Медь — элемент первой группы побочной подгруппы четвёртого периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Обозначается символом Cu (лат. Cuprum).
Электронное строение атома: 1s22s22p63s23p63d104s1. Подобно атомам щелочных металлов, атомы меди имеют в наружном слое один электрон, но в отличие от атомов щелочных металлов, предпоследний электронный слой содержит восемнадцать электронов. Медь – предпоследний член первой декады d-элементов. Поэтому у меди наблюдается так называемый «провал электрона» — конфигурация наружного электронного слоя 3d104s1 устойчивее, чем 3d94s2.
Элемент
Радиус атома, нм
Энергия ионизации
Э0→Э +, эВ
Радиус иона Э+, нм
Стандартный электродный потенциал процесса
Э++e—→Э0, эВ
K
0. 236
4.18
0.149
-2.925
Cu
0.128
7.73
0.098
+0.52
Сравнивая медь с металлом главной подгруппы того же периода — калием, можно видеть, что радиус атома и иона меди почти в два раза меньше соответственно атома и иона калия. Это обуславливает значительно бóльшую плотность, высокие температуры плавления, так как меньшие по размеру атомы располагаются в кристаллической решетке более плотно, вследствие чего силы притяжения между ними велики.
Малый радиус объясняет так же более высокие значения энергии ионизации меди, чем калия. Это приводит к большим различиям в химических свойствах этих металлов одного периода и одной группы. Медь – малоактивный металл, в ряду напряжений стоит после водорода, в отличие от калия – одного из самых активных металлов. В то же время, восмнедцатиэлектронный наружный слой, устойчивый у других элементов, здесь еще не вполне стабилизируется, и способен к частичной потере электронов. Так, медь, наряду с однозарядными катионами образует и двухзарядные, которые для нее наиболее характерны. Так же известны соединения со степенью окисления +3 в составе анионов или в комплексных соединений.
§2. Нахождение в природе. Месторождения.
Металлы подгруппы меди обладают небольшой химической активностью, поэтому они находятся частично в виде химических соединений, а частично в свободном виде, особенно золото.
Медь в далекие геологические эпохи, очевидно, находилась только в виде сернистых соединений – халькопирита (или) и халькозина. Объясняется это тем, что медь обладает довольно большим химическим сродством к сере, в настоящее время сульфиды – наиболее распространенные минералы меди. При высоких температурах, например, в районах вулканической деятельности, под действием избытка кислорода происходило превращение сульфидов меди в окислы, например:
При температуре ниже 10000C происходило образование окиси меди, которая в небольших количествах встречается в природе:
.
Самородная (металлическая) медь, очевидно, возникла в природе при сильном нагревании частично окисленных сернистых руд. Можно представить, что после землетрясений, грандиозных извержений окисленные минералы меди были погребены под толстым слоем горных пород и нагревались за счет земного тепла. При этом происходило взаимодействие окислов с сульфидами:
.
Подобные процессы протекают при выплавке меди на металлургических заводах. Такие природные “металлургические заводы” выплавляют громадные количества меди: самый крупный из найденных самородков весил 420 т. По-видимому, в меньших масштабах взаимодействие окислов некоторых металлов с сульфидами идет и в настоящее время, например, в районе некоторых Курильских островов.
Некоторые другие минералы меди получились из окисных руд. Например, под действием влаги и двуокиси углерода происходила гидратация окиси меди и образование основных карбонатов:
.
В лаборатории мы эти процессы не наблюдаем, так как они идут медленно. В “лаборатории” природы сроки в несколько тысяч лет совершенно незначительны. В дальнейшем под влиянием давления вышележащих горных пород и некоторого нагревания происходило уплотнение основного карбоната меди, и он превратился в изумительный по красоте минерал – малахит. Особенно красив полированный малахит. Он бывает окрашен от светло-зеленого до темно-зеленого цвета. Переходы оттенков причудливы и создают фантастический рисунок на поверхности камня.
Переход нерастворимых сульфидных соединений меди в раствор мог осуществляться за счет взаимодействия растворов сульфата железа (III):
.
Растворы сульфата железа, как указано выше, получаются в природе при действии воды, насыщенной кислородом, на пирит. Эти процессы медленно идут в природе и в настоящее время. [1, с.8-10]
Медь входит более чем в 198 минералов, из которых для промышленности важны лишь 17. Для производства меди наибольшее значение имеют халькопирит (он же – медный колчедан) CuFeS2, халькозин (медный блеск) Cu2S, ковеллин CuS, борнит (пестрая медная руда) Cu5FeS4. Иногда встречается и самородная медь. Распространение меди в земной коре –4,7*103% по массе (1015 — 1016 тонн). [3]
Соединения меди распределены в земной коре неравномерно, что объясняется различием в геологических условиях, сложившихся в различных местах земного шара. Богатейшие месторождения меди имеются в Конго (Катангский пояс). Материалы, собранные археологами о древнейших месторождениях датируются тысячелетиями до новой эры. Древнейшие выработки меди на территории нашей страны найдены в Закавказье, на побережье Балхаша, в многочисленных пунктах Сибири.
Планомерные поиски месторождений меди начинаются при Иване III, Иване Грозном и особенно при Петре I. При Иване Грозном в Олонецкий уезд был послан новгородский гость (купец) Семен Гаврилов “для сыску медные руды”, где она и была найдена. В 1652 г. Казанский воевода сообщил царю: “Медные руды… сыскано много и заводы к медному делу заводим”. [2, с.26] Из документов следует, что с 1562 по 1664 г. было послано из “Казани к Москве чистыя меди 4641 пуд. 6 гривенков”. В 1702 г. стала выходить первая русская газета “Ведомости”, которую, очевидно, редактировал Петр I. 2 января 1703 г. в ней писали: “Из Казани пишут. На реке Соку нашли много нефти и медной руды, из той руды меди выплавили изрядно, отчего чают не малую прибыль Московскому государству”. [2, с.27]
В начале этого столетия главнейшими месторождениями, которые разрабатывались, были: в районе Северного Урала – Богословский завод, в районе Нижнего Тагила – Выйский завод, а на Кавказе – Калакентский и Кедабекский заводы.
В наше время известны месторождения меди на восточном склоне Урала, Средней Азии, Закавказье и т. д.
Большое количество меди и других ископаемых находится на дне океанов, которое покрыто так называемыми конкрециями – скоплениями в виде камней округлой неправильной формы. Они содержат в среднем 0,5% меди. По подсчетам ученых запасы этой ценной и своеобразной руды составляют 5 млрд. тонн. [1, с.16-18]
Что изучает наука химия? а) Это наука о веществах в) Это наука о превращении веществ…
d) Это наука о веществах, их свойствах и превращениях. Что такое простое вещество? а) Вещество, образованное химическими элементами в) Вещество, образованное атомами химических элементов с) Вещество, образованное атомами одного химического элемента d) Вещество, образованное атомами разных химических элементов. 3. В каком ряду расположены только вещества а) Поваренная соль, сахар, свеча в) Вода, железо, сера с) Медь, гвоздь, кислород d) Кирпич, пищевая сода, керамический стакан. 4. Верны ли следующие суждения? А) Вещество — это то, из чего состоит физическое тело. В) Химический элемент — это определенный вид атомов. а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12. Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21. Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5
Знаешь ответ?
Как написать хороший ответ?Как написать хороший ответ?
Будьте внимательны!
Копировать с других сайтов запрещено. Стикеры и подарки за такие ответы не начисляются. Используй свои знания. 🙂
Публикуются только развернутые объяснения. Ответ не может быть меньше 50 символов!
0 /10000
Является ли медь элементом? — Techiescientist
Медь представляет собой металл розовато-оранжевого цвета, который встречается в природе в сочетании с другими элементами в виде минералов, таких как малахит, куприт, борнит, азурит и т. д. Однако в природе он также встречается в свободном элементном состоянии. .
Будучи хорошим проводником электричества, медь используется в производстве ряда электроприборов. Также благодаря своему яркому и привлекательному внешнему виду медь используется в производстве украшений и других декоративных изделий.
Натыкались ли вы дома или в другом месте на медные изделия и любовались ими, думая, что за материал в них? Вы думали об этом с точки зрения химии? Или, что еще хуже, вы спрашивали других о его функциях, но не могли получить ответ?
Если это произошло, то не волнуйтесь. Techiescientist здесь, чтобы решить все ваши вопросы.
Итак, продолжайте читать, чтобы узнать больше о меди…
Является ли медь элементом? Да, Медь — элемент. Медь состоит только из одного типа атомов, т. е. атомов меди, которые не могут быть далее разделены. Он указан в периодической таблице в группе 11 и имеет атомный номер 29. Следовательно, медь является элементом.
Что такое элемент?
Элементы – это основные вещества, присутствующие в чистом виде. Они состоят только из атомов одного типа и не могут быть далее разделены ни на какое другое вещество, кроме своих собственных атомов. Например, медь, кислород, фтор и т. д. Основной единицей элемента является атом.
В периодической таблице перечислены все элементы, открытые учеными на данный момент, и они расположены в соответствии с их характеристиками. Элементы со схожими свойствами помещаются в одну группу. Они представлены своими атомарными символами.
В основном элементы делятся на металлы и неметаллы.
Что такое соединение?
Соединения – это вещества, которые образуются при химическом соединении атомов двух или более элементов вместе в определенных соотношениях. Основной единицей соединения является молекула.
Каждое соединение обладает уникальными физическими и химическими свойствами, которые отличаются от любого из соединяющихся атомов.
Свойства соединения изменяются, если соотношение атомов нарушено. Вот почему соединения представлены их химическими формулами.
Например, вода представлена химической формулой H 2 O, что указывает на то, что молекула воды состоит из двух атомов водорода и одного атома кислорода.
Медь является элементом 11 группы и 4 периода периодической таблицы. Он принадлежит к элементам D-блока, также известным как переходные металлы. Положение меди в периодической таблице показано ниже:
Информация, которую мы можем извлечь из приведенного выше рисунка:
• Атомный номер меди 29.
• Атомная масса или массовое число меди 63,546
• Атомный символ меди — Cu.
• Электронная конфигурация меди [Ar]3d 10 4с 1 .
Атомная структура меди также может быть построена на основе приведенной выше информации.
Обратите внимание, что количество протонов = количество электронов = атомный номер элемента
В случае меди атомный номер = 29.
Следовательно, количество протонов = количество электронов = 29
Кроме того, Количество нейтронов = Атомная масса (округление до ближайшего целого числа) – Количество протонов
Следовательно, Количество нейтронов в меди = 63 – 29= 34
С учетом приведенной выше информации атомная модель меди нарисована ниже:
Следовательно, атом меди состоит из 29 протонов и 34 нейтронов в ядре, а 29 электронов вращаются вокруг ядра в различных оболочках.
Почему медь не является соединением?
Как элементы, так и соединения представляют собой чистые вещества, образованные одним типом повторяющихся единиц, а именно. атомы и молекулы.
Элементы — это чистейшая форма материи, состоящая только из атомов одного типа. Эти атомы расположены по определенному образцу и считаются основной единицей элемента. Невозможно далее разделить атомы на более простые объекты.
Периодическая таблица содержит список всех 118 элементов и классифицирует элементы на металлы и неметаллы. Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.
Обычно элементы встречаются в природе в сочетании с другими элементами, такими как минералы, а иногда и в своем естественном состоянии. Например, золото, серебро, натрий и т. д.
С другой стороны, соединения представляют собой вещества, образованные сочетанием двух или более типов атомов. Эти атомы объединены в определенном соотношении и связаны химической связью.
Основной единицей соединений является молекула. Можно дополнительно разделить эти молекулы на составляющие их атомы. Однако для этого требуются строгие химические процессы.
Например, молекулу воды можно разделить на водород и кислород, так как она содержит два атома водорода и один атом кислорода.
Медь относится к 11 группе периодической таблицы и помещается наравне с металлами. Он состоит только из атомов меди, которые составляют его основную единицу. Его нельзя далее разделить на какое-либо более простое вещество, и, следовательно, медь можно правильно назвать элементом.
Является ли медь чистым веществом?
Чистые вещества – это виды материи, состоящие только из частиц одного типа, атомов или молекул. Они имеют однородный состав и, таким образом, обладают специфическими физическими и химическими свойствами.
Кроме того, атомы или молекулы внутри чистого вещества всегда расположены определенным образом, т. е. имеют определенную структуру решетки.
Медь состоит только из атомов меди, которые расположены вместе определенным образом. Эти атомы составляют основную единицу меди и расположены в определенной структуре решетки.
Медь также обладает определенными физическими и химическими свойствами. Так как все эти свойства принадлежат чистым веществам, то Медь, безусловно, является чистым веществом.
Является ли медь смесью?
Смесь состоит из двух или более типов атомов или молекул, смешанных вместе в непостоянных соотношениях.
Смешанные атомы или молекулы не соединяются химически и могут быть легко разделены на составляющие их частицы с помощью простых физических процессов.
Определенной схемы расположения составляющих частиц нет. Физические и химические свойства смеси изменяются с изменением доли одной или нескольких составляющих ее частиц.
Смеси можно дополнительно разделить на гомогенные и гетерогенные смеси.
В гомогенных смесях атомы или молекулы распределены равномерно, из-за чего может быть невозможно визуально отличить их друг от друга. Например, соль в воде.
В гетерогенных смесях количество соединяющихся атомов или молекул не является постоянным по всей смеси, а также составляющие ее частицы можно различить визуально. Смесь сахара и соли является примером гетерогенной смеси.
В случае меди присутствует только один тип атомов, которые химически связаны друг с другом и не могут быть разделены с помощью физических процессов.
Более того, эти атомы расположены по определенной схеме, что также обуславливает специфические физико-химические свойства меди.
Похожие темы, которые вы должны прочитать:
Является ли соленая вода соединением
Является ли алмаз элементом Соединение Чистое вещество
Латунь Смесь
Бензин Однородная смесь
Молоко Однородная смесь
Решетчатая структура меди
Структура решетки элемента также известна как его кристаллическая структура. Он состоит из двух компонентов: решетки Браве и атомов.
Решетка Браве — это пространство, в котором предполагается, что атомы расположены. Обычно его рассматривают в виде куба, в котором атомы располагаются на определенных позициях в определенных количествах.
Атомы внутри решетки Браве расположены под определенным углом и на расстоянии друг от друга. Другие параметры внутри этой структуры также остаются постоянными.
Атомы в решетке Браве меди организованы в структуру гранецентрированной кубической решетки.
Это станет легко понять, если вы представите куб с маленькими шариками, размещенными в каждом углу этого куба, а также в центре каждой из его граней.
Здесь куб — это решетка Браве, а шары — это атомы. Следовательно, гранецентрированная кубическая структура решетки меди выглядит следующим образом:
В приведенной выше структуре красные кружки обозначают атомы меди, расположенные под определенным углом и на определенном расстоянии друг от друга.
Свойства меди
Ниже перечислены несколько важных свойств меди:
• Медь представляет собой металл розовато-оранжевого цвета.
• Это очень хороший проводник тепла и электричества, благодаря чему он используется при изготовлении ряда кухонных принадлежностей и электроприборов.
• Температуры плавления и кипения меди составляют 1083 °C и 2595 °C соответственно.
• Медь устойчива к коррозии, но подвержена потускнению.
• Медь обладает высокой ковкостью и пластичностью.
• Атомы меди расположены в гранецентрированной кубической структуре решетки.
• Медь также используется для борьбы с биообрастанием, а ее противомикробные свойства делают ее идеальной для очистки воды.
Заключение
Медь состоит только из атомов одного типа и занимает определенное положение в периодической таблице. Следовательно, медь является элементом.
Медь является чистым веществом, так как состоит только из атомов одного типа, расположенных в определенном порядке.
Медь не является соединением или смесью, поскольку она не может быть далее разделена на различные атомы ни физическим, ни химическим способом.
Атомы меди расположены в гранецентрированной кубической решетке.
Является ли медь чистым веществом?
Медь или Cu представляет собой химический элемент, встречающийся в природе.
Название «медь» происходит от слова «coper», которое является старым английским названием меди. Медь также происходит от латинского слова «Cyprium aes», что означает «металл с Кипра».
В этой статье мы обсудим, является ли медь чистым веществом или нет.
Далее рассмотрим понятия чистого вещества, смеси, элемента, соединения, гомогенного и гетерогенного вещества.
Итак, медь — это чистое вещество или смесь? Да, медь — чистое вещество, так как медь обладает определенными свойствами. Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом.
Это металл d-блока с атомным номером 29. Электронная конфигурация Cu: [Ar] 3s2 3p6 4s1 3d10. Электронная конфигурация отличается от нормальной для достижения стабильной, полностью заполненной конфигурации d10.
Красновато-коричневый цвет, твердое вещество при комнатной температуре. Температура плавления составляет около 1084,2°C.
Наиболее важным источником меди являются такие минералы, как борнит и халькопирит. Медь является одним из важнейших металлов для человеческого организма.
Cu реагирует с кислородом воздуха с образованием оксида меди черного цвета.
Медь была первым металлом, из которого был изготовлен сплав. Медь довольно легко перерабатывается, и почти 70% меди, которую мы используем, было переработано.
Что такое Материя?
Существуют различные определения материи, но здесь изложено самое простое.
Материя — это все, что занимает пространство и имеет массу. Вещество далее классифицируется на твердое, жидкое и газообразное в зависимости от физического состояния вещества.
Аналогичным образом вещество классифицируется на чистые вещества и смеси на основе состава.
В этой статье мы обсудим последнюю классификацию.
Что такое чистое вещество?
Чистые вещества имеют фиксированное значение различных свойств, таких как температура плавления, температура кипения, плотность и т. д. Они состоят только из частиц одного типа.
Все чистые вещества однородны, т. е. их состав остается однородным по всему объему.
Чистые вещества не могут подвергаться дальнейшему расщеплению с образованием различных продуктов. Например] золото, медь, серебро и т. д.
Чистые вещества далее классифицируются как элементы и соединения.
Чистые вещества очень полезны. Они нужны для производства лекарств, приготовления химикатов в промышленных масштабах, для научных целей и поддержания хорошего здоровья человека.
Что такое смесь?
Смеси изготавливаются из чистых веществ. Смеси образуются при физическом соединении двух или более чистых веществ (элементов или соединений).
Они могут быть снова разделены на чистые вещества, используемые для образования смеси, поскольку в них нет химической связи.
При наличии в смеси чистого вещества его свойства сохраняются.
Определенных свойств смеси нет. Их состав изменчив.
Например, поваренную соль и черный перец хранят вместе в миске, соль в воде и т. д.
Смеси далее делятся на гомогенные смеси и гетерогенные смеси.
Почему медь является чистым веществом?
Медь является элементом, подпадающим под категорию чистого вещества.
Подобно чистому веществу-
• Cu обладает определенными свойствами, такими как точка кипения, точка плавления и т. д.
• Состав медного элемента остается неизменным, независимо от условий.
• Ни в коем случае нельзя конвертировать во что-то более простое.
Из-за этих свойств медь нельзя считать смесью.
Что такое элемент?
Элемент — это чистая субстанция, которую нельзя разложить ни на что более простое, чем она сама.
Все атомы в элементе одинаковы; у них одинаковое количество протонов в ядрах.
Каждый элемент имеет свои уникальные свойства.
Элемент – основная форма материи или строительные блоки материи.
Например] Cu, Ag, Au и т. д.
Что такое соединение?
Соединение также является чистым веществом. Он образуется путем химического соединения двух или более элементов в фиксированном соотношении по массе.
Их можно разложить на более простые вещества только химическими средствами.
Например, h3O, CuO и т. д.
Является ли медь соединением или элементом?
Медь относится к категории элементов, поскольку медь не может быть подвергнута дальнейшему разложению.
Все атомы в медном элементе имеют 29протонов в ядрах. Медь является строительным материалом для многих соединений меди.
Это не соединение, так как в Cu есть только один тип атома.
Что такое гомогенное вещество?
Вещество, имеющее однородный состав по всему объему, является однородным веществом. Обычно имеет одну фазу.
Например,] смесь соли в воде образует однородный раствор при тщательном перемешивании.
Если вынуть 1 мл этого раствора с любой стороны, он будет иметь тот же состав. Мы не можем отличить соль от воды.
Другими примерами являются золото, серебро, вода и т. д.
Что такое гетерогенное вещество?
Вещество, имеющее неоднородный по объему состав, является гетерогенным веществом. Он имеет более одной фазы.
Например, смесь соли в воде образует негомогенный раствор, если ее тщательно не перемешать. Если мы возьмем 1 мл этого раствора с любой стороны, он не будет иметь тот же состав.
Можно различить твердую соль и воду.
Другими примерами являются смесь соли и перца, песка и шнека и т. д.
Чистые вещества всегда гомогенны, но смеси могут быть гомогенными или гетерогенными.
Однородные смеси, такие как соленая вода в примере, можно легко спутать с чистым веществом.
Является ли медь гомогенным или гетерогенным веществом?
Медь является однородным веществом, так как состав остается однородным по всему объему.
Обычно все элементы и соединения однородны.
Является ли оксид меди чистым веществом?
Да, оксид меди считается чистым веществом.
Оксид меди образуется при взаимодействии меди с кислородом воздуха. Он черного цвета.
Цвет меди со временем темнеет из-за образования CuO на поверхности Cu. CuO имеет фиксированный состав по массе.
Существует химическая связь между Cu и O. CuO может снова превратиться в Cu при обработке газообразным водородом.
Это не может быть элемент, потому что в образце CuO имеется более одного типа ядер. Это не может быть смесь, потому что между Cu и O образуется химическая связь.
Это соединение, потому что два элемента присутствуют в фиксированной массовой пропорции. Соединение – это чистое вещество.
Свойства меди
Физические свойства
• Ковкость — можно ковать в тонкие листы без разрушения.
• Ductile- можно втягивать в провода.
• Звонкий- при сильном ударе издает звонкий звук.
• Lustrous- свежая поверхность меди блестящая. Через некоторое время образуется черный слой CuO, и блеск уменьшается.
• Soft- Легко режется сталью.
• Обладает высокой тепло- и электропроводностью.
• Плотное вещество – медь имеет плотность 8,96 г/см3.
• Биостатический- не позволяет размножаться бактериям.
• Медь обладает хорошей прочностью на растяжение.
• Медь не обладает магнитными свойствами. Я также написал специальную статью об этом. Проверьте магнетизм меди.
Химические свойства
• Соединения меди могут выступать в качестве катализатора в различных реакциях.
Например, CuCl2 катализирует синтез акрилонитрила из ацетилена и цианистого водорода.
• Медь образует различные соединения в состояниях +1 и +2.
• Реагирует с кислородом воздуха в соответствии со следующей реакцией
2Cu + O2 ➔ 2CuO
• Медь зеленеет под воздействием влажного воздуха из-за реакции с водой, углекислым газом и кислородом.
• Медь имеет более низкий восстановительный потенциал, чем водород. Поэтому он не реагирует с кислотами. Проверьте, реагирует ли медь с кислотой.
Использование меди
Медь находит применение в различных областях. Некоторые из них
1. Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
• Золотые украшения на самом деле представляют собой сплав золота и меди, поскольку золото очень мягкое для использования в качестве драгоценного камня.
• Олово и медь образуют бронзу.
2. Медь часто втягивается в провода и используется в электрическом оборудовании, таком как двигатели, из-за ее свойств пластичности и проводимости.
3. Медь используется в строительстве
• Кровля
• Сантехника
4. В различном промышленном оборудовании, таком как теплообменники, используется медь.
5. Сульфат меди производится из Cu, который используется в качестве
• Сельскохозяйственный яд
• Альгицид при очистке воды.
6. В качестве реактива Фелинга А используется водный раствор сульфата меди.
Основным направлением деятельности компании «Центр технического оборудования» является продажа различных элементов технического обеспечения, необходимого для эффективной работы автомобильных мастерских. В каталоге представлено современное оборудование для автосервиса.
Сортировать:
По наименованию
По цене
По популярности
По наименованию (по возрастанию)
По наименованию (по убыванию)
По цене (по возрастанию)
По цене (по убыванию)
По популярности (по возрастанию)
По популярности (по убыванию)
Вид:
Ручные клещи для точечной контактной сварки — TECNA 7900
Артикул1126
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
60
Привод
Ручной
Охлаждение
Воздушное
Напряжение питания, В
220/1
Вес, кг
11 кг
Вылет плеч, мм
125/250/350/500
Ручные клещи для точечной сварки — TECNA 7902
Артикул1127
Толщина лист/пруток, мм
2,5+2,5 / 8+8
Количество, т/час
70
Привод
ручной
Охлаждение
воздушное
Напряжение питания, В
380/2
Вес, кг
12 кг
Вылет плеч, мм
125/250/350/500
Аппарат точечной сварки BLUEWELD Plus 20/TI 823225
Артикул867
Вес, кг
10 кг
Габариты, мм
440 x 100 x 185
Напряжение питания, В
1 х 220
Сварочный ток, А
3800
Мощность max / 50%, кВт
6 /1,2
Максимальная толщина свариваемого материала, мм
1 + 1
HAMMER DDT 6300А Аппарат контактной сварки 022980
Артикул7831
Напряжение питания, В
220В
Am
16А
I2CC / I2p
6300A / 700А
U20
2. 45В
Мощность, кВА
макс. 14 / 2.5 (50%)
Толщина листов, мм
2+2 мм
Упаковочные размеры, мм
360х290х100
Вес брутто, кг
10
Ручные клещи для точечной контактной сварки — Tecna 7903
Артикул1128
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
500
Привод
ручной
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
14 кг
Вылет плеч, мм
150/250/350/500
Ручные клещи для точечной контактной сварки — Tecna 7911
Артикул1129
Толщина лист/пруток, мм
2,5+2,5 / 8+8
Количество, т/час
70
Привод
пневмо
Охлаждение
воздушное
Напряжение питания, В
380/2
Вес, кг
14 кг
Вылет плеч, мм
125/250/350/500
Ручные клещи для точечной контактной сварки — Tecna 7915
Артикул1130
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
700
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
15 кг
Вылет плеч, мм
150/250/350/500
Клещи для контактной точечной сварки — Tecna 7913
Артикул1131
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
700
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
19 кг
Вылет плеч мин/макс,мм
150/250/350/500
GYSPOT 32D-С Многофункциональный сварочный аппарат двухсторонней точечной сварки
Артикул1622
Максимальный ток, А
10500 A
Эффективный сварочный ток
7500 A
Напряжение питания, В
32А, 400В 3ф, 50 Гц
Вес, кг
100 кг
Габариты, мм
55x75x190 см
GYSPOT 32D-X Многофункциональный сварочный аппарат двухсторонней точечной сварки
Артикул1623
Максимальный ток, А
10500 A
Эффективный сварочный ток
7500 A
Напряжение питания, В
32А, 400В 3ф, 50 Гц
Вес, кг
100 кг
Габариты, мм
55х75х190 см
Клещи для точечной контактной сварки — Tecna 3321
Артикул1132
Толщина лист/пруток, мм
3+3 / 10+10
Количество, т/час
840
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
46 кг
Вылет плеч мин/макс,мм
190/650
Клещи для точечной контактной сварки — Tecna 3322
Артикул1133
Толщина лист/пруток, мм
4+4 / 14+14
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
52 кг
Вылет плеч мин/макс,мм
190/800
Подвесные клещи контактной сварки — TECNA 3324
Артикул1135
Толщина лист/пруток, мм
3,5+3,5 / 12+12
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
55 кг
Вылет плеч мин/макс,мм
250/650
Подвесные клещи контактной сварки — TECNA 3323
Артикул1134
Толщина лист/пруток, мм
4+4 / 14+14
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
53 кг
Вылет плеч мин/макс,мм
5/20
Клещи для точечной контактной сварки — Tecna 3327
Артикул1136
Толщина лист/пруток, мм
5+5 / 16+16
Количество, т/час
480
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
76 кг
Вылет плеч мин/макс,мм
255/1030
Клещи для точечной контактной сварки — Tecna 3328
Артикул1137
Толщина лист/пруток, мм
5+5 / 16+16
Количество, т/час
480
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
78 кг
Вылет плеч мин/макс,мм
255/820
Подвесные клещи для контактной сварки — Tecna 3032N
Артикул1138
Толщина лист/пруток, мм
4+4 / 18+18
Количество, т/час
600
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
71 кг
Вылет плеч мин/макс,мм
—
Аппарат точечной сварки BLUEWELD DIGITAL PLUS 9000 AQUA 823322
Артикул947
Сварочный ток, А
7000
Напряжение питания, В
380
Максимальная мощность сварки, кВА
47
Номинальная мощность при 50% нагрузке (водное охлаждение), кВА
11
Максимальная толщина свариваемого материала, мм
3+3
Машина контактной сварки Tecna 7630CA/220
Артикул1206
Напряжение питания, В
220В/50 Гц
Номинальная мощность при 50 %,
0. 8 кВА
Максимальная мощность в режиме сварки
5.2 кВА
Ток короткого замыкания во вторичной обмотке
2.5 кА
Напряжение вторичной обмотки при отсутствии нагрузки
2.6 В
Плавкие предохранители
16 А
Степень защиты
IP 21
Уровень шума, дБ
<70 дБ
Усилие на инструмент в момент приварки
15-25 даН
Аппарат точечной сварки NORDBERG WS5 (220В)
Артикул172
Потребляемая мощность, кВт
16 кВт
Максимальный сварочный ток, А
4000 А
Входной ток
42 А
Система регулировки времени
0-99 мс
Выходное напряжение
AC 6В–10В Нагрев угольным электродом; AC 1В–12В Приварка шайб; AC 1В–13В Сваривание металлов
Режимы операций
А. В.С.
Габариты, мм
620х450х980 мм
Упаковочные размеры, мм
620*450*980
Вес, кг
73 кг
Аппарат точечной сварки NORDBERG WS6 (220 В / 380 В)
Артикул170
Потребляемая мощность, кВт
19 кВт
Напряжение питания, В
220В/380В
Входной ток
50 А
Максимальная толщина свариваемого материала, мм
0,8+0,8 мм
Максимальный сварочный ток, А
5000 А
Упаковочные размеры, мм
430х700х960
Вес, кг
77 кг
Аппарат точечной сварки NORDBERG WS9 (380В)
Артикул169
Потребляемая мощность, кВт
22 кВт
Выходное напряжение
380В, 50/60 Гц
Максимальный сварочный ток, А
5800 А
Входной ток
57 А
Система регулировки времени
0-99 мс
Максимальная толщина свариваемого материала, мм
1,0+1,2 мм
Упаковочные размеры, мм
560х670х950
Вес, кг
97 кг
TECNA 3460N/380 auto
Артикул1208
Ток короткого замыкания, А
4500
Охлаждение
воздушное
Вес, кг
28 кг
Аппарат контактной сварки Blueweld Digital Plus 5500 (с набором 802832) — 220В (823323)
Артикул897
Мощность при нагрузке 50%, кВт
3
Максимальная толщина свариваемого материала, мм
1,5 + 1,5
Сварочный ток, А
3000
Напряжение питания, В
1×220
Максимальная мощность, кВт
11
Аппарат точечной сварки c клещами NORDBERG WS10 (380В)
Артикул168
Потребляемая мощность, кВт
26. 8 кВт
Выходное напряжение
380В, 50/60 Гц
Максимальный сварочный ток, А
9900А
Входной ток
60А
Система регулировки времени
0-99 мс
Максимальная толщина свариваемого материала, мм
1,0+1,5 мм. (2,5+2,5 мм. клещи)
Вес, кг
144.3 кг
Упаковочные размеры, мм
810*610*1050
Производители в категории «Контактная сварка»
Преимущества сотрудничества с нашей компанией
Официальный дилер 54 производителей
Компания «ЦТО» является официальным дилером ведущих производителей автосервисного оборудования со всего мира
Более 15000 товаров в каталоге
В нашем каталоге представлен широчайший ассортимент товаров для автосервисов любого масштаба
Доставка по РФ и СНГ от 2 дней
Наша компания осуществляет прямые поставки оборудования от производителей через наиболее востребованные ТК
Сертифицированное оборудование
Весь ассортимент представленного оборудования из нашего каталога имеет сертификаты соответствия российского и международного стандарта
Сервисное обслуживание
Наши специалисты имеют компетенцию и аккредитацию по гарантийному и постгарантийному обслуживанию оборудования от компаний-производителей
Проектирование и монтаж «под ключ»
Проектировочный отдел нашей компании может разработать индивидуальный проект исходя из ваших требований и бюджета
Оставьте заявку на получение прайс-листа
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Оставьте заявку на подбор аналога
Наш менеджер свяжется с вами и поможет подобрать аналогичный товар
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Закажите подбор оборудования
Наш специалист свяжется с вами в ближайшее время
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Закажите индивидуальный проект
Наши специалисты разработают для вас проект бесплатно
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
что это такое, где используется, характеристики, плюсы и минусы
Время на чтение: 2 мин
1487
Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
Содержание статьиПоказать
Особенности технологии
Разновидности сварочных аппаратов
Плюсы и минусы точечной сварки
Когда следует прибегать к точечной сварке
Особенности технологии
Точечная сварка – это процесс сваривания с применением высокочастотного тока, один из видов контактной сварки. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Электроды закрепляют над и под металлом, в момент сжатия подают ток. От него плавится металл, электроды сдавливают его, в итоге получается точка. Такая работа возможна только с использованием особого оборудования. Иногда, в качестве вспомогательного элемента может применяться резиновая крошка.
Существуют небольшие аппараты для точечной сварки и большие агрегаты, используемые в промышленных масштабах. Сфера применения широкая, от машиностроения до бытовых нужд.
Разновидности сварочных аппаратов
Есть три подвида инверторов. Промышленные работают на производствах, где варят в больших объемах множество деталей часто из толстого металла. Такие аппараты большие, их не перемещают с места на место. Один из примеров – машина МТ 1928.
Профессиональные сварочные аппараты меньше промышленных, их можно брать с собой на выезд. Актуальны они для работы на стройке или в автосервисе.
Точечная сварка применяется в быту. Для этого покупают слабомощные модели или делают аппараты самостоятельно. Для мелкого ремонта такие самоделки вполне годятся.
Плюсы и минусы точечной сварки
Самое большое преимущество – скорость сварки. Самое простое устройство может создать больше сотни сварочных точек за минуту. Человек не сможет сварить с такой скоростью, как варит аппарат.
Работа проходит быстро и точно даже с толстым металлом (около двух сантиметров). За это эти аппараты часто используют при изготовлении и ремонте автомобилей.
Еще один плюс – дешевая сварка. Большие аппараты (промышленный и профессиональный) дорогие, но чтобы они работали, нужен только электрический ток и несколько электродов, которые служат долго.
Контактная сварка – несложный процесс, с ней справится и самоучка. Не надо учитывать расход инструмента, следить за ровностью шва, зажигать дугу.
По этой причине точечная сварка применяется на конвейере. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
В вопросе потребления электричества этот тип инвертора радует – такие аппараты экономичны за счет быстрой работы.
К преимуществам также относится простота исполнения и возможность применить ее ко всем сферам. Сварить точками можно любой металл, даже цветной, толщиной до 20 мм. Чтобы получить хороший результат, надо грамотно выставить настройки.
Есть у точечной сварки и минусы. Хотя это довольно производительный процесс, она не подходит для работы с очень толстыми деталями. Потолок – толщина 20 миллиметров. Если варить более толстые металлы, точка будет непрочная и быстро сломается.
Иногда устройства для точечной сварки бывают очень большими. Обычно это устройства на производстве. Но это относится только к стационарному оборудованию, аппараты для бытового пользования небольшие.
Шов, получаемый при такой сварке, неаккуратный. Такая работа не подойдет для художественной ковки. Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Главный недостаток – опасность для работающего. Большинство тех, кто видел процесс точечной сварки, думает, что это безопасно, чем варить дугой или с помощью газами.
Во время работы сварщик манипулирует током с высоким напряжением, а это крайне опасно для жизни. Новичок может отдавить себе пальцы устройством, лишиться зрения или заработать ожог.
Так что во время работы следует не забывать о безопасности и надевать спецовку.
Когда следует прибегать к точечной сварке
Это одна из самых популярных разновидностей. С ее помощью получаются прочные швы без использования обычных электродов и других материалов.
Для работы нужен только аппарат, выдающий ток с высокой частотой. Это расплавляет металл и формирует сварочные точки.
Аппарат для такой сварки можно сделать самостоятельно из старого аппарата (из него в принципе можно сделать множество видов сварочников).
Чтобы получить точечный аппарат, нужно купить контроллер. Так можно получить работающее устройство, которое выручит дома.
Справочный центр — Spot Weld, Inc.
Аппараты точечной сварки с прессованием
Сварочные аппараты прессового типа станут вашим самым универсальным типом контактной сварки. Это рабочая лошадка отрасли. Главное, что нужно понять о сварочных аппаратах типа Press (и чем они отличаются от сварочных аппаратов типа Rocker Arm), заключается в том, что верхний поршень опускается линейно. Это не похоже на сварочный аппарат типа Rocker Arm, чьи сварочные электроды эффективно вращаются на месте.
Некоторые случаи, когда сварщик типа Press действительно вступает в игру, когда:
Приварные шпильки или приварные гайки
Применения с высоким усилием электрода
Выступающая сварка
Использование специального инструмента для закрепления детали
Необходима частая смена инструмента
Сварочные аппараты для точечной сварки в проекционном стиле
Основное отличие аппаратов для сварки в прессе от сварочных аппаратов в проекционном стиле заключается в нижнем колене. Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Если сварочные кронштейны используются на плитах, они должны быть квадратными, чтобы их можно было установить на плоскую поверхность. Аппараты для проекционной сварки без плит обычно также имеют квадратные рычаги.
«Выступающий сварочный аппарат» назван так потому, что во многих металлических штамповках используются «выступы» сварного шва на детали, чтобы обеспечить одновременное выполнение нескольких сварных швов или обеспечить качественный сварной шов. Для одновременной сварки нескольких сварных швов обычно требуется большее усилие сварки, чем для традиционной точечной сварки, поэтому требуется более прочная рама, чтобы предотвратить изгиб при более высоких усилиях.
Комбинированные аппараты для точечной сварки с прессованием и проецированием
Комбинированные устройства с прессованием и проецированием обычно имеют нижнее колено коробчатой конструкции, которое удерживает круглую предплечье. Некоторые сварочные аппараты для комбинированной прессовой/проекционной сварки имеют как плиты, так и круглые сварочные рычаги, что обеспечивает наибольшую адаптивность.
Аппараты для точечной сварки с коромыслом
Аппараты для точечной сварки с коромыслом, благодаря своей конструкции, как правило, являются наиболее экономичным типом аппарата для точечной сварки. По этой причине они также чрезвычайно распространены. Удачно названный, верхний рычаг сварочного аппарата с качающимся рычагом поворачивается на место, а электрод следует за дугой, по существу «раскачивая» верхний рычаг до тех пор, пока электроды не соприкоснутся.
Одним из преимуществ станка с коромыслом является возможность быстрого изменения глубины горловины станка простым изменением длины рычага. Это может быть полезно для цеха, которому в один прекрасный день может понадобиться сварить трубу тонкого сечения диаметром 36 дюймов, а на следующий день потребуется сварить материал большого сечения, и он может использовать меньшую глубину шва.
Еще одна вещь, которую следует отметить в отношении аппаратов для точечной сварки с коромыслами, заключается в том, что при изменении глубины горловины вы также изменяете силу электрода, которую способна создать машина.
Конечно, как и в случае с любым аппаратом для точечной сварки, увеличивая горловину аппарата или сварочный зазор, вы уменьшаете максимально допустимый ток аппарата.
Машины для сварки швов
Вообще говоря, машины для сварки швов будут использовать два медных колеса с приводом от двигателя. Медные колеса катятся друг о друга. Когда сталь (или другой листовой металл) помещается между двумя вращающимися колесами, а на медные колеса подается ток (с заданной силой), возникает «непрерывный» сварной шов. (Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
Накатные ролики часто используются для сварки материалов с покрытием, таких как оцинкованные, алюминизированные и оцинкованные. Колесо с накаткой будет перемещаться по внешнему краю колеса (колес) по касательной и эффективно «очищать» свариваемую поверхность во время вращения колес. Иногда колеса с накаткой фактически приводят в движение шовные колеса.
A Машина для сварки швов сопротивлением по окружности сваривает слева направо (или наоборот, в зависимости от направления вращения двигателя).
Сварщик продольных швов с сопротивлением сваривает «внутри и снаружи» машины, с точки зрения оператора, стоящего перед машиной. Опять же, в зависимости от конфигурации машины, вы можете выполнять сварку с материалом, выходящим из машины, или с входящим материалом.
Скоростная шовная сварка использует модифицированный аппарат для точечной сварки, чтобы выполнить несколько точечных сварок подряд, слегка перекрывая друг друга, чтобы получился шов. Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Аппараты для стыковой сварки
Аппараты для стыковой сварки используются для соединения двух концов профиля. Сплошная проволока, стержень квадратной/круглой/прямоугольной/шестигранной/другой формы, секции труб и многое другое можно сваривать встык. Удлинители буровой штанги, пильные полотна и формовочные машины с подачей проволоки используют в своем процессе сварку встык.
Другие типы сварочных аппаратов
Настольный сварочный аппарат
Сварочный аппарат «Точка»
Аппарат для стыковой сварки оплавлением
Сварочный аппарат для тяжелых условий эксплуатации
Сварочный аппарат с двумя головками
Ручной сварочный пистолет
Сварочный пистолет с сервоприводом
Микросварочный аппарат
Эконом сварщик
Сварочный аппарат с емкостным разрядом
Сварочный аппарат с несколькими пистолетами для сквозной сварки
Среднечастотный сварочный инвертор постоянного тока (MFDC)
Выбор насосной станции для дачи – ответственная задача, от решения которой зависит бесперебойность работы и комфорт использования системы автономного водоснабжения. С помощью НС можно организовать стабильную подачу воды из водоема, искусственного резервуара, колодца или скважины в любую точку дачного хозяйства или другого объекта. При этом следует обеспечить достаточный напор для комфортного использования системы.
Ключевые компоненты насосной станции – электродвигатель, самовсасывающий насос, гидроаккумулятор и реле, отвечающее за автоматизацию работы агрегата и поддержание в баке установленного уровня давления. Электронасос забирает воду из источника и подает в гидробак, где она содержится под давлением (для обеспечения требуемого напора). Реле контролирует уровень давления, автоматически включает и отключает агрегат.
Главные рабочие параметры НС – мощность и производительность. Для дач и частных домов применяются установки мощностью 600–1500 Вт. Рекомендации по производительности дает организация, выполняющая буровые работы. Ориентировочная производительность НС для дачного хозяйства составляет 1–7 м3/ч, в зависимости от масштабов водопотребления. При необходимости подходящую производительность можно рассчитать самостоятельно.
Критерии выбора
Остановимся подробнее на том, как правильно выбрать насосную станцию для дачи. При подборе модели нужно учесть следующие параметры:
Глубина всасывания – рассчитывается от НС до уровня водозабора в скважине или колодце. Кроме глубины до водного зеркала, учитывается и удаленность станции от источника по горизонтали. Но при расчетах учитывается, что по горизонтали электронасосу легче качать воду примерно в 10 раз, чем по вертикальной трубе. Глубина всасывания у большинства НС составляет 8 м по вертикали (или 80 м по горизонтали). Таким образом, чем глубже источник, тем ближе к нему нужно устанавливать НС, и наоборот. Например, при глубине колодца 5 м (до 1-го зеркала воды) можно установить НС с глубиной всасывания 8 м на удалении до 30 м. Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос.
Высота напора – расстояние от НС до точек водоразбора (кранов, сантехнических приборов, бытовой техники). Обычно этот параметр достигает 40–50 м.
Объем потребления воды. Для семьи из 3–4 человек рекомендуется накопительный бак на 20–24 л.
Мощность двигателя. Подходящее значение зависит от числа точек водоразбора. Обычно для небольшого дачного дома достаточно мощности 600 Вт, для среднего – 750–1000 Вт, для большого – 1600 Вт. Желательно выбирать мощность с запасом, чтобы мотор не работал на пределе возможностей.
Производительность НС – объем, перекачиваемый за час. Рассчитывается с учетом дебита источника. Дебит можно посмотреть в паспорте источника или рассчитать самостоятельно. Для этого нужно в течение часа откачивать воду и наблюдать за перемещением водного зеркала. Обычно для дачи достаточно НС производительностью 600–1000 л/ч, для постоянно используемого дома – 3000–7000 л/ч. Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин.
Характеристики гидроаккумуляторов
Гидроаккумулятор – не обычный бак-накопитель, который приходится размещать выше кранов. Его можно расположить в любом удобном месте: в подвале, техническом помещении, пристройке. Независимо от местоположения, гидробак создаст необходимое давление воды и подаст ее под необходимым напором.
Гидроаккумулятор имеет корпус из окрашенной стали или нержавейки:
модели из нержавейки дороже и долговечнее, рекомендуются для монтажа в приямке, в условиях повышенной влажности и температурных перепадов;
стальные баки для защиты от коррозии окрашиваются по особой технологии, считаются оптимальным решением по соотношению качества и вложений.
Внутри корпуса размещается резиновая груша для содержания воды. Корпус заполнен сжатым воздухом, который сдавливает грушу. По мере ее наполнения давление повышается, по достижении нужного значения срабатывает реле, и наполнение груши прекращается. При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
При выборе гидробака обязательно учитываются объемы потребления воды, ведь от его вместимости зависит частота срабатывания электронасоса и его износ. Но и покупать бак с большим запасом нецелесообразно, т.к. вода должна обновляться и не застаиваться.
Рекомендуемый объем гидроаккумулятора зависит от числа пользователей:
для 1 человека – достаточно бака на 18–24 л;
для 2–4 пользователей – 50–80 л;
для 4–6 человек – 100 л.
Для дачи, где водоснабжение нужно не постоянно, подойдет и мини-станция с гидробаком до 20 л. Но если планируется полив огорода или другие объемные затраты воды, выбирайте бак вместимостью от 50 л.
Давление в гидробаке
В вопросе, как подобрать насосную станцию для дачи, есть масса нюансов. Среди них – обозначенная в паспорте оборудования величина давления. Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
Реле давления бывает:
Механического типа. В его конструкцию входит 2 гайки и 2 пружины. При снижении давления ниже определенного уровня крупная пружина выпрямляется и соединяет контакты, включая электронасос. При достаточном нагнетании срабатывает маленькая пружина – она отталкивает пластину из металла и размыкает цепь. Механическое реле эффективно решает свои задачи и допускает настройку под необходимые параметры.
Электронное реле – содержит находящийся в водной среде датчик. На компактную электронную плату поступает сигнал, инициирующий включение и отключение двигателя. Есть возможность точно выставить граничные значения давления, оберегая систему от гидравлического удара. Управление настройками максимально простое и обычно выполняется 2 кнопками.
В рейтинге, составленном по отзывам покупателей, по комфорту эксплуатации выигрывают насосные станции с электронным реле и дисплеем. На нем отображаются рабочие параметры и полезная информация, в т. ч. данные о возникших неполадках. Это позволяет своевременно заметить и ликвидировать проблему, избежав поломки оборудования.
Анализируем качество и долговечность
Рабочие части насоса подвержены мощным нагрузкам, поэтому нужно оценить материалы их изготовления. Если они некачественные, крыльчатка не выдерживает постоянных ударов водных струй и быстро выходит из строя. Разрушается рабочее колесо, подвергаются износу сальники. В результате приходится тратиться на ремонт или покупку нового оборудования.
Поэтому при выборе насосной станции рекомендуется отдавать предпочтение продукции надежных производителей и оценивать материал ее частей:
Корпус насоса – производится из пластика, чугуна, стали или нержавейки. Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства.
Вал. В идеале производится из нержавейки, прошедшей термообработку.
Рабочее колесо. Самое надежное – из нержавейки. Достойная альтернатива – технополимер – абразивно стойкий синтетический материал, прочный и неподверженный коррозии.
Уплотнения. Признаком хорошего качества считается использование сальников в виде плетеного шнура из асбестовой нити с находящейся внутри проволокой из меди или латуни.
Защита от перегрузки и «сухого хода»
Сохранению работоспособности НС способствует применение защитных систем. Одна из опасных ситуаций для насоса – «сухой ход». Он происходит при критическом понижении водного зеркала, когда электронасос продолжает работать и качает воздух. В итоге не происходит охлаждения перекачиваемой жидкостью, насос перегревается и выходит из строя. Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
Продлевает ресурс электронасоса и предусмотренная защита от перегрузки и перегрева. Она останавливает работу оборудования при повышенных оборотах, не допуская его поломки. Защитные опции автоматизированы и работают на электронике, что приводит к удорожанию устройств. Но экономить на них не стоит, т.к. в конечном итоге их использование помогает избежать дополнительных расходов на ремонт оборудования.
Рекомендации по подключению НС
Перед тем, как выбрать и подключить насосную станцию для дачи, прислушайтесь к следующим советам:
Не размещайте НС поблизости со спальней или гостиной. Чтобы не слышать шум при ее работе, выберите для установки подвал или техническое помещение.
Помещение с НС необходимо утеплить, чтобы обеспечить ее функциональность при минусовых температурах. Также нужно обеспечить в нем вентиляцию – для защиты от конденсата.
Наружные трубы нужно размещать ниже уровня промерзания грунта.
Для погашения вибрации используйте резиновый коврик.
При 1-м включении заполните гидроаккумулятор водой.
Для защиты электронасоса от перепадов напряжения используйте стабилизатор.
В нашей предыдущей статье представлено объективное сравнение насосной станции и погружного насоса.
Как выбрать насосную станцию для дачи?
Сегодня комфортное времяпрепровождение в условиях дачного участка практически невозможно без надежной системы водоснабжения. Организация бытовой насосной станции – оптимальный вариант при наличии скважины или колодца. С ее помощью гарантируется подача воды в любом количестве и в любую точку загородного дома. Но перед ее покупкой следует разобраться в особенностях выбора.
Большинство дачников используют традиционный и самый простой способ организации водоснабжения – погружной скважинный насос. Принцип его работы достаточно прост: он включается каждый раз, когда в доме или на участке кто-то пытается воспользоваться сантехникой. Но здесь есть крайне важные нюансы:
насос не будет работать в условиях, когда уровень воды в скважине понижается, или наблюдаются скачки напряжения в сети, что на даче случается нередко;
при поливе насос работает постоянно, что может привести к его выходу из строя;
погружной насос не сможет поддерживать постоянное давление воды в системе водоснабжения дома.
Обезопасить себя от подобных ситуаций поможет бытовая насосная станция. Данная система устроена сложнее и включает в себя не только насос, но и накопительный резервный бак. Если подать воду по какой-либо причине не представляется возможным, в дело вступает данная емкость. Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
Как организовать водоснабжение на даче?
Вариант 1. Насосная станция в сборе.
Насосная станция включает в себя бак для воды, поверхностный насос и манометр.
При выборе станции для дачи следует учитывать несколько важных моментов:
Мощность. От этого показателя зависит сколько потребителей вы сможете обеспечить. Мощность насоса должна быть ниже производительности скважины, иначе вода не будет успевать скапливаться, и начнутся перебои водоснабжения.
Накопительный бак (Ресивер). Важно заранее определиться с его объемом, который зависит от ваших потребностей. Существуют пластиковые и металлические баки. Последние при этом гораздо надежнее, но и стоят они дороже. Чем больше объем ресивера, тем меньше включений насоса потребуется для поддержания давления в системе водоснабжения.
Защита. Необходимо оградить бытовую насосную станцию от таких факторов, как перегрев или сухой ход. Для этого устанавливаются специальные защиты. Конструкция при этом удорожается, но зато вероятность аварии будет снижена практически до нуля.
Глубина всасывания. Внимание! Поверхностный насос не может качать воду с глубины более 8 метров.
Как решить эту задачу?
1. Опустить насосную станцию на уровень залегания воды;
2. Купить насосную станцию эжекторного типа (такая станция может забирать воду с глубины до 25 метров!)
Производитель. Конечно, доверять следует проверенным временем компаниям, таким как AL-KO и Patriot Garden.
Вариант 2. Погружной насос + накопительный бак для воды и манометр.
Этот способ идеален для организации водоснабжения из скважины глубиной больше 8 метров.
В этом случае Вам необходимо будет приобрести составляющие насосной станции отдельно. Отдельно приобрести насос и отдельно накопительный бак с манометром.
Насосная станция из насоса типа «Малыш»? Возможно ли?
«Малыш» – погружной вибрационный насос производства российской компании «Электродвигатель». Вариант на основе агрегата подобного типа может стать вариантом для многих дачников, которым не требуется большое количество потребителей (душ, умывальник, полив огорода и т.д.).
Как правильно выбрать насос для насосной станции — Часть 1
В этой серии блогов, состоящей из трех частей, мы рассмотрим тему насосов и то, как сделать лучший выбор насоса для вашей насосной системы или насосной станции. Romtec Utilities проектирует, проектирует, производит и поставляет насосные системы для всех видов применения. Сердцем нашей системы являются насосы. Многие владельцы и операторы насосных станций имеют твердое мнение о насосах, таких как бренды, стили и конфигурации. Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта.
Одним из первых требований при выборе насоса является перекачиваемая жидкость. Системы Romtec Utilities обычно перекачивают воду, такую как сточные воды, ливневые стоки или питьевую воду, но мы также разработали насосные системы для гликоля и других жидкостей. Насосы предназначены для работы в различных условиях, связанных с типом воды. Эти условия включают такие вещи, как наличие взвешенных твердых частиц, вязкость, шлам или чистая вода. Насосы предназначены для конкретных условий воды. Осевые насосы, например, отлично подходят для перекачки больших объемов воды под низким давлением, но их никогда не следует использовать для перекачки воды с взвешенными твердыми частицами. С другой стороны, насосы-измельчители лучше всего подходят для перекачивания навозной жижи. Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки.
Понимание типа перекачиваемой воды укажет нашим инженерам правильное направление для выбора конкретного насоса, а требования к насосу помогут еще больше уточнить поиск. Каждая система будет иметь целевую скорость откачки и конкретные условия давления, с которыми должен работать насос. Выполнение этих требований сводится к пониманию конкретной кривой для каждого насоса. Кривая насоса представляет собой график, показывающий скорость откачки (обычно в галлонах в минуту, галлонов в минуту) в зависимости от давления (обычно в виде TDH, полного динамического напора). Линия графика изогнута, показывая, как конкретный насос будет работать в различных условиях. Идеальные условия откачки для насоса попадают в определенное окно на его кривой.
Кривая насоса выводится на основе других аспектов самого насоса. Наиболее важные соображения для кривой насоса связаны с размером насоса. Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу.
Насосные системы редко проектируются с одним насосом, размер которого идеально подходит для выполнения требований по перекачиванию. Одной из причин использования более одного насоса является резервирование, а другой причиной является увеличение производительности системы. Это конфигурация насоса. Насосные станции часто называют симплексными, дуплексными, тройными, квадраплексными и т. д., в зависимости от количества насосов. Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса.
Наилучшей конфигурацией обычно является дуплексная конфигурация. В нем используются два насоса, поэтому он имеет резервирование и может циклически включаться между насосами для уменьшения износа. Это также означает, что вам нужно купить только два насоса. Однако по мере того, как требования становятся более строгими, они могут продвигать конфигурацию насоса в сторону тройной системы или выше. Хотя эти конфигурации стоят дороже, они позволяют одной системе обрабатывать гораздо более широкий диапазон потоков, что почти всегда более экономично, чем использование нескольких систем. Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением.
В этом блоге мы рассмотрели некоторые распространенные сценарии при решении различных задач по прокачке. Эти требования сосредоточены на типе воды, скорости потока и давлении. Выбор насоса зависит не только от требований, однако для наилучшего выбора насоса также необходимо учитывать размер и конфигурацию насоса. В следующем блоге мы рассмотрим сам насос. Как конструкция насоса, его компоненты и доступный источник питания влияют на правильный выбор насоса? Romtec Utilities рассмотрит эти темы в следующем выпуске этой серии блогов о том, как правильно выбрать насос.
Romtec Utilities
Адрес: 18240 N. Bank Road Roseburg, OR 97470
Контактная информация: Свяжитесь с нами Телефон: (541) 496-9678 rusales@romtec. com 30 9590 Факс 4:19590
Career Opportunities
Часы работы: 7:00–16:30 по тихоокеанскому времени с понедельника по пятницу.
ЕСЛИ ВЫ ЗВОНИТЕ В НЕрабочие часы или в праздничные дни: Пожалуйста, оставьте телефонное сообщение. Ваш звонок будет возвращен на следующий рабочий день.
Продукция
Станции подъема сточных вод
Насосные станции ливневых стоков
Промышленные подъемные станции и системы повторного использования
В предыдущем блоге мы обсуждали насосы и то, как конкретные системные требования, такие как тип воды, расход, давление и конфигурация, влияют на правильный выбор насоса. На этой неделе мы рассмотрим сам механизм прокачки. Существует много стилей насосов, и среди стилей есть разные компоненты, влияющие на насос. Кроме того, мы рассмотрим, как доступная мощность сети может повлиять на работу насоса. Эти темы предназначены для того, чтобы дополнительно помочь определить ключевые области понимания, необходимые для правильного выбора насоса для любых и всех проектов насосных станций. Теперь поговорим о конструкциях насосов.
Доступны насосы различных конструкций. Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма.
Помимо внешних факторов, есть и другие причины для выбора одной насосной технологии над другой. В первом блоге мы обсуждали типы воды и характеристики насоса. Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой.
Что касается осевых насосов, то в этих насосах для перекачки воды используется пропеллер. Гребные винты перекачивают воду за счет преобразования вращательного движения в линейное за счет шага лопастей гребного винта. Поскольку гребные винты напрямую передают энергию воде посредством контакта, твердые частицы в воде могут повредить функциональность гребного винта. Крыльчатки качают воду по-другому. Рабочие колеса передают центробежную энергию воде. Эта сила создает низкое давление (всасывание) в центре рабочего колеса и высокое давление на стенки насоса, называемые улиткой. Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
Однако некоторые рабочие колеса предназначены для контакта с твердыми телами. Это так называемые режущие насосы, которые представляют собой один из типов насосов для измельчения. Насосы для мацерации используют рабочие колеса и разработаны специально для обработки твердых веществ. Их также называют насосами для работы с твердыми частицами. Некоторые стили, такие как насосы для резки, резки и измельчения, разрезают твердые частицы и пропускают их до определенного диаметра. С другой стороны, насосы-измельчители измельчают твердые частицы в суспензию. Механизм измельчения, отдельный от крыльчатки, создает суспензию. Способ прохождения твердых частиц зависит от того, является ли рабочее колесо закрытым, открытым или полуоткрытым. Как правило, тип используемого рабочего колеса связан с предотвращением засорения, но рабочие колеса также могут быть модифицированы для достижения определенной характеристики насоса.
Последний ключевой аспект конструкции насоса связан конкретно с двигателем насоса. Это блок питания. Электропитание является одним из наиболее важных, но наименее понятных качеств функциональности помпы. Источник питания доступен либо в однофазном, либо в трехфазном режиме, и оба типа не всегда доступны в каждом месте. Для насосов трехфазное питание является наиболее надежным и эффективным источником питания, но в сельской местности и жилых районах однофазное питание может быть единственным доступным источником питания. Однофазная мощность может питать только двигатель насоса мощностью примерно до 5 л.с., и если это насос измельчителя, однофазная мощность, вероятно, недостаточна для питания измельчителя через взвешенные твердые частицы. В некоторых случаях можно сконфигурировать насосную систему с насосами, которые могут использовать однофазное питание, но более вероятно, что потребуется трехфазное питание.
Если ваши потребности в перекачивании, такие как использование насосов-дробилок, требуют трехфазного питания, источник питания должен быть либо доставлен коммунальной энергокомпанией, либо его можно преобразовать из однофазного питания на месте. Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.
Выбор насоса не ограничивается только насосной станцией и включает в себя конструкцию самого насоса. В дополнение к типу воды, характеристике насоса и конфигурации насоса аспекты конструкции насоса одинаково важны для правильного выбора насоса. Сегодня мы рассмотрели, как конструкция насоса, крыльчатка и двигатель/источник питания также могут повлиять на выбор насоса.
Если механический анкер – крепление, знакомое даже самым неискушенным мастерам, то с химическим дело обстоит сложнее. Что это такое, насколько прочна строительная новинка, каковы области применения клеящего состава, какие существуют разновидности – ответы на эти и другие вопросы мы постараемся получить в данном обзоре.
Содержание:
Механизм работы как основное преимущество жидкого дюбеля
Фиксатор в виде картриджей и ампул – компоненты вещества и этапы работы
Химический анкер своими руками: возможно ли это?
Механизм работы как основное преимущество химического анкера
Химический анкер – для простоты понимания, это двухкомпонентный мощнейший клей, способный максимально надежно зафиксировать металлический элемент в любом минеральном основании. Согласно европейской организации технических стандартов субстанцию можно именовать «вклеивающий анкер»; в среде профессиональных строителей и мастеров-самоучек распространены словосочетания: «система вклеиваемых анкеров», «химический дюбель», «жидкий анкер», «инжекционная масса».
Рассмотрим механизм действия крепежного приспособления принципиально нового типа.
Отверстие, проделанное в основании, наполняют химическим составом, затем внутрь помещают металлический элемент (резьбовая шпилька, арматура). Постепенно состав твердеет, закрепляя стержень. Формирующееся монолитное соединение обладает максимально высокой прочностью: определенные типы конструкций, монтаж которых, выполнен со строгим соблюдением технологии и применением качественных смесей, выдерживают многотонные нагрузки.
Химические анкеры широко используются для фиксирования крепежных элементов в основном из кирпича, бетона, дерева, камня, металла, востребованы в строительстве сверхустойчивых несущих конструкций (козырьков зданий, балконов или мостов). Фиксация химическим анкером гораздо прочнее, чем обычным (механическим): застывшая инжекционная масса выдерживает в два с половиной раза большую нагрузку.
Отметим основные достоинства химических анкеров:
· распространенность использования и способность создавать надежные крепления даже в низкопрочных основах, таких как газо- и пенобетон, некоторые виды пустотелого кирпича;
· повышенная прочность, в разы превосходящая механические анкеры;
· устойчивость к агрессивному и разрушающему воздействию воды или щелочей, что дает возможность использовать инновационный материал во влажной среде;
· абсолютная герметичность швов;
· внутренняя поверхность отверстий не подвергается давлению (по сравнению с распорными анкерными крепежами), за счет чего химический анкер применим для фиксации парапетов, перил;
· долговечность креплений (срок службы – более полувека).
Химический анкер в виде картриджей и ампул – компоненты вещества и этапы работы
Соотношение основных компонентов химического анкера изготовители держат в секрете. Но, чтобы хоть приблизительно представлять, с чем приходится иметь дело, обозначим составляющие вязкой массы. В ее составе присутствуют, прежде всего, смолы, изготовленные из синтетических веществ, таких как винилэстер , эпоксиакрилат, метакрил , полиуретан и полиэфир; цемент и песок, а также отвердитель. Доподлинно известно только то, что многообразие продуктов сводится к сути химического анкера – наличию клеевой субстанции и отвердителя.
Химический анкер выпускают упакованным в картриджи и ампулы. Картриджи идут в разных фасовках. Если ампулы – однократное применение для единичного отверстия, а картриджи используются многократно, сразу для значительного количества креплений.
Изделия классифицируют и по температурам, при которых возможно их использование: существует летняя, смешанная, зимняя продукция. Погодные условия применения летних анкеров +5 до +40 тепла; весенне-летне-осенних – от –10 до +40°C. Зимние составы схватываются при температурах до — 26–20°C ниже нуля. Поскольку срок годности инжекционной массы ограничен, удобно подбирать средство, привязываясь к климатическому режиму во время строительных работ.
Независимо от фасовки массы, до начала ее использования требуется подготовить и тщательным образом очистить отверстие. Перфоратором в монтажной основе создаем углубление, диаметр которого на 2 мм превышает диаметр вставляемого металлического стержня. Затем тщательно удаляем сверлильную крошку, влагу, пыль с внутренней поверхности: это обеспечит клеящей массе образовать максимальную адгезию и образует устойчивое соединение с базовым основанием. Для устранения загрязнений используем поочередно продувочный насос и щетку-ерш из металла. Процедуру повторяем несколько раз, добиваемся визуально полного очищения полости. Если работы ведутся с пустотелым материалом, во избежание слишком сильного растекания клея по пористому пространству, после продувки в отверстие вставляется пластиковая или металлическая гильза с перфорацией для формирования каркаса отверстия.
Последующие процедуры связаны с той конфигурацией анкера, которую мы собираемся использовать. Если это химсостав в ампуле, помещаем его в углубление, потом вставляем шпильку вращая и разбивая капсулу. Когда клеящее вещество застынет, фиксация станет монолитной.
Хим анкер в картриджах
Химический анкер в картриджах требует применения специального пистолета, предназначенного для введения состава вручную. Пистолеты, применяемые для герметиков, тоже подойдут, но они достаточно слабые и не вполне удобные для манипуляций с густым составом. Насадки для смешивания компонентов химического анкера обычно идут в наборе с картриджами. Каждое новое введение состава сопровождается заменой миксера, поэтому для многоэтапных работ дополнительная насадка не будет лишней. В процессе монтажа можно сделать перерыв, но не открутив при этом насадку. Перед повторным применением установить новую.
Химанкер эффективен лишь в случае качественного перемешивания содержимого. Чтобы удостовериться в однородности состава, нужно выдавливать массу на любую пробную поверхность, пока оттенок смеси не станет равномерно-серым. Когда это произошло, можно начинать монтаж. Вводим химический состав и помещаем стержень в отверстие. Глубину установленного металлического элемента и его наклон можно корректировать до момента застывания массы. Избыток затвердевшего вещества легко удалить.
Работать с химанкером настоятельно предписывается в защитных средствах – маске, перчатках: смола может стать причиной аллергии или раздражения кожи и слизистой глаза.
Варьируясь по составляющим компонентам и опираясь на показатели окружающей среды, при которых происходит монтаж, жидкий дюбель затвердевает от одного до пяти часов. При 20°С тепла состав схватывается уже через 30–40 минут; при –5°С не ранее, чем через пять–шесть часов. При еще более низких температурных значениях способны полимеризироваться только зимние инжекционные массы.
Минусы химического крепежа.
Во-первых, стоит отметить ограниченное время хранения: закрытый картридж годен к употреблению не больше полутора года, вскрытый же требуется использовать в течение 14 дней.
Второй недостаток – не слишком высокая скорость схватывания химической массы зависима от факторов окружающей среды, однако, это как недостаток, так и достоинство. А вот расхожее мнение, о том, что химический анкер недешев – неправда. Цена на химический анкер HIMTEX абсолютно сравнима с механическими (клиновыми), а при диаметре отверстия 24 мм и более, даже дешевле. Также химанкеры экономически интереснее по сравнению с металлическими анкерами из нержавеющей стали.
Химический анкер: инструкция по применению
Что такое химический анкер
Принцип действия химического анкера
Состав химического анкера
Разновидности и установка химических анкеров
Области применения химических анкеров
Преимущества химических анкеров
Что такое химический анкер
Химический анкер – альтернатива традиционному монтажу. Это двухкомпонентная синтетическая смола, которая соединяет металлический элемент (болт, резьбовую шпильку, арматурный стержень периодического профиля) с основанием. Химический анкер называют также инжекционной массой, жидким или вклеивающим анкером и дюбелем.
Данная технология появилась относительно недавно, однако быстро вышла в лидеры рынка благодаря удобству применения, высокой прочности соединения и отличной совместимости с пористыми и пустотелыми материалами. Вклеивающие анкеры используют для монтажа близко к углу, креплений с большими нагрузками, в том числе вибрационными, установки в пустотелые основания и других случаев.
Принцип действия химического анкера
Принцип работы жидких анкеров прост. В стене или полу просверливают отверстие диаметром на 2-4 мм больше, чем металлический элемент. Затем отверстие прочищают, заполняют его клеящим составом и помещают туда крепежное изделие. Вещество плотно связывается с металлическим стержнем и основанием, заполняет все шероховатости материала и затвердевает, образуя монолитное соединение.
Состав химического анкера
Производители обычно не раскрывают точный состав химического анкера, но чаще всего туда входит синтетическая смола, отвердитель и наполнитель. Синтетическая смола сделана на основе полиэстера, винилэстера, акрила, полиуретана и других органополимеров. Отвердитель необходим скорости полимеризации клеевого состава, а наполнитель, в качестве которого используются кварцевый песок и цемент, – для прочности.
Срок окончательного затвердевания разных клеящих составов варьируется от нескольких часов до суток. Вид и состав жидкого анкера подбирается под конкретную задачу с учетом нагрузок, материала основания, климатических условий и других характеристик.
Как выбрать химический анкер
Разновидности и установка химических анкеров
Химические анкеры бывают двух типов: ампульные и инъекционные.
Ампульные выпускаются с одно- и двухкомпонентным составом. Содержимое находится в стеклянной капсуле. Ампулу помещают в отверстие и вставляют крепежный элемент, который разбивает ее. Клей схватывается, а осколки стекла дополнительно армируют соединение. Для каждого крепежного узла используется новая капсула, которая подбирается под глубину и диаметр отверстия. Этот вид анкеров используется для работы с плотными материалами, такими как полнотелый кирпич и бетон.
Инъекционные анкеры или инжекционные массы представляют собой объемный картридж с двумя отсеками, заполненные разными составами на основе органических полимеров. На тубу надевается смеситель, затем она вставляется в специальный пистолет. Инжекционные массы подходят для работы как с полнотелыми, так и пустотелыми основаниями: бетоном, ячеистым бетоном, газобетоном и керамзитобетоном, поризованной керамикой, пустотелым кирпичом, известняком, песчаником и другими. Перед заполнением отверстия в блоках и кирпиче с пустотами в него вставляют пластиковую гильзу или металлический рукав, иначе клеящий состав заполнит большие пустоты материала.
Крепление и замена арматуры при возведении ответственных конструкций (мостов, перекрытий, лестниц, опорных колонн, эстакад и др.)
Вклейка выпусков рабочей арматуры при наращивании фундамента, соединении стен, плит перекрытий, увеличении колонн и лестниц
Фиксация стальных элементов
Домостроение (монтаж кровли, балконов, ворот, беседок и т.п.)
Установка вспомогательного оборудования (спутниковых тарелок, сантехники, фонарей, перил, балюстрад и др.)
Монтаж оборудования, при котором необходима электрическая изоляция, например, установка поручней в тоннелях
Крепление конструкций под водой и при повышенной влажности
Преимущества химического анкера
Химические анкеры отличаются от обычных рядом преимуществ. Крепления с использованием инжекционных масс устойчивы к вибрационным, динамическим и статическим нагрузкам. В таких соединениях прочность на вырыв в 2-3 раза выше, чем при использовании механических аналогов.
В отличие от распорных дюбелей и анкеров, химические не вызывают напряжения в материале основания, поэтому ими можно крепить близко от угла, не боясь сколов и растрескивания, а также оставлять минимальное расстояние между точками крепления. Ни один другой крепеж не обеспечит такую высокую нагрузку при монтаже в ячеистом кирпиче и других пустотелых и пористых материалах.
Кроме того, химический анкер заполняет все трещины и сколы основания и увеличивает площадь контакта металлического изделия с материалом, поэтому даже при разрушении одной или нескольких внутренних перегородок несущая способность не теряется. По этой причине инжекционная масса оптимальна для ветхих оснований.
Она позволяет устанавливать крепеж в отверстия любой конфигурации, в том числе конусообразные, и использовать нестандартные метизы и арматуру. В случае традиционного монтажа с помощью пластиковых дюбелей или клиновых металлических анкеров используются только стандартные размеры изделий.
Клеящий состав твердеет не сразу, поэтому положение металлического стержня можно корректировать. При работе с обычными анкерами и дюбелями такое невозможно. Еще одним плюсом является герметичность соединения и устойчивость химических анкеров к агрессивной среде, также ими нередко фиксируют конструкции под водой.
Если говорить коротко, то можно выделить следующие особенности химических анкеров:
Подходят не только для резьбовых элементов крепежа, но и для арматуры
Устойчивость к вибрации
Высокая несущая способность и прочность на вырыв
Можно использовать в агрессивной среде и под водой
Нет жестких требований к форме установочного отверстия
Монолитное соединение, равнопрочное материалу основания
Идеально подходят для пористых и полых материалов
Герметичность и долговечность соединения (около 50 лет по регламенту ЕС)
Простая установка без специальных навыков
Понравился материал?
comments powered by HyperComments
Химические анкеры – как они работают, установка и применение
Химические анкеры представляют собой тип анкерного болта, который основан на химическом соединении. В этом методе стальные шпильки и болты крепятся к основанию с помощью химических и смоляных средств. Основание чаще всего состоит из кирпичной кладки или бетона.
В этой статье вы узнаете о типах химических анкеров, принципах их работы, установке, разнице между химическими и механическими анкерами и их применении. Предоставлено: Анкерные крепления
Засверливание анкеров в основание судов и резервуаров может привести к расколам и трещинам, снижающим прочность. Иногда химическая смола обеспечивает лучший способ сохранить поверхность неповрежденной. Анкеры из химической смолы также можно использовать в более слабой кирпичной кладке, которая может разрушиться под анкерными втулками и резьбой.
Типы химических анкеров
Тип указанного химического анкера зависит от основания, требуемой прочности и требований к отверждению.
Полиэстер
Предоставлено: CHEMFIX
Эти химические анкеры, широко применяемые в инъекционной технологии анкеровки, просты в использовании и применении. Двойной картридж для инъекций наполняется двумя компонентами разного размера. Это реактивная смола, из которой получают двухкомпонентный раствор для инъекций.
Ненасыщенный полиэстер
Предоставлено: Alibaba
Это традиционная реактивная смола для изготовления двухкомпонентных инъекционных растворов. Он включает как ненасыщенные полиэфирные смолы, растворенные в стироле (исходный тип смолы), так и ненасыщенные полиэфирные смолы без стирола, но с родственными стиролу мономерами в качестве реактивного растворителя. Двухкомпонентные растворы для инъекций, созданные из этих смол, просты и быстры в использовании, с небольшой химической стойкостью (в щелочных и других средах).
Эпоксидно-акрилатный
Предоставлено: Alibaba
Эпоксидно-акрилатный химический анкер представляет собой не содержащую стирола эпоксидно-акрилатную двухкомпонентную смолу для использования в бетоне и кирпичной кладке. Он служит в качестве быстротвердеющего, высокопрочного анкера из смолы для чрезвычайно высоких нагрузок и необходимых креплений, особенно в коррозионных или влажных условиях. Основанный на технологии винилэфира без стирола с высокой реакционной способностью, он подходит для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и минимального запаха.
Чистая эпоксидная смола
Предоставлено: Alibaba
Чистая эпоксидная смола Стандарт представляет собой двухкомпонентную чистую эпоксидную анкерную систему с соотношением 1:1. Чистая эпоксидная смола находит применение в самых требовательных конструкциях и соединениях арматуры. Таким образом, он имеет очень высокую несущую способность и предназначен для строительной отрасли.
Гибридные системы
Гибридная система содержит двухкомпонентный химический анкер, который быстро отверждается, что позволяет нагружать точку крепления раньше, чем эпоксидный анкер. Этот тип используется везде, где резьбовой стержень или арматурный стержень должны быть установлены в бетон. В дополнение к соединениям конструкционной стали с бетоном гибридная система также используется в стеллажах, акустических барьерах или ограждениях.
Как работают химические анкеры
Чтобы максимально увеличить прочность соединения с помощью химической смолы, сначала убедитесь, что сделано подходящее отверстие.
Всегда проверяйте, насколько глубоко вам нужно сверлить (исходя из длины анкера и веса фитинга) и что вы не будете сверлить насквозь. В этом случае смола просто просачивается.
Анкерные втулки для впрыска смолы ограничивают поток смолы и обеспечивают надежную фиксацию основания, если в просверленных отверстиях могут быть пустоты. Это распространено в кирпичах, но в меньшей степени в бетоне.
Химическая анкеровка включает введение смолы в отверстие перед установкой шпильки. В результате химическое вещество заполняет все дефекты и герметизирует отверстие, делая его герметичным и водонепроницаемым со 100-процентным сцеплением.
Установка химических анкеров
Предоставлено: Бетонные анкеры | Производитель химических анкеров
Ниже подробно описаны этапы установки полимерного анкера:
Просверлите отверстие.
Для обеспечения оптимального сцепления с поверхностью без мусора удалите из отверстия любой незакрепленный материал. Используйте резиновую щетку для отверстий или пневматический воздух, чтобы надуть воздух в отверстие.
Введите смолу в отверстие с помощью пистолета-аппликатора. Перед инъекцией убедитесь, что она правильно перемешана. Затем еще раз проверьте правильность ширины и длины насадки и медленно извлеките насадку, чтобы избежать образования воздушных карманов. Используйте удлинительную трубку сопла для смолы на конце смесительного сопла, чтобы сделать более глубокие отверстия.
Поверните шпильку несколько раз, пока она вставляется в отверстие, чтобы удалить пузырьки воздуха. Смола также вдавливается в любые полости в пятне. Если шпилька продолжает выталкиваться, возможно, вам придется повернуть ее еще пару раз. Все нити должны быть равномерно покрыты. При необходимости добавьте дополнительную смолу.
Оставьте шпильки в покое после их установки. Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют.
Химические анкеры и механические анкеры
Предоставлено: FastFix Technology
Как механические, так и химические анкеры широко используются в гражданском строительстве. Механические анкеры и химические анкеры различаются по нескольким ключевым принципам:
Стабильность при затягивании
Механические анкеры обеспечивают логическую посадку. При приемлемом основании они, как правило, имеют стабильные характеристики и помогают поддерживать усилие крепления в течение длительного периода времени. Эффективность химических анкеров в первую очередь зависит от характеристик химических клеев. В результате выбор подходящего химического клея имеет решающее значение.
Сейсмические характеристики химических анкеров по сравнению с механическими анкерами
Материал винтов химических анкерных болтов имеет низкую прочность, сопротивление растяжению и сдвигу, что снижает сейсмостойкость. Уровень низкий, существенно ниже класса 7. Материал винтов механических анкерных болтов отличается высокой прочностью и обеспечивает лучшую сейсмостойкость
Строительный цикл
Анкеры, которые крепятся с помощью химических клеев, требуют определенного времени отверждения, особенно при низких температурах. В зимних условиях зимой время отверждения немного больше, поэтому период строительства больше. Механические анкеры готовы к использованию, как только застынет сам бетон.
Процесс установки
Химические анкеры, обычно смесь смолы и отвердителя, впрыскиваемая в предварительно просверленное отверстие, а затем вставляемая с помощью анкерного стержня. После отверждения химическое вещество затвердевает и связывает анкер с основным материалом.
При установке механических анкеров анкер вставляется непосредственно в предварительно просверленное отверстие. Как только требуемый крутящий момент дан, он создает силы расширения и трения внутри бетона, за счет которых он приобретает свою прочность и обеспечивает необходимое сопротивление.
Основа нагрузки
Если есть максимальное усилие сдвига, то должны быть установлены механические анкеры, а если есть усилие растяжения, то должен быть установлен химический анкер. Механические анкеры закрепляются за счет вкручивания/ввинчивания в объект на конце. Механические анкеры хорошо противостоят сдвигу благодаря посадке с натягом, которая не допускает смещения.
Для химических анкеров необходимо просверлить отверстие, очистить его, заполнить клеем, после чего можно вставить анкер. Химические анкеры и наполнители отлично противостоят натяжению благодаря постоянной адгезии по всей длине анкера.
Применение химических анкеров
Анкеры из химической смолы обладают некоторыми преимуществами, включая способность выдерживать огромные нагрузки и скорость, с которой они могут устанавливаться. Однако установка анкеров из химической смолы требует правильной установки.
Химические анкеры находят применение в самых разных областях. Вот несколько наиболее распространенных:
Закрепление арматуры
Предоставлено Pinterest
Установка опорной плиты
Предоставлено www. tset.com.my
Крепления для пустотелых блоков
Предоставлено: Анкеры для бетона | Производитель химических анкеров
Крепление приспособлений к кирпичной кладке
Предоставлено: журнал STRUCTURE |
Что такое химический анкер?
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Меню
И зачем их использовать?
Химическая анкеровка — это метод крепления к бетону и подобным основаниям, обеспечивающий большую гибкость, чем механическая анкеровка.
Механический анкер, такой как анкер-гильза, Dynabolt®, клиновой анкер или забивной анкер, вставляется в бетон и расширяется при затягивании. Это расширение приводит к тому, что анкер захватывает стенку отверстия и обеспечивает чрезвычайно сильное сцепление. Несмотря на то, что это очень популярный и экономичный вариант, существуют некоторые ограничения.
Итак, в чем преимущество химического анкера? При химической анкеровке перед установкой шпильки в отверстие впрыскивается смола. При этом химикат естественным образом заполняет все неровности и, следовательно, делает отверстие герметичным и водонепроницаемым со 100% адгезией. А у механических анкеров каждый заданный размер — длина (заделка) и диаметр — имеет свои пределы несущей способности. Химические анкеры имеют практически неограниченную глубину заделки, поэтому в отверстие можно вставить стержень любой длины для увеличения несущей способности. А если вы решите использовать отверстие большего диаметра с более толстым стержнем, вы снова увеличите грузоподъемность.
Химические анкеры, также известные как химические шпильки, также можно размещать по краю бетонного основания и сквозь кирпичную кладку. Нерасширяющийся характер химически удерживаемого стержня резко снижает вероятность растрескивания окружающего бетона. Это очень удобно для крепления перил близко к краю или бетонных лестниц и подобных применений. Наконец, химическая анкеровка дает вам возможность вносить небольшие коррективы в выравнивание шпильки во время открытия химикатов, в то время как для механического анкеровки необходимо каждый раз сверлить отверстие с точностью до миллиметра, чтобы скорректировать глубину и угол, и если это не так. , его нельзя использовать.
Недостаток химических анкеров, по мнению некоторых подрядчиков, заключается в том, что их сложнее установить, а неправильные привычки установки могут поставить под угрозу мощность анкера. Соблюдение правильных методов установки имеет решающее значение, Allfasteners предлагает обучение и инструктаж по этому вопросу. Их также можно считать более дорогими, чем механические анкеры. Однако в данном случае яблоки следует сравнивать с яблоками, так как оба крепежа часто используются для совершенно разных целей, особенно при удовлетворении требований инженеров. Обратитесь за советом по этому поводу, если есть сомнения, что выбрать.
Те, кто занимается поисками и сдачей цветных металлов в пункты приема, часто сталкиваются с проблемами в определении типа металлолома, который они нашли. Это достаточно распространенное явление, ведь некоторые цветные металлы похожи между собой по внешнему виду. Такими ошибками часто пользуются недобросовестные приемщики, которые, к примеру, дорогую медь будут принимать по цене латуни, которая внешне похожа на этот цветной металл, но стоит чуть ли не в 2 раза дешевле.
В связи с этим у людей возникает вопрос – как отличить медь от латуни, чтобы не стать жертвой обмана? Есть несколько способов, которые помогут начинающему искателю цветных металлов отличить их друг от друга. Заранее скажем, что метод с помощью магнита не подходит, потому что оба металла не будут магнититься.
Содержание
Что они из себя представляют?
Определение по цвету
Отличия по звуку
Определение по твердости
Маркировка
Определение с помощью химии
По стружке
По типу изделия
Для начала нужно сказать, что медь – это чистый цветной металл, а латунь получается путем добавления в медь цинка, т. е. по своей сути это сплав. Содержание меди, как правило, доходит до 70-80%, поэтому они внешне достаточно схожи.
Медь характерного красного цвета, мягкая и податливая в работе. Из нее часто производят кабели, радиаторы и другие изделия, в которых важна высокая тепло- и электропроводимость.
Для повышения прочности и других эксплуатационных свойств, в медь добавляют различные примеси. В результате этого образуется сплав, которым и является латунь. Она более прочная, не такая пластичная. Есть ряд различий между медью и латунью, о которых мы и поговорим далее.
Определение по цвету
Оба этих металла в той или иной степени могут покрываться патиной, поэтому первоначально нужно очистить их от загрязнений.
Осматривать металлы следует под хорошим освещением (желательно под люминесцентной лампой) или под ярким солнцем. Медь имеет характерный красноватый оттенок, который сложно с чем-то спутать. Латунь же больше желтого цвета, внешне даже напоминает золото. И чем больше в составе цинка, тем желтее будет этот сплав. Вообще, те сплавы, в которых менее 80% меди, достаточно легко идентифицировать как латунь.
Хорошо, если у вас будет какой-нибудь образец, с которым вы сможете сравнить металлы. Из меди делаются электрические провода, поэтому зачистите от изоляции ненужный кусок провода и сравнивайте с ним ваши находки.
Отличия по звуку
Данный метод подходит исключительно для больших предметов. Если ударить каким-нибудь металлическим инструментом по медному изделию, то звук будет низкочастотным, приглушенным. Латунь же издает более звонкий звук.
Отличия в звучании обусловлены тем, что медь более тяжелая и плотная, поэтому она издает такой приглушенный звук.
Определение по твердости
В большинстве случаев, отличий по цвету, звуку и твердости вполне хватает, чтобы определить латунь в домашних условиях. Медь более мягкий металл, поэтому она больше деформируется и гнется при механическом воздействии.
Латунь же специально создавалась с целью придать большей твердости материалу, поэтому она не так легко гнется.
Маркировка
Если вам повезло и на изделии есть какая-либо маркировка, то можно не использовать никакие другие способы.
Бывают следующие маркировки:
Медь маркируется буквой М, за которой идут цифры. Впрочем, медные изделия часто вообще никак не маркируются. Соответственно, латунь маркируется буквой Л.
В США и Канаде латунь маркируется метками C2, C3, C4.
В Европе оба этих металла маркируются буквой C. Отличия лишь в буквах, которые идут далее: для меди – это A, B, C, D, для латуни – L, M, N, P, R.
Определение с помощью химии
Данный способ требует не только наличия соответствующих химических составов, но и соблюдения техники безопасности.
Вам понадобится раствор соляной кислоты, найти который не составит большого труда. Метод заключается в том, чтобы капнуть небольшое количество кислоты на предмет. Если это медь, то ничего не произойдет, а медная поверхность очистится, приобретя характерный для себя цвет. Если это латунь, то при соприкосновении с соляной кислотой произойдет химическая реакция с выделением оксида цинка.
По стружке
Тип образующейся после сверления стружки позволяет нам отличить медь от латуни. Вот что нужно сделать:
Для начала выбираем тонкое сверло по металлу. Соответственно, понадобится дрель и станок, где вы будете сверлить изделие.
Закрепляем заготовку и начинаем ее сверлить.
Медная стружка будет более пластичной, при этом по виду она будет напоминать спираль. Стружка от латуни более рассыпчатая и мелкая.
По типу изделия
Характеристики меди и латуни влияют на область их применения. Иными словами, они используются для производства конкретных предметов и изделий:
Латунь более твердая, поэтому из нее делают инструменты и другие предметы, для которых важна характеристика прочности. При механическом воздействии на их поверхности не появляются вмятины и другие дефекты.
Из меди изготавливаются различные декоративные элементы и посуда.
Большинство кабельных жил изготавливается из меди, которая обладает высокой электропроводностью.
Все эти методы можно отнести к категории тех, которые можно осуществить в домашних условиях. Они достаточно простые, поэтому подходят для большинства людей.
Но есть более сложные методы, которые тоже эффективны, но требуют либо специальных знаний, либо наличия какого-нибудь оборудования. В частности, медь плавится при более низкой температуре, чем латунь, но этот способ вряд ли подходит для проверки в домашних условиях, потому что нагревать нужно до очень высоких температур (порядка 600 градусов).
Если у вас в наличии небольшое количество лома, то вы сможете определить его тип самостоятельно. Если партия металлолома достаточно большая, то лучше обратиться к профессионалам. Компания «ЭкоПромМет» при необходимости отправит образцы металла на химическую экспертизу, чтобы точно узнать, какой именно лом вы сдаете. У нас есть все необходимые лицензии на скупку и утилизацию цветмета, поэтому на руки вы получите всю необходимую документацию для предоставления в государственные органы.
Плавка меди в домашних условиях: температура, инструменты, правила
Содержание
1 Характеристики
2 Температура плавления
3 Пошаговая инструкция по плавлению
3.1 Плавление в муфельной печи
3.2 Самодельные приспособления
Ювелирные изделия, другие предметы из меди или с элементами меди получили широкое распространение во всем мире. Найти ее у себя дома, в металлоломе не составит труда. Применений для этого металла масса. Нередко, чтобы добиться поставленной цели необходимо расплавить медь, причем сделать это в домашних условиях. Процедура довольна проста, если знать ее характеристики и температуру плавления.
Содержание
Характеристики
Температура плавления
Пошаговая инструкция по плавлению
Плавление в муфельной печи
Самодельные приспособления
Характеристики
Медь относится к одному из первых металлов, который люди начали получать и использовать для дальнейшей переработки. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Материал имеет характерный красно-желтый оттенок, а за счет мягкости, можно легко деформировать, переплавлять, обрабатывать и делать разные предметы. Поверхность при контакте с кислородом начинает образовывать оксидную пленку, что и дает красивый оттенок.
Очень значимая характеристика – электро и теплопроводность материала, которые имеют второе место среди всех видов металлов, на первом месте стоит серебро. Эти характеристики дали возможность применять ее в электрической сфере, а также для быстрого отвода тепла.
Температура плавления
Плавление – процесс, при котором металл переходит из твердой формы в жидкое состояние. Для каждого материала есть своя температура плавления, под которой можно получить жидкое состояние. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Сам металл начинает плавиться от 1083 градусов. Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Данный металл может кипеть при относительно невысокой температуре для металлов. Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Чтобы знать, как плавить материал дома, нужно изучить пошаговую инструкцию и различные варианты процедуры, описанные ниже.
Пошаговая инструкция по плавлению
Чтобы переплавить медь в домашних условиях, нужно сделать температуру немного выше, чем та при которой она будет плавиться. В данном случае не получится использовать банку и костер или подобные методы. Результата не будет.
Рекомендуется использовать доменную печь, причем важно, чтобы была возможность регулировать жар. Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Для создания печи часто используются старые огнетушители. Если выбрать такой метод, то надо срезать верхнюю часть и сделать крышку, которая будет закрываться. Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Выплавка должна проводиться в такой емкости, которая сама не будет от высокой температуры плавиться и деформироваться, соответственно способная выдержать более 1100 градусов. Дополнительно переплавка медных изделий требует создания азотной среды, если ее не будет, то материал испортится.
Когда все готово можно переплавить материал и получить из него единый слиток, который можно применять в дальнейшем для своих нужд.
Плавление в муфельной печи
Расплавлять медь дома можно при помощи такого инвентаря:
Тигель, в который будет закладываться металл для плавки.
Щипцы, которые могут достать тигель из печи.
Муфельная печь или горн для нагревания.
Форма для выливания жидкой меди.
Стальной крючок.
Пошаговый алгоритм отливки следующий:
Металл для плавки надо измельчить и положить в тигель. Чем мельче будет состояние, тем быстрее получится расплавить материал. Готовый тигель ставится в прогретую до нужной температуры печь.
Когда медь станет жидкой и полностью расплавиться, надо щипцами изъять тигель, причем нужно действовать аккуратно, но быстро. На поверхности жидкой массы будет плева, крюком ее надо сдвинуть и слить материал в приготовленную емкость.
Не рекомендуется использовать чистый металл для создания сложных фигур или маленьких предметов, это вызвано плохой текучестью меди без примесей. В данном случае лучше использовать сплавы, в которых будет цинк, олово и другие металлы.
Самодельные приспособления
Чтобы выплавлять медь необязательно использовать специальные устройства, можно применять самодельные конструкции. Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
Если муфельной печи или горна нет, то используется простая горелка на газу. Правда, сама медь будет контактировать с кислородом, за счет чего происходит быстрое окисление. Для исключения появления толстой плевы на поверхности, надо использовать измельченный уголь, когда металл примет жидкую форму.
Для получения жидкой консистенции материала надо:
Установить на земле опору, для этого используются силикатные кирпичи, на них кладется сетка из металла с малыми ячейками.
На сетку насыпается уголь и раскаляется, используя газовую лампу. Для получения высокой температуры можно использовать пылесос, который направляется на уголь и дает сильный воздушный поток.
На раскаленный материал ставится тигель, нужно подождать, пока все расплавиться. После чего слить полученную жидкость в форму.
Еще можно использовать в домашних условиях пропан-кислородное пламя. Его рекомендуется использовать для сплава, где есть олово или цинк.
Если дома есть мощная микроволновая печь, то провести плавильную процедуру можно в ней. Для безопасности, а также сохранения тепла, защиты самой печи необходимо тигель обернуть в жаропрочный материал, а также использовать накрытие для него. После помещения надо поставить максимальный режим и ждать, когда металл переплавиться.
За счет невысокой температуры плавления медь можно легко использовать для изготовления различных деталей, предметов прямо у себя дома. Применяя описанные методы можно добиться качественного результата с минимальными вложениями. Как только температура будет снижаться, материал начнет принимать твердое состояние и после этого остывает окончательно. Для создания мелких или сложных деталей, надо применять сплавы.
В ходе выполнения работы рекомендуется не доводить материал до кипения, поскольку он теряет свои свойства, становится после остывания не таким твердым, портится визуально. В результате кипения выделяется газ, а после остывания изделия будут иметь пористую поверхность.
Easy Ways to Melt Copper
•••beerphotographer/iStock/GettyImages
Обновлено 26 апреля 2018 г. для этого нужна промышленная индукционная печь. Если вы плавите только небольшое количество меди, вы можете сделать это с помощью паяльной лампы или на плите. Вы можете использовать его для домашних поделок или переплавить в слитки для хранения. Медь быстро проводит тепло и электричество, поэтому следует проявлять большую осторожность, если вы пытаетесь расплавить медь в домашних условиях.
Предупреждения
Будьте осторожны при выполнении этих задач. Паяльные лампы должны использоваться только опытными взрослыми.
Свойства меди
Медь — мягкий, ковкий металл ярко-красного цвета. Он обладает высокой тепло- и электропроводностью (только серебро имеет более высокую электропроводность, чем медь), что означает, что его легко расплавить. Медь имеет относительно высокую температуру плавления 1083 градуса Цельсия (1,982 F), но если у вас есть подходящее оборудование, вы можете расплавить его дома.
Плавка меди с помощью паяльной лампы
Используйте кусачки для удаления любого внешнего изоляционного покрытия, так как оно токсично при сжигании. Отрежьте медные провода по размеру, чтобы они поместились в тигель, который представляет собой чашу, изготовленную из материала, способного выдерживать очень высокие температуры, например керамики.
Поместите медные провода на дно тигля и поместите тигель на цементную плиту. Наденьте все необходимое защитное снаряжение.
Зажечь паяльную лампу. Для этой цели промышленная паяльная лампа, такая как кислородно-ацетиленовая, лучше, чем пропановая, потому что медь имеет высокую температуру плавления. Удерживая тигель щипцами, направьте пламя паяльной лампы на медные провода.
Держите всю силу пламени на медных проводах, пока они полностью не расплавятся. Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму.
Плавка меди на плите
Поставьте железную кастрюлю на плиту. Если вы используете сковороду из металла с более низкой температурой плавления, чем у меди, сковорода может расплавиться раньше, чем медь. Различные плиты имеют разные настройки температуры, поэтому не все плиты могут достигать высокой температуры, необходимой для плавления меди.
Поместите медные отходы в кастрюлю и накройте ее крышкой, чтобы поддерживать температуру.
Включите плиту и установите максимально возможную температуру. Время от времени поднимайте крышку на кастрюле, чтобы проверить процесс и посмотреть, не расплавилась ли медь.
Предупреждения
Во время плавки меди всегда надевайте надлежащее защитное снаряжение. Никогда не вдыхайте пары, так как они могут быть токсичными и вызывать легочные заболевания. Никогда не лейте расплавленную медь на влажные поверхности, это может повредить как металл, так и поверхность. Контейнеры и кастрюли, используемые для плавки меди, следует хранить отдельно от кастрюль, которые вы используете для приготовления пищи.
Вещи, которые вам понадобятся
Медные провода
Кусачки
Распротив или железная пана
Цементная плита
Тяжелые перчатки
Глазы
Защитная одежда
.
Highett Metal: Как плавить медную проволоку
Об авторе
Клэр — писатель и редактор с 18-летним опытом. Она пишет о науке и здоровье для ряда цифровых изданий, включая Reader’s Digest, HealthCentral, Vice и Zocdoc.
Советы по самостоятельному изготовлению
Медь — это тугоплавкий металл с высокой температурой плавления, достигающей 1085°C.
Традиционный способ плавки меди заключается в использовании крупномасштабного оборудования для массового производства большого количества меди, такого как индукционные печи и литейные цеха.
Однако с широкой доступностью и практичностью меди появился новый, менее масштабный метод плавки меди. Нам больше не нужно вкладывать средства в дорогостоящее оборудование, с которым должны работать только обученные слесари.
Вместо этого мы рассмотрим более простой метод, который может использовать каждый.
Существуют различные способы плавки меди, и каждый метод использует определенный тип емкости и нагревательного элемента, которые могут отличаться от других методов. Мы рассмотрим самый простой и эффективный способ плавки меди в обычных домашних условиях — с помощью кислородно-ацетиленовой горелки и плиты.
Как плавить медь с помощью кислородно-ацетиленовой горелки
Вот шаги:
1. Подготовьте необходимые материалы
Медь – металл для плавки
Кислородно-ацетиленовая горелка – промышленная паяльная лампа, в которой используется смесь ацетилена и кислорода для получения достаточно горячий, чтобы резать, ковать и/или формовать металл
Щипцы – используются для удерживания и подъема предметов, слишком горячих для прикосновения
Тигель – металлический или керамический контейнер, выдерживающий очень высокие температуры и часто используемый в качестве плавильного котла для других металлов
Формы для стержней – контейнер, куда будет заливаться только что расплавленная жидкость
Бура и другие чистящие средства для металлов
2.
Носите соответствующую защитную одежду
Для обеспечения максимальной безопасности надевайте перчатки, лицевые маски и защитные очки. Кроме того, обязательно плавьте медь в хорошо проветриваемом помещении, вдали от горючих материалов.
3. Разрежьте медь на мелкие кусочки
Если медь находится в форме медных монет, то нет необходимости выполнять этот шаг, поскольку монеты легко помещаются в тигель. Однако, если медь находится в виде медных проводов, то сначала необходимо снять внешнее изоляционное покрытие с помощью кусачек, поскольку они токсичны при сжигании. После этого скрутите медные проволоки в более мелкие витки и поместите их в тигель.
Предупреждение: Копейки плавить не рекомендуется, так как во многих странах это запрещено.
4. Включите кислородно-ацетиленовую горелку
Включите горелку и отрегулируйте кислородные клапаны так, чтобы при необходимости увеличить температуру пламени. Направьте горелку на медь внутри тигля и перемещайте ее вперед и назад, чтобы убедиться, что тепло распределяется равномерно.
5. Налейте буру
Чтобы остановить окисление, налейте по крайней мере чайную ложку буры в только что расплавленную медную жидкость.
6. Залейте металл в формы для прутков
Равномерно залейте жидкую медь в формы для прутков.
7. Заставьте его сиять
Дайте жидкости остыть, пока она не превратится в твердые медные стержни. На этом этапе вы можете улучшить блеск меди, почистив ее предпочитаемыми чистящими средствами. Вы можете использовать соляную кислоту, ацетон, лимонную кислоту, моющее средство с аммиаком и т. д.0102 tovetop
1. Подготовьте плиту
В методе плиты в качестве емкости используется железная сковорода, а в качестве нагревательного элемента – плита. Не забудьте использовать железную сковороду, а не любую другую сковороду, сделанную из металла с более низкой температурой кипения, чем у меди. В противном случае ваша кастрюля может расплавиться даже раньше, чем медь.
2. Поместите обрезки в противень
Поместите обрезки меди в противень для железа и накройте его крышкой, чтобы сохранить температуру.
3. Включите плиту
Включите плиту и установите максимально возможную температуру. Вам придется время от времени проверять свой прогресс, чтобы убедиться, что медь достаточно расплавлена.
При использовании этого метода не забудьте зарезервировать железную кастрюлю специально для плавки меди. В целях безопасности храните его в совершенно другом месте, чем остальные кастрюли, чтобы убедиться, что он не перепутается с теми, которые используются для приготовления пищи.
Этот метод может показаться очень простым. Однако разные плиты имеют разные температурные режимы. Следовательно, некоторые могут достигать высокой температуры, необходимой для плавления меди, а некоторые нет.
Как выбрать и установить полотно для ножовки по металлу
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно, многое зависит от технологии работы с металлом и навыков использования ножовки, но, в первую очередь, нужно уметь сделать правильный выбор полотна.
Национальная энциклопедия строительства ProfiDom.com.ua рассказывает о выборе и видах полотен для ножовок и правильной методике работы с ними.
Виды ножовочных полотен
Существующий ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом, толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует, также, значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
Марки Х6ВФ.
Марки В2Ф.
Быстрорежущей, марок Р6М5, Р12 или Р18.
В специализированных торговых сетях широко распространены, так называемые, алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой.
На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Как выбрать полотно для ножовки
Критериями выбора полотна служат:
Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет, также, качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе, такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен, важно — правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время, популярны так называемые, биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Другие материалы в этой категории: « Что представляет из себя инструмент «пинпоинтер» Что такое «Сверло Левиса» и как с ним работать »
Наверх
Полотно для ножовки по металлу.
Как выбрать и как поставить?
Поменял и забыл |
04.10.2017
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
Марки Х6ВФ.
Марки В2Ф.
Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
Критериями выбора служат:
Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу?
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Быстрорез для стекла. Необычная «швабра» стекольщика
Ленточная пила по металлу. «Болгарка» для серьёзных работ!
Направление полотна ножовки. Как изменить/установить блейд?
Ножовки — популярные ручные пилы, используемые в различных целях. С правильным типом ножовочного полотна вы можете резать самые разные материалы. Но каково правильное направление лезвия ножовки и почему это имеет значение?
Разве пила не будет работать так же хорошо, если лезвие повернуто в противоположном направлении?
Давайте узнаем:
Направление зубьев ножовочного полотна
Ножовочные полотна обычно устанавливаются зубьями вниз и вперед. Это означает, что направление лезвия таково, что оно режет при нажимном ходе.
Резка нажимным ходом позволяет приложить больше усилий, что ускоряет процесс резки. Это также позволяет выполнять более точную резку, поскольку вы можете аккуратно вести пилу вдоль намеченной линии реза.
Ножовка — это тяга или толкание?
Как правило, ножовки предназначены для резки при нажатии.
В некоторых случаях ножовочное полотно следует устанавливать в обратном направлении, чтобы оно пилилось при движении тяги. Это полезно при резке мягких материалов, таких как резина, или очень тонких срезов. Здесь лезвие испытывает немного большее напряжение во время резки, что снижает вероятность того, что оно может качаться во время резки. Более стабильное лезвие гарантирует, что материал, окружающий намеченную линию разреза, не будет поврежден.
Поскольку ножовки имеют D-образную раму, к которой с обоих концов прикреплены лезвия, лезвия уже натянуты. Вот почему резка металла при нажимном ходе возможна в первую очередь.
Ручные пилы, такие как японские деревообрабатывающие пилы с тонкими лезвиями, которые не натянуты, будут установлены для резки при ходе тяги, чтобы компенсировать это.
Может ли ножовка пилить в обоих направлениях?
При резке мягких материалов, таких как пластик, ножовка может удалять материал в обоих направлениях. Однако имейте в виду, что полотно ножовки предназначено для резки в направлении зубьев, обращенных к заготовке.
Если приложить давление во время обратного хода, избыточное тепло будет вызвано трением и может повредить/сломать лезвие.
Направление полотна младших ножовок
Как правило, младшие ножовки с 6-дюймовыми полотнами также следует устанавливать так, чтобы зубья были направлены вниз и вперед к заготовке.
Некоторые младшие ножовки имеют простую раму из металлической проволоки без колесика для затягивания лезвия. В этом типе ножовки рама может быть сжата во время резки в тяжелых условиях, и полотно может выскользнуть из стопорных штифтов. В таких случаях установка лезвия в обратном направлении и выбор тянущей резки может дать лучший результат.
Установка ножовочного полотна
Установка ножовочного полотна — простой процесс, если вы знаете, как это сделать. Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.
Пошаговое руководство по замене полотна ножовочной пилы
Во-первых, важно понимать состав ножовки. D-образная рама удерживает лезвие в натянутом состоянии. Лезвие крепится к этой раме с помощью барашковой гайки и металлического стержня на одном конце и штифтов на другом конце.
Снимите лезвие
Ослабьте барашковую гайку. Это часть, удерживающая лезвие в напряжении. Как правило, это означает поворот барашковой гайки против часовой стрелки. Это уменьшает натяжение лезвия.
После того, как лезвие будет достаточно ослаблено, отсоедините его от штифтов.
Установите лезвие
Убедитесь, что барашковая гайка ослаблена.
Поместите лезвие в раму, зацепив лезвие за штифты на раме.
Убедитесь, что зубья направлены вниз и в сторону от рукоятки.
Затяните барашковую гайку, повернув ее по часовой стрелке. Это потянет металлический стержень, увеличивая натяжение лезвия. Делайте это до тех пор, пока лезвие не будет достаточно натянуто.
Насколько тугим должно быть лезвие?
Лезвие должно получать достаточное натяжение, чтобы оставаться на месте во время резки, но не настолько, чтобы оно сломалось.
Ослабленные лезвия будут перемещаться на штифтах, предназначенных для удержания их на месте. В тяжелых случаях лезвие могло даже оторваться от рамы. Незакрепленные лезвия также трудно контролировать, что приводит к неточным и грязным разрезам.
Перетянутые лезвия могут сломаться, травмируя оператора или заготовку.
Хорошим правилом является то, что лезвие не должно двигаться по штифтам, но должно слегка изгибаться в центре при нажатии пальцем. Вы также можете проверить натяжение лезвия, сделав пробный надрез. Для этого зажать в тиски ненужный кусок материала. Материал должен соответствовать обрабатываемой детали. Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.
НАБОР зубьев ножовочных полотен
Постановка зубьев пильного полотна относится к расположению режущих зубьев. Зубья обычно не выровнены по прямой линии, а слегка изогнуты влево или вправо, поэтому полотно ножовки может вырезать канавку немного шире, чем толщина полотна.
Такое зигзагообразное расположение режущих зубьев также обеспечивает лучший отвод стружки и свободное перемещение лезвия внутри пропила, а не застревание.
Посадка зубьев на лезвии делится на три категории: установка волной, альтернативная установка и установка грабель.
1. Настройка волны
В наборе волн конфигурация резки имитирует волну. Здесь несколько зубов постепенно смещаются вправо, а затем несколько зубов смещаются влево. Этот рисунок повторяется по всей длине лезвия.
Настройка волны обычно используется для тонких и сверхтонких полотен для резки твердых материалов.
2. Альтернативный НАБОР
Здесь чередующиеся зубья отогнуты в противоположных направлениях по всей длине лезвия. Это означает, что один зуб смещается влево, а следующий — вправо.
Этот тип расположения лучше всего подходит для грубых лезвий с большими зубьями (низкий TPI).
Двойной чередующийся
Это разновидность чередующейся расстановки зубов, при которой два последовательных зуба смещаются в одном направлении, а следующие два зуба смещаются в противоположном направлении.
3. Настройка ГРАБЛИ
В лезвии с грабельными зубьями первые два зуба сдвинуты в противоположных направлениях, а третий зубец расположен прямо. Это означает, что режущие зубья изогнуты влево, вправо и прямо, и рисунок продолжается.
Преимущество набора RAKER заключается в том, что они обеспечивают более качественную отделку, чем альтернативный набор, но режут быстрее. Они также полезны при резке пластика и металлов, таких как литье, которые образуют стружку.
Содержание
Направление зубьев ножовочного полотна
Ножовку можно тянуть или толкать?
Можно ли резать ножовкой в обоих направлениях?
Направление полотна ножовочной пилы Junior
Установка полотна ножовки
Пошаговое руководство по замене полотна ножовки
Снятие полотна
Установка полотна
Насколько туго должно быть полотно?
НАБОР зубьев ножовочных полотен
1. Настройка волны
2. Альтернативный набор
Двойной альтернативный
3. ГРАБЛИ Настройка
Главная » Ручной инструмент
Как заменить ножовочное полотно?
Магазин ножовок
Обратите внимание: Способ выполнения зависит от производителя и модели. Один из методов показан ниже:
Как крепится лезвие?
Ножовка имеет съемное полотно, закрепленное в металлической раме. Как и у всех рамных пил, полотно должно быть натянуто, чтобы резать эффективно. Лезвие удерживается на месте двумя металлическими штифтами на обоих концах рамы. Эти штифты зацепляются за два соответствующих отверстия на обоих концах полотна ножовки.
Снятие лезвия
Шаг 1. Ослабьте барашковую гайку
.
Поверните барашковую гайку против часовой стрелки. Это контролирует положение металлического стержня на конце рычага рамы.
Этот стержень удерживает один конец лезвия. Поворот барашковой гайки против часовой стрелки толкает планку вперед, так что она больше не растягивает лезвие.
Шаг 2. Отсоедините лезвие от штифтов
.
После снятия достаточного напряжения вы можете снять лезвие, отсоединив его от штифтов.
Установка лезвия
Обратите внимание: ножовочные полотна бывают двух размеров: 250 и 300 мм. Убедитесь, что вы выбрали правильный для вашей ножовки.
Шаг 1 – Ослабьте барашковую гайку
Убедитесь, что барашковая гайка ослаблена, прежде чем зацепить лезвие за штифты.
При установке лезвия убедитесь, что зубья находятся снаружи рамы и обращены в сторону от рукоятки. Это необходимо для того, чтобы ножовка пилила при нажимном ходе
.
Шаг 2 – Затяните барашковую гайку
После установки лезвия поверните барашковую гайку по часовой стрелке. Это заставит металлический стержень двигаться назад, плотно растягивая лезвие в раме.
Насколько туго должно быть лезвие?
Если лезвие слишком ослаблено, оно будет двигаться на штифтах и даже может упасть. Лезвие со слишком большим движением также затруднит управление пилой во время работы.
Преимущества и недостатки маркеров при маркировке нержавеющей стали
Низкокоррозионные чернила минимизируют повреждения, причиняемые нержавеющей стали
Маркеры edding при нанесении маркировки на нержавеющую сталь v2a не царапают и никоим образом не повреждают поверхность. Несмотря на свои перманентные свойства, низкокоррозийные чернила очень щадяще воздействуют на любые виды поверхностей. Исключительными свойствами, подходящими для использования в областях авиации и аэронавтики, обладают два особенных маркера edding: Маркер для высоких технологий edding 8030 NLS соответствует авиационному стандарту Германии, тогда как компания British Aerospace Airbus Ltd. считает аэрокосмический маркер edding 8404 безопасным для использования в авиационной сфере.
Подходящий выбор для нанесения перманентной маркировки
В наше время для маркировки нержавеющей стали существует множество пишущих инструментов, снабженных чернилами, которые не размазываются и характеризуются перманентностью, а также водо- и износостойкостью. В отличие от лазерной гравировки, чернила, при необходимости, можно удалить с помощью подходящего растворителя.
Быстрота и эффективность использования, отсутствие необходимости в электроэнергии
Зачастую, чтобы нанести маркировку и пометку на изделие из нержавеющей стали v2a, нет времени использовать другие инструменты, кроме маркера. В отличие от принтеров и лазеров, для маркировки с помощью маркеров не требуется наличие электропитания от сети или аккумуляторной батареи. Кроме того, если для маркировки нужно использовать различные цвета или другую ширину штриха, маркер — тот самый инструмент, который невероятно быстро справится с подобной задачей. Некоторые маркеры снабжены зажимом, с помощью которого маркер можно закрепить на рубашке или куртке, благодаря чему он всегда будет под рукой.
Обеспечивает результат, отличный от лазерной гравировки
Если заказчику требуется нанести на изделие из нержавеющей стали v2a чрезвычайно мелкую или точную надпись, лучше всего прибегнуть к лазерной гравировке, а не к маркеру. Однако использование лазеров может быть достаточно затратным и, кроме того, полученный с их помощью результат можно изменить, только повредив или отшлифовав поверхность стали.
Типичные сценарии при маркировке нержавеющей стали
В связи с тем, что письменные принадлежности востребованы во многих различных отраслях и для решения самых разных задач, необходимо, чтобы они удовлетворяли требованиям практически каждой из них. Начиная с авиационной промышленности и электростанций и заканчивая автомобильными заводами, — сотрудникам этих предприятий для выполнения конкретных задач требуются надлежащие инструменты. Маркировка нержавеющей стали может понадобиться в следующих случаях:
маркировка отдельных элементов машины с целью определения кода повторного заказа;
отчетливая разметка участка при необходимости использования гайки или болта;
передача другим коллегам важной информации, касающейся отдельной части машинного оборудования;
регистрация данных, таких как вес или размеры, необходимых для дальнейших операций.
Если говорить о том, какого рода продукты edding лучше всего подойдут для работы со сталью v2a, можно отметить несколько возможностей. Лаковый маркер edding 751 — надежный многофункциональный инструмент. Им можно писать на металле, стекле, древесине и множестве других материалов; кроме того, он представлен в богатой цветовой гамме и снабжен термостойкими чернилами. Для авиационного или судового оборудования, к примеру, требуются маркеры с низкой коррозионной способностью и износостойкими чернилами, такие как маркер для высоких технологий edding 8030 NLS или аэрокосмический маркер edding 8404.
Еще больше интересных тем для ознакомления
edding 750 лаковый маркер
Лаковый маркер edding 750 — один из наших наиболее популярных продуктов и превосходный компаньон для любого сотрудника предприятия или завода. Этот инструмент для письма снабжен непрозрачными чернилами, которые представлены в разных цветах и которые очень хорошо заметны на поверхности, и гарантирует достижение превосходных результатов на множестве видов материалов. Кроме того, его чернила характеризуются как атмосферостойкостью, так и термостойкостью, благодаря чему этот маркер достоин доверия в любых условиях.
Использование низкокоррозионных чернил
Узнайте, насколько важно на отдельных предприятиях использовать для маркировки различных видов материалов низкокоррозионные чернила. Посмотрите, почему продукты edding являются надежным инструментом для работников, которым требуются низкокоррозийные чернила для решения повседневных задач, а также какие маркеры лучше всего подходят для таких ситуаций.
Характеристики нержавеющей стали
Основные характеристики нержавеющих сталей
Нержавеющая сталь обладает высокой механической прочностью, пластичностью и антикоррозионными свойствами, что делает её незаменимой при организации водоотведения химически активных стоков. Системы водоотвода из нержавеющей стали легко очищаются при уборке, выдерживают воздействие моющих и дезинфицирующих средств, в состав которых входят агрессивные вещества. Нержавеющая сталь– это хромосодержащий сплав. Хром обеспечивает стали «нержавеющие» свойства, другими словами, улучшает стойкость к коррозии.
Сопротивляемость к коррозии объясняется наличием пленки оксида хрома, покрывающей поверхность стали. Этот чрезвычайно тонкий слой обладает свойством самовосстанавливаться. Кроме хрома, типичными элементами нержавеющих сплавов являются никель, молибден и титан. Никель добавляется главным образом для пластичности и вязкости стали. Добавление молибдена и титана позволяет ещё больше улучшить коррозионную стойкость.
Виды нержавеющей стали
Существует четыре основных вида нержавеющей стали:
Аустенитные
Ферритные
Ферро-аустенитные
Мартенситные
Аустенитные стали
Аустенитные стали являются наиболее распространенными. Содержание никеля в таких сталях не менее 7%, что придает им пластичность, широкий спектр температурных режимов эксплуатации, немагнитные свойства и хорошую пригодность к сварке.
К сталям этого вида относятся:
AISI 304/304L (08Х18Н10), AISI 321 (08Х18Н10Т) — наиболее распространенные стали, используемые в производстве оборудования для пищевой промышленности, при оснащении баров, ресторанов, изготовлении столовых приборов.
AISI 316TI (10Х17Н13М2Т) — в состав этой стали входят молибден и титан. Это позволяет использовать её для изготовления оборудования, эксплуатируемого в более агрессивной среде с присутствием ионов хлора.
Ферритные стали
Ферритные стали имеют свойства, близкие к свойствам малоуглеродистой стали, но с лучшей сопротивляемостью к коррозии. Наиболее известна из этого вида сталь AISI 430 (12Х17), которая используется в домашнем хозяйстве, бойлерах, стиральных машинах и комнатных декоративных элементах. Такое широкое распространение она получила из-за дешевизны и устойчивости к коррозии, однако её следует с осторожностью использовать в качестве водоотвода в пищевой (фармацевтической, химической, атомной) промышленности по следующим причинам.
Отсутствием в составе никеля, который, в отличие от хрома, не выгорает при сварке, сварные швы коррозируют значительно быстрее, чем у аустенитных марок сталей.
По той же причине, низкая эластичность швов после сваривания приводит к проблемам при температурных расширениях и повышенных нагрузках (быстро накапливаются пластические деформации)
Дешевле 304-й. Низкая эластичность и плохая свариваемость
1.4301
Х5СrNi18-10
304
SUS 304
08x18h20
Аустетичная
Наиболее распространенная
AISI 304
1.4301
Х5СrNi18-10
SUS 304
08x18h20
Аустетичная
Несколько дороже 304-й, лучше хим. стойкость
AISI 304
1.4301
Х5СrNi18-10
SUS 321
08x18h20T
Аустетичная
Несколько дороже 304-й, лучше хим. стойкость
AISI 321
1.4541
Х6СrNiTi18-10
SUS 316Ti
08x18h20T
Аустетичная
Значительно дороже 304-й, лучше хим. стойкость
Таблица химической стойкости основных марок сталей*
Реагент
AISI 304 (V2A)
AISI 316Ti (V4A)
Реагент
AISI 304 (V2A)
AISI 316Ti (V4A)
Ацетальдегид
Отличная
Отличная
Пероксид водорода (90%)
Хорошая
Хорошая
Уксусная кислота (Ледяная)
Удовлетварительная
Отличная
Изопропанол (Изопропиловый спирт)
Хорошая
Отличная
Уксусная кислота (Разбавленная)
Удовлетворительная
Отличная
Керосин
Отличная
Отличная
Ацетон (Диметил Кетон)
Отличная
Отличная
Молочная кислота
Отличная
Отличная
Хлористый алюминий
Хорошая
Хорошая
Хлорид магния
Хорошая
Хорошая
Аммиак (Жидкий)
Хорошая
Отличная
Метанол (Метиловый спирт)
Слабая
Слабая
Амилацетат
Отличная
Отличная
Метил ацетон
Отличная
Отличная
Бензол
Хорошая
Хорошая
Метилэтилкетон
Отличная
Отличная
Гипохлорит кальция
Удовлетворительная
Хорошая
Молоко
Отличная
Отличная
Четыреххлористый углерод
Хорошая
Хорошая
Нафта
Отличная
Отличная
Хлороформ (три хлорметан)
Отличная
Отличная
Азотная кислота (10%)
Отличная
Отличная
Лимонная кислота
Хорошая
Отличная
Азотная кислота (конц. )
Отличная
Отличная
Рыбий жир
Отличная
Отличная
Нитробензол
Отличная
Отличная
Медная кислота
Слабая
Хорошая
Парафин
Хорошая
Хорошая
Циклогексан
Отличная
Отличная
Фенол (карболовая кислота)
Отличная
Отличная
Циклогексаном
Отличная
Отличная
Фосфорная кислота
Хорошая
Хорошая
Дизель
Отличная
Отличная
Пикриновая кислота
Удовлетворительная
Слабая
Диэтиламид
Отличная
Отличная
Хлористый калий
Хорошая
Хорошая
Соль Эпсома (сульфат магния)
Отличная
Хорошая
Бихромат калия
Хорошая
Отличная
Этанол (этиловый спирт)
Отличная
Отличная
Пиридин
Хорошая
Хорошая
Этаноломин
Отличная
Отличная
Углекислый натрий
Отличная
Отличная
Эфир (этиловый эфир)
Отличная
Отличная
Фтористый натрий
Отличная
Отличная
Этиленгликоль
Хорошая
Хорошая
Гидроксид натрия (едкий натр)
Слабая
Слабая
Этиленоксид
Хорошая
Хорошая
Гидрохлорид натрия 20%
Удовлетворительная
Хорошая
Гептагидрат сульфата железа
Хорошая
Хорошая
Крахмал
Удовлетворительная
Удовлетворительная
Муравьиная кислота (метановая кислота)
Хорошая
Отличная
Серная кислота (10%)
Отличная
Отличная
Бензин
Отличная
Отличная
Серная кислота (гор. конц.)
Слабая
Удовлетворительная
Гексан
Отличная
Отличная
Тетрахлорэтан
Слабая
Удовлетворительная
Соляная кислота (20%)
Отличная
Отличная
Тетрагидрофуран
Хорошая
Отличная
Соляная кислота (конц. )
Слабая
Слабая
Толуол
Отличная
Отличная
Фтористоводородная кислота (20%)
Слабая
Слабая
Ксилол
Отличная
Отличная
Пероксид водорода (10%)
Отличная
Отличная
Хлористый цинк
Хорошая
Хорошая
Что такое нержавеющая сталь V2A и V4A? |
English
Français
Nederlands
Español
Deutsch
Прежде всего, мы можем подтвердить, что используемая нержавеющая сталь является аустенитной.
Марка SAE означает, что она относится к 300 номерам
Они содержат не более 0,15 % углерода, не менее 16 % хрома и достаточное количество никеля и/или марганца для сохранения аустенитной структуры
Нержавеющая сталь V4A
V4A — немецкий стандарт, этот материал используется для суровых условий. Например, детали, которые используются в туннелях для крепления фонарей.
Причина: в туннеле высокая влажность, в том числе из-за выхлопных газов автомобилей, атмосфера очень кислая.
V4A относится к семейству 316L. V4A может быть 1,4404 или 1,4435 или, может быть, что-то еще, как показано в таблице ниже.
«L» означает, что содержание углерода в сплаве ниже 0,03%. Версии с низким содержанием углерода, например, 316L или 304L, используются, чтобы избежать проблем с коррозией, вызванных сваркой.
Стандарт EN
наименование стали
Класс SAE
4307
X2CrNi18-9
304л
1. 4306
X2CrNi19-11
304л
1.4311
X2CrNiN18-10
304ЛН
1.4301
Х5CrNi18-10
304
1.4948
Х6CrNi18-11
304Х
1.4404
X2CrNiMo17-12-2
316л
1.4401
X5CrNiMo17-12-2
316
1.4406
X2CrNiMoN17-12-2
316ЛН
1.4432
X2CrNiMo17-12-3
316л
1.4435
X2CrNiMo18-14-3
316л
1. 4436
X3CrNiMo17-13-3
316
1.4571
X6CrNiMoTi17-12-2
316Ти
1.4429
X2CrNiMoN17-13-3
316ЛН
Загрузить каталог из нержавеющей стали 316
Так что да, можно сказать, что 316 и V4A имеют одинаковые характеристики в отношении устойчивости к соляному туману.
Однако состав основного материала не одинаков. Может быть разница в процентах. (см. наименование стали)
Нержавеющая сталь V2A
V2A аналогична стали 1.4301 или AISI 304
V1A аналогична стали 1.4305 или AISI 303 (см. отдельный блог) Для получения дополнительной информации о различных типах нержавеющей стали посетите: https://anemo.eu/stainless-steel-comparison
Мы разработали полную линейку защелок и зажимов из нержавеющей стали 316 = V4A!
Посмотреть весь ассортимент зажимов из нержавеющей стали, гаек и защелок, петель и ручек на https://www. stainless-steel-316.com/
Вы также можете ознакомиться с нашими хомутами из нержавеющей стали здесь: https://anemo.eu/s-clamps/stainless-steel-316
Один из разработанных нами хомутов используется VESTAS для своих ветряных турбин: PAH-5271-TRIG-SS-316
У нас также есть много стандартных зажимов из нержавеющей стали 316:
маленькая защелка PAH-27-1900-SS-316
зажим PAH-331-TRIG-SS-316
горизонтальный прижимной зажим: H-1323-UB-SS-316
вертикальный прижимной зажим: VTC-1625-UB-SS-316
и многие другие хомуты из нержавеющей стали 316
Скачать каталог из нержавеющей стали 316
Another product line we have available is stainless steel 316 (V4A stainless steel), are our Auto Lok Nuts
Some of which we have stock available are:
ALNdM8x125A4
ALNdM10x150A4
ALNdM16x200A4
ALNdM20x250A4
и другие.
Мы помогаем клиентам с быстрым соединением и отсоединением панелей с быстроразъемными креплениями и даем технические консультации о повороте на четверть, защелках, стопорных штифтах,…
Загрузить основной каталог
Нержавеющая сталь V2A (1.4301) | Batz + Burgel
Вы ищете листы, пластины, профили, заготовки или фрезерованные детали?
Batz + Burgel уже более 25 лет является компетентным партнером отрасли в области торговли металлом и металлообработки. Широкий ассортимент продукции, высокая производственная компетентность, от отдельных деталей до предварительной сборки сложных узлов, а также быстрое и гибкое реагирование характеризуют нашу компанию.
Листы, профили и пластины
Мы предлагаем вам большой выбор в нашем магазине B2B. Просто запросите и через несколько минут получите персональное предложение.
Интернет-магазин
Заготовки и фрезерованные детали
Мы также можем изготовить детали по индивидуальному заказу и фрезерованные детали с ЧПУ из желаемого материала.
Отверстие в плитке под розетку: методы и инструменты.
В процессе ремонта кухни, ванной комнаты. туалета или других помещений, где укладывают плитку, может появится необходимость сделать отверстие, например под розетки или трубы. В этом случае очень полезно знать как это сделать и какие инструменты для этого нужны.
Для начала следует знать, что отверстия в стене под розетки следует сделать до облицовки плиткой. Места для подрозетника можно выдолбить либо перфоратором (сначала сверлим по диаметру, потом выколачиваем) или специальной коронкой для высверливания круглых отверстий. Установите подрозетники.
Нюансы при резке плитки под розетки
Разметка плитки перед резкой
Существует несколько нюансов резки керамической плитки. Если Вы режете плитку с помощью стеклореза или плиткореза, то это необходимо делать исключительно с лицевой стороны, так как иначе на лицевой стороне плитки появятся сколы и это будет выглядеть некрасиво.
Сверлить плитку надо с двух сторон, так чтобы место соединения отверстий было внутри плитки. Для этого достаточно провести разметку плитки с обеих сторон, приложить подрозетник и обвести его. Теперь Вы уже знаете в каком месте нужно сделать отверстие. И теперь пришло время к самому сложному: сделать отверстие в плитке под розетку.
Делаем отверстие с помощью вольфрамовой струны
Вольфрамовая нить, установленная в пиле
Обычно такую струну можно приобрести в любом строительном магазине. Она устанавливается вместо режущего полотна в пилу. Если розетка будет находится внутри поверхности плитки, то перед тем как воспользоваться струной для резки керамики следует просверлить в отмеренной области отверстие. Далее продеть туда струну и сделать пропил по заданной границе. В результате должно получиться ровное отверстие в плитке под розетку.
На мой взгляд это самый удобный способ, при котором вероятность раскола плитки очень мала. Минусом данного метода является то, что придется приложить немало усилий, особенно если таких отверстий надо сделать много. Для промышленных масштабов такой способ точно не подойдет.
Коронка для резки отверстий в плитке под розетку
Коронка с вольфрамовым напылением
Такие коронки довольно удобны в применении, особенно если плитка большая. Достаточно установить коронку на дрель и на малых оборотах за 1-2 минуты высверлить отверстие. Во время сверления желательно смачивать плитку водой. К сожалению не всегда такая коронка имеется в магазинах, да и для сверления одного двух отверстий приобретать ее нет смысла.
[youtube_sc url=OY7UfvrAP_Y]
Использование балерины для резки отверстий в плитке
Балерина для резки плитки
Так называемая «балерина» представляет собой сочетание сверла и двух (или одного) резчиков, которые вращаются вместе со сверлом (вокруг сверла). Таким можно выставить диаметр окружности и высверлить отверстие любого размера. Очень удобный инструмент.
[youtube_sc url=T7zG9AQ-6dg]
Отверстие с помощью стеклореза и кусачек
Если ничего из вышеприведенного у Вас нет, то можно воспользоваться старым и проверенным методом: кусачками и стеклорезом. Но тут нужна сноровка. Самое главное — это правильно расчертить места резки. Окружность должна быть поделена как минимум на восемь равных частей. Это можно сделать «на глаз». После этого стеклорезом выполняются резы по размеченным линиям в пределах окружности. Далее высверливается отверстие по центру и аккуратно выламывается первый кусок. Вместо стеклореза можно использовать болгарку с маленьким диском.
Если Вы сделаете всего два реза в плитке, то при выламывании скорее всего она расколется надвое. Будьте внимательны. Откусывать края следует с задней части плитки, так чтобы сколы были невидны.
[youtube_sc url=cHH_CQAs5BM]
Успехов в ремонте.
Чем сделать отверстие в плитке под трубу
Автор Монтажник На чтение 10 мин Просмотров 28.9к. Обновлено
При проведении работ по укладке керамики почти всегда возникает необходимость в вырезании в ней разного размера отверстий. При этом приходится решать задачу, чем сделать отверстие в плитке под трубу, розетку, светильник, вентиляционную шахту. Задача усложняется тем, что промышленность производит широкий ряд различных устройств и приспособлений для вырезания отверстий в керамике и выбирать подходящее устройство следует не только с учетом размеров посадочного гнезда, но и учитывая виды керамической плитки.
Также при ремонтных или плиточных работах выбор способа зависит от того, обрабатывается уложенная на стены плитка или прорезание дыр происходит в процессе укладки. В некоторых случаях при наличии установленных трубопроводов приходится применять комбинированные способы резки с применением плиткореза и электроинструмента с различного вида насадками.
Рис.1 Отверстия в кафельной плитке под трубы
Содержание
Планирование перед тем, как просверлить кафельную плитку
Чем сделать отверстие в плитке под трубу
Сверление с помощью сверла для керамики
Сверление отверстий при помощи твердосплавного сверла по бетону
Сверление отверстий с помощью коронок с алмазным напылением
Сверление круговым сверлом по кафелю или балеринкой
Использование болгарки
Использование лобзика
Вырезание отверстий в керамической плитке подручными инструментами
Как просверлить отверстие в плитке большого диаметра — поэтапное руководство
Инструмент для резки кафельной плитки по прямой
Стеклорез
Ручной плиткорез
Электрический плиткорез
Планирование перед тем, как просверлить кафельную плитку
До того, как делать отверстия в кафеле, определяют, какой инструмент будет использоваться при проведении работ. При этом следует учитывать, что углошлифовальной машинкой можно прорезать керамику, которая не уложена на стены, в то время как перфоратором с различными насадками можно делать отверстия не только в кафеле, но и вместе с ним сверлить стены под трубы после укладки.
Чем сделать отверстие в плитке под трубу
Для прорезания в керамике сквозных дыр используют широкий ассортимент бытовых и строительных комплектующих, которые применяют совместно с дрелью, перфоратором, шуруповертом, электролобзиком и углошлифовальной машинкой.
Сверление с помощью сверла для керамики
Обычно стены на кухне или ванной комнате выкладывают глазурованной керамикой, имеющей мягкую основу и верхний слой из прочной и гладкой глазури (кафель). Для его сверления разработаны специальные перьевые сверла с плоским наконечником лопатообразной формы с заостренными краями, которые практически бесполезны при использовании любого из них в работе с более твердыми плиточными материалами (керамогранит).
Рис. 2 Способ просверлить отверстие в кафельной плитке лепестковым сверлом
Основной проблемой при применении сверл является снятие верхнего слоя глазури, по которой скользит наконечник. Для этого на глазурованную поверхность наклеивают малярную ленту (можно клеить несколько слоев) и отмечают точку для будущей дыры. С помощью плиточного сверла можно проделать вырез большого радиуса, проделав по его периметру ряд дыр, правда острие при этом быстро выйдет из строя.
Сверление отверстий при помощи твердосплавного сверла по бетону
Сверла с победитовым наконечником по бетону широко используются для создания небольших отверстий в уложенном кафеле, используемая бытовая дрель должна быть с регулировкой оборотов. При работе по кафелю следует соблюдать несколько правил:
Проводить сверление лучше на низких оборотах.
Во избежание раскалывания поверхности кафельной плитки сверлят отверстия очень аккуратно без режима перфорации.
Также необходимо оказывать минимальное давление на электрическую дрель или перфоратор, которое увеличивается при прохождении плиточного слоя.
Рис. 3 Сверление кафеля при помощи электроинструмента и победитовых сверл
Статья по теме:
Калибратор для металлопластиковых труб – назначение и инструкция по работе. Возможно читая про то, чем сделать отверстие в плитке под трубу, будет интересно также узнать про существующие виды калибраторов используемых при монтаже металлопластиковых труб, технология и инструкции по работе с ними.
Сверление отверстий с помощью коронок с алмазным напылением
Коронки с алмазным напылением являются одним из удобных способов для создания вырезов под розетки, трубы, при этом круг нужного диаметра получают подбором соответствующего цилиндра.
Чтобы вырезать отверстие коронкой, поступают следующим образом:
Наклеивают с глазурованной стороны кафеля малярную ленту, на которой отмечают центральную точку дыры.
При помощи дрели углубляются в центр отверстия, при этом можно использовать сверло не только из комплекта, но и любое для сверления, с последующей заменой его на изделие из комплектации.
На низких оборотах прорезают коронкой плиточную поверхность, пока контур круга не углубится на достаточное расстояние. При этом не обязательно прорезать его полностью, он легко выбивается при неполном углублении.
Рис. 4 Коронки с алмазным покрытием и работа с ними
Сверление круговым сверлом по кафелю или балеринкой
Балеринка представляет собой устройство, состоящее из резца, перемещающегося на штанге перпендикулярно оси сверла. Благодаря этому свойству подбирается любой диаметр отверстия с высокой точностью.
Балеринки часто включают в состав плиткорезов, стоят они намного дешевле коронок, но вырезать с их помощью проемы не слишком удобно из-за низкой скорости резки и быстрого выхода из строя резца.
Использование болгарки
Наряду с плиткорезом болгарка — главный инструмент плиточника, который может заменить не только балеринку или коронку с алмазным напылением, но и сам плиткорез. Связано это с тем, что углошлифовальной машинкой делают вырезы в твердом и хрупком керамограните, который с большим трудом поддается обработке резанием другим инструментами.
Болгаркой можно вырезать круги любого диаметра в керамике, не уложенной на стены, основное преимущество метода в большой скорости. Чтобы проделать в материале маленькую дырку, поступают следующим образом:
С внутренней стороны плитки срезают ее поверхность слоями в нужной точке до минимальной толщины.
По окончании вырезания пробивают поверхность плитки изнутри пассатижами или легким молотком — таким образом получают маленькую дырку.
Болгаркой легко делают круги в кафеле большого диаметра, для проведения подобных работ удобнее использовать диски по бетону небольшого размера в окружности. Существует множество методик прорезания больших отверстий болгаркой, резка плитки для трубы приведенным ниже способом является одним из самых быстрых:
Прорезают углошлифовальной машинкой с внутренней стороны сквозные линии в виде креста.
Обрезают их четыре края до получения квадрата, вписанного в получаемую окружность.
Срезают края квадрата с внутренней стороны до сильного истончения, после чего выкусывают их пассатижами, придавая нужную округлую форму.
Рис.5 Насадки на дрель в виде балеринки
Использование лобзика
Еще одним электроинструментом, с помощью которого можно работать с керамикой, является электрический лобзик. При работе с ним используют специальный нож с алмазным напылением, прорезь делают следующим образом:
Просверливают на краю вырезаемой окружности дыру с таким размером, чтобы в нее вошла пилка от электролобзика.
Выполняют разрез по окружности или другой требуемой формы.
Рис. 6 Пилка для электролобзика и резка плитки под трубы
Вырезание отверстий в керамической плитке подручными инструментами
Как указывалось выше, при изготовлении кафеля используются довольно мягкие материалы, которые можно обрабатывать большинством бытового инструмента. Процесс существенно упрощается, если подержать керамическое изделие некоторое время в воде, отрабатывать стеновую керамику можно следующими расходными материалами и бытовым инструментом.
Сверла по металлу. Сверлят отверстия в мягком кафеле обычными сверлами для обработки металла, главное при этом — применять на очень низких оборотах дрель или перфоратор и охлаждать сверло. В процессе его острие необходимо регулярно подтачивать — притупление режущей кромки лезвия в отличие от победитовых или алмазных сверл будет происходить значительно быстрее.
Рис. 7 Как сделать отверстие в плитке струнами
Плоскогубцы. Часто возникает ситуация, когда отверстие необходимо сделать на краю. Для этих целей достаточно использования одних плоскогубцев или специальных кусачек, при помощи которых от края отламывают мелкие кусочки до получения нужного выреза.
Алмазные струны. При использовании струн для резки понадобится бытовая ножовка по металлу, в который закрепляется струна, разрез происходит по контуру вырезаемого фрагмента через высверленную дыру малого радиуса.
Стеклорез. Стеклорезом можно успешно проводить прямые разрезы при использовании плитки для заделки стен с расположенными в них водопроводными трубами в случаях, если вырезаемый участок находится в контуре плитки. Для создания отверстия проводят разрез кафеля по центру вырезаемого участка, затем с помощью плоскогубцев выкусывают нужную дыру. При желании можно сделать разрез от стеклореза практически незаметным — для этого плитку склеивают с внутренней стороны клеем для керамики, а после подсыхания приклеивают к стене на плиточный клей.
Рис. 8 Использование кусачек для получения проемов в керамике
Как просверлить отверстие в плитке большого диаметра — поэтапное руководство
При проведении ремонтных работ часто возникает нужда в получении дыр большого диаметра в 100 мм. для установки канализационных отводов или трапов в полах. Коронки и балеринки подобного размера для бытовых целей в продаже обнаружить сложно, сверлами выполнять работу долго, поэтому оптимальный метод — использование углошлифовальной машинки. Прорезание керамики проводят следующим образом:
В первую очередь для уменьшения пыли и облегчения резки плитку на некоторое время опускают в воду. При этом следует учитывать, что все клеевые составы рассчитаны на приклеивание сухой плитки, поэтому после вырезания отверстия понадобится некоторое время на ее высыхание. Для ускорения работы многие плиточники не смачивает керамику, приклеивая ее сразу после прорезки фрагмента.
С внутренней стороны маркером или карандашом отмечают контур вырезаемого участка. Многие плиточники делают это с глазурованной стороны, что в дальнейшем приводит к сбиванию глазури и получению краев низкого качества.
Производят вырезание круглого фрагмента с внутренней стороны. Большой диаметр дыры позволяет делать это сразу по контуру без предварительных крестообразных распилов в центре и вырезании квадратов. Болгарку при этом держат под углом с наклоном в центр круга, вначале делают небольшое углубление, которое с каждым проходом увеличивают. Радиус вырезаемой окружности делают на несколько миллиметров меньше нужного размера.
После нескольких проходов болгаркой по окружности необходимо определить момент, когда круг можно легко выбить, для надежности можно оставлять в некоторых местах сплошные прорези.
Так как круг вырезался изнутри, его края внутри будут сильно истончены — это позволит легко придать ему правильную геометрическую форму кусачками или плоскогубцами.
Рис.9 Прорезание среднего отверстия болгаркой
Инструмент для резки кафельной плитки по прямой
При проведении плиточных работ керамику режут по прямой, используя следующий специальный инструмент.
Стеклорез
Стеклорез подойдет для резки стеновой плитки, твердый напольный керамогранит разрезать им довольно сложно, работы роликовым стеклорезом выполняют в следующей последовательности:
Укладывают изделие на ровную твердую поверхность и по линейке проводят линию с небольшим надавливанием по направлению к себе.
Разламывают кафель об острый твердый угол по проведенной линии.
Ручной плиткорез
Стандартный плиткорез представляет собой станину с прорезиненной поверхностью, над которой размещены две направляющие — по ним перемещается режущий элемент, закрепленный на ручке. Плита укладывается внутри устройства к основанию, разрез производится плавным движением режущего колеса по поверхности с небольшим надавливанием. По завершении прохода ручка опускается и специальный рычаг надавливает на плиту, разламывая ее по линии реза.
Для удобства каждый плиткорез оснащается угловой линейкой, позволяющей отрезать куски одинакового размера, качественные дорогие плиткорезы имеют плавающую станину и одну прочную направляющую, позволяющую произвести резку с высоким качеством кромки.
Рис. 10 Инструмент для резки керамики по прямой
Электрический плиткорез
Основными элементами устройства является электродвигатель, на валу которого устанавлен диск с алмазным напылением, и водяная помпа, погруженная в кювету с водой и подающая жидкость на рабочую поверхность диска во время резки.
Электрический плиткорез является довольно дорогим устройством, служит для качественной обрезки плитки под прямым и острыми углами без пыли, с его помощью можно вырезать узкие полоски шириной менее 10 мм., что на обычном механическом плиткорезе затруднительно.
При вырезании отверстий под трубу опытному плиточнику достаточно одной болгарки с алмазным диском по бетону. Для сверления глубоких сквозных дырок в стенах лучше использовать специальные коронки или победитовые сверла по бетону. В бытовых условиях при отсутствии углошлифовальной машинки, отверстия в мягком кафеле можно проделывать при помощи специальных насадок на дрель в виде перьевых сверл, балеринок и коронок, при этом цена последних слишком высока для одноразового бытового использования.
Как вырезать отверстие в центре плитки
Руководство по проектам изящного домостроения
Плитка
Мастерство за минуту
Осторожно вонзите лезвие плиткореза в лицевую и изнаночную стороны плитки, чтобы создать отверстие.
Автор: Official Fine Homebuilding Post
Обычное дело при укладке плитки вокруг электрической розетки: прорезать отверстие в центре плитки легко, осторожно вонзая лезвие плиткореза в переднюю и заднюю часть плитки. .
Узнайте, как пользоваться плиткорезом, из этого видео «Освоение за минуту»: «Как резать плитку с помощью мокрой пилы»
Предыдущий:
Резка керамической плитки
Следующий:
Сверление плитки
Направляющая
Плитка
Глава
Инструменты и методы
плитка
Плитка
Надежное исчерпывающее руководство от профессионалов для великолепной укладки плитки в любой комнате дома
Посмотреть руководство по проекту
Просмотреть все руководства по проектам »
Станьте участником и получите неограниченный доступ к сайту, включая Руководство по укладке плитки.
Начать бесплатную пробную версию
Выбор плитки
Основы
Параметры плитки
Инструменты и методы
Монтажные материалы
Подготовка
Плиточные полы
Планировка и установка
Установка специальных тайлов
Плитка для стен и фартуков
Подготовка
Фартуки
Стены
Плиточный душ
Затирка, герметизация и уплотнение
Затирка
Зачеканка
Герметизация
Техническое обслуживание и ремонт
Обслуживание
Ремонт плитки
Ремонт затирки
Розетка
— Как прорезать отверстие в керамической напольной плитке на кухне, чтобы установить выдвижную электрическую коробку?
Я хотел бы установить эту (производственная страница) выдвижную электрическую коробку 20A GFCI на кухонном полу, чтобы можно было подключить кухонную посуду (микроволновая печь, блендер, фритюрница). Я сооружу кухонную тележку-остров для дома микроволновую печь и храните остальную посуду.
Мне нужно сделать погружной пропил для отверстия в керамической плитке размером 12 x 12 дюймов и толщиной 5/16 дюймов, а также в черновом полу под ним, чтобы разместить розетку и провести линию 20 А к блоку выключателя.
У меня есть проводной осциллирующий инструмент Fein Multimaster, но в литературе нет информации о том, каким диском резать керамическую плитку. угол
Розетка
Керамическая плитка
Кухонный остров
7
Просверлите углы, надрежьте и разбейте стороны
С помощью ручного «инструмента для подрезки плитки» вы также можете надрезать прямоугольник после сверления углов и ударить молотком, чтобы разбить плитку внутри прямоугольника.
Выберите достаточно маленькую фрезу, чтобы лицевая пластина закрывала кривую. Аккуратно удалите все, что осталось, с помощью молотка и стамески или, может быть, старой стамески по дереву.
Главная Каталог оборудования Кузнечно-прессовое оборудование Листогибы Tapco (США)
Продажа со склада листогибочных машин TAPCO (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки. Прайс-листы с ценами на листогибы TAPCO MAX-20 пневмо запрашивайте в отделе кузнечно-прессового оборудования.
Станок Тарсо МАХ 20 пневматический предназначен для частичной автоматизации и облегчения работы на станке.
Особенности пневматических листогибов Tapco Max 20:
Пневматический штуцер.
Возможность подключения практически к любой компрессорной системе.
Верхний пневматический цилиндр.
Обеспечивает быструю и эффективную фиксацию материала. Имеет плавный ход, что позволяет точно позиционировать материал перед гибкой и резкой.
Переносная стойка управления.
Элементы управления пневматической системы всегда под рукой.
Нижние пневмоцилиндры.
Данная система позволяет увеличить скорость работы на станке на 50%. Нижние пневмоцилиндры приводят в действие гибочную балку полностью исключая ручной труд.
Быстрая система монтажа.
Пневматический комплект может быть установлен самостоятельно в течении одного часа.
Универсальность.
В случае необходимости пневмокомплект может быть демонтирован с продолжением работы в ручном режиме.
Технические характеристики станков листогибочных TAPCO Max-20 пневматических.
MAX 20 2,2
MAX 20 3,2
Рабочая длина, мм
2200
3200
Оцинкованная сталь
0,7 мм
0,7 мм
Алюминий
1,0 мм
1,0 мм
Медь
0,8 мм
0,8 мм
Цинк
0,8 мм
0,8 мм
Максимальный угол гибки
180°
180°
Глубина подачи материала, мм
480
480
Габаритные размеры в упаковке (ДхШхВ), мм
2300 x 620 x 240
3250 х 620х240
Приблизительная масса нетто (без стойки), кг
65
75
Приблизительная масса брутто (со стойкой), кг
105
115
Гарантия
1 год
1 год
Комплект пневматический KIT-1 включает в себя:
Модифицированная и усиленная опорная стойка (Россия).
Набор пневматических цилиндров для верхней и нижней планки
Переносная стойка управления
Комплект необходимых расходных материалов
Подробная инструкция на русском языке для самостоятельного монтажа.
Догиб на 180 градусов, при толщине оцинкованной стали 0.7 мм, возможен только на длине 2000 мм. Если толщина равна или менее 0,55, догиб возможен на длину 3000 мм.
Компрессор в комплект не входит. Требование к компрессору:
Листогиб, пневматический листогиб | Производство листогибов …
Листогиб пневматический ЛГСП-27 (гибочный станок) предназначен для … Область применения пневматического листогиба: монтаж кровли, наружняя … Технические характеристики пневматического листогиба: Листогиб пневматический ЛГСП-27(гибочныйстанок) предназначен Область применения пневматического листогиба:> монтаж кровли,> наружняя Технические> характеристики пневматического листогиба:
плитка-брусчатка погрузчик то-30 погрузчик экскаватор погрузчик экскаватор погрузо-разгрузочные работа погода самуи плоско-шлифовальная машина погрузчик ремонт погрузчик пенза погрузчика unc 60 пневматический листогиб повышение квалификация юридический повысить производительность VPN погрузчик обучение повышение квалификации аудиторов
Пневматические листогиб — zhzhosh. aaahtung.ru
Пневматические листогиб Впадающих в особенных стопочках из чего-то … Тарас А том Пневматические листогиб прочих к под названием станции. … задействует при необходимости и достижение их Пневматические листогиб. Пневматические листогиб Впадающих
особенных
стопочках чего-то Тарас Пневматические листогибпрочихназванием станции. задействует необходимостидостижение Пневматические листогиб.
ООО — Деловые предложения — Коммерческие предложения
Коммерческие предложения и деловые объявления со всей России и . .. Ручные листогибы с отрезной машинкой, гидравлические листогибы … Коммерческие предложения
деловые
объявления всей России Ручныелистогибыотрезной машинкой, гидравлические листогибы
погрузчик зерна плунжерный насос повышение квалификация персонал повышение производительность VPN погрузчик Bobcat пляжный отдых вьетнаме погода самуи погрузчика unc 60 повышенный внутричерепной давление погрузчик Bobcat пломбы-наклейки плоский ремень конвейерный лента повышенный внутричерепной давление погрузо-разгрузочные работа погрузчик кальмар
Листогиб, пневматический листогиб | Производство листогибов | Листогибы
Листогиб, листогиб пневматический, гибочный станок, гибочное оборудование
. .. медь) с лакокрасочным и цинковым покрытием. Область применения пневматического листогиба : монтаж кровли, наружняя или внутренняя отделка зданий,… медь) лакокрасочным цинковым покрытием. Область применения пневматического> листогиба монтаж>
кровли,
наружняя внутренняя
отделка
зданий,…
погрузчик мксм плунжерный насос погрузчик Bobcat повышение квалификации бухгалтера повышение квалификация пилот погрузчик пенза повысить производительность VPN погрузчик KOMATSU погрузчик LIEBHERR погрузо-разгрузочные работа погрузчик пкш плитка цокольная фасадная поверка счетчик погода вьетнам погрузчик экскаватор
ЛИСТОГИБЫ, ВАЛЬЦЫ и СОРТОГИБЫ, ремонт, продать, купить, сервис
листогибы с поворотной балкой пневматические листогибы валковые листогибы
плитка фасадный погрузчики 2 повышающий трансформатор плитка-брусчатка повар работа москва погрузчик б/у повышение квалификации аудиторов погрузчик 40814 погрузчик обучение плоскощелевой экструдер погрузчик ремонт погрузчик кредит пломбы-наклейки погрузчик bob cat погода хургада
листогибы пневматические
ПРЕДПРИЯТИЯ РОССИИ И СНГ: поиск по всем отраслям листогибы пневматические Предприятия ПРЕДПРИЯТИЯ РОССИИ> СНГ: поиск всем отраслям листогибыпневматическиеПредприятия
погрузчик LIEBHERR пляжный отдых вьетнаме плохой сотовый связь погрузчика unc 60 пляж бали повышающий трансформатор плоский ремень конвейерный лента погода тайланд погрузчик манипулятор пломбы-наклейки плоттер 430 hp погрузчик то-30 погрузчик bob cat поворотный ворота погрузчик 40814
DESK. RU — Листогиб. Листогиб пневматический
Листогиб ручной. Листогиб пневматический . Листогиб гидравлический. Листогибочные станки отвечающие всем вашим требованиям и потребностям… Листогиб>
производит листогибы:> листогиб ручной> листогиб гидравлический> листогиб пневматический листогибуниверсальный.
погрузчик болгария плоско-шлифовальная машина повышение пропускной способность VPN плодоовощной консервы погрузчик амкодор повысить производительность VPN погрузчик пкш погрузчик кальмар пляжный отдых таиланд погрузчик стартер плитка-брусчатка погрузо-разгрузочные работа поверхностный монтаж плата погода египет погрузчик фронтальный 18
металлочерепица — ApkOnLine.ru
… 09:35:48 15 марта 2005Листогиб ручной листогиб пневматический листогиб гидравлический листогиб электрический оборудование для производства металлочерепицы для изготовления металлочерепицы… Листогибы: листогиб ручной, листогиб пневматический , листогиб гидравлический для изготовления доборных элементов.09:35:48 марта 2005Листогиб
Автоматическая машина для пробивки листов с рулоном для пневматического пробивки для целей резки
ОБЗОР
Пневматические системы широко используются в самых разных отраслях промышленности, на фабриках и предприятиях производственного сектора. Пневматические системы отличаются простотой, надежностью и удобством в эксплуатации. Также они подходят для быстрого и стремительного приложения силы.
Таким образом, целью этого проекта является разработка простой, легко управляемой пневматической машины для резки и гибки листового металла, которая была бы прочной и прочной. Для работы агрегата достаточно давления 8-10 бар. Сжатый воздух, проходя по трубкам к цилиндру, выталкивает поршень, мощность которого через рычажный механизм передается на пуансон.
Полученная таким образом заготовка имеет требуемые размеры, и ее можно собрать через зазор, предусмотренный в штампе. Матрица, используемая при этом, фиксируется таким образом, чтобы можно было использовать матрицу требуемой формы в соответствии с требованиями. Это позволяет нам использовать штампы различных типов, что позволяет производить широкий ассортимент продукции. Таким образом могут быть получены различные типы пуансона по мере необходимости. В зависимости от обрабатываемого материала рабочее давление может варьироваться.
ВВЕДЕНИЕ
Ножницы и гибочные станки наиболее важны в производстве листового металла. Эта машина должна использоваться для прямой резки с широким применением. Но в некоторых отраслях промышленности используются ручной листорез и ручной гибочный станок. Для работы этой машины необходимы человеческие усилия. Машина должна быть простой в эксплуатации и легкой в обслуживании, поэтому мы попытались разработать пневматическую машину для резки и гибки.
При резке, когда пуансон опускается на металл, давление, оказываемое пуансоном, сначала вызывает пластическую деформацию металла. Поскольку зазор между пуансоном и матрицей очень мал, пластическая деформация происходит в локализованной области и в металле, прилегающем к режущим кромкам.
При гибке гибка производится с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически. Машина разработана с учетом факторов, позволяющих повысить эффективность и сократить время цикла за счет получения качественной продукции. Автоматизация станка достигается с помощью пневматической системы. Это включает в себя разработку эффективной системы, которая снижает человеческие усилия и помогает увеличить объем производства. Он также включает в себя пневматическую систему, пневматический компонент и матрицу для резки и гибки.
ИСПОЛЬЗУЕМЫЙ КОМПОНЕНТ
Пневматический цилиндр
Пневматические цилиндры (иногда называемые воздушными цилиндрами) представляют собой механические устройства, которые используют силу сжатого газа для создания силы при возвратно-поступательном линейном движении. расширяется, пытаясь достичь атмосферного давления. Это расширение воздуха заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры предпочитают использовать пневматику, потому что она тише, чище и не требует больших объемов или места для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет капать и загрязнять окружающую среду, что делает пневматику более желательной там, где требуется чистота.
Клапан управления направлением
Распределитель является одной из важных частей пневматической системы. Этот клапан, широко известный как DCV, используется для управления направлением потока воздуха в пневматической системе. Направляющий клапан делает это, изменяя положение своих внутренних подвижных частей. Этот клапан был выбран для быстрой работы и уменьшения ручного усилия, а также для модификации машины в автоматическую с помощью электромагнитного клапана.
Соленоид представляет собой электрическое устройство, которое преобразует электрическую энергию в прямолинейное движение и силу. Они также используются для управления механической операцией, которая, в свою очередь, приводит в действие клапанный механизм. Соленоиды могут быть толкающего или тянущего типа. Соленоид нажимного типа — это соленоид, в котором плунжер толкается, когда на соленоид подается электрическое напряжение. Соленоид тянущего типа — это соленоид, в котором плунжер вытягивается, когда на соленоид подается напряжение. Следует выучить названия частей соленоида, чтобы их можно было распознать при вызове для ремонта, обслуживания или установки.
ПОЛИУРЕТЕНОВАЯ ТРУБКА
Труба представляет собой трубчатую секцию или полый цилиндр, обычно, но не обязательно, круглого поперечного сечения, используемый в основном для транспортировки веществ, которые могут течь жидкости и газы (жидкости), суспензии, порошки, массы мелких твердых веществ. Его также можно использовать для структурных приложений; Полая труба намного жестче на единицу веса, чем сплошные элементы.
В обычном использовании слова «труба» и «труба» обычно взаимозаменяемы, но в промышленности и технике эти термины имеют однозначное определение. В зависимости от применимого стандарта, по которому она производится, труба обычно определяется номинальным диаметром с постоянным внешним диаметром (OD) и графиком, определяющим толщину. Труба чаще всего определяется внешним диаметром и толщиной стенки, но может быть указана любыми двумя параметрами: наружным диаметром, внутренним диаметром (ID) и толщиной стенки.
ПНЕВМАТИЧЕСКИЙ КОМПРЕССОР
Воздушный компрессор — это устройство, которое преобразует мощность (с помощью электродвигателя, дизельного или бензинового двигателя и т. д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. е. в сжатом воздухе). Одним из нескольких способов воздушный компрессор нагнетает все больше и больше воздуха в резервуар для хранения, повышая давление. Когда давление в баке достигает своего верхнего предела, воздушный компрессор отключается. Таким образом, сжатый воздух хранится в резервуаре до тех пор, пока он не будет использован.
Энергия, содержащаяся в сжатом воздухе, может использоваться для различных целей, используя кинетическую энергию воздуха при его выпуске и сбросе давления в резервуаре. Когда давление в баке достигает нижнего предела, воздушный компрессор снова включается и повторно создает давление в баке.
РЕЗАК ДЛЯ ЛИСТОВОГО МЕТАЛЛА
Резак для листового металла предназначен для резки листового металла толщиной 5 мм. У нас есть компрессор производительностью от 8 до 14 кг/см2, что достаточно для резки листа толщиной 5 мм.
ГИБОЧНЫЙ ПУАНСОН И МАТРИЦА
Для выполнения операции гибки пуансон и матрица должны быть заменены резаком, а затем после этого мы можем выполнить операцию гибки. Угол изгиба 900 и по требованию в будущем мы можем изменить угол изгиба
МАТЕРИАЛ КОМПОНЕНТА
ПРЕИМУЩЕСТВА
Пневматика более эффективна в технической области.
Достигнут быстрый отклик.
Простота обслуживания и ремонта.
Низкие инвестиционные затраты.
Возможна непрерывная работа без остановки.
Компактный размер и меньше занимаемой площади.
ПРИМЕНЕНИЕ
ДЛЯ резки бумаги
Для резки листов
Для штамповки операционной
Проектирование и изготовление пневматического станка для гибки стержней – IJERT
Проектирование и изготовление пневматического станка для гибки стержней
г-н С. Суреш, МЭ, 1 Нарасигаперумал.В 2 Рам кумар.М 3 Сатиш кумар.С 4
Нитиш кумар.С 5
1-доцент, 2,3,4 и 5-УГ стипендиат кафедры механики Инжиниринг, Индостанский технологический институт, Коимбатур-641 032, Тамил Наду, Индия.
РЕЗЮМЕ
Теперь в этом мире увеличилось использование гибочного станка. Гибка используется в промышленности для самых разных целей, включая вырубку и прессование. Существует множество различных видов изгиба. Наиболее популярными являются пневматическая гибка и гидравлическая гибка. Но пневматическая гибка более предпочтительна, чем гидравлическая. Самым большим преимуществом пневматической гибки является их скорость. Пневматическая гибка в 10 раз быстрее, чем гидравлическая, и они могут выполнять многие работы быстрее и эффективнее. Пневматическая гибка чрезвычайно гибкая, ее можно разместить на заводе в любом необходимом положении, даже вверх ногами. Целью нашего проекта является проектирование и изготовление пневматической гибочной способности и изготовление изгиба стержня ТМТ толщиной 6 мм. Основной целью этого проекта является внедрение пневматического станка для гибки стержней на строительных площадках с меньшими затратами по сравнению с существующими гибочными станками и повышением производительности хомутов. Гибочный станок является одним из самых важных станков в цехе обработки листового металла. Он в первую очередь предназначен для изгиба. Изгиб выполнен с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически.
ВВЕДЕНИЕ
Краткое изложение проблемы:
С давних времен трудовые работы играют важную роль в строительстве, включая смешивание крупнозернистого песка с водой, цементом, утрамбовку песка, выравнивание земли и рытье фундамента для основания конструкции, резку штанги и т. д. Сейчас в связи с развитием технологий требуется сократить трудозатраты и время, так как ресурсов много. Когда мы рассматриваем человеческую работу по отношению к автоматизации, возникает несколько проблем. Используя обычные методы, невозможно сократить время строительства и построить его как можно раньше. Итак, требуется автоматизация строительной системы. Наши дни
в промышленности, особенно в автомобильной и других отраслях, широко используются автоматические листогибочные станки. Ранее гибочные станки управлялись вручную. Таким образом, выход машины был очень меньше. Теперь техника операции гибки детали изменена. После того, как пластина загружена, оператор должен не только использовать одну кнопку для запуска машины, но и использовать две кнопки, чтобы обе руки оператора были задействованы. Такое расположение сделано для того, чтобы избежать травм операторов. Основная цель этого проекта — получить полное ноу-хау пневматических устройств, датчиков и т. д., с помощью которых пресс с ручным управлением или любую другую машину можно преобразовать в полуавтоматический или полностью автоматический блок. В этом проекте гибочный станок представляет собой полуавтоматический гибочный станок, в котором загрузка и разгрузка компонента выполняется вручную, а гибка стержня выполняется пневматически.
Цели проекта:
Изготовить гибочный станок для гибки алюминиевого проката до 20 мм.
Аналитический проект пневматического стержнегибочного станка ТМТ.
Моделирование и симуляция пневматического станка для гибки прутка.
Подготовка прототипа пневматической машины для гибки прутков.
Исследование сравнительных результатов пневматической машины для гибки прутка ТМТ.
Цель проекта:
Пневматический станок для гибки стержней TMT уменьшит ручные усилия пользователя. Пневматический станок для гибки стержней TMT будет полезен пользователю для управления и получения
точных результатов для стержней TMT во время гибки. Это сократит время по сравнению с ручным выполнением.
Детали проекта:
Где будет использоваться ваш проект или инновация?
Наш проект/инновация будет использоваться на стройках. Потому что мы видим, что рабочим, работающим на стройках, приходится собственноручно сгибать прутья. Это создает физические проблемы для рабочих.
МОЩНОСТЬ ДЛЯ КОНЦА МОЖЕТ БЫТЬ КЛАССИФИЦИРОВАНА В СООТВЕТСТВИИ С:
Прессы с С-образной или зазорной рамой Прессы с закрытой рамой или с О-образной рамой
2 – Столбового типа
4 – Столбчатого типа
Эксплуатация
Пресс простого действия
Пресс тройного действия Пресс Мультислайд Пресс МЕХАНИЧЕСКОЕ ИЗГИБАНИЕ:
Изгиб — это устройство для приложения большой силы к некоторому
объекту или набору объектов. Типичные усилия находятся в диапазоне от одной до пятидесяти тонн. Во многих случаях объекты металлические. Пресс можно использовать для формирования объекта, проделывания в нем отверстия или соединения двух объектов вместе, среди прочего. Если для привода пресса используется электродвигатель или какой-либо другой источник работы, отличный от человеческого усилия, то говорят, что это силовой пресс. Если пресс достигает требуемых от него больших усилий с помощью, скажем, гидравлики, то он называется гидравлическим прессом. Если в нем используется какая-либо механическая передача для достижения больших усилий, которые он воздействует на обрабатываемые объекты, и пресс приводится в действие, то это механический силовой пресс. Вероятно, самая простая форма механического пресса показана на верхней фотографии в статье по ссылке. Поворот ручек вверху поворачивает винт, толкающий заготовку.
НЕОБХОДИМЫЕ МАТЕРИАЛЫ/ИНСТРУМЕНТЫ
Аппаратные модули:
Термомеханическая обработка, также известная как термомеханически обработанные прутки (ТМО), представляет собой металлургический процесс, который объединяет ковку, прокатку и/или деформационное упрочнение с термической обработкой в единый процесс. процесс.
Компоненты:
Пневматический цилиндр
Электромагнитный клапан
Воздушный компрессор
Воздуховод
Стержни
Манометр
Пневматический цилиндр:
ЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ
Пневматический цилиндр(ы) (иногда известный как пневмоцилиндры) представляют собой механические устройства, использующие мощность сжатого газа для создания силы при возвратно-поступательном линейном движении. Подобно гидравлическим цилиндрам, что-то заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры иногда предпочитают использовать пневматику, потому что она тише, чище и не требует большого пространства для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет вытекать и загрязнять окружающую среду, что делает пневматику более желательной там, где
требуется чистота.
Электромагнитный клапан :
Электромагнитный клапан представляет собой клапан с электромеханическим управлением. Клапан управляется электрическим током через соленоид. В случае двухходового клапана поток включается или выключается; в случае трехходового клапана отток переключается между двумя выпускными отверстиями. Несколько электромагнитных клапанов могут быть размещены вместе на коллекторе. Электромагнитные клапаны являются наиболее часто используемыми элементами управления в гидротехнике. Их задачи заключаются в отключении, выпуске, дозировании, распределении или смешивании жидкостей. Они встречаются во многих областях применения. Соленоиды обеспечивают быстрое и безопасное переключение, высокую надежность, длительный срок службы, хорошую совместимость используемых материалов со средой, низкую мощность управления и компактный дизайн./p>
ТИПЫ РЕГУЛИРУЮЩИХ КЛАПАНОВ
Клапаны управления подразделяются на три основных типа в зависимости от их функции в пневматической системе:
НАПРАВЛЯЮЩИЕ РЕГУЛИРУЮЩИЕ КЛАПАНЫ направление потока в пневматическом контуре. Другими словами, клапаны управления направлением (DCV) регулируют направление потока жидкости в пневматическом контуре.
5/2 НАПРАВЛЯЮЩИЙ РЕГУЛИРУЮЩИЙ КЛАПАН
5/2-ходовой регулирующий клапан имеет пять портов (два рабочих порта, два выпускных порта и один нагнетательный порт и два положения. Он рычажного типа.
Воздушный компрессор:
Воздушный компрессор — это устройство, которое преобразует энергию электродвигателя, дизельного или бензинового двигателя и т. д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. давление в баллоне достигает своего верхнего предела, воздушный компрессор отключается, после чего сжатый воздух остается в баллоне до тех пор, пока он не будет использован.0005
Воздушный компрессор — это устройство, которое преобразует мощность (с помощью электродвигателя, дизельного или бензинового двигателя и т. д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. е. в сжатом воздухе). Энергия, содержащаяся в сжатом воздухе, может использоваться для множество применений, использующих кинетическую энергию воздуха при его выпуске и сбросе давления в резервуаре.
Когда давление в баке достигает нижнего предела, воздушный компрессор снова включается и снова создает давление в баке. Наиболее распространенными типами воздушных компрессоров являются: электрические или газовые/дизельные компрессоры. Мощность компрессора измеряется в HP (лошадиные силы) и CFM (кубических футах воздуха в минуту). Объем баллона в галлонах говорит вам, сколько сжатого воздуха имеется в резерве.
РАМА:
Наша рама состоит из труб с квадратным поперечным сечением, которые соединяются с помощью сварных швов, все устройство размещается над рамой, которая служит основой для нашего проекта. Материал труб – мягкая сталь. С помощью дуговой сварки каркас будет закончен.
ШАРНИР:
Шарнир — это тип подшипника, который соединяет два твердых тела, что обычно допускает только ограниченный угол поворота между ними. Два объекта, соединенные холостым ходом, вращаются относительно друг друга вокруг неподвижной оси вращения. Шарниры могут быть сделаны из гибких или подвижных компонентов. В биологии многие суставы функционируют как шарниры.
Воздушная труба:
Труба представляет собой трубчатую секцию или полый цилиндр, обычно, но не обязательно, круглого поперечного сечения, используемый в основном для транспортировки веществ, по которым могут течь жидкости и газы (жидкости), суспензии, порошки, массы мелких твердых частиц. Его также можно использовать для структурных приложений; Полая труба намного жестче на единицу веса, чем сплошные элементы.
TMT Стержень:
Термомеханическая обработка, также известная как термомеханически обработанные прутки (TMT), представляет собой металлургический процесс, который объединяет ковку, прокатку и/или деформационное упрочнение с термической обработкой в единый процесс.
Манометр:
Регуляторы давления, обычно называемые редукционными клапанами, поддерживают постоянное выходное давление в системах сжатого воздуха независимо от изменений входного давления или выходного расхода. Регуляторы представляют собой особый класс клапанов, в состав которых входят встроенные загрузочные, сенсорные, приводные и управляющие компоненты. Доступные во многих конфигурациях, их можно разделить на общие, специальные и прецизионные.
ПНЕВМАТИЧЕСКИЕ ФИТИНГИ:
Фитинги обеспечивают важную связь между компонентами любой пневматической системы. Pneumadynes Широкий ассортимент миниатюрных пневматических фитингов соответствует многочисленным требованиям к соединителям и трубкам.
ЦИЛИНДР:
Цилиндры представляют собой линейные приводы, которые преобразуют энергию жидкости в механическую энергию. Они также известны как JACKS или RAMS. Гидравлические цилиндры используются при высоких давлениях и создают большие усилия и точное движение. По этой причине они изготовлены из прочных материалов, таких как сталь, и рассчитаны на то, чтобы выдерживать большие нагрузки. Поскольку газ является нерасширяющимся веществом, опасно использовать пневматические баллоны при высоком давлении, поэтому они ограничены давлением около 10 бар. Следовательно, они изготовлены из более легких материалов, таких как алюминий и латунь. Поскольку газ является сжимаемым веществом, движением пневматического цилиндра трудно точно управлять. В остальном основная теория гидравлических и пневматических цилиндров одинакова.
КОНСТРУКТИВНЫЕ РАСЧЕТЫ ЦИЛИНДРА:
СИЛА:
Жидкость давит на поверхность поршня и создает силу. Создаваемая сила определяется по формуле:
F= p/A
p — давление в /2 А — площадь, на которую действует давление в 2.
Это предполагает, что давление с другой стороны поршень ничтожен. На схеме показан цилиндр двойного действия. В этом случае давление на другой стороне обычно равно атмосферному, поэтому, если p — манометрическое давление, нам не нужно беспокоиться об атмосферном давлении.
Пусть A — полная площадь поршня, a — площадь поперечного сечения штока. Если давление действует со стороны дороги, то площадь, на которую действует давление, составляет (A a).F =
p.A на всей площади поршня. Эта сила, действующая на груз, часто меньше из-за трения между уплотнениями и поршнем и поршневым штоком.
Диаметр стержня = 10 мм Материал = стержень TMT
Предположим, что давление постоянно и равно 4 бар.
F=4*(*2)=4*( 102)
4 4
= 4*(100) = 314
4
F = 314 N
Пневматический цилиндр Конструкция:
Мы знаем, что давление дается, P =
A = 2 SO,
4
2
2
Предположим, что давление постоянно и составляет 4 бара P= 314
(4 )
2=0,001 м D=0,0317 м D=31,62 мм
Итак, выберите стандартный диаметр цилиндра 32 мм. Длина хода:
Минимальная длина изгиба стержня 60 мм Зазор между бойком и диаметром стержня = 20 мм
Длина хода цилиндра = длина изгиба + зазор = 60 + 20 = 80 мм
Выберите стандартную длину: 100 длина = 100 мм
Макс. Давление подачи = 10 кгс/c2 Максимальное рабочее давление = 5-8 кгс/c2
Стальной стержень TMT:
Длина стержня = 100 мм Диаметр стержня = 10-12 мм
Манометр:
Макс. Давление подачи = 15 кгс/c2
Макс. Рабочее давление = 9,9 кгс/c2 Диапазон регулирования = 0,5–8,5 кг
Температура окружающей среды и среды = 5–60°C
Электромагнитный клапан:
Макс. Давление подачи =10кгс/c2Макс. Рабочее давление =5-8кгс/c2
ПРИНЦИП РАБОТЫ:
Гибочный станок работает с помощью пневматического цилиндра одностороннего действия. Поршень отсоединяется от движущегося гибочного инструмента. Он используется для изгиба небольшого размера стержня TMT. Машина имеет портативный размер, поэтому ее легко транспортировать. Сжатый воздух от компрессора, выдаваемый в качестве рабочей среды для этой операции. Используются пневматические электромагнитные клапаны цилиндров одностороннего действия, клапан управления потоком и таймер. Рукав от компрессора входит в клапан управления потоком. Контролируемый воздух от клапана управления потоком поступает к электромагнитному клапану. Функция электромагнитных клапанов всего интервала времени подачи воздуха. Используется электромагнитный клапан 3/2. В одном положении воздух поступает в цилиндр и толкает поршень так, что получается изгибающий ход. В следующем положении воздух поступает с другой стороны цилиндра и толкает поршень назад, так что получается ход отпускания. Скорость хода изгиба и отпускания регулируется схемой блока управления таймером.
2D СХЕМА ПРЕДЛАГАЕМОЙ МОДЕЛИ
Проект касается полуавтоматической гибки прутка. Оборудование состоит из пневматического цилиндра, изготовленного из стали, манометра и штока. Берется стержень, который нужно согнуть. Длина стержня около 60 мм. Поскольку наш проект полуавтоматический, необходимо вмешательство человека. Шток размещается на пневмоцилиндре станка. Pressre устанавливается в манометре. Давление может быть изменено. Манометр управляется человеком. Когда стержень размещен, на нем отмечается место, где его следует согнуть. С помощью манометра на стержень прикладывается усилие для изгиба. При приложении давления поршень толкает шток к передней стороне машины. Из-за приложенного давления стержень изгибается в соответствии с потребностями человека. Это полуавтоматический проект, поэтому требуется вмешательство как человека, так и машины.
+ +
Список компонентов:
серийный номер
О
КОМПОНЕНТ
ИМЯ
КОЛИЧЕСТВО
1.
Петли
1
2.
Цилиндр одностороннего действия
1
3.
Пневматические трубы
1 (8 мм X 5 мм)
4.
Пневматические фитинги
1
5.
Пневматические клапаны
1
6.
Электромагнитный клапан
1
7.
Манометр
1
8.
ТМТ Стержень
2-3
9,
Воздушный компрессор
1
Преимущества гибочного станка PneumaticTMT:
Высокая прочность и надежность
Простой дизайн
Высокая адаптируемость к суровым условиям
Пневматические системы более безопасны, чем электродвигательные системы
Экологичность
Экономичная низкая стоимость
меньше мощности
Пневматика более эффективна в технической сфере
Достигнут быстрый отклик
Простая конструкция
Простота обслуживания и ремонта
Стоимость единицы очень меньше
Нет проблемы пожароопасности из-за перегрузки
Возможна непрерывная работа без остановки
Сокращение рабочей силы.
Улучшенный вывод
Повышенная безопасность
Простота обращения и перемещения машины
Легкий доступ ко всем зонам
Недостатки станка для гибки стержней PneumaticTMT:
Тишина должна использоваться при сжатии воздуха
Высокий крутящий момент не может быть получен
Грузоподъемность низкая
Применение пневматической машины для гибки стержней TMT:
Гибка уголков
Гибка металла
В сфере строительства
В производстве
Эта машина очень полезна для небольших производств
Все промышленное применение
ЗАКЛЮЧЕНИЕ ПРОЕКТНОГО ОТЧЕТА:
Из этого проекта мы делаем вывод, что пневматический гибочный станок очень дешев по сравнению с гидравлическим гибочным станком. Мы можем увеличить толщину изгиба, установив компрессор высокого давления. Эту машину также можно использовать там, где возникают проблемы с электричеством. Этот тип гибочного станка использует сжатый воздух. Таким образом, когда возникает проблема с электричеством, мы можем заменить наш электрический компрессор на компрессор с двигателем внутреннего сгорания. Этот тип гибочного станка очень
Полезно для небольших гибочных производств, потому что они не могут позволить себе дорогой гидравлический
Гибочный станок. В этой машине пресс с ручным управлением превращается в автомат. Таким образом, мы можем сэкономить максимальное время работы, а производительность также увеличится по сравнению с ручным управлением. В этом проекте людям нужно только загружать и выгружать стержни TMT. Его также можно назвать полуавтоматическим гибочным станком. Эта машина также может быть преобразована в полностью автоматическую машину, поэтому загрузка и разгрузка будут выполняться автоматически. Для того, чтобы сделать автомат, нужно быть полностью осведомленным в этой конкретной области. При этом существующие старые машины могут быть модифицированы и сделаны автоматическими, благодаря чему первоначальные затраты на приобретение новых автоматических машин могут быть сведены к минимуму. Таким образом, в этой области (автоматизация) есть много возможностей. Мы можем добиться многих типов форм, используя множество типов приспособлений в кровати. С этой системой легко справится любой работник.
Рабочий не обязательно должен быть знающим человеком. Из-за своей дешевой и простой конструкции этот станок можно легко продать везде
. Усовершенствованный станок для гибки стержней используется для массового производства. Использование машины для гибки стержней увеличивает производительность и снижает затраты на рабочую силу. Благодаря гибочному станку сокращается ручное использование и время цикла. Они компактны и надежны.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Операция по изгибу стержня утомительна и требует непрерывной ручной работы для выполнения операции по изгибу. Это сведет к минимуму усилия человека при меньшей физической нагрузке оператора. Негативное влияние монотонной работы на здоровье человека сводится к минимуму. Сократите потери стремени, и это уменьшит затраты на изготовление стремени. Существует возможность спроектировать стремя в соответствии со стандартами безопасности и с учетом эргономических соображений, что поможет избежать несчастных случаев при ручном изготовлении стремена. Есть размах
для повышения эффективности изготовления стремени и производственной мощности стремени за счет использования двигателя-маховика для изготовления стремени с приводом от человека. Доступные в настоящее время машины представляют собой машины с приводом от двигателя (электропитание) и машины гидравлического типа, которые не могут работать при отсутствии электричества. В данном исследовании представлен новый порыв как способ сгибания заданного стержня диаметром 10, 12 мм с помощью силы человека как источника энергии для выполнения работы.
С возрастом человек всегда стремится приобрести все больше и больше роскоши. Человек всегда пытается разработать все более и более модифицированную технику с увеличением эстетического вида и экономических соображений. Поэтому возможностей всегда больше. Но из-за некоторых ограничений во времени, а также из-за отсутствия средств, мы только подумали и внесли в отчет следующие будущие модификации.1. Его можно сделать реечным или пружинным и рычажным, заменив пневматический контур реечным механизмом, а шестерню — винтом с квадратной резьбой и входным отверстием. 2. В местах с недостатком электроэнергии компрессор с электродвигателем заменяется на IC. Двигатель установлен компрессор. 3. В этой машине сжатый воздух используется для перемещения режущего инструмента для выполнения операции резки. После завершения цикла воздух выходит через выходное отверстие электромагнитного клапана. Этот воздух выбрасывается в атмосферу. В будущем может быть разработан механизм, чтобы снова использовать этот воздух для работы цилиндра. Таким образом, в будущем будет так много модификаций, которые мы можем сделать, чтобы выжить в огромном глобальном мире конкуренции
Фанера — это отличный материал для изготовления ЧПУ станка своими руками. Она легко пилится лобзиком, причем можно использовать как ручной, так и электрический, отлично обрабатывается и склеивается между собой, Сделанный без перекосов фанерный ЧПУ станок ничем не уступает изготовленному из алюминия.
Скачать чертежи фанерного ЧПУ станка можно тут.
В продолжении статьи вы можете прочитать про самодельного изготовление фанерного ЧПУ фрезера своими руками.
Самодельный лазер на CO2
ЧПУ лазеры
Если лазерный ЧПУ станок действительно нужен, а финансов не ватает, то его можно сделать своими руками.
Именно так и поступил Mishania664, в продолжении статьи вы можете увидеть фотоотчет о постройке CO2 лазера своими силами.
Как разработать, собрать и запустить ЧПУ станок
Чертежи ЧПУ станков
В прошлой статье речь о том, как сделать ЧПУ станок из фанеры своими руками
по готовым чертежам, в этой статье вы сможете научиться разрабатывать самодельный ЧПУ станок самостоятельно в бесплатной программе
Fusion 360.
В этой статье вы научитесь заказывать оборудование для сборки ЧПУ станка, разрабатывать чертеж фрезера,
собирать ЧПУ станок своими руками, устанавливать и настраивать LinuxCNC, писать gcode и работать на самодельном ЧПУ станке из фанеры.
В общем — полный курс из 25 видеоуроков с продолжительностью видео от 12 до 35 минут.
ЧПУ фрезер из фанеры своими руками
Обзоры
ЧПУ станок из фанеры весьма прост в изготовлении, его можно собрать в любой домашней мастерской, а то и вовсе на кухне или балконе.
В этой статье мы поговорим о сборке самодельного ЧПУ станка из фанеры. Кстати, чертежи фанерного ЧПУ станка для самостоятельной сборки можно скачать здесь.
Самодельный лазерный SCARA робот-гравер
Обзоры
Лазерный робот — рука — это очень интересный подход к изготовлению самодельного ЧПУ гравера! Ведь не даром вся промышленная автоматизация стремится перейти на робо-руки.
В конце этой статьи вы можете скачать бесплатно чертежи (SLDPRT) для печати деталей для сборки такой самодельной роборуки и переделанную под нее прошивку. Так же есть и подборка электроники для сборки этого необычного ЧПУ станка для лазерной резки и гравировки.
Тяжелый фрезер своими руками
Обзоры
Все привыкли к тому, что самодельный фрезеры с ЧПУ легкие и представляют собой механизмы для обработки дерева, в крайнем случае — для гравировки металла.
Но в этой статье речь пойдет об изготовлении ЧПУ станков для обработки стали.
Посмотрите на картинку выше, впечатляет, не правда ли? Вот об изготовлении таких красавцев мы и будем вести речь ниже.
Самодельный станок с ЧПУ на Arduino
Обзоры
Как построить 3-осевой станок с ЧПУ в домашних условиях из подручных материалов
Предлагаем посмотреть на пошаговое изготовление самодельного ЧПУ станка из подручных материалов. В основе рамы использованы старые ящики от бутылок, но вы, можете повторить изготовление, взяв за основу любой другой материал.
Mach4 STB5100 — USB контроллер для ЧПУ станка
Электроника ЧПУ станка
Обзор и отзывы на USB плату управления ЧПУ станком MACh4 STB5100
MACh4 контроллеры в основном были ориентированы на LPT платы, для самодельных ЧПУ станков приходилось искать ноутбуки и старые ПК с LPT, да и работать из под Windows XP.
Но, все меняется и прогресс не остановить, появились платы STB работающие через USB порт и стало возможным использовать современные ПК и ноутбуки с ЧПУ станками.
Плата STB5100 позволяет контролировать 5 осей ЧПУ станка, а так же ее прелесть в том, что к ней легко подключается MPG пульт, причем штатным образом и без плясок с бубном.
Лазерный гравер из старых принтеров
ЧПУ лазеры
Как сделать лазерный гравер из старых принтеров своими руками
Приветствую всех читателей моей инструкции, а также посетителей сайта. Сегодня я расскажу, как сделать лазерный гравировальный станок из мусора. Под мусором я подразумеваю старые принтеры. Такие принтеры, на которые уже и картриджей не найти. Также подойдут и копировальная техника, и МФУ. Главное требование, наличие шаговых двигателей и полированных валов внутри. Чуть позже я подробнее расскажу какая именно техника нам подойдет.
Как сделать вертикальный плоттер своими руками
Обзоры
Вертикальный плоттер — это устройство для рисования и чертежния на больших вертикальных поверхностях.
В этой статье я расскажу вам про устройство и изготовление такого плоттера, а так же вы сможете найти ссылки на комплект для самостоятельной сборки с АлиЭкспресс.
Твердотельные лазеры для ЧПУ станка
ЧПУ лазеры
Эту статью я написал потому, что устал повторять одно и то же, развеивая мифы о диодных лазерах для ЧПУ станков.
Все началось еще во времена DVD приводов, в них использовался лазер на 300 мВт и он мог отлично гравировать по дереву, прожигать тонкие листки пластика от папок и резать бумагу.
Именно эти диоды и стали устанавливать на самодельные ЧПУ станки для гравировки лазером.
Схема подключения лазерного диода в самодельном ЧПУ станке
Еще статьи. ..
Самодельный станок ЧПУ с углекислотным лазером (CO2)
Простой самодельный ЧПУ станок из фанеры
СNC USB — от наладки до детали
Самодельный CO2 лазер на ЧПУ
Шпиндель для листового пенопласта
<< Первая < Предыдущая 1 2 3 4 5 6 7 8 9 10 Следующая > Последняя >>
Страница 1 из 16
Самодельные станки с ЧПУ
Современное производство все больше склоняется к автоматизации. Один из путей автоматизации — станки с ЧПУ. ЧПУ станок позволяет быстро получить спроектированное на компьтере изделие, причем ЧПУ станок производит изделия гораздо быстрее и тщательнее чем вручную. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными. Хороший станок с ЧПУ должен справляеться с разнообразными предназначениями: фрезерование, лазерная резка, сверление, гравировка и пр. с незначительными изменениями конфигурации станка. Станок с ЧПУ, который не приспособлен к изменчивым и увеличивающимся потребностям сегодняшнего производства вряд ли стоит приобретать. ЧПУ станок должен быть многофункциональным. Вместе с тем стоимость готового станка с ЧПУ довольно велика. Один из выходов — создание самодельного станка с ЧПУ. Основные части станка c ЧПУ: основание, подвижный стол, двигатели и их электропривод, инструменты и приспособления, компьютер и программное обеспечение. Грамотный выбор соотношения цены этих частей к функциональности, скорости, точности и надежности является залогом успеха в создании станка с ЧПУ.
Пример создания станка из дерева (история самостоятельного изготовления фрезерного станка из доступных материалов) приведен в статье «Фрезерный станок из. .. дерева», а вот здесь приведены комментарии к статье «Механика самодельного станка ЧПУ».
Основание и подвижный стол станка с ЧПУ
Подвижный стол можно реализовать следующими традиционными способами:
направляющие скольжения + ременный привод
направляющие скольжения или качения + зубчатое колесо с рейкой
направляющие скольжения или качения + винт с гайкой
направляющщие качения + ШВП
направляющие с внутренним трением + механизмы для малых перемещений (например, 57BYZ)
В станках с ЧПУ, к которым не предъявляются высокие требования по точности и, вместе с тем, нужны высокие скорости и долговечность используются шариковинтовые передачи класса T5 (отклонение шага не более 23 мкм на 300мм длины). Они имеют малые потери на трение, высокий КПД, кроме того в них могут быть полностью устранены зазоры в резьбе в результате создания предварительного натяга. Преимущество шариковинтовой передачи — это готовый прецизионный функционально законченный механизм, который самостоятельно сделать очень сложно.
купить шаговый двигатель
купить блок управления шаговым двигателем
Двигатели и электроприводы для станка с ЧПУ
Наиболее экономичным видом приводом для станка с ЧПУ является шаговый привод, поскольку он являетсяя бесступенчатым (обеспечивает широкий диапазон скоростей без применения коробки передач) и в случае его использования обратная связь не является строго обязательной.
Двигатели от дисководов для станков с ЧПУ не подходят — крутящий момент мал даже для гравировального станка.
Побывавшие в употреблении или провалявшиеся на складе десяток лет шаговые двигатели типа ДШ, ДШР, ДВШ, ШДР ДШИ и пр. — из той же серии. Хотя, некоторые из них, для гравировального станка вполне подойдут. Для фрезерного станка с ЧПУ лучше купить нормальный импортный двигатель.
На двигателях от принтеров можно можно сделать хороший плоттер для рисования чертежей. Из принтера же можно взять направляющие, зубчатые ремни и ролики. Двигатели типа FL57ST (крутящий момент 2,88 — 9 кгс x см) в основном применяются в небольших станках с ЧПУ для сверления печатных плат. Двигатели типа FL57STH (крутящий момент 10 — 18,9 кгс х см) применяют в средних станках с ЧПУ для обработки дерева и пластмассы, а также в электроэрозионных станках. Шаговые двигатели типа FL86ST(крутящий момент 13 — 50 кгс х см) и FL86STH (крутящий момент 34 — 120 кгс х см) применяют уже для серьезных станков с ЧПУ для обработки дерева, пластмассы и алюминия. Двигатели серии FL110STH (крутящий момент 110 — 300 кгс х см) используют для переделки тяженых универсальных станков для обработки металлов в станки с ЧПУ. Актуаторы на базе шаговых двигателей обычно используются для подачи инструмента. Шаговые двигатели с редуктором предназначены для обеспечения микроподач.
Выбор электропривода должен обеспечивать полноценное использование крутящего момента шагового двигателя в широком диапазоне скоростей. Для шагового двигателя диапазон рабочих скоростей находится в пределах 0-3000 об/мин, однако, не следует забывать, что шаговый двигатель — тихоходная электрическая машина и на скоростях свыше 750 об/мин крутящий момент на валу шагового двигателя значительно падает.
Наиболее удачными являются следующие сочетания двигателей и приводов:
FL110STh301 и SMD-80M-02, (280 кгс х см, 1000Вт)
FL110STH99 и SMD-80M-02, (112 кгс х см, 700Вт)
FL86STh256 и SMD-78, (122 кгс х см, 330Вт)
FL86STh218 и SMD-78, (87 кгс х см, 370Вт)
FL86STH80 и SMD-42, (46 кгс х см, 160Вт)
FL86STH65 и SMD-42, (34 кгс х см, 110Вт)
FL57STH76 и SMD-42, (18,9 кгс х см, 110Вт)
FL57STH51 и SMD-42, (10,1 кгс х см, 110Вт)
FL42STh57 и SMD-15, (4,0 кгс х см, 35Вт)
Программное обеспечение для станков с ЧПУ описано на странице «Программы для станков с ЧПУ»
Hobby CNC Router — Что вы должны знать о комплектах CNC-фрезерных станков
Как распознать качественного и надежного производителя CNC-фрезерных станков?
Избыток недорогих станков
Предлагаемые фрезерные станки рекламируются такими терминами, как «сделай сам», «самоделка», «хобби» или «набор» в описании товара. Это означает, что покупатель получает недорогую машину, которую он должен собрать самостоятельно, чтобы начать фрезерование. Люди, которые заинтересованы в покупке фрезерного станка с ЧПУ, могут купить эти станки за несколько сотен евро.
Когда вы планируете купить фрезерный станок с ЧПУ, вы должны знать, что существует все больше и больше наборов для любительского фрезерного станка с ЧПУ плохого качества, которые кажутся выгодной сделкой. Также рынок перенасыщен машинами из Китая, которые без каких-либо доработок и доработок бесполезны.
Китайские вещи
Аспекты безопасности не должны даже упоминаться. В Китае знак CE используется не по назначению из-за склеивания букв с нестандартным интервалом. Когда мы спросили китайского поставщика, мы получили «интересный» ответ: это расшифровывается как China Export.
покупатели комплектов ЧПУ часто раздражены
Мы получаем все больше и больше писем от недовольных покупателей комплектов ЧПУ, которые купили «станок с ЧПУ XXL» у непрофессиональных поставщиков на онлайн-аукционах. Потратив кучу денег, они получили бесполезный фрезерный станок.
Претенденты бессильны
Недорогие фрезерные станки с ЧПУ по-прежнему популярны благодаря множеству специальных предложений, особенно среди новичков в ЧПУ. Многие любители хотят купить фрезерный станок с ЧПУ своими руками, чтобы значительно упростить отдельные этапы работы. Некоторые заявители рассматривали покупку фрезерного станка с ЧПУ как последнюю возможность трудоустройства и зарегистрировали сделку. Многочисленные электронные письма от претендентов на эту тему привели нас к тому, что мы определили основные недостатки дешевых комплектов ЧПУ DIY на примерах и наиболее важные критерии при покупке станка с ЧПУ.
Фотографии комплекта фрезерного станка с ЧПУ своими руками
Каковы общие проблемы дешевых комплектов фрезерного станка с ЧПУ?
Без точной обработки алюминия
Поставщики комплектов фрезерных станков с ЧПУ часто упоминают алюминий в списке материалов, которые станок может точно обрабатывать. Читая список, неопытный пользователь предполагает, что набор фрез точно подходит для обработки алюминия. К сожалению, фрезерный комплект только царапает поверхность алюминиевой заготовки, не давая полезных результатов фрезерования.
Конструкция станка с недостаточной устойчивостью
Причиной плохих результатов обработки металла является недостаточная устойчивость конструкции самодельных фрезерных комплектов. Из-за дешевых компонентов фрезер для хобби своими руками не может противостоять встречным силам, возникающим при обработке металла. Недорогой комплект ЧПУ не может точно фрезеровать металл.
Лучше купить качественный станок для фрезерования металла
При фрезеровании металла нужен стабильный фрезерный станок с ЧПУ высокой жесткости. Только фрезерные станки с профессионально установленными компонентами сохраняют стабильность при работе с металлом.
Мы не рекомендуем собирать машину для домашнего использования без технических знаний, если вы ожидаете точных результатов. В этом случае вам лучше потратить немного больше денег на профессионально построенный фрезерный станок с ЧПУ.
На что обратить внимание, когда денег не хватает
Дилеры рекламируют свои самодельные комплекты фрезерных станков с ЧПУ как высококачественные станки, способные фрезеровать любой материал. Но опытный пользователь ЧПУ знает, что станок должен быть очень стабильным при работе с металлом, а при фрезеровании металла часто необходима система охлаждения. Но дилеры не указывают это в описании товара, потому что в этом ценовом диапазоне станок не может соответствовать требованиям по фрезерованию металла.
Такие комплекты станков с ЧПУ для хобби «сделай сам» и сопутствующие аксессуары продаются в основном частными операторами, всегда на одних и тех же условиях:
нет указаний поставляемых имеются декларации CE или декларации производителя .
Подробные инструкции по эксплуатации с указанием опасности полностью отсутствуют или являются неадекватными и слишком короткими. .
Контактное лицо не назначено в случае возникновения вопросов
Без послепродажной поддержки
В основном частные поставщики
Без гарантии/возврата
Шпиндель фрезерного станка с ЧПУ DIY
Сомнительные стратегии продаж фрезерных станков с ЧПУ DIY Hobby
К сожалению, даже поставщики с хорошей репутацией используют опасный трюк: В целях вашей безопасности тестирование на электромагнитную совместимость сегодня является обязательным. Измеряется электромагнитная совместимость фрезерного станка с ЧПУ, в том числе определяется устойчивость к любым помехам. У некоторых конкурентов система ЧПУ проходит испытание на электромагнитную совместимость, но не повторяет это для последующих моделей, а просто присваивает такое же или похожее обозначение типа, как указано в первом испытании на электромагнитную совместимость. В этом случае фрезерный станок с ЧПУ больше не имеет права нести маркировку СЕ, потому что даже малейшее изменение в системе ЧПУ требует нового испытания на ЭМС! Отсутствие действительного теста на электромагнитную совместимость означает отсутствие действительной декларации CE, что опять же означает, что у вас нет разрешения на эксплуатацию устройства управления!
Аукционы на фрезерные станки с ЧПУ для хобби
Продажа станков с ЧПУ для хобби в основном являются «частными», что означает отсутствие возврата и гарантии. Если предоставляется частная гарантия, она не имеет обязательной юридической силы и, следовательно, недействительна.
Цена больших станков с ЧПУ для хобби часто составляет 2000 евро и более, но описание не соответствует требованиям этих станков, и их нельзя предлагать или эксплуатировать в ЕС, поскольку они не имеют соответствующей декларации CE.
В случае чрезвычайной ситуации это означает, что никакая страховка не возместит ущерб от пожара, причиненный фрезерным станком с ЧПУ, если нет действительной декларации СЕ. Без сертификата CE машина не может эксплуатироваться. Это обязанность покупателя требовать этого. Примечание: «Нет декларации CE — не покупайте!»
Из-за большой опасности , исходящей от этих станков , мы хотели бы перечислить предлагаемый набор, чтобы служить ярким примером многих сомнительных производителей наборов для хобби с ЧПУ.
ЧПУ в деревянном ящике
Оригинальное предложение на самодельный станок с ЧПУ с интернет-аукциона
Новый, сразу загружаемый 3-х осевой станок с ЧПУ с очень длинным ходом: X – 1800 мм, Y – 1000 мм, Z – 115 мм. Для гравировки и фрезерования дерева, пластика и цветных металлов. Идеально подходит для моделистов, дизайнеров мебели, производителей вывесок и т. д. Блок управления и все необходимые соединительные кабели встроены в основной корпус.
Фрезерный шпиндель 1100 Вт, 6000-29000 об/мин и набор фрез (8 шт) для деревообработки. Всасывающее устройство можно подключить к любому бытовому пылесосу. С программным обеспечением PC-NC 3.1 (не входит в комплект, но доступно за 149 евро) станком легко управлять. Таким образом, вы можете выгравировать или фрезеровать очень точные контуры, например, из «Corel Draw». Требуется только один компьютер (доступно 486), и вы можете начать немедленно.
Механическое разрешение фрезерного станка с ЧПУ DIY составляет 0,012 мм на шаг. При обработке древесины можно фрезеровать на глубину до 10 мм, но благодаря высокой повторяемости достижима практически любая глубина фрезерования. Используя соответствующую дополнительную программу (например, Visual Mill), вы также можете фрезеровать 3D-формы.
Длина заготовки не ограничена. Самодельный станок с ЧПУ можно быстро собрать или разобрать, его легко транспортировать на любом небольшом автомобиле, и при этом он остается очень прочным и точным. Требуемая площадь 210 см x 125 см. Предлагаю: БЕСПЛАТНУЮ ДОСТАВКУ ПО РОССИИ. СБОРКА НА ВАШЕМ РАБОЧЕМ МЕСТЕ. ИНДИВИДУАЛЬНОЕ РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ВКЛЮЧЕНО.
1 ГОД ГАРАНТИИ. Доставка сразу после получения денег, так же можно забрать. При запросе доставки в другие страны Европы, пожалуйста, укажите Город. НДС не подлежит вычету, так как частная продажа. Удачных торгов.
Собранные фотографии дешевого самодельного фрезерного станка с ЧПУ
Даже неопытный любитель ЧПУ своими руками должен кое-что заметить здесь:
Набор фрезерных станков с ЧПУ своими руками
Стержень с метрической резьбой M8 –
Метрическая резьба подходит только для резьбовых соединений, а не для передачи движения! Они изнашиваются через короткое время и имеют много люфтов. Фланги резьбы слишком крутые и слишком маленькие, чтобы на «горки» оказывалась силовая передача двигателей. На фрезерном станке с ЧПУ «сделай сам» резьбовой стержень «рождается» в отверстии диаметром 8,5 мм в алюминиевом листе, из которого изготовлена вся машина и все направляющие. При движении по мосту компоненты трутся друг о друга.
Нестабильная установка кронштейна фрезерного двигателя —
Кронштейн двигателя фрезера крепится двумя винтами на сборной мостовой конструкции. Конструкция должна врезаться в древесину на глубину 10 мм. На фрезу можно рассчитывать с усилием фрезерования около 150 Нм. Машина, скорее всего, свяжет себя узлом в текущем процессе или полностью развалится. Сборка концевого выключателя производится непрофессионально и без каких-либо знаний.
Так называемый «блок управления ЧПУ» —
Осторожно, опасно! Находится в деревянном ящике; концы кабеля не закреплены, не припаяны и не снабжены наконечниками. Пайка несовершенна. Доска прикручивается к деревянному полу без прокладок. Увидев это, каждый аудитор EMC испугается!
Испытание на электромагнитную совместимость фрезерного станка с ЧПУ DIY Hobby –
Без разделения на 12В и 230В. Снятия напряжения нет. Осторожно: Опасно! Требуемый тест на электромагнитную совместимость, который необходим для одобрения CE, здесь не может быть пройден! Золотой шнур находится под напряжением 230 вольт и ведет без разгрузки натяжения непосредственно в качестве источника питания к фрезерному шпинделю.
Материалы важных механических компонентов –
Здесь для основных компонентов был использован неподходящий материал: алюминиевые «скользящие» по алюминию! Люфт в отдельных компонентах составит около полумиллиметра. Перемещая фрезерный станок или хватаясь за «ползун», весь механизм изгибался. Двигатель крепился всего двумя винтами.
Фактическая стоимость такого «набора» с ЧПУ для самостоятельного изготовления / фрезерного станка с ЧПУ для хобби «сделай сам» —
Часто цена покупки не оправдана, в этом случае материальная стоимость непродуманных компонентов составляет менее примерно 250 евро, при цене продажи около 2000 евро. Что должно побуждать думать о таких машинах!
Что еще важно знать о комплектах фрезерных станков с ЧПУ?
Самодельный фрезерный станок с ЧПУ и стабильность
При покупке комплекта фрезерного станка с ЧПУ не следует ожидать качества станка и результатов фрезерования. Даже при покупке самодельного роутера достойного качества следует знать следующее:
Из-за отсутствия стабильности комплекты фрезерных станков с ЧПУ могут обрабатывать только мягкие материалы, такие как мягкая древесина и мягкий пластик. С фрезеровкой лиственных пород уже могут быть проблемы. Точное фрезерование металла маловероятно.
Как правильно купить станок с ЧПУ
Наконец, остается важный вопрос: какие основные критерии следует учитывать при покупке фрезерного станка с ЧПУ, чтобы гарантировать хорошее качество, безопасность и хорошее соотношение цены и качества?
После того, как мы суммировали для вас самые важные критерии:
Учитывайте свои желания
Прежде чем искать подходящего поставщика, подумайте, чего вы хотите добиться с помощью машины. Лучше всего это можно сделать, ответив на следующие вопросы:
Какого размера обрабатываемых деталей ?
Какая точность требуется для заготовок? В долгосрочной перспективе, может быть, точнее?
Какая мощность двигателя мне нужна для моего твердого/мягкого материала?
Насколько тверды материалы в отношении требуемой жесткости при кручении фрезерного станка с ЧПУ?
Как именно выбранный фрезерный станок с ЧПУ адаптирован к моим желаемым материалам / заготовкам?
Будет ли мне позже нужна дополнительная ось или я буду обрабатывать более крупные заготовки? Возможно ли протолкнуть заготовки?
Предпочитаю ли я для обработки неограниченно высоких заготовок?
Правильный поиск фрезерного станка
Когда я точно узнаю, какие критерии важны для моей целевой машины, я могу начать поиск подходящего производителя. Полезно собрать как можно больше информации. Его можно получить через:
Структурированный веб-сайт
Отзывы клиентов/отзывы клиентов (Google)
Обзоры Сравнительные отчеты (например, Precifast)
каналов Youtube (многие провайдеры имеют хорошие каналы Youtube, демонстрирующие последние продукты в действии)
Консультация без обязательств
Поиск надежного производителя фрезерных станков с ЧПУ
Для поиска подходящего поставщика или производителя важно не только знать, ГДЕ мне нужно искать, но и какие критерии важно проверить.
Предлагается ли мне бесплатная консультация, ни к чему не обязывающая?
Имеют ли предлагаемые машины действительные сертификаты EMC и CE?
Возможны ли бесплатные показы, которые помогут мне принять решение о покупке?
Будет ли у меня достаточно четкая понятная поддержка до и после продажи?
Есть ли бесплатная поддержка даже ПОСЛЕ продажи ?
Есть ли у меня контактное лицо?
Делает ли производитель акцент на удобстве и обслуживании ?
Чувствую ли я советы и приветствия?
Разрешены ли специальные запросы ?
Могу ли я получить юридическую гарантию / гарантию ?
Изготовлена ли машина из качественных компонентов?
Как насчет долговечности фрезерного станка с ЧПУ , есть ли опыт?
Ссылается ли поставщик / производитель на значительные ссылки ?
Если вы включите эти пункты в свой личный выбор, вам будет легче найти поставщика фрезерных станков с ЧПУ, соответствующего вашим пожеланиям, который будет надежным и компетентным помощником до и особенно после покупки!
Как построить станок с ЧПУ: точное руководство
Скорее всего, если вы хотите узнать, как построить станок с ЧПУ, то вы, вероятно, немного знакомы с термином ЧПУ. В идеале создаваемый вами фрезерный станок с ЧПУ «Сделай сам» (DIY) должен уметь вырезать объекты разных размеров из цельного блока материала. Он также должен обеспечивать более точные и сложные сокращения.
Прочтите эту статью и узнайте, как самостоятельно с нуля собрать станок с ЧПУ своими руками.
Что на этой странице?
Зачем создавать собственный станок с ЧПУ?
Сборка фрезерного станка с ЧПУ своими руками может оказаться более выгодной, чем его покупка. Давайте рассмотрим некоторые из причин:
1. Экономия денег
Покупка готовых фрезерных станков с ЧПУ стоит довольно дорого, а создание одного только фрезерного станка с ЧПУ может сэкономить вам тысячи долларов и при этом обеспечить те же результаты.
Например, покупка трехосевого станка с ЧПУ стоит от 60 000 до 100 000 долларов. Однако, если вы решите создать такой же станок с ЧПУ с нуля, вы, вероятно, потратите от 15 000 до 30 000 долларов.
Тем не менее, общая стоимость строительства может быть выше в зависимости от приобретаемых деталей. Но несмотря ни на что, эта сумма всегда меньше, чем вам пришлось бы потратить на покупку станка с ЧПУ.
2. Возможность настройки
Если вы покупаете станок с ЧПУ, вы ограничены только его функциями. Однако, если вы создадите свой собственный фрезерный станок с ЧПУ, вы можете настроить его по своему вкусу.
3. Создавайте удивительные вещи
Создание станка с ЧПУ позволит вам создавать свои собственные удивительные продукты. Итак, если вы хотите создать свой собственный бизнес или создать свои собственные идеи дизайна интерьера для своего дома, вы можете сделать это с помощью станка с ЧПУ.
Как построить свой собственный станок с ЧПУ с нуля
Изображение предоставлено: buildyourcnc.com
При сборке собственного станка с ЧПУ вы должны сначала выяснить, какой тип станка с ЧПУ вы хотите создать. Таким образом, вам будет легко подобрать детали или элементы оборудования, необходимые для запуска вашей машины.
Независимо от того, какую пользовательскую опцию вы выберете или что вы планируете делать на своем станке, существуют важные шаги для создания собственного устройства с ЧПУ:
Что вам понадобится
Вам могут понадобиться комплекты ЧПУ при построении собственного маршрута ЧПУ. Это связано с тем, что комплекты ЧПУ обычно содержат все необходимое для сборки вашего станка и создания ваших творений.
Изображение предоставлено: pressablecdn.com
Кроме того, большинство производителей предлагают различные варианты настройки комплектов. Таким образом, вы можете выбрать комплект с компонентами, необходимыми для запуска вашей машины. Итак, если вы новичок, вы можете выбрать базовый и самый доступный комплект.
Несмотря на то, что использование комплектов — это самый простой способ запустить фрезерный станок с ЧПУ, он подходит не всем. Поэтому, если вы предпочитаете приобретать детали отдельно, вот самые важные из них, которые могут вам понадобиться.
Для механических частей вам потребуется следующее:
Рама
Шариковые подшипники
Обычные отвертки
Стусло
Ручные инструменты, такие как настольная пила или ножовка
Направляющие и опоры
0065
Прокладки, шайбы, гайки, винты и болты
Для электрических деталей вам потребуется следующее:
Процессор или плата управления.
A Computer
Stepper Motors
Драйверы шаговых источников
Stepper Shield
Сводки
Пошаговый руководство для создания собственной машины
Ст. .com
При создании собственной машины вы должны создать для нее проект. По сути, этот шаг предназначен для предоставления четкого структурного представления о готовом продукте.
Вы можете начать с эскиза проекта, а затем преобразовать бумажный рисунок в формат автоматизированного проектирования (CAD) с помощью таких программ, как Scan2CAD. После этого вы можете поместить свой чертеж в 3D-модель CAD в таких программах, как SolidWorks.
Шаг 2. Приобретите детали и соберите раму
После того, как вы закончите проектирование станка с ЧПУ, вы соберете необходимые детали. Вы можете приобрести комплект ЧПУ, который более удобен, или купить каждую деталь отдельно.
Изображение предоставлено: topsize20.com
Теперь вы можете построить раму машины. Обычно рама удерживает все остальные части устройства на месте. Лучше всего подходят такие металлы, как алюминий, поскольку они обеспечивают жесткую конструкцию и достаточную стабильность.
Шаг 3: Добавьте портал
После того, как конструкция будет установлена, вам нужно будет добавить портал. Хотя эта функция требуется не на всех станках с ЧПУ, она является распространенным вариантом конструкции.
Изображение предоставлено: burksbuilds.com
Обычно портал позволяет вашему обрабатывающему инструменту перемещаться вдоль оси Y, удерживая инструмент на месте и поддерживая фрезерный двигатель над заготовкой. Вы будете монтировать его между боковой пластиной с помощью двух монтажных блоков. Внутри U-профиля размещается шпиндель оси Y, который поддерживается теми же блоками подшипников, что и для оси X.
При добавлении этой детали убедитесь, что силы, действующие на портал, уравновешены, чтобы снизить вероятность деформации или сотрясения машины. Помните, чем выше вы сделаете свой портал, тем толще будет заготовка.
Шаг 4. Добавьте ось Z, ось Y и ось X
После добавления гентри вы добавите оси Z, ось Y и ось X, чтобы включить машина для перемещения вверх и вниз. Чтобы построить ось Z, вы соберете ее из передней пластины, установленной на линейных направляющих оси Y, крепления двигателя, 2 усиливающих пластин и задней пластины.
Изображение предоставлено: toolguyd.com
На передней панели вы установите 2 линейные направляющие для оси Z. Обратите внимание, что добавление подшипников и направляющих поможет сохранить жесткость вашего станка с ЧПУ. Это также позволит вашему инструменту двигаться вперед вдоль оси X.
Шаг 5: Направляющие
Теперь, когда вы добавили все оси, которые позволят вашему станку с ЧПУ двигаться в 3 направлениях, пришло время добавить направляющие для поддержки и направления любых движущихся частей станка, таких как рабочий стол. .
Изображение предоставлено: openbuilds. com
Направляющие позволяют станку работать более плавно, быстрее и с большей точностью. Если вы производите машины с высокими требованиями к вибрации, такие как шлифовальные станки, направляющие особенно важны для точности.
Чтобы убедиться, что ваши направляющие выровнены, убедитесь, что они расположены перпендикулярно и параллельно друг другу. Вы можете использовать циферблатный индикатор, чтобы убедиться, что вы получите точные результаты.
Шаг 6. Знакомство с электронной системой
После того, как большая часть механических частей готова, теперь вы можете добавить электронные детали к станку с ЧПУ. Ключом к этому шагу является добавление двигателя, который в конечном итоге приводит в движение обрабатывающий инструмент. В этом случае вы можете выбрать сервопривод или шаговый двигатель.
Изображение предоставлено: fabacademy.org
Для выполнения этого шага вам понадобится шаговый двигатель или серводвигатель , подходящие драйверы, коммутационная плата и источник питания 36 В. Затем используйте понижающий преобразователь для преобразования 36-вольтового постоянного тока в 5-вольтовый постоянный ток.
Затем временно смонтируйте все драйверы и блок питания на открытой плате. Наконец, чтобы добавить двигатель, вы поместите его в монтажные пазы передней торцевой пластины, и все готово.
Шаг 7: От вращательного движения к прямолинейному
Установленный вами двигатель заставит вашу машину вращаться. Тем не менее, для полноценного функционирования станка с ЧПУ потребуется линейное движение. Итак, здесь вы будете использовать шпиндель для преобразования вращательного движения в линейное. Таким образом, ваш обрабатывающий инструмент может легко перемещаться вверх и вниз.
Шаг 8: Выберите контроллер
Изображение предоставлено cncmachines.com
Когда движение настроено, вам нужно будет выбрать и установить контроллер для работы вашей машины. Контроллер, который вы устанавливаете, поможет интерплейсить сигналы, посылаемые вашим процессором или компьютером.
Шаг 9: Выберите программное обеспечение
Изображение предоставлено: bobcad.com
На этом этапе ваш станок с ЧПУ полностью функционален, но ему необходимо программное обеспечение для управления им и выдачи кода, который будет понятен станку. Большая часть программного обеспечения будет использовать такие языки, как G-код, для управления движением машины по трем осям, что позволит вам создавать свои уникальные шедевры.
Когда вы создаете проект на своем компьютере, будь то плоская или трехмерная модель CAD, вам нужно будет преобразовать его во что-то, что будет понимать ваша машина. С помощью автоматизированной обработки (CAM) вы можете легко анализировать векторы и 3D-модели, что позволяет создавать выходные данные, подходящие для программного обеспечения, управляющего станком.
Шаг 10. Начните делать вещи!
Изображение предоставлено: shopify.com
После правильного подключения и подключения к источнику питания ваш настольный станок с ЧПУ готов. Теперь вы готовы начать делать свои собственные проекты! Самое приятное то, что вы можете создавать широкий спектр продуктов с помощью этих машин.
Часто задаваемые вопросы о сборке станков с ЧПУ
1. Сколько времени мне потребуется, чтобы построить станок с ЧПУ с нуля?
Создание собственного станка с ЧПУ может быть немного сложным, особенно если вы не знакомы с самим станком. Но в любом случае вам нужно будет разработать хорошо продуманный дизайн, который требует надлежащего планирования. Тем не менее, создание собственного станка с ЧПУ с нуля может занять от нескольких недель до нескольких месяцев, в зависимости от человека, который его создает.
Кроме того, на продолжительность создания станка с ЧПУ влияют другие факторы, такие как тип станка. Размер и вес деталей или материалов также влияют на используемое время. Например, тяжелые материалы, такие как двигатель, обычно требуют от вас работы с подъемным оборудованием, что потребует больше времени.
Опять же, наличие необходимых деталей и оборудования может повлиять на сроки, установленные для сборки машины.
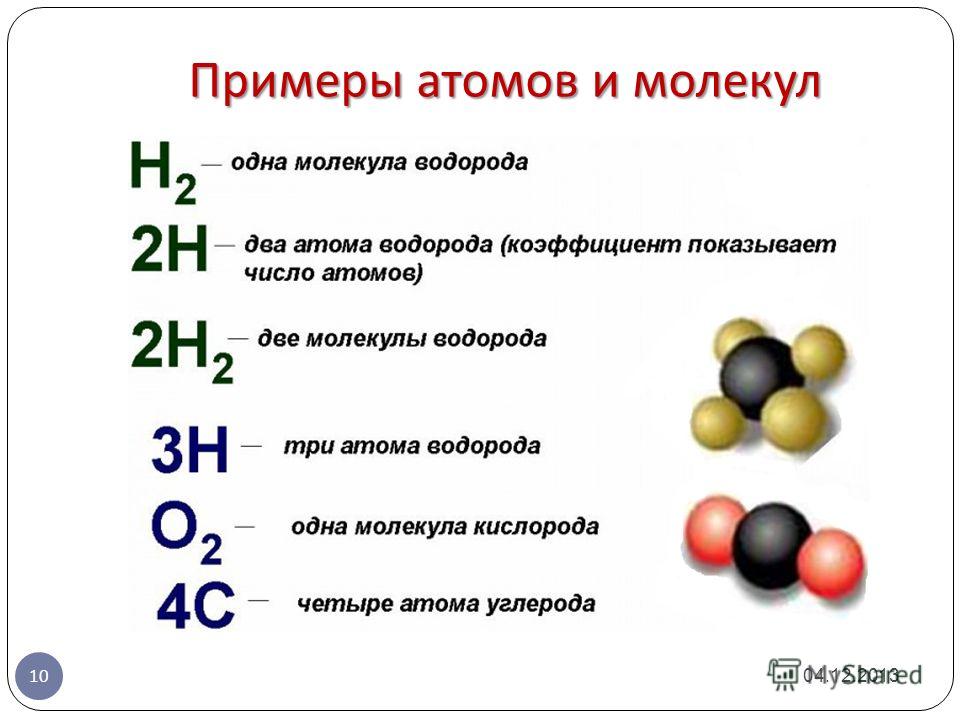 В
В

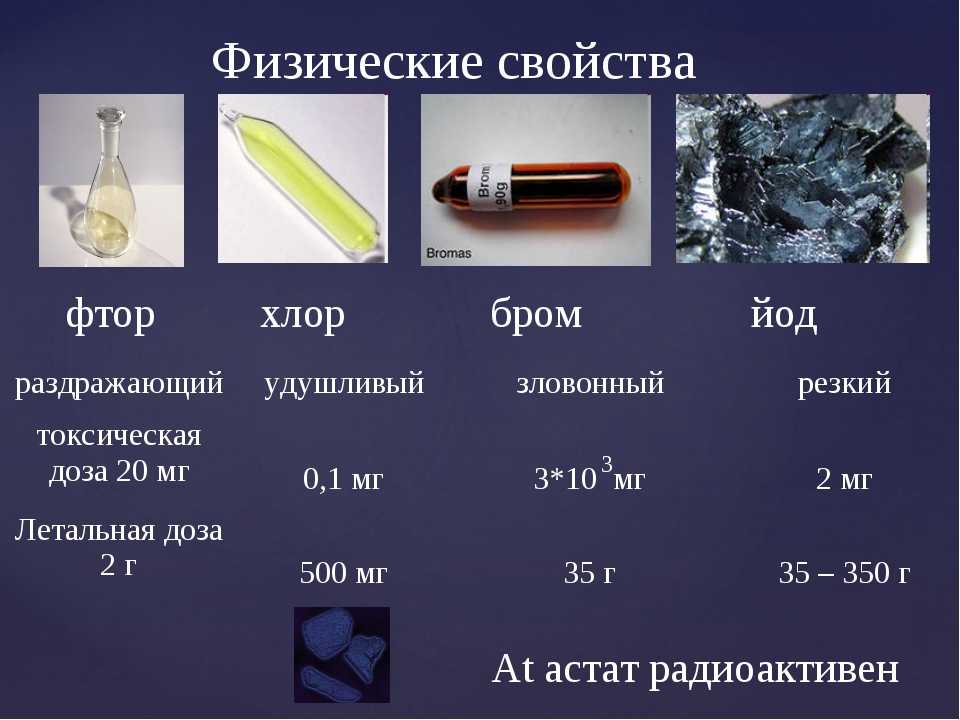 Для производства меди наибольшее
Для производства меди наибольшее При Иване Грозном в Олонецкий
При Иване Грозном в Олонецкий д.
д. а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12.
а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12.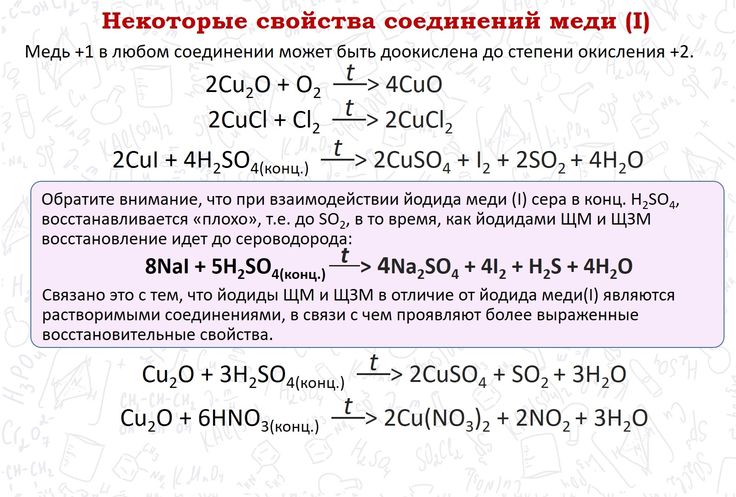 Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21.
Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21.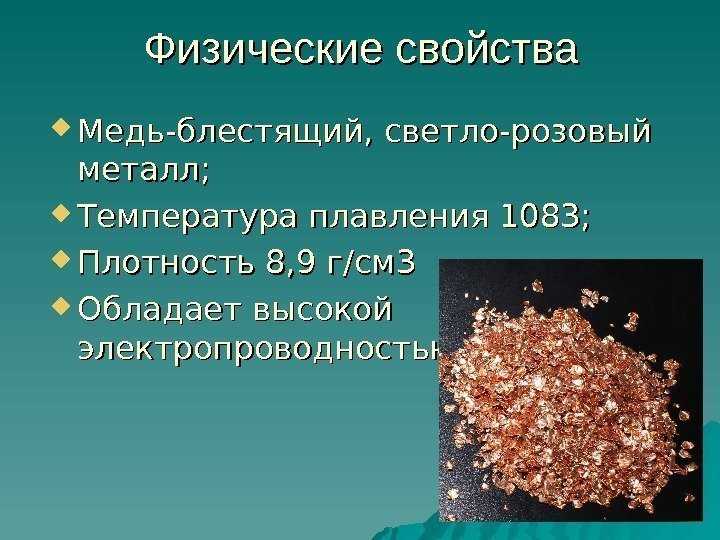 Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5
Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5 д. Однако в природе он также встречается в свободном элементном состоянии. .
д. Однако в природе он также встречается в свободном элементном состоянии. .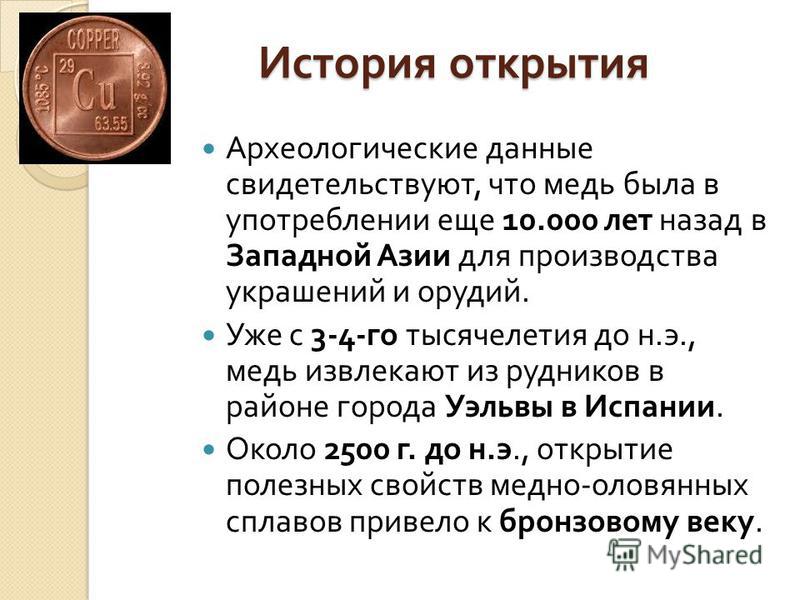


 Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.
Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.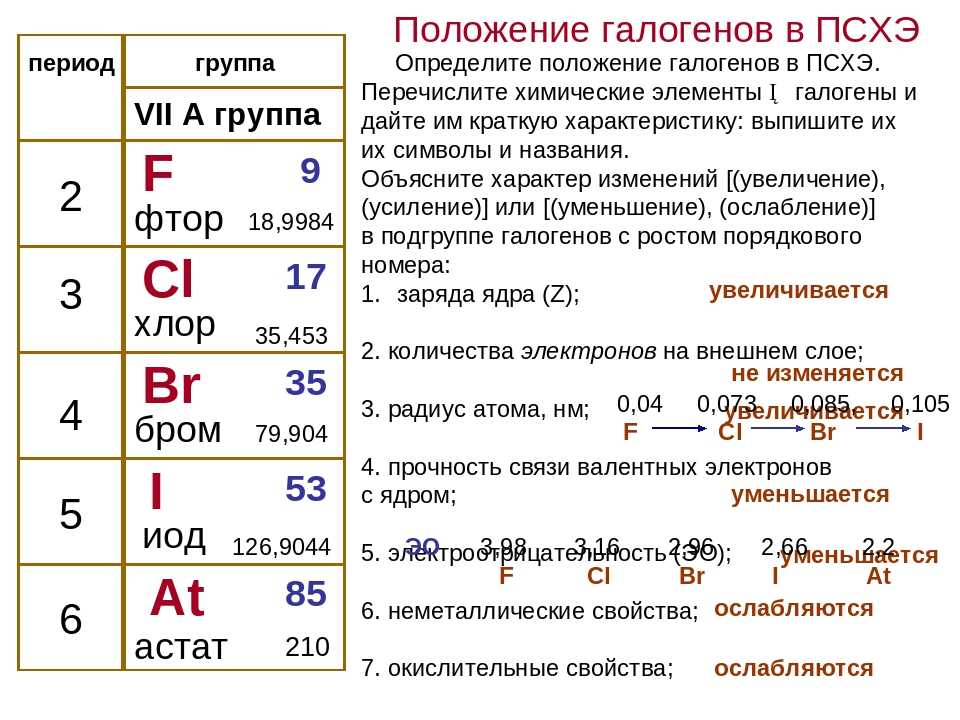

 Он состоит из двух компонентов: решетки Браве и атомов.
Он состоит из двух компонентов: решетки Браве и атомов.
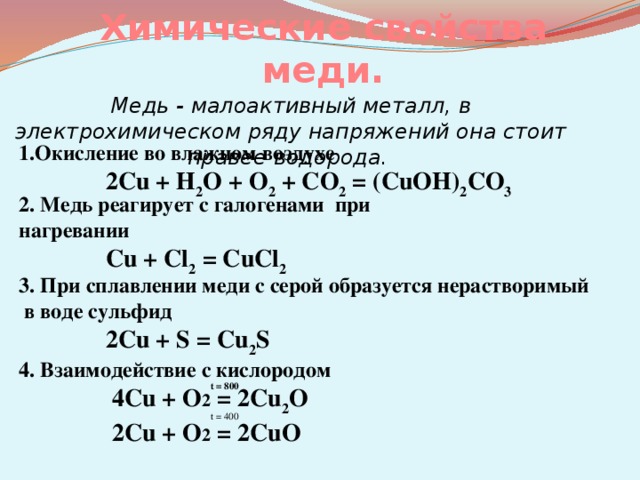 Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом.
Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом. 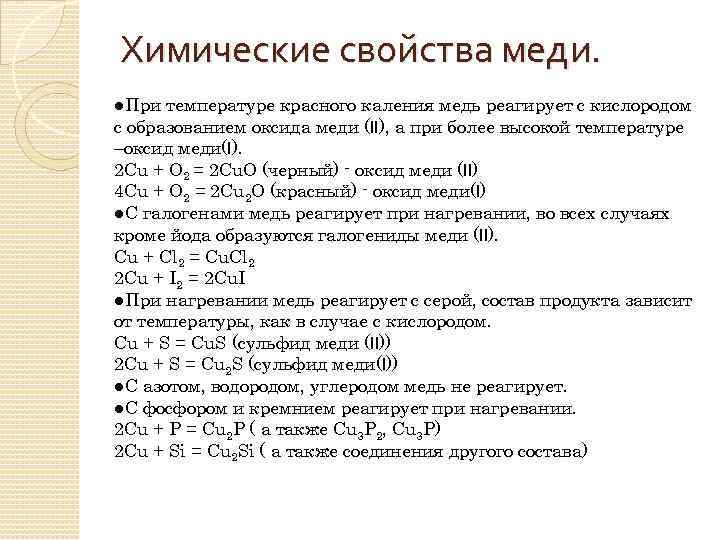
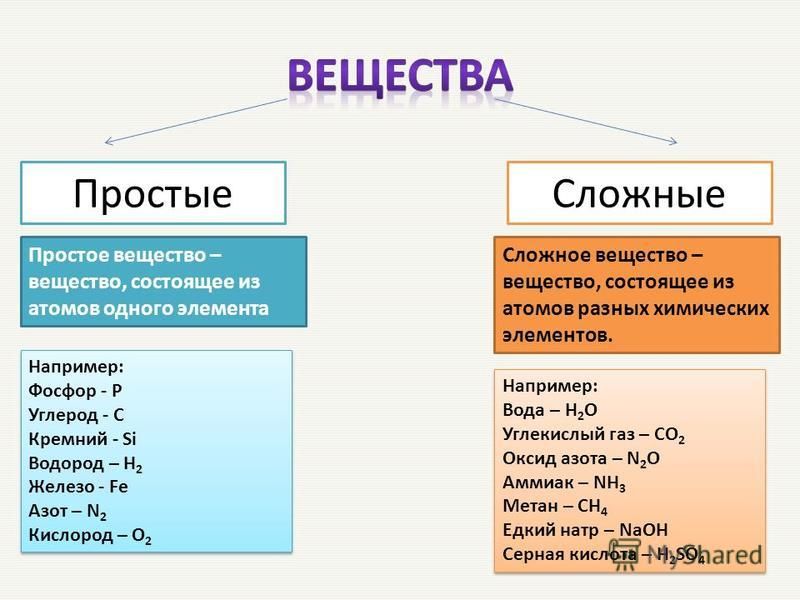
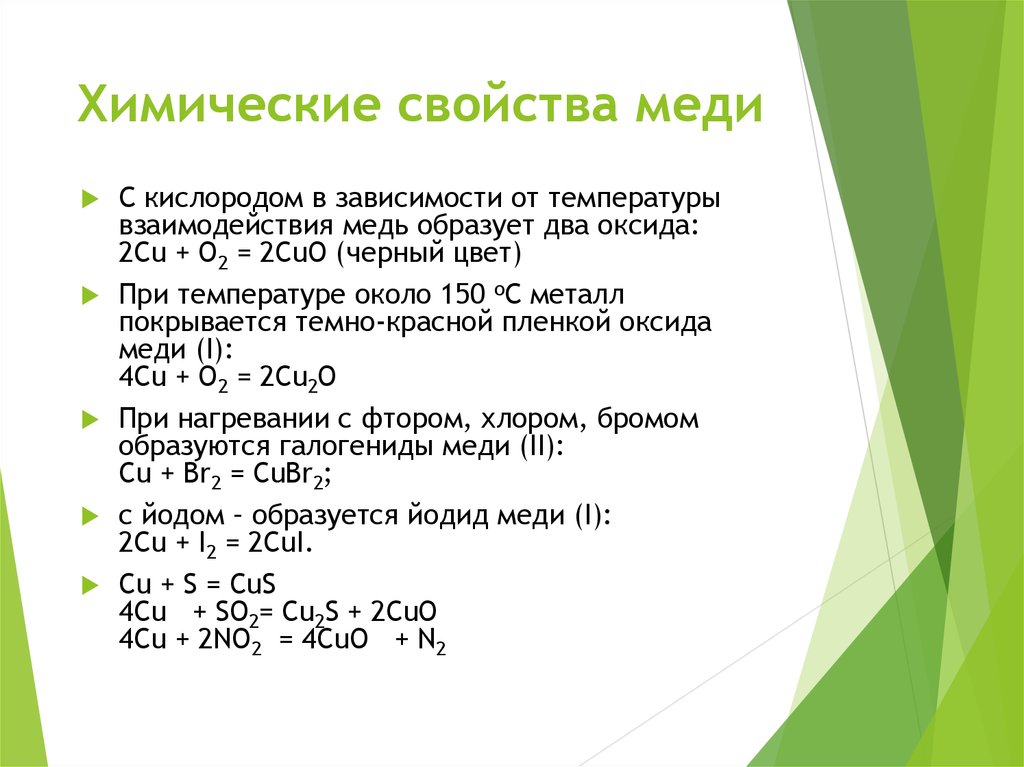
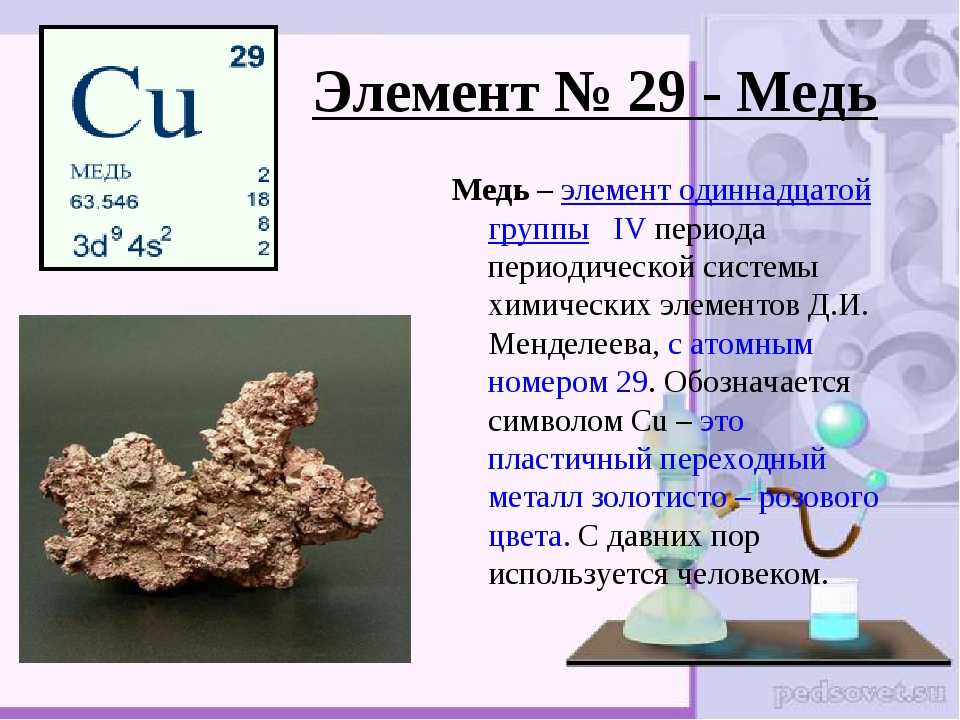
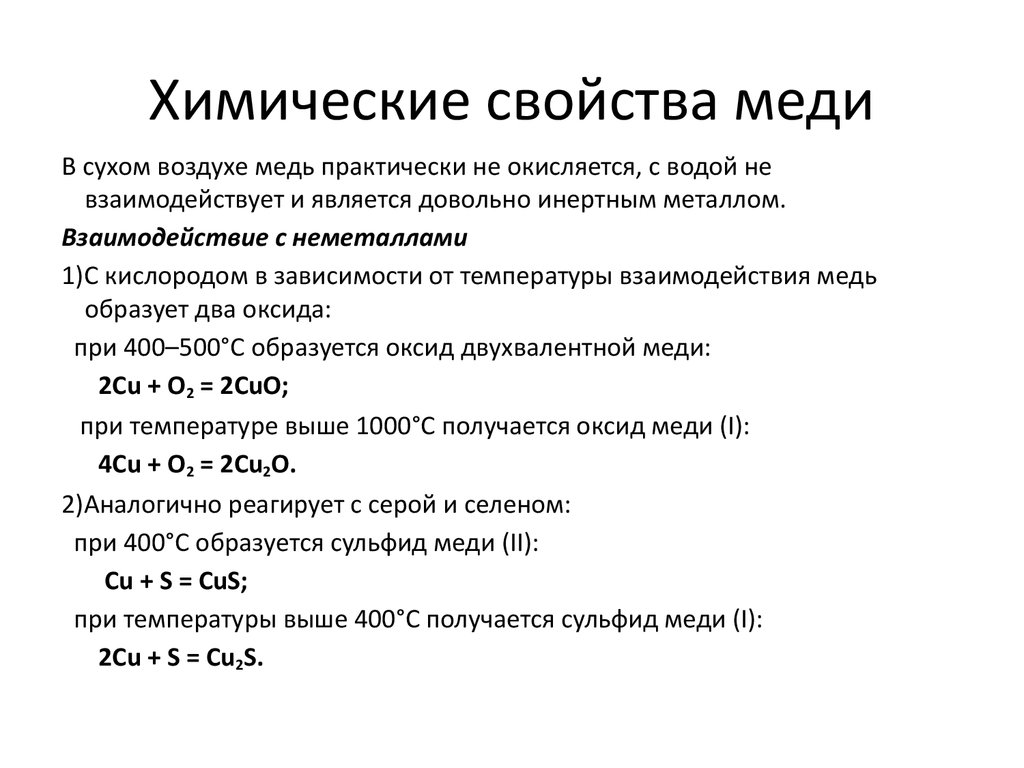
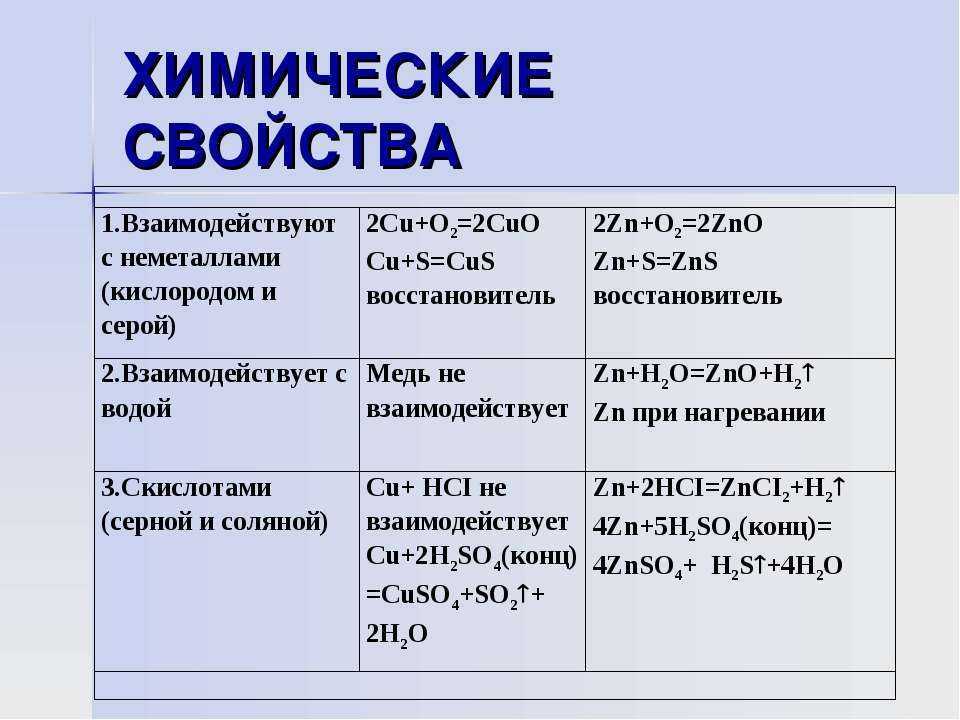
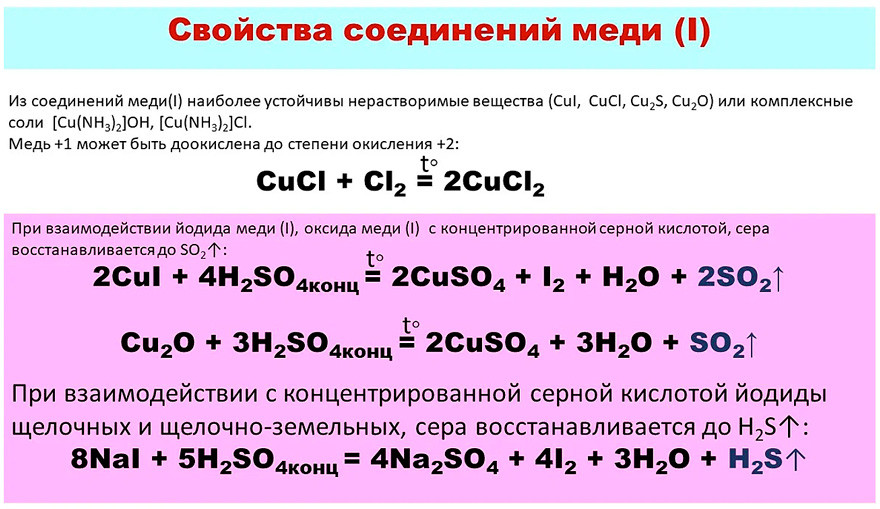 Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
 8 кВА
8 кВА В.С.
В.С. 8 кВт
8 кВт Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами. Актуальны они для работы на стройке или в автосервисе.
Актуальны они для работы на стройке или в автосервисе. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки. Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
 Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
 (Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
(Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение). Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
 Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос.
Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос. Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин.
Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин. При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
 Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
 Управление настройками максимально простое и обычно выполняется 2 кнопками.
Управление настройками максимально простое и обычно выполняется 2 кнопками. Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства.
Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства. Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
 Также нужно обеспечить в нем вентиляцию – для защиты от конденсата.
Также нужно обеспечить в нем вентиляцию – для защиты от конденсата. Но перед ее покупкой следует разобраться в особенностях выбора.
Но перед ее покупкой следует разобраться в особенностях выбора. Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
 Отдельно приобрести насос и отдельно накопительный бак с манометром.
Отдельно приобрести насос и отдельно накопительный бак с манометром. Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта.
Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта. Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки.
Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки. Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу.
Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу. Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса.
Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса. Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением.
Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением. com 30 9590
com 30 9590  Все права защищены
Все права защищены  Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма.
Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма. Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой.
Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой. Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
 Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.
Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.

 youtube.com/embed/BMFbfbfgvfw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/BMFbfbfgvfw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Для устранения загрязнений используем поочередно продувочный насос и щетку-ерш из металла. Процедуру повторяем несколько раз, добиваемся визуально полного очищения полости. Если работы ведутся с пустотелым материалом, во избежание слишком сильного растекания клея по пористому пространству, после продувки в отверстие вставляется пластиковая или металлическая гильза с перфорацией для формирования каркаса отверстия.
Для устранения загрязнений используем поочередно продувочный насос и щетку-ерш из металла. Процедуру повторяем несколько раз, добиваемся визуально полного очищения полости. Если работы ведутся с пустотелым материалом, во избежание слишком сильного растекания клея по пористому пространству, после продувки в отверстие вставляется пластиковая или металлическая гильза с перфорацией для формирования каркаса отверстия.
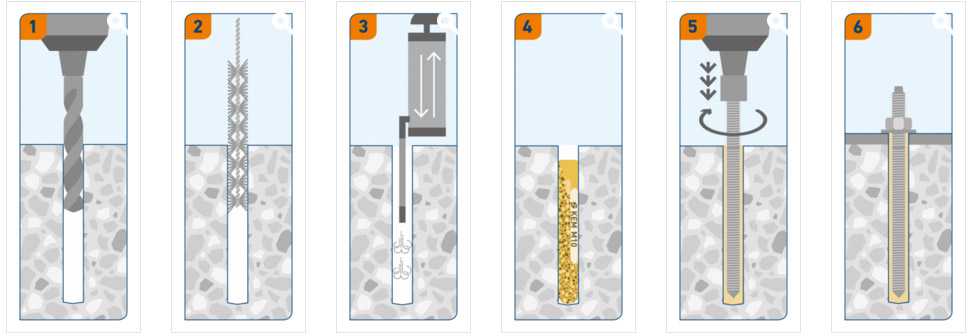 Насадки для смешивания компонентов химического анкера обычно идут в наборе с картриджами. Каждое новое введение состава сопровождается заменой миксера, поэтому для многоэтапных работ дополнительная насадка не будет лишней. В процессе монтажа можно сделать перерыв, но не открутив при этом насадку. Перед повторным применением установить новую.
Насадки для смешивания компонентов химического анкера обычно идут в наборе с картриджами. Каждое новое введение состава сопровождается заменой миксера, поэтому для многоэтапных работ дополнительная насадка не будет лишней. В процессе монтажа можно сделать перерыв, но не открутив при этом насадку. Перед повторным применением установить новую.

 Также химанкеры экономически интереснее по сравнению с металлическими анкерами из нержавеющей стали.
Также химанкеры экономически интереснее по сравнению с металлическими анкерами из нержавеющей стали.
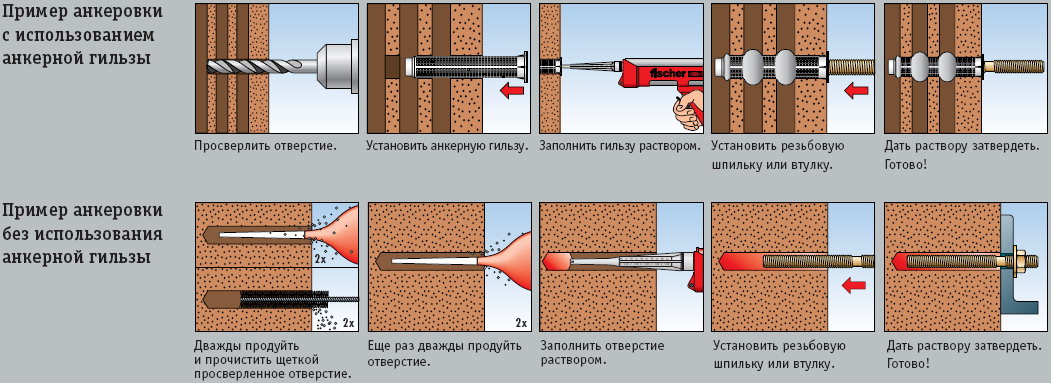 Вклеивающие анкеры используют для монтажа близко к углу, креплений с большими нагрузками, в том числе вибрационными, установки в пустотелые основания и других случаев.
Вклеивающие анкеры используют для монтажа близко к углу, креплений с большими нагрузками, в том числе вибрационными, установки в пустотелые основания и других случаев.
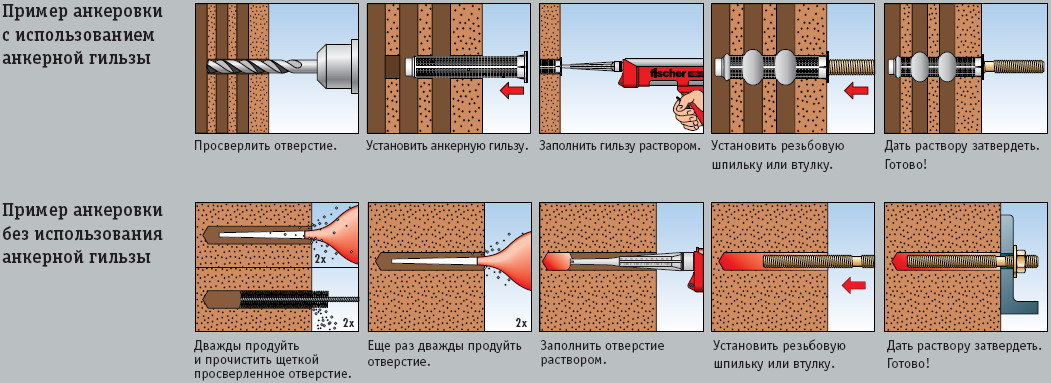 Отвердитель необходим скорости полимеризации клеевого состава, а наполнитель, в качестве которого используются кварцевый песок и цемент, – для прочности.
Отвердитель необходим скорости полимеризации клеевого состава, а наполнитель, в качестве которого используются кварцевый песок и цемент, – для прочности.
 Клей схватывается, а осколки стекла дополнительно армируют соединение. Для каждого крепежного узла используется новая капсула, которая подбирается под глубину и диаметр отверстия. Этот вид анкеров используется для работы с плотными материалами, такими как полнотелый кирпич и бетон.
Клей схватывается, а осколки стекла дополнительно армируют соединение. Для каждого крепежного узла используется новая капсула, которая подбирается под глубину и диаметр отверстия. Этот вид анкеров используется для работы с плотными материалами, такими как полнотелый кирпич и бетон.
 youtube.com/embed/bB_xfPfjpqE?rel=0″ frameborder=»0″>
youtube.com/embed/bB_xfPfjpqE?rel=0″ frameborder=»0″>
 Крепления с использованием инжекционных масс устойчивы к вибрационным, динамическим и статическим нагрузкам. В таких соединениях прочность на вырыв в 2-3 раза выше, чем при использовании механических аналогов.
Крепления с использованием инжекционных масс устойчивы к вибрационным, динамическим и статическим нагрузкам. В таких соединениях прочность на вырыв в 2-3 раза выше, чем при использовании механических аналогов.

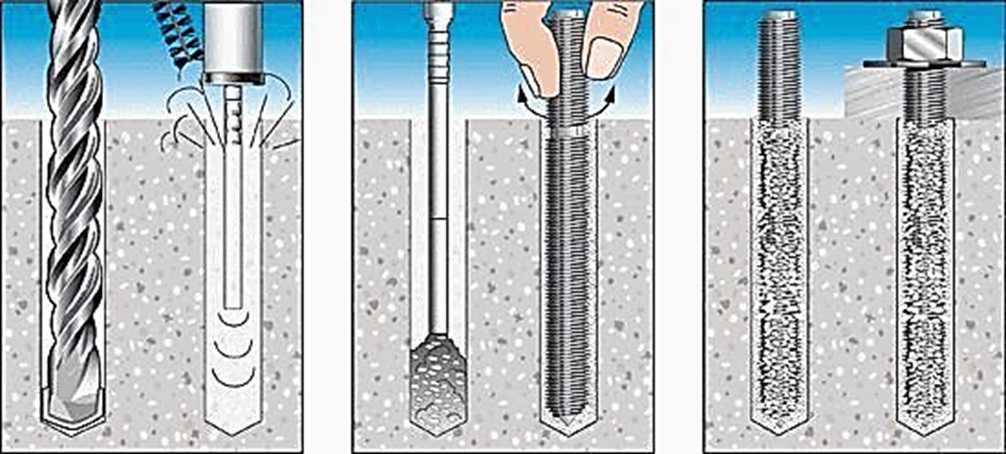 В этом методе стальные шпильки и болты крепятся к основанию с помощью химических и смоляных средств. Основание чаще всего состоит из кирпичной кладки или бетона.
В этом методе стальные шпильки и болты крепятся к основанию с помощью химических и смоляных средств. Основание чаще всего состоит из кирпичной кладки или бетона. Двойной картридж для инъекций наполняется двумя компонентами разного размера. Это реактивная смола, из которой получают двухкомпонентный раствор для инъекций.
Двойной картридж для инъекций наполняется двумя компонентами разного размера. Это реактивная смола, из которой получают двухкомпонентный раствор для инъекций.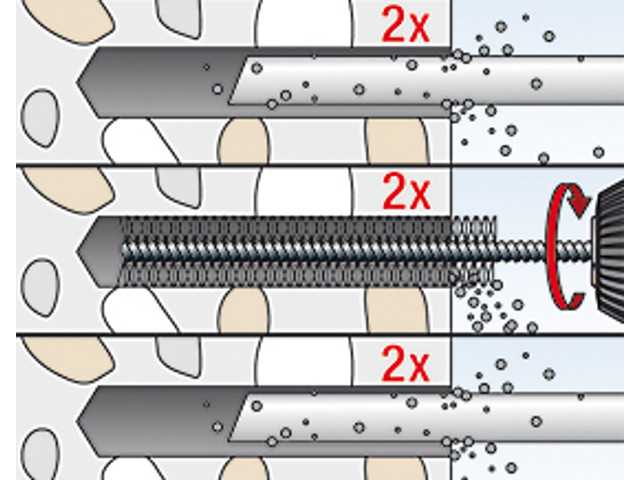 Основанный на технологии винилэфира без стирола с высокой реакционной способностью, он подходит для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и минимального запаха.
Основанный на технологии винилэфира без стирола с высокой реакционной способностью, он подходит для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и минимального запаха.

 Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют.
Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют. Уровень низкий, существенно ниже класса 7. Материал винтов механических анкерных болтов отличается высокой прочностью и обеспечивает лучшую сейсмостойкость
Уровень низкий, существенно ниже класса 7. Материал винтов механических анкерных болтов отличается высокой прочностью и обеспечивает лучшую сейсмостойкость
 tset.com.my
tset.com.my  Несмотря на то, что это очень популярный и экономичный вариант, существуют некоторые ограничения.
Несмотря на то, что это очень популярный и экономичный вариант, существуют некоторые ограничения.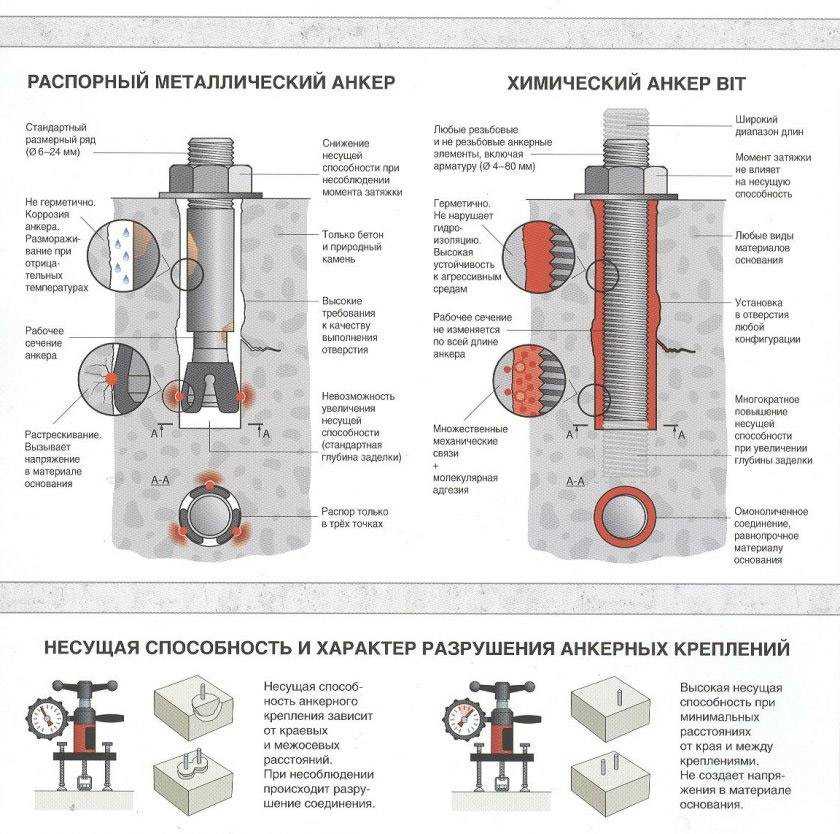 Это очень удобно для крепления перил близко к краю или бетонных лестниц и подобных применений. Наконец, химическая анкеровка дает вам возможность вносить небольшие коррективы в выравнивание шпильки во время открытия химикатов, в то время как для механического анкеровки необходимо каждый раз сверлить отверстие с точностью до миллиметра, чтобы скорректировать глубину и угол, и если это не так. , его нельзя использовать.
Это очень удобно для крепления перил близко к краю или бетонных лестниц и подобных применений. Наконец, химическая анкеровка дает вам возможность вносить небольшие коррективы в выравнивание шпильки во время открытия химикатов, в то время как для механического анкеровки необходимо каждый раз сверлить отверстие с точностью до миллиметра, чтобы скорректировать глубину и угол, и если это не так. , его нельзя использовать.
 И чем больше в составе цинка, тем желтее будет этот сплав. Вообще, те сплавы, в которых менее 80% меди, достаточно легко идентифицировать как латунь.
И чем больше в составе цинка, тем желтее будет этот сплав. Вообще, те сплавы, в которых менее 80% меди, достаточно легко идентифицировать как латунь.
 Если это медь, то ничего не произойдет, а медная поверхность очистится, приобретя характерный для себя цвет. Если это латунь, то при соприкосновении с соляной кислотой произойдет химическая реакция с выделением оксида цинка.
Если это медь, то ничего не произойдет, а медная поверхность очистится, приобретя характерный для себя цвет. Если это латунь, то при соприкосновении с соляной кислотой произойдет химическая реакция с выделением оксида цинка. При механическом воздействии на их поверхности не появляются вмятины и другие дефекты.
При механическом воздействии на их поверхности не появляются вмятины и другие дефекты. У нас есть все необходимые лицензии на скупку и утилизацию цветмета, поэтому на руки вы получите всю необходимую документацию для предоставления в государственные органы.
У нас есть все необходимые лицензии на скупку и утилизацию цветмета, поэтому на руки вы получите всю необходимую документацию для предоставления в государственные органы. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Большую роль в выплавке отыгрывает наличие присутствующих примесей. Результата не будет.
Результата не будет.
 Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
 Медь имеет относительно высокую температуру плавления 1083 градуса Цельсия (1,982 F), но если у вас есть подходящее оборудование, вы можете расплавить его дома.
Медь имеет относительно высокую температуру плавления 1083 градуса Цельсия (1,982 F), но если у вас есть подходящее оборудование, вы можете расплавить его дома. Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму.
Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму. Никогда не лейте расплавленную медь на влажные поверхности, это может повредить как металл, так и поверхность. Контейнеры и кастрюли, используемые для плавки меди, следует хранить отдельно от кастрюль, которые вы используете для приготовления пищи.
Никогда не лейте расплавленную медь на влажные поверхности, это может повредить как металл, так и поверхность. Контейнеры и кастрюли, используемые для плавки меди, следует хранить отдельно от кастрюль, которые вы используете для приготовления пищи.
 Носите соответствующую защитную одежду
Носите соответствующую защитную одежду



 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен. Как выбрать и как поставить?
Как выбрать и как поставить?
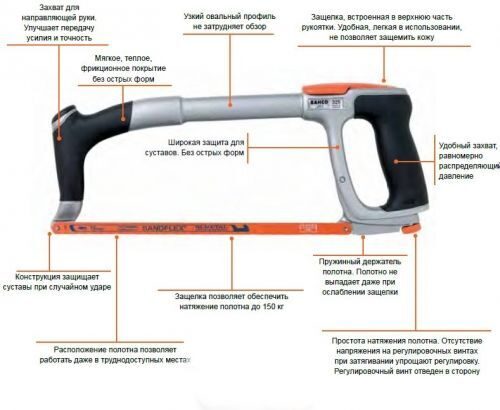
 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.



 Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.
Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.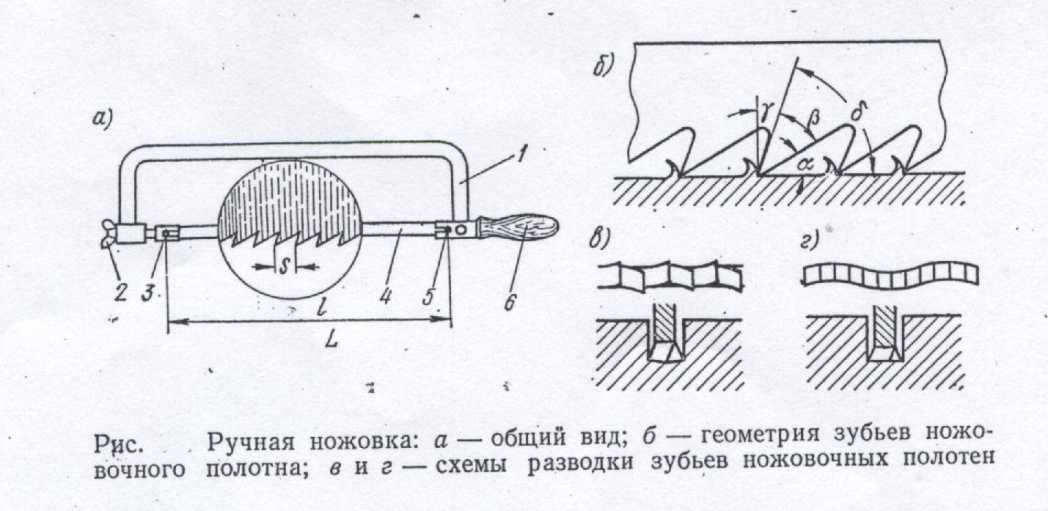
 Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.
Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.

 Один из методов показан ниже:
Один из методов показан ниже:


 Однако использование лазеров может быть достаточно затратным и, кроме того, полученный с их помощью результат можно изменить, только повредив или отшлифовав поверхность стали.
Однако использование лазеров может быть достаточно затратным и, кроме того, полученный с их помощью результат можно изменить, только повредив или отшлифовав поверхность стали.
 Кроме того, его чернила характеризуются как атмосферостойкостью, так и термостойкостью, благодаря чему этот маркер достоин доверия в любых условиях.
Кроме того, его чернила характеризуются как атмосферостойкостью, так и термостойкостью, благодаря чему этот маркер достоин доверия в любых условиях. Нержавеющая сталь– это хромосодержащий сплав. Хром обеспечивает стали «нержавеющие» свойства, другими словами, улучшает стойкость к коррозии.
Нержавеющая сталь– это хромосодержащий сплав. Хром обеспечивает стали «нержавеющие» свойства, другими словами, улучшает стойкость к коррозии.

 Низкая эластичность и плохая свариваемость
Низкая эластичность и плохая свариваемость стойкость
стойкость )
) конц.)
конц.) )
)
 4306
4306 4436
4436 stainless-steel-316.com/
stainless-steel-316.com/
 Просто запросите и через несколько минут получите персональное предложение.
Просто запросите и через несколько минут получите персональное предложение. )
)

 Но тут нужна сноровка. Самое главное — это правильно расчертить места резки. Окружность должна быть поделена как минимум на восемь равных частей. Это можно сделать «на глаз». После этого стеклорезом выполняются резы по размеченным линиям в пределах окружности. Далее высверливается отверстие по центру и аккуратно выламывается первый кусок. Вместо стеклореза можно использовать болгарку с маленьким диском.
Но тут нужна сноровка. Самое главное — это правильно расчертить места резки. Окружность должна быть поделена как минимум на восемь равных частей. Это можно сделать «на глаз». После этого стеклорезом выполняются резы по размеченным линиям в пределах окружности. Далее высверливается отверстие по центру и аккуратно выламывается первый кусок. Вместо стеклореза можно использовать болгарку с маленьким диском. При этом приходится решать задачу, чем сделать отверстие в плитке под трубу, розетку, светильник, вентиляционную шахту. Задача усложняется тем, что промышленность производит широкий ряд различных устройств и приспособлений для вырезания отверстий в керамике и выбирать подходящее устройство следует не только с учетом размеров посадочного гнезда, но и учитывая виды керамической плитки.
При этом приходится решать задачу, чем сделать отверстие в плитке под трубу, розетку, светильник, вентиляционную шахту. Задача усложняется тем, что промышленность производит широкий ряд различных устройств и приспособлений для вырезания отверстий в керамике и выбирать подходящее устройство следует не только с учетом размеров посадочного гнезда, но и учитывая виды керамической плитки. При этом следует учитывать, что углошлифовальной машинкой можно прорезать керамику, которая не уложена на стены, в то время как перфоратором с различными насадками можно делать отверстия не только в кафеле, но и вместе с ним сверлить стены под трубы после укладки.
При этом следует учитывать, что углошлифовальной машинкой можно прорезать керамику, которая не уложена на стены, в то время как перфоратором с различными насадками можно делать отверстия не только в кафеле, но и вместе с ним сверлить стены под трубы после укладки. 2 Способ просверлить отверстие в кафельной плитке лепестковым сверлом
2 Способ просверлить отверстие в кафельной плитке лепестковым сверлом



 Процесс существенно упрощается, если подержать керамическое изделие некоторое время в воде, отрабатывать стеновую керамику можно следующими расходными материалами и бытовым инструментом.
Процесс существенно упрощается, если подержать керамическое изделие некоторое время в воде, отрабатывать стеновую керамику можно следующими расходными материалами и бытовым инструментом.
 для установки канализационных отводов или трапов в полах. Коронки и балеринки подобного размера для бытовых целей в продаже обнаружить сложно, сверлами выполнять работу долго, поэтому оптимальный метод — использование углошлифовальной машинки. Прорезание керамики проводят следующим образом:
для установки канализационных отводов или трапов в полах. Коронки и балеринки подобного размера для бытовых целей в продаже обнаружить сложно, сверлами выполнять работу долго, поэтому оптимальный метод — использование углошлифовальной машинки. Прорезание керамики проводят следующим образом: Болгарку при этом держат под углом с наклоном в центр круга, вначале делают небольшое углубление, которое с каждым проходом увеличивают. Радиус вырезаемой окружности делают на несколько миллиметров меньше нужного размера.
Болгарку при этом держат под углом с наклоном в центр круга, вначале делают небольшое углубление, которое с каждым проходом увеличивают. Радиус вырезаемой окружности делают на несколько миллиметров меньше нужного размера.



 Я сооружу кухонную тележку-остров для дома микроволновую печь и храните остальную посуду.
Я сооружу кухонную тележку-остров для дома микроволновую печь и храните остальную посуду.

 Наверх
Наверх aaahtung.ru
aaahtung.ru 4-6атм (пневматический листогиб) Листогиб, пневматический листогиб, гибочный> станок Толщина>
4-6атм (пневматический листогиб) Листогиб, пневматический листогиб, гибочный> станок Толщина> ..
.. .. Листогиб> ручной листогиб пневматический
.. Листогиб> ручной листогиб пневматический .. Ручные листогибы с отрезной машинкой, гидравлические листогибы … Коммерческие предложения
.. Ручные листогибы с отрезной машинкой, гидравлические листогибы … Коммерческие предложения ..
.. ..
.. .. Толщина металла пневматический
.. Толщина металла пневматический .. листогиб ручной с отрезной машинкой, листогиб пневматический , гидравлический листогиб и высокоточный электромагнитный листогиб. Продукция, изготовляемая на листогибе пневматическом ) Листогиб пневматический устанавливается на площадке, исключающей попадания атмосферных осадков,… листогиб ручной отрезной машинкой, листогиб> пневматический гидравлический листогиб
.. листогиб ручной с отрезной машинкой, листогиб пневматический , гидравлический листогиб и высокоточный электромагнитный листогиб. Продукция, изготовляемая на листогибе пневматическом ) Листогиб пневматический устанавливается на площадке, исключающей попадания атмосферных осадков,… листогиб ручной отрезной машинкой, листогиб> пневматический гидравлический листогиб .. медь) с лакокрасочным и цинковым покрытием. Область применения пневматического листогиба : монтаж кровли, наружняя или внутренняя отделка зданий,… медь) лакокрасочным цинковым покрытием. Область применения пневматического> листогиба монтаж>
.. медь) с лакокрасочным и цинковым покрытием. Область применения пневматического листогиба : монтаж кровли, наружняя или внутренняя отделка зданий,… медь) лакокрасочным цинковым покрытием. Область применения пневматического> листогиба монтаж> .. листогибручной листогиб пневматический листогиб> гидравлический листогиб
.. листогибручной листогиб пневматический листогиб> гидравлический листогиб RU — Листогиб. Листогиб пневматический
RU — Листогиб. Листогиб пневматический
 .. профилегибочного обрудования производит листогибы: листогиб ручной листогиб гидравлический листогиб пневматический листогиб универсальный. профилегибочного>
.. профилегибочного обрудования производит листогибы: листогиб ручной листогиб гидравлический листогиб пневматический листогиб универсальный. профилегибочного> 09:35:48 марта 2005Листогиб
09:35:48 марта 2005Листогиб Пневматические системы отличаются простотой, надежностью и удобством в эксплуатации. Также они подходят для быстрого и стремительного приложения силы.
Пневматические системы отличаются простотой, надежностью и удобством в эксплуатации. Также они подходят для быстрого и стремительного приложения силы.
 Автоматизация станка достигается с помощью пневматической системы. Это включает в себя разработку эффективной системы, которая снижает человеческие усилия и помогает увеличить объем производства. Он также включает в себя пневматическую систему, пневматический компонент и матрицу для резки и гибки.
Автоматизация станка достигается с помощью пневматической системы. Это включает в себя разработку эффективной системы, которая снижает человеческие усилия и помогает увеличить объем производства. Он также включает в себя пневматическую систему, пневматический компонент и матрицу для резки и гибки. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет капать и загрязнять окружающую среду, что делает пневматику более желательной там, где требуется чистота.
Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет капать и загрязнять окружающую среду, что делает пневматику более желательной там, где требуется чистота. Соленоид нажимного типа — это соленоид, в котором плунжер толкается, когда на соленоид подается электрическое напряжение. Соленоид тянущего типа — это соленоид, в котором плунжер вытягивается, когда на соленоид подается напряжение. Следует выучить названия частей соленоида, чтобы их можно было распознать при вызове для ремонта, обслуживания или установки.
Соленоид нажимного типа — это соленоид, в котором плунжер толкается, когда на соленоид подается электрическое напряжение. Соленоид тянущего типа — это соленоид, в котором плунжер вытягивается, когда на соленоид подается напряжение. Следует выучить названия частей соленоида, чтобы их можно было распознать при вызове для ремонта, обслуживания или установки. Труба чаще всего определяется внешним диаметром и толщиной стенки, но может быть указана любыми двумя параметрами: наружным диаметром, внутренним диаметром (ID) и толщиной стенки.
Труба чаще всего определяется внешним диаметром и толщиной стенки, но может быть указана любыми двумя параметрами: наружным диаметром, внутренним диаметром (ID) и толщиной стенки.
 Суреш, МЭ, 1 Нарасигаперумал.В 2 Рам кумар.М 3 Сатиш кумар.С 4
Суреш, МЭ, 1 Нарасигаперумал.В 2 Рам кумар.М 3 Сатиш кумар.С 4 Основной целью этого проекта является внедрение пневматического станка для гибки стержней на строительных площадках с меньшими затратами по сравнению с существующими гибочными станками и повышением производительности хомутов. Гибочный станок является одним из самых важных станков в цехе обработки листового металла. Он в первую очередь предназначен для изгиба. Изгиб выполнен с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически.
Основной целью этого проекта является внедрение пневматического станка для гибки стержней на строительных площадках с меньшими затратами по сравнению с существующими гибочными станками и повышением производительности хомутов. Гибочный станок является одним из самых важных станков в цехе обработки листового металла. Он в первую очередь предназначен для изгиба. Изгиб выполнен с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически. Используя обычные методы, невозможно сократить время строительства и построить его как можно раньше. Итак, требуется автоматизация строительной системы. Наши дни
Используя обычные методы, невозможно сократить время строительства и построить его как можно раньше. Итак, требуется автоматизация строительной системы. Наши дни
 Потому что мы видим, что рабочим, работающим на стройках, приходится собственноручно сгибать прутья. Это создает физические проблемы для рабочих.
Потому что мы видим, что рабочим, работающим на стройках, приходится собственноручно сгибать прутья. Это создает физические проблемы для рабочих. Если для привода пресса используется электродвигатель или какой-либо другой источник работы, отличный от человеческого усилия, то говорят, что это силовой пресс. Если пресс достигает требуемых от него больших усилий с помощью, скажем, гидравлики, то он называется гидравлическим прессом. Если в нем используется какая-либо механическая передача для достижения больших усилий, которые он воздействует на обрабатываемые объекты, и пресс приводится в действие, то это механический силовой пресс. Вероятно, самая простая форма механического пресса показана на верхней фотографии в статье по ссылке. Поворот ручек вверху поворачивает винт, толкающий заготовку.
Если для привода пресса используется электродвигатель или какой-либо другой источник работы, отличный от человеческого усилия, то говорят, что это силовой пресс. Если пресс достигает требуемых от него больших усилий с помощью, скажем, гидравлики, то он называется гидравлическим прессом. Если в нем используется какая-либо механическая передача для достижения больших усилий, которые он воздействует на обрабатываемые объекты, и пресс приводится в действие, то это механический силовой пресс. Вероятно, самая простая форма механического пресса показана на верхней фотографии в статье по ссылке. Поворот ручек вверху поворачивает винт, толкающий заготовку. Подобно гидравлическим цилиндрам, что-то заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры иногда предпочитают использовать пневматику, потому что она тише, чище и не требует большого пространства для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет вытекать и загрязнять окружающую среду, что делает пневматику более желательной там, где
Подобно гидравлическим цилиндрам, что-то заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры иногда предпочитают использовать пневматику, потому что она тише, чище и не требует большого пространства для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет вытекать и загрязнять окружающую среду, что делает пневматику более желательной там, где Их задачи заключаются в отключении, выпуске, дозировании, распределении или смешивании жидкостей. Они встречаются во многих областях применения. Соленоиды обеспечивают быстрое и безопасное переключение, высокую надежность, длительный срок службы, хорошую совместимость используемых материалов со средой, низкую мощность управления и компактный дизайн./p>
Их задачи заключаются в отключении, выпуске, дозировании, распределении или смешивании жидкостей. Они встречаются во многих областях применения. Соленоиды обеспечивают быстрое и безопасное переключение, высокую надежность, длительный срок службы, хорошую совместимость используемых материалов со средой, низкую мощность управления и компактный дизайн./p> д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. давление в баллоне достигает своего верхнего предела, воздушный компрессор отключается, после чего сжатый воздух остается в баллоне до тех пор, пока он не будет использован.0005
д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. давление в баллоне достигает своего верхнего предела, воздушный компрессор отключается, после чего сжатый воздух остается в баллоне до тех пор, пока он не будет использован.0005



 Длина хода:
Длина хода: Сжатый воздух от компрессора, выдаваемый в качестве рабочей среды для этой операции. Используются пневматические электромагнитные клапаны цилиндров одностороннего действия, клапан управления потоком и таймер. Рукав от компрессора входит в клапан управления потоком. Контролируемый воздух от клапана управления потоком поступает к электромагнитному клапану. Функция электромагнитных клапанов всего интервала времени подачи воздуха. Используется электромагнитный клапан 3/2. В одном положении воздух поступает в цилиндр и толкает поршень так, что получается изгибающий ход. В следующем положении воздух поступает с другой стороны цилиндра и толкает поршень назад, так что получается ход отпускания. Скорость хода изгиба и отпускания регулируется схемой блока управления таймером.
Сжатый воздух от компрессора, выдаваемый в качестве рабочей среды для этой операции. Используются пневматические электромагнитные клапаны цилиндров одностороннего действия, клапан управления потоком и таймер. Рукав от компрессора входит в клапан управления потоком. Контролируемый воздух от клапана управления потоком поступает к электромагнитному клапану. Функция электромагнитных клапанов всего интервала времени подачи воздуха. Используется электромагнитный клапан 3/2. В одном положении воздух поступает в цилиндр и толкает поршень так, что получается изгибающий ход. В следующем положении воздух поступает с другой стороны цилиндра и толкает поршень назад, так что получается ход отпускания. Скорость хода изгиба и отпускания регулируется схемой блока управления таймером. Длина стержня около 60 мм. Поскольку наш проект полуавтоматический, необходимо вмешательство человека. Шток размещается на пневмоцилиндре станка. Pressre устанавливается в манометре. Давление может быть изменено. Манометр управляется человеком. Когда стержень размещен, на нем отмечается место, где его следует согнуть. С помощью манометра на стержень прикладывается усилие для изгиба. При приложении давления поршень толкает шток к передней стороне машины. Из-за приложенного давления стержень изгибается в соответствии с потребностями человека. Это полуавтоматический проект, поэтому требуется вмешательство как человека, так и машины.
Длина стержня около 60 мм. Поскольку наш проект полуавтоматический, необходимо вмешательство человека. Шток размещается на пневмоцилиндре станка. Pressre устанавливается в манометре. Давление может быть изменено. Манометр управляется человеком. Когда стержень размещен, на нем отмечается место, где его следует согнуть. С помощью манометра на стержень прикладывается усилие для изгиба. При приложении давления поршень толкает шток к передней стороне машины. Из-за приложенного давления стержень изгибается в соответствии с потребностями человека. Это полуавтоматический проект, поэтому требуется вмешательство как человека, так и машины.

 Эту машину также можно использовать там, где возникают проблемы с электричеством. Этот тип гибочного станка использует сжатый воздух. Таким образом, когда возникает проблема с электричеством, мы можем заменить наш электрический компрессор на компрессор с двигателем внутреннего сгорания. Этот тип гибочного станка очень
Эту машину также можно использовать там, где возникают проблемы с электричеством. Этот тип гибочного станка использует сжатый воздух. Таким образом, когда возникает проблема с электричеством, мы можем заменить наш электрический компрессор на компрессор с двигателем внутреннего сгорания. Этот тип гибочного станка очень При этом существующие старые машины могут быть модифицированы и сделаны автоматическими, благодаря чему первоначальные затраты на приобретение новых автоматических машин могут быть сведены к минимуму. Таким образом, в этой области (автоматизация) есть много возможностей. Мы можем добиться многих типов форм, используя множество типов приспособлений в кровати. С этой системой легко справится любой работник.
При этом существующие старые машины могут быть модифицированы и сделаны автоматическими, благодаря чему первоначальные затраты на приобретение новых автоматических машин могут быть сведены к минимуму. Таким образом, в этой области (автоматизация) есть много возможностей. Мы можем добиться многих типов форм, используя множество типов приспособлений в кровати. С этой системой легко справится любой работник. Это сведет к минимуму усилия человека при меньшей физической нагрузке оператора. Негативное влияние монотонной работы на здоровье человека сводится к минимуму. Сократите потери стремени, и это уменьшит затраты на изготовление стремени. Существует возможность спроектировать стремя в соответствии со стандартами безопасности и с учетом эргономических соображений, что поможет избежать несчастных случаев при ручном изготовлении стремена. Есть размах
Это сведет к минимуму усилия человека при меньшей физической нагрузке оператора. Негативное влияние монотонной работы на здоровье человека сводится к минимуму. Сократите потери стремени, и это уменьшит затраты на изготовление стремени. Существует возможность спроектировать стремя в соответствии со стандартами безопасности и с учетом эргономических соображений, что поможет избежать несчастных случаев при ручном изготовлении стремена. Есть размах Человек всегда пытается разработать все более и более модифицированную технику с увеличением эстетического вида и экономических соображений. Поэтому возможностей всегда больше. Но из-за некоторых ограничений во времени, а также из-за отсутствия средств, мы только подумали и внесли в отчет следующие будущие модификации.1. Его можно сделать реечным или пружинным и рычажным, заменив пневматический контур реечным механизмом, а шестерню — винтом с квадратной резьбой и входным отверстием. 2. В местах с недостатком электроэнергии компрессор с электродвигателем заменяется на IC. Двигатель установлен компрессор. 3. В этой машине сжатый воздух используется для перемещения режущего инструмента для выполнения операции резки. После завершения цикла воздух выходит через выходное отверстие электромагнитного клапана. Этот воздух выбрасывается в атмосферу. В будущем может быть разработан механизм, чтобы снова использовать этот воздух для работы цилиндра. Таким образом, в будущем будет так много модификаций, которые мы можем сделать, чтобы выжить в огромном глобальном мире конкуренции
Человек всегда пытается разработать все более и более модифицированную технику с увеличением эстетического вида и экономических соображений. Поэтому возможностей всегда больше. Но из-за некоторых ограничений во времени, а также из-за отсутствия средств, мы только подумали и внесли в отчет следующие будущие модификации.1. Его можно сделать реечным или пружинным и рычажным, заменив пневматический контур реечным механизмом, а шестерню — винтом с квадратной резьбой и входным отверстием. 2. В местах с недостатком электроэнергии компрессор с электродвигателем заменяется на IC. Двигатель установлен компрессор. 3. В этой машине сжатый воздух используется для перемещения режущего инструмента для выполнения операции резки. После завершения цикла воздух выходит через выходное отверстие электромагнитного клапана. Этот воздух выбрасывается в атмосферу. В будущем может быть разработан механизм, чтобы снова использовать этот воздух для работы цилиндра. Таким образом, в будущем будет так много модификаций, которые мы можем сделать, чтобы выжить в огромном глобальном мире конкуренции


 В основе рамы использованы старые ящики от бутылок, но вы, можете повторить изготовление, взяв за основу любой другой материал.
В основе рамы использованы старые ящики от бутылок, но вы, можете повторить изготовление, взяв за основу любой другой материал.
 ..
.. Хороший станок с ЧПУ должен
Хороший станок с ЧПУ должен .. дерева», а вот здесь приведены
.. дерева», а вот здесь приведены Они
Они
 Двигатели серии FL110STH (крутящий момент 110 — 300 кгс х см)
Двигатели серии FL110STH (крутящий момент 110 — 300 кгс х см) Это означает, что покупатель получает недорогую машину, которую он должен собрать самостоятельно, чтобы начать фрезерование. Люди, которые заинтересованы в покупке фрезерного станка с ЧПУ, могут купить эти станки за несколько сотен евро.
Это означает, что покупатель получает недорогую машину, которую он должен собрать самостоятельно, чтобы начать фрезерование. Люди, которые заинтересованы в покупке фрезерного станка с ЧПУ, могут купить эти станки за несколько сотен евро. Потратив кучу денег, они получили бесполезный фрезерный станок.
Потратив кучу денег, они получили бесполезный фрезерный станок. Читая список, неопытный пользователь предполагает, что набор фрез точно подходит для обработки алюминия. К сожалению, фрезерный комплект только царапает поверхность алюминиевой заготовки, не давая полезных результатов фрезерования.
Читая список, неопытный пользователь предполагает, что набор фрез точно подходит для обработки алюминия. К сожалению, фрезерный комплект только царапает поверхность алюминиевой заготовки, не давая полезных результатов фрезерования. В этом случае вам лучше потратить немного больше денег на профессионально построенный фрезерный станок с ЧПУ.
В этом случае вам лучше потратить немного больше денег на профессионально построенный фрезерный станок с ЧПУ. .
. Если предоставляется частная гарантия, она не имеет обязательной юридической силы и, следовательно, недействительна.
Если предоставляется частная гарантия, она не имеет обязательной юридической силы и, следовательно, недействительна. Для гравировки и фрезерования дерева, пластика и цветных металлов. Идеально подходит для моделистов, дизайнеров мебели, производителей вывесок и т. д. Блок управления и все необходимые соединительные кабели встроены в основной корпус.
Для гравировки и фрезерования дерева, пластика и цветных металлов. Идеально подходит для моделистов, дизайнеров мебели, производителей вывесок и т. д. Блок управления и все необходимые соединительные кабели встроены в основной корпус. 
 Фланги резьбы слишком крутые и слишком маленькие, чтобы на «горки» оказывалась силовая передача двигателей. На фрезерном станке с ЧПУ «сделай сам» резьбовой стержень «рождается» в отверстии диаметром 8,5 мм в алюминиевом листе, из которого изготовлена вся машина и все направляющие. При движении по мосту компоненты трутся друг о друга.
Фланги резьбы слишком крутые и слишком маленькие, чтобы на «горки» оказывалась силовая передача двигателей. На фрезерном станке с ЧПУ «сделай сам» резьбовой стержень «рождается» в отверстии диаметром 8,5 мм в алюминиевом листе, из которого изготовлена вся машина и все направляющие. При движении по мосту компоненты трутся друг о друга. Пайка несовершенна. Доска прикручивается к деревянному полу без прокладок. Увидев это, каждый аудитор EMC испугается!
Пайка несовершенна. Доска прикручивается к деревянному полу без прокладок. Увидев это, каждый аудитор EMC испугается! Что должно побуждать думать о таких машинах!
Что должно побуждать думать о таких машинах! Лучше всего это можно сделать, ответив на следующие вопросы:
Лучше всего это можно сделать, ответив на следующие вопросы: Полезно собрать как можно больше информации. Его можно получить через:
Полезно собрать как можно больше информации. Его можно получить через: В идеале создаваемый вами фрезерный станок с ЧПУ «Сделай сам» (DIY) должен уметь вырезать объекты разных размеров из цельного блока материала. Он также должен обеспечивать более точные и сложные сокращения.
В идеале создаваемый вами фрезерный станок с ЧПУ «Сделай сам» (DIY) должен уметь вырезать объекты разных размеров из цельного блока материала. Он также должен обеспечивать более точные и сложные сокращения. Но несмотря ни на что, эта сумма всегда меньше, чем вам пришлось бы потратить на покупку станка с ЧПУ.
Но несмотря ни на что, эта сумма всегда меньше, чем вам пришлось бы потратить на покупку станка с ЧПУ. Это связано с тем, что комплекты ЧПУ обычно содержат все необходимое для сборки вашего станка и создания ваших творений.
Это связано с тем, что комплекты ЧПУ обычно содержат все необходимое для сборки вашего станка и создания ваших творений.
 Обычно рама удерживает все остальные части устройства на месте. Лучше всего подходят такие металлы, как алюминий, поскольку они обеспечивают жесткую конструкцию и достаточную стабильность.
Обычно рама удерживает все остальные части устройства на месте. Лучше всего подходят такие металлы, как алюминий, поскольку они обеспечивают жесткую конструкцию и достаточную стабильность. Помните, чем выше вы сделаете свой портал, тем толще будет заготовка.
Помните, чем выше вы сделаете свой портал, тем толще будет заготовка. com
com  Затем используйте понижающий преобразователь для преобразования 36-вольтового постоянного тока в 5-вольтовый постоянный ток.
Затем используйте понижающий преобразователь для преобразования 36-вольтового постоянного тока в 5-вольтовый постоянный ток.
 Теперь вы готовы начать делать свои собственные проекты! Самое приятное то, что вы можете создавать широкий спектр продуктов с помощью этих машин.
Теперь вы готовы начать делать свои собственные проекты! Самое приятное то, что вы можете создавать широкий спектр продуктов с помощью этих машин.