Что такое анодированный алюминий и как анодируют алюминиевый профиль. Что такое анодирование алюминия
Что такое анодирование алюминия: назначение, технология
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.

Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.

Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.

Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
oxmetall.ru
Что такое анодирование алюминия
Анодирование алюминия – это образование особенного защитного покрытия на поверхности изделий электрическим методом. Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Для проведения процесса анодирования алюминия нужно приготовить два насыщенных раствора – поваренной соли и питьевой соды. Делают их в течение не менее получаса, иногда помешивая получившийся раствор. После этого растворы отстаиваются в течение пятнадцати минут и фильтруют. Затем нужно приготовить электролит, смешав девять объемных частей питьевой соды с одной объемной частью раствора соли.
Перед тем как проводить анодирование деталей, нужно тщательно зачистить наждачной бумагой или напильником, а потом обезжирить. После этого нужно провести химическое полирование. Для этого алюминиевая деталь помещается на десять минут в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом. Анодировка длится обычно примерно 90 минут. Окончательным этапом является уплотнение пор пленки, которые уплотняются после кипячения детали в воде примерно в течение двадцати минут.
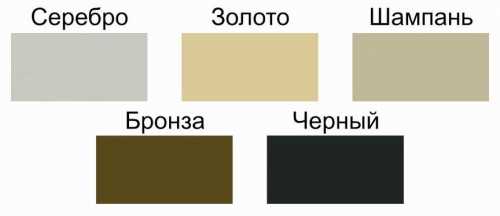
Анодированные детали имеют серый, золотистый, оливковый, черный или коричневый оттенок и незначительную приятную шероховатость. Качество анодировки можно проверить следующим образом: по анодированной поверхности нужно провести черту химическим карандашом. Если черта не смоется проточной водой, то процедура выполнена хорошо.
Анодирование переменным током
Если анодировать деталь не постоянным током, как описано выше, а переменным, то все подготовительные и заключительные операции нужно проводить так, как уже было описано. Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
При анодировании деталь можно окрасить. Делается это в растворе анилинового красителя. Когда проводится цветное анодирование, красящий раствор должен содержать 15 грамм красителя и 1 миллиграмм уксусной кислоты на литр воды. Окрашивание должно проводиться в подогретом растворе. Деталь нужно выдерживать в растворе красителя не менее 10-15 минут. Для того чтобы закрепить окраску, покрашенную деталь нужно выдержать в кипящей воде в течение 1-1,5 минут.
oxi-pro.ru
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.

Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия

Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование

Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование

Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности

Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
bouw.ru
Анодированный алюминий - что это такое? Как анодировать профиль👍
Алюминий сам по себе в обычных атмосферных условиях покрывается оксидной пленкой. Это естественный процесс под влиянием кислорода. Практически использовать его невозможно, так как пленка слишком тонка, почти виртуальна. Но было замечено, что она обладает кое-какими замечательными свойствами, которые заинтересовали инженеров и ученых. Позже они смогли получать анодированный алюминий химическим способом.
Оксидная пленка тверже самого алюминия, а значит, защищает его от внешних воздействий. Износостойкость у деталей из алюминия с оксидной пленкой значительно выше. Кроме того, на покрытую поверхность гораздо лучше ложатся органические красители, следовательно, она имеет более пористую структуру, что повышает адгезию. А это очень важно для изделий с последующей декоративной обработкой.
Так, инженерные исследования и опыты привели к изобретению способа электрохимического образования оксидной пленки на поверхности алюминия и его сплавов, который получил название анодное оксидирование алюминия, — это ответ на вопрос «что такое анодирование».
Анодированный алюминий очень широко применяется в различных областях. Галантерейные изделия с декоративными покрытиями, металлические оконные и дверные рамы, детали морских кораблей и подводных аппаратов, авиационная промышленность, кухонная посуда, автомобильный тюнинг, строительные изделия из алюминиевого профиля – далеко не полный перечень.
Содержание статьи
Что такое анодирование
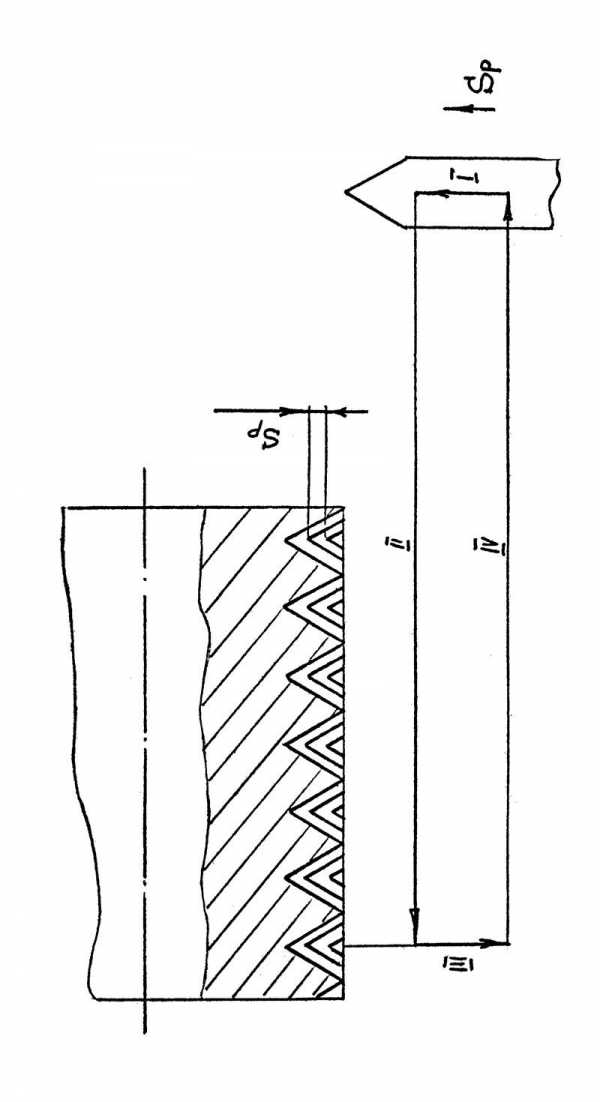
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
Время зависит от размеров покрываемых деталей. Мелкие получают слой пленки 4–5 микрон уже через 15–20 минут, а более крупные висят в ванне до 1 часа.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Применение других электролитов для получения анодированного алюминия
Есть и другие электролиты для получения оксидной пленки на алюминии, основы процесса анодирования остаются те же, меняются лишь режимы тока, время процесса и свойства покрытия.
- Щавелевокислый электролит. Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом.
- Ортофосфорный электролит. Раствор ортофосфорной кислоты 350–550 г/л. Получаемая пленка очень плохо окрашивается, зато отлично растворяется в никелевом и кислом медном электролите при осаждении этих металлов, то есть применяется в основном как промежуточный этап перед омеднением или никелированием.
- Хромовый электролит. Раствор хромового ангидрида 30–35 г/л и борной кислоты 1–2 г/л. Полученная пленка имеет красивый серо-голубой цвет и похожа на эмалированную поверхность, процесс получил отсюда название эматалирования. В настоящее время эматалирование очень широко применяется и имеет ряд других вариантов состава электролита, на основе других кислот.
- Смешанный органический электролит. Раствор содержит щавелевую, серную и сульфосалициловую кислоты. Цвет пленки отличается в зависимости от марки сплава анода, характеристики покрытия по прочности и износостойкости очень хорошие. Анодировать в данном электролите можно не менее успешно алюминиевые детали любого назначения.
Преимущества применения алюминиевого анодированного профиля
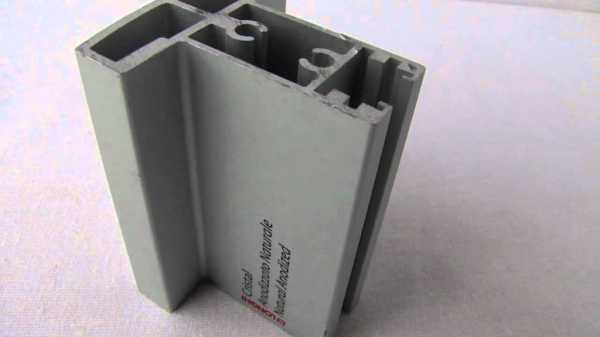
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города — нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса. Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Похожие статьи
bazafasada.ru
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.

Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный - на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое "травление", а после - в кислотный, для осветления изделия. Последний шаг - промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.

2. Химическое анодирование алюминия - изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота - самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление - непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор - тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный "холодный" раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не "закрепляют", так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).

Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия - это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия - технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:

Первое - адсорбационное окрашивание - происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе - электролитическое - оно же черное анодирование алюминия - это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.

Третий вид - интерференционное окрашивание - то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид - интегральное окрашивание - в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного - электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
promplace.ru
Анодирование алюминия и его виды
До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет. Однако у алюминия есть один недостаток – не очень красивый вид. Краска на нем плохо держится, а неокрашенный алюминий покрывается темными пятнами со временем. Но из этой ситуации можно найти выход – стоит обратиться к процедуре анодирования алюминия.
Содержание:
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Этапы анодирования
- Типичные ошибки при анодировании
Предназначение анодирования
Алюминий имеет свойства соединяться в естественной среде с кислородом, образуя при этом на своей поверхности защитную плёнку. Именно данный слой позволяет не окисляться металлу. Но подобный природный оксид способен повреждаться, потому что является очень тонким.
Эту проблему можно решить с помощью специального процесса анодирования, который помогает сделать металл более устойчивым и прочным к внешним факторам. После процедуры коррозия алюминию не грозит. Пленка, что образовывается в результате анодирования, отличается большой износостойкостью, потому что от обработанной детали она не отслаивается со временем.
Причем анодирование не является процессом нанесения защитного покрытия, как происходит при хромировании или цинковании. Защитная окисная пленка в этом случае формируется непосредственно из самого защищаемого металла. К слову сказать, поддается анодированию титан, алюминий и магний.
Анодирование в промышленных условиях проводят в 20-процентной серной кислоте. Но с ней опасно и неудобно работать в домашних условиях. К счастью, практике известен и другой метод анодирования – с использованием раствора углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
Преимущества процесса анодирования следующие:
- После анодирования алюминиевый профиль приобретает большие защитные свойства;
- Однородность и матовость поверхности металла;
- Устранение всех повреждений (полос и царапин), которые возникают в результате повреждения;
- Высокие декоративные качества;
- Большая толщина защитного покрытия металла.
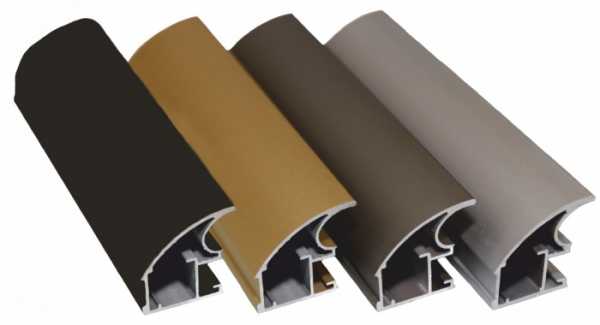
Нередко анодирование совершается с целью повысить декоративные качества алюминия и придать металлу желаемый оттенок. Обычно выбирают такие оттенки: темное или светлое золото, жемчуг, серебро с матовым отблеском. Цвет можно изменять, используя для этой цели обыкновенные анилиновые красители, которыми принято красить одежду.
Теплое анодирование
Процедура теплого анодирования является легкоповторяемым процессом обработки алюминия при комнатной температуре – 15-20 градусов. Несложные манипуляции позволяют получать довольно красивые разноцветные покрытия после окраски в органическом красителе. Если вы хорошенько постараетесь, можно на одной детали добиться сразу нескольких цветов.
Достаточно вспомнить старые советские ружья РПО-2, РПС-3, РПО-4 зеленого цвета, который является результатом процесса теплого анодирования металла. Красителем служила всем известная аптечная зеленка. Подобный метод позволяет добиться больших эстетичных результатов, но не лишен недостатков.
Детали, обработанные подобным способом, не демонстрируют по-настоящему высокую антикоррозионную защиту. В морской воде, в зоне контакта с агрессивным металлом (нержавейка, титан) коррозия все-таки появляется. Невелика и механическая защита подобного покрытия - обычной стальной иглой легко процарапать его. В особенно неудачном случае «защитный» слой можно стереть рукой.
Однако подобное «низкопробное» покрытие с другой стороны служит прекрасной основой для дальнейшей покраски. Какая высокая адгезия любой краски к данному слою – невозможно представить! Если использовать эпоксидную краску, получиться весьма неплохая и достаточно эстетичная защита. Краска будет держаться очень долго и крепко. Хорошо будут смотреться матовые нитроэмали.
Алгоритм теплого анодирования:
- обезжиривание детали и закрепление изделия в подвеске;
- анодирование до молочно-мутного оттенка в ванне;
- промывка детали в холодной воде;
- окраска изделия в горячем растворе анилинового красителя;
- закрепление окрашенного слоя в течении получаса.
Холодное анодирование
«Холодная» технология при температуре обработки от минус 10 до плюс 10 градусов была изобретена из-за двух причин: высокого качества, прочности и твердости анодного слоя в холодных условиях; низкой скорости растворения поверхности слоя и большой толщины слоя.
На самом деле слой со стороны металла нарастает и одновременно с внешней стороны растворяется. Скорость роста слоя является приблизительно одинаковой для обоих процессов. Но холодное анодирование деталей демонстрирует низкую скорость растворения внешней защитной пленки. Потому и возможно получить довольно толстый слой. А вот при теплой процедуре скорость внешнего растворения защитного слоя достигает скорости роста внутреннего слоя, поэтому невозможно получить толстый слой при таком варианте.
Процесс холодного анодирования требует принудительного глубокого охлаждения. Только так получается создать красивое, твердое и износоустойчивое покрытие. К примеру, подводному ружью с подобным покрытием не будет страшна морская вода с любым уровнем солености. И только при контакте с титаном коррозия может начаться в очень далеком будущем.

Единственным незначительным минусом данной процедуры является невозможность окрасить слой органическими красителями. Цветовая окраска защитного слоя, получаемого в результате процедуры холодного анодирования, является естественным процессом, зависящим исключительно от состава обрабатываемого сплава. Оттенки изменяются от зеленовато-оливкового до почти черного или темно серого цвета.
Алгоритм холодного анодирования:
- обезжиривание и закрепление детали в подвеске;
- анодирование стали до плотного оттенка слоя в ванне;
- промывка в горячей или холодной воде;
- закрепление слоя посредством варки в дистиллированной воде или выдержки на пару.
Этапы анодирования
Каждый этап анодирования алюминиевого изделия придаёт металлу очередное преимущество. Подготовка к самому процессу кроется в погружении детали в определенный щелочной раствор, в результате чего является полное очищение алюминия от масел и загрязнений.
После промывки, производимой в растворе из каустической соды, удалится тонкий слой алюминия, мешающий процессу анодирования. Сама процедура анодирования алюминиевой детали придает более плотную поверхность, обеспечивающую слоем оксидной плёнки. Декоративные моменты анодирования способны придать изделию определенный цвет и блеск.

А процесс уплотнения помогает закрыть поры алюминию, который имеет довольно пористую структуру. В целом понятно, что анодирование необходимо алюминию, если вы планируете защитить его от коррозии и прочих повреждений. Кроме того, анодирование способно придать изделию приятный вид. Совершить данный процесс вы можете и в домашних условиях.
Типичные ошибки при анодировании
Как вы поняли, повсеместно чаще всего используется именно холодная технология анодирования алюминия, в результате которой получается очень твердое и прочное покрытие с высокой коррозионной защитой. Однако в процессе работы обыватели часто допускают ошибки, с типичными нужно ознакомиться, чтобы не повторять их в своей практике.
Температура электролита
Если при работе вы установили температуру ниже -10 градусов, у вас не получится добиться нужной анодной плотности тока на изделии. Независимо от того, что реостат по максимуму выкручен и напряжение, которое идет с блока питания, максимальное. В результате малого уровня плотности тока покрытие будет медленно расти, и получаться бесцветным.
Проблема заключается в том, что электрическое сопротивление электролита при очень низких температурах сильно увеличивается, вследствие чего недостаточно вашего напряжения для «правильной» плотности тока. В таком случае вы можете пойти двумя путями: поднять напряжение до 100 вольт, что очень опасно, или прогреть электролит до -10 градусов. Второй вариант предпочтительнее.
Если вы установили температуру выше плюс 10 градусов, плотность тока будет правильной, а вот анодный слой получится слабоватым, да и окраски не будет, только мутный молочный оттенок. При превышении порога допустимой температуры процесс анодирования дома будет изменяться в качественную сторону, превращаясь из холодного в теплый, то есть ухудшаясь. Даже уже наращенный холодный слой будет разрыхляться и постепенно растворяться, даже если окраска потеряется не полностью.
Анодная плотность
Анодный слой нарастает медленно. Окрашенность защитного слоя появляется скачкообразно, когда анодная плотность тока составляет 1,5 - 1,6 ампера на квадратный дециметр. При меньшей плотности слой получится бесцветным или мутно-белым. Хотя его прочность и будет сносной.
Но лучше для небольшого запаса надежности (если вы ошиблись при определении площади поверхности изделия) придерживаться плотности 2 - 2,2 ампера на квадратный дециметр. Не стоит поднимать анодную плотность путем увеличения тока выше нормы, если вы хотите, чтобы процесс проходил быстро. В этом случае вас будут преследовать растравы и пробои детали.
В принципе при анодировании в домашних условиях допустима большая плотность тока при интенсивном перемешивании электролита и хорошем отводе теплоты от детали. Это сократит время процесса и позволит нарастить толстый защитный слой (в промышленности можно достичь даже 2-миллиметрового слоя анода). Но для этого нужно предусмотреть качественное охлаждение деталей в процессе анодирования.
Помните, что теплый электролит способен интенсивно растворять анодный слой! В течение нескольких секунд микрозоны перегрева оголяются полностью до белого метала, и через них течет ток, что больше нормального в разы. И начинается местное травление металла. Изделие за пару минут даже может наполовину раствориться наполовину.
Катодная плотность
Если катодная плотность слишком велика (площадь поверхности катода недостаточна, в сравнении с площадью обрабатываемой детали), то это не будет большой проблемой при обработке маленьких деталей, расположенных в разных концах емкости далеко от катода. Но если нужно анодировать габаритное изделие в небольшой ванне, то возникнут проблемы: склонность к прогару и растравливание детали.

Запомните: малые размеры катода вызывают неравномерное распределение по поверхности изделия силовых линий тока. А это в итоге вызывает повышенный риск прогара. Поэтому площадь катода сделайте в 2 раза больше площади детали. Так в процессе анодирования ток будет распределяться равномерно на поверхности детали.
Контакт детали с подвеской
Если деталь имеет плохой контакт с подвеской, вы не сможете достичь правильной силы тока. К тому же при подаче тока на изделие пузырьки кислорода будут уходить с поверхности зажима, а не с ее поверхности. Или вообще не будут формироваться. Данная проблема возникает из-за создания некачественного зажима.
Различные варианты, что состоят в обматывании детали алюминиевой проволокой, не являются надежными. Зажим должен быть с резьбовой контактной шпилькой из алюминия. Только такие конструкции позволяю прижать электрод к изделию с достаточной силой, обеспечив надежный электрический контакт.
Теперь вы знаете, что собой представляет процедура анодирования алюминия, для каких металлов она ещё подходит, и какие требования предъявляются при работе оборудованием для анодирования. Существует два вида анодирования – теплое и холодное. Однако первый вариант уже себя изжил. Перед работой обязательно стоит ознакомиться с типичными ошибками, чтобы не повторять их.
strport.ru
Как правильно анодировать алюминий
Массовое производство алюминиевых конструкций и деталей связано с уникальными свойствами этого материала. Он обладает минимальной удельной массой, стоек к воздействию многих агрессивных сред и легко поддается обработке. Но для долгой эксплуатации изделий нужно анодировать алюминий.
Зачем это необходимо
Во время взаимодействия любого металла с кислородом, содержащимся в атмосфере, на поверхности происходит окисление верхнего слоя. Это называется формированием оксидной пленки, которая предотвращает распространение ржавчины вглубь металла.

В зависимости от вида материала процесс окисления поверхности проходит по-разному. Железо и сталь практически не формируют оксидной пленки, а вот драгоценные металлы (золото, серебро, платина) защищены от воздействия коррозии. Алюминий занимает среднюю позицию, поэтому нуждается в искусственном создании пленки. Особенно это важно, если при изготовлении окон будет применяться подобный профиль. Анодированный алюминий стоек к воздействию внешних погодных факторов, которые могут привести к появлению коррозии и быстрой потере эксплуатационных свойств конструкции.
Технология
Для того чтобы на поверхности профиля образовалась эффективная защитная пленка, требуется анодировать алюминий. Суть процесса заключается в переносе молекул другого материала, который более стоек к воздействию кислорода, в структуру изделия. Кроме этого, возможно искусственное увеличение оксидного слоя без добавления других металлов.

Независимо от выбранного способа необходимо выполнить условия проведения технологического процесса. Он состоит из следующих этапов:
- Подготовительный.
- Процесс анодирования.
- Закрепление прослойки.
Для каждого из них подбирается соответствующее оборудование и расходные материалы. В итоге должен получиться качественный анодированный алюминий. Это даст возможность использовать профиль для изготовления фасадных и оконных конструкций.
Подготовительный этап
Поверхность изделия тщательно очищается от пыли, грязи и мусора. Если есть неровности или механические повреждения, то их устраняют еще до проведения анодирования. Далее следует убрать старый оксидный слой, в противном случае он будет препятствовать равномерному формированию защитной пленки.

После проведения механической обработки (шлифовки и обезжиривания), профиль необходимо поместить в щелочной раствор. Чтобы правильно анодировать алюминий, следует сначала выполнить «травление» его поверхности. Формирование микрокаверн и неровностей увеличивает общую площадь защитного слоя. Далее в кислотном растворе выполняется осветление изделия. По завершении всех этапов алюминий необходимо тщательно промыть.
Анодирование
После прохождения подготовительного этапа можно приступать к процессу анодирования. Для этого алюминиевое изделие погружают в специальную ванну. Процедура выполняется с помощью кранового оборудования (для больших конструкций) или ручным методом на тросах.

О конструкции ванны необходимо сказать отдельно. Она представляет собой большую емкость из толстостенной нержавеющей стали, в которую помещаются 2 катода. Технология погружения профиля должна быть такой, чтобы электролит, находящийся в ванне, контактировал со всей площадью изделия. В качестве такой жидкости используют серную кислоту, что предъявляет особые требования к безопасности производства. Если изделие имеет сложную конфигурацию, то лучше применять щавелевую кислоту.
После погружения профиля методом электролиза начинает формироваться защитный слой. Его толщина напрямую зависит от состава электролита, температуры и плотности тока. Чем выше последний показатель, тем больше оксидной пленки сформируется на поверхности. После завершения процедуры толщина слоя может колебаться от 2 до 7 микрон, в зависимости от технологических параметров процесса.
Закрепление
Однако на этом прекращать анодировать алюминий еще рано – необходимо закрепить образовавшийся поверхностный слой. Он будет приставлять собой пористую структуру, которая без обработки быстро отслоится. К тому же она не обладает должными характеристиками твердости.
Закрепление можно осуществить, поместив изделие в пресную воду, доведенную до состояния кипения. По другой технологии поверхность подвергается обработке горячим паром. В любом случае происходит отвержение оксидной пленки и ее молекулярное соединение с поверхностью алюминия.
Если в дальнейшем профиль будет покрашен, то закрепление можно не выполнять. При соблюдении технологии нанесения порошкового колера, пленка будет защищена в результате термической обработки.
Мы выяснили, что такое анодированный алюминий. Такая обработка металла - гарантия от появления ржавчины на поверхности изделия. Технология анодирования постоянно совершенствуется, и на сегодняшний день можно выполнять покраску алюминиевых изделий с помощью катодной реакции.
fb.ru