Автоматическая машина для гибки дистанционной рамки Deca. Как согнуть дистанционную рамку
Дистанционная рамка, ее виды, как рамку используют для стеклопакетов

Такое изделие, как дистанционная рамка, является частью конструкции стеклопакета.
Что из себя конкретно представляет гибкая дистанционная рамка для стеклопакетов? Каковы разновидности и назначение этой важной детали? Обо всем этом вы узнаете из нашей статьи.
к содержанию ↑Теплая дистанционная рамка – особенности и предназначение
Дистанционная рамка — это часть каркаса стеклопакета, разделяющая листы стекла на конкретное расстояние.
Рамка «теплый край»
От нее зависит, будут ли запотевать стекла. Чтобы этого избежать, дистанционные рамки (профили) заполняются специальным осушителем. Он впитывает влагу из межстекольного пространства, создавая воздушную либо газовую теплоизолирующую камеру. Поэтому по всей длине передней стороны профиля есть перфорированные (диффузионные) отверстия. Размер таких отверстий меньше диаметра гранул молекулярного сита, засыпаемого в эти углубления.
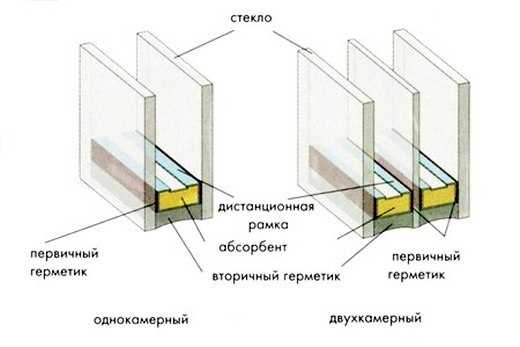
Конструкция стеклопакетов с дистанционным профилем
Пластиковая дистанционная рамка, равно как и рамка из других материалов:
- Создает одинаковые промежутки между стеклами по всей длине стеклопакета.
- Защищает пустое пространство от появления конденсата и попадания влаги.
- Служит первичным каркасом для стеклопакетов.
Для создания лучшей герметичности внутри стеклопакета чаще применяют метод гнутья (гибки) дистанционной рамки. Другой способ: резка дистанционной рамки, например, пластика, и последующий сбор из прямолинейных частей и уголков для дистанционной рамки. Стыки между профилем заполняют герметиком бутил.

Пила для дистанционной рамки
Дистанционная рамка для стеклопакетов размеры имеет следующие: 5, 5 мм, 7, 5 мм, 8, 5 мм, 9, 5 мм, 11, 5 мм, 13, 5 мм, 14, 5 мм, 15, 5 мм, 17, 5, 19, 5 мм, 21, 5 мм, 23, 5 мм. Это возможная толщина дистанционной рамки. А оптимальная ширина дистанционной рамки − 10−16 мм.
При ширине профиля меньше 10 мм зимой могут слипнуться стекла в стеклопакете из-за уменьшения давления внутри него. Это явление (слипание) может появиться и по другим причинам во время изготовления стеклопакета:
- Атмосферное давление.
- Температура воздуха внутри и снаружи комнаты.
- Качество молекулярного сита.
- Давление и температура.
| Тип стеклопакета | Формула стеклопакета | Толщина стеклопакета, мм. | Сопротивление теплопередачи, (м2-°С)/Вт Толщина стеклопакета, мм.Должна быть не менее 0,5! | Коэффициент звукоизоляции, дб |
| Однокамерный | 4*16*4 | 24 мм | 0,35 | 25-27 |
| Двухкамерный 32 мм | 4*10*4*10*4 | 32 мм | 0,56 | 37-39 |
| Двухкамерный 40 мм | 4*14*4*14*4 | 40 мм | 0,6 | 38-40 |
| Однокамерный с энергосберегающим стеклом | 4*16*4i | 24 мм | 0,59 | 25-27 |
| Двухкамерный 32 мм энергосберегающим стеклом | 4*10*4*10*4i | 32 мм | 0,64 | 37-39 |
| Двухкамерный 40 мм энергосберегающим стеклом | 4*14*4*14*4i | 40 мм | 0,7 | 38-40 |
А при ширине профиля больше 16 мм возможно образование конвекции (циркуляции воздуха между стеклами стеклопакета), что приводит к уменьшению теплофизических показателей.

Анкор дистанционная рамка
к содержанию ↑Разновидности дистанционной рамки (профиля)
Дистанционный профиль подразделяется по типам на три наиболее распространенных материала, используемых для его изготовления:
- Алюминий.
- Оцинкованная сталь.
- Пластик.
Хотя встречаются в продаже дистанционные рамки из комбинированных материалов, к примеру, из алюминия, покрытого полимерами.
к содержанию ↑Дистанционная алюминиевая рамка для стеклопакетов
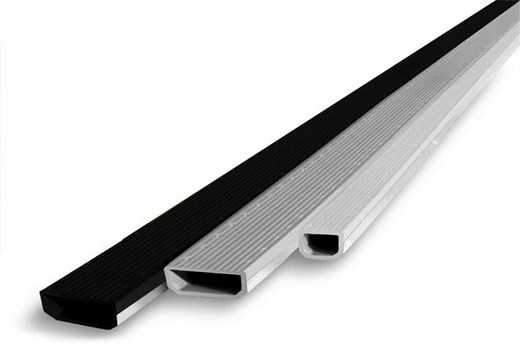
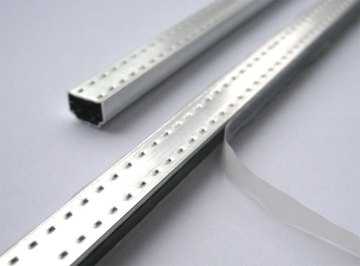
Такой металл, как алюминий, является самым распространенным материалом для изготовления дистанционных рамок (профилей). Алюминиевые рамки (их еще называют спенсеры) – это профили с двухрядной перфорацией.
Выделяют 2 типа дистанционных алюминиевых рамок:
1) Гибкие. Такие рамки можно согнуть вручную или при помощи специального оборудования.
Гибкая дистанционная алюминиевая рамка
2) Жесткие. Эти рамки не эластичны, как следует из их названия. Сборка их выполняется с помощью пластиковых либо стальных уголков и подвергаются на станках прирезке дистанционные рамки жесткого типа.
Жесткая дистанционная алюминиевая рамка
Изготовление рамок из алюминия проверена временем и до сих пор популярная.
к содержанию ↑Дистанционная стальная рамка для стеклопакетов
Стальная рамка, по сравнению с алюминиевой, обладает своими достоинствами. В ней нет т.н. «мостика холода», который возникает, когда для фиксации стеклопакета применяют дистанционные профили, выполненные из материалов с высоким коэффициентом теплопроводности. Из 3 главных материалов (пластик, алюминий и сталь) наиболее низкой теплопроводностью обладает оцинкованная сталь. Применение стальной гибкой дистанционной рамки для стеклопакетов существенно снижает шанс появления температурного мостика.
Дистанционные стальные рамки
Еще одним немаловажным преимуществом стального профиля является то, что при колебании температуры он перемещается к стеклу в 8, 26 раз меньше, чем дистанционная алюминиевая рамка. Это означает, что благодаря профилям из стали сокращается количество механических повреждений стеклопакетов и тем самым продлевается их эксплуатационный срок.
к содержанию ↑Пластиковая дистанционная рамка для стеклопакетов
Для изготовления дистанционных пластиковых рамок ПВХ стали применять относительно недавно, однако он уже пользуется популярностью благодаря многим полезным свойствам.
Главное достоинство ПВХ так же, как и стали, − это низкая теплопроводность. Профили из пластика эффективно предотвращают появление конденсата внутри окна.

Дистанционная рамка из пвх
Изменения температуры никак не влияют на ПВХ, благодаря этому он может сохранять свою первоначальную форму на протяжении длительного времени.
Кроме того, различают и следующие виды дистанционных рамок в зависимости от используемой методики:
- Термопластические рамки (TPS).
- Рамки Swingle Strip.
- Рамки TGI.
- Super Spacer.
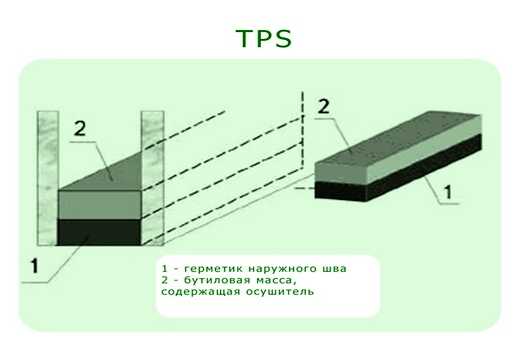
Дистанционные рамки TPS
Термопластические дистанционные рамки или по-другому TPS были созданы немецкой компанией Lenhard. Эта методика позволяет исключить применение профилей из металла. Вместо них применяются термопластичные профили из полиизобутилена, обеспечивающего низкий коэффициент теплопроводности дистанционной рамки.
Помимо того, вместе с рамками применяется герметик также термопластичный, который обеспечивает максимальную защищенность от влаги.
Дистанционная рамка TPS
Достоинства теплой дистанционной рамки TPS:
- Автоматизированное производство, что существенно уменьшает шанс брака.
- Хорошая герметичность.
- Поддержка самых разнообразных форм стеклопакетов.
- За счет эластичной конструкции устойчивы к разным механическим воздействиям, скачкам давления и температуры.
- Отличное сцепление со стеклом.
Методика Swingle Strip
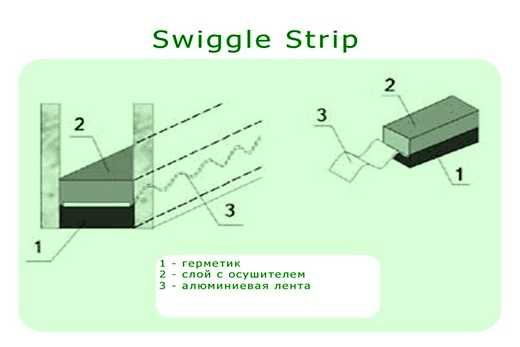
Под дистанционными рамками (размеры различны) по методике Swingle Strip подразумевается герметизация стеклопакета с применением гибкой ленты с осушителем, герметиком и алюминиевой перемычкой. Цель методики Swingle Strip: облегчить процедуру герметизации окон.
Лента соединяет в себе функции дистанционного профиля, влагопоглотителя и герметика. Установка такой ленты занимает совсем немного времени, что существенно ускоряет само изготовление.
Дистанционная рамка Swingle Strip
Достоинства методики Swingle Strip:
- Легкая и быстрая герметизация.
- Защита от появления конденсата.
- Высокая стойкость к колебаниям температуры.
к содержанию ↑
Tgi дистанционная рамка
Дистанционные профили по методике TGI выполняются из пленки (нержавеющая сталь) и пенопропилена, который усиливает рамку и улучшает теплоизоляцию. А пленка служит защитой от проникновения газа.
Применение подобных материалов позволяет создать теплую кромку. Эта методика подразумевает применение адсорбента (осушителя), который засыпается в емкость дистанционного профиля (предыдущим рамкам не требуется использование такого материала). В качестве этого осушителя применяются: силикагель, молекулярные сита и смеси обоих материалов.

Tgi дистанционная рамка
Итак, достоинства методики TGI:
- Низкая теплопроводность/отличная теплоизоляция.
- Со стороны комнаты – утепленная кромка.
- Наилучшая защищенность от появления конденсата.
- Высокая стойкость к ультрафиолетовому излучению.
Методика Super Spacer
Теплые дистанционные рамки по этой методике изготавливаются преимущественно США. Они производятся из полимерной пены, что означает такие рамки обладают достаточно низкой теплопроводностью – примерно в 950 раз меньше, по сравнению с алюминиевыми профилями.
Еще одним главным преимуществом рамок Super Spacer является упругость их конструкции, благодаря этому можно подгонять ее для стеклопакетов самых разнообразных форм.

Дистанционная рамка Super Spacer
Есть и другие преимущества методики Super Spacer:
- Повышенная температура стекла – на 80%.
- Улучшенная стойкость к влаге и появлению конденсата – на 70%.
- Уменьшение затрат на обогрев.
- Защита от УФ-излучения.
- Меньшая нагрузка на герметик, что повышает гибкость стеклопакета.
Все виды дистанционных рамок (размеры на любой вкус и цвет) играют важную роль для поддержания эффективности и целостности стеклопакетов. Разновидностей таких рамок достаточно много. И каждая из них обладает своими неповторимыми свойствами и при этом все они в равной степени хороши. Обзор магазинов, где можно купить разные виды дистанционной рамки — читайте на нашем сайте в статье «Где купить хорошую дистанционную рамку для стеклопакетов».
oknanagoda.com
Изготовление дистанционной рамки: задача - герметичность
При изготовлении дистанционной рамки традиционным способом резка профиля может производиться маятниковой пилой на самостоятельно изготовленной подставке с закрепленной на ней измерительной лентой, более производительной будет работа на профессиональной пиле, особенно с электронным измерителем. |
В отличие от метода нарезной рамки, метод гнутья позволяет получить цельную рамку с одним прямым соединением 10–15 см от угла. Использование в стеклопакетах цельногнутого спейсера обеспечивает их большую герметичность и надежность. Этому способствует и оборудование, задействованное в технологической цепочке. Например, станция заполнения дистанционной рамки адсорбентом обеспечивает высокую точность необходимой дозировки. А линия гибки позволяет придавать ей любую заданную стеклопакетом конфигурацию.
Сам процесс производства цельногнутой рамки происходит таким образом. Дистанционная рамка, изготавливаемая методом гнутья из прутков алюминиевого профиля, замыкается одним или несколькими прямыми соединителями. По мере расходования одного прутка к его остатку присоединяется следующий, из-за этого в дистанционной рамке может быть до четырех стыков в зависимости от размеров стеклопакета. Минимальный размер рамки, изготовленной методом гнутья, составляет 190х190 мм. Минимальный радиус – 100 мм.
При изготовлении большого количества стеклопакетов целесообразно использовать автоматические станки для гибки рамки. Рамки, изготовленные без уголков методом гнутья, заполняют на специальном станке, который просверливает в профиле отверстие, засыпает силикагель и заделывает отверстие герметиком. При изготовлении криволинейных стеклопакетов возникает необходимость в соответствующих изогнутых рамках, формообразование которых в небольшом количестве про- изводится на ручном приспособлении.
 |
При изготовлении арочных стеклопакетов следует учитывать, что при переходе от угла к арочной части машина для гнутья оставляет на дуге прямой участок порядка 20 мм. Дистанционные рамки на стеклопакеты с обратным радиусом изготавливаются вручную. Несмотря на это, гнутая дистанционная рамка по своим характеристикам гораздо превосходит изготовленную традиционным способом, т.к. имеет меньше соединительных элементов.
Машинное производство стеклопакетов предполагает использование сборочных линий. Самая простая линия – с роликовым (валковым) прессом. В этом случае стекло, выходящее из мойки, вручную проталкивается на стенд сборки, наклеивается рамка и подводится также вручную второе стекло. После сборки стеклопакет пропускается между двумя вертикальными валами, которые его обжимают. Скоростное оборудование для производства стеклопакетов собирает их полуавтоматически – оператор устанавливает стекло на стенд моечной машины, контролирует качество стекол перед сборкой, наклеивает рамку по автоматически выдвигающимся упорам, выбирает тип стеклопакета, а пресс собирает и обжимает стеклопакеты.
Каким бы высоким качеством изготовления ни отличалась рамка, не менее важным критерием является процесс герметизации стеклопакетов при помощи герметиков. Герметичность камер стеклопакета влияет на стабильность его свойств.
Герметизацию обеспечивают два слоя герметиков: для первого применяют полиизобутиленовые герметики (бутилы), для второго используют полисульфидные (тиоколовые), полиуретановые или силиконовые герметики. Они должны иметь адгезионную способность и прочность, обеспечивающие требуемые характеристики стеклопакетов.
 |
Первый (на базе бутилов) наносят на рамку, он уплотняет места ее контакта со стеклами, является незатвердевающим и служит основным барьером на пути проникновения влаги. Второй (глубиной до 5 мм) накладывают на торец стеклопакета, чтобы скрепить листы и рамку друг с другом. После затвердевания он придает конструкции жесткость, а также выполняет функцию изоляции от пыли, насекомых и частично от воды. Нетрудно догадаться, что от качества обоих слоев напрямую зависят эффективность и долговечность стеклопакетов.
В ручном производстве стеклопакетов для герметизации используется бутиловый шнур, но при изготовлении большого количества стеклопакетов экономически целесообразнее применять бутиловый экструдер. Это устройство позволяет наносить на рамку слой герметика, используя более дешевые брикеты материала массой 2 или 7 кг – это снижает себестоимость процесса при массовом производстве. Рамка проводится меж- ду двумя разогретыми форсунками, из которых под давлением подается тонкая полоска бутила требуемой ширины.
 |
При ручном производстве стеклопакетов дистанционная рамка с нанесенным ранее бутиловым шнуром укладывается на стекло с одинаковым отступом по всем сторонам, после чего помещается второе стекло (размеры рамки должны быть меньше стекла как минимум на 7 мм). Если пакет 2-камерный, то при- меняется вторая рамка и укладывается третье стекло. Обжимают собранный стеклопакет ручным прессом или на прессовочном столе, использование которого позволяет обойтись без поворотного стола, поскольку он удерживает стеклопакет при герметизации.
Между тем, даже самые высококачественные герметики не способны решить проблему краевых зон. В месте примыкания металлической дистанционной рамки к стеклу высока вероятность образования мостиков холода. Наиболее распространенной технологией является герметизация с использованием полисульфидных герметиков, что обеспечивает качество герметизации стеклопакетов.
Конечно, каждый серьезный производитель стремится к тому, чтобы его продукция была надежной. Некоторые компании прибегают к особым решениям. Например, в мансардных окнах компании Velux (Дания) установлены однокамерные стеклопакеты со стальной дистанционной рамкой (теплопроводность стали более чем в 2 раза ниже, чем у алюминия).
fasadinfo.ua
Дистанционная рамка для стеклопакетов – алюминий, сталь, пластик, ПВХ
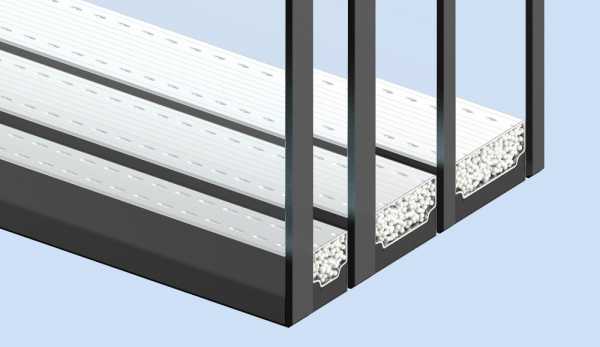
Стеклопакет состоит не только из стекла и рамы. Его устройство сложнее, чем в обычных деревянных окнах, однако за счет этих нововведений можно получить намного более высокие показатели теплозащиты. Одной из составляющих является дистанционная рамка, которая располагается между стекол по всему периметру. Эта деталь каркаса представляет собой полую трубку прямоугольного сечения, внутреннюю полость которой заполняют специальным осушителем.

Рис. 1. разрез двойного стеклопакета с дистанционной рамкой, внутри которой абсорбент
Дистанционные рамки из алюминия
Алюминий – самый популярный компонент изготовления каркаса. Его по умолчанию используют при изготовлении стеклопакетов. Одной из причин такого спроса является устойчивость металла к внешнему воздействию. Хотя в продаже есть немало цветовых решений, в ходе эксплуатации они не теряют своего цвета под влиянием ультрафиолета. Алюминию не страшны перепады температур. Конструкция останется неизменной продолжительное время.

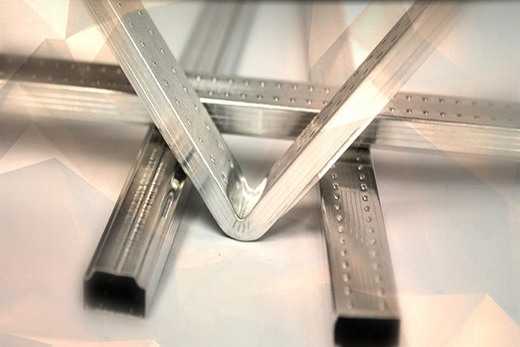
Рис. 2. дистанционная рамка из алюминия
Алюминиевые профили в верхней плоскости имеют небольшие отверстия, которые идут в два ряда. Внутри конфигурации находится абсорбент. Через отверстия он может впитывать влагу, которая образуется в межстекольном пространстве.
Жесткие дистанционные рамки из алюминия
Жесткие спейсеры из алюминия, как понятно по названию, имеют очень прочную структуру. Они обеспечивают дополнительную опору стеклопакету. Такой прочный каркас не подвержен деформации. Самостоятельно его сломать практически невозможно.
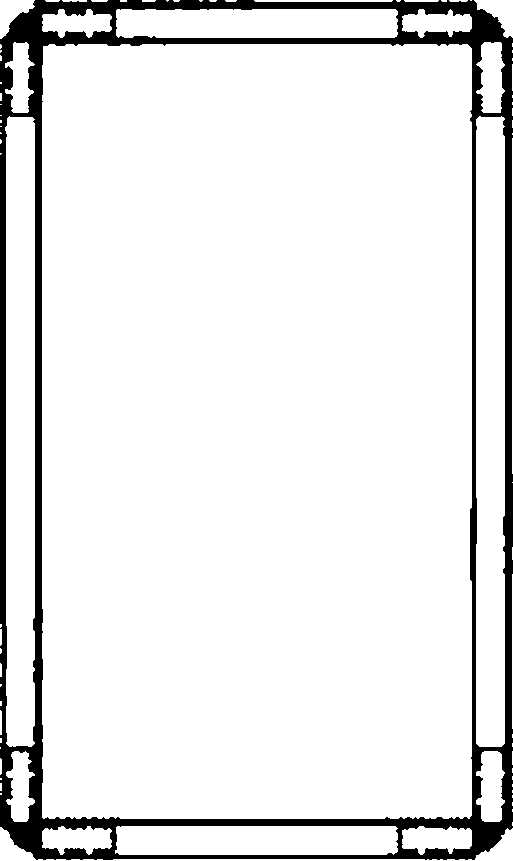
Рис. 3. схема соединения жесткой дистанционной рамки из алюминия
Для сборки такой конструкции применяется специальное оборудование, а стыки необходимо разрезать и сваривать. Только таким образом можно получить конструкцию по форме рамы. Жесткий каркас более устойчивый, но работать с ним сложнее, поэтому за счет него может повышаться стоимость пластикового окна.
Гибкие дистанционные рамки из алюминия
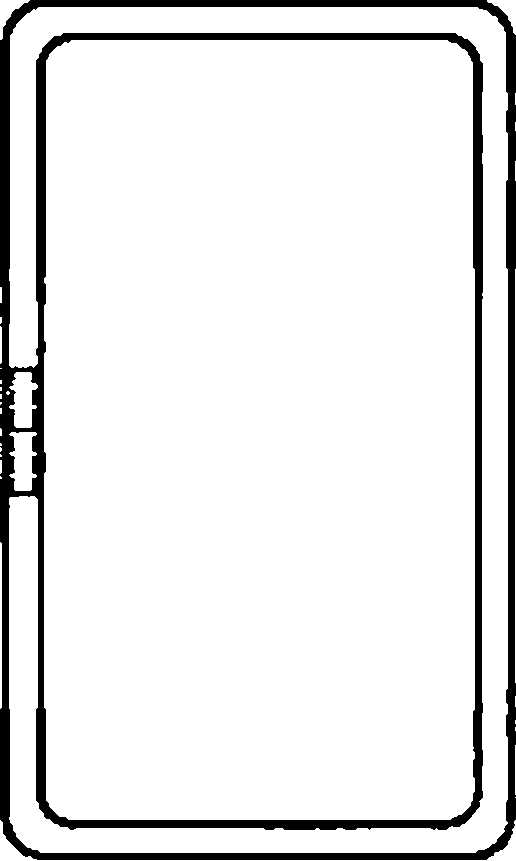
Рис. 4. схема соединения гибкой алюминиевой рамки
Гибкий профиль тоже устойчивый, но в меньшей степени. Согнуть его можно даже самостоятельно, без какого-либо оборудования. Рамка будет удерживать ту форму, которую ей придадут на заводе. Естественной деформации от долгой эксплуатации нет. Внешне по стеклопакету легко определить, какого вида алюминиевый профиль был использован. Если уголки резкие, значит, металл сваривали, что характерно для жесткой конструкции. Гибкие рамки имеют по углам закругленную форму с плавными очертаниями.
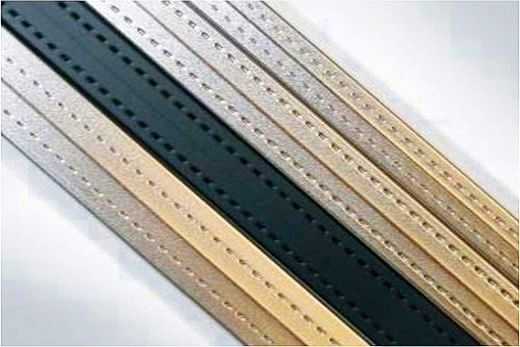
Дистанционные рамки из оцинкованной стали
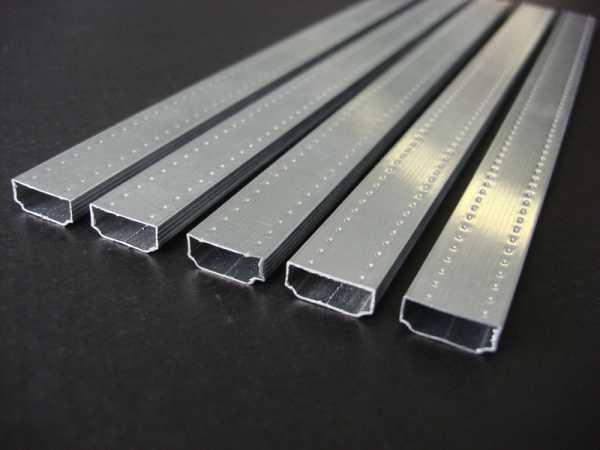
Рис. 5. дистанционные рамки из оцинкованной стали
Оцинкованная сталь обладает самыми низкими характеристиками теплопроводимости по сравнению с другими материалами, которые применяются для выполнения дистанционных рамок. Подобное качество обеспечивает лучшую теплозащиту. Наиболее уязвимое для холода место – это стык, однако в случае с этим материалом зона намного медленнее охлаждается и нагревается, чем алюминий или пластик.
Кроме того оцинкованный металл гибкий, что позволяет работать с ним без применения специального оборудования. Согнуть ее можно практически вручную. Металл не трескается в месте сгиба, хорошо переносит процедуру и не деформируется в процессе эксплуатации.
К преимуществам относится то, что металл под воздействием тепла и холода практически не меняется в размерах. Это повышает период использования изделия, ведь износ соединительного шва и рамы более медленный. В алюминиевых рамках под воздействием холода и тепла с внутренней стороны могут появляться царапины и другие дефекты.
Дистанционные рамки из пластика

Рис. 6. дистанционная рамка из пластика
Рамки из пластика – новинка в сфере производства окон ПВХ. Как и в случае с оцинкованной сталью, здесь можно отметить низкую теплопроводимость, хотя у металла показатель более хороший. Пластик практически не расширяется под воздействием температуры, что должно соответствовать более долгому сроку службы оконной рамы.
Однако при формировании спейсеров чаще получаются дефекты и трещины в конструкции. К тому же материал под воздействием ультрафиолета способен выделять токсины. Даже если они будут направлены в межстекольное пространство, часть из них будет просачиваться и наружу.
Сама пластиковая рамка выполняет все необходимые функции по абсорбированию влаги и поддержанию каркаса, хотя по прочности значительно уступает металлическим аналогам. Однако пластик легче, это незначительно, но все же уменьшает общий вес пластиковых изделий.
Дистанционные рамки из ПВХ
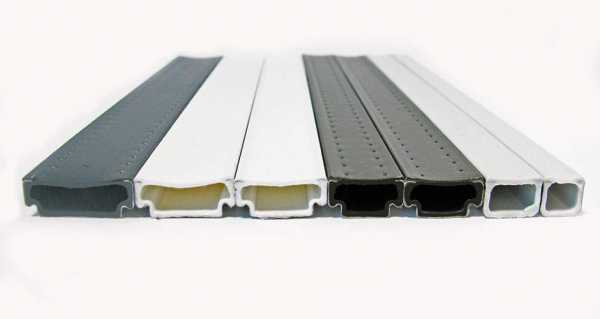
Рис. 7. дистанционные рамки ПВХ
В большинстве случаев люди не осознают разницы между пластиком и ПВХ. Однако спейсеры из ПВХ это указание не столько на сырье, сколько на технологию, которая применяется в процессе. По своим свойствам ПВХ максимально близок к оцинкованной стали. Материал имеет низкие показатели теплопроводимости, не меняет размеров под воздействием разных температур. Важным преимуществом поливинилхлорида является также устойчивость к ультрафиолетовому излучению. В отличие от обычного пластика здесь не стоит опасаться ядовитых паров.
Технология, при которой используется ПВХ, нуждается в особом герметике. Полиуретан, который берут для этих целей, намного лучше впитывает влагу. Это обеспечивает полное отсутствие конденсата на стеклах с внутренней стороны.
Виды дистанционных рамок
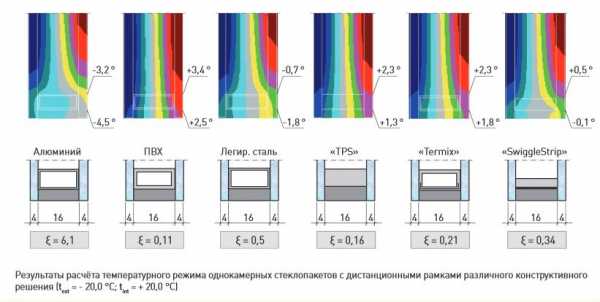
Рис. 8. наглядная схема работы дистанционных рамок разного типа
Кроме разницы в сырье изготовления самой конструкции, спейсеры можно различать также по методике их создания. На это влияют герметики и прочие дополнительные материалы, которые нужны в ходе работ. Ниже будут перечислены эти разновидности с акцентом на самые яркие черты, которые выделяют методику среди прочих.
Термопластические дистанционные рамки
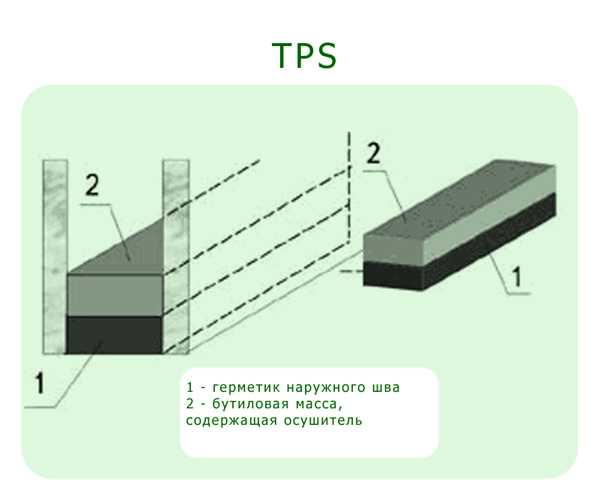
Рис. 9. схема устройства термопластической рамки
Термопластические рамки также известны под аббревиатурой TPS. Эта методика полностью исключает алюминий и оцинкованную сталь из производства, заменяя материал на пластик, ПВХ или другие аналогичные составы. Сюда стоит отнести качество, которым обладает сырье, то есть низкая теплопроводимость.
Благодаря особой схеме производства рамы получаются отличного качества, что позволяет избежать проколов на стадии сгиба. Так как берутся ПВХ-рамки, потребуется улучшенный герметик с абсорбирующими свойствами. Он же приводит к тому, что рама хорошо сцепляется со стеклом. Так как не стоит бояться больших изменений размеров под воздействием температур, это сцепление гарантирует полную герметичность конструкции. В дополнение ко всем перечисленным преимуществам стоит отметить, что TPS можно применять для рам любой геометрической формы, так как они достаточно гибкие, чтобы сформировать круг или многоугольник без разрезания профиля на части.
Обратите внимание! В данном случае не используется полая дистанционная трубка, так как не требуется использовать гранулированный абсорбент. Его функции выполняет герметик.
Технология Swingle Strip
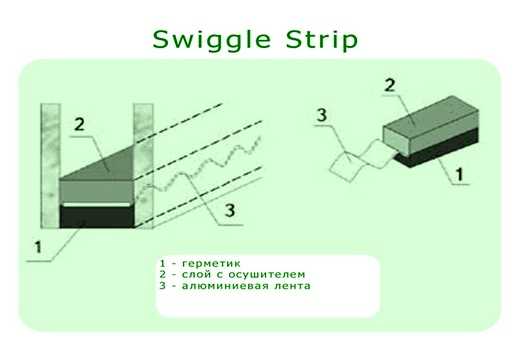
Рис. 10. схема устройства дистанционной рамки Swingle Strip
Swingle Strip – это технология герметизации стекол, в которой используется многослойная структура. Основной чертой является применение герметика, который обладает абсорбирующими свойствами. Он наносится на стекло в виде плотной ленты. Следом накладывается слой из гофрированной алюминиевой бумаги. А верхняя часть – это осушитель.
Хотя методика использует несколько слоев, работать с ней несложно. Лента легко наносится на стекло, начиная с края. Свободные края ленты не срезаются, пока не будет наложено второе стекло. После этого свободный край натягивается, что позволяет вытянуть лишний воздух из межстекольного пространства. Готовый стеклопакет надежно загерметизирован всего в несколько шагов.
Обратите внимание! В данном случае также не используется полая трубка. Роль осушителя выполняет лента с герметиком.
Технология TGI
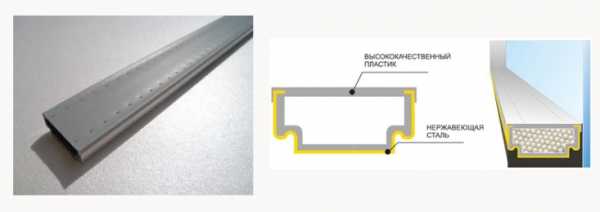
Рис. 11. схема устройства рамки по технологии TGI
Для методики TGI потребуется полый металлический спейсер. Его покрывают особой пленкой, чтобы улучшить свойства теплозащиты помещения. Кроме пленки рамку обрабатывают специальным составом, который призван также снизить теплопроходимость элемента, а еще повлиять на расширение при изменении температур. Внутрь помещают осушитель. Обычно его используют в гранулах.
Разница с обычно дистанционной трубкой именно в двухэтапной обработке материала, что убирает недостатки металла. По данной технологии могут использоваться только алюминий или оцинкованная сталь. Но чаще применяется на алюминии, так как оцинкованная сталь имеет хорошие показатели по тем свойствам, которые нужно улучшить.
Технология Super Spacer
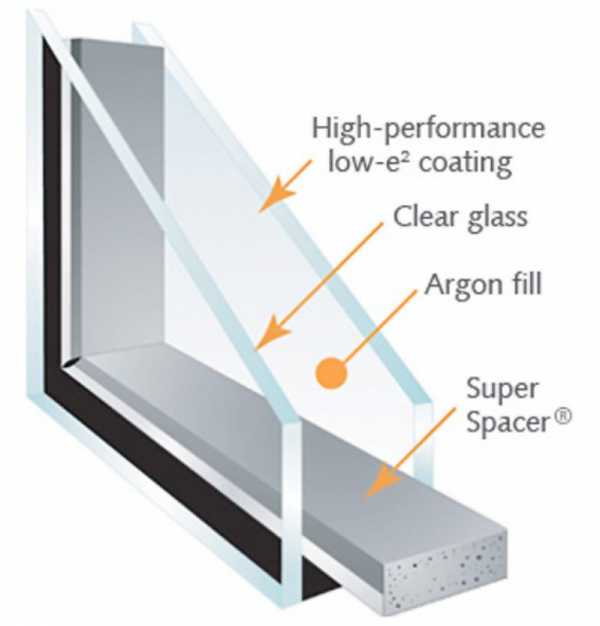
Рис. 12. энергосберегающий стеклопакет с рамкой по технологии Super Spacer
Эта технология пришла из США, где в основном и используется. Спейсер не полый и выполняется из полимерной пены. Благодаря ее показателям теплопроводимости, методику Super Spacer можно назвать самой энергосберегающей. Кроме того рамка получается очень гибкая и пластичная, что дает возможность применять ее для оконных проемов разных форм.
Преимущества и недостатки дистанционных рамок

Рис. 13. дистанционные рамки разных видов
Самым весомым преимуществом спейсеров является возможность сохранять тепло внутри помещения. Энергосберегательные свойства особенно заметны в зимний период, когда требуется отопление помещения. Оконный проем часто становятся тем местом, которое «выпускает» часть тепла на улицу.
Сегодня существует множество способов сделать оконный проем максимально невосприимчивым к перепадам температур, при которых не происходит «отдача» горячего воздуха наружу или наоборот. Но часть из этих методов основана на затемнении стекла. Дистанционные рамки же позволяют оставить прозрачность, но при этом уберечь помещение от лишних трат на климатическое оборудование. В первую очередь это ширина профилей. В двухкамерном изделии должны использоваться разные по ширине трубки, иначе отличий от стандартного однокамерного окна не будет. Также рамки создают максимальную герметичность межоконного пространства, поддерживая «теплую» воздушную прослойку.
Наиболее «расточительными» являются алюминиевые профили, так как их показатели теплопроводимости достаточно высокие. Кроме того с некоторыми профилями тяжело работать, они подходят только на стандартные прямоугольные рамы, хотя сегодня геометрия предусматривает и круглые иллюминаторы, и многоугольные застекленные мансарды.
Лидирующие производители дистанционных рамок
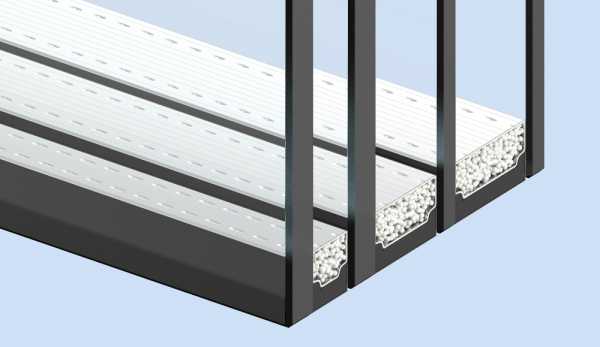
Рис. 14. дистанционные рамки разной ширины
Самые популярные производители дистанционных рамок расположены в США и Европе, хотя и в России есть немало организаций, которые занимаются изготовлением той же продукции. Однако из-за того, что отечественные фирмы недостаточно полно освоили технологии производства, пока что они не входят в перечень самых известных брендов. Тем не менее, у них есть свои преимущества, которые часто выражаются в цене, по которой можно купить изделие.
Все лидирующие компании занимаются производством, но не все их них напрямую связаны со стеклом. Но они не просто создают стеклопакеты и прочие комплектующие. Они самостоятельно проводят исследования в этой области с целью улучшения энергосберегающих показателей.
Global Glass

Рис. 15. лого Global Glass для разных производств
Global Glass – один из самых больших конгломератов, который занимается окнами. Основной офис находится в США. Филиалы Global Glass есть в России, Украине и некоторых других странах СНГ. Фактически компания не занимается выпуском стандартных окон, вся продукция обладает энергосберегающими свойствами. Улучшенные дистанционные рамки уже включены в готовые стеклопакеты, которые конгломерат продает в магазинах по всему миру.
Lenhard
Рис. 16. логотип Lenhard
Lenhard разместился в Германии. Прорвался в лидирующие позиции за счет удачного исследования в области дистанционных рамок. Компания запатентовала технологию термопластика (TPS), чем и обеспечила себе известность.
Сама компания является частью концерна Bistronik, деятельность которого мало связана с производством самих окон. Большая часть производства занята резкой по металлу. Тем удивительней было направление термопластика, которое предоставила миру эта компания.
Edgetec

Рис. 17. логотип Edgetec
Edgetec (или Edgetech), офис которого находится в США, стал популярен благодаря своему открытию. Они впервые стали комплектовать изделия по технологии Super Spacer. Хотя в Европе эта методика не стала таким же фурором как на родине фирмы, компания все же смогла прорваться в лидеры среди производителей дистанционных рамок. На сегодняшний день у компании множество филиалов. Самые большие из них находятся, в том числе, и в Европе (Германия).
okna-biz.ru
Обработка дистанционной рамки. Системы. FOM INDUSTRIE. Бренды
В набор станков для производства стеклопакетов, используемых для обработки дистанционной рамки, входят пилы для резки дистанционной рамки, машины для сгибания и другое оборудование.
Пила для резки дистанционной рамки M 111
Описание
Регулировка размера порезки профиля от 80 до 2800 мм с помощью ограничителя по миллиметровой шкале, расположенной на рабочем столе машины. Станина изготовлена из покрашенного алюминия и стали для обеспечения устойчивости к коррозии. Термическая защита мотора и низковольтные цепи управления. Возможность порезки одновременно более, чем одного профиля (5 шт. по 6 мм). Кнопка аварийной остановки всех движущихся частей машины. Система прижима профиля, который подлежит порезке перед началом движения фрезы, для осуществления реза закрыта кожухом для предотвращения возможности травмирования оператора. Все цепи управления, которые находятся в контакте с оператором, имеют безопасное напряжение 24 В. Система безопасности установки выполнена в соответствии с европейскими нормами.
Технические характеристики
| Напряжение (В) | 380 |
| Мощность (кВт) | 2 |
| Рабочее давление (атм) | 6 |
| Диаметр пильного диска (мм) | 230х32 |
| Высота (мм) | 1250 |
| Длина (мм) | 500 |
| Ширина (мм) | 6500 |
| Вес (кг) | 200 |
Автоматическая пила для резки дистанционной рамки M 111 A
Описание
Регулировка размера порезки профиля от 80 до 2800 мм с помощью ограничителя по миллиметровой шкале, расположенной на рабочем столе машины. Станина изготовлена из алюминия и стали покрашенных для обеспечения устойчивости к коррозии. Термическая защита мотора и низковольтные цепи управления. Все работы резки могут выполнятся, не отходя от зоны управления, так как ввод размеров производится через компьютер, что находится в корпусе машины, и отображаются на электронном дисплее. Возможность порезки одновременно более, чем одного профиля (5 шт. по 6 мм)). Кнопка аварийной остановки всех движущихся частей машины. Система прижима профиля, который подлежит порезке перед началом движения фрезы, для осуществления реза закрыта кожухом для предотвращения возможности травмирования оператора. Электронный дисплей отображает присутствие профиля, скорость движения 60м/мин. Система управления имеет педаль сконструирована специально для предотвращения случайного травмирования оператора. Все цепи управления, которые находятся в контакте с оператором, имеют безопасное напряжение 24 В. Система безопасности установки выполнена в соответствии с европейскими нормами. Возможное восстановление запчастей в случае их механического износа. Точность резки заданных размеров примерно равна 2-м десятым частям миллиметра. Имеются карманы в нижней части машины для склада отрезанных деталей.
Технические характеристики
| Напряжение (В) | 380 |
| Мощность (кВт) | 2 |
| Рабочее давление (атм) | 6 |
| Диаметр пильного диска (мм) | 230х32 |
| Высота (мм) | 1250 |
| Длина (мм) | 500 |
| Ширина (мм) | 6500 |
| Вес (кг) | 250 |
Засыпка для молекулярного сита M 118
Описание
Конструкция изготовлена из алюминия и крашенной стали для устойчивости против коррозии. Емкость для сборки просыпавшегося молекулярного сита. Регулировка частоты вибрации с помощью регулятора давления воздуха. Двойная щетка отсечки молекулярного сита для установки профиля. Возможность одновременной работы с профилями разного размера (макс. 30 шт. по 12 мм).. Рабочий размер стеклопакетов от 60 мм до 4000 мм. Система безопасности установки выполнена в соответствии с европейскими нормами. Контроль и регулировка воздушного давления на установке осуществляется с помощью манометра и регулировочного дросселя. Имеется система смазки пневмопривода. Система безопасности установки выполнена в соответствии с европейскими нормами.
Технические характеристики
| Рабочее давление (атм) | 6 |
| Ёмкость бункера (кг) | 30 |
| Высота (мм) | 1500 |
| Длина (мм) | 2300 |
| Ширина (мм) | 500 |
| Вес (кг) | 80 |
Засыпка дистанционной рамки M130
Описание
Стальная конструкция для высокого сопротивления коррозии покрыта порошковой краской.
Подогрев молекулярного сита в рабочей емкости для подержания его свойств. Автоматическая загрузка рабочей емкости из резервуара 180 кг. Автоматическая перфорация и герметизация рамки Вертикальная компоновка для удобства работы с рамками большого размера. Имеется функция засыпки молекулярного сита как в ручном так и в автоматическом режиме с регулятором скорости. Сенсорный экран на панели управления способствует контролировать процесс работы, регулировать время работы, а также контролировать каждый по отдельности рабочий механизм. Термозащита цепей питания исполнительных двигателей. Все цепи управления, которые находятся в контакте с оператором, имеют безопасное напряжение 24 В. Система безопасности установки выполнена в соответствии с европейскими нормами.* Может работать только с рамками изготовленными на машине для автоматической гибки профиля типа М132, и с размером молекулярного сита от 0,5 мм.
Технические характеристики
| Напряжение (В) | 380 |
| Потребляемая мощность (кВт) | 3,8 |
| Ёмкость бункера (кг) | 35 |
| Высота (мм) | 2500 |
| Длина (мм) | 1100 |
| Ширина (мм) | 1100 |
| Вес (кг) | 400 |
Автоматическая машина для сгибания профиля M132
Описание
Стальная конструкция для высокого сопротивления коррозии покрыта порошковой краской.
Машина оснащена:
-
ручным устройством загрузки с отдельными отсеками для профиля и соединительных элементов разных размеров;
-
системой удлинения обрезков;
-
ввод данных с электронного пульта управления РС или удаленного компьютера через порт USB
-
сенсорное управление с экрана пульта управления PC;
-
программа постоянной само-диагностики;
-
программное управление механизмами машины;
-
программное обеспечение для работы с различными геометрическими формами
-
программное обеспечение печати программ оптимизации
Все электрические системы, находящиеся в контакте с оператором запитаны низковольтным напряжением. Средства защиты от доступа к опасным частям машины соответствуют европейским нормам.
Дополнительно по требованию:
Программное обеспечение для офиса совместимое с Windows NT/2000/XP.
Программное обемпечение импорта модулей из существующих блоков программ оптимизации.
Технические характеристики
| Напряжение (В) | 380 |
| Мощность (кВт) | 2 |
| Рабочее давление (атм) | 6 |
| Диаметр пильного диска (мм) | 130 |
| Толщина рамки (мм) | 6-30 |
| Мин. размеры гибки (мм) | 250х150 |
| Макс. размеры гибки (мм) | 2500х1800 |
| Длина отрезаемой заготовки (мм) | 250-4000 |
| Мин. угол гибки (град.) | 30 |
| Высота (мм) | 3500 |
| Длина (мм) | 9000 |
| Ширина (мм) | 1400 |
| Вес (кг) | 1000 |
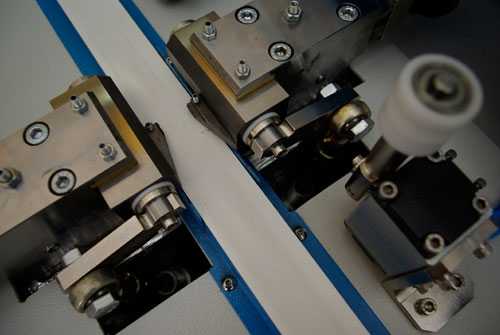
Ручной станок для сгибания профиля M 122
Описание
Алюминиевые и стальные элементы устройства покрашены порошковой краской для защиты от коррозии. Возможна работа с профилем размерами от 5,5 до 14,5 мм. Гибка профиля производится его последовательным прокатом между нейлоновыми валиками. Верхний прижимной валик регулируется в соответствии с радиусом изгиба профиля. Привод устройства ручной.
Технические характеристики
| Высота (мм) | 350 |
| Длина (мм) | 250 |
| Ширина (мм) | 250 |
| Вес (кг) | 10 |
Бутил-экструдер 2,5 Kg M 104-2.5
Описание
Дистанция между форсунками регулируется в пределах от 6 до 20 мм. Рабочая экструзионная панель предназначена для всех типов профиля, применяемого в стеклопакетах. Скорость движения ленточного конвейера подачи рамки для нанесения первичного герметика (бутила) 15 м/мин. Температура бутила наносимого на рамку может регулироваться в пределах от 115 до 160 град.С. С помощью цифрового дисплея. Дополнительный контроль нагрева системы, запрещающий ее запуск до тех пор, пока не будет достигнута рабочая температура. Пневматическое управление процессом запуска и остановки элементов систем экструзии. Регулируемое натяжение ленты транспортера. Осуществляется термический контроль всех моторов с индикацией на табло. Имеется кнопка срочной аварийной остановки всех движущихся деталей машины. Все электрические цепи управления запитаны безопасным напряжением 24 В. Система безопасности всех элементов машины соответствует нормам европейских стандартов.
Технические характеристики
| НАПРЯЖЕНИЕ ПИТАНИЯОБЩАЯ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬМОТОР ГИДРОСИСТЕМЫПНЕВАТИЧЕСКОЕ ПИТАНИЕМОТОР ЛЕНТОЧНОГО ТРАНСПОРТЕРАВЫСОТАШИРИНАДЛИНАВЕС | 380 В 3 ФАЗЫ+ «0» 50 Гц2,5 КВТ 380 В 50 Гц1 КВТ 230/400 В 3 ФАЗЫ 50 ГцМИН. 6 Бар0,2 КВТ 380 В 3 ФАЗЫ 50 Гц1050 мм600 мм2000 мм300 кг |
Бутил-экструдер 7 Kg M 104-7
Дистанция между форсунками регулируется в пределах от 6 до 20 мм. Рабочая экструзионная панель предназначена для всех типов профиля, применяемого в стеклопакетах. Скорость движения ленточного конвейера подачи рамки для нанесения первичного герметика (бутила) может регулироваться в пределах от 10 до 25 м/мин. Температура бутила наносимого на рамку может регулироваться в пределах от 115 до 160 град.С с помощью цифрового дисплея. Дополнительный контроль нагрева системы, запрещающий ее запуск до тех пор, пока не будет достигнута рабочая температура. Электронное управление процессом запуска и остановки элементов систем экструзии и прижима рамки к ленте транспортера с независимой регулировкой момента их срабатывания. Автоматическое / ручное управление нанесения бутила на криволинейный профиль. Регулируемое натяжение ленты транспортера. Осуществляется термический контроль всех моторов с индикацией на табло. Имеется кнопка срочной аварийной остановки всех движущихся деталей машины. Все электрические цепи управления запитаны безопасным напряжением 24 В. Система безопасности всех элементов машины соответствует нормам европейских стандартов.
Технические характеристики
| НАПРЯЖЕНИЕ ПИТАНИЯОБЩАЯ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬМОТОР ГИДРОСИСТЕМЫПНЕВАТИЧЕСКОЕ ПИТАНИЕМОТОР ЛЕНТОЧНОГО ТРАНСПОРТЕРАДАВЛЕНИЕ В ГИДРОСИСТЕМЕВЫСОТАШИРИНАДЛИНАВЕС | 380В 3 ФАЗЫ+ «0» 50 Гц3 КВТ 380 В 50 Гц1,5 КВТ 230/400 В 3 ФАЗЫ 50 ГцМИН. 6 Бар0,2 КВТ 380 В 3 ФАЗЫ 50 ГцМАКС 250 Бар1000 мм800 мм3000 мм500 кг |
Источник: fomgroup.ru
Другая продукция "FOM INDUSTRIE"
Пила для резки армирующего профиля BROWN 250 Оборудование для производства окон из ПВХ / Распил армирования
Распил профиля отрезные станки для производства алюминиевых окон, ПВХ окон, алюминиевых фасадных конструкций
Измерительные системы Оборудование для производства окон из ПВХ
Стенды остекления и контроля Оборудование для производства окон из ПВХ
Мойка стекла Оборудование для производства стеклопакетов
Однокомпонентная герметизация стеклопакетов Оборудование для производства стеклопакетов
Двукомпонентная герметизация стеклопакетов Оборудование для производства стеклопакетов
Вспомогательное оборудование Оборудование для производства стеклопакетов
Сварка Оборудование для производства окон из ПВХ
Зачистка Оборудование для производства окон из ПВХ
Копировально-фрезерные станки Оборудование для производства окон из ПВХ / Фрезерование и сверление
Торцефрезерные станки Оборудование для производства окон из ПВХ / Фрезерование и сверление
Автоматическая линия сварка-зачистка Автоматические линии
Нарезка штапика Оборудование для производства окон из ПВХ
Пробивные прессы для обработки алюминиевых профилей Оборудование для производства алюминиевых конструкций
Соединение армирования с профилем Оборудование для производства окон из ПВХ
Фрезерование дренажных отверстий Оборудование для производства окон из ПВХ / Фрезерование и сверление
Соединение углов Оборудование для производства алюминиевых конструкций
www.okinfo.ru
Из чего состоит окно? Дистанционная рамка
Выбирая пластиковое окно, мы в первую очередь смотрим на стеклопакет и профиль. Но окно – сложный механизм с большим количеством деталей. Створки, рама, фурнитура, откос – это еще не все составляющие окна.
Каждая из них при этом отвечает за ту или иную функцию: защищает от шума, жары, пыли, сохраняет в доме тепло или выводит влагу. В серии материалов «Из чего состоит окно» я расскажу, для чего нужна каждая из его частей.
Сегодня поговорим про дистанционные рамки.
Дистанционная рамка – что это?
Дистанционная рамка – часть каркаса стеклопакета, «мостик холода», который разделяет листы стекла, стабилизирует разницу температур и впитывает влагу из пространства между ними. Внутри рамка заполнена осушителем, по всей длине расположены диффузионные отверстия. От нее зависит, запотеют стекла или нет.
Самый распространенный материал для изготовления дистанционных рамок – алюминий. Алюминиевые рамки делятся на жесткие и гибкие:
- жесткие дистанционные рамки собираются при помощи стальных или пластиковых уголков;
- гибкие рамки гнутся вручную или при помощи специального оборудования. Их устанавливают в основном в окна нестандартной формы.
Чаще всего дистанционные рамки изготавливают из алюминия и пластика. Материалы различаются по теплопроводности, устойчивости к образованию «мостиков холода» – причине появления конденсата, и влиянию на срок службы окна.

На что влияет дистанционная рамка?
Рамки из алюминия производить легче, поэтому это самый практичный и популярный вид. Алюминиевые рамки надежнее пластиковых, они более прочные и ломаются реже.
Основное же преимущество рамок из пластика – низкая теплопроводность. Благодаря этому свойству на окнах с пластиковыми дистанционными рамками почти не появляется конденсат.
При этом пластиковые рамки нужны только тогда, когда стеклопакету требуется дополнительная теплоизоляция. Для помещения со стандартным микроклиматом и качественными окнами подойдут и рамки из алюминия.
Дистанционная рамка – лишь небольшая составляющая пластикового окна, но и от нее зависит его качество и долговечность. Вряд ли эта деталь станет решающей в выборе окон, но чтобы они служили без проблем, внимание стоит обратить и на нее.
Особенно важно правильно подобрать дистанционную рамку, если вы решили обустроить балкон и превратить его в зимний сад. Я уже рассказывал, что конденсат в таком помещении может стать постоянной проблемой.
Подписывайтесь на наш блог, читайте познавательные статьи и учитесь правильно выбирать пластиковые окна.
С уважением,
Игорь
www.okna.ru
Современная технология и оборудование от Bayer Isolierglas-
Современная технология и оборудование от Bayer Isolierglas-
Стеклопакеты постоянно находятся в поле зрения и должны выполнять свои функции, а не быть просто стеклом. Срок службы и качество стеклопакетов зависит от того, из каких материалов и каким методом они изготавливаются.Важным признаком эволюционного развития является переход от “борьбы за низкие цены” к “борьбе за высокое качество”!
Одним из основных элементов стеклопакетов является дистанционная рамка. Современным и высокоэффективным технологическим решением является сборка дистанционной рамки методом гнутья без применения угловых соединений и перенос стыка в ненагруженную область периметра рамки. Получаемая рейка состоит из сплошной согнутой дистанционной рамки, где соединение стыка происходит на прямой поверхности с помощью соединительного элемента. Таким образом углы герметично закрыты и нет диффузии влаги и газа. Компания Bayer Isolierglas- und Maschinentechnik GmbH является одним из ведущих производителей оборудования по производству стеклопакетов. Оборудование марки VITROMATIC HANDY характеризуется производительностью от 100 до 1400 дистанционных рамок в смену, на которых можно обрабатывать практически любые виды жестких дистанционных рамок всех известных производителей.
Vitromatic HANDY 600 Vitromatic HANDY 100Tехнология VITROFORM для производства качественных стеклопакетов Отличительной особенностью этой технологии является специальный дизайн дистанционной рамки VITROFORM, которая изготовляется методом экструзии из алюминиевых сплавов и предварительно заполняется по всей длине молекулярным ситом 3А. В рамке отсутствуют перфорированные отверстия — с двух сторон она герметично закрывается по торцам бутиловыми пробками. На боковые грани рамки экструдером наносится полиизобутилен (бутил), который закрыт специальной защитной пленкой. Рамки могут храниться длительный срок без снижения качества молекулярного сита и бутила. Также производятся рамки VITROFORM, заполненные молекулярным ситом, но без нанесенного бутила для применения ПИБ — экструдера. Для производства стеклопакета из расходных материалов необходима рамка VITROFORM, стекло и вторичный герметик. Такая технология позволяет при минимальных инвестициях освоить производство стеклопакетов VITROFORM С помощью гибочной машины HANDY 100 производится перфорация и гибка дистанционной рамки VITROFORM в четырех углах. Стыковка рамки производится на прямом участке с помощью металлического соединителя.
Основные преимущества гибочной технологии: дистанционные рамки предварительно заполнены адсорбентом и покрыты бутилом с двух сторон; углы герметично закрыты, следовательно, нет диффузии влаги и газов; более толстая стенка дистанционной рамки; перфорация дистанционной рамки является частью гибочного процесса; уменьшение числа сборочных единиц и технологических операций; значительное уменьшение напряжения в углах за счет соединения на прямом участке; снижение толщины вторичного герметика до 2 мм; уменьшение рабочих мест; срок службы стеклопакета больше 40 лет; нет отходов дистанционной рамки; минимальные инвестиции при наивысшем качестве продукции.
Журнал ОКНА. ДВЕРИ. ВИТРАЖИ
remondom.ru
Автоматическая машина для гибки дистанционной рамки Deca . Объявления
Место: Украина, Одесская обл., Одесса
Автор: Сергей Николаевич
Телефон: +38 (048) 777-88-25, +38 (063)-735-36-88
Email: [email protected]
Процесс: Гибка дистанционной рамкиПроизводитель: DEKAГод: 2005Состояние: Так как естьОписание: Автоматическая машина предназначена для сгибания дистанционных рамок, которые используются в стеклопакетах. Имея широкие возможности применения, данная машина заменяет традиционные угловые соединители, так как она может за один раз придать рамке форму выпуклого многоугольника. Автоматическая машина может согнуть алюминиевые рамки различных спецификаций и размеров, придавая им различные формы. Изогнутая конструкция рамки обеспечивает хороший эффект герметизации и длительный срок службы стеклопакета. Машина для гибки дистанционных рамок оснащена системой управления ПЛК. Удобный интерфейс позволяет пользователю без труда регулировать все рабочие параметры. Сервоприводная система подачи оснащена ЧПУ, что позволяет производить подачу рамок автоматически. Кроме того, эта машина может быть отрегулирована для гибки рамок большого размера. Также имеется защитное приспособление, изготовленное из нержавеющей стали, которое предохраняет рамки от повреждений во время гибки. Технические параметры автоматической гибочной машиныМакс. размер изгиба: 2000 × 2000ммМин. размер изгиба: 250 × 250мм Ширина алюминиевой рамки: 6~24мм Скорость передачи алюминиевой рамки: 120м/мин Погрешность дистанционной рамки: ≤±0.5мм Погрешность угла изгиба: ≤±1º Общая мощность: 3 фазы 380В, 50Гц, 2.5кВтЦена: 8 000 €
Другие объявления
Ремонт и регулировка окон ПВХЧто делать, если Ваше окно стало скрипеть, плохо закрываться, пропускать сквозняки или появились ...
куплю обрезки пластиковых оконНа постоянной основе покупаем обрезки оконного профиля пвх.Любые объемы.Цена-36руб/кг.Наличный,бе...
Ремонт окон "Престиж"Ремонт пластиковых, алюминиевых, деревянных окон в Москве по доступным ценам, высоким качеством и...
www.okinfo.ru