелка для аргоно-дуговой сварки «ИСКРА 150СМ»
Доставка из г. Харьков
1 230 грн
Купить
СВАРМАСТЕР
Цанга для TIG горелки Ф4,0 мм (аргонно-дуговой сварки)
На складе в г. Запорожье
Доставка по Украине
78 грн
Купить
«Аргон» Все для сварки
Горелка сварочная WP-18
Под заказ
Доставка по Украине
2 300 грн
Купить
BudeTut
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
Доставка из г. Харьков
4 490 грн
Купить
Strong-metal
Электроды универсальные Монолит РЦ ø 3 мм (тубус 2,5 кг) производитель ПлазмаТек, для дуговой сварки
На складе в г. Житомир
Доставка по Украине
от 700 грн/упаковка
от 350 грн/упаковка
Купить
ТОВ «ПОЛІКАРСНАБ»
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
Доставка по Украине
149 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм INTERTOOL MW-0003
Доставка по Украине
245 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
Доставка по Украине
195 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Электроды универсальные Монолит РЦ ø 3 мм (упаковка 2,5 кг) производитель ПлазмаТек, для дуговой сварки
На складе в г. Житомир
Доставка по Украине
от 700 грн/упаковка
от 350 грн/упаковка
Купить
ТОВ «ПОЛІКАРСНАБ»
Аппарат инверторного типа для аргонно-дуговой сварки Ergus DIGITIG 170/50 HF ADV
Доставка из г. Киев
43 432 грн
Купить
Eco Prom — товари для здорового життя!
Аппарат инверторного типа для аргонно-дуговой сварки Ergus TIGVERT HF 160/50 ADV
Доставка из г. Киев
32 786 грн
Купить
Eco Prom — товари для здорового життя!
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
Что такое сварка TIG?
Наука, стоящая за сваркой TIG
Какие расходные материалы необходимы для сварки TIG?
Начало работы со сварочным аппаратом TIG
Применения для сварки TIG
Плюсы и минусы сварки TIG
Часто задаваемые вопросы по сварке TIG
Следующие шаги: что делать после обучения сварке TIG
Что такое сварка TIG?
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Что означает TIG?
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIG
Сварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Как работает сварка TIG?
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Какие расходные материалы необходимы для сварки TIG?
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электрод
В отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки TIG
Оборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель
Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)
В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла
Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
ER5356 или S Al 5356 для алюминия
ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
TA6V для титана
Оборудование для обеспечения безопасности
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к внезапным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIG
Сварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места
Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электрод
Размер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Вставьте электрод в цангу
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газа
Можно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Организация сварочного поста
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярность
Вы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока
Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварить основные металлы
Продолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариков
Держите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванны
Для этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша двигает свой карандаш, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIG
Для чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГ
Ниже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы
Очень чистые сварные швы
Может использоваться с наполнителем или без него
Создает прочные сварные швы
Обеспечивает сварщику высокую степень контроля
Может выполняться вручную или автоматически
Минусы
Занимает много времени
Нельзя использовать для более толстых металлических соединений
Требуются высококвалифицированные сварщики
Часто задаваемые вопросы по сварке TIG
Почему сварка TIG так популярна?
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварки, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
В чем разница между сваркой TIG и MIG?
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?
Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл?
В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
Дальнейшие действия: что делать после изучения сварки ВИГ
Изучив основы сварки ВИГ, вы должны продолжать учиться.
Курсы на YouTube
Существуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификация
Обучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
Семинары
Вы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
1926.351 — Дуговая сварка и резка.
По стандартному номеру
1926.351 — Дуговая сварка и резка.
1926.351 (а)
Ручные электрододержатели.
1926.351 (а) (1)
Должны использоваться только ручные электрододержатели, специально предназначенные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
1926.351 (а) (2)
Любые токоведущие части, проходящие через ту часть держателя, которую сварщик или резчик держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, встречающегося на земле.
1926.351(б)
Сварочные кабели и разъемы.
1926.351(б)(1)
Все кабели для дуговой сварки и резки должны быть полностью изолированными, гибкими, способными выдерживать максимальные требования к току незавершенной работы, принимая во внимание рабочий цикл, в котором работает аппарат для дуговой сварки или резак.
1926.351(б)(2)
Должен использоваться только кабель без ремонта или сращивания на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или с сращиваниями, качество изоляции которых равно кабеля разрешены.
1926.351(б)(3)
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, должны использоваться прочные изолированные соединители с пропускной способностью, по крайней мере, равной емкости кабеля. Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
1926.351(б)(4)
Кабели, нуждающиеся в ремонте, не должны использоваться. Когда кабель, кроме кабельного ввода, указанного в пункте (b)(2) настоящего параграфа, изнашивается до такой степени, что обнажаются оголенные проводники, открытая таким образом часть должна быть защищена резиной и фрикционной лентой или другим эквивалентом. изоляция.
1926.351 (с)
Возврат заземления и заземление машины.
1926.351 (с) (1)
Кабель заземления должен иметь безопасную пропускную способность по току, равную или превышающую указанную максимальную выходную мощность устройства для дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
1926.351(с)(2)
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления. Для сварки на трубопроводах природного газа должны применяться технические части правил, изданных Министерством транспорта, Управлением по безопасности трубопроводов, 49 CFR Part 192, Минимальные федеральные стандарты безопасности для газопроводов.
1926.351 (с) (3)
Когда конструкция или трубопровод используются в качестве цепи заземления, должно быть определено наличие необходимого электрического контакта на всех соединениях. Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
1926.351 (с) (4)
Если конструкция или трубопровод постоянно используются в качестве контура заземления, все соединения должны быть загерметизированы, и должны проводиться периодические проверки, чтобы убедиться, что в результате такого использования не существует условий электролиза или опасности возгорания.
1926.351 (с) (5)
Корпуса всех машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод, заземленный в источнике тока. Цепи заземления, кроме как с помощью конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводником имеет достаточно низкое сопротивление, чтобы пропустить достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
1926.351 (с) (6)
Все соединения заземления должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
1926.351 (д)
Инструкция по эксплуатации. Работодатели должны проинструктировать работников по безопасным методам дуговой сварки и резки следующим образом:
1926.351 (г) (1)
Если держатели электродов необходимо оставить без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли вступать в электрический контакт с работниками или токопроводящими объектами.
1926.351 (г) (2)
Держатели горячих электродов нельзя погружать в воду; это может привести к поражению электрическим током сварочного аппарата или резака.
1926.351 (г) (3)
Когда сварщику или резчику приходится оставить свою работу или прекратить работу на какое-либо значительное время, или когда машину для дуговой сварки или резки необходимо переместить, выключатель питания оборудования должен быть разомкнут.
1926.351(д)(4)
О любом неисправном или неисправном оборудовании необходимо сообщить руководителю.
1926.351 (д) (5)
Дополнительные требования см. в 1926.406(c).
1926.351 (е)
Экранирование. Когда это возможно, все операции дуговой сварки и резки должны быть ограждены негорючими или огнестойкими экранами, которые защитят сотрудников и других лиц, работающих поблизости, от прямых лучей дуги.
Литье по легко выплавляемым моделям (ЛВМ) — это технология литья металлов, при которой точная модель отливки и литниковая система изготавливаются из воска или парафина, методом его запрессовки в специальную пресс-форму. После этого модель подвергается нанесению суспензии и обсыпке в количестве до 10 циклов — так формируется оболочковая форма, из которой в последствие выплавляется воск и в образовавшуюся полость заливается расплавленный металл. Технология ЛВМ является очень дорогой и трудозатратной, но позволяет изготавливать отливки высокой точности со сложной конфигурацией, например, лопатки турбин.
Литье по легко выплавляемым моделям (ЛВМ)
Человечеством с древнейших времен накоплен богатый опыт изготовления орудий труда, оружия и украшений методом литья. Из воска изготавливали определенный предмет и обмазывали его снаружи глиной. При обжиге расплавленный воск вытекал и внутрь заливался расплавленный металл. Застывшую глину удаляли и шлифовали полученную заготовку. Промышленный процесс, называемый литье по выплавляемым моделям (ЛВМ), иногда называется литьем в разрушаемую форму, поскольку, для извлечения готового изделия керамическая основа, в которую производилось литье, разрушается.
Область применения литья по выплавляемым моделям
Технология метода ЛВМ применяется в наши дни практически повсеместно, как в промышленности, так и в небольших мастерских и даже в быту. Литье ЛВМ используется при изготовлении различных деталей сложной формы, ювелирных украшений, игрушек и сувениров. В качестве наполнителя используются:
цветные металлы;
различные виды сталей;
золото и серебро;
чугун;
сложные в механической обработке твердые сплавы.
Виды ЛВМ
Существуют несколько технологий, использующих метод литья в разрушаемую форму:
Точное литье (ТЛВМ) является наиболее востребованным способом, позволяющим изготавливать отливки сложной конфигурации с высочайшей точностью.
Литье в формы из холодно-твердеющих смесей (ХТС). Используется, чаще всего, на дому.
Использование жидкостекольных смесей (ЖСС) с катализатором для изготовления отливок. Является сравнительно новым и экологичным способом.
Преимущества и недостатки технологии
Преимущества литья по легко выплавляемым моделям позволили данной технологии получить широкое распространение во многих отраслях производства. Ярче всего достоинства метода проявили себя в серийном производстве.
универсальность наполнителя, широкий диапазон массы и размеров;
отсутствуют разъемы в формах;
разнообразие конфигураций;
точность изготовления и высокая чистота поверхности;
нет потребности в дальнейшей механической обработке;
возможность автоматизации процесса.
Несмотря на все достоинства метода литья ЛВМ и высокое качество изделий, целесообразность данной технологии не всегда оправдана. Недостатки специалисты связывают с наличием следующих факторов:
длительность и сложность процесса подготовки формы для заливки;
высокая стоимость формовочного сырья;
повышенная экологическая нагрузка техпроцесса;
высокая себестоимость мелкосерийного производства.
Применение литья по выплавляемым моделям на предприятиях
Промышленные предприятия, предлагающие услуги точного литья, используют специализированное оборудование, компьютерные программы и 3D-моделирование. Специалисты подчеркивают, что предприятия, занимающиеся литьем по выплавляемым моделям, руководствуются теми же государственными стандартами качества, которые применяются к продукции, изготовленной другими методами.
Определение точного литья — Производство точных отливок
Определение точного литья
Категория:
Производство точных отливок
Определение точного литья
Точным литьем называют обычно все способы литья, которые позволяют получить точные отливки. К этим способам относят литье под давлением, литье в кокиль, в оболочковые формы из термореактивных смесей (кронинг-процесс С и D), в прессованные керамические формы и литье по выплавляемым моделям. Но больше термин «точное литье» подходит для способов, которые позволяют получать отливки с точностью, большей чем ±0,25% номинала. В этом смысле именно к точному литью относится литье по выплавляемым, выжигаемым, испаряемым и растворяемым моделям.
Точное литье как технологический процесс характеризуется тем, что им можно получать фасонные сложные машиностроительные отливки, у которых рабочие поверхности выполняются с такой чистотой и такой размерной точностью, что исключается или резко уменьшается механическая обработка, а следовательно, снижаются расходы, связанные с ней.
Этот способ используют в тех случаях, когда при изготовлении отливки сложной формы и из труднообрабатываемого материала другие способы оказываются исключительно дорогими. К таким деталям, например, можно отнести детали, применяемые в теплотехнике, атомной технике или в оборонной промышленности.
Однако способы точного литья, в том числе и литье по выплавляемым моделям, не исключают другие способы изготовления деталей, например, ковку, прессование или механическую обработку, Точное литье дополняет остальные производственные способы получения заготовок и имеет свои пределы по размерным допускам и шероховатости поверхности. Эти параметры определяются принятой технологией и применяемыми материалами.
У точного литья, как и у других производственных способов, следует использовать лишь такие размерные и качественные параметры, которые необходимы с точки зрения эксплуатации детали, так как с повышением этих требований неизбежно растут производственные расходы. Согласование этих технико-экономических требований потребителей с возможностями производства неизбежно, так как до выбора способа изготовления отливки необходимо проводить экономический анализ с учетом всех важнейших параметров производства.
Реклама:
Читать далее:
Экономика литья по выплавляемым моделям
Статьи по теме:
Контроль отливок
Контроль заливки керамических форм
Контроль плавки
Контроль удаления модельной массы из керамических форм и прокаливания форм
Контроль изготовления форм
Главная → Справочник → Статьи → Блог → Форум
Что такое точное литье|Процесс|JC Casting
Что такое точное литье?
Точное литье – общий термин, обозначающий процесс получения отливок точного размера. По сравнению с традиционным процессом литья в песчаные формы отливки, полученные методом точного литья, имеют более точные размеры и лучшую чистоту поверхности. Его продукция точна, сложна и близка к окончательной форме детали. Может использоваться непосредственно без обработки или обработки. Это продвинутый процесс почти сетчатой формы. И это может быть подходящим для заказов небольшого количества.
Включает литье по выплавляемым моделям, литье керамики, литье металлов, литье под давлением, литье по газифицируемым моделям.
Прецизионное литье Обычно используется литье по выплавляемым моделям, также известное как литье по выплавляемым моделям. Он широко используется для производства литья черных и цветных металлов.
Формовочная масса изготавливается с использованием подходящего паковочного материала, такого как парафин. Процесс нанесения огнеупорного покрытия и огнеупорного песка повторяется на паковочной форме. Закаленная оболочка и сухая. Затем внутреннюю плавильную форму расплавляют, чтобы получить полость. Запеченная оболочка получается набрать достаточную прочность. Остатки паковочной массы сжигают и заливают желаемый металлический материал. Затвердевание, охлаждение, шелушение, очистка песка. Тем самым получая высокоточное готовое изделие. Термообработка и холодная обработка и обработка поверхности в соответствии с требованиями к продукту.
Кроме того, прецизионные отливки обладают огромной свободой выбора как дизайна, так и материала отливок. Это позволяет использовать многие типы стали или легированной стали для инвестиций. Итак, на рынке литья прецизионное литье — это отливки высочайшего качества.
Прецизионное литье также связано со стоимостью литья и времени. Для изготовления каждой отливки требуется форма и одна восковая модель. Это займет больше времени и отдельных затрат. Так что это не очень выгодно для продуктов небольшого количества.
Прецизионное литье состоит из множества технологических операций, поэтому на каждую отливку уходит больше времени. Если с поточной линией показать. Это:
Вощение (восковая форма) — ремонтный воск — — проверка воска — групповое дерево (восковое модульное дерево) — оболочка (первая паста, песок, повторная суспензия, наконец, сушка на воздухе формы) — депарафинизация (паровая депарафинизация) — — — форма обжиг-химический анализ-литье (литье расплавленной стали в оболочку кристаллизатора)—вибрационное шелушение-резка и заливка отливки и разливочного стержня—шлифовка шибера-начальный контроль (шероховатая проверка)-дробеструйная обработка—механическая обработка—полировка-финишная обработка осмотр— Хранение
Далее следует введение в основной процесс точного литья.
Что такое процессы точного литья
Шаг 1. КОНСТРУКЦИЯ ФОРМЫ
В соответствии с чертежом наш инженер закончит проектирование формы. Форма закупается на заводе по производству пресс-форм.
Этап 2. ВПРЫСК ВОСК
Воск впрыскивается машиной. Восковое оформление нужных отливок производится методом литья под давлением. Этот процесс называется шаблонами.
Шаг 3 . СБОРОЧНОЕ ДЕРЕВО
Выкройки прикрепляются к центральной восковой палочке, называемой литником, для формирования отливки или сборочного дерева.
Этап 4. ИЗГОТОВЛЕНИЕ ОБОЛОЧКИ
Оболочка строится путем погружения сборки в жидкую керамическую суспензию, а затем в слой очень мелкого песка. Таким образом можно нанести до ШЕСТИ слоев. Оболочка будет сухой в каждом слое.
Шаг 5. DEWAX
Когда керамика высохнет, нагрейте ее. Воск будет расплавлен. Расплавленный воск будет вытекать из раковины.
Этап 6. ЛИТЬЕ
В традиционном процессе корпус заполняется расплавленным металлом путем заливки под действием силы тяжести. По мере остывания металла детали и литники, литник и заливной стакан становятся сплошным литьем.
Этап 7. ВЫБИВАНИЕ
Когда металл остынет и затвердеет, керамическая оболочка будет разрушена вибрацией или выбивным устройством.
Этап 8. ОТРЕЗКА
Детали отрезаются от центральной ели с помощью высокоскоростной фрикционной пилы.
Этап 9. ШЛИФОВКА
После того, как отливка была срезана. Часть заливки отливки будет тщательно отшлифована.
Этап 10. Осмотр и последующая обработка.
Отливка будет проверена инспектором в соответствии с чертежом и запросом качества. Если есть неквалифицированные части. Он будет отремонтирован и снова проверен.
Этап 11. ГОТОВЫЕ ОТЛИВКИ
После обработки поверхности металлические отливки становятся идентичными оригинальным восковым моделям и готовы к отправке заказчику.
Для документов о процессе точного литья по выплавляемым моделям вы можете загрузить процесс точного литья по выплавляемым моделям в формате pdf , как показано ниже:
процесс точного литья по выплавляемым моделям下载
Если вы являетесь производителем точности, вы должны знать некоторые факторы точности влияния.
Влияние фактора точности
В нормальных условиях на размерную точность прецизионных отливок влияет множество факторов, таких как структура литейного материала, литье, шелушение, обжиг и литье. Установка любого из звеньев и неразумная эксплуатация изменят скорость усадки отливки. Точность размеров отливки отклонилась от требований. Ниже перечислены факторы, которые могут вызвать дефекты точности прецизионных отливок:
(1) Влияние структуры отливки.
а. Отливка имеет толстую стенку и большую усадку. Отливка имеет тонкую стенку и небольшую усадку. б. Свободная скорость усадки велика, что препятствует скорости усадки.
(2) Влияние литейного материала.
а. Чем выше содержание углерода в материале, тем меньше линейная усадка. Чем ниже содержание углерода, тем больше усадка лески. б. Усадка при отливке обычных материалов выглядит следующим образом: усадка при отливке K = (LM-LJ) / LJ × 100%, LM — размер полости, а LJ — размер отливки. На К влияют следующие факторы: восковая форма К1, структура отливки К2, тип сплава К3, температура отливки К4.
(3) Влияние изготовления форм на усадку литейной линии.
а. Наиболее очевидно влияние температуры парафина, давления парафина и времени выдержки на размер расплава. Затем следует давление воска. Время выдержки мало влияет на окончательный размер паковочной массы после обеспечения литья под давлением. б. Линейная усадка воскового (формовочного) материала составляет около 0,9-1,1%. с. При хранении форм для выплавки происходит дальнейшая усадка, и значение усадки составляет около 10% от общей усадки. Однако после 12 часов хранения размер вложения оставался практически стабильным. д. Радиальная усадка восковой формы составляет всего 30-40 % от усадки в продольном направлении, а влияние температуры воска на свободную усадку гораздо больше, чем на резистивную усадку (оптимальная температура воска 57-40°С). 59°С, Чем выше температура, тем больше усадка).
(4) Влияние материала корпуса.
Цирконовый песок и порошок циркона используются из-за их небольшого коэффициента расширения, который составляет всего 4,6×10-6/°C, поэтому ими можно пренебречь.
(5) Эффект запекания скорлупы.
Поскольку коэффициент расширения оболочки мал, при температуре оболочки 1150°С он составляет всего 0,053%, поэтому им можно пренебречь.
(6) Влияние температуры литья.
Чем выше температура литья, тем больше усадка. Температура заливки низкая, а скорость усадки меньше. Поэтому температура заливки должна быть соответствующей.
Преимущества прецизионных отливок
Perfect-Surface Finish
Процесс литья по выплавляемым моделям обеспечивает намного лучшую отделку поверхности по сравнению с поковками и литьем в песчаные формы. Иногда это важно и позволяет избежать механической обработки или других чистовых операций.
Ближе к готовым конструкциям деталей
Литье по выплавляемым моделям обеспечивает форму, близкую к чистой, для изготовленных деталей, что устраняет или снижает затраты на механическую обработку. Отверстия, подрезы, прорези и другие сложные детали, которые нельзя получить с помощью других процессов, часто могут быть предусмотрены. Дополнительным преимуществом формы, близкой к чистой, является экономия материала, особенно при использовании дорогих сплавов, таких как сплавы никеля и кобальта.
Более жесткие допуски
Из-за особенностей процесса отливки по выплавляемым моделям могут иметь гораздо более жесткие допуски, чем отливки в песчаные формы или поковки.
Конкурентоспособные затраты на оснастку
Первоначальные затраты на оснастку для литья по выплавляемым моделям часто дешевле, чем на литье в песчаные формы.
Тонкостенные отливки
Процесс литья по выплавляемым моделям позволяет получать более надежные отливки с гораздо более тонкими стенками, чем отливки в песчаные формы. Преимущества включают в себя значительно меньший процент брака и меньший вес отливок из-за более тонкой стенки.
Меньше дефектов литья
Будучи более чистым процессом, чем литье в песчаные формы, литье по выплавляемым моделям, как правило, обеспечивает гораздо более высокий процент отливок без дефектов.
Типовое прецизионное литье
Изделия прецизионного литья используются во всех отраслях промышленности, особенно в электронной, нефтяной, химической, энергетической, транспортной, легкой промышленности, текстильной, фармацевтической, медицинском оборудовании, насосах и клапанах.
Мы являемся китайской корпорацией точного литья, расположенной в провинции Шаньдун. С помощью процесса точного литья мы можем отливать около 300 сплавов. Наши металлы включают нержавеющую сталь, инструментальную сталь, углеродистую сталь, ковкий чугун, алюминий, медь, латунь и другие легированные стали. Точное литье подходит для сложных и детализированных конструкций деталей, таких как рабочие колеса. Потому что в нем используются керамические раковины с выплавляемым воском. Его модели были заранее отлиты под давлением. После заливки можно заканчивать. Если более совершенный запрос, это может быть сделано путем механической обработки и последующей обработки.
За 23 года своей истории мы произвели ряд высококачественных инвестиционных и прецизионных отливок. Основным направлением нашей деятельности является предоставление качественных прецизионных отливок с высокой производительностью. Помимо этого, мы также можем обеспечить точное литье под давлением, точное литье алюминия, точное литье стали. Мы хотели бы быть вашим надежным поставщиком точных литых деталей. Наш инженерный отдел точного литья предоставит вам полное предложение по литью о дизайне продукта, выборе материала, деталях обработки и т. Д. Для справки.
Если вы хотите получить более подробную информацию о том, что такое точное литье, или вам нужны проекты точного литья, пожалуйста, свяжитесь с нами. напишите нам по адресу [email protected]
Имя
Электронная почта*
Сообщение*
Что такое литье по выплавляемым моделям? — Процесс литья по выплавляемым моделям
Что такое литье по выплавляемым моделям?
Литье по выплавляемым моделям относится к керамике, формируемой вокруг восковых моделей для создания оболочки для заливки расплавленного металла. После того, как восковые узоры созданы, их расплавляют на системе ворот, погружают в суспензию и песок, чтобы сформировать многослойный корпус, а затем заменяют расплавленными металлами, такими как нержавеющая сталь, алюминий и многое другое. Ниже приведены несколько коротких видеороликов с некоторыми этапами процесса литья по выплавляемым моделям.
Как производятся отливки по выплавляемым моделям?
Разработка литья по выплавляемым моделям включает в себя создание оригинального воскового шаблона, покрытие изображения гипсом и наращивание последовательных слоев до тех пор, пока модель не покроется прочной оболочкой. После расплавления воска в форму заливают расплавленную сталь, нержавеющую сталь или бронзу, создавая идеальную копию оригинального воскового рисунка. По сравнению с механической обработкой, литье по выплавляемым моделям может экономично предложить поднутрения, высокое разрешение, сложные детали и гладкую поверхность.
Чаще всего литье по выплавляемым моделям является единственным экономичным способом изготовления детали.
Часто задаваемые вопросы
Литье по выплавляемым моделям используется в различных отраслях промышленности, включая огнестрельное оружие, общественное питание, газовую и нефтяную промышленность, а также энергетику. Хотя это некоторые отрасли, обслуживаемые посредством литья по выплавляемым моделям, они не единственные, которые обслуживает Milwaukee Precision Casting. Литье по выплавляемым моделям можно использовать практически для всего, где требуется сталь, алюминий, латунь и многие другие материалы.
Milwaukee Precision Casting может предложить широкий спектр отделочных работ, включая: механическую обработку, термообработку, неразрушающий контроль, полировку, пассивацию/электрополировку, снятие заусенцев/шлифовку шариков, лазерное травление, нанесение покрытий, упаковку и многое другое в зависимости от потребностей заказчика. любая часть. Компания Milwaukee Precision Casting поддерживает тесные отношения со многими местными поставщиками, что позволяет предлагать наилучшие детали по минимально возможной цене.
Различия в прочности между литьем и другими методами обработки металла, хотя и существуют, незначительны. Литье по выплавляемым моделям уже много лет используется в военной, аэрокосмической и медицинской областях и до сих пор используется в этих отраслях. Благодаря испытаниям и тщательной проверке мы можем гарантировать, что ни одна деталь, покидающая Milwaukee Precision Casting, не будет соответствовать самым строгим требованиям.
ПОДРОБНЕЕ ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Процесс литья по выплавляемым моделям
Щелкните любой из приведенных ниже шагов для получения подробной информации о процессе литья по выплавляемым моделям.
Чтобы загрузить полное руководство по литью, нажмите здесь.
ШАГ
1
Восковая модель
ШАГ
2
Сборка
ШАГ
3
Здание «Шелл»
ЭТАП
4
Депарафинизация
ЭТАП
5
Заливка и затвердевание
ЭТАП
6
Пиление/резка
ШАГ
7
Индивидуальная настройка
ШАГ
8
Отделка
Что такое отливки по выплавляемым моделям?
За счет впрыскивания воска в форму для постоянного литья для формирования восковых моделей литье по выплавляемым моделям является решением для многих сложных деталей, которые требуются в больших количествах. Мы производим отливки по выплавляемым моделям весом от нескольких граммов до 40 фунтов и можем экономично производить небольшие количества с помощью ручных инструментов или большие объемы с использованием многогнездных автоматических формовочных инструментов.
Происхождение литья по выплавляемым моделям, также известного как процесс литья по выплавляемым моделям, восходит к 1100/1700 г. до н.э. Работы были созданы из вылепленных вручную восковых моделей с мельчайшими деталями. В послевоенный период этот процесс развился и распространился практически на все отрасли и рынки, как это видно сегодня.
Почему Milwaukee Precision Casting, Inc.?
Роботизированные технологии
Наша роботизированная технология обеспечивает эффективное погружение оболочек с меньшим временем сушки между погружениями, меньшим количеством поломок и исправлений, а также меньшим количеством керамических включений, что позволяет нашим клиентам получать высококачественные отливки с гладкой поверхностью.
Производственная экспертиза
Milwaukee Precision Casting, Inc. является ведущим литейным предприятием с полным спектром услуг с 1993 года. Наши услуги включают проверку качества, термообработку и неразрушающий контроль для производства деталей для литья по выплавляемым моделям, соответствующих вашим спецификациям.
Быстрый оборот проекта
Наши сроки поставки одни из самых коротких в отрасли. Все наши детали производятся в США, что позволяет быстро выполнять проекты, расположенные по всей стране.
Свяжитесь с нами
Свойства материалов для литья по выплавляемым моделям
Найдите свойства, настроив фильтры ниже.
Твердость
Наименее
Самый
1010 Отожженная углеродистая сталь RB60
1030 Отожженная углеродистая сталь RB75
1020 Отожженная углеродистая сталь RB75
Алюминиевая бронза C95400 литая0005
Al Bronze C95400 hardened and tempered RB91-RB96 Aluminum-Bronze
Al bronze C95500 hardened and tempered RB91-RB96 Aluminum-Bronze
Al bronze C95500 as cast RB98 Aluminum-Bronze
1045 Annealed RB100 Carbon Steel
Inconel 625 отожженный RC20 Inconel
1060 Отожженный RC25 Углеродистая сталь
CD4MCu Отожженный RC26 Нержавеющая сталь
CD4MCU Закаленный RC28-RC32 Нержавеющая сталь
Кобальт 36 литой RC36 Кобальт
15-5 Закаленная RC26-RC38 Нерж. сталь
431 Закаленная RC20-RC40 Нерж. сталь
17-4 Закаленная RC34-RC44 Нерж. сталь
8620 Закаленная RC20-RC45 Нерж.
416 Закаленная RB94-RC45 Нержавеющая сталь
Кобальт 6 литой RC45 Углеродистый никель
4130 Закаленная RC23-RC49 Нержавеющая сталь
1030 Закаленная RC20-RC50 Углеродистая сталь
8259-RC5 Закаленная сталь 0 RC0005
Cobalt 12 AS CAST RC50 COBALT
420 HEARDED RC30-RC52 НЕПРАВИЛЬНАЯ СТАЛА
H-13 HEARDED RC45-RC53 Tool Steel
4340 HERDENT RC20-RC55 Сталь
440A Hardened RC35-RC56 Steenless Streel
440A Hardened RC35-RC5669
440A Hardened RC35-RC569
440A Hardened RC35-RC569
440A. -RC57 Углеродистая сталь
4140 Закаленная RC29-RC57 Сталь
S-7 Закаленная RC35-RC57 Инструментальная сталь
D-2 Закаленная RC50-RC59 Инструментальная сталь
S-5 Закаленная RC37-RC59 Инструментальная сталь
4 -RC60 Углеродистая сталь
8640 HEARDED RC30-RC60 Nickel-Chromium Molybdenum
6150 HEARDED RC30-RC60 CARBON-CROMIUM
A-2 HARDED RC47-RC60 Инструментальная сталь
440C HARDENDED RC40-RC60 Stainless Steelless
440C Hardeded RC40-RC60 Stainless Steelless
440C RC40-RC60 Stainless Steelless Steelless 9000
440C RC40-RC60 Stainless Steelless 9000
440C RC40-RC60. Инструментальная сталь
Закаленная D-7 RC50-RC63 Инструментальная сталь
M-2 Закаленная RC61-RC63 Инструментальная сталь
Прочность на растяжение
Низкий
Высокая
A356 Алюминий 48 000 Алюминий
1010 Отжиг 60 000 углеродная сталь
1020 Отжиг 70 000 углеродная сталь
1030 Отжиг 75 000 углеродная сталь
302 Annelaed 75000 нержавеющая сталь
303 Отметами 75000
4444000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000 9000.
316 Отожженная 75 000 Нержавеющая сталь
Инконель 600 литой 75 000 Инконель
Mg Бронза C86500 75 000 Марганцевая бронза
347 annealed 85,000 Stainless Steel
Al Bronze C95400 as cast 85,000 Aluminum Bronze
1045 Annealed 90,000 Carbon Steel
Inconel 625 annealed 100,000 Inconel
Al bronze C95500 hardened and tempered 100,000 Aluminum Bronze
Cobalt 36 as cast 105,000 Cobalt
Алюминиевая бронза C95400, закаленная и отпущенная 105 000 Алюминиевая бронза
Пеноблок и газоблок это — родственные строительные материалы, они относятся к легким бетонам, и отличаются между собой только формированием воздушных ячеек внутри самого блока. В пеноблоке воздушные пузырьки образуются с помощью пены, которая перемешивается с бетоном, и в результате, когда бетон застывает, получается блок определенного размера, в котором застыла пена в виде пузырьков воздуха. Такой блок является легким, прочным и самое главное теплым. Структура ячеек пеноблока является закрытого типа, т.е. при застывании, воздушный пузырек обволакивает бетон, и так каждый пузырек, в результате все пузырьки воздуха заключены в бетон.
В газоблоке, для получения воздушных пузырьков применяется алюминиевая крошка, которая вступает в реакцию с кислородом при нагревании, и выделяет газ. В результате получается газобетон. Ячейки в газобетоне являются ячейками открытого типа, т.е. пузырьки воздуха сообщаются друг с другом. Еще нужно отметить, что газоблоки, как правило, производят промышленым способом, они подвергаются сушке (автоклавное производство) и для формирования блока применяется струнная порезка, которая обеспечивает максимальную правильную геометрию, что делает качественную укладку блоков и ускоряет ее во времени.
Купить газоблок Стоунлайт у нас на сайте с доставкой на объект
Чтобы понять отличие этих двух материалов нуно обратить внимание на вопросы которые покупатель часто задает при их выборе, а также можно будет понять чем полнотелый кирпич отличается от блоков из пористого бнтона:
1. Пеноблок имеет закрытую структуру ячеек и поэтому не вбирает в себя влагу, а газоблок сообтветственно наоборот, тем самым разрушается в зинминий период?
Действительно пеноблок и газоблок пористые материалы, и могут впитывать влагу, но влагу они могут впитать если их полностью погрузить в воду. Если их оставить на улице, то впитываемость влаги не будет критическая, и газоблок в этом случае не уступает обычному пеноблоку. Для примера можно привести здание складского комплекса завода Aeroc, которое выполнено из газоблока и с внешней стороны не закрыто другими фасадными материалами. Тут самое главное, что бы вы при строительстве здания правильно организвали водосточную систему, систему оконных отливов и сделали так, чтобы вода не застаивалась в районе цоколя и фундамента.
Рисунок 1. Показывает насколько успешно можно эксплуатировать здание из газоблока без внешней отделки.
2. Пеноблок имеет плотность 600-700 кг/м2 а газоблок 400-500 кг/м3 поэтому пеноблок будет крепче.
В общем утверждение: чем больше плотность блока, тем больше его крепость абсолютно справедлива. Но нужно не забывать о том, что большую роль в крепости блока играет качество цемента, если испльзовать цемент с примесями шлаков или недостаточной марки (вместо 500 использовать марку цемента 400), то это безусловно скажется на качестве. К тому же частные производители пеноблоков не имеют физической возможности проверять качество бетона (хотя иногда, чтобы получить большую прибыль производители пеноблока осознано могут занижать качество цемента), а на больших заводах по производству газоблока проверка качества цемента в заводской лаборатории является обязательной процедурой.
К тому же счас многие компании производят газоблок нового поколения у котрого плотность 380-400 кг/м3 но крепость выше чем крепость пеноблока, и выражается 25 – 35 кгс/см?, что соответствует пеноблоку с плотностью не менее 700-kanalizatciya-instalplast0 кг/м3.
3. Алюминий содержащийся в газоблоке является вредным для здоровья материалов, а пеноблок является экологически чистым материалом.
Алюминий один из самых распостраненных материалов на земле, оксид алюминия это основа глины и изделий из глины, в том числе изделий для пищевой промыщлености и для косметической промышлености. В процесе производства газоблока, в него вводится алюминиевая крошка в составе 400 грм/м3, она необходима для образования воздушных пузырьков, частицы алюминиевой пудры, реагируют з гидроксогруппами раствора ( ОН — ионами), превращают оксид алюминия в кислород. Кислород, что выделяется и впучивает газомассу приблизительно в два раза по объему. Металлического алюминия в составе газобетона не остается совсем.
Также в составе газоблока присутствует оксид алюминия масой 20 кг/м3, он попадает туда вместе с цементом и прочими составляющими газоблока. Для сравнения в обычном кирпиче содержится до 400 кг окида алюминия, который является составляющим обычной глины, в пеноблоке содержится 50 кг оксида алюминия. Поэтому переживания по поводу, что газоблок содержит алминий не имеет перед собой основания.
4. Пеноблок укладывают на цементный раствор, а газоблок на клей, поэтому газоблок обойдется дешевле?
Тут можно обраться к обычной математике, слой цементного раствора для укладки пеноблока обычно составляет около 1 см (и это если пеноблок имеет правильную геометрию, на практике формы для производства пеноблока деформируются, и геометрия нарушается, я сам видел пеноблок который имеет с одной стороны harakteristiki-osb-plityсм а с другой 20см), а кладка высокоточного газоблока имеет толщину 2 мм. При этом разница в объеме материала составляет 5-6 раз. Соответственно клея для газоблока вам понадобится в пять раз меньше, а стоимость клея всего в 2 — 2,5 раза больше стоимости цементного раствора. Да и готовить клей куда быстрее и приятней. Даже если учесть, что стоимость пеноблока немного дешевле газоблока, можно сказать, что кладка на клей недороже, а даже напротив, немного дешевле чем кладка на цементный раствор. При этом нужно отметить, что кладка высокоточного блока на клеевой раствор, практичестки исключает мостики холода, тем самым делает ваш дом еще теплее.
Купить газоблок Стоунлайт у нас на сайте с доставкой на объект
что лучше, теплее и прочнее
Содержание
Характеристики газоблоков
Состав газобетона
Преимущества газобетонных блоков
Минусы газобетона
Характеристики пеноблоков
Преимущества пеноблоков
Минусы
Сравнение блоков
Основные показатели материалов
При строительстве дома необходимо использовать материалы, которые гарантируют прочность и долголетие возведенной конструкции. Одними из самых востребованных являются «легкие» бетоны — пенобетон и газоблок, отличия между ними на первый взгляд незначительные, но технические свойства разнятся.
Потребители, выбирая материалы для строительства, прежде всего, выделяют те, которые обладают следующими свойствами:
Надежность;
Долговечность;
Морозостойкость;
Влагостойкость;
Теплоизоляция.
Это основные показатели, на которые ориентируются при покупке, так же часто учитывается такой фактор как экономичность.
Этим критериям отвечает ячеистый бетон, он представлен в различных типах. В данной статье остановимся на пенобетоне и газобетоне, узнаем, в чем заключается разница между пеноблоком и газоблоком, рассмотрим характеристики материалов и сможем сравнить пеноблок и газоблок по основным показателям.
Пено- и газобетон – разновидность «легкого» или ячеистого бетона, тело их блоков насыщенно пузырьками воздуха, которые облегчают вес материала и задерживают тепло.
В зависимости от показателя плотности они делятся на три типа:
Конструкционные;
Теплоизоляционные;
Конструкционно-теплоизоляцинные.
Газобетон и пенобетон, несмотря на схожесть структуры, имеют разный состав и способ изготовления, поэтому их характеристики отличаются друг от друга. Давайте тщательно рассмотрим газоблоки и пеноблоки, плюсы и минусы материала и выберем лучший вариант.
Характеристики газоблоков
Пористость блоков газобетона возникает при реакции газообразователя – алюминиевой пудры с известью под действием высокой температуры и давления в автоклавной печи.
В ходе реакции возникает газ, который выходя наружу образует в теле блока сеть микротрещин и пузырьков. Полученные ячейки имеют открытый характер и свободно пропускают воздух, что положительно сказывается на показателях паропроницаемости материала.
Состав газобетона
Портландцемент марки не ниже М400;
Песок мелкой фракции;
Известь;
Вода;
Алюминиевая пудра или паста;
Химические добавки и пластификаторы (при необходимости).
Преимущества газобетонных блоков
К преимуществам газобетона относятся следующие свойства:
Прочность – изготовление происходит автоклавным способом, что гарантирует высокие показатели прочности и долголетия;
Легкость – наличие пустот в структуре блока делает его заметно легче, в сравнении с обычным бетоном;
Простота обработки – газобетон не требует специальных инструментов для дополнительной обработки – нарезка, сверление, распиливание и т. п.;
Низкие показатели теплопроводимости – газоблоки отлично держат тепло, помещение быстро прогревается и медленно остывает;
Огнестойкость – блоки выдерживают до 8 часов воздействия огня, сохраняя технические характеристики;
Звукоизоляция – пустоты в теле блока поглощают шум;
Биостойкость – газобетон не подвержен порче от воздействия грибка, плесени, насекомых и грызунов;
Минусы газобетона
Среди отрицательных свойств выделяется плохая устойчивость к влаге. Газ, при изготовлении блоков, образовал в структуре блока сеть микротрещин, которые впитывают и проводят воду. Поэтому при строительстве необходимо хорошо продумать гидроизоляцию конструкции.
Так же застройщики отмечают невысокие показатели прочности на изгиб и трудность при закреплении дополнительных элементов. Чтобы повесить полку или шкафчик на стену из газоблоков требуется применять специальные крепежи.
Характеристики пеноблоков
Пенобетон образуется путем смешивания цементного раствора со специальной пеной, которая при высыхании блоков образует множество закрытых ячеек. В состав пеноблоков входят песок, цемент М400, вода и пена.
Необходимо равномерно распределить пену, чтобы структура блока имела однородный состав.
Преимущества пеноблоков
К достоинствам материала относятся:
Высокие показатели теплоизоляции;
Небольшой вес – уменьшает расходы на фундамент и перевозку, проще перемещать и строить;
Прочность – из пенобетона возводят несущие стены до трех этажей;
Воздухопроницаемость – пенобетон не препятствует естественной циркуляции воздуха, в помещении создается комфортный микроклимат;
Высокая устойчивость к перепадам температур и морозам;
Пожаростойкость – пеноблоки не горят, выдерживают более 4 часов открытого огня, без потери свойств;
Экологичность – в состав пенобетона входят только безопасные материалы, которые не выделяют токсичных веществ;
Устойчивость к возникновению грибковых и плесневых поражений;
Влагостойкость.
Минусы
Недостатками блоков из пенобетона являются:
Усадка конструкции – до 3 мм на каждый метр стены;
Необходимость гидроизоляции – пенобетон, как и любой ячеистый бетон плохо переносит влагу;
Необходимость использования специальных крепежей – обычные гвозди и дубели в стене из пенобетона держатся плохо;
Возможность приобрести некачественный товар – пеноблоки не отличаются сложностью изготовления, поэтому широко развито кустарное производство.
Сравнение блоков
Проведем сравнение пеноблока и газобетона по главным критериям, и выясним из чего лучше строить пеноблока или газоблока.
Теплоизоляция — что теплее пеноблок или газоблок? Показатели теплопроводности у обоих материалов довольно высокие, значительных различий нет.
Прочность — что прочнее пеноблок или газоблок? Прочность газобетона выше, это объясняется способом изготовления. Газоблоки затвердевают под действием высокой температуры в автоклаве, а пенобетон сохнет естественным путем.
Так что крепче газоблок или пеноблок? Однозначно газоблок, газобетон марки прочности В500 имеет класс прочности В2, у пеноблока этот класс имеют блоки с маркой D800.
Геометрия – по форме и размерам принципиальной разницы нет, производители выпускают блоки разных форм в зависимости от сферы применения материала.
Газоблоки отличаются точностью и ровностью линий, отклонение от нормы не более 1 мм, так как нарезка материла происходит на производстве. А пеноблок этих похвастаться не может, размеры пенобетона могут отклоняться до 5мм.
Скорость строительства – размеры пеноблока и газоблока позволяют сократить время в несколько раз, а небольшой вес снизить нагрузку на фундамент.
Биостойкость – оба материала не подвержены появлению грибка и плесневых образований. Так же на одном уровне у них находятся показатели долговечности, огнестойкости и звукоизоляции.
Паропроницаемость – показатели воздухообмена газоблока значительно выше, чем у пеноблока, за счет открытости пор.
Устойчивость к влаге – пенобетон имеет лучшие показатели, а вот газобетон впитывает воду как губка, поэтому необходима тщательная защита.
Экономичность – стоимость газоблока и пеноблока отличается, постройка дома из газобетона обойдется значительно дороже. Это объясняется тем, что изготовление газобетона возможно только на заводе с использованием специальной техники.
Кладка и отделка – для пеноблока подходит обычный цементный раствор, для газоблоков это не допустимо. Для газобетона используется только специальный клеевой раствор для ячеистых бетонов, так же для его отделки применяется грунтовка глубокого проникновения и штукатурка на основе гипса.
Усадка – конструкции, возведенные из пеноблоков, подвержены усадке, примерно 3 мм/м, газобетон этим не страдает, так как полное затвердевание происходит в автоклавной печи.
Основные показатели материалов
показатели
пеноблоки
газоблоки
плотность
300 – 1200 кг/куб. м.
300 – 1200 кг/куб.м.
водопоглащение
14%
20%
теплопроводность
0,1 – 0,4 Вт/м*К
0,1 – 0,4 Вт/м*К
морозостойкость
35 циклов
35 циклов
прочность на сжатие
0,25 – 12,5 МПа
0,5 – 25 МПа
Специалисты и застройщики оставляют множество положительных и отрицательных отзывов о пеноблоках и газоблоках, которые могут повлиять на мнение потребителей. Чтобы удостовериться в правдивости информации, мы не только рассмотрели, но и сравнили пенно и газоблоки, что лучше выбирайте сами.
Какому материалу отдать предпочтение, зависит от цели использования и финансового состояния. Например, выбирая пеноблок или газоблок для гаража, можно взять пенобетон, а вот для строительства жилого дома лучше использовать газобетон.
Лабораторные исследования по проектированию пенной опытной установки для снижения канавления газа из газовой шапки в добывающую скважину Мессояхского месторождения | SPE Reservoir Evaluation & Engineering
Skip Nav Destination
11 августа 2022 г.
Эмиль Сайфуллин;
Шинар Жанбосынова;
Дмитрий Жарков;
Чэндун Юань;
Михаил Варфоломеев;
Maiia Zvada
SPE Res Eval & Eng 25 (03): 472–485.
Номер бумаги: SPE-206435-PA
https://doi.org/10.2118/206435-PA
История статьи
Получено:
20 сентября 2021 г.
Пересмотр получено:
01 декабря 2021 г.
Принято:
02 декабря 2021 г.0003
Опубликовано в сети:
24 февраля 2022 г.
Связанный контент
Относится к: Лабораторные исследования по проектированию пенной опытно-промышленной установки для снижения перенаправления газа из газовой шапки в добывающую скважину на Мессояхском месторождении
Цитировать
Посмотреть эту цитату
Добавить в менеджер цитирования
Делиться
Facebook
Твиттер
LinkedIn
MailTo
Получить разрешения
Поиск по сайту
Цитирование
Сайфуллин, Эмиль, Жанбосынова, Шинар, Жарков, Дмитрий, Юань, Чэндун, Варфоломеев, Михаил, Майя Звада. «Лабораторные исследования по проектированию пенной пилотной установки для снижения перенаправления газа из газовой шапки в добывающую скважину на Мессояхском месторождении». SPE Res Eval & Eng 25 (2022): 472–485. doi: https://doi.org/10.2118/206435-PA
Скачать файл цитаты:
Рис (Зотеро)
Менеджер ссылок
EasyBib
Подставки для книг
Менделей
Бумаги
Конечная примечание
РефВоркс
Бибтекс
панель инструментов поиска
Расширенный поиск
В этом документе подчеркивается разница между закачкой пены для блокирования газа в добывающей скважине и нагнетательной скважине и подчеркивается использование пены, усиленной полимером. Кроме того, в этой статье показаны систематические экспериментальные методы выбора подходящих пенных систем для блокирования газа в добывающей скважине с учетом различных факторов, что дает руководство относительно того, какие виды пенообразователей и полимерных стабилизаторов следует использовать и как их оценить для разработки пилотного применения. Объектом данной работы является Восточно-Мессояхское месторождение, эксплуатируемое Газпром нефтью, на котором в настоящее время наблюдается переток газа из газовой шапки в добывающие скважины из-за сильной неоднородности. Пена долгое время считалась хорошим кандидатом на газоблокировку. Однако закачка пены для блокирования газа в добывающих скважинах отличается от таковой в нагнетательных скважинах, что требует длительного воздействия на газонасыщенные высокопроницаемые участки без существенного влияния на фазовую проницаемость нефти в пласте. Следовательно, для блокирования газа в добывающей скважине требуется длительный период полураспада пены, чтобы поддерживать стабильную пену, потому что непрерывный сдвиг раствора ПАВ/газа не может быть достигнут, как в нагнетательных скважинах. Таким образом, выбирают пенопласт, армированный полимером (пенополимер). Четыре полиакриламидных полимерных стабилизатора и пять анионных поверхностно-активных веществ были оценены с использованием объемного теста для определения пенообразующей способности, стабильности пены и эффекта масла путем сравнения скорости пенообразования и периода полураспада для определения подходящей системы пенообразования с оптимальными концентрациями реагентов. Кроме того, были проведены фильтрационные эксперименты в пластовых условиях для определения оптимального режима закачки путем оценки кажущейся вязкости, градиента давления прорыва, коэффициента сопротивления и коэффициента остаточного сопротивления. Полимер может значительно улучшить период полураспада (повысить стабильность пены), и чем выше концентрация полимера, тем больше период полураспада. Но одновременно высокая концентрация полимера увеличивает начальную вязкость раствора, что не только снижает скорость пенообразования, но и увеличивает трудности при закачке. Поэтому с учетом всех этих влияний определяется оптимальная концентрация полимера порядка 0,15–0,2 мас.%. Эксперименты по фильтрации показали, что кажущаяся вязкость в сердцевине сначала увеличивалась, а затем уменьшалась в зависимости от качества пены (объемное отношение газа к общему потоку жидкости/газа). Оптимальным режимом закачки является совместная закачка раствора ПАВ/полимера и газа для образования пены на месте с оптимальным качеством пены около 0,65. Фильтрационные эксперименты на кернах разной проницаемости показали, что газоблокирующая способность пенополимера выше в высокопроницаемых кернах, что выгодно для блокирования высокопроницаемой зоны. Также следует отметить, что при определенном соотношении масла к пене (примерно ниже 1 к 1) присутствие высоковязкой нефти медленно снижало скорость пенообразования с увеличением объема масла, но значительно увеличивало полупериод. срок службы (т. е. стабильность пены, благоприятная для обработки пеной в добывающей скважине).
Ключевые слова:
течение в пористых средах, полимер, эксперимент, методы химического заводнения, добыча нефти и газа, вязкость, усиленное восстановление, динамика жидкости, падение давления, фазовая проницаемость
Предметы:
Методы химического заводнения, Течение в пористых средах, газонагнетательные методы, Улучшенное и расширенное восстановление, Пластовая гидродинамика
Вы можете получить доступ к этой статье, если купите или потратите загрузку.
У вас еще нет аккаунта? регистр
Просмотр ваших загрузок
AR-15 > Газовые блоки
Когда вы нажимаете на спусковой крючок AR15, и пуля проходит вниз по стволу, винтовка использует часть горячего газа для цикла действия.
Это начинается с того, что эти горячие газы входят в газовый блок через газовое отверстие ствола, проходят вниз по газовой трубе, отталкивают затворную раму назад и извлекают пустую гильзу.
Когда группа затворной рамы движется назад, кожух выбрасывается, а буфер и буферная пружина сжимаются, замедляя затвор до упора и возвращая его в переднее положение.
Когда затвор возвращается вперед, магазин выстраивает новый патрон для подачи в патронник, и затвор ловит его, возвращаясь в переднее положение.
Газовый блок — это компонент, который надевается на маленькое отверстие в верхней части ствола AR-15. Это клапан, который контролирует, сколько горячего газа направляется обратно в ресивер.
Существует множество видов газоблоков, которые могут повлиять на характеристики и внешний вид вашей винтовки. Чтобы получить максимальную отдачу от вашего AR, выберите высококачественный газовый блок, который соответствует конструкции и назначению вашей винтовки.
Наиболее популярные газовые блоки имеют стандартную фиксированную конструкцию, обычно используемую в большинстве коммерческих AR15.
Эти газоблоки очень практичны и заслуживают доверия, но они мастера на все руки и ни в чем не виноваты. Независимо от того, какие патроны, глушитель, буфер или БКГ разного веса вы используете, в газовую трубку проходит одинаковое количество газа — часто больше, чем необходимо.
Это объясняется тем, что чрезмерное выделение газа позволяет системе продолжать работу, даже если она загрязняется. Обратной стороной является то, что чрезмерное газообразование увеличивает отдачу и износ, хотя многие скажут, что это незначительно за пределами экстремальных условий.
Качественный нерегулируемый газовый блок лучше всего подходит для сборки AR. Это позволяет вашему пистолету работать безопасно и надежно, не беспокоясь о настройках газа.
Регулируемый газовый блок позволяет регулировать количество газа, поступающего в трубку. Это означает, что затвор может воспринимать идеальное усилие, вы можете чувствовать меньшую отдачу, и ваше оружие будет легче чистить.
Вы можете изменить боезапас, использовать глушитель и изменить вес буфера.
Недостаток регулируемых газовых блоков заключается в том, что они требуют более частой чистки, чтобы работать наилучшим образом. Регулируемые газовые блоки также НЕ подходят для ствола с увеличенным газовым портом. Вы можете ограничить поток, но вы накладываете повязку на проблему, фактически не решая ее.
В конце концов, регулируемые газовые блоки лучше всего подходят для универсальности, в то время как стандартные газовые блоки лучше всего подходят для простоты использования.
Если вы подумываете о свободно плавающем цевье, низкопрофильный газовый блок обязателен.
Низкопрофильные газовые блоки короче и тоньше, чем стандартные блоки, что позволяет использовать тонкие плавающие цевья. По этой причине многие комплекты цевья будут включать низкопрофильный газовый блок.
Низкопрофильные газовые блоки также могут уменьшить переднюю часть винтовки на 30 граммов, что позволяет дольше удерживать прицел на цели.
Газовые блоки бывают разных размеров для разных диаметров стволов.
Газоблоки бывают двух размеров. Диаметр .750 является стандартным для стволов среднего профиля, в то время как .625 является обычным размером для стволов карандашей.
Просто купите газовый блок, соответствующий заявленным характеристикам вашего ствола.
Различные модели AR будут иметь разную длину газовой системы, и ваша газовая трубка должна совпадать. Длина газовой трубки от самой длинной до самой короткой включает винтовку, промежуточную, среднюю длину, карабин и пистолет.
При выборе ствола вы также выбираете длину газовой системы. Важно понимать взаимосвязь между длиной газовой системы и длиной ствола, так как ваш выбор повлияет на надежность, отдачу и общую производительность.
Gas Port Length
~12″
Gas Tube Length
~15″
Ideal Barrel Length
18″ — 20″
The Газовая система длины винтовки размещает газовый порт примерно на фут ниже ствола, обеспечивая более длительное время задержки для более плавной работы. Газовые системы длины винтовки лучше всего работают при использовании длинных стволов от 18 до 20 дюймов.
За счет увеличения времени выдержки снижается давление в патроннике и стволе. Более низкое давление газа означает, что группа затворной рамы будет двигаться медленнее, что приведет к снижению отдачи.
Снижая давление, вы снижаете нагрузку на внутренние компоненты, увеличивая срок службы многих мелких деталей.
При меньшем количестве энергии для цикла винтовка может быть более чувствительна к грязи и загрязнениям, что требует более регулярного обслуживания.
Gas Port Length
~9″
Gas Tube Length
~11.75″
Ideal Barrel Length
~14.5″-16″
Газовая система средней длины размещает газовый порт примерно на 9 дюймов ниже ствола, обеспечивая компромисс между газовыми системами длины карабина и длины винтовки.
Газовые системы средней длины — популярный выбор для стволов длиной 14,5–16 дюймов, поскольку они обеспечивают меньший импульс отдачи по сравнению с системой длины карабина.
Длина газового порта
~7″
Длина газовой трубки
~9,75″
Идеальная длина ствола
~10,5″-16″
Когда газовое отверстие расположено на 7 дюймов ниже ствола, остается очень мало времени для стабилизации давления газа до того, как пуля пройдет газовое отверстие. При более высоком давлении группа затворной рамы будет вращаться быстрее, улучшая работу, когда винтовка грязная.
Газовые системы с длиной карабина идеально подходят для коротких стволов от 10,5 до 13,7 дюймов, но вы также можете найти стволы от 14,5 до 16 дюймов с газовыми системами для карабинов.
Gas Port Length
~4″
Gas Tube Length
~6.75″
Ideal Barrel Length
Less Than 10.5″
For ultra -Короткие AR, газоотводная система пистолетной длины может похвастаться длиной порта всего 4″. Многие винтовки под патрон 300 BLK со стволом 16″ также будут использовать газоотводную систему короткой пистолетной длины для максимальной надежности с дозвуковыми боеприпасами.
Выпуск горячих газов так близко к патроннику приведет к повышенному загрязнению, повышению рабочих температур и повышенному износу систем длины карабина.
Труба стальная черная шовная ВГП Ду32*3,2 цена 544,70 руб. в Новосибирске
Водогазоправодная черная сварная шовная труба изготовленная по ГОСТу 3262-75. Область применения — прокладка внутренних коммуникаций в жилых или производственных объектах, а также для отопления и системы вентиляции. Устойчивость к высокому давлению до 40 атмосфер и гидроударам. Низкое линейное расширение. Позволяет использовать при высоких температурах. Производители трубы- ММК, Кузмина.
Что же собой представляет сварная прямошовная труба? Согласно государственным стандартам, это металлическое изделие, которое сварено из штрипсов из стали. В промышленных циклах, создание таких труб предполагает несколько этапов, таких, как придание формы заготовкам из прокатных листов и сварка таких заготовочных деталей в одно целое.
Особенности труб технического и эксплуатационного характера во многих моментах указывают на качественные характеристики материала, который используется, а также на технологию сварочного процесса. Необходимо подробнее ознакомиться с такими металлическими изделиями, которые изготавливаются со строгим соблюдением государственных нормативов.
Содержание
Общие данные
Области использования
Изделие прямошовное из стали
Соотношение длин и диаметров
Размерная сетка
Заключение
Общие данные
Прямошовные электросварные трубы ГОСТ 10704-91 это изделие из цельного металла, имеющее круглое или прямоугольное поперечное сечение и которое производится на заводах в необходимых для этого условиях. Для производства такого вида труб используется только специальное прокатное оборудование. Сам процесс изготовления выполняется таким образом, что листовая сталь скатывается в заготовочную деталь, а она уже сваривается посредством специального способа такого, как прямой стык.
В зависимости от метода придания формы заготовочному элементу прямошовная продукция делится на такие виды:
1. Холоднодеформированная продукция.
2. Горячедеформированная труба.
3. Холоднокатаные изделия.
4. Холоднотянутый материал.
Сварные швы производятся в продольном направлении, что приводит к оптимальным показателям прочности продукции.
Важно понимать, что изделия, которые были сварены таким способом, не имеют возможности сгибаться механическим методом, поскольку это чревато их расколу или вмятинам, кроме того, можно утратить первоначальную конфигурацию и прочность.
При производстве электросварной трубы используется стальной материал углеродистого типа и низкоуглеродистого вида спокойной, полуспокойной и кипящей маркировки, например, СТ1-СТ4, 08ю и 22гю.
Стальные электросварные трубы в свою очередь делятся на категории (А, Б, В, Д) в зависимости от химического состава стали. Трубы могут быть термически обработанными, необработанными или горячередуцированными. Также классифицируются по толщине стенок – определяется соотношением внешнего диаметра к толщине стенок (от 6 до 40). Ознакомьтесь с ценами на электросварные стальные трубы.
Оптимальный вариант прочности изделий будет, достигнут при таком соотношении в основном металле:
1. Углерод должен составлять не больше чем 0,25%.
2. Сера 0,058%.
3. Фосфор 0,047%.
Зависимо от типа и марки стального материала, из которого выполнены трубы, прямошовная металлопродукция разделяется на такие виды:
1. СП спокойная сталь.
2. ПС полуспокойная сталь.
3. КП кипящая сталь.
Если изделие принадлежит к одному из перечисленных видов, тогда его тип должен указываться в маркировочной информации, которая наносится поверх трубы или указана в сопроводительных документах.
Прямошовные электросварные изделия, сделанные из стали низколегированного или углеродистого вида, и которые имеют диаметральный параметр до 53 см, имеют разновидности групп где:
Использование указанных видов стали не в полной мере сможет обеспечить созданной трубе необходимую стойкость к коррозии. Поэтому готовую продукцию на любом этапе установочного процесса необходимо подвергнуть специальным обработкам, которые заключаются в использовании специальных веществ, обеспечивающих надежную защиту или покрытие традиционными лаками и красками.
Еще одна группа изделий это сварная продукция из оцинкованной стали, для изготовления которой используется углеродистый материал под маркировками 10, 20, 45. Такие металлические трубы могут применяться абсолютно для любых целей, при этом минимальная антикоррозийная обработка совсем необязательна.
Готовые трубы, вне зависимости от марки, используемой в производстве материала, выдерживают показатели рабочего давления не больше чем 16 МПа. Эти качественные характеристики напрямую указывают на сферы использования сварной прямошовной продукции.
Технические характеристики трубы стальной прямошовной
Области использования
Ассортимент электросварной прямошовной продукции, который предлагают рыночные предложения, находит широкое использование в нефтеперерабатывающем процессе, газоперерабатывающей сфере и добывающем деле. Это предусмотрено нормами, заложенными в государственных стандартах. С применением таких труб создаются большие трубопроводные конструкции как внешние, так и заглубленные в землю.
Важно знать, что показатель толщины стен подземной трубопроводной конструкции должен быть не менее 3 мм. Наземный трубопровод производится из изделий, имеющих толщину стен не более чем 2 мм.
Главная область использования прямошовной продукции определена неслучайным образом, поскольку такие трубы имеют следующие отличительные качества:
1. Простой сварочный процесс, соединение производится при помощи соединительных разветвлений, угловых элементов и торцевых деталей, при установке запорных арматурных конструкций.
2. Достаточно небольшой удельный вес, если сравнивать с другими видами труб из черного металла. А соответственно и простая транспортировка с удешевленными установочными работами.
3. Демократичная себестоимость, что хорошим образом влияет на цену трубопроводного сооружения целиком.
4. Высокий уровень стойкости к дождям, снегу, граду и прочее. Кроме того, проявляют стойкость и к другому негативному воздействию окружающей среды (в условиях предварительно проведенных антикоррозийных мероприятий).
5. Такие трубы имеют возможность эксплуатироваться абсолютно во всех климатических условиях, при этом без вреда и потерь целостных качеств стыков и трубопроводных линий вообще.
Конечно же, область использования сварной прямошовной продукции не ограничена только постройками нефтепроводов и газопроводов, так как такие трубы известны своей универсальностью.
В зависимости от сферы использования, такие изделия делятся на такие классы:
1. Класс 1 изделия, которые предназначены для перемещения жидких и газообразных веществ в условиях небольшого давления. Кроме этого, таки изделия широко применяются при обустройстве лесных конструкций и сооружений из металла, которые не подвержены высокой механической нагрузке.
2. Класс 2 используется в большинстве случаев при создании нефтепроводов, газопроводов и водопроводов. Помимо этого, изделия такого класса используются для оснащения производственных цехов предприятий химической отрасли.
3. Класс 3 используется в промышленности пищевого назначения. Отличительными качествами таких труб является стойкость к высокой температуре и к краткосрочным показателям излишнего давления.
4. Класс 4 продукция применима в целях разведения газового месторождения.
5. Класс 5 оптимальный выбор для сборочного процесса металлических сооружений, которые востребованы в машиностроении и вагоностроении. Иногда такие трубы находят свое применение в строительстве при самостоятельной сборке строительного леса или каркаса для строительного объекта.
6. Класс 6 применим только в машиностроении.
Изделие прямошовное из стали
Минимальным диаметром для такого вида труб является 3 см, а максимальным 142 см. Изделия с большими диаметральными параметрами производятся с помощью спиралешовного технологического процесса. Прямошовные стальные трубы это электросварная продукция, которая производится сварным способом под названием прямой стык. Такие трубы производят из стали углеродистого вида и применяют при прокладывании газопроводных конструкций в условиях рабочего давления, которое не превышает 16 МПа.
Для производства таких изделий используют сталь трех типов: спокойную, полуспокойную и кипящую. Также имеются нормативы, предусматривающие допустимое количество стыков. Например, для изделий с диаметром около 6 см разрешено иметь один поперечный шов. А труба, диаметр которой около 82 см может иметь один шов поперек и два шва вдоль. Внешний грат необходимо удалять.
Размеры стальных электросварных прямошовных труб 325-1420мм
Соотношение длин и диаметров
Конечно же, зависимость этих двух показателей должна быть, поскольку труба с большим диаметром не может быть короткая, а изделие с маленьким диаметром длинным.
Для мерной длины существуют такие границы диаметрального размера:
1. До 7 см 59 метров;
2. До 22 см 69 метров;
3. До 43 см 1012 метров.
Для немерной длины имеются такие ограничения:
1. До 3 см 2 и более метра;
2. До 7 см 3 и более метра;
3. До 15 см 4 метра;
4. От 15 см 5 метров.
Кратная длина это длина изделия, кратность шага которой не меньше 25 см.
Размерная сетка
Инструктаж при принятии решения о приобретении электросварной продукции, как и другого металлического проката, зависит от размерных параметров. Необходимо знать стандарты соединений длины изделия и его диаметра, которые используются отечественным производителем.
Немерная длина изделия:
1. 2 и более метра диаметр сечения не больше 3 см.
2. 4 и более метра до 7 см.
3. 5 и более метров не меньше чем 15 см.
Мерная длина труб:
1. От 5 до 9 метров диаметр до 7 см.
2. От 6 до 9 метров 22 см.
3. От 10 до 12 метров до 43 см.
Помимо этого, изготавливаются электросварные стальные трубы кратных параметров, они должны быть кратны больше 25 см.
Заключение
Ознакомившись с данной информацией о том, что такое прямошовная труба, как она производится, для чего и где применяется, можно с легкостью приобрести именно ту продукцию, которая необходимо в конкретно взятом случае.
Размеры сварных и бесшовных труб из нержавеющей стали в соответствии с ASME B36.19
NPS (DN)
ID
Внешний диаметр дюйм (мм)
ШТ дюйм (мм)
Вес фунт/фут (кг/м)
1/8 (6)
5С
0,405 (10,3)
Примечание 1
…
1/8 (6)
10С
0,405 (10,3)
0,049 (1,24) Примечание 1
0,19 (0,28)
1/8 (6)
40С
0,405 (10,3)
0,068 (1,73)
0,24 (0,37)
1/8 (6)
80С
0,405 (10,3)
0,095 (2,41)
0,31 (0,47)
1/4 (8)
5С
0,54 (13,7)
Примечание 1
. ..
1/4 (8)
10С
0,54 (13,7)
0,065 (1,65) Примечание 1
0,33 (0,49)
1/4 (8)
40С
0,54 (13,7)
0,088 (2,24)
0,43 (0,63)
1/4 (8)
80С
0,54 (13,7)
0,119 (3,02)
0,54 (0,8)
3/8 (10)
5С
0,675 (17,1)
Примечание 1
…
3/8 (10)
10С
0,675 (17,1)
0,065 (1,65) Примечание 1
0,42 (0,63)
3/8 (10)
40С
0,675 (17,1)
0,091 (2.31)
0,57 (0,84)
3/8 (10)
80С
0,675 (17,1)
0,126 (3,2)
0,74 (1,1)
1/2 (15)
5С
0,84 (21,3)
0,065 (1,65) Примечание 1
0,54 (0,8)
1/2 (15)
10С
0,84 (21,3)
0,083 (2,11) Примечание 1
0,67 (1,0)
1/2 (15)
40С
0,84 (21,3)
0,109 (2,77)
0,85 (1,27)
1/2 (15)
80С
0,84 (21,3)
0,147 (3,73)
1,09 (1,62)
3/4 (20)
5С
1,05 (26,7)
0,065 (1,65) Примечание 1
0,68 (1. 02)
3/4 (20)
10С
1,05 (26,7)
0,083 (2,11) Примечание 1
0,86 (1,28)
3/4 (20)
40С
1,05 (26,7)
0,113 (2,87)
1,13 (1,69)
3/4 (20)
80С
1,05 (26,7)
0,154 (3,91)
1,48 (2,2)
1 (25)
5С
1,315 (33,4)
0,065 (1,65) Примечание 1
0,87 (1,29)
1 (25)
10С
1,315 (33,4)
0,109 (2,77) Примечание 1
1,41 (2,09)
1 (25)
40С
1,315 (33,4)
0,133 (3,38)
1,68 (2,5)
1 (25)
80С
1,315 (33,4)
0,179 (4,55)
2,17 (3,24)
1,1/4 (32)
5С
1,66 (42,2)
0,065 (1,65) Примечание 1
1,11 (1,65)
1,1/4 (32)
10С
1,66 (42,2)
0,109 (2,77) Примечание 1
1,81 (2,69)
1,1/4 (32)
40С
1,66 (42,2)
0,14 (3,56)
2,27 (3,39)
1,1/4 (32)
80С
1,66 (42,2)
0,191 (4,85)
3,0 (4,47)
1,1/2 (40)
5С
1,9 (48,3)
0,065 (1,65) Примечание 1
1,28 (1,9)
1,1/2 (40)
10С
1,9 (48,3)
0,109 (2,77) Примечание 1
2,09 (3,11)
1,1/2 (40)
40С
1,9 (48,3)
0,145 (3,68)
2,72 (4,05)
1,1/2 (40)
80С
1,9 (48,3)
0,2 (5,08)
3,63 (5,41)
2 (50)
5С
2,375 (60,3)
0,065 (1,65) Примечание 1
1,61 (2,39)
2 (50)
10С
2,375 (60,3)
0,109 (2,77) Примечание 1
2,64 (3,93)
2 (50)
40С
2,375 (60,3)
0,154 (3,91)
3,66 (5,44)
2 (50)
80С
2,375 (60,3)
0,218 (5,54)
5,03 (7,48)
2,1/2 (65)
5С
2,875 (73)
0,083 (2,11) Примечание 1
2,48 (3,69)
2,1/2 (65)
10С
2,875 (73)
0,12 (3,05) Примечание 1
3,53 (5,26)
2,1/2 (65)
40С
2,875 (73)
0,203 (5,16)
5,8 (8,63)
2,1/2 (65)
80С
2,875 (73)
0,276 (7,01)
7,67 (11,41)
3 (80)
5С
3,5 (88,9)
0,083 (2,11) Примечание 1
3,03 (4,52)
3 (80)
10С
3,5 (88,9)
0,12 (3,05) Примечание 1
4,34 (6,46)
3 (80)
40С
3,5 (88,9)
0,216 (5,49)
7,58 (11,29)
3 (80)
80С
3,5 (88,9)
0,3 (7,62)
10,26 (15,27)
3,1/2 (90)
5С
4,0 (101,6)
0,083 (2. 11) Примечание 1
3,48 (5,18)
3,1/2 (90)
10С
4,0 (101,6)
0,12 (3,05) Примечание 1
4,98 (7,41)
3,1/2 (90)
40С
4,0 (101,6)
0,226 (5,74)
9,12 (13,57)
3,1/2 (90)
80С
4,0 (101,6)
0,318 (8.08)
12,52 (18,64)
4 (100)
5С
4,5 (114,3)
0,083 (2,11) Примечание 1
3,92 (5,84)
4 (100)
10С
4,5 (114,3)
0,12 (3,05) Примечание 1
5,62 (8,37)
4 (100)
40С
4,5 (114,3)
0,237 (6,02)
10,8 (16,08)
4 (100)
80С
4,5 (114,3)
0,337 (8,56)
15,0 (22,32)
5 (125)
5С
5,563 (141,3)
0,109 (2,77) Примечание 1
6,36 (9,46)
5 (125)
10С
5,563 (141,3)
0,134 (3,4) Примечание 1
7,78 (11,56)
5 (125)
40С
5,563 (141,3)
0,258 (6,55)
14,63 (21,77)
5 (125)
80С
5,563 (141,3)
0,375 (9,53)
20,8 (30,97)
6 (150)
5С
6,625 (168,3)
0,109 (2,77) Примечание 1
7,59 (11,31)
6 (150)
10С
6,625 (168,3)
0,134 (3,4) Примечание 1
9,3 (13,83)
6 (150)
40С
6,625 (168,3)
0,28 (7,11)
18,99 (28,26)
6 (150)
80С
6,625 (168,3)
0,432 (10,97)
28,6 (42,56)
8 (200)
5С
8,625 (219,1)
0,109 (2,77) Примечание 1
9,92 (14,78)
8 (200)
10С
8,625 (219,1)
0,148 (3,76) Примечание 1
13,41 (19,97)
8 (200)
40С
8,625 (219,1)
0,322 (8,18)
28,58 (42,55)
8 (200)
80С
8,625 (219,1)
0,5 (12,7)
43,43 (64,64)
10 (250)
5С
10,75 (273)
0,134 (3,4) Примечание 1
15,21 (22,61)
10 (250)
10С
10,75 (273)
0,165 (4,19) Примечание 1
18,67 (27. 78)
10 (250)
40С
10,75 (273)
0,365 (9,27)
40,52 (60,29)
10 (250)
80С
10,75 (273)
0,5 (12,7) Примечание 2
54,79 (81,53)
12 (300)
5С
12,75 (323,8)
0,156 (3,96) Примечание 1
21,0 (31.24)
12 (300)
10С
12,75 (323,8)
0,18 (4,57) Примечание 1
24,19 (35,98)
12 (300)
40С
12,75 (323,8)
0,375 (9,53) Примечание 2
49,61 (73,86)
12 (300)
80С
12,75 (323,8)
0,5 (12,7) Примечание 2
65,48 (97,44)
14 (350)
5С
14,0 (355,6)
0,156 (3,96) Примечание 1
23. 09 (34.34)
14 (350)
10С
14,0 (355,6)
0,188 (4,78) Примечания (1),(2)
27,76 (41,36)
14 (350)
40С
14,0 (355,6)
0,375 (9,53) Примечание 2
54,62 (81,33)
14 (350)
80С
14,0 (355,6)
0,5 (12,7) Примечание 2
72,16 (107,4)
16 (400)
5С
16,0 (406,4)
0,165 (4,19) Примечание 1
27,93 (41,56)
16 (400)
10С
16,0 (406,4)
0,188 (4,78) Примечания (1),(2)
31,78 (47,34)
16 (400)
40С
16,0 (406,4)
0,375 (9,53) Примечание 2
62,64 (93,27)
16 (400)
80С
16,0 (406,4)
0,5 (12,7) Примечание 2
82,85 (123,31)
18 (450)
5С
18,0 (457)
0,165 (4,19) Примечание 1
31,46 (46,79)
18 (450)
10С
18,0 (457)
0,188 (4,78) Примечания (1),(2)
35,8 (53,31)
18 (450)
40С
18,0 (457)
0,375 (9,53) Примечание 2
70,65 (. ..)
18 (450)
80С
18,0 (457)
0,5 (12,7) Примечание 2
93,54 (…)
20 (500)
5С
20,0 (508)
0,188 (4,78) Примечание 1
39,82 (59,32)
20 (500)
10С
20,0 (508)
0,218 (5,54) Примечания (1),(2)
46,1 (68,65)
20 (500)
40С
20,0 (508)
0,375 (9,53) Примечание 2
78,67 (117,15)
20 (500)
80С
20,0 (508)
0,5 (12,7) Примечание 2
104,23 (155,13)
22 (550)
5С
22,0 (559)
0,188 (4,78) Примечание 1
43,84 (65,33)
22 (550)
10С
22,0 (559)
0,218 (5,54) Примечания (1),(2)
50,76 (75,62)
22 (550)
40С
22,0 (559)
. ..
…
22 (550)
80С
22,0 (559)
…
…
24 (600)
5С
24,0 (610)
0,218 (5,54) Примечание 1
55,42 (82,58)
24 (600)
10С
24,0 (610)
0,25 (6,35) Примечание 1
63,47 (94,53)
24 (600)
40С
24,0 (610)
0,375 (9,53) Примечание 2
94,71 (141,12)
24 (600)
80С
24,0 (610)
0,5 (12,7) Примечание 2
125,61 (187,07)
30 (750)
5С
30,0 (762)
0,25 (6,35) Примечание 1
79,51 (118,34)
30 (750)
10С
30,0 (762)
0,312 (7,92) Примечание 1
99. 02 (147.29)
30 (750)
40С
30,0 (762)
…
…
30 (750)
80С
30,0 (762)
…
…
ОБЩИЕ ПРИМЕЧАНИЯ..
Допуски.. Вариации размеров различаются в зависимости от метода изготовления, используемого при изготовлении трубы в соответствии с различными доступными спецификациями. Допустимые отклонения размеров указаны в каждой спецификации.
1 фунт/фут = 1,4895 кг/м.
Вес (масса) указан в фунтах на погонный фут (килограмм на метр) для труб из углеродистой стали с гладкими концами.
Различные марки нержавеющей стали допускают значительные различия в весе (массе). Ферритные нержавеющие стали могут быть примерно на 5% меньше, а аустенитные нержавеющие стали примерно на 2% больше, чем значения, указанные в этой таблице, которые основаны на весе (массе) углеродистой стали.
ПРИМЕЧАНИЯ. .
При такой толщине стенки не допускается нарезание резьбы в соответствии с ASME B1.20.1.
Эти размеры не соответствуют ASME B36.10M.
Допуски на наружный диаметр бесшовных и сварных труб ASTM A530
ТРУБА NPS/DN/OD
Допуск на допустимый внешний диаметр
Свыше
Под
дюймов
мм
дюймов
мм
NPS от 1/8 до 1,1/2 DN от 6 до 40 Внешний диаметр от 10,3 до 48,3 мм
1/64
0,4
1/64
0,4
От 1,1/2 до 4 DN от 40 до 100 Наружный диаметр от 48,3 до 114,3 мм
1/32
0,8
1/32
0,8
От 4 до 8 DN от 100 до 200 Наружный диаметр от 114,3 до 219,1 мм
1/16
1,6
1/32
0,8
От 8 до 18 DN от 200 до 450 Наружный диаметр от 219,1 до 457 мм
3/32
2,4
1/32
0,8
От 18 до 26 DN от 450 до 650 Наружный диаметр от 457 до 660 мм
1/8
3,2
1/32
0,8
Допуск внутреннего диаметра труб
Кованые, расточенные и литые трубы. Внутренний диаметр не должен отличаться от указанного более чем на 1/16 дюйма (1,6 мм). Не должно быть отклонений от заданного внутреннего диаметра.
Допуск на толщину стенки трубы
ТРУБА NPS/ DN/ OD
Допуск, % от номинального
Свыше
Ниже
NPS от 1/8 до 2,1/2, вкл. все отношения t/D DN от 6 до 65 OD от 10,3 до 73,0, мм
20,0
12,5
NPS от 3 до 18, вкл. т/д до 5 % DN от 80 до 450 OD от 88,9 до 457, мм
22,5
12,5
NPS от 3 до 18, вкл. т/д > 5% DN от 80 до 450 НД от 88,9 до 457, мм
15,0
12,5
NPS 20 и больше, вкл. сварные, все соотношения т/д DN 500 OD 508, мм
17,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д до 5% DN 500 OD 508, мм
22,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д > 5% DN 500 OD 508, мм
15,0
12,0
Допуск по весу труб
Допуск по весу труб зависит от номинального размера трубы.
Трубы NPS 12 (DN300, 323,8 мм) и меньше, допуск по весу -3,5% / +10%
Трубы свыше NPS 12 (DN300, 323,8 мм), допуск по массе составляет .. -5% / +10%
Трубы NPS 4 (DN100, 114,3 мм) и меньше могут взвешиваться удобными партиями; трубы размером более NPS 4 должны взвешиваться отдельно
Допуски по длине труб
Бесшовные и сварные (без добавления присадочного металла). Если заказаны отрезки определенной длины, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/4 дюйма (6,35 мм).
Кованые и скучные, литые и литые холоднодеформированные. Если заказаны определенные длины отрезков, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/8 дюйма (3,2 мм).
Для труб, заказанных произвольной длины, длина и варианты должны быть согласованы между изготовителем и покупателем.
Шовная труба, бесшовная труба, бесшовная труба из нержавеющей стали
Дата:2020-10-19 ключевые слова:шовная труба, бесшовная труба, бесшовная труба из нержавеющей стали и никаких швов на периферии. Проще говоря, трубы из нержавеющей стали изготовлены из нержавеющей стали. Трубы из нержавеющей стали также делятся на бесшовные трубы из нержавеющей стали и сварные трубы из нержавеющей стали.
Бесшовные стальные трубы относятся к сварным стальным трубам ( шовная труба ). Трубы стальные сварные изготавливаются из стальных листов/рулонов и имеют сварные швы; а бесшовные стальные трубы перфорированы и прокатаны из заготовок и не имеют сварных швов.
В частности, есть шесть основных отличий:
1. Концентричность Процесс изготовления бесшовных труб заключается в пробивке отверстия в заготовке из нержавеющей стали при температуре 2200°F. При такой высокой температуре инструментальная сталь становится мягкой и образует спираль из отверстия после штамповки и волочения. Таким образом, толщина стенки трубопровода неравномерна, а эксцентриситет высок. Таким образом, ASTM допускает, что разница в толщине стенки бесшовных труб может быть больше, чем у труб со швом. Шлицевая труба изготавливается из точного холоднокатаного листа (шириной 4-5 футов в бухте). Эти холоднокатаные листы обычно имеют максимальную разницу в толщине стенки 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности.
2. Характеристики сварки Как правило, между шовными и бесшовными трубами существует определенная разница в химическом составе. Состав стали, используемый для производства бесшовных труб, является лишь основным требованием ASTM. Сталь, используемая для производства шовных труб, содержит химические компоненты, пригодные для сварки. Например, смешивание таких элементов, как кремний, сера, марганец, кислород и треугольный феррит в определенной пропорции, может дать сварочный расплав, который легко передает тепло в процессе сварки, так что можно проварить весь сварной шов. Стальные трубы с недостаточным химическим составом, такие как бесшовные трубы, будут создавать различные нестабильные факторы в процессе сварки, и их нелегко сварить прочно и непроницаемо.
3. Размер зерна Размер зерна металла связан с температурой термообработки и временем поддержания той же температуры. Размер зерна отожженной щелевой трубы из нержавеющей стали и бесшовной трубы из нержавеющей стали одинаков. Если шовная труба проходит минимальную холодную обработку, размер зерна сварного шва меньше размера зерна свариваемого металла, в противном случае размер зерна такой же.
4. Прочность трубы Прочность трубопровода зависит от состава сплава, поэтому бесшовная труба из нержавеющей стали и труба со швом из нержавеющей стали, содержащие один и тот же сплав и одинаковую термообработку, практически одинаковы по прочности. После испытания на растяжение и испытания на трехмерную вибрацию разрывы сварных труб из нержавеющей стали почти во всех случаях происходили в местах, удаленных от точки сварки или зоны нагрева. Это связано с тем, что в сварном шве меньше примесей и немного выше содержание азота, поэтому прочность сварного шва выше, чем у других деталей.
5. Коррозионная стойкость Коррозионная стойкость также зависит от состава сплава. Коррозионная стойкость бесшовных труб из нержавеющей стали с одинаковым химическим составом и полностью термообработанных шовных труб из нержавеющей стали одинакова. В среде хлорангидрида коррозия сварных соединений стальных труб, прошедших неполную термообработку, ускорится, но это требуется только для коррозионных испытаний. На самом деле окружающая среда не так сурова.
6. Гибкость и расширяемость Растяжимость сварного шва можно проверить с помощью следующего испытания, указанного ASTM: согнуть на 45°, затем согнуть на 90°, а затем сгладить вдоль сварного шва; затем поверните шовную трубу из нержавеющей стали и повторите описанные выше шаги, чтобы внутренний диаметр сварного шва согнулся на 180°. Стандартом качества сварного шва является отсутствие надрывов и межкристаллитных расслоений при 40-кратном увеличении. Радиус изгиба трубопровода определяется составом сплава, а минимальный радиус изгиба обычно составляет 2d. Идеальным условием сварки является то, что сварной шов находится в нейтральном или сжатом состоянии. Более того, трубопровод должен быть подвергнут отжигу, чтобы уменьшить его твердость, тем самым улучшив характеристики изгиба.
7. Цена Цена на шовную трубу из нержавеющей стали обычно вдвое меньше, чем на бесшовную трубу из нержавеющей стали.
8. Толщина/диаметр стенки Тонкостенные трубы из нержавеющей стали с небольшими значениями толщины/диаметра лучше всего изготавливать сваркой; толстостенные трубы с большими значениями толщины/диаметра лучше всего изготавливать методом штамповки.
9. Комплексное качество
В нормальных условиях качество шовных труб из нержавеющей стали лучше, чем бесшовных труб из нержавеющей стали, потому что шовные трубы из нержавеющей стали изготовлены из точного холоднокатаного листа, прошедшего контроль, поэтому любые дефекты ограничиваются сварным швом. Бесшовные трубы штампуют из заготовок из нержавеющей стали пуансонами, в результате чего в стенке трубы, образованной экструзией, возникает множество явлений разрыва. Вихретоковый тест показывает, что процент брака шовных труб из нержавеющей стали, как правило, ниже, чем у бесшовных труб из нержавеющей стали. При ультразвуковом контроле фоновый шум бесшовных труб из нержавеющей стали настолько велик, что трудно найти дефекты.
Расход цемента на стяжку на 1 м2 – как посчитать количество раствора на квадратный метр
Стяжка – конструктивный элемент здания, выполняющий одновременно несколько функций, одна из которых может быть основной, а остальные – дополнительными. С помощью стяжек образуют определенный наклон или поднимают уровень пола, выравнивают его поверхность перед укладкой финишного напольного покрытия, повышают звуко- и теплоизоляционные характеристики. Важную роль в прочности, долговечности и надежности стяжек играет правильный расчет требуемого количества вяжущего вещества – цемента – и других компонентов.
Виды стяжек
Тонкослойные стяжки толщиной 20-30 мм обычно выполняют функцию выравнивания поверхности. Для их обустройства используют цементно-песчаные растворы. При изготовлении более толстого слоя – до 40 мм – применяют мелкозернистые бетоны. В их состав входят мелкофракционный щебень с величиной зерен до 10 мм, песок, цемент.
Толстослойные стяжки изготавливают из бетонов различных составов. В качестве крупного заполнителя в них используется гранитный, гравийный, известняковый щебень. Основные функции стяжек из тяжелых бетонов – поднятие уровня пола или устройство требуемого наклона. Дополнительно бетонный слой повышает тепло- и звукоизоляционные характеристики пола.
Традиционная технология устройства цементно-песчаных и бетонных стяжек – мокрая. Бетонные могут изготавливаться полусухим способом.
Пропорции компонентов цементно-песчаных стяжек
При устройстве тонкослойных стяжек используют готовые цементно-песчаные смеси или смешивают все компоненты самостоятельно. Преимущества первого варианта: точное соблюдение пропорций всех компонентов, присутствие добавок, улучшающих характеристики готового продукта. Также большой плюс – простота приготовления раствора: достаточно затворить сухую ЦПС водой в количестве, указанном в инструкции. Перемешивание осуществляют с помощью строительного миксера.
Пропорции компонентов цементно-песчаного раствора зависят от того, какой марки прочности требуется раствор и какой марки цемент применяется для его приготовления.
Самые популярные варианты:
М150. Раствор этой марки считается универсальным и чаще всего применяется при обустройстве цементно-песчаных стяжек.
М200. Такой раствор используется в обустройстве полов, запланированных для восприятия повышенных нагрузок.
Таблица расхода цемента и песка для приготовления 1 м3 цементно-песчаной стяжки
Марка цемента
Марка цементно-песчаного раствора
М150
М200
Вода, л
Цемент, кг
Песок, кг
Вода, л
Цемент, кг
Песок, кг
М400
190
400
1365
195
490
1295
М500
195
330
1410
195
410
1350
Как рассчитать расход цемента и песка в цементно-песчаных стяжках
Для осуществления правильных расчетов необходимо:
Очистить черновое основание от мусора, выставить нулевую отметку.
Определить требуемую толщину цементно-песчаной стяжки. Обычно она не превышает 3 см. Для более толстых стяжек используются бетонные смеси.
Определить площадь заливаемого пола умножением ширины комнаты на ее длину.
Пример расчета расхода цемента марки М400 и песка для стяжки пола площадью 20 м2 слоем 3 см (0,03 м) растворами марки М150 или М200:
Определяем необходимую кубатуру раствора, для чего площадь комнаты умножаем на толщину цементно-песчаного слоя – 20 м2 х 0,03 м = 0,6 м3.
Вычисляем количество песка. В таблице указан расход песка на 1м3 раствора – 1365 кг для марки М150 и 1295 кг для марки М200. Для приготовления 0,6 м3 понадобится 1365 х 0,6 = 819 кг (марка М150) или 1295 х 0,6 = 777 кг (марка М200) песка.
Вычисляем количество цемента марки М400. Для раствора марки М150 понадобится 400 х 0,6 = 240 кг, марки М200 – 490 х 0,6 = 294 кг.
Приготовление цементно-песчаного раствора
Раствор можно приготовить вручную или в бетоносмесителе. Для его приготовления вручную необходимо:
Подготовить подходящую емкость.
Смешать сыпучие компоненты.
Если есть жидкие добавки, смешать их с водой.
В сухую смесь постепенно влить воду.
Перемешать до состояния пластичной массы, без комков.
Для проверки готовности продукта на ровную поверхность выкладывают комок. Вода из него не должна вытекать, он не должен ни рассыпаться, ни растекаться. Со временем комок оседает без потери первоначальной формы.
Этапы приготовления цементно-песчаного раствора в бетоносмесителе, применение которого эффективно при необходимости приготовления большого количества смеси:
В барабан заливают половину от предварительно рассчитанного количества воды. Это примерно половина от рассчитанной массы цемента. Вливают жидкие добавки. Перемешивают 3 минуты.
Засыпают цемент и половину необходимого количества цемента. Перемешивают 1-3 минуты.
Засыпают остаток песка, регулируют густоту раствора добавлением воды.
Пропорции компонентов бетонных стяжек
При устройстве бетонных стяжек пропорции смеси подбирают в зависимости от требуемой марки бетона:
М150 (В12,5). Стандартная марка бетона, применяемая для обустройства стяжек. В качестве крупного заполнителя используется щебень: гранитный, гравийный, известняковый.
М200 (В15). Бетон В15 применяют в местах с запланированными повышенными нагрузками. Крупные заполнители – те же, что и для бетона В12,5.
Таблица расхода цемента и песка для приготовления 1 м куб бетона для стяжки пола
Марка цемента
Марка прочности (класс прочности) бетона
М150 (В12,5)
М200 (В15)
Вода, л
Цемент, кг
Песок, кг
Щебень, кг
Вода, л
Цемент, кг
Песок, кг
Щебень, кг
М400
200
255
695
1235
200
285
680
1225
М500
200
225
715
1245
200
250
700
1235
Расчет расхода цемента на 1 м
2 бетонной стяжки толщиной 5 см
Для осуществления правильных расчетов необходимо:
Очистить основание от мусора, выставить нулевую отметку.
Определить требуемую толщину цементно-песчаной стяжки.
Определить площадь пола умножением ширины на его длину.
Расчет расхода цемента М400 и других компонентов для заливки 1 м2 пола слоем толщиной 5 см:
Определяем требуемую кубатуру смеси – 1 м2 х 0,05 м = 0,05 м3.
Рассчитываем количество щебня. Для бетона М150 – 1235 кг х 0,05 = 62 кг. Для бетона М200 – 1225 х 0,05 = 61 кг.
Определяем количество песка. Для М150 – 695 х 0,05 = 35 кг. Для М200 – 680 х 0,05 = 34 кг.
Рассчитываем расход цемента. Для М150 – 255 х 0,05 = 13 кг. Для М200 – 285 х 0,05 = 14 кг.
Нормы расхода цемента и других сухих компонентов для обустройства полусухих бетонных стяжек примерно такие же, как и для мокрых стяжек, но водоцементное отношение гораздо ниже. Также в эти смеси вводят полипропиленовое фиброволокно и пластификаторы. Обычно бетон для полусухой стяжки заказывают на бетонном заводе. Механизированную укладку такой смеси осуществляют бригады, оснащенные специальным оборудованием, – пневмонагнетателями, гасителями, затирочными машинами.
Приготовление бетона
Бетонную смесь при производстве небольших объемов работ можно приготовить вручную. Для этого в металлической емкости смешивают сухие компоненты, в которые постепенно добавляют воду. При обустройстве полов большой площади бетон заказывают на заводе или изготавливают в бетономешалке.
Этапы приготовления бетонной смеси в бетоносмесителе:
Заливка в барабан примерно ¾ нормы воды.
Засыпка половины нормы или всего щебня.
Засыпка полного количества цемента, перемешивание.
Засыпка всего количества песка и остатка щебня, если вначале он был засыпан не полностью.
Перемешивание всех компонентов около 5 минут.
Цементно-песчаные и бетонные стяжки, осуществляемые по мокрой технологии, вполне можно обустроить своими руками. Главные условия успешного результата – проведение правильных расчетов пропорций компонентов, соблюдение технологических требований при приготовлении смесей и их заливке.
Сколько цемента, песка и щебня в 1м3 бетона?
Чтобы изготовить бетон, необходимы следующие компоненты:
Цемент;
Заполнитель;
Вода.
Но сколько взять каждого составляющего, чтобы смесь получилась хорошая и единородная? Обычно показатели объема бетона обозначают в кубометрах. И поэтому специалистам обязательно нужно знать точно, сколько цемента, песка и щебня в 1м3 бетона.
На количество используемых материалов влияет марка бетонной смеси. От того какие пропорции и соотношения были использованы, и будет зависеть прочность и технические характеристики полученного бетона.
К примеру, создавая 1 куб М 300, который является самым востребованным, необходимо взять 382 килограмма цемента марки М 400, 705 килограмм крупнозернистого песка, 1080 килограмм щебенки и 220 литров воды.
Как вычислить пропорции?
Существует некоторая схема для определения того сколько в кубе бетона песка, щебня и цемента:
1 объемная доля цемента М 400;
4,1 доля крупного песка;
6,1 доля щебенки.
Чем выше марка бетона, тем меньший удельный вес песка и щебня. Этот показатель характеризует быстроту схватывания бетонной смеси, а уже строители выбирают каким раствором им пользоваться в тех или иных ситуациях.
Соотношение цемента, песка и щебенки в бетоне различных марок:
Бетон (марка)
Соотношение цемент:песок:щебенка
М 400
М 500
М 100
1 : 4.1 : 6.1
1 : 5.3 : 7.1
М 150
1 : 3.2 : 5
1 : 4 : 5.8
М 200
1 : 2.5 : 4.2
1 : 3.2 : 4.9
М 250
1 : 1.9 : 3.4
1 : 2.4 : 3.9
М 300
1 : 1. 7 : 3.2
1 : 2.2 : 3.7
М 400
1 : 1.1 : 1.7
1 : 1.4 : 2.8
М 450
1 : 1 : 2.2
1 : 1.2 : 2.5
Знания о данных соотношениях помогут не только узнать, сколько в кубе цемента, песка и щебня, но и без особых усилий замесить необходимое количество бетона высочайшего качества.
Следует помнить еще несколько особенностей изготовления раствора. К примеру, чтобы получился качественный бетон, нужно брать щебенку с маркой в два раза выше, чем марка того материала, который вы желаете получить.
Простой замес бетона
Если вы не стремитесь к заводской точности, и марка бетона не так и важна, то существует очень простой способ заколота. Для этого берется 1 цементная часть, пол части воды, 2 части крупного песка и щебенки 4 части.
Чтобы изготовить 1 кубометр бетона данным способом, вам потребуется 330 килограмм цемента, 180 литров воды, 600 килограмм песка и 1250 килограмм щебенки.
От того в какой последовательности вы заложите указанные выше компоненты в бетоносместитель, будет зависеть качество полученной бетонной смеси.
Количество материалов на 1 кубометр цементного раствора
Количество материалов на 1 кубометр цементного раствора | количество цементного песка в растворе | количество цемента и песка в разных пропорциях смешивания 1:2, 1:3, 1:4, 1:5, 1:6 и 1:8.
Смесь цементного песка и воды известна как цементный раствор. Для приготовления раствора сначала готовят смесь цемента и песка, грубо перемешивая их в сухом виде с помощью лопат. Постепенно добавляют воду и перемешивают лопатками. Обычно вода добавляется в смесь примерно на 20% от сухого объема.
Цементный раствор используется для различных целей, он используется для связывания кладочных элементов, таких как камень, кирпич, цементные блоки, для штукатурки плит и наружных и внутренних стен, что делает их непроницаемыми. Применяется для аккуратной отделки стен и бетонных работ, для шпаклевки кладочных швов, подготовки строительных блоков, используется в качестве наполнителя в железоцементных работах, для заполнения швов и трещин в стенах и используется в качестве наполнителя в каменной кладке.
Существуют различные пропорции цемента к песку или смеси, используемые для приготовления цементного раствора, такие как 1:2, 1:3, 1:4, 1:5, 1:6 и 1:8. Когда 1 часть цемента смешивается с двумя частями песка, это называется соотношением смешивания 1:2, 1 часть цемента смешивается с 3 частями песка, тогда это называется соотношением смешивания 1:3, 1 часть цемента смешивается с 4 части песка, то это называется соотношение 1:4, 1 часть цемента смешивается с 5 частями песка, это называется соотношение 1:5, 1 часть цемента смешивается с 6 частями песка, это называется Соотношение смеси 1:6 и 1 часть цемента смешивается с 8 частями песка, тогда это называется соотношением смеси 1:8.
Соотношение цемента к песку, рекомендованное для различных работ, следующее:- 1) для скрепления каменных блоков, таких как камень, кирпич, цементные блоки, лучше всего использовать соотношение смеси от 1:6 до 1:8, 2) для гипсовых плит и наружных и для внутренних стен лучше всего использовать соотношение смеси от 1:3 до 1:6, что делает их непроницаемыми, 3) соотношение смешивания 1:4 настоятельно рекомендуется для бетона и штукатурки потолка, 4) соотношение смешивания 1:3 используется для ремонта и 5 ) соотношение смешивания от 1:2 до 1:3, используемое для наведения.
В этой статье мы кратко обсуждаем количество таких материалов, как цемент и песок, необходимых для 1 м3 цементного раствора для различных смесей.
Количество материалов на 1 м3 цементного раствора
Для смеси 1:8
Здесь указан 1м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента к песку 1:8, то есть 1 часть цемента смешивается с 8 частями песка. Общая пропорция 1+8 = 9, части цемента в смеси 1/9 и части песка в смеси 8/9.
● Количество цемента = 1/9× 1,33 = 0,147 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,147 м3 × 1440 кг/м3 = 212 кг, как вы знаете, вес 1 мешка цемента составляет 50 кг, поэтому количество мешков цемента = 212÷50 = прибл. 4 мешка цемента.
● Количество песка = 8/9 × 1,33 = 1,18 м3, конвертировать в кубические футы = 1,18 × 35,3147 = 41,74 кубических фута, конвертировать в кг, умножить на единицу массы песка, например, 1,18 м3 × 1600 кг/м3 = 1888 кг.
При соотношении компонентов смеси 1:8 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 1,18 м3 (41,74 кубических фута, или 1888 кг) и приблизительно 4 мешка (0,147 м3, или 212 кг) цемента. количество.
Для пропорции смеси 1:6
Здесь указан 1 м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента и песка 1:6, то есть 1 часть цемента смешивается с 6 частями песка. Общая пропорция 1+6 = 7, части цемента в смеси 1/7 и части песка в смеси 6/7.
● Количество цемента = 1/7 × 1,33 = 0,19 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,19м3 × 1440 кг/м3 = 274 кг, как вы знаете, 1 мешок цемента весит 50 кг, поэтому количество мешков цемента = 274÷ 50 = примерно 5,5 мешков цемента.
● Количество песка = 6/7 × 1,33 = 1,14 м3, перевести в кубические футы = 1,14 × 35,3147 = 40,25 кубических футов, перевести в кг, умножить на единицу массы песка, например, 1,14 м3 × 1600 кг/м3 = 1824 кг.
При соотношении компонентов смеси 1:6 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 1,14 м3 (40,25 кубических футов или 1824 кг) и приблизительно 5,5 мешка (0,19м3 или 274 кг) количества цемента.
Для смеси 1:5
Здесь указан 1 м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента к песку 1:5, то есть 1 часть цемента смешивается с 5 частями песка. Общая пропорция 1+5 = 6, частей цемента в смеси 1/6 и частей песка в смеси 5/6.
● Количество цемента = 1/6 × 1,33 = 0,22 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,22 м3 × 1440 кг/м3 = 319кг, как вы знаете, вес 1 мешка цемента составляет 50 кг, поэтому количество мешков цемента = 319÷ 50 = примерно 6,4 мешка цемента.
● Количество песка = 5/6 × 1,33 = 1,1 м3, конвертировать в кубические футы = 1,1 × 35,3147 = 39,14 кубических футов, конвертировать в кг, умножить на единицу массы песка, например, 1,1 м3 × 1600 кг/м3 = 1824 кг.
При соотношении компонентов смеси 1:5 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 1,1 м3 (39,14 кубических футов, или 1760 кг) и приблизительно 6,4 мешка (0,22 м3, или 319 кг) цемента. количество.
Для смеси 1:4
Здесь указан 1 м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента и песка 1:4, то есть 1 часть цемента смешивается с 4 частями песка. Общая пропорция 1+4 = 5, части цемента в смеси 1/5 и части песка в смеси 4/5.
● Количество цемента = 1/5 × 1,33 = 0,266 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,266 м3 × 1440 кг/м3 = 383 кг, как вы знаете, вес 1 мешка цемента составляет 50 кг, поэтому число мешков цемента = 383÷ 50 = около 7,7 мешков цемента.
● Количество песка = 4/5 × 1,33 = 1 м3, конвертировать в кубические футы = 1 × 35,3147 = 35,32 кубических фута, конвертировать в кг, умножить на единицу массы песка, например, 1 м3 × 1600 кг/м3 = 1600 кг.
При соотношении компонентов смеси 1:4 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 1 м3 (35,32 кубических фута, или 1600 кг) и приблизительно 7,7 мешка (0,266 м3, или 383 кг) количества цемента. .
◆Вы можете подписаться на меня на Facebook и
Подпишитесь на наш канал Youtube
Для смеси 1:3
Здесь указан 1 м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента и песка 1:3, то есть 1 часть цемента смешивается с 3 частями песка. Общая пропорция 1+3 = 4, части цемента в смеси 1/4 и части песка в смеси 3/4.
● Количество цемента = 1/4 × 1,33 = 0,3325 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,3325 м3 × 1440 кг/м3 = 479кг, как вы знаете, вес 1 мешка цемента составляет 50 кг, поэтому количество мешков цемента = 479÷ 50 = примерно 9,6 мешков цемента.
● Количество песка = 3/4 × 1,33 = 0,9975 м3, переведите в кубические футы = 0,9925 × 35,3147 = 35,23 кубических фута, переведите это в кг, умножьте на единицу массы песка, например, 0,9925 м3 × 1600 кг/м3 = 1588 кг.
При соотношении компонентов смеси 1:3 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 0,9925 м3 (35,23 кубических фута, или 1588 кг) и около 9,6 мешков (0,3325 м3, или 479 кг).кг) количества цемента.
ЧИТАЙТЕ ТАКЖЕ :-
Сколько цемента, песка и извести мне нужно для штукатурки
Сколько цемента требуется на 1750 кв. футов для заливки плиты крыши
900м² штукатурка
Сколько цемента и песка нужно для раствора 1:4?
Сколько песка нужно для 25 кг мешка цемента
Для смеси 1:2
Здесь указан 1 м3 цементного раствора, это влажный объем цементного раствора. Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента к песку 1:2, то есть 1 часть цемента смешивается с 2 частями песка. Общая пропорция 1+2 = 3, части цемента в смеси 1/3 и части песка в смеси 2/3.
● Количество цемента = 1/3 × 1,33 = 0,443 м3, переведите это в кг, умножьте на единицу массы цемента, например, 0,443 м3 × 1440 кг/м3 = 638 кг, как вы знаете, вес 1 мешка цемента составляет 50 кг, поэтому число мешков цемента = 638÷ 50 = примерно 13 мешков цемента.
● Количество песка = 2/3 × 1,33 = 0,886 м3, конвертировать в кубические футы = 0,886 × 35,3147 = 31,31 кубических фута, конвертировать в кг, умножить на единицу массы песка, например, 0,886 м3 × 1600 кг/м3 = 1418 кг.
При соотношении компонентов смеси 1:2 на 1 кубический метр цементного раствора обычно требуется количество таких материалов, как песок, около 0,886 м3 (31,31 куб. футов или 1418 кг) и приблизительно 13 мешков (0,443 м3, или 638 кг) цемента. количество.
В связи с этим, «сколько цементного песка требуется на 1м3 цементного раствора?», в пропорции смеси 1:6, на 1 кубометр цементного раствора, как правило, требуется песок около 1,14 м3 и примерно 5,5 мешка цемента, для смеси 1:8 – песок 1,18 м3 и 4 мешка цемента, на 1:5 смесь – песок 1,1м3 и 6,4 мешка цемента, для смеси 1:4 – песок 1м3 и 7,7 мешка цемента, для смеси 1:3 – песок 1м3 и 9,6 мешка цемента и для смеси 1:2 – песок 0,886м3 и 13 мешков цемента. требуется.
Что содержится в 1 кубическом метре бетонной смеси? [Инфографика]
Бетон марки
— один из самых универсальных доступных строительных материалов и, безусловно, самый популярный. Используется для бесконечного разнообразия строительных проектов, существует огромный выбор бетонные смеси подходят для конкретных применений, поэтому пропорции каждой смеси должны быть точно измерены.
Если вам нужен бетон для вашего проекта, позвоните в нашу команду по телефону .
0800 859 5371
или см. нашу онлайн-форму бронирования .
В этой статье мы рассмотрим материалы, которые используются для изготовления стандартной бетонной смеси объемом 1 кубический метр, чтобы помочь вам понять основные ингредиенты бетона и то, как они взаимодействуют друг с другом.
Вода – 150 литров
Вода оказывает непосредственное влияние на прочность и удобоукладываемость бетона. Слишком много, и вы получите смесь с высокой работоспособностью, которая жертвует силой; слишком мало, и смесь будет очень прочной и долговечной, но с ней будет трудно работать во время заливки.
Вода также вызывает процесс гидратации, когда химические вещества в цементе связываются с водой, вызывая затвердевание смеси.
Цемент – 250 кг
Цемент затвердевает при смешивании с водой, которая затем образует пасту, которая связывается вместе с любыми присутствующими заполнителями. Чем больше цемента в смеси, тем лучше адгезия, но это не делает смесь прочнее.
Песок – 700 кг
Песок помогает предотвратить образование воздушных карманов в смеси, заполняя пустые пространства между заполнителями. Воздушные карманы сильно подорвут прочность бетона, но, связываясь с цементом и водой, песок обеспечит консистенцию. Песок также обладает высокой прочностью на сжатие, поэтому такое количество песка будет иметь большое значение для обеспечения долговечности конечной смеси.
Заполнители (щебень) – 1200 кг
Заполнители напрямую влияют на прочность бетона на сжатие. В стандартном кубическом метре бетона такое количество щебня образует прочную основу для смеси, а размер и форма заполнителей будут влиять на удобоукладываемость.
1 кубический метр бетона
1 м 3 бетона = 150 л воды + 250 кг цемента + 700 кг песка + 1200 кг заполнителей.
Преобразование кубических метров
Что такое кубический метр в других единицах измерения?
1 кубометр = 1000 литров (точно), а также равняется;
35,3 кубических фута
1,31 куб. ярда
6,29 нефтяных баррелей
220 имперских галлонов
264 американских галлона жидкости
Знаете ли вы, что 1 кубический метр воды имеет массу 1000 кг?
С учетом всего этого кубический метр бетона будет весить 2,4 тонны — это почти как взрослый самец жирафа!
В Total Concrete мы здесь, чтобы удовлетворить все ваши потребности в бетоне. Мы поставляем коммерческим , бытовым и промышленным клиентам огромный ассортимент бетонных смесей, подходящих для любого применения в строительстве.
Позвоните нам по номеру
0800 8595371
для цитаты.
Используя качественные заполнители и дорабатывая каждую смесь в соответствии с вашими индивидуальными потребностями, мы упрощаем поиск нужного типа бетона для каждого.
Мы также предлагаем доставку в тот же день и на следующий день для вашего полного удобства.
 Среди них есть как универсальные, так и специфические приспособления. Выколотка – это довольно интересное и полезное приспособление, которое используется не так часто, как молоток или плоскогубцы, но порой и без него не обойтись в слесарных работах. Рассмотрим, где он применяется, каков его функционал и на что обратить внимание при выборе набора выколоток для пополнения своего арсенала слесарных инструментов.
Среди них есть как универсальные, так и специфические приспособления. Выколотка – это довольно интересное и полезное приспособление, которое используется не так часто, как молоток или плоскогубцы, но порой и без него не обойтись в слесарных работах. Рассмотрим, где он применяется, каков его функционал и на что обратить внимание при выборе набора выколоток для пополнения своего арсенала слесарных инструментов. Немного отличающиеся выколотки используют для выбивания шпилек с болтов, используемых для закрепления тросов и канатов.
Немного отличающиеся выколотки используют для выбивания шпилек с болтов, используемых для закрепления тросов и канатов. Для выколачивания крупных крепёжных элементов можно приобрести комплекты выколоток более крупного диаметра. А для специфических работ с нестандартными диаметрами выколотки обычно заказываются в индивидуальном порядке у токарей или изготавливаются самостоятельно на токарных станках.
Для выколачивания крупных крепёжных элементов можно приобрести комплекты выколоток более крупного диаметра. А для специфических работ с нестандартными диаметрами выколотки обычно заказываются в индивидуальном порядке у токарей или изготавливаются самостоятельно на токарных станках. Такие предметы изготавливались из листового золота или серебра и щедро украшались драгоценными камнями, отделывались чеканкой, насечкой и гравировкой. Ковш-братина Михаила Романова, сделанный по технологии выколотки еще в XVI веке, до сих пор является одним из красивейших предметов искусства и ярким экспонатом, хранящимся в оружейной палате Московского Кремля.
Такие предметы изготавливались из листового золота или серебра и щедро украшались драгоценными камнями, отделывались чеканкой, насечкой и гравировкой. Ковш-братина Михаила Романова, сделанный по технологии выколотки еще в XVI веке, до сих пор является одним из красивейших предметов искусства и ярким экспонатом, хранящимся в оружейной палате Московского Кремля. Отличие от той же чеканки заключается в том, что все виды работ при выколотке выполняются не чеканами, а специальными выколоточными молоточками (или даже молотками, в зависимости от размеров будущего изделия!).
Отличие от той же чеканки заключается в том, что все виды работ при выколотке выполняются не чеканами, а специальными выколоточными молоточками (или даже молотками, в зависимости от размеров будущего изделия!). В далеких тридцатых годах прошлого столетия эта композиция была выколочена из тонких листов хромо-никелевой нержавеющей стали. Выколачивали ее мастера тогдашнего московского завода «Стальмост», а предназначалась композиция для международной выставки 1937 года в городе Париже.
В далеких тридцатых годах прошлого столетия эта композиция была выколочена из тонких листов хромо-никелевой нержавеющей стали. Выколачивали ее мастера тогдашнего московского завода «Стальмост», а предназначалась композиция для международной выставки 1937 года в городе Париже. Изготовлена композиция русскими мастерами в XVIII столетии по модели скульптора Степана Пименова.
Изготовлена композиция русскими мастерами в XVIII столетии по модели скульптора Степана Пименова. Отвечаю. Статья будет о блеснах, столь дефицитных в СССР семидесятых-восьмидесятых годов. В те времена мы редко покупали блесны в магазинах, а чаще делали их самостоятельно, используя описанную выше технологию.
Отвечаю. Статья будет о блеснах, столь дефицитных в СССР семидесятых-восьмидесятых годов. В те времена мы редко покупали блесны в магазинах, а чаще делали их самостоятельно, используя описанную выше технологию. 2
2

 » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/punch. По состоянию на 27 октября 2022 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/punch. По состоянию на 27 октября 2022 г.
 com: статья в энциклопедии о ударе
com: статья в энциклопедии о ударе 
 продолжать попытки или работать, особенно в трудных или обескураживающих обстоятельствах; настойчиво: продолжать ту же старую работу.
продолжать попытки или работать, особенно в трудных или обескураживающих обстоятельствах; настойчиво: продолжать ту же старую работу.

 ; Среднеанглийский глагол pouncen, pounson,unchen «чеканить (металл), протыкать, колоть», от старофранцузского poinçoner, poinssonner, ponchonner «чеканить»; см. также панчон 2
; Среднеанглийский глагол pouncen, pounson,unchen «чеканить (металл), протыкать, колоть», от старофранцузского poinçoner, poinssonner, ponchonner «чеканить»; см. также панчон 2  ; сокращение от пуансон 2 , усиленный пуансоном 1
; сокращение от пуансон 2 , усиленный пуансоном 1  2022
2022




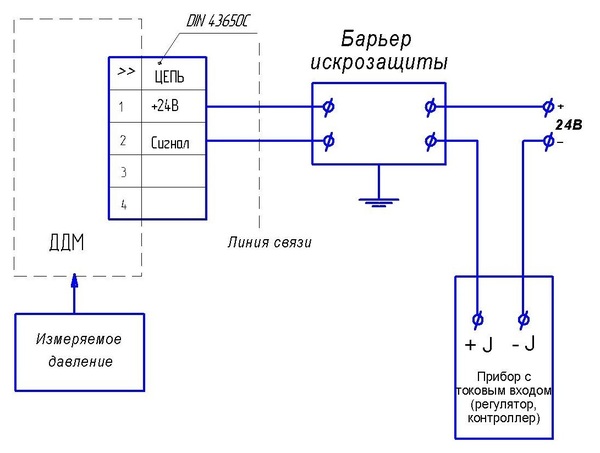 ..26В
..26В
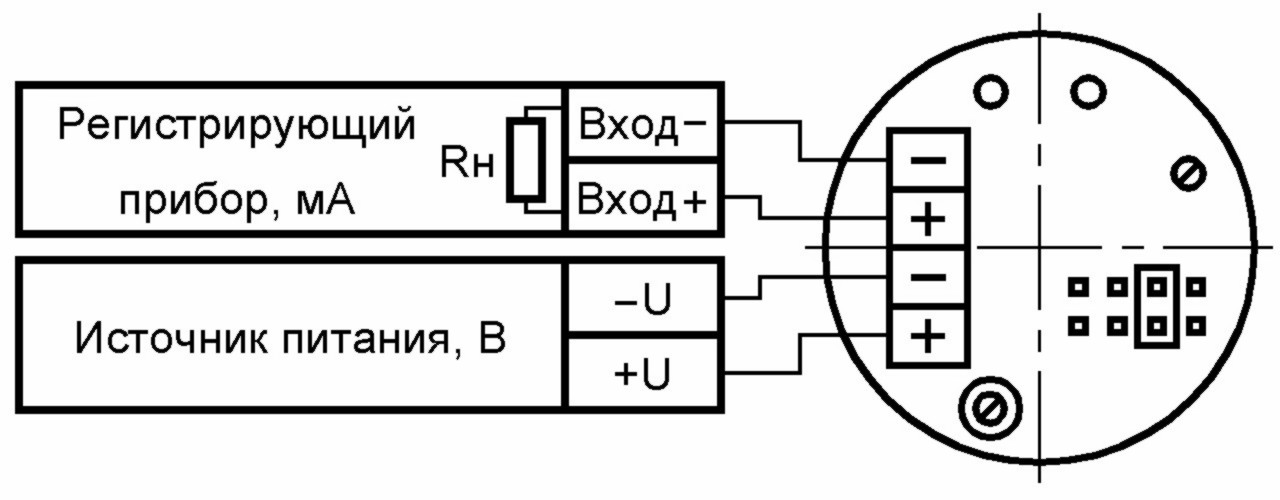 Такой режим поддерживают блоки КСИТАЛ с версией прошивки не ниже 315.318.
Такой режим поддерживают блоки КСИТАЛ с версией прошивки не ниже 315.318. ..26В
..26В
 Усиленные сигналы напряжения могут передаваться на средние расстояния и гораздо лучше защищены от паразитных электрических помех, чем милливольтовый сигнал. Типичные конфигурации проводки показаны на рисунке 2.
Усиленные сигналы напряжения могут передаваться на средние расстояния и гораздо лучше защищены от паразитных электрических помех, чем милливольтовый сигнал. Типичные конфигурации проводки показаны на рисунке 2.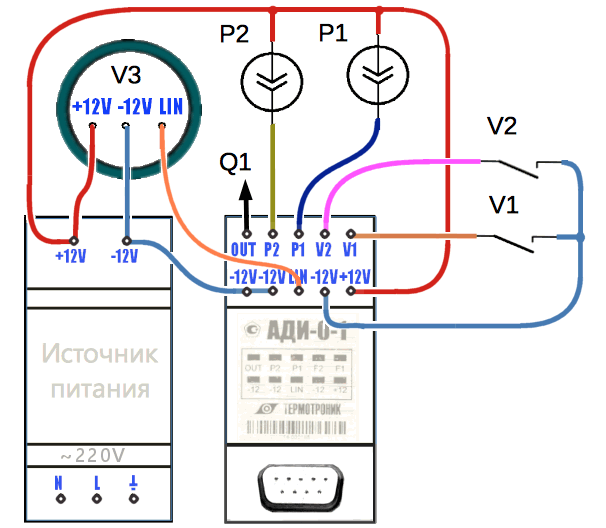
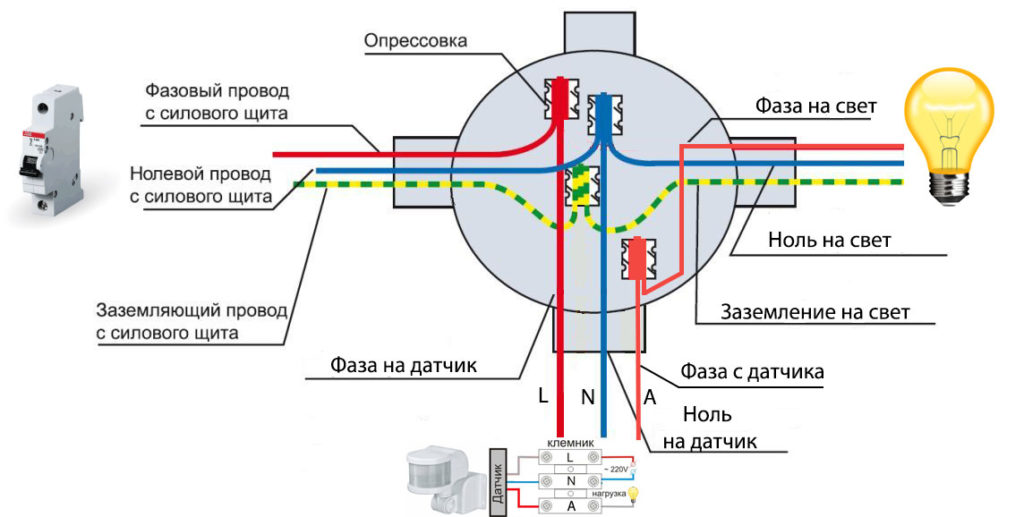 Калибровка преобразователя и/или ноль могут сместиться, если при установке будет применен чрезмерный крутящий момент. Проверьте смещение нуля после установки. При установке преобразователей обращайтесь к стандартным отраслевым данным по крутящему моменту для размера резьбы и типа материала.
Калибровка преобразователя и/или ноль могут сместиться, если при установке будет применен чрезмерный крутящий момент. Проверьте смещение нуля после установки. При установке преобразователей обращайтесь к стандартным отраслевым данным по крутящему моменту для размера резьбы и типа материала.
 Например, в центре испытаний материалов может быть одна диспетчерская для всех различных испытательных лабораторий, что позволяет работать из одного центрального места. Калибровка прибора и поиск и устранение неисправностей просты в токовой петле с несколькими приборами. Единственным ограничением для количества приборов является величина напряжения от источника питания, управляющего токовой петлей. Минимальное требуемое напряжение определяется по закону Ома, V-IR (напряжение равно силе тока, умноженной на сопротивление). Это показано и объяснено на рисунке 4.
Например, в центре испытаний материалов может быть одна диспетчерская для всех различных испытательных лабораторий, что позволяет работать из одного центрального места. Калибровка прибора и поиск и устранение неисправностей просты в токовой петле с несколькими приборами. Единственным ограничением для количества приборов является величина напряжения от источника питания, управляющего токовой петлей. Минимальное требуемое напряжение определяется по закону Ома, V-IR (напряжение равно силе тока, умноженной на сопротивление). Это показано и объяснено на рисунке 4.

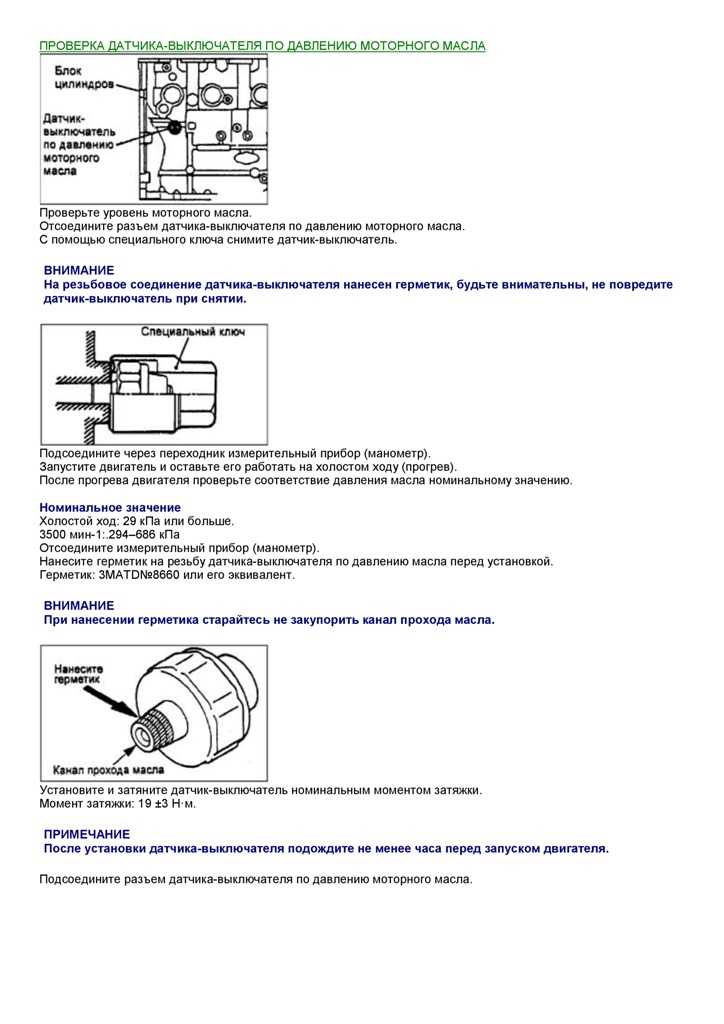 Д.
Д.  Когда все они имеют одинаковые выходы, счетчик масштабируется и можно использовать переключатель.
Когда все они имеют одинаковые выходы, счетчик масштабируется и можно использовать переключатель. 4. Многофункциональная токовая петля 4–20 мА (панельные измерители, самописец, компьютеры и т. д.)
4. Многофункциональная токовая петля 4–20 мА (панельные измерители, самописец, компьютеры и т. д.) При использовании резистора того же номинала, что и выше, 4 мА преобразуются в 2 вольта.
При использовании резистора того же номинала, что и выше, 4 мА преобразуются в 2 вольта.
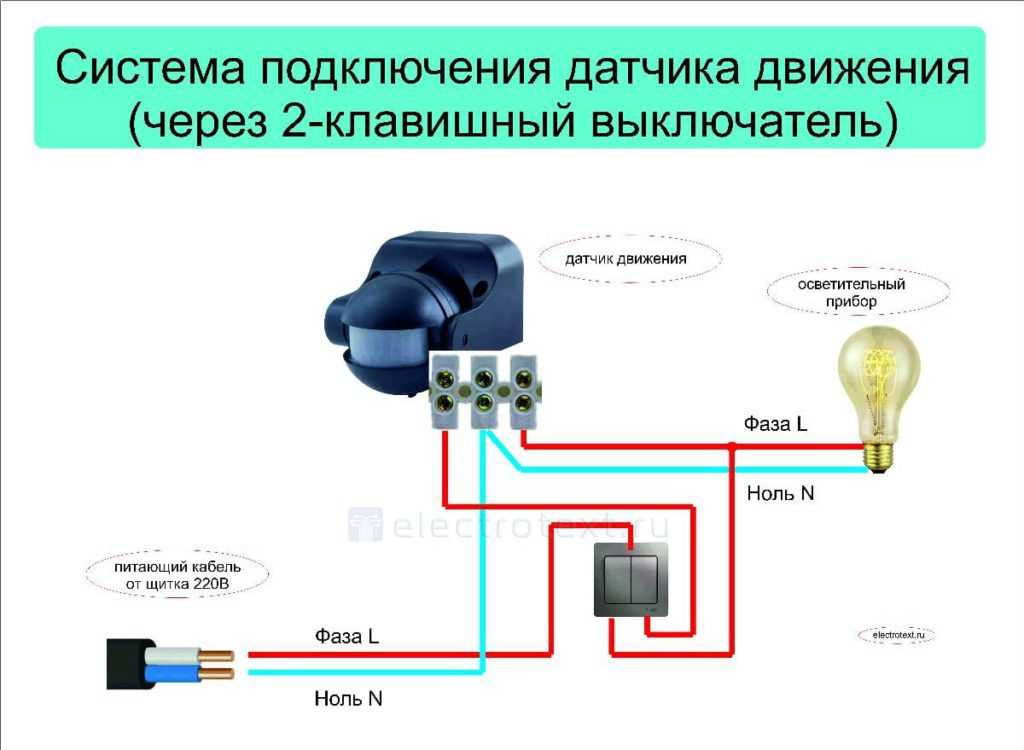

 Для других – содержание легирующих добавок, которые меняют качества материала. Поэтому различают легированные и высоколегированные – 2 вида, что и обуславливает их использование. Последние обладают повышенными характеристиками прочности. Но зачем легировать с помощью нового химэлемента? Дело в том, что при наличии углерода происходит контролируемая реакция, при которой железо приобретает уникальные свойства – увеличенную прочность, ударостойкость. Но ковкость и пластичность могут измениться в худшую сторону, и по этой причине стоит добавить новые вещества. А теперь пройдемся по наиболее распространенным классификациям и типам.
Для других – содержание легирующих добавок, которые меняют качества материала. Поэтому различают легированные и высоколегированные – 2 вида, что и обуславливает их использование. Последние обладают повышенными характеристиками прочности. Но зачем легировать с помощью нового химэлемента? Дело в том, что при наличии углерода происходит контролируемая реакция, при которой железо приобретает уникальные свойства – увеличенную прочность, ударостойкость. Но ковкость и пластичность могут измениться в худшую сторону, и по этой причине стоит добавить новые вещества. А теперь пройдемся по наиболее распространенным классификациям и типам.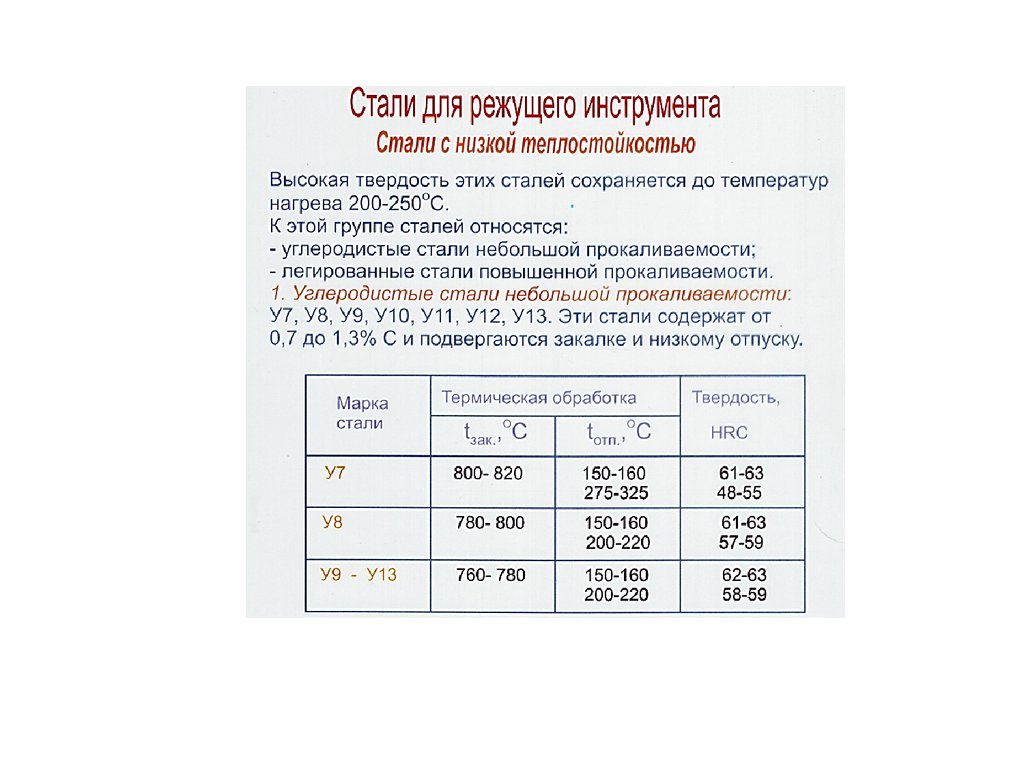 При этом характеристики различаются в зависимости от процентного соотношения компонентов. От этого зависит твердость, текучесть, пластичность и плотность. По количеству С различают низкоуглеродистые, среднеуглеродистые и высокоуглеродистые составы, которые, соответственно, имеют разную структуру – феррит и перлит, цементит.
При этом характеристики различаются в зависимости от процентного соотношения компонентов. От этого зависит твердость, текучесть, пластичность и плотность. По количеству С различают низкоуглеродистые, среднеуглеродистые и высокоуглеродистые составы, которые, соответственно, имеют разную структуру – феррит и перлит, цементит.

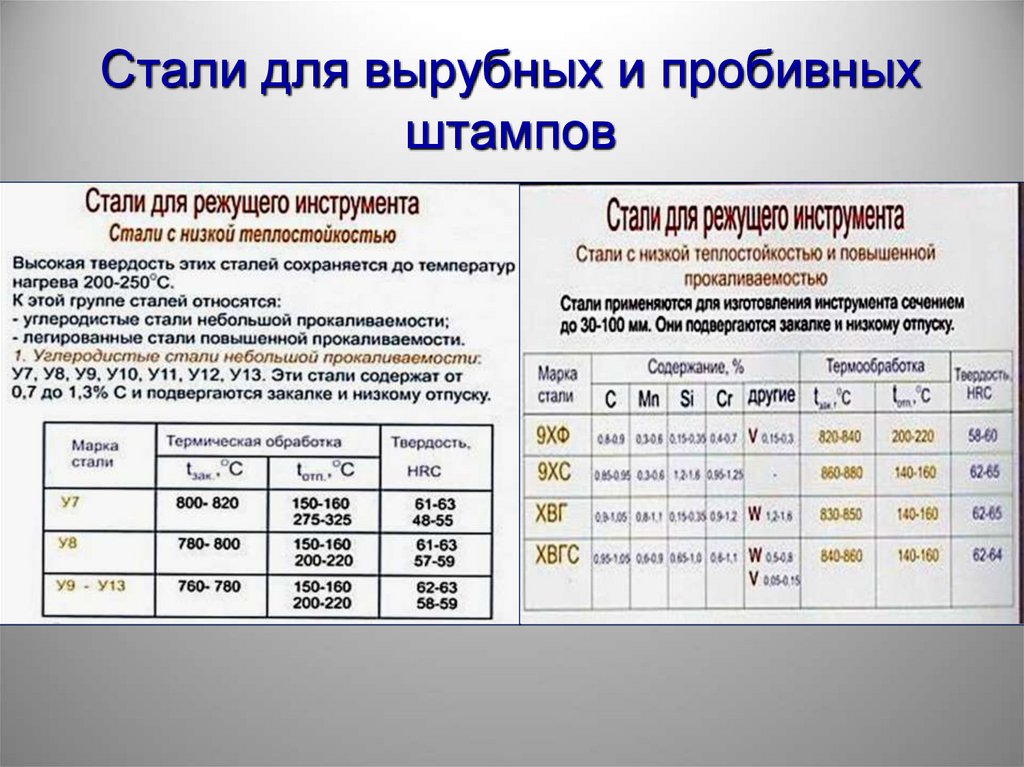 К тому же следует отметить наличие магнитных характеристик.
К тому же следует отметить наличие магнитных характеристик.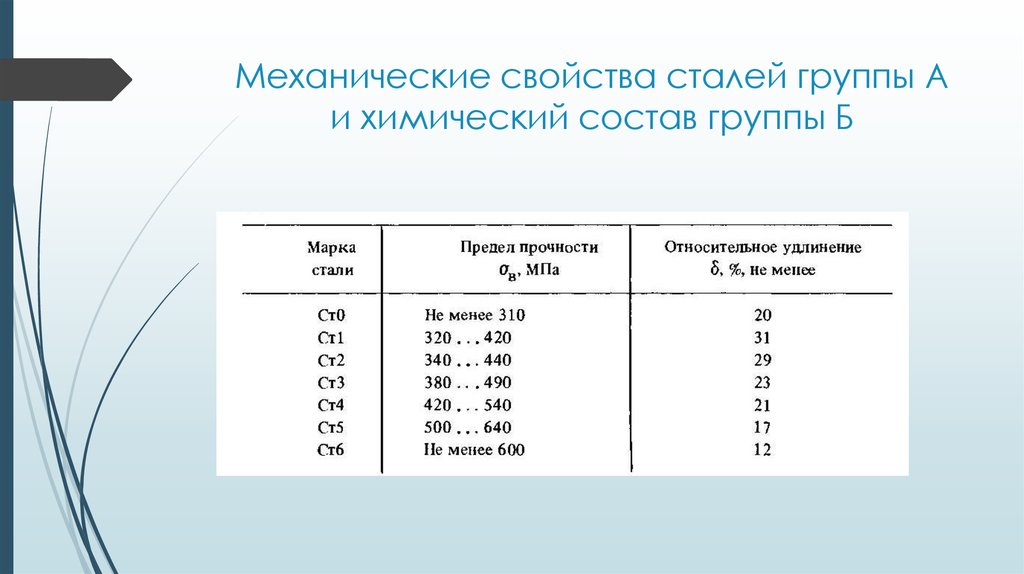
 При выверенном составе здесь могут быть лишние примеси, то есть те, что не входят в «рецепт». Такими добавками могут быть даже неметаллические вещества. В данном классе есть также подклассы. Это:
При выверенном составе здесь могут быть лишние примеси, то есть те, что не входят в «рецепт». Такими добавками могут быть даже неметаллические вещества. В данном классе есть также подклассы. Это:
 Все их делят на машиностроительные и арматурные, или просто строительные. Последние удобно сваривать, и при этом соединении они остаются очень прочными. Также важно, какая группа причислена марке – специальное или общее назначение. После отлива обычно обязательно проводится термообработка – закалка и отпуск или нормализация.
Все их делят на машиностроительные и арматурные, или просто строительные. Последние удобно сваривать, и при этом соединении они остаются очень прочными. Также важно, какая группа причислена марке – специальное или общее назначение. После отлива обычно обязательно проводится термообработка – закалка и отпуск или нормализация.
 Именно по данным факторам происходит определение марки. Так, например, самый распространенный подвид – конструкционные сплавы обыкновенного качества без легирующих добавок — можно маркировать как «Ст». Потом идет цифра, которая определяет количество углерода.
Именно по данным факторам происходит определение марки. Так, например, самый распространенный подвид – конструкционные сплавы обыкновенного качества без легирующих добавок — можно маркировать как «Ст». Потом идет цифра, которая определяет количество углерода.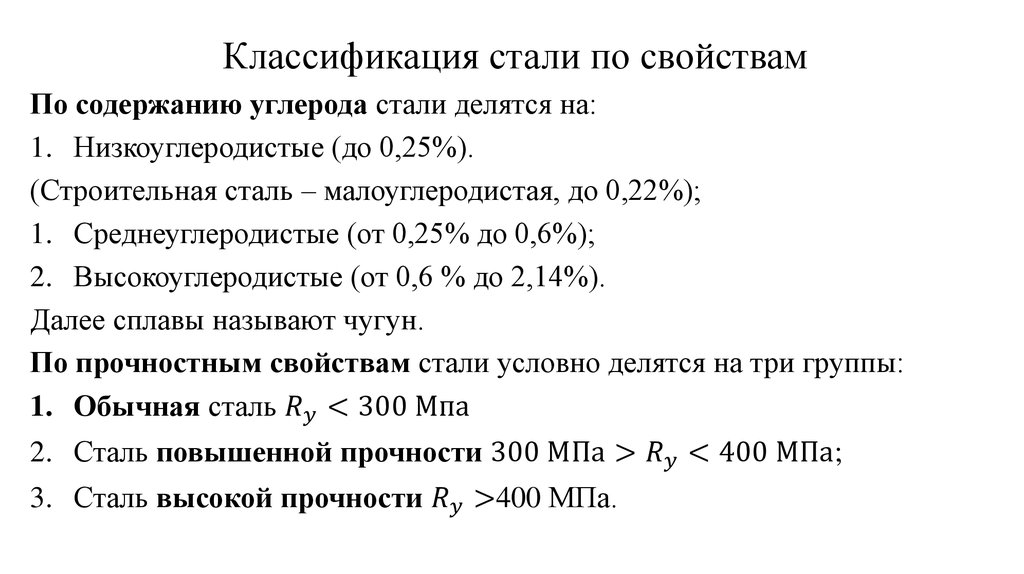 Затем перечисляются буквенные обозначения, которые отвечают за добавки. Если рядом с ним не стоит буква, значит этого компонента меньше, чем 1%. Сзади самая последняя буква (в примере не указана) может быть «А» или «Ш» – это высококачественная или особовысококачественная сталь, соответственно.
Затем перечисляются буквенные обозначения, которые отвечают за добавки. Если рядом с ним не стоит буква, значит этого компонента меньше, чем 1%. Сзади самая последняя буква (в примере не указана) может быть «А» или «Ш» – это высококачественная или особовысококачественная сталь, соответственно.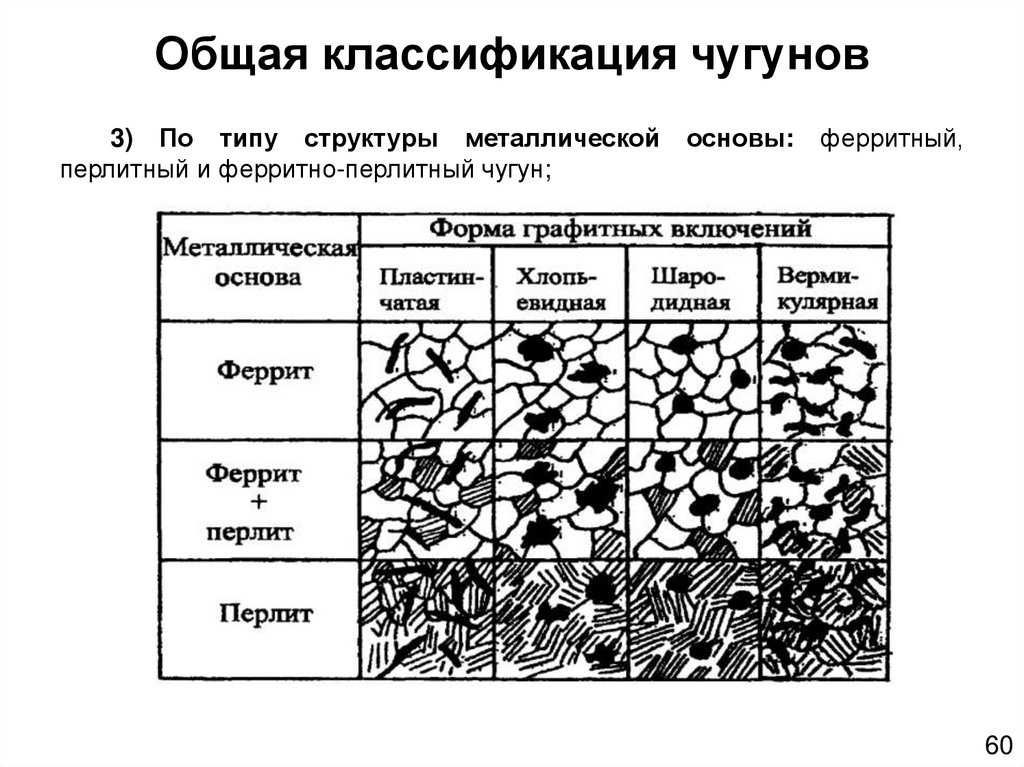 Вольфрам придает вязкость.
Вольфрам придает вязкость.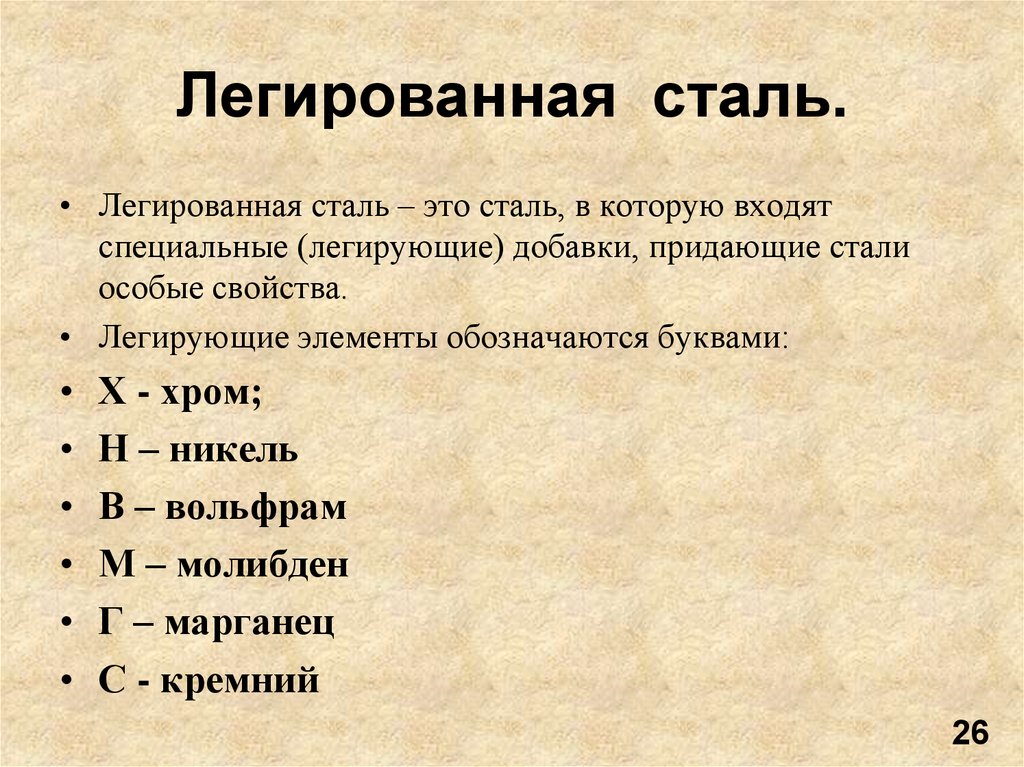 Молибден используется для легирования, как компонент жаропрочных и коррозионную стойких сплавов.
Молибден используется для легирования, как компонент жаропрочных и коррозионную стойких сплавов.
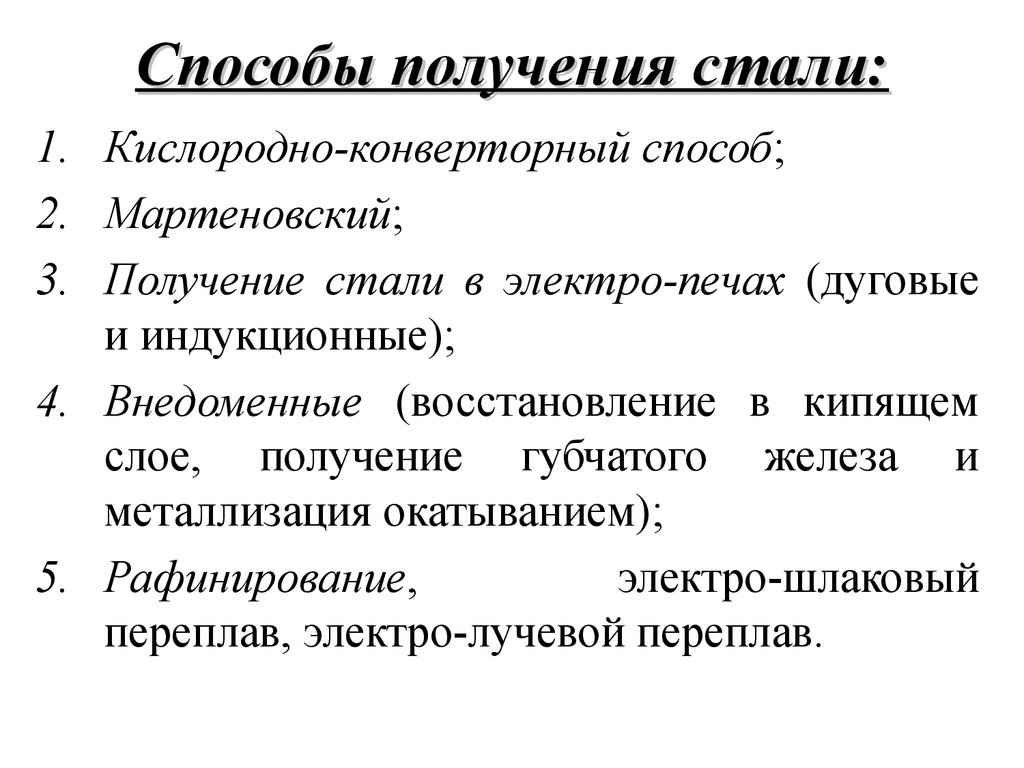 Это спасет от затруднений, например, когда не найдена какая-то ожидаемая буква с наименованием. Во-вторых, нужно помнить сокращения химических элементов, которые могут легировать, а также их русскоязычное написание, которое представлено в таблице выше. Кроме того, есть особые литеры, которые приписываются по назначению. Приведем примеры:
Это спасет от затруднений, например, когда не найдена какая-то ожидаемая буква с наименованием. Во-вторых, нужно помнить сокращения химических элементов, которые могут легировать, а также их русскоязычное написание, которое представлено в таблице выше. Кроме того, есть особые литеры, которые приписываются по назначению. Приведем примеры: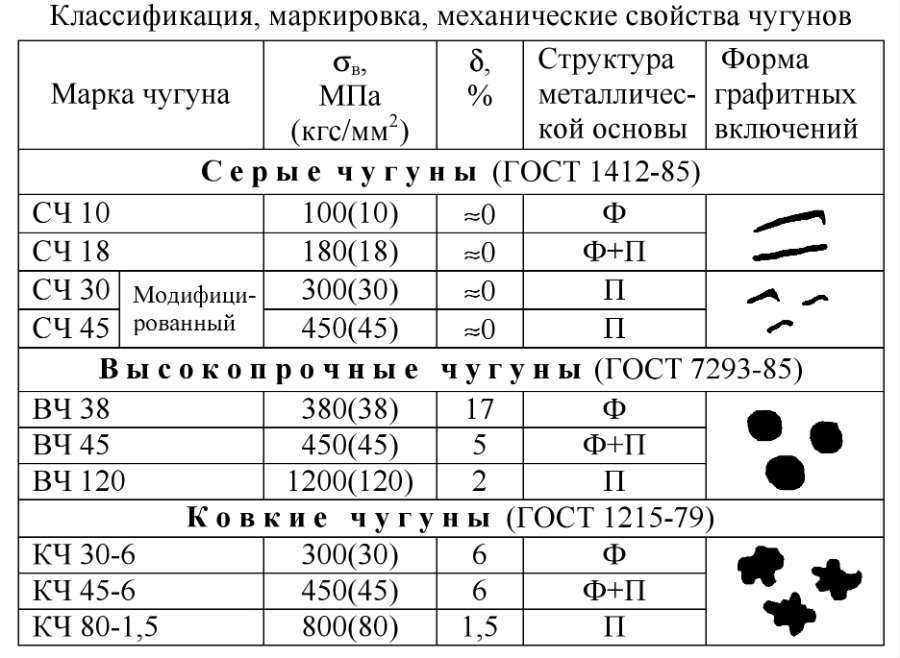
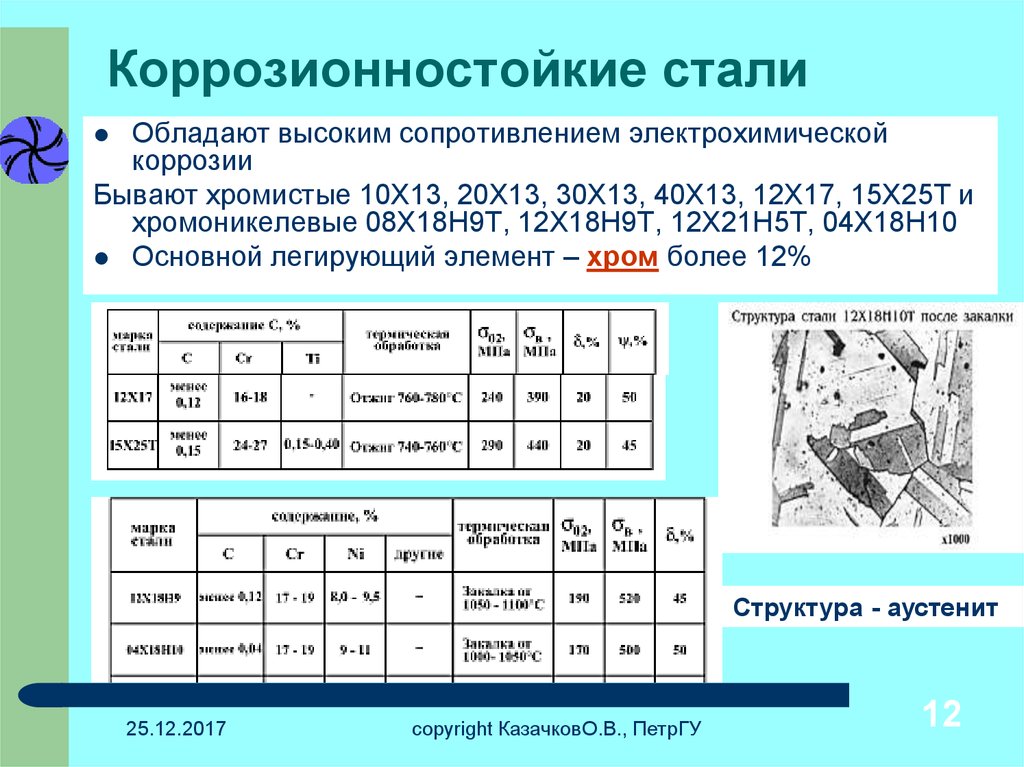 Производство стали занимает весомую долю черной металлургии.
Производство стали занимает весомую долю черной металлургии. К полезным элементам относятся марганец и кремний. Сера, фосфор, кислород, азот, водород — вредные примеси в составе стали.
К полезным элементам относятся марганец и кремний. Сера, фосфор, кислород, азот, водород — вредные примеси в составе стали. Используют комбинированное рафинирование в печи и вне печи. К примеру, раскисление, десульфурацию, дегазацию и другое. За счет очистки структура металла становится однородной, а качество возрастает.
Используют комбинированное рафинирование в печи и вне печи. К примеру, раскисление, десульфурацию, дегазацию и другое. За счет очистки структура металла становится однородной, а качество возрастает.
 Чтобы ускорить процесс окисления, через него подают струю воздуха.
Чтобы ускорить процесс окисления, через него подают струю воздуха. Образующиеся пузырьки оксида углерода приводят сплав в кипящее состояние. К пузырькам прилипают сторонние примеси, тем самым очищая состав стали. Также удаляют сульфид железа, чтобы избавиться от серы.
Образующиеся пузырьки оксида углерода приводят сплав в кипящее состояние. К пузырькам прилипают сторонние примеси, тем самым очищая состав стали. Также удаляют сульфид железа, чтобы избавиться от серы.
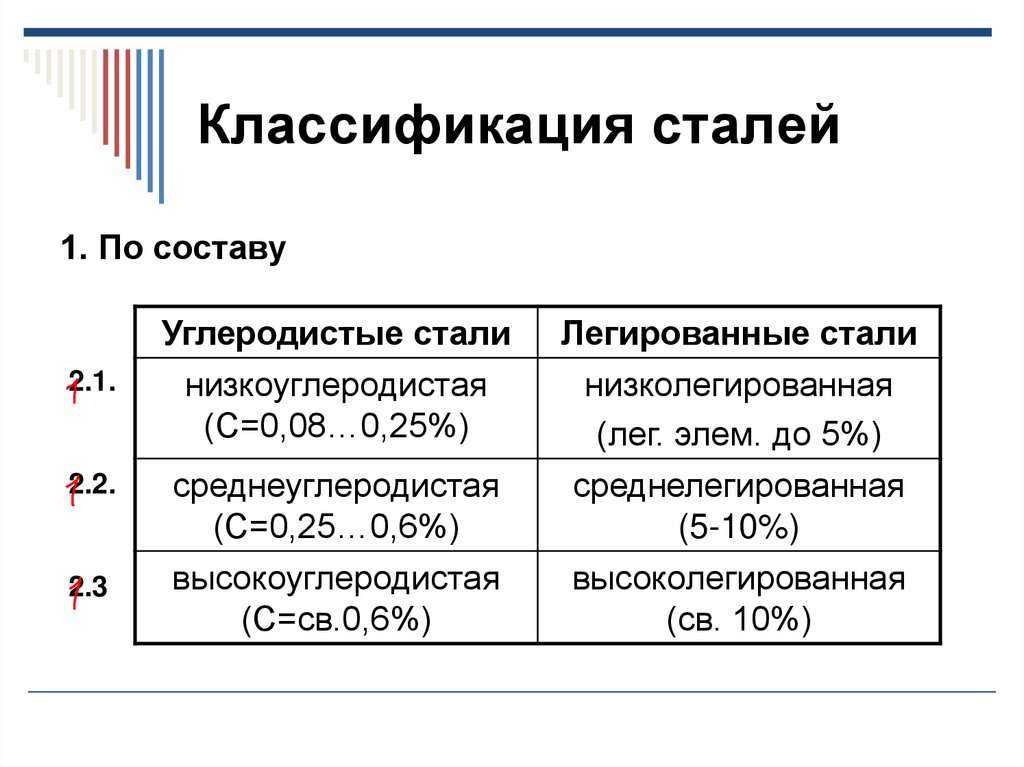


 Мы надеемся, что эта информация поможет вам принять решение о том, какой тип использовать с ясностью и уверенностью.
Мы надеемся, что эта информация поможет вам принять решение о том, какой тип использовать с ясностью и уверенностью. Чугун содержит от 2% до 3,5% углерода, что придает ему шероховатую текстуру и более хрупкий характер.
Чугун содержит от 2% до 3,5% углерода, что придает ему шероховатую текстуру и более хрупкий характер.
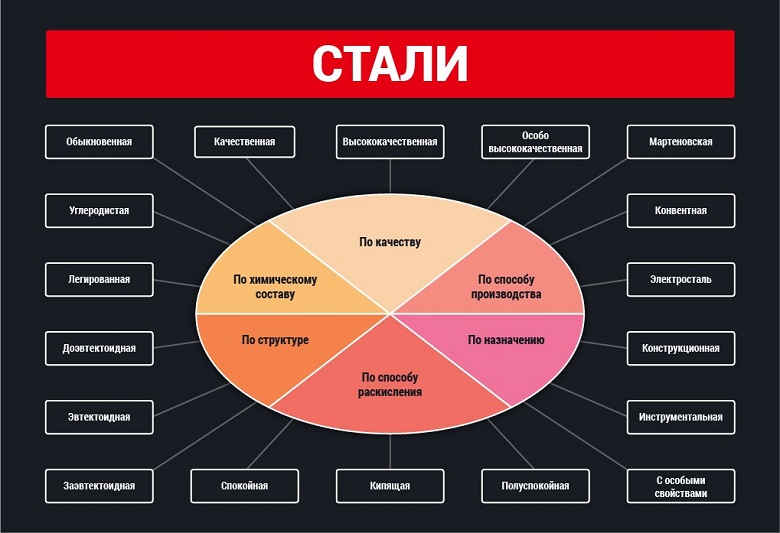 Они образуются в процессе быстрого охлаждения, что делает их идеальными для термической обработки и используются в медицинских инструментах, столовых приборах и плоскогубцах.
Они образуются в процессе быстрого охлаждения, что делает их идеальными для термической обработки и используются в медицинских инструментах, столовых приборах и плоскогубцах.
 Алюминий универсален и используется в революционных строительных материалах, которые одновременно легкие и чрезвычайно прочные.
Алюминий универсален и используется в революционных строительных материалах, которые одновременно легкие и чрезвычайно прочные.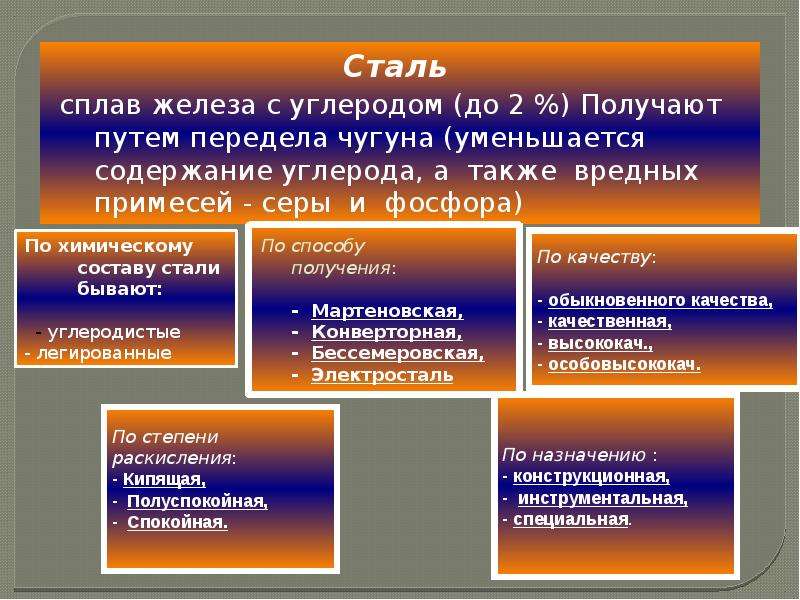
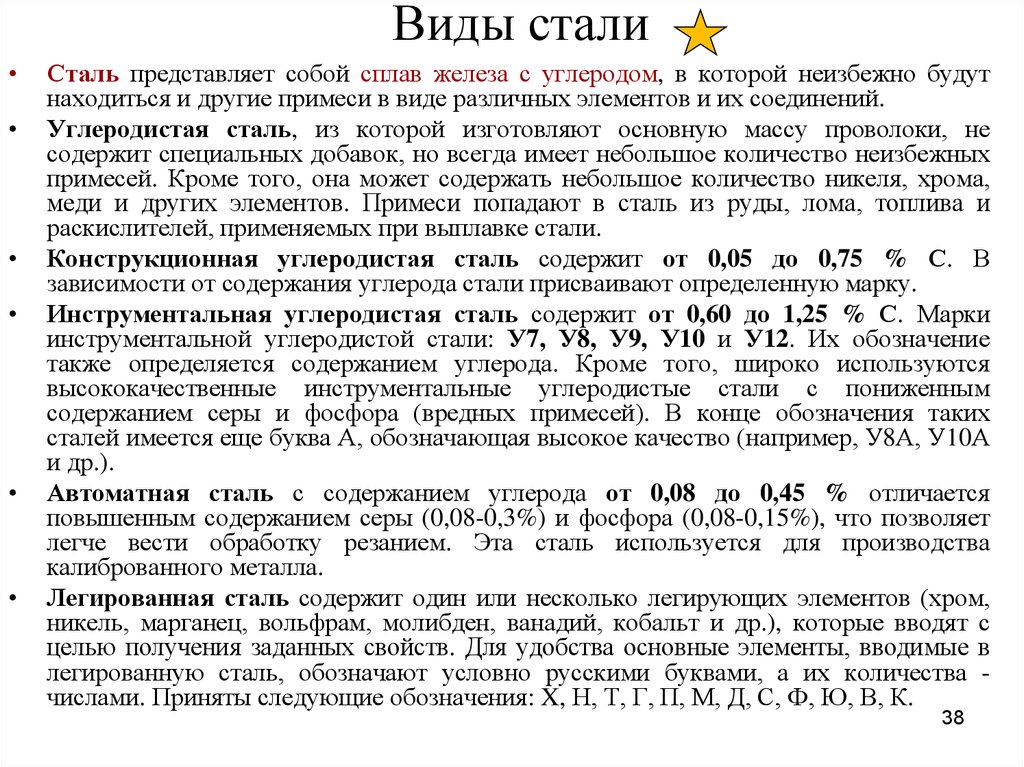 Отпуск, процесс добавления высокой температуры, быстрого охлаждения, а затем повторного нагрева, создает инструментальную сталь, которая становится чрезвычайно твердой и жаростойкой. Они обычно используются в средах с высокими ударными нагрузками и очень абразивны.
Отпуск, процесс добавления высокой температуры, быстрого охлаждения, а затем повторного нагрева, создает инструментальную сталь, которая становится чрезвычайно твердой и жаростойкой. Они обычно используются в средах с высокими ударными нагрузками и очень абразивны.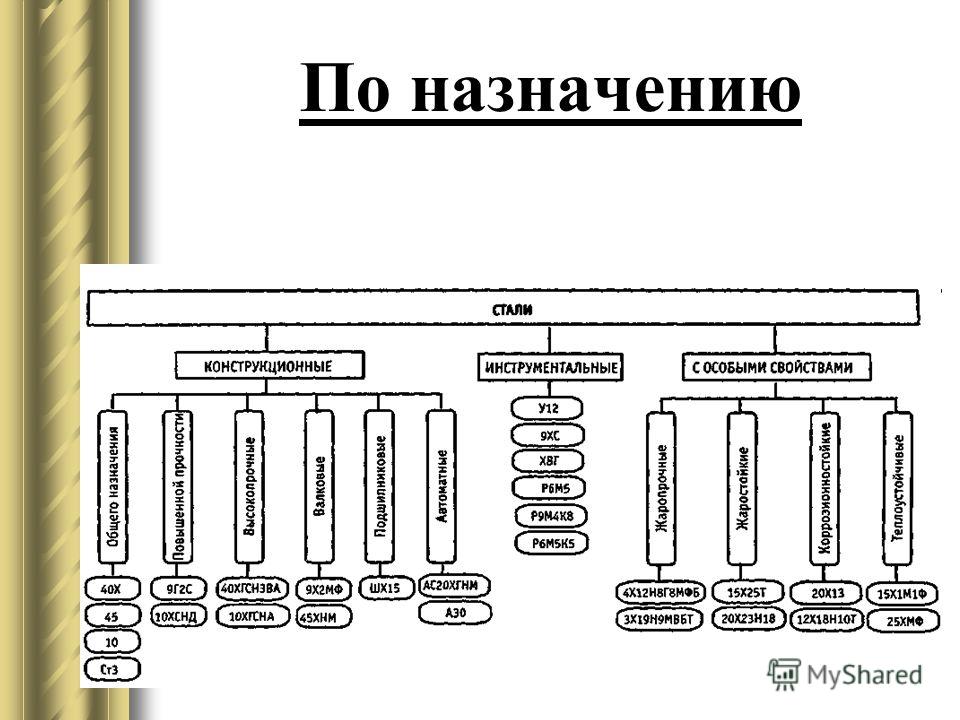
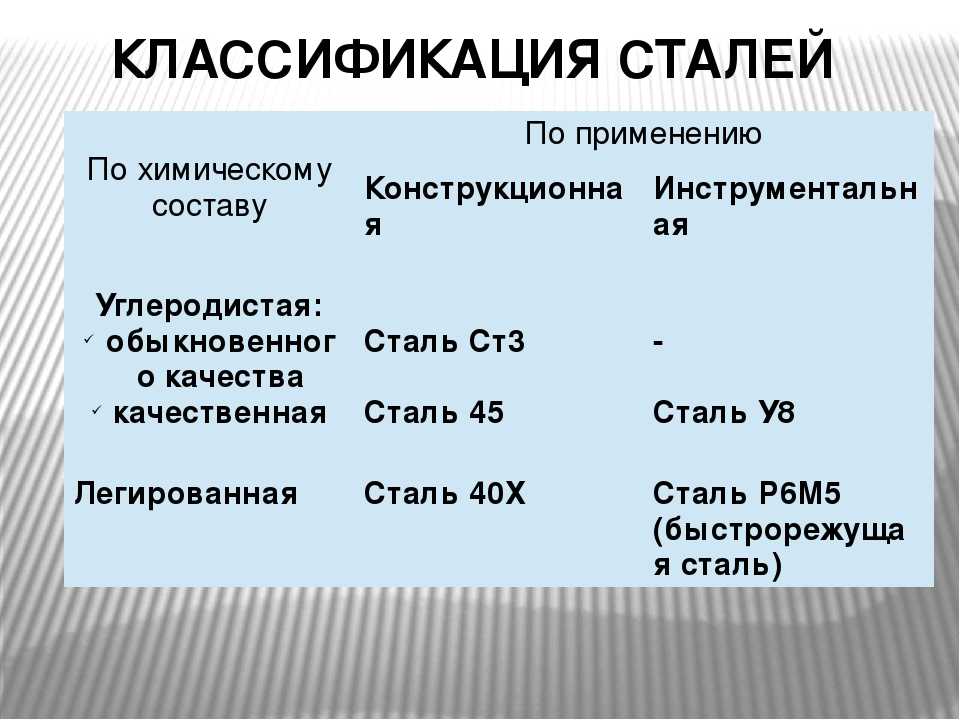 Эти системы стандартизированы для различных отраслей промышленности, что позволяет гарантировать целостность материала. Две системы оценок:
Эти системы стандартизированы для различных отраслей промышленности, что позволяет гарантировать целостность материала. Две системы оценок: Использование стали имеет долгую историю и будет продолжаться в далеком будущем по мере открытия новых способов комбинирования элементов.
Использование стали имеет долгую историю и будет продолжаться в далеком будущем по мере открытия новых способов комбинирования элементов. Если необходимо сделать отверстие на маленькой скорости, применяется сверло по стали.
Если необходимо сделать отверстие на маленькой скорости, применяется сверло по стали.
 Он прикладывается к плитке в требуемом месте, прижимается или сверлится через отверстие
Он прикладывается к плитке в требуемом месте, прижимается или сверлится через отверстие
 Но применять его нужно в том случае, если вы не успели положить плитку. Для этого плитку необходимо опустить в воду, затем указать параметры круга и просверлить дырку по нему. После этого центр круга убирается, вы получаете необходимое отверстие. Неровные края обрабатываются при помощи напильника. Отверстие в плитке может просверлить каждый человек — достаточно следовать рекомендациям специалистов. Нужно подобрать подходящее сверло, на момент работы не уводить в сторону и регулярно обрабатывать поверхность плитки водой.
Но применять его нужно в том случае, если вы не успели положить плитку. Для этого плитку необходимо опустить в воду, затем указать параметры круга и просверлить дырку по нему. После этого центр круга убирается, вы получаете необходимое отверстие. Неровные края обрабатываются при помощи напильника. Отверстие в плитке может просверлить каждый человек — достаточно следовать рекомендациям специалистов. Нужно подобрать подходящее сверло, на момент работы не уводить в сторону и регулярно обрабатывать поверхность плитки водой.
 Как просверлить отверстие под дюбель?
Как просверлить отверстие под дюбель?


 Данная технология пригодиться, если вы выберите для работы бур с твердосплавной напайкой. Если будете использовать бур с напайкой, то это должен быть малый диаметр, так как при больших обязательно произойдет раскалывание материала.
Данная технология пригодиться, если вы выберите для работы бур с твердосплавной напайкой. Если будете использовать бур с напайкой, то это должен быть малый диаметр, так как при больших обязательно произойдет раскалывание материала.
 Ни представляют собой трубчатые сверла большого диаметра. В продаже есть инструмент этого типа с размерами от 4-6 мм до 100 и более. Этот тип оснастки различается по конфигурации, размерам и форме режущей кромки. Для обработки кафеля и керамогранита лучше использовать алмазные кольцевые коронки.
Ни представляют собой трубчатые сверла большого диаметра. В продаже есть инструмент этого типа с размерами от 4-6 мм до 100 и более. Этот тип оснастки различается по конфигурации, размерам и форме режущей кромки. Для обработки кафеля и керамогранита лучше использовать алмазные кольцевые коронки. Вот несколько из них:
Вот несколько из них: Чтобы отверстие было идеально круглым на стене с плиткой, используйте поддержку. Это специальное приспособление с вакуумной присоской и металлическим держателем в виде ласточкина хвоста. Аксессуар устанавливается в нужное место и при работе в уголок упирается оснастка, благодаря чему оно никуда не едет и не ускользает.
Чтобы отверстие было идеально круглым на стене с плиткой, используйте поддержку. Это специальное приспособление с вакуумной присоской и металлическим держателем в виде ласточкина хвоста. Аксессуар устанавливается в нужное место и при работе в уголок упирается оснастка, благодаря чему оно никуда не едет и не ускользает. Подача воды остужает сверло, не давая ему перегреваться. Особенно это важно на высоких оборотах, так как нагрев из-за трения особенно выражен. Существуют специальные агрегаты для работы с охлаждением, а можно периодически подливать воду непосредственно при сверлении.
Подача воды остужает сверло, не давая ему перегреваться. Особенно это важно на высоких оборотах, так как нагрев из-за трения особенно выражен. Существуют специальные агрегаты для работы с охлаждением, а можно периодически подливать воду непосредственно при сверлении.
 Дизайн изысканный, плитка идеально нарезана, все ровно ложится. Это настоящее произведение искусства. Но ваша работа еще не готова. Теперь наступает часть, которая потенциально может испортить всю вашу тяжелую работу: сверление отверстия в плитке для установки акцентов. Один промах или неловкое движение, и вы получите одну треснутую, уродливую плитку.
Дизайн изысканный, плитка идеально нарезана, все ровно ложится. Это настоящее произведение искусства. Но ваша работа еще не готова. Теперь наступает часть, которая потенциально может испортить всю вашу тяжелую работу: сверление отверстия в плитке для установки акцентов. Один промах или неловкое движение, и вы получите одну треснутую, уродливую плитку.

 Первый вариант, хотя и немного дороже, чрезвычайно прочен и может просверливать даже самые твердые поверхности плитки, такие как фарфор. Более того, они не так легко перегорают, как биты по каменной кладке.
Первый вариант, хотя и немного дороже, чрезвычайно прочен и может просверливать даже самые твердые поверхности плитки, такие как фарфор. Более того, они не так легко перегорают, как биты по каменной кладке. поверхность , что затрудняет их удержание на месте. Теперь это большая проблема. Одно неверное движение, и вы поцарапаете или, что еще хуже, треснете плитку.
поверхность , что затрудняет их удержание на месте. Теперь это большая проблема. Одно неверное движение, и вы поцарапаете или, что еще хуже, треснете плитку.


 Вместо этого вы должны выбрать сверла с твердосплавными или алмазными наконечниками. Сверла с алмазным наконечником являются более дорогими из двух вариантов, но они выдерживают суровые условия сверления даже через самые твердые поверхности плитки и не выгорают так быстро, как стандартные сверла по каменной кладке.
Вместо этого вы должны выбрать сверла с твердосплавными или алмазными наконечниками. Сверла с алмазным наконечником являются более дорогими из двух вариантов, но они выдерживают суровые условия сверления даже через самые твердые поверхности плитки и не выгорают так быстро, как стандартные сверла по каменной кладке. Чтобы создать некоторое напряжение, рассмотрите возможность использования малярной ленты в области, где вы будете сверлить. Измерьте (а затем повторно измерьте!) область, которую нужно просверлить, и отметьте крестиком поверх малярной ленты. Это обеспечит поверхность, которая позволит дрели зацепиться, когда вы начнете сверлить отверстие.
Чтобы создать некоторое напряжение, рассмотрите возможность использования малярной ленты в области, где вы будете сверлить. Измерьте (а затем повторно измерьте!) область, которую нужно просверлить, и отметьте крестиком поверх малярной ленты. Это обеспечит поверхность, которая позволит дрели зацепиться, когда вы начнете сверлить отверстие.
 Делайте все медленно и начните с низкой скорости, применяя равномерное давление, пока не просверлите верхний слой глазури. После того, как вы проникли в начальный слой, вы можете постепенно увеличивать скорость и давление по мере необходимости (хотя и не слишком сильно!), чтобы просверлить плитку до стены.
Делайте все медленно и начните с низкой скорости, применяя равномерное давление, пока не просверлите верхний слой глазури. После того, как вы проникли в начальный слой, вы можете постепенно увеличивать скорость и давление по мере необходимости (хотя и не слишком сильно!), чтобы просверлить плитку до стены. Просто намочите губку и время от времени промокайте ею насадку, чтобы она остыла.
Просто намочите губку и время от времени промокайте ею насадку, чтобы она остыла. Главное, что нужно помнить, если вы хотите, чтобы ваши сверла прослужили долго, — это держать их в прохладе и не прилагать слишком много усилий.
Главное, что нужно помнить, если вы хотите, чтобы ваши сверла прослужили долго, — это держать их в прохладе и не прилагать слишком много усилий. должен сделать трюк. Для более прочных металлов, таких как нержавеющая сталь или чугун, рекомендуется использовать сверло из черной оксидной или кобальтовой стали.
должен сделать трюк. Для более прочных металлов, таких как нержавеющая сталь или чугун, рекомендуется использовать сверло из черной оксидной или кобальтовой стали.
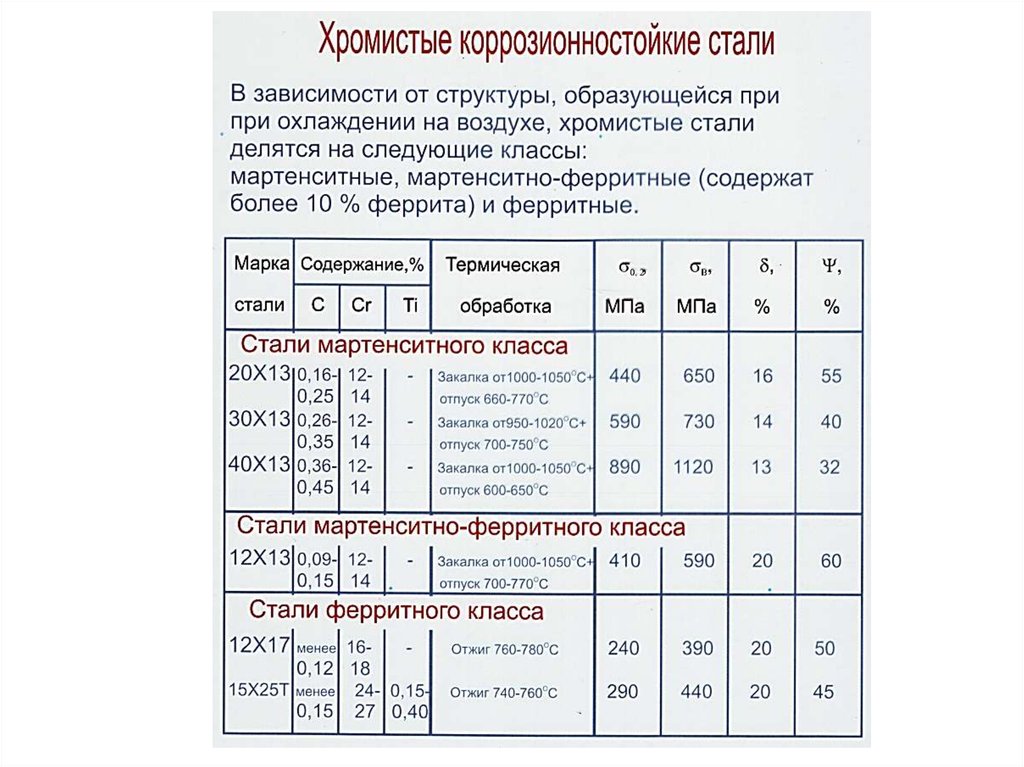
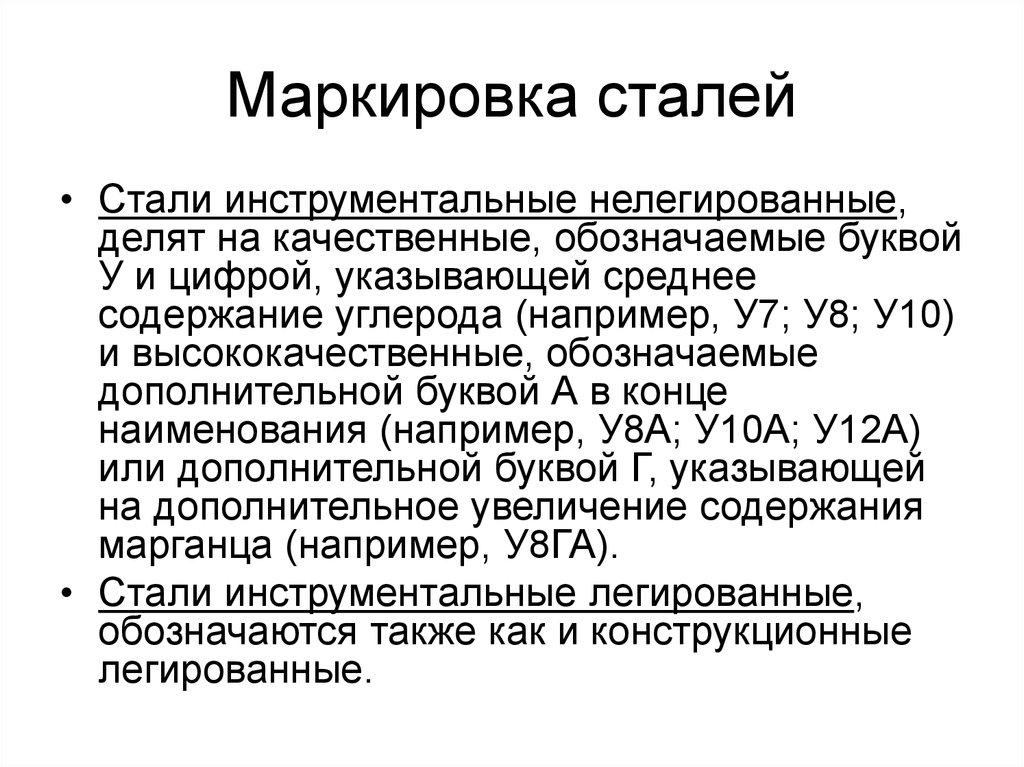 Отпуск 600-620°С, выдержка 3 часа, охлаждение 1 час в печи до 500°С, зхатем на воздухе.
Отпуск 600-620°С, выдержка 3 часа, охлаждение 1 час в печи до 500°С, зхатем на воздухе.
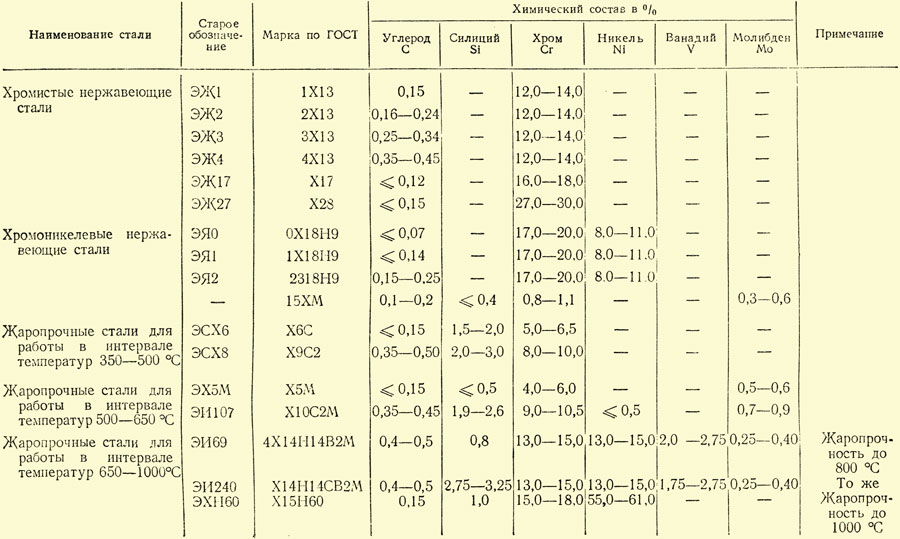 Отпуск 620-630 °С, выдержка 3 часа, воздух
Отпуск 620-630 °С, выдержка 3 часа, воздух

 Отжиг 860 °С
Отжиг 860 °С
 Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуется прогрев и последующая термообработка.
Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуется прогрев и последующая термообработка.
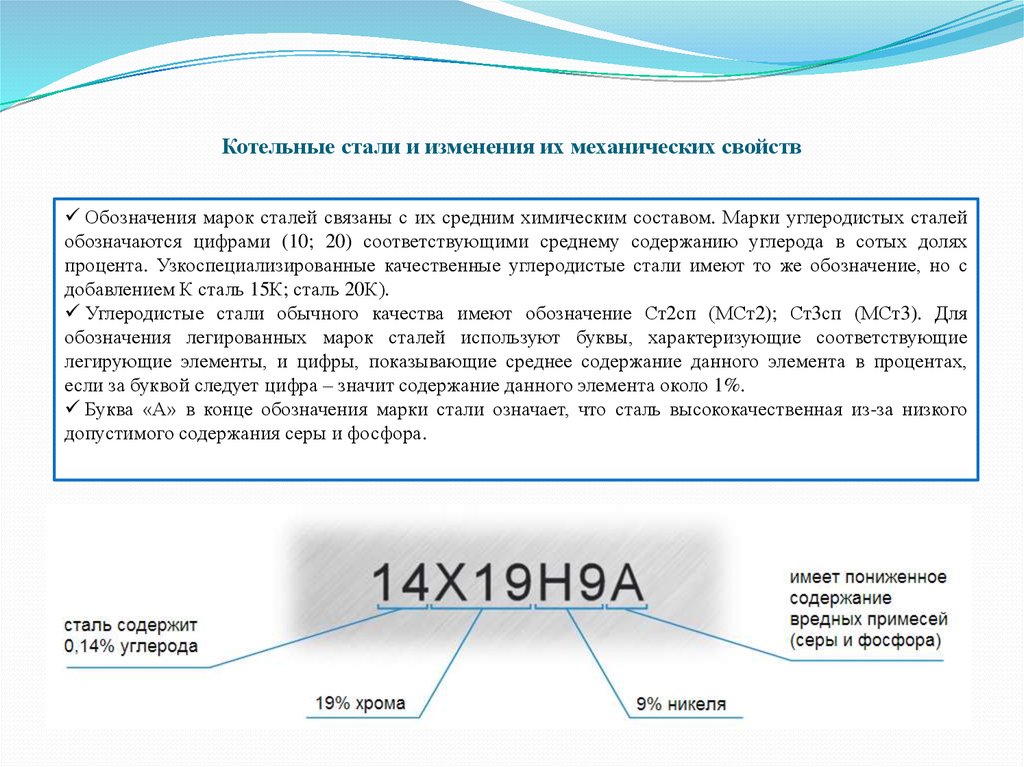 Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
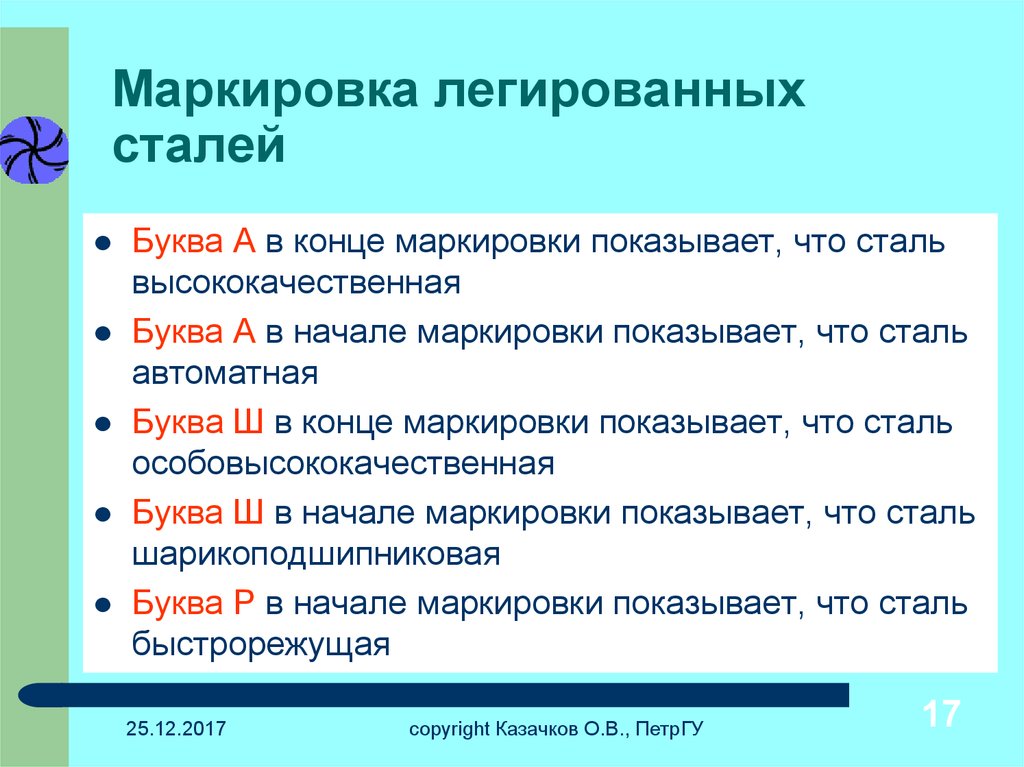


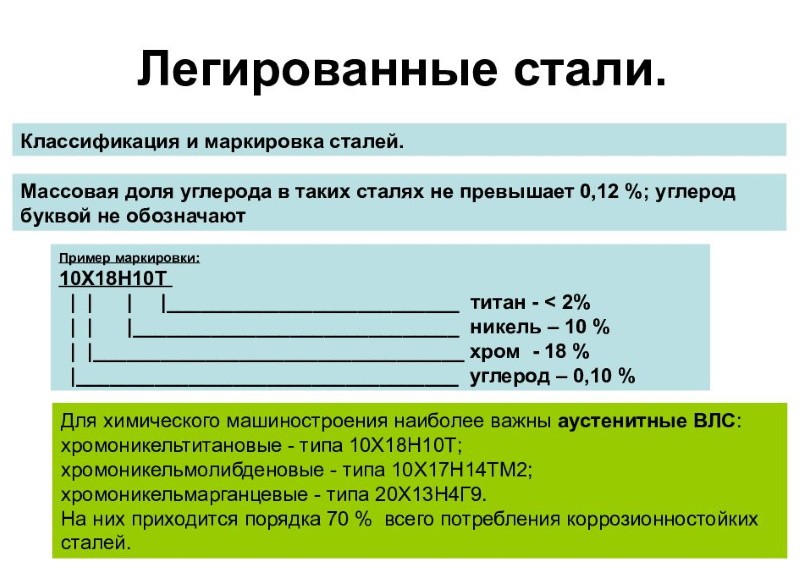 0
0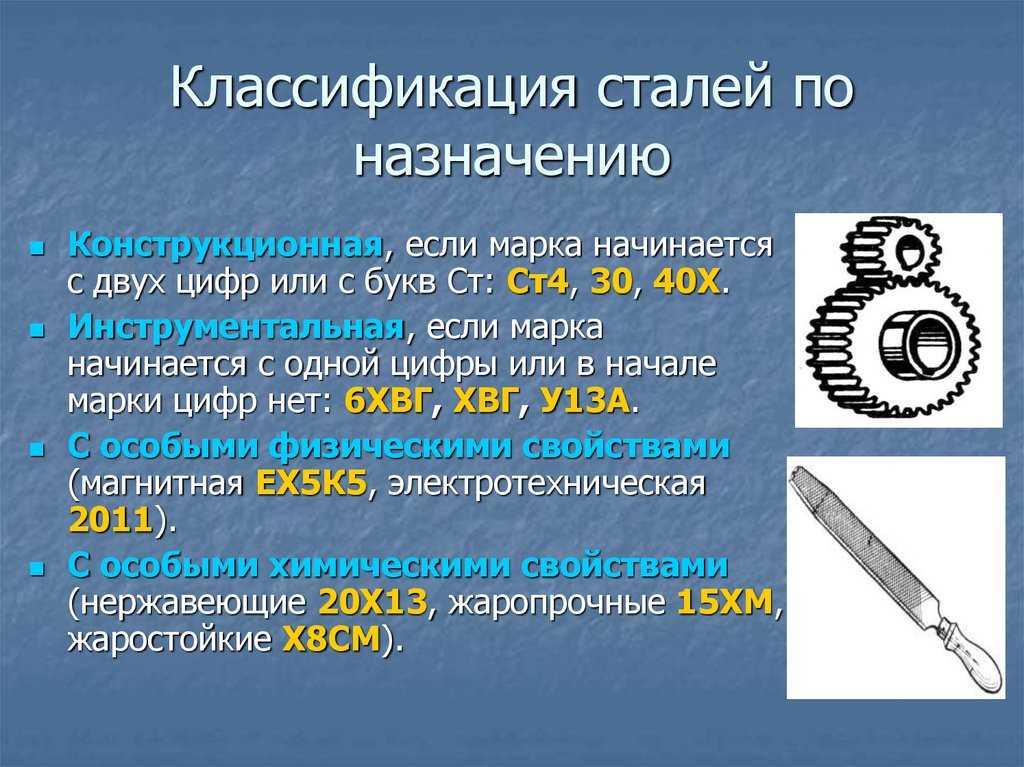 По согласованию изготовителя с заказчиком для металлопродукции из стали марки 35 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на 2% (абс.).
По согласованию изготовителя с заказчиком для металлопродукции из стали марки 35 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на 2% (абс.).
 35
35 35
35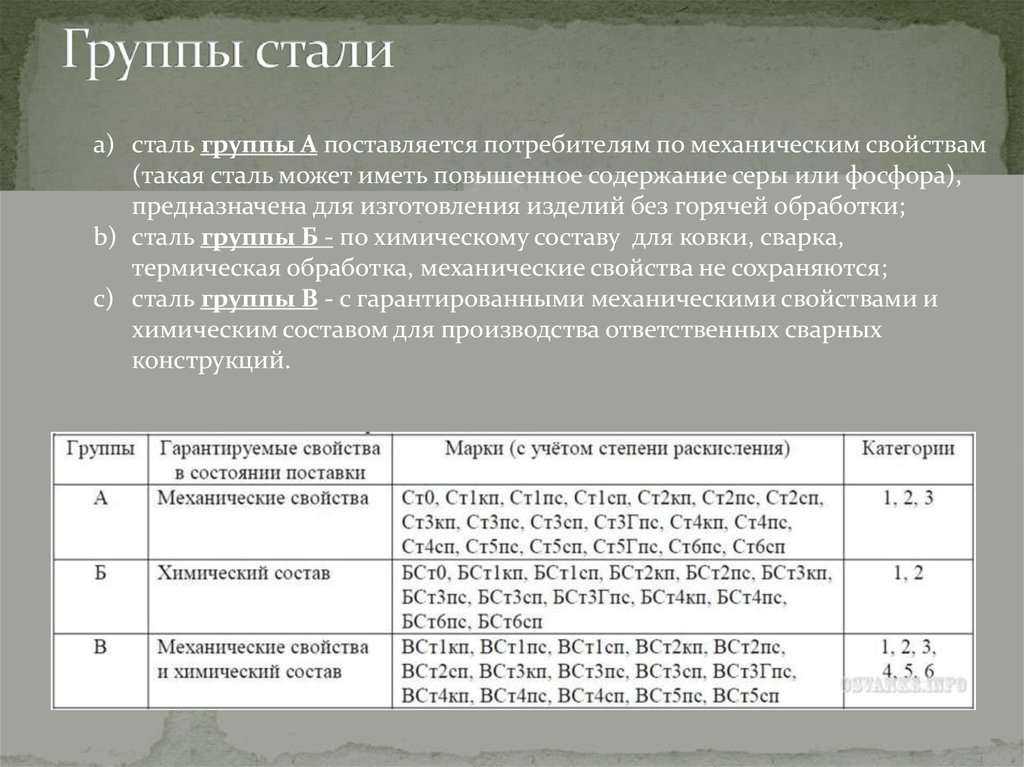 Закалка производится в воде с температуры 860-880 °С и отпуск — при 550-600 °С
Закалка производится в воде с температуры 860-880 °С и отпуск — при 550-600 °С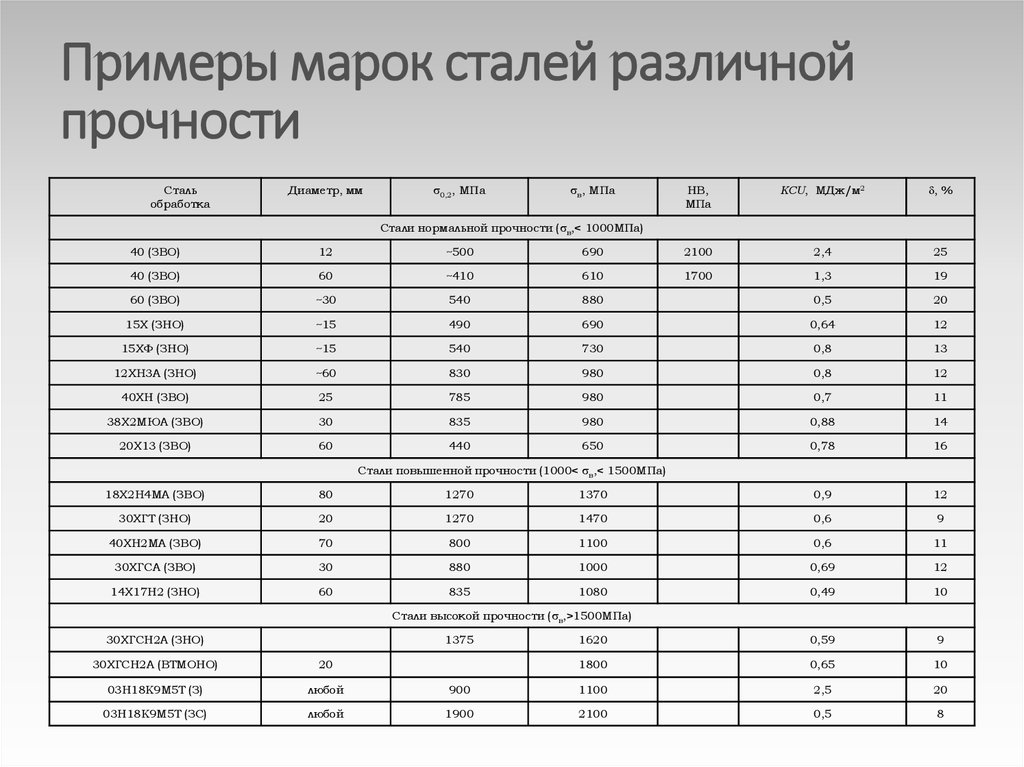 Заготовка диаметром 60 мм, закалка с 850 °С в воде.
Заготовка диаметром 60 мм, закалка с 850 °С в воде.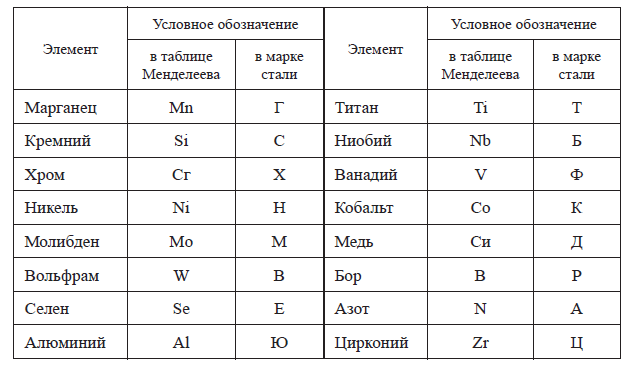 Заготовки сечением до 800 мм охлаждаются на воздухе.
Заготовки сечением до 800 мм охлаждаются на воздухе. 5710
5710 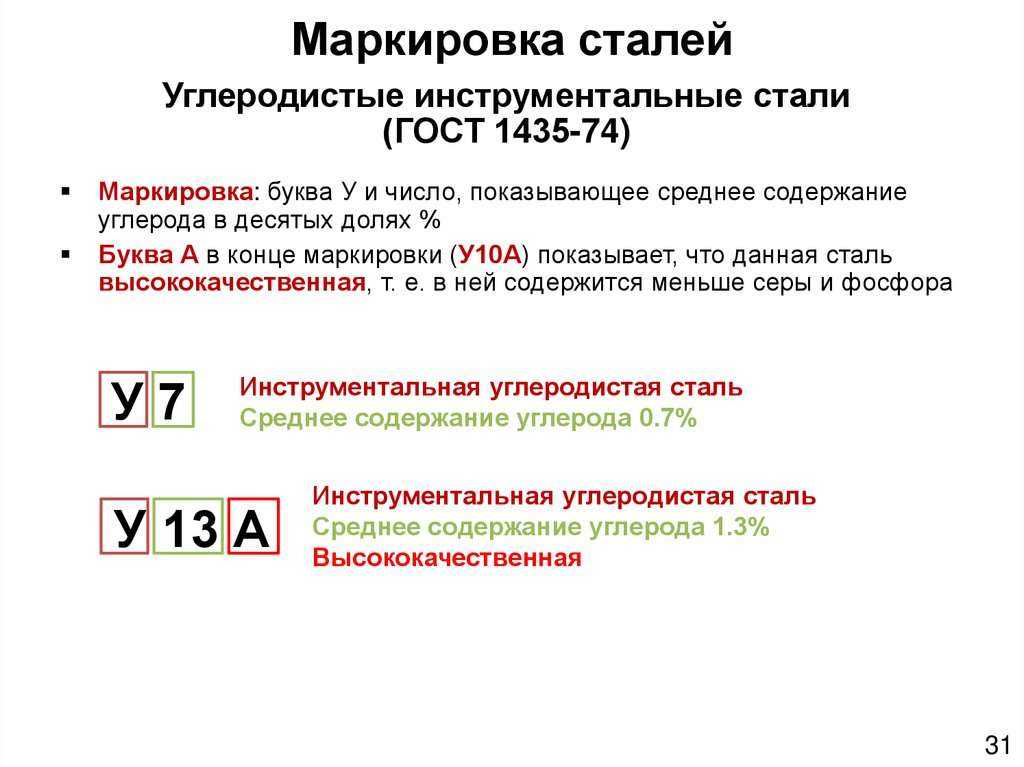 33 — 0.39
33 — 0.39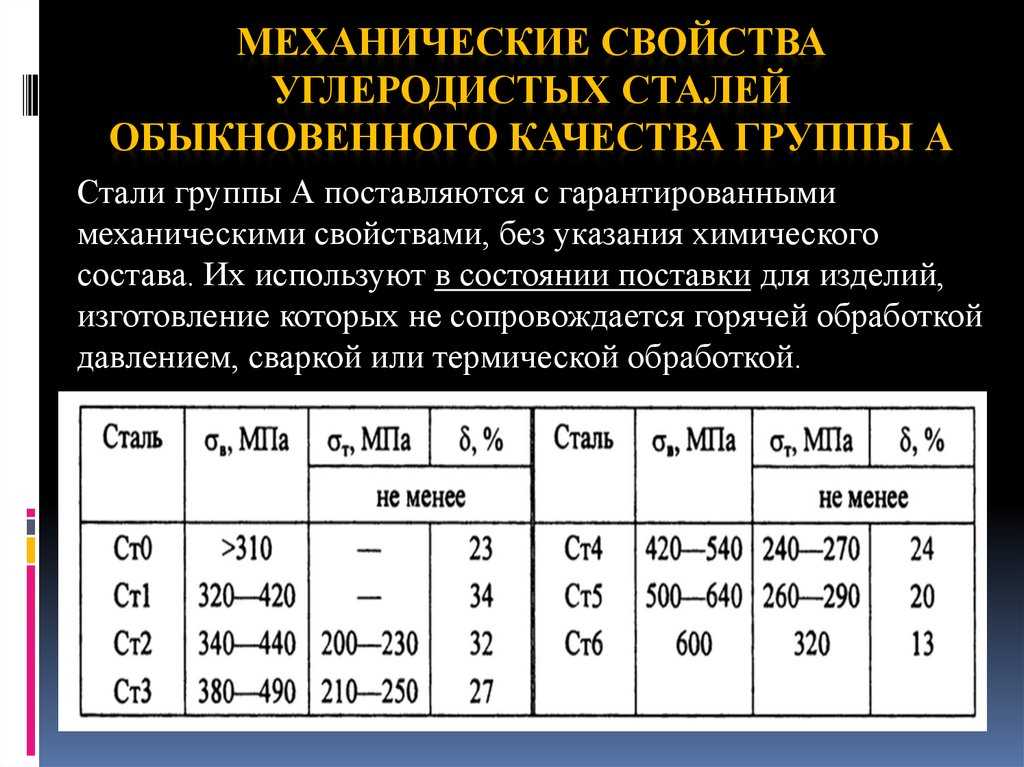 4
4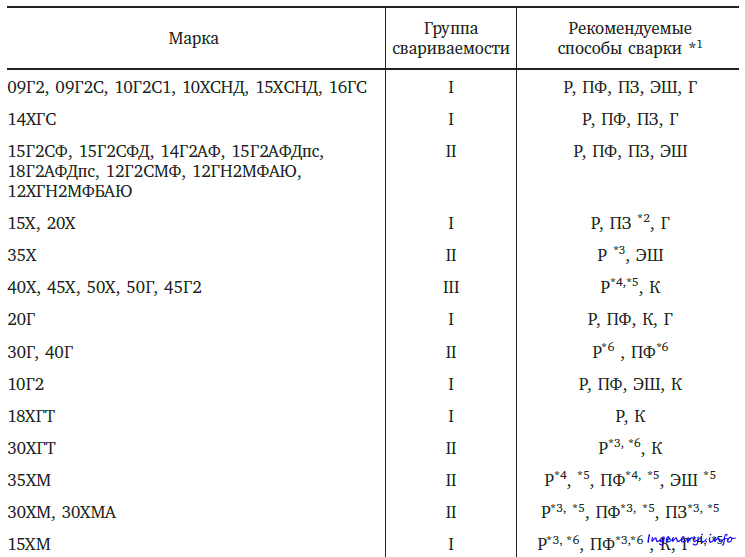 100230 — 1020833333338 888 8881. 100231
100230 — 1020833333338 888 8881. 100231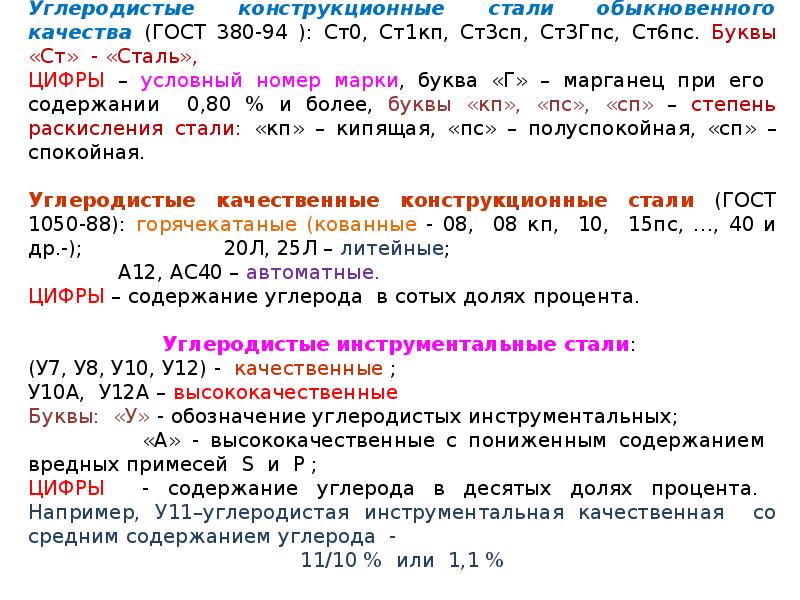 5710, 1.5815, 36NiCr6, 36 NiCr 6, 35-NiCr6, 46NiCr6, 35 NiCr6, 35 NiCr6, 35 NiCr6 36NiCr6-4, 35Ni5Cr2, ЦСН 16240, 40NiCr6, 40 NiCr 6, 1.5711.
5710, 1.5815, 36NiCr6, 36 NiCr 6, 35-NiCr6, 46NiCr6, 35 NiCr6, 35 NiCr6, 35 NiCr6 36NiCr6-4, 35Ni5Cr2, ЦСН 16240, 40NiCr6, 40 NiCr 6, 1.5711.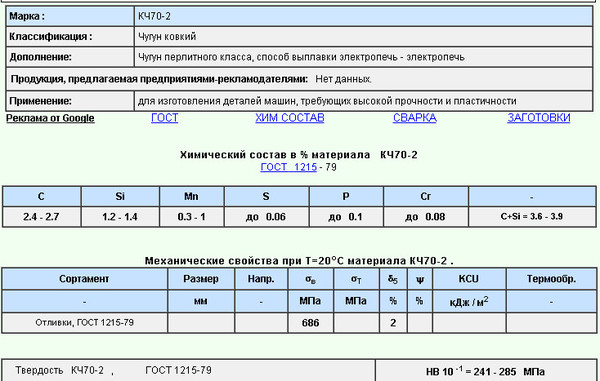
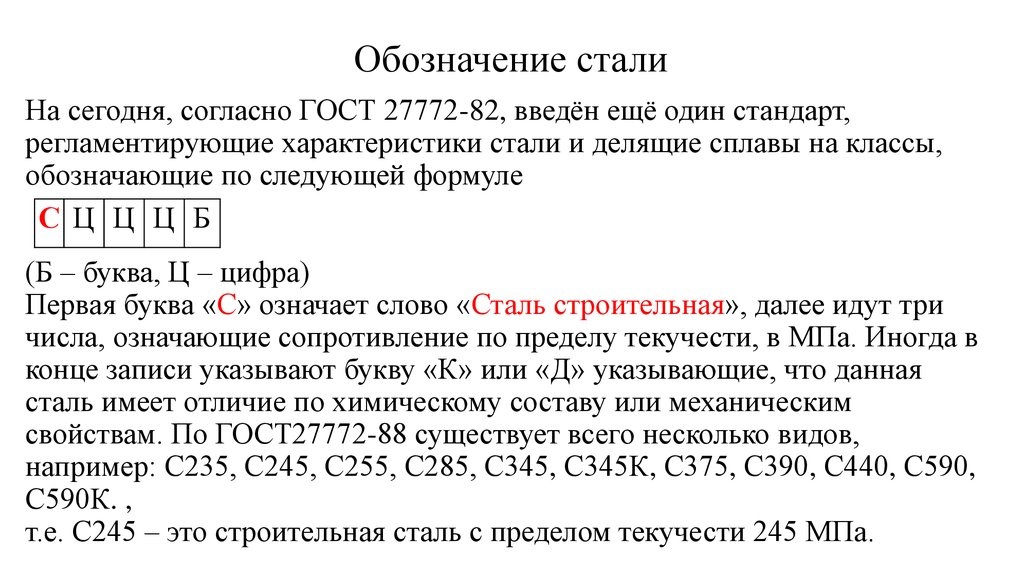 Номер контракта также верен для Utica-Bend
Номер контракта также верен для Utica-Bend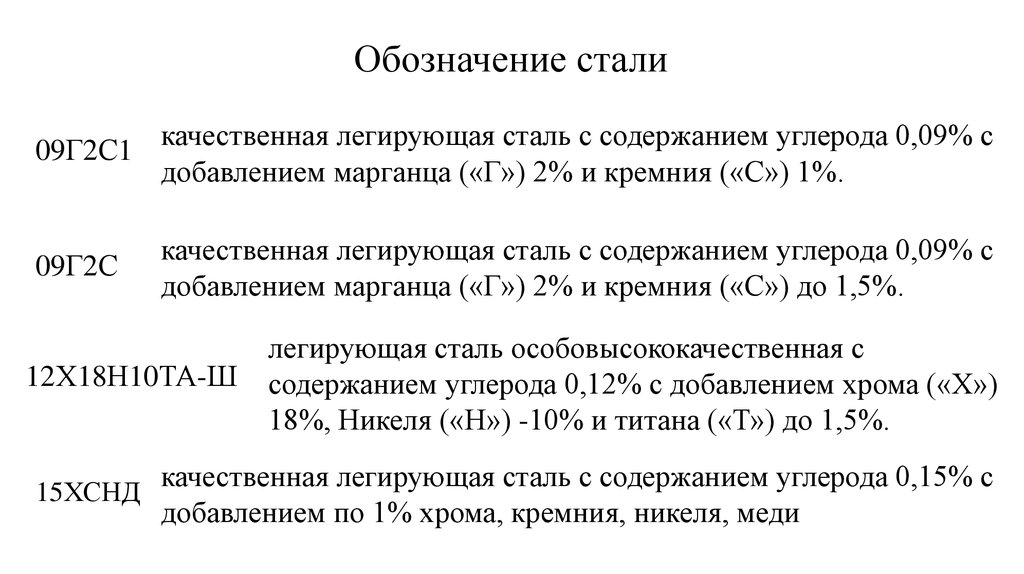 Как вы, возможно, догадались, я сейчас дома — и могу точно сказать вам, что номер VIN M41848 был Utica_Bend 1957 года — и хотя возможно, что к тому времени, когда были построены следующие 22 грузовика (ваши), год перешел до 1958 года и производителя Curtiss-Wright — это просто маловероятно.
Как вы, возможно, догадались, я сейчас дома — и могу точно сказать вам, что номер VIN M41848 был Utica_Bend 1957 года — и хотя возможно, что к тому времени, когда были построены следующие 22 грузовика (ваши), год перешел до 1958 года и производителя Curtiss-Wright — это просто маловероятно.
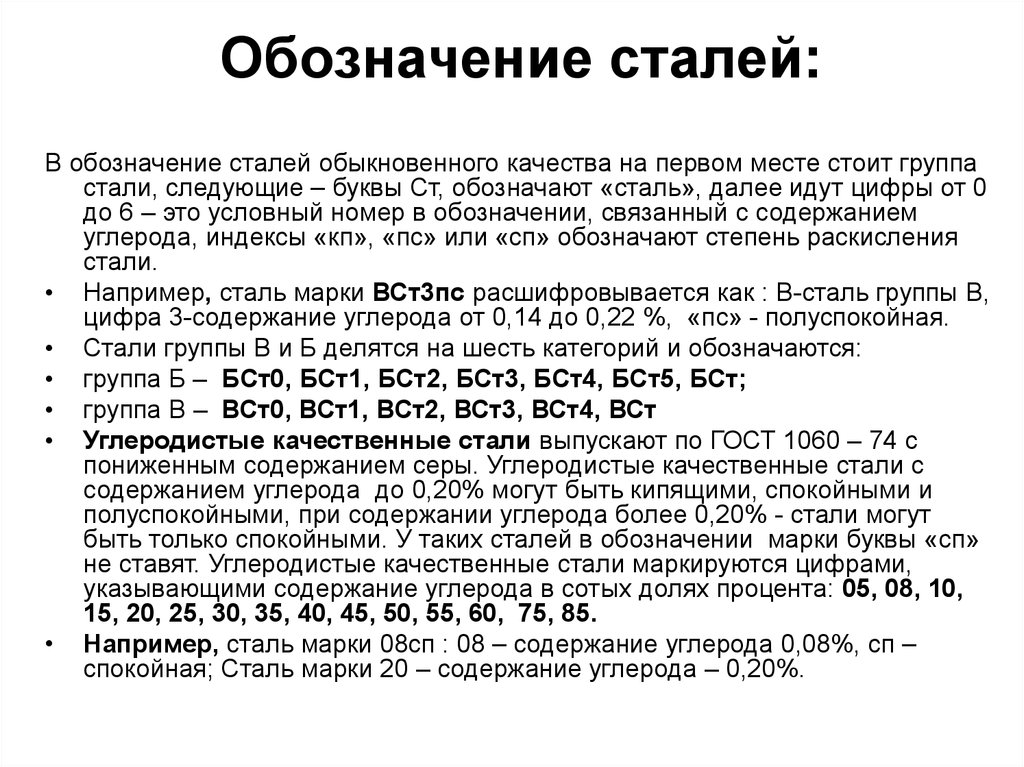
 наклона головки
наклона головки Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства. 
 Киев
Киев 95 грн
95 грн 75 грн
75 грн Запорожье
Запорожье Житомир
Житомир Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.

 Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама. Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC). Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
 Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки. Вот список наиболее широко используемых присадочных металлов.
Вот список наиболее широко используемых присадочных металлов.


 Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки. В то время как правша двигает свой карандаш, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша двигает свой карандаш, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
 Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.

 Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы. Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает. Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.



 Недостатки специалисты связывают с наличием следующих факторов:
Недостатки специалисты связывают с наличием следующих факторов: К этим способам относят литье под давлением, литье в кокиль, в оболочковые формы из термореактивных смесей (кронинг-процесс С и D), в прессованные керамические формы и литье по выплавляемым моделям. Но больше термин «точное литье» подходит для способов, которые позволяют получать отливки с точностью, большей чем ±0,25% номинала. В этом смысле именно к точному литью относится литье по выплавляемым, выжигаемым, испаряемым и растворяемым моделям.
К этим способам относят литье под давлением, литье в кокиль, в оболочковые формы из термореактивных смесей (кронинг-процесс С и D), в прессованные керамические формы и литье по выплавляемым моделям. Но больше термин «точное литье» подходит для способов, которые позволяют получать отливки с точностью, большей чем ±0,25% номинала. В этом смысле именно к точному литью относится литье по выплавляемым, выжигаемым, испаряемым и растворяемым моделям.
 По сравнению с традиционным процессом литья в песчаные формы отливки, полученные методом точного литья, имеют более точные размеры и лучшую чистоту поверхности. Его продукция точна, сложна и близка к окончательной форме детали. Может использоваться непосредственно без обработки или обработки. Это продвинутый процесс почти сетчатой формы. И это может быть подходящим для заказов небольшого количества.
По сравнению с традиционным процессом литья в песчаные формы отливки, полученные методом точного литья, имеют более точные размеры и лучшую чистоту поверхности. Его продукция точна, сложна и близка к окончательной форме детали. Может использоваться непосредственно без обработки или обработки. Это продвинутый процесс почти сетчатой формы. И это может быть подходящим для заказов небольшого количества. Запеченная оболочка получается набрать достаточную прочность. Остатки паковочной массы сжигают и заливают желаемый металлический материал. Затвердевание, охлаждение, шелушение, очистка песка. Тем самым получая высокоточное готовое изделие. Термообработка и холодная обработка и обработка поверхности в соответствии с требованиями к продукту.
Запеченная оболочка получается набрать достаточную прочность. Остатки паковочной массы сжигают и заливают желаемый металлический материал. Затвердевание, охлаждение, шелушение, очистка песка. Тем самым получая высокоточное готовое изделие. Термообработка и холодная обработка и обработка поверхности в соответствии с требованиями к продукту. Это:
Это:

 Установка любого из звеньев и неразумная эксплуатация изменят скорость усадки отливки. Точность размеров отливки отклонилась от требований. Ниже перечислены факторы, которые могут вызвать дефекты точности прецизионных отливок:
Установка любого из звеньев и неразумная эксплуатация изменят скорость усадки отливки. Точность размеров отливки отклонилась от требований. Ниже перечислены факторы, которые могут вызвать дефекты точности прецизионных отливок: Затем следует давление воска. Время выдержки мало влияет на окончательный размер паковочной массы после обеспечения литья под давлением.
Затем следует давление воска. Время выдержки мало влияет на окончательный размер паковочной массы после обеспечения литья под давлением. 



 После того, как восковые узоры созданы, их расплавляют на системе ворот, погружают в суспензию и песок, чтобы сформировать многослойный корпус, а затем заменяют расплавленными металлами, такими как нержавеющая сталь, алюминий и многое другое. Ниже приведены несколько коротких видеороликов с некоторыми этапами процесса литья по выплавляемым моделям.
После того, как восковые узоры созданы, их расплавляют на системе ворот, погружают в суспензию и песок, чтобы сформировать многослойный корпус, а затем заменяют расплавленными металлами, такими как нержавеющая сталь, алюминий и многое другое. Ниже приведены несколько коротких видеороликов с некоторыми этапами процесса литья по выплавляемым моделям. По сравнению с механической обработкой, литье по выплавляемым моделям может экономично предложить поднутрения, высокое разрешение, сложные детали и гладкую поверхность.
По сравнению с механической обработкой, литье по выплавляемым моделям может экономично предложить поднутрения, высокое разрешение, сложные детали и гладкую поверхность. любая часть. Компания Milwaukee Precision Casting поддерживает тесные отношения со многими местными поставщиками, что позволяет предлагать наилучшие детали по минимально возможной цене.
любая часть. Компания Milwaukee Precision Casting поддерживает тесные отношения со многими местными поставщиками, что позволяет предлагать наилучшие детали по минимально возможной цене. Мы производим отливки по выплавляемым моделям весом от нескольких граммов до 40 фунтов и можем экономично производить небольшие количества с помощью ручных инструментов или большие объемы с использованием многогнездных автоматических формовочных инструментов.
Мы производим отливки по выплавляемым моделям весом от нескольких граммов до 40 фунтов и можем экономично производить небольшие количества с помощью ручных инструментов или большие объемы с использованием многогнездных автоматических формовочных инструментов.
 сталь
сталь Инструментальная сталь
Инструментальная сталь
 50 000 алюминия-бронза
50 000 алюминия-бронза Странство 140-160 000 Stainless Steelless
Странство 140-160 000 Stainless Steelless

 Поэтому переживания по поводу, что газоблок содержит алминий не имеет перед собой основания.
Поэтому переживания по поводу, что газоблок содержит алминий не имеет перед собой основания. При этом нужно отметить, что кладка высокоточного блока на клеевой раствор, практичестки исключает мостики холода, тем самым делает ваш дом еще теплее.
При этом нужно отметить, что кладка высокоточного блока на клеевой раствор, практичестки исключает мостики холода, тем самым делает ваш дом еще теплее.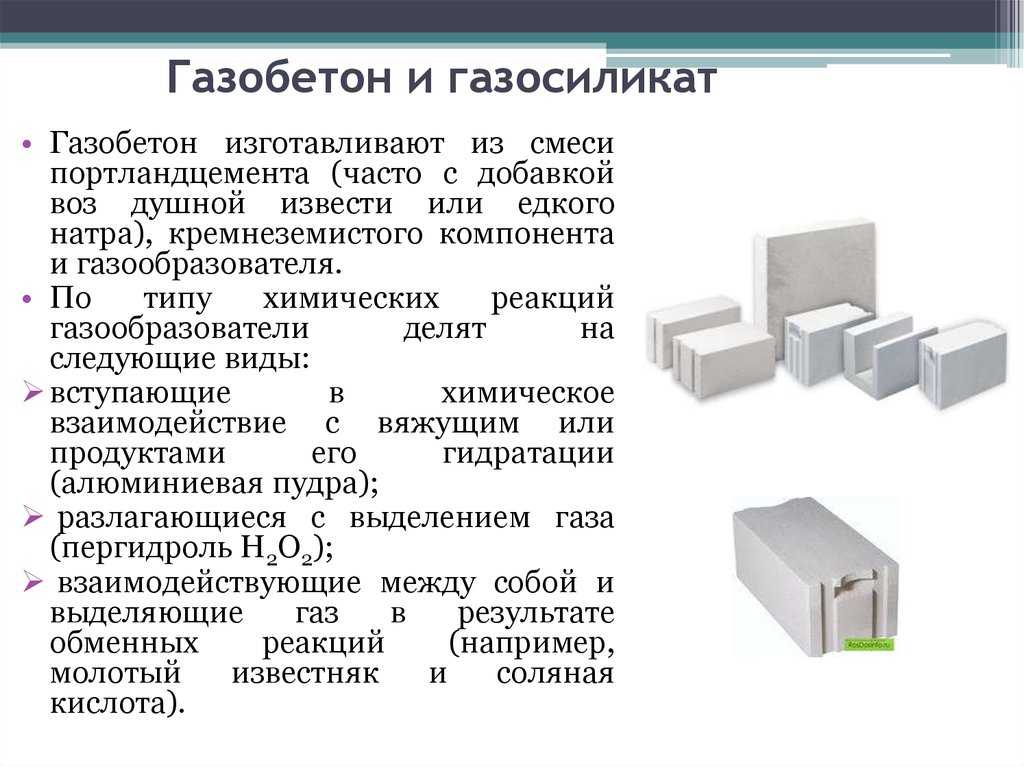

 п.;
п.; В состав пеноблоков входят песок, цемент М400, вода и пена.
В состав пеноблоков входят песок, цемент М400, вода и пена.

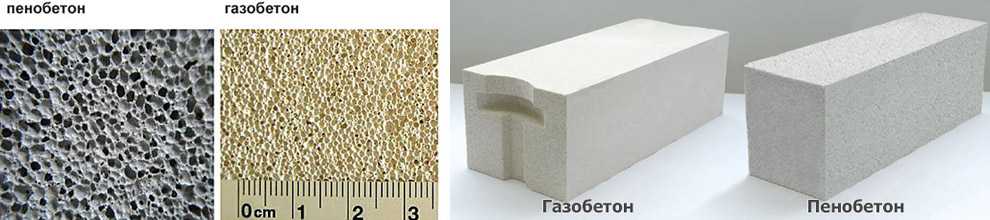
 м.
м.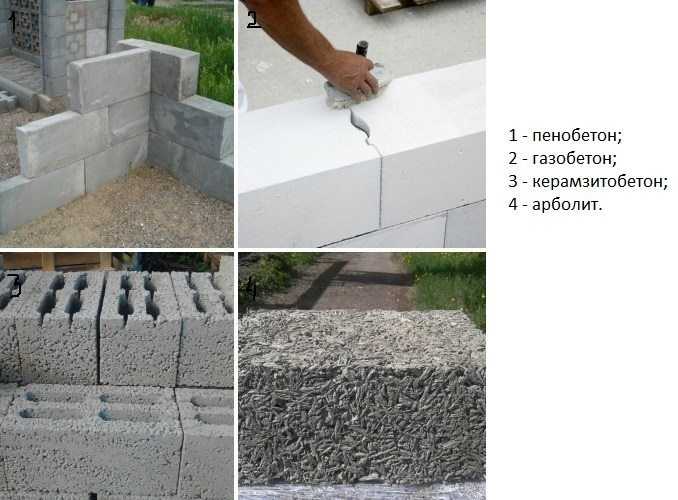
 «Лабораторные исследования по проектированию пенной пилотной установки для снижения перенаправления газа из газовой шапки в добывающую скважину на Мессояхском месторождении». SPE Res Eval & Eng 25 (2022): 472–485. doi: https://doi.org/10.2118/206435-PA
«Лабораторные исследования по проектированию пенной пилотной установки для снижения перенаправления газа из газовой шапки в добывающую скважину на Мессояхском месторождении». SPE Res Eval & Eng 25 (2022): 472–485. doi: https://doi.org/10.2118/206435-PA Объектом данной работы является Восточно-Мессояхское месторождение, эксплуатируемое Газпром нефтью, на котором в настоящее время наблюдается переток газа из газовой шапки в добывающие скважины из-за сильной неоднородности. Пена долгое время считалась хорошим кандидатом на газоблокировку. Однако закачка пены для блокирования газа в добывающих скважинах отличается от таковой в нагнетательных скважинах, что требует длительного воздействия на газонасыщенные высокопроницаемые участки без существенного влияния на фазовую проницаемость нефти в пласте. Следовательно, для блокирования газа в добывающей скважине требуется длительный период полураспада пены, чтобы поддерживать стабильную пену, потому что непрерывный сдвиг раствора ПАВ/газа не может быть достигнут, как в нагнетательных скважинах. Таким образом, выбирают пенопласт, армированный полимером (пенополимер). Четыре полиакриламидных полимерных стабилизатора и пять анионных поверхностно-активных веществ были оценены с использованием объемного теста для определения пенообразующей способности, стабильности пены и эффекта масла путем сравнения скорости пенообразования и периода полураспада для определения подходящей системы пенообразования с оптимальными концентрациями реагентов.
Объектом данной работы является Восточно-Мессояхское месторождение, эксплуатируемое Газпром нефтью, на котором в настоящее время наблюдается переток газа из газовой шапки в добывающие скважины из-за сильной неоднородности. Пена долгое время считалась хорошим кандидатом на газоблокировку. Однако закачка пены для блокирования газа в добывающих скважинах отличается от таковой в нагнетательных скважинах, что требует длительного воздействия на газонасыщенные высокопроницаемые участки без существенного влияния на фазовую проницаемость нефти в пласте. Следовательно, для блокирования газа в добывающей скважине требуется длительный период полураспада пены, чтобы поддерживать стабильную пену, потому что непрерывный сдвиг раствора ПАВ/газа не может быть достигнут, как в нагнетательных скважинах. Таким образом, выбирают пенопласт, армированный полимером (пенополимер). Четыре полиакриламидных полимерных стабилизатора и пять анионных поверхностно-активных веществ были оценены с использованием объемного теста для определения пенообразующей способности, стабильности пены и эффекта масла путем сравнения скорости пенообразования и периода полураспада для определения подходящей системы пенообразования с оптимальными концентрациями реагентов. Кроме того, были проведены фильтрационные эксперименты в пластовых условиях для определения оптимального режима закачки путем оценки кажущейся вязкости, градиента давления прорыва, коэффициента сопротивления и коэффициента остаточного сопротивления. Полимер может значительно улучшить период полураспада (повысить стабильность пены), и чем выше концентрация полимера, тем больше период полураспада. Но одновременно высокая концентрация полимера увеличивает начальную вязкость раствора, что не только снижает скорость пенообразования, но и увеличивает трудности при закачке. Поэтому с учетом всех этих влияний определяется оптимальная концентрация полимера порядка 0,15–0,2 мас.%. Эксперименты по фильтрации показали, что кажущаяся вязкость в сердцевине сначала увеличивалась, а затем уменьшалась в зависимости от качества пены (объемное отношение газа к общему потоку жидкости/газа). Оптимальным режимом закачки является совместная закачка раствора ПАВ/полимера и газа для образования пены на месте с оптимальным качеством пены около 0,65.
Кроме того, были проведены фильтрационные эксперименты в пластовых условиях для определения оптимального режима закачки путем оценки кажущейся вязкости, градиента давления прорыва, коэффициента сопротивления и коэффициента остаточного сопротивления. Полимер может значительно улучшить период полураспада (повысить стабильность пены), и чем выше концентрация полимера, тем больше период полураспада. Но одновременно высокая концентрация полимера увеличивает начальную вязкость раствора, что не только снижает скорость пенообразования, но и увеличивает трудности при закачке. Поэтому с учетом всех этих влияний определяется оптимальная концентрация полимера порядка 0,15–0,2 мас.%. Эксперименты по фильтрации показали, что кажущаяся вязкость в сердцевине сначала увеличивалась, а затем уменьшалась в зависимости от качества пены (объемное отношение газа к общему потоку жидкости/газа). Оптимальным режимом закачки является совместная закачка раствора ПАВ/полимера и газа для образования пены на месте с оптимальным качеством пены около 0,65. Фильтрационные эксперименты на кернах разной проницаемости показали, что газоблокирующая способность пенополимера выше в высокопроницаемых кернах, что выгодно для блокирования высокопроницаемой зоны. Также следует отметить, что при определенном соотношении масла к пене (примерно ниже 1 к 1) присутствие высоковязкой нефти медленно снижало скорость пенообразования с увеличением объема масла, но значительно увеличивало полупериод. срок службы (т. е. стабильность пены, благоприятная для обработки пеной в добывающей скважине).
Фильтрационные эксперименты на кернах разной проницаемости показали, что газоблокирующая способность пенополимера выше в высокопроницаемых кернах, что выгодно для блокирования высокопроницаемой зоны. Также следует отметить, что при определенном соотношении масла к пене (примерно ниже 1 к 1) присутствие высоковязкой нефти медленно снижало скорость пенообразования с увеличением объема масла, но значительно увеличивало полупериод. срок службы (т. е. стабильность пены, благоприятная для обработки пеной в добывающей скважине).
 Это позволяет вашему пистолету работать безопасно и надежно, не беспокоясь о настройках газа.
Это позволяет вашему пистолету работать безопасно и надежно, не беспокоясь о настройках газа.
 Важно понимать взаимосвязь между длиной газовой системы и длиной ствола, так как ваш выбор повлияет на надежность, отдачу и общую производительность.
Важно понимать взаимосвязь между длиной газовой системы и длиной ствола, так как ваш выбор повлияет на надежность, отдачу и общую производительность.
 При более высоком давлении группа затворной рамы будет вращаться быстрее, улучшая работу, когда винтовка грязная.
При более высоком давлении группа затворной рамы будет вращаться быстрее, улучшая работу, когда винтовка грязная.


 Поэтому готовую продукцию на любом этапе установочного процесса необходимо подвергнуть специальным обработкам, которые заключаются в использовании специальных веществ, обеспечивающих надежную защиту или покрытие традиционными лаками и красками.
Поэтому готовую продукцию на любом этапе установочного процесса необходимо подвергнуть специальным обработкам, которые заключаются в использовании специальных веществ, обеспечивающих надежную защиту или покрытие традиционными лаками и красками.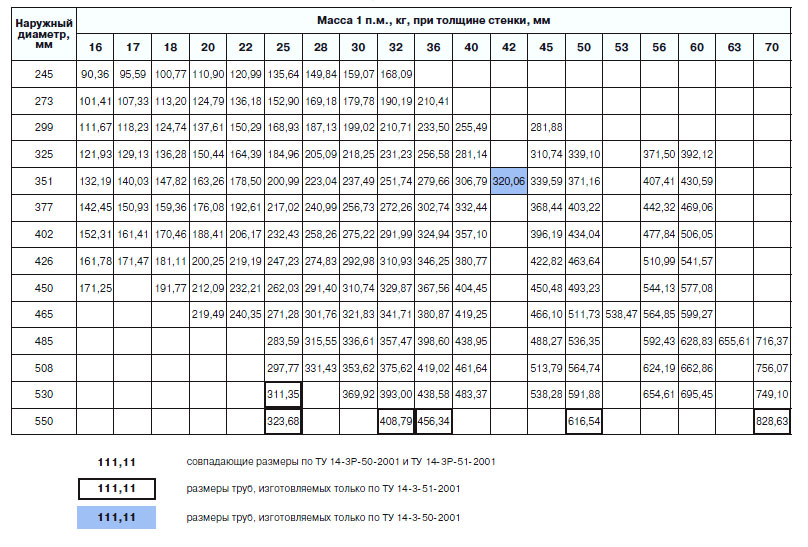 Это предусмотрено нормами, заложенными в государственных стандартах. С применением таких труб создаются большие трубопроводные конструкции как внешние, так и заглубленные в землю.
Это предусмотрено нормами, заложенными в государственных стандартах. С применением таких труб создаются большие трубопроводные конструкции как внешние, так и заглубленные в землю.

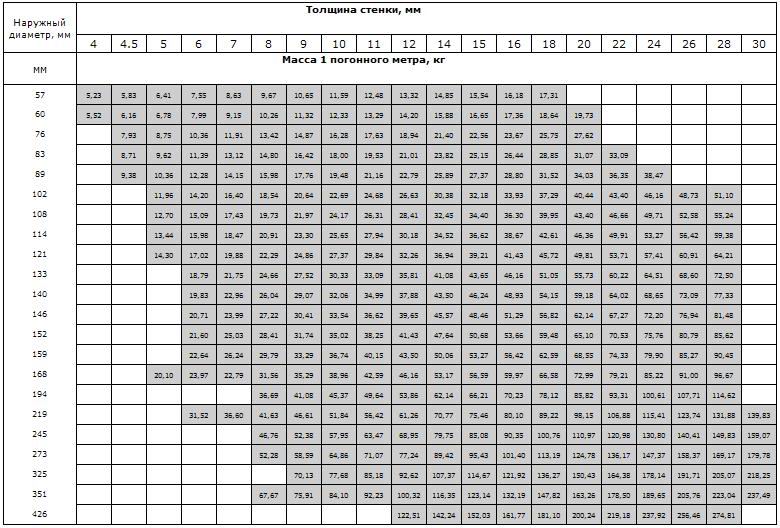 Прямошовные стальные трубы это электросварная продукция, которая производится сварным способом под названием прямой стык. Такие трубы производят из стали углеродистого вида и применяют при прокладывании газопроводных конструкций в условиях рабочего давления, которое не превышает 16 МПа.
Прямошовные стальные трубы это электросварная продукция, которая производится сварным способом под названием прямой стык. Такие трубы производят из стали углеродистого вида и применяют при прокладывании газопроводных конструкций в условиях рабочего давления, которое не превышает 16 МПа. До 7 см 59 метров;
До 7 см 59 метров;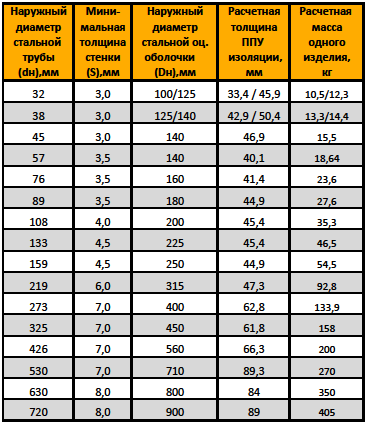
 ..
..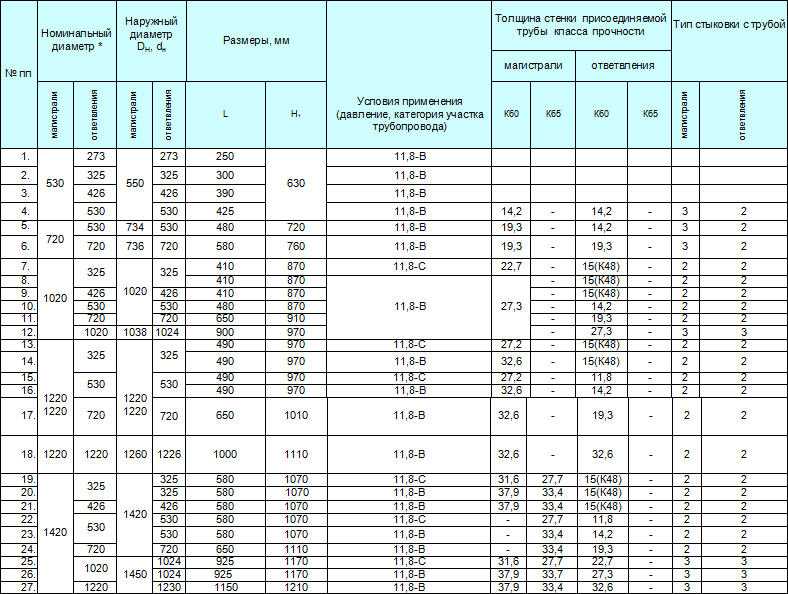 02)
02) 11)
11)  78)
78) 09
09 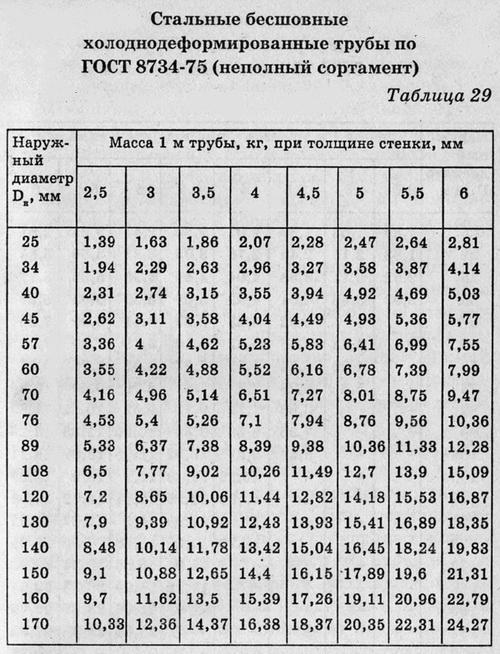 ..)
..) ..
.. 02
02  .
.
 бесшовные, т/д до 5%
бесшовные, т/д до 5% 

 Состав стали, используемый для производства бесшовных труб, является лишь основным требованием ASTM. Сталь, используемая для производства шовных труб, содержит химические компоненты, пригодные для сварки. Например, смешивание таких элементов, как кремний, сера, марганец, кислород и треугольный феррит в определенной пропорции, может дать сварочный расплав, который легко передает тепло в процессе сварки, так что можно проварить весь сварной шов. Стальные трубы с недостаточным химическим составом, такие как бесшовные трубы, будут создавать различные нестабильные факторы в процессе сварки, и их нелегко сварить прочно и непроницаемо.
Состав стали, используемый для производства бесшовных труб, является лишь основным требованием ASTM. Сталь, используемая для производства шовных труб, содержит химические компоненты, пригодные для сварки. Например, смешивание таких элементов, как кремний, сера, марганец, кислород и треугольный феррит в определенной пропорции, может дать сварочный расплав, который легко передает тепло в процессе сварки, так что можно проварить весь сварной шов. Стальные трубы с недостаточным химическим составом, такие как бесшовные трубы, будут создавать различные нестабильные факторы в процессе сварки, и их нелегко сварить прочно и непроницаемо.
 На самом деле окружающая среда не так сурова.
На самом деле окружающая среда не так сурова.

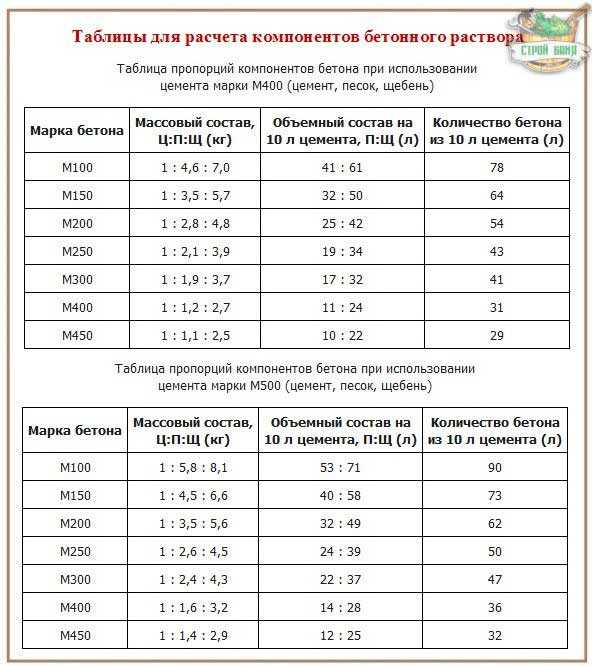
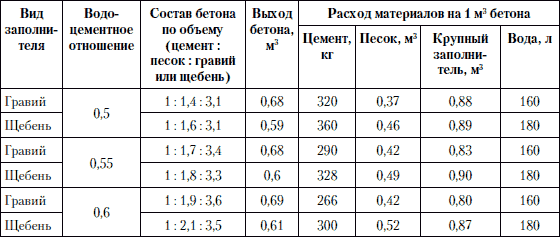
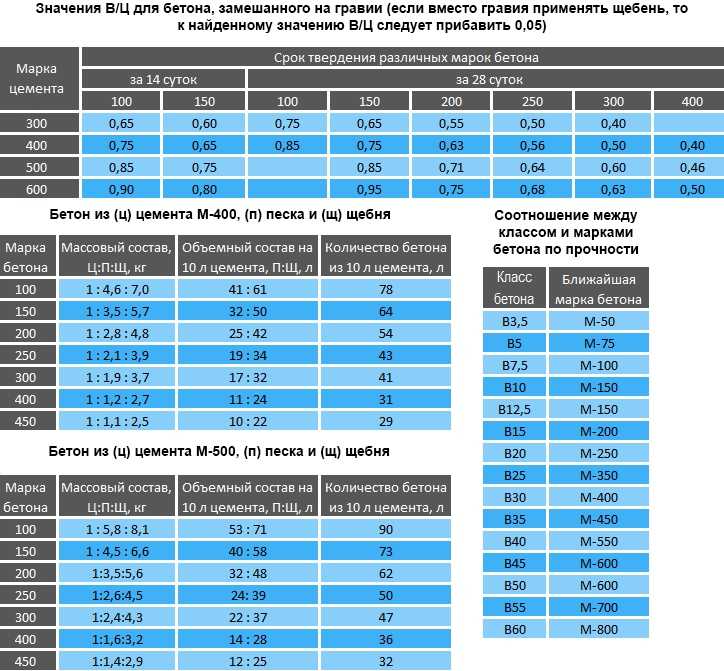 Для его приготовления вручную необходимо:
Для его приготовления вручную необходимо:

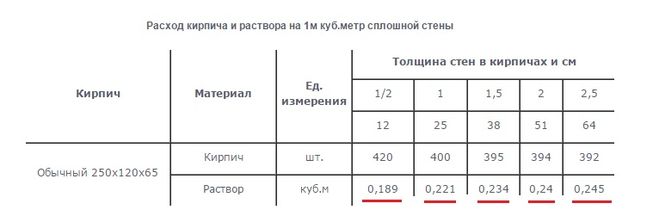 Механизированную укладку такой смеси осуществляют бригады, оснащенные специальным оборудованием, – пневмонагнетателями, гасителями, затирочными машинами.
Механизированную укладку такой смеси осуществляют бригады, оснащенные специальным оборудованием, – пневмонагнетателями, гасителями, затирочными машинами.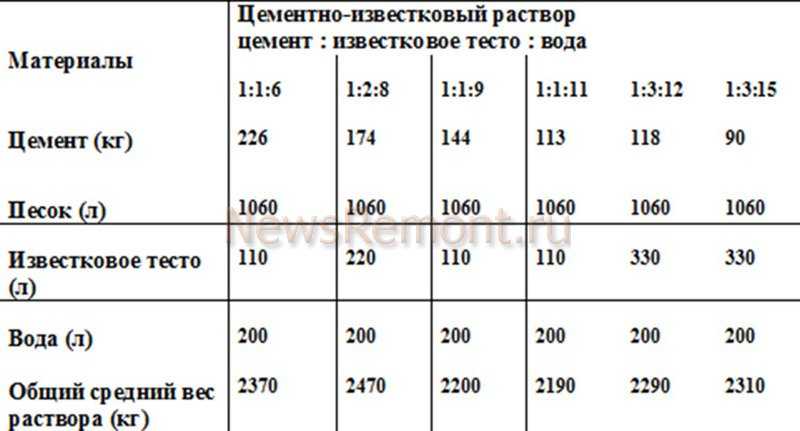 Главные условия успешного результата – проведение правильных расчетов пропорций компонентов, соблюдение технологических требований при приготовлении смесей и их заливке.
Главные условия успешного результата – проведение правильных расчетов пропорций компонентов, соблюдение технологических требований при приготовлении смесей и их заливке.
 7 : 3.2
7 : 3.2





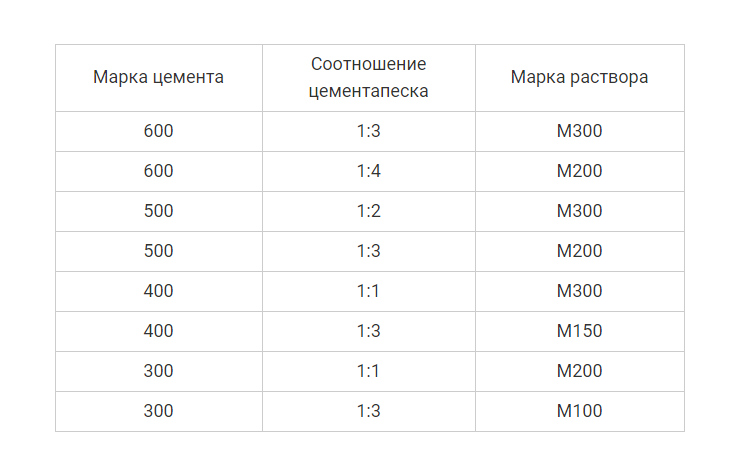
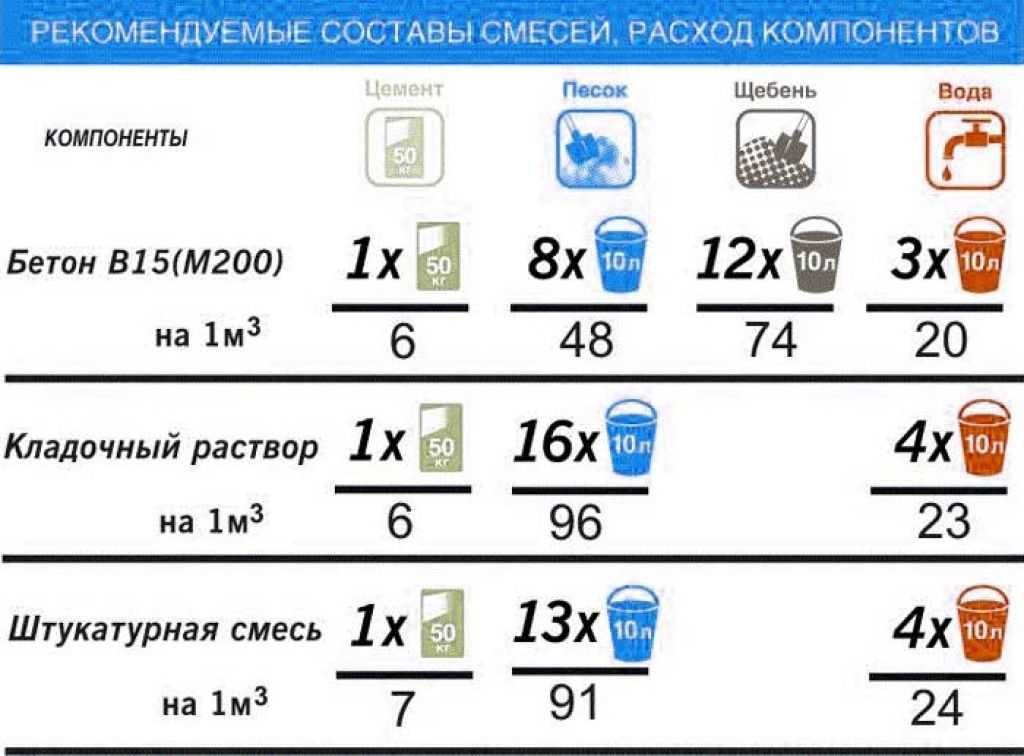
 Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента к песку 1:2, то есть 1 часть цемента смешивается с 2 частями песка. Общая пропорция 1+2 = 3, части цемента в смеси 1/3 и части песка в смеси 2/3.
Чтобы рассчитать сухой объем раствора, умножьте влажный объем на 1,33, таким образом, общий сухой объем раствора = 1 м3 × 1,33 = 1,33 м3. Соотношение цемента к песку 1:2, то есть 1 часть цемента смешивается с 2 частями песка. Общая пропорция 1+2 = 3, части цемента в смеси 1/3 и части песка в смеси 2/3. количество.
количество.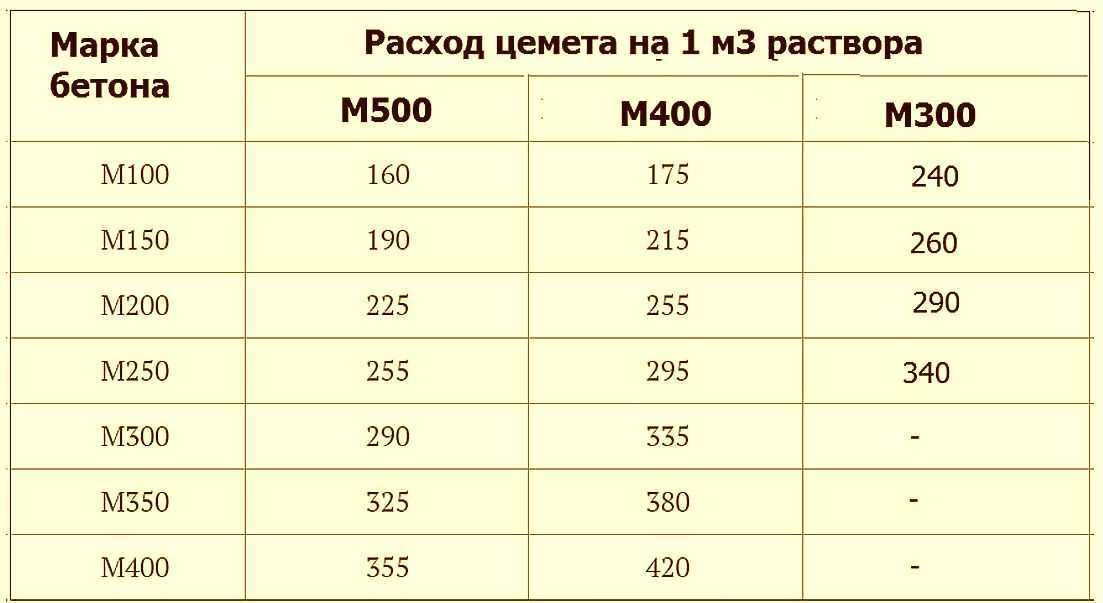
 Чем больше цемента в смеси, тем лучше адгезия, но это не делает смесь прочнее.
Чем больше цемента в смеси, тем лучше адгезия, но это не делает смесь прочнее. ярда
ярда