Как правильно сварить швеллер между. Швеллер сварной гост
Как правильно сварить швеллер между. Как правильно сварить. Kak-Delat-Pravilno.ru
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
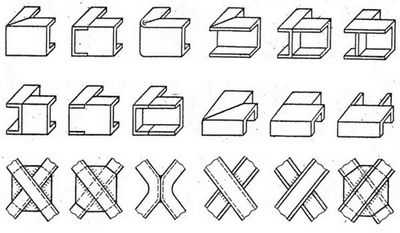
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.
Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.

Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
У нас можно недорого купить:
Правильное сваривание двух швеллеров между собой.
Существует несколько способов правильного соединения двух швеллеров посредством сварки. Выбирать нужный способ необходимо в зависимости от тех условий, в которых данная конструкция будет использоваться, от нагрузки, которая будет на нее действовать, а также от общей длины конструкции и степени ее важности. В большинстве случаев сваренные швеллеры подвергаются изгибу или внецентренному сжатию, в то время как чистое сжатие осуществляется лишь тогда, когда нагрузка прилаживается в центр ядра сечения конструкции. Перед началом сварочных работ все же стоит произвести сверку со стандартами ГОСТ с учетом всех параметров, которые пригодятся в дальнейшем.
Следует также помнить, что любое соединение при помощи сварки способно ослабить изначальную конструкцию. При этом получается так, что у сварочного шва прочность получается больше, чем у основного металла, а вот сам металл в районе сваривания потеряет от первоначальной прочности около 10-20%. Для сваривания швеллеров можно воспользоваться электродами УОНИ, при помощи которых можно получить шов высокого качества. Для работы с такого вида электродами необходимы некоторые навыки, поэтому, если вы ранее с этими электродами дела не имели, то для начала лучше попробовать поработать на черновых заготовках, похожих на будущую конструкцию.
Подготовка перед свариванием
Прежде чем начать сваривать швеллеры электродами УОНИ, нужно тщательно подготовить элементы конструкции, удалив с металла ржавчину и иные загрязнения. Подобный вид сварочных работ производится на полярной стороне при помощи короткой дуги. Для практических сварочных работ вам может понадобиться около 5 кг. электродов и около недели времени. Когда главным для вас есть скорость и простота, а вопрос качества стоит на втором плане, то швеллеры можно соединить при помощи сварки встык.
Если же вы боретесь за качество и высокую прочность конструкции, то лучше всего будет использовать для работы электроды марки УОНИ, а соединение сделаете по стандарту ГОСТ для сваривания швеллеров, то в результате вами будет гарантированно получен надежный, правильный и ровный шов. Чтобы получить правильный и главное надежный шов, то вначале следует сваривать более толстые, а потом уже тонкие элементы конструкции. Также следует помнить, что накладки нужно обваривать по всему периметру, чтобы не получить в последствии больших зазоров между свариваемыми деталями. Ведь попадаемая в такие зазоры влага приведет к появлению щелевой коррозии, которая, накапливаясь годами, может привести к разрушению отдельных участков конструкции.
Как правильно сварить швеллеры встык
Доброго времени всем!
При разработке несущей конструкции для железобетонной лестницы нарисовалась такая задача - сварить два 16 швеллера встык. Поискал в нете, нашел вот такую конструкцию узла:
При рассмотрении возникли такие вопросы:
1.Между швеллерами, судя по чертежу есть некоторое расстояние, т.е. швеллер к швеллеру непосредственно не варят, а варят только швеллеры к накладкам. Причем все стыки, которые я видел в альбоме нормалей (не только для швеллеров) выполняют именно так - только через накладки. В жизни я видел, что варят швеллер к швеллеру и дополнительно накладки сверху. Так как же все-таки правильно (надежнее)?
2.Тип электродов указан Э42. Можно ли применять МР-3С или УОНИ? И как варить - стараться прогревать место стыка (+ на швеллер, ток побольше) и, соответственно, глубже проваривать металл швеллера, или наоборот, не допускать перегрева (+ на электрод, ток поменьше, возможно даже варить штрихами).
SERG_abc написал. т.е. швеллер к швеллеру непосредственно не варят, а варят только швеллеры к накладкам.
А что смущает? ГОСТ плохому не научит.
SERG_abc написал. В жизни я видел, что варят швеллер к швеллеру и дополнительно накладки сверху
А в жизни обычно ГОСТами не пользуются.
St.as написал. я варил швеллеры просто встык, безо всяких накладок. Некогда было морочиться
Так что Вам решать.
Вот что я вычитал в учебнике "Металлические конструкции, элементы конструкций" для студентов ВУЗов (под ред. проф. Горева, изд. Высшая школа, 2001г):
"При действии на соединение статической нагрузки первоначальная концентрация напряжений в стыковом сварном шве не оказывает влияния на его прочность. так как из-за развития пластических деформаций происходит релаксация напряжений в точках концентрации. Поэтому расчет стыковых сварных соединений выполняют в предположении, что распределение напряжений в поперечном сечении сварного шва равномерно."
Отсюда вывод - варить швеллеры можно хоть встык, хоть с зазором с накладками, в любом случае возникшие внутренние напряжения будут сняты под нагрузкой. Но, если сварить только в стык, без накладок, то соединение будет слабее чем сам швеллер. Насколько? Из учебника следует что прочность шва следует умножать на 0,85 при отсутствии физических методов контроля качества шва. Да если еще проварить неидеально. В общем, накладки нужны, если хотим получить соединение, не менее прочное, чем сам швеллер.
В том же учебнике, кстати, куча примеров сварных соединений, где варят и в стык и внахлест, а не только по ГОСТу с зазорами.
Насчет внутренних углов и фосфора я там ни слова не увидел - я так понял, варить можно везде.
Предлагаю рассмотреть такую конструкцию соединения:
Задача:Сделать соединение не менее прочное, чем сам швеллер.
Технология:Зазор между швеллерами - 2-3 мм. Накладки - полосы металла толщиной как полки швеллера. Прихватить накладки, затем приварить их со всех сторон к швеллерам. Между перпендикулярными накладками зазор 2-3 мм, его проварить на всю глубину (до швеллера). Затем проварить стык между швеллерами на всю глубину (до накладок).
- При изготовлении накладок потребуется сделать только три реза стальной полосы, что проще, чем кроить ромб.
- Основной несущий шов в этой конструкции - стык швеллеров. Его будет удобно варить - все время снаружи. Накладки закрывают весь стыковой шов швеллеров снизу, шов можно будет хорошо проварить за один проход, не опасаясь прожечь швеллер.
- Все внешние размеры швеллера будут сохранены, поскольку все накладки внутри.
Недостатки:Хотелось бы узнать до того, как соберу .
Регистрация: 16.02.2009 г. Набережные Челны Сообщений: 1005
15.01.2010 в 20:53
Я что - то понять не могу, на чертеже четко не видно, где по ГОСТу - там что, торцы швеллеров с накладками не сварены?
Регистрация: 04.12.2009 г. Нижний Новгород Сообщений: 189
15.01.2010 в 21:44
2Еврей M-да. Если судить по левому нижнему чертежу, то торцы с накладками не сварены, а если судить по левому верхнему - то средняя накладка сварена с торцом швеллера в средней части. Второе мне представляется более разумным. Более точной информации у меня к сожалению нет - сканы с нормалями взяты из интернета, никаких описаний.
Источники: http://metallmagnit.ru/kak-svarit-ili-sostyikovat-shveller-mezhdu-soboj, http://www.beton17.ru/articles/229754/, http://www.mastercity.ru/forums/t101137-kak-pravilno-svarit-shvellery-vstyk/
Комментариев пока нет!kak-delat-pravilno.ru
Сварка швеллера встык по ГОСТу
Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.

- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготов
treydmetall.ru
Швеллеры стальные горячекатаные ГОСТ 8340-89
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
СОРТАМЕНТ
ГОСТ 8240-89
(СТ СЭВ 2210-80)
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel channels. Rolling products | ГОСТ8240 — 89 (СТ СЭВ 2210 — 80) |
Дата введения 01.07.90
Настоящий стандарт устанавливает сортамент швеллеров с уклоном внутренних граней полок и швеллеры с параллельными гранями полок.
1. Поперечное сечение швеллеров должно соответствовать указанному на черт. 1 и 2.
2. Номинальные размеры швеллеров, площадь поперечного сечения, масса 1 м и справочные значения для осей должны соответствовать приведенным в табл. 1 и 2.
3. По точности прокатки швеллеры изготовляют:
повышенной точности — Б;
обычной точности — В.
4. Предельные отклонения по размерам и форме швеллеров (черт. 1 — 3) должны соответствовать приведенным в табл. 3.
Черт. 1
Черт. 2
h — высота;
b — ширина полки;
s — толщина стенки;
t — толщина полки;
R — радиус кривизны;
r — радиус закругления полки;
z0 — расстояние от оси Y — Y до наружной грани стенки.
Примечание. Уклон внутренних граней полок должен быть 4 – 10 %.

Д — перекос полки; f — прогиб стенки
Черт. 3
Таблица 1
Швеллеры с уклоном внутренних граней полок
| Номер швеллера | h | b | s | t | R | r | Площадь поперечного сечения, см2 | Справочные значения для осей | ||||||||
| не более | X — X | Y — Y | zо, | |||||||||||||
|
|
|
|
|
| Масса | Ix, см4 | Wx, | ix, см | sx, см3 | Iy, см4 | Wy, | iy, | см | |||
| мм | 1 м, кг | см3 | см3 | см | ||||||||||||
| 5 | 50 | 32 | 4,4 | 7,0 | 6,0 | 2,5 | 6,16 | 4,84 | 22,8 | 9,1 | 1,92 | 5,59 | 5,61 | 2,75 | 0,95 | 1,16 |
| 6,5 | 65 | 36 | 4,4 | 7,2 | 6,0 | 2,5 | 7,51 | 5,90 | 48,6 | 15,0 | 2,54 | 9,00 | 8,70 | 3,68 | 1,08 | 1,24 |
| 8 | 80 | 40 | 4,5 | 7,4 | 6,5 | 2,5 | 8,98 | 7,05 | 89,4 | 22,4 | 3,16 | 23,30 | 12,80 | 4,75 | 1,19 | 1,31 |
| 10 | 100 | 46 | 4,5 | 7,6 | 7,0 | 3,0 | 10,90 | 8,59 | 174,0 | 34,8 | 3,99 | 20,40 | 20,40 | 6,46 | 1,37 | 1,44 |
| 12 | 120 | 52 | 4,8 | 7,8 | 7,5 | 3,0 | 13,30 | 10,40 | 304,0 | 50,6 | 4,78 | 29,60 | 31,20 | 8,52 | 1,53 | 1,54 |
| 14 | 140 | 58 | 4,9 | 8,1 | 8,0 | 3,0 | 15,60 | 12,30 | 491,0 | 70,2 | 5,60 | 40,80 | 45,40 | 11,00 | 1,70 | 1,67 |
| 16 | 160 | 64 | 5,0 | 8,4 | 8,5 | 3,5 | 18,10 | 14,20 | 747,0 | 93,4 | 6,42 | 54,10 | 63,30 | 13,80 | 1,87 | 1,80 |
| 16a | 160 | 68 | 5,0 | 9,0 | 8,5 | 3,5 | 19,50 | 15,30 | 823,0 | 103,0 | 6,49 | 59,40 | 78,80 | 16,40 | 2,01 | 2,00 |
| 18 | 180 | 70 | 5,1 | 8,7 | 9,0 | 3,5 | 20,70 | 16,30 | 1090,0 | 121,0 | 7,24 | 69,80 | 86,00 | 17,00 | 2,04 | 1,94 |
| 18a | 180 | 74 | 5,1 | 9,3 | 9,0 | 3,5 | 22,20 | 17,40 | 1190,0 | 132,0 | 7,32 | 76,10 | 105,00 | 20,00 | 2,18 | 2,13 |
| 20 | 200 | 76 | 5,2 | 9,0 | 9,5 | 4,0 | 23,40 | 18,40 | 1520,0 | 152,0 | 8,07 | 87,80 | 113,00 | 20,50 | 2,20 | 2,07 |
| 22 | 220 | 82 | 5,4 | 9,5 | 10,0 | 4,0 | 26,70 | 21,00 | 2110,0 | 192,0 | 8,89 | 110,00 | 151,00 | 25,10 | 2,37 | 2,21 |
| 24 | 240 | 90 | 5,6 | 10,0 | 10,5 | 4,0 | 30,60 | 24,00 | 2900,0 | 242,0 | 9,73 | 139,00 | 208,00 | 31,60 | 2,60 | 2,42 |
| 27 | 270 | 95 | 6,0 | 10,5 | 11,0 | 4,5 | 35,20 | 27,70 | 4160,0 | 308,0 | 10,90 | 178,00 | 262,00 | 37,30 | 2,73 | 2,47 |
| 30 | 300 | 100 | 6,5 | 11,0 | 12,0 | 5,0 | 40,50 | 31,80 | 5810,0 | 387,0 | 12,00 | 224,00 | 327,00 | 43,60 | 2,84 | 2,52 |
| 33 | 330 | 105 | 7,0 | 11,7 | 13,0 | 5,0 | 46,50 | 36,50 | 7980,0 | 484,0 | 13,10 | 281,00 | 410,00 | 51,80 | 2,97 | 2,59 |
| 36 | 360 | 110 | 7,5 | 12,6 | 14,0 | 6,0 | 53,40 | 41,90 | 10820,0 | 601,0 | 14,20 | 350,00 | 513,00 | 61,70 | 3,10 | 2,68 |
| 40 | 400 | 115 | 8,0 | 13,5 | 15,0 | 6,0 | 61,50 | 48,30 | 15220,0 | 761,0 | 15,70 | 444,00 | 642,00 | 73,40 | 3,23 | 2,75 |
Таблица 2
Швеллеры с параллельными гранями полок
| Номер швеллера | h | b | s | t | R | r | Площадь поперечного сечения, см2 | Справочные значения для осей | ||||||||
| не более | X — X | Y — Y | zо, | |||||||||||||
|
|
|
|
|
| Масса | Ix, см4 | Wx, | ix, см | sx, см3 | Iy, см4 | Wy, | iy, | см | |||
| мм | 1 м, кг | см3 | см3 | см | ||||||||||||
| 5П | 50 | 32 | 4,4 | 7,0 | 6,0 | 3,5 | 6,16 | 4,84 | 22,8 | 9,1 | 1,92 | 5,61 | 5,95 | 2,99 | 0,98 | 1,21 |
| 6,5 П | 65 | 36 | 4,4 | 7,2 | 6,0 | 3,5 | 7,51 | 5,90 | 48,8 | 15,0 | 2,55 | 9,02 | 9,35 | 4,06 | 1,12 | 1,29 |
| 8 П | 80 | 40 | 4,5 | 7,4 | 6,5 | 3,5 | 8,98 | 7,05 | 89,8 | 22,5 | 3,16 | 13,30 | 13,90 | 3,31 | 1,24 | 1,38 |
| 10 П | 100 | 46 | 4,5 | 7,6 | 7,0 | 4,0 | 10,90 | 8,59 | 175,0 | 34,9 | 3,99 | 20,50 | 22,60 | 7,37 | 1,44 | 1,53 |
| 12 П | 120 | 52 | 4,8 | 7,8 | 7,5 | 4,5 | 13,30 | 10,40 | 305,0 | 50,8 | 4,79 | 29,70 | 34,90 | 9,84 | 1,62 | 1,66 |
| 14 П | 140 | 58 | 4,9 | 8,1 | 8,0 | 4,5 | 15,60 | 12,30 | 493,0 | 70,4 | 5,61 | 40,90 | 51,50 | 12,90 | 1,81 | 182 |
| 16 П | 160 | 64 | 5,0 | 8,4 | 8,5 | 5,0 | 18,10 | 14,20 | 750,0 | 93,8 | 6,44 | 54,30 | 72,80 | 16,40 | 2,00 | 1,97 |
| 16аП | 160 | 68 | 5,0 | 9,0 | 8,5 | 5,0 | 19,50 | 15,30 | 827,0 | 103,0 | 6,51 | 59,50 | 90,50 | 19,60 | 2,15 | 2,19 |
| 18 П | 180 | 70 | 5,1 | 8,7 | 9,0 | 5,0 | 20,70 | 16,30 | 1090,0 | 121,0 | 7,26 | 70,00 | 100,00 | 20,60 | 2,20 | 2,14 |
| 18аП | 180 | 74 | 5,1 | 9,3 | 9,0 | 5,0 | 22,20 | 17,40 | 1200,0 | 133,0 | 7,34 | 76,30 | 123,00 | 24,30 | 2,35 | 2,36 |
| 20 П | 200 | 76 | 5,2 | 9,0 | 9,5 | 5,5 | 23,40 | 18,40 | 1530,0 | 153,0 | 8,08 | 88,00 | 134,00 | 25,20 | 2,39 | 2,30 |
| 22 П | 220 | 82 | 5,4 | 9,5 | 10,0 | 6,0 | 26,70 | 21,00 | 2120,0 | 193,0 | 8,90 | 111,00 | 178,00 | 31,00 | 2,58 | 2,47 |
| 24 П | 240 | 90 | 5,6 | 10,0 | 10,5 | 6,0 | 30,60 | 24,00 | 2910,0 | 243,0 | 9,75 | 139,00 | 248,00 | 39,50 | 2,85 | 2,72 |
| 27 П | 270 | 95 | 6,0 | 10,5 | 11,0 | 6,5 | 35,20 | 27,70 | 4180,0 | 310,0 | 10,90 | 178,00 | 314,00 | 46,70 | 2,99 | 2,78 |
| 30 П | 300 | 100 | 6,5 | 11,0 | 12,0 | 7,0 | 40,50 | 31,80 | 5830,0 | 389,0 | 12,00 | 224,00 | 393,00 | 54,80 | 3,12 | 2,83 |
| 33 П | 330 | 105 | 7,0 | 11,7 | 13,0 | 7,5 | 46,50 | 36,50 | 8010,8 | 486,0 | 13,10 | 281,00 | 491,00 | 64,60 | 3,25 | 2,90 |
| 36 П | 360 | 110 | 7,5 | 12,6 | 14,0 | 8,5 | 53,40 | 41,90 | 10850,0 | 603,0 | 14,30 | 350,00 | 611,00 | 76,30 | 3,38 | 2,99 |
| 40 П | 400 | 115 | 8,0 | 13,5 | 15,0 | 9,0 | 61,50 | 48,30 | 15260,0 | 763,0 | 15,80 | 445,00 | 760,00 | 89,90 | 3,51 | 3,05 |
| Примечания к табл. 1 и 2: 1. Площадь поперечного сечения и масса 1 м швеллера вычислены по номинальным размерам; плотность стали принята равной 7,85 г/см3 2. Значения радиусов закругления, уклона внутренних полок, толщины полок, указанные на черт. 1 и 2 ив табл. 1 и 2, на профиле не контролируются и приведены для построения калибров. 3. В таблицах используют обозначения: I — момент инерции; W — момент сопротивления; i — радиус инерции; s — статический момент полусечения. | ||||||||||||||||
Таблица 3
мм
| Параметр швеллера, показатель качества | Размер | Предельные отклонения при точности прокатки | |
| повышенной | обычной | ||
| Высота h | До 80 включительно | ±1,5 | ±1,5 |
| Св. 80 до 140 » » 140 » 180 » | ±2,0 | ±2,0 ±2,5 | |
| » 180 » 300 » » 300» 400 » | ±3,0 | ±3,0 ±3,5 | |
| Ширина полки b | До 40 включительно | ±1,5 | ±1,5 |
| Св. 40 до 58 » » 58 » 70 » » 70» 100 » | ±2,0 | +2,0 ±2,5 ±3,0 | |
| » 100 | ±3,0 | ±3,5 | |
| толщина полки t* | До 7,4 включительно Св. 7,4 до 8,1 » | -03 -0,4 | -0,7 |
| » 8,1 » 9,3 » » 9,3 » 10,2 » | -05 -0,6 | -0,8 | |
| » 10,2 » 11,0 » » 11,0 | -07 -0,8 | -1,0 | |
| Перекос полки при ширине полки b | До 115 включительно | Не более 0,0125 b | Не более 0.025 b |
| Прогиб стенки f | До 400 включительно | Не более 0,15 s | Не более 0,25 s |
| Кривизна швеллера | — | Не более 0,2 % длины | Не более 0,2 % длины |
| Длина | До 8 м Св. 8 м | +40 К допуску +40 прибавлять по 5 мм на каждый метр длины св. 8 м | +40 +80 |
| * Плюсовые отклонения ограничиваются предельными отклонениями по массе. | |||
5. Притупление наружных углов швеллеров повышенной точности до № 20 не должно превышать 2,2 мм, свыше 20 — 3 мм;
для швеллеров обычной точности — не контролируется.
6. Швеллеры изготовляют длиной от 4 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины.
По согласованию изготовителя с потребителем допускается изготовление швеллеров длиной свыше 12 м.
7. Отклонения по массе 1 м швеллера не должны превышать плюс 3, минус 5%.
По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки швеллера не должно превышать плюс 3, минус 3% для швеллеров до № 16 и плюс 2,5, минус 2,5% для швеллеров свыше 16.
8. Размеры и геометрическую форму швеллера контролируют на расстоянии не менее 500 мм от торца.
Высоту швеллера контролируют в плоскости его стенки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. РАЗРАБОТЧИКИ С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; С. В. Колоколов (руководитель работы), канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; В. С. Медведев, канд. техн. наук; Ж. М. Роева, канд. эконом, наук; В. В. Калюжный, канд. эконом. наук; Р. А. Дробнова, канд. эконом. наук; В. А. Ена, канд. техн. наук; К. Ф. Перетятько; Ю. М. Юхновский, канд. техн. наук; В. В. Пудинов; Л. И. Яремчук; М. А. Алексина; Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев, канд. техн. наук; Я. А. Каплун, канд. техн. наук. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2939 3. Стандарт полностью соответствует СТ СЭВ 2210-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 6176-75, TGL 10370 6. ВЗАМЕН ГОСТ 8240-72 7. Ограничение срока действия снято по протоколу №7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95) 8. Переиздание. Июнь 1998 г.snip1.ru
UE Швеллер ГОСТ 8240-89. Технические характеристики
Металлический, стальной горячекатаный швеллер с уклоном внутренних граней полок UE, ГОСТ 8240-89 государственный стандарт Союза ССР. В таблице приведены характеристики металлического швеллера, изготовленный в соответствии с требованиями следующих стандартов:
- GOST 8240-89 (Размеры)
- CSN 42 5571:1962 PN-H-93451(Размеры)
- GOST 8240-89 (Предельные отклонения (толеранции))
- EN 10279: 2000 (Предельные отклонения (толеранции))
- EN 10163-3: 2004, класс C, субкласс 1 (Качество поверхности))
| Обозначение | Номинальные размеры |
Площадь поперечного сечения |
Номинальный вес 1м |
Справочные величины для осей |
||||||||||||
не более |
X - X |
Y - Y |
||||||||||||||
h |
b |
s |
t |
R1 |
R2 |
A |
G |
Ix |
Wx |
ix |
Sx |
Iy |
Wy |
io |
Xo |
|
мм |
см2 |
кг/м |
см4 |
см3 |
см |
см3 |
см4 |
см3 |
см |
см |
||||||
№ 5 |
50 |
32 |
4,4 |
7,0 |
6,0 |
2,5 |
6,16 |
4,84 |
22,8 |
9,1 |
1,92 |
5,59 |
5,61 |
2,75 |
0,95 |
1,16 |
| № 6,5 | 65 |
36 |
4,4 |
7,2 |
6,0 |
2,5 |
7,51 |
5,90 |
48,6 |
15,0 |
2,54 |
9,00 |
8,70 |
3,68 |
1,08 |
1,24 |
| № 8 | 80 |
40 |
4,5 |
7,4 |
6,5 |
2,5 |
8,98 |
7,05 |
89,4 |
22,4 |
3,16 |
23,30 |
12,80 |
4,75 |
1,19 |
1,31 |
| № 10 | 100 |
46 |
4,5 |
7,6 |
7,0 |
3,0 |
10,90 |
8,59 |
174,0 |
34,8 |
3,99 |
20,40 |
20,40 |
6,46 |
1,37 |
1,44 |
| № 12 | 120 |
52 |
4,8 |
7,8 |
7,5 |
3,0 |
13,30 |
10,40 |
304,0 |
50,6 |
4,78 |
29,60 |
31,20 |
8,52 |
1,53 |
1,54 |
| № 14 | 140 |
58 |
4,9 |
8,1 |
8,0 |
3,0 |
15,60 |
12,30 |
491,0 |
70,2 |
5,60 |
40,80 |
45,40 |
11,00 |
1,70 |
1,67 |
| № 16 | 160 |
64 |
5,0 |
8,4 |
8,5 |
3,5 |
18,10 |
14,20 |
747,0 |
93,4 |
6,42 |
54,10 |
63,30 |
13,80 |
1,87 |
1,80 |
| № 16a | 160 |
68 |
5,0 |
9,0 |
8,5 |
3,5 |
19,50 |
15,30 |
823,0 |
103,0 |
6,49 |
59,40 |
78,80 |
16,40 |
2,01 |
2,00 |
| № 18 | 180 |
70 |
5,1 |
8,7 |
9,0 |
3,5 |
20,70 |
16,30 |
1090,0 |
121,0 |
7,24 |
69,80 |
86,00 |
17,00 |
2,04 |
1,94 |
| № 18a | 180 |
74 |
5,1 |
9,3 |
9,0 |
3,5 |
22,20 |
17,40 |
1190,0 |
132,0 |
7,32 |
76,10 |
105,00 |
20,00 |
2,18 |
2,13 |
| № 20 | 200 |
76 |
5,2 |
9,0 |
9,5 |
4,0 |
23,40 |
18,40 |
1520,0 |
152,0 |
8,07 |
87,80 |
113,00 |
20,50 |
2,20 |
2,07 |
| № 22 | 220 |
82 |
5,4 |
9,5 |
10,0 |
4,0 |
26,70 |
21,00 |
2110,0 |
192,0 |
8,89 |
110,00 |
151,00 |
25,10 |
2,37 |
2,21 |
| № 24 | 240 |
90 |
5,6 |
10,0 |
10,5 |
4,0 |
30,60 |
24,00 |
2900,0 |
242,0 |
9,73 |
139,00 |
208,00 |
31,60 |
2,60 |
2,42 |
| № 27 | 270 |
95 |
6,0 |
10,5 |
11,0 |
4,5 |
35,20 |
27,70 |
4160,0 |
308,0 |
10,90 |
178,00 |
262,00 |
37,30 |
2,73 |
2,47 |
| № 30 | 300 |
100 |
6,5 |
11,0 |
12,0 |
5,0 |
40,50 |
31,80 |
5810,0 |
387,0 |
12,00 |
224,00 |
327,00 |
43,60 |
2,84 |
2,52 |
| № 33 | 330 |
105 |
7,0 |
11,7 |
13,0 |
5,0 |
46,50 |
36,50 |
7980,0 |
484,0 |
13,10 |
281,00 |
410,00 |
51,80 |
2,97 |
2,59 |
| № 36 | 360 |
110 |
7,5 |
12,6 |
14,0 |
6,0 |
53,40 |
41,90 |
10820,0 |
601,0 |
14,20 |
350,00 |
513,00 |
61,70 |
3,10 |
2,68 |
| № 40 | 400 |
115 |
8,0 |
13,5 |
15,0 |
6,0 |
61,50 |
48,30 |
15220,0 |
761,0 |
15,70 |
444,00 |
642,00 |
73,40 |
3,23 |
2,75 |
Назад
www.b2bmetal.eu