Подробная расшифровка всех обозначений маркировки болтов и гаек, таблицы. Что означает маркировка на болтах
Маркировка болтов и гаек – полная расшифровка всех обозначений
Болт как изделие для крепежа – цилиндрический стержень, имеющий резьбу и головку. По форме она бывает разной – квадратная, шестигранная и более сложных конфигураций. Но принцип нанесения маркировки болтов – общий. Как ее расшифровать и применить на практике — об этом и поговорим в данной статье.
Маркировка крепежа производится в соответствии с ГОСТ №№ 1759.0 от 1987 года, 18126 от 1994 года. Однако литеры на отдельные разновидности болтов наносятся и по другим стандартам. Например, для образцов фундаментных применяется ГОСТ № 24379.1 от 1980 года.
Виды маркировки болтов
Полная
 Пояснения
Пояснения
- Существует 3 класса точности крепежных деталей. Для болтов и гаек данный параметр не указывается (позиция 2), так как все они, согласно стандарту, относятся к категории B.
- Вариантов исполнений бывает 4. Если болт первого, то цифра «1» не проставляется.
- Существующие виды резьбы: Тр – трапецеидальная, К – коническая, М – метрическая. Ее диаметр и шаг – в «мм». Если она традиционная (правая), то это подразумевается. При левой резьбе ставится символ LH (позиция 6).
- Толщина покрытия (на позиции 12) выражается в «мкм».
При сокращенной маркировке указываются только наиболее существенные параметры. При упрощенной указываются главные характеристики - как правило, длина и сечение. Например, 16 х 25.
Что наносится на головку болта
- Стрелка. В случае если резьба – левая. Для правой, традиционной, маркировка не предусмотрена.
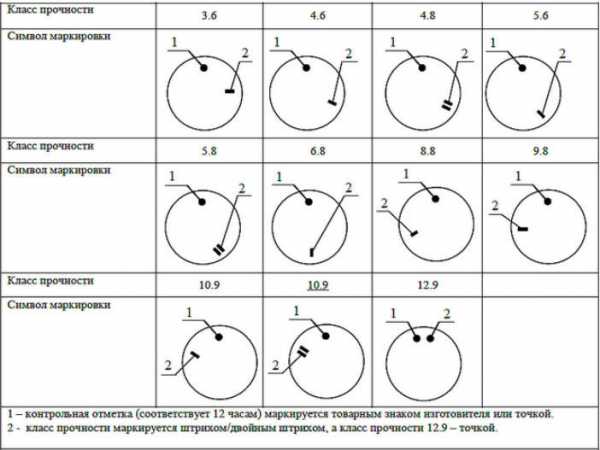
- Класс прочности металла (сплава). Варианты расположения знаков показаны в таблице.
По видам стали
Углеродистые, например – 8.8.
- 1 – показывает предельную нагрузку места соединения (т/см2).
- 2 (через точку) – отношение пределов (текучести/прочности) х 10.
Мартенситные (с минимальным содержанием углерода). Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
«Оцинковка»
- А2 – марка сплава.
- 70 – предел прочности.
Фирменный знак изготовителя
Клеймо может быть углубленным либо выпуклым, а размеры символов определяются производителем изделий.
ismith.ru
особенности, требования, ГОСТ и расшифровка
Болт представляет собой металлическую деталь в виде цилиндра с наружной резьбой. На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
Формы головок
- Шестигранная.
- Квадратная.
- Круглая.
- Цилиндрическая.
- Коническая.
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.

На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.

Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе - текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.

- Маркировка производителя - клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.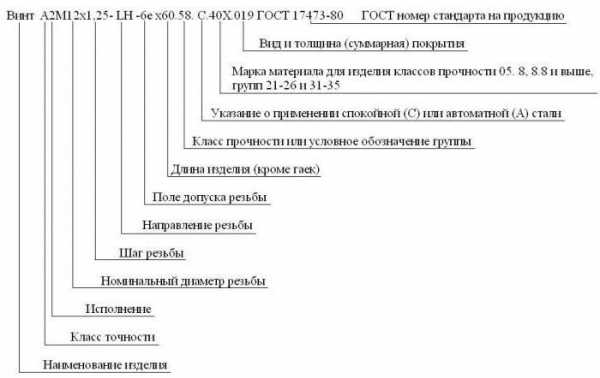
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия. В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.

- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Схема расшифровки условных обозначений болтов
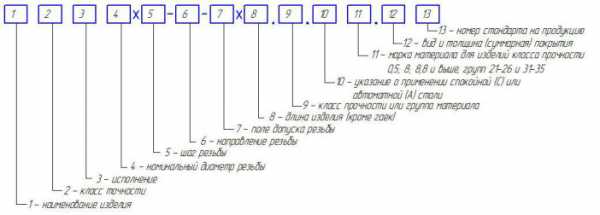
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.

С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса - А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М - это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.
- 12 - диаметр болта в миллиметрах.
- 1,5 - шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH - обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 - длина болта (обозначение в миллиметрах).
- 66 - класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А - характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия - от 01 до 13. В данном случае вид покрытия 04, а его толщина - 07 мкм.

Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
fb.ru
Что означают цифры 5.8 на шляпке любого болта, независимо от размера?
Для изделий из углеродистой стали, класс прочности обозначают двумя цифрами через точку.Пример: 4.6, 8.8, 10.9, 12.9.Первая цифра обозначает 1/100 номинальной величины предела прочности на разрыв, измеренную в МПа. В случае 8.8 первая 8 обозначает 8 х 100 = 800 МПа = 800 Н/мм2 = 80 кгс/мм2Вторая цифра - это отношение предела текучести к пределу прочности, умноженному на 10. Из пары цифр можно узнать предел текучести материала 8 х 8 х 10 = 640 Н/мм2. Значение предела текучести имеет важное практическое значение, поскольку это и есть максимальная рабочая нагрузка болта.
Предел прочности на разрыв - величина нагрузки, при превышении которой происходит разрушение - "наибольшее разрушающее напряжение".
Предел текучести - величина нагрузки, при превышении которой наступает невосстанавливаемая деформация или изгиб.
Процент удлинения - это средняя величина удлинения деформируемой детали до е поломки или разрыва. Технический термин - "относительное удлинение" показывает относительное (в процентах) приращение длины образца после разрыва к его первоначальной длине.
Важнейшим классификационным признаком болтов, винтов, шпилек и гаек является прочность. Помимо размера, она зависит от материала этих деталей и от термообработки. Для стальных болтов, винтов и шпилек ГОСТ 1759-70 устанавливает 12 классов прочности - 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9. Первая цифра показывает предел прочности материала в кгс/мм, для удобства обозначения уменьшенный в десять раз. Вторая цифра - отношение предела текучести материала к пределу прочности, для удобства умноженное на 10. Например, класс прочности болта 5.8. Следовательно, предел прочности его материала 50 кгс/мм2, отношение предела текучести к пределу прочности 0,8. У стальных гаек семь классов прочности: 4; 5; 6; 8; 10; 12; 14. Эти цифры обозначают напряжение от испытательной нагрузки, деленное на 10.
Большая часть автомобильных болтов, винтов и шпилек в зависимости от их назначения имеет классы прочности от 4.8 до 10.9, а гаек - от 5 до 10. Понятно, что в таких ответственных соединениях, как головка и блок цилиндров, карданные шарниры, передняя и задняя подвески, замена метизов менее прочными совершенно недопустима.
info-4all.ru
Что показывает маркировка на болте?
Маркировка головки болта
Маркировка крепежа предназначена для показа его свойств и характеристик. В настоящее время существует несколько вариантов маркировки.
Так как весь крепеж изготавливается из различных материалов, классов прочности и разными производителями, то принято обозначать определенные наиважнейшие характеристики на головках болтов (винтов) и гайках.
Рассмотрим два вида варианта маркировки.
В первом случае рассмотрим маркировку стандартного болта:
1. Знак предприятия, которое изготовило данный метиз.
2. Класс прочности изделия – показывает физические свойства детали. Число перед точкой показывает прочность на разрыв разделенную на 100. Произведение обоих чисел даст вам величину предела текучести разделенного на 10.
3. Если крепеж изготавливается с левосторонней резьбой, то на головке детали дополнительно наносится стрелка, которая повернута против хода часов. Правосторонняя резьба никак не обозначается.
Ниже приведена таблица, в которой указаны возможные классы прочности и стали, из которых изготавливали крепеж:
| Класс прочности | Марка стали | Граница прочности, МПа | Граница текучести, МПа | Твердость по Бринеллю, НВ |
| 3.6 | Ст.3кп, Ст.3сп, Ст.5кп, Ст.5сп | 300…330 | 180…190 | 90…238 |
| 4.6 | Ст.5кп, Ст.10 | 400 | 240 | 114…238 |
| 4.8 | Ст.10, Ст.10кп | 400…420 | 320…340 | 124…238 |
| 5.6 | Ст.35 | 500 | 300 | 147…238 |
| 5.8 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 500…520 | 400…420 | 152…238 |
| 6.6 | Ст.35, Ст.45 | 600 | 360 | 181…238 |
| 6.8 | Ст.20, Ст.20кп, Ст.35 | 600 | 480 | 181…238 |
| 8.8 | Ст.35, Ст.45, Ст.35Х, Ст.40Х, Ст.38ХА, Ст.20Г2Р | 800…830 | 640…660 | 238…318 |
| 9.8 | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.30ХГСА, Ст.35ХГСА, Ст.20Г2Р | 900 | 720 | 276…342 |
| 10.9 | Ст.35Х, Ст.45Г, Ст.38ХА, Ст.45, Ст.40Г2, Ст.40Х, Ст. 40Х Селект, Ст.30ХГСА, Ст.35ХГСА | 1000…1040 | 900…940 | 304…361 |
| 12.9 | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА | 1200…1220 | 1080…1100 | 366…414 |
В данной таблице указаны наиболее распространенные классы прочности крепежа и стали, из которых их изготавливают. Но существуют так, же детали так называемого узкого профиля. Например, высокопрочные болты с головкой увеличенного размера под ключ. Такие метизы имеют собственную маркировку и градацию прочности.
Рассмотрим их на примере болта изготовленного согласно ГОСТ Р 52644-2006:
1. Знак изготовителя.
2. Прочность данного метиза.
3. Номер плавки.
4. Обозначение болта высокой прочности с увеличенной под ключ головкой шестигранной головки.
5. Климатическое исполнение (в данном случае – холодный климат).
Так же не забываем, что если нет стрелки направленной против хода часов, то значит резьба крепежа правосторонняя.
В таблице ниже приведены характеристики данного крепежа:
| Резьба болтов | Класс прочности | Марка стали | Граница прочности, МПа (кг/см2) | Относит. удлинение, % | Ударная вязкость, МДж/м2 (кгс·м/см2) | Твердость по Бринеллю, НВ |
| М16…М27 | 110 | 40Х Селект | 1100 (110)…1350 (135) | минимум 8 | минимум 0.5 (5) | 388 |
| М30 | 95 | 950 (95)…1150 (115) | 363 | |||
| М36 | 75 | 750 (75)…950 (95) | ||||
| М42 | 65 | 650 (65)…850 (85) | ||||
| М48 | 60 | 600 (60)…800 (80) |
При выборе метизных изделий необходимо внимательно смотреть, чтобы на головке болта была вся маркировка, так как если там не будет клейма производителя, то, скорее всего, данный крепеж является подделкой, и его характеристики не будут соответствовать действительности!
krepsila.com
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование - стандарты, размеры / / Крепеж. / / Практические (М5-М39) классов прочности 4.6, 5.8, 4.6, 5.8, 8.8, 10.9, 12.9, и предельные (М6-М42) классов прочности 8.8, 10.9, 12.9 моменты затяжки для метрических болтов (гаек) из углеродистой стали
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
tehtab.ru
Прочность болтов
Прочность болтов – это наиболее важный параметр при расчете болтового соединения. Класс прочности болтов указывает на их прочность и на предел текучести.
Прочность болтов
Все болты, с резьбой более М6, должны маркироваться. На головке болта маркируется прочность болтов по ГОСТ или по ISO, а также их исполнение. Если резьба болта или винта больше чем М6, и на головке нет маркировки, то от использования такого болта следует отказаться. Рассмотрим, что обозначает класс прочности болтов и как он обозначается непосредственно на головке.
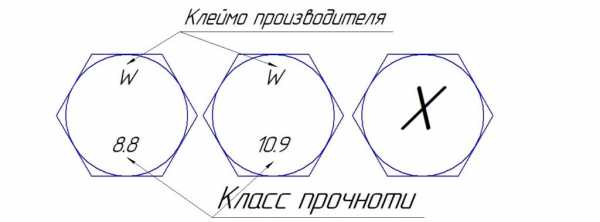
На картинке изображены три вида маркировки. Прочность болтов 8.8 самая распространенная. Болт класса прочности 10.9, соответственно, более прочный, чем 8.8. Обозначение «Х» на головке болта указывает, что болт каленый, как правило, такое обозначение на карданных болтах. Существуют классы прочности болтов 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Точка между цифрами может отсутствовать.
Теперь поговорим о том, что обозначают эти цифры. Первая цифра маркировки равно 0,01 пределу прочности болта на растяжение, чтобы понять предел прочности, делим первую цифру на 0,01 и получаем предел прочности на растяжение в МПа. Вторая цифра равно 0,1 отношения предела текучести болта к пределу прочности на растяжение. Если перемножить цифры, и результат умножить на 10, то получим предел текучести в МПа. Приведем пример расшифровки. Прочность болта 12.9 расшифровывается следующим образом:
12/0,01 = 1200 (МПа) – предел прочности на растяжение.
12х10х9 = 1080 (МПа) – предел текучести.
Болты класса прочности до 5.6 чаще всего используются в мебельном производстве, остальные используются в машиностроении и строительстве. Причем класс прочности 10.9 и 12.9, ввиду высокой цены, используется при сборке особо ответственных узлов.
Помимо болтов со стандартной шестигранной головкой, также используются винты с внутренним шестигранником, болты с фланцем, болты с полукруглой головкой и квадратным подголовником и другие. Место расположения маркировки у таких болтов отличается от стандартных болтов. Маркировка может наноситься на цилиндрическую поверхность или под головку болта.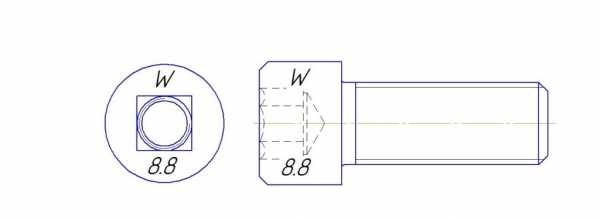
На картинке изображены примеры нанесения маркировки на болт с полукруглой головкой (слева) и на болт с внутренним шестигранником (справа).
Существуют и болты, предназначенные для использования в определенных узлах, они могут иметь дополнительные маркировки. Например, болты для строительства мостов могут иметь маркировку «ХЛ», что означает допустимое применение болта при температурах до – 650С. Иногда на головках болтов указывают марку стали, примененную при изготовлении.
На шпильках также указывается класс прочности, наносится он цилиндрическую часть, где отсутствует резьба, но с двумя существенными различиями: 1) На болтах маркировка выступает над поверхностью, на шпильках наоборот – маркировка углубляется в материал. 2) Шпильки маркируются, начинаются с класса прочности 5.6. На диаметрах шпилек, менее М12, иногда маркируют не цифры, а условные знаки, каждый из которых соответствует классу прочности.
Маркировка гаек осуществляется немного по другому принципу. При нанесении маркировки на гайку учитывают отношение ее высоты к диаметру резьбы. По отношению высоты гайки к диаметру, гайки делятся на 5 видов: 1) Низкие Н/d меньше 0,8 2) Нормальные с отношением высоты к диаметру резьбы 0,8 3) Высокие с отношением 1,2 4) Сверхвысокие с отношением 1,5. 5) Сверхнизкие, маркировка на них обычно не наносится.
Для низких гаек существует всего два класса прочности – 04 и 05. Для расчета предела прочности на растяжение откидываем 0 и умножаем на 100. Получаем 400 и 500 МПа соответственно. По полученному значению смотрим, с каким классом прочности болта следует использовать гайку.
Нормальные, высокие и сверхвысокие гайки имеют 7 классов прочности – 4, 5, 6, 8, 9, 10, 12. Аналогично умножаем на 100 и получаем значение предела прочности на растяжение. Таким образом, гайку 8 класса прочности лучше всего использовать с болтом 8.8. Распределение нагрузки в резьбе в таком случаи будет равномерным.
Иногда встречаются и другие маркировки на болтах, но, как правило, бывает это очень редко. Подавляющее большинство болтов маркируется именно по такому принципу.
В следующей статье расскажу, как сделать расчет болта на растяжение, срез и смятие.
Задавайте вопросы, оставляйте комментарии, делитесь впечатлениями от статьи!
Интересные темы САПР
lsapr.ru
Описание: Гайки ГОСТ, ОСТ, DIN
Гайка – это крепежное резьбовое изделие с отверстием, предназначенное для работы в паре с болтом, шпилькой и винтом. Характеризуется следующими основными параметрами:
- диаметром и шагом резьбы;
- классом точности;
- высотой;
- формой и размером «под ключ»;
- классом прочности;
- наличием или отсутствием элементов стопорения;
- покрытием.
Хотя бывают и эксклюзивные (оригинальные) гайки, подавляющее большинство их выпускается по оставшимся в наследство от советских времен ГОСТам, ОСТам, ТУ или немецкому DIN, действующему во всей Еврозоне.
Диаметр и шаг резьбы
Это – основные параметры гайки. Они определяют ее совместимость с сопрягаемой деталью. В крепежных изделиях используется, как правило, метрическая резьба, профиль которой имеет треугольную форму с углом при вершине 60°. Диаметр резьбы обозначают буквой d, шаг резьбы – Р. Гайки с одинаковым диаметром могут иметь разные шаги. Самый крупный из них считается основным.
Согласно ГОСТ 8724-2002 диаметры метрических резьб колеблются от 0,25 до 600 мм, шаги – от 0,075 до 8 мм. Принято различать крепежные изделия с диметром от 1,6 до 48 мм и свыше 48 мм.
В условное обозначение гайки с метрической резьбой входит буква М и две цифры через знак «х» (который может и отсутствовать). Первая обозначает диаметр резьбы (d), вторая – шаг (P). Если вторая цифра отсутствует, значит, гайка имеет крупный шаг. Например, обозначение «Гайка М8х1», означает, что перед нами изделие с метрической резьбой, диаметром 8 мм и шагом 1 мм. Если изделие промаркировано «Гайка М8», это говорит о том, оно имеет крупный шаг (1,5 мм).
Резьбы могут быть правыми и левыми. В последнем случае в обозначение добавляются буквы «LH». Например, M8x0,75 – LH.
Класс (степень) точности
Определяет величину зазора, который имеется между гайкой и болтом, регламентируется ГОСТ 16093-81. Степень точности резьбовых деталей определяется двумя составляющими.
- Допуском на диаметр, обозначаемым цифрами 4, 5, 6, 7 и 8. Чем больше цифра, тем меньше допуск и выше точность.
- Положением полей допусков, которое обозначается буквами Е, F, G и H.
В маркировке гайки значение положение поля допуска следует за обозначением допуска на диаметр. Например, М12-6Н – говорит о том, что это изделие диаметром 12 мм с крупным шагом и классом точности 6Н.
Класс прочности
Прочность гайки (в основном, ее резьбы) зависит не только от материала, из которого она изготовлена, но и от технологии производства, в частности, термообработки (обычно закалка или нормализация). На несущую способность резьбового соединения влияет также высота гайки (количество работающих витков резьбы) и шаг (высота профиля резьбы).
Прочностные параметры гаек определяются ГОСТ Р 52628-2006. Согласно ему для изделий, имеющих нормальную или увеличенную высоту (≥0,8d) и крупный шаг имеется семь классов прочности (4, 5, 6, 8, 9, 10, 12). Для гаек с мелкой резьбой – пять классов (5, 6, 8, 10, 12). Для гаек с высотой 0,5d…0,8d. – 2 класса (04, 05).
Цифры, обозначающие класс, это минимальное значение предела прочности сопряженного с гайкой болта, разделенное на 100. Т.е. гайка, имеющая класс прочности 10, может надежно работать в паре с болтом, предел прочности которого составляет 1000 Н/мм2.
ГОСТ Р 52628-2006 не выдвигает требований к использованию конкретных марок стали, он ограничивается лишь указанием об их механических свойствах и содержании некоторых (Mn, C, P, S) элементов.
Наиболее употребительные марки стали для гаек определенного класса прочности:
- кл. 4 – Ст3кп, Ст3сп;
- кл. 5 – 10, 10кп, 20;
- кл. 6 – Ст5, 15кп, 15, 35;
- кл. 8 – 20кп, 20, 35, 45;
- кл. 9 – 35Х, 40х, 39ХА;
- кл. 10 – 40Х, 14Х17Н2, 16ХСН, 40ХГСА, 09Г2С;
- кл. 12 – ЗОХГСА, 12Х18Н10Т, 20Х13, 40ХН2МА, ЗОХГСА.
Класс прочности маркируется на гайке соответствующей ему цифрой или кодовым символом (риской), нанесенным в определенном месте по системе циферблата.
Высота
Наравне с прочностью определяет несущую способность резьбового соединения. Смятие резьбы, происходящее в результате превышения допустимой нагрузки или слишком частых операций заворачивания-отворачивания – самые распространенные причины выходы резьбового соединения из строя.
Нормальной считается высота, равная 0,8d. Чем она меньше, тем меньше витков резьбы, тем более высокая нагрузка приходится на один виток. Однако низкие гайки имеют и свои преимущества, главное из которых – компактность. Их выпуск регламентируется специальными ГОСТами – 5916-70, 10607-94 и пр.
Форма гайки
Она определяет способы заворачивания, вид инструмента, иногда метод стопорения.
В подавляющем большинстве гайки имеют шестигранную форму – под рожковый или накидной ключ. Размер «под ключ» у гаек одного диаметра может быть стандартным и уменьшенным. Изготовление шестигранных гаек регламентируется большим количеством ГОСТов – 10607-94, 10605-94, 10608-72, 5915-70, 15522-70, 2524-70, 2528-73 и пр.
Круглые гайки имеют отверстия или шлицы с торца или боковых сторон – под специальные ключи и/или элементы стопорения. Выпускаются по ГОСТ 10657-80 (со шлицами на торце), ГОСТ 11871-88 (со шлицами на цилиндрической поверхности), ГОСТ 6393-73 (с отверстиями на торце) и др.
Квадратная форма используется реже. Для заворачивания используются обычные рожковые ключи. Регламентируются квадратные гайки стандартами DIN – 557, 562 и пр.
Барашковые гайки (ГОСТ 3032-76) имеют специальные ушки для заворачивание руками.
Колпачковые гайки (ГОСТ 11860-85) закрыты с одной стороны сферической поверхностью. Обычно это делается по дизайнерским соображениям.
Элементы для стопорения
Самопроизвольное отворачивание гаек – одна из главных проблем резьбовых соединений. Есть много способов борьбы с ним – использование контргаек, нанесение на резьбу полимера, применение специальных шайб и шпилек. Последние требуют иногда наличия на гайке специальных элементов. Например, шлицов на цилиндрической поверхности круглых гаек (ГОСТ 11871-88 и др.), в которые загибают усики стопорных шайб. Или прорезей на торцевой поверхности – т. н. корончатые гайки (ГОСТ 5918-73, 5919-73, 5932-73, 5933-73). Через них проходят стопорные шпильки, продетые в отверстие болта или оси.
Покрытие
Для предохранения гаек от коррозии и/или придания им декоративных свойств на них наносят покрытие, которое может быть:
Из металлических покрытий чаще всего используется цинковое, которое эффективно для легких и средних условий эксплуатации.
Для повышения стойкости оцинкованных гаек их подвергают хроматированию (пассивированию). Т.е. погружают в раствор хромовых кислот для образования защитной пленки из хрома и цинка, которой не страшны даже механические повреждения. После такой обработки изделие приобретает желтый или зеленовато-желтый с радужным оттенком цвет.
Из неметаллических покрытий чаще всего применяется оксидирование – формирование на поверхности детали окисной пленки. В зависимости от технологии обработки гайка приобретает цвет, меняющийся от темно-серого до блестяще-черного.
Из лакокрасочных технологий покрытия наиболее часто используется порошковая покраска.
Каждый вид покрытия имеет условное цифровое или буквенное обозначение. Некоторые из них:
- цинковое – 09;
- цинковое хроматированное – 01;
- никелевое – 13;
- окисное (кислые растворы) – 11;
- окисное (пропитка маслом) – 05.
metiz96.ru