Рекомендации по выбору подходящих электродов для сварки. Диаметр электрода
Каких диаметров бывают электроды для сварки?

Сварка - это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов.
Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 - 4 миллиметров.
Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования.
Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Помимо основы - сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов. Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором - у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго.
Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса.
Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков. Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз.
elektrod-3g.ru
Размеры электродов для сварки: выбор длины и диаметра
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.

Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |

Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |

Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |

Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |

Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК.46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |

Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
svarkaipayka.ru
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы - выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
Выбор режима дуговой сварки
Таблица 2. Режим сварки стыковых соединений без скоса кромок
Примечание: максимальное значение тока должно уточняться по паспорту электродов. Таблица 3. Режимы сварки стыковых соединений со скосом кромок
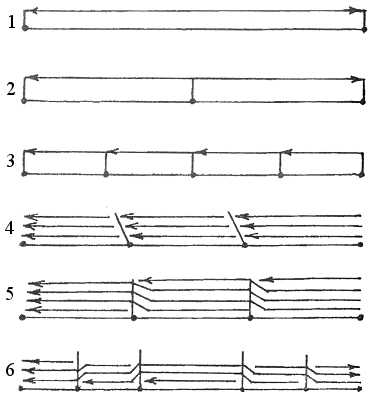
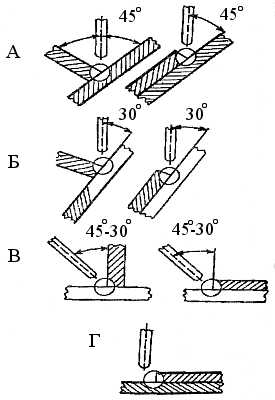
Примечание: значение величины тока уточняется по паспортным данным электрода. Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе. Техника ручной дуговой сваркиТраектория движения электрода
Схема дуговой сварки
|
|||||

www.dpva.ru
Выбор электрода для сварки разных материалов и режимов
В процессе выбора электродов для сварки нужно обращать внимание на ряд важнейших характеристик. Лишь правильно подобрав данные приспособления, можно рассчитывать на высокое качество и производительность сварочных работ. Поэтому к процессу выбора сварочных электродов рекомендуется подходить максимально ответственно.

От качества электрода зависит весь процесс сварки, поэтому при выборе электродов необходимо знать следующие условия: физическая сплошность металла швов, эксплуатационная прочность, технологичность электродов, характеристики электродов и другие.
Выбор подходящего диаметра электродов для сварки
Одной из основных характеристик электродов для сварки является их диаметр. При выборе подходящего значения нужно ориентироваться прежде всего на толщину свариваемых изделий, марку металла, его химический состав, выбранную разновидность соединения, форму кромок и прочие параметры. В процессе выбора можете ориентироваться на следующие данные:
Схема электрода для сварки: 1 – стержень; 2 – участок перехода; 3 – покрытие; 4 – контактный торец без покрытия; L – длина электрода; D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от покрытия конца.
- Электроды для сварки диаметром 1 мм — используются для работы с изделиями толщиной до 1,5 мм. Сила тока не должна превышать 25 А.
- Изделия толщиной в 1,6 мм, в соответствии с нормативами, предназначены для сварки легированных и низкоуглеродистых сталей. Они могут иметь длину в 20 либо 25 см. С их помощью варятся металлы толщиной не более 2 мм. Допустимая сила тока — 25-50 А.
- Электроды для сварки толщиной 2 мм выпускаются длиной 25 см, также она может составлять 30 см. Применяются при работе с легированными и низкоуглеродистыми сталями. Максимально допустимая толщина металла составляет 2 мм, а сила тока — 70 А.
- Изделия диаметром 2,5 мм предназначены для варки легированных и низкоуглеродистых сталей. Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А.
- Наиболее широко используемыми являются электроды диаметром в 3 мм. Тоже применяются при работе с легированными и низкоуглеродистыми сталями. Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А.
- Изделия диаметром в 4 мм подойдут и для бытовых сварочных агрегатов, и для профессионального оборудования. Длина может составлять 35 и 45 см. Подходят для стали любого вида. Главное, чтобы толщина металла не превышала 1 см, а сила тока — 220 А.
- Пятимиллиметровые электроды могут работать только в комплекте с оборудованием довольно высокой мощности. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные — 35 см. Толщина элементов может достигать 1,5 см, а сила тока — 280 А.
- Профессиональное оборудование обычно работает в комплекте с шестимиллиметровыми изделиями. При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей — 35 см. Могут варить на токе до 370 А.
- Высокопроизводительное промышленное оборудование комплектуется сварочными электродами диаметром в 8-12 мм. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.
Важно отметить и тот факт, что диапазон силы тока зависит не только от диаметра электрода, но и от его марки. К примеру, трехмиллиметровый УОНИ 13/55 работает на токе в 70-100 А, а МР-3, имеющий такой же диаметр, на 80-140 А.
Электроды для разных режимов тока
Результаты испытаний плавящегося электрода.
На современном рынке оборудования для сварки представлен довольно большой выбор разнообразных электродов. И подбирая подходящий тип, нужно обращать внимание на ряд определенных параметров. Среди них одним из наиболее важных является не только диаметр, но и режим тока, с которым будет осуществляться работа. Он может быть постоянным и переменным.
Среди электродов для работы на постоянном токе наиболее часто используются изделия марок МР-3, УОНИ 13/55, АНО-6, ОЗС-12, ОЗЧ-12, ЦЛ-11 и многие другие. Если сравнивать их с прочими аналогами, то изделия этих марок характеризуются высокими эксплуатационными свойствами и простотой применения. К числу их главных преимуществ можно отнести обеспечение устойчивой дуги и простоту повторного зажигания. Варка такими электродами позволяет получать аккуратные ровные швы.
Что касается электродов для работы на переменном токе, то их можно смело назвать пережитком прошлого. Ранее постоянный ток был не очень распространен из-за высокой стоимости таких работ. В целях экономии приходилось применять переменный ток и жертвовать качеством. К этому подталкивало то, что выпрямительные элементы, предназначенные для работы с большими сварочными токами, еще совсем недавно были очень громоздкими, имели низкий коэффициент полезного действия и дорого стоили.
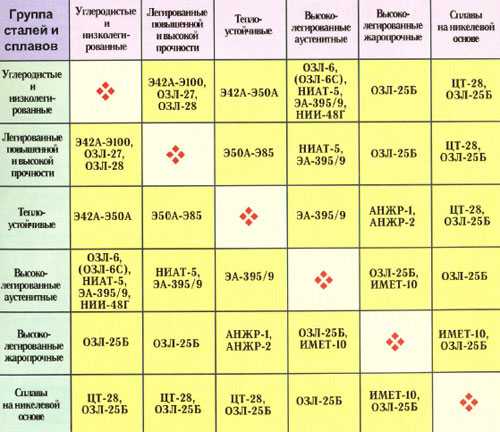
Выбор электродов для сварки разнородных сталей и сплавов.
Однако с появлением на рынке первых высокоэффективных полупроводниковых выпрямителей компактного размера ситуация изменилась кардинально. А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
Среди наиболее популярных электродов, использующихся при работе на переменном токе, можно выделить МР, АНО и ОЗС. Отличаются они не только по химическому составу, но и по типу покрытия. К примеру, у АНО-6 и МР-3 ильменитовое и рутиловое покрытие.
Остальные же электроды для работы на переменном токе имеют рутиловое покрытие. С их помощью можно варить низколегированные, малоуглеродистые и углеродистые стали. Преимуществом таких сварочных электродов является их универсальность, что позволяет применять их для работы как на переменном, так и на постоянном токе.
Универсальные электроды
Марки электродов и область их применения.
Существует и отдельная категория универсальных электродов. Купив их, вы сможете одинаково хорошо работать и на переменных, и на постоянных токах. Среди преимуществ таких изделий можно выделить следующие моменты:
- Повышенную производительность сварочных работ.
- Достаточно высокую экономичность.
- Низкое разбрызгивание.
- Довольно хорошее отделение шлаковой корки.
- Возможность качественно варить даже загрязненный, поврежденный коррозией, окисленный и влажный металл.
- Минимальные требования к сварочному аппарату и оператору.
Помимо этого, такие изделия обеспечивают хорошую и стабильную дугу. Они одинаково хорошо подходят для заваривания длинных зазоров, сварки коротких швов и точечного прихвата.
Каждый тип электродов соответствует определенному виду работ.
Если вы планируете отдать свой выбор в пользу именно универсальных сварочных электродов, то вам прежде всего необходимо определиться с предстоящими задачами и уже на основании этого выбрать и приобрести электроды какой-то конкретной марки. Так, существуют следующие марки универсальных электродов:
- АНО-6 и АНО-4. Они разработаны для варки малоуглеродистой стали.
- Изделия марок ОЗС (4,6,12), МР (3 и 3С) и АНО-21 подходят для работы с углеродистой сталью.
- Если вам предстоит варить низколегированную сталь, то следует отдать выбор в пользу универсальных электродов марок ОЗС-6 и ОЗС-4.
Универсальные электроды немного стоят и позволяют получать сварные соединения весьма высокого качества. Это делает их очень популярными.
К примеру, такие изделия нашли свое применение не только в бытовых сварочных работах, но и в прокладке коммуникаций, строительстве и т.д.
Электроды для сварки разных материалов
При выборе сварочных электродов обязательно принимайте во внимание и то, какие именно материалы вы будете варить. К примеру, для стали наиболее популярными являются изделия марок МР, УОНИ и ОЗС. Они очень хорошо себя зарекомендовали. Такие электроды способствуют получению качественного результата и повышению продуктивности работы.
Диаметр электрода.
При работе с изделиями данных марок можно не волноваться о том, что появятся горячие трещины, вскипит ванна, будет разбрызгиваться материал, появится перегрев в месте сварки и т.п. У каждой из этих марок есть свои особенности, о которых нужно знать. Особенности следующие:
- Для электродов марки УОНИ характерна хорошая отделимость шлака и малое разбрызгивание металла.
- Изделия марки МР характеризуются отличными сварочно-технологическими показателями. Они просты в работе, обеспечивают легкое повторное зажигание дуги и хорошее отделение шлака, металл разбрызгивается минимально, сварка ведется на низких токах, агрегат можно запитать от обыкновенной бытовой электрической сети, не требуют от сварщика высокой квалификации, недорого стоят, обеспечивают высокое качество даже при работе с бюджетным оборудованием.
- Электроды марок ОЗС можно использовать даже для варки окисленных металлов. Они создают хорошие по внешнему виду швы и самоотделяемую шлаковую корку.
Углеродистые стали обычно варятся при помощи изделий марки АНО. Они способствуют легкому повторному зажиганию дуги, избавляют от проблем с отделением шлаковой корки, по минимуму разбрызгивают металл.
Для варки нержавейки подходят электроды марки ОЗЛ. При их использовании образуется надежный шов из жаропрочного металла. Он способен нормально переносить температуры до 1000 градусов. Помимо этого, шов характеризуется высокой стойкостью к межкристаллитной коррозии. Если при эксплуатации не будет повышенных температур, то для варки можно использовать и изделия марки ЦЛ. Они тоже обеспечивают шов, устойчивый к межкристаллитной коррозии.
Чугун варится при помощи ОЗЧ-электродов. Они имеют медную основу, содержащую железный порошок. Благодаря такому составу создается очень прочный шов с сохранением пластичных свойств и вязкости.
Помимо упомянутых типов электродов, существует еще очень много различных узкоспециализированных разновидностей. Но для выполнения бытовых задач они вряд ли понадобятся, а опытный сварщик, выполняющий узкоспециализированные работы, и сам прекрасно знает, какие электроды ему нужны.
Ориентируясь на приведенную выше информацию и рекомендации, вы сможете без особых проблем подобрать максимально качественные электроды, подходящие для решения конкретно ваших задач. Отнеситесь к этому мероприятию как можно ответственнее. Удачного выбора!
moyasvarka.ru
Как правильно выбрать сварочный ток и диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.

В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Содержание статьи
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
[Всего голосов: 4 Средний: 2.5/5]svarkaed.ru
Электроды разного диаметра: специфика применения
Качественное соединение свариваемого металла кроме особенностей подключения сварочного аппарата во многом зависит от спецификации электрода. Диаметр металлического стержня электрода также важен для правильного соединения материалов, как и знание специфики самих материалов.
Для электродуговой сварки толщина электрода выступает важной характеристикой требующей не только корректировки соответствующего показателя силы тока, но и возможности расплавить ввариваемые поверхности заготовок. Маркировка диаметра электродов всегда указывается на упаковке. Такое маркирование позволяет подобрать оптимальную силу тока и рассчитать толщину деталей для сваривания, то есть рассчитать мощность сварочного аппарата и выставить необходимые показатели для работы.
Для сваривания тонкотелых деталей, например, листового металла используются аппараты ручной дуговой сварки, в которых применяется технология сваривания металла в защитной среде инертных газов, это в основном ручная аргонодуговая сварка, или как ее называют по-другому сварка полуавтоматом. Такая особенность связана с тем, что самые тонкие по диаметру электроды 1,2-1,6 мм обычно в домашних мастерских не используются, потому, что требуют высокой квалификации сварщика.
Самыми популярным выступают размеры диаметром 3 или 3,2 мм. Это основной рабочий диапазон, используемый повсеместно. Стоит отметить, что и большинство сварочных аппаратов бытового назначения отлично справляются с большинством задач, именно используя такие электроды.
Электроды толще 6 мм в основном используются для восстановления поврежденных поверхностей или наплавки металла, это специальный вид продуктов, требующих значительный по силе ток, который большинство бытовых инверторов просто не в состоянии выдать из-за своих характеристик.

В целом толщина электродов может быть использована для сваривания деталей, в зависимости от их толщины:
- 1-2 мм металла соединяется электродами 1,5-2 мм;
- для металла 3-5 мм подходят 3-4 мм марки;
- конструкции из металла 6-12 мм свариваются 4-5 мм электродами;
- для металла 12-15 мм подходят 5 мм;
- 16-20 мм требуют диаметр в 6-8 мм;
- более мощные конструкции свариваются 8-10 мм стержнями.
Вторым важным показателем диаметра электрода выступает необходимость выдерживания сварочным аппаратом установленной величины сварочного тока:
- 1,5-2 мм требуют 30-45 А;
- 3-4 мм соответствует показатель тока в 65-200, а в зависимости от толщины свариваемого металла;
- 5-6 мм 200-250 А;
- 8 и выше от 250А.
Кроме того, что на упаковке указывается маркировка диаметра электрода и соответствие необходимой силе тока, в расшифровке указывается и целевое назначение для применения соединения специфического материала. Такая спецификация позволяет использовать необходимые по размеру электроды и в месте наложения шва не допускать излишнего нагрева металла, то есть не давать металлу изменять свои свойства.
Так, сегодня в большинстве случаев используется в качестве элементов конструкций металл, маркируемый как:
- стали углеродистые и низколегированные;
- конструкционные легированные стали и конструкции;
- теплоустойчивые легированные стали;
- высоколегированные стали со специальными свойствами;
Соответствующее обозначение в обязательном порядке указывается на упаковке, имеющей соответствующий буквенно-цифровой код:
- «У» – применение для соединения углеродистых и низколегированных сталей и конструкций;
- «Л» – предназначенные для легированных конструкционных сталей;
- «Т» – специальные легированные теплоустойчивые стали;
- «В» – высоколегированные стали;
- «Н» – материалы, используемые для наплавки слоев на поверхности металла.
Обозначение в соответствии с положением шва в пространственным
Для надежного соединения деталей большую роль играет такой фактор, как пространственное положение шва. Для разных видов работ производители разработали специальные по своим свойствам электроды, способные обеспечивать надежную дугу в положениях, для которых они предназначены.
Самым легким считается горизонтальное положение свариваемых деталей, в таком положении детали находятся внизу, а сварочный электрод вверху, это так называемое базовое положение, для сварки деталей в таком положении особых навыков не требуется, да и специальные свойства электродов здесь не нужны.
В буквенно-цифровом коде такое обозначение выступает под цифрой 1.
Для работ во всех положениях свариваемых деталей и поверхностей, кроме наложения шва сверху вниз маркировка соответствует цифре 2.
Для большинства поверхностей, нижнего, горизонтального и в вертикальной плоскости по направлению сварного шва «снизу вверх» соответствует номенклатура 3.
Для нижнего положения и нижнего в «лодочку» положения, так называемых потолочных работ используются электроды с маркировкой 4.
Универсальные по назначению электроды, в том числе и для специальных сварных швов маркируются цифрой 5.
Тем, кто только начинает приобщаться к сварочным работам рекомендуется использовать обычные сварочные электроды самого первого уровня. Это наиболее оптимальный вариант, при условии, что большинство деталей будет расположено в горизонтальном положении и сваривание, будет производиться сверху вниз. Образуемая при возникновении электрической дуги сварная ванны металла в таком положении никуда не утекает, остается на месте и позволяет сформировать надежный шов.
Использование свойств электродов в зависимости от качества удобства в работе
Одним из важных свойств процесса электросварки выступает стабильность электрической дуги, возникающей в момент прикосновения электрода и свариваемой детали. В этом процессе для формирования правильной свариваемой ванны металла играет качество и состав обмазки электрода или его покрытия. Сегодня в зависимости от технологии производства применяются четыре основные типа покрытия стержней, которые имеют различия:
- по толщине слоя покрытия;
- качеству изготовления;
- составу основных компонентов.
Толщина слоя маркируется на упаковке обозначением кода буквенными кодировками:
- М – самое тонкое покрытие;
- С – покрытие средней толщины;
- Д – толстый слой покрытия;
- Г – специальный увеличенный толстый слой покрытия.
Качество изготовления, указывается цифровым обозначением в нижней части маркировки, высшее качество соответствует 1, среднее 2, низкое качество 3.
Для создания нормальных условий сваривания металла большую роль играет не только качество, но и состав покрытия, формирующий шлаковую поверхность и образующий пространство вокруг сварной ванны металла со специальной средой необходимой для плавления металла.
Производители сегодня создают покрытие из основных четырех видов покрытия стержня:
- «А» – покрытие кислотное;
- «Б» – основной вид покрытия;
- «Ц» – целлюлозное или органическое покрытие;
- «Р» – рутиловое.
Для каждого типа покрытия имеются специфические, свойственные только этим видам особенности работы и качественные показатели, как сварочных ванн, так и степени формирования капель металла и их разбрызгивания.
Маркированные буквой «А» – электроды с кислотным типом покрытия, во время работы характеризуются образованием особо жидкой сварочной ванной, это связано с тем, что металл стержня электрода переходит в нее уже в жидком состоянии.
Такое поведение характерно для нестабильной, неустойчивой дуги, во время формирования ванны металл разбрызгивается и появляется высокая вероятность резкого повышения температуры свариваемых заготовок. Кислотное покрытие требует осторожности и умения в работе, поскольку нередки случаи прожига поверхности, особенно тонкого листового металла. Создать прочный шов удается не всегда, при сваривании таким электродом, образуется насыщенный кислородом шов, что не добавляет в крепости соединению.
Основное покрытие, маркирующиеся литерой «Б» среди своих особенностей формирует короткую дугу, это особенность проявляется в формировании ванны с малой подвижностью. При расплавлении металла электрода формирует капли в основном среднего и крупного размера, такая размерность капли не дает растекаться металлу и шов ложиться более жесткий. При использовании сварочных аппаратов переменного тока следует быть особо внимательным, поскольку плавиковый шпат покрытия CaF2, дает дополнительную корку, что существенно усложняет процесс сварки.
С другой стороны, это тот тип покрытия, который среди всех типов отличается наилучшими характеристиками вязкости и плотности. Сварочный шов с использованием электродов с основным покрытием практически не образуют трещин и разрывов, металл отлично заполняет пустоты и надежно соединяет заготовки. Электроды с основным покрытием для ручной дуговой сварки применяются не только для сваривания простых конструкций, они повсеместно используются для конструкций с высокой нагрузкой и такими, к которым предъявляются особые требования, например, емкости подавлением.
Вместе с тем, такой отличный результат требует к применению электродов с основным покрытием и дополнительной подготовки поверхностей:
- устройство фасок заготовок;
- разделка кромок;
- зачистка от ржавчины и обработка от органических примесей;
- надежное и плотное сочленение частей.
В качестве дополнительной подготовки рекомендуется прокалить поверхности для улучшения свойств сварного шва.
Органические вещества, применяемые в формировании покрытия электродов маркируются на упаковке литерой «Ц», это обозначение свидетельствует, что в числе основных веществ, участвующих в формировании покрытия имеется целлюлоза. Для таких материалов характерной особенностью выступает универсальность применения в плане пространственного наложения шва, они пригодны для любых типов швов. Однако, следует быть особо внимательными при проваривании вертикальных швов и швов с нижним расположением – целлюлозное покрытие дает большое разбрызгивание металла, что приводит в получению грубого, широкого шва. Получить красивый шов новичку с помощью электрода с органическим покрытием будет чрезвычайно сложно, да и опытные сварщики как показывает практика практически не применяют этот тип покрытия при формировании однопроходных лицевых швов. Большое содержание в целлюлозе газообразующих веществ и компонентов, выделяющих при горении огромное количество газа, с другой стороны, отлично формируют газозащитный слой ванны, и не дают угаснуть дуге.
Насыщенность газозащитного слоя вокруг сварочной ванны делает возможным формирование надежного сварного шва, поскольку крупные капли металла не растекаются, и хорошо остывает. Электроды с целлюлозным покрытием незаменимы для вертикальных швов, ответственных соединений в качестве первопроходного конструктивного шва, наложения швов сверху вниз.
Рутиловое покрытие сегодня наиболее оптимальный вариант для тех, кто только собирается начать использовать соединение деталей с помощью электродуговой сварки. Электроды, маркируемые на упаковке литерой «Р» характеризуются легким возбуждением дуги, стабильностью ее поддержания, отличной формой и аккуратностью шва. В дополнении ко всем перечисленным характеристиками следует добавить еще и отличное качество сварного шва, замечательно соединяющее поверхности.
Для рутиловых поверхностей характерным выступает и такая особенность, как возможность прохождения повторным швом поверх первого без удаления шлака. TiO2, входящий в качестве одного из основных компонентов покрытия обеспечивает такую возможность, что существенно экономит силы и возможности. Практически при использовании рутиловых электродов не происходит выделения токсических веществ и позволяет контролировать процесс сварки буквально в любом положении. Формируемый шов соединения имеет низкую пористость внутренней структуры и отличную отделимость шлака. Эти электроды отлично подходят для соединения прихваточных швов, угловых соединений и формирования лицевых швов.
svarkagid.com
Размеры электродов для сварки

На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.

При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.

Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
svarkagid.com