Что такое электрическая дуга и как она возникает. Электрическая дуга и ее свойства
Электрическая дуга и её свойства
Наибольшее распространение в машиностроении получила электродуговая сварка. Рассмотрим подробнее особенности электродуговой сварки.
Электрической дугой называется продолжительный разряд электрического тока между двумя электродами, происходящий в газовой среде. Электрическая дуга, используемая для сварки металлов, называется сварочной дугой. Такая дуга в большинстве случаев горит между электродом и изделием, т.е. является дугой прямого действия.
Дуга прямого действия постоянного тока, горящая между металлическим электродом (катодом) и свариваемым металлом (анодом), имеет несколько ясно различимых областей (рис.2.3). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
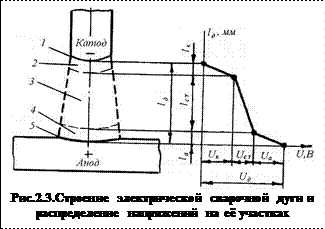
Протяженность катодной области lk определяется длиной свободного пробега нейтральных атомов и составляет
̃порядка 10-5 см. Протяженность анодной области la определяется длиной свободного пробега электрона и составляет примерно 10-3 см. Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда - столб дуги lc3.
На поверхности катода и анода образуются пятна, называемые, соответственно, катодное 1 и анодное 5 пятно, являющиеся основаниями столба дуги, через которые проходит весь сварочный ток. Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600... 3200 К). Температура в столбе дуги достигается 6000...8000 К.
Общая длина сварочной дуги lд равна сумме длин всех трех её областей (lд=la+lk) и для реальных условий составляет 2...6 мм.
Общее напряжение сварочной дуги, соответственно, слагается из суммы падений напряжений в отдельных областях дуги и находится в пределах от 20 до 40 В. Зависимость напряжения в сварочной дуге от её длины описывается уравнением , где а - сумма падений напряжений в катодной и анодной областях, В; lд - длина столба дуги, мм; b - удельное падение напряжения в дуге, т.е. отнесенное к 1 мм длины столба дуги, В/мм.
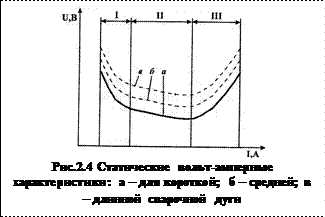
Одной из основных характеристик электрического дугового разряда является статическая вольт-амперная характеристика - зависимость напряжения дуги при постоянной ее длине от силы тока в ней (рис.2.4).
С увеличением длины дуги напряжение увеличивается и кривая статической вольтамперной характеристики дуги поднимается выше, примерно сохраняя при этом свою форму (кривые, а, б, в). На ней различают три области: падающую I, жесткую (почти горизонтальную) II и возрастающую III. В зависимости от условий горения дуги ей соответствует один из участков характеристики. При ручной дуговой сварке покрытыми электродами, сварке в защитных газах неплавящимся электродом и сварке под флюсом на сравнительно небольших плотностях тока характеристика дуги будет вначале падающей, а при увеличении тока полностью перейдет в жесткую. При этом с увеличением сварочного тока пропорционально увеличиваются поперечное сечение столба дуги и площади поперечного сечения анодного и катодного пятен. Плотность тока и напряжение дуги остаются постоянными.
При сварке под флюсом и в защитных газах тонкой электродной проволокой на больших плотностях тока характеристика дуги становится возрастающей. Это объясняется тем, что диаметры катодного и анодного пятен становятся равными диаметру электрода и больше увеличиваться не могут. В дуговом промежутке наступает полная ионизация газовых молекул и дальнейшее увеличение сварочного тока может происходить лишь за счет увеличения скорости движения электронов и ионов, т. е. за счет увеличения напряженности электрического поля. Поэтому для дальнейшего увеличения сварочного тока требуется увеличение напряжения дуги.
Сварочная дуга представляет собой мощный концентрированный источник теплоты. Почти вся электрическая энергия, потребляемая дугой, превращается в тепловую. Полная тепловая мощность дуги Q=IсвUд (Дж/с) зависит от силы сварочного тока Iсв (А) и напряжения дуги Uд (В).
Следует отметить, что не вся теплота дуги затрачивается на нагрев и плавление металла. Часть её бесполезно расходуется на нагрев окружающего воздуха или защитного газа, радиационное излучение и т.д. В связи с этим эффективная тепловая мощность дуги qэф(Дж/с) (та часть теплоты сварочной дуги, которая вводится непосредственно в изделие) определяется следующим соотношением: где η - коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
Коэффициент η зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов. Например, при сварке открытой дугой угольным или вольфрамовых электродом он составляет в среднем 0,6; при сварке покрытыми (качественными) электродами - около 0,75; при сварке под флюсом - 0,8 и более.
Похожие статьи:
poznayka.org
Электрическая дуга и ее свойства
Электрическая дуга и ее свойстваКатегория:
Сборка металлоконструкций
Электрическая дуга и ее свойстваЭлектрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
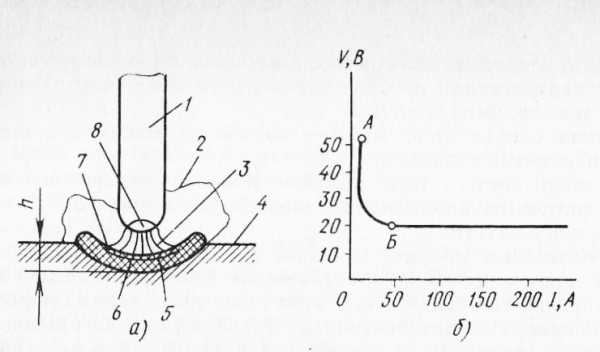
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
Рис. 2. Схема переноса металла с электрода на свариваемый металл
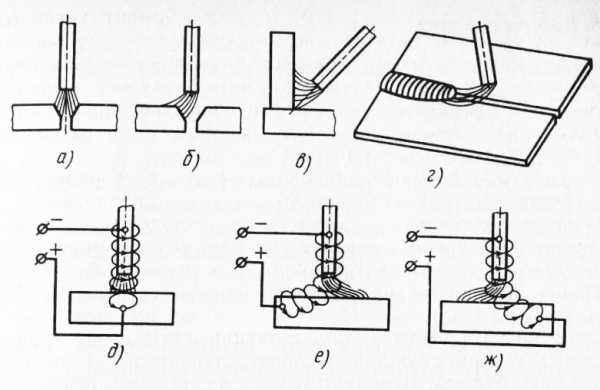
Рис. 3. Отклонение электрической дуги магнитными полями (а—ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Читать далее:
Процесс сварки металла
Статьи по теме:
pereosnastka.ru
Электрическая дуга и ее свойства
При рассмотрении электрической дуги, будем рассматривать дугу прямого действия.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров металла.
Расстояние между электродами называется областью дугового разряда или длиной дуги. При сварке металлическими электродами нормальная дуга 3-6 мм. Такая длина называется короткой. При увеличении длины дуги повышается разбрызгивание, окисление металла и снижается качество шва – появляется пористость. При короткой дуге происходит меньшее насыщение металла кислородом и азотом воздуха, повышается прочность сварного шва.
Процесс зажигания эл. дуги включает в себя три этапа (рис. 5.8):
1 - короткое замыкание (рис. 5.9,а) – производится с целью разогрева торца электрода и основного металла в зоне контакта электродом.
2 - отвод электрода (рис. 5.9,б) – при этом за счёт разогретого торца электрода электризуются электроны, которые ионизируют нейтральные молекулы превращая их в положительные ионы (+). Под действием электрического поля электроны и отрицательные ионы движутся к аноду, а положительные к катоду. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока.
3 возникновение устойчивого дугового разряда (рис. 5.9,в).
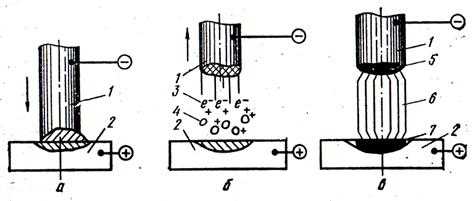
Рис. 5.9. Зажигание дуги при сварке.
а) короткое замыкание; б) отвод электрода; в) возникновение устойчивого дугового разряда.
1. Электрод. 2. Основной металл. 3. Электроны. 4. Ионизация. 5. Катодное пятно. 6. Столб дуги. 7. Анодное пятно.
Возникшая электрическая дуга является концентрированным источником тепла с очень высокой температурой.
При этом дуга имеет три зоны:
1 – Катодная (падение напряжения Uк), (рис. 5.9, поз.5),
2 - Столб (падение напряжения Ucт), (рис. 5.9, поз.6),
3 – Анодная (Uа). (рис. 5.9, поз.7).
Температура столба дуги достигает 60000С, а температура анодного и катодного пятна находится в пределах 2000-30000С.
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток. Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (3000В и 150-250 кГц). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
Общее напряжение дуги складывается Uд=Uк+Uст+Ua, где Uк - катодное напряжение, Uст – напряжение столба дуги, Ua – анодное напряжение. При сварке стали металлическим электродом напряжение на дуге составляет 18-28 В, угольным электродом – 30-40 В.
Для возбуждения дуги при сварке металлическим электродом необходимо напряжение 30-60 В. Это напряжение называется напряжением зажигания. При этом через столб дуги протекает электрический ток Iд. Зависимость Uд=f(Iд) называется вольт-амперной характеристикой дуги (рис. 5.9).
I область – падающая характеристика. Iд увеличивается , а Uд падает. В этой области электрический разряд мало устойчив и электрическая дуга с падающей характеристикой имеет ограниченное применение.
IIобласть – жёсткая характеристика Iд –растёт, а Uд-const. Обеспечивает устойчивый процесс сварки. Наиболее распространенная характеристика электрической дуги, применяется при ручной электродуговой сварке и автоматической под слоем флюса.
III область - возрастающая характеристика Iд и Uд возрастают.Здесь сечение столба дуги уже не может увеличиваться , плотность тока возрастает с увеличением величины тока, а проводимость дуги остаётся постоянной. Это вызывает увеличение напряжения дуги. Применяется при полуавтоматической сварке в среде защитных газов, а также автоматической сварке под слоем флюса на повышенных плотностях тока.
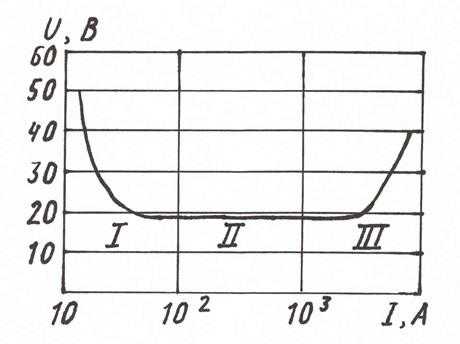
Рис. 5.10. Статическая вольтамперная характеристика напряжения дуги.
I – падающая характеристика;
II – жесткая; III – возрастающая.
Похожие статьи:
poznayka.org
свойства. Защита от воздействия электрической дуги :: SYL.ru
Электрическая дуга может быть крайне разрушительной для оборудования и, что более важно, представлять опасность для людей. Тревожное количество вызванных ею несчастных случаев происходит ежегодно, часто приводя к серьезным ожогам или смерти. К счастью, в электротехнической промышленности достигнут значительный прогресс в части создания средств и методов защиты от воздействия дуги.
Причины и места возникновения
Электрическая дуга является одной из самых смертоносных и наименее изученных опасностей электроэнергии и преобладает в большинстве отраслей промышленности. Широко признается, что чем выше напряжение электрической системы, тем больше риск для людей, работающих на территории или вблизи проводов и оборудования, находящихся под напряжением.
Тепловая энергия от вспышки дуги, однако, может на самом деле быть больше и возникать чаще при более низких напряжениях с теми же разрушительными последствиями.
Возникновение электрической дуги, как правило, происходит при случайном контакте между токоведущим проводником, таким как контактный провод троллейбусной или трамвайной линии с другим проводником, или заземленной поверхностью.  Когда это происходит, возникающий ток короткого замыкания плавит провода, ионизирует воздух и создает огненный канал проводящей плазмы характерной дугообразной формы (отсюда и название), причем температура электрической дуги в ее сердцевине может достигать свыше 20000 °С.
Когда это происходит, возникающий ток короткого замыкания плавит провода, ионизирует воздух и создает огненный канал проводящей плазмы характерной дугообразной формы (отсюда и название), причем температура электрической дуги в ее сердцевине может достигать свыше 20000 °С.
Что же такое электрическая дуга?
По сути, так в обиходе именуют хорошо известный в физике и электротехнике дуговой разряд – вид самостоятельного электроразряда в газе. Каковы же физические свойства электрической дуги? Она горит в широком диапазоне давления газа, при постоянном или переменном (до 1000 Гц) напряжении между электродами в диапазоне от нескольких вольт (сварочная дуга) до десятков киловольт. Максимальная плотность тока дуги наблюдается на катоде (102-108 А/см2), где она стягивается в катодное пятно, очень яркое и малое по размерам. Оно беспорядочно и непрерывно перемещается по всей площади электрода. Температура его такова, что материал катода в нем кипит. Поэтому возникают идеальные условия для термоэлектронной эмиссии электронов в прикатодное пространство. Над ним образуется небольшой слой, заряженный положительно и обеспечивающий ускорение эмитируемых электронов до скоростей, при которых они ударно ионизируют атомы и молекулы среды в межэлектродном промежутке.
Такое же пятно, но несколько большее и малоподвижное, формируется и на аноде. Температура в нем близкая к катодному пятну.
Если ток дуги порядка нескольких десятков ампер, то из обоих электродов вытекают с большой скоростью нормально к их поверхностям плазменные струи или факелы (см. на фото ниже).
При больших токах (100-300 А) возникают добавочные плазменные струи, и дуга становится похожей на пучок плазменных нитей (см. на фото ниже).
Как проявляет себя дуга в электрооборудовании
Как было сказано выше, катализатором ее возникновения является сильное тепловыделение в катодном пятне. Температура электрической дуги, как уже упоминалось, может достигать 20 000 °С, примерно в четыре раза выше, чем на поверхности солнца. Этот зной может быстро расплавить или даже испарить медь проводников, которая имеет температуру плавления около 1084 °С, намного ниже, чем в дуге. Поэтому в ней часто образуются пары меди и брызги расплавленного металла. Когда медь переходит из твердого состояния в пар, она расширяется в несколько десятков тысяч раз от своего первоначального объема. Это эквивалентно тому, что кусочек меди в один кубический сантиметр изменится до размера 0,1 кубометра в доли секунды. При этом возникнет давление высокой интенсивности и звуковые волны, распространяющиеся вокруг с большой скоростью (которая может быть свыше 1100 км в час).
Воздействие электрической дуги
Тяжелые травмы, и даже со смертельным исходом, при ее возникновении могут получить не только лица, работающие на электрооборудования, но и люди, находящиеся поблизости. Дуговые травмы могут включать в себя внешние ожоги кожи, внутренние ожоги от вдыхания горячих газов и испаренного металла, повреждения слуха, зрения, такие как слепота от ультрафиолетового света вспышки, а также многие другие разрушительные повреждения.
При особо мощной дуге может также произойти такое явление, как ее взрыв, создающий давление более 100 килопаскалей (кПа) с выбросом частиц мусора, подобных шрапнели, со скоростью до 300 метров в секунду.
Лица, перенесшие воздействия электрического тока электрической дуги, могут нуждаться в серьезном лечения и реабилитации, а цена их травм может быть экстремальной - физически, эмоционально и финансово. Хотя законодательство требует от предприятий проведения оценки рисков для всех видов трудовой деятельности, однако риск поражения электрической дугой часто упускается из виду, потому что большинство людей не знают, как оценивать и эффективно управлять этой опасностью. Защита от воздействия электрической дуги предполагает использование целого комплекса средств, включая применение при работе с электрооборудованием, находящимся под напряжением, специальных электрозащитных средств, спецодежды, а также самого оборудования, прежде всего высоко- низковольтных коммутационных электроаппаратов, сконструированных с применением средств гашения дуги.

Дуга в электрических аппаратах
В этом классе электротехнических устройств (автоматические выключатели, контакторы, магнитные пускатели) борьба с данным явлением имеет особое значение. Когда контакты выключателя, не оборудованного специальными устройствами для предотвращения дуги, размыкаются, то она обязательно зажигается между ними.
В момент, когда контакты начинают отделяться, площадь последних уменьшается быстро, что приводит к увеличению плотности тока и, следовательно, к повышению температуры. Выделяемого тепла в промежутке между контактами (обычная среда масло или воздух) достаточно для ионизации воздуха или испарения и ионизации масла. Ионизированный воздух или пар действует как проводник для тока дуги между контактами. Разность потенциалов между ними весьма мала, но ее достаточно для поддержания дуги. Следовательно, ток в цепи остается непрерывным тех пор, пока дуга не устранена. Она не только задерживает процесс прерывания тока, но также генерирует огромное количество теплоты, которое может привести к повреждению самого выключателя. Таким образом, главная проблема в выключателе (прежде всего высоковольтном) – это гашение электрической дуги в кратчайшие сроки для того, чтобы выделяемое в ней тепло не могло достичь опасного значения.

Факторы поддержания дуги между контактами выключателей
К ним относятся:
1. Напряжение электрической дуги, равное разности потенциалов между контактами.
2. Ионизированные частицы между ними.
Принимая это, отметим дополнительно:
- Когда между контактами имеется небольшой промежуток, даже небольшой разности потенциалов достаточно для поддержания дуги. Одним из способов ее гашения является разделение контактов на такое расстояние, что разность потенциалов становится недостаточной для поддержания дуги. Тем не менее этот метод является практически неосуществимым в высоковольтном оборудовании, где может потребоваться разделение на многие метры.
- Ионизированные частицы между контактами, как правило, поддерживают дугу. Если ее путь деионизирован, то процесс гашения будет облегчен. Это может быть достигнуто путем охлаждения дуги или удаления ионизированного частиц из пространства между контактами.
- Есть два способа, посредством которых осуществляется защита от электрической дуги в выключателях:
- метод высокого сопротивления;
- метод нулевого тока.
Гашение дуги увеличением ее сопротивления
В этом методе сопротивление на пути дуги растет с течением времени так, что ток уменьшается до значения, недостаточного для ее поддержания. Следовательно, он прерывается, и электрическая дуга гаснет. Основной недостаток этого метода состоит в том, что время гашения достаточно велико, и в дуге успевает рассеиваться огромная энергия.

Сопротивление дуги может быть увеличена путем:
- Удлинения дуги – сопротивление дуги прямо пропорциональна ее длине. Длина дуги может быть увеличена за счет изменения зазора между контактами.
- Охлаждением дуги, точнее среды между контактами. Эффективное охлаждение обдувом должно быть направлено вдоль дуги.
- Помещением контактов в трудноионизируемую газовую среду (газовые выключатели) или в вакуумную камеру (вакуумные выключатели).
- Снижением поперечного сечения дуги путем ее пропускания через узкое отверстие, или снижением площади контактов.
- Разделением дуги - ее сопротивление может быть увеличено путем разделения на ряд небольших дуг, соединенных последовательно. Каждая из них испытывает действие удлинения и охлаждения. Дуга может быть разделена путем введения некоторых проводящих пластин между контактами.
Гашение дуги методом нулевого тока
Этот метод используется только в цепях переменного тока. В нем сопротивление дуги сохраняется низким, пока ток не снижается до нуля, где она гаснет естественным путем. Ее повторное зажигание предотвращается несмотря на увеличение напряжения на контактах. Все современные выключатели больших переменных токов используют этот метод гашения дуги.
В системе переменного тока последний падает до нуля после каждого полупериода. В каждое такое обнуление дуга гаснет на короткое время. При этом среда между контактами содержит ионы и электроны, так что ее диэлектрическая прочность небольшая и может быть легко разрушена растущим напряжением на контактах.
Если это происходит, электрическая дуга будет гореть в течение следующего полупериода тока. Если сразу же после его обнуления диэлектрическая прочность среды между контактами растет быстрее, чем напряжение на них, то дуга не зажжется и ток будет прерван. Быстрое увеличение диэлектрической прочности среды вблизи нуля тока может быть достигнуто путем:
- рекомбинации ионизированных частиц в пространстве между контактами в нейтральные молекулы;
- удалением ионизированных частиц прочь и заменой их нейтральными частицами.
Таким образом, реальной проблемой в прерывании переменного тока дуги является быстрая деионизация среды между контактами, как только ток становится равным нулю.
Способы деионизация среды между контактами
1. Удлинение зазора: диэлектрическая прочность среды пропорциональна длине зазора между контактами. Таким образом, при быстром размыкании контактов может быть достигнута и более высокая диэлектрическая прочность среды.
2. Высокое давление. Если оно в непосредственной близости от дуги, увеличивается, плотность частиц, составляющих канал дугового разряда, также растет. Повышенная плотность частиц приводит к высокому уровню их деионизации и, следовательно, диэлектрическая прочность среды между контактами увеличивается.
3. Охлаждения. Естественная рекомбинация ионизированных частиц происходит быстрее, если они остывают. Таким образом, диэлектрическая прочность среды между контактами может быть увеличена путем охлаждения дуги.
4. Эффект взрыва. Если ионизированные частицы между контактами сметены прочь и заменены неионизированными, то диэлектрическая прочность среды может быть увеличена. Это может быть достигнуто с помощью газового взрыва, направленного в зону разряда, или впрыскиванием масла в межконтактное пространство.
В таких выключателях в качестве среды гашения дуги используется газ гексафторид серы (SF6). Он имеет сильную тенденцию поглощать свободные электроны. Контакты выключателя открываются в потоке высокого давления SF6) между ними (см. рисунок ниже). 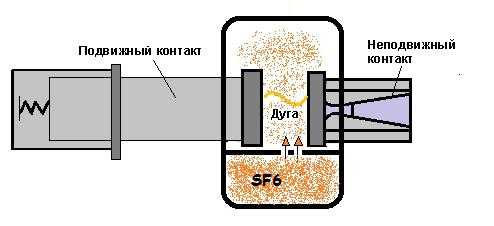 Газ захватывает свободные электроны в дуге и формирует избыток малоподвижных отрицательных ионов. Число электронов в дуге быстро сокращается, и она гаснет.
Газ захватывает свободные электроны в дуге и формирует избыток малоподвижных отрицательных ионов. Число электронов в дуге быстро сокращается, и она гаснет.
www.syl.ru
Электрическая дуга: описание и характеристики
Электрическая дуга представляет собой дуговой разряд, который возникает между двумя электродами или же электродом и заготовкой и который позволяет произвести соединение двух и более деталей посредством сваривания.
Сварочная дуга в зависимости от среды, в которой она возникает, делится на несколько групп. Она может быть открытой, закрытой, а также в среде защитных газов.
Открытая дуга протекает на открытом воздухе посредством ионизации частиц в области горения, а также за счет паров металла свариваемых деталей и материала электродов. Закрытая дуга, в свою очередь, горит под слоем флюса. Это позволяет изменить состав газовой среды в области горения и обезопасить металл заготовок от окисления. Электрическая дуга в таком случае протекает по парам металла и ионам флюсовой присадки. Дуга, которая горит в среде защитных газов, протекает по ионам этого газа и парам металла. Это также позволяет предотвратить окисление деталей, а, следовательно, повысить надежность образуемого соединения.
Электрическая дуга различается по роду подводимого тока - переменный или постоянный - и по продолжительности горения - импульсная или же стационарная. Кроме того, дуга может иметь прямую или же обратную полярность.

По типу используемого электрода различают неплавящиеся и плавящиеся. Применение того или иного электрода напрямую зависит от характеристик, которыми обладает сварочный аппарат. Дуга, возникающая при использовании неплавящегося электрода, как видно из названия, не деформирует его. При сварке плавящимся электродом ток дуги расплавляет материал и он наплавляется на исходную заготовку.
Дуговой промежуток можно условно разделить на три характерных участка: прикатодный, прианодный, а также ствол дуги. При этом последний участок, т.е. ствол дуги, обладает наибольшей длиной, однако, характеристики дуги, а также возможность ее возникновения определяются именно околоэлектродными областями.
В целом же, характеристики, которыми обладает электрическая дуга, можно объединить в следующий список:
1. Длина дуги. Имеется в виду суммарное расстояние прикатодной и прианодной области, а также ствола дуги.
2. Напряжение дуги. Состоит из суммы падений напряжений на каждой из областей: ствол, прикатодная и прианодная. При этом изменение напряжения в околоэлектродных областях значительно больше, чем в оставшейся области.
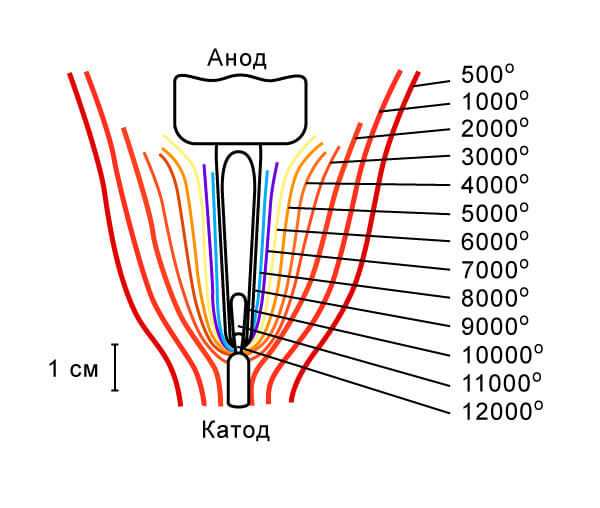
3. Температура. Электрическая дуга в зависимости от состава газовой среды, материала электродов и плотности тока может развивать температуру вплоть до 12 тысяч градусов Кельвина. Тем не менее, подобные пики расположены не по всей плоскости торца электрода. Поскольку даже при самой лучшей обработке на материале токопроводящей части имеются различные неровности и бугорки, благодаря которым возникает множество разрядов, которые воспринимаются как один. Конечно же, температура дуги во многом зависит от среды, в которой она горит, а также от параметров подводимого тока. К примеру, если увеличить величину тока, то, соответственно, увеличится и значение температуры.
И, наконец, вольт-амперная характеристика или ВАХ. Представляет собой зависимость напряжения от длины и величины тока.
fb.ru
причины возникновения и способы применения
При коммутации электрических приборов или перенапряжений в цепи между токоведущими частями может появится электрическая дуга. Она может использоваться в полезных технологических целях и в то же время нести вред оборудованию. В настоящее время инженеры разработали ряд методов борьбы и использования в полезных целях электрической дуги. В этой статье мы рассмотрим, как она возникает, ее последствия и область применения.
Образование дуги, её строение и свойства
Представим, что мы в лаборатории проводим эксперимент. У нас есть два проводника, например, металлических гвоздя. Расположим их острием друг к другу на небольшом расстоянии и подключим к гвоздям выводы регулируемого источника напряжения. Если постепенно увеличивать напряжение источника питания, то при определенном его значении мы увидим искры, после чего образуется устойчивое свечение подобное молнии.
Таким образом можно наблюдать процесс её образования. Свечение, которое образуется между электродами — это плазма. Фактически это и есть электрическая дуга или протекание электрического тока через газовую среду между электродами. На рисунке ниже вы видите её строение и вольт-амперную характеристику:
А здесь – приблизительные величины температур:
Почему возникает электрическая дуга
Всё очень просто, мы рассматривали в статье об электрическом поле, а также в статье о распределении зарядов в проводнике, что если любое проводящее тело (стальной гвоздь, например) внести в электрическое поле — на его поверхности начнут скапливаться заряды. При том, чем меньше радиус изгиба поверхности, тем их больше скапливается. Говоря простым языком — заряды скапливаются на острие гвоздя.
Между нашими электродами воздух — это газ. Под действием электрического поля происходит его ионизация. В результате всего этого возникают условия для образования электрической дуги.
Напряжение, при котором возникает дуга, зависит от конкретной среды и её состояния: давления, температуры и прочих факторов.
Интересно: по одной из версий это явление так называется из-за её формы. Дело в том, что в процессе горения разряда воздух или другой окружающий её газ разогревается и поднимается вверх, в результате чего происходит искажение прямолинейной формы и мы видим дугу или арку.
Для зажигания дуги нужно либо преодолеть напряжение пробоя среды между электродами, либо разорвать электрическую цепь. Если в цепи есть большая индуктивность, то, согласно законам коммутации, ток в ней не может прерваться мгновенно, он будет протекать и далее. В связи с этим будет возрастать напряжение между разъединенными контактами, а дуга будет гореть пока не исчезнет напряжение и не рассеется энергия, накопленная в магнитном поле катушки индуктивности.
Рассмотрим условия зажигания и горения:
Между электродами должен быть воздух или другой газ. Для преодоления напряжения пробоя среды потребуется высокое напряжение в десятки тысяч вольт – это зависит от расстояния между электродами и других факторов. Для поддержания горения дуги достаточно 50-60 Вольт и тока в 10 и больше Ампер. Конкретные величины зависят от окружающей среды, формы электродов и расстояния между ними.
Вред и борьба с ней
Мы рассмотрели причины возникновения электрической дуги, теперь давайте разберемся какой вред она наносит и способы её гашения. Электрическая дуга наносит вред коммутационной аппаратуре. Вы замечали, что, если включить мощный электроприбор в сеть и через какое-то время выдернуть вилку из розетки — происходит небольшая вспышка. Это дуга образуется между контактами вилки и розетки в результате разрыва электрической цепи.
Важно! Во время горения электрической дуги выделяется много тепла, температура её горения достигает значений более 3000 градусов Цельсия. В высоковольтных цепях длина дуги достигает метра и более. Возникает опасность как нанесения вреда здоровью людей, так и состоянию оборудования.
Тоже самое происходит и в выключателях освещения, другой коммутационной аппаратуре среди которых:
- автоматические выключатели;
- магнитные пускатели;
- контакторы и прочее.
В аппаратах, которые используются в сетях 0,4 кВ, в том числе и привычные 220 В, используют специальные средства защиты – дугогасительные камеры. Они нужны чтобы уменьшить вред, наносимый контактам.
В общем виде дугогасительная камера представляет собой набор проводящих перегородок особой конфигурации и формы, скрепленных стенками из диэлектрического материала.

При размыкании контактов образовавшаяся плазма изгибается в сторону камеры дугогашения, где разъединяется на небольшие участки. В результате она охлаждается и гасится.
В высоковольтных сетях используют масляные, вакуумные, газовые выключатели. В масляном выключателе гашение происходит коммутацией контактов в масляной ванне. При горении электрической дуги в масле оно разлагается на водород и газы. Вокруг контактов образуется газовый пузырь, который стремиться вырваться из камеры с большой скоростью и дуга охлаждается, так как водород обладает хорошей теплопроводностью.
В вакуумных выключателях не ионизируются газы и нет условий для горения дуги. Также есть выключатели, заполненные газом под высоким давлением. При образовании электрической дуги температура в них не повышается, повышается давление, а из-за этого уменьшается ионизация газов или происходит деионизация. Перспективным направлением считаются элегазовые выключатели.
Также возможна коммутация при нулевом значении переменного тока.
Полезное применение
Рассмотренное явление нашло и целый ряд полезных применений, например:
- Осветительные приборы. Например, дугоразрядные лампы (ДРЛ, ксеноновые и другие виды). Если добавить на электроды соли определенных металлов — цвет электрической дуги изменится.

- Электродуговая сварка. При касании электродом поверхности металла протекает высокий ток, который разогревает металл. Когда вы отрываете электрод, ток не может прерваться, разогретые поверхности эмитируют электроды и возникает дуга. При оплавлении металлических свариваемых поверхностей и расплавлении самого электрода возможно соединение двух частей или их разрезание. Есть различные виды сварки, например, с использованием электродов или газа — углекислого или аргона. Она используется повсеместно и внесла огромный вклад в жилое и промышленное строительство.

- Дуговая плавка. Электрическая дуга зависит от электрических параметров источников питания, таким образом можно регулировать её горение. Благодаря высокой температуре удается расплавить большое число металлов.
Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Теперь вы знаете, что такое электрическая дуга, какие причины возникновения данного явления и возможные сферы применения. Надеемся, предоставленная информация была для вас понятной и полезной!
Материалы по теме:
Нравится(0)Не нравится(0)samelectrik.ru
Основные свойства электрической дуги.
Сварочная дуга как элемент электрической
Цепи.
При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность горения дуги зависит от многих факторов и, в первую очередь, от правильного выбора параметров сварочной цепи.
Свойства сварочной дуги зависят от рода тока (постоянный, переменный), среды и материала электродов.
Дуги с плавящимися и неплавящимися электродами.
По характеру среды различают:
а) открытая дуга
б) закрытая дуга, горящая под слоем флюса
в) дуга, защищенная различными газами.
Среда, в которой горит дуга, оказывает существенное влияние на ее свойства, а следовательно и на выбор типа и параметров источника питания.
Основные свойства электрической дуги.
Электрическим током называется направленное движение заряженных частиц в проводнике. Электрическая проводимость может быть вызвана движением электронов (электронная проводимость в металлах), ионов (ионная проводимость в электролитах), а также электронов и ионов (электрический разряд в газах).
Электрическая дуга это один из видов электрического разряда через газовый промежуток. Этот разряд характеризуется высокими плотностью тока и температурой. Ток при этом протекает через газ, находящийся между двумя электродами, к источнику питания. Электрод, являющийся отрицательным полюсом, называется катодом, а электрод, подключенный к положительному полюсу – анодом. При питании дуги переменным током полярность электродов меняется с частотой, определяемой частотой источника питания.
В обычных условиях газ изолятор и газовые молекулы электрически нейтральны. Для того чтобы газ стал проводником тока необходимо, чтобы в нем находились заряженные частицы – электроны и ионизированные молекулы – ионы. Ионами являются молекулы, потерявшие или присоединившие к себе электрон. Соответственно первые приобретут положительный заряд, а вторые – отрицательный. Под действием напряжения, имеющегося между полюсами, электроны и отрицательно заряженные ионы перемещаются к аноду, а положительные заряженные ионы – к катоду. Вследствие этого и возникает явление прохождения электрического тока через газовый промежуток.
Процесс образования заряженных частиц путем разрушения нейтральных атомов и молекул, а также процесс увеличения заряда ионов называется ионизацией газа.
При рассмотрении дуги, как элемента электрической цепи, большое значение придается процессом, происходящим в катодной области и в столбе дуги. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией электронов с поверхности катода и ионизацией газов, находящихся в промежутке.
Для выхода электрона за пределы электрода необходимо сообщить ему дополнительную энергию или совершить работу выхода. Величина работы выхода электрона зависит от свойств электрода. Процесс испускания заряженных частиц с поверхностей, ограничивающих зону разряда, называется эмиссией.
Эмиссия электронов с поверхности электродов происходит в результате нагрева поверхности катода, большой напряженности электрического поля в катодной области, фотоэлектронных процессов и др.
Термоэлектронная эмиссия для плавящегося электрода не играет основной роли.
При автоэлектронной эмиссии выход электронов с катода происходит под действием электрического поля высокой напряженности, которое создается положительным объемным зарядом ионов, непрерывно движущихся к катоду.
Выражение для определения плотности тока электронной эмиссией с поверхности нагретого катода имеет следующий вид
где
А, С – коэффициенты зависящие от материала катода
Тк – абсолютная температура катодного пятна.
Ек – напряженность электрического поля в катодном пространстве.
е – заряд электрона.
uв – потенциал выхода.
К – постоянная Больцмана.
Кинетическая энергия эмитированных электронов, приобретенная ими в электрическом поле вблизи катода, расходуется на ионизацию и подогрев газа в разрядном промежутке.
Температура газа в столбе дуги 6000 - 8000O С и более. При этом важную роль приобретает термическая ионизация, т.е. ионизация в результате столкновения частиц. Степень ионизации газа характеризует отношение количества образовавшихся заряженных частиц, к общему количеству частиц, существовавших в данном объеме газа до его ионизации. Степень ионизации зависит от потенциала ионизации и температуры.
Для расчета степени ионизации смеси газов пользуются эффективным потенциалом ионизации, который может быть вычислен по известным потенциалам ионизации компонентов смеси и их концентрациям. При введении в атмосферу дуги небольшого количества веществ с низким потенциалом ионизации эффективный потенциал резко снижается. Этим эффектом часто пользуются для повышения устойчивости горения дуги.
Наибольшее значение для образования заряженных частиц имеют ионизация электронным ударом, фотоионизация и термоионизация.
Дуговой промежуток разделяют на три области: анодную, катодную и столб дуги.
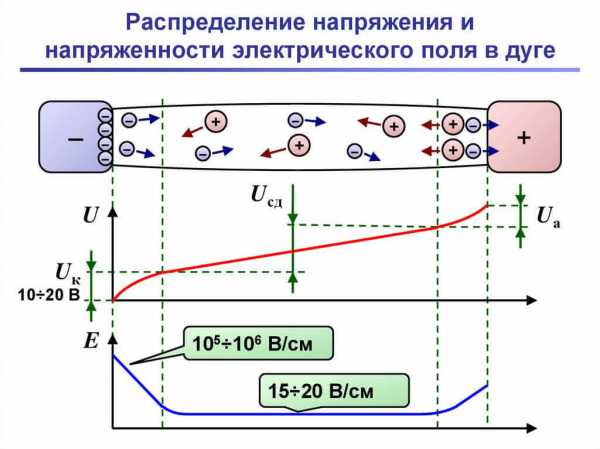
Распределение потенциала в дуге показано на рис. 1.1.
Рис.1.1. Распределение потенциала по дуге.
Протяженность анодной и катодной областей в направлении оси дуги очень мала, поэтому длину дуги с достаточной точностью можно считать равной длине ее столба.
Напряжение на дуге равно сумме падений напряжения в столбе Uс и в приэлектродных областях Uk и Ua
Ud = Uk + Ua + Uc .
Напряженность поля в столбе дуги значительно ниже, чем в катодной области, и практически не зависит от длины дуги. Поэтому зависимость падения напряжения на дуге от ее длины имеет линейный характер.
Ud = a + bLd ,
где a, b—постоянные, зависящие от материала электродов, давления и свойств газовой среды.
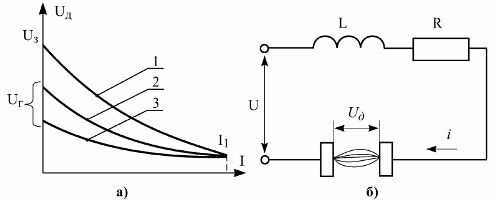
Статическая вольтамперная характеристика (ВАХ) – зависимость напряжения на дуге от ее тока (U = f(I)) , изменяется по мере увеличения тока, переходя из падающей в жесткую, а затем и возрастающую (рис.1.2).
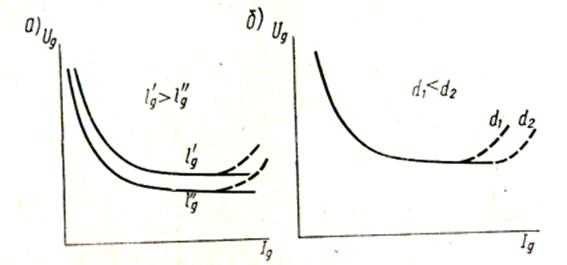
Рис.1.2. Вольтамперная характеристика дуги.
Зависимость ud = f(id) в переходном режиме называется динамической характеристикой дуги. Форма динамической характеристики дуги зависит от скорости изменения тока во времени поэтому не может быть выражена
какой-то одной определенной кривой. Чем больше скорость изменения тока, тем значительнее тепловая инерция дуги, тем больше отклонение динамической характеристики от статической.
Похожие статьи:
poznayka.org