ГОСТ 21401-75 Калибры гладкие для размеров до 500 мм. Исполнительные размеры. Гост исполнительные размеры калибров
Исполнительные размеры калибров - Помощь рабочему-инструментальщику
Категория:
Помощь рабочему-инструментальщику
Исполнительные размеры калибровНоминальный размер калибра равен предельному размеру контролируемой детали. Однако калибры, как и все детали в машиностроении, изготовляются с отклонением от номинального размера. Величина отклонения зависит от допусков на выполнение и на износ калибра.
Допуски на изготовление и износ и расположение полей допусков по отношению к номинальным размерам калибров установлены стандартами и носят название системы допусков для калибров. Величины их зависят от квалитета допусков проверяемой детали и сведены в таблицы, пользуясь которыми можно легко рассчитать предельные размеры калибра. Размеры, в пределах которых разрешается изготовить калибр, называются его исполнительными размерами.
Так как проходные калибры в процессе эксплуатации изнашиваются, предусматривается допуск и на их износ. Для размеров от 1 до 500 мм износ проходных калибров с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и У] для скоб. Для проходных калибров от 9-го до 17-го квалитетов износ ограничивается проходным пределом, т. е. У= 0 и Vi = 0 (см. рис. 60,6).
Поля допусков Н, Н\ и Hs у всех проходных калибров сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z\ — для калибров-скоб. Поле допуска непроходных калибров для номинальных размеров свыше 180 мм также сдвигается внутрь поля допуска детали на величину а для пробок и cti для скоб. Для размеров до 180 мм оно симметрично верхнему отклонению детали для пробок и нижнему для скоб, т. е. а = 0 и gi = 0.
При подсчете их (наименьших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления: размеры рабочих калибров для изделий от 15-го до 17-го квалитетов следует округлять до целого микрометра, а для изделий от 6-го до 14-го квалитетов и всех контрольных калибров — до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону сокращения производственного допуска детали.
Расчет исполнительных размеров калибров следует производить в следующей последовательности.
1. Определяем исполнительные размеры калибра (пробки) для контроля отверстия диаметром D = 70 мм с полем допуска HI.
Вначале рассчитываем предельные размеры отверстия диаметром D = 70#7. В табл. 8 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: +30 мкм; 0. Следовательно, наибольший предельный размер отверстия Dmax = 70,030 мм, а наименьший —Dmln=70,000 мм.
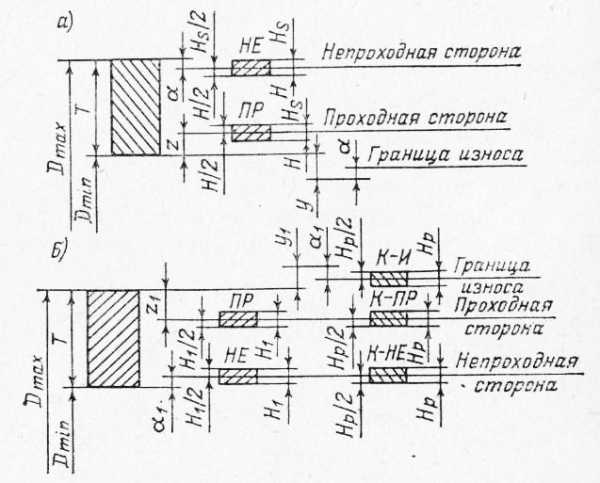
Рис. 1. Схема расположения полей допусков гладких калибров.
Когда пробка будет иметь размер 69,997 мм, ее необходимо изъять из эксплуатации.
2. Определяем исполнительные размеры калибра (скобы) для контроля вала диаметром D — 70 мм с полем допуска /гб.
Вначале рассчитываем предельные размеры вала диаметром d = 70/i6. В табл. 7 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: 0; —19 мкм. Следовательно, наибольший предельный размер вала dmах = 70,000 мм, а наименьший — dmm = 69,981 мм.
По табл. 15 (СТ СЭВ 157—75) в интервале размеров 50…80 мм находим допуски и отклонения размеров скобы: Нi = 5 мкм; Z\ — \ мкм, Yi = 3 мкм; допуск на изготовление контрольного калибра для скобы Нр = = 2 мкм.
Размер проходной скобы будет составлять 69,993 5+о,ооз мм. Исполнительные размеры: наименьший 69,993 5 мм и наибольший 69,998 5 мм.
Пользуясь ГОСТом 21401—75, можно гораздо быстрее определить размеры рабочих калибров.
Готовые калибры маркируют. На них наносят номинальный размер детали, буквенное обозначение ее поля допуска, цифровые величины предельных отклонений изделия (на рабочих калибрах), тип калибра и товарный знак завода-изготовителя.
Допуски на предельные калибры для контроля глубин и высот уступов установлены ГОСТом 2534—77. Конструктивно они представляют собой ступенчатые пластины различной формы. Проходную сторону калибров обозначают буквой Б, а непроходную — М. Отклонения размеров Б и М калибров отсчитываются от соответствующих предельных размеров детали. Поля допусков этих размеров располагаются симметрично относительно соответствующих предельных размеров детали. На обе стороны кроме допусков на изготовление назначают допуск на износ. Указанные калибры предусмотрены для контроля размеров от 1 до 500 мм, имеющих допуски /7Т1 и грубее.
Читать далее:
Изготовление скоб и шаблонов
Статьи по теме:
pereosnastka.ru
ГОСТ 18465-73 Калибры для метрической резьбы от 1 до 68 мм. Исполнительные размеры. Часть 1 (с Изменениями N 1, 2, 3), ГОСТ от 27 февраля 1973 года №18465-73
ГОСТ 18465-73*
Группа Г28
Часть 1
Дата введения 1973-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 февраля 1973 г. N 469 срок введения установлен с 01.07.73 Проверен в 1983 г. ВЗАМЕН МН 3915-62, MH 5356-64 * ПЕРЕИЗДАНИЕ (сентябрь 1983 г.) с Изменениями N 1, 2, 3, утвержденными в ноябре 1974 г.; марте 1979 г.; марте 1983 г.; Пост. N 1164 от 14.03.83 (ИУС 1-75 г., 4-79 г., 6-83 г.). Внесены поправки, опубликованные в ИУС N 4, 1984 г., ИУС N 2, 1990 г. и N 7, 2003 г. Поправки внесены изготовителем базы данных.
1. Настоящий стандарт распространяется на резьбовые калибры для метрической резьбы по ГОСТ 24705-81 и допусками по ГОСТ 16093-81.
Стандарт устанавливает размеры диаметров резьбовых калибров-пробок ПР (21) и НЕ (22), резьбовых калибров-колец ПР (1) и НЕ (11) и контрольных калибров-пробок КПР-ПР (2), КПР-НЕ (3), К-И (6), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16), У-ПР (5) и У-НЕ (15). Размеры диаметров резьбы калибров (черт.1-4), рассчитанные по ГОСТ 24997-81, должны соответствовать указанным в табл.1-204 и обязательном приложении.
ПРОФИЛЬ РЕЗЬБЫ КАЛИБРОВ
Черт.1. Пробки с полным профилем резьбы ПР, У-ПР, КПР-ПР, КНЕ-ПР, У-НЕ, КНЕ-НЕ, КИ-НЕ
Пробки с полным профилем резьбыПР, У-ПР, КПР-ПР, КНЕ-ПР, У-НЕ, КНЕ-НЕ, КИ-НЕ
Черт.1
Черт.2. Кольца и скобы с полным профилем резьбы ПР
Кольца и скобы с полным профилем резьбы ПР
Черт.2
Черт.3. Пробки с укороченным профилем резьбы НЕ, КПР-НЕ, К-И
Пробки с укороченным профилем резьбы НЕ, КПР-НЕ, К-И
| Для шага 1,25 | Для шага 1,25 |
Черт.3
Черт.4. Кольца и скобы с укороченным профилем резьбы НЕ
Кольца и скобы с укороченным профилем резьбы НЕ
| Для шага 1,25 | Для шага 1,25 |
Черт.4
Таблица 1
Исполнительные размеры калибров для резьбы М1
мм
| Наименование | Вид калибра | Поле допуска резьбы | |||||||||||
| Новый | Изношен-ный | Новый | Изношен-ный | Новый | Изношен-ный | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||
| Калибры-пробки | ПР | 4Н5Н; 5Н | | -0,012 | 0,992 | 0,841 | -0,006 | 0,830 | 0,729 | не более | - | - | |
| 6Н | 1,009 | -0,014 | 0,992 | 0,844 | -0,007 | 0,830 | 0,729 | ||||||
| 6G | 1,027 | 1,010 | 0,862 | 0,848 | 0,747 | ||||||||
| Калибры-кольца | ПР | 4h | 1,006 | не менее | - | - | 0,838 | +0,008 | 0,852 | 0,725 | +0,008 | 0,739 | |
| 6h; 8h6h | 1,007 | 0,835 | +0,010 | 0,852 | 0,724 | +0,010 | 0,741 | ||||||
| 6g | 0,989 | 0,817 | 0,834 | 0,706 | 0,723 | ||||||||
| Контрольные калибры-пробки | КПР-ПР | 4h | 1,006 | -0,012 | - | 0,835 | -0,004 | 0,829 | 0,723 | не более | - | - | |
| 6h; 8h6h | 1,007 | -0,014 | 0,832 | -0,005 | 0,824 | 0,719 | |||||||
| 6g | 0,989 | 0,814 | 0,806 | 0,701 | |||||||||
| КПР-НЕ | 4h | 0,899 | -0,006 | - | 0,848 | -0,004 | - | 0,725 | не более | - | - | ||
| 6h; 8h6h | 0,898 | -0,007 | 0,848 | -0,005 | 0,724 | ||||||||
| 6g | 0,880 | 0,830 | 0,706 | ||||||||||
| К-И | 4h | 0,905 | -0,006 | - | 0,854 | -0,004 | - | 0,725 | не более | - | - | ||
| 6h; 8h6h | 0,906 | -0,007 | 0,854 | -0,005 | 0,724 | ||||||||
| 6g | 0,888 | 0,836 | 0,706 | ||||||||||
| У-ПР | 4h | 1,006 | -0,012 | - | 0,842 | -0,004 | 0,836 | 0,725 | не более | - | - | ||
| 6h; 8h6h | 1,007 | -0,014 | 0,840 | -0,005 | 0,833 | 0,724 | |||||||
| 6g | 0,989 | 0,822 | 0,815 | 0,706 | |||||||||
Таблица 2
Исполнительные размеры калибров для резьбы М10,2
мм
| Наименование | Вид калибра | Поле допуска резьбы | |||||||||||
| Новый | Изношен-ный | Новый | Изношен-ный | Новый | Изношен-ный | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||
| Калибры-пробки | ПР | 4Н5Н; 5Н | 1,006 | -0,012 | 0,992 | 0,873 | -0,006 | 0,862 | 0,783 | не более | - | - | |
| 6Н | 1,009 | -0,014 | 0,992 | 0,876 | -0,007 | 0,862 | 0,783 | ||||||
| 6G | 1,026 | 1,010 | 0,892 | 0,880 | 0,800 | ||||||||
| Калибры-кольца | ПР | 4h | 1,006 | не менее | - | - | 0,870 | +0,008 | 0,884 | 0,779 | +0,008 | 0,793 | |
| 6h; 8h6h | 1,006 | 0,870 | 0,884 | 0,779 | 0,793 | ||||||||
| 6g | 0,989 | 0,853 | 0,867 | 0,762 | 0,776 | ||||||||
| Контрольные калибры-пробки | КПР-ПР | 4h | 1,006 | -0,012 | - | 0,867 | -0,004 | 0,861 | 0,777 | не более | - | - | |
| 6h; 8h6h | 1,006 | 0,867 | 0,861 | 0,777 | |||||||||
| 6g | 0,989 | 0,850 | 0,844 | 0,760 | |||||||||
| КПР-НЕ | 4h | 0,921 | -0,006 | - | 0,880 | -0,004 | - | 0,779 | не более | - | - | ||
| 6h; 8h6h | 0,921 | 0,880 | 0,779 | ||||||||||
| 6g | 0,904 | 0,863 | 0,762 | ||||||||||
| К-И | 4h | 0,927 | -0,006 | - | 0,886 | -0,004 | - | 0,779 | не более | - | - | ||
| 6h; 8h6h | 0,927 | 0,886 | 0,779 | ||||||||||
| 6g | 0,910 | 0,869 | 0,762 | ||||||||||
| У-ПР | 4h | 1,006 | -0,012 | - | 0,874 | -0,004 | 0,868 | 0,779 | не более | - | - | ||
| 6h; 8h6h | 1,006 | 0,874 | 0,868 | 0,779 | |||||||||
| 6g | 0,989 | 0,857 | 0,851 | 0,762 | |||||||||
Таблица 3
Исполнительные размеры калибров для резьбы М1,1
мм
| Наименование | Вид калибра | Поле допуска резьбы | |||||||||||
| Новый | Изношен-ный | Новый | Изношен-ный | Новый | Изношен-ный | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||
| Калибры-пробки | ПР | 4Н5Н; 5Н | 1,106 | -0,012 | 1,092 | 0,941 | -0,006 | 0,930 | 0,829 | не более | - | - | |
| 6Н | 1,109 | -0,014 | 1,092 | 0,944 | -0,007 | 0,930 | 0,829 | ||||||
| 6G | 1,127 | 1,110 | 0,962 | 0,948 | 0,847 | ||||||||
| Калибры-кольца | ПР | 4h | 1,106 | не менее | - | - | 0,938 | +0,008 | 0,952 | 0,825 | +0,008 | 0,839 | |
| 6h; 8h6h | 1,107 | 0,935 | +0,010 | 0,952 | 0,824 | +0,010 | 0,841 | ||||||
| 6g | 1,089 | 0,917 | 0,934 | 0,806 | 0,823 | ||||||||
| Контрольные калибры-пробки | КПР-ПР | 4h | 1,106 | -0,012 | - | 0,935 | -0,004 | 0,929 | 0,823 | не более | - | - | |
| 6h; 8h6h | 1,107 | -0,014 | 0,932 | -0,005 | 0,924 | 0,819 | |||||||
| 6g | 1,089 | 0,914 | 0,906 | 0,801 | |||||||||
docs.cntd.ru
ГОСТ 17381-84 Калибры для упорной резьбы. Исполнительные размеры, ГОСТ от 28 марта 1984 года №17381-84
ГОСТ 17381-84
Группа Г28
ОКП 39 3191
Дата введения 1985-07-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности ИСПОЛНИТЕЛИ
И.А.Медовой, А.Н.Жукова, Н.В.Казмина ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра И.А.Ординарцев УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 марта 1984 г. N 1067 ВЗАМЕН ГОСТ 17381-72
1. Настоящий стандарт распространяется на резьбовые калибры для упорной резьбы с профилем и основными размерами по ГОСТ 10177-82, допусками по ГОСТ 25096-82. Стандарт устанавливает размеры диаметров резьбовых калибров-пробок ПР (21), НЕ (22), резьбовых калибров-колец ПР (1), НЕ (11) и контрольных калибров-пробок КПР-ПР (2), КПР-НЕ (3), К-И (6), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16).
2. Размеры диаметров резьбы калибров, рассчитанные по ГОСТ 10278-81, должны соответствовать указанным в табл.1-218.
Таблица 1
Калибры резьбовые для резьбы S 10х2
Размеры в мм
| Наименование | Вид калибра | Поле допуска резьбы | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||||
| Номин. | Пред. откл. | Новый | Изно-шен-ный | Номин. | Пред. откл. | ||||||
| Номин. | Пред. откл. | ||||||||||
| Калибры-пробки | ПР | 7AZ; 8AZ; 9AZ | 10,043 | -0,040 | 9,093 | -0,020 | 9,053 | 6,528 | Не более | - | |
| НЕ | 7AZ | 9,740 | -0,040 | 9,330 | -0,020 | 9,298 | 6,528 | - | |||
| 8AZ | 9,805 | -0,040 | 9,395 | -0,020 | 9,363 | 6,528 | |||||
| 9AZ | 9,899 | -0,052 | 9,486 | -0,026 | 9,445 | 6,528 | |||||
| Калибры-кольца | ПР | 7h; 8h; 9h | 10,472 | Не менее | - | 8,475 | +0,026 | 8,518 | 6,987 | +0,026 | |
| НЕ | 7h | 10,016 | - | 8,284 | +0,026 | 8,319 | 7,871 | +0,052 | |||
| 8h | 10,020 | 8,230 | +0,034 | 8,275 | 7,813 | +0,068 | |||||
| 9h | 10,020 | 8,166 | +0,034 | 8,211 | 7,749 | +0,068 | |||||
| Контрольные калибры-пробки | КПР-ПР | 7h; 8h; 9h | 10,016 | -0,032 | 8,473 | -0,010 | 8,459 | 6,494 | Не более | - | |
| КПР-НЕ | 7h; 8h; 9h | 8,917 | -0,032 | 8,508 | -0,014 | - | 6,515 | - | |||
| К-И | 7h; 8h; 9h | 8,934 | -0,032 | 8,525 | -0,014 | - | 6,515 | - | |||
| КНЕ-ПР | 7h | 10,016 | -0,032 | 8,282 | -0,010 | 8,268 | 6,303 | - | |||
| 8h | 10,020 | -0,040 | 8,228 | -0,013 | 8,210 | 6,247 | |||||
| 9h | 10,020 | -0,040 | 8,164 | -0,013 | 8,146 | 6,183 | |||||
| КНЕ-НЕ | 7h | 9,826 | -0,032 | 8,317 | -0,014 | - | 6,338 | - | |||
| 8h | 9,784 | -0,040 | 8,273 | -0,018 | 6,292 | ||||||
| 9h | 9,720 | -0,040 | 8,209 | -0,018 | 6,228 | ||||||
| КИ-НЕ | 7h | 9,835 | -0,032 | 8,326 | -0,014 | - | 6,338 | - | |||
| 8h | 9,795 | -0,040 | 8,284 | -0,018 | 6,292 | ||||||
| 9h | 9,731 | -0,040 | 8,220 | -0,018 | 6,228 | ||||||
Таблица 2
Калибры резьбовые для резьбы S 12х2
Размеры в мм
| Наименование | Вид калибра | Поле допуска резьбы | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||||
| Номин. | Пред. откл. | Новый | Изно-шен-ный | Номин. | Пред. откл. | ||||||
| Номин. | Пред. откл. | ||||||||||
| Калибры-пробки | ПР | 7AZ; 8AZ; 9AZ | 12,043 | -0,040 | 11,093 | -0,020 | 11,053 | 8,528 | Не более | - | |
| НЕ | 7AZ | 11,755 | -0,040 | 11,345 | -0,020 | 11,313 | 8,528 | - | |||
| 8AZ | 11,834 | -0,052 | 11,421 | -0,026 | 11,380 | 8,528 | |||||
| 9AZ | 11,924 | -0,052 | 11,511 | -0,026 | 11,470 | 8,528 | |||||
| Калибры-кольца | ПР | 7h; 8h; 9h | 12,472 | Не менее | - | 10,475 | +0,026 | 10,518 | 8,987 | +0,026 | |
| НЕ | 7h | 12,016 | 10,274 | +0,026 | 10,309 | 9,861 | +0,052 | ||||
| 8h | 12,020 | - | 10,216 | +0,034 | 10,261 | 9,799 | +0,068 | ||||
| 9h | 12,020 | 10,151 | +0,034 | 10,196 | 9,734 | +0,068 | |||||
| Контрольные калибры-пробки | КПР-ПР | 7h; 8h; 9h | 12,016 | -0,032 | 10,473 | -0,010 | 10,459 | 8,494 | Не более | - | |
| КПР-НЕ | 7h; 8h; 9h | 10,917 | -0,032 | 10,508 | -0,014 | - | 8,515 | - | |||
| К-И | 7h; 8h; 9h | 10,934 | -0,032 | 10,525 | -0,014 | - | 8,515 | - | |||
| КНЕ-ПР | 7h | 12,016 | -0,032 | 10,272 | -0,010 | 10,258 | 8,293 | - | |||
| 8h | 12,020 | -0,040 | 10,214 | -0,013 | 10,196 | 8,233 | |||||
| 9h | 12,020 | -0,040 | 10,149 | -0,013 | 10,131 | 8,168 | |||||
| КНЕ-НЕ | 7h | 11,816 | -0,032 | 10,307 | -0,014 | - | 8,328 | - | |||
| 8h | 11,770 | -0,040 | 10,259 | -0,018 | 8,278 | ||||||
| 9h | 11,705 | -0,040 | 10,194 | -0,018 | 8,213 | ||||||
| КИ-НЕ | 7h | 11,825 | -0,032 | 10,316 | -0,014 | - | 8,328 | - | |||
| 8h | 11,781 | -0,040 | 10,270 | -0,018 | 8,278 | ||||||
| 9h | 11,716 | -0,040 | 10,205 | -0,018 | 8,213 | ||||||
Таблица 3
Калибры резьбовые для резьбы S 12х3
Размеры в мм
| Наименование | Вид калибра | Поле допуска резьбы | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||||
| Номин. | Пред. откл. | Новый | Изно-шен-ный | Номин. | Пред. откл. | ||||||
| Номин. | Пред. откл. | ||||||||||
| Калибры-пробки | ПР | 7AZ; 8AZ; 9AZ | 12,043 | -0,040 | 10,383 | -0,020 | 10,343 | 6,794 | Не более | - | |
| НЕ | 7AZ | 11,280 | -0,040 | 10,670 | -0,020 | 10,638 | 6,794 | - | |||
| 8AZ | 11,364 | -0,052 | 10,751 | -0,026 | 10,710 | 6,794 | |||||
| 9AZ | 11,464 | -0,052 | 10,851 | -0,026 | 10,810 | 6,794 | |||||
| Калибры-кольца | ПР | 7h; 8h; 9h | 12,706 | Не менее | - | 9,716 | +0,034 | 9,770 | 7,483 | +0,034 | |
| НЕ | 7h | 12,020 | - | 9,492 | +0,034 | 9,537 | 8,875 | +0,068 | |||
| 8h | 12,020 | 9,436 | +0,034 | 9,481 | 8,819 | +0,068 | |||||
| 9h | 12,026 | 9,353 | +0,042 | 9,410 | 8,732 | +0,084 | |||||
| Контрольные калибры-пробки | КПР-ПР | 7h; 8h; 9h | 12,020 | -0,040 | 9,714 | -0,013 | 9,696 | 6,749 | Не более | - | |
| КПР-НЕ | 7h; 8h; 9h | 10,370 | -0,040 | 9,759 | -0,018 | - | 6,777 | - | |||
| К-И | 7h; 8h; 9h | 10,390 | -0,040 | 9,779 | -0,018 | - | 6,777 | - | |||
| КНЕ-ПР | 7h | 12,020 | -0,040 | 9,490 | -0,013 | 9,472 | 6,525 | - | |||
| 8h | 12,020 | -0,040 | 9,434 | -0,013 | 9,416 | 6,469 | |||||
| 9h | 12,026 | -0,052 | 9,350 | -0,016 | 9,328 | 6,383 | |||||
| КНЕ-НЕ | 7h | 11,796 | -0,040 | 9,535 | -0,018 | - | 6,570 | - | |||
| 8h | 11,740 | -0,040 | 9,479 | -0,018 | 6,514 | ||||||
| 9h | 11,671 | -0,052 | 9,406 | -0,022 | 6,439 | ||||||
| КИ-НЕ | 7h | 11,807 | -0,040 | 9,546 | -0,018 | - | 6,570 | - | |||
| 8h | 11,751 | -0,040 | 9,490 | -0,018 | 6,514 | ||||||
docs.cntd.ru
6.3. Расчет исполнительных размеров калибров
Исполнительными называют предельные размеры калибра, по которым изготавливают новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший размер с положительным отклонением; а для пробки – их наибольший размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляется в «тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров. Исполнительные размеры калибров определяют по формулам, приведенным в табл. 34, а численные значения допусков калибров приведены в табл. 16 приложения.
Примечание. При подсчете исполнительных размеров калибров (наибольших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления.
Округление размеров рабочих калибров (наибольших для отверстий и наименьших для валов) для изделий квалитетов 15-17 следует производить до целого микрометра.
Для изделий квалитетов 6-14 и всех контрольных калибров размеры следует округлять до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется.
Таблица 34
Формулы для вычисления исполнительных размеров калибров
| Калибр | Рабочий калибр | Контрольный калибр | |||
| Размер | Допуск | Размер | Допуск | ||
| Номинальный размер изделия до 180 мм | |||||
| Для отверстия | Проходная сторона новая | | Н/2 | - | - |
| Проходная сторона изношенная | | - | - | - | |
| Непроходная сторона | | Н/2 или Нs/2 | - | - | |
| Для вала | Проходная сторона новая |
| Н1/2 |
| Нp/2 |
| Проходная сторона изношенная | | - | | Нp/2 | |
| Непроходная сторона | | Н1/2 | | Нp/2 | |
| Номинальный размер изделия от 180 до 500 мм | |||||
| Для отверстия | Проходная сторона новая | | Н/2 или Нs/2 | - | - |
| Проходная сторона изношенная |
| - | - | - | |
| Непроходная сторона | | Н/2 или Нs/2 | - | - | |
| Для вала | Проходная сторона новая |
| Н1/2 |
| Нp/2 |
| Проходная сторона изношенная |
| - |
| Нp/2 | |
| Непроходная сторона | | Н1/2 | | Нp/2 | |









Размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения производственного допуска изделия.
Примеррасчета исполнительных размеров калибров и выполнения эскиза рабочих калибров для контроля размеров отверстий и вала
Операция: контроль взаимозаменяемости и качества сборки вала и корпусной детали 60Н7/h6.
Необходимо рассчитать и построить схемы полей допусков для размеров контролируемых поверхностей и отверстия, размеров калибров-пробок и калибров-скоб. Выполнить эскизы рабочих калибров для контроля размеров отверстия и вала, проставить исполнительные размеры с допусками и маркировку калибров.
1. Определяем размеры калибров-пробок для отверстия диаметром D= 60 мм с полем допускаН7. Находим из табл. 2 и 5 приложения предельные отклонения отверстия; они равныEI= 0 иES = + 30 мкм. Следовательно,Dmax= 60,030 мм;Dmin= 60,000 мм. Из табл. 34 находим допуски и предельные отклонения калибров дляIT7 в интервале 50…80 мм, числовые значения приведены в табл. 16 приложения:Н= 5 мкм;Z= 4 мкм;у= 3 мкм. По этим данным строим схему расположения полей допусков калибра-пробки (рис. 89,а).
Наибольший размер нового проходного калибра-пробки
мм
Размер калибра-пробки ПР, проставляемый на чертеже, при допуске на изготовлениеН= 5 мкм равен 60,0065-0,005.
Исполнительные размеры: наибольший 60,0065 мм, наименьший 60,0015 мм.
Рис. 89. Схемы распространения полей допусков:
калибров-пробок (а), калибров-скоб (б)
Наименьший размер изношенного проходного калибра-пробки при допуске на износ у= 3 мкм равен
мм.
Наибольший размер нового непроходного калибра-пробки
мм.
Размер калибра-пробки НЕ, проставляемый на чертеже, равен 60,0325-0,005. Исполнительные размеры: наибольший 60,0325 мм; наименьший 60,0275 мм (рис. 89,а).
Определяем размеры калибров-скоб для вала диаметром d= 60 мм с полем допускаh6.
Находим предельные отклонения вала; они равны 0 и –19 мкм. Следовательно,
dmax= 60,000 мм;dmin= 59,981 мм.
Из табл. 34 находим допуски и другие данные для расчета калибров и контркалибров, числовые значения приведены в табл. 16 приложения: Н1= 5 мкм;Z1= 4 мкм;Y1= 3 мкм;Нр= 2 мкм. По этим данным строим схему расположения полей допуска калибра-скобы (рис. 89,б).
Наименьший размер проходной новой калибр-скобы-
мм.
Размер калибра-скобы ПР, проставляемый на чертеже, при допуске на изготовление Н1=5 мкм равен 59,9935+0,005. Исполнительные размеры: 6наименьший 59,9935 мм; наибольший 59,9985 мм.
Наибольший размер изношенного калибра-скобы при допуске на износ Y1= 3 мкм равен:
мм.
Наименьший размер непроходной калибра-скобы
мм.
Размер калибра-скобы НЕ, проставляемым на чертеже, 59,9785+0,003. Исполнительные размеры: наименьший 59,9785 мм; наибольший 59,9835 мм (рис. 90,б).
а) б)
Рис. 90. Схема рабочих эскизов калибра-пробки (а) и калибра-скобы (б)
3. Определяем размеры контрольных калибров к скобам:
а) для контроля проходной скобы
мм.
Размер калибра К-ПР, проставляемый на чертеже, равен 59,997-0,002мм;
б) для контроля непроходной стороны скобы
мм.
Размер калибра К-НЕ, проставляемый на чертеже, равен 59,982-0,002мм;
в) для контроля износа проходной стороны скобы
мм.
Размер калибра К-И, проставляемый на чертеже, равен 60,004-0,002мм.
4. Намечаем содержание маркировки калибров. На калибр наносят номинальный размер детали, для которой предназначен калибр, буквенное обозначение поля допуска (квалитет) изделия, изделия, значения предельных отклонений размера изделия в миллиметрах, тип калибра (ПР, НЕ, К-И) и товарный знак завода-изготовителя.
На рис. 90 показан пример маркировки калибра-пробки и калибра-скобы. Для установления размеров новых рабочих калибров и их предельных отклонений без дополнительных расчетов разработан ГОСТ 21401-75, который содержит таблицы исполнительных размеров калибров.
studfiles.net
ГОСТ 21401- 75 “Калибры гладкие для размеров до 500 мм. Исполнительные размеры”.
Количество просмотров публикации ГОСТ 21401- 75 “Калибры гладкие для размеров до 500 мм. Исполнительные размеры”. - 194
ГОСТ 24853 -81 .”Допуски”.
СТ СЭВ 157- 75 “Калибры гладкие для размеров до 500 мм”.
Контроль размеров гладкими калибрами.
ГОСТ 17736- 72 – ГОСТ 17740 – 72 “Конструкция и основные размеры калибров – пробок.”
ГОСТ 50285 -92 – ГОСТ 50288-92 “Конструкция и основные размеры калибров – скоб.”
Годность деталей с допусками от 6 до 17 квалитетов в серийном, крупносерийном и массовом производстве часто проверяют предельными калибрами. Этими калибрами проверяют размеры гладких цилиндрических соединений, конусных, резьбовых и шлицевых деталей; высоты, глубины уступов и выступов, расположения поверхностей.
Комплект рабочих калибров для контроля какого-либо размера состоит из проходного калибра – ПРи непроходного НЕ.
ПР – контролирует предельный размер соответствующий максимуму материала детали (проходной предел):
для отверстий – Dmin;
для вала – dmax;
HE – контролирует предельный размер соответствующий минимуму материала детали (непроходной предел):
Для отверстия – Dmax;
Для вала – dmin;
К – контрольный калибр (К- ПР; К-НЕ ).
С помощью предельных калибров определяют не числовое значение параметра, а годность детали.
Деталь считают годной, в случае если проходной калибр под действием собственного веса или усилия, равного ему, проходит по контролируемой поверхности, а непроходной не проходит. В этом случае действительный размер находится между заданными пределами.
В случае если проходной калибр не проходит, то деталь – исправимый брак;
если непроходной калибр проходит, то это – брак неисправимый.
Новые калибры выдаются рабочим.
Изношенные проходные выдаются ОТК.
Новые непроходные
Для проверки и контроля рабочих калибров могут использоваться:
· контрольные калибры;
· концевые меры длины;
· универсальные измерительные приборы.
Контрольные калибры применяются в крупносерийном и массовом производстве; в мелкосерийном производстве используются контрольные приборы.
Валы и отверстия с допуском 5 квалитета и точнее рекомендуется проверять универсальными средствами измерения, вследствие меньшей погрешности измерений.
Важно заметить, что для снижения затрат на калибры повышают их износостойкость: поверхности хромируют (стойкость увеличивается в 3 – 5 раз), изготавливают из твердосплавных материалов (в 50 – 150 раз выше износостойкость и в 25 – 40 по сравнению с хромированными калибрами).
Для контроля валов используют калибры–скобы, регулируемые и нерегулируемые (регулируемые, начиная с 9 квалитета͵ так как они обладают пониженной точностью).
Следует использовать принцип Тейлора: “проходные калибры должны являться прототипом детали”.
Непроходные калибры обычно имеют малую длину.
Длину калибра увеличивают, чтобы снизить его износ.
referatwork.ru
ГОСТ 21401-75 - Калибры гладкие для размеров до 500 мм. Исполнительные размеры
ГОСТ 21401-75
Группа Г28
ОКП 39 3100
Дата введения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
И.А.Медовой, Г.С.Кудинова, Е.В.Незабытовская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23.12.75 N 3978
3. Срок проверки - 1997 г.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 24853-81 | 1, приложение |
| ГОСТ 25346-89 | Приложение |
| ГОСТ 25347-82 | 1 |
6. Проверен в 1990 г. Постановлением Госстандарта СССР N 1360 от 30.05.90 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (июль 1992 г.) с Изменениями N 1, 2, утвержденными в июне 1985 г., сентябре 1987 г. (ИУС 9-85, 1-88)
1. Настоящий стандарт устанавливает исполнительные размеры калибров, рассчитанные по ГОСТ 24853-81 для отверстий и валов с номинальными размерами до 500 мм, с полями допусков от 6 до 17 квалитета по ГОСТ 25347-82. (Измененная редакция, Изм. N 1).
2. Исполнительные размеры калибров должны определяться по табл.2-111.
3. Для определения исполнительных размеров калибров следует к номинальному значению , , и т.д. прибавить число, указанное в таблице для данного интервала размеров, кроме случаев, когда исполнительные размеры калибра равны , , и т.д. - номинальный размер, для которого определяются исполнительные размеры калибров. Примеры определения исполнительных размеров калибров указаны в приложении
4. Порядок расположения таблиц для определения исполнительных размеров калибров указан в табл.1.
Таблица 1
| Калибры-скобы | Калибры-пробки | ||||||
| Квалитет | Поле допуска | N таблицы | Страницы | Квалитет | Поле допуска | N таблицы | Страницы |
| 6 | f6 | 2 | 3 | 6 | G6 | 58 | 33 |
| g6 | 3 | 3 | H6 | 59 | 33 | ||
| h6 | 4 | 4 | J6 | 60 | 34 | ||
| j6 | 5 | 4 | К6 | 61 | 34 | ||
| k6 | 6 | 5 | М6 | 62 | 35 | ||
| m6 | 7 | 5 | N6 | 63 | 35 | ||
| n6 | 8 | 6 | P6 | 64 | 36 | ||
| p6 | 9 | 6 | 7 | F7 | 65 | 36 | |
| r6 | 10 | 7 | G7 | 66 | 37 | ||
| s6 | 11 | 7; 8 | H7 | 67 | 37 | ||
| t6 | 12 | 8 | J7 | 68 | 38 | ||
| 7 | e7 | 13 | 9 | K7 | 69 | 38 | |
| f7 | 14 | 9 | M7 | 70 | 39 | ||
| h7 | 15 | 10 | N7 | 71 | 39 | ||
| j7 | 16 | 10 | Р7 | 72 | 40 | ||
| k7 | 17 | 11 | R7 | 73 | 40 | ||
| m7 | 18 | 11 | S7 | 74 | 41 | ||
| n7 | 19 | 12 | Т7 | 75 | 41; 42 | ||
| s7 | 20 | 12 | 8 | D8 | 76 | 42 | |
| u7 | 21 | 13 | E8 | 77 | 43 | ||
| 8 | c8 | 22 | 13; 14 | F8 | 78 | 43 | |
| d8 | 23 | 14 | H8 | 79 | 44 | ||
| e8 | 24 | 15 | J8 | 80 | 44 | ||
| f8 | 25 | 15 | К8 | 81 | 45 | ||
| h8 | 26 | 16 | М8 | 82 | 45 | ||
| j8 | 27 | 16 | N8 | 83 | 46 | ||
| u8 | 28 | 17 | U8 | 84 | 46 | ||
| x8 | 29 | 17; 18 | 9 | D9 | 85 | 47 | |
| z8 | 30 | 18 | E9 | 86 | 47 | ||
| 9 | d9 | 31 | 19 | F9 | 87 | 48 | |
| e9 | 32 | 19 | H9 | 88 | 48 | ||
| f9 | 33 | 20 | J9 | 89 | 49 | ||
| h9 | 34 | 20 | 10 | D10 | 90 | 49 | |
| j9 | 35 | 21 | Н10 | 91 | 50 | ||
| 10 | d10 | 36 | 21 | J10 | 92 | 50 | |
| h20 | 37 | 22 | 11 | A11 | 93 | 51 | |
| j10 | 38 | 22 | B11 | 94 | 51; 52 | ||
| 11 | a11 | 39 | 23 | C11 | 95 | 52 | |
| b11 | 40 | 23; 24 | D11 | 96 | 53 | ||
| c11 | 41 | 24 | h21 | 97 | 53 | ||
| d11 | 42 | 25 | J11 | 98 | 54 | ||
| h21 | 43 | 25 | 12 | B12 | 99 | 54 | |
| j11 | 44 | 26 | h22 | 100 | 55 | ||
| 12 | b12 | 45 | 26 | J12 | 101 | 55 | |
| h22 | 46 | 27 | 13 | h23 | 102 | 56 | |
| j12 | 47 | 27 | J13 | 103 | 56 | ||
| 13 | h23 | 48 | 28 | 14 | h24 | 104 | 57 |
| j13 | 49 | 28 | |||||
| 14 | h24 | 50 | 29 | J14 | 105 | 57 | |
| j14 | 51 | 29 | 15 | h25 | 106 | 58 | |
| 15 | h25 | 52 | 30 | J15 | 107 | 58 | |
| j15 | 53 | 30 | 16 | h26 | 108 | 59 | |
| 16 | h26 | 54 | 31 | ||||
| j16 | 55 | 31 | J16 | 109 | 59 | ||
| 17 | h27 | 56 | 32 | 17 | h27 | 110 | 60 |
| j17 | 57 | 32 | J17 | 111 | 60 | ||
Примечание. С целью унификации изготовления и применения проходных калибров-пробок размерами до 180 мм 9-го и более грубых квалитетов рекомендуется калибрами с полем допуска
| H9 контролировать отверстия с полями допусков H9; Н10 | |||||
| D9 | " | " | " | " | D9; D10 |
| B11 | " | " | " | " | B11; B12 |
| Н11 | " | " | " | " | Н11; h22 |
| Н13 | " | " | " | " | h23; h24 |
| h25 | " | " | " | " | h25; h26; h27. |
(Измененная редакция, Изм. N 2).
Таблица 2
Калибры-скобы для валов f6
мм
| Новые калибры | ||||
| Интервалы размеров | Наименьший предельный размер | Верхн. откл. | Предельный размер изношенного калибра | |
| До 3 | (-1)+0,9915 | (-1)+0,9870 | +0,0020 | (-1)+0,9955 |
| Св. 3 до 6 | 0,9865 | 0,9810 | +0,0025 | 0,9915 |
| " 6 " 10 | 0,9835 | 0,9770 | +0,0025 | 0,9885 |
| " 10 " 18 | 0,9800 | 0,9715 | +0,0030 | 0,9860 |
| " 18 " 30 | 0,9750 | 0,9650 | +0,0040 | 0,9830 |
| " 30 " 50 | 0,9695 | 0,9570 | +0,0040 | 0,9780 |
| " 50 " 80 | 0,9635 | 0,9485 | +0,0050 | 0,9730 |
| " 80 " 120 | 0,9560 | 0,9390 | +0,0060 | 0,9680 |
| " 120 " 180 | 0,9470 | 0,9280 | +0,0080 | 0,9610 |
| " 180 " 250 | 0,9380 | 0,9180 | +0,0100 | 0,9530 |
| " 250 " 315 | 0,9300 | 0,9090 | +0,0120 | 0,9470 |
| " 315 " 400 | 0,9215 | 0,8995 | +0,0130 | 0,9400 |
| " 400 " 500 | (-1)+0,9135 | (-1)+0,8895 | +0,0150 | (-1)+0,9340 |
Таблица 3
Калибры-скобы для валов g6мм
| Новые калибры | ||||
| Интервалы размеров | Наименьший предельный размер | Верхн. откл. | Предельный размер изношенного калибра | |
| До З | (-1)+0,9955 | (-1)+0,9910 | +0,0020 | (-1)+0,9995 |
| Св. 3 до 6 | 0,9925 | 0,9870 | +0,0025 | 0,9975 |
| " 6 " 10 | 0,9915 | 0,9850 | +0,0025 | 0,9965 |
| " 10 " 18 | 0,9900 | 0,9815 | +0,0030 | 0,9960 |
| " 18 " 30 | 0,9880 | 0,9780 | +0,0040 | 0,9960 |
| " 30 " 50 | 0,9855 | 0,9730 | +0,0040 | 0,9940 |
| " 50 " 80 | 0,9835 | 0,9685 | +0,0050 | 0,9930 |
engenegr.ru