Первички, вторички. Принцип работы сварочного аппарата Основная задача сварочного инвертора «Ресанта САИ» — преобразование переменного тока с частотой 50 Гц в постоянный ток, напряжение при этом достигает значения в В.
Join the conversation
Сварочные аппараты инверторные работающие при пониженном напряжении!
При этом инвертор можно использовать для разнообразных сварочных работ.
Ресанта проф относиться к энерго-экономичным сварочным аппаратам за счет высокого КПД преобразования энергии.
Сохраняет работоспособность в широких пределах: — В. Но на большее не рассчитывайте.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Модели для новичков Ресанта САИ предупредит вас о перегреве при слишком продолжительной сварке. Затем инвертор выключается и отключается от электрической сети; В последнюю очередь отсоединяются провода держателя и заземления.
На схеме он обозначен, как R 22 Ом, 2Вт. Конечно, мастер своего дела сможет выполнить качественный шов даже с помощью дешевого китайского инвертора.
Cитуация у моего подопечного следующая: после замены всех элементов вышеуказанных элементов и транзистора блок выдает 21V аосле выпрямителя, а после LM На деле это сложно осуществимая задача, поскольку аппарату банально не хватает мощности для сварки толстого металла. Данный аппарат подразумевает возможность контроля силы тока для сварки, что возможно благодаря широкоимпульсной модуляции высокочастотного получаемого напряжения. Смотреть QO6, QO7?
В нашей стране электрические сети далеко не всегда могут выдать необходимые параметры тока. Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора.
Схемы Ресанта САИ
Подобный кабель будет стоит в 4 раза дороже оригинального. В первую очередь к аппарату подключается заземляющий минусовой провод и провод с держателем для электрода.
С другой стороны, это вынужденная мера. Масса аппарата — 4,5 кг. Сварочный аппарат надёжно защищён от перегрева в процессе эксплуатации благодаря такой эффективной системе защиты.
Как любая другая техника, сварочные инверторы могут ломаться и требовать соответствующего ремонта. И так со всеми аппаратами в линейке САИ.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер. Теперь постоянно моргают светодиоды оба, и пытаются запуститься вентиляторы. Устранить проблему понижения мощности аппарата, связанную с сырыми электродами, можно легко и быстро: необходимо тщательно просушить все электроды.
Без схемы невозможен ремонт или изготовление сварочного аппарата своими руками. К примеру, когда на панели управления появляется индикация перегрева. Заранее спасибо
Ниже список наиболее часто встречающихся неисправностей. В том числе, в общественном транспорте.
Схема необходима для понимания сути работы инвертора, а также для поиска нужных компонентов. Особенности инвертора Сварочный аппарат предназначен для использования в бытовых целях, поскольку схема «Ресанты САИ» и его конструкция обеспечивают надёжную и безопасную эксплуатацию даже при значительных скачках и перепадах напряжения. Не нужны генераторы, стабилизаторы напряжения и прочие агрегаты для подключения аппарата к сети.
Ресанта САИ-250: описание, схема, разновидности
Содержание
В какой комплектации продается
Описание профессионального инвертора Ресанта САИ 250
Схема аппарата
Устройство аппарата
Какие платы используются
Технические характеристики
Где применяется
Как работает сварочный инвертор Ресанта
Соблюдение безопасности
Подготовка к эксплуатации
Возможности устройства
Преимущества и недостатки
Что может привести к поломке
Возможные неисправности
Проверка микросхемы
Самостоятельный ремонт устройства
Видеообзор Ресанта САИ 250
Где хранить устройство
Для домашних сварочных работ любители и профессионалы используют небольшие инверторы. Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
Сварочные инверторы Ресанта пользуются сегодня большой популярностью.
В какой комплектации продается
В линейке оборудования 4 модели. 250А в названии означает диапазон регулировки силы тока 10 – 250. Помимо базовой модели есть еще 3:
250К – отличается компактными размерами;
250ПН – безопасен при низком входном напряжении сети;
250ПРОФ – подходит для сложных работ, выполняемых мастером.
Вместе с самим устройством в комплекте есть:
Кабель с держателем электрода.
Провод заземления.
Технический паспорт.
Упаковка.
В комплект входят сам сварочный аппарат, кабель с электродержателем, кабель с клеммой заземления.
Некоторые модели оборудованы стильным кейсом для хранения.
Описание профессионального инвертора Ресанта САИ 250
Самый дорогостоящий в модельном ряде агрегат. Дает возможность работать с электродами различного диаметра – до 6 мм.
Высокоточный аппарат, помогающий создавать ровные швы. Яркий дисплей на передней стороне корпуса обеспечивает контроль за мощностью в процессе работы.
Особенности устройства:
Антизалипание. Инвертор сбрасывает до 0 напряжение в случае прилипания электрода к изделию.
Hot start. Кратковременное автоматическое увеличение мощности в момент касания детали электродом.
Форсаж дуги. Обеспечивает постоянную дугу путем дополнительного наброса тока.
Функция контроля силы выходящего тока. Принципиальное отличие профессионального инвертора Ресанта в возможности следить за коэффициентом мощности.
Схема аппарата
Компактность, долговременная работа и точность сварки обеспечиваются высокоскоростными транзисторами IGBT. Эта деталь способна выдерживать высоковольтное напряжение. На электросхеме видно, что принцип действия – изменение входящего переменного тока на постоянный с повышенными показателями частоты и напряжения.
Составляющие схемы:
выпрямитель;
инвертор;
трансформатор;
высокочастотный выпрямитель;
схема управления и стабилизации;
регулятор тока сварки.
Схема устройства Ресанта САИ-250.
Принципиальную схему сварочного инвертора Ресанта САИ 250 используют мастера, самостоятельно ремонтирующие прибор.
Устройство аппарата
Агрегат поставляется в крепком корпусе и оснащен 2 функциональными панелями.
На лицевой части располагаются:
2 силовых разъема;
регулятор величины сварочного тока;
регулятор форсажа дуги;
индикаторы сети и перегрева;
цифровое табло.
На обратной стороне корпуса есть выключатель прибора и гнездо для шнура питания. Инвертор оборудован принудительной системой вентиляции.
Какие платы используются
В большинстве сварочных аппаратов Ресанта САИ 250 ПРОФ установлены платы управления (ПУ) серии GP. В продаже встречаются приборы с платами серии SH. Знание строения ПУ позволит отремонтировать инвертор. При отсутствии понимания внутреннего содержимого оборудования лучше обратиться к помощи мастеров по ремонту.
На Ресанта САИ-250 установлены платы управления серии GP.
Технические характеристики
Инвертор САИ 250 ПРОФ отличается низкой энергопотребляемостью при использовании в диапазоне 100 – 260 В. Стабильность дуги обеспечивается функцией форсажа. Ключевые особенности:
Удобный размер и наличие ручек позволяют проводить работы дома и на выезде. Применяется при:
устранении поломок в хозяйственной технике;
сварочных работах в автомастерской;
монтаже заборов и ворот;
ремонте садовых теплиц и дачного инвентаря;
монтаже водостоков;
сервисном ремонте в специализированных центрах и др.
Ресанта САИ-250 применяется при сварочных работах в автомастерской.
Аппараты Ресанта 250 питаются от сети в 220 Вольт и генератора.
Их сфера применения ограничивается выдаваемой силой тока и размером электродов.
Как работает сварочный инвертор Ресанта
Любой инвертор – это преобразователь переменного тока в постоянный. Силовые части процесса:
транзисторный выпрямитель,
инверторный блок;
понижающий трансформатор;
выходной выпрямитель.
Ресанта САИ-250 – это сварочный инвертор, предназначенный для ручной дуговой сварки.
Поступающий ток 220 В проходит через эти этапы, где выпрямляется и приобретает мощность в 400 В. Затем преобразуется в модулированное высокочастотное напряжение. Понижающий трансформатор оптимизирует этот ток до рабочего. Регулируется процесс микросхемой ШИМ-контроллера, которая управляет работой транзисторов, задавая ритм.
Плавный пуск устройства обеспечивается мощным резистором.
Соблюдение безопасности
Инверторы Ресанта используются и мастерами, и начинающими сварщиками. Для безопасной и качественной работы важно соблюдать технику безопасности эксплуатации прибора:
До начала сварки в помещении необходимо открыть окна и двери, чтобы зона работ проветривалась.
Надевать спецодежду для защиты от термических ожогов.
Запрещено осуществлять сварку без специальной маски.
Прибор нельзя эксплуатировать в условиях повышенной влажности и низких температур.
Не проводить близко от инвертора работы с высоким образованием пыли. Ее частицы способны нанести вред устройству.
Не подключать аппарат к профессиональной высоковольтной сети.
Не начинать сварку при обнаружении повреждений проводки или кабелей.
Перед использованием Ресанты САИ-250 нужно одеть спецодежду для защиты от термических ожогов.
Для безопасности мастера и прибора важно выполнять “Правила технической эксплуатации электроустановок потребителей” и “Правила техники безопасности при эксплуатации электроустановок потребителей”.
Подготовка к эксплуатации
Включать аппарат можно только после продолжительного нахождения в тепле. Это предотвратит образование конденсата на деталях. Порядок работы:
Подключить кабель заземления и провод с электрододержателем к разъемам на лицевой части корпуса в соответствии с полярностью.
Перевести рычаг выключателя сети в положение “ВЫКЛ”.
Включить шнур питания в розетку.
Перевести регулятор мощности на минимальное значение.
Переключить рычаг в положение “ВКЛ”.
Настроить необходимую рабочую величину тока с помощью регулятора.
После окончания работ произвести выключение прибора в обратном порядке:
Выключатель перевести в положение “ВЫКЛ”.
Отключить прибор от питания.
Отсоединить сварочные кабели.
Включать аппарат можно только в тепле.
Возможности устройства
Аппарат нашел широкое применение в бытовом и мелком профессиональном ремонте. Технические возможности:
способен работать при низком входном напряжении – от 100 В;
выдает высокую продолжительность работы на максимальной мощности – 7 из 10 минут;
предотвращает залипание электродов;
поддерживает стабильную дугу за счет функции форсажа;
точный контроль за уровнем силы тока обеспечивается наличием электронного дисплея;
обеспечивает эффективное охлаждение оборудования за счет вентиляционных отверстий в корпусе;
оборудован встроенной системой охлаждения внутренних узлов.
Эти показатели позволяют сварщику не прерываться длительное время и создавать аккуратные ровные швы. САИ 250 ПРОФ отличается высоким качеством работы и повышенной электробезопасностью.
Аппарат способен работать при низком входном напряжении.
К преимуществам относятся:
удобство транспортировки за счет компактных размеров;
низкое потребление электроэнергии;
управляемый форсаж дуги;
функция “горячего” старта;
широкий диапазон потребляемого напряжения;
питание от 220 В;
гарантийный срок – 2 года;
легкость применения.
Из недостатков покупатели указывают:
короткие кабели;
высокую стоимость инвертора и его комплектующих;
отсутствие возможности подключения к сети 380 В.
К преимуществам относится низкое потребление электроэнергии.
Что может привести к поломке
При соблюдении инструкций и правил по эксплуатации прибора неисправности отсутствуют в течение нескольких лет. Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
Неверно отрегулирована сила сварочного тока. Показатель должен соответствовать значениям, заявленным на упаковке с электродами.
Использование не заводских сварочных кабелей или провода питания.
Подключение инвертора через удлинитель более 40 м.
Подключение к неисправным розеткам, сети с перебоями.
Работа на высокой мощности дольше разрешенного периода.
Использование аппарата в условиях низких температур.
Компания “Ресанта” имеет разветвленную сеть сервисных центров. При возникновении поломки, особенно в период действия гарантии, в любом из них аппарат быстро вернут в рабочее состояние.
Перегрев блока питания является возможной поломкой, которую устраняют в сервисном центре.
Описание типичных неисправностей инвертора:
Перегрев блока питания, его отключение. Эту ошибку могут устранить только в сервисном центре.
Не загорается индикатор “Сеть”. Самостоятельно можно только проверить контакт шнура с розеткой и положение переключателя.
Не получается запустить устройство на максимальной мощности. Причина может быть в электродах или низком напряжении сети.
Сработал индикатор “Перегрев”. Следует снять корпус и аккуратно удалить загрязнение с элементов. Иногда вентилятор системы охлаждения может перестать работать без включения индикатора.
Аппарат отключается после громкого щелчка. Необходимо по схеме проверить реле и регулируемые накладки.
Кабель заземления пробивает во время включения. Устраняется проверкой кабеля на повреждение.
Сбой в работе вентилятора, сопровождающийся миганием светодиодов на передней панели свидетельствует о нарушении в работе микросхемы охлаждения.
Нарушение изоляции провода может возникнуть из-за работы при низких температурах. Требуется замена провода и соблюдение условий эксплуатации.
Несмотря на видимую простоту устройства инвертора Ресанта, многие неисправности обнаружить и устранить может только обученный специалист.
Проверка микросхемы
Если видимые повреждения устранены, а оборудование остается в нерабочем состоянии, требуется проверить радиоэлементы и микросхемы на повреждение. Лучше доверить эту работу профессионалам. Если по какой-то причине предстоит самостоятельный осмотр микросхемы, важно соблюдать осторожность и технику безопасности. Этапы проверки:
Визуальный осмотр деталей с целью обнаружения видимых повреждений: вздутий, подпалин, отсоединения контактов.
Проверка диодного моста на выявление короткого замыкания, “пробоя” или обрыва. Самостоятельно это можно сделать мультиметром, установленным в режим “прозвон диодов”.
Следующий этап – проверка исправности ключевого транзистора 4n90c. Этот элемент отвечает за повышение частоты постоянного тока и его отправку на импульсный трансформатор.
Если наблюдается сбой в работе силового блока, потребуется изъять транзисторы на тест. Эти действия выполняются и для проверки драйвера.
Нарушения в работе платы управления выявляются подключением осциллографа. Если на приборе загорается желтый сигнал, значит, требуются замеры напряжения на разъемах ПУ. При отклонении показателей потребуется извлечение платы.
На выпаянной плате необходимо найти микросхему ШИМ-контроллера UC3845B (UC3842) с целью замеров его режимов работы. При выявлении неисправных резисторов следует произвести их замену. После восстановления питания всех элементов микросхемы проводится контрольный замер входного напряжения.
После подтверждения работы ШИМ-контроллера плата управления возвращается на место и производится повторная проверка осциллографом. Если желтый диод не загорается, можно производить тестовый запуск инвертора.
Если Ресанта САИ-250 не работает, требуется проверить его радиоэлементы и микросхемы.
Самостоятельный ремонт устройства
Устранение неисправностей самостоятельно целесообразно при наличии у мастера знаний и навыков. Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
замену комплектующих;
устранение пыли и загрязнения;
исправление ситуации с перегревом аппарата;
покупку стабилизатора напряжения электросети;
замену регулятора сварочного тока.
Эти действия помогут устранить своими руками наиболее распространенные видимые нарушения в правильном функционировании прибора. Все остальные корректировки требуют наличия узкоспециализированных знаний и опыта.
Видеообзор Ресанта САИ 250
Сварочные инверторы этой фирмы популярны среди опытных и начинающих сварщиков. В свободном доступе есть большое количество видеообзоров, в которых пользователи прибора рассказывают о собственном опыте, отличительных особенностях, преимуществах, возможных повреждениях и способах ремонта Ресанты.
Где хранить устройство
Любая электрическая техника требует соблюдения условий хранения, особенно та, у которой на корпусе есть вентиляционные отверстия. Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Температурный режим хранения сварочного инвертора Ресанта соответствует эксплуатационному: -10…+50 °C при относительной влажности не более 80%.
Как подключить шинопровод в фургоне-фургоне — EXPLORIST.life
Эта система шинопроводов, сделанная своими руками, — отличный способ сохранить главные предохранители в хорошем состоянии и организовать их в небольшом пространстве, придавая солнечной установке вашего фургона-фургона профессиональный вид.
ВАЖНОЕ ОБНОВЛЕНИЕ: Предохранители и держатели предохранителей, показанные на фотографиях и в видео, БОЛЬШЕ НЕ РЕКОМЕНДУЮТСЯ. Контроль качества на них КРАЙНЕ упал за последние несколько месяцев, и у многих были проблемы с тем, что они не могли пропускать свой номинальный ток, нагревались и плавили держатели предохранителей. Итак… Двигаемся дальше… Я НАСТОЯТЕЛЬНО рекомендую использовать решение с держателем шин и предохранителей, которым является Lynx Distributor. Я уже разместил дистрибьютора Lynx на своих последних диаграммах по адресу https://www.explorist.life/solarwiringdiagrams и буду постепенно удалять диаграммы, в которых не используется дистрибьютор Victron Lynx. Если вы ДЕЙСТВИТЕЛЬНО хотите использовать решение «Сделай сам» на этой странице, это еще нормально; но я ДОЛЖЕН рекомендовать использовать держатели предохранителей Blue Sea и предохранители Blue Sea ANL, поскольку они протестированы и сертифицированы. Ссылки в остальной части этого сообщения в блоге СЛЕДУЕТ обновить с помощью синих морских предохранителей и держателей предохранителей; но если вы наткнетесь на предохранители или держатели других производителей, пожалуйста, не используйте их и дайте мне знать, где вы их видите. *Конец обновления*
Используете провод 4/0 между батареями и инвертором? Обновите свой медный стержень до 1/4″ x 1 1/2″, а не 1/4″ x 3/4″, который мы используем для эквивалента провода 2/0.
Для определения размера предохранителя ANL см.: https://www.explorist.life/solarwiringdiagrams
Первым делом я собираюсь сделать, это вырезать и просверлить мой медный стержень. Вот вырезанный и просверленный список частей, которые я буду делать. Приведенная ниже диаграмма была протестирована для медной шины и переключателя, эквивалентного проводу 2/0. При использовании провода 4/0 предварительно измерьте, чтобы проверить расположение отверстий.
Я использую портативную ленточнопильный станок Dewalt и стол SWAG, но, поскольку медь — мягкий металл; это также можно было вырезать ножовкой.
Следующее, что я собираюсь сделать, это зажать эти кусочки меди в тиски и просверлить в них несколько отверстий.
Для этого я буду использовать сверло 7/16 дюйма, сверло ⅜ дюйма и сверло 5/16 дюйма, вращаемое аккумуляторной дрелью Dewalt. Если бы у меня был сверлильный станок или даже высокоскоростная сетевая дрель, это было бы намного предпочтительнее… но вот мы здесь. В любом случае, медь достаточно мягкий металл, поэтому со свежим острым сверлом; этот процесс довольно безболезненный.
Теперь я собираюсь подключить свои шины с 2 и 4 отверстиями к моему главному разъединителю с помощью гаечного ключа 9/16”.
Я собираюсь расположить эти две шины так, чтобы, глядя на лицевую сторону выключателя; шина с 2 отверстиями находится слева, а шина с 4 отверстиями — справа.
Затем я собираюсь установить держатели предохранителей ANL на 3 отверстия, выходящие со стороны нагрузки главного разъединителя
После этого я собираюсь сделать то же самое на стороне шины с 2 отверстиями главный разъединитель, но единственное отличие будет заключаться в том, что я не буду располагать шайбу под шиной или стопорную шайбу над шиной, поскольку после установки наконечника провода и предохранителя ANL не хватит места.
Сейчас самое время закрепить мою положительную шину и шунт от монитора батареи Victron BMV-712 в том месте, где он будет находиться в системе. Я бы расположил шунт и положительную шину таким образом, чтобы сторона шунта «Батарея» находилась прямо под крайним справа держателем предохранителя ANL:
После того, как они будут закреплены; со стороны держателей предохранителей ANL, которые находятся напротив положительной шины, я собираюсь снять верхнюю гайку, стопорную шайбу, шайбы и ослабить нижнюю гайку ключом на 9./16” и открутите его от основания держателей предохранителей ANL примерно на четверть дюйма.
Теперь пришло время расположить все провода и прикрепить их к положительной и отрицательной шинам с помощью трещотки ⅜ дюйма, удлинителя 6 дюймов, гнезда 9/16 дюйма и гнезда 11/16 дюйма. Все положительные провода подходят к шпилькам держателя предохранителя ANL с наконечником 5/16”. Наденьте наконечник провода на шпильку держателя предохранителя ANL; замените шайбу и стопорную шайбу.
Далее я собираюсь установить предохранители ANL. Предохранители просто вставляются между шайбами вот так:
Теперь мне понадобится шина с 3 отверстиями, два болта с шестигранной головкой 5/16’ x 18 длиной 1 дюйм, 4 шайбы и 2 стопорные шайбы.
Используя в качестве справки электрическую схему из explorist.life/solarwiringdiagrams, я собираюсь прикрепить провода наконечниками 5/16 дюйма к шине с 3 отверстиями с помощью болта с шестигранной головкой, который я только что упомянул, затянув его с помощью Головка 1/2” и ключ. Мне нужно расположить сам медный стержень между двумя выступами.
Для оставшихся двух проводов с крайней левой стороны; эти две проушины необходимо высверлить ступенчатым сверлом, чтобы они подходили к большему болту шунта.
После того, как эти отверстия для наконечников будут увеличены, я собираюсь прикрутить эти два наконечника и медный стержень к стороне «Нагрузка и зарядное устройство» шунта с помощью гнезда 11/16 дюйма. У меня недостаточно места для шайбы и стопорной шайбы для шунта, поэтому я просто не буду их использовать. Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
Теперь у меня есть полная положительная и отрицательная шины. Единственное, что теперь нужно сделать, это подключить их обоих к питанию от батареи.
Мне придется увеличить отрицательный выступ с помощью ступенчатой насадки, чтобы он подходил точно так же, как раньше, и прикрепить этот выступ к этой шпильке с помощью гнезда 11/16”.
Для плюсового провода; Мне нужно убедиться, что положительный наконечник непосредственно контактирует с медным стержнем, а предохранитель находится наверху наконечника, а не под ним.
, но прежде чем прикрутить положительный кабель аккумулятора, я хочу прикрепить провод питания к маленькой печатной плате Victron BMV-712.
Положительный провод для шунта очень длинный, и мне действительно нужно, чтобы он был около 14 дюймов, поэтому я собираюсь обрезать его по размеру и использовать разъем для стыкового соединения, чтобы избавиться от лишнего провода, убедившись, чтобы оставить встроенный предохранитель нетронутым.
Подключите плюс шунта к этой шпильке:
…и подключите другой конец к стороне B1 на передней части шунта.
Когда я собираюсь запустить дисплейную панель Victron BMV-712 Battery Monitor, этот кабель данных просто вставляется прямо сюда:
И это все, что нужно!
Какой размер для 100, 150 футов? (NEC)
на
200 амперные провода довольно большие. Их можно использовать как грозозащитные провода на 200 ампер, провода для выключателя на 200 ампер, они могут быть медными или алюминиевыми на 200 ампер. Общий вопрос для всех этих приложений здесь таков:
Провода какого сечения мне нужны для работы на 200 А?
Если вы посмотрите на приведенную здесь схему проводов калибра AWG, то ответ кажется совершенно ясным (однако это не так просто):
Как видите, очевидный – но неверный – выбор с использованием #000 Провод AWG для 200-амперного обслуживания (также известный как 3/0 AWG), потому что он имеет силу тока 200A. Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.
Для мер безопасности (чтобы не поджарить цепь на 200 ампер) Национальный электрический кодекс (NEC) диктует следующее требование:
Максимальная нагрузка для любой ответвленной цепи составляет 80% от номинала цепи по току провода для любой нагрузки. (NEC 220-2)
Это известно как требование NEC 80% к размеру проводов. В случае с выключателями на 200 ампер это означает, что вам понадобится провод с не менее 250 А и силой тока для подключения 200-амперной сети.
Глядя на схему проводки AWG, вам понадобится провод даже больше, чем #0000 AWG на 200 ампер. Вы должны выйти за рамки диаграммы AWG и посмотреть на проводную диаграмму KCMIL.
Провода KCMIL больше по размеру и могут выдерживать ток 200 ампер и выше. Вот краткий список проводов KCMIL, которые можно использовать для 200 ампер:
Провод 250 KCMIL с силой тока 255 А.
Провод 300 KCMIL с силой тока 285А.
Провод 350 KCMIL с силой тока 310А.
Провод 400 KCMIL с силой тока 355А.
Провод 500 KCMIL с силой тока 380А.
Провод сечением 250 KCMIL идеально подходит для работы с током 200 ампер, поскольку он рассчитан на ток 255 А (удовлетворено минимальное требование по току 250 А).
Мы покажем вам, как рассчитывается сила тока 250 А. Кроме того, вам также понадобится провод большего сечения, если вы хотите подавать электричество на 100 или 150 футов от дополнительной панели (мы покажем вам, как рассчитать, какой размер провода вам нужен и в этом случае).
Чтобы правильно определить сечение провода на 200 ампер, сначала необходимо рассчитать минимальную требуемую силу тока в соответствии с правилом 80% NEC.
В случае схемы на 200 ампер расчет выглядит следующим образом (вы должны оставить 20% дополнительных амперных мощностей из соображений безопасности):
Провод 200 А = 200 А × 100 % / 80 % = 250 А Сила тока
Это означает, что вы можете использовать провод с силой тока 250 А или выше для создания цепи на 200 А.
Как видно из приведенного выше списка проводов KMCIL, провод 250 KCMIL идеально подходит для сети с током 200 А, поскольку он имеет силу тока 255 А.
Теперь, если вспомогательная панель находится на некотором расстоянии (50 футов, 100 футов, 150 футов, 200 футов и т. д.), вам, вероятно, придется использовать еще больший провод для подсчета падения напряжения.
Требования NEC 310-16 прекрасно охватывают это:
Как учесть, что вспомогательная панель находится на расстоянии 100 футов?
При подаче электроэнергии на большое расстояние от дополнительной панели напряжение будет падать с расстоянием. Чтобы противостоять этому падению, вы должны увеличить начальные усилители. Это означает, что схема должна обрабатывать больше ампер; в свою очередь, провод, который вы используете, должен выдерживать больший ток.
Насколько точнее?
Грубо говоря, требование NEC 310-16 гласит, что для 200-амперного медного или алюминиевого провода вы должны добавить 20% к общему току на каждые 100 футов расстояния.
Пример: Допустим, вы хотите использовать 200-амперную сеть на расстоянии 100 футов от вспомогательной панели. Мы уже знаем, что для такой схемы потребуются провода с силой тока не менее 250А. Вдобавок к этому, мы должны увеличить ток на 20%, чтобы получить истинный размер провода для 200 А на таком расстоянии:
Провод 200 А (расстояние 100 футов) = 250А × 1,2 = Сила тока 300А
Теперь нам нужно найти провод с силой тока 300А и более. Если вы обратитесь к списку KCMIL выше, вы увидите, что провод 350 KCMIL идеально подходит для 200-амперного обслуживания на расстоянии 100 футов. Это потому, что он имеет силу тока 310А.
Вы можете выполнить аналогичный расчет для 50 футов (добавка 10 %), 150 футов (добавка 30 %) и 200 футов (добавка 40 %) и выбрать соответствующий провод KCMIL.
Надеюсь, теперь размеры проводов на 200 ампер стали немного яснее.
Вам также следует изучить различные провода усилителя и аналогичные расчеты для:
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Ресанта 250 не регулируется ток
Tecnica 164 ремонт своими руками
Ремонт сварочный инвертор при подключении выхода к земле
Как отремонтировать сварочный инвертор своими руками
Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
Power Electronics
Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
Принцип работы и устройство сварочного инвертора
Ресанта 250 не регулируется ток
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Днипро М ММА-250 (с плавающим током)
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,. Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от до Ампер. А порой, встречаются инверторы с током и в Ампер, на корпусе которых гордо указана цифра — Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до Ампер которых по сути в инверторе нет , а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата. Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в или Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в Ампер, напряжение окажется ниже требуемого, тогда рабочими Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:. Так легко вычислить, что для аппарата в Ампер напряжение должно составлять 26,4 Вольта ; для А — 28В , а для А — 30В.
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя. Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. Другими словами, если в характеристиках указана сила тока Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более Ампер.
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности. Как правило если цена инвертора составляет менее грн, тогда вряд ли стоит ожидать, что аппарат выдаст более Ампер.
Транзисторные сварочные аппараты с силой тока от Ампер, находятся в ценовом диапазоне от до грн. А цена на инверторы, которые способны реально выдать Ампер уверенно перескакивает грн.
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом. Начните с вопроса: А нужно ли вам Ампер?
Для справки: тока ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром. Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей. Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Надеемся эта статья поможет грамотно подойти к выбору сварочного инвертора и вы сможете найти аппарат, который качественно поможет выполнять необходимую работу. А ознакомится с ассортиментом аппаратов мы предлагаем посетив каталог сварочных инверторов нашего магазина. Ваш комментарий будет опубликован после модерации. К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов. Личный кабинет. Главная Новости Реальная сила тока в сварочных аппаратах инверторного типа. Реальная сила тока в сварочных аппаратах инверторного типа. На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
Полагай несущественным явное в мире, Ибо тайная сущность вещей не видна. Как же понять — какая сила тока в том или ином инверторе? Мощность, которую потребляет инвертор ее указывают в киловаттах, — кВт Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии.
Если аппарат способен выдать около Ампер, он максимально будет потреблять 6,5 — 7 кВт При Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Цена на сварочный инвертор Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Какая же сила тока нужна сварочному инвертору? Толщина металла, мм Диаметр электрода Сила тока, А 1,6 2 2,5 3 4 5 Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Анатолий Александрович. Познавательно, было бы интересно еще увидеть список сварочных инверторов среднего ценового диапазона из моделей года, которые Вы рекомендуете к покупке! Представитель «ТакиДа».
Интернет магазин ТакиДа Электроинструмент Аккумуляторный инструмент Сварочное оборудование Садовая техника Строительное и прочее оборудование. Вход Регистрация Сравнения Обратный звонок. Днепр, ул. Диаметр электрода. Сила тока, А.
Tecnica 164 ремонт своими руками
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Сварочный инвертор неон вд, не регулируется ток, точнее регулируется в диапозоне А, на первой половине.
Ремонт сварочный инвертор при подключении выхода к земле
Подробно: ремонт сварочного аппарата русич своими руками от настоящего мастера для сайта olenord. Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как отремонтировать сварочный инвертор своими руками
Добро пожаловать, Гость! Регистрация Вход. Репутация: 0 Статус: Offline. Сообщение отредактировал acdc — Вторник,
Форум Новые сообщения. Что нового Новые сообщения.
Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
Отзыв: Приобрел сварку Ресанта Саипа три года назад. На втором году полетел резистор, я его заменил и аппарат ожил, работает до сегодняшнего дня. Варю много, работа требует, качество шва хорошее, нет жалоб. Товарищ притащил сварочный инвертор Ресанта, с жалобой на то, что после выключения на перекур, при повторно Экономичность оборудования подтверждается тем фактом, что работать с полуавтоматом инверторного типа можно не только для сваривания поверхностей, но и для резки. Его используют при электродуговых и плазменных сварках.
Power Electronics
Наша мастерская занимается ремонтом любых сварочных аппаратов и сварочных инверторов в Рязани , включая промышленные сварочные аппараты на вольт и полуавтоматы для сварки цветных металлов. Ремонт сварочной техники производится опытным мастером с 10 летним стажем работы, кроме сварочного оборудования мы также производим ремонт силовой и пуско-зарядной электроники в Рязани. Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо.
Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
Такая проблема ,сгорел инвертор nikkey мма После всей замены сварочник заработал,но почти не варит,регулятор тока ничего не меняет. Вначале проверить, стабильно ли доп.
Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Ваши права в разделе.
Принцип работы и устройство сварочного инвертора
Просмотр полной версии : Ремонт сварочного инвертора ММА Люди, помогите пожалуйста со схемой на китайский сварочный инвертор ММА В инете нашел фото такой схемы, но с плохим разрешением, что затрудняет в ремонте. Представленная Схема соответствует действительности, но есть но. Не знаю как было раньше, после ремонта ремонтировал сам напряжение ХХ 60В, регулировка тока сварки по индикатору от 40 до А, а фактически сварочный ток примерно в два раза меньше. На выходе чисто постоянка, выпрямительный мост на выходе тоже исправный. Что же может быть.
Ресанта 250 не регулируется ток
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые действия
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
№ причины
Что делать, когда ваш сварщик не будет зажигать
1
Области контакта с чистым металлом
2
Проверка
4
проверьте полярность
Убедитесь, что металлические контактные поверхности чистые
Проверьте расположение зажима рабочего кабеля
Отрегулируйте подключение проводов к сварочному аппарату и в нем
Проверьте полярность (отрицательная и положительная конфигурация проводов)
Существует несколько причин, по которым ваш сварочный аппарат не дает искрения, обе проблемы связаны с подключением к заготовке. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
Места металлических соединений грязные или чистые
Зажим рабочего провода неправильно подсоединен
Проволока неисправна или заржавела
Требуется регулировка натяжения сварочного ролика
Необходимо проверить полярность соединений из них легко исправить. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлическом предмете. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Краски и эмали: Эти покрытия особенно распространены при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают возникновение искры, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки. Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения. Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине. Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
4. Требуется регулировка натяжения приводного ролика сварки
При сварке MIG необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение надежного соединения обоих проводов внутри самого сварочного аппарата. Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.
Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Чем опасна сварка оцинкованной стали?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Свод правил Калифорнии, раздел 8, раздел 4851. Дуговая сварка и резка.
Перейти к основному содержанию
Эта информация предоставляется бесплатно Департаментом производственных отношений. со своего веб-сайта www.dir.ca.gov. Эти правила предназначены для удобства пользователя, и не делается никаких заявлений или гарантий, что информация является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.
Подраздел 7. Общие приказы по промышленной безопасности Группа 11. Электросварка Статья 90. Электросварка, резка и нагрев
Вернуться к индексу Новый запрос
(a) Если позволяет работа, сварщик должен быть заключен в индивидуальную кабину, окрашенную с низким коэффициентом отражения, например, оксидом цинка и ламповой сажей, или должен быть огражден негорючими экранами с аналогичным низким коэффициентом отражения. финиш. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, должны быть защищены от лучей негорючими или огнестойкими экранами или щитами или должны носить соответствующие защитные очки.
(b) Сварочные аппараты следует оставлять за пределами замкнутого пространства, а тяжелое переносное оборудование должно быть заблокировано для предотвращения случайного перемещения.
(c) Когда работы приостанавливаются на какой-либо значительный период времени, например, во время обеда или на ночь, сварочные аппараты должны быть отключены в какой-либо точке за пределами замкнутого пространства. Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.
(d) Ручные электрододержатели.
(1) Работодатель должен обеспечить использование только ручных электрододержателей, предназначенных для дуговой сварки и резки и способных выдерживать максимальный ток, необходимый для такой сварки или резки.
(2) Токоведущие части, проходящие через части держателя, захваченные пользователем, и через внешние поверхности губок держателя, должны быть изолированы от максимального напряжения на землю.
(e) Сварочные кабели и разъемы.
(1) Кабели для дуговой сварки и резки должны быть изолированными, гибкими и способными выдерживать максимальный ток, необходимый для операций, с учетом рабочих циклов.
(2) Должен использоваться только кабель без ремонта или сращивания на протяжении 10 футов (3 м) от электрододержателя, если не предусмотрены изолированные соединители или сращивания с изоляционным качеством, равным качеству кабеля.
(3) Если кабель, отличный от провода, указанного в подразделе (e)(2), изнашивается и обнажает оголенные проводники, оголенная часть не должна использоваться до тех пор, пока она не будет защищена изоляцией, эквивалентной по производительности оригиналу.
(4) Для соединения или сращивания кабеля должны использоваться изолированные соединители эквивалентной мощности. Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
(f) Заземление и заземление машины.
(1) Кабели заземления должны иметь допустимую токовую нагрузку, равную или превышающую общую максимальную выходную мощность обслуживаемых сварочных или режущих устройств.
(2) Конструкции или трубопроводы, за исключением тех, которые содержат газы или легковоспламеняющиеся жидкости, или трубопроводов, содержащих электрические цепи, могут использоваться в цепи заземления, если их пропускная способность по току равна или превышает общую максимальную выходную мощность сварочного или режущего оборудования. обслуживаемых единиц.
(3) Конструкции или трубопроводы, образующие временную цепь заземления, должны иметь электрический контакт во всех соединениях. Дуги, искры или нагрев в любой точке цепи должны вызывать отбраковку в качестве цепи заземления.
(4) Конструкции или трубопроводы, постоянно действующие в качестве контуров заземления, должны иметь герметичные соединения и поддерживаться в рабочем состоянии, чтобы гарантировать отсутствие опасности электролиза или возгорания.
(5) Корпуса машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод в источнике тока. Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
(6) Соединения заземления должны быть механически и электрически адекватными для прохождения тока.
(g) Когда держатели электродов остаются без присмотра, электроды должны быть удалены, а держатели установлены, чтобы предотвратить травмы сотрудников.
(h) Держатели горячих электродов нельзя погружать в воду.
(i) Работодатель должен следить за тем, чтобы, когда дуговые сварщики или монтажники уходят или прекращают работу или когда машины перемещаются, выключатель электропитания находился в выключенном положении.
(j) Оборудование для дуговой сварки или резки, имеющее функциональный дефект, не должно использоваться.
Что делать, если поймал зайчиков от сварки и болят глаза
Многие слышали такое выражение, как «нахватался зайчиков во время сварки». Это вполне распространенное явление, с которым сталкиваются практически все, кто занимается данным родом деятельности. Рано или поздно человек встречается с таким количеством ярких вспышек, что глаз не выдерживает подобного напряжения и начинает болеть. Само слово «зайчик» пошло от детского нарекания яркого пятна света, который отражен от зеркала. Несмотря на то, что свет от сварки не отражается, он является очень ярким и даже кратковременное воздействие в течение нескольких десятых долей секунды, которое повторяется неоднократно во время рабочей смены, может оказать сильное негативное влияние.
“Зайчик” после сварки
Рабочий диапазон глаз не рассчитан на столь яркие вспышки. В живой природе только солнце имеет опасно высокую яркость, но на него напрямую никто не смотрит, а среди рукотворных явлений такие вещи встречаются чаще, поэтому, глаз не может приспособиться к ним. От постоянных перемен не только устает хрусталик, но и выжигается сетчатка. Чем больше раз человек увидел яркую вспышку электрической дуги, тем больше вероятность, что глаза начнут болеть. Так как это явление очень распространенное, следует знать, что делать если поймал зайчиков от сварки.
Признаки «зайчика»
Первым признаком, что вы поймали «зайчиков» является жжение в глазах. Это первый признак ожога минимальной степени. Жжение может быть не сильным, но все равно ощущается. Оно не проявляется в каком-то конкретном месте, а словно охватывает всю поверхность. На начальных стадиях оно просто вызывает чувство дискомфорта и не сильно болит.
В момент, когда яркий свет воздействует на глаз, в поле зрения остается пятно слегка синего цвета. Это эффект от поражения органа зрения, который со временем сходит. Но он также относится к признакам, что вы словили очередного «зайца». Чем ближе расстояние и яркость дуги, тем больше это пятно, так что иногда можно не видеть ничего нормально в течение нескольких минут, пока этот эффект не пройдет. С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы.
Очередным распространенным признаком является ощущение песка. Из-за этого хочется постоянно потереть глаза, чтобы избавиться от него, но это только усиливает негативный эффект. Тереть глаза – это как раз то самое что не стоит делать, когда словил зайчика от сварки. В таком случае добавится еще покраснение и опухание.
Один из признаков “зайчиков” от сварки
С болями в глазах наступают и головные боли, так как невозможно сфокусироваться нормально на объекте. При повороте глазных яблок все только усложняется. Продолжение работа становится практически невозможным, так как если пятно перед глазами появляется непосредственно на центре глаз, то центральные объекты не будут в поле видимости.
Первая медицинская помощь при зайчиках
Если уже негативная ситуация случилась, то нужно знать, что делать если насмотрелся на сварку и болят глаза. В первую очередь нужно прекратить работу, так как в таком состоянии можно легко чего-то не заметить и подвергнуть себя куда большей опасности. Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими.
Чтобы снять болезненные ощущения, то можно применять специальные капли для глаз после сварки. Это может быть Новокаин или Визин. Они являются проверенными препаратами, которыми сварщики пользуются на протяжении многих лет. Главное, принимать их правильно, так частое или чрезмерное использование приводит к негативным последствиям. Помимо этого можно использовать Визоптин и Прокулин, чтобы снять отеки, появившиеся от зайчиков.
«Важно!
Медики рекомендуют использовать только один вид капель за один раз, так как иначе может возникнуть такой же эффект, как при передозировке одним из этих лекарств. »
После этого можно воспользоваться различными компрессами. Они могут делаться из отвара ромашки, чайной заварки, сырого картофели и прочих подручных средств. Это народные средства для глаз после сварки, которые также проверены множеством поколений сварщиков. Естественно, что при серьезных травмах они окажутся малоэффективными, но для такого случая вполне подойдут.
Категорически запрещается
Когда вы узнали, что делать когда наловился зайчиков от сварки, то следует знать, чего делать крайне не рекомендуется. Среди основных пунктов стоит отметить:
Не растирать глаза при ощущении песка, зуда и прочих неприятных состояниях, здесь поможет только промывка;
Не смотреть на яркий свет, так как это усилит болезненные ощущения;
Не применять непроверенные средства, которые могут усилить раздражение;
Не использовать для промывки загрязненные и непрофильтрованные жидкости, которые могут загрязнить поверхность глаза.
Сколько будут «зайчики»
Многих интересует не только как лечить зайчики от сварки, но и сколько они смогут продержаться. Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
Средств как избавиться от зайчиков от сварки
В среднем, болезненные ощущения могут продлиться около двух-четырех часов. Если вспышка была сильной, то боль проявляется практически сразу, в иных случаях все может проявиться с задержкой в час-два, когда наберется нужное количество микро ожогов. Если началось ощущение песка в глазах, то стоит делать все, чтобы избавиться от зайчиков после сварки. Медицинские препараты и народные средства помогут снять дискомфорт в течение от нескольких минут до получаса. В это время не стоит напрягать зрение, чтобы боль не вернулась. Таким образом, время, сколько пробудут зайчики в глазах, станет заметно меньше, если использовать правильные средства.
В каких случаях стоит обращаться к врачам
Практически каждый опытный сварщик знает что делать, если нахватался зайчиков от сварки, но не все знают, когда самое время обратиться к специалисту. Если случай произошел однократно и прошел без последствий, то медицинская помощь, как правило не требуется. Если же возникли осложнения и боль не проходит даже через несколько дней, то стоит посетить специалиста, чтобы он смог осмотреть и понять, насколько серьезная проблема.
Что делать если нахватался зайчиков от сварки?
Главная » Обучение для начинающих » Что можно сделать, если поймал зайчиков от сварки?
0
Опубликовано: 22.03.2017
Проведение сварочных работ сопряжено с большим количеством опасностей и должно осуществляться в строгом соответствии с техникой безопасности. Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных.
Оглавление:
Признаки поражения тканей глаз
Первая помощь при ожоге глаз
Домашние методы лечения
Длительность лечения
Подведем итоги
Признаки поражения тканей глаз
Не всегда даже опытные сварщики могут понять, какое состояние свидетельствует о поражении глаз сваркой. Заметим, что поймать «зайчиков» можно и в том случае, если наблюдать за процессом с весьма удаленного расстояния.
Симптомами ожога глаз являются следующие признаки:
Жжение в глазах. Даже минимальный ожог тканей глаза вызывает жжение. Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;
Световые пятна перед глазами. Появление в сварочном лексиконе так называемых «зайцев» связано с детскими играми и пусканием при помощи зеркала солнечных зайчиков. При взгляде на яркий свет перед глазами на некоторое время остается яркое пятно. Чем ярче свет и дольше его воздействие на незащищенную сетчатку глаза, тем дольше будут оставаться зайчики. При постоянном несоблюдении правил безопасности это может привести к потере зрения;
Песок в глазах. После сварки с незащищенными глазами появляется ощущение, что в глаза попал песок. Важно не тереть глаза, так как это только усугубит воспалительный процесс и приведет к опуханию пораженных тканей глаза;
Головная боль. Неприятные ощущения и боль в глазах передается на всю голову. Особенно болевые ощущения усиливаются при попытке перевести взгляд в сторону, что отогнать застилающие глаза зайчиков.
Данные симптомы свидетельствуют, что человек нахватался так называемых зайчиков от сварки и требует оказания первой помощи.
Первая помощь при ожоге глаз
Рассмотрим, что в первую очередь делать в ситуации, если поймал зайчиков от сварки. Правила оказания первой помощи при ожоге глаз необходимо знать каждому, кто имеет дело со сварочными работами.
Прекратить сварочные работы и промыть лицо и глаза чистой питьевой водой. Если под рукой есть марганцовка, чайная заварка или ромашка, то можно сделать это слабым раствором перечисленных средств;
Для снятия болезненных ощущений и отека можно применить специальные капли, типа Визина или Визоптина. Снятие отека позволит тканям быстрее регенерироваться, снизиться ощущение зуда и боли в глазах. Важно помнить, что злоупотреблять данными лекарственными средствами нельзя!
Для снятия неприятных ощущений в процессе заживления тканей можно использовать народные методы, типа компрессов из сырого картофеля, чайной заварки, коры дуба и т. д. При слабых степенях ожога глаз данные методы очень эффективны и, главное, полностью безопасны.
Также важно знать, чего следует избегать при ожоге глаз сваркой:
Тереть глаза, так как это усилит отек тканей и боль в глазах;
Находиться на ярком свете, продолжать сварочные работы. Необходимо дождаться полного выздоровления глаз;
Не заниматься самолечением, применяя препараты без консультации специалиста;
Использовать для промывания глаз проточную воду, содержащиеся в ней примеси усугубят болезненность глаз.
Домашние методы лечения
При несильном поражении глаз сваркой лечение можно осуществлять дома подручными средствами, которые найдутся у каждого. Приведем рецепты, которые пользуются наибольшей популярностью у опытных сварщиков:
Чайные пакетики заварить и остудить до комфортной для глаз температуры. Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
Сырой картофель натирается на терке до кашицы и выкладывается в марлю. Компресс прикладывается на полчаса. Дает ощущение прохлады, убирает отек;
Мед размешать в кипяченой воде, смочить в этом растворе ватные диски и на полчаса приложить к глазам. Данный способ позволяет снять красноту с глаз;
Ромашка в виде настоя прикладывается компрессом к отекшим глазам. Ромашка хорошо ликвидирует воспаления;
Мед и алоэ в виде сока листьев смешиваются и закапываются по капле утром и вечером в воспаленные глаза. Этот способ отлично справляется с воспалением глаз;
Свежая капуста перемалывается в кашицу и прикладывается на веки. Хорошо снимает боль и отек с глаз.
Добавим еще несколько советов для лечения в домашних условиях:
Завесить окна темными шторами, избегать ярких источников света, которые будут раздражать воспаленные глаза;
Поймавшему сварочных зайчиков больному лучше остаться в постели и отдыхать, это позволит ускорить процессы восстановления;
Если боль в глазах не дает уснуть, то можно принять традиционные обезболивающие средства типа Анальгина или Кетанова.
Ну и конечно же, необходимо провести полноценный отдых от работы, к примеру, поехать на рыбалку.
Длительность лечения
Появление зайчиков после незащищенной сварки стоит ожидать через несколько часов. Как правило, болезненные ощущения появляются по нарастающей и достигают пика через 7-12 часов после сварки.
Не будет лишним показаться специалисту и, если необходимо по работе продолжать сварку, взять больничный, так как проведение сварочных работ с воспаленными глазами только затянет выздоровление.
Подведем итоги
Бывалые сварщики знают множество народных средств от «зайчиков» в глазах. Среди них картофель, чайная заварка, мед и другие доступные продукты. Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза.
Сергей Одинцов
tweet
Как лечить сварочные ожоги
Сварка — опасная работа. Со всей жарой и опасным оборудованием всегда есть высокая вероятность того, что кто-то может пострадать.
В процессе сварки всегда могут возникнуть различные проблемы, но главный вопрос:
Как лечить сварочные ожоги?
Чтобы вылечить ожог от сварки на коже, сначала убедитесь, что вы вышли из жары и сделали ожог комфортным. Относитесь к этому так же, как к солнечному ожогу.
При внезапном ожоге глаза немедленно обратитесь к врачу. Врач, скорее всего, назначит вам расширяющие капли, чтобы расслабить глазные мышцы, прикроет глаза и пропишет антибиотики.
Конечно, травмы и проблемы почти неизбежны. Как бы вы ни старались, используя безопасные методы и защитное снаряжение, вы не можете полностью исключить возможность получения травм.
Тем не менее, помня о правильных шагах, которые необходимо предпринять в случае возникновения проблемы, можно свести к минимуму ее последствия. Использование защитного защитного снаряжения также важно, но даже лучшее оборудование не может полностью исключить возможность получения травм.
Типы сварочных ожогов
Прежде чем мы рассмотрим, как предотвратить или лечить сварочные ожоги, давайте рассмотрим некоторые типы ожогов, с которыми обычно сталкиваются сварщики.
Ожоги вспышками
Ожоги вспышками являются одним из наиболее распространенных видов ожогов и также известны как ожоги сварщика или дуговые ожоги.
Это происходит, когда ваши глаза подвергаются воздействию опасных ультрафиолетовых лучей, испускаемых сварочной горелкой, и, поскольку горелка всегда пропускает эти вредные лучи, вы рискуете получить ожог от вспышки всякий раз, когда выполняете сварочные работы.
По сути, ожог от вспышки похож на солнечный ожог, за исключением того, что он не на коже, а на глазах.
Чаще всего поражается роговица, но, к счастью, она обычно заживает сама по себе. Однако это может привести к потере зрения, если его не лечить, и даже к заражению.
Ожоги кожи
Другим распространенным видом ожогов являются ожоги кожи из-за искр и ударов. Вы могли видеть людей, которые голыми руками кормили провода или носили одежду из синтетической ткани.
Очень часто люди, не получившие травм и ожогов во время опасных процессов, небрежно относятся к своим защитным средствам и снаряжению и, как следствие, страдают от них позже.
Как и внезапные ожоги, ожоги кожи обычно могут заживать сами по себе в зависимости от тяжести, но независимо от того, насколько серьезен сам ожог, лучше обратиться за медицинской помощью, чтобы убедиться, что нет риска заражения и проблема не исчезла. Не обостряй.
Как лечить сварочные ожоги
Ожоги кожи
Ожоги могут быть вызваны самыми разными причинами: огонь, горячая вода, даже такая простая вещь, как глажка одежды, может вызвать ожог.
Однако ожоги от сварки отличаются не только чрезвычайно высокой температурой, но также наличием радиации и токсичных паров в окружающей среде. Вот почему немедленное и правильное лечение ожогов от сварки чрезвычайно важно, прежде чем они станут инфицированными или изъязвлены.
Спасайтесь от жары
Первое, что вы должны сделать при любом ожоге, это уйти от жары. Ожоги усугубляются, когда они подвергаются воздействию большого количества тепла, поэтому первое, что нужно сделать, это снять защитное снаряжение и сесть где-нибудь в прохладном месте, чтобы согреться от ожога. Охлаждение может не только улучшить самочувствие — хотя, конечно, это временно — вы также можете использовать это время и пространство, чтобы осмотреть ожог и убедиться, что вы лечите его надлежащим образом.
Создание комфорта
Ожоги от дуговой сварки вызываются УФ-лучами, как и солнечные ожоги. Поэтому лечить такой ожог нужно так же, как и при солнечном ожоге.
Если на нем начинают образовываться волдыри, значит, он вышел за рамки ожога второй степени и нуждается в наблюдении врача. Пока вы не получите медицинскую помощь, вы можете чувствовать себя более комфортно, положив обожженную часть тела в холодную воду, чтобы уменьшить боль.
Избегайте кубиков льда, потому что они прилипают к обожженной коже и, будучи удалены, могут утащить ее за собой.
Если волдырей нет, можно использовать кремы для местного применения или гель алоэ. Это вытянет тепло и ускорит заживление кожи, а также предотвратит шелушение.
Если проблема не устранена, вам следует вызвать врача и получить надлежащую оценку ситуации.
Внезапные ожоги
Диагностика
Внезапные ожоги труднее диагностировать, чем видимые ожоги кожи, но симптомы включают боль, которая может быть от легкой до сильной и обычно начинается через несколько часов после ожога.
Ваши глаза также могут быть налиты кровью и слезиться, и вам может казаться, что в них что-то есть. У вас также может быть затуманенное зрение.
Для правильной диагностики внезапных ожогов врачи могут использовать анестезирующие капли, чтобы вызвать онемение глаз на время, достаточное для их тщательного осмотра. После обезболивания врач нанесет вам на глаза оранжевую краску, которая покажет любые повреждения ваших глаз при использовании синего света.
Краска безвредна, так что не беспокойтесь об этом, она смоется слезами.
Расширяющие капли
Ваш врач, скорее всего, будет использовать расширяющие капли, чтобы расслабить глазные мышцы, что может облегчить боль и дать вашим глазам отдохнуть, чтобы они могли зажить.
Ваши зрачки будут выглядеть больше, чем обычно, и большее количество света, попадающего в ваши глаза, может затруднить их открытие, но поможет быстрее восстановиться. Этот эффект может длиться от нескольких часов до нескольких дней.
Повязка
Если ожог сильный, на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им зажить. Не садитесь за руль с повязками на глазах.
Антибиотики
Вам также могут быть назначены антибиотики, чтобы предотвратить заражение ожога. Если вам назначают антибиотики, вам необходимо регулярно следовать циклу дозирования, чтобы сделать их эффективными.
Домашние средства
Если вы хотите сначала попробовать домашнее средство (которое я не рекомендую при внезапных ожогах), посмотрите это видео, в котором представлены 10 различных вариантов:
Предотвращение ожогов
Хотя это важно чтобы знать, как лечить ожоги, гораздо лучше убедиться, что у вас есть защитное оборудование и защитное снаряжение, чтобы избежать их в первую очередь.
Обязательно носите качественные сварочные маски, защищающие лицо, шею и уши. Вы также должны иметь защитные очки для защиты глаз, даже под шлемом.
Убедитесь, что на вас надеты перчатки и фартуки, предназначенные для сварочных работ, и что они в хорошем состоянии, без дырок. Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши.
Перед началом сварки убедитесь, что вы не держитесь за горючие предметы, такие как зажигалки или спички, и что на вашей одежде нет открытых карманов или манжет, в которые может попасть расплавленный металл или искры.
Вы также должны убедиться, что ваше рабочее место не загромождено болтающимися проводами или другими подобными опасными вещами, которые могут привести к спотыканию и несчастным случаям.
Вопросы по теме
Какие травмы можно получить при сварке?
Помимо вспышки и ожогов кожи сварщика, сварка также может вызвать проблемы с дыханием из-за всех токсичных паров в окружающей среде, которые могут попасть в дыхательную систему. Помимо этого, сварка также производит очень громкий звук, который может привести к потере слуха.
Можно ли заболеть раком кожи от сварки?
В процессе сварки используется большое количество ультрафиолетовых (УФ) лучей, и повторное длительное воздействие этих лучей может привести к таким проблемам, как рак кожи. Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи.
Как лечить взрывной ожог?
Лечение ожогов от взрыва мало чем отличается от лечения других ожогов, вызванных теплом или огнем. Вы должны аккуратно очистить рану и охладить ее теплой водой и избегать использования масла на ожоге. Снимите все украшения или аксессуары, которые могут вызвать дополнительные проблемы, потому что область набухнет. Используйте антибиотики, чтобы избежать любых инфекций, которые могут иметь место.
Сварочные ожоги и вспышки — Советы и рекомендации — Baker’s Gas & Welding Supplies, Inc. глаза, не говоря уже об искрах, которые могут нанести долгосрочный ущерб. Во время предварительного нагрева и сварки металл нагревается до высоких температур, а сварочная дуга испускает чрезвычайно концентрированные лучи, которые могут очень быстро вызвать солнечные ожоги.
Во время сварки очень легко обжечься, но, к счастью, эти ожоги очень легко предотвратить, если принять надлежащие меры предосторожности. Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы.
Противоожоговые и сварочные каски
В зависимости от типа сварки вам понадобятся подходящие линзы для визора или каски. Для сварки MIG требуется линза №10, в то время как для дуговой сварки обычно требуется фильтр №12. Сварка TIG обычно выполняется с фильтрующей линзой №11. Убедитесь, что у вас есть правильный козырек для работы. Ультрафиолетовый свет, образующийся при сварке, очень яркий и может серьезно повредить глаза, если у вас нет защиты для глаз. Ожоги сетчатки часто возникают у тех, кто не носит забрало подходящего типа.
Защитные очки иногда используются для резки, но часто лучше носить что-то, что обеспечивает полную защиту вашего лица и волос, например, щит или шлем с опциями для шлифовки и резки. Есть несколько историй о «волосах в огне»! Есть также истории о сварщиках, которые думали, что могут обмануть, закрыв глаза, делая несколько быстрых сварных швов. Проблема в том, что они потом сожгли себе веки.
Правильный шлем будет иметь зону обзора, обеспечивающую защиту от ультрафиолета и закрывающую все лицо. Лучшей защитой от вспышки будет шлем, который обеспечивает автоматическое затемнение с помощью ряда 2-4 датчиков и ряда настроек затемнения, чтобы у вас была отличная видимость и защита всякий раз, когда происходит вспышка. Если вы используете определенный оттенок во время работы и происходит вспышка, автоматически затемняющийся шлем адаптируется к яркости вспышки и защищает ваши глаза, чтобы вы могли продолжать работать с комфортом.
Чтобы купить сварочные каски, нажмите здесь.
Перчатки для защиты от ожогов и сварки
Если вы будете искать в Интернете фотографии сварщиков TIG, вы часто обнаружите, что сварщики подают проволоку одной голой рукой, что никогда не является хорошей идеей, когда вы работаете с УФ-лучами и искрами. испускаемый при дуговой сварке. При сварке MIG и электродом возникают искры и брызги, которые могут обжечь руки, а если вы подаете проволоку TIG, ультрафиолетовые лучи дуги все равно могут обжечь открытые участки кожи. Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
В зависимости от того, какую сварочную перчатку вы выберете, существует разная толщина материала и типы кожи. Лучшая перчатка защитит вашу руку от тепла, брызг и искр, выделяемых во время сварки. Некоторые сварщики добавляют дополнительные кусочки огнестойкого материала к частям рук, которые находятся ближе всего к сварочной дуге.
Чтобы купить сварочные перчатки, нажмите здесь.
Одежда для пожарных и сварщиков
Самое важное правило для сварочной одежды — избегать синтетических тканей, так как любые искры, попавшие в синтетическую одежду, загорятся и быстро обожгут вас. Одежда из 100% хлопка — ваш лучший вариант для сварки, так как искры будут просто тлеть в хлопке. Сверхпрочные ботинки, устойчивые к статическому электричеству, также защитят ваши ноги. Если вы работаете с тяжелыми металлическими заготовками, то лучшим вариантом будет стальной носок.
Чтобы купить одежду для сварщиков, нажмите здесь.
Нагрудники, куртки и фартуки для защиты от прожогов и сварки
Если вы свариваете в более холодном климате, кожаная рабочая куртка — отличный вариант для сварщиков, которые хотят защитить себя от искр. Если вы работаете в более теплом климате, существует множество различных видов огнестойких курток. В зависимости от процесса, который вы используете, вам может не понадобиться сверхпрочный фартук или куртка.
Кроме того, если вы свариваете на рабочем месте, вы можете прикрепить нагрудник к шлему и надеть сварочные рукава для защиты рук. Вы также можете надеть фартук, чтобы защитить себя чем-то более легким, если вы свариваете в более теплом климате или в мастерской. Фартуки фокусируют защитный материал там, где это наиболее важно.
Чтобы купить жилеты для сварщиков, нажмите здесь.
Материалы для сжигания и сварки
Не допускайте контакта горячего электрода с незащищенной кожей. Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать.
Ожоговые и сварочные рабочие станции
Невинный тканый коврик или куча опилок рядом со сварщиком могут вызвать искры, тление и возгорание после того, как вы закончите сварку. Есть много здравого смысла, который может защитить вас от ожогов или еще хуже во время сварки, например, всегда следить за тем, чтобы ваша рабочая зона была свободна от легковоспламеняющихся жидкостей или газов, которые могут воспламениться во время работы.
Как лечить сварочные ожоги
Если вы получили ожог, вам не остается ничего другого, кроме как устроиться поудобнее. Профилактика — лучшая стратегия, когда речь идет о лечении сварочных ожогов. Однако, если вы получили ожог, вам необходимо оценить, насколько он серьезен. Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.
В большинстве случаев вам нужно просто нанести что-нибудь, чтобы охладить интенсивный солнечный ожог, который дуговая сварка вызывает на открытых участках кожи. Некоторые используют алоэ вера, но общепризнано, что местный стероид принесет гораздо больше облегчения. Стоит обратиться к врачу только для того, чтобы получить правильное лечение ожогов. Вы также можете обратиться в местную аптеку, чтобы узнать, есть ли какие-либо безрецептурные средства, такие как гидрокортизон, которые могут облегчить ваши ожоги.
Как лечить загар сварщика
Самое важное, что вы можете сделать при любой травме глаза, полученной в результате сварки, — это обратиться к офтальмологу. Существует множество старых приемов и мнений о том, как срезать углы при травме глаза, но проблема в том, что вам нужно мнение из первых рук о наилучшем лечении ваших глаз.
По такому критерию, как количество параметров, которые необходимо проверить при одной установке детали, все средства измерения подразделяются на одномерные инструменты и многомерные.
По степени автоматизации процесса, средства измерения подразделяются на инструменты ручного действия, механизированные, полуавтоматические, автоматические.
Измерительные инструменты бывают универсальные и специального назначения, в зависимости от характера применения.
В свою очередь в зависимости от таких критериев, как принцип действия и конструкции, универсальные средства измерения подразделяются на механические изделия, рычажно-механические, оптические, оптико-механические, пневматические, электрифицированные.
Линейка металлическая
Угольник поверочный
Штангенциркуль нониусный
Микрометр механический
Штангенрейсмас
Плоскопараллельные концевые меры длины
Кронциркуль
Универсальный угломер с нониусом
Индикатор часового типа
Глубиномер микрометрический
Нутромеры
Радиусомер шаблонный
Резьбомеры
Мерительный инструмент
Механическим средствами измерения являются штанген-инструменты, универсальные угломеры (то есть инструменты, имеющие линейный нониус), а также микрометры, микрометрические нутромеры и глубиномеры (то есть различные типы микрометрических инструментов).
К рычажно-механическим средствам измерения относятся рычажно-зубчатые, зубчатые, рычажные и пружинные ( микрокаторы, индикаторы ) инструменты. Оптическими являются интерферометры, проекторы, универсальные и инструментальные измерительные микроскопы. К оптико-механическим измерительным инструментам относятся длинномеры и оптиметры.
С помощью средств измерения специального назначения контролируются такие параметры, как: отклонения расположения и формы поверхностей, характеристики параметров резьб, характеристики зубчатых передач, шероховатости поверхности.
Понятие измерения
Под измерением подразумевается такой процесс, в ходе которого при помощи специально предназначенных для этой цели технических средств какая-либо физическая величина сравнивается с однородной величиной, условно принятой за единицу. В итоге проведения измерения получается некое число, которое выражает отношение величины измеряемой к той, что принята за единицу. Измерения широко используются в технике. Таковыми являются линейные измерения, а также измерения угловые. В процессе измерений производится определение тех геометрических параметров, которые имеют детали машин и механизмов, изделий и сборочных единиц. Кроме того, измерения позволяют определить шероховатость и волнистость различных поверхностей, отклонения формы и расположения.
Понятие контроля
В принципе, контроль является весьма широким понятием, которое охватывает как качественную, так и количественную оценку того, насколько та или иная продукция соответствует определенным требованиям. Под контролем точности продукции подразумевается процедура, в ходе которой определяется, насколько реальные значения качественных параметров продукции соответствуют допустимым, то есть тем, которые установлены заданными допусками и техническими условиями. Кроме того, контроль точности предполагает также и определение того, насколько технологические процессы приемлемы для изготовления детали. Благодаря этому появляется возможность производить так называемую профилактику брака, то есть технологически обеспечивать нужную точность.
Выбор средств измерения
Те или иные средства измерения выбирают в зависимости от того, каковы конструктивные особенности деталей, объем их выпуска, требуемая точность изготовления. Принимаются также во внимание экономические характеристики измерительных средств. Главным принципом является то, чтобы погрешность самих средств измерения была не больше допустимой, а себестоимость и трудоемкость измерений были минимально возможными.
Мерительный инструмент — виды и классификация приборов
Все автомобили, станки, приборы и инструменты состоят из множества деталей. Каждая из них имеет определенную форму и размеры. Расчет параметров деталей требует высокой точности, которую возможно соблюсти только при использовании измерительных инструментов или измерительных станков.
Содержание
Классификация измерительных инструментов
Применение измерительных станков
Ручной строительный инструмент
Ручной слесарный инструмент
Ручной столярный инструмент
Условия эксплуатации оборудования
Классификация измерительных инструментов
Существует несколько видов измерительных приборов, различаемых по определенным параметрам.
По видам работ.
Виды измерительного инструмента
Различают следующие виды инструмента:
строительный;
слесарный;
столярный.
Большая часть инструмента, применяющегося при проведении измерительных операций, является универсальной. Поэтому данная классификация весьма условна.
По материалу изготовления. Измерительные приборы могут изготавливаться из следующих материалов:
Разметочный и измерительный инструменты
металла;
дерева;
пластика.
Любой инструмент может быть комбинированным, то есть изготавливаться из нескольких материалов, например, металла и дерева.
По способу использования. По данному параметру выделяют ручной инструмент, механический и автоматический.
По конструктивным особенностям. Конструкция инструмента, применяемого для измерительных работ, может быть простой или сложной.
Данная классификация помогает обеспечить инструменту правильную эксплуатацию и хранение.
Применение измерительных станков
Классификация аналоговых измерительных приборов
Для произведения точных замеров могут применяться не только ручные измерительные приборы, но и специальные станки, называющиеся координатно-измерительным оборудованием. Особенность данного оборудования заключается в возможности произведения замеров в трех координатах, что обеспечивает максимальную точность расчетов.
Конструкция станков напоминает стол, на котором установлены рабочие головки, снабженные датчиками. Чтобы произвести контрольный замер, заготовку устанавливают на стол, и датчики производят считывание параметров детали.
Станки могут снимать данные двумя способами:
контактным, предусматривающим использование датчика-щупа;
бесконтактным, при котором считывание происходит путем направления на поверхность детали светового сигнала.
Ручной строительный инструмент
Рулетка. Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину.
Безусловно, рулетка является универсальной, требующейся для произведения измерительных работ в любых сферах деятельности.
Технические характеристики рулетки
Ватерпас (уровень). С помощью этого устройства определяют ровность горизонтальной и вертикальной поверхностей. Длина уровня может варьироваться от 0,3 м до 2,5 м. Корпус уровня изготавливается из любого легкого материала, например, пластика, и снабжается несколькими окошками.
Через окошки видна стеклянная трубка, частично заполненная специальной жидкостью. Именно эта жидкость и позволяет определять ровность и уровень уклона поверхности.
Отвес. Это самый простой, но незаменимый измерительный инструмент, которым пользуется каждый строитель. Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.
Угольник и малка. Угольник изготавливают из дерева или металла и используют для выведения прямых углов. Малка изготавливается из тех же материалов. Ее конструкция состоит из обоймы и линейки, скрепленных между собой шарниром. Если угольник может применяться в любой сфере строительства, малку чаще всего используют при монтаже стропил.
Магнитный угольник
Ручной слесарный инструмент
Слесарный инструмент чаще всего применяется в сфере металлообработки и машиностроения и считается наиболее точным. С его помощью удается высчитать максимальные и минимальные размеры с точностью от 0,1 мм до 0,005 мм.
Кроме универсальной линейки и рулетки, слесарю приходится использовать следующие устройства:
штангенциркуль;
штангенрейсмасс;
микрометр.
Штангенциркуль. Этот ручной инструмент состоит из штанги с делениями и двигающейся рамки. Штангенциркуль также снабжен верхними и нижними губками. Верхние губки позволяют производить замеры внутренних частей заготовок, а нижние – внешних.
Схема штангенциркуля
Штангенрейсмасс. От штангенциркуля это устройство отличается наличием опоры. Штангенрейсмасс позволяет наносить на детали разметку высоты и глубины отверстий, а также расположения других элементов.
Штангенрейсмасс
Микрометр. Конструкция данного прибора состоит из трубки со шкалой, гильзы и наконечника. Применяют микрометр в том случае, если требуется рассчитать величину с точностью до 0,01 мм. Глубина отверстий в деталях измеряется микрометрическим глубиномером – разновидностью микрометра.
Устройство трубного микрометра
Ручной столярный инструмент
Помимо универсальных приборов, в столярных мастерских применяют специализированный столярный измерительный инструмент. Каждый столяр использует следующее:
Столярный инструмент
складной метр;
треугольник с углами 90, 60, 30° или 2 по 45°;
кронциркуль, позволяющий производить разметку на деревянных элементах конструкции;
нутромер – устройство для выполнения разметки и измерения параметров пазов и отверстий;
угломер – прибор, состоящий из шкалы и дуги, установленных на пластине;
рейсмус с нониусом или без него помогает наносить на поверхности параллельные линии.
Условия эксплуатации оборудования
Сохранить функциональность приборов позволяет периодическое проведение профилактических работ и проверок их состояния. Наиболее подвержены поломкам измерительные инструменты, имеющие сложные конструктивные особенности.
К каждому прибору прилагается инструкция по эксплуатации, с которой необходимо ознакомиться до начала использования. В инструкции изложены все правила работы, актуальные именно для данной модели.
Автоматические и электронные модели измерительных станков чувствительны к показателям температуры и влажности воздуха. Особо остро на них реагирует оборудование, на котором применяется бесконтактный метод измерений.
Не менее важно обеспечить инструменту достойные условия хранения. Инструменты, изготовленные из дерева и металла, чувствительны к воздействию влаги. А пластик способен деформироваться под прямыми лучами солнца и при воздействии высоких температур. Поэтому все инструменты должны храниться в чехлах или коробах в сухом помещении.
Соблюдение этих правил обеспечит качество и точность измерений, а также поможет продлить срок службы инструментов.
Видео по теме: Измерительный инструмент
Типы измерительных приборов
Важный момент
В связи с необходимостью создания качественной продукции, отвечающей проектным допускам, большое количество фирм используют измерительные приборы с высокой точностью и прецизионностью. Специализированная отрасль науки, занимающаяся такими приборами, известна как метрология.
№1. Линейное измерение
1.1. Неточное оборудование:
Стальная линейка:-
Также известна как шкала. Это линейный измерительный прибор. Это самый простой и наиболее распространенный измерительный прибор, используемый в контроле. Шкала может иметь длину 150 мм, 300 мм, 600 мм или 1000 мм.
Штангенциркули:-
Штангенциркули — это инструменты, используемые для измерения расстояния между двумя противоположными сторонами объекта. Наконечник штангенциркуля регулируется в соответствии с измеряемыми точками; затем штангенциркуль снимается и считывается путем измерения расстояния между наконечниками с помощью измерительного инструмента, такого как линейка.
Используется для измерения, перемещения или отметки расстояний с помощью двух прямых регулируемых ножек, соединенных вместе. Он в основном используется в механическом цехе для точного переноса размеров с измерительной шкалы и для нанесения линий на поверхности.
Телескопический манометр:-
Телескопический манометр представляет собой измерительный прибор с подпружиненным плунжером, используемый для измерения отверстий или внутренних отверстий с помощью микрометров. Телескопический манометр, безусловно, предпочтительнее для измерения простых круглых отверстий, потому что он потенциально имеет более высокий уровень точности.
Глубиномер:-
Глубиномеры используются для измерения глубины прорезей, отверстий или любой другой поверхности объектов. Это могут быть весы, циферблат или цифровые индикаторы.
1.2. Прецизионные инструменты:-
Микрометр:-
Он также известен как микрометрический винтовой калибр. Шпиндель микрометра представляет собой очень точно обработанный винт, а измеряемый объект помещается между шпинделем и наковальней. Шпиндель вращается поворотом храповой ручки до тех пор, пока объект, подлежащий измерению, слегка не коснется как шпинделя, так и наковальни. Различные типы микрометров: внешний микрометр, внутренний микрометр, микрометр нониуса, микрометр глубины, микрометр шага.
Штангенциркуль:-
Штангенциркуль в первую очередь предназначен для измерения как внутреннего, так и внешнего диаметра. Диапазон измерения штангенциркуля может быть от 0 до 25, от 0 до 150, от 0 до 200 мм и т. д. Если в измерительном приборе имеется погрешность, то она называется нулевой погрешностью. А коррекция, сделанная для устранения ошибки, называется нулевой коррекцией.
Нониусный высотомер:-
Используется для точных вертикальных измерений различных объектов. У них часто есть инструмент для заметок в качестве уровня измерения, что позволяет оператору многократно отмечать вертикальные расстояния на кусках металла. Нониусные штангенрейсмасы и электронные штангенрейсмасы — это два основных типа приборов, используемых для точных вертикальных измерений.
Датчик скольжения:-
Датчики скольжения были впервые разработаны компанией Johnson и иногда называются «калибровочными блоками Johnson». Это прямоугольные блоки из стали с поперечным сечением примерно 32 мм х 9 мм. Если два манометра повернуть вместе под определенным давлением, они будут довольно прочно прилипать друг к другу из-за молекулярного притяжения и атмосферного давления.
Этот процесс известен как сморщивание. Этот процесс очень полезен для соединения нескольких мерных блоков для получения требуемой формы.
Компараторы:-
Компаратор работает на основе относительных измерений, т.е. он дает только размерную разницу относительно базовых размеров. Компаратор сравнивает неизвестные размеры компонента с некоторыми стандартными или эталонными настройками, которые представляют исходный размер и отклонения размеров от эталона.
Преимущество компараторов в том, что их использование не требует большого мастерства со стороны оператора. Компараторы делятся на механические, электрические, оптические и пневматические.
Читайте также: Что такое токарный станок? | Типы токарных инструментов
#2. Угловые измерения
2.1. Неточные инструменты:
Транспортир:-
Транспортиры — это измерительные инструменты, обычно изготовленные из прозрачного пластика или стекла, для измерения углов. Некоторые транспортиры представляют собой простые полукруги, например, наклонный транспортир с одним или двумя поворотными рычагами, которые можно использовать для измерения углов.
Регулируемый скос:-
Скользящий Т-образный скос, также известный как измеритель угла наклона или фальшквадрат, представляет собой регулируемый калибр для установки и перемещения углов. Скос может использоваться для имитации существующего угла или может быть установлен на желаемый угол с помощью любого другого измерительного инструмента, такого как транспортир.
Пробный угольник:-
Инженерный угольник — это инструмент, используемый для обработки металла, чтобы проверить, является ли заготовка квадратной или нет. Его также можно использовать для рисования или записи линии под углом 90 градусов к краю заготовки.
Набор комбинированных угольников:-
Этот инструмент используется для многих целей в деревообработке и металлообработке. Он состоит из лезвия и подвижной головки, называемой квадратной головкой, транспортира и центральной головки. Наиболее распространенными головками являются стандартные или квадратные головки, используемые для укладки или проверки прямых углов и углов 45°.
2.2. Прецизионные инструменты:
Транспортир:-
Используется для установки и проверки очень близких углов. Он считывает до 5 минут или 1/20 градуса и может полностью использоваться на 360 градусов.
Синусоидальный стержень:-
Синусоидальный стержень состоит из жесткого прецизионно отшлифованного корпуса с двумя прецизионно отшлифованными цилиндрами на концах. Когда полоса знака размещается на плоской поверхности, верхний край должен быть параллелен этой поверхности.
Если каток поднять на неизвестное расстояние, верхний край стержня будет наклонен на такой же угол, который, возможно, рассчитывается путем применения синусоидального стержня.
Угломеры:-
Это стальные блоки клиновидной формы, рабочие поверхности которых обработаны как датчики скольжения, что позволяет им скользить вместе в комбинациях. Полный набор из двенадцати штук разделен на три цепочки. 1, 3, 9, 27 и 41 градус; 1, 3, 9 и 27 минут; 0,1, 0,3 и 0,5 мин.
Спиртовой уровень:-
Спиртовой уровень, пузырьковый уровень, предназначен для определения того, является ли поверхность горизонтальной или нет. В спиртовом уровне было очень мало изогнутых стеклянных пузырьков с постоянным внутренним диаметром в каждой точке наблюдения.
Эти флаконы не полностью заполнены жидким этанолом, так как спирт имеет низкую вязкость и поверхностное натяжение, что позволяет пузырькам быстро перемещаться по трубке. Для улучшения видимости добавляют краситель, например флуоресцеин, обычно желтого или зеленого цвета.
Клинометр:-
Клинометры — это инструмент для измерения наклона, высоты или углов падения объекта по отношению к силе тяжести. Он также называется измерителем наклона, предупреждением об уклоне, измерителем градиента, деклинометром, индикатором тангажа и крена.
Клинометр измерил как положительный уклон, так и отрицательный уклон с использованием трех различных зеленых единиц измерения, т. е. градусов, процентов и топосъемки.
Также прочтите: Что такое токарный патрон? | Типы токарных патронов | Различные токарные патроны
#3. Измерение конусности
Угол конусности измеряется с помощью угломера, инструментального микроскопа, автоколлиматора, синусоидальной линейки, роликов, калибра скольжения и микрометра. Сам микрометр конусности имеет принцип синусоидальной линейки и дает истинное значение конусности малых углов.
Большие конусности можно получить непосредственно из показаний микрометра. Это позволяет проверять внутреннюю и внешнюю конусность в десять раз быстрее, чем старые традиционные методы, и не требует синусоидального стержня или более сложного оборудования.
Также прочтите: Что такое определение размеров и его виды? | Что понимается под определением размеров? | Размеры | Типы размеров
#4. Измерение поверхности
4.1. Поверочная линейка:
Используется для проверки прямолинейности и плоскостности плоских поверхностей. Простая форма – прямоугольная, но для точной работы одна кромка скошена или сделана как кромка тонкого ножа. Узкий край — это рабочая поверхность, а широкий край служит основанием, когда он не используется.
Плоскостность проверяется испытанием на возгорание. Узкий край прикладывают к тестируемым поверхностям и держат горизонтально на уровне глаз, ища свет между прямым краем и поверхностью.
4.2. Измеритель поверхности:
Он широко используется при укладке деталей, которые должны быть установлены или обработаны. Он используется для проверки равенства функций. Если разметчик заменить циферблатным индикатором, он станет точным инструментом.
Инструменты имеют V-образные канавки в нижней части основания для опоры блока на круглый брусок для установки размеров от бруска до другой части изделия.
4.3. Оптическая плоскость:
Оптическая плоскость представляет собой кусочки стекла оптического качества, которые отполированы до чрезвычайно плоской поверхности с одной или обеих сторон, обычно в пределах нескольких десятков нанометров. Они используются для определения плоскостности других поверхностей с помощью одной длины волны монохроматического света.
Когда оптическую плоскость помещают на чужую поверхность и освещают, световые волны отражаются от нижней поверхности плоскости на поверхность, на которой она лежит. Отраженные волны интерферируют, создавая интерференционные полосы, видимые в виде светлых и темных полос.
Плоская поверхность представлена узором из прямых параллельных полос с одинаковым интервалом, в то время как другие узоры обозначают неровные поверхности. Обычно только одна из двух поверхностей оптической плоскости делается плоской с заданным допуском, и эта поверхность обозначается стрелкой на краях стекла.
Также прочтите: Батарея бесключевого дистанционного управления разряжена | Когда замена батареи брелока замена? | Как заменить батарею пульта без ключа
Часто задаваемые вопросы (FAQ)
Измерительные приборы
Измерительный прибор — это устройство для измерения физической величины. В физических науках, обеспечении качества и технике измерение — это деятельность по получению и сравнению физических величин объектов и событий реального мира.
Различные типы измерительных инструментов
Угловой локатор.
Пузырьковый инклинометр.
Суппорт.
Компас.
Цифровой угломер.
Уровень.
Лазерный уровень.
Микрометр.
Типы измерений
Ниже приведены типы измерительных инструментов, используемых для всех целей:
Угловой локатор.
Пузырьковый инклинометр.
Суппорт.
Компас.
Цифровой угломер.
Уровень.
Лазерный уровень.
Микрометр.
Метрологические инструменты
Метрологические инструменты (измерительные инструменты, приборы и оборудование)
Штангенциркуль (цифровой, нониус, циферблат и т. д.)
Микрометр. Глубиномер.
Индикатор набора и индикатор проверки набора.
Высотомер.
Строгальные калибры и регулируемые параллели.
Приборы для измерения углов
Угловой транспортир — это прибор для измерения углов, способный измерять углы с точностью до 5 мин. Конический транспортир состоит из основания, к которому крепится нониусная шкала. Циферблат транспортира установлен на круглом участке основания. Циферблат транспортира размечен в градусах, где пронумерован каждый десятый градус.
Угловые измерительные устройства
К этой категории относятся синусоидальные линейки и угловые измерители. В этом разделе мы обсудим оба типа угловых измерительных устройств и методы, используемые для определения угла. Он включает в себя разделенные шкалы, такие как транспортиры и датчики угла наклона. Вторая категория приборов для измерения углов называется эталонами лица.
Прецизионный измерительный инструмент
Прецизионные измерительные инструменты и калибры: A Primer
Микрометры: В руках опытного оператора прецизионный микрометр является самым точным из доступных ручных инструментов.
Штангенциркули — это важный прецизионный измерительный инструмент, обеспечивающий широкий диапазон измерений, гибкость и точность до 0,001 дюйма (25,4 мкм).
Что такое профилометр?
Предоставление инновационных прецизионных оптических и метрологических решений. Поговори с экспертом сегодня. Измерьте любую поверхность с помощью оптических профилемеров Zygo. Точные и количественные измерения.
Что делает профилометр?
Профилометрия — это метод, используемый для извлечения топографических данных с поверхности. Это может быть единичная точка, линейное сканирование или даже полное трехмерное сканирование. Целью профилометрии является определение морфологии поверхности, высоты ступенек и шероховатости поверхности. Это можно сделать с помощью физического зонда или с помощью света.
Какой прибор измеряет радиоактивность?
Счетчики Гейгера обычно используются для измерения уровня радиоактивности, но могут использоваться и другие типы детекторов.
Что измеряет рефрактометр?
Рефрактометр — хорошо зарекомендовавший себя прибор, используемый для измерения содержания воды в жидкостях. Он измеряет показатель преломления жидкости, который изменяется в зависимости от содержания влаги.
14 Различные типы измерительных инструментов и их применение (с иллюстрациями)
Инструменты, которые могут обеспечить точные измерения, являются важным элементом любой профессии, от столярного дела до водопровода и каменщика. Более того, измерительные инструменты обеспечивают верный способ наблюдения и записи окружающего мира, поэтому мы можем лучше передавать уроки следующему поколению студентов и профессионалов. Чтобы помочь вам ознакомиться с этой частью рабочего мира, мы составили список этих типов измерительных инструментов с примерами их реального использования. Сначала мы рассмотрим различные типы аналоговых измерительных инструментов, а затем рассмотрим доступные цифровые инструменты.
14 различных типов измерительных инструментов
Аналоговые измерительные инструменты
1. Угловой локатор
Также известный как угломер, каждый из этих инструментов имеет магнитное основание, которое позволяет прикреплять его к металлическим измерительным угольникам . Иногда вы также найдете модели с самонарезающими винтами для использования с неметаллическими измерительными угольниками.
Позволяя легко измерять углы от 0° до 90°, некоторые угловые локаторы также поставляются с направляющими для преобразования, которые делают их полезными для определения уклонов крыш, уклонов лестниц или углов дренажа. Несмотря на то, что существует множество цифровых опций для измерения углов, иногда уверенность в недорогом всепогодном инструменте побеждает более дорогие и непостоянные технологии.
2. Пузырьковый инклинометр
Пузырьковый инклинометр, разработанный специально для измерения амплитуды движений в суставе, также может использоваться для измерения крутизны уклона. Чтобы определить диапазон движения измеряемого сустава, просто поместите инклинометр непосредственно рядом с ним, поверните циферблат, пока шкала не покажет 0, проведите сустав через его диапазон, а затем прочтите пройденный диапазон непосредственно с инклинометра.
Пузырьковый инклинометр часто используется спортивными терапевтами для проверки здорового диапазона движений в критических точках тела. В процессе лечения этот инструмент позволяет вести объективный учет процесса восстановления при травмах суставов.
3. Штангенциркули
Доступные в аналоговом или цифровом исполнении, штангенциркули являются незаменимым инструментом для измерения расстояния между двумя противоположными сторонами объекта. Отрегулировав кончики штангенциркулей так, чтобы они соответствовали измеряемому объекту, а затем убрав штангенциркули, можно измерить общее расстояние с помощью встроенной линейки.
Штангенциркули, используемые в самых разных областях, можно найти в кабинетах инженеров-механиков, ученых и врачей, а также в полевых условиях у слесарей, столяров и исследователей лесного хозяйства.
4. Компас
Компас, одно из самых почитаемых изобретений в истории, стал неотъемлемой частью эры морских исследований. Используемый как для навигации, так и для определения ориентации, он полагается на естественное магнитное притяжение Земли, чтобы установить относительное направление для пользователя.
Известный как одно из «Четырех великих изобретений» Китая (наряду с порохом, изготовлением бумаги и книгопечатанием), компас изначально использовался как инструмент для гадания. Сегодня он по-прежнему широко используется любителями активного отдыха, военными операциями и моряками.
5. Нивелир
Используемый для установления «истинной горизонтали», уровень представляет собой оптический инструмент, который использует пузырьки воздуха в жидкой среде для отображения результатов. Особенно полезен на строительных работах, он также входит в стандартную комплектацию в деревообрабатывающих и металлообрабатывающих цехах.
ДОПОЛНИТЕЛЬНЫЕ ЧТЕНИЯ: Наши обзоры лучших лазерных уровней для домовладельцев
6. Манометр
Исключительно разнообразная область измерительных инструментов, манометры используются для количественной оценки всего, от высоты до атмосферного давления и глубины до артериального давления. . Гидростатические и анероидные манометры являются наиболее распространенными типами аналоговых манометров; первый имеет отсроченный ответ, но отлично подходит для длительного давления, в то время как последний реагирует быстро, но в целом менее точен.
7. Транспортир
Полукруг из прозрачного пластика или стекла, транспортир измеряет углы и обычно обозначается градусами. Иногда вместо этого вы найдете более математически ориентированные транспортиры, которые измеряются в радианах. Они являются основным продуктом профессии машиностроения, но также часто используются на уроках геометрии в средней школе.
8. Линейка
Линейки, иногда называемые линейкой или линейкой, используются для измерения расстояний и/или рисования прямых линий. Профессионально они в основном используются в инженерных и строительных работах, где они используются для обеспечения точных измерений на плоских поверхностях. Популярный инструмент для дома, линейки, пожалуй, самый распространенный измерительный инструмент, используемый сегодня.
9. Измерительные угольники
Также часто называемые столярным угольником, в своей основе эти инструменты напоминают две линейки, соединенные под прямым углом. Доступны различные специальные формы, вы также можете найти:
Комбинация угольники, линейки со сменными угловыми головками, которые используются в деревообработке и каменной кладке для разметки угловых разрезов.
Гипсокартон угольники, очень большие версии стандартного измерительного угольника, предназначенные для проведения длинных и точных разметки при резке гипсокартона.
Каркас квадратов, также известных как стальные квадраты. Широко используется в столярном деле для создания идеальных прямых углов, более короткая сторона известна как язычок, а более длинная сторона известна как лезвие.
Скоростные угольники являются усовершенствованием классического столярного угольника за счет объединения в одном инструменте функций комбинированного угольника и обрамляющего угольника. Они используются для разметки размеров пиломатериалов, а также в качестве направляющей для пилы под углом 45° или 9°.0°
10. Рулетка
Эти гибкие линейки, также известные как измерительные линейки, можно использовать для измерения размеров или расстояний. В простейшем случае они состоят из ленты из ткани или пластика, отмеченной размерами в дюймах, сантиметрах и/или миллиметрах. Вы обычно найдете эти минималистские рулетки, используемые в пошиве и пошиве одежды.
В качестве альтернативы самоубирающейся металлической рулетке используется подпружиненный корпус, который можно закрепить на ремне. Эти вездесущие инструменты строителей, эти рулетки особенно полезны для измерения на больших расстояниях — иногда до 100 футов!
Цифровые измерительные инструменты
1. Угломер
Быстрее, проще в использовании и точнее, чем аналоговый угломер, цифровой угломер позволяет мгновенно определить угол любой поверхности, к которой он прикреплен. . Эти измерительные инструменты, оснащенные мощным магнитным основанием и средствами автоматической калибровки, особенно полезны для определения точных углов скоса и скоса на механизированных пилах.
2. Лазерный уровень
Самонивелирующийся инструмент, испускающий цветной лазерный луч. Лазерный уровень позволяет легко визуально подтвердить как горизонтальное, так и вертикальное нивелирование. Некоторые из более сложных моделей также включают возможность измерения расстояния от устройства до конца лазерного луча, что делает их быстрым и точным решением для измерения расстояния на рабочей площадке.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА: Наши обзоры лучших лазерных нивелиров для наружного применения
3. Микрометр
Необходимый для использования в высокоточной обработке, микрометр напоминает штангенциркуль, который завинчивается, а не скользит. Цифровые микрометры обеспечивают мгновенное считывание расстояния между двумя головками штангенциркуля, что иногда позволяет проводить измерения с точностью до трех или четырех знаков после запятой.
4. Термометр
Термометры, один из наиболее широко известных измерительных инструментов, позволяют измерять температуру, а цифровые термометры дают более быстрые и надежные результаты. Они являются одним из основных продуктов современной медицины, но также довольно часто находят применение в кулинарии и исследованиях окружающей среды.
Заключение
Независимо от того, работаете ли вы в одной из физических профессий или просто любите заниматься дома своими руками, измерительные инструменты обеспечат вам точность и аккуратность, необходимые для достижения отличных результатов во всем, что вы зададите. разум к. Итак, в следующий раз, когда вы захотите улучшить какой-либо физический навык, найдите способ его измерить — таким образом, со временем вы сможете определить, какого прогресса вы добиваетесь!
Станки 1А616 в России — Биржа оборудования ProСтанки
Главная
Продажа
Токарно-винторезные станки
Станок 1А616
Вы можете очень быстро сравнить цены станка 1А616 и подобрать оптимальные варианты из более чем 75726 предложений
токарный, патронно-центровой станок 1А616
Состояние: Б/У Год выпуска: 1968
Здравствуйте!
В продажу поступил токарный патронно-центровой станок 1А616.
Состояние станка хорошее, доведённое до ума.
На направляющих нет выработки или она минимальна.
Всегда настаиваю на…
21.07.2015
Москва (Россия)
60 000
токарный станок 1А616
Состояние: Б/У
продам токарный станок 1А616
24.01.2016
Кострома (Россия)
Коробка скоростей к станку 1А616
Состояние: Новый
В наличии
ООО ПКФ Станкодеталь» предлагает коробку скоростей к станку 1А616.
26.10.2022
Ростов-на-Дону (Россия)
Токарный станок 1А616
Состояние: Б/У Год выпуска: 1986 Производитель: СССР (Россия)
Продам Токарный станок 1А616 в отличном состоянии.
11.12.2017
Санкт-Петербург (Россия)
70 000
Токарный станок 1А616 или аналог
Состояние: Б/У
Куплю токарный станок 1А616 или аналог в рабочем состоянии с хорошей станиной
Состояние: Б/У Год выпуска: 1971 Производитель: Средневолжский станкостроительный завод СВСЗ (Россия)
Станки в хорошем рабочем состоянии, проведена ревизия, продаю с проверкой в работе.Производителем токарно-винторезных универсального станка 1А616 является Средневолжский станкостроительный завод. ..
Состояние: Б/У Год выпуска: 1971 Производитель: Средневолжский станкостроительный завод СВСЗ (Россия)
Станки в хорошем рабочем состоянии, проведена ревизия, продаю с проверкой в работе. Производителем токарно-винторезных универсального станка 1А616 является Средневолжский станкостроительный…
25.10.2022
Владивосток (Россия)
Токарно-винторезный станок 1А616
Состояние: Б/У Год выпуска: 1971
Предприятие реализует токарно-винторезный станок 1А616.По всем интересующим Вас вопросам — обращайтесь по телефону!
21.10.2022
Курган (Россия)
90 000
Токарно-винторезный станок 1А616
Состояние: Б/У Год выпуска: 1980
Предприятие реализует токарно-винторезный станок 1А616. Станок рабочий, подключен.По всем интересующим Вас вопросам — обращайтесь по телефону!
21.10.2022
Белгород (Россия)
токарно-винторезный токарный станок 1А616
Состояние: Б/У Год выпуска: 1974 Производитель: Россия
Продается токарно-винторезный токарный станок 1А6161970 г.в.Технические характеристики станка 1А616:Наибольший диаметр заготовки, обрабатываемой над станиной – 320 мм.Наибольший диаметр заготовки,…
27.10.2022
Таганрог (Россия)
станок 1а616 с хранения
Состояние: Новый Производитель: СССР (Россия)
В наличии
Продам станок 1а616 с хранения Звоните Возможно ОтправкаТранспортными Компаниями по все России
05. 08.2022
Москва (Россия)
70 000
токарный станок 1А616
Состояние: Б/У Год выпуска: 1985 Производитель: Россия
После ревизии Станки модели 1а616 предназначены для обтачивания и растачивания в центрах или пратроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной,…
18.07.2017
Таганрог (Россия)
Токарный станок 1А616
Состояние: Новый Производитель: ссср средневолжский станкостроительный завод г.Куйбышев (Россия)
В наличии
Токарный станок модель 1А616.Год выпуска 1971.Состояние б/у. Рабочий.Торг уместен.
27.02.2019
Обнинск (Россия)
80 000
Токарный станок 1А616
Состояние: Новый Производитель: Россия
В наличии
В продаже станок токарно-винторезный 1А616. В рабочем состоянии. Самовывоз, либо отправка ТК
29.04.2020
Саратов (Россия)
60 000
Токарный станок 1А616
Состояние: Б/У Год выпуска: 1980 Производитель: Средневолжский станкостроительный завод (Россия)
Токарно-винторезный станок модель 1А616. Станок в отличном рабочем состоянии, точность — уверенно держит сотки, направляющие без износа, призма ровная. С погрузкой на транспорт 90 т. Дополнительные…
06.10.2022
Самара (Россия)
80 000
Токарно-винторезный станок 1А616.
Состояние: Б/У
Токарно-винторезный станок ТВ-125П г/в. 1966.
Станок с малой эксплуатацией. Локация Башкирия, г.Уфа. Подробная информация по запросу. Цена по договоренности с учетом демонтажа и погрузки. …
28.05.2019
Уфа (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку 1А616 почти как на Авито и TIU
Видео станка 1А616
Станок 1А616 с электромуфтой . Таблички, шильдики, таблица резьб и подач
Цена 950.00 грн.
Набор табличек, шильдиков для токарно-винторезного универсального станка 1А616, производства Средневолжского станкостроительного завода, г. Куйбышев.
Для станков с электромуфтой.
Количество Станок 1А616 с электромуфтой . Таблички, шильдики, таблица резьб и подач
Артикул: 291
Категория: Таблички и шильды для токарных станков Метки: 1А616, бирки алюминиевые, бирки металлические, запчасти для станка 1А616, запчасти для станков, средневолжский станкостроительный завод, станок 1А616, таблиці для верстатів, таблички, таблички алюминиевые, таблички для станка, таблички для станка 1А616, таблички из алюминия, таблички металлические, шильд Бренд: ShildService
Описание
Отзывы (0)
Таблички, шильды на станок 1А616, производства Средневолжского станкостроительного завода, СВСЗ, г. Куйбышев.
Набор таблиц предназначен для станков 1А616, 4-ре передачи, с электромуфтой.
Токарно-винторезный станок 1А616 производился Средневолжским станкостроительным заводом с 1957 года. Он заменил в производстве устаревший станок 1616, который производился с 1949 года — 8 лет. Затем станок 1А616 был заменен на более совершенный станок 16Б16.
Набор состоит из 18-ти шильд, станок 1А616 , в том числе:
таблица подач она же таблица резьб и подач, станок 1А616,
табличка переключателя коробки подач,
шильда завода изготовителя 1А616,
таблички коробки передач 1А616.
На сайте компании ШильдСервис шильды и таблички, станок 1А616, представлены в нескольких вариантах:
станок 1А616 с электромуфтой
станок 1А616 с механической коробкой скоростей
станок 1А616 с шестью передачами (вариант2)
станок 1А616 с шестью передачами (вариант1)
Технические характеристики изделия, станок 1А616 таблички :
Материал — алюминий 0,5мм (1мм — по согласованию).
Состояние — новое.
Печать — термотрансферная.
Производитель: собственное производство.
Изделие долговечно и устойчиво к истиранию, предназначено для длительной эксплуатации.
Форма оплаты:
безналичная оплата на расчетный счет, без НДС
наложенный платеж, оплата при получении в офисе транспортной компании.
Основные технические характеристики, токарно-винторезный станок 1а616
— Станок заменил в производстве модель 1616.
— Разработчик и изготовитель — Средневолжский станкостроительный завод СВСЗ, г.Куйбышев.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 180 мм
Расстояние между центрами — 710 мм
Наибольшая длина обработки (без перестановки резцовых салазок) — 660 мм
Высота центров — 165 мм
Мощность электродвигателя — 4,5 кВт, 1440 об/мин
Вес станка полный — 1,5 т
Ознакомится с подробными техническими характеристиками станка 1А616 можно по ссылке ПАСПОРТНЫЕ ДАННЫЕ СТАНОК 1А616
Посмотреть шильды для токарных станков других моделей можно в разделе ТАБЛИЧКИ ДЛЯ ТОКАРНЫХ СТАНКОВ
Заказать набор табличек с доставкой в Европу и другие страны мира можно на нашем специализированном сайте Shildservice. net
Нарезание резьбы станком Станко 1А616
ксор
Известный член
#1
Пытаюсь понять, как на этом токарном станке делается нарезка резьбы.
Переключение передач на левой стороне коробки передач доставляет мне некоторые проблемы — я думаю, что некоторые из них я упускаю!
У меня есть только 2 поворотных механизма и 1 побольше для их соединения.
2 дублирующие шестерни выбиты сбоку:
M2 20-55
и
M2 25-36
и количество зубьев на каждой отдельной шестерне … что такое «M2» за ?
У меня есть несколько копий некоторых таблиц о том, как настроить нарезку резьбы, и я вижу , там упоминается номер зуба, которого у меня нет!
Итак, мой вопрос: Сколько шестерен переключения обычно поставляется с машиной? У меня только один комплект (М2 20-55 и М2 25-36) или . .. ?
Вы можете увидеть некоторые картинки здесь — Google перевод доступен справа под строкой меню:
http://kelds.weebly.com/gevindskaeligring.html
До
Известный член
#2
Насколько велик один зуб? М2 — это, вероятно, шаг шестерни (модуль, модуль).
Свифти
Известный член
#3
M2 может означать размер зуба модуля 2.
Пол.
ксор
Известный член
#4
>> Till and Swifty
Хорошо, тогда «m2» не имеет ничего общего с резьбой, но ее следует использовать, ЕСЛИ вы хотите сделать еще один комплект колес для переключения передач — верно?
Свифти
Известный член
#5
Правильно, похоже, это означает размер фрезы, используемой для обработки зубьев.
Отечественный токарный станок 1А616 выпускался с пятидесятых годов прошлого века. Серийный образец Средневолжского завода до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1А616 оснащен суппортом, перемещаемым в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену шестерен в коробке подач на взаимозаменяемые прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Технические характеристики станка 1А616
Рассматриваемый агрегат используется для обработки малогабаритных заготовок. Оборудование имеет следующие технические параметры:
Предельная длина шлифования — 660 мм.
Максимальная длина заготовки — 710 мм.
Диаметр заготовки над суппортом/станиной — 180/320 мм.
Вес — 1,5 тонны.
Диаметр сквозного отверстия шпинделя — 35 мм.
Тип наконечника резьбовой по ГОСТ — 6К.
Интервал вращения шпинделя — 9-1800 об/мин.
Длина/ширина/высота — 2,13/1,22/1,22 м.
На станке 1А616 нарезаются следующие типы резьбы:
Обработка шага 2-128.
Дюймовая резьба — 1-56 витков на дюйм.
Модульное исполнение — в диапазоне от 0,25 до 5,5 мм.
Метрическая версия — 0,2-24 мм.
Заготовки укладываются в обычную кассету, фиксируются пневматическими или гидравлическими прижимными устройствами.
Конструкция
В состав рассматриваемого оборудования входят следующие элементы и детали:
Столбик передний и задний.
Передняя и задняя бабки.
Устройство реверса, устройство перевыбора, а также блок, отвечающий за увеличение рабочего шага.
Узел от сменных колес.
Шкаф для электрооборудования.
Фартук с механизмом подачи.
Станину.
Коробка подачи
Система охлаждения режущих инструментов.
Коробка передач.
Лоток для сбора стружки и отработанного хладагента.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
Деталь перед обработкой закрепляется в патронной оснастке или между центрами.
Резцы установлены в держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется подходящий инструмент.
Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости замену клинового ремня можно выполнить без снятия шпинделя. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема электрическая
Электрическая схема станка 1А616 включает в себя следующие элементы:
Предохранители.
Выключатель на входе.
Световой элемент для освещения рабочей зоны.
Реле напряжения
Контакторы включения и реверса.
Регулятор активации насоса охлаждающей жидкости.
Реле скорости вращения двигателя и аналоговое управление контактором.
Понижающая конфигурация трансформатора.
Индикатор уровня нагрузки.
Выпрямитель.
Аппаратура управления переключателем.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свою функциональность. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и обороты 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его задачей является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ изготавливаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе на металлообрабатывающих станках 1А616 происходит от узла шпинделя на суппорте. Коробка передач способна обеспечить работу техники в 48 диапазонах, официально их указано 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются между собой напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Редуктор
Этот важный узел токарного станка включает в себя три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
Поверните держатель инструмента и установите его в нужное положение.
Перемещение задней бабки с установленной пинолью.
Установка суппорта в нужное положение.
Токарный станок 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. Среди пользователей:
10 января 2017г. Внимание! Новогодняя акция – «Январский ценопад».
С 10 по 31 января, на весь номенклатурный ряд нашей продукции, для всех покупателей, независимо от объема заказа и вида продукции, устанавливаются КРУПНООПТОВЫЕ цены. Спешите делать заказы!
01 января 2017г. Расширение производства крепежа в 2017 году
С января 2017 года наша компания начала сотрудничество с несколькими оборонными предприятиями России по обеспечению поставок крепежных изделий, в рамках Гособоронзаказа с соблюдением требований 275-ФЗ, в редакции от 29.06.2015г. Приглашаем к сотрудничеству все заинтересованные организации.
26 декабря 2016г. Поздравляем с наступающим 2017 годом!
Своих партнеров любим, ценим, уважаем, И поздравляем с Новым годом, с Рождеством. Вам планов творческих, финансовых успехов, И пусть работа дарит радость день за днем.
Главная → Каталог → Гайки → Гайки оцинкованные → Гайка самоконтрящаяся DIN 985 оцинкованная
Цена от:
до:
Товаров на странице: …1020304050
Сортировать по алфавиту
, по цене
Гайка М3 DIN 985 оц.
Вес товара: 0.5 г
Гайка М4 DIN 985 оц.
Вес товара: 1 г
Гайка М5 DIN 985 оц.
Вес товара: 1.4 г
Гайка М6 DIN 985 оц.
Вес товара: 2.4 г
Гайка М8 DIN 985 оц.
Вес товара: 5.1 г
Гайка М10 DIN 985 оц.
Вес товара: 10.6 г
Гайка М12 DIN 985 оц.
Вес товара: 17.2 г
Гайка М14 DIN 985 оц.
Вес товара: 26 г
Гайка М16 DIN 985 оц.
Вес товара: 34 г
Гайка М18 DIN 985 оц.
Вес товара: 45 г
Гайка М20 DIN 985 оц.
Вес товара: 65 г
Гайка М22 DIN 985 оц.
Вес товара: 75 г
Гайка М24 DIN 985 оц.
Вес товара: 100 г
Гайка М30 DIN 985 оц.
Вес товара: 212 г
Гайка м6 вес в Мурманске: 78-товаров: бесплатная доставка, скидка-11% [перейти]
Партнерская программаПомощь
Мурманск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Гайка м6 вес
Гайка стальная М16 вес ГОСТ 5915-70 Тип: гайка, Производитель: Без бренда, Материал: сталь
Гайка SWFS DIN985 М12 (100 шт) Тип: гайка, Производитель: SWFS, Количество штук в упаковке: 100шт.
ПОДРОБНЕЕЕще цены и похожие товары
Гайка самоконтрящаяся DIN 985 М12, 2 шт. Тип: гайка, Количество штук в упаковке: 2шт.
ПОДРОБНЕЕЕще цены и похожие товары
Гайка стальная М12 шестигранная вес ГОСТ 5915-70 Тип: гайка
ПОДРОБНЕЕЕще цены и похожие товары
Гайка квадратная М12 DIN 562 оцинкованная (20 штук) Тип: гайка, Количество штук в упаковке: 20шт.
ПОДРОБНЕЕЕще цены и похожие товары
Гайка DIN 934 М8, на вес Тип: гайка, Производитель: Стройбат, Диаметр резьбы: M8
ПОДРОБНЕЕЕще цены и похожие товары
Гайка стальная М20 вес ГОСТ 5915-70 Тип: гайка
ПОДРОБНЕЕЕще цены и похожие товары
Гайка DIN 934 М12, на вес Тип: гайка
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 4
Масса и количество шестигранных гаек — Калькулятор крепежа
Расчет веса одного изделия или количества гаек в одном килограмме или другой введенный вес по известным DIN и другим стандартам
Колпачок
Фланцевый
Крепеж с шестигранником
Количество
шт.
Общий вес
кг.
Цена на элемент
$
Цена на 1 кг
$
Отчет об ошибках
4,8 из 5, общая оценка: 11
Облизится
Имя
. (Hex)
Требования
Javascript
ОС
Windows, Android, OSX, Linux
Категория
9 0 4Education,0043
Цена
0
Столики веса и количество гайков в соответствии с различными техническими стандартами: DIN, ISO и др. 1000 шт. гаек
Шт. в 1 кг
Плотность, кг/м³
Гайка М1,6
1,6
0,0740 кг.
13514 штук
7850
Гайка M2
2
0,1410 кг.
7092 шт.
7850
Гайка M2,5
2,5
0,2720 кг.
3676 шт.
7850
Гайка M3
3
0,3770 кг.
2653 шт.
7850
Гайка M3
3
0,5420 кг.
1845 шт.
7850
Гайка M3,5
3,5
0,4970 кг.
2012 шт.
7850
Гайка M4
4
0,8000 кг.
1250 шт.
7850
Гайка M4
4
1,1090 кг.
902 шт.
7850
Гайка M5
5
1,4400 кг.
694 шт.
7850
Гайка M5
5
1,7200 кг.
581 шт.
7850
Гайка M6
6
2,5730 кг.
389 шт.
7850
Гайка M6
6
3,0260 кг.
330 шт.
7850
Гайка M8
8
5,5480 кг.
180 шт.
7850
Гайка M8
8
6,4610 кг.
155 шт.
7850
Гайка M10
10
10,2200 кг.
98 шт.
7850
Гайка M10
10
11,5800 кг.
86 шт.
7850
Гайка M12
12
15,6700 кг.
64 шт.
7850
Гайка M12
12
17,7300 кг.
56 шт.
7850
Гайка M14
14
25,3300 кг.
39 шт.
7850
Гайка M14
14
27,4300 кг.
36 шт.
7850
Гайка M16
16
37,6100 кг.
27 шт.
7850
Гайка M16
16
40,4500 кг.
25 шт.
7850
Гайка M18
18
53,2700 кг.
19шт.
7850
Гайка M18
18
56,2500 кг.
18 шт.
7850
Гайка M20
20
71,4400 кг.
14 шт.
7850
Гайка M20
20
74,2600 кг.
13 шт.
7850
Гайка M22
22
103,1500 кг.
10 шт.
7850
Гайка M22
22
106,9000 кг.
9 шт.
7850
Гайка M24
24
122,8700 кг.
8 шт.
7850
Гайка M24
24
127,5000 кг.
8 шт.
6 шт.
7850
Гайка M27
27
180,9000 кг.
6 шт.
7850
Гайка M30
30
242,5400 кг.
4 шт.
7850
Гайка M30
30
250,3000 кг.
4 шт.
7850
Гайка M36
36
416,7800 кг.
2 шт.
7850
Гайка M36
36
423,6000 кг.
2 шт.
7850
Гайка M42
42
623,8800 кг.
2 шт.
7850
Гайка M42
42
661,5000 кг.
2 шт.
7850
Гайка M48
48
956,2000 кг.
1 шт.
7850
Гайка M48
48
988,2000 кг.
1 шт.
7850
Шестигранная гайка
Универсальность для разных целей
Стандартные размеры крепежа разные — калькулятор веса гайки на нашем сайте позволяет определить вес отдельного крепежа. Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
Калькулятор веса гаек позволяет рассчитать вес любого типа крепежных гаек любой формы (например, стандартный шестигранник, барашек, фланцевый, накидной гайки и др.), а также различных материалов (обычно углеродистая сталь, конструкционная сталь или нержавеющая сталь) ). Для расчета на нашем сайте необходимо ввести минимальное количество параметров — тип крепежа, его размер, материал изготовления — в кратчайшие сроки программный продукт произведет необходимые расчеты в режиме онлайн. Результат можно сохранить в специальные поля (например, как предварительный или для сравнения), а также отправить себе на почту.
Масса и количество гаек с буртиком — Калькулятор крепежа
Расчет массы изделия и количества штук по весу гаек с буртиком по имеющимся стандартам ISO, DIN и другим резьбовое отверстие совмещенное с шайбой
Добавить в закладки
Количество
шт.
Общий вес
кг.
Цена за поз.
$
Price per 1 kg
$
Error report
5.0 of 5, Total ratings: 1
About
Name
Nut weight calculator (Flanged)
Требования
Javascript
ОС
Windows, Android, OSX, Linux
Категория
Бизнес, Образование
070 0
Калькулятор веса фланцевой гайки – онлайн-сервис на нашем сайте, позволяющий максимально точно рассчитать необходимые данные исходя из типоразмера и материала изготовления. Калькулятор веса фланцевой гайки также позволяет рассчитать количество (в расчете на одну штуку) крепежных изделий, имея данные об общей партии – такие показатели необходимы специалистам транспортных цехов и специалистам по снабжению для подбора транспортных средств необходимой грузоподъемности и сокращения перевозок расходы.
У нас вы можете купить трубу нержавеющую 133 мм. бесшовную изготовленную из различных марок нержавеющей стали. Сортамент, вес и размеры соответствуют ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб).
Популярные размеры:
133х4 мм. 133х4.5 мм. 133х5 мм. 133х6 мм. 133х8 мм. 133х10 мм. 133х12 мм. 133х13 мм. 133х18 мм. 133х20 мм.
Популярные толщины:
4 мм. 4.5 мм. 5 мм. 6 мм. 8 мм. 10 мм. 12 мм. 13 мм. 18 мм. 20 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Наименование
Размер
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 133×4 12Х18Н10Т
133×4
4 мм.
12.832 кг.
77.9
Труба бесшовная 133×4.5 12Х18Н10Т
133×4.5
4.5 мм.
14.38 кг.
69.5
Труба бесшовная 133×5 12Х18Н10Т
133×5
5 мм.
15.916 кг.
62.8
Труба бесшовная 133×6 12Х18Н10Т
133×6
6 мм.
18.95 кг.
52.8
Труба бесшовная 133×8 12Х18Н10Т
133×8
8 мм.
24.869 кг.
40.2
Труба бесшовная 133×10 12Х18Н10Т
133×10
10 мм.
30.589 кг.
32.7
Труба бесшовная 133×12 12Х18Н10Т
133×12
12 мм.
36.109 кг.
27.7
Труба бесшовная 133×13 12Х18Н10Т
133×13
13 мм.
38.795 кг.
25.8
Труба бесшовная 133×18 12Х18Н10Т
133×18
18 мм.
51.478 кг.
19.4
Труба бесшовная 133×20 12Х18Н10Т
133×20
20 мм.
56.203 кг.
17.8
Труба бесшовная 133×6 10Х17Н13М2Т
133×6
6 мм.
19.022 кг.
52.6
Труба бесшовная 133×10 10Х17Н13М2Т
133×10
10 мм.
30.704 кг.
32.6
Труба бесшовная 133×4 10Х23Н18
133×4
4 мм.
12.881 кг.
77.3
Труба бесшовная 133×4.5 10Х23Н18
133×4.5
4.5 мм.
14.435 кг.
69
Труба бесшовная 133×5 10Х23Н18
133×5
5 мм.
15.976 кг.
62.4
Труба бесшовная 133×6 10Х23Н18
133×6
6 мм.
19.022 кг.
52.4
Труба бесшовная 133×8 10Х23Н18
133×8
8 мм.
24.963 кг.
39.9
Труба бесшовная 133×10 10Х23Н18
133×10
10 мм.
30.704 кг.
32.4
Труба бесшовная 133×12 10Х23Н18
133×12
12 мм.
36.246 кг.
27.5
Труба бесшовная 133×13 10Х23Н18
133×13
13 мм.
38.942 кг.
25.6
Труба бесшовная 133×18 10Х23Н18
133×18
18 мм.
51.673 кг.
19.3
Труба бесшовная 133×20 10Х23Н18
133×20
20 мм.
56.416 кг.
17.7
Труба бесшовная 133×4 20Х23Н18
133×4
4 мм.
12.8 кг.
78.1
Труба бесшовная 133×4.5 20Х23Н18
133×4.5
4.5 мм.
14.344 кг.
69.7
Труба бесшовная 133×5 20Х23Н18
133×5
5 мм.
15.876 кг.
63
Труба бесшовная 133×6 20Х23Н18
133×6
6 мм.
18.902 кг.
52.9
Труба бесшовная 133×8 20Х23Н18
133×8
8 мм.
24.806 кг.
40.3
Труба бесшовная 133×10 20Х23Н18
133×10
10 мм.
30.511 кг.
32.8
Труба бесшовная 133×12 20Х23Н18
133×12
12 мм.
36.018 кг.
27.8
Труба бесшовная 133×13 20Х23Н18
133×13
13 мм.
38.697 кг.
25.8
Труба бесшовная 133×18 20Х23Н18
133×18
18 мм.
51.348 кг.
19.5
Труба бесшовная 133×20 20Х23Н18
133×20
20 мм.
56.062 кг.
17.8
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Толщина
Расчетный вес метра в зависимости от стали
AISI 201 / 12X15Г9НД
AISI 304 / 08Х18Н10
AISI 316 / 08Х17Н13М2
AISI 321 / 12Х18Н10Т
AISI 430 / 20Х13
AISI 431 / 14Х17Н2
4 мм
12.64 кг
12.8 кг
12.96 кг
12.83 кг
12.51 кг
12.83 кг
4.5 мм
14.16 кг
14.34 кг
14.53 кг
14.38 кг
14.02 кг
14.38 кг
5 мм
15.67 кг
15.88 кг
16.08 кг
15.92 кг
15.51 кг
15.92 кг
6 мм
18.66 кг
18.9 кг
19.14 кг
18.95 кг
18.47 кг
18.95 кг
8 мм
24.49 кг
24.81 кг
25.12 кг
24.87 кг
24.24 кг
24. 87 кг
10 мм
30.13 кг
30.51 кг
30.9 кг
30.59 кг
29.82 кг
30.59 кг
12 мм
35.56 кг
36.02 кг
36.47 кг
36.11 кг
35.2 кг
36.11 кг
13 мм
38.21 кг
38.7 кг
39.19 кг
38.8 кг
37.82 кг
38.8 кг
18 мм
50.7 кг
51.35 кг
52 кг
51.48 кг
50.18 кг
51.48 кг
20 мм
55.35 кг
56.06 кг
56.77 кг
56.2 кг
54.78 кг
56.2 кг
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Многие отрасли промышленности, такие как химическая, нефтегазовая, машиностроительная и другие, также нашли применение этому трубному прокату. Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 133х6 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 133х6 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Конструкционная углеродистая сталь марки 20 имеет широкий спектр производства для изготовления различных бесшовных труб по ГОСТ 8732-78, имеет незаменимое потребление в российской промышленности. Сегодня можно часто встретить в номенклатуре стальной прокат в виде бесшовной трубы 133х6 горячедеформированной. Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 133х6 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 133 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 133 с стенкой 6 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 133 с стенкой 6 мм сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 133х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
Параметры
Тип
бесшовные, горячедеформированные
Стандарт:
8732-78
Наружный диаметр D:
133 мм
Толщина стенки Т:
6 мм
Вес:
18,79 кг
Материал:
конструкционная сталь 20
Страна производитель:
Россия
Технические характеристики трубы 133х6 ГОСТ 8732
Бесшовная труба диаметром 133 миллиметров по внешнему диаметру с толщиной стенки 6 мм — это вид бесшовного трубного стального проката, главное отличие от электросварной трубы заключается в отсутствии сварного шва. Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 133 х 6 мм немерной длинны — это обусловлено технологией производства.
Бесшовные трубы диаметром 133 и стенкой 6 мм регламентируются в производстве ГОСТ 8732-78, согласно которому длина труб изготовления составляет от 4 до 12 метров. Вес отгруженной пачки варьируется от 2 до 8 тонн в зависимости от производителя. Масса трубы б/ш 133×6 определяется по теоретическому весу и не взвешивается на весах.
Вес трубы 133х6 ГОСТ 8732
Вес погонного метра бесшовной трубы 133х6 составляет 18.79 кг. Все расчеты бесшовных горячедеформированных труб осуществляются согласно формулы определяющий массу одного погонного метра стальной горячедеформированной трубы по площади её сечения и плотности стали: М = пи * плотность металла * толщину стенки * (диаметр наружный — толщина стенки) * длину трубы, где пи константа равная ~ 3,1415926535, плотность марки стали, по умолчанию Ст. 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
Цена на трубу 133х6 бесшовную
Цена на трубу 133х6 зависит от объема заказа и производителя. Цена на сайте не включает в себя стоимость доставки, резки и ручной погрузки в крытый автотранспорт, является условной и может превышать допустимую стоимость при заказе менее одной тонны. Склад отгружает трубу 133 х 6 от одной штуки, резка куска трубы определяется с менеджером и может отгружаться как готовая заготовка, цена которой оговаривается отдельно.
Благодаря прямым поставкам с заводов производителей наши цены на бесшовные горячедеформированные трубы диаметром 133мм стенка 6мм ст.20 остаются одними из самых низких на отечественном рынке. Заказать стальную бесшовную трубу 133 мм толщиной 6мм из стали 20 можно на сайте, или по электронной почте. Компания Ресурс готова помочь с транспортировкой, разгрузкой и резкой металлопроката. Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 133х6 ст.20 приятно удивит.
Купить трубу 133×6 ГОСТ 8732
Купить бесшовную трубу 133х6 горячедеформированную ГОСТ 8732-78 в компании «Ресурс» можно позвонив по единому многоканальному телефону +7 (495) 215-50-72. Отгрузка горячедеформированных труб ст.20 ведется круглосуточно, цена на бесшовные трубы представленная на сайте действует на объем от пяти тонн (пачки), вес 133х6 ст.20 определяется по теории указанной в ГОСТе 8732-78, в случае доставки на объект заказчика — приемка производится по теории. Купить бесшовную трубу 133х6 так же можно позвонив по бесплатному номеру 8 (800) 333-17-35, или заполнив форму обратной связи на сайте. Бесшовная труба диамтром 133 мм сталь 20 поставляется на многие производственные объекты, нам доверяют многие строительные и промышленные компании. Для вашего удобства мы предлагаем услуги резки в размер на складе. Скидка на доставку стальной трубы б/ш 133*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Расчет трубы 133х6 на прочность
Расчет на прочность трубы 133х6 нужен для того, чтобы магистральный трубопровод был надежным и качественным, отслужил расчетный период без аварийных ситуаций. Это также позволит избежать перерасхода денежных средств, так как излишняя прочность приведет к удорожанию строительства. Проектирование перед монтажем является одним из важных этапов строительства трубопровода. На расчет производится на основании:
Расчет внутреннего диаметра
Определить оптимальный внутренний диаметр трубы при заданной скорости протекания жидкости в трубопроводе и ее расходе можно своими руками по формуле: D=4Q3600vπy м, где:
Q — расход жидкости, измеряется в мг/ч.
v — скорость протекания жидкости в трубопроводе, измеряется в м/сек.
y — удельный вес жидкости при заданных параметрах, измеряется в кг/м3. Данное значение принимается по справочникам.
Для воды и маловязких жидкостей (ацетон, спирт, слабые растворы щелочей и кислот, бензин и пр.): 15 — 30 м/сек
Для газов высокого давления и пара: 30 — 60 м/сек
Для сжатого воздуха: 20 — 40 м/сек
Диаметр сечения трубопровода зависит от скорости протекания жидкости. Чем она выше, тем проходное сечение должно быть меньше, соответственно, ниже будут и затраты на строительство конструкции.
Гидравлическое сопротивление трубы 133*6
При движении жидкости или газа по трубопроводу возникает сопротивление в результате трения транспортируемой среды о стенки, изменений маршрута в системе. Это сопротивление называется гидравлическим. Чем выше скорость протекания жидкости и ее плотность, тем больше гидравлическое сопротивление.
Диаметр трубопровода можно определить по заданной потере напора.
Инструкция по выполнению данного расчета выглядит следующим образом: D=ξL∆p∙y∙v2g кгс/см2, где:
∆p = P1-Р2 — заданная либо допускаемая потеря давления между начальной и конечной точкой трубопровода, измеряется в кгс/см2.
Справочный размер — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Справочные размеры допускается наносить как с предельными отклонениями, так и без них. Исключение составляют справочные разь еры замкнутых размерных цепей. Для таких размеров указание предельных отклонений не допускается.
[16]
Справочные размеры обозначают на чертеже знаком, а в технических требованиях записывают: Размер для справок или Размеры для справок.
[17]
Справочные размеры обозначают на чертеже, а в технических требованиях записывают: Размер для справок или Размеры для справок. При эскизировании и составлении рабочих чертежей деталей встречаются элементы деталей, выполняемые по определенным, устанавливаемым стан-л, размерам.
[18]
Справочные размеры могут приводиться как с предельными отклонениями, так и без них. Исключение из этого правила составляют размеры замыкающего звена из перечисления а, которые приводятся без предельных отклонений, и установочные и присоединительные размеры из перечисления г, которые приводятся обязательно с предельными отклонениями. [19]
Справочные размеры характеризуют основные эксплуатационные показатели изделий, указывают положение отдельных составных частей, имеющих постоянные координаты, а также крайние положения подвижных частей и величину их перемещения, определяют положение групп и узлов в изделиях или в комплексных группах.
[20]
Справочные размеры не подлежат контролю и их указывают без отклонений.
[21]
Справочные размеры на чертежах ( размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом) отмечают знаком и в технических требованиях записывают Размеры для справок.
[22]
Основные справочные размеры центробежных вентиляторов Ц4 — 76 № 8, 10, 16 ( исполнение 6) при установке на виброизоляторах ( рис. И.
[23]
Поставьте справочный размер между осевыми линиями как показано на рисунке ниже.
[24]
Нанесение размера глубины шпоночного паза. а — открытого, б — закрытого.| Нанесение размера глубины шпоночного паза, выполненного в отверстии.| Нанесение размера, определяющего величину лыски.
[25]
К справочному размеру, входящему в замкнутую цепь, предельных отклонений не проставляют. Наибольшее распространение имеют незамкнутые цепи. В таких случаях один размер, при выполнении которого допустима самая меньшая точность, исключают из размерной цепи или не проставляют габаритный размер.
[26]
Справочные размеры.
[27]
К справочным размерам относят размер замкнутой размерной цепи ( рис. 6 д), размеры, перенесенные с чертежа заготовки ( рис. 6 6) и размеры, определяющие положение элементов детали, подлежащих обработке по другому чертежу, и др. О справочных размерах делают соответствующую запись в технических требованиях ( ТТ) чертежа. Повторять размеры одного и того же элемента на разных изображениях и в ТТ не допускается. [28]
На чертеже справочные размеры отмечают знаком, а в технических требованиях записывают: Размеры для справок.
[29]
Стандарт допускает справочные размеры, указанные в подпунктах б, в, г, д, е, ж, наносить как с предельными отклонениями, так и без них.
[30]
Страницы:
1
2
3
4
Размер справочный | это… Что такое Размер справочный?
ТолкованиеПеревод
Размер справочный
Размер справочный – размер, не подлежащий выполнению по данному чертежу и указываемый в нём для удобства пользования чертежом.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
Рубрика термина: Общие термины
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград. Под редакцией Ложкина В.П.. 2015-2016.
Поможем написать реферат
Размер ремонтный
Размеры габаритные
Полезное
Определение эталонного размера | Law Insider
означает массу транспортного средства в снаряженном состоянии за вычетом единообразной массы водителя 75 кг и увеличенной на равномерную массу 100 кг.
означает справочную таблицу в Части А настоящего Приглашения.
означает индекс US Select Foreign Access 25 PROCEEDS, составной индекс, который будет отслеживать эффективность гипотетических инвестиций в два актива, Единицы корзины (как определено ниже). ) и Единицы облигаций с нулевым купоном (как определено ниже), и одно обязательство, Единицы кредитного плеча (как определено ниже) (совместно именуемые «Компоненты индекса»). При условии, что Событие Списания (как определено ниже) не произойдет, ожидается, что сумма гипотетических средств, выделенных на каждый из Компонентов Индекса, будет меняться в течение срока действия ВЫРУЧКИ. Агент расчета будет систематически корректировать распределения, используя формулу эталонного индекса, описанную ниже.
означает казначейские акции, указанные как таковые в соответствующих Окончательных условиях, до тех пор, пока такие акции находятся в выпуске, а затем такая эмиссия индексированных казначейских акций, которая будет признана целесообразной опытным маркет-мейкером или другим консультантом. выбирается Эмитентом и утверждается Доверительным управляющим по облигациям («Консультант по индексации»).
означает гипотетическую совокупность физических и физиологических характеристик человека, определенных международным консенсусом. Эти характеристики могут быть использованы исследователями и работниками здравоохранения для стандартизации результатов экспериментов и соотнесения биологического поражения с общей основой.
означает уровень Индекса (исключая любые предварительные оценки), опубликованный или объявленный Евростатом (или любым правопреемником, который публикует такой индекс) в отношении месяца, который составляет 12 календарных месяцев до месяца, указанного в «Последних Уровень» выше.
означает последнюю зарегистрированную цену продажи Обыкновенных акций за любые двадцать (20) торговых дней в течение тридцати (30) рабочих дней, заканчивающихся на третий торговый день до даты направления уведомления о выкупе. .
означает плоскость, смещенную от томографической плоскости и параллельную ей.
означает (A) по отношению к первому дню любого данного месяца, Ежемесячный справочный индекс ИПЦ за третий месяц, предшествующий этому месяцу, и (B) по отношению к дню (D) (кроме первого дня ) в любом заданном месяце (M) линейная интерполяция Ежемесячного базового индекса ИПЦ, относящаяся соответственно к третьему месяцу, предшествующему такому месяцу (M — 3), и второму месяцу, предшествующему такому месяцу (M — 2), рассчитанная в соответствии со следующими формула:
означает систему, описанную в добавлении 2 к настоящему приложению;
означает плату за доступ (включая любую системную надбавку), применимую к указанной службе эталонного поезда по определенной части инфраструктуры, как указано в Соглашении о доступе QR Network;
означает соединения коммутатора конечного офиса, которые были запрограммированы для обработки канала как местной линии, подключенной к оконечной станции (например, к обычной телефонной станции абонента, УАТС, автоответчику, факсимильному аппарату или компьютеру). Соединения на стороне линии предлагают только те функции передачи и сигналов, которые подходят для соединения между оконечным офисом и такой оконечной станцией.
В отношении (a) любого Срочного обязательства, его Непогашенной основной суммы и (b) любого Принятого обязательства, его Суммы обязательств. Сумма использования: по отношению к любому расчетному периоду среднесуточная условная сумма финансирования портфеля в течение такого расчетного периода. Максимальная условная сумма портфеля: 750 000 000 долларов США или более крупная сумма, о которой стороны могут договориться в письменной форме. Минимальная условная сумма портфеля: 80% от максимальной номинальной суммы портфеля. Рабочий день: Нью-Йоркская конвенция о рабочем дне: следующая (применяется к любой дате, указанной в настоящем документе для осуществления любого платежа или принятия решения или совершения любого действия, которое приходится на день, не являющийся рабочим днем). Если какая-либо годовая дата, указанная в настоящем документе, приходится на день, которому нет соответствующего дня в соответствующем календарном месяце, то такой годовой датой считается последний день такого календарного месяца. Индекс плавающей ставки: Всякий раз, когда в настоящем Подтверждении делается ссылка на какой-либо Опцион с плавающей ставкой (включая любой индекс с плавающей ставкой, указанный в любом Базовом кредитном соглашении об обязательствах) или на USD-LIBOR-BBA (каждый из которых именуется «Индекс плавающей ставки»), ни в коем случае случае такой индекс плавающей ставки может быть меньше нуля. Кроме того, в отношении любой Первой плавающей суммы Контрагента, если выплата процентов по Базовому обязательству (или любой его части) подлежит уплате по установленной минимальной ставке независимо от уровня соответствующего Индекса плавающей ставки, то, без ограничивая действие предыдущего предложения, такой индекс плавающей ставки будет определяться без учета указанной минимальной ставки. Ежемесячный период: каждый период с 12-го числа любого календарного месяца включительно, но исключая тот же день непосредственно следующего календарного месяца. Расчетный агент: Ситибанк; при условии, что если Событие неисполнения обязательств, описанное в Разделе 5(a)(vii), происходит в отношении Ситибанка в качестве Неисполнившей стороны, а в отношении Контрагента в качестве Нарушающей стороны не наступает Событие неисполнения обязательств, то Контрагент может назначить любого из Bank of America , NA, The Bank of Montreal, Barclays Bank plc, Canadian Imperial Bank of Commerce, Credit Suisse, Deutsche Bank AG, JPMorgan Chase Bank, N. A., UBS AG и Xxxxx Fargo Bank, National Association в качестве расчетного агента, назначение которых действительно только (a) если такое назначенное лицо принимает такое назначение и соглашается выполнять обязанности Расчетного агента по настоящему Соглашению и (b) до тех пор, пока продолжается такой Случай невыполнения обязательств в отношении Ситибанка как Нарушающей стороны. Если не указано иное, Расчетный агент должен делать все определения, расчеты и корректировки, требуемые в соответствии с настоящим Подтверждением, добросовестно и на коммерчески разумной основе. Город расчетного агента: Нью-Йорк. Начальная цена: в отношении любого Исходного обязательства (и связанной с ним Сделки) Начальная цена, указанная в Приложении I. Начальная цена будет определена на Дату сделки по соответствующему Обязательству без учета начисленных процентов и будет выражается в процентах от Базовой суммы. Первоначальная цена будет определяться без учета Затрат на переуступку, которые покупатель понесет в связи с любой покупкой Базового обязательства, и без учета любой Компенсации за задержку.
означает отходы, которые содержат радиоактивные нуклиды, испускающие в основном бета- или гамма-излучение, или и то, и другое, в концентрациях или количествах, которые превышают применимые федеральные стандарты или стандарты штата для неограниченного выброса. К низкоактивным отходам не относятся отходы, содержащие более десяти (10) нанокюри трансурановых загрязнителей на грамм материала, отработавшее реакторное топливо, а также материалы, классифицируемые как высокоактивные отходы или отходы, не подходящие для захоронения путем приповерхностного захоронения. в соответствии с любым применимым федеральным законодательством;
означает ценную бумагу, указанную как таковая в соответствующих Окончательных условиях. Если эталонная ценная бумага больше не находится в обращении, Агент по котировкам выберет аналогичную ценную бумагу в 11:00 (центрально-европейское время) на третий рабочий день, предшествующий Дате полного погашения, о чем Агент по котировкам в письменной форме сообщит Эмитенту. и опубликованы в соответствии с Условием 12 (Уведомления).
означает соединение центрального коммутатора, которое способно и запрограммировано для обработки канала как подключения к другому коммутационному объекту (например, другому центральному коммутатору). Соединения на стороне магистрали предлагают те функции передачи и сигнализации, которые подходят для соединения коммутационных объектов, и не могут использоваться для прямого соединения обычных телефонных станций.
Термин «Справочная рыночная цена» первоначально означает 20,00 долларов США, и в случае любой корректировки Конверсионной цены в соответствии с Разделами 15.5 (a), (b), (c), (d), (e), (f) или (g) Базовая рыночная цена также должна быть скорректирована таким образом, чтобы отношение Базовой рыночной цены к Конверсионной цене после вступления в силу любой такой корректировки всегда было таким же, как отношение 20,00 долларов США к начальной Конверсионной цене. указанные в форме примечания к настоящему документу (без учета каких-либо корректировок).
означает, в связи с незавершенным фьючерсным контрактом, принадлежащим или проданным Корпорацией, сумму денежных средств или ценных бумаг, выплачиваемую или получаемую от брокера (после выплаты Начальной маржи) время от времени в качестве цены такого фьючерсный контракт колеблется.
имеет значение, указанное в Резюме.
означает календарный месяц, за который сообщается уровень Индекса инфляции, как указано в применимых Окончательных условиях, независимо от того, когда эта информация публикуется или объявляется, за исключением случаев, когда период, за который сообщается Соответствующий уровень, является периода, отличного от месяца, Базовым месяцем является период, за который сообщается Соответствующий уровень.
означает Американскую медицинскую ассоциацию по оценке лекарственных средств,
означает газотурбинную электростанцию, оснащенную двумя турбинами General Electric Frame 7FA с охлаждением входящего воздуха до 50 градусов, технологией селективного каталитического восстановления во всех зонах CONE, двойное топливо мощностью и теплопроизводительностью 10,096 млн БТЕ/МВтч.
означает перспективную срочную ставку, основанную на SOFR.
означает, в отношении любого лондонского банковского дня, базовую ставку, равную ежедневной средней ставке индекса овернайт в фунтах стерлингов («SONIA») для такого лондонского банковского дня, предоставленную администратором SONIA авторизованным дистрибьюторам и опубликованную на тот момент. на Соответствующей экранной странице (или, если Соответствующая экранная страница недоступна, поскольку иное опубликовано такими уполномоченными дистрибьюторами) в Лондонский банковский день, следующий сразу за таким Лондонским банковским днем; и
означает письменное соглашение между Покупателем, Продавцом и Гарантами, датированное датой настоящего Соглашения, в которое время от времени могут вноситься поправки.
означает, в отношении Определенной даты платежа, что Базовая организация была Неопределенной Базовой организацией на Дату окончания, относящуюся к указанной Установленной дате платежа (в каждом случае определяемом по среднему времени по Гринвичу ( или, если соответствующим Стандартом является Япония или Соверен Японии, по токийскому времени)) или что Уведомление об отсрочке было направлено Компании после Даты прекращения, относящейся к этой Установленной дате платежа, но не позднее этой Определенной даты платежа (в каждый случай определяется по среднему времени по Гринвичу).
почему размер ссылки всегда 4 байта — С++
спросил
Изменено 10 лет, 5 месяцев назад
Просмотрено 20 тысяч раз
20
Новинка! Сохраняйте вопросы или ответы и организуйте свой любимый контент. Узнать больше.
На 32-битной машине я всегда получаю sizeof ссылки 4 байта, даже если это ссылка на двойник, так что же он действительно хранит в этих 4 байтах.
РЕДАКТИРОВАТЬ:
класс А{
публичный:
двойной & а;
};
интервал основной () {
cout << sizeof (A) << endl; // это выведет 4
}
c++
ссылка
4
Стандарт довольно четкий на sizeof (С++ 11, 5. 3.3/4):
При применении к ссылке или типу ссылки результатом является размер ссылочного типа.
Итак, если вы действительно принимаете sizeof(double&) , компилятор сообщает вам, что sizeof(double) равно 4. тип класса. В этом случае
При применении к классу результатом является количество байтов в объект этого класса [...]
Итак, мы знаем, что наличие ссылки внутри A приводит к тому, что она занимает 4 байта. Это связано с тем, что, несмотря на то, что стандарт не предписывает, как должны быть реализованы ссылки, компилятор все же должен каким-то образом их реализовать. Это каким-то образом может сильно отличаться в зависимости от контекста, но для ссылочного члена типа класса единственный подход, который имеет смысл, - это прокрасться double* за вашей спиной и назвать его double& прямо вам в лицо.
Итак, если ваша архитектура 32-битная (в которой указатели имеют длину 4 байта), это объясняет результат.
Только имейте в виду, что концепция ссылки не привязана к какой-то конкретной реализации. Стандарт позволяет компилятору реализовывать ссылки по своему усмотрению.
0
Вы не можете, и это не так.
Ссылка C++ — это , а не указатель. Это псевдоним объекта. Иногда компилятор реализует это с помощью указателя. Но часто он реализует это с помощью , вообще ничего не делая . Просто сгенерируйте код, который ссылается непосредственно на исходный объект.
В любом случае, sizeof , примененный к типу ссылки , не дает вам размер ссылки . Так что не совсем понятно, что вы делаете, что делает невозможным объяснение того, что происходит.
Редактировать
Теперь, когда вы показали некоторый код, мы можем ответить на вопрос:
Вы берете размер класса, содержащего ссылку. Как я сказал выше, ссылка не является указателем, но при необходимости компилятор может вернуться к использованию указателя для ее представления.
Коррозия – это процесс разрушения металлов и металлических конструкций под воздействием различных факторов окружающей среды – кислорода, влаги, вредных примесей в воздухе.
Коррозионная стойкость металла зависит от его природы, характера среды и температуры.
Благородные металлы не подвергаются коррозии из-за химической инертности.
Металлы Al, Ti, Zn, Cr, Ni имеют плотные газонепроницаемые оксидные плёнки, которые препятствуют коррозии.
Металлы с рыхлой оксидной плёнкой – Fe, Cu и другие – коррозионно неустойчивы. Особенно сильно ржавеет железо.
Различают химическую и электрохимическую коррозию.
Химическая коррозия сопровождается химическими реакциями. Как правило, химическая коррозия металлов происходит при действии на металл сухих газов, её также называют газовой.
3Fe + 2O2 = Fe3O4
При химической коррозии также возможны процессы:
Fe + 2HCl → FeCl2 + H2
2Fe + 3Cl2 → 2FeCl3
Как правило, такие процессы протекают в аппаратах химических производств.
Электрохимическая коррозия – это процесс разрушения металла, который сопровождается электрохимическими процессами. Как правило, электрохимическая коррозия протекает в присутствии воды и кислорода, либо в растворах электролитов.
В таких растворах на поверхности металла возникают процессы переноса электронов от металла к окислителю, которым является либо кислород, либо кислота, содержащаяся в растворе.
При этом электродами являются сам металл (например, железо) и содержащиеся в нем примеси (обычно менее активные металлы, например, олово).
В таком загрязнённом металле идёт перенос электронов от железа к олову, при этом железо (анод) растворяется, т.е. подвергается коррозии:
Fe –2e = Fe 2+
На поверхности олова (катод) идёт процесс восстановления водорода из воды или растворённого кислорода:
2H+ + 2e → H2
O2 + 2H2O + 4e → 4OH–
Например, при контакте железа с оловом в растворе соляной кислоты происходят процессы:
Анод: Fe –2e → Fe 2+
Катод: 2H+ + 2e → H2
Суммарная реакция: Fe + 2H+ → H2 + Fe2+
Если реакция проходит в атмосферных условиях в воде, в ней участвует кислород и происходят процессы:
Анод: Fe –2e → Fe 2+
Катод: O2 + 2H2O + 4e → 4OH–
Суммарная реакция:
Fe2+ + 2OH– → Fe(OH)2
4Fe(OH)2 + O2+ 2H2O → 4Fe(OH)3
При этом образуется ржавчина.
Защитные покрытия
Защитные покрытия предотвращают контакт поверхности металла с окислителями.
Катодное покрытие – покрытие менее активным металлом (защищает металл только неповреждённое покрытие).
Покрытие краской, лаками, смазками.
Создание на поверхности некоторых металлов прочной оксидной плёнки химическим путём (анодирование алюминия, кипячение железа в фосфорной кислоте).
Создание сплавов, стойких к коррозии
Физические свойства сплавов могут существенно отличаться от свойств чистых металлов. Добавление некоторых металлов может приводить к повышению коррозионной стойкости сплава. Например, нержавеющая сталь, новые сплавы с большой коррозионной устойчивостью.
Изменение состава среды
Коррозия замедляется при добавлении в среду, окружающую металлическую конструкцию, ингибиторов коррозии. Ингибиторы коррозии — это вещества, подавляющие процессы коррозии.
Электрохимические методы защиты
Протекторная защита: при присоединении к металлической конструкции пластинок из более активного металла – протектора. В результате идёт разрушение протектора, а металлическая конструкция при этом не разрушается.
Понравилось это:
Нравится Загрузка…
Коррозия металлов — что это такое? Виды и примеры
Коротко о главном
Коррозия металлов или ржавление в химии — это явление, которое возникает из-за взаимодействия металлической пластинки с веществами окружающей среды (кислородом воздуха или кислотами, с которыми может реагировать металлическое изделие).
Обычно окисляются металлы, включая железо, которые находятся левее водорода в ряду напряжений.
Чаще всего встречаются химическая и электрохимическая коррозии. Чтобы понять, чем они отличаются друг от друга, давайте сравним их по нескольким критериям в таблице ниже.
Таблица 1. Сравнение химической и электрохимической коррозии металлов
Признаки сравнения
Химическая коррозия
Электрохимическая коррозия
Определение
Разрушение металлов в из-за взаимодействия с газами или растворами, которые не проводят электрический ток
Разрушение металла, при котором возникает электрический ток в воде или среде другого электролита
Агрессивные реагенты
O2, пары H2O, CO2, SO2, Cl2
Растворы электролитов
Примеры
3Fe + 2O2 → Fe3O4
4Fe + 3O2 + 6H2O = 4 Fe(OH)3
При контакте железа с цинком коррозии подвергается цинк:
А (+) на цинке:
Zn0 — 2e— = Zn2+.
К (–) на железе:
2H+ + 2e— = H2.
Защитить металл от коррозии можно по-разному: покрытием защитными материалами, электрохимическими методами, шлифованием и т. д. Далее — подробно обо всем этом.
Практикующий детский психолог Екатерина Мурашова
Бесплатный курс для современных мам и пап от Екатерины Мурашовой. Запишитесь и участвуйте в розыгрыше 8 уроков
Что такое коррозия
Коррозия — это самопроизвольное разрушение элементов, чаще всего металлов, под действием химического или физико-химического влияния окружающей среды.
Иными словами, из-за химического воздействия железо начинает ржаветь. Это весьма сложный процесс, который состоит из несколько этапов. Но суммарное уравнение коррозии выглядит так:
4Fe + 6H2O (влага) + 3O2 (воздух) = 4Fe(OH)3.
Часто под коррозией понимают химическую реакцию между материалом и средой либо между их компонентами, которая протекает на границе раздела фаз. Обычно это окисление металла. Например:
3Fe + 2О2 = Fe3O4;
Fe + H2SO4 = FeSО4 + Н2.
Некоторые металлы, даже активные, покрываются плотной оксидной пленкой при коррозии. Это одна из их характерных черт. Оксидная пленка не дает окислителям проникнуть в более глубокий слой и поэтому защищает металл от коррозии. Алюминий обычно устойчив при контакте с воздухом и водой, даже горячей. Тем не менее, если поверхность алюминия покрыть ртутью, то образуется амальгама. Она разрушает оксидную пленку, и алюминий начинает быстро превращаться в белые хлопья метагидроксида алюминия:
4Al + 2H2O + 3O2 = 4AlO(OH).
Коррозии подвергаются и многие малоактивные металлы. Например, поверхность медного изделия покрывается патиной — зеленоватым налетом. Это происходит потому, что на ней образуются смеси основных солей.
Виды коррозии металлов
Химическая коррозия
Химическая коррозия — это процесс разрушения металла, который связан с реакцией между металлом и коррозионной средой.
Химическая коррозия протекает без воздействия электрического тока, и в результате этой реакции металлы окисляются. Этот вид коррозии можно разделить на два подвида:
Их них более распространенной считают газовую коррозию. Она протекает во время прямого контакта твердого тела с активным газом воздуха. Чаще всего это кислород. В результате на поверхности тела образуется пленка продуктов химической реакции между веществом и газом. Дальше эта пленка мешает контакту корродирующего материала с газом. При высоких температурах газовая коррозия развивается интенсивно. Возникшая при этом пленка называется окалиной, которая со временем становится толще.
Важную роль в процессе коррозии играет состав газовой среды. Но для каждого металла он индивидуален и изменяется с переменой температур.
Электрохимическая коррозия
Электрохимическая коррозия — это разрушение металла, которое протекает при его взаимодействии с окружающей средой электролита.
Этот вид коррозии считают наиболее распространенным. Самым важным происхождением электрохимической коррозии является то, что металл неустойчив в окружающей среде с точки зрения термодинамики. Вот несколько ярких примеров этой реакции: ржавчина в трубопроводе, на обшивке днища морского судна и на различных металлоконструкциях в атмосфере.
В механизме электрохимической коррозии обычно выделяют два направления: гомогенное и гетерогенное. Разберем их подробнее в таблице ниже.
Гомогенный механизм электрохимической коррозии
Гетерогенный механизм электрохимической коррозии
Поверхность металла рассматривается как однородный слой.
У твердых металлов поверхность неоднородна из-за структуры сплава, в котором атомы по-разному расположены в кристаллической решетке.
Растворение металла происходит из-за термодинамической возможности для катодного или анодного процессов.
Неоднородность можно наблюдать при наличии в сплаве каких-либо включений.
Скорость, с которой протекает электрохимическая коррозия, зависит от времени протекания процесса.
В электрохимической коррозии протекает одновременно два процесса на аноде и на катоде, которые зависят друг от друга. Растворение основного металла происходит только на анодах. Анодный процесс заключается в том, что ионы металла отрываются и переходят в раствор:
Fe → Fe2+ + 2e.
В результате происходит реакция окисления металла. В данном случае анод заряжается отрицательно.
При катодном процессе избыточные электроны переходят в молекулы или атомы электролита, которые, в свою очередь, восстанавливаются. На катоде идет реакция восстановления. Он носит заряд положительного электрода.
O2 + 2H2O + 4e → 4OH—
2H+ + 2e → H2
Торможение одного процесса приводит к торможению и другого процесса. Окисление металла может происходить только в анодном процессе.
Как защитить металлы от коррозии
От коррозии можно и нужно защищаться. Чтобы уберечь металлы от этой реакции, их покрывают защитными материалами, обрабатывают электрохимическими методами, шлифованием и т. д. Рассмотрим все эти способы подробнее.
Способ № 1. Защитные покрытия.
Для защиты от коррозии металлические изделия покрывают другим металлом, т. е. производят никелирование, хромирование, цинкование, лужение и т. д. Еще один вариант защиты — покрыть поверхность металла специальными лаками, красками, эмалями.
Способ № 2. Легирование.
Легирование — это введение добавок, которые образуют защитный слой на поверхности металла. Например, при легировании железа хромом и никелем получают нержавеющую сталь.
Способ № 3. Протекторная защита.
Протекторная защита — это способ уберечь металл от коррозии, при котором металлическое изделие соединяют с более активным металлом. Этот второй металл в итоге и разрушается в первую очередь.
Способ № 4. Электрохимическая защита.
Чтобы защитить металлы от электрохимической коррозии, нейтрализуют ток, который возникает при ней. Это делают с помощью постоянного тока, который пропускают в обратном направлении.
Способ № 5. Изменение состава среды путем добавления ингибиторов.
Для защиты от коррозии используют специальные средства, которые ее замедляют — ингибиторы. Они изменяют состояние поверхности металла — образуют труднорастворимые соединения с катионами металла. Защитные слои, образованные ингибиторами, всегда тоньше наносимых покрытий.
Способ № 6. Замена корродирующего металла на другие материалы: керамику и пластмассу.
Способ № 7. Шлифование поверхностей изделия.
Проверьте себя
Что такое коррозия?
Где в повседневной жизни можно встретить ржавление железа и других металлов? Приведите примеры.
Гидроксид железа Fe(OH)3 называют:
а ржавчина;
б) окалина;
в) патина.
Что является причиной возникновения коррозии?
Чем отличаются химический и электрохимический типы коррозии?
Что такое коррозионная среда?
Узнайте все о коррозии металлов и разберитесь в других темах за 9 класс на онлайн-курсах по химии в Skysmart! Наши преподаватели помогут выяснить, где скрываются пробелы в знаниях, и восполнить их. Никаких скучных задач и сухих лекций — только интерактивные упражнения, опыты и теория простым языком. Все это поможет разобраться даже в тех темах, которые не давались в школе. Ждем на бесплатном вводном уроке!
Как защитить металлы – AMPP
Коррозия – это естественный износ, возникающий в результате химической или электрохимической реакции металла или металлического сплава с окружающей средой. Подобно другим стихийным бедствиям — землетрясениям, торнадо, наводнениям — коррозия может нанести опасный и дорогостоящий ущерб всему, от транспортных средств, бытовой техники и систем водоснабжения/очистки до трубопроводов, мостов и общественных зданий. Коррозия отличается от других стихийных бедствий тем, что существуют проверенные временем методы, а также новые технологии, которые помогают контролировать и предотвращать коррозию, тем самым защищая людей, имущество и планету от ее негативного воздействия.
Перед определением конкретной проблемы и/или решения по предотвращению и контролю коррозии необходимо учитывать множество факторов, включая, помимо прочего:
условия окружающей среды (удельное сопротивление почвы, влажность и воздействие соленой воды на различные типы материалов )
тип продукта, подлежащего обработке, обработке или транспортировке
требуемый срок службы конструкции или компонента
близость к явлениям, вызывающим коррозию
Несмотря на это, казалось бы, сложное взаимодействие факторов и почти неизбежную ржавчину металлов, коррозия является управляемым процессом, когда такие широко используемые и эффективные методы выбора и проектирования материалов, защитных покрытий, измерений и контроля, катодной защиты, химических ингибиторов и управления коррозией считаются.
Выбор материалов и проектирование
Тщательное и реалистичное рассмотрение вопросов предотвращения коррозии и смягчения ее последствий на этапе выбора материалов в процессе проектирования имеет решающее значение для предотвращения многих типов отказов.
Факторы, которые могут повлиять на выбор материалов, включают коррозионную стойкость в окружающей среде, наличие проектных данных и данных испытаний, механические свойства, стоимость, доступность, ремонтопригодность, совместимость с другими компонентами системы, ожидаемый срок службы, надежность и внешний вид.
Неотъемлемой частью выбора материалов является соответствующий проект системы, учитывающий параметры процесса и конструкции; геометрия для дренажа; предотвращение или электрическое разделение разнородных металлов; предотвращение или герметизация щелей; допуск на коррозию; срок эксплуатации; требования к техническому обслуживанию и осмотру.
В то время как использование металлов и бетона является обычным выбором при проектировании, наука о материалах предлагает инженерам-коррозионистам варианты борьбы с коррозией с использованием современных материалов. Инженерные свойства, созданные с помощью специализированных технологий обработки и синтеза, придают усовершенствованным материалам превосходные характеристики по сравнению с обычными материалами и включают керамику, металлы с высокой добавленной стоимостью, электронные материалы, композиты, полимеры и биоматериалы.
Ресурсы по выбору материалов и проектированию AMPP
Защитные покрытия
Исследование коррозии, проведенное NACE International, теперь AMPP, показывает, что 50% всех затрат на коррозию можно предотвратить, причем примерно 85% из них относится к защитным покрытиям.
Защитные покрытия, включая краски, представляют собой тонкие слои твердого материала, нанесенные на подложку, при этом покрытие действует как барьер, препятствующий или предотвращающий коррозию, износ или воздействие воды. Каждая жидкая, разжижаемая или мастичная композиция после нанесения на поверхность превращается в твердую защитную, декоративную или функциональную клейкую пленку. Покрытия можно напылять, приваривать, гальванизировать или наносить с помощью ручных инструментов в зависимости от поверхности покрытия, окружающей среды и целей нанесения.
Материалы, обычно используемые в органических покрытиях, представляют собой эпоксидные смолы, полиуретаны или другие полимеры, в то время как материалы, обычно используемые в неорганических металлических покрытиях, включают цинк, алюминий и хром.
После подготовки поверхности покрытия наносятся в 3 этапа: сначала грунтовка, затем полное покрытие, а затем герметик.
Учебный центр защитных покрытий | Ресурсы защитных покрытий AMPP
Измерение и проверка
Инспекции покрытий проверяют промышленное оборудование и объекты, а также коммерческую недвижимость и проекты, чтобы убедиться, что защитные покрытия были нанесены правильно, чтобы минимизировать риск коррозии.
Проверка покрытий помогает укрепить всю отрасль защитных покрытий и позволяет сэкономить миллиарды долларов на коррозионных затратах.
Ресурсы для измерения и проверки AMPP
Катодная защита (CP)
Катодная защита — это технология, используемая для контроля коррозии поверхности металла путем превращения ее в катод электрохимической ячейки. CP может быть достигнут путем подачи тока в структуру от внешнего электрода и поляризации металлической поверхности в электроотрицательном направлении. Это обеспечивает защиту поверхности и продлевает срок службы актива.
Системы CP защищают широкий спектр металлических конструкций, в том числе наземные и морские трубопроводы, резервуары для хранения, сваи причалов, корпуса кораблей и лодок, морские нефтяные платформы и компоненты металлической арматуры в бетонных конструкциях. Другой метод CP для смягчения коррозии включает нанесение цинкового покрытия на компоненты из оцинкованной стали.
Средства катодной защиты AMPP
Химические ингибиторы
Ингибитор коррозии снижает скорость коррозии металла, подвергающегося воздействию окружающей среды, путем замедления химической (коррозионной) реакции.
Чтобы уменьшить интенсивность коррозии, их обычно добавляют в небольших количествах к кислотам, охлаждающей воде, пару и многим другим средам либо постоянно, либо периодически. При использовании в качестве покрытия ингибиторы коррозии обычно наносят на чистые поверхности и дают им проникнуть и высохнуть.
Ингибирование может использоваться внутри труб и сосудов из углеродистой стали в качестве экономичной альтернативы защите от коррозии для нержавеющих сталей и сплавов, покрытий или неметаллических композитов, и часто может применяться без нарушения процесса. Ингибиторы также можно использовать для защиты от коррозии армированных стальных стержней (арматурных стержней) внутри бетона.
Ресурсы химических ингибиторов AMPP
Борьба с коррозией
Для предотвращения коррозии и снижения связанных с ней затрат необходимы не только технологии; для этого требуется упреждающий план управления коррозией для улучшения проектирования, эксплуатации и технического обслуживания критически важных активов. Кроме того, эти планы должны быть основаны на изменении того, как решения по коррозии принимаются внутри организации.
Согласно исследованию NACE, те компании, которые лучше всего справляются с сокращением негативных последствий коррозии, следуют определенным практикам с техническими планами управления коррозией, интегрированными в общую систему управления их организации, таким образом охватывая все уровни организации. Вовлекая каждого сотрудника в план управления коррозией организации, стратегии могут быть реализованы на каждом этапе жизненного цикла продукта или объекта, что приводит к значительной экономии затрат в течение всего срока службы актива.
Ресурсы по борьбе с коррозией AMPP
Коррозия и как защитить металл от нее — блог
Коррозия — это процесс расхода строительных материалов в результате химического воздействия жидкостей, разрушительно воздействующий на металлы и неорганические металлы, а также участвующий в деградации органических материалов.
Коррозия и защита металлов от коррозии
Коррозия — это нежелательный процесс, с которым мы сталкиваемся ежедневно и который связан с реакцией металла и окружающей средой, в которой он находится.
Это опасно по нескольким причинам, и одна из основных — это; повреждая металл до такой степени, что изменяются некоторые его механические свойства.
Один из курьезов, связанных с коррозией и важностью антикоррозионной защиты; заключается в том, что коррозия ежегодно приводит к потере 3,5% мирового ВВП.
Однако не все металлы подвержены коррозии. Такие металлы, как цинк, никель, олово, алюминий, золото, платина и легированная сталь; где процентное содержание хрома превышает 13%, являются коррозионностойкими.
Кроме того, некоторые драгоценные металлы, такие как золото и платина, также устойчивы к коррозии.
Виды коррозии
Если разделить коррозию на виды, то получится:
Общая коррозия которая поражает всю поверхность металла. Такая коррозия одинаково повреждает всю поверхность материала. Общая коррозия также известна как «ржавчина».
Точечная коррозия – это такая коррозия, которая возникает в небольших углублениях на поверхности материала, которые со временем превращаются в более крупные отверстия.
Межкристаллитная коррозия проникает в материал и поэтому практически незаметна на поверхности.
Избирательная коррозия , которая поражает только отдельные компоненты сложного материала. Этот тип коррозии начинается на поверхности материала, а затем проникает внутрь и атакует с разной скоростью.
Коррозионное растрескивание под напряжением — такая коррозия, которая возникает, когда материал подвергается предельному пределу прочности на растяжение; а также действие агрессивного агента
Защита от коррозии
Для защиты от коррозии были разработаны многочисленные методы, которые можно разделить на:
Защита от коррозии с помощью покрытия все примеси, такие как жир и коррозия. Подготовка поверхности обычно осуществляется шлифованием, крацеванием, полированием, пескоструйной обработкой или промоканием. Что касается покрытий, наносимых на материал, то они могут быть металлическими, эмалированными, т.е. наиболее известными и наиболее распространенными, лакокрасочными
Электрохимическая защита от коррозии – Электрохимическая защита от коррозии проводится для металлов, которые труднодоступны и непросты в обслуживании. Электрохимическая защита от коррозии применяется для защиты нефтепроводов, судов, резервуаров и других устройств, используемых в промышленности
Конструктивные меры – защита от коррозии, связанная с выбором тех материалов, которые обладают определенными свойствами, снижающими вероятность коррозии
Защита от изменения обстоятельств – Этот вид защиты от коррозии осуществляется путем изменения окружающих факторов, участвующих в процессе разрушения.
Угол заточки сверла по металлу:таблица,рекомендации по заточке
Виды заточек сверл по металлу
Таблица:углы заточки сверла
Процесс заточки и проверки угла сверла
Видео
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
Обрабатываемый материал
Угол сверла
Сталь, чугун, твердая бронза
116-118°
Латунь, мягкая бронза
120-130°
Бетон
118-130°
Медь
125°
Пластмасса
90-100°
Алюминий, древесина, деликатные материалы
140°
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
Корончатые сверла по металлу
Как выбрать сверло по металлу
Сверла для глубокого сверления
Поделитесь информацией с друзьями в социальных сетях
6 из 6. Оценок: 556.
Угол заточки сверла по металлу
Виды заточек сверл по металлу Таблица:углы заточки сверла Процесс заточки и проверки угла сверла
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
Обрабатываемый материал
Угол сверла
Сталь, чугун, твердая бронза
116-118°
Латунь, мягкая бронза
120-130°
Бетон
118-130°
Медь
125°
Пластмасса
90-100°
Алюминий, древесина, деликатные материалы
140°
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Как заточить сверла
Фото: istockphoto.com
Домашние мастера живут по правилу «правильный инструмент для работы», но не менее важно поддерживать эти инструменты, чтобы они могли делать свою работу. рабочие места. Показательный пример: поддержание остроты спиральных сверл. Когда биты затупляются, вы естественным образом склонны сильнее давить на сверло, что неизбежно приводит к поломке бит и даже может привести к травме. Несмотря на то, что существуют устройства, специально предназначенные для точной заточки сверл, настольный шлифовальный станок в вашей рабочей комнате может быть всем, что вам действительно нужно. Остроконечные сверла делают работу во многих проектах безопасной и легкой, поэтому, хотя для того, чтобы заточить их как профессионал, требуется немного практики, самое время научиться затачивать сверла, чем перед следующей задачей.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ Доступно на Amazon. Поскольку во время заточки очень важно крепко держать сверло, перчатки указаны как необязательные. Защитные очки, однако, являются обязательными.
Как заточить сверла
ШАГ 1
Осмотрите затупившиеся сверла. Ваша цель состоит в том, чтобы удалить достаточно металла, чтобы получить заточенную кромку. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты действительно разрушены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты выглядят не так уж плохо, начните с более тонкого шлифовального круга.
ШАГ 2
Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите режущую кромку точно параллельно передней части шлифовального круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. Не поворачивайте и не вращайте его; просто держите его прямо и держите под первоначальным заводским углом 60 градусов.
Реклама
Фото: istockphoto.com
ШАГ 3
Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать сверло. Сосредоточьтесь на шлифовании пятки сверла, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет плавно сверлить.
ШАГ 4
Сделайте паузу после четырех-пяти секунд заточки и опустите сверло в ледяную воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что сверло станет слишком горячим, чтобы его можно было удерживать, и даже быстрее изнашивает металл, сокращая эффективный срок службы сверла. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно хорошо заточено на той стороне, с которой вы только что работали.
ШАГ 5
Когда острие на первой стороне вас удовлетворит, поверните сверло на 180 градусов и используйте тот же процесс заточки и охлаждения для противоположной стороны наконечника. Стремитесь к этому углу в 60 градусов, а также к углу и вершине одинаковой ширины с обеих сторон сверла, чтобы инструмент мог сверлить прямые отверстия. Чтобы обеспечить одинаковую заточку, некоторые люди предпочитают затачивать понемногу с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов после каждых нескольких секунд заточки.
ШАГ 6
После того, как кончик сверла сойдется в точно отточенной точке, и обе кромки станут острыми и одинаковой ширины, выполните пробный запуск сверла. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком легком нажатии хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к шлифовальному кругу. Опять же, стремитесь к этому идеальному наклону в 60 градусов на точке с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы вернетесь к рулю несколько раз — это часть кривой обучения.
Advertisement
ШАГ 7
Как только вы убедитесь в остроте сверла, вставьте его в дрель, возьмите этот кусок дерева и начните сверлить. Он должен сразу «вгрызаться» в древесину с минимальным усилием, а когда вы вытаскиваете сверло из дерева, он должен выбрасывать щепки по мере их появления.
Фото: istockphoto.com
Основные советы по поддержанию остроты сверл
После того, как вы успешно научитесь затачивать сверла, сохраняйте остроту сверл, следуя этим трем рекомендациям.
На каждый дюйм или около того, который вы просверлите, вытащите сверло и сдуйте все хлопья или стружку. В противном случае эта стружка забьется в канавки насадки и сильно нагреется. Чем сильнее нагревается сверло, тем быстрее оно тупится, что требует более частой заточки.
Сделайте привычкой метод остановки и охлаждения, особенно при сверлении твердой древесины. Просто держите поблизости емкость с холодной водой и опускайте сверло на несколько секунд после каждого сверления через каждые несколько дюймов.
Сохраните два полных набора сверл. Некоторые профессионалы полагаются на почти новый набор сверл только для того, чтобы начать отверстие, а затем, чтобы этот лучший набор дольше оставался острым, переключаются на свои старые, заточенные сверла, чтобы закончить задачу после того, как отверстие будет готово.
Реклама
Как заточить сверла (руководство из 6 шагов)
Хотите научиться затачивать сверла?
Потрясающе. Вы находитесь в нужном месте.
Если вы довольно часто пользуетесь сверлами, вы часто замечали, что в какой-то момент они перестают работать так, как раньше.
По сути, у вас есть два варианта:
Купить новое сверло; или
Заточите существующее сверло.
Независимо от того, являетесь ли вы воином выходного дня или заядлым мастером, вы определенно можете сэкономить немного денег, изучив простые шаги, необходимые для заточки сверла.
В этом руководстве ToolsGaloreHq.com я покажу вам:
3 ключевых параметра, необходимых для успешной повторной заточки;
Шаги по заточке сверл;
Оборудование, которое вам понадобится для успешного выполнения этого задания; и
Ажиотаж вокруг 118° и если это действительно имеет значение.
Прежде чем мы углубимся в это, обязательно ознакомьтесь с содержанием ниже.
Что нужно знать о том, как затачивать сверла
Любой, кто когда-либо сверлил отверстие в стене, куске дерева или стали, хорошо знает, какую нагрузку выдержит сверло.
Теперь, когда вы используете свое сверло все больше и больше, оно постепенно теряет свою переднюю кромку и становится так называемым «затуплением».
Прежде чем я объясню необходимые шаги, которые вы должны предпринять, чтобы убедиться, что вы можете успешно заточить свое сверло, есть несколько основных моментов, которые вы должны знать о своем стандартном сверле.
Угол 118° – как он влияет на заточку сверла
Прежде чем перейти к углу 118°. Давайте сделаем шаг назад и подумаем о том, как сверло на самом деле просверливает материал.
Передняя кромка, как показано на рисунке ниже, отвечает за прочность сверла.
Чем больше эта передняя кромка, которую также иногда называют перемычкой, тем больший крутящий момент может выдержать сверло.
Также сверла часто изготавливаются из быстрорежущей стали (HSS). Которая более долговечна и тверже, чем обычная холоднокатаная сталь.
Подробнее:>>> Сверла для керамогранита
Большинство стандартных сверл работают под углом 118°. Это означает, что когда сверло новое из коробки, у вас будет угол между двумя пятками 118°, как показано на изображении ниже.
Однако, как вы уже знаете, при сверлении стали или металла быстрорежущая сталь все равно затупляется. Но вы все равно можете подумать, что такое тупое сверло?
Давайте рассмотрим крайний случай. Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Причина этого проста: площадь поверхности для крутящего момента слишком велика и рассредоточена, чтобы создать какое-либо проникновение через материал.
На самом деле, я могу сказать вам, что произойдет. Материал плоской кромки просто немного нагревается и не проникает глубоко в металл или дерево.
Многолетние исследования показали, что оптимальным является угол 118°. Поэтому, когда ваше сверло (обычно из быстрорежущей стали) теряет способность эффективно сверлить и, таким образом, затупляется, это происходит потому, что технически угол стал меньше.
Теперь, когда вы это знаете, все, что вам нужно сделать, чтобы вернуть сверло в исходную форму, — это восстановить исходный угол наклона 118°.
Наборы для заточки сверл (что за суета)
Если вы пойдете в любой хозяйственный магазин или магазин товаров первой необходимости, где продаются сверла, вы, как правило, также найдете отдел, в котором продаются наборы для заточки сверл.
Это приспособление, выглядящее как механическое, предназначено для удержания сверла под определенным углом, чтобы гарантировать, что у вас будет хорошая и плавная заточка сверла.
На мой взгляд, эти наборы сверл на самом деле не нужны, особенно если у вас есть слот для шлифовального круга, который может поддерживать угол с некоторой гибкостью, чтобы вы могли немного вращать сверло для плавной заточки.
3 ключевых момента, которые вы должны знать, чтобы правильно заточить сверло отделка сверла. Посмотрите на изображение ниже и давайте обсудим это.
Самая первая — это симметрия.
Вы должны следить за тем, чтобы во время заточки сверла, как описано ниже, сохранялась симметрия с обеих сторон.
Причина этого в том, что сверло будет вращаться вокруг вершины долота (наконечника). Если стороны не симметричны, это создает дополнительную механическую нагрузку на сверло.
Plus — Сокращает общий срок службы и затрудняет поддержание стабильности.
Вторым важным моментом является то, что режущие кромки должны быть идентичными. На изображении выше, если внимательно присмотреться, они не на 100%, но разумно одинаковы. Что в целом адекватно.
Подробнее:>>> Узнайте больше о кромках и сверлах с разрезным наконечником
Хочу отметить, что заточка сверл определенно не является точной наукой.
Если вы можете получить приблизительные значения, в целом все будет в порядке.
Наконец, вам понадобится угол наклона . Это очень важно. Угол наклона в основном помогает направлять материал и мусор через ваши канавки. Без этого угла было бы похоже на то, что вы пытаетесь сверлить с плоской поверхностью. Ваше сверло просто излишне перегреется.
Меры предосторожности
Всякий раз, когда вы работаете с быстрорежущей сталью или вращающимися механическими частями, такими как сверла, вы всегда должны использовать средства индивидуальной защиты.
Я бы даже сказал, что вы никогда не должны иметь дело с таким оборудованием без использования защитных рабочих перчаток и средств защиты глаз от мелких металлических осколков.
Обычно рекомендуется также использовать средства защиты органов слуха, так как это снизит вероятность любого повреждения, которое может быть вызвано высокочастотным шумом во время заточки.
Оборудование, которое вам нужно знать, как заточить сверла
Для выполнения этой задачи вам не потребуется много оборудования. Все, что вам понадобится, это:
Угловой шаблон (купить или сделать на заказ)
Шлифовальный круг
Тупое сверло
Буровой раствор
Стакан холодной воды
Руководство по шагам 6
заточка сверл
Если вы спешите, не волнуйтесь, я вас найду — посмотрите это простое видео ниже.
Продолжайте читать, чтобы узнать больше.
Шаг 1: Настройка зоны и планирование работы
Этот шаг часто упускается из виду даже профессиональными операторами инструмента. Планирование имеет важное значение при выполнении работы по заточке сверл.
Что я обычно рекомендую, так это то, что прежде чем приступить к работе со своим шлифовальным кругом, убедитесь, что все необходимое оборудование доступно и находится под рукой.
Шаг 2: Настройка шлифовального круга
Этот шаг очень важен. Самое главное здесь, чтобы колесо двигалось и работало очень плавно, без видимых вибраций.
Для этого обычно прикрепляют шлифовальную машину к рабочему столу. Это поглотит большую часть вибрационной энергии.
Если вы не можете этого сделать, просто установите амортизаторы под основание машины.
Какой бы метод вы ни использовали, убедитесь, что кофемолка устойчива и не двигается во время работы.
Этап 3: Выровняйте шлифовальный круг
Целью этого этапа является удаление микрочастиц, которые могли скопиться в результате предыдущей работы.
Если кофемолка новая, я все равно рекомендую этот шаг, потому что он практически удаляет заводскую отделку и готовит кофемолку к использованию.
Это можно сделать, включив шлифовальный станок на полной скорости и медленно перемещая головку гвоздя или алмазного карандаша вперед и назад в горизонтальном направлении по поверхности шлифовального станка.
Делайте это в течение примерно 2-3 минут, и этого должно быть достаточно, чтобы начать дрель.
Этот шаг действительно важен, вы не поверите, как много людей просто замалчивают его, а потом удивляются, когда их сверла имеют микротрещины или не служат так долго, как должны.
Также, если ваш шлифовальный круг оснащен и поставляется с платформой, убедитесь, что вы перемещаете его как можно ближе к краю круга.
Около 1 мм обычно более чем достаточно. Все, что больше сантиметра, как правило, слишком далеко.
Также самое время подключить приспособление к шлифовальной платформе, прежде чем мы начнем заточку сверла.
Шаг 4: Заточка сверла — симметрия
Теперь, когда ваш круг прошел предварительную подготовку и работает эффективно. Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
На практике этого можно добиться, убедившись, что вы затачиваете под постоянным углом, обычно между 31° и 45° для обеих сторон.
Затем убедитесь, что во время заточки переместите сверло и немного поверните его, чтобы убедиться, что вся пятка заполнена.
Шаг 5: Заточка сверла – Угол наклона
Чтобы обеспечить достаточный угол наклона, всегда перемещайте сверло в направлении вращающегося круга, когда вы его зачищаете. Не торопитесь, а двигайтесь медленно и плавно вверх.
Ребра будут созданы. Одна вещь, когда вы затачиваете, обязательно постоянно погружайте сверло в воду, чтобы охладить его. Если вы избегаете этого, вы рискуете размягчить сверло из-за химических изменений на микроскопическом уровне.
Шаг 6: После сверления и проверки
После того, как вы выполнили все описанные выше шаги, вам нужно будет проверить заточенное сверло. Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Однако есть несколько вещей, которые вы можете сделать в самом начале, чтобы ускорить процесс.
Во-первых, просто сравните свою работу по заточке с новым сверлом и определите, подходят ли они друг другу. Если нет, вам нужно будет вернуться к шлифовальному кругу и исправить проблему.
В качестве альтернативы вы можете использовать следующие параметры:
Кромка долота должна составлять около 15% от диаметра сверла, если вы собираетесь делать заточку под углом 118°; и
Задний край заточки должен быть под углом от 7° до 15°, но не ниже 7°.
Подробнее:>>> Сверлильный станок Ultimate Floor для проверки ваших новых заточек сверл
Заключительные мысли о том, как заточить сверла
Как видите, заточить сверло.
Стоит также отметить, что существуют общие рекомендации и параметры, которым необходимо следовать, однако выбор сверла под углом 118° или 90° полностью зависит от вас.
Конечная цель состоит в том, что пока у него достаточно острые закругленные края, он определенно может выполнять свою работу.
 Модели для новичков Ресанта САИ предупредит вас о перегреве при слишком продолжительной сварке. Затем инвертор выключается и отключается от электрической сети; В последнюю очередь отсоединяются провода держателя и заземления.
Модели для новичков Ресанта САИ предупредит вас о перегреве при слишком продолжительной сварке. Затем инвертор выключается и отключается от электрической сети; В последнюю очередь отсоединяются провода держателя и заземления.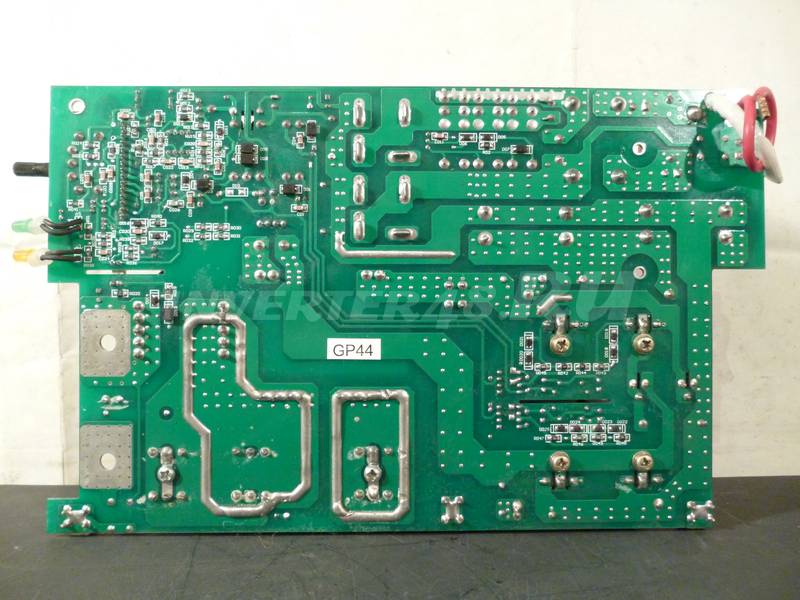

 Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.


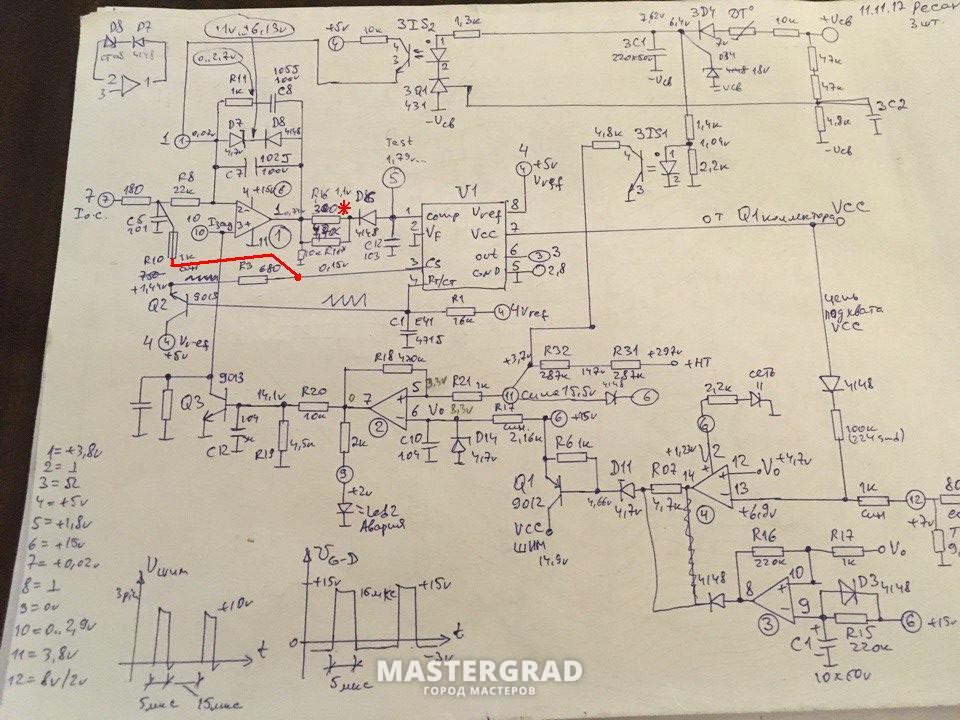

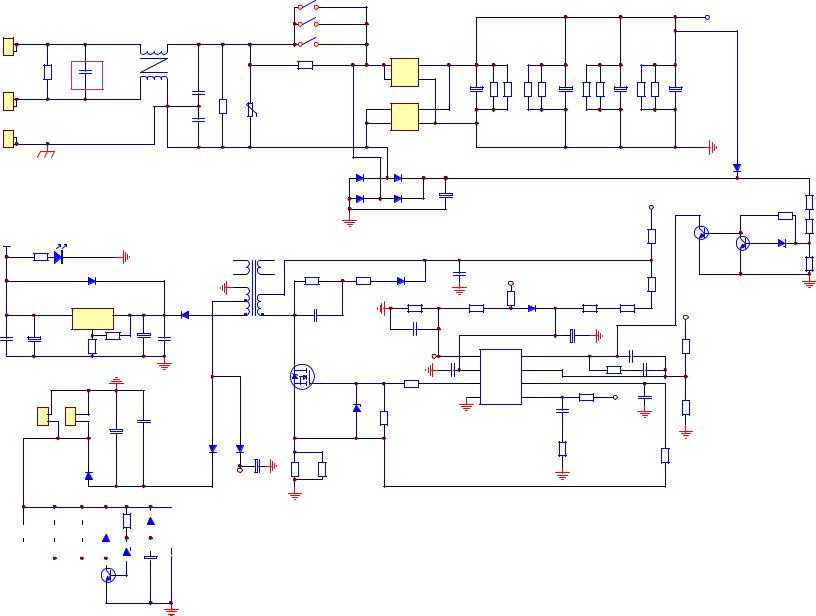


 Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство: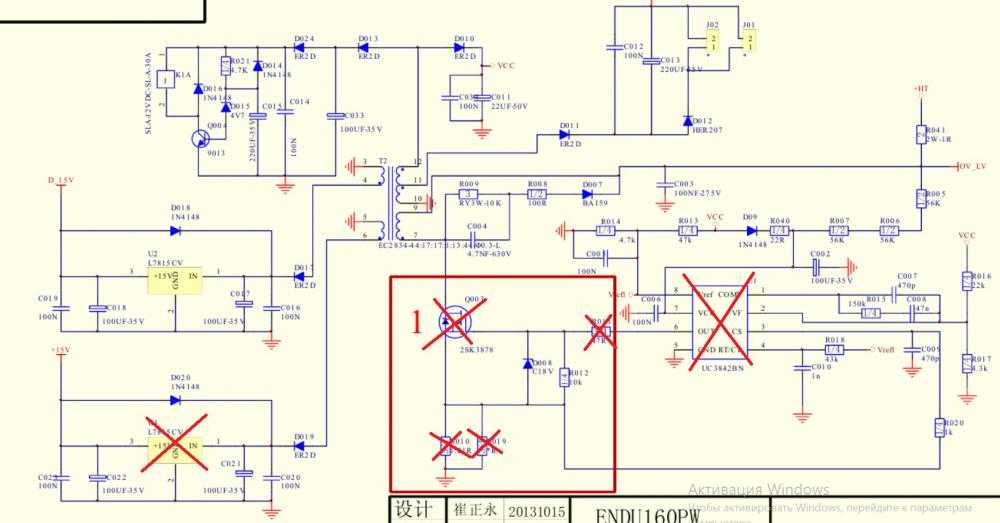
 Требуется замена провода и соблюдение условий эксплуатации.
Требуется замена провода и соблюдение условий эксплуатации.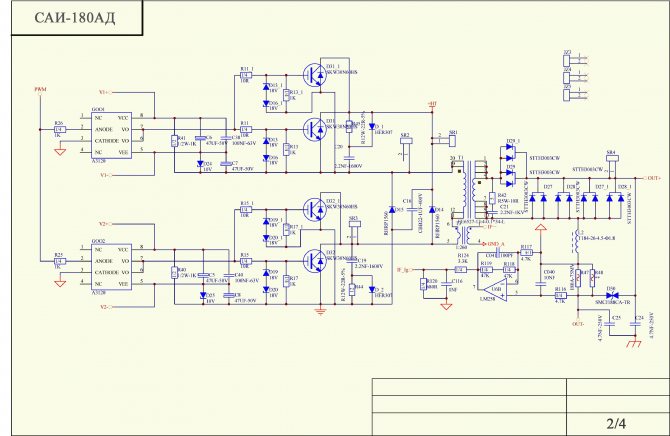
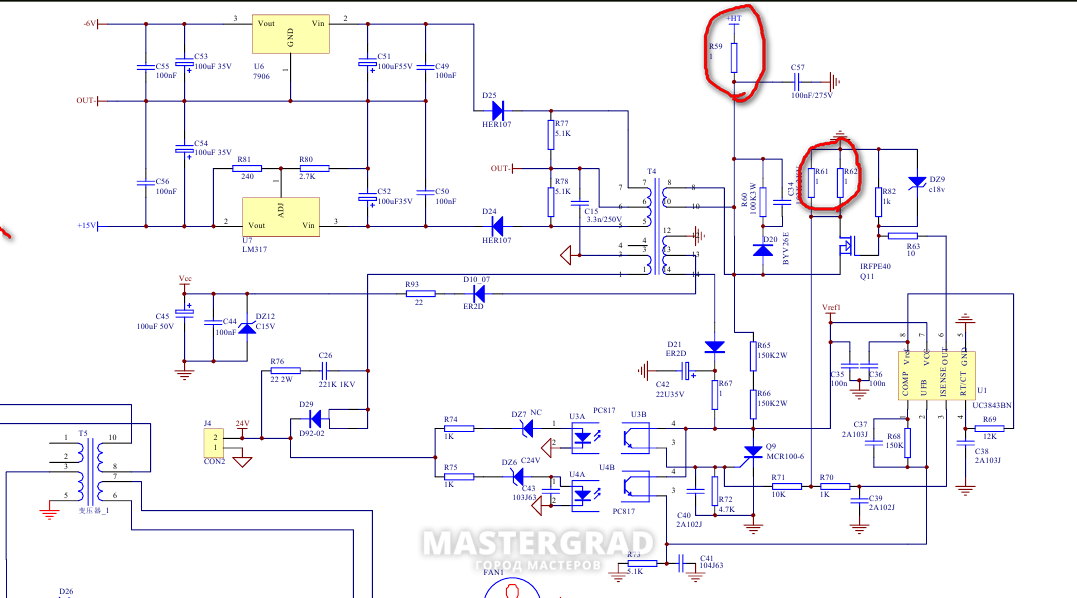 Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать: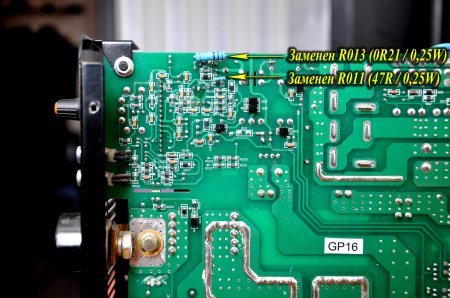 Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
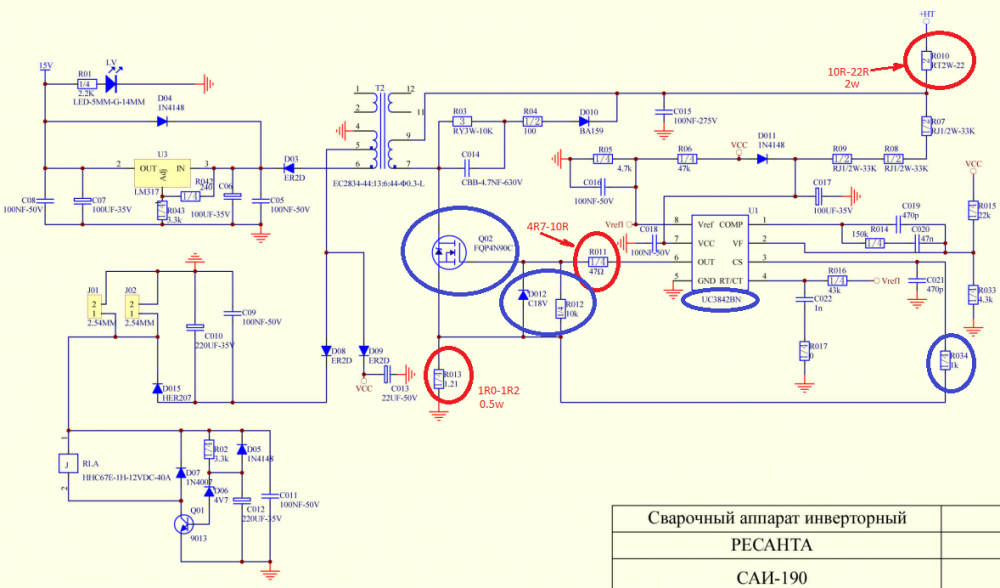


 Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
 Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.
Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.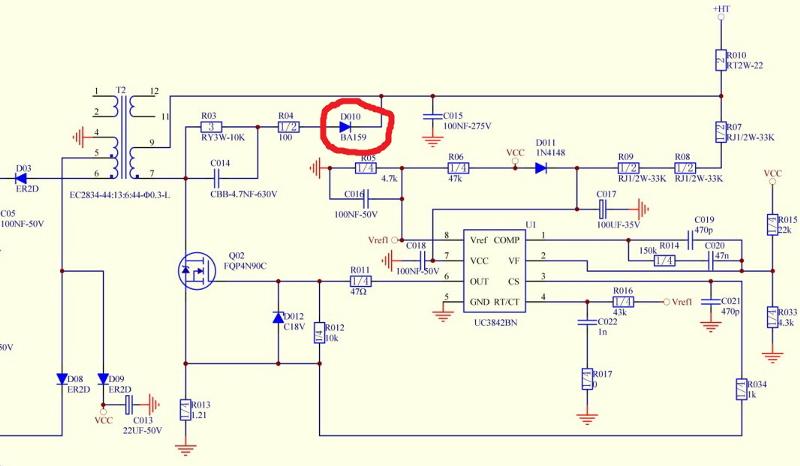


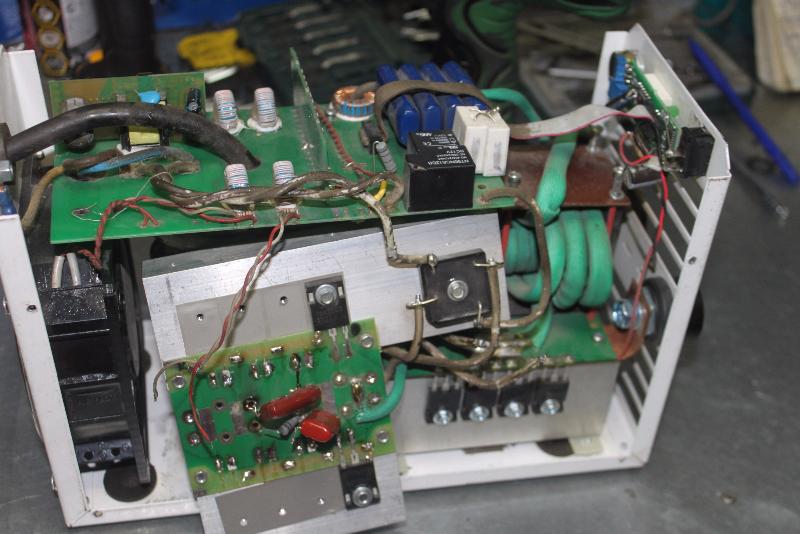 youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/> Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.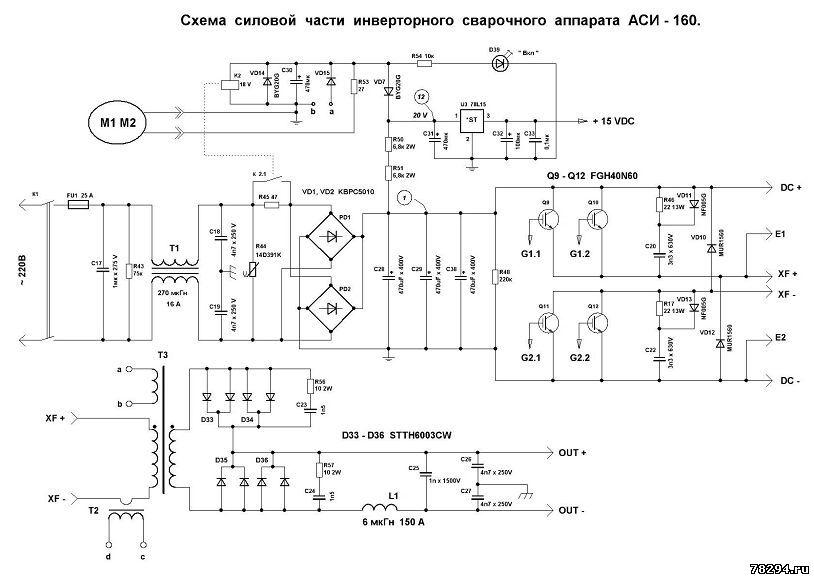
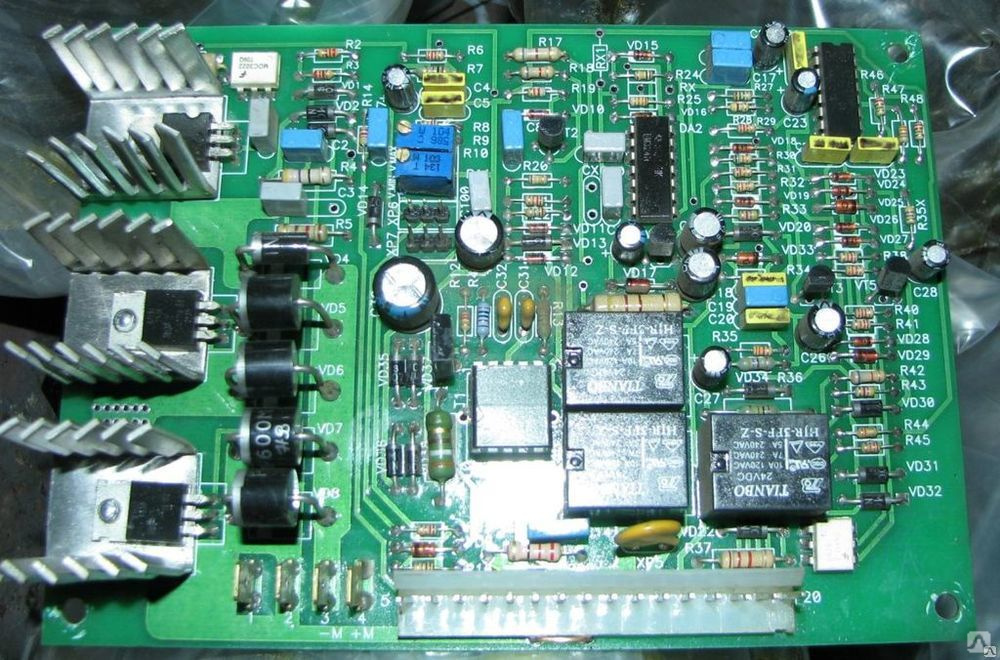
 Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.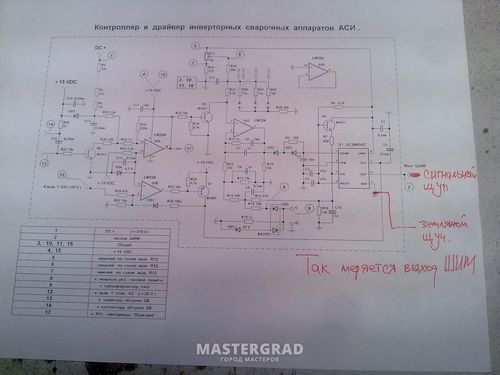 На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
 Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр. Что нового Новые сообщения.
Что нового Новые сообщения. Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.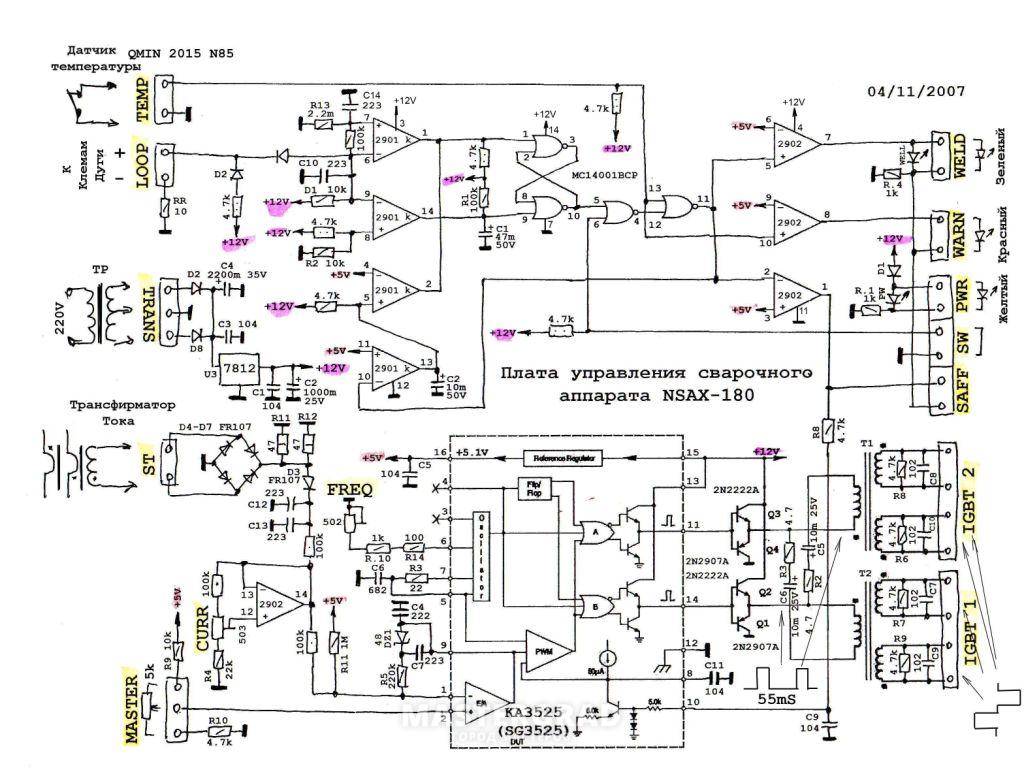 Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него Уроки, книги, видео. Профессиональное обучение и развитие.
Уроки, книги, видео. Профессиональное обучение и развитие. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.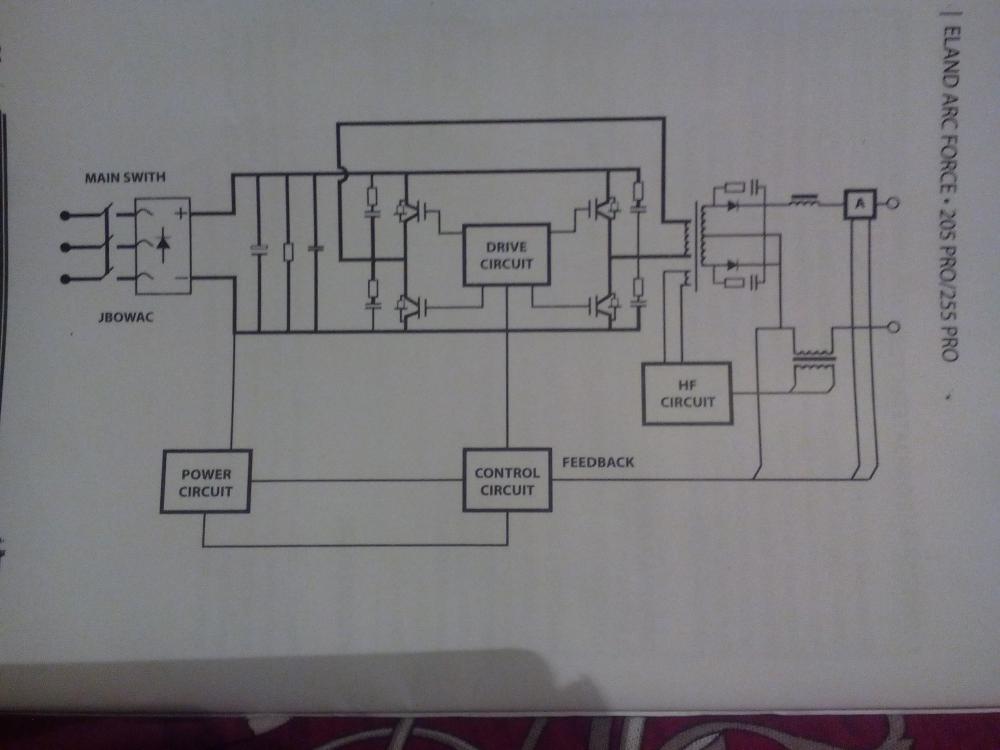 Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
 Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.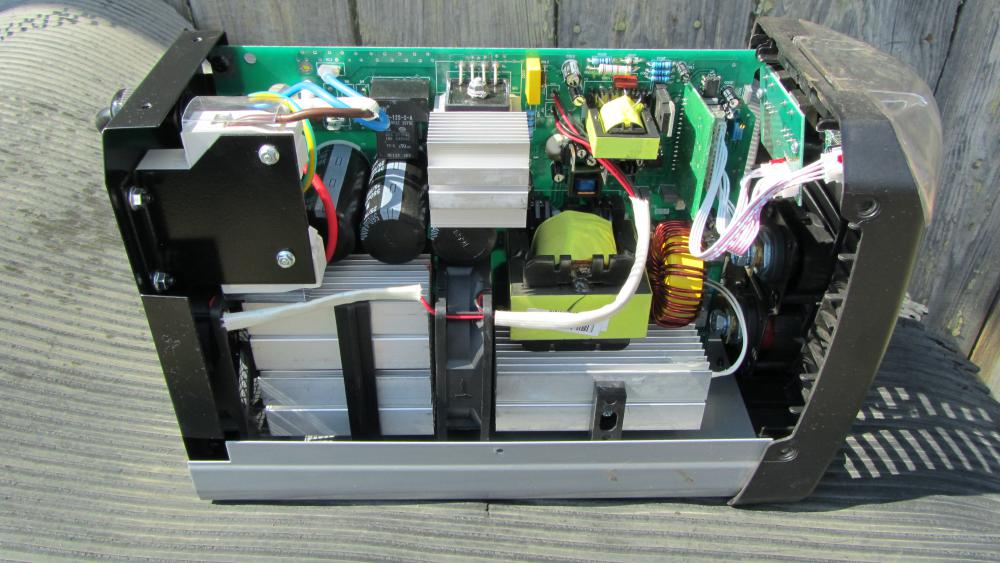 Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.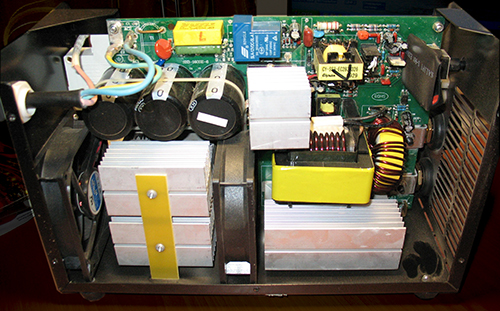 Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.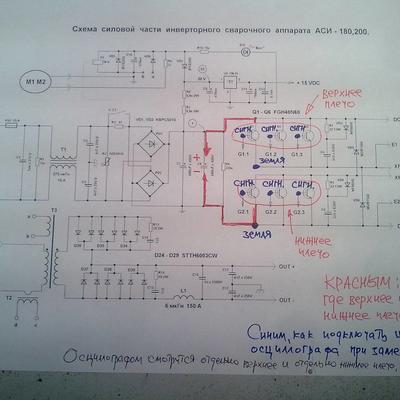 Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.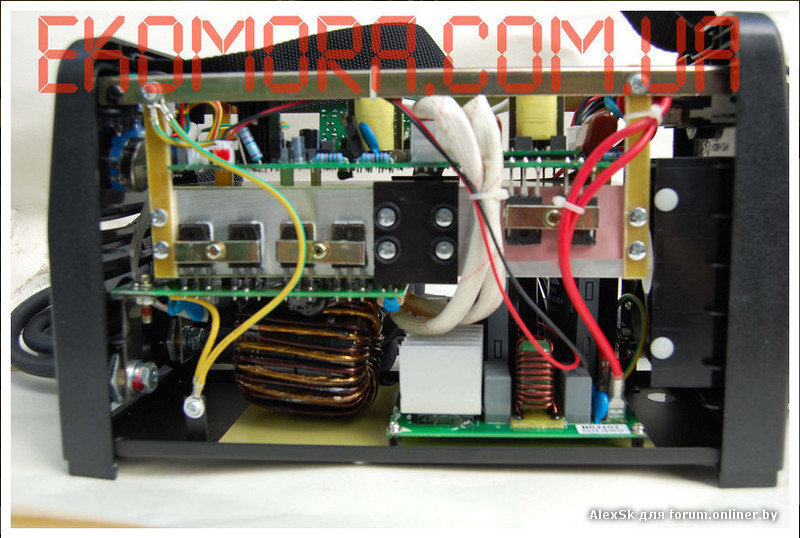
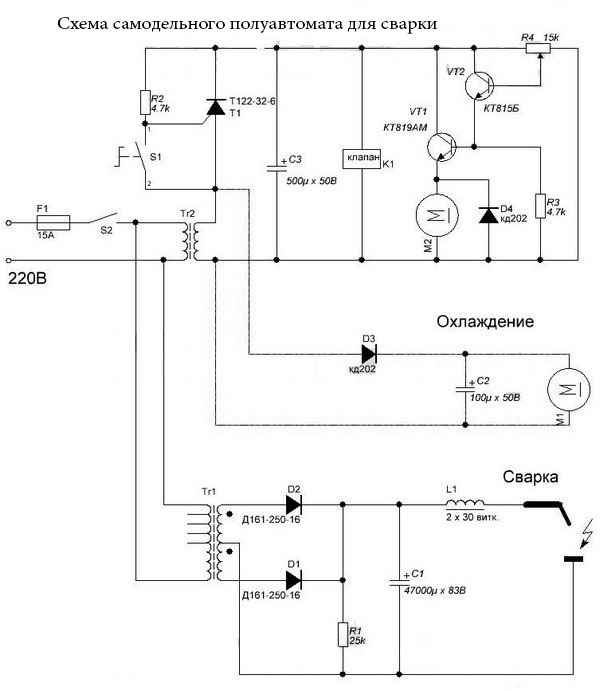 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.


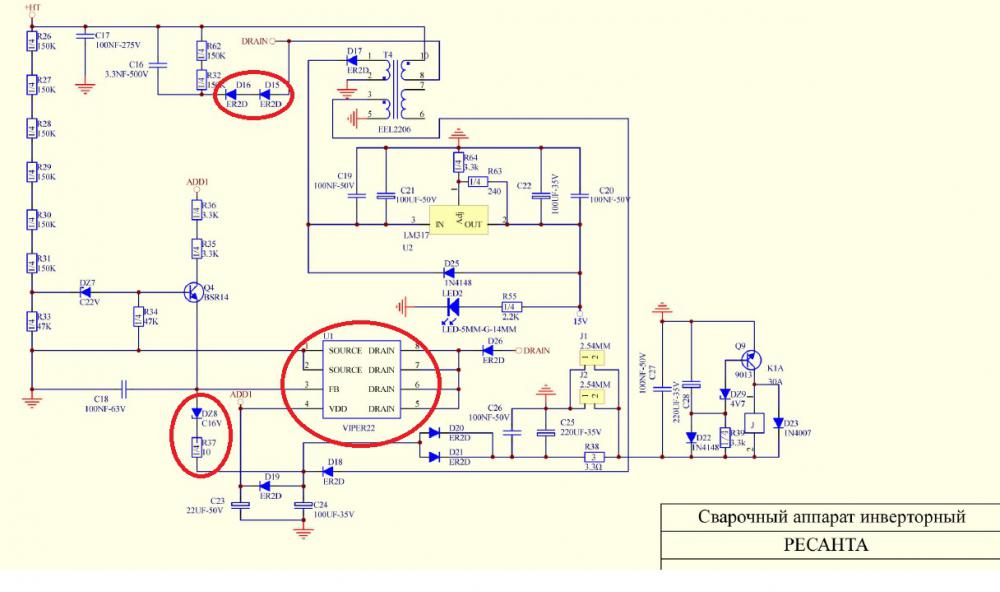
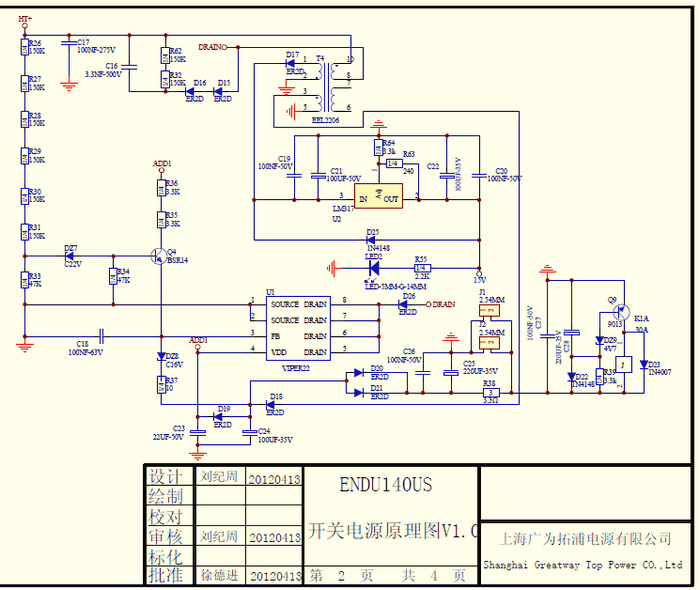 Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
 С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы.
С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы. Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими.
Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими. »
» Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
 Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных.
Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных. Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;
Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;

 Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
 Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза.
Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза. Относитесь к этому так же, как к солнечному ожогу.
Относитесь к этому так же, как к солнечному ожогу. 
 Не обостряй.
Не обостряй.


 Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши.
Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши. Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи.
Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи. Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы.
Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы. Проблема в том, что они потом сожгли себе веки.
Проблема в том, что они потом сожгли себе веки. Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
 Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать.
Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать. Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.
Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.
 Таковыми являются линейные измерения, а также измерения угловые. В процессе измерений производится определение тех геометрических параметров, которые имеют детали машин и механизмов, изделий и сборочных единиц. Кроме того, измерения позволяют определить шероховатость и волнистость различных поверхностей, отклонения формы и расположения.
Таковыми являются линейные измерения, а также измерения угловые. В процессе измерений производится определение тех геометрических параметров, которые имеют детали машин и механизмов, изделий и сборочных единиц. Кроме того, измерения позволяют определить шероховатость и волнистость различных поверхностей, отклонения формы и расположения.


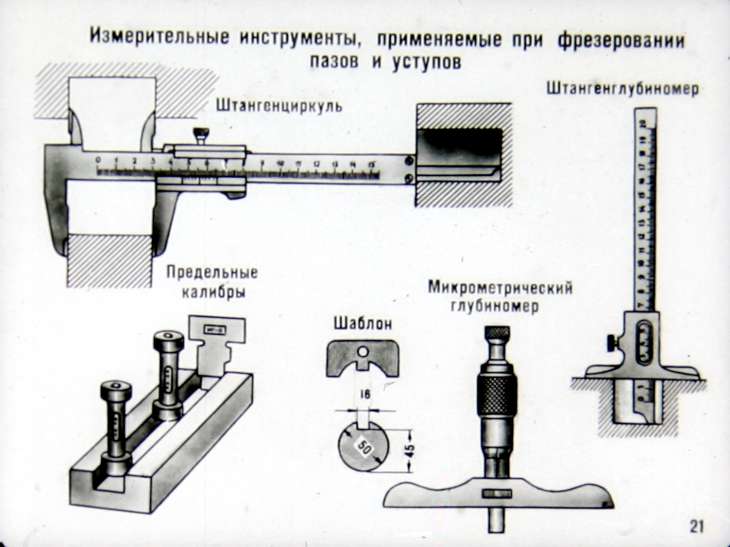 Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину.
Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину. Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.
Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.
 Каждый столяр использует следующее:
Каждый столяр использует следующее: Особо остро на них реагирует оборудование, на котором применяется бесконтактный метод измерений.
Особо остро на них реагирует оборудование, на котором применяется бесконтактный метод измерений. Специализированная отрасль науки, занимающаяся такими приборами, известна как метрология.
Специализированная отрасль науки, занимающаяся такими приборами, известна как метрология. Он в основном используется в механическом цехе для точного переноса размеров с измерительной шкалы и для нанесения линий на поверхности.
Он в основном используется в механическом цехе для точного переноса размеров с измерительной шкалы и для нанесения линий на поверхности. Шпиндель вращается поворотом храповой ручки до тех пор, пока объект, подлежащий измерению, слегка не коснется как шпинделя, так и наковальни. Различные типы микрометров: внешний микрометр, внутренний микрометр, микрометр нониуса, микрометр глубины, микрометр шага.
Шпиндель вращается поворотом храповой ручки до тех пор, пока объект, подлежащий измерению, слегка не коснется как шпинделя, так и наковальни. Различные типы микрометров: внешний микрометр, внутренний микрометр, микрометр нониуса, микрометр глубины, микрометр шага.
 Компараторы делятся на механические, электрические, оптические и пневматические.
Компараторы делятся на механические, электрические, оптические и пневматические. Его также можно использовать для рисования или записи линии под углом 90 градусов к краю заготовки.
Его также можно использовать для рисования или записи линии под углом 90 градусов к краю заготовки.





 Циферблат транспортира установлен на круглом участке основания. Циферблат транспортира размечен в градусах, где пронумерован каждый десятый градус.
Циферблат транспортира установлен на круглом участке основания. Циферблат транспортира размечен в градусах, где пронумерован каждый десятый градус. Поговори с экспертом сегодня. Измерьте любую поверхность с помощью оптических профилемеров Zygo. Точные и количественные измерения.
Поговори с экспертом сегодня. Измерьте любую поверхность с помощью оптических профилемеров Zygo. Точные и количественные измерения. Более того, измерительные инструменты обеспечивают верный способ наблюдения и записи окружающего мира, поэтому мы можем лучше передавать уроки следующему поколению студентов и профессионалов. Чтобы помочь вам ознакомиться с этой частью рабочего мира, мы составили список этих типов измерительных инструментов с примерами их реального использования. Сначала мы рассмотрим различные типы аналоговых измерительных инструментов, а затем рассмотрим доступные цифровые инструменты.
Более того, измерительные инструменты обеспечивают верный способ наблюдения и записи окружающего мира, поэтому мы можем лучше передавать уроки следующему поколению студентов и профессионалов. Чтобы помочь вам ознакомиться с этой частью рабочего мира, мы составили список этих типов измерительных инструментов с примерами их реального использования. Сначала мы рассмотрим различные типы аналоговых измерительных инструментов, а затем рассмотрим доступные цифровые инструменты. Несмотря на то, что существует множество цифровых опций для измерения углов, иногда уверенность в недорогом всепогодном инструменте побеждает более дорогие и непостоянные технологии.
Несмотря на то, что существует множество цифровых опций для измерения углов, иногда уверенность в недорогом всепогодном инструменте побеждает более дорогие и непостоянные технологии. Отрегулировав кончики штангенциркулей так, чтобы они соответствовали измеряемому объекту, а затем убрав штангенциркули, можно измерить общее расстояние с помощью встроенной линейки.
Отрегулировав кончики штангенциркулей так, чтобы они соответствовали измеряемому объекту, а затем убрав штангенциркули, можно измерить общее расстояние с помощью встроенной линейки.
 Иногда вместо этого вы найдете более математически ориентированные транспортиры, которые измеряются в радианах. Они являются основным продуктом профессии машиностроения, но также часто используются на уроках геометрии в средней школе.
Иногда вместо этого вы найдете более математически ориентированные транспортиры, которые измеряются в радианах. Они являются основным продуктом профессии машиностроения, но также часто используются на уроках геометрии в средней школе.
 Вы обычно найдете эти минималистские рулетки, используемые в пошиве и пошиве одежды.
Вы обычно найдете эти минималистские рулетки, используемые в пошиве и пошиве одежды. Некоторые из более сложных моделей также включают возможность измерения расстояния от устройства до конца лазерного луча, что делает их быстрым и точным решением для измерения расстояния на рабочей площадке.
Некоторые из более сложных моделей также включают возможность измерения расстояния от устройства до конца лазерного луча, что делает их быстрым и точным решением для измерения расстояния на рабочей площадке.

 Технические характеристики:Наибольший наружный диаметр обрабатываемого…
Технические характеристики:Наибольший наружный диаметр обрабатываемого… 04.2020
04.2020 ..
.. Станок рабочий, подключен.По всем интересующим Вас вопросам — обращайтесь по телефону!
Станок рабочий, подключен.По всем интересующим Вас вопросам — обращайтесь по телефону! 08.2022
08.2022 В рабочем состоянии. Самовывоз, либо отправка ТК
В рабочем состоянии. Самовывоз, либо отправка ТК …
… Куйбышев.
Куйбышев.
 net
net .. ?
.. ? Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.


 Под заказ изготавливаются модификации, рассчитанные на 500 В.
Под заказ изготавливаются модификации, рассчитанные на 500 В. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
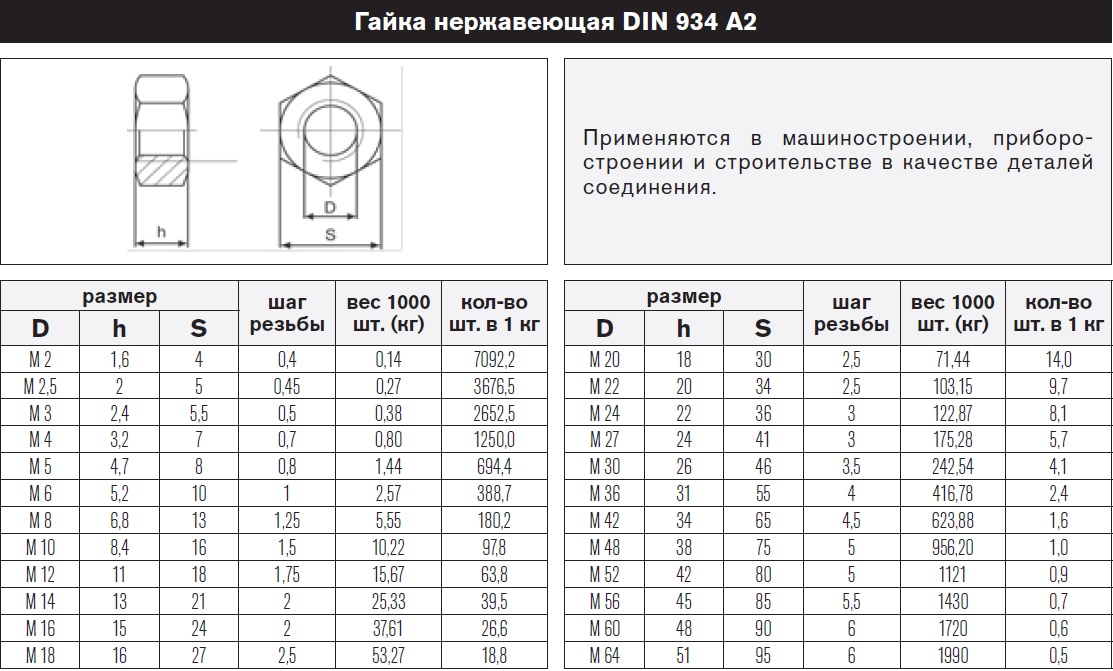
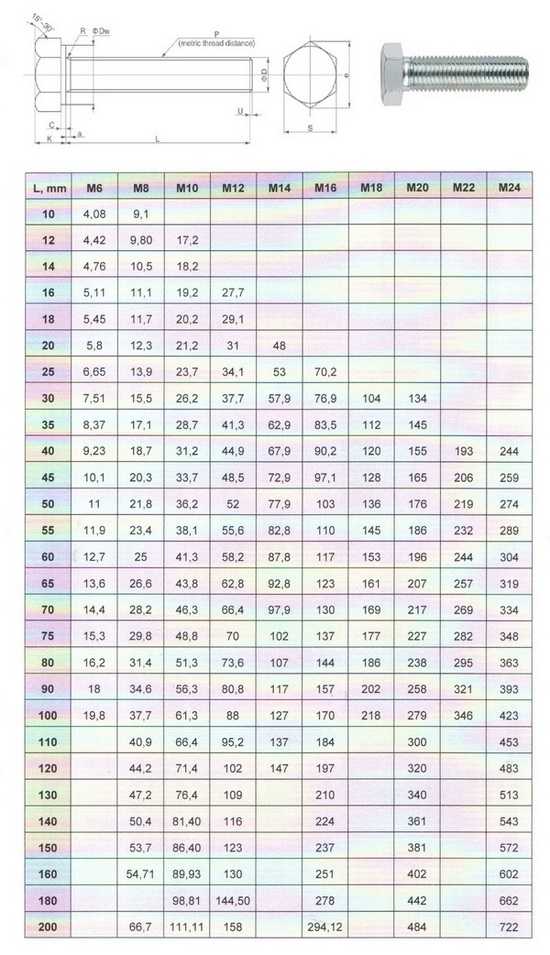
 5 Тип: гайка, Материал: оцинкованная сталь, Диаметр резьбы: M16
5 Тип: гайка, Материал: оцинкованная сталь, Диаметр резьбы: M16 800шт.) промфасовка Тип: гайка,
800шт.) промфасовка Тип: гайка,.jpg) 5, 2, 2.5, 3 класс прочности 5,8 сталь 5.8 М12х1,5, М12х1,25, М12х1.75 10.9 7798-70 9064-75 52645-2006 5927-70
5, 2, 2.5, 3 класс прочности 5,8 сталь 5.8 М12х1,5, М12х1,25, М12х1.75 10.9 7798-70 9064-75 52645-2006 5927-70



 Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
 Калькулятор веса фланцевой гайки также позволяет рассчитать количество (в расчете на одну штуку) крепежных изделий, имея данные об общей партии – такие показатели необходимы специалистам транспортных цехов и специалистам по снабжению для подбора транспортных средств необходимой грузоподъемности и сокращения перевозок расходы.
Калькулятор веса фланцевой гайки также позволяет рассчитать количество (в расчете на одну штуку) крепежных изделий, имея данные об общей партии – такие показатели необходимы специалистам транспортных цехов и специалистам по снабжению для подбора транспортных средств необходимой грузоподъемности и сокращения перевозок расходы.

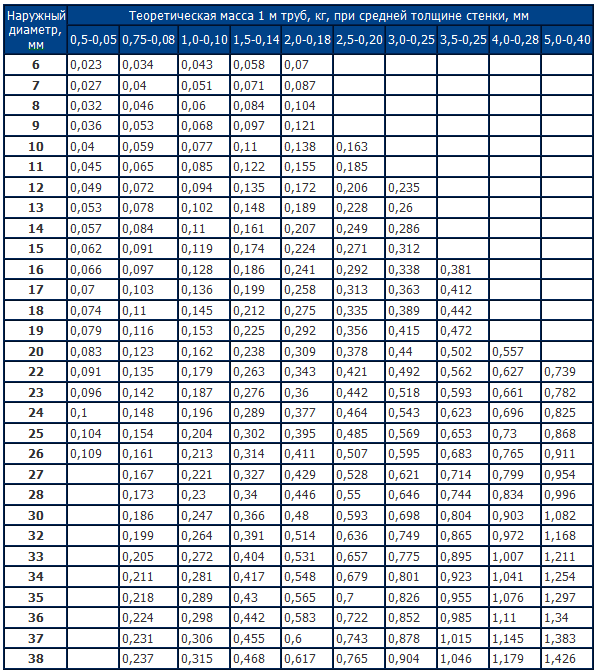
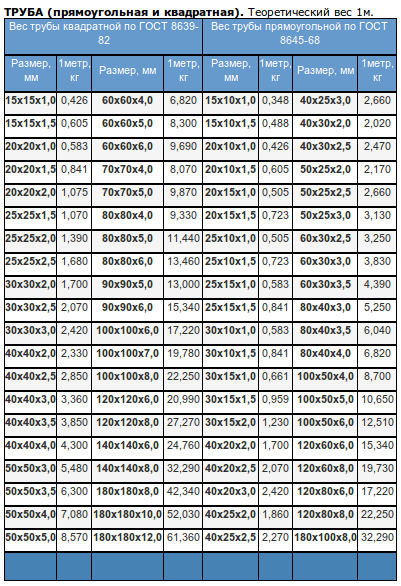 Наш специалист перезвонит и проконсультирует Вас.
Наш специалист перезвонит и проконсультирует Вас. 87 кг
87 кг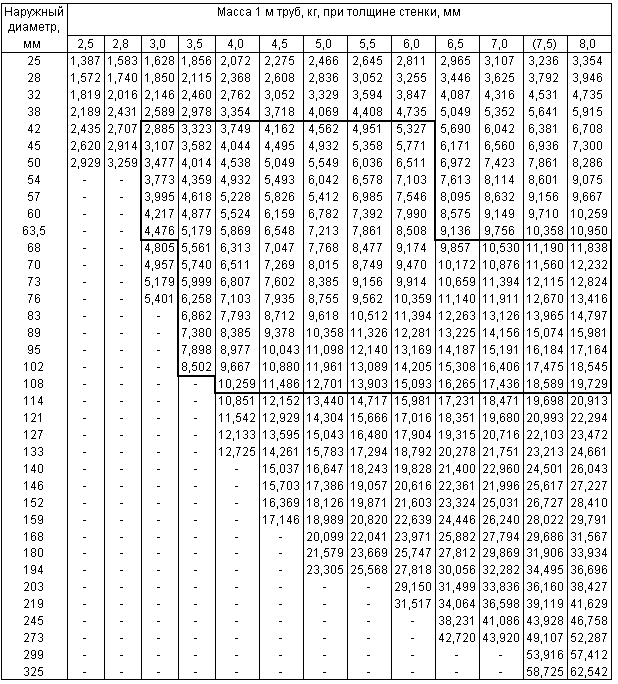 Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 133х6 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 133х6 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 133х6 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 133х6 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения. Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 133х6 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 133 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 133 с стенкой 6 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 133 с стенкой 6 мм сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла.
Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 133х6 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 133 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 133 с стенкой 6 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 133 с стенкой 6 мм сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 133х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 133х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 133 х 6 мм немерной длинны — это обусловлено технологией производства.
Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 133 х 6 мм немерной длинны — это обусловлено технологией производства.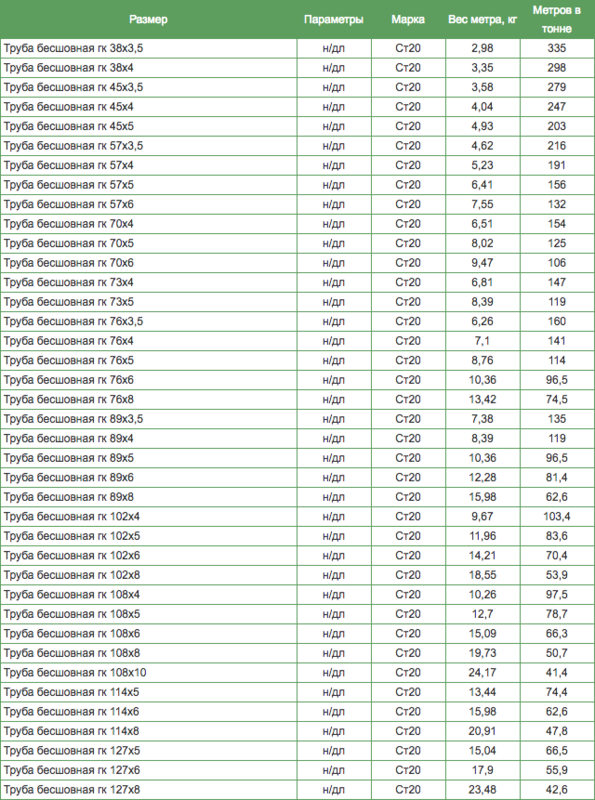 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.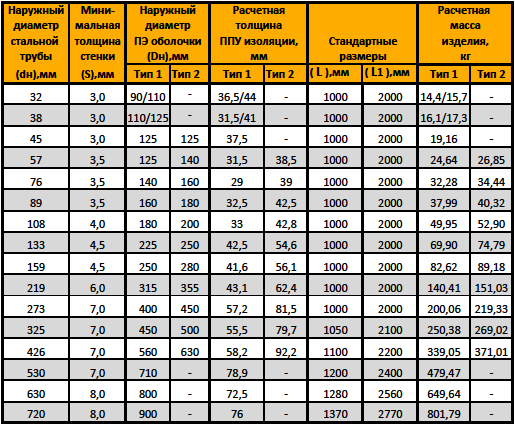 Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 133х6 ст.20 приятно удивит.
Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 133х6 ст.20 приятно удивит. Скидка на доставку стальной трубы б/ш 133*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Скидка на доставку стальной трубы б/ш 133*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.

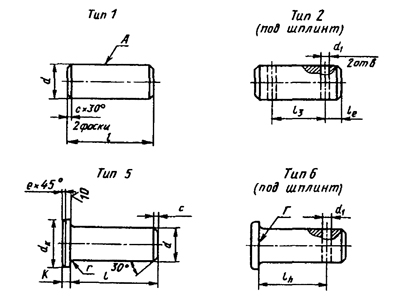
 — Калининград.
— Калининград.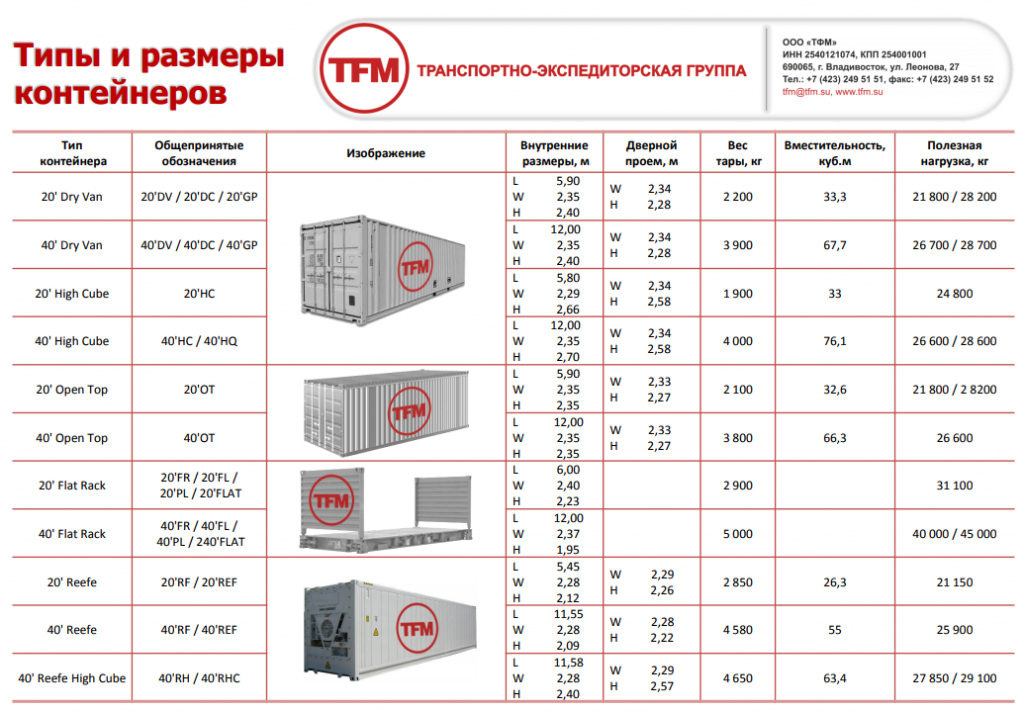 Агент расчета будет систематически корректировать распределения, используя формулу эталонного индекса, описанную ниже.
Агент расчета будет систематически корректировать распределения, используя формулу эталонного индекса, описанную ниже.
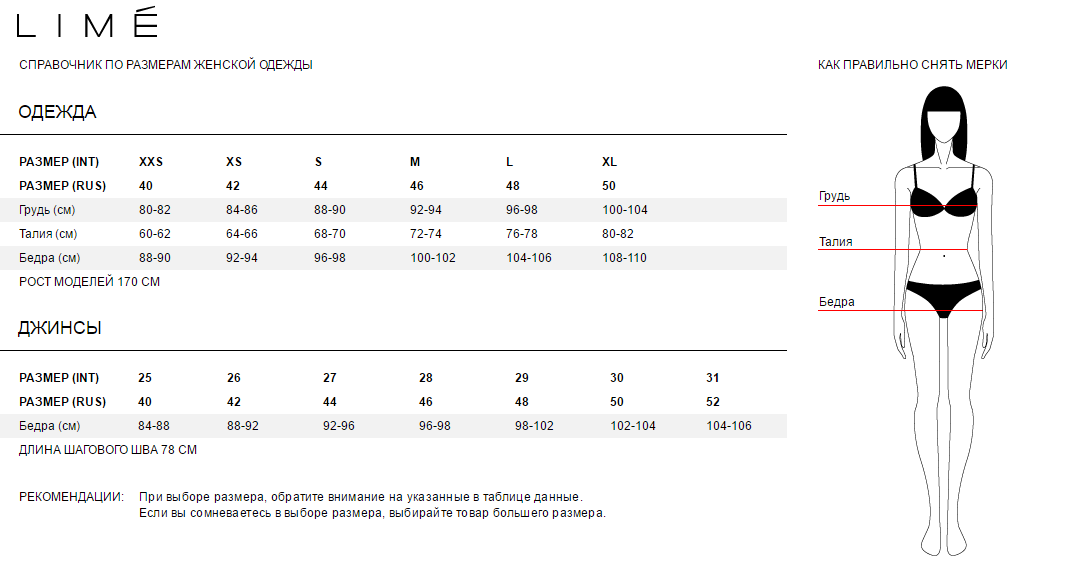 Соединения на стороне линии предлагают только те функции передачи и сигналов, которые подходят для соединения между оконечным офисом и такой оконечной станцией.
Соединения на стороне линии предлагают только те функции передачи и сигналов, которые подходят для соединения между оконечным офисом и такой оконечной станцией. Индекс плавающей ставки: Всякий раз, когда в настоящем Подтверждении делается ссылка на какой-либо Опцион с плавающей ставкой (включая любой индекс с плавающей ставкой, указанный в любом Базовом кредитном соглашении об обязательствах) или на USD-LIBOR-BBA (каждый из которых именуется «Индекс плавающей ставки»), ни в коем случае случае такой индекс плавающей ставки может быть меньше нуля. Кроме того, в отношении любой Первой плавающей суммы Контрагента, если выплата процентов по Базовому обязательству (или любой его части) подлежит уплате по установленной минимальной ставке независимо от уровня соответствующего Индекса плавающей ставки, то, без ограничивая действие предыдущего предложения, такой индекс плавающей ставки будет определяться без учета указанной минимальной ставки. Ежемесячный период: каждый период с 12-го числа любого календарного месяца включительно, но исключая тот же день непосредственно следующего календарного месяца. Расчетный агент: Ситибанк; при условии, что если Событие неисполнения обязательств, описанное в Разделе 5(a)(vii), происходит в отношении Ситибанка в качестве Неисполнившей стороны, а в отношении Контрагента в качестве Нарушающей стороны не наступает Событие неисполнения обязательств, то Контрагент может назначить любого из Bank of America , NA, The Bank of Montreal, Barclays Bank plc, Canadian Imperial Bank of Commerce, Credit Suisse, Deutsche Bank AG, JPMorgan Chase Bank, N.
Индекс плавающей ставки: Всякий раз, когда в настоящем Подтверждении делается ссылка на какой-либо Опцион с плавающей ставкой (включая любой индекс с плавающей ставкой, указанный в любом Базовом кредитном соглашении об обязательствах) или на USD-LIBOR-BBA (каждый из которых именуется «Индекс плавающей ставки»), ни в коем случае случае такой индекс плавающей ставки может быть меньше нуля. Кроме того, в отношении любой Первой плавающей суммы Контрагента, если выплата процентов по Базовому обязательству (или любой его части) подлежит уплате по установленной минимальной ставке независимо от уровня соответствующего Индекса плавающей ставки, то, без ограничивая действие предыдущего предложения, такой индекс плавающей ставки будет определяться без учета указанной минимальной ставки. Ежемесячный период: каждый период с 12-го числа любого календарного месяца включительно, но исключая тот же день непосредственно следующего календарного месяца. Расчетный агент: Ситибанк; при условии, что если Событие неисполнения обязательств, описанное в Разделе 5(a)(vii), происходит в отношении Ситибанка в качестве Неисполнившей стороны, а в отношении Контрагента в качестве Нарушающей стороны не наступает Событие неисполнения обязательств, то Контрагент может назначить любого из Bank of America , NA, The Bank of Montreal, Barclays Bank plc, Canadian Imperial Bank of Commerce, Credit Suisse, Deutsche Bank AG, JPMorgan Chase Bank, N.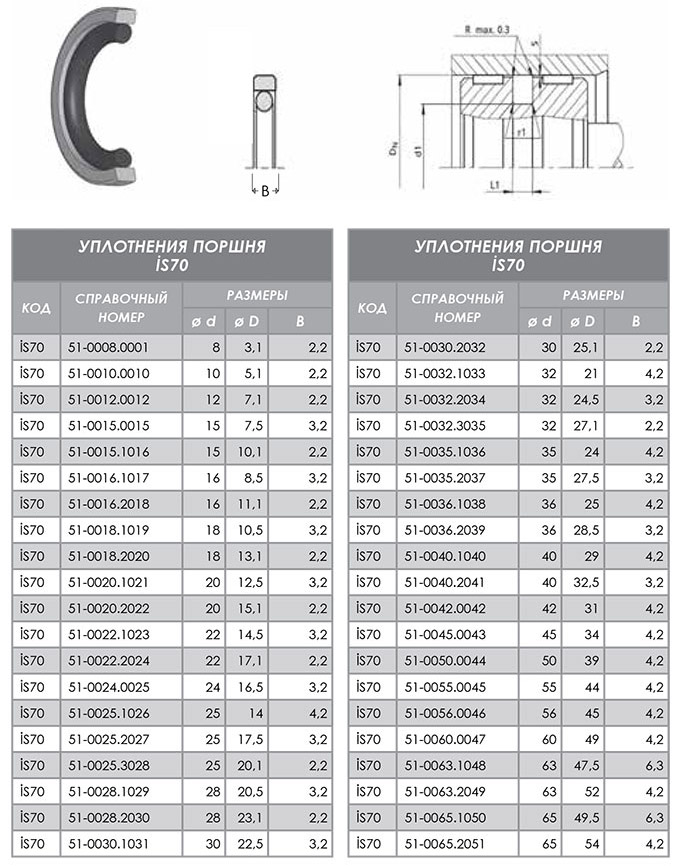 A., UBS AG и Xxxxx Fargo Bank, National Association в качестве расчетного агента, назначение которых действительно только (a) если такое назначенное лицо принимает такое назначение и соглашается выполнять обязанности Расчетного агента по настоящему Соглашению и (b) до тех пор, пока продолжается такой Случай невыполнения обязательств в отношении Ситибанка как Нарушающей стороны. Если не указано иное, Расчетный агент должен делать все определения, расчеты и корректировки, требуемые в соответствии с настоящим Подтверждением, добросовестно и на коммерчески разумной основе. Город расчетного агента: Нью-Йорк. Начальная цена: в отношении любого Исходного обязательства (и связанной с ним Сделки) Начальная цена, указанная в Приложении I. Начальная цена будет определена на Дату сделки по соответствующему Обязательству без учета начисленных процентов и будет выражается в процентах от Базовой суммы. Первоначальная цена будет определяться без учета Затрат на переуступку, которые покупатель понесет в связи с любой покупкой Базового обязательства, и без учета любой Компенсации за задержку.
A., UBS AG и Xxxxx Fargo Bank, National Association в качестве расчетного агента, назначение которых действительно только (a) если такое назначенное лицо принимает такое назначение и соглашается выполнять обязанности Расчетного агента по настоящему Соглашению и (b) до тех пор, пока продолжается такой Случай невыполнения обязательств в отношении Ситибанка как Нарушающей стороны. Если не указано иное, Расчетный агент должен делать все определения, расчеты и корректировки, требуемые в соответствии с настоящим Подтверждением, добросовестно и на коммерчески разумной основе. Город расчетного агента: Нью-Йорк. Начальная цена: в отношении любого Исходного обязательства (и связанной с ним Сделки) Начальная цена, указанная в Приложении I. Начальная цена будет определена на Дату сделки по соответствующему Обязательству без учета начисленных процентов и будет выражается в процентах от Базовой суммы. Первоначальная цена будет определяться без учета Затрат на переуступку, которые покупатель понесет в связи с любой покупкой Базового обязательства, и без учета любой Компенсации за задержку.
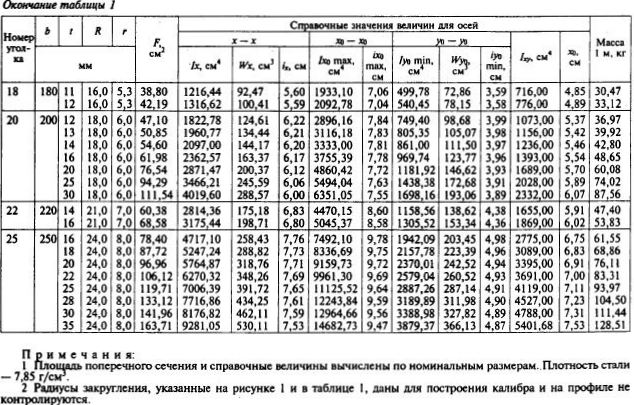 и опубликованы в соответствии с Условием 12 (Уведомления).
и опубликованы в соответствии с Условием 12 (Уведомления).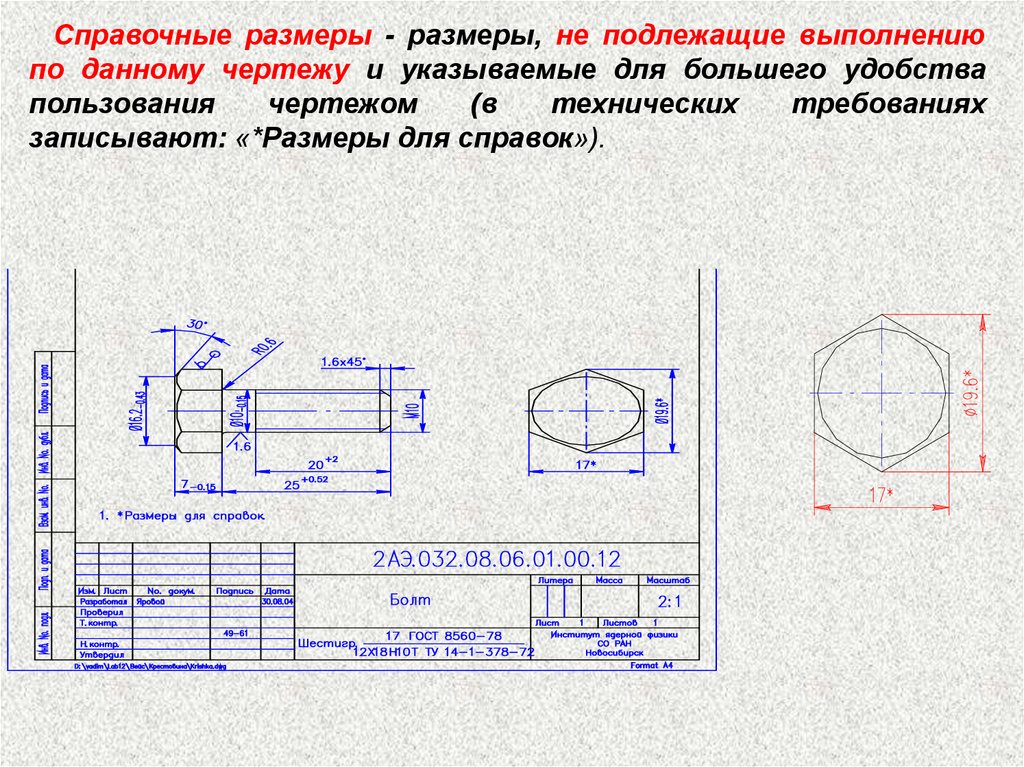

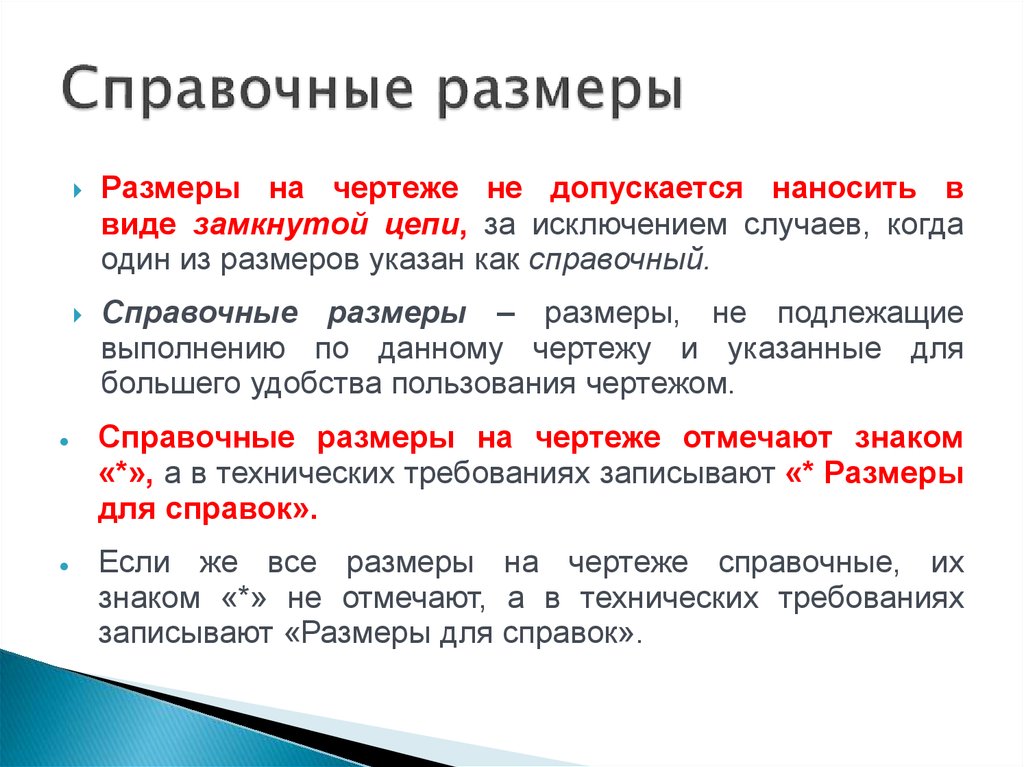
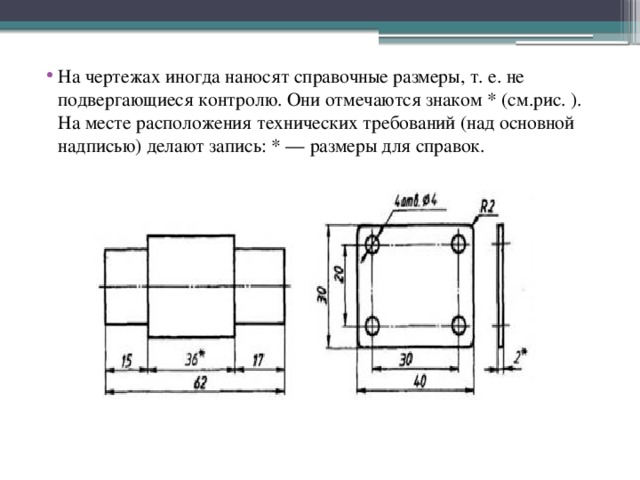 3.3/4):
3.3/4):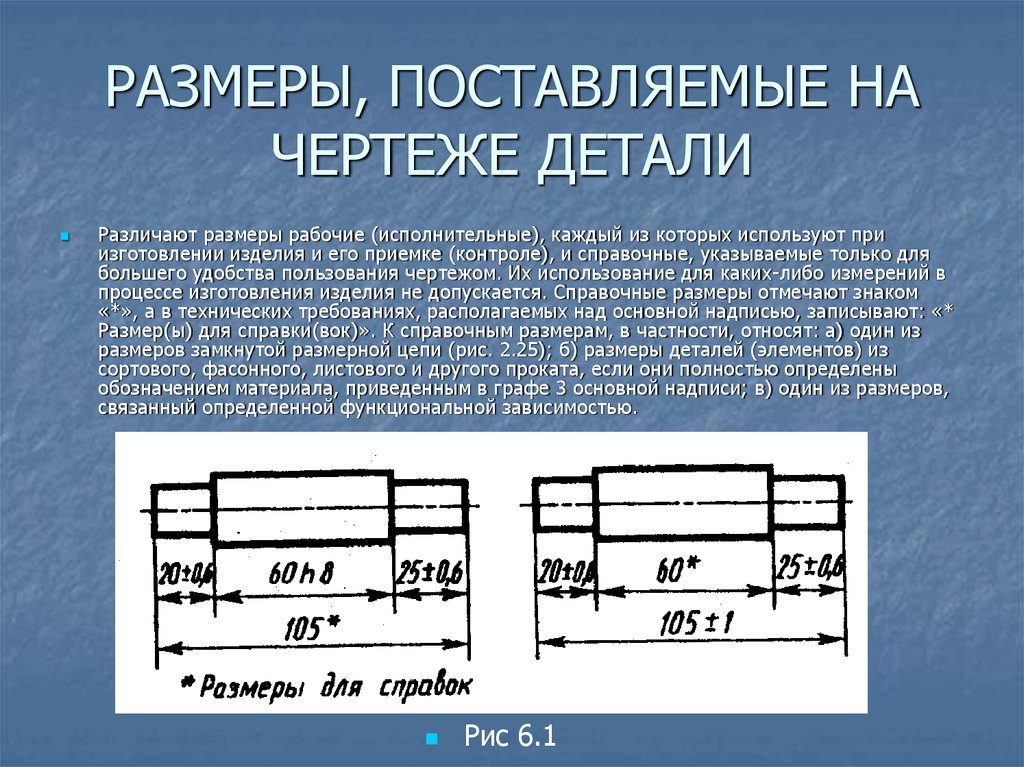
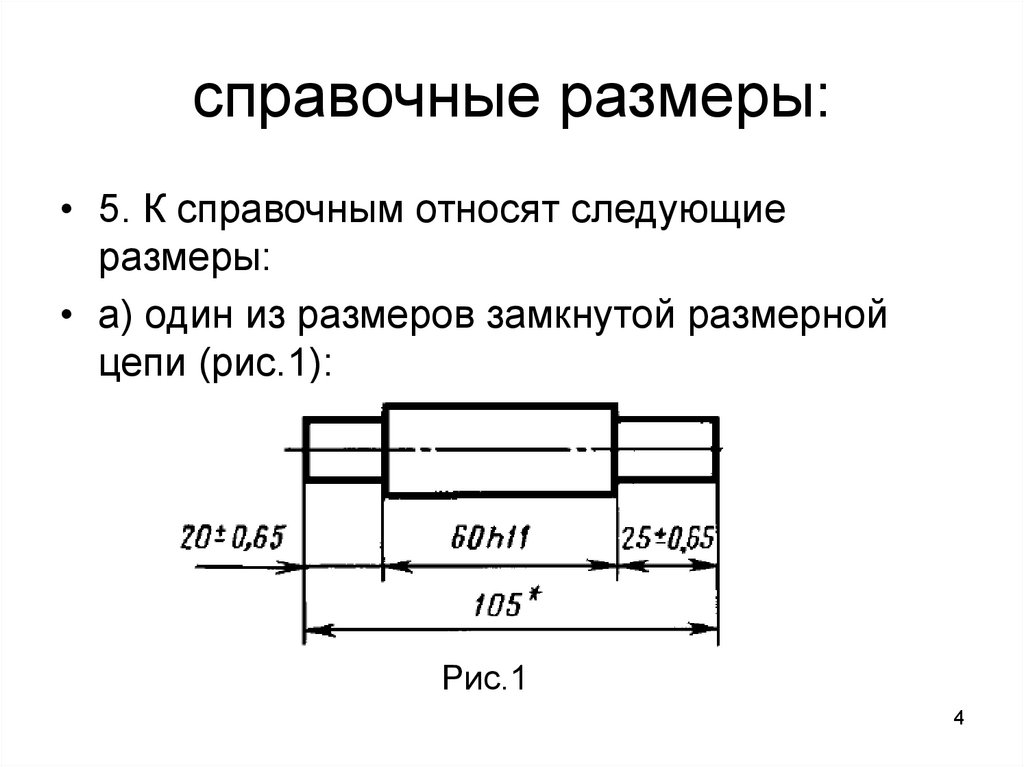

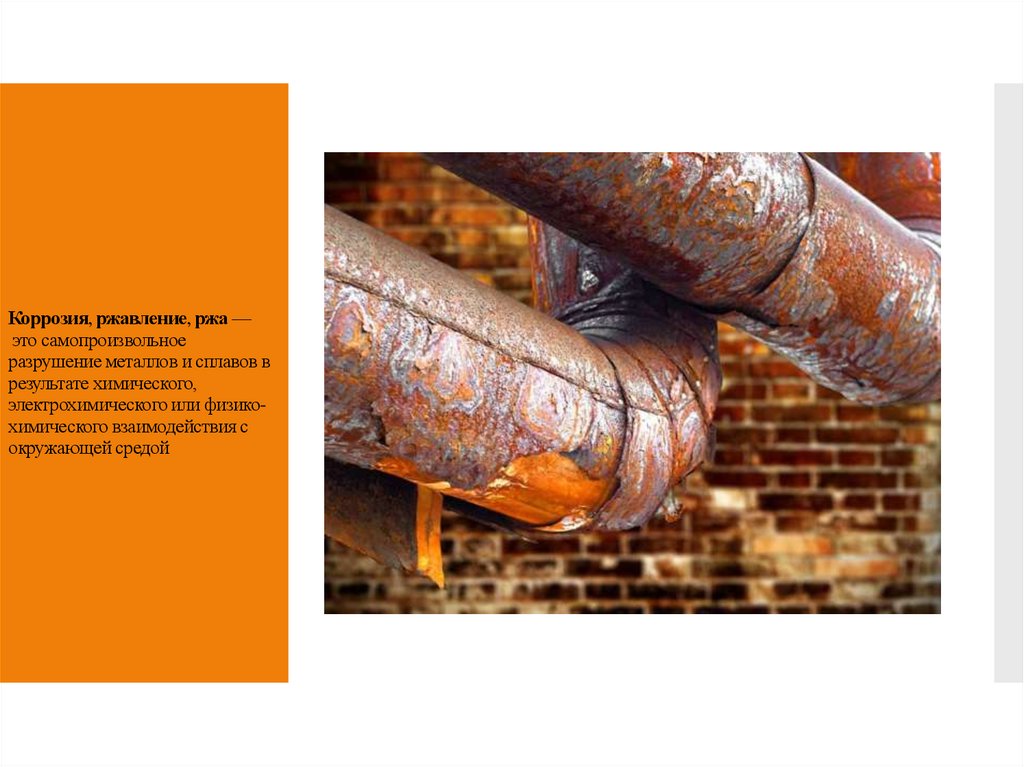
 Например, поверхность медного изделия покрывается патиной — зеленоватым налетом. Это происходит потому, что на ней образуются смеси основных солей.
Например, поверхность медного изделия покрывается патиной — зеленоватым налетом. Это происходит потому, что на ней образуются смеси основных солей.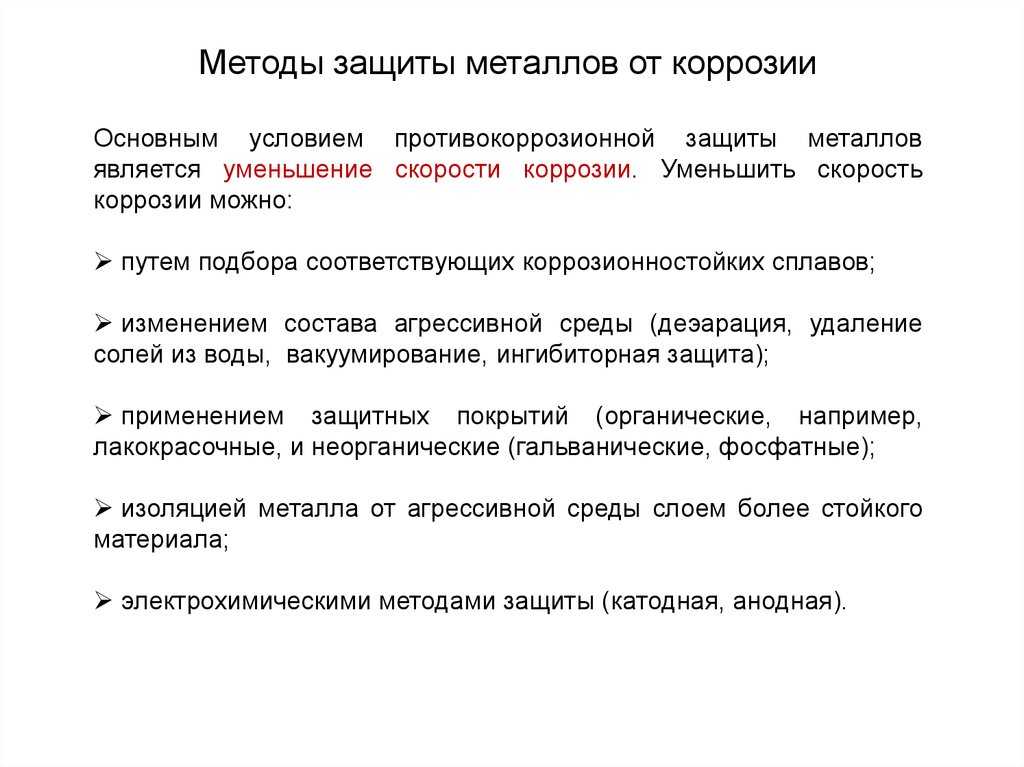


 Защитные покрытия.
Защитные покрытия. Это делают с помощью постоянного тока, который пропускают в обратном направлении.
Это делают с помощью постоянного тока, который пропускают в обратном направлении.
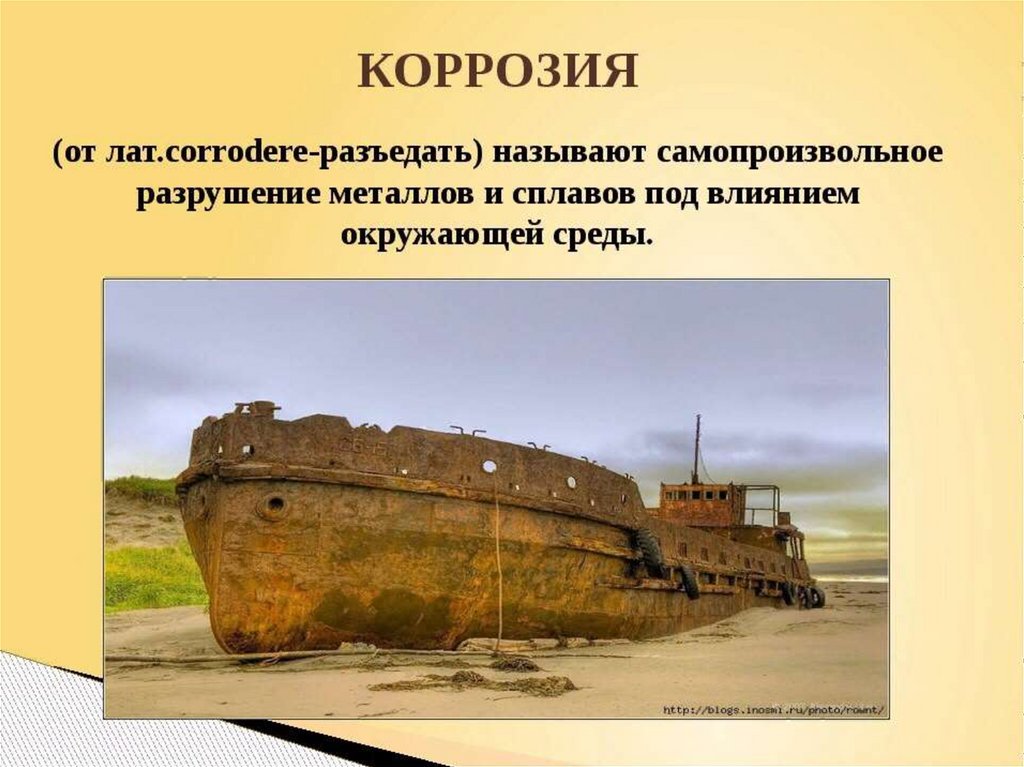 Коррозия отличается от других стихийных бедствий тем, что существуют проверенные временем методы, а также новые технологии, которые помогают контролировать и предотвращать коррозию, тем самым защищая людей, имущество и планету от ее негативного воздействия.
Коррозия отличается от других стихийных бедствий тем, что существуют проверенные временем методы, а также новые технологии, которые помогают контролировать и предотвращать коррозию, тем самым защищая людей, имущество и планету от ее негативного воздействия.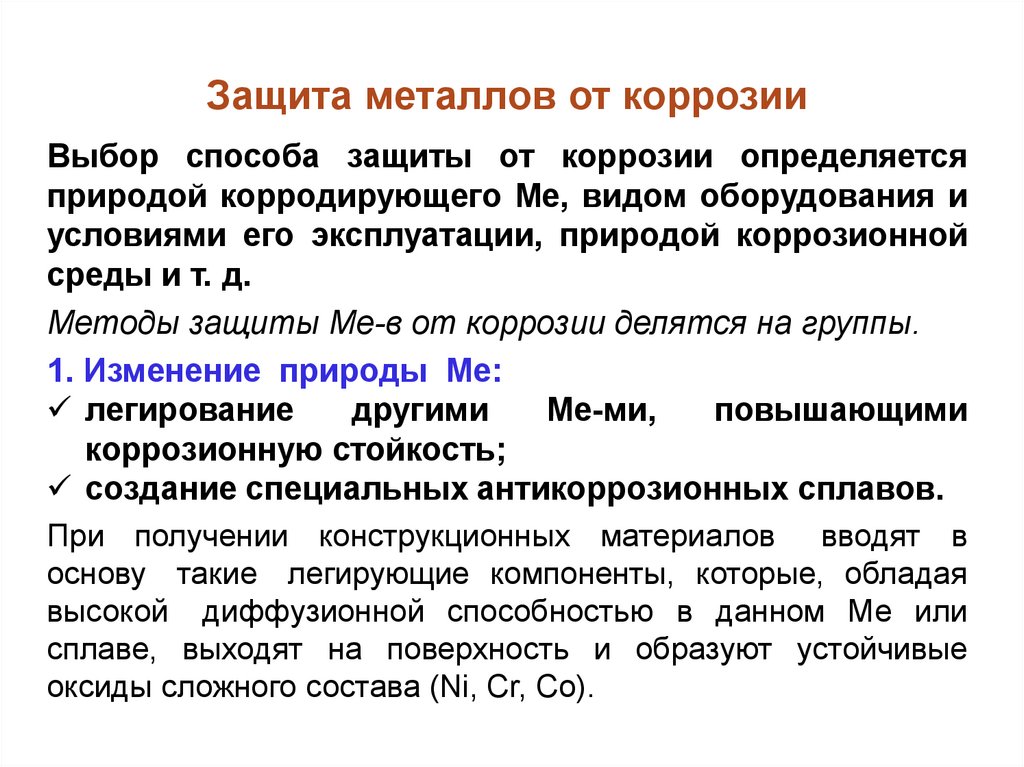
 Инженерные свойства, созданные с помощью специализированных технологий обработки и синтеза, придают усовершенствованным материалам превосходные характеристики по сравнению с обычными материалами и включают керамику, металлы с высокой добавленной стоимостью, электронные материалы, композиты, полимеры и биоматериалы.
Инженерные свойства, созданные с помощью специализированных технологий обработки и синтеза, придают усовершенствованным материалам превосходные характеристики по сравнению с обычными материалами и включают керамику, металлы с высокой добавленной стоимостью, электронные материалы, композиты, полимеры и биоматериалы. Покрытия можно напылять, приваривать, гальванизировать или наносить с помощью ручных инструментов в зависимости от поверхности покрытия, окружающей среды и целей нанесения.
Покрытия можно напылять, приваривать, гальванизировать или наносить с помощью ручных инструментов в зависимости от поверхности покрытия, окружающей среды и целей нанесения.
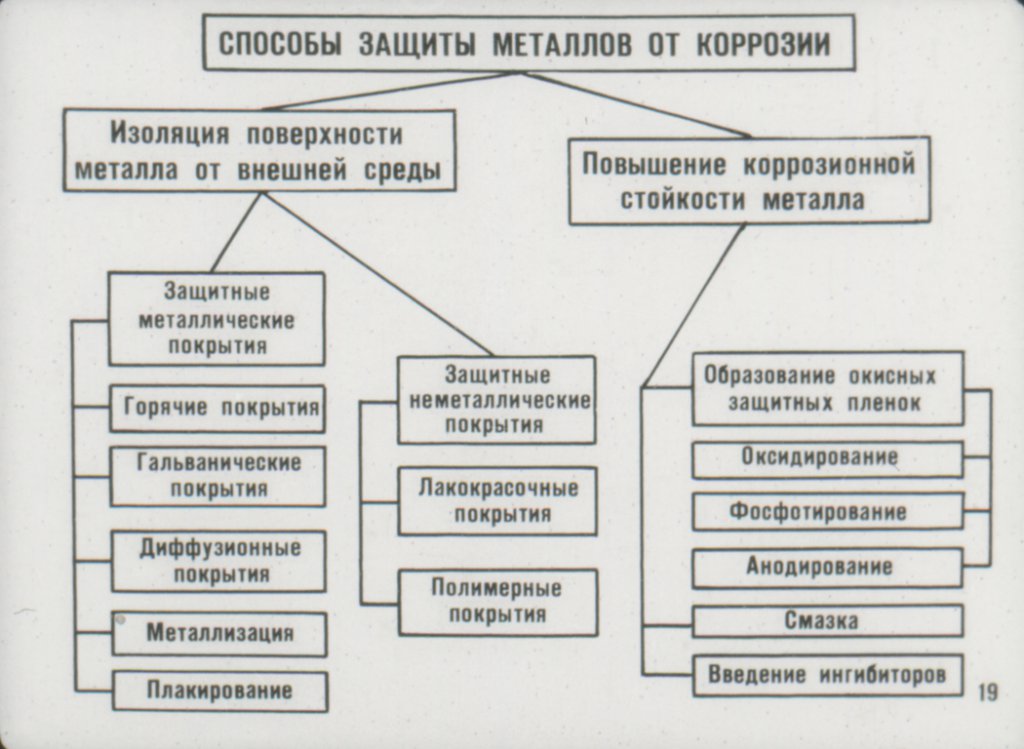 Кроме того, эти планы должны быть основаны на изменении того, как решения по коррозии принимаются внутри организации.
Кроме того, эти планы должны быть основаны на изменении того, как решения по коррозии принимаются внутри организации.
 Такая коррозия одинаково повреждает всю поверхность материала. Общая коррозия также известна как «ржавчина».
Такая коррозия одинаково повреждает всю поверхность материала. Общая коррозия также известна как «ржавчина». Подготовка поверхности обычно осуществляется шлифованием, крацеванием, полированием, пескоструйной обработкой или промоканием. Что касается покрытий, наносимых на материал, то они могут быть металлическими, эмалированными, т.е. наиболее известными и наиболее распространенными, лакокрасочными
Подготовка поверхности обычно осуществляется шлифованием, крацеванием, полированием, пескоструйной обработкой или промоканием. Что касается покрытий, наносимых на материал, то они могут быть металлическими, эмалированными, т.е. наиболее известными и наиболее распространенными, лакокрасочными
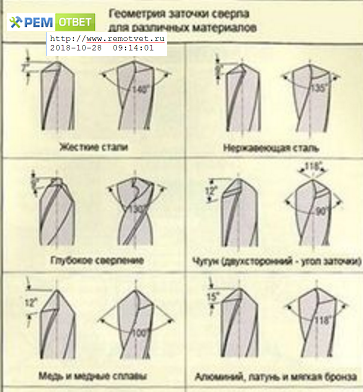 Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.


 Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.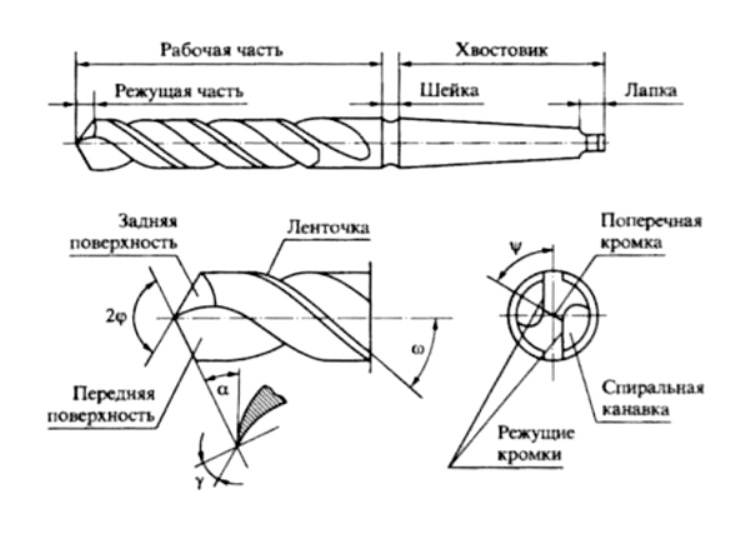 Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.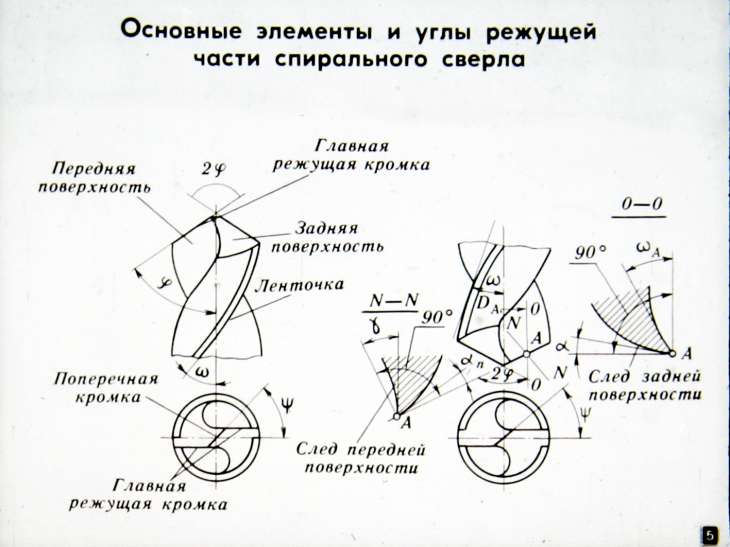
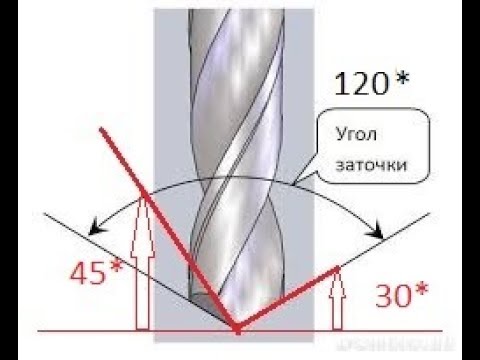 Защитные очки, однако, являются обязательными.
Защитные очки, однако, являются обязательными. Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать сверло. Сосредоточьтесь на шлифовании пятки сверла, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет плавно сверлить.
Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать сверло. Сосредоточьтесь на шлифовании пятки сверла, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет плавно сверлить. Чтобы обеспечить одинаковую заточку, некоторые люди предпочитают затачивать понемногу с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов после каждых нескольких секунд заточки.
Чтобы обеспечить одинаковую заточку, некоторые люди предпочитают затачивать понемногу с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов после каждых нескольких секунд заточки. Он должен сразу «вгрызаться» в древесину с минимальным усилием, а когда вы вытаскиваете сверло из дерева, он должен выбрасывать щепки по мере их появления.
Он должен сразу «вгрызаться» в древесину с минимальным усилием, а когда вы вытаскиваете сверло из дерева, он должен выбрасывать щепки по мере их появления.