ИБП для твердотопливного котла должен обеспечить питанием циркуляционный насос.
Эта страница нашего сайта посвящена обеспечению бесперебойного питания твердотопливных котлов, а именно электропитанию циркуляционных насосов отопления в их составе. Что бы не ошибиться в выборе модели ИБП и внешней аккумуляторной батареи необходимо знать точно потребляемую мощность насоса (или насосной группы) и примерно, время автономной работы, которое необходимо для полного прогарания заложенного в бункер топлива, обычно это 4-6 часов.
Отдельно отметим, что для питания любых насосов (скважных, циркуляционных, дренажных, аквариумных компресоров) необходимо применять ИБП или инверторы только с чистым синусом на выходе в режиме работы от АКБ. Все оборудование, представленное ниже, при работе от аккумулятора имеет чистую синусоиду на выходе. А в ряде моделей встроен релейный стабилизатор напряжения, который спасает от пониженного напряжения при питании от сети.
Система бесперебойного питания состоит из двух частей, ИБП и внешней аккумуляторной батареи. Первый отвечает за качество, вторая составляющая, за количество (за время автономии). Ниже мы показывает Вам пять наиболее популярных комплектов, основываясь на мнения многих квалифицированных монтажников котлов, с которыми сотрудничием много лет и поэтому имеем «обратную связь», позволяющюю анализировать надежность продаваемых ИБП.
Для просмотра других вариантов, Вы можете воспользоваться системой автоматическкого подбора ИБП + АКБ для насоса.
Оптимальными, мы подобрали в первую очередь по надежности и соотношению тока заряда с емкостью АКБ. Не все ИБП имеют право работать с индуктивной нагрузкой, (насосы, компресоры, электроприводы, кондиционеры) — Hiden — это ИБП с чистым синусом. Кроме этого он имеет встроенный стабилизатор напряжения. Аккумуляторы Leoch — это средний класс, свои 5-7 лет в тяжелых температурных условиях они работают.
ИБП для маломощных насосов и групп суммарной мощностью до 200 Вт
24 159 ₽
19 391 ₽
18 203 ₽
21 487 ₽
В любом комплекте можно заменить модель ИБП на более Вам понравившуюся из списка ниже, кроме того, если насосная группа большая, и мощность превышает 250 Вт или Вы хотите подключить к ИБП кроме насосов еще и освещение дома, то следует остановиться на моделях мощностью 400-1600 Вт.
Расчет емкости аккумулятора
Приведем порядок точного расчета времени автономии к примеру для насоса. исходные данные: паспортная электрическая потребляемая мощность 60 ватт, и необходимо обеспечить бесперебойное питание от ИБП на срок 12 часов. Согласно формуле расчета емкости аккумуляторов 60 Вт умножаем на 12 часов, делем на 8.65 = 83 а/час. Округляем до 100 Это суммарная емкость АКБ. Варианты аккумуляторов в таблице ниже. Это не все варианты аккумуляторных батарей, которые есть у нас на складе или доступны к заказу. Если Вы перейдете в раздел АКБ, установите нужный диапазон емкости, то сможете подобрать и другие варианты по цене и качеству.
Более мощные ИБП для насосов и насосных групп котлов.
Модели ИБП мощностью 350-2000 Вт
15 600 ₽
18 900 ₽
14 400 ₽
15 145 ₽
При самостоятельном выборе модели, обращайте внимание на реальную (номинальную) мощность ИБП. К примеру Stark 1000 LI, это не 1000 вт, жирным шрифтом мы выделяем реальную мощность из инструкции к аппарату. Мощность 600 Вт превышать это значение не следует, т.к. это приведет к перегреву ИБП.
Важно! Если необходимо обеспечить бесперебойную работу циркуляционного и скважного насосавместе, нужно выбрать ИБП средней мощности, учитывая большие пусковые токи скважного. Как правило для надежной работы используется 2000-3000 кВт бесперебойник с АКБ.
Хотим Вас предостеречь от применения автомобильных аккумуляторов в составе систем бесперебойного питания насосов и котлов. Из-за неподвижности и малых зарядных токов в автоАКБ уже через 2-3 месяца произойдет расслоение электролита (вода наверху, кислота внизу) и как следствие — потеря емкости, «живут» эта АКБ не более 1-2 лет, и подведут в самый ответственный момент, а срок службы AGM аккумуляторов до 7-10 лет!
Подробнее в статье
применение авто АКБ в ИБП.
Важно! Время автономии, или по другому, время работы ИБП в паре с комплектом АКБ, зависит только от емкости батареей и КПД инвертора ИБП. Чем больше емкость, тем дольше насос будет работать и поддерживать циркуляцию теплоносителя в трубах. Однако очень большую емкость поставить сложно из-за ограничения по току заряда. Нормальным считается ток заряда, равный 10% от емкости АКБ. У ИБП энергия ток заряда 8-10 ампер максимальный, поэтому предел емкости в 120 Ah, более он быстро не зарядит.
Предлагаемые AGM аккумуляторы для работы с ИБП для насосов
12 703 ₽
7 887 ₽
9 158 ₽
11 787 ₽
16 540 ₽
В эксплуатации аккумуляторов к ИБП, сделанных по технологии AGM или Gel есть свои особенности, которые нужно знать, что бы они прослужили долго. Производители АКБ пишут срок службы 10-12 лет, это максимум, достичь которого можно крайне редко. Дело в том, что АКБ для ИБП должен постоянно находится под зарядом (этот заряд назавается буферным, он компенсирует саморазряд батареи). температура в помещении, где установлена батарея, 20-25 градусов. Не выполнение этих условий сильно снижает срок службы. А причины следующие:
Главная ошибка — летом. Летом, когда котел и его насосы не нужны, принято из экономии отключать ИБП до следующего отопительного сезона. Это правильно, т.к. зачем в холостую будет тратиться электроэнергия. Но противоречит условиям эксплуатации, поэтому рекомендуем один раз в месяц включать ИБП, не подключая к насосу и котлу, на 3-5 часов, для подзаряда батарей
Температура — редко в котельной устанавливаются кодиционеры. Поэтому сложно выдержать рекомендованные 20-25 градусов. Но на этапе установки комплекта надо стараться выбрать такое расположение АКБ, что бы нагрев их был минимальным.
Зима — период интенсивного использования, кол-во разрядов батареи (срабатывания ИБП) для этой технологии равно 260 циклам. Если отключения частые, это тоже влияет на срок службы. При отключениях каждый день используйте не AGM технологию, а GEL — у таких АКБ кол-во полных циклов до 350!
Как правильно выбрать бесперебойник по мощности:
ИБП для насоса, мощность
Потребляемая насосом мощность обычно указывается на корпусе и имеет не одно. а три-черыре значения в зависимости от положения регулятора скорости вращения. В таблице легко сориентироваться, Пример мы привели на фото слева.
Пусковые токи циркуляционных насосов, по сравнению с скважными не велики, с ними легко справляется ИБП и 4-5 кратный запас делать не надо. Доставточно двукратного, еще и на тот случай, когда напряжение с сети опустится ниже 190 вольт.
Особенностью и существенным недостатком всех линейно-интерактивных ИБП является снижение номинальной мощности при входном напряжении 190 вольт и ниже. Как видно из графика, взятого из инструкции по эксплуатации к ИБП Энергия, при входном напряжении 170 вольт бесперебойник может развить только 70% своей номинальной мощности. к примеру ПН-500 250 Вт превращается в 175 Вт. Поэтому запас по мощности нужен в первую очередь для надежности всей системы.
Надеемся, что изложенная информация помогла Вам принять при покупке ИБП для насоса отопления наиболее оптимальное решение!
основные виды источников питания, особенности и подходящие модели ИБП
Автор: Александр Старченко 0 комментариев
Автономные системы отопления могут работать без циркуляционного насоса, а могут иметь один или более таких устройств. Циркуляционный насос обеспечивает нормальное движение теплоносителя по трубам отопительной системы и препятствует её застаиванию.
При отключении сетевого напряжения в результате аварии или по другой причине, отключение насоса в зимнее время может поставить под угрозу работоспособность всей системы отопления и даже привести к серьёзной аварии. Исходя из этого, источник бесперебойного питания для циркуляционного насоса отопления должен являться обязательной частью системы.
Содержание:
Принцип действия и конструкция ИБП
Резервные
Линейно-интерактивные
Инверторные
Преимущества и недостатки различных типов ИБП
Критерии выбора резервного источника питания
Определение требуемой мощности ИБП
Емкость батарей
Входное напряжение
Напряжение на выходе и его форма
Модели ИБП
Подводим итоги
Принцип действия и конструкция ИБП
Источник аварийного энергоснабжения, в зависимости от конструкции, может выполнять следующие функции:
Автоматическое переключение на питание от аккумулятора;
Преобразование постоянного напряжения 12В в переменное 220В;
Фильтрацию сетевых помех;
Стабилизацию сетевого напряжения.
Переход питания циркуляционного насоса на аккумулятор, инвертирование напряжения и фильтрацию от импульсных помех выполняют все ИБП, а стабилизацию осуществляют только устройства, оборудованные соответствующим блоком.
Отечественные ИБП. Большой ассортимент инверторных источников бесперебойного питания для котлов и насосов отопления представлен отечественной компанией «Энергия», положительные отзывы о продукции которой вы можете без труда найти на просторах интернета. Ознакомиться с продукцией компании вы можете на сайте официального представителя ВольтМаркет.ру.
В системах электроснабжения могут использоваться следующие модели аварийных источников питания:
Резервные ИБП;
Линейно-интерактивные;
ИБП с двойным инвертированием.
Резервные
Аварийные источники в нормальных условиях обеспечивают электропитание потребителя непосредственно от сети, а при её отключении осуществляют автоматический переход на аккумулятор. Постоянное напряжение с аккумулятора сначала поступает на преобразователь напряжения, где оно становится переменным и повышается до 220 вольт. Сетевое напряжение не стабилизируется, а чтобы блокировать сетевые импульсные помехи, в устройстве используется пассивный фильтр.
Линейно-интерактивные
Линейно-интерактивный блок резервного питания имеет одно существенное отличие. В нём для выравнивания напряжения сети используется простой стабилизатор. Он выполнен по схеме с использованием автотрансформатора, где при изменении напряжения на входе электронный коммутатор подключает соответствующие обмотки. Схема стабилизации позволяет получить на выходе напряжение лишь немного отличающееся от номинального. Преобразователь напряжения и фильтр в этом устройстве так же имеются.
Инверторные
Источник питания с использованием двойного инвертирования представляет собой конструкцию принципиально отличающуюся от двух предыдущих. В этом устройстве сетевое напряжение выпрямляется, при этом часть энергии запасается в батарее конденсаторов. Во втором инверторе происходит вторичное преобразование постоянного тока в переменный ток.
Конденсаторы выполняют двойную функцию. Если напряжение слишком велико, то в них хранятся её излишки, а в случае снижения напряжения, нехватка восполняется накопленной энергией.
Всем процессом преобразования управляет микроконтроллер с кварцевым генератором, что обеспечивает высокую точность не только напряжения, но и частоты. Каждый бесперебойник для циркуляционного насоса отопления содержит в своей конструкции зарядное устройство для подзарядки аккумуляторной батареи.
Отечественные ИБП. Большой ассортимент инверторных источников бесперебойного питания для котлов и насосов отопления представлен отечественной компанией «Энергия», положительные отзывы о продукции которой вы можете без труда найти на просторах интернета. Ознакомиться с продукцией компании вы можете на сайте официального представителя ВольтМаркет.ру.
Преимущества и недостатки различных типов ИБП
Идеального источника аварийного питания не существует, и каждая модель обладает своими достоинствами.
У резервного источника они следующие:
Высокий КПД;
Малый уровень шума и тепловыделения;
Самая низкая стоимость.
Недостатки резервного источника питания:
Большое время переключения;
Искажённая форма напряжения на выходе;
Отсутствует возможность коррекции амплитуды и частоты.
Параметры линейно-интерактивного источника несколько лучше:
Высокий КПД;
Отсутствие шумов;
Стабилизация напряжения с использованием автотрансформатора.
Минусы:
Длительное время переключения;
Низкая точность;
Форма напряжения приближена к трапеции;
У низкобюджетных моделей наблюдается отклонение по частоте.
Предлагаем вам посмотреть хороший видеоролик о видах и критериях выбора ИБП для котлов отопления и циркуляционных насосов:
Инверторные ИБП. Система аварийного электропитания с двойным инвертированием обладает целым рядом несомненных достоинств, которые ставят эту конструкцию на лидирующее место.
Плюсы:
Работа в широком диапазоне сетевого напряжения;
Высокая точность стабилизации;
Отсутствие времени на переключение;
Точное соответствие частоты;
Отсутствие любых помех на выходе;
Идеальная форма напряжения.
Минусы:
Высокая стоимость;
Постоянный шум от вентилятора.
Бесперебойник для насоса отопления должен обладать одним очень важным параметром – это синусоидальная форма сигнала на выходе. Если сигнал имеет форму меандра, трапеции или ступенчатой синусоиды, электродвигатель насоса будет работать в тяжёлом режиме, что в конечном итоге приведёт к необратимым последствиям и замене двигателя. Чёткую синусоиду выдаёт источник, выполненный по схеме с двойным преобразованием. В некоторых случаях можно использовать ИБП резервного типа. Это допустимо, когда напряжение питания отключается крайне редко и практически постоянно насос системы отопления работает от сети.
Критерии выбора резервного источника питания
Резервные источники питания, предназначенные для работы с насосами системы отопления должны выбираться по нескольким характеристикам:
Мощность;
Ёмкость аккумуляторной батареи;
Время допустимой автономной работы;
Возможность использования внешних батарей;
Разброс входного напряжения;
Точность напряжения на выходе;
Время перехода на резерв;
Искажения напряжения на выходе.
Выбирать ИБП для циркуляционного насоса следует по нескольким основным параметрам, определяющим из которых является мощность.
Определение требуемой мощности ИБП
Электродвигатель, являющийся составной частью насоса системы отопления, представляет собой реактивную нагрузку индуктивного типа. Исходя из этого следует рассчитывать мощность ИБП для котла и насоса. В технической документации на насос может быть указана мощность в ваттах, например, 90 W (Вт). В ваттах обычно указывается тепловая мощность. Чтобы узнать полную мощность требуется значение тепловой мощности разделить на Cos ϕ, который так же может быть указан в документации.
Например, мощность насоса (Р) равна 90W, а Cos ϕ 0,6. Полная мощность вычисляется по формуле:
Р/Cos ϕ
Отсюда полная мощность ИБП для нормальной работы насоса должна быть равна 90/0,6=150Вт. Но это ещё не окончательный результат. В момент запуска электродвигателя, его потребляемый ток возрастает примерно в три раза. Поэтому реактивную мощность следует умножить на три.
В итоге мощность ИБП для циркуляционного насоса отопления будет равна:
P/Cos ϕ*3
В приведенном примере мощность блока питания будет равна 450 ватт. Если косинус фи в документации не указан, тепловую мощность в ваттах следует разделить на коэффициент 0,7.
Емкость батарей
Ёмкость аккумуляторной батареи определяет время, в течение которого насос системы отопления будет работать при отсутствии сети. Встроенные в ИБП аккумуляторы обычно имеют небольшую ёмкость, определяемую, прежде всего, размерами устройства. Если источник резервного питания будет работать в условиях частых и длительных перебоев в электроснабжении, следует выбирать модели допускающие возможность подключения дополнительных внешних аккумуляторов.
Очень познавательный ролик о личном опыте человека, который столкнулся с приобретением инвертора для котла и насоса отопления, смотрите:
Входное напряжение
Стандарт сетевого напряжения 220 вольт предполагает допустимые отклонения ± 10%, то есть от 198 до 242 вольт. Это означает, что все устройства, используемые на территории Российской Федерации должны корректно работать в этих пределах. На самом деле в различных регионах, а особенно в сельской местности, отклонения и скачки напряжения могут значительно превышать эти величины. Перед приобретением ИБП для насоса отопления очень полезно будет выполнить замеры напряжения сети неоднократно, в течение суток. В паспорте на источник резервного питания указываются допустимые пределы напряжения на входе, при которых устройство обеспечивает напряжение на выходе близкое к номиналу.
Напряжение на выходе и его форма
Если параметры напряжения на выходе бесперебойника укладываются в допустимые 10 процентов, то для питания насоса системы отопления это устройство вполне подойдёт. Время, которое требуется плате управления, чтобы переключиться на питание от аккумулятора обычно не превышает десятков микросекунд. Для электродвигателя этот параметр не критичен.
Очень важным параметром ИБП, необходимым для корректной работы насоса системы отопления, является форма выходного сигнала. Электродвигатель насоса требует гладкой синусоиды, которую из всех моделей источников резервного питания может обеспечить только устройство двойного преобразования или on-line ИБП. Кроме идеальной синусоиды на выходе, данный источник так же выдаёт точную величину напряжения и частоты.
При установке ИБП для насоса отопления следует руководствоваться некоторыми правилами:
Температура в помещении должна соответствовать величинам, указанным в документации;
В помещении не должно быть паров едких реагентов и горючих жидкостей;
Контур заземления должен быть выполнен в соответствии с правилами эксплуатации электроустановок.
Модели ИБП
Энергия ПН-1000 представляет собой мощный источник резервного питания. Благодаря встроенному стабилизатору, устройство обеспечивает номинальное напряжение на выходе при изменениях сетевого напряжения в пределах 120-275 вольт. Форма сигнала в виде гладкой синусоиды прекрасно подходит для питания реактивной индуктивной нагрузки, какой является электродвигатель насоса отопительной системы. Энергия ПН-1000 вместе с аккумулятором Delta DTM 12100L на 100А/ч обеспечивает бесперебойное питание для насоса отопления мощностью 150Вт в течение 8 часов. Устройство имеет встроенный фильтр сетевых помех, информационный дисплей и интерфейс RS-232.
Этот и другие стабилизаторы напряжения для отопительной системы от компании Энергия вы можете найти на сайте официального представителя компании ВольтМаркет.ру.
Компактный источник аварийного питания Теплоком 222/500 предназначен для применения в отопительных газовых системах. Это простое устройство с однофазным стабилизатором релейного типа обеспечивает работу с нагрузкой, не превышающей 230 Вт.
Универсальный стабилизатор Скат ST 1515 обеспечивает напряжение 220 В при колебаниях сети от 145 до 260 В и значении частоты 50 Гц ± 1 %. Если величина напряжения превышает указанные параметры, нагрузка будет отключена автоматически.
Подводим итоги
На основании эксплуатационных требований к электродвигателям насосов систем отопления ИБП должен обеспечивать следующие параметры:
Форма напряжения – гладкая синусоида;
Запас по мощности – не менее 20%;
Автоматическое отключение нагрузки;
Минимальное время переключения на резерв.
Кроме того, устройство должно работать в определённом диапазоне температур, иметь устройство индикации режимов и физических величин.
Понравилась статья? Сохрани в соц сетях!
Циркуляционные насосы | Насосы подачи воды
Циркуляционные насосы
Доля
Поделиться по электронной почте
Поделиться через Twitter
Поделиться через Facebook
Поделиться через Linkedin
Распечатать
Циркуляционные насосы
Циркуляционные насосы Pentair, специально разработанные для циркуляции охлаждающей плиты, долговечны и надежны.
Профессиональные ресурсы
Центр загрузки
Концентратор Pentair Pro
Служба поддержки клиентов
Поддержка продукта
Свяжитесь с нами
Мы здесь, чтобы помочь с любым из ваших запросов о продуктах.
Свяжитесь с нами
Поддержка и ресурсы
Центр водного образования
Центр загрузки
Про Хаб
Купить на месте
Введите местоположение:
Кнопка геолокации Или же
Дилеры не найдены. Пожалуйста, попробуйте другое место.
Удельный вес арматуры в 1 метре в зависимости от ее диаметра
Таблица теоретического васа арматуры
Способы и формулы расчета веса арматуры в зависимости от диаметра
Пример расчета веса арматуры в зависимости от ее диаметра
Для усиления бетонных конструкций широко используется арматурная сталь. Ее стержни выступают несущими элементами и повышают стойкость ЖБК к изгибающим и сжимающим деформациям. Это закладной материал, поэтому масса арматуры обязательно должна учитываться при выполнении статистического расчета конструкции любого возводимого здания или сооружения.
Вся сложность такой процедуры обусловлена периодическим профилем этого металлопроката. Поэтому людям, не имеющим специального образования, при возведении хозяйственных построек и при закупке металла проще использовать удельный вес арматуры, приведенный в стандартах на этот вид продукции. При проектировании и строительстве крупных и ответственных объектов уже используются сложные математические расчеты и специализированное программное обеспечение.
Из всех видов стали арматура самая массовая в использовании. С момента, когда она впервые была применена, прошло немало лет и за это время расширился ее сортамент, а также была введена практика маркировки прочности. Больше о классификации и видах арматуры читайте в нашем материале.
Таблица теоретического веса арматуры
Номинальный и расчетный диаметр, мм
(ДСТУ 3760)
Номинальная площадь поперечного сечения, мм2
(ДСТУ 3760)
Расчетная масса одного м.п, кг
(ДСТУ 3760)
Ориентировочное количество метров в 1000 кг (оценка)
5,5/-
23,8
0,187
5347
6,5/5,5
28,3
0,222
4504
8,0/7,5
50,3
0,395
2531
10,0/9,0
78,5
0,617
1620
12,0/10,9
113,0
0,888
1126
14,0/12,6
154,0
1,210
826
16,0/14,8
201,0
1,580
632
18,0/16,6
254,0
2,000
500
20,0/18,5
314,0
2,470
404
22,0/20,8
380,0
2,980
335
25,0/23,2
491,0
3,850
259
28,0/25,6
616,0
4,830
207
32,0/30,6
804,0
6,310
158
36,0/34,3
1018,0
7,990
125
40,0/38,2
1256,0
9,860
101
Способы и формулы расчета веса арматуры в зависимости от диаметра
Справочная теоретическая масса арматурной стали позволяет быстро получить нужные цифры, тем более что табличная структура достаточно простая. Надо только выбрать размер интересующего профиля и найти соответствующее значение. Например, один метр арматурного проката 8,0 мм будет весить 395 грамм, а уже 10 метров – 3,95 кг и так далее.
На основании справочных данных таблицы можно легко подсчитать, сколько весит арматура для одного конструктивного элемента и всего сооружения в целом. Для этого достаточно:
суммировать длину стержневых отрезков с одинаковым профилем;
произвести умножение по формуле m1 = m1т. × l1, где: m1 – общий теоретический вес арматуры одного диаметра, m1т и l1 – соответственно теоретическая масса одного м.п проката и его суммарная длина. Соответственно, если проект предполагает использование нескольких диаметров, то аналогичные вычисления делаются для каждой позиции отдельно;
высчитать общую массу используемой арматурной стали – mΣ = m1 + … + mn. Для случаев, когда применяется только прокат одного размера, данный расчет не проводится, так как mΣ = m1.
Если планируется использование арматурного металлопроката и под рукой нет справочной таблицы, то его массу можно вычислить. Вес погонного метра арматуры рассчитывается так же, как и масса стали с круглым сечением.
m = π × r2 × ρ × l = ¼ × π × D2 × ρ × l, где:
m – масса одного п.м гладкой арматурной стали;
π – математическая постоянная, равна 3.14;
r и D – соответственно радиус и диаметр проката в метрах;
ρ – плотность материала, у углеродистой стали она составляет около 7850 кг/м3;
l – длина стержня, по умолчанию принимаем ее равной одному метру.
Узнать метраж проката (n) в одной тонне также несложно. Достаточно 1000 кг разделить на теоретический вес погонного метра арматуры. То есть, для арматурной стали 20 мы получим:
n = 1000 : 2,47 = 404,9 м.
Если вы не хотите утруждать себя расчетами, то наиболее простой способ узнать вес арматуры – таблица или онлайн-калькулятор.
Важно. Для металлопроката с периодическим профилем расчеты, как правило, не выполняются, так как достаточно трудно произвести измерения. У такого проката базовым расчетным параметром является диаметр стержня, объективно снять его размеры часто мешают серповидные и продольные выступы. Поэтому лучше уточнить информацию о товаре у менеджеров МЕТИНВЕСТ-СМЦ.
Пример расчета веса арматуры в зависимости от ее диаметра
Для наглядности рассчитаем массу гладких стержней диаметром 8,0 и 18 мм. Это позволит запомнить алгоритм расчета. Также мы проверим справедливость гипотезы, утверждающей, что номинальные диаметры периодического профиля соответствуют диаметрам равновеликих по площади поперечного сечения гладкого профиля, а значит массы их метровых отрезков совпадают.
Итак, определим вес арматуры в метре. Обращаем внимание на необходимость перевода используемых параметров в стандартные единицы.
Если сравнить полученные цифры с данными таблицы ДСТУ 3760:2019, мы увидим, что они практически одинаковые. Это делает данную методику расчета и использование справочных данных взаимозаменяемыми. Тут каждым сам решает, какой способ ему лучше использовать в конкретных условиях.
Но в любом случае, оперируя расчетными или справочными данными о весе погонного метра арматуры и метраже проката в тонне, вы сможете не только избежать конфликтов с недобросовестными продавцами, но и рационально организовать хранение и использование материала. Звоните в металлоцентры ООО МЕТИНВЕСТ-СМЦ по телефону 0800-30-30-70, у нас можно купить металлическую арматуру которая содержит все необходимые сертификаты, а также предоставляем профессиональные консультации о товаре и его эксплуатационных свойствах.
Мы рады, что вы заинтересовались информацией из нашего блога. И даем согласие на использование материалов для учебных целей или для личного пользования. Однако предупреждаем, что копирование информации для публичного распространения – это нарушения авторского права и других прав интеллектуальной собственности, согласно Бернской конвенции и Закона Украины об авторском праве №3792-XII.
Таблица весов арматуры А3, масса, характеристики и применение
Арматура — неотъемлемая часть фундамента, с которого, как правило, начинается любое строительство сооружения. С её помощью также изготавливают железобетонные плиты, фонарные столбы и другие ж/б конструкции. Масса арматуры А3 прямо зависит от диаметра прутка и длины. 3 класс арматуры требует для её создания специальной стали, в число которых входит 25Г2С. Она отлично подходит для зон повышенной сейсмической активности, а также имеет свойство превосходного сваривания.
Отличительным фактором данного класса арматуры является рифлёная поверхность, благодаря которой сцепление с бетоном более крепкое, в отличие от арматуры с гладкой поверхностью. Эта марка имеет отличные характеристики в плане сжатия и разрыва, что препятствует растрескиванию бетона и обеспечивает более длительной срок службы ж/б конструкций.
Характеристики и технология производства А3
Этот тип арматуры изготавливается с помощью таких методов:
упрочненный вытяжкой;
горячекатаный;
термически упрочненный.
Выпускаются эти прутки немерные и мерные. Мерная длина состоит из прутков 6м и 11,7м, а немерная длина — это любой отрезок арматуры вплоть до 11.7 метра, но не более. Допустимый процент немерной длины в партии равен 10.
Сегодня производство арматуры входит в число главных направлений современного металлопроката. Такая популярность обусловлена тем, что чаще всего арматура применяется в строительной сфере. Вес арматуры А3 позволяет также выполнять каркасные работы. Процесс изготовления включает следующие этапы:
приём и транспортировка стали;
правка;
чистка;
резка;
гибка;
сварка сеток и каркасов, если необходимо.
На крупных предприятиях изготовление полностью автоматизировано, небольшие производители работают в ручном режиме. Из-за разных трудозатрат, стоимость продукции может отличаться. Обычно в цеху имеется две линии, где изготавливается арматура, — для бухт и прутков. Хранится готовая продукция на специальных стеллажах, с соблюдением требуемых норм.
Таблица весов арматуры А3
В ниже приведённой таблице указаны данные веса погонного метра арматура А3.
Наименьший диаметр прутков класса А3 равняется 6мм, а наибольший 40мм. Ниже представлена таблица веса арматуры А3.
Примечание: цифры в скобках — масса прутка Bp-I.
Если вдруг у вас не оказалось под рукой таблицы, вес прутка можно рассчитать следующим образом. Для начала найдём объём: 1 м x (0,785 x D x D). В скобках это геометрическая площадь круга диаметром D и удельный вес арматуры А3, который равняется 7850 кг/м.куб.
Для примера рассчитаем вес арматуры класса А3 20мм. Итак, расчёт объема: 1(м)*(0.785*0.02*0.02) =0,000314 м3. Затем вес: 0,000314*7850=2,4649, что примерно равно значению в таблице.
История возникновения арматуры А3
Изначально с момента появления железобетонных конструкций армирование не проводилось. Такая технология стала возможна благодаря цветоводу из Франции Жозефу Монье, который жил в период 1823-1906 г.г.
Начиная с 1861 года, он был занят поисками укрепления садовых кадок. И вот уже в 1867 году, 16 июля, он получил свой первый патент в этой области, который дал сдвиг в разработке ж/б конструкций. Спустя время учёные и строители переняли эстафету его опытов и разработок, которые существенно улучшили характеристики каркаса в железобетоне. На сегодняшний день мы имеем арматуру А3 в том виде, в котором она представлена.
Разновидности и применение
Арматура 3 класса изготавливается из низко- и высокоуглеродистой стали диаметром 6-40мм. Из-за разных условий применения такой арматуры, она подразделяется на два типа:
напряженная;
ненапряженная.
Считается, что А3 12мм самая востребованная в строительстве. Вес 1 метра арматуры А3 12мм согласно таблице всего 0,888 грамм. С ней легко и удобно работать, но в то же время она достаточно жёсткая для вязки каркаса и сетки. Её применяют при армировании несъемной опалубки. При возведении частных домов или дач, используется ленточный фундамент, где и применяется арматура такого диаметра.
Для проектировщиков, чтобы оценить стоимость строительства, крайне важно знать вес метра арматуры А3. Однако провести подсчёт этой величины придется в том случае, если необходимо подготовить проект или требуется изменить диаметр прутка арматуры, при отсутствии необходимого.
Напоминаем, что все заинтересованные лица могут без особого труда сделать заказ и купить арматуру в Москве с помощью нашего сайта или посетив нас по адресу г. Москва, ул. Расплетина д. 5, предварительно согласовав время и дату.
Вес арматурных стержней № 3, 4, 5, 6, 7, 8, 9 и 10 на метр
Вес арматурных стержней № 3, 4, 5, 6, 7, 8, 9 и 10 на метр | вес арматуры номер 3 на метр | вес арматуры номер 4 на метр | вес арматуры номер 5 на метр | вес арматуры номер 6 на метр.
Вес арматурного стержня номер 3, 4, 5, 6, 7, 8, 9 и 10 на метр
Арматурный стержень представляет собой короткую форму арматурного стержня, это стальной стержень или стальная проволока, используемая в качестве натяжного стержня, используемая в железобетонной конструкции, такой как колонна. , балка и плита домостроения, а также используется в армированной кладочной конструкции. Применяется для повышения прочности бетонной конструкции.
◆Вы можете следить за мной на Facebook и подписаться на наш канал Youtube
Вы также должны посетить:-
1)что такое бетон и его виды и свойства
расчет количества бетона для 2) и его формула
Поверхность арматурного стержня/арматурного стержня часто деформируется ребрами, чтобы способствовать лучшему сцеплению с бетонным материалом и снизить риск проскальзывания. Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде.
Размеры стали/арматурного стержня и их диаметр, основанные на США, поскольку мы знаем, что в разных странах мира есть свои собственные градации, спецификации стали и записи об измерениях для арматурного стержня. Во-первых, помните, что арматура измеряется по-разному в США и Европе. в то время как Соединенные Штаты используют имперскую систему измерения. В Европе и большей части остального мира используется метрическая система.
В этой статье мы кратко объясняем «какой вес числа 3, 4, 5, 6, 7, 8, 9& 10 арматурных стержней на метр» на основе имперской системы измерения. Это поможет зрителям лучше понять и легко выбрать наиболее подходящую арматуру в соответствии с требованиями.
Британский размер арматурного стержня/размер арматурного стержня
Американский/британский размер арматурного стержня дает диаметр в единицах 1/8 дюйма (3,2 мм), для размеров стержней от № 2 до № 10 мы используем эту формулу, например размер арматурный стержень номер 2 (#2) имеет размер 1/8 дюйма в метрической системе, так что 2×1/8 дюйма = 0,25 дюйма или 6 мм,
Стальная арматура/арматурный стержень, британская британская единица измерения, доступна в размере арматурного стержня 2,5, также читается как арматурный стержень № 2,5 или арматурный стержень № 2,5. размер арматурного стержня номер 2,5 (#2,5) составляет 1/8 дюйма в метрической системе измерения, так что 2,5 × 1/8 дюйма = 0,3125 дюйма или 8 мм.
Стальная арматура/арматурный стержень, британский стандарт США/США, доступный в размере арматурного стержня № 3, также читаемого как арматурный стержень № 3 или арматурный стержень № 3. размер арматурного стержня номер 3 (#3) составляет 1/8 дюйма в метрической системе измерения, так что 3×1/8 дюйма = 3/8 дюйма или 10 мм, поэтому размер арматурного стержня номер 3 в метрической системе составляет около 10 мм.
Стальная арматура/арматурный стержень, британская британская система мер, доступна в размере арматурного стержня 4, также читается как арматурный стержень №4 или арматурный стержень №4. размер арматурного стержня номер 4 (#4) составляет 1/8 дюйма в метрической системе измерения, так что 4×1/8 дюйма = 1/2 дюйма или 12 мм, поэтому размер арматурного стержня номер 4 в метрической системе составляет около 12 мм.
Стальная арматура/арматурный стержень, британский стандарт США/США, доступный в размере арматурного стержня № 5, также читаемого как арматурный стержень № 5 или арматурный стержень № 5. размер арматурного стержня номер 5 (#5) составляет 1/8 дюйма в метрической системе измерения, так что 5×1/8 дюйма = 5/8 дюйма или 16 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 16 мм.
Стальная арматура/арматурный стержень, британская британская система мер, доступна в размере арматурного стержня № 6, также читается как арматурный стержень № 6 или арматурный стержень № 6. размер арматурного стержня номер 6 (#6) составляет 1/8 дюйма в метрической системе измерения, так что 6×1/8 дюйма = 3/4 дюйма или 20 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 20 мм.
Стальной стержень/арматурный стержень, британский стандарт США, доступен в размере арматурного стержня № 7, также читаемого как арматурный стержень № 7 или арматурный стержень № 7. размер арматурного стержня номер 7 (#7) составляет 1/8 дюйма в метрической системе измерения, так что 7×1/8 дюйма = 7/8 дюйма или 22 мм, поэтому размер арматурного стержня номер 7 в метрической системе составляет около 22 мм.
ЧИТАЙТЕ ТАКЖЕ :-
Вес стержня в связке: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня за штуку: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня на метр: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес номеров 3, 4, 5, 6, 7, 8, 9 & 10 арматурных стержней на фут
Вес номеров 3, 4, 5, 6, 7, 8, 9 & 10 арматурных стержней на метр
Стальная арматура США/ британская британская система измерения/ арматурный стержень доступен в размере арматурного стержня № 8, также читается как арматурный стержень № 8 или арматурный стержень № 8. размер арматурного стержня номер 8 (#8) составляет 1/8 дюйма в метрической системе измерения, так что 8×1/8 дюйма = 1 дюйм или 25 мм, поэтому размер арматурного стержня номер 8 в метрической системе составляет около 25 мм.
Стальная арматура/арматурный стержень США/британского стандарта доступна в размере арматурного стержня № 9, также читается как арматурный стержень № 9 или арматурный стержень № 9. размер арматурного стержня номер 9 (#9) составляет 1/8 дюйма в метрической системе измерения, так что 9×1/8 дюйма = 9/8 дюйма или 29 мм, поэтому размер арматурного стержня номер 9 в метрической системе составляет около 29 мм.
Стальная арматура/арматурный стержень стандарта США/британской британской системы измерения доступна в размере арматурного стержня 10, также читается как арматурный стержень № 10 или арматурный стержень № 10. размер арматурного стержня номер 10 (#10) составляет 1/8 дюйма в метрической системе измерения, так что 10×1/8 дюйма = 5/4 дюйма или 32 мм, поэтому размер арматурного стержня номер 10 в метрической системе составляет около 32 мм.
Он также доступен с номерами арматуры 11, 14 и 18, он также может быть настроен в соответствии с требованиями клиентов.
ЧИТАЙТЕ ТАКЖЕ :-
Вес стержня в связке: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня за штуку: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня на метр: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес номера 3, 4, 5, 6, 7, 8, 9& 10 арматурных стержней на фут
Вес номеров 3, 4, 5, 6, 7, 8, 9 & 10 арматурных стержней на метр
Вес № 2, № 3, № 4, № 5, № 6, № 7, № 8, № 9 и № 10 Арматурный стержень США / империя
Сколько весит арматура № 3, 4, 5, 6, 7, 8, 9 и 10 на метр
Размер арматуры/ Арматурный стержень, используемый в строительных работах, в арматуре № 3 (10 мм), арматуре № 4 (12 мм), арматуре № 5 (16 мм), арматуре № 6 (20 мм), арматуре № 8 (25 мм), арматуре № 9. 2/162,5, где D — диаметр арматурного стержня в мм.
Вес арматурного стержня номер 2,5 или 8 мм на метр будет (8×8)/162,5 = 0,39 кг/метр.
Вес арматурного стержня номер 3 (#3) или арматурного стержня 10 мм на метр будет (10×10)/162,5= 0,61 кг/метр.
Вес арматурного стержня № 4 (#4) или арматурного стержня 12 мм на метр будет (12×12)/162,5= 0,88 кг/метр.
Вес арматурного стержня № 5 (#5) или арматурного стержня 16 мм на метр будет =(16×16)/162,5= 1,58 кг/метр.
Вес арматурного стержня № 6 (#6) или арматурного стержня 20 мм на метр будет (20×20)/162,5 = 2,46 кг/метр.
Вес арматурного стержня № 7 (#7) или арматурного стержня 22 мм на метр будет (22×22)/162,5= 2,97 кг/метр.
Вес арматурного стержня № 8 или арматурного стержня 25 мм на метр будет (25×25)/162,5= 3,85 кг/метр.
Вес арматурного стержня номер 9 (#9) или арматурного стержня 28 мм на метр будет (28×28)/162,5= 4,824 кг/метр.
Вес арматурного стержня № 10 (#10) или 32 мм на метр будет (32×32)/162,5= 6,30 кг/метр.
Вес арматурного стержня № 11 (#11) или арматурного стержня 36 мм на метр будет (36×36)/162,5= 7,97 кг/метр.
◆Вы можете подписаться на меня в Facebook и
Подпишитесь на наш канал Youtube
Удельный вес арматурного стержня в кг/м
Удельный вес арматурного стержня определяется как масса на единицу длины, если вес арматурного стержня / арматурный стержень, измеряемый в килограммах на метр, известный как удельный вес арматурного стержня в кг/м.
Масса арматуры 8 мм составляет 0,39 кг/м, арматуры 10 мм может быть 0,61 кг/м, арматуры 12 мм может быть 0,88 кг/м, арматуры 16 мм может быть 1,58 кг/м, для Арматура 20 мм может быть 2,46 кг/м, арматура 22 мм может быть 2,97 кг/м, для арматуры 25 мм, может быть 3,85 кг/м, для арматуры 28 мм, может быть 4,824 кг/м, для арматуры 32 мм, может быть 6,30 кг/м, а удельный вес для арматуры 36 мм, может быть 7,97 кг/м.
Таблица веса арматуры (с БЕСПЛАТНЫМ калькулятором)
Что такое арматура?
Арматура — это общее название стержня из ребристой стали, включая горячекатаный стержень из оребренной стали и стержень из холоднокатаной ребристой стали.
Марка арматуры состоит из HRB и минимального предела текучести арматуры, которая делится на три марки: HRB335, HRB400 и HRB500.
Для класса сейсмической арматуры буква «Е» добавляется после обычной арматуры, такой как HRB400E.
Поскольку плотность заготовки (7,85 г/см³), используемой для прокатки арматуры, одинакова, теоретический вес арматурных стержней одной и той же спецификации одинаков независимо от того, одинаковы ли метод прокатки и марка.
Вы можете использовать наш калькулятор веса арматуры или таблицу ниже, чтобы рассчитать вес арматурной стали.
Калькулятор веса арматуры
Таблица веса арматуры (единица измерения: кг/м)
Item
Model
Unit
Weight
Rebar
Φ6
kg/m
0. 222
Rebar
Φ8
kg/m
0.395
Rebar
Φ10
kg/m
0.6169
Rebar
Φ12
kg/m
0.888
Rebar
Φ14
kg/m
1.21
Rebar
Φ16
kg/m
1.58
Rebar
Φ18
kg/m
2
Rebar
Φ20
kg/m
2. 47
Rebar
Φ22
kg/m
2.98
Rebar
Φ25
kg/m
3.85
Rebar
Φ28
kg/m
4.83
Rebar
Φ32
kg/m
6.31
Rebar
Φ36
kg/m
7.99
Rebar
Φ40
kg/m
9.87
Rebar
Φ50
kg/m
15. 42
MS HR round wire rod
Φ5.5
kg/m
0.187
MS HR round wire rod
Φ6.0
kg/m
0.222
MS HR round wire rod
Φ6.5
kg/m
0.26
MS HR round wire rod
Φ7.0
kg/m
0.3019
MS HR round wire rod
Φ7.5
kg/m
0.3469
Steel Strand for Prestressed Concrete(1×2 )
10
kg/km
310
Steel Strand for Prestressed Concrete(1×2)
12
kg/km
447
Steel Strand for Prestressed Concrete(1×3)
10. 8
kg/km
465
Steel Strand for Prestressed Concrete(1×3)
12.9
kg/km
671
Steel Strand for Prestressed Concrete(1×7)Standard
9.5
kg/km
432
Steel Strand for Prestressed Concrete(1×7)Standard
11.1
kg/km
580
Steel Strand for Prestressed Concrete(1×7)Standard
12.7
kg/km
774
Steel Strand for Prestressed Concrete(1×7)Standard
ЭС — трубы стальные электросварные по ГОСТ 10704-91
БШ — трубы стальные бесшовные по ГОСТ 8734-75 ГОСТ 8732-78 и ГОСТ 8731-74(от 20 до 530 мм).
Полимерная — ПЭ, ПП, ПВХ….
Соответствие Ду, DN, резьб и диаметров стальных и полимерных труб по ГОСТ и DIN / EN
Номинальный (Условный)
диаметр Ду — устарело , DN
Диаметр NPS в дюймах,
в т. ч. диаметр
резьбы G»
Наружный диаметр трубы D, мм
DIN / EN
ВГП
ЭС, БШ
Полимерная
10
3/8″
17,2
17
16
16
15
1/2″
21,3
21,3
20
20
20
3/4″
26,9
26,8
26
25
25
1″
33,7
33,5
32
32
32
1 1/4″
42,4
42,3
42
40
40
1 1/2″
48,3
48
45
50
50
2″
60,3
60
57
63
65
2 1/2″
76,1
75,5
76
75
80
3″
88,9
88,5
89
90
90
3 1/2″
101,6
101,3
102
110
100
4″
114,3
114
108
125
125
5″
139,7
140
133
140
150
6″
168,3
165
159
160
160*
6 1/2″
177,8
—
180
180
175**
7″
196,7
—
193,7
200
200
8″
219,1
—
219
225
225
9″
244,5
—
245
250
250
10″
273
—
273
280
300
12″
323,9
—
325
315
400
16″
406,4
—
426
400
500
20″
508
—
530
500
600
24″
609,6
—
630
630
800
32″
812,8
—
820
800
1000
40″
1016
—
1020
1000
1200
48″
1219,2
—
1220
1200
* Допускается применять только для гидравлических и пневматических устройств.
** Для арматуры общего назначения применять не допускается.
Обычно для маркировки размера труб / арматуры / насосов / фланцев в дюймах, как Вы заметили, используют понятие NPS = Nominal Pipe Size или «Номинальный размер трубы «. Его метрический эквивалент называется DN = Diametre Nominel, по русски это — «условный проход» (русское обозначение Ду — устарело и теперь это тоже DN)
DIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458
ЭС — трубы стальные электросварные по ГОСТ 10704-91
БШ — трубы стальные бесшовные по ГОСТ 8734-75 ГОСТ 8732-78 и ГОСТ 8731-74(от 20 до 530 мм).
Полимерная — ПЭ, ПП, ПВХ….
Таблица соответствия Ду и наружных диаметров труб по ГОСТ и DIN: в мм и дюймах
Опубликовано 2020-11-12
Поделиться статьей
Из-за различий стандартов производства продукции трубопроката, произведенной в странах Европейского союза, Китае и США, возникают технические проблемы соответствия диаметров труб дюймам.
На данной странице приведена таблица соответствия условного и наружного диаметра труб в дюймах и миллиметрах по стандартам DIN и ГОСТ.
Условный диаметр Ду, DN
Диаметр в дюймах, в т.ч. диаметр резьбы G»
Наружный диаметр трубы D, мм
DIN / EN
ВГП
ЭС, БШ
Полимерная
10
3/8
17,2
17
16
16
15
1/2
21,3
21,3
20
20
20
3/4
26,9
26,8
26
25
25
1
33,7
33,5
32
32
32
1 1/4
42,4
42,3
42
40
40
1 1/2
48,3
45
50
50
2
60,3
60
57
63
65
2 1/2
76,1
75,5
76
75
80
3
88,9
88,5
89
90
90
3 1/2
101,6
101,3
102
110
100
4
114,3
114
108
125
125
5
139,7
140
133
140
150
6
168,3
165
159
160
160
6 1/2
177,8
—
180
180
200
8
219,1
—
219
225
225
9
244,5
—
245
250
250
10
273
—
273
280
300
12
323,9
—
325
315
400
16
406,4
—
426
400
500
20
508
—
530
500
600
24
609,6
—
630
630
800
32
812,8
—
820
800
1000
40
1016
—
1020
1000
1200
48
1219,2
—
1220
1200
Примечание
В ячейках таблицы соответствия наружного диаметра водогазопроводных труб отстуствуют значения, т. к. стандарт DIN для данного значения условного диаметра на территории России используется редко.
Оцените нашу статью
[Всего голосов: 5 Рейтинг статьи: 4.8]
АВТОР СТАТЬИ Редакция E-metall Сайт-агрегатор позволяет искать металл без посредников у конечных поставщиков: владельцев металла и производителей. Данные о наличии и стоимости металла регулярно обновляются и отображаются в единой таблице поиска с удобными фильтрами и сортировкой. С помощью сервиса можно быстро найти металл и связаться с выбранным поставщиком.
Материалы по теме
Покупаете металл?
На нашем сервисе вы бесплатно можете увидеть по какой цене, в каком объеме и где именно лежит та или иная позиция из вашей заявки. Мы размещаем наличие 711 проверенных поставщиков без посредников.
Каталог
Поставляете металл?
На нашем сервисе вы можете разместить свои складские остатки и начать получать дополнительные обращения от пользователей нашего сервиса. Разместить наличие
Вы есть в соцсетях?
Подписывайтесь на нас, следите за новостями и бонусами.
Предложите тему
Мы стараемся писать на самые важные и актуальные темы для вас. Если вы не нашли в нашем блоге статьи на интересующие вас темы, скажите нам об этом.
Предложить тему
Разместите свой материал
Вы можете разместить свою статью рекламного или информационного содержания.
Связаться
Таблица размеров труб от DN до NPS [в мм и дюймах]
При выборе клапана вам необходимо знать, какой размер трубы необходим для трубопровода в вашем приложении. Трубы имеют размеры в соответствии с двумя обозначениями размеров: DN и NPS. Поскольку эти классификации основаны на двух разных системах измерения, таблица преобразования DN в NPS является обязательной для проектирования трубопроводной системы.
Что означают DN и NPS?
DN означает номинальный диаметр , который обозначает размер трубы (в частности, ее внутренний диаметр) в миллиметрах (мм). NPS, или номинальный размер трубы — это просто неметрический эквивалент, в котором диаметр измеряется в дюймах (дюймах). В печати обозначения размеров труб не сопровождаются аббревиатурой единицы измерения. Например, диаметр трубы может отображаться как DN 20 или NPS ¾.
Размеры DN соответствуют метрическим стандартам Международной организации по стандартизации (ISO) для всех трубопроводов водопровода, природного газа, мазута и других различных трубопроводов. NPS используется для измерения труб, клапанов, фитингов и других компонентов трубопроводных систем и соответствует стандартам Американского общества инженеров-механиков (ASME). Аббревиатуру NPS часто путают с аббревиатурой 9.0009 национальная трубная прямая , которая относится к стандарту, регулирующему структуру и форму трубной резьбы.
Как измеряются размеры труб?
При измерении с помощью точной линейки точный диаметр трубы может не соответствовать какой-либо классификации размера DN или NPS. Это связано с тем, что трубы названы и классифицированы на основе их «номинального» или «торгового» наименования для упрощения; например, труба с классом NPS 3 может фактически иметь внутренний диаметр 3 ⅝ дюйма.
Если на трубе нет маркировки или вы не уверены в ее размере, вы можете определить это с помощью некоторых простых инструментов.
Для измерения фитинга с наружной резьбой вам понадобится веревка, линейка и калькулятор.
Оберните шнур вокруг трубы и отметьте точку контакта.
С помощью линейки выпрямите струну и измерьте расстояние от конца струны до точки соприкосновения.
Разделите полученное значение на 3,1459 ().
Обратитесь к таблице размеров труб, чтобы определить ближайшее значение DN или NPS.
Определить размер фитинга с внутренней резьбой намного проще, для этого потребуются только линейка и калькулятор.
Обратитесь к таблице размеров труб, чтобы определить ближайшее значение DN или NPS.
Как только вы узнаете размерную классификацию ваших труб, вы поймете, какие размеры клапанов вам могут понадобиться. Размеры клапанов напрямую зависят от диаметра трубы, в которой они размещены. Однако существует две классификации клапанов по размерам.
Полнопроходные (или полнопроходные) клапаны имеют порт или отверстие, диаметр которого соответствует диаметру трубы, в которой он находится. Например, полнопроходной шаровой кран на 1 ¼ дюйма предназначен для трубы NPS 1 ¼.
Клапаны со стандартным отверстием (или со стандартным проходом) предназначены для установки на трубы следующего наименьшего размера. Это означает, что шаровой кран со стандартным отверстием ½” предназначен для установки в трубу NPS ¾.
Как правильно выбрать клапан
Полнопроходные клапаны имеют низкое сопротивление потоку и поэтому могут действовать как еще один участок трубы, когда полностью открыты. В полностью открытом состоянии полнопроходной клапан практически не вызывает падения давления, что представляет собой разницу в давлении среды по обе стороны от клапана. Полнопроходные клапаны необходимы для приложений, в которых скорость потока и перепад давления являются критическими факторами, и они особенно предпочтительны для более вязких сред. Они являются лучшим выбором для изоляции сред в системе трубопроводов, и большинство из них обеспечивают двухсторонний поток.
Так как стандартные портовые клапаны имеют отверстия, которые немного уже, чем трубы, в которых они находятся, они обеспечивают немного большее сопротивление среде, протекающей через клапан. В полностью открытом положении стандартные портовые клапаны вызывают падение давления. Клапаны со стандартным проходом являются выбором по умолчанию для большинства применений и легкотекучих сред, особенно в условиях ограниченного пространства, и являются более экономичными, чем полнопроходные клапаны.
Хотя клапаны со стандартным портом ограничивают поток, размеры портов клапана обычно не являются основной причиной узких мест в системе трубопроводов; скорее, скорость потока обычно определяется длиной трубы и количеством изгибов в системе трубопроводов.
Таблица размеров труб
Загрузите или распечатайте эту таблицу для быстрого доступа к преобразованиям DN и NPS.
Преобразование номинального размера трубы (NPS)
Ду
(мм)
NPS
(дюймы)
10
⅜
15
½
20
¾
25
1
32
1 ¼
40
1 ½
50
2
–
2 ½
65
–
80
3
–
3 ½
100
4
125
–
–
5
150
6
200
8
250
10
300
12
350
14
400
16
450
18
500
20
600
24
700
28
800
32
900
36
1000
40
1200
48
Загрузить таблицу здесь
Если у вас есть какие-либо вопросы по размеру трубы или вам нужна помощь в выборе правильного размера шарового крана для вашего применения, команда Gemini Valve будет рада помочь. Отправьте нам сообщение сегодня, и мы скоро свяжемся с вами.
Джордж Паккард
Вице-президент по маркетингу
Джордж Паккард, вице-президент по маркетингу компании Gemini Valve, более 10 лет занимается техническими продажами и маркетингом в отрасли арматуростроения. Разнообразный опыт Джорджа включает в себя общение с клиентами для устранения неполадок в критических приложениях и работу с ведущими инженерами отрасли для продвижения последних инноваций в конструкции автоматизированных шаровых кранов.
Таблица размеров труб от DN до NPS [в мм и дюймах] Ресурс
Эта таблица поможет вам преобразовать ваши измерения в правильный размер трубы.
Загрузить
Таблицы перевода труб из DN в дюймы и миллиметры
Рынок импорта труб в настоящее время варьируется от Европы, Америки до Азии, поэтому стандарты измерения будут разными. Понимание таблицы преобразования размеров труб (трубы из нержавеющей стали, стальные трубы, пластиковые…) поможет пользователям не путаться в единицах измерения. Давай, давайте познакомимся с Дай Дуонг В этой статье офлайн
Nội dung chính
Понятие единицы измерения
Что такое DN?
Что такое дюйм?
Что такое «Фи»?
Толщина стенки
Инструкция по переводу номинального диаметра трубы в миллиметры и дюймы
Для труб с DN6 – DN90 или от 1/8” — 3½”:
Для труб с DN100 – DN200 или от 4 ” до 8”:
Для труб с DN250 – DN600 или от 10” до 24”:
Зачем нужно знать преобразование номинального размера трубы
Понятие единицы измерения
Если пластиковая труба измеряется внешними размерами, то металлическая труба измеряется внутренними размерами.
В настоящее время во Вьетнаме общепринятыми единицами измерения являются DN, Inch, Phi. Некоторые трубы имеют эту единицу измерения как NPS (номинальный размер трубы), если труба из Северной Америки. Но НПВ не так популярны во Вьетнаме, как другие.
Что такое DN?
DN — номинальный размер трубы, английское название — Diametre Nominal. DN — это система, соответствующая международным стандартам качества ISO, поэтому они обычно используются во многих типах труб, таких как водопроводные трубы, системы газопроводов, бытовые канализационные системы и здания.
Что такое дюйм?
Единица измерения длины, используемая в Северной Америке (США и Канада). Во Вьетнаме также принято использовать дюймы для измерения длины или толщины трубы. Однако производители часто переводят дюймы в миллиметры — общепринятую единицу измерения во Вьетнаме для удобства работы. Дюймы обозначаются ”
Вы можете использовать эту формулу для преобразования дюймов в миллиметры: 1 дюйм = 25,4 мм
Или перейдите на https://www.metric-conversions.org/en/chieu-dai/inch- sang-milimet.htm для правильного поиска.
Что такое «Фи»?
«Phi» — номинальный наружный диаметр. Если страны Европы измеряют трубы по DN, то во Вьетнаме в качестве единицы измерения диаметра трубы часто используется «Phi».
Phi, обозначается как Φ (заглавные буквы) и φ (строчные буквы), в миллиметрах (мм). В метрической системе миллиметры эквивалентны 1/1000.
Формула для преобразования дюймов в миллиметры: мм = дюймы / 0,039370
Толщина стенки
Толщина стенки трубы (График), единица измерения мм — индекс, который часто прикрепляется к DN для наиболее точного преобразования размера трубы. Толщина стенки трубы на доске преобразования обозначается аббревиатурой SCH или SCHED. В зависимости от разных стандартов СЧ имеет разную толщину.
Инструкция по переводу номинального диаметра трубы в миллиметры и дюймы
Некоторые распространенные ошибки потребителей, такие как: «DN21 — это Φ21» или «Φ21, наружный диаметр должен быть равен 21 мм». Однако при различных стандартах производства фактический диаметр также будет отличаться. Обычно производители имеют точные таблицы пересчета размеров труб, а также стандарты производства труб.
Чтобы преодолеть эту пагубную путаницу, следующая таблица преобразования размеров труб (соответствующая некоторым общепринятым стандартам, таким как ASTM, ASME, A106, API 5L, A53, A312…) будет очень полезна как производителям, так и потребителям:
Для труб с DN6 – DN90 или от 1/8” — 3½”:
Для труб с DN100 – DN200 или от 4” до 8”:
Для труб с DN250 – DN600 или от 10” на 24”:
Зачем нужно знать перевод номинальных размеров труб
Таблица преобразования размеров труб облегчает сотрудникам компании работу с производителем благодаря специфическим параметрам, которые популярны в металлической трубе рынка в стране и мире.
Лист стальной размеры толщина, размер металлического листа таблица
Лист стальной размеры толщина, размер металлического листа таблица
Металлические листы сделанные из стали ст3сп/пс, 08пс/кп имеют различную толщину, раскрой и вид, что в свою очередь определяет их размер. Основные параметры листа — это его толщина и раскрой. Основные виды металлических листов: холоднокатаные, горячекатаные, оцинкованные, рифлёные, просечно-вытяжные. Основные размеры и толщины представлены в таблицах ниже:
Лист стальной таблица размеров
Лист горячекатаный таблица: размер вес толщина
1.5x1250x2500
11,8 кг/м2
2x1250x2500
15,7 кг/м2
2.5x1250x2500
19,76 кг/м2
3x1250x2500
23,61 кг/м2
4x1500x6000, 4х1500х3000
31,4 кг/м2
5x1500x6000, 5х1500х3000
39,35 кг/м2
6x1500x6000, 6х1500х3000
47,1 кг/м2
7x1500x6000, 7х1500х3000
0 кг/м2
8x1500x6000, 8х1500х3000
62,8 кг/м2
9x1500x6000, 9х1500х3000
0 кг/м2
10x1500x6000, 10х1500х3000
78,5 кг/м2
12x1500x6000, 12х1500х3000
94,2 кг/м2
14x1500x6000
109,9 кг/м2
16x1500x6000
125,6 кг/м2
18x1500x6000
141,3 кг/м2
20x1500x6000
157 кг/м2
22x1500x6000
172,7 кг/м2
25x1500x6000
197 кг/м2
30x1500x6000
236 кг/м2
32x1500x6000
251 кг/м2
36x1500x6000
275 кг/м2
40x1500x6000
283 кг/м2
45x1500x6000
314 кг/м2
50x1500x6000
393 кг/м2
60x1500x6000
471 кг/м2
70x1500x6000
0 кг/м2
80x1500x6000
628 кг/м2
90x1500x6000
0 кг/м2
100x1500x6000
785 кг/м2
110x1500x6000
0 кг/м2
120x1500x6000
0 кг/м2
130x1500x6000
0 кг/м2
140x1500x6000
0 кг/м2
150x1500x6000
0 кг/м2
160x1500x6000
0 кг/м2
Лист холоднокатаный таблица: размер вес толщина
0. 5x1250x2500, 0.5x1000x2000
3,92 кг/м2
0.6x1250x2500
4,71 кг/м2
0.7x1250x2500
5,5 кг/м2
0.8x1250x2500
6,28 кг/м2
0.9x1250x2500
7,06 кг/м2
1x1250x2500
7,85 кг/м2
1.2x1250x2500
9,42 кг/м2
1.4x1250x2500
10,99 кг/м2
1.5x1250x2500
11,77 кг/м2
1.8x1250x2500
14,13 кг/м2
2x1250x2500
15,7 кг/м2
2.5x1250x2500
19,62 кг/м2
3x1250x2500
23,5 кг/м2
Лист оцинкованный таблица: размер вес толщина
0.45x1250x2500
3,73 кг/м2
0.5x1250x2500, 0.5x1000x2000
4,13 кг/м2
0.55x1250x2500
4,52 кг/м2
0.7x1250x2500
5,7 кг/м2
0.8x1250x2500
6,48 кг/м2
0. 9x1250x2500
7,27 кг/м2
1x1250x2500
8,05 кг/м2
1.2x1250x2500
9,62 кг/м2
1.5x1250x2500
11,97 кг/м2
2x1250x2500
15,9 кг/м2
2.5x1250x2500
19,82 кг/м2
3x1250x2500
23,84 кг/м2
Лист рифленый таблица: размер вес толщина
3x1250x2500 чечевица
23,5 кг/м2
4x1500x6000 чечевица
31,4 кг/м2
5x1500x6000 чечевица
39,25 кг/м2
6x1500x6000 чечевица
47,1 кг/м2
8x1500x6000 чечевица
62,8 кг/м2
10x1500x6000 чечевица
78,5 кг/м2
12x1500x6000 чечевица
96,8 кг/м2
Лист стальной цены за метр м2 за тонну >>>
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Размеры листов металлических — Размеры Инфо
Виды стальных листов:
холоднокатаный (ХК): сортамент согласно ГОСТ 19904-90;
горячекатаный (ГК): сортамент согласно ГОСТ 19903-2015;
оцинкованный (ОЛ): сортамент согласно ГОСТ 14918-80;
рифленый (РЛ): сортамент согласно ГОСТ 8568-77;
латунные листы (ЛЛ): сортамент согласно ГОСТ 2208-2007;
плиты стальные (ПС): сортамент согласно ГОСТ 12947-67;
листы стальные просечно-вытяжные (ПВЛ): сортамент согласно ГОСТ 8706-78, ТУ 36. 26.11-5-89;
алюминиевые листы (АЛ): сортамент согласно ГОСТ 21631-76;
нержавеющие листы (НЛ): сортамент согласно ГОСТ 5582-75.
Размеры металлического листа:
толщина: 0.35-5 (мм) — холоднокатанный лист;
толщина: 0.4-160 (мм) — гороячекатанный лист;
стандартные размеры: 1000 (мм) х 1200 (мм), 1250 (мм) х 2500 (мм), 1500 (мм) х 6000 (мм).
Маркировка:
А: лист повышенной точности;
Б: лист стандартной точности;
ПО: повышенная, выдержанная плоскостность;
ПВ: повышенная, высокая плоскостность;
ПН: нормальная, стандартная плоскостность;
НО: необработанная кромка;
О: обрезная кромка.
Важно: Поставка стали толщиной 1.2-12 (мм) возможна как в рулонах так и в листовом формате.
В листах сталь изготавливается толщиной 0.5-160 (мм).
Стандарт Существующие международные стандарты
s (мм) Толщина листа металлического (мм)
Полная толщина листа металлического.
b (мм) Ширина листа металлического (мм)
Полная ширина листа металлического.
l (м) Длина листа металлического (м)
Длина профиля листа металлического изготавливаемая на заводе.
ГОСТ 19903-2015 Прокат листовой горячекатаный
0.40-160
500-4400
0.710-12
ГОСТ 19904-90. Прокат листовой холоднокатаный
0.35-5.00
500-2350
1-6
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения
0.35-2.0
x
x
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий
0.5-2.0
x
x
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением
2.5-12
600-2200
x
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали
0. 05-4.00
4-500
x
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением
0.05-4.00
100-2000
x
ГОСТ 12947-67 Плиты стальные для станочных приспособлений
8-40
60-500
0.080-1
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов
0.3-10.5
600-2000
2-7.2
Стандартные размеры листового металла
Гиды
Поделиться:
Листовой металл доступен в различной толщине, измеренной в толщине.
Изображение предоставлено SimoneN/Shutterstock.com
Листовой металл обычно измеряется в калибре, вес которого зависит от толщины и типа материала. Цифры будут различаться в зависимости от типа материала и будут постепенно увеличиваться по мере утончения листа (за исключением цинкового листа, который здесь не обсуждается). Здесь представлены таблицы для алюминия, стали, нержавеющей стали и оцинкованного стального листа толщиной от 1/64 до 1/4 дюйма. Номера калибров продолжаются как в более толстых, так и в более тонких секциях, но эти диаграммы охватывают наиболее распространенные диапазоны. Диаграммы включают дробные, десятичные и метрические размеры для справки.
Калибр
для алюминия основан на шкале Брауна и Шарпа (американский калибр проволоки), а для сталей — на стандартной шкале производителей. Листовая сталь в Англии имеет другую систему размеров.
Датчики
изначально были разработаны для волочения проволоки, поскольку не существовало точного метода определения диаметра. Провода протягивались через все более тонкие матрицы, и каждой матрице присваивался номер. Когда появилась возможность тянуть более толстые провода, пришлось присвоить новые номера калибра. Поскольку нет. 1 уже был установлен, нет. В игру вступили 0 (один балл), 00 (два балла) и т. д.
Датчики листового металла
В таблице 1 ниже приведены наиболее распространенные размеры листового металла для алюминия, стандартной листовой стали, нержавеющей стали и оцинкованной стали. Также указан вес квадратного метра материала.
Таблица 1 — Размеры листового металла, включая толщину и вес на квадратный фут
Дюймы
Десятичный
мм
Манометр
Вес/фут 2
Алюминий
1/64 дюйма
0,015925 дюйма
.0201
24
0,284 фунта
.0226
23
. 319
.0253
22
.357
.0285
21
.402
1/32
.03125
.794 мм
.031496
.800
.0320
20
.452
.0359
19
.507
.03937
1.000
. 0403
18
.569
.0453
17
.639
3/64
.046875
1.190
.0508
16
.717
.0571
15
.806
1/16
.0625
1,587
.063
. 0641
14
.905
.0720
13
1,016
5/64
.078125
1,984
.07874
2.000
.0808
12
1,140
.0907
11
1,280
3/32
.09375
2,381
. 098425
2.500
.1019
10
1,438
7/64
.109375
2,778
.1144
9
1,614
.11811
3.000
1/8
.1250
3,175
.1285
8
1,813
. 137795
3.500
9/64
.140625
.1443
7
2,036
5/32
.15625
3,968
.15748
4.000
.1620
6
2,286
11/64
.171875
4,365
. 177165
4.500
.1819
5
2,567
3/16
.1875
4,762
.19685
5.000
13/64
.203125
5.159
.2043
4
2,883
.216535
5,5
7/32
. 21875
5,556
.2294
3
3,237
15/64
.234375
5,953
.23622
6.000
1/4
.250
6.350
.2576
2
3,635
.2893
1
4.083
Сталь
. 0149
28
.608
1/64
.015625
.396
.015748
.400
.0179
26
.730
.0209
25
.853
.023622
.600
.0239
24
.975
. 0269
23
1,097
.027559
.700
.0299
22
1,220
1/32
.03125
.794
.031496
.800
.0329
21
1,342
.035433
.900
. 0359
20
1,465
.03937
1.000
.0418
19
1,705
3/64
.046875
1.190
.047244
1.200
.0478
18
1,950
.0538
17
2,195
. 059055
1.500
.0598
16
2.440
1/16
.0625
1,567
.0673
15
2,746
.0747
14
3,047
5/64
.078125
1,984
.07874
2.000
. 086614
2.200
.0897
13
3,659
3/32
.09375
2,381
.0
2.400
.098425
2.500
.1046
12
4,267
.106299
2.700
7/64
. 109375
2,778
.11811
3.000
.1196
11
4,879
1/8
.125
3,175
.1345
10
5.487
.1495
9
6.099
5/32
.15625
3,968
. 15748
4.000
.1644
8
6.707
.1793
7
7.315
3/16
.1875
4,762
.188967
4.800
.1
4.900
.1943
6
7,927
13/64
. 203125
5.159
.2092
5
8,534
.2242
4
9.146
.23622
6.000
.2391
3
9.754
1/4
.25
6.350
Нержавеющая сталь
. 0156
28
.649
1/64
.015625
.396
.015748
.400
.0187
26
.778
.0219
25
.911
.023622
.600
.0250
24
1.040
. 027559
.700
.0281
23
1,169
.0312
22
1,298
1/32
.03125
.794
.031496
.800
.0344
21
1,432
.035433
.900
. 0375
20
1,561
.03937
1.000
.0437
19
1,819
3/64
.046875
1.190
.047244
1.200
.0500
18
2,081
.0562
17
2,339
. 059055
1.500
1/16
.0625
1,567
16
2,601
.0703
15
2,926
.0781
14
3.250
5/64
.078125
1,984
.07874
2.000
.086614
2.200
. 0937
13
3,899
3/32
.09375
2,381
.0
2.400
.098425
2.500
7/64
.109375
2,778
.1094
12
4,553
.11811
3.000
1/8
. 125
3,175
11
5.202
.1406
10
5.851
.1562
9
6.500
5/32
.15625
3,968
.15748
4.000
.1719
8
7.154
3/16
.1875
4,762
7
7.803
. 188967
4.800
.1
4.900
.2031
6
8.452
13/64
.203125
5.159
.2187
5
9.101
.2344
4
9,755
.23622
6.000
1/4
. 25
6,35
3
10.404
Оцинкованная сталь
.0142
31
.579
1/64
.015625
.396
.0157
30
.640
.015748
.400
. 0172
29
.702
.0187
28
.763
.0202
27
.824
.0271
26
.855
.023622
.600
.0247
25
1,008
.027559
.700
. 0276
24
1,126
.0306
23
1,248
1/32
.03125
.794
.031496
.800
.0336
22
1,371
.035433
.900
.0366
21
1,493
. 03937
1.000
.0396
20
1,615
.0456
19
1,860
3/64
.046875
1.190
.047244
1.200
.0516
18
2.105
.0575
17
2,346
. 059055
1.500
1/16
.0625
1,567
.0635
16
2,590
.0710
15
2,896
5/64
.078125
1,984
.0785
14
3.202
.07874
2.000
. 086614
2.200
.0934
13
3.810
3/32
.09375
2,381
.0
2.400
.098425
2.500
.1084
12
4.422
7/64
.109375
2,778
. 11811
3.000
.1233
11
5.030
1/8
.125
3,175
.1382
10
5,638
5/32
.15625
3,968
.1532
9
6.250
.15748
4.000
. 1681
8
6.858
3/16
.1875
4,762
Резюме
В этой статье представлен краткий обзор стандартных размеров листового металла для алюминия, стандартной стали, нержавеющей стали и оцинкованной стали. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Изделия из других металлов
Ведущие производители и поставщики вольфрама и карбида вольфрама в США
Типы бронзы
О проволочных формах — краткое руководство
О проволочных изделиях — краткое руководство
О нержавеющей стали — краткое руководство
Титан: плотность, другие характеристики и применение
Типы алюминиевых и никелевых сплавов
Ведущие поставщики металлов
Больше из Металлы и изделия из металла
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найти материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков Заявите о профиле своей компании ico-arrow-default-right ico-supplier
Более 500 000 подробных профилей поставщиков
ico-white-paper-case-study
Более 300 000 статей и технических документов
ico-product
6 миллионов+ промышленных товаров
ico-cad
Более 10 миллионов 2D- и 3D-чертежей САПР
Листовой металл – материалы, стандартные размеры и процессы формовки
Листовой металл сегодня является основой всего машиностроения. Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.
Чтобы в полной мере использовать листовой металл, инженеры должны сначала кое-что знать о нем. Это включает в себя стандартные размеры, материалы, различия в производстве и возможные методы формования.
Что такое листовой металл?
Листовой металл — это одна из форм, в которых можно купить металл. Листовой металл — это любой металл толщиной от 0,5 до 6 миллиметров.
Существуют и другие единицы измерения, используемые для классификации металлов по толщине.
Миллиметры, милы и калибры
Фольга, листы и пластины почти одинаковы, разница только в толщине. Толщина измеряется тремя способами – миллиметрами, милами и датчиками. В то время как миллиметр — довольно простая единица измерения, милы и датчики распространены только в машиностроении и производстве.
Один мил равен одной тысячной дюйма. Поскольку британцы часто используют «mils» во множественном числе для миллиметров, это может немного сбивать с толку, но разница важна.
Калибр — еще один прибор для измерения толщины листового металла. Хотя официальные стандарты не поощряют использование манометров, они не так уж редки. Датчик представляет толщину металла по отношению к его весу на квадратный фут. Более высокий калибровочный номер означает меньшую толщину.
Поскольку фактическая толщина (мм) одного и того же калибра связана с весом металла, она отличается для разных металлов (например, 12-мм сталь и 12-мм алюминий).
Фольга, листы и пластины
Пройдясь по основным системам измерения, мы можем теперь рассмотреть классификацию фольги, листов и пластин. Для нашей цели мы будем придерживаться миллиметров в качестве единицы измерения.
Металлическая фольга
Металлическая фольга особенно часто используется с алюминием, ее часто называют оловянной фольгой. Толщина фольги обычно до 0,2 мм.
Листовой металл следующий на очереди. Толщина листового металла начинается от 0,5 мм и доходит до 6 мм. Все что выше это металлическая пластина.
Тонкий листовой металл легко формуется, но при этом обладает высокой прочностью. При относительно низкой цене он отлично подходит для большинства инженерных целей. Именно поэтому мы видим его повсюду вокруг себя.
В конце статьи мы обсудим различные методы формовки листового металла.
Обычные материалы
Почти все распространенные инженерные металлы также используются в виде листов. Некоторые из них из углеродистой стали, нержавеющей стали, меди и алюминия. Выбор подходящего для вас сводится к применению и требованиям вашего продукта.
Металлические листы имеют те же механические свойства, что и основной металл. Таким образом, стальные листы обладают высокой прочностью на растяжение и долговечностью, пригодными для использования в конструкциях и машинах.
В то же время медные листы часто находят применение в качестве декоративного слоя на современных зданиях.
Стандартные размеры
Стандартные размеры применимы как к размерам, так и к толщинам листа. Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.
Стандартные размеры листового металла
Знание стандартных размеров листа поможет вам оптимизировать расположение деталей. Много раз мы получали детали для производства, которые немного превышали стандартные размеры. Это означает больше брака и более высокие общие затраты для клиента.
Кроме того, следует помнить о наличии листов разных размеров. В то время как маленькие, средние и большие листы почти всегда есть в наличии на складе каждого производителя листового металла, листов большого размера может не быть.
У многих из них может не быть оборудования для резки таких больших листов. Так что знание возможностей вашего производителя здесь пригодится.
Иногда можно просто сварить вместе два меньших листа, но это не оптимальное решение. Особенно, когда большое внимание уделяется эстетике вашего проекта.
Стандартная толщина листового металла
В приведенной выше таблице указаны стандартные толщины листового металла и металлических пластин. Как видите, для каждого вида металла существуют свои стандарты.
Кроме того, следует обращать внимание не только на начальную и конечную точки, но и на фактические значения. Кто-то просит нестандартную толщину довольно часто.
Определенно существуют исключения для этой таблицы. Мы просто советуем вам следовать этим толщинам из-за сложности поиска материалов. Все вышеперечисленное легко доступно у многих производителей листового металла.
Горячекатаный и холоднокатаный листовой металл
Существует два способа производства листового металла – горячая прокатка и холодная прокатка. Глядя на приведенную выше таблицу стандартных толщин, вы можете увидеть, как используются эти две. В случае конструкционных сталей холодная прокатка доходит только до 3 мм. С этого момента листы и плиты подвергаются горячей прокатке в целях экономической эффективности.
Хотя процесс горячей прокатки снова начинается с 3 мм для нержавеющих сталей, холодная прокатка охватывает все листы, т.е. до 6 мм.
В инженерных целях важно различать их. Для прецизионных применений предпочтительнее использовать холоднокатаную сталь, поскольку у нас больше контроля над окончательными размерами. Это связано с тем, что в горячекатаных сталях после охлаждения сталь немного усаживается, и форма может немного измениться.
Процессы формовки листового металла
Итак, мы наконец добрались до методов формовки листового металла. На столе есть множество вариантов, и решение остается за вами.
Выбор во многом зависит от желаемого результата. Но многие из этих методов дают вам, казалось бы, похожий или совпадающий результат. Далее речь идет о стоимости (часто зависит от размера партии), доступности и желаемой точности.
Гибка листового металла
Гибка — это процесс формовки, при котором листовой металл изгибается в желаемую форму с приложением напряжения изгиба. Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму.
Воздушная гибка с помощью V-образного штампа
Такие детали, как фланцы и гофры, изготавливаются путем гибки. Самый распространенный вид изгиба – V-образный изгиб. Там V-образная матрица и пуансон прижимаются друг к другу, чтобы придать листу желаемую форму.
Изгиб кромок — еще один распространенный метод гибки фланцев с использованием затирочной матрицы и пуансона.
Скручивание листового металла
Скручивание — это процесс формирования круглого кольца на краю металлического листа, чтобы сделать его более безопасным в обращении.
Существует разница между загнутым краем и каплевидным краем. При завивке начальный край скатывается в сформированный круг, тогда как при каплевидном подгибе первоначальный край все еще остается открытым.
Керлинг также можно разделить на вращение со смещением от центра и с вращением по центру. У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа.
Удаление изгиба листового металла
Удаление изгиба — это процесс удаления изгиба листа металла. В листовом металле, особенно в полосообразных частях, при расплющивании его в листы образуется горизонтальный изгиб.
При удалении выпуклости мы удаляем этот горизонтальный изгиб, сглаживая края, чтобы удалить выпуклость. Сила прикладывается к деформированному краю, а не к грани, чтобы вытолкнуть его в прямую форму. Обычно выполняется на участках ограниченной длины.
Глубокая вытяжка
youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Deep-drawn manufacturing process for MDI cans»/>
Процесс производства банок MDI методом глубокой вытяжки
Глубокая вытяжка — это процесс формирования листового металла, при котором форма листа изменяется до желаемой формы в несколько этапов с использованием ряда штампов. Только если глубина сформированной формы превышает первоначальный диаметр листа, она считается глубокой вытяжкой.
Пуансоны и матрицы используются для внесения изменений на каждом этапе. Используя этот процесс, лист преобразуется во множество различных форм, таких как топливный бак, раковина и автомобильные детали. Глубокая вытяжка в основном используется для крупносерийного производства.
Расширение листового металла
youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Bender SP-1250 expanded metal production line»/>
Линия по производству просечно-вытяжного листа Bender SP-1250
В этом процессе формовки металла лист металла пропускается через перфорирующие ножницы, где он разрезается и растягивается в виде рисунка. Обычно предпочтение отдается ромбовидной сетке, поскольку она имеет конструктивное преимущество перед другими формами.
Этот процесс формования обычно используется для изготовления ограждений, подиумов, платформ, решеток и т. д. Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан.
Эти продукты можно использовать там, где требуется прохождение воздуха или жидкости, но необходимо предотвратить прохождение более крупных частиц, например. просеивание. Прочность исходного металла сохраняется.
Гидроформинг
Анимация гидроформинга
Гидроформинг — это инновационный способ придания металлическим листам желаемой формы. В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением.
С помощью этого процесса можно создавать более сложные детали в более короткие сроки. Это также сравнительно дешевле и требует меньше работы. Гидроформинг также совместим практически со всеми материалами, такими как нержавеющая сталь, алюминий, углеродистая сталь, латунь и драгоценные металлы.
Поскольку соответствующие штампы, как правило, не требуются, гидроформинг можно использовать для придания нетрадиционных форм.
Инкрементальное формование листов
youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project»/>
Инкрементальное формование в одной точке в Университете Авейру — проект SPIF-A
Инкрементальная формовка листа — это процесс металлообработки, придающий листовому металлу определенную форму. Это возможно только при малых объемах.
В продукт можно вносить изменения быстро и без особых хлопот. В этом процессе продукт формируется поэтапно. Листовой материал формируется с помощью одноточечной сферы.
Хотя этот процесс дает такие же результаты, как глубокая вытяжка, он не требует отдельного набора пуансонов и штампов. Таким образом, самым большим преимуществом этого метода является его гибкость.
Проглаживание
Процесс проглаживания используется, когда необходимо уменьшить толщину в определенной области листового металла. Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий.
Хорошим примером глажки является процесс производства банок из-под газировки. Стенки банки нужно утончить до заданной толщины. Обычно для создания желаемой толщины алюминиевых банок из-под газировки требуется 2 или 3 процесса глажки с использованием разных штампов. Этот процесс глажения осуществляется в сочетании с глубокой вытяжкой.
Лазерная резка
Лазерная резка все чаще используется для резки листового металла. Это точно, и отделка очень гладкая. Станки с ЧПУ обычно используются для резки определенных форм.
После подачи программы специальный разрез выполняется лазером. Преимущество лазерной резки заключается в гибкости. При необходимости можно легко изменить требуемую форму. Также можно разрезать металлические листы на чрезвычайно сложные детали, используя услуги лазерной резки.
Фотохимическая обработка
youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Chemical Etching: A Tour Through The Process (3D Animation)»/>
Химическое травление: экскурсия по процессу (3D-анимация)
Фотохимическая обработка — это процесс, при котором проводится контролируемая коррозия для создания деталей из листового металла в соответствии с требованиями.
В этом процессе для придания металлическому листу формы используется фоторезист и травитель. Метод был разработан в 60-х годах и даже сегодня является сравнительно недорогим методом.
Фотохимическая обработка может использоваться для резки любого металла. Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить.
Подобно лазерной резке, этот процесс чрезвычайно точен и обеспечивает гладкую поверхность. Этот процесс используется для изготовления очень тонких сеток, отверстий, гибких нагревательных элементов, металлических прокладок, электрических контактов и украшений.
Пробивка отверстий
Пробивка отверстий является очень распространенным методом вырезания отверстий в листовом металле. Установка состоит из пуансона и пробивной матрицы. Между ними очень маленький зазор.
Когда пуансон и матрица встречаются, материал вдавливается между ними и с последующим усилием сдвига прорезает отверстие в листе. Этот процесс относительно недорог в больших количествах и позволяет пробивать отверстия как в полосе, так и в листовом металле.
Могут быть пробиты отверстия различных размеров, но обычно рекомендуется, чтобы диаметр необходимого отверстия был больше, чем толщина пробиваемого материала. Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше.
Прокатка
Прокатка листового металла может выполняться для уменьшения общей толщины металлического листа или для придания ему большей однородности. В этом процессе листовой металл проходит через набор валков.
В зависимости от температуры процесс классифицируется как горячая прокатка или холодная прокатка. При горячей прокатке температура стали составляет около 1400 градусов по Фаренгейту. Это может помочь достичь толщины от 1/16 дюйма до 5/16 дюйма.
При холодной прокатке процесс проводят при комнатной температуре. Материал промывается кислотой и подвергается термической обработке для достижения хорошей отделки.
youtube.com/embed/NuaHvc5MPDg?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Plate roll / Sheet metal roller / Plate roll bending / Rundbiegemaschine Motor / Hengerítőgép»/>
Ролик для листового металла / Ролик для листового металла / Гибка листового проката / Двигатель Rundbiegemaschine / Hengerítőgép
Прокатка также является еще одним способом получения изгибов большого радиуса. Вместо использования листогибочных прессов для ступенчатой гибки это дает большой равномерный радиус без необходимости непрерывной ручной работы в процессе.
Листогибочный пресс
В этом процессе длинный лист металла сгибается вокруг прямой оси, проходящей через материал. В зависимости от пуансона и матрицы может быть сформирован материал в форме буквы «V», «U» или канала.
Несмотря на то, что это выглядит просто, точная гибка является трудной задачей при формовании листогибочным прессом. Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.
Листогибочный пресс также может использоваться для изготовления мелких деталей, что делает его пригодным для изготовления как мелких, так и крупных деталей. Толщина до 25 мм легко гнётся, а длина куска может достигать 6 м.
Колесо
Английское колесо
В этом процессе формования используется английское колесо для растягивания и сгибания плоских металлических листов в требуемую форму. Этот метод требует высококвалифицированной рабочей силы и, следовательно, является дорогостоящим. Использовать этот метод для массового производства невозможно. Wheeling в основном используется для производства мелких деталей по индивидуальному заказу для старых автомобилей.
Он также используется для создания деталей из листового металла для прототипов автомобилей и самолетов.
Форма изготавливается поэтапно, и на каждом этапе оператор должен сравнивать сформированную деталь с эталонной формой.
Высокохромистая сталь — марка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Высокохромистые стали марок Х25 и Х28 используются как кислотостойкие в химической аппаратуре, работающей при соприкосновении с горячей фосфорной кислотой, дымящей азотной кислотой, кипящей уксусной кислотой, растворами гипохлорита натрия.
[1]
Высокохромистая сталь марки Х12 после закалки с температур 980 — 1000 и отпуске при температурах 480 — 500 приобретает вторичную твердость ( фиг.
[2]
Высокохромистые стали марок Х12М; Х12Ф1 и Х12ФМпо своим свойствам близки между собой. Они относятся к сталям ледебуритного класса, имеющим в литом состоянии эвтектику, резко снижающую вязкие свойства сталей. Ковкой и прокаткой эвтектика разбивается на отдельные карбиды, а последующий отжиг ( при температурах 860 — 880) придает стали структуру сорбитообраз-ного перлита с включением избыточных карбидов. При нагреве под закалку карбиды хрома переходят в раствор аустенита, повышая его устойчивость, но в связи с понижением мартенситной точки увеличивается количество остаточного аустенита в закаленной стали Количество остаточного аустенита в зависимости от температуры закалки достигает 60 — 80 %, что снижает твердость закаленной стали ( фиг.
[3]
Высокохромистую сталь марки Х12 применяют для деталей измерительных приборов в тех случаях, когда износ происходит на небольших участках поверхности и вызывает нарушение точности, как, например, в призмах миниметров.
[4]
Порог хладноломкости высокохромистых сталей марок ОХ17Т, Х25Т и Х28 лежит при комнатной температуре [79], вследствие чего переработку стали и на заводе-поставщике, и у потребителя следует производить в подогретом состоянии — до 100 С и выше. При этих условиях указанные стали переходят в вязкое состояние и металл приобретает достаточную технологичность. Однако соблюдение подобной технологии нередко вызывает трудности и требует организации специальных устройств для подогрева металла и поддержания определенной повышенной температуры при его переработке. [5]
Технологический процесс термической обработки матриц и пуансонов из высокохромистых сталей марок Х12М, Х12Ф и Х12Ф1 выполняется в двух вариантах в зависимости от того, требуется ли добиваться при термической обработке неизменности размеров детали штампа или точное сохранение размеров необязательно, и после термической обработки будет производиться шлифование.
[6]
Составы серого и жаростойкого чугуна, %.
[7]
На одном из заводов было проведено испытание опытных зубьев из высокохромистой стали марки Х28, содержащей 25 5 % хрома и — 1 % углерода.
[8]
Сварной корпус насоса высокого давления, выполненный из крупных.
[9]
Он состоит из внутреннего цилиндра с вваренными в него сопловыми коробками из высокохромистой стали марки 18Х11МФБЛ и наружного цилиндра из теплоустойчивой стали марки 15Х1М1ФЛ с приваренными к нему гильзами паровпуска и коленами из высокохромистой стали. [10]
Электрическая печь для пиролиза ацетона представляет собой горизонтально расположенную змеевиковую трубу, заключенную в камеру из огнеупорного кирпича. Ранее применяли импортные трубы ( сихромалевые), но после полженного срока ( 3 года), они были заменены отечественными трубами из высокохромистой стали марки Х28, которые также служат 3 года.
[11]
Крайне желательно, наконец, обойтись одними только перлитными сталями и при изготовлении котлов с параметрами острого пара 255 кГ / см2 и 585 С. Возможно, что для этого стоило бы пойти на утяжеление общего веса котлов и даже а использование металла выходных ступеней пароперегревателей в течение срока более короткого, чем для остальных элементов котлов. С другой стороны, можно надеяться, что к моменту появления необходимости замены выходных частей пароперегревателей металлургической промышленностью будут созданы трубы из таких марок перлитной стали, которые смогут работать в котлах на 255 кГ / см2 и 585 С в течение полного срока службы котлов. Возможно, что для этой цели окажется приемлемой разработанная в настоящее время высокохромистая сталь марки ЭИ-756. Желательно использовать для выходных частей пароперегревателей этих котлов перлитные стали, которые в трех и более опытных плавках дадут совпадающие показатели.
[12]
Страницы:
1
Высокохромистая сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Состав сталей для штампов холодного формирования, % ( ГОСТ 5950 — 73.| Влияние температуры закалки на твердость стали Х12Ф1, количество остаточного а. стенита и изменение длины ( ДI ( автор.
[1]
Высокохромистые стали являются сталями ледебуритного класса, так нак в литом виде первичные карбиды, выделяющиеся во время затвердевания стали, образуют эвтектику — ледебурит. Однако при ковке эвтектика разбивается, и в отожженном после ковки состоянии структура должна состоять из сорбитообрааного перлита с включениями избыточных карбидов. [2]
Высокохромистые стали ( Х17 и др.), содержащие более 15 % хрома, весьма склонны к росту зерна в зоне термического влияния при длительном нагреве и применение газовой сварки для этих сталей нежелательно.
[3]
Высокохромистые стали с марганцем, в которых выделяется большое количество а-фазы, настолько тверды, что они царапают стекло. Однако высокую твердость их нельзя использовать на практике ( износостойкий инструмейт), так как они одновременно приобретают очень высокую хрупкость.
[4]
Высокохромистые стали при нагреве в интервале температур 400 — 500 С склонны к охрупчнванню, которое проявляется в снижении ударной вязкости, относительного удлинения и в росте твердости.
[5]
Высокохромистые стали XI2, Х12Ф1, Х12М более изностойкие по сравнению с углеродистыми инструментальными и обладают одним прекрасным технологическим качеством — они подвержены минимальным объемным изменениям при термообработке. [6]
Высокохромистые стали XI7, Х28 проявляют склонность к межкристаллитной коррозии после нагрева их до 900 ( и выше) и быстрого охлаждения. Условия, благоприятные для возникновения межкристаллитной коррозии, создаются, в частности, при сварке нержавеющих сталей.
[7]
Высокохромистая сталь Х28АН2Т, легированная азотом и никелем, также проявляет склонность к дисперсионному твердению. При этом упрочнение происходит главным образом в феррит-ной фазе. В литом состоянии эта сталь по эрозионной стойкости приближается к ферритным сталям, так как в ее структуре имеется большое количество ферритной составляющей. Некоторые из них были выявлены рентгено-структурным анализом в ферритной фазе. Наряду с карбонитри-дами в этой стали обнаружена о — фаза в высоскодисперсной форме. В результате старения эрозионная стойкость стали Х28АН2Т увеличивается в 4 раза, повышается твердость и прочность, а пластичность резко снижается.
[8]
Высокохромистые стали обладают высокой прокаливаемостью, что позволяет использовать их для рабочих частей штампов больших сечений и применять закалку с умеренным охлаждением, что уменьшает их поводку и коробление. [9]
Высокохромистые стали ( содержащие 25 — 30 % Сг) обладают особой стойкостью к окислению при высокой температуре. Их применяют для изготовления деталей нагревательных печей.
[10]
Высокохромистые стали Х12Ф1 и Х12М относятся к ледебурит-ному классу; они содержат 16 — 17 % карбидов ( Cr, Fe) 7C3, Стали обладают высокой износостойкостью и при закалке в масле мало деформируются, что важно для штампов сложной формы.
[11]
Высокохромистые стали обнаруживают значительную стойкость к разрушению, и, хотя их механические свойства позволяют считать их универсально применимыми, использование этих сплавов значительно уменьшает трудности, связанные с коррозией.
[12]
Высокохромистые стали, содержащие 12 — 28 % Сг, обладают нержавеющими и жаропрочными свойствами. В зависимости от содержания хрома и углерода высокохромистые стали по структуре в нормализованном состоянии делятся на ферритные ( 15X25, 15X28), феррито-мартенситные ( 20X13, Х14, 12X17) и мартенситные ( 20X13, 30X13, 40X13) стали. [13]
Высокохромистые стали, паянные свинцовым припоем не склонны к контактной коррозия в агрессивной среде.
[14]
Высокохромистые стали ( содержащие 25 — 30 % Сг) обладают особой стойкостью к окислению при высокой температуре. Их применяют для изготовления деталей нагревательных печей.
[15]
Страницы:
1
2
3
4
Семейства сплавов
– SSINA
Ферритные нержавеющие стали иногда называют «неупрочняемыми» марками или сплавами серии 400, а марки 409 и 430 являются наиболее распространенными. Сплавы хрома и железа с ограниченным содержанием углерода, обычно ниже 0,12% (442, 446 имеют 0,20). Содержание хрома может варьироваться от 10,5 до 30,0%. Эти марки не могут быть упрочнены термической обработкой, но они являются магнитными. Они обладают хорошей коррозионной стойкостью (особенно к коррозионному растрескиванию под воздействием хлоридов), но обычно не выбираются из-за ударной вязкости.
Марка
Описание
Применение
304
Общая назначение
Сумки с воздушными датчиками Автомобильные руки стеклоочистителя Оборудование для обработки багажа Оборудование для выпечки Burial Caskics Equipment WASERELINGENTING WASERELINGE WASERELINGE WASERELINGE WASERELINGE WASELINGE . /внутренняя сушилка Кофеварки Column covers Cookware Counter tops Cryogenic vessels and components Dairy handling equipment Dishwasher drums Elevator interiors Entry Doors Escalators Evaporators Fire doors Fireplace fronts Flatware Food processing equipment Gutters and downspouts Hardware, hinges Хомуты для шлангов Больничные тележки Компоненты систем отопления, вентиляции и кондиционирования воздуха Ювелирные изделия Кухонные шкафы Кухонные вытяжки Meat processing equipment Metal roofing Microwave oven interiors Milking machines Nuclear storage containment Nuclear vessels Oven parts Rapid transit cars Refrigerator panels Retractor springs Roofing tiles Seat belt anchors Signs Sinks Splash shield Spring зажимы Топки для плит Уличная мебель Кузова и шасси автоцистерн Выхлопные системы грузовиков Бензобаки грузовиков Зеркала для грузовиков Грузовые двери и передние углы грузовых прицепов Оконные рамы Оконные жалюзи (солнцезащитные экраны) Винные баки
305
Повышение содержания никеля для снижения деформационного упрочнения
Крышки кофейных урн Детали глубокой вытяжки Детали из расширенного металла Формованные детали (требующие особо низких характеристик деформационного упрочнения) Операции свободного прядения Чаши для смешивания 9 Отражатели
309S
Cr & Ni с повышенной для высоких температур
Ящики для отжига, Химическое технологическое оборудование (повышенная температура), Детали конвейеров, Сушилки, Элементы электрической плиты, Детали печей
310S
То же, что и 309, только больше
Ящики для отжига, Ленты печей, Химическое технологическое оборудование (повышенная температура), Детали конвейеров Сушилки, Детали печей
316
Мо добавлен для повышения коррозионной стойкости
Автобусные/дорожные навесы Оборудование для химической обработки Резервуары для перевозки химикатов Входные двери Оборудование для обработки удобрений Противопожарные двери Оборудование для пищевой промышленности Резервуары для горячей воды Металлическая кровля Оборудование для нефтепереработки Фармацевтическое технологическое оборудование Фотооборудование Компоненты морской воды Оборудование для обработки мыла Уличные резервуары ( Резервуары для хранения) городская) мебель Оборудование для бассейнов Билетные автоматы Оборудование для очистки воды Оконные рамы Резервуары для хранения вина
317
Добавлено больше Mo и Cr для повышения коррозионной стойкости
Химическое технологическое оборудование, оборудование для производства чернил, фармацевтическое технологическое оборудование, оборудование для обработки удобрений
321
Ti добавлен для предотвращения осаждения карбилов
Выпускной коллектор и фланцы самолетов, химическое оборудование, противопожарные перегородки, резервуары высокого давления
347
Cb добавлен для предотвращения осаждения карбилов
Выпускной коллектор и фланцы самолетов, компенсаторы, дымовые трубы и заслонки, сварные резервуары для хранения органических химикатов
330
Повышенное содержание кремния для обеспечения максимальной термостойкости
Ящики для отжига, камеры сгорания, горелки и выхлопные части
409
Нижний Cr В основном используется для автомобильных выхлопных газов
Автомобильные выхлопные системы Автобусные рамы Грузовые контейнеры Ребра для нагревательных трубок Перфорированный лист для корпусов глушителей Воздуховод дымоудаления Корпуса трансформаторов и конденсаторов
Повышенное содержание углерода для улучшения механических свойств
Столовые приборы/ножницы, стоматологическое оборудование, хирургическое оборудование
430
Добавлены P и S для улучшения обработки
Архитектурные приложения (интерьер), отделка автомобилей, кухонная утварь, оборудование для пищевой промышленности
434
Mo добавлен для повышения коррозионной стойкости в отделке автомобилей
Отделка автомобилей
Марка
Описание
Применение
Хорошая коррозионная стойкость
Типовая прочность 65–75 тысяч фунтов на квадратный дюйм — растяжение, 35–50 тысяч фунтов на квадратный дюйм — текучесть и относительное удлинение 20–35 %
Магнитный
Использование при ограниченной температуре
Можно полировать
УНС С40500
С40910
С40920
С40930
S43000
С43400
S43600
С43035
С44400
S44660
С44735
Углерод, LIBS и разница между сталями L+H
В этой статье мы обсудим анализ углерода в трех из четырех основных типов стальных сплавов; углеродистая сталь, низколегированная сталь, нержавеющая сталь – , но в настоящее время не из инструментальной стали.
Углеродистая сталь представляет собой сплав железа и углерода. Низколегированная сталь включает углерод и небольшие добавки других легирующих элементов, таких как хром, марганец, молибден и т. д., до максимального общего содержания легирующих добавок 5%. Нержавеющая сталь включает углерод и более высокие количества ключевых элементов, таких как хром, никель и молибден, с широким диапазоном концентраций.
Всемирная ассоциация производителей стали утверждает, что существует более 3500 различных марок стали. На рынке представлены сотни различных марок нержавеющей стали. Каждый из этих уникальных составов нержавеющей стали обеспечивает некоторую степень коррозионной стойкости выше и выше, чем у простой углеродистой стали и низколегированной стали.
Углерод является ключевым элементом во всех этих трех типах стали. Его добавляют на различных уровнях от 0,005% до 1,2% в зависимости от качества, необходимого для конкретных целей и приложений. В углеродистых сталях углерод обычно является единственной добавкой, в то время как в низколегированные и нержавеющие стали добавляются другие элементы в различных концентрациях для придания различных свойств, необходимых для предполагаемого использования.
Некоторые из качеств, которые придает углерод, в зависимости от добавленного количества: степень свариваемости, твердость, коррозионная стойкость, прочность на разрыв, пластичность и многие другие физические свойства в зависимости от комбинации других элементов. Отсутствие правильного уровня углерода может привести к ползучести сплава и разрушению под напряжением, разрушению сварного шва, межкристаллитной коррозии и водородному растрескиванию под напряжением. Углерод действует как упрочняющий агент, препятствуя скольжению дислокаций в кристаллической решетке атома железа относительно друг друга. Хотя увеличение содержания углерода улучшает твердость, оно также увеличивает хрупкость и снижает свариваемость (выше 0,25% C). Когда содержание углерода увеличивается, предел текучести и предел прочности при растяжении увеличиваются, но пластичность/пластичность снижается. Высокое содержание углерода также снижает стойкость стали к воздушной коррозии; в полевых условиях может возникнуть ржавчина.
При сварке расчеты углеродного эквивалента (CE) используются для прогнозирования зоны термического влияния (HAZ). Понимая любые различия в химии с помощью расчета углеродного эквивалента, можно определить, совместимы ли свойства двух материалов, соединяемых вместе с помощью компонента металлического наполнителя, для процесса. Если компоненты слишком разнородны или если углеродный эквивалент (CE) приближается к более высокому нежелательному значению, то могут потребоваться специальные меры предосторожности до и во время сварки, такие как предписанная термообработка, использование электродов с низким содержанием водорода, контроль подводимого тепла. Многие из этих руководств опубликованы в стандартах NACE (ранее Национальной ассоциации инженеров-коррозионистов) NACE MR0175/ISO 15156 и NACE MR0103/ISO 179.45 предназначен для морских, нефтехимических и газовых применений, где углеродистые стали в присутствии сероводорода (h3S, сероводород) подвержены сульфидному растрескиванию под напряжением (SSC) или водородному растрескиванию под напряжением (HSC).
Разница между нержавеющими сталями L+H
На рынке представлены сотни различных марок нержавеющей стали. Каждый из этих уникальных составов нержавеющей стали обеспечивает некоторую степень коррозионной стойкости выше и выше, чем у обычной стали.
Серия 300 аустенитных нержавеющих сталей наиболее подходит для ответственных промышленных применений, требующих высокой коррозионной стойкости этой категории нержавеющих сталей. Эта серия представляет собой сплав на основе железа с низким содержанием углерода, который обязан своей высокой коррозионной стойкостью хрому. Базовая структура аустенитной нержавеющей стали серии 300 состоит из 18% хрома, 8% никелевого сплава и 0,10% углерода; она широко известна как сталь 18/8.
Обозначение серии 300 включает множество различных составов легированной стали (303, 304, 305, 316, 321, 347 и т. д.), но общим для них является то, что содержание углерода обычно не превышает 0,08%. Наиболее распространенными сериями 300, используемыми сегодня, являются марки 304 и 316, характеризующиеся базовым химическим составом 18-8 Cr-Ni, маркой 304, но с добавлением немного большего количества Ni и Mo для повышения до марки 316.
Коррозионная стойкость аустенитной нержавеющей стали обеспечивается защитным слоем оксида хрома, образующимся на поверхности металла. Если материал нагревают до температуры от 450°С до 900°С, структура материала изменяется и по краям кристалла образуется карбид хрома. Таким образом, на краю кристалла не может образоваться защитный слой оксида хрома, что приводит к снижению коррозионной стойкости. Этот тип коррозии называется «межкристаллитной коррозией».
Низкоуглеродистая нержавеющая сталь серии 300 или «класс L », например, 304 L , 316 L , были разработаны для борьбы с этой коррозией. Поскольку содержание углерода уменьшается, карбид хрома не образуется и не возникает межкристаллитная коррозия. Таким образом, низкоуглеродистая нержавеющая сталь обладает доказанной устойчивостью к большинству агрессивных химических соединений и используется, когда применение требует максимального уровня устойчивости к коррозии и загрязнению.
В нержавеющей стали марки 304 максимальное содержание углерода установлено на уровне 0,08%, тогда как в нержавеющей стали марки 304L максимальное содержание углерода составляет 0,03%. Марки «L» используются для обеспечения дополнительной коррозионной стойкости после сварки. Сорта с высоким содержанием углерода или «H» используются для более высокой прочности. Нержавеющие стали класса L обычно используются для деталей, которые нельзя отжигать после изготовления с помощью сварки. Низкое содержание углерода сводит к минимуму сенсибилизацию или истощение хрома на границах зерен материала, что в противном случае снизило бы его коррозионную стойкость.
Марка 304L имеет небольшое, но заметное снижение основных механических характеристик по сравнению с нержавеющей сталью марки 304. Это означает, что если у вас есть две детали из нержавеющей стали, и обе детали имеют одинаковую конструкцию, толщину и конструкцию, деталь сделанный из 304L, будет конструктивно слабее, чем стандартная деталь 304.
Итак, если 304L слабее стандартной нержавеющей стали 304, зачем кому-то ее использовать? Ответ заключается в том, что более низкое содержание углерода в сплаве 304L помогает свести к минимуму/исключить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах. Если бы стандартная нержавеющая сталь 304 использовалась таким же образом, она разлагалась бы намного быстрее в сварных швах, чем 304L. Использование 304L устраняет необходимость отжига сварных швов перед использованием готовой металлической формы, что экономит время, усилия и деньги. Когда требуется более высокая коррозионная стойкость, в качестве альтернативы обычно рассматриваются другие сплавы, такие как нержавеющая сталь марки 316.
Как проводить полевые проверки
Как можно понять из вышеизложенного, углерод является важным элементом для проверки. Таким образом, определение содержания углерода необходимо для всестороннего анализа содержания и для обеспечения безопасной эксплуатации в течение длительного времени. Таким образом, потребность в методах и стратегиях контроля и проверки содержания углерода, наряду с другими характерными легирующими элементами, становится первостепенной задачей во всех случаях, когда используется сталь или нержавеющая сталь.
Последствия использования неподходящей марки стали для предполагаемого применения могут быть любыми: от первоначального отказа покупателя до полной непригодности для применения и в худшем случае: преждевременного выхода из строя критически важного для жизни или смерти компонента. Многие примеры таких несчастных случаев со смертельным исходом были задокументированы и получили широкую огласку в химической и нефтехимической промышленности. Еще одна серьезная проблема для инженера, выбравшего марку L, заключается в том, что большая часть металлических или сборных деталей серии 300, закупаемых в наши дни, имеет двойную сертификацию, например, 316/316L или 304/304L. Таким образом, между утерянными или неправильными MTR (отчетами об испытаниях материалов) и двойными сертификатами тем более важно иметь быстрый и удобный способ определить фактическое содержание углерода, прежде чем принимать или устанавливать неправильный сорт, который не выдержит предполагаемого применения!
Многие подходы к этой потребности в тестировании углерода и других ключевых элементов использовались на протяжении многих лет, включая лабораторные химические и аналитические методы, мобильную OES (оптическую эмиссионную спектроскопию) в сильном поле, переносные «портативные» OES, вездесущий портативный XRF. (Рентгеновская флуоресцентная) спектроскопия и совсем недавно портативная LIBS (спектроскопия лазерного пробоя). Многие компании делают очень хороший бизнес, предоставляя услуги аналитического тестирования в полевых условиях, используя три основные технологии аналитического тестирования: OES, XRF и LIBS. Хотя XRF в форме ручного пистолета является самой быстрой и удобной из трех технологий, у него есть недостаток, заключающийся в том, что он не может измерять углерод. Пока недавно не появился новый портативный LIBS, для тестирования углерода в полевых условиях требовались анализаторы OES, которые удваивали или более инвестиции в приборы, добавляя громоздкие размеры, большой вес и строгие аналитические навыки для работы. Все изменилось с появлением портативных анализаторов LIBS, которые измеряют как углерод, так и другие ключевые легирующие элементы в сталях.
Ручной LIBS: решение в любое время и в любом месте
Благодаря недавнему внедрению миниатюрных мощных лазеров у нас появилась возможность перевести LIBS из «только лабораторного» метода в полевой.
Сварка вертикальных швов полуавтоматом: основные методы
Екатерина
Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов. При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Содержание статьи
Подготовка аппарата к работе
Сварка вертикальных швов полуавтоматом: особенности
Как варить вертикальный шов сверху вниз
Как варить вертикальный шов снизу вверх
Некоторые технологии вертикальной сварки
Как правильно варить вертикальный шов. Советы новичкам
Подготовка аппарата к работе
устройство полуавтомата
Полуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
Химический состав основного металла и расходного материала, которые должны быть похожи.
Состав защитного газа.
Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.
Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
Силу тока.
Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя. Благодаря этому детали будут неподвижны во время работы.
Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.
струбцины
Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке. Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет. Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого. В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей. Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки. Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва. Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.
Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
Похожие публикации
Сварка вертикальных швов полуавтоматом
Главная » Статьи » Сварка вертикальных швов полуавтоматом
Как правильно варить вертикальный шов
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
wikimetall.ru
Сварка вертикальных швов
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
особенности металла материалов, которые необходимо соединить;
тип сварки, который применяется в данном случае;
мастерство сварщика:
качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
сверху вниз с отрывом дуги:
снизу вверх с отрывом дуги;
сверху вниз без отрыва дуги:
снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
«Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
«Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
«Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
youtube.com/embed/jFTL_loBcME?feature=oembed»>
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
svarkaed.ru
Сварочный шов полуавтоматом: секреты мастерства
Сварочные работы считаются самым надежным методом получения неразъемного соединения двух элементов сварной конструкции или изделия. Принципиальная схема сварочных работ зависит от того, какой способ сварки выбирается в том или ином случае. Самым простым и поэтому часто используемым методом сварки сегодня является полуавтоматическая дуговая сварка.
В данной статье речь пойдет о свариваниио стальных трубопровдов. Качество выполнения сварки при данном процессе очень важно: от качества сварных соединений будет в целом зависеть качество всего трубопровода, его герметизация. О том, как производится сваривание стальных труб, на что важно обращать внимание мы и расскажем далее.
Сварка металлов разными способами применяется как в промышленности, так и в быту. Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
stalevarim.ru
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
односторонние;
двухсторонние;
однослойные;
многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
В нижней точке возбуждается дуга;
Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения. Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
предпочтительно варить слева направо, так лучше видна сварочная ванна;
положение электрода немного назад, на шов;
возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием. К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Чем и как сваривают алюминий
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
Деталь тщательным образом очищается;
Деформированные торцы обрезаются и выпрямляются;
На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
В пространстве;
На съемной подкладке из меди;
С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Смотрите также
Полярность при сварке постоянным током
Художественная сварка по металлу
Инверторный сварочный полуавтомат своими руками схемы
Сварка пил ленточных
Держак для сварочного аппарата своими руками
Холодная сварка для пластика
Сварка ручная дуговая плавящимся электродом
Электродуговая сварка под флюсом
Полуавтомат сварочный саипа
Как сделать сварочный полуавтомат из инвертора своими руками
Сварочной дуги классификация
Машины для шовной сварки, Автомат для шовной сварки
Горизонтальный воздушно-гидравлический шовный сварочный аппарат для топливных баков автомобилей и мотоциклов
Аппарат для сварки горизонтальных швов по окружности топливного бака мотоцикла
Горизонтальный сварочный аппарат для продольных швов топливного бака мотоцикла
Сварочный аппарат с вертикальным швом для грузового масляного бака
Сварщик швов нагревательной плиты
Сварочный аппарат с вертикальным швом для бака солнечного нагревателя
Сварочный аппарат горизонтального типа
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — вертикальный
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — горизонтальный
Сварочный аппарат горизонтального типа для двигателя из нержавеющей стали
Горизонтальный шовный сварочный аппарат для картриджной коробки
Горизонтальный сварочный аппарат для верхней и нижней крышек резервуара для воды
Все размеры топливных баков автомобилей и мотоциклов, масляный бак, масляный бак, автомобильный глушитель, выхлопная труба, стальной обод велосипеда, бак из нержавеющей стали, пластина для сбора солнечного тепла, магазин, распылитель, ведро для воды, столовая с электрическим подогревом, термос, фильтр, кувшин для вина всех размеров, внешняя оболочка двигателя, сварка сетчатых пластин, сварка пластин из нержавеющей стали и кухонная утварь.
Внешний вид сварки: очень меньшая горячая деформация и окисление позволяют избежать обработки на последующих этапах.
Стабильность: Меньший допуск на пайку соответствует спецификациям транспортных средств JIS.
Экономия: Потребляющие детали, такие как электрод из медного сплава, очень меньше, а энергопотребление очень меньше. Стоимость операции низкая.
Станок регулируется для работы как с тонкими, так и с толстыми заготовками. Доступен как непрерывный, так и импульсный тип разряда электричества.
Без следов пайки: экономия времени на полировку, устранение загрязнений и покрытие на следующих этапах обработки.
Высокая маневренность: Машина может работать сразу после запуска. Любой обычный техник может управлять машиной.
Спецификация
Номинальная емкость
Номинальное первичное напряжение
Номинальная частота
Макс. Weld Current
Нержавеющая сталь
Макс. Welding Force
Охлаждающая вода
Модель
КВА
В
Гц
А
мм+мм
кг
л/мин
DJ-C800
80
220/440
50/60
18 000
0,8+0,8
600
25
DJ-C1000
100
220/440
50/60
21 000
1+1
800
25
DJ-C1200
120
220/440
50/60
24 000
1,2+1,2
800
30
DJ-C1500
150
220/440
50/60
27 000
1,8+1,8
800
30
DJ-C2000
200
220/440
50/60
31 000
2+2
1200
40
DJ-C2500
250
220/440
50/60
35 000
2,2+2,2
1200
40
DJ-C3000
300
220/440
50/60
38 000
2,4+2,4
1200
50
Возможна разработка и изготовление в соответствии с местными требованиями к напряжению (200–600 В)
Возможное исполнение для модели выпрямителя deman.
Продукция доступна в местных и зарубежных магазинах
Нужна машина для сварки швов? Оцените PROFAB Seam Pro! Это первоклассный аппарат для сварки швов.
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ:
Подходит для TIG, плазменной, MIG, субдуговой и лазерной сварки
Полностью сварная конструкция
Оправка имеет регулировку по вертикали для различной толщины
Регулируемая защелка шпинделя с уникальным механизмом безопасности
Независимый зажим левого и правого пальцев
Прецизионный шарикоподшипник, линейная направляющая для плавного хода
Стандартная гибкая направляющая для поддержки шлангов и кабелей
Уникальные, простые в использовании, прецизионные калибры для центровки
Усовершенствованные средства управления кареткой с автоматическим переключением
Пневматическое втягивание горелки
Разработка и поддержка процесса сварки
Двойной регулятор давления
Прямоугольный стержень и фланец
Загрузить спецификацию
Сообщение от одного из наших клиентов:
«Просто хотел поблагодарить вас за профессиональную установку, которую вы сегодня сделали в моем магазине. Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme
фото, чертежи, особенности строительства своими руками
Далеко не все хотят ставить деревянные бани: мороки с ними очень уже много, причем и при строительстве, и при эксплуатации. Хоть и не «по феншую» использование не деревянных материалов, но бани из пеноблоков ведут себя в этом плане намного лучше. Главное при строительстве своими руками правильно выбрать проект, а потом все сделать по технологии . И никаких проблем не будет.
Пеноблоками называют пенобетоны или ячеистые легкие бетоны. Этот материал далеко не новинка, но с развитием технологий получает все более широкое распространение: новые материалы позволяют устранить недостатки, которые им присущи (гигроскопичность). Пеноблоки — это три разных материала, созданных по схожей технологии:
Бани из пеноблоков: пусть и не по фен-шую, но в эксплуатации без проблем
Пенобетон любого типа хорош тем, что имеет относительно невысокую цену. Ко всему строится здание быстро, так как блоки имеют большие габариты и при этом весят чуть больше десяти килограммов. С переноской, укладкой легко справится один человек. Не удивительно, что все чаще бани ставят из пеноблоков: их можно построить своими руками. Нужен только проект, который можно немного изменив, реализовать самостоятельно. Ниже расположены готовые чертежи бань разных размеров и форматов.
Содержание статьи
1 Проекты бань из пеноблоков
1.1 Проект бани 5 на 5,5 из пеноблоков
1.2 Проект бани 6 на 6 из пеноблоков
1.3 Планировка бани из пеноблоков 6 на 3 (несколько проектов)
2 Достоинства и недостатки бань из пеноблоков
3 Стены бани из газоблоков
4 Утепление
5 Гидроизоляция и пароизоляция стен
5.1 Изоляция стен парилки
5.2 Изоляция стен моечной
6 Внутренняя отделка стен
7 Кровля
Проекты бань из пеноблоков
Сразу оговоримся о том, что должно присутствовать в планировке хорошей бани. Традиционно на всех чертежах бань присутствуют парилка, мойка и комната отдыха. Распределение площадей при этом может быть самым разным: большая парилка и маленькая мойка, наоборот, просторная комната отдыха небольшие функциональные помещения. Выбираете то, что вам больше нравится и кажется более правильным: у всех разное представление о том, как все должно быть организовано. Причем не бойтесь передвигать перегородки так, как вам удобнее, под них потом поставите фундамент и все будет отлично.
Что несомненно, так это то, что при зимнем использовании бани вход должен быть не напрямую в комнату отдыха, а через тамбур. Если его в проекте бани, который вам понравился нет, его можно или выгородить — если позволяют площади и конфигурация, или пристроить снаружи.
Обратите внимание на положение дверей. Они должны располагаться так, чтобы отнимать как можно меньше места, ведь проходы никак нельзя эксплуатировать. Печь подбирают по объему парилки, но берут с запасом, особенно если топить ее будут из другого помещения. Тепло будет частично уходить на отопление этого помещения, а значит, нужна большая мощность. О выборе дровяной печи для бани читайте тут.
Подробнее о планировке бани читайте в статье «Оптимальная баня: какая она?».
Проект бани 5 на 5,5 из пеноблоков
Небольшая баня из пеноблоков. Трехмерный чертеж
В этом варианте планировки парилка имеет довольно большую площадь — чуть меньше 6 квадратов. Самое маленькое помещение — моечная — 5,7 м2. Обратите внимание: и в парилке и в моечной присутствует окно. Оно и должно быть в русской бане для обеспечения вентиляции между заходами в парилку. Располагаться оно должно на стене, противоположной входу. Но вот по уровню опустить его нужно будет ниже: верхний край окна должен находиться на одном уровне с притолокой двери. Подробнее о том, как располагать окна в бане читайте в стать «Банные окна: где ставить и каких размеров».
Относительно тамбура мы уже писали, если планируете париться и в зимнее время, или отгородите часть комнаты отдыха, или пристройте тамбур снаружи. Поставить перегородку при такой планировке будет проблематично: придется переносить двери в другой угол. Но это неплохой вариант. На фото ниже вы увидите реализацию данного проекта. Баня построена из газоблоков, планируется кровля из металлочерепицы.
Фото готового проекта бани из пеноблоков
Проект бани 6 на 6 из пеноблоков
Хорошо продуманная планировка компактной и функциональной бани представлена на фото ниже. Проект нарисован с учетом толщины стен и простенков, есть «чистые» размеры помещений. На плане не отмечены входные двери и окна, тамбур будет пристроен снаружи.
Проект бани из газоблоков
Помещения получились с такими площадями:
парилка — 5,3 м2;
мойка — 7 м2;
с/у — 1,8 м2;
раздевалка — 1,7 м2;
комната отдыха — 11,2 м2;
Печка топится из комнаты отдыха, в парилке разместились двухъярусные полоки для лежания, и есть небольшая полка для сидения.
Чертеж бани из газоблоков с верандой
Планировка бани из пеноблоков 6 на 3 (несколько проектов)
Варианты планировки бани 6 на 3 из газоблоков
Это далеко не единственные варианты планировки бани 6 на 3. Как видите, отличаются они размерами парилки и душевой, а также расположением их относительно друг друга. В одном варианте также установлена печка, которая топится из парной, в двух других — из комнаты отдыха.
О том, как установить печь в бане читайте тут.
Достоинства и недостатки бань из пеноблоков
Пенобетонные блоки хороши тем, что строения из них получаются очень теплыми и легкими. Стена из газобетона толщиной в 30 см имеет характеристики по теплопроводности аналогичные массиву в 1,7 м из кирпича. Это значит, что при строительстве дома в дополнительном утеплении он не нуждается. При строительстве бань (при достаточной толщине стены) в утепления требует только парилка, и то изнутри.
Об утеплении парилки в бане читайте тут.
Для сравнения толщина стен из разных материалов представлена в виде диаграмм
Но нужно учитывать следующий момент: такие характеристики у стен, сложенных на тонком слое (1 мм) специального клея. Если использовать обычный цементно-песчаный раствор (толщина швов тогда 10-12 мм), показатели будут значительно хуже. Это потому, что раствор в данной паре в разы лучше проводит тепло, то есть через него оно и «вытекает».
Еще стоит учесть, что на клей класть можно только блоки идеальной геометрии с отклонениями в размерах не более 1 мм. Такие нужно поискать. В противном случае слоя клея в 1 мм явно недостаточно для коррекции этих отклонений. Вот и кладут газобетон на толстый слой раствора, а не клея (клей существенно дороже, но из-за малого расхода кладка получается экономичнее), а потом утепляют.
Хороши пеноблоки еще и тем, что с ними легко работать. При довольно больших размерах они имеют небольшой вес — 10-14 кг. Так что один человек легко справляется с кладкой. Режутся они ручной пилой, только лучше искать полотно по пенобетонам, а не по металлу — работать будет легче. При необходимости штробятся быстро и легко, можно даже ручным инструментом.
Режут пеноблоки прямо на месте пилой
Один совет: ищите блоки, которые имеют шип и паз. Так проще будет добиться герметичности соединений, и есть дополнительная гарантия того, что швы не будут светиться (при недостатке опыта такое случается).
Относительно невысокая плотность газобетонов это одновременно и достоинство и недостаток. Недостаток в том, что на такие стены что-либо прибить проблематично. Для крепежа используют специальные дюбеля, у которых увеличена поверхность распорных элементов. Достоинство: конструкция получается легкой, что позволяет делать менее массивные фундаменты. Менее массивные фундаменты — меньше затрат, ведь на этот цикл может приходиться до 50% стоимости всей стройки.
Второй серьезный минус газобетона — высокая гигроскопичность. Потому при строительстве бань из газобетона своими руками нужно сделать гидро- и пароизоляцию как изнутри, так и снаружи.
Характеристики пенобетонов, применяемых для частного домостроения
Среди пористых бетонов газоблоки больше других впитывают влагу, потому с этой точки зрения они — не лучший выбор для строительства бань. Но именно для его изготовления применяют более дорогостоящее оборудование — особенности технологии. И как результат блоки имеют лучшую геометрию. И на клей, а не на раствор, ставят чаще именно газоблоки, так как это позволяет геометрия материала. Так что с точки зрения теплопроводности этот материал предпочтительнее. А проблемы с гигроскопичностью решаются путем организации вентилируемого фасада и/или пропиткой для уменьшения гигроскопичности.
Стены бани из газоблоков
Для средней полосы России достаточно толщины блоков в 25-30 см, для регионов, расположенных севернее, может понадобиться 35 см и больше. Но вопрос тут больше в плотности. В этом материале чем меньше плотность, тем теплее стена: больше воздуха содержится в порах, и меньше бетона, через который утекает тепло. В то же время большее количество воздуха и меньшее количество бетона приводит к тому, что прочность такой стены немного ниже. Но нужно учесть, что изменения по теплопроводности и изменения по плотности не очень большие, но они есть.
Для малоэтажного строительства чаще всего используют газоблоки D400 или D500. Рекомендуемая толщина наружных стен в жилых помещениях — 300 мм, для перегородок используют тот же материал, но толщина их 150-200 мм.
Марки газоблоков и их характеристики
Еще одна особенность возведения стен бани из пеноблоков — необходимость армирования в каждом третьем-четвертом ряду. Эта мера делает конструкцию более прочной и монолитной.
Звукоизоляционные характеристики пенобетонов разных марок и их использование для разных типов стен
Для армирования используют по два ребристых прутка диаметром 12 мм. Для них в уложенных блоках вырезают штробы. Сделать это можно болгаркой, ручной дисковой пилой, электролобзиком или ручным штроборезом для газобетона.
Это ручной штроборез — один из инструментов, для работы с пеноблоками
Расстояние от края блока до штробы не менее 5 см, глубина — не менее 12 мм, чтобы прут не выступал над поверхностью. Штробу частично заполняют раствором, укладывают арматуру, поверх наносят слой клея и ставят следующий блок.
Обратите внимание что на углах и в местах примыкания стен прутки арматуры изгибают, а не отрезают
Утепление
Если в бане постоянно будет поддерживаться плюсовая температура, то утепление снаружи желательно: меньше расходы на поддержание того самого «+». Если баня будет нагреваться только периодически, то смысла в наружном в утеплении нет. Летом и так тепло, а зимой в неотапливаемом помещении все равно будет минус.
В неотапливаемой бане нужно делать хорошую внутреннюю теплоизоляцию. Тогда можно будет протопить помещение, не затрагивая стены. Подробнее слои утепления рассмотрены ниже, так как без пароизоляции они не работают так, как надо.
Гидроизоляция и пароизоляция стен
Проблема гигроскопичности газоблоков при строительстве бань решается сегодня довольно просто: есть пропитки на основе цемента с полимерными добавками, которые в разы уменьшают количество впитываемой материалом влаги (типа «Пенетрон«). Ими и можно промазать готовое здание изнутри и снаружи (в два слоя). Это будет защитой от воды в ее жидком состоянии. Но лучше снаружи сделать вентилируемый фасад: это надежнее в том плане, что и от осадков защищает, и дает возможность проветривать стену, высушивая имеющейся в ней пар.
Стены из пеноблоков промазывают пропитками для уменьшения гигроскопичности
Но в самых проблемных помещениях — парилке и моечной — нужна будет дополнительная защита от пара. Пароизоляцию изнутри сделают при помощи специальной пленки. Причем для парилки чаще берут фольгу на картонной или бумажной основе (Изоспан ФБ), для моечной можно обойтись обычной пароизоляцией.
Изоляция стен парилки
Можно сделать по-другому: без пропитки. Стоит она немало, а расход получается приличный — не менее 7 литров на квадратный метр. Для уменьшения расхода можно сначала стену зашпаклевать (дышащей шпаклевкой), а после обработать. Но при таком раскладе увеличивается трудоемкость.
Если сделать хорошую вентиляцию, и без пропитки проблем не будет. Например, пирог утепления и гидроизоляции в парилке из газобетона можно сделать таким (от стены, внутрь):
Если снаружи обеспечить нормальное вентилирование фасада, а не закрыть поры наглухо, работать такое утепление должно нормально, и просыхать будет неплохо. Важно только сделать пароизоляцию изнутри (от парилки) надежной. Для этого полотна пленки укладывают с нахлестом 10-15 см, и в местах стыка (получается две полосы) проклеивают их двухсторонним скотчем.
О том, как делать обрешетку читайте тут. Как прибить вагонку в бане написано тут.
Есть второй подход к теплоизоляции стен. Он основан на том, чтобы не допустить влагу к наружной стене. В этом случае рекомендуют внутри устроить каркас, который будет полностью отсекать стены от влажного воздуха.
В бане из пеноблоков должна быть хорошая система вентиляции
Для этого на стены набивается пароизоляция, на нее — обрешетка, потом черновая стена, еще одна обрешетка, между брусьями которой раскладывается утеплитель. Он закрывается еще одним слоем пароизоляционной пленки, поверх которой уже набивается обрешетка и отделка (вагонка). Этот каркас «съедает» порядка 20 см по периметру. Роскошь, которую не все могут себе позволить.
В обоих случаях для эффективной вентиляции утеплителя, закрытого со всех сторон пленками, необходимо сделать в каждой стене по два вентиляционных отверстия, закрываемых дверками. Отверстия не сквозные. Они не выходят в парилку (моечную), а заканчиваются в слое утеплителя. Чтобы не сбивать температуру, на время парения дверки закрывают. Открывают их для просушки после процедур, ведь пар внутрь все равно попадет, хоть и в меньших количествах.
При любом решении низ стены сантиметров на 10-15 оформляется керамической плиткой — она хорошо защищает от брызг, закрывая самую мокрую часть. А выше уже (но с напуском по высоте на плитку) идет обшивка.
Для гидроизоляции в парилке есть еще вариант — приклеить плиты пеностекла. Этот материал стоит довольно дорого, но гидроизоляция из него превосходная, а выделений никаких. Пеностекло есть: европейское, белорусское, китайское. Самое дорогое и качественное — европейское, самое дешевое и с низким качеством — китайское. «Сажают» его на специальный клей, мороки с приклеиванием нет: все легко и просто. Для достижения нужной степени гидроизоляции достаточно слоя в 50 мм.
Изоляция стен моечной
В мойке такой пирог городить не особо есть смысл: если стены отделать плиткой, уложенной на специальный клей, проблема решается проще. Правда, под нее все-таки необходима обработка: сначала наносится слой штукатурки для того чтобы закрыть поры газобетона, а потом слой тонкослойной гидрофобной гидроизоляции (это составы на основе цемента).
В моечной на стены лучше уложить плитку
Важно только хорошо стены промазать жидкой гидроизоляцией, соблюдая все рекомендации производителя. Работает эта обмазка просто: она проникает в поры бетона. Содержащиеся в ней полимеры начинают кристаллизоваться, вырастающие кристаллы препятствуют прохождению воды. Количество впитываемой воды становится меньше в разы.
Таким же составом можно обработать стены и снаружи. Но стоит такая пропитка немало, а расход получается большой. Причем, фасад еще нуждается в этом случае в отделке: не очень привлекательной получается поверхность.
В моечной и парилке на полу можно по стяжке сделать обмазочную гидроизоляцию (резиновой краской для бассейнов), а сверху положить плитку
Внутренняя отделка стен
С банями из газобетона вопросов возникает немало. В том числе и по отделке помещений. С парилкой решили — там однозначно требуется вагонка. В мойке целесообразнее уложить на стены плитку.
Остается в основном комната отдыха, иногда тамбур. Многим хотелось бы иметь деревянные стены. Так как влажность все равно будет повышенной, можно на стены закрепить пароизоляционную пленку. Сверху уже пойдет обрешетка, а к ней отделочная доска.
Под вагонкой лучше оставить вентзазор порядка 2-3 см
Если в бане продумана хорошая система вентиляции, то и без пароизоляции обойтись можно вполне: газобетон как впитывает пары, так их и отдает. Главное обеспечить ему такую возможность: организовать движение воздуха вдоль стен. Делают это при помощи обрешетки, которая обеспечивает зазор между материалом отделки и стеной в 2-3 см. Только набивается обрешетка вертикально — воздух циркулирует снизу-вверх без проблем. Так что вагонка набивается горизонтально.
Кровля
Довольно много вопросов возникает при строительстве бани из газобетона своими руками, связанных с устройством кровли. Ведь надежно закрепить сложную конструкцию к таким блокам не получится.
Потому над верхним рядом блоков устраивают армированный пояс: из четырех прутков арматуры вяжут каркас, который заливают бетонным раствором. Для продольной арматуры укладывают ребристый пруток 8-14 мм в диаметре, поперечные стойки делают из гладкого прутка 6-8 мм. Шаг установки поперечных стоек — 100-150 мм. Высота армопояса — 200-300 мм в зависимости от типа используемого кровельного материала, снеговых и ветровых нагрузок в регионе.
Как делают армирующий пояс под установку кровли на бане из пеноблоков
Сделать армопояс можно несколькими способами:
По периметру стены (ширина не менее 200-300 мм) установить съемную опалубку из досок, ДВП, ОСБ и т.д. Нижняя часть щитов крепится саморезами к блокам, затем укладывается арматура и потом вверху края стягиваются поперечными брусками (чтобы раствор не распер опалубку). В эту конструкцию заливается раствор. Только обратите внимание, арматура со всех сторон должна быть залита бетоном слоем не менее 5 см толщины.
Есть U-образные блоки. Из них выкладывают самый верхний ряд. Потом вдоль внутреннего края прокладывают слой утеплителя (который не боится влаги), затем устанавливают связанную арматуру. Заливают все бетонным раствором. В этом случае блоки играют роль несъемной опалубки.
Практически ту же конструкцию можно сделать с использованием тонких стеновых блоков. По краям стены устанавливают на клей блоки толщиной 50-60 мм. Блок, направленный внутрь помещения, прокладывают слоем теплоизоляции, укладывают арматуру, заливают бетон.
Бетон для армопояса используют не ниже чем М 200, заливку производят за один раз. Для обеспечения однородности и повышения прочности из раствора нужно уделить лишний воздух. Если после заливки фундамента у вас остался вибратор для бетонов, можно использовать его. Если нет, берете штырь арматуры и хорошо штыкуете раствор. Если погода жаркая, бетон накрывают пленкой. Начинать работы по устройству стропильной системы можно не ранее чем через 4 дня.
Проекты бань из пеноблоков — обзор лучших вариантов!
Содержание статьи
1 Пеноблоки: особенности и характеристика
2 Достоинства и недостатки материала
3 Разновидности пеноблоков
3.1 Цены на газоблоки
4 Проекты бань из пеноблоков
4.1 Видео – Проект бани
5 Строительство бани из пеноблоков
5.1 Цены на различные виды бруса
6 Обобщенная инструкция по возведению бани из пеноблоков
6.1 Видео – Строительство бани из пеноблоков
Пеноблоки: особенности и характеристика
Традиционно баню возводят из древесных материалов, таких как брус, бревно и т. д. Они хороши всем, кроме разве что необходимости постоянного ухода, так как дерево под воздействием сырости начинает достаточно быстро гнить. Без определенной заботы баня из дерева очень быстро потеряет первозданный вид.
Проекты бань из пеноблоков
Но в последнее время бани нередко строят из пеноблоков. Этот материал является прекрасной альтернативой традиционному дереву, так как имеет массу достоинств и в ряде случаев даже превосходит по своим характеристикам дерево. Пеноблок – это блок определенного размера, сделанный из пенобетона или ячеистого бетона. Новинкой на строительном рынке он уже давно не является, но ранее использовался гораздо реже, чем сейчас, благодаря тому, что основной его недостаток – гигроскопичность из-за высокой пористости – удается победить.
Пеноблок
Впрочем, именно в наличии пористости и заключается главная особенность таких материалов. Благодаря ей пеноблоки обладают отличным уровнем теплоизоляции, способны прекрасно сохранить тепло в любом строении, а также не являются слишком уж тяжелыми материалами. Поры внутри блока могут иметь различный размер и располагаются хаотично по всей его внутренней части.
Важно! Блоки из-за наличия пор очень сильно впитывают в себя воду. Летом это не страшно, а вот зимой вода, замерзая, расширяется и способна повредить блоки. Именно поэтому строения из пеноблока, а в особенности – бани, нужно тщательно изолировать от воды. Притом гидроизоляционные работы проводятся как внутри, так и снаружи строения.
Пенобетон — процесс производства
Достоинства и недостатки материала
Пеноблок – материал не идеальный, он имеет и свои плюсы, и некоторые минусы. И в зависимости от того, какими характеристиками должно обладать строение, в частности – баня, а также зависимо от того, каким бюджетом располагает строитель, и выбирается материал. Пеноблок имеет небольшую стоимость, он очень легкий (масса блока – около 10 кг), чем в первую очередь и привлекает потребителя. Однако это далеко не все его достоинства.
Баню из пеноблоков можно построить самостоятельно, имея на руках готовый проект, так как с перетаскиванием блоков и строительством из них вполне справится один человек.
Пеноблок настолько легкий и имеет настолько небольшую плотность, что даже не тонет в воде. Чтобы он затонул, он должен полностью пропитаться водой. Также и мощный фундамент под баню из этого материала благодаря его легкости делать не придется.
Баня из пеноблоков своими руками
Кладку из пеноблоков делать легко даже без особых навыков и умений. Главное – соблюдать правила.
Работать с блоками легко – их можно пилить даже ножовкой при необходимости.
Баня из пеноблока не даст усадки, в отличие от строения такого же типа, но возведенного из дерева.
Характеристики материала
Пеноблок безопасен для здоровья человека и для окружающей среды, так как не содержит вредных веществ.
Пеноблоки не горят, а значит, пожарная безопасность будет на высоте. Также этот материал не гниет, и баню из него не придется регулярно обрабатывать защитными средствами. Срок службы такой бани будет достаточно велик.
Благодаря наличию пор и диффузным свойствам пеноблок является «дышащим» вариантом материала.
Сравнение автоклавного и неавтоклавного пенобетона
На заметку! Чтобы построить баню из пеноблока, потребуется в 2-3 раза меньше средств, чем для того, чтобы построить такое же строение из древесины.
Проект бани, построенной из пеноблоков
Однако пеноблок не лишен и недостатков. Так, он, как уже говорилось выше, способен впитывать воду. Именно поэтому бани из него должны иметь хорошую гидроизоляцию. По своей прочности пеноблоки уступают кирпичу – возможно, для кого-то это станет решающим фактором, и этот аспект нужно знать. Также некоторые блоки могут содержать такие вещества как известь и алюминиевую пудру. А они несколько снижают уровень положительных качеств пеноблоков.
Важно! Если строить баню из пеноблока, соблюдая все правила, то строение получится прочным, долговечным и качественным.
Пеноблоки
В целом, можно отметить, что бани из блоков получаются прочными, легкими и теплыми. Толщина стены составляет примерно 30 см, а характеристики теплопроводности у нее будут примерно такие же, как у стены из кирпича, но толщиной 1,7 м. Дополнительного утепления баня из пеноблока обычно не требует, разве что можно дополнительно утеплить парную.
Разновидности пеноблоков
Пеноблоки в зависимости от технологии изготовления могут иметь разные свойства и некоторые отличия во внешнем виде. В таблице ниже приведено описание основных разновидностей этого материала.
Пеноблоки бывают разные
Таблица. Разновидности пеноблоков.
Вид
Описание
Газобетон
Этот вариант пеноблоков получают из цемента с добавлением пудры из алюминия. Во время химической реакции, происходящей из-за добавления пудры, в составе смеси образуются поры. Будущий блок помещается в автоклав, где на него оказывается большое давление, и бетон твердеет. Размеры таких блоков могут отличаться друг от друга, это связано с особенностями их изготовления. Но отклонения от стандартов (средние размеры блока 30х25х60 см, масса – 30 кг), как правило, незначительны, что позволяет получить минимальный шов при кладке блоков. Также такой вариант пеноблоков называется газоблоком или автоклавным пенобетоном. Материал довольно часто применяется для строительства бань и других сооружений. Он легкий, хорошо проводит тепло, не горит, не боится морозов. Также это достаточно экономный материал и простой в обработке – его можно резать ножовкой.
Силикатобетон
Этот вид блоков имеет белый цвет благодаря добавлению извести в состав, из которого он изготавливается. Она необходима для связки смеси. Этот вариант пеноблоков имеет самую большую гигроскопичность. В структуре каждого блока очень много пор – от 50% всего объема. Благодаря наличию большого количества пустот блоки очень легкие и могут использоваться при строительстве на легких фундаментах. Такой материал отличается отличными показателями тепло- и звукоизоляции, так что баня из него будет долго держать тепло.
Пенобетон
Этот вариант пеноблока производится почти так же, как и обычный газобетон, но без температурного воздействия. Бетон затвердевает естественным путем, но в состав смеси, из которой делается блок, добавляется специальный пенообразователь, после чего готовая масса выливается в формы, в которых и застывает естественным путем.
Пескоблок
Это блоки, изготовленные из цемента, воды и песка. Это стандартный вариант смеси для создания бетона. Такие блоки экономичны, не боятся воздействия внешних факторов, экологически безопасны. Пустоты в них тоже есть, но при этом блоки почти не впитывают воду. Главный минус материала – невысокая теплопроводность, так что баню из него придется утеплять дополнительно. Да и масса у них велика, так что на слабый фундамент их не рекомендуется укладывать.
Конструкционно-теплоизоляционный блок
Отметим, что каждый из этих видов материалов пригоден для строительства бани по любому проекту. Просто некоторые материалы нужно хорошо защищать от влаги в процессе строительства.
Цены на газоблоки
Газоблок
Проекты бань из пеноблоков
Баня – это не просто место, где можно попариться, хотя парная – это, пожалуй, самое главное помещение в ней. Также баня используется для поддержания чистоты тела и для отдыха, поэтому в ней должны быть предусмотрены и другие помещения. То есть, в одной бане должны быть обязательно парная, помывочная, а также комната, где можно раздеваться. Помимо этого, баню можно оборудовать комнатой отдыха, террасой, а если позволяют возможности, то даже бассейном.
Дизайн бани с комнатой отдыха внутри
Самый распространенный вариант проекта бань из пеноблоков имеет парную, помывочную комнаты, а также комнату отдыха, которая выступает в этом варианте и раздевалкой. Она обычно имеет достаточно большие габариты, так как, помимо вешалок, в ней ставят стол и стулья. Самый бюджетный вариант бани – это строение 4х6 м. Такой проект позволяет разместить в бане перегородку, оставив большую часть помещения под раздевалку и комнату отдыха. Вторая половина строения делится еще на две части второй перегородкой, и в получившихся помещениях организовываются парная и помывочная. Впрочем, помещения можно сделать той площади, которая будет удобнее и актуальнее – например, сделать большую парилку.
Совет! Даже при строительстве маленькой бани на входе все равно рекомендуется сделать небольшой предбанник. Это помещение позволит в зимнее время сохранить тепло в помещении.
Проект бани 4 на 5 метров
Печь для бани нужно выбрать, учитывая размеры парилки. А что касается дверей, то их нужно расположить так, чтобы они никому не мешали и не занимали много места. Также важно учесть, что в парилке и моечной должны быть небольшие окна. Верхний край должен находиться на уровне с притолокой двери.
Чуть просторнее баня получится, если построить баню по проекту 6х6. В данном случае один из вариантов распределения площадей таков: 5,3 м2 занимает парная, 7 – моечная, 1,7 м2 приходится на раздевалку, а на комнату отдыха — 11,2 метра. 1,8 м2 занимает санузел. В парной можно разместить две полки, на которых можно лежать, а печь устанавливается так, чтобы топить ее можно было из комнаты отдыха. Важно понимать, что по своему желанию все проекты можно переделать под себя.
Планировка бани из пеноблоков 6 на 3 (несколько проектов)
Также можно организовать баню по проекту 6х3 м. Притом здесь вариантов обустройства не меньше, чем в остальных случаях.
При проектировании бани важно понимать, что парная должна располагаться в самом дальнем углу строения, никак не у выхода из бани. Это одно из самых главных помещений, где должен хорошо поддерживаться и сохраняться жар. Но при этом самой большой комнатой должно быть помещение для отдыха, ведь никто не будет сидеть в парилке долго. Сеансы парения приятно чередовать с длительными посиделками за столом в комнате отдыха, так что лучше всего именно эту комнату сделать самой просторной. Для моечного помещения можно оставлять небольшой закуток, но такой, чтобы находиться в нем было комфортно и не тесно, а также можно было бы установить лавки, разместить полки для тазов и т. д.
Проект бани
Если баня имеет террасу, то на ней можно организовать зону барбекю. Также в летнее время на ней можно отдыхать на установленных креслах. При желании в бане можно сделать и второй этаж.
Проект бани 6 на 6
В целом, стоит отметить, что все типовые проекты бань похожи друг на друга. Если хочется сделать что-то оригинальное, то нужно самостоятельно или вместе со специалистом придумать новый проект и уже его воплощать в жизнь.
Видео – Проект бани
Строительство бани из пеноблоков
После создания проекта можно произвести расчеты необходимого количества материалов и приступать к строительству. Важно учесть, что к конструкции бани из пеноблоков по любым из проектов предъявляются определенные требования. Так, что касается наружных стен, то лучше брать блоки толщиной около 25-30 см для строений в средней полосе РФ, а в северных регионах нужно брать блоки толщиной от 35 см. Притом, чем меньше у блоков будет плотность, тем строение получится теплее, так что это тоже нужно учитывать. Для перегородок можно брать более тонкие блоки толщиной 15-20 см, этого будет достаточно.
Важно! Стены из пеноблоков в каждом третьем ряду требуется армировать. Для этого используются ребристые пруты сечением 12 мм, которые укладываются в штробы. От края блока штроба должна располагаться на расстоянии не менее 3 см и иметь глубину более 12 мм.
Бюджетная баня своими руками
Утепление бани необходимо, если в ней нужно постоянно поддерживать плюсовую температуру. Тогда затраты на поддержание нужного показателя будут ниже. Но если баня будет использоваться нерегулярно и периодически, то утеплением можно пренебречь.
Важный момент – гидро- и пароизоляция бани. От гигроскопичности блоки можно избавить специальными растворами, которые помогут защитить материал от влаги (блоки не будут впитывать ее). Ими просто нужно будет промазать стены. Однако в мойке и парной нужно обязательно делать хорошую защиту от воды. Пароизоляция в этом случае делается за счет укладки специальной пленки.
Банная постройка из пенобетона
На заметку! От пропитки стен можно отказаться, если организовать в бане хорошую вентиляцию.
Внутри отделать помещения можно так: парную – обшить вагонкой, в мойке – сделать плитку. В комнате отдыха можно стены отделать деревом. Главное – не забыть про пароизоляцию и тут.
Кровлю монтируют так. Сначала по верхнему ряду блоков стен делают армированный пояс из арматуры (сечением 8-14 мм – для продольной арматуры и 6-8 мм – для поперечных стоек) и заливают его бетоном марки М200. Высота пояса должна быть около 20-30 см. Потом уже на готовый армопояс и монтируется кровля.
Монтаж кровли для бани
Цены на различные виды бруса
Брус
Обобщенная инструкция по возведению бани из пеноблоков
Шаг 1. Первым делом нужно создать проект бани, подробно расписав в нем все размеры и параметры строения. Также следует выбрать и подходящую площадку на участке, где будет строиться баня. Так, площадка, согласно СНиП 30-02-97, должна находиться на расстоянии 1 м от забора, 8 м – от дома соседей и не менее 5 м – от границы участка. Также сам участок для бани должен быть сухим.
Вначале составляется проект бани
Шаг 2. Далее можно определиться с типом фундамента и начать возводить его. Пенобетон легкий, а значит, можно сделать простой фундамент (например, ленточный).
Обустройство фундамента
Шаг 3. Фундамент после создания нужно обязательно закрыть гидроизоляцией, после этого можно начинать укладывать первые ряды блоков.
Укладка первых рядов блоков
Шаг 4. Класть блоки нужно друг на друга «шахматкой», то есть так, чтобы стыки между соседними блоками в одном ряду не совпадали со стыками блоков в ряду ниже. Скреплять блоки рекомендуется специальным клеем, а не стандартным цементным раствором. Важно обязательно контролировать ровность кладки по уровню, не забыть о наличии дверей и окон. Каждые три ряда следует армировать стены.
Для фиксации блоков лучше использовать специальный клей
Шаг 5. Когда сруб бани будет готов, можно приступать к монтажу кровли. В данном случае возводится простая двухскатная. Стропила опираются на затяжки, установленные и закрепленные на несущих стенах.
В данном случае возводится простая двухскатная кровля
Шаг 6. Крышу можно закрыть металлочерепицей или профлистом. Главное – производить монтаж материалов по правилам.
Теперь можно приступать к укладке кровельного материала
Крыша кроется профнастилом
Шаг 7. После этого можно переходить ко внутренней отделке бани – созданию пола, обшивке стен и т. д. Важно не забыть выполнить гидроизоляционные работы!
Внутреннее обустройство бани
Видео – Строительство бани из пеноблоков
В целом, строительство таких небольших строений как баня из пеноблоков не отнимает много времени. При должной сноровке, желании и помощи пары человек строительство можно закончить очень быстро. Притом такая баня будет служить долгие годы без нареканий. Так что можно смело выбирать понравившийся проект и начинать его реализовывать на своем участке.
ремонтов, сделанных правильно | Block Renovation
Оптимизированная платформа для ремонта, позволяющая планировать, проектировать и строить — все в одном месте.
«Помимо подрядчика, вы также получаете взгляд профессионального дизайнера.»
«Упрощение своевременных аспектов, таких как планировка, выбор материалов и разрешение на строительство»
«Ремонт блоков призван упростить процесс».
«Миссия этого стартапа состоит в том, чтобы упростить ремонт дома»
«Ванные комнаты внезапно стали самым простым ремонтом»
«Помимо того, что вы наймете подрядчика, вы также получите взгляд профессионального дизайнера.»
«Упрощение своевременных аспектов, таких как планировка, выбор материалов и разрешение на строительство»
«Ремонт блоков призван упростить процесс».
«Миссия этого стартапа состоит в том, чтобы сделать ремонт дома проще»
«Ванные комнаты внезапно стали самым простым ремонтом»
«В дополнение к привлечению подрядчика, вы также получаете взгляд профессионального дизайнера.
«Оптимизация своевременных аспектов, таких как планировка, выбор материалов и согласование строительства»
ОДНА КОМПЛЕКСНАЯ ПЛАТФОРМА
Инструменты Access Block для планирования, проектирования и реализации вашего ремонта с участием ведущих дизайнеров и подрядчиков отрасли. Узнайте, как это работает
01
ТОЧНОЕ ПЛАНИРОВАНИЕ
Обратитесь к блочному планировщику проектов, чтобы получить индивидуальное предложение, адаптированное к вашим целям ремонта, с подробным объемом работ.
02
УВЕРЕННЫЙ ДИЗАЙН
Воспользуйтесь нашей тщательно подобранной системой проектирования и получите доступ к нашим штатным дизайнерам, чтобы воплотить в жизнь свое пространство. Мы закажем материалы и подготовим ваш ремонт ко дню начала работ.
03
СТРОЙТЕ С ЛУЧШИМИ
Мы установили отношения с лучшими местными подрядчиками в вашем районе. Они на 100 % лицензированы и застрахованы, и они будут предоставлять промежуточные обновления на протяжении всей сборки.
Откройте для себя мир дизайна
НАШИ РЕМОНТЫ
Ванные комнаты
СРЕДНЯЯ СТРОИТЕЛЬСТВО ЗА 4 НЕДЕЛИ
Постройте ванную комнату своей мечты с первоклассной сантехникой и отделкой.
УЗНАТЬ БОЛЬШЕ
Кухни
СРЕДНЯЯ СБОРКА ЗА 6 НЕДЕЛЬ
Создайте свою идеальную кухню из качественных и долговечных материалов.
УЗНАТЬ БОЛЬШЕ
Галерея проектов
Узнайте, чего домовладельцы смогли достичь с помощью Block.
Посмотреть галерею проектов
Узнайте, что возможно в 360˚
Посмотрите, с какими высококачественными материалами мы работаем, и как они могут выглядеть в вашем помещении.
Jadeite
Madison Park
Joshua Tree
Palm Sands
Jadeite
Madison Park
Joshua Tree
Palm Sands
Jadeite
Selected Spesats
Homesholes Hearsale 9000. Why Hadeswite 9000
.
4,9 Звезды
Рейтинг: 4,9 / 5
4,5 звезды
: 4,5 / 5
4,5 звезды
Рейтинг: 4,5 / 5
Sonia M.
. См. Полный обзор, 29 марта., 2021
оценка: 5 / 5
Они помогли нам воплотить наши мечты в реальность в процессе проектирования и заставили нас честно говорить о том, что было и что было невозможно.
Co-opBathroomKitchen
Grace M.
См. полный обзор, 13 марта 2021 г.
оценка: 5 / 5
Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на этот проект.
Co-opBathroom
Krista L.
См. полный обзор, 17 мая 2021 г.
оценка: 5 / 5
Процесс с Блоком от начала до конца был гладким! Они держали меня за руку на протяжении всего процесса и позволяли мне сосредоточиться на веселой части.
CondoKitchen
Sonia M.
См. полный обзор, 29 марта 2021 г.
оценка: 5 / 5 .
Co-opBathroomKitchen
Grace M.
См. полный обзор, 13 марта 2021 г.
оценка: 5 / 5
Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на этот проект.
Co-opВанная
Криста Л.
См. полный обзор, 17 мая 2021 г.
оценка: 5 / 5
Процесс с Блоком от начала до конца был гладким! Они держали меня за руку на протяжении всего процесса и позволяли мне сосредоточиться на веселой части.
CondoKitchen
Sonia M.
См. полный обзор, 29 марта 2021 г.
оценка: 5 / 5 .
КооперативВаннаяКухня
Грейс М.
См. полный обзор, 13 марта 2021 г.
оценка: 5 / 5
Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на проект.
Co-opBathroom
Просмотреть еще отзывы
Ванные комнаты | Ремонт блока
Что включено в мою смету?
В смете указан диапазон цен на весь объем запланированного ремонта. Смета делится на три части: материалы, услуги и строительство.
Материалы включает в себя все приспособления, отделку и связанные с этим транспортные расходы. Благодаря нашим отношениям с нашими поставщиками мы предоставляем вам торговые скидки. Услуги включают в себя услуги по проектированию, согласование строительства, 3D-визуализацию, закупки и поддержку проекта от начала до конца вашего ремонта. Наконец, строительство включает в себя защиту дома, снос и работу сертифицированного и проверенного подрядчика-партнера.
Как происходит оплата?
Когда вы работаете с Block, у вас есть возможность совершать платежи через ACH и все основные кредитные карты.
Ваш проект будет иметь стандартные условия оплаты, включая первоначальный депозит в размере 500 долларов США для резервирования ремонта, а затем рассрочку. Первый взнос происходит при запуске вашего проекта. Второе происходит, когда ваши разрешения и утверждения и дизайн завершены. Ваш третий платеж включает в себя любые потенциальные заказы на изменение по завершении проекта.
Сколько времени занимает ремонт?
В среднем блочные ванные комнаты строятся в течение 4-6 недель, по сравнению со средним показателем по отрасли в 3 месяца. Эти 4-6 недель включают в себя снос, обрамление, сантехнические, плиточные и электрические работы. Точные сроки вашего ремонта определяются после того, как мы оценим состояние вашего участка.
Как Block проверяет своих подрядчиков?
Когда вы проводите ремонт через Block, вам назначается лицензированный и застрахованный подрядчик, который прошел тщательную проверку на предмет опыта, качества и репутации в этой области. Наш процесс проверки включает в себя процесс собеседования, проверку биографических данных и рекомендательные звонки.
Работая вместе над несколькими проектами в год, мы развиваем прочные отношения с нашими партнерами, обеспечивая гораздо большую надежность, чем при работе с подрядчиком на разовой основе.
Как я могу быть уверен, что работа выполнена правильно?
Мы ввели несколько проверок качества ремонта, чтобы обеспечить наилучший результат. Это включает в себя сеанс архитектурного планирования для достижения ваших целей, запуск проекта с визуализацией и техническими инструкциями, а также цифровую поддержку на протяжении всего процесса.
Кроме того, наши строители лицензированы, застрахованы и проходят тщательную проверку, чтобы убедиться, что у них есть опыт для выполнения работы в соответствии со стандартами Block.
Что происходит, когда что-то идет не так?
Непредвиденные обстоятельства в строительстве — реальность. Однако здесь, в Block, мы готовы к сюрпризам. Как универсальная платформа для ремонта, Block может эффективно мобилизовать соответствующие заинтересованные стороны, чтобы вернуть проект в нужное русло как можно скорее. Кроме того, мы даем годовую гарантию на выполненные работы.
Как насчет разрешений на строительство?
Процесс утверждения здания может быть сложным, но мы вас поддержим. Во-первых, мы просим предоставить вам копию соглашения о внесении изменений в ваше здание, чтобы узнать о любых ограничениях или лицензионных требованиях.
Вся продукция соответствует требованиям ГОСТ и имеет сертификаты качества. Доставка товара организуется при помощи транспортных компаний в любую точку
Color theme
Font
Body:
Open SansRalewayRoboto SlabOswaldLatoSource Sans ProPT SansDroid Serif
Menu:
OswaldRalewayRoboto SlabOpen SansLatoSource Sans ProPT SansDroid Serif
Title:
OswaldRalewayRoboto SlabOpen SansLatoSource Sans ProPT SansDroid Serif
* Fonts are used to example. You able to use 600+ google web fonts in the backend.
Layout Style
Wide
Boxed
Framed
Rounded
Texture for Boxed, Framed, Rounded Layout Background
1-дюймовый бронзовый клапан модели CM с патрубками под приварку
Артикул 1 куб. м
1-дюймовый клапан модели CM представляет собой 3-ходовой термостатический регулирующий клапан с внутренним датчиком и корпусом из бронзы. Он обеспечивает точное и надежное регулирование температуры в различных промышленных применениях, где жидкости смешиваются или отклоняются в зависимости от их температуры.
— Пожалуйста, выберите —Стандартный элемент и уплотнения из Buna N Никелированный элемент и уплотнения из витона Стандартный элемент и уплотнения из витона Никелированный элемент и уплотнения из Buna N Короткоходовой высокотемпературный элемент и уплотнения из витона Пластмассовый элемент Kanigen и уплотнения из неопрена Элемент из нержавеющей стали и уплотнения Витоновые уплотнения Специальные стандартные и неопреновые уплотнения
Нужно ${shippingArrivalDayOfWeek}, ${shippingArrivalDate.format(‘MMM.DD’) }? Закажите его в течение следующего ${shippingCountDown} и выберите авиадоставку на следующий день при оформлении заказа.
Количество В наличии
Осталось только ${getQuantityAvailable()}
$ { кол-во } 0
Будьте в курсе
Нажмите здесь, чтобы получить уведомление, как только этот товар снова в наличии
Программа оптовых закупок шаровых кранов
Мы приобретаем новые и подержанные шаровые краны оптом. Щелкните здесь, чтобы запросить бесплатную оценку настольного компьютера из вашего списка.
Виды фрез и приспособлений для работы по дереву, камню, металлу ручным фрезером
Фреза является режущим инструментом, с помощью которого ручная фрезерная машина или стационарный агрегат производят обработку поверхности различных материалов (дерево, пластик, металл). Поскольку оснастка рассчитана на вращательное движение, то и базовая форма у нее будет дискообразной либо цилиндрической. В то же время, режущие кромки инструмента могут иметь довольно замысловатую форму. Фрезы для ручного фрезера делятся на несколько видов. Наиболее распространенные среди них – для обработки древесины. При этом фрезы по дереву также имеют свою классификацию. Рассмотрим, какие виды фрез предназначены для обработки деревянных поверхностей, и как их правильно выбирать.
Содержание
1 Пазовые фрезы
1.1 Фасонные
1.2 Конструкционные
1.3 Галтельные V-образные
1.4 Галтельные
1.5 Прямые
2 Кромочные фрезы
2.1 Полустержневые
2. 2 Фигурные
2.3 Галтельные
2.4 Конусные
2.5 Фальцевые
2.6 Калевочные
2.7 Прямые
2.7.1 Фреза “кукуруза”
3 Комбинированные фрезы
3.1 Рамочные
3.2 Пазо-шиповые
3.3 Для изготовления вагонки
3.4 Универсальные
4 Фигирейные фрезы
4.1 Горизонтальные
4.2 Вертикальные
4.3 Горизонтальные двухсторонние
5 Критерии выбора режущего инструмента по дереву
5.1 Диаметр и размер хвостовика
5.2 Материал лезвий
5.3 Расположение режущих элементов
6 Фрезы по камню
6.1 Фреза “антиперелив”
6.2 Фреза “волна”
6.3 Пазовая под инкрустацию
6.4 Ремонтный набор для камня
7 Фрезы по металлу
8 Приспособления для ручного фрезера
8.1 Параллельный упор
8.2 Направляющая шина
8.3 Циркуль
8.4 Выборка пазов
8.5 Копир
8.6 Копировальные кольца и шаблон
8. 7 Обработка тел вращения
8.8 Шипорезное приспособление
8.9 Приспособление шип-паз
8.10 Стол для фрезера
8.11 Приспособление для филенок
9 Как заточить фрезу в домашних условиях
Пазовые фрезы
Если нужно выбрать паз какой-либо глубины и ширины, то для этой цели как нельзя лучше подойдет пазовая фреза. Ее конструкция позволяет производить данную операцию как на пласти (грани) детали, так и на ее кромке. Пазовая фреза в основном используется при соединении деталей на шип. Также, применяя насадки для фрезера по дереву, идущие по линейке, можно прорезать ровные пазы любой ширины.
Фасонные
Позволяют придавать пазу определенные формы, похожие на фигурные скобки. Инструментом выбирают не только пазы внутри заготовки, но и изменяют форму ребер кромки. Изготавливая сложный рисунок на пласти заготовки, сначала делается проход по нему прямым резаком (пазовым). В дальнейшем это упрощает центровку фасонной оснастки.
На следующих рисунках показаны основные разновидности пазовых фасонных фрез.
Конструкционные
После обработки заготовки данной оснасткой получается паз, похожий на трапецию (ласточкин хвост) или перевернутую букву “Т”.
Этот метод соединения деталей считается одним из самых надежных, поскольку шипы задвигаются в пазы такой же формы, и другим методом их не разъединить.
Галтельные V-образные
Несмотря на то, что слово “галтель” обозначает какую-либо полукруглую выемку или желобок, V-образные резаки также относятся к данной категории. Инструмент позволяет выбирать не только вертикальные пазы, но и пазы под определенным углом. Также галтельная фреза часто используется для декоративной резьбы и изменения геометрии кромок в мебельном производстве.
Галтельные
Имеют скругленную режущую часть. Если посмотреть на паз после ее прохождения в разрезе, то он будет напоминать литеру “U”.
Фрезу применяют для декоративной отделки кромок и торцов изделий из дерева, создания сложных рисунков на пласти заготовки либо различных галтельных выемок (желобков) на пласти изделия и на его ребрах.
Прямые
Это самый простой инструмент, имеющий форму цилиндра. Паз, полученный в заготовке, имеет прямоугольное сечение.
Оснастку чаще всего используют с погружными фрезерами.
Прямые пазовые (пальчиковые) фрезы применяют, если требуется выбрать прямоугольный паз с чистым дном, например, для врезки дверных замков и петель.
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.
Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
снимать фаску на ребре заготовки;
декорировать кромку столешницы;
создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).
Также к этой категории можно отнести кромочную фрезу, угол наклона лезвий у которой 45 градусов.
Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.
Для регулировки глубины паза применяют упорные подшипники разных диаметров.
К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
скруглить ребро детали;
получить кромку с фальцем;
сделать полустержневой выступ;
получить кромку с губкой;
сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.
Также калевочными резаками можно создавать орнаменты сложной формы на ребрах и торцах детали из дерева.
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
При нижнем расположении подшипника шаблон закрепляется под заготовкой, а при верхнем расположении – над заготовкой.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты.Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.
Комбинированные фрезы
Сращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения.
Рамочные
Рамочные фрезы являются составными инструментами. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
основание;
режущие элементы;
подшипник;
шайба;
фиксирующая гайка.
При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется.
Пазо-шиповые
Комплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа.
Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
Единственный минус данной оснастки в том, что пазы и шипы изготавливаются разными резаками, которые приходится менять и снова корректировать их вылет относительно подошвы агрегата.
Для изготовления вагонки
Фрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов.
Универсальные
После прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу.
Для сращивания деталей также применяется микрошиповая фреза.
Оснастку можно применять как для продольного сращивания заготовок (при изготовлении щитов), так и для торцевого сращивания деталей.
Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов.
Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Фигирейные фрезы
Применяют инструмент при изготовлении филенок, а именно для декоративной обработки ребер деталей. Вся оснастка имеет упорный подшипник, закрепленный снизу. Фреза с подшипником может обрабатывать не только прямоугольные заготовки, но и фигурные. Следует знать, что инструменты для филенок имеют диаметр от 50 до 70 м, поэтому, чтобы их эффективно использовать, необходимо иметь аппарат с мощностью не менее 1500 Вт. Для бытового фрезера обработка филенки данным типом оснастки станет непосильной задачей.
Для изготовления дверей ручным фрезером (имеется ввиду кухонных фасадов) потребуется приобрести специальный набор, состоящий из трех элементов.
В наборе имеются следующие фасадные фрезы: одна филенчатая и две оснастки для мебельной обвязки (профиль-контрпрофиль).
Горизонтальные
Применяют для предварительной обработки филенки. Чтобы сформировать шип для вставки в паз рамы, потребуется дополнительно обрабатывать кромку.
Вертикальные
Чаще всего вертикальные фигирейные резаки используют для изготовления плинтуса.
Горизонтальные двухсторонние
Данный тип оснастки заметно упрощает производственный процесс, поскольку за один проход инструмента на кромке появляется соединительный шип и часть филенки определенной конфигурации.
Кроме вышеперечисленных разновидностей оснастки, многие мастера применяют и самодельные фрезы. Обычно они представляют собой стандартные слесарные сверла, переточенные особым образом. Как это делается в домашних условиях, можно узнать из видео.
Критерии выбора режущего инструмента по дереву
При выборе фрез по дереву для ручного агрегата, следует уделить внимание следующим параметрам оснастки.
Диаметр и размер хвостовика
Следует учитывать, что некоторые зарубежные производители фрез могут указывать диаметр хвостовика в дюймах. В большинстве случаев, если на агрегате установлен цанговый зажим, то проблем с установкой оснастки не будет, конечно же, при условии, что диаметр цанги соответствует диаметру хвостовика.
Важно знать, что цанга ручного агрегата – это не кулачковый патрон дрели, в который можно зажимать инструмент разного диаметра. Внутренний диаметр цанги должен строго соответствовать диаметру хвостовика оснастки. Трудности могут возникнуть, если купить оснастку с хвостовиком 1/2ʺ (12,7 мм) и попытаться ее вставить в цангу с диаметром 12 мм. В то же время, хвостовик с диаметром 6 мм без проблем зажмется в цанге на 1,4ʺ (6,35 мм).
Перед покупкой фрезы, особенно дорогостоящей, изучите инструкцию к агрегату и узнайте, какая цанга на нем установлена.
Длина хвостовика оснастки также имеет большое значение. Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата.
Материал лезвий
Это важный критерий при выборе оснастки. Изделие может быть изготовлено из быстрорежущей стали (HSS) или из твердосплавной (HM). Лезвия из быстрорежущей стали без труда справляются с мягкими породами древесины невысокой плотности. Но для обработки твердых пород дерева данные резаки не подойдут. В таком случае их можно заменить оснасткой с твердосплавными лезвиями.
Расположение режущих элементов
Лезвия на инструменте могут располагаться вертикально, то есть параллельно оси хвостовика, либо под определенным углом к ней. Вертикально расположенные лезвия работают по принципу рубанка и в большей мере рубят древесину, чем ее режут. Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать.
Лезвия, расположенные под углом к оси инструмента, работают намного чище и не образовывают сколов.
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
Фреза “антиперелив”
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.
Пазовая под инкрустацию
Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.
Также для обработки композитов можно использовать фрезы от компании CERATIZIT.
Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
Фрезы по металлу
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
Борфрезы по металлу бывают следующих видов.
Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
Конические (60°). Применяют для зенкования отверстий.
Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
заготовка укладывается под установленный в пантографе агрегат;
на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Если отверстие в шаблоне превышает размеры подошвы аппарата, то его можно установить на площадку подходящих размеров.
Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Как заточить фрезу в домашних условиях
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).
Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.
Если приготовленная под заточку оснастка имеет упорный подшипник, то его необходимо снять до начала процесса.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
Работа ручным фрезером — Дешево и сердито
Работа ручным фрезером
Приобретя ручной фрезер, скорее всего, вы конечно не станете звездами ютуба, как некоторые профессионалы, которые им (ручным фрезером) рисуют по дереву, словно художники карандашами или маркерами по бумаге и показывают там свои мастер- классы на видео, хотя кто мешает вам это сделать или хотя бы попытаться дать им немного «отдохнуть» или «нервно покурить».
В любом случае, вы сможете сделать массу полезных и красивых вещей у себя дома или на даче, например, вселить новое дыхание в старые тумбочки , полочки, столы, перила , сделать красивые деревянные подоконники, вешалки, украсить дом и двор всевозможными деревянными элементами, тем более в последнее время мы часто убеждаемся в том, что новая магазинная мебель в качестве изначально во многом уступает старой , а после реставрации (старой мебели) еще, зачастую, и в красоте! Помимо этого, ручной фрезер даёт возможность выполнять такие операции как: выборка пазов и шлицов, создавать различного рода фигурные вырезы. Ручной фрезер незаменим при установке межкомнатных дверей. Очень удобен для выполнения врезки замков и навесов. При его помощи можно посадить замок в дверь так, что между древесиной и планкой замка не останется даже мельчайшего зазора. Так что в доме он не помешает, даже если вы не так часто будете им пользоваться!
Что можно делать при помощи ручного фрезера
Выбор фрезера –На что следует обратить внимание. Для начала определяемся с видом производимых работ. Если вы будете использовать ручной фрезер только для врезки замков и навесов, то подойдёт легковесная DIY – модель, если же речь идёт о производстве корпусной мебели, то вам лучше остановиться на более тяжелой модели фрезера. Мощность ручного фрезера по дереву должна соответствовать условиям работ, в которых будет использоваться фрезер. Нет смысла приобретать легковесный, маломощный аппарат, если вы его будете использовать на весу (под обрабатываемым изделием не будет жёсткой опоры). Наличие возможности переключения скорости вращения фрезы, несомненно, расширяет возможности ручного фрезера,но опять же, при узко направленной деятельности такая функция будет лишней. Делая выбор фрезера, обратите внимание на кнопку пуска (выключатель). Лучше приобрести такой ручной фрезер, кнопка выключения у которого снабжена фиксацией и блокировкой случайного включения. Это безопасность и удобство в работе. Теперь о зажиме инструмента. Лучшее крепление инструмента — это конусная цанга. Более дешевый вариант крепления инструмента — это цанги, выполненные из конусовидных частей стали, они слишком маленькие и не способны полностью закрепит фрезу. Но самое плохое в них то, что они быстро выходят из строя. Отсос пыли с рабочей поверхности производят в нескольких вариантах. Либо он встроен в сам станок, либо устанавливается на подошву ручного фрезера как дополнительная функция. Последнее не очень удобно, снижается видимость изделия. Ручной фрезер должен иметь подошву, которая даёт хорошую видимость обрабатываемого места детали, простую и надёжную систему настройки высоты (эта система должна обеспечить не только лёгкую настройку глубины реза, но и точность настройки глубины реза). Работа с фрезером и его устройство Фрезер представляет собой два основных узла (основание и электродвигатель), скрепленных между собой регулируемым подъемным механизмом (регулирует глубину реза). Рядом с двигателем расположен регулировочный штифт и шайба, расстояние между ними и задаёт глубину реза. Прямолинейная направляющая даёт возможность передвигать ручной фрезер на одинаковом расстоянии от края детали. Некоторые ручные фрезеры оснащаются круговой направляющей, она позволяет фрезеровать окружности, имеющие большой радиус (от 15см). Если требуется фрезеровать круг меньше, то для этого на основании ручного фрезера имеются отверстия, в которые на необходимом расстоянии от фрезы ставится центрирующий штифт. Чтобы выбрать паз, применяется угловой упор. Он крепится к основанию ручного фрезера под углом 90°. Работа с фрезером должна выполнятся при условии хорошо закреплённой обрабатываемой детали. Надежная опора — это гарантия того, что край паза получится ровный. За один проход нужно снимать не более чем 5-6мм. Глубокие пазы и канавки нужно выбирать за несколько проходов. Чтобы края паза не были рваными, ручной фрезер нужно передвигать медленно и плавно.
Начало работы с фрезером и его настройка Как и все деревообрабатывающие инструменты, ручной фрезер необходимо тщательно настроить, проверить и отрегулировать, чтобы обеспечить его качественную работу в дальнейшем. Без некоторых простых регулировок Вам не удастся достигнуть чистой и точной обрабатываемой поверхности. Несомненно, с течением времени окупятся и дополнительные расходы на приобретение более качественного фрезера, обеспечивающего повышенную точность в работе. Дешевые ручные фрезеры не всегда собраны с достаточной тщательностью и часто они неслишком надежны. Поэтому все попытки точной настройки такого фрезера часто будут заканчиваться ничем.
Проверка нового фрезера Сначала отвинтите зажимную цангу и предохранительную гайку. После этого включите фрезер и проверьте, нет ли вибраций двигателя. Вставьте фрезу и выполните проверочный рез на пробном куске древесины.
Зажимные винты и принадлежности Проверьте, все ли зажимные винты и другие резьбовые элементы можно без проблем затянуть и снова отвинтить и нет ли стружки на резьбе. Проверьте, хорошо ли подходят друг к другу все детали и принадлежности и удобно ли обращаться с органами управления фрезера.
Чистка и смазка При необходимости оботрите защитную смазку с зажимной цанги, шпинделя и направляющих стоек. Смажьте металлические поверхности фрезера легким машинным маслом, чтобы предотвратить образование ржавчины и обеспечить легкость хода подвижных частей.
Ведение фрезера Неопытные пользователи часто держат ручной фрезер недостаточно плотно и слишком сильно прижимают его к заготовке. Это затрудяет ведение фрезера по боковой направляющей и она легко сбивается. Держите ручной фрезер плотно, но без напряжения, за обе рукоятки и равномерно, не останавливаясь, ведите ее вдоль заготовки. Не замедляйте движения на углах детали или при других изменениях направления движения, так как в противном случае фреза может перегреться и оставить на поверхности детали прожиги.
Боковая направляющая Некоторые погружные и большинство неподвижных фрезеров имеют рукоятки, расположенные достаточно низко, что облегчает ведение фрезера. Однако, при свободном фрезеровании лучше удерживать фрезер за самое основание или — по соображениям безопасности — за боковые рукоятки дополнительной платы, прикрепленной к основанию. При этом фрезер получает дополнительную устойчивость и опрокинуть его гораздо труднее.
Настройка вылета фрезы Все фрезеры имеют регулировку вылета фрезы и механизм его контроля. Часто это простой металлический стержень с флажком-указателем и зажимным винтом для фиксации в определенном положении; на более сложных моделях вместо него устанавливается прецизионный упор с лупой для чтения показаний шкалы и микрометрическим винтом. С помощью упора можно производить предварительную настройку вылета фрезы и выполнять фрезерование пазов и углублений одинаковой глубины.
Упор со стержнем и шкалой глубины Наиболее простой вариант упора для выставления вылета фрезы — стержень, настраиваемый с помощью шкалы, нанесенной на корпусе двигателя. Необходимая глубина погружения фрезы в материал задается расстоянием между концом этого стержня и упорной площадкой (в более сложных моделях — револьверной головкой) на основании ручного фрезера.
Настройка упора Прежде чем начать настройку упора, выньте вилку ручного фрезера из розетки!. Вставьте в цангу необходимую фрезу и затяните гайку. Установите фрезер на плоскую поверхность и, надавливая сверху, опустите его верхнюю часть до тех пор, пока фреза не коснется поверхности. Зафиксируйте верхнюю часть в этом положении с помощью фиксатора. Ослабьте прижимной винт, опустите стержень до соприкосновения с упорной площадкой. Ориентируясь по положению флажка, поднимите стержень на расстояние, соответствующее необходимой глубине погружения фрезы и зафиксируйте его в таком положении, вновь затянув фиксирующий винт. Освободите фиксатор и медленно верните корзину фрезера в исходное пололжение (двигатель поднят в крайнее верхнее положение).
Настройка вылета фрезы на перевернутом фрезере Можно также перевернуть ручной фрезер и, производя постоянные измерения, с помощью механизма погружения изменять вылет фрезы до тех пор, пока не будет достигнуто требуемое значение. В этот момент следует зафиксировать механизм погружения и сдвинуть стержень вверх до соприкосновения с упорной площадкой.
Тонкая настройка вылета фрезы У некоторых ручных фрезеров имеется устройство тонкой настройки вылета фрезы. Оно либо размещено на стержне устройства настройки вылета фрезы, либо заменяет само устройство. При использовании этого устройства тонкой настройки фреза не опускается, глубину фрезерования можно точно выставлять регулировочным винтом.Подобные устройства тонкой настройки особенно полезны для закрепляемых в столе фрезеров, у которых не опускается корзина. Для точной настройки положите фрезер на бок (если он не закреплен в столе или в стойке) и освободите фиксатор глубины. Ввинчивайте или вывинчивайте винт тонкой настройки до тех пор, пока фреза не примет необходимое положение относительно подошвы. Зафиксируйте текущее положение корзины с помощью фиксатора, чтобы полученная настройка не сбилась во время работы.
Фрезерование на определенную глубину Если Вы фрезеруете паз, начиная с самой кромки детали, то есть выполняете открытый паз, поставьте фрезер перед собой подошвой на деталь таким образом, чтобы ее большая часть — в том числе и фреза — нависала над краем детали. Опустите фрезу до настроенной глубины и зафиксируйте корзину в таком положении. После этого включите фрезер и начните подачу. После того, как паз профрезерован до конца, ослабьте фиксатор и поднимите фрезу, прежде чем выключить фрезер и снять его с детали. При выполнении глухих пазов включите ручной фрезер и погрузите фрезу в деталь до установленной глубины. Зафиксировав корзину в таком положении, начните движение фрезера по детали.
Фрезерование глубоких пазов Для того, чтобы за несколько проходов выполнить глубокий паз, после каждого прохода производите настройку новой глубины погружения фрезы. При этом каждый раз перед тем, как произвести новую настройку, выключайте ручной фрезер. При каждом новом проходе следите за тем, чтобы он шел точно по параллельному упору или по направляющей. Выполняйте последовательные проходы, пока не получите паз нужной глубины. Чтобы получить чистую поверхность, во время последнего прохода снимайте слой материала толщиной не более 1,5 мм.
Оптимальная глубина фрезерования В процессе фрезерования трение фрезы о древесину вызывает нагрев режущих кромок. Слишком высокие температуры негативно влияют на твердость стали и затупляют фрезу. Все это легко может привести к прижогам на поверхности дерева. Избежать этого можно, выполняя глубокие пазы в несколько проходов. Постоянно проверяйте, правильно ли настроен вылет фрезы. С этой целью производите пробный рез на ненужном обрезке древесины. Ручными фрезерами малой и средней мощности с диаметром хвостовика 6 мм за один проход следует снимать не более 3 мм. Чуть больше — 4-6 мм — можно снимать 900-ваттным фрезером, используя фрезы с хвостовиком 8 мм. Тяжелыми фрезерами, используя фрезы с хвостовиками в 12 мм, за один проход можно без особых сложностей снять 6-8 мм. Эти данные относятся к прямым фрезам с твердосплавными напайками. Используя HSS-фрезы, необходимо несколько уменьшить толщину съема материала за один проход. То же самое относится и к обработке твердых материалов.
Настройка револьверной головки Для того, чтобы при выполнении многочисленных проходов не приходилось слишком часто заново настраивать вылет фрезы, многие фрезеры оснащаются револьверной головкой, с помощью которой можно настроить три или более глубин фрезерования. Для того, чтобы настроить отдельный упор револьверной головки, ослабьте контргайку и с помощью отвертки заверните (выверните) винт до необходимой высоты. С помощью стальной линейки измерьте высоту отдельных винтов-упоров и если все в порядке — затяните контргайки.
Ведение фрезы Как правило, фрезер ведется по детали в направлении набегания режущих кромок фрезы. При этом фрезер не только эффективнее снимает материал, кроме этого вращательное движение фрезы притягивает фрезер к обрабатываемой кромке детали. Если перемещать фрезер в противоположном направлении, то он может самопроизвольно отойти от направляющей. 1 Фрезерование кромок При фрезеровании кромок, фальцев или профилей фрезер, как правило, следует вести в направлении набегания режущих кромок фрезы.
2 Фрезерование c использованием параллельного упора Если Вы работаете с параллельным упором, то ручной фрезер также необходимо вести в направлении набегания режущих кромок фрезы, чтобы возникающие при фрезеровании усилия прижимали инструментк кромке. Это в особенности важно при обработке видимых поверхностей.
3 Фрезерование c использованием направляющей планки Если Вы фрезеруете деталь вдоль направляющей планки, то, как правило, фрезер необходимо вести в направлении набегания режущих кромок фрезы, чтобы плита основания прижималась к направляющей планке.
Свободное фрезерование При свободном фрезеровании ведите инструмент, учитывая его увод влево от направления перемещения. При этом будет компенсироваться различное сопротивление движению фрезера в мягких и твердых зонах детали. По возможности следует выдерживать движение фрезера в одном направлении. Если Вы ведете фрезер слева направо, то фрезер уклоняется в направлении от Вас — это наиболее безопасное направление перемещения фрезера.
4 Фрезерование c использованием внутреннего шаблона Ведите фрезер вдоль внутренней кромки шаблона в направлении по часовой стрелке.
5 Фрезерование c использованием наружного шаблона Ведите фрезер вдоль внешней кромки шаблона в направлении против часовой стрелки.
6 Фрезерование c использованием циркуля В этом случае фрезер необходимо вести в направлении против часовой стрелки, чтобы фрезер стремился к центру окружности, а не уклонялся от нее.
Фрезерование по ходу фрезы Нет правил без исключений! Если деталь закреплена вертикально, то при ведении фрезера в обычном направлении, — то есть против направления вращения фрезы, — повреждаются волокна на нижней стороне выполняемого паза. В случае острых фрез это практически незаметно, однако при поперечном фрезеровании торца эта проблема более чем заметна. При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность. Фрезерование торцовой поверхности детали При фрезеровании торцовой поверхности детали по-настоящему чистый кант можно получить, если вы сначала выполните очень пологий первый рез, ведя фрезер в направлении вращения фрезы. Это позволит ровно снять основную часть волокон дерева, прежде чем вы приступите к удалению оставшегося слоя, ведя фрезер как обычно — против направления вращения фрезы.
Фрезерование тяжелого дерева При обработке склонной к растрескиванию древесины можно исправить ситуацию, производя фрезерование по ходу фрезы. Однако, сначала следует попробовать выполнять снятие материала тонкими слоями за несколько проходов, подавая фрезер как обычно — по ходу фрезы.
Удержание фрезы на направляющей кромке При фрезеровании по ходу фрезы важно сохранять абсолютный контроль скорости подачи, чтобы не было возможности отклонения упора или направляющей от направляющей кромки. Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину.
Обрезка кромок с помощью фрезера Фрезерование по ходу фрезы также предотвращает отщепление приклеенной кромки при срезании выступающих частей торцевой частью фрезы. Для такой обработки следует использовать фрезу с торцовыми режущими кромками и направляющую пластину, обеспечивающую надежное ведение фрезы над обрабатываемой кромкой.
Скорость подачи Хотя число оборотов фрезы настраивается достаточно точно, скорость, с которой фреза движется сквозь обрабатываемый материал, зависит только от Вас. Хотя скорость подачи зависит от твердости или плотности фрезеруемого материала и от типа фрезы, ее правильное определение является делом опыта. Важно следующее — фрезер должен продвигаться не настолько медленно, чтобы это приводило к перегреву фрезы от трения, но и не настолько быстро, чтобы не успевали удаляться опилки.
Удаление опилок Обработку фрезами «ласточкин хвост», Т-образными или шаровыми пазовыми фрезами можно выполнять только за один проход. Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок.
Фрезерование пластиков и алюминия При фрезеровании пластмасс ручным фрезером необходимо выбирать небольшие обороты фрезы, по мере возможности избегая расплавления материала. В противном случае сразу за фрезой может происходить слипание материала или забивание паза. Та же проблема существует и при обработке алюминия — образующиеся опилки могут забивать паз.
Интересные статьи для вас
Садовая дорожка своими руками Печатный бетон своими руками Топ бетон своимим руками Гипсовые 3D панели своими руками Гипсовая плитка своими руками
17 советов по маршрутизатору | Популярные Деревообработка
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Широкие доски для выравнивания
Огромная широкая доска может стать великолепной столешницей. Если она не проходит через ваш рубанок, выровнять эту доску с помощью ленточной шлифовальной машины может стать настоящей рутиной. Пользоваться роутером намного проще.
Для начала вам понадобится большая плоская поверхность, например большой верстак или пустотелая дверь. Положите доску на скамейку и поместите прокладки под доску, чтобы она не качалась. Затем фрезеруйте две направляющие доски около 1 фута. длиннее вашей заготовки. Привинтите или закрепите их к столешнице на равном расстоянии друг от друга. Сделайте выдвижную каретку для вашего фрезера из двух 1-дюймовых. на 1-в. куски алюминиевого уголка и прикрепите их к двум скобам.
Установите в фрезер сверло большого диаметра, и вы готовы к работе. Сдвиньте фрезер вперед и назад по каретке, затем продвиньте каретку по всей длине доски.
Две обшивки обеспечивают точность
При резке узких профилей лучше всего использовать две обшивки, чтобы получить прямой и гладкий срез. Тем не менее, почти невозможно безопасно кормить поголовье полностью. Решение: сделайте молдинг очень длинным и оставьте немного необработанной древесины на конце, чтобы он служил ручкой. Когда вы прошли максимально возможное расстояние, выключите фрезер, удалите деталь и отрежьте ручку.
Лучший способ резки небольших профилей
1. Трудно уберечь тонкий или узкий материал от вибрации во время его резки на фрезерном столе.
2. Для узких полос, таких как этот бортовой профиль, безопаснее и проще фрезеровать профиль на широкой доске ( Фото 1), а затем отрезать фасонный край на настольной пиле ( Фото 2).
Линейки без фуганка
Вот устройство для соединения досок с использованием только фрезера. Это длинная линейка, оснащенная зажимами для удержания заготовки, а также прочная металлическая кромка для направления фрезы заподлицо. Когда он не используется, его легко хранить у стены.
Чтобы сделать линейку, вам понадобится кусок фанеры длиной 8 футов и шириной 12 дюймов, например меламиновая полка, кусок фанеры длиной 8 футов и шириной 1 дюйм. на 1-в. алюминиевый угол, 8 футов Т-образной направляющей и некоторые коммерческие зажимы, изготовленные для Т-образной направляющей, или их заводские эквиваленты (см. Источник ниже).
Отфрезеруйте фанеру так, чтобы Т-образная направляющая и алюминиевый угол были заподлицо с ее поверхностью. Залейте Т-образную канавку эпоксидной смолой; просверлите и раззенкуйте отверстия в углу, чтобы вы могли прикрутить его к фанере.
Чтобы использовать кондуктор, зажмите доску так, чтобы ее неровный край только выступал за линейку, установите фрезу для обрезки заподлицо с нижним подшипником в станок и отфрезеруйте.
Насадки без стружки
Спиральные насадки часто обеспечивают более гладкий и точный рез, чем прямые насадки. Насадка с загнутым вверх лезвием вытягивает стружку вверх и наружу, что делает ее идеальной для вырезания пазов в массивной древесине. Сверло с прямой режущей кромкой отталкивает стружку вниз, что идеально подходит для изготовления дадо без сколов из фанеры и меламина. (Однако фрезы с прямым резом не рекомендуются для использования на фрезерном столе, потому что они могут вытолкнуть заготовку со стола.) Спирали компрессионной фрезы движутся в обоих направлениях, вверх и вниз, подтягивая стружку к середине фрезы. . Это лучшая фреза для фрезерования кромок фанеры или меламина — вы получите поверхность без сколов с обеих сторон.
Придание формы толстым деталям в два этапа
1. Лучший способ изготовления идентичных деталей — использовать шаблон и фрезу для верхнего подшипника. Однако большинство насадок не очень длинные, поэтому вы можете подумать, что их нельзя использовать для толстых деталей.
2. Можно, и вот как: Сначала фрезеруем нижнюю половину детали ( Фото 1). Во-вторых, снимите деталь с шаблона и установите в фрезер заподлицо с нижним подшипником (, фото 2). Отрегулируйте высоту фрезы так, чтобы ее подшипник находился на поверхности, созданной шаблонной фрезой, и все готово.
Perfect Mitre Joints
Многие пилы для подрядчиков не очень хорошо справляются со скосом, когда лезвие наклонено на 45 градусов. Лезвие смещается ровно настолько, чтобы образовалась обожженная или неровная кромка. Если вы столкнулись с такими проблемами, попробуйте использовать насадку для снятия фаски, которая всегда срезает точный угол в 45 градусов. Биты для фаски бывают разных размеров. Вот несколько советов, которые помогут улучшить ваши результаты:
Используйте настольную или ленточную пилу, чтобы удалить большую часть отходов перед фрезерованием. Ваша фреза будет работать лучше всего, когда она удаляет только небольшое количество древесины. • Обрежьте ограждения фрезерного стола, чтобы вокруг фрезы образовалось отверстие с нулевым зазором. Это предотвратит опрокидывание заготовки во время резки.
Держите подложку за заготовкой, чтобы предотвратить выброс. Когда вы настраиваете фрезерный стол, стремитесь оставить точку на конце заготовки, не укорачивая ее длину. Чтобы добраться туда, вы можете отрегулировать ограждение или высоту долота. В любом случае, регулировка должна быть очень небольшой, но как только вы настроите, скосы будут резаться быстро и легко.
Четыре размера Dado с одной битой
Вот изготовленная на заказ опорная плита, которая экономит время на установку. Используя всего один бит, вы можете сделать четыре разных дадо.
Каждая сторона опорной плиты имеет размер 1/16 дюйма. дальше от биты. Вы делаете один проход с настройкой «0», затем поворачиваете фрезер и опорную плиту, чтобы увеличить паз. Например, если вы используете 1/2 дюйма. бит, вы также можете сделать 9/16 дюймов, 5/8 дюймов и 11/16 дюймов. широкие вырезы. В качестве альтернативы вы можете сделать опорную плиту размером 1/32 дюйма. или 1/64 дюйма. пошаговые инструкции по подгонке низкоразмерной фанеры в дадо.
Изготовление опорной плиты требует точной компоновки. Лучше сначала сделать его немного большего размера и установить на маршрутизаторе. Откусывайте края на настольной пиле, пока размеры не станут идеальными.
Подровняйте большую верхнюю часть
Как обрезать конец верхней части, который слишком велик для поперечной резки на настольной пиле? Просто: используйте фрезер и большую фрезу.
Перед фрезерованием с помощью лобзика отрежьте конец верхней части почти до ее окончательной длины. (Чем меньше торцевых волокон вы отфрезеруете, тем легче будет работа.) Затем найдите кусок фанеры или ДВП с двумя смежными заводскими кромками. Эта часть направляет маршрутизатор; заводские края гарантируют, что ваш верх будет квадратным. Направляющая часть должна быть от 2 до 3 дюймов. длиннее ширины столешницы.
Поместите направляющую на карандашную линию, обозначающую конец столешницы. Зажмите одну сторону направляющей детали заподлицо с длинным краем верхней части. Зажмите жертвенный блок на противоположной стороне, плотно прижав его к столешнице, чтобы предотвратить расщепление торцевого зерна в конце разреза.
Можно использовать стандартный 1/2-дюйм. для этой техники нужно установить насадку заподлицо, но для этого необходимо поместить направляющую часть под верхнюю часть, что может быть проблемой. Бит шаблона значительно упрощает настройку. Вы получите наилучшие результаты, используя шаблонную фрезу размером не менее 1 дюйма. диам. Он обеспечивает более плавный срез торцевого зерна, чем фреза меньшего диаметра.
Жесткие фрезерные салазки
Вы не можете превзойти салазки и рычажный зажим для обработки концов рельсов и стоек, но многие салазки имеют тонкую проблему, которая приводит к смещению стыка. Проблема с основанием, которое обычно составляет 1/4 дюйма. толстый. Давление рычажного зажима заставляет основание изгибаться, в результате чего рейка неравномерно выровнена с сопряженной стойкой. Ответ заключается в том, чтобы добавить доску в передней части салазок, а также две верхние доски, перекрывающие заготовку. В результате получаются абсолютно жесткие салазки и идеальные соединения.
Нарезание шипов на длинных досках
Допустим, вы строите кровать или обеденный стол, для которого нужны очень длинные рейки. Нарезка шипов на этих направляющих может быть громоздкой с помощью настольной пилы, но это довольно легко с помощью фрезера и набора параллельных направляющих блоков. Направляющие блоки — это всего лишь два больших куска дерева, соединенных парой установочных штифтов.
Отрежьте рельсы на дюйм или два длиннее их конечной длины. (Дополнительная древесина будет поддерживать фрезер, предотвращая его опрокидывание.) Установите 1/2-дюйм. диам. бит в фрезере и измерьте, как далеко он срезает от края базовой пластины фрезера. Отметьте шипы, затем закрепите направляющие блоки на направляющей. Убедитесь, что они перпендикулярны рейке и отодвинуты на правильное расстояние от выступа шипа.
Все готово для фрезерования обеих сторон рельса. Отрегулируйте глубину резания долота до 1/16 дюйма. меньше конечной глубины, которая вам понадобится. Сделайте проход с обеих сторон доски, измерьте толщину шипа и постепенно опускайте сверло, пока шип не станет нужной толщины. Чтобы обрезать оставшуюся часть ширины шипа, разожмите направляющие доски, переместите их ближе к концу рельса, снова зажмите и профрезеруйте еще один проход. Отрежьте отходы, когда закончите.
Выровнять отверстия для новой опорной плиты
Дополнительные опорные плиты для вашего фрезера могут очень пригодиться — например, для охвата большого расстояния или для использования в качестве вставки в столе фрезера. Сверление отверстий под винты для крепления базовой пластины к фрезеру — это точная работа, особенно если вы хотите, чтобы сверло располагалось точно по центру.
Специальные установочные винты с конусом облегчают работу (см. Источник ниже). Они бывают разных размеров резьбы; определите, что вам нужно, отнеся винты опорной плиты в хозяйственный магазин и подобрав подходящую гайку.
Чтобы отцентрировать опорную плиту, проведите диагональные линии из угла в угол и просверлите отверстие диаметром 1/4 дюйма. отверстие, где встречаются линии. Патрон 1/4 дюйма. бит в вашем роутере. Установите заостренные установочные винты в основание фрезера и наденьте новую опорную пластину на фрезу. Постучите по опорной пластине над каждым винтом, чтобы сделать углубление для центрирования сверла.
Разгон для более легкого старта
В следующий раз, когда вы будете создавать шаблон для маршрутизации шаблона, обязательно включите начальный разгон. Это обеспечивает безопасное место контакта фрезы с шаблоном до начала резки. Также добавьте съезд на дальнем конце шаблона.
Основание фрезерного станка для обрезки дюбелей
Вот быстрый способ выравнивания дюбелей для резьбовых отверстий. Изготовьте новую опорную плиту для маршрутизатора, используя два куска 1/2-дюйм. фанера или ДВП. Отрегулируйте фрезу так, чтобы она прорезала толщину бумаги над нижней частью базовой пластины, затем обрежьте заглушки. Чтобы пробки были абсолютно заподлицо, отшлифуйте их небольшим кусочком наждачной бумаги, обернутым вокруг твердого бруска.
Коробчатый упор Для больших долот
К большому долоту с выступающими панелями следует относиться с определенным уважением. Вам нужно не только замедлить работу фрезера, чтобы уменьшить скорость самых внешних концов фрезы, но и следить за своими пальцами. Вот сделанный на заказ забор, который сделает эту операцию намного менее страшной.
Этот забор на самом деле представляет собой просто большую коробку с пластиковым верхом и пылесборником, прикрепленную к вашему фрезерному столу. К передней части коробки прикреплена лицевая панель, которая регулируется вверх или вниз. Установите его так, чтобы он упирался в вашу панель, как перо, чтобы получить гладкий срез.
Струбцины для сэндвичей
Используйте двусторонний шаблон, чтобы избежать разрыва изогнутой детали. Просто перевернув шаблон, вы всегда сможете пилить под уклон, следуя направлению волокон древесины.
Приспособление для врезки без суеты
Хотите простую врезную оснастку? На это уходит всего несколько минут, а не все выходные. Вам понадобится направляющая для погружного фрезера.
Сначала зажмите 3–4-дюймовую трубку. квадратный блок на скамью. Прикрепите стопорный блок длиной 5 дюймов сбоку, рядом с одним концом. Приложите заготовку к стопорному блоку и закрепите заготовку на большом блоке. (Большой ручной винт идеально подходит для этой работы, потому что он имеет большой радиус действия.)
Разместите паз на заготовке и отрегулируйте направляющую края фрезера так, чтобы сверло резало в пределах установочных меток. Наконец, добавьте два стопорных блока поверх большого блока, чтобы ограничить движение маршрутизатора вперед и назад. Эти блоки определяют длину паза. Если ваши пазы расположены по центру, вырежьте их все. Если они смещены, просто измените настройку ограждения по мере необходимости.
Источники
Биты Фрейда разных размеров. Купить сейчас
4-футовая Т-образная гусеница (2 шт. в упаковке) Купить сейчас
Т-образные зажимыКупить сейчас
Набор винтов с конусной головкойКупить сейчас
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Гелевый полиуретан
Биты Brad Point
48-дюймовый стержневой зажим
AW134, Списки, Маршрутизатор, Основы маршрутизатора, Советы по магазинам, Методы, Маленькие хитрости, Советы для мастерских
Рекомендуемые посты
Мобилизация пилы подрядчика
Цифровая деревообработка
Flying Sawdust
Wood Router — Bilder und Stockfotos
1.199Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 1.
199 wood router Stock-Fotografie und Bilder . Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
мануэль хольц концепт. nahaufnahme foto von tischler handwerk handwerker mit elektrowerkzeug in händen machen möbel в гараже oder arbeitszimmer beschnitten — фрезерный станок по дереву стоковые фото и фото
Мануэль Хольц Концепт. Nahaufnahme Foto von Tischler Handwerk…
Formen kopieren schaft router bit in spannfutter einer arbeitswerkzeugmaschine geklemmt — wood router stock-fotos und bilder
Formen kopieren Schaft Router Bit in Spannfutter einer…
Scharfer Holzfräser aus Stahl e Lager, da runde Kante auf Holzdielen bildet. Haufen Verdrehter Späne. Зерспанунг. Tischlerei und Schränke, Handarbeit
tischler, der ein möbelstück mit einem router herstellt — деревянный фрезерный станок, фото и фото
Tischler, der ein Möbelstück mit einem Router herstellt
cnc-fräsmaschine, holzbauindustrie. werkzeug mit computer numerische steuerung. — фрезерный станок по дереву, фото и фото
Cnc-Fräsmaschine, Holzbauindustrie. Werkzeug mit Computer…
Cnc-Fräsmaschine, Holzindustrie Инструмент с нумерацией Computersteuerung. Holzindustrie.
символ для электрических маршрутизаторов. оранжевый Фрейзер. — деревянный фрезерный станок-графика, -клипарт, -мультфильмы и -символ
Symbol für das Werkzeug des elektrischen Routers. Оранж Фрейзер.
schreiner arbeiten in werkstatt — фрезерные станки по дереву, фото и изображения — Фрезерный станок по дереву с фотографиями и чертежами
CNC-Fräsmaschine erstellt ein Layout des Regalkomplexes.
holzteil leer mit 3d-mustern. Holz Details nach der verarbeitung auf schneidemaschine, 3d holz cnc router. резак gesteuert durch computer, während er holz schnitzt. — Фрезерный станок по дереву с фотографиями и изображениями
Holzteil, просмотренный с 3D-Mustern. Holz Details nach der Verarbeitung. ..
cnc-fräser-machine — станок для фрезерования по дереву, фото и изображения der…
zimmerei-hand-router — wood router stock-fotos und bilder0002 Tragbare schwarze elektrische Holzroutermaschine auf weißem…
Stück holzbrett ist auf einem frästisch von handen der Senior tischler in der tischlerei rasiert wird. tiefenschärfe и geringe schärfentiefe. — деревянный фрезерный станок с фото и изображениями
Stück Holzbrett ist auf einem Frästisch von Händen der Senior…
holz-router-symbol, linear isolierte illustration, dünnlinienvektor, web-design-zeichen, umriss-konzept-symbol mit bearbeitbaren strich auf Weißem Hintergrund. — деревянный фрезерный станок-графика, -клипарт, -мультфильмы и -символ
Holz-Router-Symbol, linear isolierte Illustration, Dünnlinienvekto
Holzfräsersymbol, dünne Liney isolierte Illustration, lineares Vektor-Webdesign-Zeichen, Konturkonzeptsymbol mit bearbeitbarem Strich auf weißem Hintergrund.
cnc-fräser — фрезерный станок по дереву, фото и сборка
CNC-Fräser
CNC-Fräse (computergesteuerte numerische Steuerung) im Einsatz in der Holzwerkstatt
mann tut holzarbeiten in der tischlerei hautnah — фрезерный станок по дереву0002 Mann tut Holzarbeiten in der Tischlerei hautnah
Gravur von MDF-fassaden auf einer cnc-fräsmaschine — wood router stock-fotos und bilder
Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine
Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine
Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine . Селектив Фокус.
holz arbeiter — фрезерный станок по дереву, фото и изображения
Holz Arbeiter
elektrisch angetriebener router — wood router stock-fotos und bilder
Elektrisch angetriebener Router
Elektrisch betriebene Fräse auf Holzhintergrund
schreiner oder handwerker arbeitet mit einem router an einer holzplatte — wood router stock-fotos und bilder
Schreiner oder Handwerker arbeitet mit einem Router and einer. ..
cnc-fräser. — Фрезерный станок по дереву с фотографиями и изображениями
CNC-Fräser.
tischler schneidet holz in der werkstatt — Фрезерование по дереву, фото и фотографии
Tischler schneidet Holz in der Werkstatt
maschinenbearbeitung cnc, mechanischer holzschneider — фрезерный станок по дереву, фото и фотографии das konzept des musik- und radiohörens mit modernen drahtlosen technologien und dem internet — wood router stock-fotos und bilder
Ein ajar und leuchtender Laptop steht mit Kopfhörern und einem…
Tischlerei Team Einbau Einer Küche- Wood Router Stock-fotos und Bilder
Tischlerei Team Einbau Einer Küche
CNC Holzschnitzfräsmashine- woodshace-fotos und bilder
CnchnichnichnichneShineShine-Fotos und bilder
CnchnichnichnichneShineShine-Fotos und Bilder
. und bilder
Herstellung von Küchenfassaden auf einer Bohr- und…
Herstellung von Küchenfassaden auf einer Bohr- und Füllmaschine von Möbelfassaden in einer Möbelfabrik
mann arbeitet mit Laptop im büro, konzentrieren sie sich auf angeschlossenen router. drahtlose internetkommunikation — wood router stock-fotos und bilder
Mann arbeitet mit Laptop im Büro, konzentrieren Sie sich auf…
älterer mann mit einem router zur formung von holz in seiner schreinerei — wood router stock-fotos und bilder
Älterer Mann mit einem Router zur Formung von Holz in seiner…
bohrer mit stahldreieckslineal im loch für schraube in eichenholzdiele — деревянный фрезерный станок, фото и фотографии
Bohrer mit Stahldreieckslineal im Loch für Schraube in…
schreinerinschneider in der hand gehalten. tischlerei-zubehör für die holzbearbeitung. лейхтер хинтергрунд. — деревянный фрезерный станок с фотографиями и изображениями
Schreinerinschneider in der Hand gehalten. Tischlerei-Zubehör für
postkarte-laserschneiden — деревянные фрезерные станки и изображения
Postkarte-Laserschneiden
holzbearbeitung und tischlerei. schneiden der kante des boards mit router. leerzeichen kopieren — фрезерный станок по дереву стоковые фотографии и изображения
Holzbearbeitung und Tischlerei. Schneiden der Kante des Boards…
Holzbearbeitung dünne liniensymbole — bearbeitbare kontur — wood router stock-grafiken, -clipart, -cartoons und -symbole цу фасэн. компакты holzhandflächen-fräswerkzeug. в айнер мёбельверкштат. — фрезерный станок по дереву, стоковые фотографии и изображения
Ein Schreiner verwendet einen Holztrimmer, um an der Kante eines…
holzbearbeitung фрезерный станок. циммерей. nahaufnahme — деревянный фрезерный станок с фотографиями и изображениями
Оператор фрезерного станка с ЧПУ — Фрезерный станок по дереву Фото и фотографии
Оператор фрезерного станка с ЧПУ
Ein Arbeiter, der eine CNC-Fräse beient, um Teile für Wohnschränke zu schneiden.
Zimmerei dünne linie icons — editierbare strich — wood router stock-grafiken, -clipart, -cartoons und -symbole
Zimmerei Dünne Line Icons — editierbare Strich
ein laminattrimmer oder trimmfräse, der auf einem abgeschrägten, ungelackten tisch Liegt. в Эйнер Мёбельфабрик. — фрезерный станок по дереву
Ein Laminattrimmer oder Trimmfräse, der auf einem abgeschrägten,…
bohrer, Hammer, Dubel und raspel auf eichenholzbrett — фрезерный станок по дереву stock-fotos und bilder
Bohrer, Hammer, Dübel und Raspel auf Eichenholzbrett
schnitzen mit cnc-holzbearbeitungsfräsmaschine — фрезерный станок по дереву, фото и чертежи
Schnitzen mit CNC-Holzbearbeitungsfräsmaschine
Фрезер по дереву — Фрезер по дереву стоковые фотографии и изображения
Фрезер по дереву
schreiner formt holzdetails — Фрезер по дереву по дереву сток фото и изображения
Schreiner formt Holzdetails
Metall bohrer machen löcher in holz eichen plank — Фрезер по дереву по дереву стоковые фото и изображения 02 02 Metall Bohrer machen Löcher in Holz Eichen plank
männlicher frasen von holzbrettern — wood router stock-fotos und bilder
Männlicher Schreiner Fräsen von Holzbrettern
wifi-modemrouter auf einem tisch im wohnzimmer — wood router stock-fotos und bilder
WIFI-модем-маршрутизатор на шине в машине Wohnzimmer
Модем-маршрутизатор на шине в машине Wohnzimmer. Eine Frau, die einen Laptop benutzt, während sie auf dem Sofa sitzt, ist im Hintergrund. Селектив Фокус.
Bohrer, Hammer, Dubel und raspel auf eichenholzbrett — Фреза по дереву, фото и сборка
Bohrer, Hammer, Dubel und Raspel auf Eichenholzbrett
Bohrer, Hammer, Dubel und raspel auf eichenholzbrett — Фрезерование по дереву, фото и сборка
Bohrer, Hammer, Dubel und Raspel auf Eichenholzbrett , Дюбель-унд-Распель-ауф-Айхенхольцбретт,
bohrer macht loch in holzeichenbrett für holzdübel. — Фрезерный станок по дереву с фотографиями и изображениями
Bohrer macht Loch in Holzeichenbrett für Holzdübel.
Электрический фрезерный станок — фрезерный станок по дереву, фото и изображения , um sich zu bewegen. — деревянный фрезерный станок с фотографиями и изображениями
Spazieren Sie entlang des Wanderwegs des Parks, um sich zu…
bohrer mit stahl dreieck lineal machen senke in loch für schraube in holz eiche planke — wood router stock-fotos und bilder
bohrer mit stahl dreieck lineal machen senke in loch für.
Дюбеля монтажные для крепления | Дюбельная техника
Широко применяемый вид крепежа – дюбель, предназначен для монтажа конструкций и соединения их частей воедино. Особенно эффективен для крепления предметов и конструкций к основаниям, имеющим рыхлую или пустотелую структуру. Разработаны конструкции дюбелей применительно к различным видам материалов. Существуют дюбели для работы по бетону, дереву, металлу, гипсокартону.
Дюбели
Дюбели представляют собой цилиндрический полый стержень из какого-либо материала: нейлона, полипропилена, полиэтилена, металла. Распространенными разновидностями дюбелей являются полипропиленовые, распорные, нейлоновые, «бабочка», «зонтик».
Полипропиленовые дюбели – простая, но универсальная разновидность, востребованная для широкого спектра крепежных работ. Используется для крепления к плотным основаниям.
Распорные дюбели можно использовать во всех строительных материалах, благодаря универсальной конструкции. При вкручивании шурупа происходит распор дюбеля и его закрепление в материале основы. Насечки обеспечивают направление шурупа, стопорные элементы и шипы препятствуют прокручиванию дюбеля в стене и гарантируют надежное крепление. Распорные дюбели применяются для установки бытовых предметов, монтажа мебели, плинтусов.
Нейлоновые дюбели изготавливаются из полиамида. Отличаются большей прочностью на разрыв, и устойчивостью к температурным условиям. Применяются при монтаже сантехнического и водопроводного оборудования, для наружных работ.
Дюбель типа «бабочка» предназначен для работ, требующих особой надежности крепления. Изготавливается из металла, применяется как в плотном, так и в пористом материале. Выдерживает значительные нагрузки даже в пустотелом основании. Применяется для гипсокартона.
Дюбель типа «зонтик» применяется исключительно при устройстве теплоизоляции. Широкая шляпка дюбеля хорошо удерживает утеплитель: полистирол или минеральную вату.
Дюбели-гвозди
Популярная разновидность дюбелей, так называемые, дюбели-гвозди состоят из собственно дюбеля и гвоздя. Отличительной особенностью является быстрый и простой монтаж, для которого не обязательно пользоваться дрелью и шуруповертом, вполне достаточно молотка. Хотя металлический элемент работает как гвоздь, а не как саморез, некоторые виды снабжаются прорезями под крестовую отвертку. Подбор требуемых дюбелей производится по двум параметрам – длине и диаметру гвоздя. Дюбели изготавливаются из полипропилена, полиамида или полиэтилена. Для гвоздя выбирают стальные сплавы с оцинковкой.
Дюбели-гвозди в верхней части могут иметь манжетку, препятствующую проваливанию дюбеля в монтажное отверстие. Манжетка бывает потайной и грибовидной формы.
Дюбели-гвозди потайной бортик
Дюбель с потайным бортиком может применяться как обычный дюбель с саморезом для быстрого решения бытовых проблем.
Дюбели-гвозди грибовидный бортик
Этот вид дюбеля особенно эффективен при монтаже плинтусов так, как грибовидный бортик сильнее прижимает плинтус.
Крепеж Mungo Россия | Официальный партнер Мунго
Дюбель-гвозди пользуются большой популярностью у рабочих и строителей по многим причинам. В их число входят простая конструкция деталей, быстрый монтаж и множество типоразмеров.
Если клиенту необходимо добиться качественного результата, то первым делом следует использовать надежные элементы крепежа. Дюбель-гвозди подходят для установки элементов конструкции к поверхностям из разных видов кирпича (керамического, силикатного, пустотелого и полнотелого), бетона и натурального камня. Они часто применяются для работы с деревянными предметами, плинтусами, подвесными потолками, металлическими профилями и рядом других изделий. Также они применяются при сквозном монтаже.
Дюбель-гвозди Mungo поставляются в комплекте из двух деталей — гвоздя-шурупа и пластикового дюбеля. Именно винтовой гвоздь отличает этот элемент от стандартных крепежных деталей, имеющих стандартный шуруп. Товары вбиваются в основание молотком, а не завинчиванием, как обыкновенные дюбели. Для этого предварительно просверливается и готовится отверстие, а затем гвоздь вбивается в дюбель. При этом, гвоздь можно выкрутить из поверхности, как стандартный шуруп.
Строение таких деталей простое — оно похоже на конструкцию двухраспорных удлиненных дюбелей без стопорных элементов тангенциальной фиксации. Они не нужны, поскольку крутящий момент при установке отсутствует.
Необходимо учесть, что дюбель-гвозди следует использовать лишь с винтовыми гвоздями. Применять обычные шурупы нельзя, поскольку строение крепежа не подходит для монтажа через закручивание. Так как в строение дюбеля нет стопорных элементов тангенциальной фиксации, при закручивании он будет проворачиваться в отверстии. Помимо этого, форма осевого канала не подходит для высокой резьбы стандартных шурупов.
Разновидности дюбель-гвоздей
Дюбель-гвозди делятся на три основных вида по форме головки:
С потайной головкой;
С цилиндрической головкой;
С широкой головкой.
Также существуют дюбель-гвозди с потайной головкой. Они поставляются вместе с винтовым гвоздем с соединительной метрической резьбой.
Дюбель-гвозди не способны выдерживать слишком высокие нагрузки, но при этом их можно быстро установить. Это делает их более удобными в массовом применение, чем другие дюбельные крепежи.
Дюбельные элементы обычно создаются из качественного полиамида, а винтовые гвозди — из оцинкованной, окрашенной или нержавеющей стали. Крепеж из нержавеющих материалов не подвержен коррозии и используется для работ на открытом воздухе. Детали из оцинкованной или окрашенной стали применяются для работ внутри помещения. Окрашенные гвозди часто применяются для фиксации плинтусов.
В каталоге дюбель-гвоздей указаны габариты изделия и тип головки. Компания Mungo использует такую маркировку:
MNA — дюбель-гвоздь;
S — дюбель с потайной головкой;
Z — дюбель с цилиндрической головкой;
G — дюбель с широкой головкой;
m — винтовой гвоздь с соединительной метрической резьбой;
F — для фиксации плинтусов.
Так, MNAF 5 х 30 — дюбель-гвоздь для крепления плинтусов диаметром 5 мм и длиной 30 мм. А модель MNAm 6 х 35 / М6 — дюбель-гвоздь с соединительной метрической резьбой, шириной 6 мм, длиной 35 мм и типом резьбы М6.
дюбель-шурупы | Двусторонние винты | Небольшие количества и оптом
Завершите свой заказ в
00 ЧАСЫ
00 МИНУТА
00 СЕКУНДЫ
, чтобы получить доставку в тот же день!
для всех заказов на складе
В магазине Construction Fasteners and Tools имеется широкий ассортимент винтов, включая дюбели. Профессионалы и домашние мастера оценят одобренный подрядчиками выбор и квалифицированное обслуживание. Положитесь на нашу команду, чтобы помочь вам найти правильный дюбель или другой крепеж для вашего следующего личного или коммерческого проекта.
Посмотреть все продукты
4 шт.
Просмотр:
Должность Имя Цена Недавно добавленный Популярность Установить нисходящее направление
4 шт.
Просмотр:
Должность Имя Цена Недавно добавленный Популярность Установить нисходящее направление
Шурупы для дюбелей для продажи в Интернете
Вместо типичной комбинации головки и резьбы шурупы для дюбелей имеют запаздывающую резьбу на обоих концах и центральную часть без резьбы, которую можно затянуть с помощью пары фиксирующих плоскогубцев или отвертки. Оба конца имеют стандартную правую резьбу, поэтому установщик поворачивает дюбель по часовой стрелке. Как резьбообразующий шуруп, дюбель создает собственную ответную резьбу, когда входит в древесину. Некоторые профессионалы также называют дюбели резьбовыми шпильками по дереву.
Применение шурупов-дюбелей
Шурупы-дюбели используются в качестве крепежных элементов для дерева. Они подходят для случаев, когда необходимо соединить два куска дерева с помощью скрытого крепежа и глухих отверстий. Проекты, в которых используются дюбельные винты, включают:
Окончательная установка
Соединения встык
Крепление для балясин
Изготовление мебели
При установке дюбельного винта необходимо просверлить направляющее отверстие в обеих точках, которые вы планируете прикрепить. Не забудьте использовать сверло или отвертку и тип, который соответствует внутреннему диаметру винта. Мы приглашаем вас связаться с нашей командой, если вам нужна помощь в выборе правильного сочетания дюбельного винта и биты. Тип древесины, с которой вы работаете, также влияет на размер пилотного отверстия, которое вы должны просверлить. В твердой древесине часто требуется немного больший размер отверстия, чем в мягкой древесине.
Типы дюбелей
Шурупы могут иметь следующие характеристики и характеристики:
Проконсультируйтесь со специалистом по строительному крепежу и инструментам, чтобы узнать, как выбрать правильный тип для вашего проекта.
Строительный крепеж и инструменты В нем есть все крепежные детали, необходимые для вашего следующего проекта
Наша компания располагает строительным крепежом и инструментами, сертифицированными (CFT-Approved) дюбельными шурупами и дюбельными шурупами независимых брендов. Вы можете найти дюбели со следующими характеристиками:
Длина: 2 дюйма, 2 1/2 дюйма
Диаметры: 1/4 дюйма, 5/16 дюйма
Покрытие: Чистое, цинк
Если вам нужны дюбели другой длины, диаметра или покрытия, позвольте нам помочь. Мы можем тесно сотрудничать с вами и нашими поставщиками, чтобы найти нужный вам продукт по доступной цене. Наша команда обслуживания клиентов также может помочь с покупкой подходящего дюбеля для вашего проекта и сопутствующих товаров.
Приобрести шурупы для дюбелей в разделе Строительный крепеж и инструменты
Рассчитывайте на строительный крепеж и инструменты для дюбелей и других необходимых крепежных элементов для вашей работы. Мы сотрудничаем с домашними мастерами и подрядчиками, чтобы предоставить им первоклассное обслуживание клиентов и выбор продукции. Позвоните нам по бесплатному номеру 1-866-238-8880 или свяжитесь с представителем онлайн для получения дополнительной информации о наших продуктах.
Отвертки для дюбелей и подвесных болтов
Отвертки для дюбелей и подвесных болтов
Меню
Счет
Теперь вы можете устанавливать подвесные болты и дюбели с помощью электрической или аккумуляторной дрели! Подробнее
Сортировать по
Должность наименование товара Артикул Цена ДЛИНА БРЕНД РАЗМЕР УГЛУБЛЕНИЯ РАЗМЕР Шайба подходит для этого размера винта Диаметр Тип винта ЦВЕТОВОЙ КОД ДЛИНА БИТ Длина слайда НАЛОЖЕНИЕ Аппаратная линия Установить нисходящее направление
11 шт.
Показывать
5 30 50 100
на страницу
Посмотреть как Сетка
Список
Сортировать по
Должность наименование товара Артикул Цена ДЛИНА БРЕНД РАЗМЕР УГЛУБЛЕНИЯ РАЗМЕР Шайба подходит для этого размера винта Диаметр Тип винта ЦВЕТОВОЙ КОД ДЛИНА БИТ Длина слайда НАЛОЖЕНИЕ Аппаратная линия Установить нисходящее направление




 К примеру Stark 1000 LI, это не 1000 вт, жирным шрифтом мы выделяем реальную мощность из инструкции к аппарату. Мощность 600 Вт превышать это значение не следует, т.к. это приведет к перегреву ИБП.
К примеру Stark 1000 LI, это не 1000 вт, жирным шрифтом мы выделяем реальную мощность из инструкции к аппарату. Мощность 600 Вт превышать это значение не следует, т.к. это приведет к перегреву ИБП. Чем больше емкость, тем дольше насос будет работать и поддерживать циркуляцию теплоносителя в трубах. Однако очень большую емкость поставить сложно из-за ограничения по току заряда. Нормальным считается ток заряда, равный 10% от емкости АКБ. У ИБП энергия ток заряда 8-10 ампер максимальный, поэтому предел емкости в 120 Ah, более он быстро не зарядит.
Чем больше емкость, тем дольше насос будет работать и поддерживать циркуляцию теплоносителя в трубах. Однако очень большую емкость поставить сложно из-за ограничения по току заряда. Нормальным считается ток заряда, равный 10% от емкости АКБ. У ИБП энергия ток заряда 8-10 ампер максимальный, поэтому предел емкости в 120 Ah, более он быстро не зарядит. Производители АКБ пишут срок службы 10-12 лет, это максимум, достичь которого можно крайне редко. Дело в том, что АКБ для ИБП должен постоянно находится под зарядом (этот заряд назавается буферным, он компенсирует саморазряд батареи). температура в помещении, где установлена батарея, 20-25 градусов. Не выполнение этих условий сильно снижает срок службы. А причины следующие:
Производители АКБ пишут срок службы 10-12 лет, это максимум, достичь которого можно крайне редко. Дело в том, что АКБ для ИБП должен постоянно находится под зарядом (этот заряд назавается буферным, он компенсирует саморазряд батареи). температура в помещении, где установлена батарея, 20-25 градусов. Не выполнение этих условий сильно снижает срок службы. А причины следующие:

 Как видно из графика, взятого из инструкции по эксплуатации к ИБП Энергия, при входном напряжении 170 вольт бесперебойник может развить только 70% своей номинальной мощности. к примеру ПН-500 250 Вт превращается в 175 Вт.
Как видно из графика, взятого из инструкции по эксплуатации к ИБП Энергия, при входном напряжении 170 вольт бесперебойник может развить только 70% своей номинальной мощности. к примеру ПН-500 250 Вт превращается в 175 Вт.  Исходя из этого, источник бесперебойного питания для циркуляционного насоса отопления должен являться обязательной частью системы.
Исходя из этого, источник бесперебойного питания для циркуляционного насоса отопления должен являться обязательной частью системы.



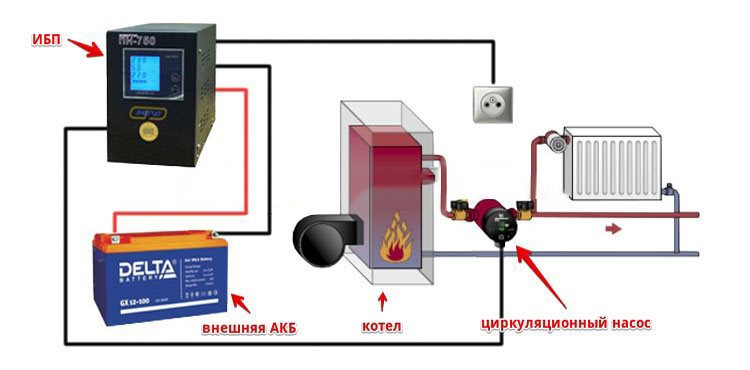 Система аварийного электропитания с двойным инвертированием обладает целым рядом несомненных достоинств, которые ставят эту конструкцию на лидирующее место.
Система аварийного электропитания с двойным инвертированием обладает целым рядом несомненных достоинств, которые ставят эту конструкцию на лидирующее место. В некоторых случаях можно использовать ИБП резервного типа. Это допустимо, когда напряжение питания отключается крайне редко и практически постоянно насос системы отопления работает от сети.
В некоторых случаях можно использовать ИБП резервного типа. Это допустимо, когда напряжение питания отключается крайне редко и практически постоянно насос системы отопления работает от сети. Исходя из этого следует рассчитывать мощность ИБП для котла и насоса. В технической документации на насос может быть указана мощность в ваттах, например, 90 W (Вт). В ваттах обычно указывается тепловая мощность. Чтобы узнать полную мощность требуется значение тепловой мощности разделить на Cos ϕ, который так же может быть указан в документации.
Исходя из этого следует рассчитывать мощность ИБП для котла и насоса. В технической документации на насос может быть указана мощность в ваттах, например, 90 W (Вт). В ваттах обычно указывается тепловая мощность. Чтобы узнать полную мощность требуется значение тепловой мощности разделить на Cos ϕ, который так же может быть указан в документации. Если косинус фи в документации не указан, тепловую мощность в ваттах следует разделить на коэффициент 0,7.
Если косинус фи в документации не указан, тепловую мощность в ваттах следует разделить на коэффициент 0,7. Это означает, что все устройства, используемые на территории Российской Федерации должны корректно работать в этих пределах. На самом деле в различных регионах, а особенно в сельской местности, отклонения и скачки напряжения могут значительно превышать эти величины. Перед приобретением ИБП для насоса отопления очень полезно будет выполнить замеры напряжения сети неоднократно, в течение суток. В паспорте на источник резервного питания указываются допустимые пределы напряжения на входе, при которых устройство обеспечивает напряжение на выходе близкое к номиналу.
Это означает, что все устройства, используемые на территории Российской Федерации должны корректно работать в этих пределах. На самом деле в различных регионах, а особенно в сельской местности, отклонения и скачки напряжения могут значительно превышать эти величины. Перед приобретением ИБП для насоса отопления очень полезно будет выполнить замеры напряжения сети неоднократно, в течение суток. В паспорте на источник резервного питания указываются допустимые пределы напряжения на входе, при которых устройство обеспечивает напряжение на выходе близкое к номиналу. Электродвигатель насоса требует гладкой синусоиды, которую из всех моделей источников резервного питания может обеспечить только устройство двойного преобразования или on-line ИБП. Кроме идеальной синусоиды на выходе, данный источник так же выдаёт точную величину напряжения и частоты.
Электродвигатель насоса требует гладкой синусоиды, которую из всех моделей источников резервного питания может обеспечить только устройство двойного преобразования или on-line ИБП. Кроме идеальной синусоиды на выходе, данный источник так же выдаёт точную величину напряжения и частоты. Энергия ПН-1000 вместе с аккумулятором Delta DTM 12100L на 100А/ч обеспечивает бесперебойное питание для насоса отопления мощностью 150Вт в течение 8 часов. Устройство имеет встроенный фильтр сетевых помех, информационный дисплей и интерфейс RS-232.
Энергия ПН-1000 вместе с аккумулятором Delta DTM 12100L на 100А/ч обеспечивает бесперебойное питание для насоса отопления мощностью 150Вт в течение 8 часов. Устройство имеет встроенный фильтр сетевых помех, информационный дисплей и интерфейс RS-232.

 Пожалуйста, попробуйте другое место.
Пожалуйста, попробуйте другое место. filterModel.filters»>
filterModel.filters»>
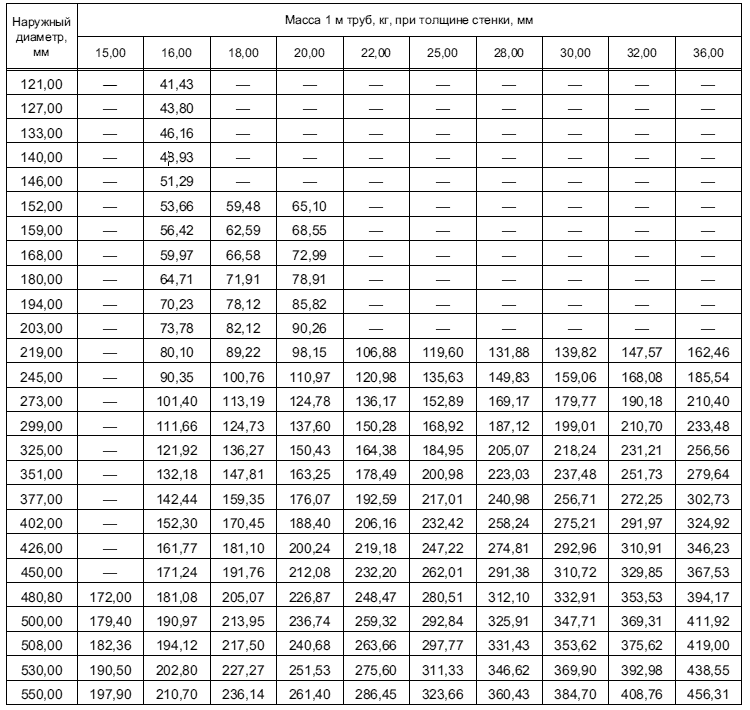 Надо только выбрать размер интересующего профиля и найти соответствующее значение. Например, один метр арматурного проката 8,0 мм будет весить 395 грамм, а уже 10 метров – 3,95 кг и так далее.
Надо только выбрать размер интересующего профиля и найти соответствующее значение. Например, один метр арматурного проката 8,0 мм будет весить 395 грамм, а уже 10 метров – 3,95 кг и так далее. Для случаев, когда применяется только прокат одного размера, данный расчет не проводится, так как mΣ = m1.
Для случаев, когда применяется только прокат одного размера, данный расчет не проводится, так как mΣ = m1. Достаточно 1000 кг разделить на теоретический вес погонного метра арматуры. То есть, для арматурной стали 20 мы получим:
Достаточно 1000 кг разделить на теоретический вес погонного метра арматуры. То есть, для арматурной стали 20 мы получим:
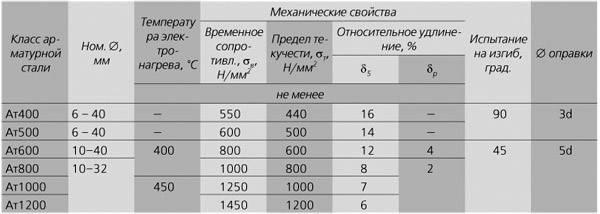 Звоните в металлоцентры ООО МЕТИНВЕСТ-СМЦ по телефону 0800-30-30-70, у нас можно купить металлическую арматуру которая содержит все необходимые сертификаты, а также предоставляем профессиональные консультации о товаре и его эксплуатационных свойствах.
Звоните в металлоцентры ООО МЕТИНВЕСТ-СМЦ по телефону 0800-30-30-70, у нас можно купить металлическую арматуру которая содержит все необходимые сертификаты, а также предоставляем профессиональные консультации о товаре и его эксплуатационных свойствах.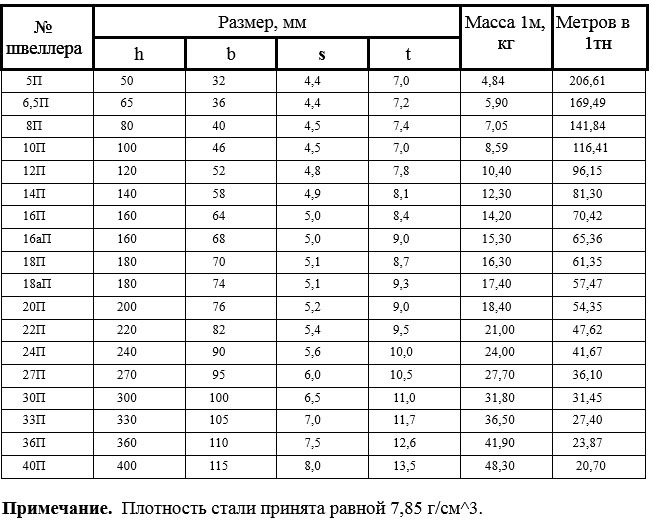 Масса арматуры А3 прямо зависит от диаметра прутка и длины. 3 класс арматуры требует для её создания специальной стали, в число которых входит 25Г2С. Она отлично подходит для зон повышенной сейсмической активности, а также имеет свойство превосходного сваривания.
Масса арматуры А3 прямо зависит от диаметра прутка и длины. 3 класс арматуры требует для её создания специальной стали, в число которых входит 25Г2С. Она отлично подходит для зон повышенной сейсмической активности, а также имеет свойство превосходного сваривания.
 Ниже представлена таблица веса арматуры А3.
Ниже представлена таблица веса арматуры А3. Спустя время учёные и строители переняли эстафету его опытов и разработок, которые существенно улучшили характеристики каркаса в железобетоне. На сегодняшний день мы имеем арматуру А3 в том виде, в котором она представлена.
Спустя время учёные и строители переняли эстафету его опытов и разработок, которые существенно улучшили характеристики каркаса в железобетоне. На сегодняшний день мы имеем арматуру А3 в том виде, в котором она представлена.
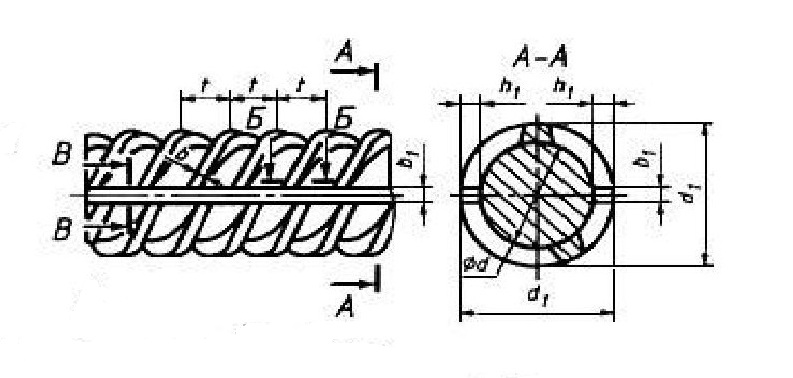 Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде.
Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде.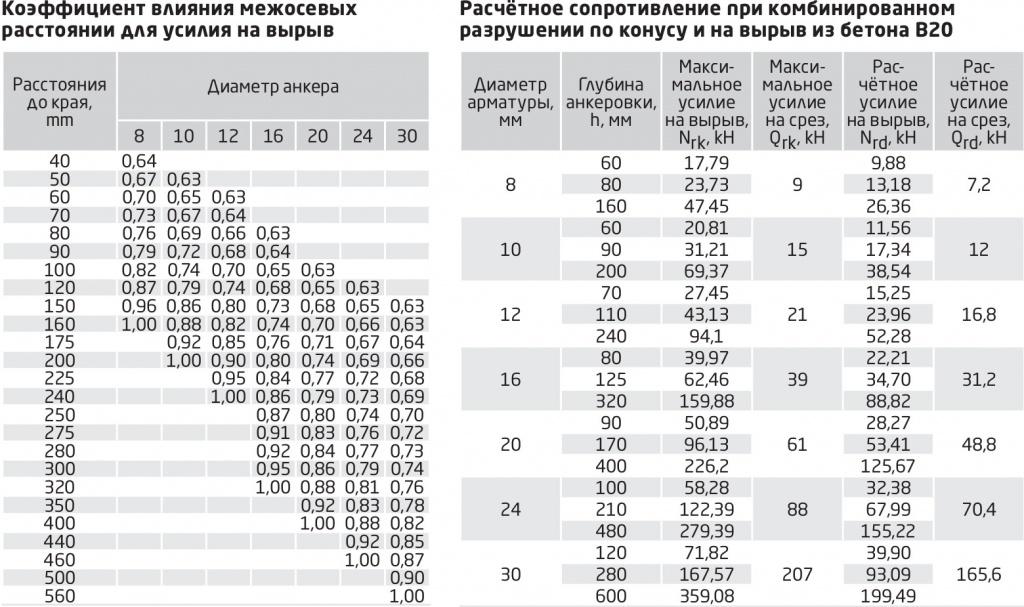 размер арматурного стержня номер 2,5 (#2,5) составляет 1/8 дюйма в метрической системе измерения, так что 2,5 × 1/8 дюйма = 0,3125 дюйма или 8 мм.
размер арматурного стержня номер 2,5 (#2,5) составляет 1/8 дюйма в метрической системе измерения, так что 2,5 × 1/8 дюйма = 0,3125 дюйма или 8 мм. размер арматурного стержня номер 5 (#5) составляет 1/8 дюйма в метрической системе измерения, так что 5×1/8 дюйма = 5/8 дюйма или 16 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 16 мм.
размер арматурного стержня номер 5 (#5) составляет 1/8 дюйма в метрической системе измерения, так что 5×1/8 дюйма = 5/8 дюйма или 16 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 16 мм.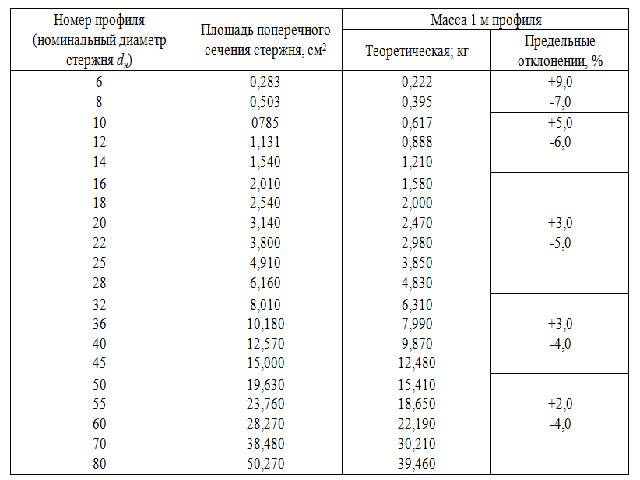

 2/162,5, где D — диаметр арматурного стержня в мм.
2/162,5, где D — диаметр арматурного стержня в мм.

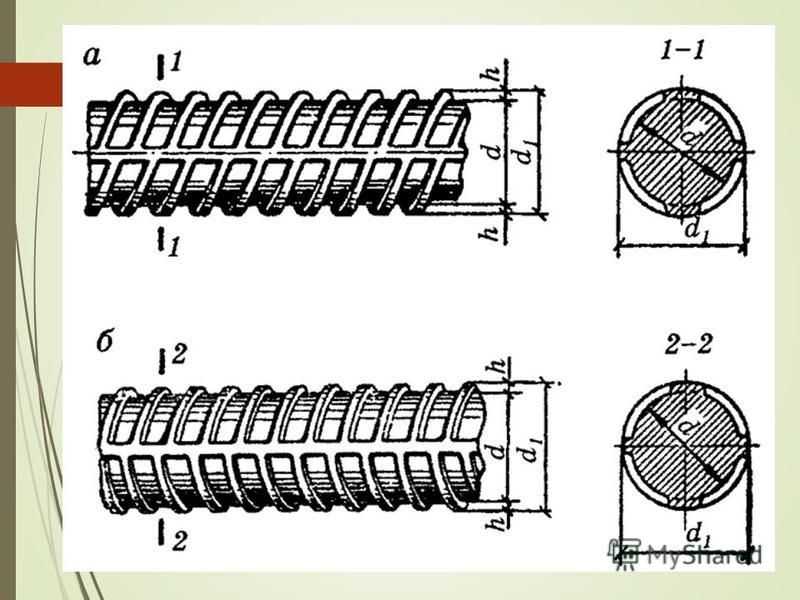 222
222 47
47 42
42 8
8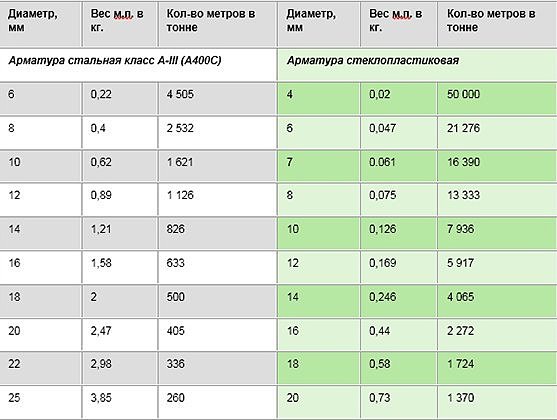


 к. стандарт DIN для данного значения условного диаметра на территории России используется редко.
к. стандарт DIN для данного значения условного диаметра на территории России используется редко.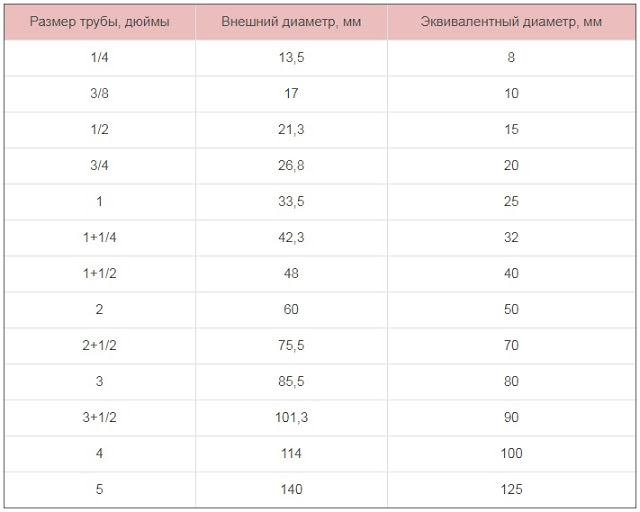



 Это означает, что шаровой кран со стандартным отверстием ½” предназначен для установки в трубу NPS ¾.
Это означает, что шаровой кран со стандартным отверстием ½” предназначен для установки в трубу NPS ¾.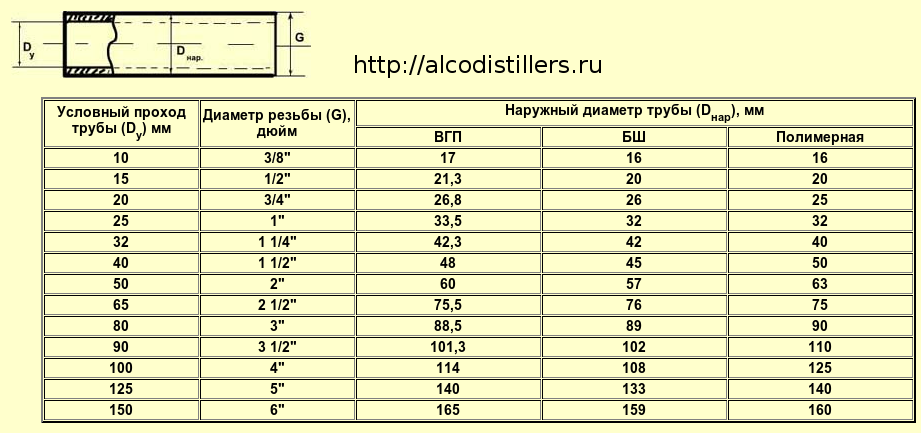 Клапаны со стандартным проходом являются выбором по умолчанию для большинства применений и легкотекучих сред, особенно в условиях ограниченного пространства, и являются более экономичными, чем полнопроходные клапаны.
Клапаны со стандартным проходом являются выбором по умолчанию для большинства применений и легкотекучих сред, особенно в условиях ограниченного пространства, и являются более экономичными, чем полнопроходные клапаны. Отправьте нам сообщение сегодня, и мы скоро свяжемся с вами.
Отправьте нам сообщение сегодня, и мы скоро свяжемся с вами. Давай, давайте познакомимся с Дай Дуонг В этой статье офлайн
Давай, давайте познакомимся с Дай Дуонг В этой статье офлайн DN — это система, соответствующая международным стандартам качества ISO, поэтому они обычно используются во многих типах труб, таких как водопроводные трубы, системы газопроводов, бытовые канализационные системы и здания.
DN — это система, соответствующая международным стандартам качества ISO, поэтому они обычно используются во многих типах труб, таких как водопроводные трубы, системы газопроводов, бытовые канализационные системы и здания.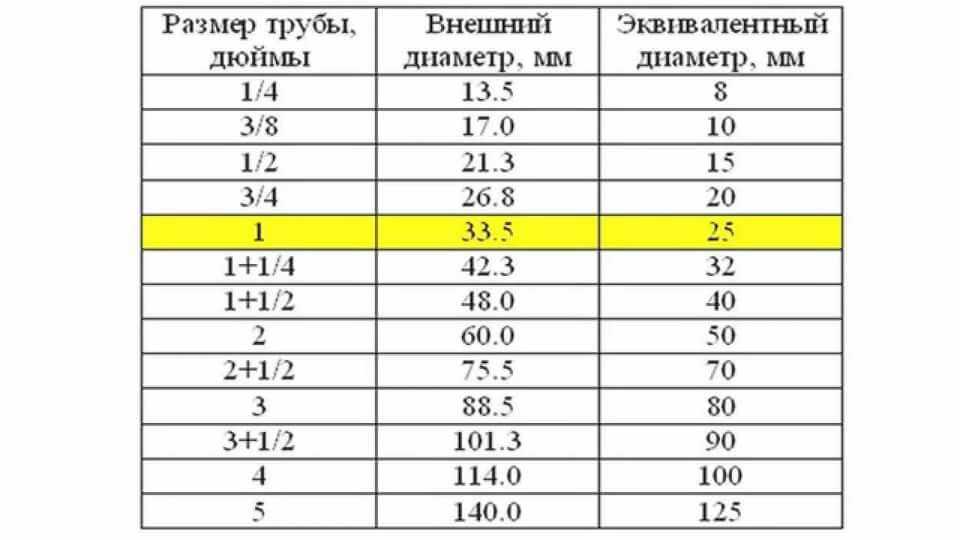 В метрической системе миллиметры эквивалентны 1/1000.
В метрической системе миллиметры эквивалентны 1/1000.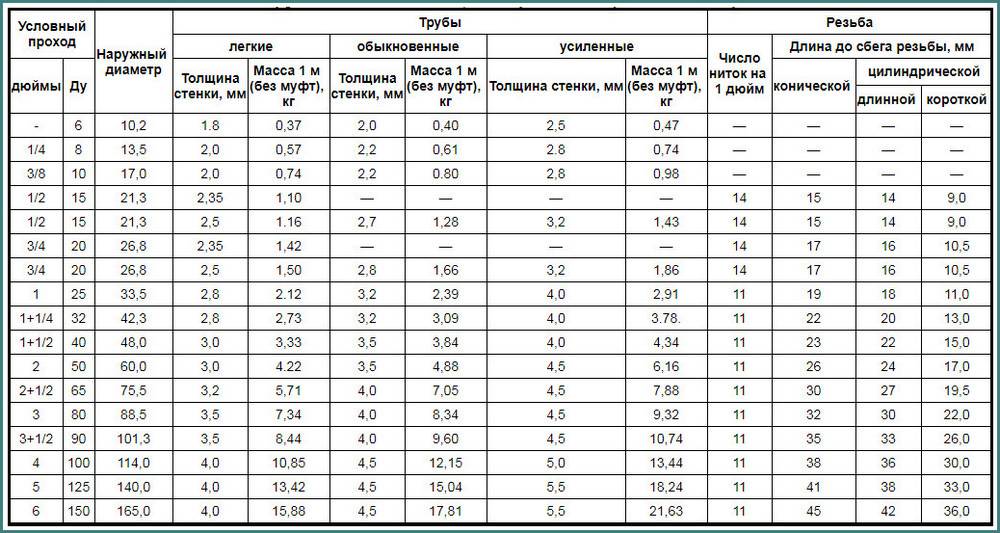
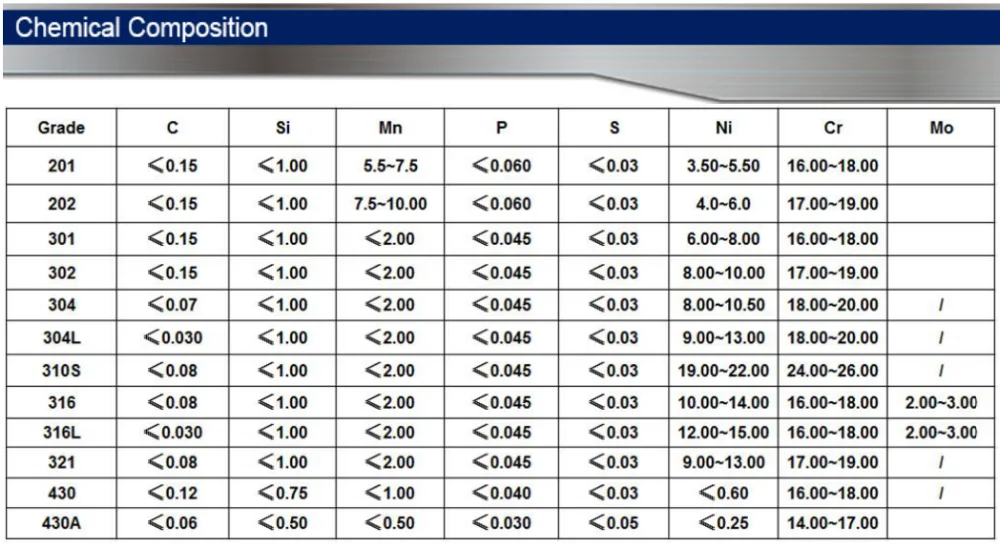 9x1250x2500
9x1250x2500 26.11-5-89;
26.11-5-89;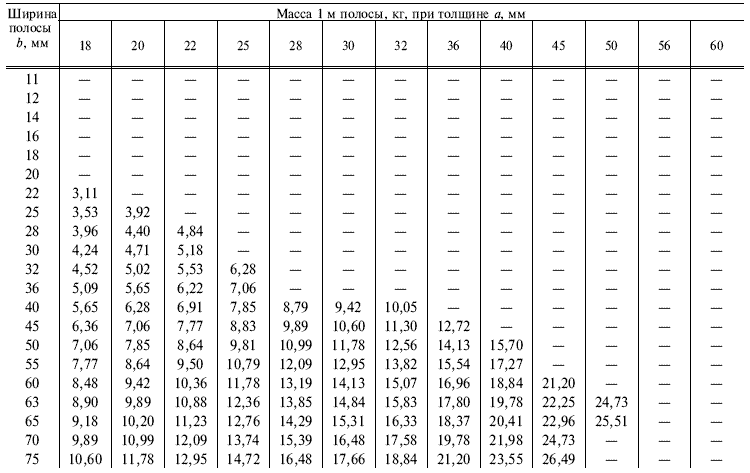
 05-4.00
05-4.00 Номера калибров продолжаются как в более толстых, так и в более тонких секциях, но эти диаграммы охватывают наиболее распространенные диапазоны. Диаграммы включают дробные, десятичные и метрические размеры для справки.
Номера калибров продолжаются как в более толстых, так и в более тонких секциях, но эти диаграммы охватывают наиболее распространенные диапазоны. Диаграммы включают дробные, десятичные и метрические размеры для справки. Также указан вес квадратного метра материала.
Также указан вес квадратного метра материала. 319
319 0403
0403 0641
0641 098425
098425 137795
137795 177165
177165 21875
21875 0149
0149 0269
0269 0359
0359 059055
059055 086614
086614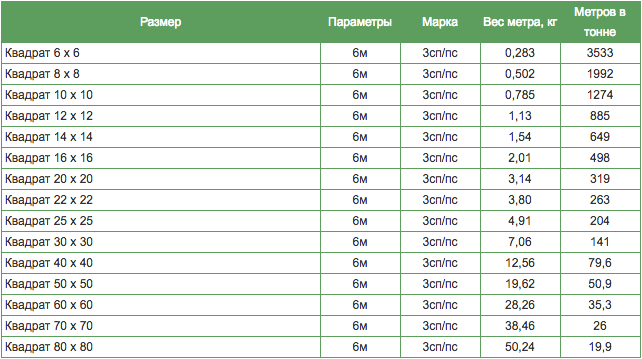 109375
109375 15748
15748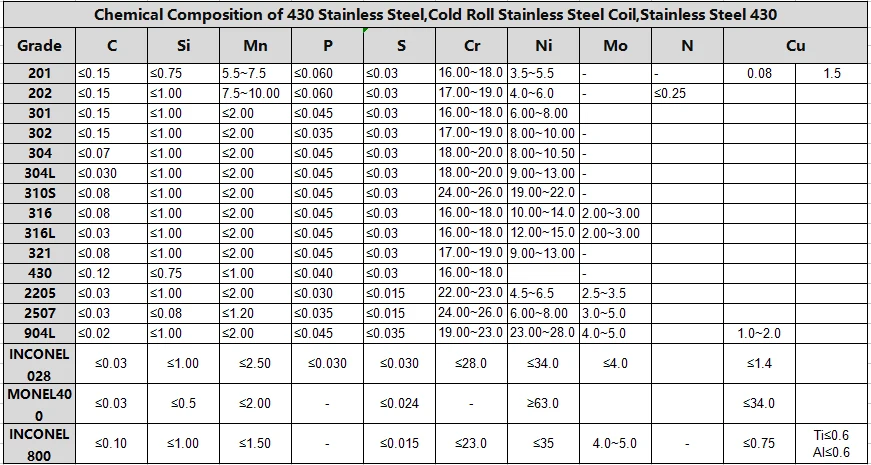 203125
203125 0156
0156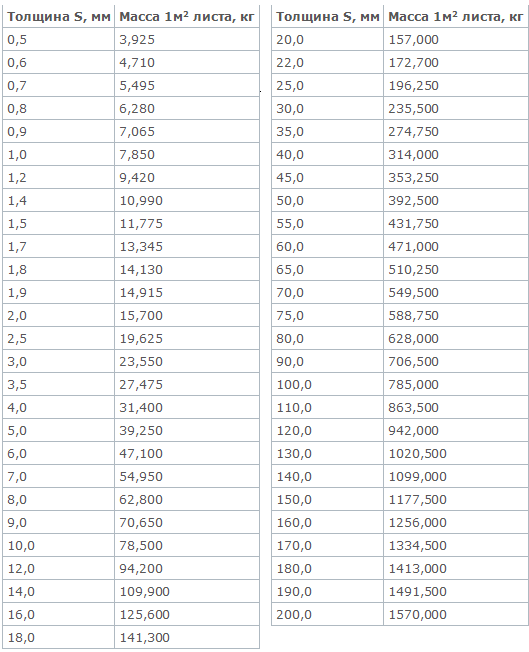 027559
027559 0375
0375 059055
059055.jpg) 0937
0937 125
125 188967
188967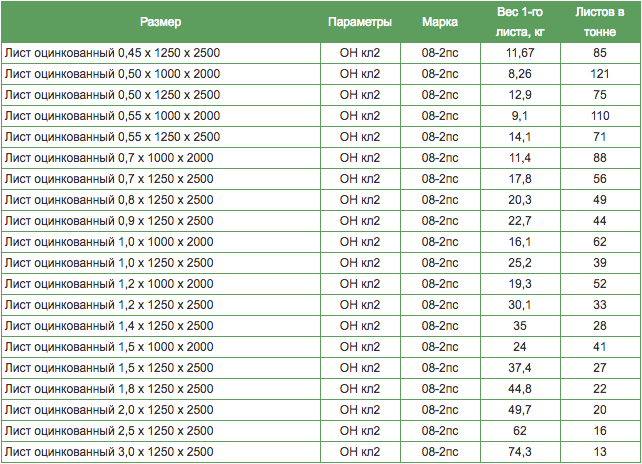 25
25 0172
0172 0276
0276 03937
03937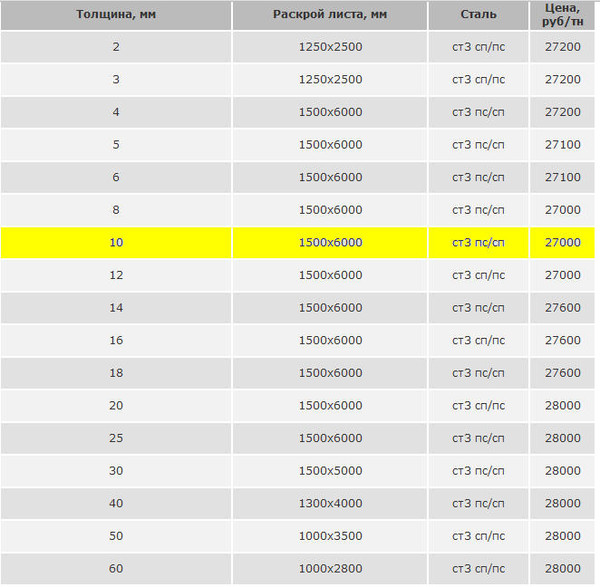 059055
059055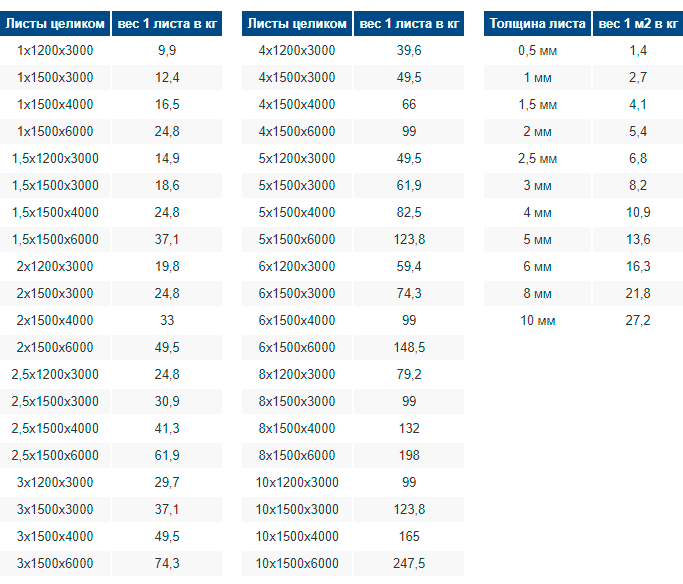 086614
086614 11811
11811 1681
1681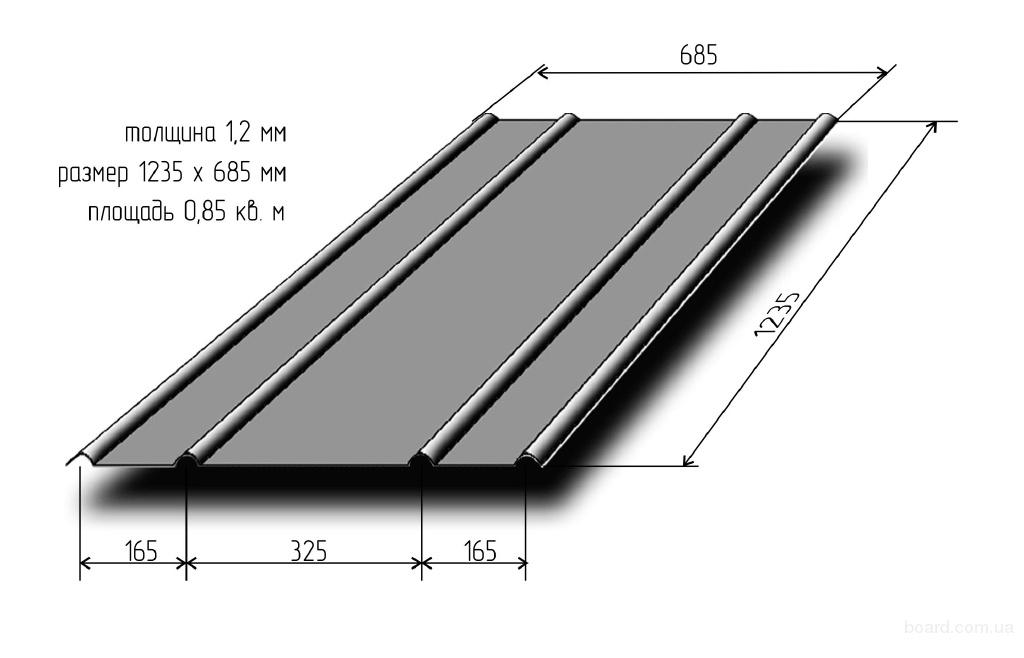
 Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.
Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.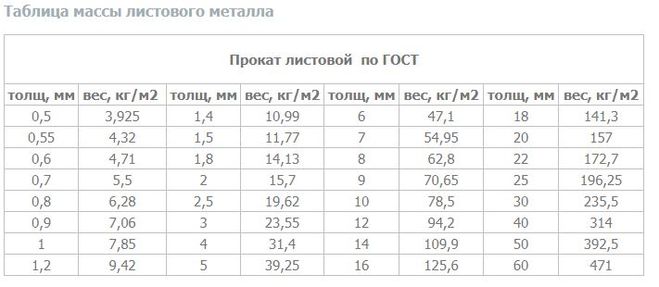
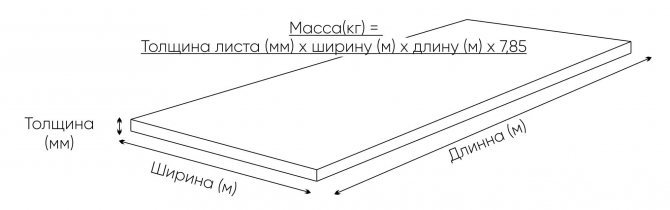
 Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.
Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.

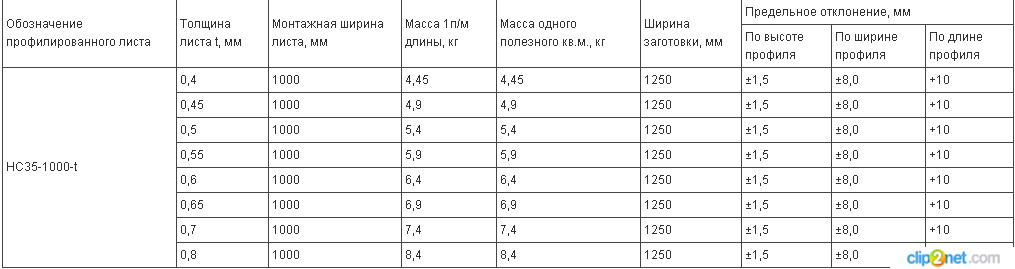 Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму.
Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму. У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа.
У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа.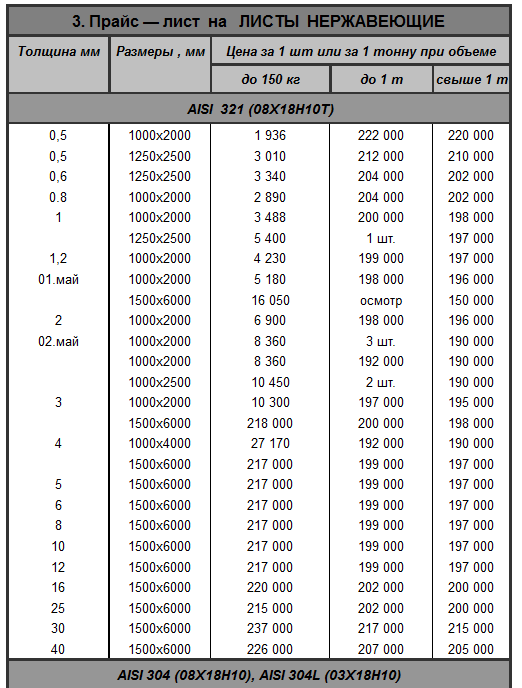 youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Deep-drawn manufacturing process for MDI cans»/>
youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Deep-drawn manufacturing process for MDI cans»/> 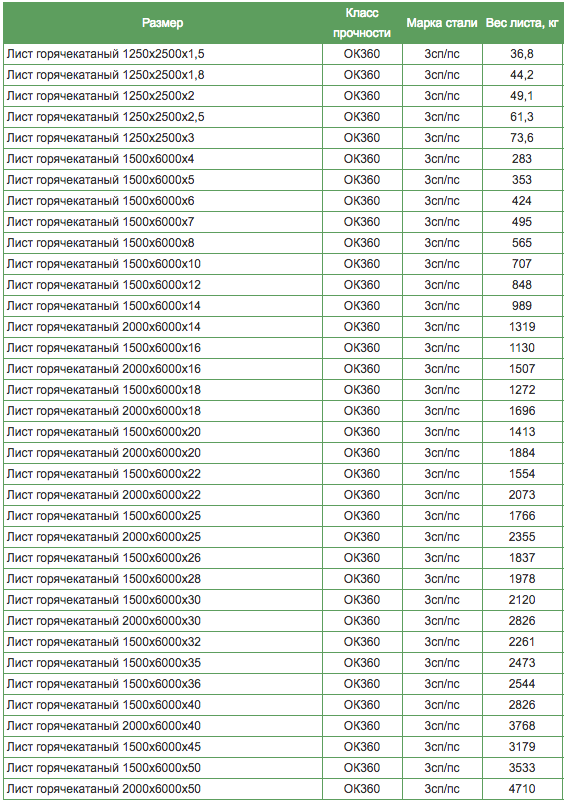 youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Bender SP-1250 expanded metal production line»/>
youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Bender SP-1250 expanded metal production line»/> 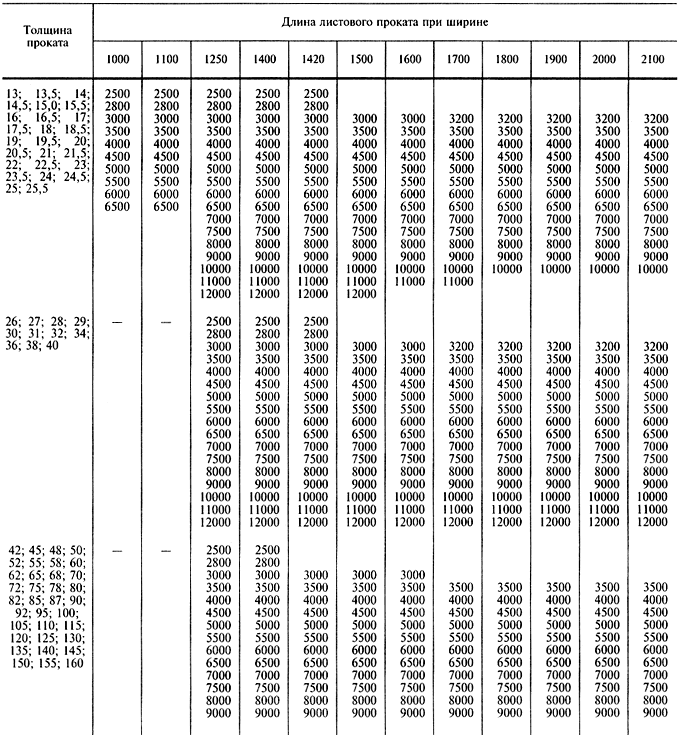 Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан.
Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан. В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением.
В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением. youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project»/>
youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project»/>  Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий.
Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий. youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Chemical Etching: A Tour Through The Process (3D Animation)»/>
youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Chemical Etching: A Tour Through The Process (3D Animation)»/>  Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить.
Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить. Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше.
Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше. youtube.com/embed/NuaHvc5MPDg?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Plate roll / Sheet metal roller / Plate roll bending / Rundbiegemaschine Motor / Hengerítőgép»/>
youtube.com/embed/NuaHvc5MPDg?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Plate roll / Sheet metal roller / Plate roll bending / Rundbiegemaschine Motor / Hengerítőgép»/> 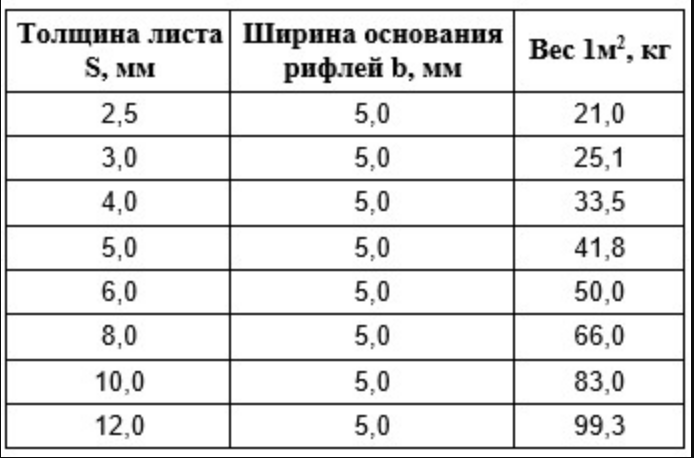 Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.
Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.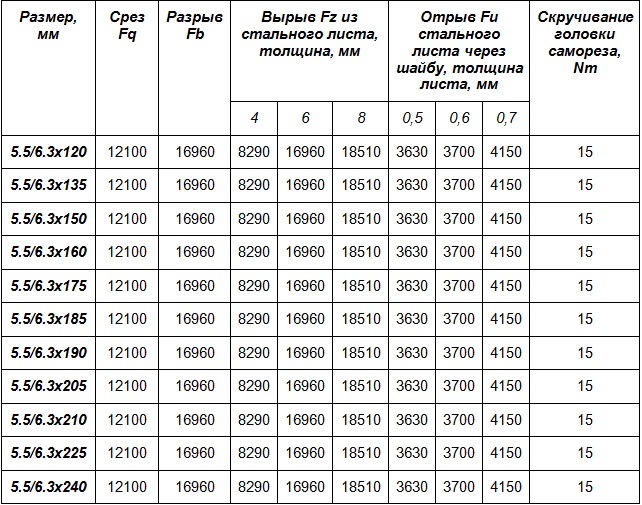

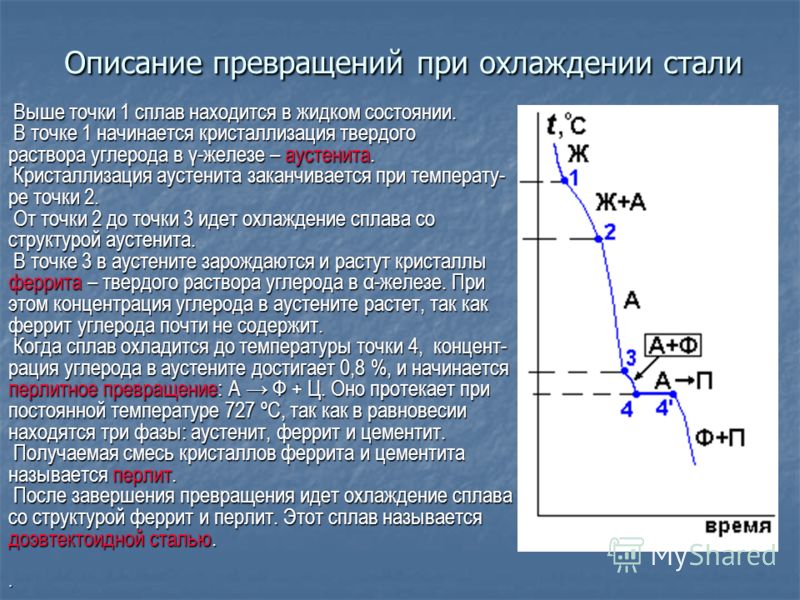
 Возможно, что для этой цели окажется приемлемой разработанная в настоящее время высокохромистая сталь марки ЭИ-756. Желательно использовать для выходных частей пароперегревателей этих котлов перлитные стали, которые в трех и более опытных плавках дадут совпадающие показатели.
Возможно, что для этой цели окажется приемлемой разработанная в настоящее время высокохромистая сталь марки ЭИ-756. Желательно использовать для выходных частей пароперегревателей этих котлов перлитные стали, которые в трех и более опытных плавках дадут совпадающие показатели.

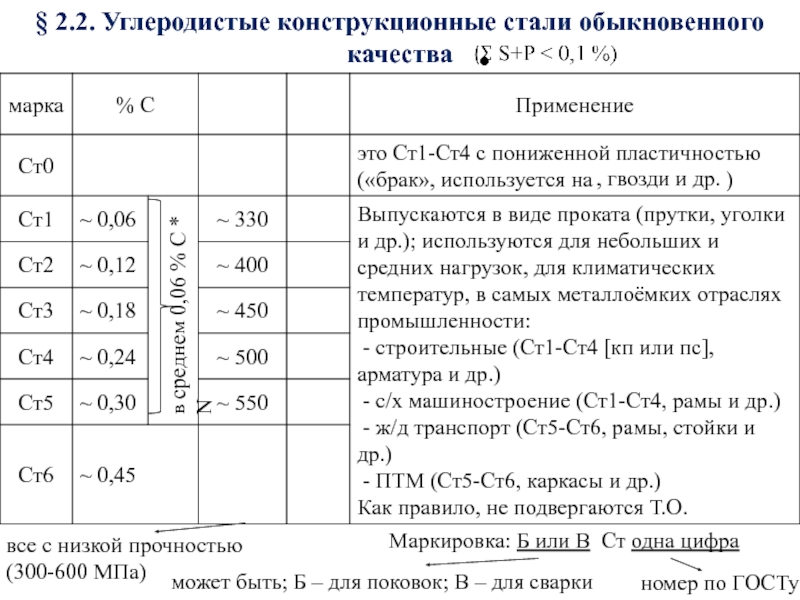
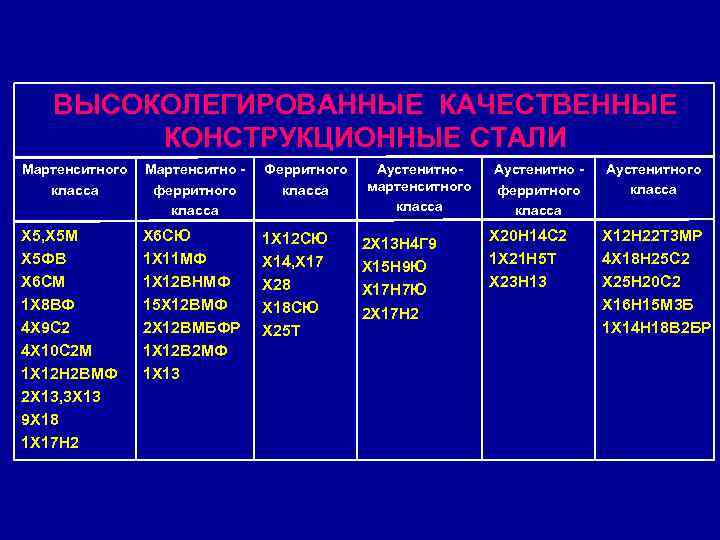




 Таким образом, потребность в методах и стратегиях контроля и проверки содержания углерода, наряду с другими характерными легирующими элементами, становится первостепенной задачей во всех случаях, когда используется сталь или нержавеющая сталь.
Таким образом, потребность в методах и стратегиях контроля и проверки содержания углерода, наряду с другими характерными легирующими элементами, становится первостепенной задачей во всех случаях, когда используется сталь или нержавеющая сталь. (Рентгеновская флуоресцентная) спектроскопия и совсем недавно портативная LIBS (спектроскопия лазерного пробоя). Многие компании делают очень хороший бизнес, предоставляя услуги аналитического тестирования в полевых условиях, используя три основные технологии аналитического тестирования: OES, XRF и LIBS. Хотя XRF в форме ручного пистолета является самой быстрой и удобной из трех технологий, у него есть недостаток, заключающийся в том, что он не может измерять углерод. Пока недавно не появился новый портативный LIBS, для тестирования углерода в полевых условиях требовались анализаторы OES, которые удваивали или более инвестиции в приборы, добавляя громоздкие размеры, большой вес и строгие аналитические навыки для работы. Все изменилось с появлением портативных анализаторов LIBS, которые измеряют как углерод, так и другие ключевые легирующие элементы в сталях.
(Рентгеновская флуоресцентная) спектроскопия и совсем недавно портативная LIBS (спектроскопия лазерного пробоя). Многие компании делают очень хороший бизнес, предоставляя услуги аналитического тестирования в полевых условиях, используя три основные технологии аналитического тестирования: OES, XRF и LIBS. Хотя XRF в форме ручного пистолета является самой быстрой и удобной из трех технологий, у него есть недостаток, заключающийся в том, что он не может измерять углерод. Пока недавно не появился новый портативный LIBS, для тестирования углерода в полевых условиях требовались анализаторы OES, которые удваивали или более инвестиции в приборы, добавляя громоздкие размеры, большой вес и строгие аналитические навыки для работы. Все изменилось с появлением портативных анализаторов LIBS, которые измеряют как углерод, так и другие ключевые легирующие элементы в сталях.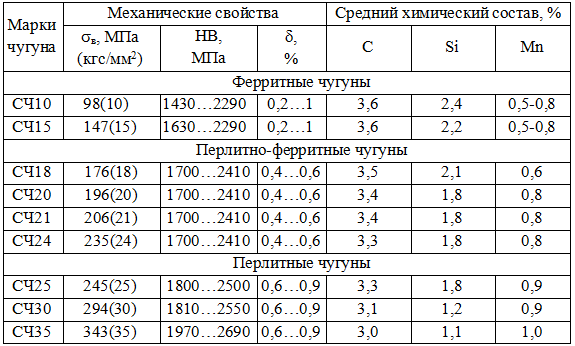
 Благодаря этому детали будут неподвижны во время работы.
Благодаря этому детали будут неподвижны во время работы.
 Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.


 Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
 При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.

 Особенно, если используется защитный газ (аргон или углекислый).
Особенно, если используется защитный газ (аргон или углекислый).
 Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом). Но при этом качество шва будет немного ниже.
Но при этом качество шва будет немного ниже.

 Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким. youtube.com/embed/jFTL_loBcME?feature=oembed»>
youtube.com/embed/jFTL_loBcME?feature=oembed»> 
 Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
 Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
 Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы. Стыки выполняются с обеих сторон угла.
Стыки выполняются с обеих сторон угла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.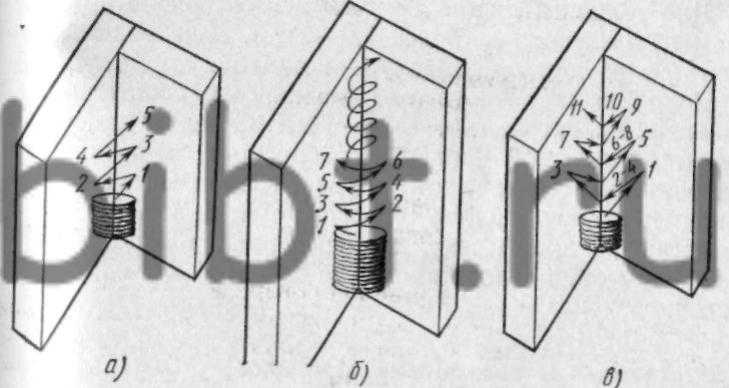
 Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
 Weld Current
Weld Current
 Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme
Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme  020 – .375
020 – .375 1
1
 Распределение площадей при этом может быть самым разным: большая парилка и маленькая мойка, наоборот, просторная комната отдыха небольшие функциональные помещения. Выбираете то, что вам больше нравится и кажется более правильным: у всех разное представление о том, как все должно быть организовано. Причем не бойтесь передвигать перегородки так, как вам удобнее, под них потом поставите фундамент и все будет отлично.
Распределение площадей при этом может быть самым разным: большая парилка и маленькая мойка, наоборот, просторная комната отдыха небольшие функциональные помещения. Выбираете то, что вам больше нравится и кажется более правильным: у всех разное представление о том, как все должно быть организовано. Причем не бойтесь передвигать перегородки так, как вам удобнее, под них потом поставите фундамент и все будет отлично.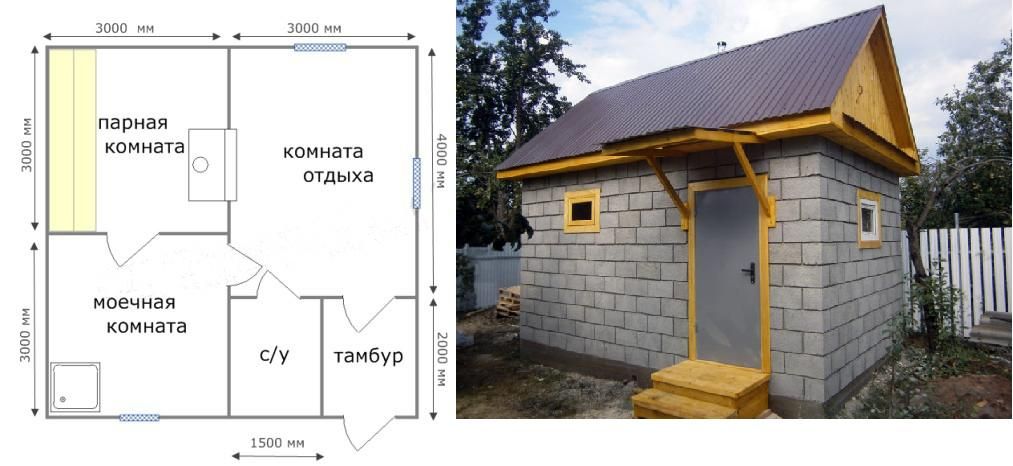 О выборе дровяной печи для бани читайте тут.
О выборе дровяной печи для бани читайте тут. Но это неплохой вариант. На фото ниже вы увидите реализацию данного проекта. Баня построена из газоблоков, планируется кровля из металлочерепицы.
Но это неплохой вариант. На фото ниже вы увидите реализацию данного проекта. Баня построена из газоблоков, планируется кровля из металлочерепицы. Как видите, отличаются они размерами парилки и душевой, а также расположением их относительно друг друга. В одном варианте также установлена печка, которая топится из парной, в двух других — из комнаты отдыха.
Как видите, отличаются они размерами парилки и душевой, а также расположением их относительно друг друга. В одном варианте также установлена печка, которая топится из парной, в двух других — из комнаты отдыха.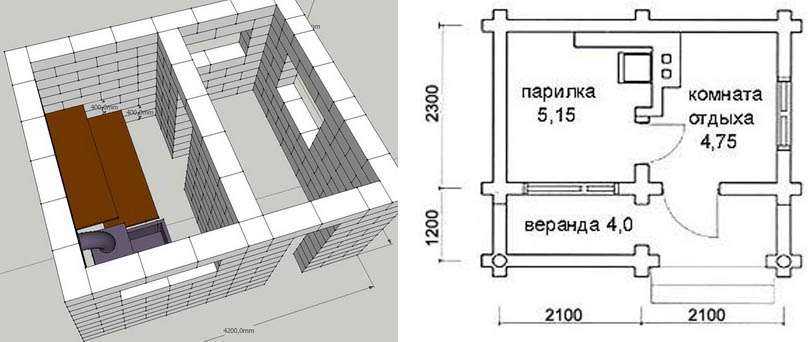 Это потому, что раствор в данной паре в разы лучше проводит тепло, то есть через него оно и «вытекает».
Это потому, что раствор в данной паре в разы лучше проводит тепло, то есть через него оно и «вытекает».
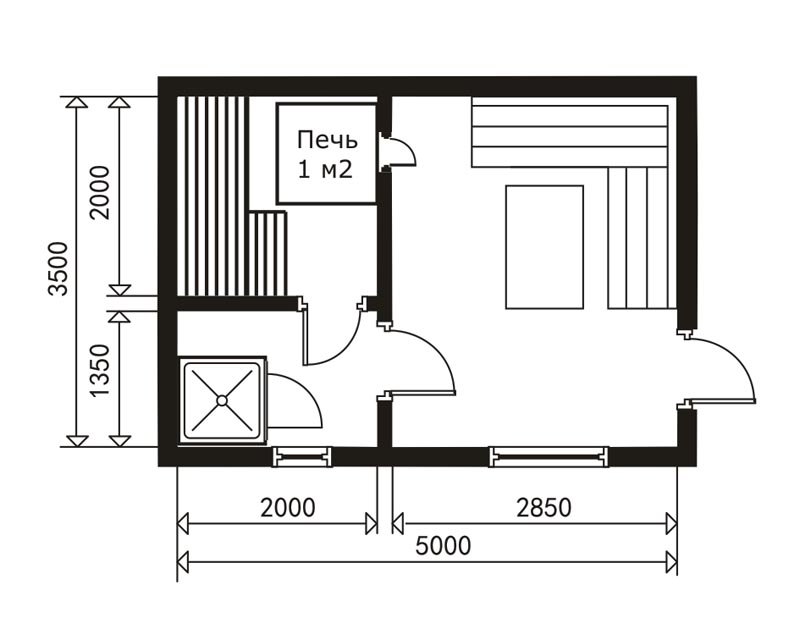 И на клей, а не на раствор, ставят чаще именно газоблоки, так как это позволяет геометрия материала. Так что с точки зрения теплопроводности этот материал предпочтительнее. А проблемы с гигроскопичностью решаются путем организации вентилируемого фасада и/или пропиткой для уменьшения гигроскопичности.
И на клей, а не на раствор, ставят чаще именно газоблоки, так как это позволяет геометрия материала. Так что с точки зрения теплопроводности этот материал предпочтительнее. А проблемы с гигроскопичностью решаются путем организации вентилируемого фасада и/или пропиткой для уменьшения гигроскопичности.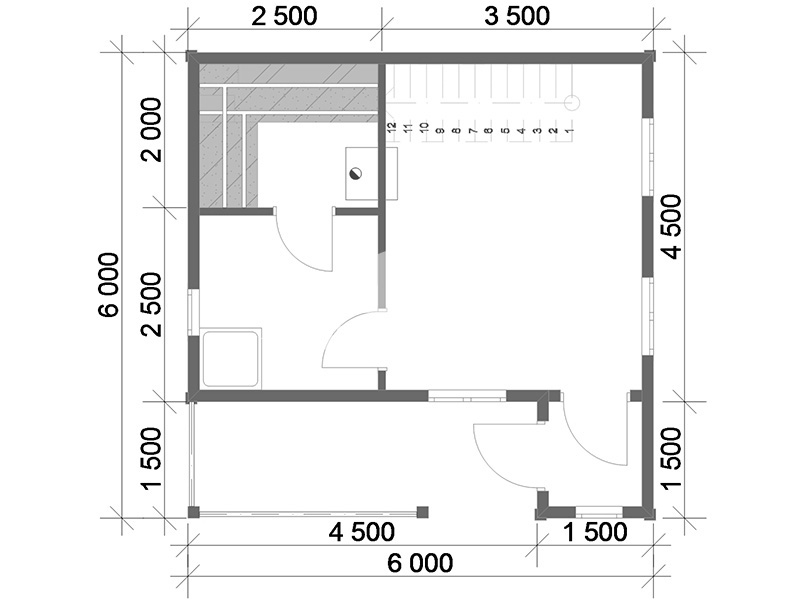
 Если баня будет нагреваться только периодически, то смысла в наружном в утеплении нет. Летом и так тепло, а зимой в неотапливаемом помещении все равно будет минус.
Если баня будет нагреваться только периодически, то смысла в наружном в утеплении нет. Летом и так тепло, а зимой в неотапливаемом помещении все равно будет минус. Пароизоляцию изнутри сделают при помощи специальной пленки. Причем для парилки чаще берут фольгу на картонной или бумажной основе (Изоспан ФБ), для моечной можно обойтись обычной пароизоляцией.
Пароизоляцию изнутри сделают при помощи специальной пленки. Причем для парилки чаще берут фольгу на картонной или бумажной основе (Изоспан ФБ), для моечной можно обойтись обычной пароизоляцией.
 Чтобы не сбивать температуру, на время парения дверки закрывают. Открывают их для просушки после процедур, ведь пар внутрь все равно попадет, хоть и в меньших количествах.
Чтобы не сбивать температуру, на время парения дверки закрывают. Открывают их для просушки после процедур, ведь пар внутрь все равно попадет, хоть и в меньших количествах. Правда, под нее все-таки необходима обработка: сначала наносится слой штукатурки для того чтобы закрыть поры газобетона, а потом слой тонкослойной гидрофобной гидроизоляции (это составы на основе цемента).
Правда, под нее все-таки необходима обработка: сначала наносится слой штукатурки для того чтобы закрыть поры газобетона, а потом слой тонкослойной гидрофобной гидроизоляции (это составы на основе цемента). В том числе и по отделке помещений. С парилкой решили — там однозначно требуется вагонка. В мойке целесообразнее уложить на стены плитку.
В том числе и по отделке помещений. С парилкой решили — там однозначно требуется вагонка. В мойке целесообразнее уложить на стены плитку. Ведь надежно закрепить сложную конструкцию к таким блокам не получится.
Ведь надежно закрепить сложную конструкцию к таким блокам не получится.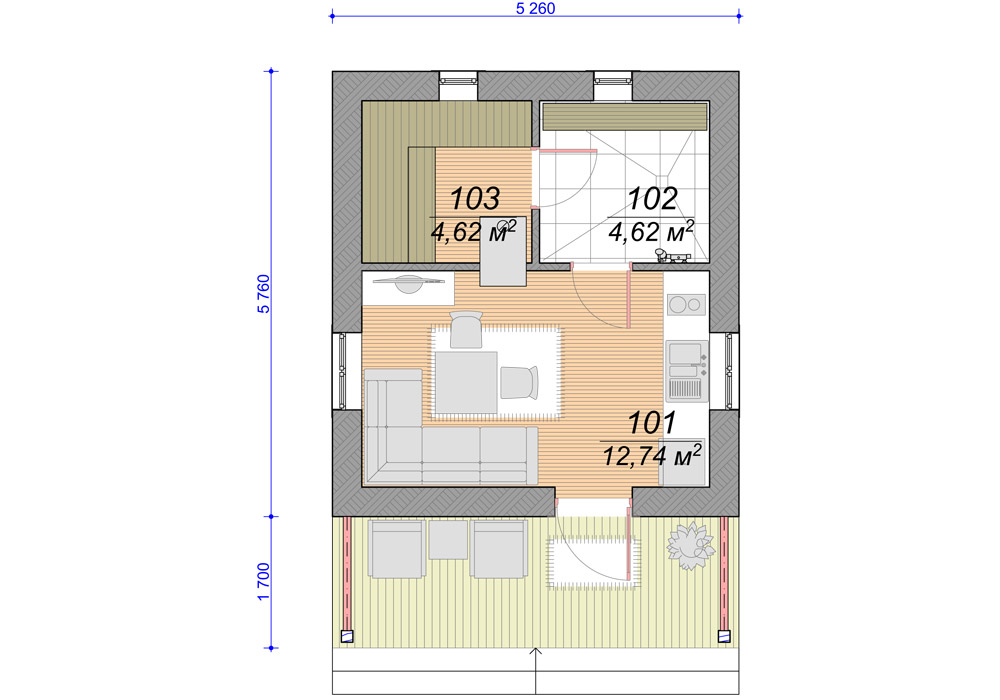

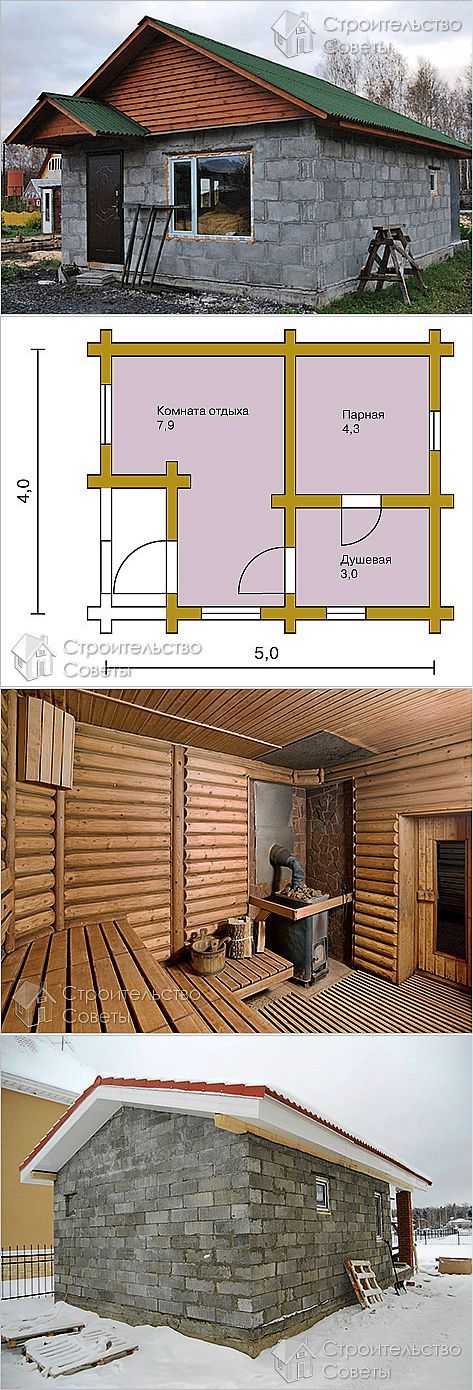 Этот материал является прекрасной альтернативой традиционному дереву, так как имеет массу достоинств и в ряде случаев даже превосходит по своим характеристикам дерево. Пеноблок – это блок определенного размера, сделанный из пенобетона или ячеистого бетона. Новинкой на строительном рынке он уже давно не является, но ранее использовался гораздо реже, чем сейчас, благодаря тому, что основной его недостаток – гигроскопичность из-за высокой пористости – удается победить.
Этот материал является прекрасной альтернативой традиционному дереву, так как имеет массу достоинств и в ряде случаев даже превосходит по своим характеристикам дерево. Пеноблок – это блок определенного размера, сделанный из пенобетона или ячеистого бетона. Новинкой на строительном рынке он уже давно не является, но ранее использовался гораздо реже, чем сейчас, благодаря тому, что основной его недостаток – гигроскопичность из-за высокой пористости – удается победить.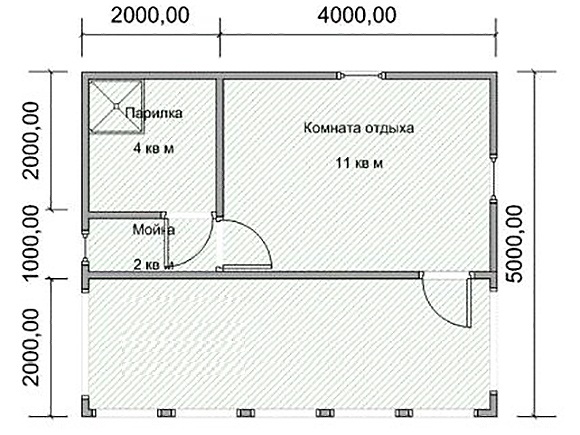 Именно поэтому строения из пеноблока, а в особенности – бани, нужно тщательно изолировать от воды. Притом гидроизоляционные работы проводятся как внутри, так и снаружи строения.
Именно поэтому строения из пеноблока, а в особенности – бани, нужно тщательно изолировать от воды. Притом гидроизоляционные работы проводятся как внутри, так и снаружи строения. Также и мощный фундамент под баню из этого материала благодаря его легкости делать не придется.
Также и мощный фундамент под баню из этого материала благодаря его легкости делать не придется.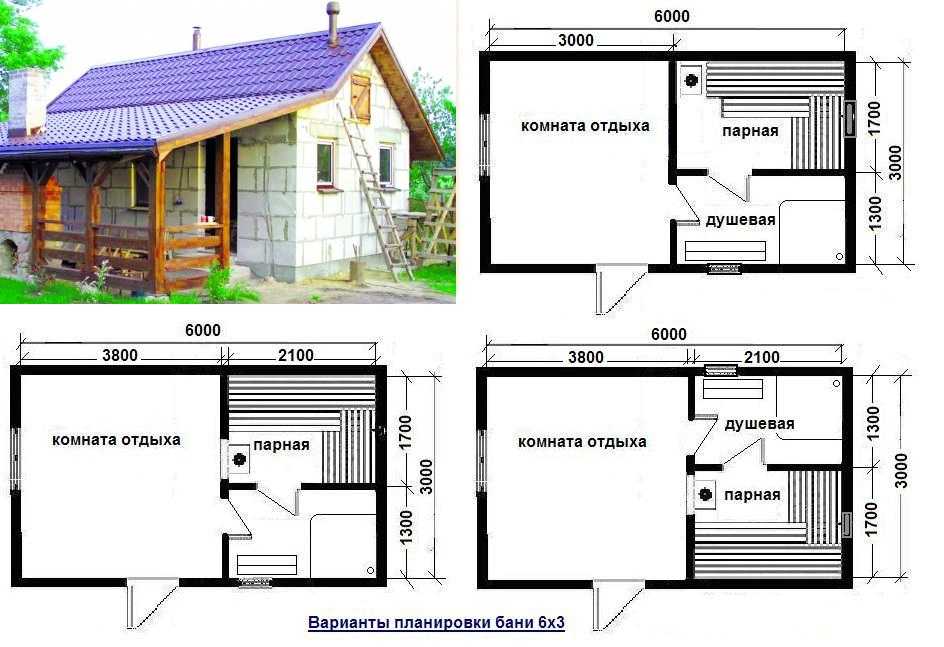

 Материал довольно часто применяется для строительства бань и других сооружений. Он легкий, хорошо проводит тепло, не горит, не боится морозов. Также это достаточно экономный материал и простой в обработке – его можно резать ножовкой.
Материал довольно часто применяется для строительства бань и других сооружений. Он легкий, хорошо проводит тепло, не горит, не боится морозов. Также это достаточно экономный материал и простой в обработке – его можно резать ножовкой.
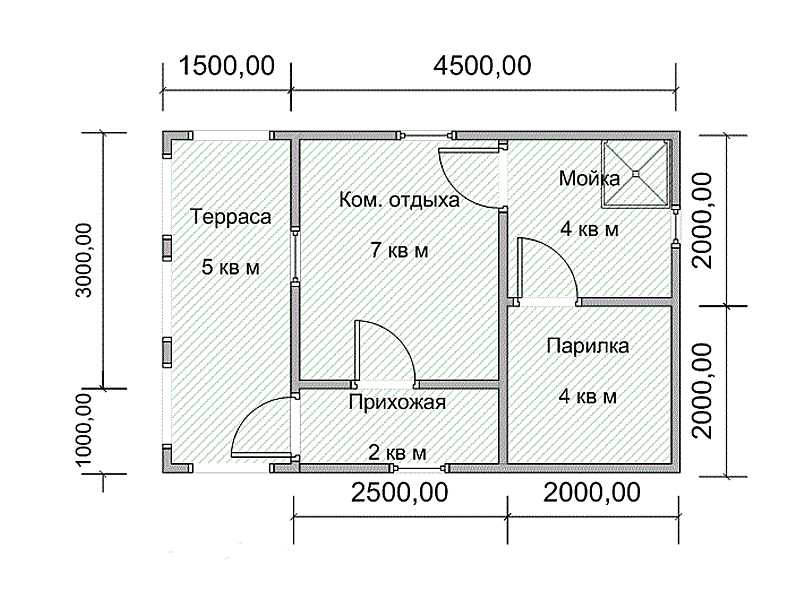 То есть, в одной бане должны быть обязательно парная, помывочная, а также комната, где можно раздеваться. Помимо этого, баню можно оборудовать комнатой отдыха, террасой, а если позволяют возможности, то даже бассейном.
То есть, в одной бане должны быть обязательно парная, помывочная, а также комната, где можно раздеваться. Помимо этого, баню можно оборудовать комнатой отдыха, террасой, а если позволяют возможности, то даже бассейном. Это помещение позволит в зимнее время сохранить тепло в помещении.
Это помещение позволит в зимнее время сохранить тепло в помещении. Притом здесь вариантов обустройства не меньше, чем в остальных случаях.
Притом здесь вариантов обустройства не меньше, чем в остальных случаях. Если хочется сделать что-то оригинальное, то нужно самостоятельно или вместе со специалистом придумать новый проект и уже его воплощать в жизнь.
Если хочется сделать что-то оригинальное, то нужно самостоятельно или вместе со специалистом придумать новый проект и уже его воплощать в жизнь.
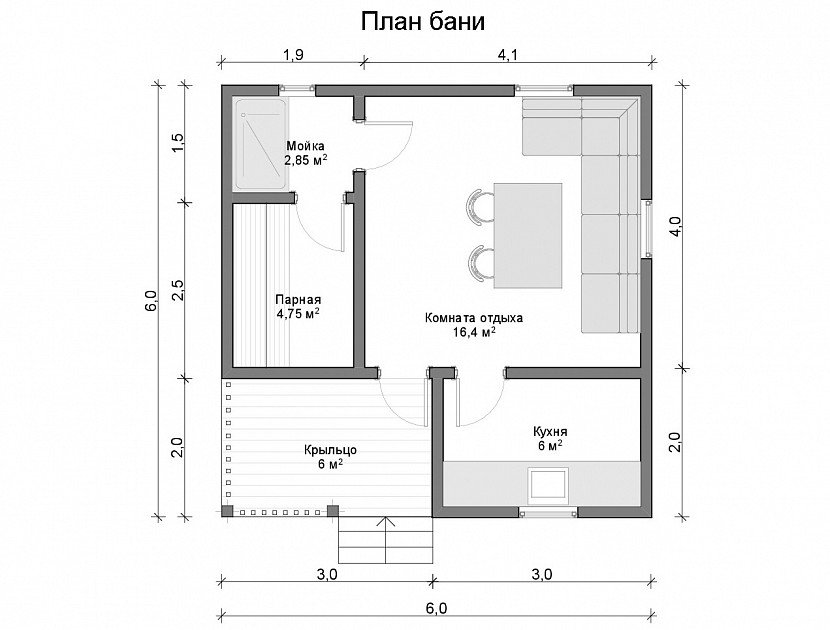
 Также сам участок для бани должен быть сухим.
Также сам участок для бани должен быть сухим. В данном случае возводится простая двухскатная. Стропила опираются на затяжки, установленные и закрепленные на несущих стенах.
В данном случае возводится простая двухскатная. Стропила опираются на затяжки, установленные и закрепленные на несущих стенах. При должной сноровке, желании и помощи пары человек строительство можно закончить очень быстро. Притом такая баня будет служить долгие годы без нареканий. Так что можно смело выбирать понравившийся проект и начинать его реализовывать на своем участке.
При должной сноровке, желании и помощи пары человек строительство можно закончить очень быстро. Притом такая баня будет служить долгие годы без нареканий. Так что можно смело выбирать понравившийся проект и начинать его реализовывать на своем участке.

 Why Hadeswite 9000
Why Hadeswite 9000
 Смета делится на три части: материалы, услуги и строительство.
Смета делится на три части: материалы, услуги и строительство.
 Это включает в себя сеанс архитектурного планирования для достижения ваших целей, запуск проекта с визуализацией и техническими инструкциями, а также цифровую поддержку на протяжении всего процесса.
Это включает в себя сеанс архитектурного планирования для достижения ваших целей, запуск проекта с визуализацией и техническими инструкциями, а также цифровую поддержку на протяжении всего процесса.
 You able to use 600+ google web fonts in the backend.
You able to use 600+ google web fonts in the backend. Доставка товара организуется при помощи транспортных компаний в любую точку
Доставка товара организуется при помощи транспортных компаний в любую точку You able to use 600+ google web fonts in the backend.
You able to use 600+ google web fonts in the backend. м
м 4
4 model }
model } 

 7 Обработка тел вращения
7 Обработка тел вращения

 Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
 Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
 Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.

 Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата.
Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата. Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать.
Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
 Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.




 Ручной фрезер незаменим при установке межкомнатных дверей. Очень удобен для выполнения врезки замков и навесов. При его помощи можно посадить замок в дверь так, что между древесиной и планкой замка не останется даже мельчайшего зазора. Так что в доме он не помешает, даже если вы не так часто будете им пользоваться!
Ручной фрезер незаменим при установке межкомнатных дверей. Очень удобен для выполнения врезки замков и навесов. При его помощи можно посадить замок в дверь так, что между древесиной и планкой замка не останется даже мельчайшего зазора. Так что в доме он не помешает, даже если вы не так часто будете им пользоваться!


 Вставьте фрезу и выполните проверочный рез на пробном куске древесины.
Вставьте фрезу и выполните проверочный рез на пробном куске древесины. Не замедляйте движения на углах детали или при других изменениях направления движения, так как в противном случае фреза может перегреться и оставить на поверхности детали прожиги.
Не замедляйте движения на углах детали или при других изменениях направления движения, так как в противном случае фреза может перегреться и оставить на поверхности детали прожиги.
 Освободите фиксатор и медленно верните корзину фрезера в исходное пололжение (двигатель поднят в крайнее верхнее положение).
Освободите фиксатор и медленно верните корзину фрезера в исходное пололжение (двигатель поднят в крайнее верхнее положение). Ввинчивайте или вывинчивайте винт тонкой настройки до тех пор, пока фреза не примет необходимое положение относительно подошвы. Зафиксируйте текущее положение корзины с помощью фиксатора, чтобы полученная настройка не сбилась во время работы.
Ввинчивайте или вывинчивайте винт тонкой настройки до тех пор, пока фреза не примет необходимое положение относительно подошвы. Зафиксируйте текущее положение корзины с помощью фиксатора, чтобы полученная настройка не сбилась во время работы. При этом каждый раз перед тем, как произвести новую настройку, выключайте ручной фрезер. При каждом новом проходе следите за тем, чтобы он шел точно по параллельному упору или по направляющей. Выполняйте последовательные проходы, пока не получите паз нужной глубины. Чтобы получить чистую поверхность, во время последнего прохода снимайте слой материала толщиной не более 1,5 мм.
При этом каждый раз перед тем, как произвести новую настройку, выключайте ручной фрезер. При каждом новом проходе следите за тем, чтобы он шел точно по параллельному упору или по направляющей. Выполняйте последовательные проходы, пока не получите паз нужной глубины. Чтобы получить чистую поверхность, во время последнего прохода снимайте слой материала толщиной не более 1,5 мм. Тяжелыми фрезерами, используя фрезы с хвостовиками в 12 мм, за один проход можно без особых сложностей снять 6-8 мм.
Тяжелыми фрезерами, используя фрезы с хвостовиками в 12 мм, за один проход можно без особых сложностей снять 6-8 мм. Если перемещать фрезер в противоположном направлении, то он может самопроизвольно отойти от направляющей.
Если перемещать фрезер в противоположном направлении, то он может самопроизвольно отойти от направляющей. По возможности следует выдерживать движение фрезера в одном направлении. Если Вы ведете фрезер слева направо, то фрезер уклоняется в направлении от Вас — это наиболее безопасное направление перемещения фрезера.
По возможности следует выдерживать движение фрезера в одном направлении. Если Вы ведете фрезер слева направо, то фрезер уклоняется в направлении от Вас — это наиболее безопасное направление перемещения фрезера. При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность.
При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность. Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину.
Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину. Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок.
Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок. Однако это не влияет на наши рекомендации.
Однако это не влияет на наши рекомендации. Тем не менее, почти невозможно безопасно кормить поголовье полностью. Решение: сделайте молдинг очень длинным и оставьте немного необработанной древесины на конце, чтобы он служил ручкой. Когда вы прошли максимально возможное расстояние, выключите фрезер, удалите деталь и отрежьте ручку.
Тем не менее, почти невозможно безопасно кормить поголовье полностью. Решение: сделайте молдинг очень длинным и оставьте немного необработанной древесины на конце, чтобы он служил ручкой. Когда вы прошли максимально возможное расстояние, выключите фрезер, удалите деталь и отрежьте ручку. на 1-в. алюминиевый угол, 8 футов Т-образной направляющей и некоторые коммерческие зажимы, изготовленные для Т-образной направляющей, или их заводские эквиваленты (см. Источник ниже).
на 1-в. алюминиевый угол, 8 футов Т-образной направляющей и некоторые коммерческие зажимы, изготовленные для Т-образной направляющей, или их заводские эквиваленты (см. Источник ниже). (Однако фрезы с прямым резом не рекомендуются для использования на фрезерном столе, потому что они могут вытолкнуть заготовку со стола.) Спирали компрессионной фрезы движутся в обоих направлениях, вверх и вниз, подтягивая стружку к середине фрезы. . Это лучшая фреза для фрезерования кромок фанеры или меламина — вы получите поверхность без сколов с обеих сторон.
(Однако фрезы с прямым резом не рекомендуются для использования на фрезерном столе, потому что они могут вытолкнуть заготовку со стола.) Спирали компрессионной фрезы движутся в обоих направлениях, вверх и вниз, подтягивая стружку к середине фрезы. . Это лучшая фреза для фрезерования кромок фанеры или меламина — вы получите поверхность без сколов с обеих сторон. Лезвие смещается ровно настолько, чтобы образовалась обожженная или неровная кромка. Если вы столкнулись с такими проблемами, попробуйте использовать насадку для снятия фаски, которая всегда срезает точный угол в 45 градусов. Биты для фаски бывают разных размеров. Вот несколько советов, которые помогут улучшить ваши результаты:
Лезвие смещается ровно настолько, чтобы образовалась обожженная или неровная кромка. Если вы столкнулись с такими проблемами, попробуйте использовать насадку для снятия фаски, которая всегда срезает точный угол в 45 градусов. Биты для фаски бывают разных размеров. Вот несколько советов, которые помогут улучшить ваши результаты:

 диам. Он обеспечивает более плавный срез торцевого зерна, чем фреза меньшего диаметра.
диам. Он обеспечивает более плавный срез торцевого зерна, чем фреза меньшего диаметра. Направляющие блоки — это всего лишь два больших куска дерева, соединенных парой установочных штифтов.
Направляющие блоки — это всего лишь два больших куска дерева, соединенных парой установочных штифтов.

 Вот сделанный на заказ забор, который сделает эту операцию намного менее страшной.
Вот сделанный на заказ забор, который сделает эту операцию намного менее страшной. (Большой ручной винт идеально подходит для этой работы, потому что он имеет большой радиус действия.)
(Большой ручной винт идеально подходит для этой работы, потому что он имеет большой радиус действия.)
 199 wood router Stock-Fotografie und Bilder . Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
199 wood router Stock-Fotografie und Bilder . Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.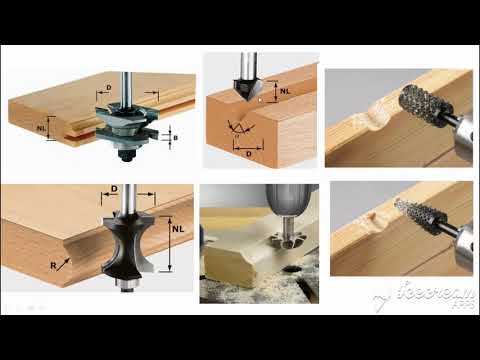 werkzeug mit computer numerische steuerung. — фрезерный станок по дереву, фото и фото
werkzeug mit computer numerische steuerung. — фрезерный станок по дереву, фото и фото ..
..
 ..
.. drahtlose internetkommunikation — wood router stock-fotos und bilder
drahtlose internetkommunikation — wood router stock-fotos und bilder Schneiden der Kante des Boards…
Schneiden der Kante des Boards… в Эйнер Мёбельфабрик. — фрезерный станок по дереву
в Эйнер Мёбельфабрик. — фрезерный станок по дереву Eine Frau, die einen Laptop benutzt, während sie auf dem Sofa sitzt, ist im Hintergrund. Селектив Фокус.
Eine Frau, die einen Laptop benutzt, während sie auf dem Sofa sitzt, ist im Hintergrund. Селектив Фокус.
 Отличительной особенностью является быстрый и простой монтаж, для которого не обязательно пользоваться дрелью и шуруповертом, вполне достаточно молотка. Хотя металлический элемент работает как гвоздь, а не как саморез, некоторые виды снабжаются прорезями под крестовую отвертку. Подбор требуемых дюбелей производится по двум параметрам – длине и диаметру гвоздя. Дюбели изготавливаются из полипропилена, полиамида или полиэтилена. Для гвоздя выбирают стальные сплавы с оцинковкой.
Отличительной особенностью является быстрый и простой монтаж, для которого не обязательно пользоваться дрелью и шуруповертом, вполне достаточно молотка. Хотя металлический элемент работает как гвоздь, а не как саморез, некоторые виды снабжаются прорезями под крестовую отвертку. Подбор требуемых дюбелей производится по двум параметрам – длине и диаметру гвоздя. Дюбели изготавливаются из полипропилена, полиамида или полиэтилена. Для гвоздя выбирают стальные сплавы с оцинковкой. В их число входят простая конструкция деталей, быстрый монтаж и множество типоразмеров.
В их число входят простая конструкция деталей, быстрый монтаж и множество типоразмеров.
 Это делает их более удобными в массовом применение, чем другие дюбельные крепежи.
Это делает их более удобными в массовом применение, чем другие дюбельные крепежи.



 Мы можем тесно сотрудничать с вами и нашими поставщиками, чтобы найти нужный вам продукт по доступной цене. Наша команда обслуживания клиентов также может помочь с покупкой подходящего дюбеля для вашего проекта и сопутствующих товаров.
Мы можем тесно сотрудничать с вами и нашими поставщиками, чтобы найти нужный вам продукт по доступной цене. Наша команда обслуживания клиентов также может помочь с покупкой подходящего дюбеля для вашего проекта и сопутствующих товаров.
