Электрическая дуговая сварка. Электрическая дуговая сварка
Электрическая дуговая сварка
ЛАБОРАТОРНАЯ РАБОТА № 3
Основные понятия
1.1. Электрическая дуговая сварка
Электрическая дуговая сварка – наиболее распространенный способ соединения металлических изделий, при котором основным источником тепла является электрическая дуга.
Электрической сварочной дугой называется длительный мощный электрический разряд в ионизированной газовой среде между электродом и свариваемым материалом. Возникновение электрической дуги вызывается отрывом электронов с катода за счет термоэлектронной эмиссии и ионизации в дуговом промежутке. Термоэлектронная эмиссия происходит в результате нагрева торцевой поверхности электрода выше температуры 20000 К.
Область сварочной дуги (рис.3.1) включает три зоны: катодную, столб дуги и анодную. На катоде и аноде образуются нагретые места. Электроны, оторвавшиеся от катодов, ускоряются электрическим полем и перемещаются к аноду. Столб дуги представляет собой поток электронов. В столбе дуги имеются также положительные и отрицательные ионы и нейтральные атомы.
Рисунок 3.1. Сварочная дуга:
1-электрод; 2-катодное пятно; 3-катодная зона; 4-столб дуги;
5-ионизированная газовая среда; 6-анодная зона; 7-анодное пятно; 8- свариваемое изделие.
1.2. Характеристики источников сварочного тока
Для сварки постоянным током применяют сварочные преобразователи, сварочные агрегаты и выпрямители. Для сварки переменным током применяют сварочные трансформаторы.
Источники сварочного тока могут иметь крутопадающую, жесткую возрастающую или смешанную внешнюю характеристику.
Для ручной электродуговой сварки применяют источники с падающей внешней характеристикой, так как она обеспечивает устойчивое горение сварочной дуги при изменении ее длины.
Внешней характеристикой источника тока называется зависимость напряжения на зажимах от тока нагрузки, выраженная графически (рис.3.2). Обычные источники тока, предназначенные для освещения, силовых установок и т.д., имеют так называемую жесткую внешнюю характеристику 1 (рис.3.2). При такой характеристике с изменением тока нагрузки напряжение на зажимах источника тока остается постоянным.
Рисунок 3.2. Внешние характеристики источников тока:
1-жесткая характеристика; 2-падающая
характеристика; 3- статическая
характеристика дуги
При дуговой электросварке металлическим электродом в момент зажигания и вследствие переноса капель электродного металла в дуговом промежутке происходят короткие замыкания. Во время этих замыканий сопротивление внешней цепи падает почти до нуля. Поэтому, если напряжение на зажимах источника при коротком замыкании будет оставаться постоянным, то ток, согласно закону Ома, во вторичной цепи будет увеличиваться до тех пор, пока не сработают предохранительные устройства или разрушится источник тока. Для ограничения тока короткого замыкания необходимо, чтобы источник тока имел падающую внешнюю характеристику 2 (рис.3.2), при которой напряжение на зажимах будет снижаться с увеличением тока нагрузки. Такая форма внешней характеристики обеспечивает взаимосвязь со статической характеристикой дуги 3 (рис.3.2). Характеристика источника сварочного тока в двух точках пересекает характеристику электрической дуги, в точке А происходит возбуждение дуги, а в точке В обеспечивается устойчивое горение дуги. Таким образом, падающая внешняя характеристика должна удовлетворять следующим условиям:
 ,
,
где Iк.з.– ток короткого замыкания, А;
Iраб– рабочий ток, А
studfiles.net
Электрическая дуговая сварка
Количество просмотров публикации Электрическая дуговая сварка - 792
Физические основы сварки материалов
Сварка - ϶ᴛᴏ процесс соединения различных твердых материалов при высокой температуре. Сущность его состоит в возникновении атомно-молекулярных связей между структурносоставляющими компонентами соединяющихся изделий. Он был разработан для объединения металлических поверхностей различных деталей. По этой причине его суть и механизм будут рассмотрены на металлических материалах.
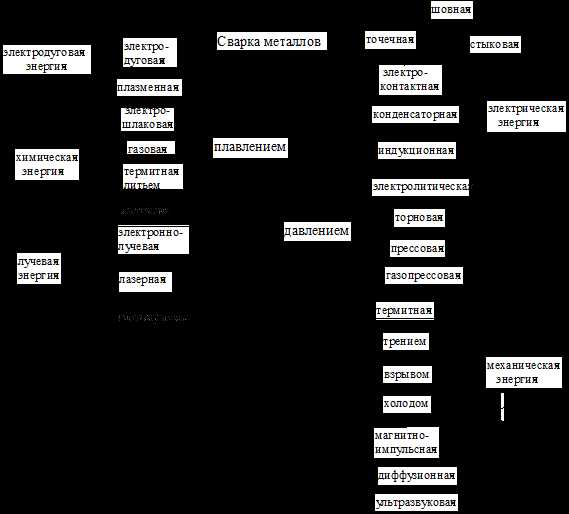
Процесс можно проводить двумя способами: плавлением и давлением.
Первый состоит по сути в том, что температуру в области соединения металлических поверхностей доводят до соответствующих точек плавления и каждая из них расплавляется. Далее оба жидких металла сливаются вместе, образуя общую сварочную ванну, которая при охлаждении кристаллизуется с формированием твердой прослойки, называемой сварным швом.
Во втором при большом давлении у металла возникает повышенная пластическая деформация и он начинает течь, подобно жидкости. Далее все происходит как и в предыдущем случае.
Каждый из приведенных методов в свою очередь классифицируется по принципу его осуществления .
К сварке плавлением следует отнести и пайку, отличающуюся тем, что расплавляется лишь присадочный материал, а основной свариваемый металл остается нерасплавленным, в то время как при сварке частично расплавляется и основной металл.
Доминирующее положение в производстве металлических конструкций последние 70 лет занимает дуговая сварка. Ею проводится более 60 % всего объёма сварочных работ. Пока нет другого метода, способного конкурировать с дуговой сваркой по своей простоте и универсальности.
В 1881 году Н. Н. Бенардос открыл дуговую сварку. В 1888 – 1890 гᴦ. русский инженер Н. Г. Славянов разработал и запатентовал дуговую сварку металлическим электродом, являющимся одновременно и присадочным материалом. В 1907 ᴦ. - шведский инженер О. Къельберг применил металлические электроды с покрытием, ĸᴏᴛᴏᴩᴏᴇ позволило повысить качество сварных соединений.
Сварочной дугой принято называть мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
По способу влияния на металл в процессе сварки дуга бывает косвенного (независимого) и прямого (зависимого) действия . В первом случае основной металл не включен в сварочную цепь и нагревается преимущественно за счёт теплопередачи от газов дуги и ее излучения. Данный способ в настоящее время в промышленности не применяют.
Классификация способов сварки
При сварке дугой прямого действия металл относится к элементам сварочной цепи и выполняет роль одного из электродов. Он разогревается главным образом за счёт бомбардировки его поверхности электрически заряженными частицами. Удельная мощность нагрева поверхности металла при этом в области электродного пятна весьма высока и составляет от 103 до 105 Вт/см2.
Сварку осуществляют плавящимися и неплавящимися электродами. Первый принято называть сваркой по способу Н. Г. Славянова, а второй - по методу Н. Н. Бенардоса.
Плавящиеся электроды делаются из стали, алюминия и некоторых других металлов. Οʜᴎ еще выполняют роль присадочного материала, из которого в значительной степени состоит сварной металлический шов. Угольные (графитовые) или вольфрамовые электроды являются неплавящимися и не принимают участия в образовании шва. В этом случае присадочный материал вводится дополнительно сбоку в виде проволоки или прутка.
Для питания дуги должна быть применен постоянный или переменный, одно- или многофазный токи, низкой или высокой частоты; возможно использование усложненных комбинированных схем.
При сварке используется следующий режим: Uд = 10 - 50 В; = 1 – 3000 А; Рд = 0,01 – 150 кВт, где Iд – сила тока, Uд – напряжение и Рд – мощность дуги.
Зажигание дуги выполняют кратковременным коротким замыканием электрода на изделие. Ток короткого замыкания (КЗ) практически мгновенно расплавляет металл в точке контакта͵ благодаря чему образуется жидкая перемычка. При отводе электрода она растягивается, металл перегревается и его температура достигает точки кипения; пары металла и газы под действием термо- и автоэлектронной эмиссии ионизируются - возбуждается дуга. При сварке неплавящимся электродом дугу возбуждают бесконтрольным способом, ионизируя высокочастотными импульсами.
Основаниями дуги являются резко очерченные, ярко светящиеся пятна на поверхности электродов. Через них проходит весь ток, плотность которого может достигать нескольких сот ампер на 1 мм2. В дуге постоянного тока различают катодное и анодное пятна. Электропроводный газовый канал между пятнами представляет собой плазму - смесь нейтральных атомов, электронов и ионов из атмосферы, окружающей дугу, и из веществ, входящих в состав электродов и флюсов. Он имеет форму усеченного конуса и подразделяется на 3 области: катодную протяженностью порядка 10-3 - 10-4 мм, анодную - толщиной 10-2 - 10-3 мм и столб дуги. Столб дуги - наиболее длинная и высокотемпературная зона. Температура у его оси достигает 6000 - 8000 К. Температура пятен значительно ниже - она обычно близка к точкам кипения материала электродов (для стали - 3013 К). По этой причине в обеих областях очень велик градиент температур (около 3×106 К/мм), который создает мощный тепловой поток от столба дуги к катодному и анодному пятнам.
В столбе дуги падение напряжения невелико; напряженность поля в нем составляет всего 1 - 5 В/мм и почти не зависит от длины. Значительная часть напряжения дуги падает в приэлектродных областях; 4 - 5 В в анодной области и от 2 до 20 В в катодной. Протяженность областей мала, в связи с этим напряженность поля в них достигает 2×105 и 103 В/мм, соответственно.
Мощность, выделяющаяся в столбе дуги, определяется напряженностью поля, силой тока дуги и длиной столба. Она частично расходуется на нагрев металла, в некоторой степени – рассеивается излучением в пространство. Чем больше заглубление дуги в свариваемый металл, тем меньше потери на излучение столба и выше коэффициент полезного действия дуги (КПД).
Напряжение дуги, т. е. разность потенциалов между электродами, зависит от длины дуги, силы тока, а также от материалов и размеров электродов и состава плазмы дуги.
Зависимость напряжения дуги от силы тока при постоянной длине дуги называют статической вольт-амперной или просто статической характеристикой дуги. Она нелинейна и состоит из трех участков - падающего I, жесткого II и восходящего III. Для дуги длиной 4 мм с плавящимся стальным электродом диаметром 4 мм граница падающего участка - примерно 40 - 50 А, жесткого - около 350 А.
Статическая характеристика сварочной дуги:
При малых токах (участок I на рис. 13.4,а) тепловые потоки из приэлектродных областей к электродным пятнам недостаточны для разогрева последних до точек кипения материала электродов. По этой причине перепад температур между столбом дуги и электродными пятнами очень большой, а значит, велико и падение напряжения в приэлектродных областях. При этом значительно и снижение U в столбе, так как он относительно ʼʼхолодныйʼʼ и степень ионизации газа мала. По этой причине для горения дуги на малых токах требуется высокое напряжение. С увеличением силы тока растут температуры разогрева электродных пятен и столба дуги, а значит, уменьшается падение U в приэлектродных областях и в столбе дуги. В результате напряжение дуги с ростом силы тока уменьшается и характеристика получается падающей.
Изменение силы тока в области средних значений сопровождается пропорциональным модифицированием сечения столба дуги и площадей обоих пятен (диаметр их меньше такового у электрода). Плотность тока в столбе не меняется, и напряжение дуги в целом остается постоянным.
В зоне больших токов катодное пятно перекрывает весь торец электрода, рост силы тока происходит не за счёт повышения площади токопроводящего канала, а вследствие роста плотности. По этой причине для увеличения силы тока крайне важно поднять напряжение, причем зависимость между ними почти линейная. Чем меньше диаметр электрода, тем ниже сила тока, при которой характеристика дуги становится возрастающей. При постоянной силе тока напряжение дуги практически линейно зависит от ее длины:
Uд = а + bl,
где а - сумма падений напряжения в катодной и анодной областях; l - длина дуги; b - напряженность (градиент напряжения) столба дуги. Важно заметить, что для стальных электродов а = 8 - 25 В; b = 2,3 - 4,3 В/мм. По этой причине увеличение длины дуги при прочих равных условиях приводит к смещению ее статической характеристики вверх, уменьшение - вниз, так как падение напряжения в столбе дуги меняется пропорционально его длине (рис. 13.4,в).
Сварочная дуга может работать на постоянном и на переменном токе. Переменным током дугу питают от сварочного трансформатора, постоянным - от сварочных выпрямителей и генераторов. Генераторы в большинстве - коллекторные с приводом от трех фаз асинхронного двигателя или от двигателя внутреннего cгорания. Генератор в комплекте с приводом от асинхронного двигателя называют сварочным преобразователем, а от двигателя внутреннего сгорания – агрегатом. Последние используют, главным образом, для сварки в полевых условиях, где нет электросетей.
Большинство источников предназначено для питания током одного сварочного поста. Но в цехах с большим числом сварочных постов экономичнее использовать многопостовые источники, питающие несколько постов одновременно.
Постоянный ток имеет определенные технологические преимущества по сравнению с переменным. На нем дуга горит устойчивей. Меняя его полярность можно регулировать соотношение между интенсивностью нагрева электрода и изделия. По этой причине долгое время считалось, что высококачественные сварные соединения можно получать только на постоянном токе. При этом современные электроды позволяют на большинстве материалов получать качественные швы и на переменном токе. Использование переменного тока для питания дуги имеет ряд преимуществ. Главное из них - экономичность. КПД сварочного трансформатора составляет около 0,9; выпрямителя - примерно 0,7; а преобразователя с коллекторным генератором - приблизительно 0,45.
Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, сварка переменным током энергетически вдвое выгоднее работы с преобразователем. Вместе с тем, сварочный трансформатор существенно надежнее, проще в эксплуатации и легче, чем источники питания постоянного тока. По этой причине большую часть объёма дуговой сварки выполняют переменным током.
Внешней вольт-амперной или просто внешней характеристикой источника питания дуги называют зависимость между током и напряжением на его выходе при установившемся режиме. Она должна быть круто- и пологопадающей, жесткой и восходящей. Для разных процессов сварки нужны источники питания с разнообразными внешними характеристиками.
Внешние характеристики источников питания:
1, 2 - круто- и пологопадающая; 3 - жесткая; 4 - возрастающая
Для ручной дуговой сварки как плавящимся, так и неплавящимся электродом необходимы источники питания только с крутопадающими характеристиками. Типичным для ручной сварки является колебание длины дуги. По этой причине, чтобы размеры сварочной ванны и сечение шва были постоянными, крайне важно обеспечить неизменность тока при изменениях длины дуги. Это и достигается использованием источника питания с крутопадающей характеристикой.
Когда горит дуга, ток и напряжение на выходе источника питания равны аналогичным параметрам дуги. Режим горения дуги определяется точкой пересечения соответствующих внешней и статической характеристик. На рис. 13.6,а таких пунктов два, но дуга будет гореть устойчиво только на установившемся режиме, соответствующем точке Б. Объясняется это следующим. В случае если по какой-либо случайной причине ток дуги снизится, то напряжение источника станет больше Uд и вызовет нарастание I в цепи, т. е. возврат к пункту Б. В случае если же ток дуги возрастет, то ее напряжение окажется больше такового у источника питания, что опять приведет в точку Б.
Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, соответствующее этому пункту равновесие в системе дуга - источник является самоустанавливающимся. Аналогичные рассуждения показывают, что малейшее отклонение режима дуги от точки А развиваются либо до обрыва дуги, либо до перехода в пункт Б.
Внешняя характеристика источника питания (а, с)
и статическая характеристика дуги при ручной дуговой сварке (b)
Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, для устойчивого горения дуги крайне важно , чтобы крутизна падения внешней характеристики источника была больше крутизны падения статической характеристики дуги в точке их пересечения Следовательно, когда работают на режимах, соответствующих падающему участку статической характеристики дуги, внешняя характеристика источника должна быть еще более крутопадающей. При работе на режимах, соответствующих почти горизонтальному участку статической характеристики дуги она будет устойчиво гореть и при крутопадающей, и при пологопадающей характеристике источника. В случае если режим дуги соответствует восходящему участку статической характеристики, то устойчивость горения дуги обеспечивается при любой характеристике - крутопадающей, пологопадаюшей, жесткой и восходящей. На практике, дополнительные ограничения на вид характеристики накладывает устройство механизма подачи электрода проволоки при механизированной сварке. Учитывая зависимость отнего используют источники питания с жесткими или пологопадающими характеристиками.
При изменениях длины дуги, ее статическая характеристика смещается вверх или вниз и соответственно сдвигается и точка пересечения статической характеристики дуги с внешней характеристикой источника, т. е. режим по току. Но величина изменения тока дуги при ручной сварке не превосходит нескольких процентов, так как характеристика источника питания крутопадающая.
referatwork.ru
Электрическая дуговая сварка — КиберПедия
При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через ионизированный газовый промежуток между двумя электродами, подсоединенными к соответствующему источнику питания, выделяется тепловая и световая энергия. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Дуговой разряд для сварки металлов плавлением применяется при различных формах его использования.
Рисунок 3. Схемы дуговой сварки:
а) независимой дугой; б) неплавящимся электродом; в) плавящимся электродом
Сварка независимой дугой (Рисунок 3, а) осуществляется нагревом металла дугой, горящей между двумя, обычно неплавящимися (например, графитовыми) электродами 2 и 3, подключенными к различным полюсам источника электрической энергии 4, Свариваемое (нагреваемое) изделие 5 в электрическую цепь не включено. Дуга, горит независимо от свариваемого изделия. Когда нагретые газы стержня (столба) дуги контактируют с поверхностью металла, они его нагревают и при достаточной мощности дуги расплавляют. В этом случае дуга воздействует на свариваемый металл подобно газосварочному пламени, а сама операция сварки выполняется так же, как при газовой сварке плавлением. Сварка может выполняться как без добавочного присадочного металла, так и с применением присадки 6, подаваемой в дугу в виде прутка. Сварка независимой дугой практически применяется редко, за исключением одного из способов газоэлектрической сварки — атомноводородной.
Сварка неплавящимся электродом (Рисунок 3, б) выполняется, когда - свариваемое изделие 5 включено в цепь дуги / и является одним из ее полюсов 2. Второй полюс дуги. За счет тепла дуги изделие, а в ряде случаев и присадочный металл 6, расплавляются. Эффективность сварки при этом способе значительно выше, чем при сварке независимой дугой при одинаковой электрической мощности дуги, потребляемой ею от источника 4.
Способ сварки неплавящимся электродом находит в настоящее время довольно широкое применение.
Сварка плавящимся электродом, (Рисунок 3, в) выполняется по такой же схеме, как и при неплавящемся электроде (изделие 5 включено в цепь и является одним из полюсов 2 дуги). Металлический электрод 3, интенсивно расплавляемый дугой, обеспечивает введение в сварочную ванну дополнительного (наплавленного) металла (вместо присадочного металла при газовой сварке и дуговой сварке независимой дугой и неплавящимся электродом).
Газоэлектрическая сварка
Представляет собой либо комбинацию газовой и дуговой сварки, либо дуговую сварку с дополнительным использованием различных газов.
Одним из процессов газоэлектрической сварки является простое совмещение действия газосварочного пламени и дуги плавящегося металлического электрода в одной сварочной зоне. Этот способ в настоящее время практического применения не имеет.
Электрошлаковая сварка
Если над дугой определенной мощности расплавить достаточно большое количество токопроводящего шлака-, то совместным действием шунтирования тока дуги и механическим воздействием веса столба шлака газовый пузырь у дуги может быть исключен. Тогда дуга погаснет и весь ток от электрода 5 будет поступать на свариваемое изделие 1 (второй электрод) вследствие электропроводности расплавленного шлака 4. В результате тепловыделения в шлаке, обусловленного протеканием тока, расплавляются как электрод 5, так и кромки свариваемого изделия 7, образуя металлическую ванну 3. При вертикальном расположении выполняемого шва (наиболее обычная схема применения электрошлаковой сварки) для предотвращения вытекания расплавленного металла и шлака применяют специальные медные водоохлаждаемые формирующие устройства 2. Эти устройства обычно механическим путем перемещают по поверхности свариваемых деталей с такой же средней скоростью с какой выполняется шов.
Рисунок 4: Схема электрошлаковой сварки
Рисунок 5. Схема сварки электронным лучом
Этот способ применяется главным образом для сварки металла достаточно большой толщины, причем шов выполняется на всю толщину свариваемого металла за один проход.
Комбинируя количество проволочных и пластинчатых электродов (электродов в виде пластин различного сечения, подаваемых в шлак номере их сплавления) или плавящихся мундштуков (специальная конструкция электродов в виде неподвижных пластин и подаваемых в зону плавления проволок), толщина свариваемого в один проход металла может быть практически неограниченной. В промышленности освоена сварка стальных изделий с толщиной металла в месте выполненного шва около 1 м (1000 мм).
Электроннолучевая сварка
Сварка при этом способе осуществляется в вакууме при давлении 10-4-МО-5 мм рт ст. Свариваемое изделие 8 помещается в герметичную камеру 5, в которой создан вакуум. Источником тепла для сварки является электронный луч 2, представляющий собой пучок электронов, которые излучаются нитью накала, нагреваемой от тока трансформатора 9, и устремляются к свариваемому изделию из электронной пушки 3 под действием источника высокого напряжения 4. Фокусировка пучка электронов обеспечивается воздействием электромагнитных полей электронной пушки. Относительное перемещение свариваемого изделия по отношению к электронному лучу (для выполнения швов заданной длины и направления) обеспечивается движением сварочного стола при помощи привода 6 или магнитным управлением лучом.
Этот способ сварки применяется при изготовлении изделий из легкоокисляющихся или тугоплавких металлов при относительно небольших габаритных размерах свариваемых конструкций.
Способ электроннолучевой сварки в настоящее время находит все большее применение при изготовлении различных специальных изделий.
cyberpedia.su
Электрическая дуговая сварка | Инструмент, проверенный временем
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
— по применяемым электродам — дуга с плавящимся и не — плавящимся электродом;
— по степени сжатия дуги — свободная и сжатая дуга;
— по схеме подвода сварочного тока — дуга прямого и косвенного действия;
— по роду тока — дуга постоянного и переменного тока;
— по полярности тока —=■ дуга на прямой полярности и дуга на обратной стороне полярности;
— по виду статистической вольт-амперной характеристики — дуга с падающей, возрастающей или жесткой характеристикой;
— по способу защиты сварного шва — в среде защитного газа или под слоем флюса.
Сварочной дугой называют устойчивый длительный разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами) либо между электродом и изделием. Сварочная дуга существует при токах от десятых долей ампера до сотен ампер. Дуга характеризуется высокой плотностью тока в электропроводном газовом канале, выделением большого количества тепловой энергии и сильным световым эффектом.
Разряд является концентрированным источником теплоты и используется для расплавления металла при сварке. Дуговой разряд тока происходит в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения.
Электрические заряды в сварочной дуге переносятся положительно и отрицательно заряженными частицами. Отрицательный заряд несут электроды, а положительный и отрицательный заряды ионы. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а газ называется ионизированным.
Газы, я том числе и воздух, при нормальных условиях не проводят электрического тока. Это объясняется тем, что при нормальных условиях, т. е. при нормальном атмосферном давлении и температуре воздуха 2Q°C, воздушная среда состоит из нейтральных молекул и атомов, которые не являются носителями зарядов. Эти молекулы и атомы станут электропроводными в том случае, если в своем составе будут иметь электроны, которые возникают при воздействии на них электрического тока.
Для возникновения электропроводности газов они должны быть ионизированы. г
Ионизацией молекулы (атома) называется отщепление одного или нескольких электронов и превращение молекулы (атома) в положительный ион. Если молекулы (атомы) присоединяют к себе электроны, то возникают отрицательные ионы.
Ионизация газа вызывается внешними воздействиями;
— достаточным повышением температуры;
— воздействием различных излучений;
— действием космических лучей;
— бомбардировкой молекул (атомов) газа быстрыми электронами или ионами.
Обратный ионизации процесс, при котором электроны, присоединяясь к положительному иону, образуют нейтральную) молекулу (атом), называется рекомбинацией.
При обычных температурах ионизацию можно вызвать, придав уже имеющимся в газе электронам и ионам при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать, воздействуя световыми, ультрафиолетовыми, рентгеновскими лучами, радиоактивным излучением.
Однако, исходя из практической точки зрения и в целях безопасности использования, применяют другие способы ионизации.
Так как в металлах имеется большая концентрация свободных электронов, то можно извлечь эти электроны из объема металла. Существует несколько способов извлечения электронов из металла.
Для сварки электрической дугой имеют значение два способа:
— термоэлектронная эмиссия, при которой происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше тем" пература, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла.
— автоэлектронная эмиссия. При автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля. Приложенное извне электрическое поле изменяет потенциальный барьер у поверхности металла и облегчает выход электронов, имеющих большую энергию и могущих преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах газа значительная часть молекул обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры общее число столкновений между молекулами увеличивается. При очень высоких температурах в процессе ионизации заметную роль играет излучение от электродов и излучение от газа.
Прохождение электрического тока через газы называется электрическим разрядом.
Дуговой разряд является одним из видов электрического разряда.
Существуют и другие виды электрического разряда в газах:
• искровой кратковременный разряд, который происходит при мощности источника питания, недостаточной для поддержания устойчивого дугового разряда;
• коронный разряд, возникающий в неоднородных электрических полях и проявляющийся в виде свечения ионизированного газа;
• тлеющий разряд, который возникает при низких давлениях газа (например, в газосветных трубках).
Для сварки металлов применяется, в основном, электрическая дуга прямого действия, т. е. используется дуговой разряд между изделием и электродом. В такой дуге одним электродом является металлический или угольный стержень, а вторым — свариваемое изделие.
К электродам подводится питание — электрический ток. Ток вырабатывается специальным устройством — источником питания. Источники питания вырабатывают переменный или постоянный ток. В дуге выделяют несколько областей (рис. 3):
1 — катод;
2 — катодная область;
3 — столб дуги;
4 — анодная область;
5 — анод.
| Рис. 3. Основные области электрической дуги и распределение потенциала в дуге |
Каждая из выделенных областей отличается своими физическими явлениями, протекающими в ней. Участки, непосредственно примыкающие к электродам, называют, соответственно, анодной и катодной областями. Положительный электрод — анод, а отрицательный электрод — катод. Длина анодной и катодной областей очень мала — от нескольких длин свободного пробега нейтральных атомов в катодной области — 1’10‘ь см и до длины свободного пробега электрона в анодной области — 1-Ю’3 см. Между этими областями располагается наиболее протяженная высокотемпературная область (0,05-0,5 см) разряда — столб дуги.
Распределение электрического потенциала по длине дуги неравномерное. Возле электродов имеют место скачки падения потенциалов, вызванные условиями прохождения электрического тока на границе между ионизированным газом и металлическими электродами. Дуговой разряд обязан своим существованием процессам на катоде. Катод является «поставщиком» электронов. Причины выхода электронов — в существовании термоэлектронной и автоэлектронной эмиссии, упоминавшейся выше.
Электроны, эмитированные из катода, ускоряются под действием электрического поля. На внешней границе катода электроны сталкиваются с молекулами и атомами газа, находящегося в межэлектродном пространстве. При упругих столкновениях при попадании электронов в молекулы повышается температура газа. При неупругих столкновениях электроны, передавая частицам энергию, производят ионизацию газа.
В результате интенсивной термической ионизации столб дуги представляет собой ионизированный газ, состоящий из электронов и ионов — плазму. Под действием приложенного электрического поля электроны движутся к аноду, а положительно заряженные ионы — к катоду.
В результате интенсивной бомбардировки поверхностей электродов ионами и электронами происходит мгновенное разогревание металла. При этом 43-43% общей подводимой мощности выделяется на аноде, 36-38% выделяется на катоде, 20-21% мощности уходит в окружающую среду через излучение и конвекцию паров и газов, а остальные потери мощности — на разбрызгивание и угар свариваемого металла. При сварке, как правило, анодом служит свариваемая деталь.
При сварке угольным электродом температура в катодной области достигает 3200’С, в анодной области 3900°С. При сварке металлическим электродом температура катодной области составляет 240(ГС, а анодной — 260СГС. В столбе дуги температура достигает 6000-7000°С.
Различная температура анодной и катодной областей используется для решения технологических задач. Например, при сварке тонколистовых металлов катодом является сама деталь, а анодом — электрод.
hssco.ru
Реферат Электрическая дуговая сварка
скачатьРеферат на тему:
План:
- Введение
- 1 История электросварки
- 2 Описание процесса
- 3 Классификация ПримечанияИсточники
Введение
Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги превосходит температуры плавления всех существующих металлов.
1. История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
2. Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
3. Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга, питаемая переменным током
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Примечания
- «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр. 66
Источники
- http://www.elektrosvarka.ru/article2.htm - www.elektrosvarka.ru/article2.htm
- Общие сведения о дуговой сварке - electrosvarka.su/index.php?mod=text&txnode=207&uitxt=485
wreferat.baza-referat.ru
Электрическая дуговая сварка | Бесплатные курсовые, рефераты и дипломные работы
Физические основы сварки материалов
Сварка – это процесс соединения различных твердых материалов при высокой температуре. Сущность его заключается в возникновении атомно-молекулярных связей между структурносоставляющими компонентами соединяющихся изделий. Он был разработан для объединения металлических поверхностей различных деталей. Поэтому его суть и механизм будут рассмотрены на металлических материалах.
Процесс можно проводить двумя способами: плавлением и давлением.
Первый заключается в том, что температуру в области соединения металлических поверхностей доводят до соответствующих точек плавления и каждая из них расплавляется. Затем оба жидких металла сливаются вместе, образуя общую сварочную ванну, которая при охлаждении кристаллизуется с формированием твердой прослойки, называемой сварным швом.
Во втором при большом давлении у металла возникает … повышенная пластическая деформация и он начинает течь, подобно жидкости. Далее все происходит как и в предыдущем случае.
Каждый из приведенных методов в свою очередь классифицируется по принципу его осуществления .
К сварке плавлением следует отнести и пайку, отличающуюся тем, что расплавляется лишь присадочный материал, а основной свариваемый металл остается нерасплавленным, в то время как при сварке частично расплавляется и основной металл.
Доминирующее положение в производстве металлических конструкций последние 70 лет занимает дуговая сварка. Ею проводится более 60 % всего объема сварочных работ. Пока нет другого метода, способного конкурировать с дуговой сваркой по своей простоте и универсальности.
В 1881 году Н. Н. Бенардос открыл дуговую сварку. В 1888 – 1890 гг. русский инженер Н. Г. Славянов разработал и запатентовал дуговую сварку металлическим электродом, являющимся одновременно и присадочным материалом. В 1907 г. — шведский инженер О. Къельберг применил металлические электроды с покрытием, которое позволило повысить качество сварных соединений.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
По способу влияния на металл в процессе сварки дуга бывает косвенного (независимого) и прямого (зависимого) действия . В первом случае основной металл не включен в сварочную цепь и нагревается преимущественно за счет теплопередачи от газов дуги и ее излучения. Данный способ в настоящее время в промышленности не применяют.
Классификация способов сварки
При сварке дугой прямого действия металл относится к элементам сварочной цепи и выполняет роль одного из электродов. Он разогревается главным образом за счет бомбардировки его поверхности электрически заряженными частицами. Удельная мощность нагрева поверхности металла при этом в области электродного пятна весьма высока и составляет от 103 до 105 Вт/см2.
Сварку осуществляют плавящимися и неплавящимися электродами. Первый называется сваркой по способу Н. Г. Славянова, а второй — по методу Н. Н. Бенардоса.
Плавящиеся электроды делаются из стали, алюминия и некоторых других металлов. Они еще выполняют роль присадочного материала, из которого в значительной степени состоит сварной металлический шов. Угольные (графитовые) или вольфрамовые электроды являются неплавящимися и не принимают участия в образовании шва. В этом случае присадочный материал вводится дополнительно сбоку в виде проволоки или прутка.
Для питания дуги может быть применен постоянный или переменный, одно- или многофазный токи, низкой или высокой частоты; возможно использование усложненных комбинированных схем.
При сварке используется следующий режим: Uд = 10 — 50 В; = 1 – 3000 А; Рд = 0,01 – 150 кВт, где Iд – сила тока, Uд – напряжение и Рд – мощность дуги.
Зажигание дуги выполняют кратковременным коротким замыканием электрода на изделие. Ток короткого замыкания (КЗ) практически мгновенно расплавляет металл в точке контакта, в результате чего образуется жидкая перемычка. При отводе электрода она растягивается, металл перегревается и его температура достигает точки кипения; пары металла и газы под действием термо- и автоэлектронной эмиссии ионизируются — возбуждается дуга. При сварке неплавящимся электродом дугу возбуждают бесконтрольным способом, ионизируя высокочастотными импульсами.
Основаниями дуги являются резко очерченные, ярко светящиеся пятна на поверхности электродов. Через них проходит весь ток, плотность которого может достигать нескольких сот ампер на 1 мм2. В дуге постоянного тока различают катодное и анодное пятна. Электропроводный газовый канал между пятнами представляет собой плазму — смесь нейтральных атомов, электронов и ионов из атмосферы, окружающей дугу, и из веществ, входящих в состав электродов и флюсов. Он имеет форму усеченного конуса и подразделяется на 3 области: катодную протяженностью порядка 10-3 — 10-4 мм, анодную — толщиной 10-2 — 10-3 мм и столб дуги. Столб дуги — наиболее длинная и высокотемпературная зона. Температура у его оси достигает 6000 — 8000 К. Температура пятен значительно ниже — она обычно близка к точкам кипения материала электродов (для стали — 3013 К). Поэтому в обеих областях очень велик градиент температур (около 3×106 К/мм), который создает мощный тепловой поток от столба дуги к катодному и анодному пятнам.
В столбе дуги падение напряжения невелико; напряженность поля в нем составляет всего 1 — 5 В/мм и почти не зависит от длины. Значительная часть напряжения дуги падает в приэлектродных областях; 4 — 5 В в анодной области и от 2 до 20 В в катодной. Протяженность областей мала, поэтому напряженность поля в них достигает 2×105 и 103 В/мм, соответственно.
Мощность, выделяющаяся в столбе дуги, определяется напряженностью поля, силой тока дуги и длиной столба. Она частично расходуется на нагрев металла, в некоторой степени – рассеивается излучением в пространство. Чем больше заглубление дуги в свариваемый металл, тем меньше потери на излучение столба и выше коэффициент полезного действия дуги (КПД).
Напряжение дуги, т. е. разность потенциалов между электродами, зависит от длины дуги, силы тока, а также от материалов и размеров электродов и состава плазмы дуги.
Зависимость напряжения дуги от силы тока при постоянной длине дуги называют статической вольт-амперной или просто статической характеристикой дуги. Она нелинейна и состоит из трех участков — падающего I, жесткого II и восходящего III. Для дуги длиной 4 мм с плавящимся стальным электродом диаметром 4 мм граница падающего участка — примерно 40 — 50 А, жесткого — около 350 А.
Статическая характеристика сварочной дуги:
При малых токах (участок I на рис. 13.4,а) тепловые потоки из приэлектродных областей к электродным пятнам недостаточны для разогрева последних до точек кипения материала электродов. Поэтому перепад температур между столбом дуги и электродными пятнами очень большой, а значит, велико и падение напряжения в приэлектродных областях. При этом значительно и снижение U в столбе, так как он относительно «холодный» и степень ионизации газа мала. Поэтому для горения дуги на малых токах требуется высокое напряжение. С увеличением силы тока растут температуры разогрева электродных пятен и столба дуги, а значит, уменьшается падение U в приэлектродных областях и в столбе дуги. В результате напряжение дуги с ростом силы тока уменьшается и характеристика получается падающей.
Изменение силы тока в области средних значений сопровождается пропорциональным модифицированием сечения столба дуги и площадей обоих пятен (диаметр их меньше такового у электрода). Плотность тока в столбе не меняется, и напряжение дуги в целом остается постоянным.
В зоне больших токов катодное пятно перекрывает весь торец электрода, рост силы тока происходит не за счет повышения площади токопроводящего канала, а вследствие роста плотности. Поэтому для увеличения силы тока необходимо поднять напряжение, причем зависимость между ними почти линейная. Чем меньше диаметр электрода, тем ниже сила тока, при которой характеристика дуги становится возрастающей. При постоянной силе тока напряжение дуги практически линейно зависит от ее длины:
Uд = а + bl,
где а — сумма падений напряжения в катодной и анодной областях; l — длина дуги; b — напряженность (градиент напряжения) столба дуги. Для стальных электродов а = 8 — 25 В; b = 2,3 — 4,3 В/мм. Поэтому увеличение длины дуги при прочих равных условиях приводит к смещению ее статической характеристики вверх, уменьшение — вниз, так как падение напряжения в столбе дуги меняется пропорционально его длине (рис. 13.4,в).
Сварочная дуга может работать на постоянном и на переменном токе. Переменным током дугу питают от сварочного трансформатора, постоянным — от сварочных выпрямителей и генераторов. Генераторы в большинстве — коллекторные с приводом от трех фаз асинхронного двигателя или от двигателя внутреннего cгорания. Генератор в комплекте с приводом от асинхронного двигателя называют сварочным преобразователем, а от двигателя внутреннего сгорания – агрегатом. Последние используют, главным образом, для сварки в полевых условиях, где нет электросетей.
Большинство источников предназначено для питания током одного сварочного поста. Но в цехах с большим числом сварочных постов экономичнее использовать многопостовые источники, питающие несколько постов одновременно.
Постоянный ток имеет определенные технологические преимущества по сравнению с переменным. На нем дуга горит устойчивей. Меняя его полярность можно регулировать соотношение между интенсивностью нагрева электрода и изделия. Поэтому долгое время считалось, что высококачественные сварные соединения можно получать только на постоянном токе. Однако современные электроды позволяют на большинстве материалов получать качественные швы и на переменном токе. Использование переменного тока для питания дуги имеет ряд преимуществ. Главное из них — экономичность. КПД сварочного трансформатора составляет около 0,9; выпрямителя — примерно 0,7; а преобразователя с коллекторным генератором — приблизительно 0,45.
Таким образом, сварка переменным током энергетически вдвое выгоднее работы с преобразователем. Кроме того, сварочный трансформатор существенно надежнее, проще в эксплуатации и легче, чем источники питания постоянного тока. Поэтому большую часть объема дуговой сварки выполняют переменным током.
Внешней вольт-амперной или просто внешней характеристикой источника питания дуги называют зависимость между током и напряжением на его выходе при установившемся режиме. Она может быть круто- и пологопадающей, жесткой и восходящей. Для разных процессов сварки нужны источники питания с разнообразными внешними характеристиками.
Внешние характеристики источников питания:
1, 2 — круто- и пологопадающая; 3 — жесткая; 4 — возрастающая
Для ручной дуговой сварки как плавящимся, так и неплавящимся электродом необходимы источники питания только с крутопадающими характеристиками. Типичным для ручной сварки является колебание длины дуги. Поэтому, чтобы размеры сварочной ванны и сечение шва были постоянными, необходимо обеспечить неизменность тока при изменениях длины дуги. Это и достигается использованием источника питания с крутопадающей характеристикой.
Когда горит дуга, ток и напряжение на выходе источника питания равны аналогичным параметрам дуги. Режим горения дуги определяется точкой пересечения соответствующих внешней и статической характеристик. На рис. 13.6,а таких пунктов два, но дуга будет гореть устойчиво только на установившемся режиме, соответствующем точке Б. Объясняется это следующим. Если по какой-либо случайной причине ток дуги снизится, то напряжение источника станет больше Uд и вызовет нарастание I в цепи, т. е. возврат к пункту Б. Если же ток дуги возрастет, то ее напряжение окажется больше такового у источника питания, что опять приведет в точку Б.
Таким образом, соответствующее этому пункту равновесие в системе дуга — источник является самоустанавливающимся. Аналогичные рассуждения показывают, что малейшее отклонение режима дуги от точки А развиваются либо до обрыва дуги, либо до перехода в пункт Б.
Внешняя характеристика источника питания (а, с)
и статическая характеристика дуги при ручной дуговой сварке (b)
Таким образом, для устойчивого горения дуги необходимо, чтобы крутизна падения внешней характеристики источника была больше крутизны падения статической характеристики дуги в точке их пересечения Следовательно, когда работают на режимах, соответствующих падающему участку статической характеристики дуги, внешняя характеристика источника должна быть еще более крутопадающей. При работе на режимах, соответствующих почти горизонтальному участку статической характеристики дуги она будет устойчиво гореть и при крутопадающей, и при пологопадающей характеристике источника. Если режим дуги соответствует восходящему участку статической характеристики, то устойчивость горения дуги обеспечивается при любой характеристике — крутопадающей, пологопадаюшей, жесткой и восходящей. На практике, дополнительные ограничения на вид характеристики накладывает устройство механизма подачи электрода проволоки при механизированной сварке. В зависимости от него используют источники питания с жесткими или пологопадающими характеристиками.
При изменениях длины дуги, ее статическая характеристика смещается вверх или вниз и соответственно сдвигается и точка пересечения статической характеристики дуги с внешней характеристикой источника, т. е. режим по току. Но величина изменения тока дуги при ручной сварке не превосходит нескольких процентов, так как характеристика источника питания крутопадающая.
refac.ru
Электрическая дуговая сварка Википедия
Электродуговая ручная сварка покрытым электродомЭлектросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов, которую запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой[2].
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора (или сварочного агрегата, сварочного преобразователя, сварочного инвертора) подводится электроэнергия. При соприкосновении сварочного электрода и свариваемого изделия протекает сварочный ток. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока[3].
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газ
ruwikiorg.ru