Что собой представляет импульсная сварка. Чем характеризуется процесс импульсно дуговой сварки
Что собой представляет импульсная сварка
Процесс создания сплошных сварных швов посредством расплавления в определенных точках при последующем их покрытии получил название импульсной сварки. Оборудование, имеющее данную функцию, в перерывах между регулярно повторяемыми импульсами работает в состоянии дежурной дуги малой мощности, пропускающей только часть импульсного тока. Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горения дуги в пространстве, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки дугой в защитной газовой среде. Технология импульсно-дуговой сварки характеризуется режимами пульсации дуги (объемом и скоростью введения теплоты в заготовку). Они определяются определенной программой, исходя из толщин и свойств соединяемых материалов, а также положения швов в пространстве и др.
Если сварка ведется неплавящимися электродами, то импульсная (или пульсирующая) дуга служит инструментом воздействия на основной металл с образованием шва. При использовании плавящихся электродов она предназначается для регулирования операций плавления и перенесения металла электрода. В ходе процесса импульсно-дуговой сварки с помощью электродов из вольфрама пульсация дуги имеет постоянно заданное отношение импульсов к паузам. Получение сплошного соединения достигается посредством расплавления отдельно взятых точек при их покрытии впоследствии.
Применение имульсной сварки
К важнейшим параметрам, характеризующим этот процесс, относят продолжительности импульсов с паузами, всего цикла и шаг точек со скоростью сваривания. Способность к проплавлению пульсирующей дуги с заранее установленной продолжительностью цикла и импульса определяется импульсным режимом сварки, его жесткостью. Этот параметр технологии в своем крайнем значении характерен для дугового варианта сварки. При традиционной сварке дугой постоянного горения он равен нулю, а при точечной сварке дугой стремится к бесконечности. Регулируя импульсные характеристики, можно оказывать воздействие как на размер с формой зоны сваривания, процесс кристаллизации металлов, так и на образование швов, остаточные либо временные деформации, прочие характеристики хода сварки. При определении режима сварки этим способом немаловажное значение придается шагу точек, особенно при соединении тонколистовых материалов.

Способность к проплавлению пульсирующей дуги дает наибольший эффект при импульсной сварке алюминия с толщинами листов менее 3 мм. Возможность рационального применения поверхностного натяжения металлов в ходе импульсно-дуговой сварке создает необходимые условия для должного формирования шва независимо от его положения в пространстве. Этим объясняется активное применение свойств импульсной дуги при выполнении швов в потолочном, вертикальном либо горизонтальном положении на металлоизделиях самого большого диапазона толщин и для соединения автоматической сваркой участков труб с неповоротными стыками.
В аппаратах импульсной сварки в виде источника питания чаще всего применяются сварочные преобразователи, оснащенные регуляторами тока с прерывателями, работающие на постоянных токах. Использование в них плавящихся электродов целесообразно в ситуациях, когда горение дуги постоянно, а на обычный сварочный ток время от времени накладывается импульсный. Преобладание при этом электродинамической силы приводит к отделению капли. Таким образом осуществляется направляемый перенос металла по частоте соизмеримый с импульсами при значении тока, на порядок меньшем, чем критическое.

Поэтому, в отличие от применения неплавящихся электродов, точечная импульсная сварка с помощью плавящегося электрода намного производительнее и позволяет существенно снижать сварочную деформацию с равными качественными характеристиками получаемых соединений. Она наиболее эффективна в конструкциях важного назначения, выполненных из сталей различных марок, сплавов меди, никеля, алюминия и титана для швов любых пространственных ориентаций. Этот вариант сварки способствует хорошей стабилизации дуги в пространстве. Учитывая способность вылета электродов больших длин, его эффективно применять при осуществлении стыковых соединений при обработке кромок с узкими щелями из толстых листов металла.
Особенности магнитно-импульсной сварки
В принципе действия магнитно-импульсной сварки лежит использование силы электромеханического действия вихревых токов. При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Одновременно электроэнергия превращается в механическую, а импульсы давления магнитного поля воздействуют на детали напрямую, без помощи специальных передающих сред.
Процесс такой сварки предполагает мгновенную передачу давления обрабатываемой заготовке на скорости магнитных полей, а в движение приводятся не только определенные участки, а деталь полностью. Чтобы обеспечить последовательное передвижение контактирующей зоны, заготовки помещают соединяемыми кромками под углом друг к другу. Соединение формируется в ходе соударений сопряженных деталей. Одновременно происходит очищение кумулятивной струей соединяемых поверхностей от грязи и окислов и пластическая деформация поверхностных слоев материалов с образованием между ними химических связей.

Соединение магнитно-импульсным способом осуществляется по трем традиционным схемам импульсной сварки: обжатие изделий из трубчатых материалов, их раздача и деформирование листового материала. В первом случае используют индуктор, обхватывающий изделие, во втором – его помещают внутрь заготовки, а в третьем – применяется плоский индуктор. Во избежание деформаций тонкостенных деталей в ходе сварки во внутренность труб вставляются специальные металлические оправки, которые удаляются по завершении работ.
Применение данной технологии сварки наиболее эффективно в производстве различных конструкций из трубчатых деталей, свариваемых как между собой, так и в сочетаниях с другими заготовками. Использование возможностей импульсной лазерной сварки необходимо при соединении плоских заготовок по внутренним либо наружным контурам. При этом возможна сварка различных материалов в любых сочетаниях в широком диапазоне толщин.

promplace.ru
Импульсная сварка
В сварочном деле появляются все более совершенные технологии. Одна из них – импульсная сварка. Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту. Этот вид сварки эффективен в работе с конструкциями, выполненными из сталей и сплавов меди, алюминия, никеля, титана и других цветных металлов. Она используется в сварке стыковых соединений при обработке кромок с узкими щелями из толстолистового металла. Импульсно дуговая сварка была разработана в качестве альтернативы дуговой сварке, у которой много нареканий по качеству и производительности

Особенности импульсной сварки
-
С использование неплавящихся электродов с помощью импульсной дуги;
-
С использованием плавящихся электродов, с контролем проплавления и переноса металла электрода в тело шва и контролем разбрызгивания сварочной капли.
Импульсная сварка представляет собой цикличный контролируемый процесс переноса металла в среде защитного газа:
В принципе работы импульсного сварочного аппарата используется преобразование сетевого напряжения в постоянное, после чего происходит преобразование выпрямленного напряжения в высокочастотное. В импульсный сварочник входят:
-
Выпрямитель низкочастотный;
-
Инвертор;
-
Трансформатор;
-
Выпрямитель высокочастотный;
-
Рабочий шунт;
-
Блок управления (электронный).
Виды импульсной сварки
Импульсная сварка имеет несколько вариантов. Для каждого из них характерны свои особенности и сферы назначения. Выделяют четыре основных разновидности сварки:
Рассмотрим подробнее каждую из них.
Конденсаторная
Конденсаторная сварка осуществляется агрегатами, как малой, так и большой мощности. Максимально выдаваемый ток мощных агрегатов может достигать 100 000 А и больше. Сварочные аппараты конденсаторного типа отличаются большой точностью дозирования энергии, затрачиваемой на сварочный импульс. Эта сварка осуществляется путем сильного выплеска энергии и предназначается для соединения алюминия и нержавеющих сталей.
Инерционная
Этот вид сварного соединения имеет в своей основе применение накопленной энергии вращающегося массивного маховика генератора. Для разгона и вращения маховика в конструкции имеется электродвигатель. Накопленная маховиком кинетическая энергия, после снижения частоты оборотов передается импульсам тока сварки. Для выполнения инерционной сварки применяется сварочный инвертор импульсный – аппарат, принцип работы которого заключается в использовании импульсного резонанса.
Магнитно-импульсная
Сварочное оборудование магнитно-импульсного типа преобразует электрическую энергию в механическую. Это происходит за счет наведения магнитного поля. Под его действием, и под действием высокого давления, происходит сварное соединение между деталями. Магнитно-импульсная сварка применяется в соединении любых материалов как однородных, так и разнородных по составу.
Аккумуляторная
В аппаратах, предназначенных для аккумуляторной сварки, используются щелочные аккумуляторы. Они имеют прочную конструкцию и хорошо выдерживают короткие замыкания.
Что выбрать – полуавтоматическую сварку или импульсно-дуговую?
В последнее время распространение получила импульсно дуговая сварка полуавтоматом. Он состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Надо сказать, что это единственная автоматизированная операция. К преимуществам данного вида сварки относят высокую производительность и непрерывность сварочного процесса. Но, у метода есть и недостатки. Это, прежде всего – разбрызгивание металла во время сварки. Почти 30% проволоки не попадает точно в шов. Брызги металла требуют дополнительных трудозатрат на их зачистку, что в свою очередь портит внешний вид изделия.
Импульсная сварка ручная лишена этих недостатков. Использование данной сварочной технологии позволяет получать максимально качественные сварочные параметры. Она сочетает в себе лучшие достижения других технологий. Вот основные ее достоинства:
-
Сварочное соединение получается надежным, с ровными краями;
-
Практически исключается брак в виде прожогов и несплавлений;
-
Эффективный мониторинг дуги;
-
Управляемость процесса переноса металла;
-
Отсутствуют брызги металла;
-
Рациональный расход проволоки;
-
Сварка производится на разных по составу металлах;
-
Незначительные затраты на обработку швов.
Импульсную сварку применяют в монтаже трубопроводов разного назначения. Для этих конструкций очень важен провар шва и и хорошо сформированный обратный валик, не требующий зачистки. Такой шов отличается высокой прочностью.
К недостаткам технологии можно отнести невозможность ее использования на больших сварочных площадях и необходимость интенсивного охлаждения индуктора.
Микроимпульсная сварка
Импульсная сварочная технология получила свое развитие в зубопротезировании в виде дуговой микросварки. Ее преимущества заключаются в целесообразности использования этой технологии при сварке такого тонколистового зуботехнического металла как титан. Используемый микроимпульсный сварочный аппарат хорошо себя зарекомендовал в зуботехнической практике. Это устройство способно соединять любые дентальные сплавы, в том числе титан. По качеству сварного шва он не уступает лазерному аппарату, но при этом стоит гораздо дешевле. Поэтому его могут себе позволить владельцы даже небольших зуботехнических клиник.
Микроимпульсный сварочный аппарат имеет закрытый корпус, который защищает от искр и вспышек, а также оснащен удобным наконечником и яркими светодиодами, что позволяет работать с максимальным удобством. Для работы с подобным устройством навыков сварщика не требуется.
Импульсный сварочный аппарат своими руками
В домашних условиях можно изготовить сварочный аппарат своими руками. Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить. Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока. Примеры расчетов можно посмотреть в Интернете. Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д. Во время сборки следует соблюдать технику безопасности.
Поделись с друзьями
0
0
2
0
svarkalegko.com
Импульсная сварка: особенности и характеристики процесса
На многих современных строительных объектах используется импульсная сварка, при помощи которой выполняют довольно сложные работы по соединению различных конструкций, изготовленных из металла. Принцип действия рассматриваемой сварочной методики заключается в том, что для этих целей используется аппарат импульсной сварки, режим работы которого выбирается специалистом самостоятельно.

Этим устройством выполняется соединение металлических деталей короткими импульсами. В качестве расходных материалов для этого прекрасно подходит как плавящиеся электроды, так и не плавящиеся. Специалист, который эксплуатирует такой аппарат, должен иметь соответствующую квалификацию для проведения сварки, так как данная процедура требует выбрать не только правильный режим, но и предельного внимания и сосредоточенности.
Преимущества метода
Благодаря соединению поверхностей из металла таким видом сварки, режим которой выбирается специалистом, можно отметить следующие положительные моменты:
- — получается качественное соединение;
- — красивый и ровный сварочный шов;
- — если все происходит на весу, то практически исключается образование различных прожогов;
- — возможность перенесения металла в том случае, когда процесс осуществляется плавящимся электродом.
Источники питания
Многие строительные организации используют при проведении сварочных работ специальное оборудование (их режим функционирования должен соответствовать качеству поверхностей, которые необходимо соединить), для которого необходимы специальные источники питания. Более всего для этих целей подходят блоки, особенностью которых является возможность регулирования величины импульса, а также паузы, необходимой для сварочного тока. В некоторых случаях дополнительно используются специальные генераторы. Их конструкция довольно простая, так как в их создании участвовали конденсаторы и управляемые выпрямители.
Импульсно дуговое сваривание – особенности данного метода
Выполняется импульсно дуговая сварка в различных отраслях хозяйствования. Благодаря данной методике появилась возможность осуществлять высокопрочное скрепление металла, которого невозможно добиться при использовании других методов. При проведении сварочных процедур применяются специальные сварочные автоматы, для которых необходимо подобрать надёжные источники питания. Использование такого генератора обусловлено тем, что достаточно часто нужно выполнять управляемый перенос метала. В дугу аппарата подаётся достаточно большое число импульсов (от 50 Гц до 100 Гц).
Эффективность этого метода
При использовании данной технологии наибольшего эффекта можно добиться в том случае, когда используется плавящийся электрод. Очень важно использовать такую методику в тот момент, когда выполняется наложение корневого слоя.
В настоящее время импульсная сварка нашла широкое применение при строительстве современных трубопроводов, для качественной работы которых необходимо надёжное и высокопрочное соединение, а этого можно добиться только при использовании высокотехнологичного оборудовании, для которого нужно выбрать правильный режим.
Похожие статьиgoodsvarka.ru
Импульсная сварка

Наиболее востребованным способом соединения поверхностей является импульсная сварка. Существует несколько кардинально отличающихся разновидностей сваривания, использующихся в определенных конкретных ситуациях.

Различают несколько типов сварки:
- Контактная.
- Сварка ручная дуговая.
- Технологию лазерной сварки.
- Инновационный импульсный метод.
Импульсный способ соединения материалов является наиболее продвинутым и усовершенствованным благодаря специализированному сварному агрегату.
Данный способ разрабатывался с целью замещения рядового сваривания по дуговой технологии.

Характеристики сваривания
Импульсно дуговая сварка осуществляется собственными руками мастеров, что позволяет лично контролировать качество швов. Сварочные работы не отнимают длительного времени, благодаря чему имеется возможность применять запасенную энергию специального приемника. Зарядка этого устройства выполняется от обычного электрической линии без перегрузки общей сети.

Применение сварочного аппарата позволяет избежать разбрызгивающего эффекта в процессе соединения. Нововведения в разработке передовых сварочных устройств открыли возможность создавать самодельные шовные соединения. Благодаря одновременному нагреву и расплавлению отдельных компонентов сварных поверхностей качество шва остается превосходным.
Для безопасного и правильного использования сварочного агрегата необходимо заблаговременно выставлять дежурную и импульсную дуги согласно правильным параметрам. Если все подготовительные работы выполнены верно, возможность появления кратеров в стыковых местах полностью исключается.

Основными технологическими особенностями импульсной сварки считаются:
- Определенная жесткость сварки. От нее зависит продолжительность отдельного импульса.
- Сохраняется возможность корректировки сварочной ванны.
- Специалист может контролировать процесс кристаллизации металлических поверхностей.
- Настраивая агрегат, сварщик способен нормализовать имеющийся сварочный шов.
- Изменения настроек устройства также позволяет регулировать пределы деформационных процессов.

Импульсный режим сварки применяется для скрепления листов из металлических сплавов с толщиной, равной 3 мм. Технология способна справиться со свариванием конструкций в отличных от стандартных пространственных плоскостях. Для обеспечения бесперебойного питания импульсного агрегата потребуется несколько преобразователей тока.
Разновидности импульсной сварки и их мельчайшие нюансы
Если заняться классификацией разновидностей импульсного режима сваривания можно выделить следующие обособленные разновидности:

- Конденсаторное сваривание.
- Инерционное.
- Электромагнитная технология соединения.
- Аккумуляторная сварка.
Аппарат импульсной сварки, основанный на конденсаторной технологии, характеризуется большим разбросом доступного диапазона тока. Среди таких устройств имеются модели малой мощности, также полностью противоположные агрегаты высоких мощностей. Сварочное устройство позволяет успешно дозировать энергию, которая необходима для поддержания определенного типа сварки. Для конденсаторного режима дозировки должны происходить в жестком режиме, что обеспечивает постоянный нагрев заготовок. Применяется конденсаторный режим сварки при соединении алюминиевых деталей и конструкций.

Аккумуляторная сварка предполагает применение агрегатов, функционирующих на щелочных аккумуляторах. Подобные устройства характеризуются невысоким общим сопротивлением и способностью превосходно противостоять замыканиям. Электромагнитные аппараты обеспечивают скрепление поверхностей за счет механической энергии, которая создается магнитными полями. Инверсионная сварка предполагает использование энергии массивного маховика. Благодаря кинетической энергии сращения происходит соединение рабочих поверхностей.
Этапы сварного импульсного процесса
Использование технологии переноса металла существенно улучшает конечное качество сварки. Подобная схема импульсной сварки считается весьма эффективной и действенной. Этот метод не дает образовываться разбрызгиванию, несплавленных участков также не остается.

Современные агрегаты допускают сваривание поверхностей практически в любых плоскостях, причем расход проволочного материала сохраняется на прежних значениях. Качественные швы характеризуются отсутствием прожогов и однородной толщиной.
При осуществлении импульсной сварки применяется специализированный агрегат, работа которого основывается на сбросе металлической капли с электрода устройства в активную сварочную ванну. Весь процесс подразделяется на этапы:

- Из-за нагревания электрода на его окончании создается металлическая капля.
- Последующее повышение силы тока позволяет капле соскальзывать непосредственно в сварочную ванну.
- Осуществляется замена горячей фазы на противоположную.
- Повторение основного цикла сварки.
Импульсная контактная сварка является высокоэффективным методом соединения различных по составу поверхностей.
Совет: при работе с небольшой силой тока использующаяся проволока должна нагреваться достаточно хорошо, чтобы обеспечивался постоянный сбор металлических капель.
Применять сварочный аппарат, функционирующий по технологии импульсной сварки, возможно даже в газовой защитной среде. Так осуществляется сваривание поверхностей с различной толщиной. Благодаря расширенным настройкам самого устройства, возможно, регулировать каждый параметр конечного результата. Современные агрегаты оснащаются инновационными программами, способными значительно облегчить усилия сварщика.

Главным достоинством импульсного сваривания признается отсутствие лишних брызг. Собственноручный режим позволяет самостоятельно регулировать направление и величину шва.
svarkagid.com
Импульсная сварка — что это такое?
Июль 4, 2017
Сегодня успешно применяется множество сварочных технологий: контактная, электродуговая, импульсная, лазерная сварка, несколько узкоспециализированных техник сваривания металлов. Современным и наиболее эффективным методом считается импульсная высококачественная сварка, при которой используется специальное сварочное оборудование. Данная методика разрабатывалась как альтернатива дуговой сварки, более производительная и универсальная в применении.
Особенности импульсной методики сварки
Сущность данной технологии заключается в соединении металлов при помощи непродолжительных микроимпульсов, источником тока для которых является аккумулятор, подсоединенный к электрической цепи. Главная отличительная черта метода – возможность получать неразъемные соединения отдельных деталей, выполненных из металлов разного состава. Для осуществления сварочных работ с помощью импульсного тока нужно использовать специализированные инструменты: сварочник, расходники.
Сварочный агрегат – устройство, обеспечивающее дозировку энергии импульсов сварки.
Расходными материалами могут выступать неплавящиеся, плавящиеся электроды, зависимо от выбора которых сварочные работы могут производиться по двум вариантам:
- импульсной дугой с применением неплавящихся электродов;
- с применением плавящихся электродов осуществляется контроль над проплавлением, перенесением электродного металла в массу сварного шва, разбрызгиванием расплавленных частиц металла.
Импульсная сварка – это контролируемый цикличный процесс перенесения металла в защитной газовой среде:
- микроимпульс высокой мощности отделяет одну каплю электродного металла и переносит ее на металлическую заготовку;
- происходит падение силы тока до значения, которое позволяет лишь поддерживать сварочную дугу, но не позволяет осуществляться отделению капли металла, ее переносу;
- далее идет остывание изделия в сварочной ванне;
- рабочий цикл повторяется.
Принцип работы на импульсных установках основан на преобразовании напряжения сети в постоянное напряжение, а затем в высокочастотное. Сварочник включает:
- электронный блок управления;
- инвертор;
- низкочастотный, высокочастотный выпрямитель;
- трансформатор;
- рабочий шунт.
Параметры сварки импульсного типа
Схема достаточна простая, позволяет выполнять работы самостоятельно, при этом получать надежные, высокопрочные соединения изделий из разного состава сталей, цветных металлов, прочих материалов. Сварочный процесс не требует большого количества времени, для работы используется запас энергии аккумулятора (сетевого приемника), который предварительно подзаряжается от электросети до необходимого значения. Сварочные агрегаты импульсного типа не дают возможность разбрызгиваться расплавленным металлическим частицам, позволяют получать самодельные швы. Дуга импульсная, дежурная должны выставляться в точном значении, чтобы рабочий процесс прошел максимально эффективно, безопасно, на участках стыковки отдельных металлических элементов не будут образовываться кратеры. Данная технология имеет собственные отличительные особенности, главной из которых является жесткость режима. Этот параметр характеризует продолжительность микроимпульса. Если сварщик поменяет некоторые настройки процесса сварки, он может изменить сварочные параметры. Плюс к этому форму сварочной ванны можно корректировать, а также можно контролировать кристаллизационный процесс металла. Существует возможность нормализации самодельного сварного шва, настраивать пределы возможной деформации благодаря некоторым функциям установок.
Дуга импульсная, дежурная должны выставляться в точном значении, чтобы рабочий процесс прошел максимально эффективно, безопасно, на участках стыковки отдельных металлических элементов не будут образовываться кратеры. Данная технология имеет собственные отличительные особенности, главной из которых является жесткость режима. Этот параметр характеризует продолжительность микроимпульса. Если сварщик поменяет некоторые настройки процесса сварки, он может изменить сварочные параметры. Плюс к этому форму сварочной ванны можно корректировать, а также можно контролировать кристаллизационный процесс металла. Существует возможность нормализации самодельного сварного шва, настраивать пределы возможной деформации благодаря некоторым функциям установок.
Импульсная сварка часто применяется для соединения листового металла толщиной более 3 мм. Технология идеально подходит для формирования шовных соединений в разных пространственных проекциях.
Для обеспечения источника питания в процессе выполнения сварочных работ применяются токовые преобразователи. Небольшие, но достаточно мощные микроимпульсы подаются в сварочную зону посредством аккумулятора-приемника.
Преимущества методики
Благодаря данной технологии соединения металлических образцов, рабочий режим которой настраивается сварщиком, можно отметить ее следующие достоинства:
- Высококачественный, прочный, идеально ровный сварной шов.
- При выполнении соединения отдельных деталей на весу образование прожогов практически исключается.
- Возможность перенесения металла при использовании плавящихся электродов.
Вывод
Применяя импульсный режим сварки, максимально эффективного результата можно достичь, пользуясь плавящимися электродами. Особенно важно пользоваться такой сваркой при необходимости наложения корневого слоя.
electrod.biz
Импульсная сварка - обзор технологии и оборудования
Импульсная сварка (MIG)представляет собой модификацию дуговой сварки. Отличие импульсной сварки заключается в том, что сварочный постоянный ток модулируется переменным с частотой 20-250 Гц. Модулированный сигнал может менять форму и наклон волны, скважность и амплитуду. Это влияет на режимы и качество сварки. Инверторно-импульсный сварочный аппарат является прибором с гибкими характеристиками и имеет широкий спектр применения.
История технологии
В 1932 году компанией BuddCompany для соединения нержавеющей стали была впервые применена импульсная сварка.  Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Метод использует мелко-капельный перенос расплавленного металла в ванну без разбрызгивания. В момент импульса из проволоки формируется и выталкивается расплавленная капля. Во время спада напряжения обрабатываемая поверхность частично охлаждается, что позволяет работать с более тонкими листами, чем при стандартной дуговой сварке
За десятки лет разработано множество технологий сварки.
- TwinPulseTM (MIG/MAG) обеспечивает подачу тока с парными импульсами, что позволило изменять их форму и точно управлять процессами. Уменьшение капли до диаметра проволоки позволило уменьшить объем ванны. Это формирует обратный валик правильной формы и позволяет получать вогнутый сварочный шов без напряжений металла в зоне сварки.
- SpeedPulseTM — сварочный ток модулируется особым способом. Импульсы формируют перенос капли расплава в сварочную ванну за короткое время в столбе дуги. Дуга, работающая в режиме постоянного замыкания, формирует пульсирующую струю расплава. В результате применения технологии процесс сварки ускоряется на 40-45%. Также повышается экономичность процесса из-за снижения теплоемкости процессов.
- STT (SurfaceTensionTransfer) — использует силы поверхностного натяжения. Относительно мощное поверхностное натяжение расплава в сварочной ванне засасывает каплю с низким поверхностным натяжением, образовываемую на сварочной проволоке. Такой способ сварки снижает разбрызгивание и дымообразование.
- WaveformControlTechnology — технология управляет формой волны с заданными параметрами, индивидуально учитывая толщину сварочной проволоки, тип металла и условия работы. Это обеспечивает оптимальное качество швов. Например, можно ускорить нарастание импульса, что ускорит образования капли или изменить скорость убывания, что изменит условия смачивания.
Эти или иные технологии не обязательно воплощены в каждом сварочном аппарате, поэтому, при выборе оборудования, подбирайте аппарат с качествами наиболее близкими для его дальнейшего использования.
Благодаря современным технологиям и автоматизации процессов, не требуется повышенная квалификация сварщика. Это экономит финансы на образовании, но сама сварочная техника, использующая импульсный инвертор, значительно дороже.
Виды сварочной дуги
Несмотря на множество технологий, выделены четыре режима образования дуги, они указаны в таблице:
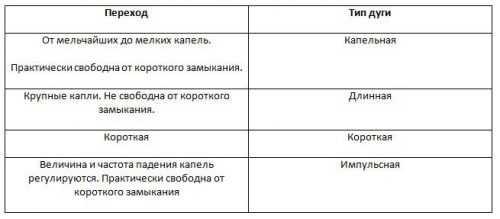 Капельная дуга формируется без короткого замыкания, что позволяет работать практически без каплеобразования. Для ее формирования требуется богатая аргоном среда и большая сила тока.
Капельная дуга формируется без короткого замыкания, что позволяет работать практически без каплеобразования. Для ее формирования требуется богатая аргоном среда и большая сила тока.
Для формирования длинной дуги потребуется высокая мощность и газовая среда с присутствием CO2 не менее 25%.
Во время короткого замыкания и свободного падения формируется смешанная дуга, которая образовывает обильное брызгообразование. Такой режим использовать не рекомендуется. Смешанная дуга образовывается при средней мощности в аргоновой смеси.
Импульсная дуга образовывается при работе с импульсным током. Характерен пинч-эффект. При каждом импульсе выделяется одна капля расплавленного металла. Образовывается во всем диапазоне мощностей. Легко регулируется частотой и силой тока. Работает с незначительным брызгообразованием. Удобно использовать при работе в стесненных условиях.
Существуют нестандартные формы перехода металлов. При выборе силы тока, превышающей стандартные значения тока дуги, появляется капельная дуга высокой мощности. Она имеет глубокое прорезающее действие. Использование такого режима может привести к деформированию шва. Если повысить напряжение, то дуга начинает вращаться, увеличивая область проплавления. Такую дугу применяют для ускорения процесса сварки толстостенных металлов. Метод рекомендуется использовать в условия полной механизации процесса.
Выбор оборудования
Импульсная сварка предполагает использование оборудования более мощного, чем обычная дуговая сварка. Это связано с тем, что в инверторно-импульсном сварочном аппарате образовывается ванна более крупного размера. Кроме того, большой мощности требует широкий диапазон скорости подачи проволоки и богатый выбор характеристик сварки.
При выборе оборудования, обратите внимание на следующие параметры:
- мощность — чем выше, тем лучше, но она не должна превышать возможности вашей электросети;
- наличие синергетического управления — снижает требования к образованию сварщика и упрощает обслуживание;
- наличие грелки с быстрым переключением типов работ — ускорит работу сварщика, выбирайте горелку большего размера с жидкостным охлаждением;
- наличие удаленного измерителя напряжения — сварочный аппарат может находиться далеко от работника и он не сможет контролировать напряжение на встроенном в аппарат приборе.
Регулировка амплитуды и формы волны импульсного сварочного аппарата повышает качество сварки и помогает создавать оптимальные режимы работы. 30-40 лет назад появились аппараты, в которых мощность настраивалась автоматически при помощи нажатия одной кнопки. Дополнительная кнопка служила для точной коррекции процесса. Современные приборы сохраняют в памяти настройки для разных процессов.
Выбирайте оптимальную длину кабеля. Длинные кабели (более 10 метров) придется скручивать кольцами, а это повышает индуктивность, из-за чего изменяется форма волны и снижается эффективность импульсной сварки.
Промышленность предлагает широкий выбор оборудования для полуавтоматической сварки. Полуавтомат от обычного аппарата отличается тем, что имеет механизм подачи сварочной проволоки, блок управления. В импульсном полуавтомате в качестве источника питания применяется сварочный инвертор.
Особенности MIG-сварки
Как и любой технологический процесс, импульсная сварка имеет свои плюсы и минусы. Среди преимуществ:
- экономия проволоки — за счет широкого диапазона скорости подачи проволоки не нужно иметь несколько катушек с разными диаметрами проволоки, достаточно одной со средним диаметром;
- экономия газа — можно использовать один и тот же состав для разных процессов;
- экономия затрат на аксессуары — не нужно иметь наборы наконечников, проволокопроводов, горелок;
- высокая скорость и качество — не тратится время на очистку деталей от брызг, шлифовку и вытяжку газа;
- контролируемое тепловложение — снижает деформации.
Технология позволяет сваривать листы металла с минимальной толщиной:
- 0,7 мм — нелегированная сталь;
- 1 мм — нержавеющая сталь;
- 2 мм — алюминиевые сплавы.
К сожалению, импульсная сварка не лишена некоторых недостатков:
- сварочный импульсный аппарат требует большего ухода;
- высокая цена.
Но качество сварки важнее любых недостатков
Применение импульсной сварки
В промышленности импульсная сварка используется повсеместно, но наиболее эффективно она используется для:
- монтажа трубопроводов разных диаметров;
- сборки автомобильных кузовов;
- изготовления железнодорожных вагонов;
- строительства мостов;
- производства кранов и землеройных машин;
- сварки корпусов и обшивок кораблей.
Возможности импульсной сварки практически неограниченны. Она умеет сваривать сталь, алюминий и его сплавы, медь и многие другие металлы. Сварочные швы, выполненные с помощью импульсного аппарата, содержат малое количество водорода. Это делает их менее хрупкими, поэтому технологию используют везде, где к изделию будут прилагаться существенные механические нагрузки.
Импульсные аппараты используются в небольших мастерских, малом производстве, автосервисах. Импульсная сварка является приоритетной практически во всех отраслях промышленности США.
Если вы заинтересовались темой или работаете с импульсной технологией, присоединяйтесь к дискуссии в блоке комментариев. Возможно, ваши знания будут кому-то полезны, или вы прочитаете что-то новое для себя.
wikimetall.ru
Импульсно-дуговая сварка - Сварка металлов
Импульсно-дуговая сваркаКатегория:
Сварка металлов
Импульсно-дуговая сваркаСущность способа состоит в том, что сварочный ток не сохраняет постоянную величину, а подается регулярно следующими друг за другом кратковременными импульсами, когда значение тока возрастает в несколько раз. Способ применим как для плавящегося, так и неплавящегося вольфрамового электрода. Создание импульсного тока осуществляется наложением импульсов на постоянный по величине небольшой ток, питающий дежурную или вспомогательную дугу. Питание сварочной дуги производится от двух источников тока: обычного источника, обеспечивающего непрерывно постоянную силу тока, и импульсного генератора, дающего кратковременные импульсы. Генератор заряжает достаточно мощный электрический конденсатор, посылающий кратковременные импульсы — разряды на сварочную дугу (рис. 1).
Рис. 1. Установка для импульсно-дуговой сварки
Сварочная дуга питается от сварочного выпрямителя СВ. Импульсы тока на дугу подаются от импульсного генератора ИГ, состоящего в основном из выпрямителя В и конденсатора С. При замыкании контакта 1 конденсатор заряжается, при замыкании 2 разряжается на дугу, зарядка идет через сопротивление В, источник тока защищен от импульса индуктивной катушкой L-Импульсный генератор получается наиболее простым, если число импульсов равно частоте питающей сети (50 гц) или вдвое больше (100 гц). На рис. 1 показаны кривые тока и напряжения для импульсно-дуговой сварки; продолжительность цикла Т, импульса t, паузы между импульсами т.
Использование импульсов тока оказалось весьма эффективным для сварки плавящимся электродом. Импульсы тока прежде всего упорядочивают перенос металла в дуге. В переносе металла ведущую роль играет электродинамическое действие тока, пропорциональное. Поэтому увеличение тока в импульсе, например, л 4 раза увеличивает усилия, воздействующие на металл, в 16 раз. При подаче импульса капля жидкого металла отрывается от электрода и стремительно летит вперед в направлении оси электрода. В результате упорядочивается перенос металлов в дуге, улучшается формирование шва, возрастает глубина проплавления основного металла, облегчается сварка в вертикальном и потолочном положениях. Уменьшается постоянный ток, протекающий в паузах между импульсами; упрощаются источники сварочного тока; возрастает устойчивость дуги, скорость плавления проволоки и скорость сварки.
Рис. 2. Кривые тока и напряжения для импульсно-дуговой сварки
Импульсно-дуговую сварку можно производить и неплавя-щимся вольфрамовым электродом. Здесь нет процесса переноса металла в дуге, но наложение импульсов на незначительный по величине постоянный «дежурный» ток, питающий вспомогательную или дежурную дугу, все же значительно улучшает процесс сварки, качество сварных швов, облегчает сварку в вертикальном и потолочном положениях, уменьшает общий нагрев изделия и возникающие при сварке деформации.
Абсолютная величина коробления часто уменьшается в 1,5—2 раза.
Считается, что скорость нарастания тока ~ должна быть не менее 100—200 ка/сек. Ток дежурной дуги обычно очень малый, 1-10 а при сварочном токе до 350 а. Напряжение холостого хода источника, питающего дежурную дугу, 70—80 в; напряжение основного сварочного импульсного источника 50—00 в.
Читать далее:
Вибродуговая наплавка
Статьи по теме:
pereosnastka.ru