Калибры для контроля гладких валов и отверстий. Средства контроля углов (Лабораторные работы № 2-3), страница 2. Гладкие калибры для отверстий
ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды (с Изменением N 1), ГОСТ от 23 июня 1981 года №24851-81
ГОСТ 24851-81
Группа Г28
МКС 17.040.30ОКП 39 3100
Дата ведения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.81 N 3063
3. Стандарт полностью соответствует СТ СЭВ 1919-79
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который даны ссылки | Номер приложения |
ГОСТ 2015-84 | Приложение |
ГОСТ 24853-81 | Приложение |
6. ИЗДАНИЕ с изменением N 1, утвержденным в сентябре 1989 года (ИУС 12-89)
1. Настоящий стандарт распространяется на предельные гладкие нерегулируемые калибры для контроля отверстий и валов с номинальными диаметрами от 1 до 500 мм, а также на контрольные калибры для калибров-скоб.Настоящий стандарт полностью соответствует СТ СЭВ 1919-79.
2. Номера видов калибров, их обозначение и наименование должны соответствовать указанным в таблице.
Обозначение вида калибра | Наименование вида калибра | Номера вида калибра по СТ СЭВ 1919-79 |
Калибры для вала и относящиеся к ним контрольные калибры-пробки | ||
ПР | Калибр-кольцо гладкий проходной | 1 |
ПР | Калибр-скоба гладкий проходной | 2 |
НЕ | Калибр-скоба гладкий непроходной | 3 |
НЕ | Калибр-кольцо гладкий непроходной | 4 |
К-ПР | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы | 5 |
К-НЕ | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | 6 |
К-И | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы | 7 |
К-ПР | Калибр гладкий контрольный проходной для нового гладкого проходного калибра-скобы | 8 |
К-НЕ | Калибр гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | 9 |
К-И | Калибр гладкий контрольный для контроля износа гладкого проходного калибра-скобы | 10 |
Калибры для отверстия | ||
ПР | Калибр-пробка гладкий проходной | 11 |
НЕ | Калибр-пробка гладкий непроходной | 12 |
3. Схематическое изображение калибров приведено в приложении 1.
4. Правила применения калибров приведены в приложении 2.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ КАЛИБРОВ
ПРИЛОЖЕНИЕ 1Рекомендуемое
Обозначение и номер вида калибра | Наименование и схема калибра |
ПР (1), НЕ (4) | Калибр-кольцо гладкий |
ПР (2), НЕ (3) | Калибр-скоба гладкий однопредельный |
ПР (2), НЕ (3) | Калибр-скоба гладкий |
К-ПР (5), К-НЕ (6), ПР (11) | Калибр-пробка гладкий проходной |
ПР (11) | Калибр-пробка гладкий проходной |
К-И (7), НЕ (12) | Калибр-пробка гладкий непроходной |
НЕ (12) | Калибр-пробка гладкий непроходной |
ПР (11), НЕ (12) | Калибр-пробка гладкий двусторонний |
К-ПР (8), К-НЕ (9), К-И (10) | Калибр гладкий контрольный проходной, непроходной |
ПРИЛОЖЕНИЕ 2 (обязательное). ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
ПРИЛОЖЕНИЕ 2Обязательное
1. Калибры для валов и относящиеся к ним контрольные калибры-пробки
1.1. Калибр-кольцо гладкий проходной (1) или калибр-скоба гладкий проходной (2) должен проходить по валу под действием собственного веса или определенной силы.
1.2. Калибр-скоба гладкий непроходной (3) или калибр-кольцо гладкий непроходной (4) не должен проходить по валу, в крайнем случае закусывать.
1.3. Калибр-пробка гладкий контрольный проходной (5) или калибр гладкий проходной контрольный (8) для проходного гладкого калибра-скобы (2).Калибр-скоба гладкий проходной (2) должен скользить по гладкому проходному калибру-пробке (5) или по гладкому контрольному проходному калибру (8) под действием собственного веса или определенной силы.
1.4. Калибр-пробка гладкий контрольный проходной (6) или калибр гладкий проходной контрольный (9) для непроходного гладкого калибра-скобы (3).Калибр-скоба гладкий непроходной (3) должен скользить по гладкому контрольному проходному калибру-пробке (6) или по гладкому контрольному проходному калибру (9) под действием собственного веса или определенной силы.
1.5. Калибр-пробка гладкий контрольный (7) или калибр гладкий контрольный (10) для контроля износа гладкого проходного калибра-скобы (2).Калибр-скоба гладкий проходной (2) не должен проходить по гладкому контрольному калибру-пробке (7) или гладкому контрольному калибру (10), в крайнем случае закусывать.
1.6. Взамен контрольных калибров для контроля калибров-скоб размерами до 180 мм допускается применять универсальные измерительные приборы, плоскопараллельные концевые меры и для всех размеров калибров-скоб - аттестованные образцы изделий.Размер блока плоскопараллельных концевых мер длины и аттестованного образца изделия рекомендуется назначать близким к наименьшему предельному размеру контрольных калибров (5, 8 и 6, 9) и к наибольшему предельному размеру контрольных калибров 7, 10.
2. Калибры для отверстий
2.1. Калибр-пробка гладкий проходной (11) должен свободно проходить через отверстие под действием собственного веса или определенной силы.
2.2. Калибр-пробка гладкий непроходной (12), как правило, не должен входить в отверстие под действием собственного веса или определенной силы в крайнем случае закусывать.
3. Правила контроля калибрами
3.1. Калибр должен изыматься из употребления, когда его износ дойдет до предела, установленного в ГОСТ 24853.
3.2. При возникновении разногласий в оценке качества изделия между изготовителем и потребителем рекомендуется:
3.2.1. При контроле отверстия или вала в процессе их изготовления пользоваться новыми или малоизношенными проходными калибрами и непроходными калибрами с размерами, близкими к наименьшему для калибра-пробки и наибольшему для калибра-скобы (кольца).
3.2.2. При контроле отверстия или вала контролерами предприятия-изготовителя и представителем заказчика пользоваться проходными калибрами с размерами, близкими к пределу допустимого износа, и непроходными калибрами с размерами, близкими к наибольшему для калибра-пробки и наименьшему для калибра-скобы (кольца).
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Проверка правильности определения размеров изделий должна осуществляться калибрами с размерами, близкими к границе износа проходного калибра и к границе поля допуска нового непроходного (наименьшего для калибра-скобы (кольца) и наибольшего для калибра-пробки).Текст документа сверен по:официальное изданиеКалибры. Часть 1: Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 24851-81
ГОСТ 24851-81
Группа Г28
МКС 17.040.30ОКП 39 3100
Дата ведения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.81 N 3063
3. Стандарт полностью соответствует СТ СЭВ 1919-79
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который даны ссылки | Номер приложения |
ГОСТ 2015-84 | Приложение |
ГОСТ 24853-81 | Приложение |
1. Настоящий стандарт распространяется на предельные гладкие нерегулируемые калибры для контроля отверстий и валов с номинальными диаметрами от 1 до 500 мм, а также на контрольные калибры для калибров-скоб.Настоящий стандарт полностью соответствует СТ СЭВ 1919-79.
2. Номера видов калибров, их обозначение и наименование должны соответствовать указанным в таблице.
Обозначение вида калибра | Наименование вида калибра | Номера вида калибра по СТ СЭВ 1919-79 |
Калибры для вала и относящиеся к ним контрольные калибры-пробки | ||
ПР | Калибр-кольцо гладкий проходной | 1 |
ПР | Калибр-скоба гладкий проходной | 2 |
НЕ | Калибр-скоба гладкий непроходной | 3 |
НЕ | Калибр-кольцо гладкий непроходной | 4 |
К-ПР | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы | 5 |
К-НЕ | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | 6 |
К-И | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы | 7 |
К-ПР | Калибр гладкий контрольный проходной для нового гладкого проходного калибра-скобы | 8 |
К-НЕ | Калибр гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | 9 |
К-И | Калибр гладкий контрольный для контроля износа гладкого проходного калибра-скобы | 10 |
Калибры для отверстия | ||
ПР | Калибр-пробка гладкий проходной | 11 |
НЕ | Калибр-пробка гладкий непроходной | 12 |
3. Схематическое изображение калибров приведено в приложении 1.
4. Правила применения калибров приведены в приложении 2.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ КАЛИБРОВ
ПРИЛОЖЕНИЕ 1Рекомендуемое
Обозначение и номер вида калибра | Наименование и схема калибра |
ПР (1), НЕ (4) | Калибр-кольцо гладкий |
ПР (2), НЕ (3) | Калибр-скоба гладкий однопредельный |
ПР (2), НЕ (3) | Калибр-скоба гладкий |
К-ПР (5), К-НЕ (6), ПР (11) | Калибр-пробка гладкий проходной |
ПР (11) | Калибр-пробка гладкий проходной |
К-И (7), НЕ (12) | Калибр-пробка гладкий непроходной |
НЕ (12) | Калибр-пробка гладкий непроходной |
ПР (11), НЕ (12) | Калибр-пробка гладкий двусторонний |
К-ПР (8), К-НЕ (9), К-И (10) | Калибр гладкий контрольный проходной, непроходной |
ПРИЛОЖЕНИЕ 2 (обязательное). ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
ПРИЛОЖЕНИЕ 2Обязательное
1. Калибры для валов и относящиеся к ним контрольные калибры-пробки
1.1. Калибр-кольцо гладкий проходной (1) или калибр-скоба гладкий проходной (2) должен проходить по валу под действием собственного веса или определенной силы.
1.2. Калибр-скоба гладкий непроходной (3) или калибр-кольцо гладкий непроходной (4) не должен проходить по валу, в крайнем случае закусывать.
1.3. Калибр-пробка гладкий контрольный проходной (5) или калибр гладкий проходной контрольный (8) для проходного гладкого калибра-скобы (2).Калибр-скоба гладкий проходной (2) должен скользить по гладкому проходному калибру-пробке (5) или по гладкому контрольному проходному калибру (8) под действием собственного веса или определенной силы.
1.4. Калибр-пробка гладкий контрольный проходной (6) или калибр гладкий проходной контрольный (9) для непроходного гладкого калибра-скобы (3).Калибр-скоба гладкий непроходной (3) должен скользить по гладкому контрольному проходному калибру-пробке (6) или по гладкому контрольному проходному калибру (9) под действием собственного веса или определенной силы.
1.5. Калибр-пробка гладкий контрольный (7) или калибр гладкий контрольный (10) для контроля износа гладкого проходного калибра-скобы (2).Калибр-скоба гладкий проходной (2) не должен проходить по гладкому контрольному калибру-пробке (7) или гладкому контрольному калибру (10), в крайнем случае закусывать.
1.6. Взамен контрольных калибров для контроля калибров-скоб размерами до 180 мм допускается применять универсальные измерительные приборы, плоскопараллельные концевые меры и для всех размеров калибров-скоб - аттестованные образцы изделий.Размер блока плоскопараллельных концевых мер длины и аттестованного образца изделия рекомендуется назначать близким к наименьшему предельному размеру контрольных калибров (5, 8 и 6, 9) и к наибольшему предельному размеру контрольных калибров 7, 10.
2. Калибры для отверстий
2.1. Калибр-пробка гладкий проходной (11) должен свободно проходить через отверстие под действием собственного веса или определенной силы.
2.2. Калибр-пробка гладкий непроходной (12), как правило, не должен входить в отверстие под действием собственного веса или определенной силы в крайнем случае закусывать.
3. Правила контроля калибрами
3.1. Калибр должен изыматься из употребления, когда его износ дойдет до предела, установленного в ГОСТ 24853.
3.2. При возникновении разногласий в оценке качества изделия между изготовителем и потребителем рекомендуется:
3.2.1. При контроле отверстия или вала в процессе их изготовления пользоваться новыми или малоизношенными проходными калибрами и непроходными калибрами с размерами, близкими к наименьшему для калибра-пробки и наибольшему для калибра-скобы (кольца).
3.2.2. При контроле отверстия или вала контролерами предприятия-изготовителя и представителем заказчика пользоваться проходными калибрами с размерами, близкими к пределу допустимого износа, и непроходными калибрами с размерами, близкими к наибольшему для калибра-пробки и наименьшему для калибра-скобы (кольца).
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Проверка правильности определения размеров изделий должна осуществляться калибрами с размерами, близкими к границе износа проходного калибра и к границе поля допуска нового непроходного (наименьшего для калибра-скобы (кольца) и наибольшего для калибра-пробки).Текст документа сверен по:официальное изданиеКалибры. Часть 1: Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды
Текст ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ГЛАДКИЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ И ВАЛОВ
Виды
Plain gauges for cylindrical holes and shafts. Types
MKC 17.040.30 ОКП 39 3100
ГОСТ
24851-81
Постановлением Государственного комитета СССР по стандартам от 23 июня 1981 г. № 3063 дата введения установлена
01.01.82
1. Настоящий стандарт распространяется на предельные гладкие нерегулируемые калибры для контроля отверстий и валов с номинальными диаметрами от 1 до 500 мм, а также на контрольные калибры для калибров-скоб.
Настоящий стандарт полностью соответствует СТ СЭВ 1919—79.
2. Номера видов калибров, их обозначение и наименование должны соответствовать указанным в таблице.
|
Обозначение вида калибра |
Наименование вида калибра |
Номера вида калибра по СТ СЭВ 1919-79 |
|
Калибры для вала и относящиеся к ним контрольные калибры-пробки | ||
|
ПР |
Калибр-кольцо гладкий проходной |
1 |
|
ПР |
Калибр-скоба гладкий проходной |
2 |
|
НЕ |
Калибр-скоба гладкий непроходной |
3 |
|
НЕ |
Калибр-кольцо гладкий непроходной |
4 |
|
К-ПР |
Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы |
5 |
|
К-НЕ |
Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы |
6 |
|
К-И |
Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы |
7 |
|
К-ПР |
Калибр гладкий контрольный проходной для нового гладкого проходного калибра-скобы |
8 |
|
К-НЕ |
Калибр гладкий контрольный проходной для нового гладкого непроходного калибра-скобы |
9 |
|
К-И |
Калибр гладкий контрольный для контроля износа гладкого проходного калибра-скобы Калибры для отверстия |
10 |
|
ПР |
Калибр-пробка гладкий проходной |
11 |
|
НЕ |
Калибр-пробка гладкий непроходной |
12 |
|
3. Схематическое изображение калибров приведено в приложении 1. | ||
|
4. Правила применения калибров приведены в приложении 2. | ||
Издание официальное Перепечатка воспрещена
★
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Продолжение
Обозначение и номер вида калибра
Наименование и схема калибра
К-И (7), НЕ (12)
Калибр-пробка гладкий непроходной
Продолжение
НЕ (12)
Калибр-пробка гладкий непроходной
—I в
° г55*]
ПР (11), НЕ (12)
Калибр-пробка гладкий двусторонний
Продолжение
ПРИЛОЖЕНИЕ 2 Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Калибры для валов и относящиеся к ним контрольные калибры-пробки
1.1. Калибр-кольцо гладкий проходной (1) или калибр-скоба гладкий проходной (2) должен проходить по валу под действием собственного веса или определенной силы.
1.2. Калибр-скоба гладкий непроходной (3) или калибр-кольцо гладкий непроходной (4) не должен проходить по валу, в крайнем случае закусывать.
1.3. Калибр-пробка гладкий контрольный проходной (5) или калибр гладкий проходной контрольный (8) для проходного гладкого калибра-скобы (2).
Калибр-скоба гладкий проходной (2) должен скользить по гладкому проходному калибру-пробке (5) или по гладкому контрольному проходному калибру (8) под действием собственного веса или определенной силы.
1.4. Калибр-пробка гладкий контрольный проходной (6) или калибр гладкий проходной контрольный (9) для непроходного гладкого калибра-скобы (3).
Калибр-скоба гладкий непроходной (3) должен скользить по гладкому контрольному проходному калибру-пробке (6) или по гладкому контрольному проходному калибру (9) под действием собственного веса или определенной силы.
1.5. Калибр-пробка гладкий контрольный (7) или калибр гладкий контрольный (10) для контроля износа гладкого проходного калибра-скобы (2).
Калибр-скоба гладкий проходной (2) не должен проходить по гладкому контрольному калибру-пробке (7) или гладкому контрольному калибру (10), в крайнем случае закусывать.
1.6. Взамен контрольных калибров для контроля калибров-скоб размерами до 180 мм допускается применять универсальные измерительные приборы, плоскопараллельные концевые меры и для всех размеров калибров-скоб — аттестованные образцы изделий.
Размер блока плоскопараллельных концевых мер длины и аттестованного образца изделия рекомендуется назначать близким к наименьшему предельному размеру контрольных калибров (5, 8 и 6, 9) и к наибольшему предельному размеру контрольных калибров 7, 10.
2. Калибры для отверстий
2.1. Калибр-пробка гладкий проходной (11) должен свободно проходить через отверстие под действием собственного веса или определенной силы.
2.2. Калибр-пробка гладкий непроходной (12), как правило, не должен входить в отверстие под действием собственного веса или определенной силы в крайнем случае закусывать.
3. Правила контроля калибрами
3.1. Калибр должен изыматься из употребления, когда его износ дойдет до предела, установленного в ГОСТ 24853.
3.2. При возникновении разногласий в оценке качества изделия между изготовителем и потребителем рекомендуется:
3.2.1. При контроле отверстия или вала в процессе их изготовления пользоваться новыми или малоизношенными проходными калибрами и непроходными калибрами с размерами, близкими к наименьшему для калибра-пробки и наибольшему для калибра-скобы (кольца).
3.2.2. При контроле отверстия или вала контролерами предприятия-изготовителя и представителем заказчика пользоваться проходными калибрами с размерами, близкими к пределу допустимого износа, и непроходными калибрами с размерами, близкими к наибольшему для калибра-пробки и наименьшему для калибра-скобы (кольца).
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Проверка правильности определения размеров изделий должна осуществляться калибрами с размерами, близкими к границе износа проходного калибра и к границе поля допуска нового непроходного (наименьшего для калибра-скобы (кольца) и наибольшего для калибра-пробки).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.81 № 3063
3. Стандарт полностью соответствует СТ СЭВ 1919—79
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который даны |
Номер приложения |
|
ССЫЛКИ | |
|
ГОСТ 2015-84 |
Приложение |
|
ГОСТ 24853-81 |
Приложение |
6. ИЗДАНИЕ с изменением № 1, утвержденным в сентябре 1989 г. (НУС 12—89)
allgosts.ru
Измерительные инструменты. Калибры, шаблоны и щупы.
Калибры, шаблоны, щупы
Классификация калибров
Калибрами называются бесшкальные контрольные инструменты, предназначенные для ограничения отклонений размеров, формы и взаимного расположения поверхностей изделий. При помощи калибров невозможно определить действительные отклонения размеров изделия, но их применение позволяет установить - находятся или нет отклонения размеров изделия в заданных пределах.
Разность двух предельных размеров для данной детали получила название допуска. Один из этих размеров, соответствующий максимуму материала детали, получил название проходного предела, а другой, соответствующий минимуму - непроходного предела. Эти названия отражают порядок использования калибров, для контроля указанных пределов. Заметим, что фактически проходной предел представляет собой размер, который ранее проверялся нормальным калибром. Для контроля деталей по второму предельному размеру был введен второй калибр. Вместе, с первым калибром, обеспечивающим собираемость, получается пара калибров, соответствующая допуску на деталь.
Введение понятия «допуск» внесло четкость и определенность в производство, обеспечило возможность объективной оценки качества деталей и ритмичность технологического процесса. Взаимоотношения изготовителя и потребителя получили прочную правовую основу, необходимо было лишь нормировать процедуру арбитражной проверки годности деталей, проверки того, что их размеры лежат в поле допуска.
Калибры служат не для определения действительного размера деталей, а для рассортировки их на годные и две группы брака (с которых снят не весь припуск и с которых снят лишний припуск). Иногда с помощью калибров детали сортируют на несколько групп годных для последующей селективной сборки.
В зависимости от вида контролируемых изделий различают калибры для проверки гладких цилиндрических изделий (валов и отверстий), гладких конусов, цилиндрических наружных и внутренних резьб, конических резьб, линейных размеров, зубчатых (шлицевых) соединений, расположения отверстий, профилей и др.
Предельные калибры делятся на проходные и непроходные. При контроле годной детали проходной калибр (ПР) должен входить в годное изделие, а непроходной (НЕ) входить в годное изделие не должен. Изделие считается годным, если проходной калибр входит, а непроходной - нет. Проходной калибр отделяет годные детали от брака исправимого (это детали, с которых снят не весь припуск), а непроходной - от брака неисправимого (это детали, с которых снят лишний припуск).
По технологическому назначению калибры делятся на рабочие калибры, используемые для контроля изделий в процессе изготовления и приемки готовых изделий работниками ОТК и контрольные калибры (контркалибры) для проверки рабочих калибров.
По числу контролируемых элементов различают комплексные калибры, контролирующие одновременно несколько элементов изделия (например, резьбовой проходной калибр) и простые (элементные) калибры, проверяющие один элемент (размер) изделия.
По характеру контакта с изделием различают калибры с поверхностным контактом (пробка), с линейным контактом (скоба) и точечным контактом (нутромер). Характер контакта имеет существенное влияние на результаты контроля при наличии отклонений формы изделия.
По конструктивным признакам различают калибры однопредельные с раздельным выполнением проходного и непроходного калибров, двухпредельные (односторонние и двухсторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Приведенная краткая классификация калибров не является исчерпывающей, так как она охватывает только наиболее распространенные виды калибров и классифицирует их лишь по основным признакам.
***
Основные требования к калибрам
Независимо от типа и назначения калибров к ним предъявляются следующие основные требования:
1. Точность изготовления. Рабочие размеры калибра должны быть выполнены в соответствии с допусками на его изготовление. 2. Высокая жесткость при малом весе. Жесткость необходима для уменьшения погрешностей от деформаций калибров (особенно скоб больших размеров) при измерении. Малый вес требуется для повышения чувствительности контроля и облегчения работы контролера при проверке средних и больших размеров. 3. Износоустойчивость. Для снижения расходов на изготовление и периодическую проверку калибров необходимо принимать меры к повышению их износоустойчивости. Измерительные поверхности калибров выполняют из легированной стали, закаливают до высокой твердости и покрывают износостойким покрытием (например, хромируют). Выпускают также калибры небольших размеров, изготовленные из твердого сплава. 4. Производительность контроля обеспечивается рациональной конструкцией калибров; по возможности следует применять односторонние предельные калибры. 5. Стабильность рабочих размеров достигается соответствующей термообработкой (искусственным старением). 6. Устойчивость против коррозии, необходимая для обеспечения сохранности калибров, достигается применением антикоррозионных покрытий и выбора материалов, мало подверженных коррозии.
Все калибры маркируют. Маркировка содержит номинальный размер и числовые величины предельных отклонений. Маркировку наносят на нерабочих поверхностях калибра и на ручке. В настоящее время калибры применяют лишь в некоторых ограниченных случаях, когда контроль размеров изделий затруднен, например, при контроле валов и отверстий малого диаметра, при контроле резьбовых деталей и др.
***
Калибры гладкие для контроля валов и отверстий
Рабочие калибры различают однопредельные (с проходной или с непроходной стороной) и двупредельные (сочетающие проходную и непроходную стороны). Среди двупредельных калибров различают односторонние (проходная и непроходная стороны расположены последовательно друг за другом на одном конце калибра) и двусторонние (проходная и непроходная стороны расположены на противоположных сторонах калибра).
У калибров могут быть вставки или насадки, изготовленные из износостойкого материала (например, твердого сплава). Пробки для больших размеров могут быть выполнены в виде стержня с цилиндрическими или сферическими торцовыми измерительными поверхностями.
Рабочие проходные калибры-пробки и скобы имеют допуск на изготовление, которому должны соответствовать размеры новых калибров, и допуск на износ, устанавливающий допускаемое отклонение калибра при его износе. Допуск на износ обеспечивает продолжительный срок службы рабочих проходных калибров. Рабочие непроходные калибры изнашиваются медленнее и допуска на износ не имеют. Погрешности формы измерительных поверхностей калибров не должны выходить за пределы поля допуска на неточность изготовления калибров по рабочим размерам.
Исполнительными размерами калибров называются предельные размеры, по которым изготовляют новые калибры и проверяют износ калибров, находящихся в эксплуатации. Для пробок указывают наибольший предельный размер и допуск на изготовление «в минус», для скоб - наименьший предельный размер с допуском. Для рабочих проходных калибров дополнительно указывают предельный размер изношенного калибра.
Важное метрологическое и эксплуатационное значение имеет усилие введения пробки в деталь или надевания скобы на нее. При проверке размеров изделий рабочими калибрами проходные калибры должны свободно проходить под действием собственного веса или усилия примерно равного ему, а непроходные не должны входить в изделие более чем на длину, равную сумме размеров фасок изделия и калибра.
Чрезмерное усилие особенно недопустимо для скоб с неограниченной жесткостью. Такое усилие вызывает не только проникновение бракованных деталей в годные, но и ускоренный износ калибров. Практическое правило введения калибра под действием его силы тяжести для скоб - при горизонтальной оси контролируемой детали (отметим, что и при этом происходят деформации) пригодно лишь в первом приближении и только для средних размеров. Для малых размеров сила тяжести калибра недостаточна, для больших - чрезмерна. Поэтому в общем случае рекомендуется регламентировать это усилие.
Другая погрешность контроля калибрами связана с их тепловыми деформациями. При нагревании скоб руками контролера возникает погрешность, составляющая существенную часть в общей погрешности контроля, тем большую, чем больше скобы. Если же обеспечивается надежная изоляция от тепла рук, то происходит и заметное уменьшение погрешности. У стандартных скоб для диаметров, начиная с 10 мм, предусмотрены пластмассовые накладки.
Измерительные поверхности калибров изготовляются из стали, закаленной до твердости HRC 60-64. Измерительные поверхности калибров подвергают хромовому износоустойчивому покрытию. Кроме того, для изготовления калибров применяют твердые сплавы, повышающие стойкость калибров в несколько раз. Однако и при этом невыгодные условия работы калибров, определяемые спецификой их использования (трение), высокая производительность контроля приводит к ускоренному износу калибров. Факторами, влияющими на износ, являются диаметр и материал детали, ее твердость, прерывистость ее поверхности.
***
Калибры для контроля отверстий и валов небольшого диаметра
Как было показано выше для контроля валов и отверстий среднего и большого диаметра, например, размером от 30 до 500 мм калибры изготавливают по заказу и по одной штуке для каждого размера. Однако для измерения отверстий диаметром от 0,5 до 10 мм выпускают наборы универсальных калибров-пробок с шагом 0,1; 1,0; 2,0 и 10,0 мкм. Допуск на диаметр составляет ±0,4 мкм. Длина рабочей части пробок составляет от 1,0 до 50 мм. Шероховатость поверхности Ra менее 0,1 мкм. Калибры-пробки изготовлены из легированной стали и закалены до твердости HRC=60-62 и из твердого сплава.
Для измерения валов диаметром от 0,06 до 30 мм выпускают калибры-кольца с шагом размера 1,0 мкм. Допуск на диаметр составляет ±1,25 мкм. Калибры-пробки изготовлены из легированной стали и закалены до твердости HRC=60-62 и из твердого сплава. Калибры-кольца выпускают по международному стандарту EN ISO 1938.
С помощью небольших наборов из 2-3х таких точных калибров с шагом диаметров 0,1 или 1,0 мкм можно не только сортировать детали на годные и брак, но и практически достаточно точно определить их диаметр, потому что можно подобрать калибр диаметром очень близким к предельному размеру контролируемой детали, например, с точностью 1-2 мкм. Также следует отметить, что точность измерения малых диаметров с помощью калибров выше, потому что в этом случае практически отсутствует температурная погрешность и мала погрешность от допуска на изготовления калибра (±0,4 мкм).
***
Калибры для контроля конусов
В инструментах и шпинделях станков широко применяют инструментальные метрические конусы (конусность 1:20) и конусы Морзе (конусность от 1:19,002 до 1 : 20,047) по ГОСТ 25557-82 и ГОСТ 9953-82.
Несмотря на наличие большого количества приборов и приспособлений для контроля конусов проверка конусности и припасовка конусов с помощью калибров и краски обеспечивает более высокую точность и надежность конусных соединений. Поэтому при изготовлении шпинделей и инструментов применяют калибры для контроля и припасовки конусов. Для комплексной проверки конусов инструментов по конусности и базорасстоянию применяются калибры-пробки и калибра-втулки, основные размеры и допускаемые отклонения которых установлены ГОСТами и международными стандартами.
При проверке базорасстояния (т.е. расстояния от базы конуса до его основного расчетного сечения) эти калибры используются как предельные. Торец годного проверяемого конуса изделия должен находиться между рисками калибра-пробки или в пределах уступа калибра-втулки. При проверке конусности калибры используют не как предельные, а как нормальные калибры. Проверку производят припасовкой по краске.
Предельные отклонения в стандарте даются на разность диаметров на 100 мм длины в мкм, симметричные для пробок (±) и односторонние «в плюс» для втулок.
Полный комплект калибров состоит из пробки, втулки и, по требованию заказчика, контркалибра-пробки. Калибры изготовляют из закаленной стали. Твердость измерительных поверхностей должна находиться в пределах HRC 62-64. Шероховатость измерительных поверхностей у пробок должна быть не более Ra= 0,08 мкм, а у втулок не более Ra = 0,16 мкм по ГОСТ 2789-73.
Калибры-пробки, находящиеся в эксплуатации, подлежат обязательной поверке и калибровке. Конусность может быть проверена на на синусной линейке или КИМ по диаметру в двух сечениях, прямолинейности образующих может быть проверена по лекальной линейке по четырем образующим через 90°, а также на специальных приборах для измерения конусов. Калибры-втулки проверяются припасовкой по контркалибрам. Подробно таблицы размеров, допусков и технические требования конусных калибров приведены в ГОСТ 2849-94 «Калибры для конусов инструментов» и ГОСТ 20305-94 «Калибры для конусов 7:24».
***
Калибры для контроля резьбы
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный средний диаметры гайки, и непроходные резьбовые пробки (НЕ), проверяющие верхний предел среднего диаметра гайки.
Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не меньше установленного наименьшего предельного размера и имеющиеся погрешности шага и угла профиля внутренней резьбы компенсированы соответствующим увеличением среднего диаметра. Увеличение среднего диаметра компенсирует и погрешности винтовой линии резьбы и отклонения формы (круглости, цилиндричности).
Калибр-пробка резьбовой непроходной НЕ, как правило, не должен ввинчиваться в контролируемую резьбу. Допускается ввинчивание калибра до двух оборотов (для сквозной резьбы с каждой из сторон втулки). При контроле коротких резьб (до четырех витков) ввинчивание калибра-пробки допускается до двух оборотов с одной стороны или в сумме с двух сторон. Проходной резьбовой калибр-пробка проверяет, не выходит ли средний диаметр резьбы за установленный наибольший предельный размер.
Для проверки внутреннего диаметра гайки применяются гладкие проходная и непроходная пробки. Калибр-пробка гладкий проходной ПР должен свободно входить в контролируемую резьбу под действием собственного веса или при определенной нагрузке. Калибр-пробка гладкий непроходной НЕ, как правило, не должен входить в контролируемую резьбу под действием собственного веса или под действием определенной нагрузки. Допускается вхождение калибра на один шаг внутренней резьбы.
Аналогично для контроля наружной резьбы применяют резьбовые проходные кольца (ПР), проверяющие приведенный средний диаметр резьбы, и непроходные резьбовые кольца (НЕ), проверяющие нижний предел среднего диаметра резьбы. Кроме того, наружный диаметр резьбы проверяется предельной гладкой скобой. Калибр-кольцо ПР должен свободно навинчиваться на контролируемую резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не выходит за установленный наибольший предельный размер и имеющиеся погрешности шага и угла профиля наружной резьбы компенсированы соответствующим уменьшением среднего диаметра. Уменьшение среднего диаметра резьбы компенсирует также погрешности винтовой линии резьбы и погрешности формы (круглость, цилиндричность).
Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую наружную резьбу. Допускается навинчивание непроходного калибра-кольца до двух оборотов. При контроле коротких резьб (до трех витков) навинчивание калибра-кольца не допускается. Непроходной резьбовой калибр-кольцо НЕ проверяет, не выходит ли средний диаметр резьбы за установленный наименьший предельный размер.
Калибр-скоба резьбовой проходной ПР должен скользить по контролируемой резьбе под действием собственного веса или определенной силы не менее чем в трех положениях, расположенных на равном расстоянии по всей окружности резьбы. Этим калибром проверяют наибольший предельный размер среднего диаметра наружной резьбы.
Контроль резьбы калибрами-скобами рекомендуется сопровождать выборочным контролем с помощью проходного резьбового калибра-кольца, так как калибр-скоба не выявляет всех отклонений формы наружной резьбы. В спорных случаях решающим методом контроля является контроль проходным резьбовым калибром-кольцом ПР.
Калибр-скоба резьбовой непроходной НЕ, как правило, не должен проходить под действием собственного веса или определенной силы ни в одном из трех (не менее) положений, расположенных на равном расстоянии по всей окружности резьбы. Допускается прохождение калибра-скобы на первых двух витках наружной резьбы. Этим калибром проверяется наименьший предельный размер среднего диаметра наружной резьбы.
Для проверки наружного диаметра резьбы (болта) применяются гладкие проходная и непроходная пробки. Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной ПР должен проходить по наружной резьбе под действием собственного веса или под действием определенной силы.
Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной НЕ не должен проходить по наружной резьбе в крайнем случае только закусывать. Для проверки износа резьбовых калибров выпускают контрольные калибры. При контроле калибрами резьба считается годной, если проходной калибр свинчивается с изделием по всей длине резьбы без усилия, а непроходной калибр свинчивается с изделием не более чем на 1-2 нитки.
Резьбовые пробки могут проверяться по всем элементам на универсальном микроскопе. Проверка резьбовых колец, особенно малых диаметров, универсальными средствами невозможна. Поэтому для их проверки служат контрольные калибры. Схема расположения полей допусков рабочих, приемных и контрольных калибров подробно указана в справочниках. Там же указаны допуски на средний, наружный и внутренний диаметры, шаг и половину угла профиля калибров для метрических, дюймовых и трубных резьб.
Проходные калибры имеют полный профиль резьбы и длину резьбовой части, равную длине свинчивания согласно ГОСТ 1774-60. Непроходные калибры и контркалибры имеют укороченный профиль резьбы. Длина резьбовой части непроходного калибра составляет всего 2...3,5 витка. Укороченный профиль резьбы уменьшает влияние погрешностей половины угла профиля резьбы на результаты контроля непроходным калибром. Другим отличительным признаком непроходных калибров является гладкая цилиндрическая направляющая.
У проходных и непроходных пробок при шаге резьбы 1 мм и более заходные нитки резьбы должны быть срезаны до полной ширины основания витка. Проходные кольца имеют резьбу на всей ширине кольца. Наружная цилиндрическая поверхность накатывается. Резьба непроходных колец обычно имеет только 2...3,5 витка с укороченным профилем резьбы. При шаге резьбы меньше 1 мм непроходные кольца выполняются с полным профилем. Допуски шага резьбы калибров и контркалибров выбираются по ГОСТ в зависимости от длины резьбы калибров, а половины угла профиля - в зависимости от шага резьбы.
Калибры изготовляют из стали X по ГОСТ 5950-73 или ШХ15 по ГОСТ 801-78. Твердость измерительных поверхностей должна находиться в пределах HRC 58-64. Шероховатость измерительных поверхностей у пробок должна быть не более Ra = 0,08 мкм, а у втулок не более Ra = 0,16 мкм по ГОСТ 2789-73.
Следует отметить, что существует большое количество измерительных приборов для поэлементного контроля резьбы (шага, наружного и внутреннего диаметра, глубины впадины, угла профиля, конусности и др.). Однако, результаты измерения этими приборами не дают полного представления о резьбовом соединении (свинчиваемости). Они полезны для наладки резьбонарезных и резьбошлифовальных станков. Только резьбовые калибры дают полную уверенность в годности частей и в свинчиваемости резьбовых соединений и в их надежности.
***
Шаблоны
К калибрам относят также шаблоны для контроля линейных размеров и предназначенных для проверки длин, глубин и высот уступов, а также не точных деталей сложной формы, изготавливаемых по 11-17 квалитетам точности. Шаблоны были одними из первых калибров, применяемых в машиностроении. Они являются нормальными калибрами и изготовляются из листового материала.
Шаблоны применяют для контроля расстояний между параллельными поверхностями, для контроля глубин и высот уступов и других деталей сложной формы. Наибольшее распространение шаблоны получили при изготовлении и ремонте деталей железнодорожного транспорта (головки рельса, расстояние между рельсами и др.). Примеры шаблонов показаны на рис. 2.
Годность изделия определяют по наличию зазора между соответствующими поверхностями шаблона и изделия. Вместо проходной и непроходной сторон у этих калибров различают стороны, соответствующие наибольшему и наименьшему предельным размерам изделия. Допуски предельных калибров (шаблонов) для глубин и высот уступов для 11-17 квалитетов точности установлены ГОСТ 2534-77. Расположение полей допусков калибров зависит от направления их износа. При изготовлении калибров для собственного производства допуск на изготовление разрешается увеличить до 50% за счет поля допуска на износ.
***
Калибры (шаблоны) профильные
Контуры изделий сложного профиля проверяются специальными профильными калибрами или шаблонами, измерительная кромка которых воспроизводит профиль изделия. По способу проверки изделий профильные калибры делятся на прикладные и накладные. Прикладные калибры имеют профиль обратный по отношению к проверяемому профилю изделия. Проверку изделия производят на основании глазомерной оценки величины просвета при прикладывании шаблона к изделию.
В зависимости от формы и качества поверхности проверяемого изделия обеспечивается возможность выявления просвета (световой щели) в 0,003…0,005 мм. Накладные калибры имеют контур аналогичный проверяемому изделию. Проверку производят путем наложения калибра на проверяемое изделие и визуальной оценки совпадения их контуров. Из-за сложности точного совмещения их контуров. Однако, наличие фасок на кромках и явления параллакса делает точность контроля накладными шаблонами значительно ниже, чем прикладными. Накладные шаблоны применяют только для контроля плоских изделий. Для контроля профиля тел вращения они непригодны.
По способу ограничения предельных контуров изделий профильные калибры делятся на нормальные и предельные. Преимущественным распространением пользуются нормальные калибры (калибры сравнения), воспроизводящие контур «наибольшего тела» изделия, считающийся номинальным профилем изделия, от которого производится отсчет отклонений калибра. Предельные калибры выполняются по предельным (наибольшим и наименьшим) контурам изделия. Единой системы допусков на профильные калибры не существует.
Рекомендуется допуски профильных калибров назначать «в тело» калибра в пределах 10...20% допуска изделия. Допуски контркалибров располагают симметрично относительно номинального контура изделия и принимают равными 2,5…5% допуска изделия. Материалом для изготовления профильных калибров служит листовая легированная сталь. Калибры закаливают до твердости HRC = 58-60.
Также иногда применяют радиусные шаблоны, представляющие собой стальные пластинки с профилем дуги окружности на конце и предназначенные для определения радиусов закруглений на различных изделиях. Радиусные шаблоны комплектуются в наборы. Проверка радиусов изделий производится на просвет при прикладывании соответствующего шаблона. Радиусные шаблоны могут быть использованы в качестве предельных калибров, если проверку производить с помощью двух шаблонов с разными радиусами и наблюдать характер просвета, образующийся при каждом шаблоне.
Следует отметить, что в настоящее время при наличии многочисленных точных измерительных приборов шаблоны применяются редко. Даже в железнодорожных депо, занимающихся эксплуатацией и ремонтом подвижного состава, отказываются от шаблонов и переходят на современные измерительные приборы.
***
Щупы
К калибрам для проверки линейных размеров можно отнести также щупы, которые представляют собой пластинки из пружинной или закаленной стали с параллельными измерительными плоскостями. Щупы - одни из первых нормальных калибров, применяемых в машиностроении. Их применяют для проверки величины зазора между поверхностями. Щупы не являются измерительным инструментом, но удобны при сборке и настройке машин.
Изготовляют щупы с номинальными размерами от 0,02 до 1 мм, длиной 50, 100 или 200 мм. В наборе бывает от 10 до 17 щупов. Набор щупов соединен с одной стороны. В наборе щупы используют как отдельно, так и в различных сочетаниях для образования нужного размера. Отклонения по толщине щупов допускаются только в плюс. Проверку щупов производят с помощью измерительной головки не менее чем в шести точках на каждой пластинке.
***
Штангенциркули, штангенглубиномеры и штангенрейсмасы
k-a-t.ru
1. Расчет гладкого калибра – пробки для контроля отверстий
Определить размер калибра – пробки для отверстия диаметром Ø65мм с полем допуска D10
По ГОСТ 25347 – 82 находим верхнее и нижнее предельные отклонения:
ES = +0,220мм
EI = + 0,100мм
Рассчитываем наибольший и наименьший предельные размеры отверстия:
Dmax = Dном. + ES = 65 + 0,220 = 65,220мм
Dmin = Dном. + EI = 65 + 0,100 = 65,100мм
По прил. 6 [1] для квалитета 10 и интервала размеров 50…80 находим данные для расчета размеров калибров, мкм:
Z = 13мкм = 0,013мм, α = 0, Y = 0мкм, Н = 5мкм = 0,005мм,
Н1 = 8мкм = 0,008мм, Нр = 3мкм = 0,003мм,
где Z – величина сдвига внутрь поля допуска изделия:
Y – граница износа;
Н – допуск на изготовление рабочего калибра – пробки;
Нр – допуск на изготовление контрольного калибра – пробки.
Вычисляем наибольший и наименьший размеры проходного нового калибра – пробки:
ПРmax = Dmin + Z + Н/2 = 65,100 + 0,013 + 0,005/2 = 65,1155мм
ПРmin = Dmin + Z – Н/2 = 65,100 + 0,013 – 0,005/2 = 65,1105мм
Определяем наибольший и наименьший размеры непроходного нового калибра – пробки:
НЕmax = Dmax + Н/2 = 65,220 + 0,005/2 = 65,2225мм
НЕmin = Dmax – Н/2 = 65,220 – 0,005/2 = 65,2175мм
Рассчитываем контрольные калибры – пробки:
К – Иmax = Dmin – Y + Нp /2 = 65,100 – 0 + 0,003/2 = 65,1015мм
К – Иmin = Dmin – Y – Нp /2 = 65,100 – 0 – 0,003/2 = 65,0985мм
Наибольший исполнительный размер определяем как проходной (непроходной) размер с отрицательным отклонением:
ПРисп. = ПРmax – Н = 65,1155-0,005 мм
НЕисп. = НЕmax – Н = 65,2225-0,005 мм
Наименьший размер изношенного проходного калибра – пробки:
ПРисн. = Dmin – Y = 65,100 – 0 = 65,100мм
Строим схему расположения полей допусков для калибра – пробки (рис.1.) и чертим чертеж калибра – пробки (прил.1).
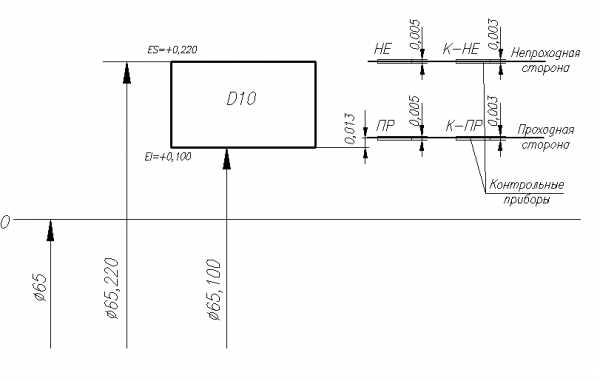
Рис.1. Схема расположения полей допусков калибра – пробки для контроля соединения Ø65 D10
2.Расчет резьбовых калибров
М30 – 5Н/5h5h
По ГОСТ 8724 – 81 по номинальному значению наружного диаметра резьбы d = D = 30мм выбираем шаг Р = 3,5
D2 (d2)ср = d – 3 + 0,727 = 30 – 3 + 0,727 = 27,727мм
d1, d, D1 (d1)вн = d – 4 + 0,211 = 30 – 4 + 0,211 = 26, 211мм
Номинальный наружный диаметр
d = D = 30мм
шаг резьбы Р = 3,5
Номинальный внутренний диаметр
D1 (d1)вн = d – 4 + 0,211= 30 – 4 + 0,211 = 26, 211мм
D2 (d2)ср = d – 3 + 0,727 = 30 – 3 + 0,727 = 27,727мм
Выбираем отклонения для метрических резьб:
Верхнее отклонение: es (d) = 0 es (d1 ) = 0 es (d2 ) = –170мкм
Нижнее отклонение: ei (d) = – 265 ei (d2 ) = 0
Для гайки (с полем допуска 5Н) отклонения:
Верхнее отклонение: ES (D2) = + 224мам ES (D1) = + 450мкм
Нижнее отклонение: EI (D2) = 0 EI (D1) = 0
Размеры гайки:
Наибольший средний диаметр
D2max = D2 + ES = 27,727 + 0,224 = 27,951мм
Наименьший средний диаметр
D2min = D2 + EI = 27,727 + 0 = 27,727мм
Наибольший внутренний диаметр
D1max = D1 + ES = 26,211 + 0,450 = 26,661мм
Наименьший внутренний диаметр
D1min = D1 + EI = 26,211 + 0 = 26,211мм
Наименьший наружный диаметр
Dmin = D + EI = 30 + 0 = 30мм
Наибольший наружный диаметр Dmax – не нормируется
Размеры болта:
Наибольший средний диаметр
d2max = d2 + es = 27,727 + 0 = 27,727мм
Наименьший средний диаметр
d2min = d2 + ei = 27,727 + ( – 0,170) = 27,557мм
Наибольший наружный диаметр
dmax = d + es = 30 + 0 = 30мм
Наименьший наружный диаметр
dmin = d + ei = 30 +( – 0,265) = 29,735мм
Наибольший внутренний диаметр
d1max = d1 + es = 26,211 + 0 = 26,211мм
Наименьший внутренний диаметр
d1min – впадина не должна выходить за линию плоского среза, проведенную на расстоянии Н/8 от вершины остроугольного профиля.
Используя расчетные данные, построим схемы расположения полей допусков болта (2,а) и гайки (2, б)
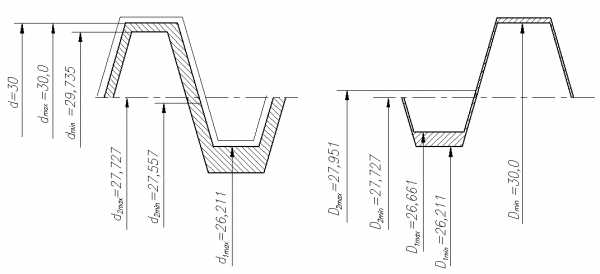
а б
Рис. 2. Схема расположения полей допусков:
а – болтов, б – гайки
Согласно ГОСТ 17756 – 72 по номинальному размеру резьбового отверстия М30х3,5 выбираем калибр – пробку и вычерчиваем ее (прил.2.).
Согласно ГОСТ 17763 – 72 по номинальному размеру резьбового отверстия М30х3,5 выбираем калибр – кольцо и показываем вычерчиваем его (прил.3.).
studfiles.net
Калибры для контроля гладких валов и отверстий. Средства контроля углов (Лабораторные работы № 2-3), страница 2
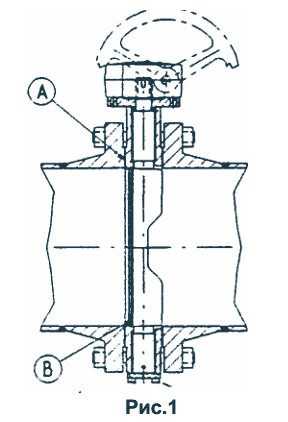
Калибры-пробки. Для контроля размеров отверстий применяют предельные калибры-пробки. Калибры-пробки могут быть двусторонними, при этом два предельных размера расположены с двух сторон калибра, и односторонними, тогда оба размера расположены с одной стороны (уступом).
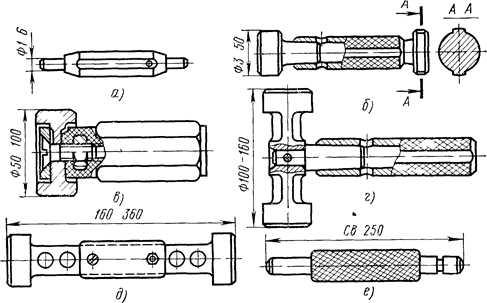
Рис.7. Калибры пробки
Для контроля отверстий диаметром от 1 до 6 мм применяют двусторонние пробки с запрессованными вставками (рис. 7, а). Эти вставки представляют собой цилиндрические штифты длиной 15—18 мм с профрезерованной продольной канавкой или с двумя проточками по окружности, что обеспечивает надежное соединение вставки с пластмассовой ручкой. На ручке со стороны непроходной вставки наносят круглую метку.
При контроле отверстий диаметром от 3 до 50 мм пробки изготовляют как двусторонние, так и односторонние со вставками, имеющими конический хвостовик с конусностью 1:50 (рис. 7, б). Непроходная вставка выполняется с рабочей частью, укороченной на 1/3 длины проходной вставки. Иногда непроходную часть пробки делают неполной по окружности, как показано на рисунке (разрез А—А) Это дает возможность более точно контролировать диаметр отверстия, особенно при наличии его овальности.
Для проверки отверстий диаметром от 50 до 100 мм изготовляют односторонние проходные и непроходные пробки облегченной конструкции. Пробка может иметь полный или неполный профиль по окружности, а ручка изготовляется из пластмассы и крепится винтом, как показано на рис. 7, в. При износе заходной части пробки ее можно перевернуть и посадить на ручку второй стороной, не бывшей в употреблении.
Для контроля отверстий диаметром от 100 до 160 мм изготовляют неполные штампованные или фрезерованные пробки-насадки (рис. 7, г). В насадку запрессовывают конический стальной хвостовик, на который насаживают стальную или пластмассовую ручку
Пробки для контроля диаметров от 160 до 360 мм изготовляют с неполным профилем проходной и непроходной части и с пластмассовыми накладками, как показано на рис. 7, д.
Для контроля отклонений размеров отверстий большого диаметра (250—1000 мм) изготовляют пробки-штихмасы, имеющие сферические точно доведенные поверхности по концам (рис. 7, е). Штихмасы изготовляют отдельно для проходного и непроходного размеров. Радиус сферы 30—50 мм, диаметр стального стержня штихмаса 10—12 мм. На стержень надевается изоляционная втулка-ручка с наружным диаметром 25—30 мм.
Многие заводы изготовляют для собственных нужд калибры-пробки упрощенной конструкции, у которых проходная и непроходная рабочая части расположены на одной стороне. Часто применяют односторонние и двусторонние пробки, изготовляемые в виде пластин из листовой стали толщиной 5—10 мм.
Пробки листовые изготовляют двусторонние для размеров от 18 до 100 мм и односторонние с проходным и непроходным размерами от 50 до 300 мм. Аналогичные листовые калибры изготовляют также для контроля ширины пазов.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ
Для проверки резьбовых отверстий применяют проходные резьбовые пробки (ПР и П-ПР), контролирующие наружный и приведенный средний диаметр резьбы, и непроходные резьбовые пробки (НЕ), контролирующие верхний предел среднего диаметра резьбы. При необходимости применяют гладкие проходные и непроходные пробки для контроля внутреннего диаметра нарезанного отверстия.
При контроле калибрами резьба считается годной, если проходной калибр свинчивается с деталью по всей длине ее нарезки без усилия, а непроходной калибр свинчивается с деталью не более чем на две нитки.
Основным типом резьбовых пробок являются пробки со вставками, имеющими конусный хвостовик (рис. 8, а). Они изготовляются для резьбы диаметром от 1 до 50 мм. Пробки с наружным диаметром резьбы свыше 50 до 100 мм изготовляют в виде насадок, закрепляемых винтами на концах пластмассовой ручки (рис. 8, б).
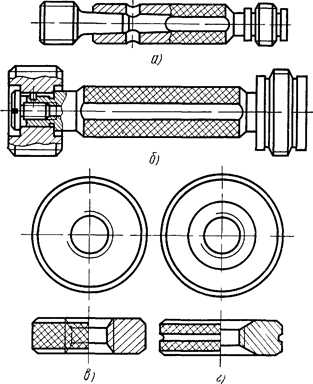
Рис.8. Резьбовые калибры:
а, б — пробки, в, г — кольца
vunivere.ru
ГОСТ 7660-55 Калибры предельные гладкие для валов и отверстий 1-3а классов точности. Обозначения. Расположение полей допусков. Правила применения, ГОСТ от 04 октября 1955 года №7660-55
ГОСТ 7660-55
Группа Г28
Дата введения 1956-01-01
ВНЕСЕН Министерством станкостроительной и инструментальной промышленностиУТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов 4/Х 1955 г.ПЕРЕИЗДАНИЕ. Июнь 1970 г.ВЗАМЕН ОСТ 1201Стандарт является общей вводной частью для группы стандартов на допуски гладких предельных калибров для валов и отверстий 1-3 классов точности.
1. Условные обозначения калибров устанавливаются следующие: (или ) - рабочие проходные калибры; (или ) - рабочие непроходные калибры; - приемные проходные калибры; - приемные непроходные калибры; - контркалибры для рабочих проходных новых скоб; - контркалибры для рабочих непроходных новых скоб; - контркалибры для контроля износа рабочих проходных скоб.Примечание. Под проходными и непроходными калибрами в настоящем стандарте следует понимать не только однопредельные калибры, но и проходные и непроходные стороны двухсторонних калибров, а также проходные и непроходные участки односторонних двухпредельных калибров.
2. Расположение полей допусков калибров относительно границ полей допусков изделий устанавливается по схеме, показанной на чертеже.
Рис. Схема расположений полей допусков калибров и контркалибров
Схема расположений полей допусков калибров и контркалибров
Схема является только поясняющей иллюстрацией к таблицам допусков и предельных отклонений размеров калибров по стандартам на допуски калибров для валов и отверстий различных классов точности (см. ОСТ 1202 - ОСТ 1205, ОСТ 1207 - ОСТ 1209, ОСТ 1213 и ОСТ 1215). В частности, расположение полей допусков на износ проходных калибров, помеченных на схеме вертикальной штриховкой, не одинаково для валов и отверстий различных классов точности и условно показано на схеме симметричным относительно границы поля допуска изделия.
3. Износ непроходных калибров, в случае надобности, может быть ограничен заводскими и ведомственными нормалями.
4. При проверке размеров изделий рабочими калибрами проходные калибры должны свободно проходить, а непроходные не должны проходить.
5. Проверка изделий ОТК завода-изготовителя должна производиться частично изношенными калибрами (или частично изношенными калибрами и новыми или мало изношенными калибрами при пользовании однопредельными калибрами).Калибр при износе до установленного предельного значения должен быть изъят из употребления или передан представителю заказчика для использования его в качестве приемного калибра.Специальное изготовление приемных калибров вместо использования при приемке изношенных калибров (рабочих) допускается в виде исключения при наличии достаточного обоснования.
6. В случаях обязательной приемки представителем заказчика изделий по предельным калибрам, сомнения в отношении правильности размеров изделий должны разрешаться проверкой калибрами с размерами, близкими к границе поля износа и к границе поля допуска нового калибра (верхней для отверстия, нижней для вала).
7. При изготовлении по предельным калибрам изделий, не подлежащих обязательной приемке по предельным калибрам, действительные размеры изделий должны определяться в соответствии с инструкциями по арбитражным проверкам, утвержденным в установленном порядке.
8. Контркалибры для скоб размерами до 100 мм допускается изготовлять и применять только в тех случаях, когда в условиях эксплуатации затруднителен контроль плоскопараллельными концевыми мерами.Для скоб размерами свыше 100 мм до 180 мм допускается изготовлять и применять контркалибры , но рекомендуется проверять износ измерением плоскопараллельными концевыми мерами. При этом для данного типоразмера скобы должна быть предварительно установлена разница между диаметром вала, на который скоба проходит без зазора, и размером скобы по плоскопараллельным концевым мерам. Эта разница, если она не пренебрежительно мала, должна учитываться при измерении скобы концевыми мерами. Контроль износа скоб размером свыше 180 мм должен проводиться по контркалибрам .
9. Контркалибры и допускается применять для установки регулируемых скоб размером до 180 мм при тех же условиях, что и контркалибры . Регулируемые скобы для цилиндрических валов диаметром свыше 180 мм должны устанавливаться по контркалибрам и .
10. Размеры новых нерегулируемых скоб для валов диаметром свыше 180 мм по требованиям заказчиков должны быть в пределах, соответствующих контролю по контркалибрам и .
11. Установка и контроль скоб по контркалибрам должны производиться под такой же нагрузкой и теми же приемами, какие используются при контроле скобой изделия.
12. Скобы не должны проходить при проверке по и должны проходить при проверке по и .
13. Взамен контркалибров допускается пользоваться аттестованными образцами изделий.
Электронный текст документаподготовлен ЗАО "Кодекс" и сверен по:официальное изданиеМ.: Издательство стандартов, 1970
docs.cntd.ru