Проволока сварочная легированная. Проволока сварочная легированная диаметром 2 мм
Проволока сварочная легированная диаметром 2,4 мм марок 18ХМА,СВ 08ГА
Существуют различные виды сварочной проволоки, которые с переменным успехом применяются во всех областях сварки, так как обладают разнообразным составом, каждый из которых больше подходит для своей ситуации. Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.

Легированная сварочная проволока
Простым примером может стать сварка нержавейки, во время которой шов теряет свою коррозионную стойкость, если не применять дополнительное легирование. В остальных сплавах действует тот же принцип, только в некоторых случаях новые компоненты могут увеличить относительное растяжение металла, что поможет бороться с образованием трещин, поможет обрести дополнительную пластичность, когда деталь находится в постоянном движении. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Такие разновидности применяются для сварки медных труб, алюминия, нержавейки, чугуна, легированных сталей, никеля и его сплавов, а также прочих деталей. Стоит отметить, что даже, казалось бы, незначительные вкрапления, которые составляют несколько процентов, а то и десятые доли, оказывают существенное влияние на свойства присадочного материала. Именно по этой причине проволока сварочная высоколегированная изготовляется в строгом соответствии с заданными стандартами, что и обеспечивает точный подбор состава под параметры сваривания. Изготовляется проволока сварочная легированная по ГОСТ 2246-70.

Проволока сварочная легированная по ГОСТ 2246-70
Одни и те же марки, идентичные по составу, производят с различным диаметром, что позволяет применять их для заготовок разнообразной толщины. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
Преимущества
- Материал позволяет компенсировать те недостатки, которые имеет металл или сплав в своих свойствах сваривания;
- Проволока повышает эффективность сварочного соединения и делает его более надежным и долговечным;
- Правильно подобранный состав может изменить технические характеристики шва в лучшую сторону за счет легирующих элементов;
- Зачастую такое присадочный материал не требует предварительной подготовки и хорошо взаимодействует с основным металлом заготовки;
- Широкий выбор вариантов позволяет всегда подобрать именно тот, который будет наиболее подходящим для вашего конкретного случая;
- Возможно использовать проволоку для ручной, полуавтоматической и автоматической сварки, в зависимости от выбранного аппарата, но это касается не всех марок.
Недостатки
- Практически все виды проволоки требуют дополнительной защиты в среде инертного газа, а также использования флюса для улучшения свойств сваривания;
- Себестоимость сварки становится выше, что не выгодно для частной сферы;
- Некоторые марки являются узкоспециализироваными и практически не распространены в широком кругу;
- Из-за большого разнообразия и сложного состава выбор подходящего материала становится более сложным.
Разновидности
Существует большое количество разновидностей данной проволоки, что обусловлено широким применением, почти для каждого вида металла и его сплава. Стоит выделить основные, самые распространенные варианты, которые предлагают современные производители:
- Омедненная сварочная проволока, которая изготавливается из легированной стали. Это один из самых распространенных вариантов, которые применяются в сварке. Она применяется для соединения стальных изделий, что требуется как в бытовых, так и в производственных условиях.
Омедненная сварочная проволока
- Легированная омедненная проволока. Используется преимущественно для сварки труб с большим диаметром, так как создает хорошие герметичные швы и может работать в нескольких положениях. С ее помощью также можно соединять другие крупные детали.

Легированная омедненная проволока
- Низколегированная проволока, может иметь омедненную поверхность или нет. Это один из самых простых вариантов, который содержит относительно небольшое количество легирующих элементов. Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.

Низколегированная омедненная проволока
Эта же проволока сварочная легированная диаметров 2 мм, 3 мм, 4 мм и 5 мм служит для производства некоторых видов электродов для электродуговой сварки.
Физико-химические свойства
Все свойства проволоки зависят от того, какие именно элементы входят в ее состав и в каком количестве. Естественно, что более широко рассматривать свойства рациональней в каждом конкретном случае, но можно отметить общие тенденции. Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.

Легированная проволока для сварки
Многие разновидности уменьшают теплопроводность основного материала, чтобы снизить вероятность появления тепловой деформации, что особенно заметно в теплочувствительных металлах. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Технические характеристики
Марка | Характеристики |
сварочная проволока св 08гнм | Диаметром 3; 4 мм Обработка поверхности: омедненная, защитное покрытие отсутствует, химическая полировка Защитные флюсы АН-348А, АН-60П. Тип тока — постоянный обратной полярности
|
сварочная проволока 09г2с | Удельный вес — 7,85 г/см3Температура критических точек – 625 градусов ЦельсияСвариваемость материала – не имеет ограничений Флокеночувствительность — отсутствуетСклонность к отпускной хрупкости- гтсутствует.Температура ковки – 1250 градусы ЦльсияОбрабатываемость резанием — 520 Мпа Предел текучести — 225 МПа, |
сварочная проволока св 08га | Временное сопротивление — 630 МПа Относительное удлинение — 23% Предел текучести — 580 Мпа |
Особенности выбора
Когда требуется подобрать подходящий присадочный материал, то в первую очередь обращают внимание на его состав. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
«Важно!
Для каждого проблемного сплава нужно подбирать те легирующие элементы, которые смогут нейтрализовать негативные моменты.»
Вторым важным моментом является толщина. Газовую и дуговую сварку в среде защитных газов зачастую применяют для относительно тонких металлов, но среди размеров диаметра проволоки можно встретиться варианты от 1 до 8 мм. Для каждой толщины требуется свой температурный режим. Стоит заранее ознакомиться, какой флюс нужен для улучшения свойств сваривания присадочного материала, чтобы увеличить качества соединения и надежности. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Особенности сварки
Если применяется сварочная проволока СВ06Х14, или другая легированная разновидность, и толщина металла составляет более 4 мм, то следует заняться разделкой кромок, иначе возникает большой риск, что глубина не будет полностью проварена. Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ.
svarkaipayka.ru
Проволока сварочная легированная

Существует множество разнообразных видов присадочных материалов для сварки, каждый вид наделен какими-то уникальными свойствами, которыми не обладает другой. Любому сварщику рано или поздно предстоит выполнить работу с каким-то сплавом, а не чистым металлом. Они гораздо чаще используются в промышленности.
Это обусловлено тем, что сплав может обладать свойствами сразу нескольких металлов одновременно. Однако улучшение свойств и характеристики напрямую сказывается на уровне сложности ремонтных работ. Во многом это становится заметно при воздействии высокой температуры, большинство важных химических составляющих испаряются еще до того момента, как основной материал достигнет точки плавления.
Естественно, что исчезнувшие элементы «забирают» с собой какие-то важные свойства, которыми сплав обладал ранее. Справиться с этой проблемой можно только с помощью одного способа – применения присадочного материала с большим количеством разнообразных химических элементов в составе.

В качестве примера можно привести сваривание изделий из нержавеющей стали. При влиянии высокой температуры антикоррозионный материал становится обычным, теряет защиту от коррозии. Избежать этого можно с помощью применения дополнительного легирования, которое можно обеспечить, используя легированный присадочный материал.
Со всеми другими сплавами происходит тот же принцип: при влиянии высоких температур они теряют свои свойства, однако подходящий тип сварочной легированной проволоки дает возможность восполнить утерянные элементы в составе.

С помощью разнообразных версий высоколегированного расходного материала, можно повысить уровень пластичности, прочности, снизить на нет шанс появления кристаллических трещин в структуре и т.д. Подбор нужного типа присадочной проволоки это достаточно сложное занятие, но если справится с данной задачей, можно восстановить все свойства сплава после проведения ремонтных работ и даже улучшить их.
Высоколегированные модели присадочной проволоки применяются повсеместно для сварки меди, алюминия, нержавеющей стали, чугуна, никеля и т.д. Незначительная доля какого-либо дополнительного элемента в составе присадочного материала, которая иногда даже исчисляется сотыми долями одного процента, может быть способна полностью изменить физические свойства проволоки.

В связи с данной особенностью, высоколегированный присадочный материал изготавливается с высочайшей точностью, строго следуя государственным стандартам. Одна и та же модель сварочной проволоки может выпускаться в различных версиях, которые отличаются между собой диаметром сечения.
Преимущества и недостатки
Каждый материал имеет свои достоинства использования и недостатки. Легированная сварочная проволока не является исключением. Для начала стоит рассмотреть плюсы ее использования:
- применение материала позволяет восполнить утраченные части состава сплава в процессе сваривания;
- состав проволоки позволяет значительно улучшить физические свойства сварного шва;
- за счет присутствия дополнительных элементов в составе проволоки, использования определенной модели способны полностью изменить технические и физические характеристики свариваемого объекта;
- большинство моделей высоколегированной сварочной проволоки не требует проведения предварительных процедур перед выполнением сварочных процедур;
- широкий ассортимент моделей всегда позволяет подобрать нужный тип для сварки определенного металла;
- высоколегированную сварочную проволоку можно использовать в качестве присадочного материала как для сварки в ручном режиме, автоматическом, полуавтоматическом.

Минусы использования:
- практически девяносто процентов присадочной проволоки требует выполнение сварки в защитном облаке из инертного газа, чаще всего им является аргон;
- относительно классического способа сварки, данный метод несколько дороже;
- существуют узкоспециализированные марки проволоки, которые не известны широкому кругу;
- большой ассортимент имеет две стороны медали, с одной стороны всегда можно найти нужный материал, однако с другой – поиск нужного присадочного материала может занять достаточно много времени.
Различные виды присадочного материала
Различных версий присадочного материала достаточно много, что обуславливает высокий уровень популярность применения. Существуют модели практически для каждого вида металла и сплава. Все используемые виды перечислять очень долго, однако стоит рассмотреть самые популярные модификации.
1. Присадочная проволока с медным внешним покрытием, в качестве основного компонента для ее создания используется высоколегированная сталь. Данный подвид является наиболее часто используемым расходным материалом при сварке. С ее помощью можно создать сварной шов высокого качества на изделиях из углеродистой стали, что практически всегда востребовано, как в различных отраслях промышленности, так и в бытовых условиях.
2. Легированная проволока с медным покрытием. В ее составе присутствует достаточно большое количество легирующих элементов. Чаще всего данный материал применяется при сварке труб с сечением большого диаметра. Сварной шов получает высокий уровень герметичности. С расходным материалом можно работать в любых положениях сварки. Помимо соединения труб, проволоку данного вида также применяют для сваривания изделий большого размера.

3. Присадочная проволока с небольшим количеством легирующих элементов. Ее поверхность также может покрываться медной оболочкой. Среди всех видов, использования данного типа присадочного материала является наиболее простым вариантом. В составе проволоки нет большого количества дополнительных химических элементов, следовательно, и условий для успешного создания сварного шва высокого качества требуется меньше. Чаще всего присадочный материал данного типа применяется в различных отраслях промышленности для сварки в ручном режиме. Также стоит отметить, что их низколегированного присадочного материала для сварки изготавливаются электроды различного диаметра.
Физические и химические свойства
Абсолютно все физические свойства сварочной проволоки зависят от ее химического состава. В одной статье невозможно уместить все уникальные способности, которыми обладает присадочный материал, однако можно рассмотреть их общие тенденции.
Одним из самых главных свойств, присущей любой модели высоколегированной проволоки для сварки, является повышенной уровень стойкости к влиянию процесса коррозии. Также можно отметить высокий уровень пластичности и стойкость к различным метаморфозам. Благодаря этим свойством качества созданного шва находится на достаточно высоком уровне, поэтому он без проблем способен выдерживать нагрузки ничуть не хуже, чем основной металл.
Некоторые модификации присадочной проволоки способны поднять или наоборот понизить способность металла к теплопроводности. Что очень сильно сказывается при работе с металлами с высокой чувствительностью к воздействию высоких температур.

Практически каждая модель проволоки имеет температурную точки плавления, равную отметке плавления основного металла, для которого предназначен данный расходный материал. При создании проволоки также учитывается коэффициент относительного расширения материала, что позволяет снизить или вовсе убрать коробление металла в процессе сваривания.
Как выбрать нужную модель?
В первую очередь при покупке высоколегированной сварочной проволоки необходимо обращать внимание на ее состав. Большинство моделей предназначаются для какого-то конкретного металла, соответственно на упаковке расходного материала это указано. Однако если вам предстоит работать с каким-то сложным или редким сплавом, то в обязательном порядке перед приобретением нужно учесть состав, как свариваемого объекта, так и присадочной проволоки.

После того как вы определитесь с составом присадочного материала, нужно обратить внимание на его номенклатуру. Дела в том, что диаметр сечения проволоки должен быть немногим меньше толщины свариваемого изделия. Использования расходного материала нужного размера не позволит вам прожечь металл. Помимо этого одна и та же модель присадочной высоколегированной проволоки разного размера, может иметь разные температурные отметки, при которых она начинает подвергаться процессу плавления. Это также нужно учитывать при покупке.
Если вам предстоит работать с металлом, толщина которого превышает значение в четыре миллиметра, то в обязательном порядке перед выполнением сварочных манипуляций нужно провести предварительную очистку и выравнивание рабочих кромок. Сама проволока чаще всего не требует выполнения каких-либо дополнительных предварительных процедур перед началом работы. Также, особенно это относится к работе с металлами или сплавы чувствительными к влиянию высоких температур, нужно выполнять предварительный подогрев как изделия, так присадочного материала. Требуется достичь примерно одинаковых значений.
svarkagid.com
Технические характеристики сварочной проволоки типа св08г2с: применение, требования, маркировка
 Для проведения сварочных работ используется проволока. В настоящее время существует несколько её разновидностей. Одним из востребованных видов продукции является проволока с высоким уровнем легирования СВ08Г2С. Ее применяют для различных видов сварочных работ. Также она используется в качестве одного из материалов при производстве электродов для наплавочных работ.
Для проведения сварочных работ используется проволока. В настоящее время существует несколько её разновидностей. Одним из востребованных видов продукции является проволока с высоким уровнем легирования СВ08Г2С. Ее применяют для различных видов сварочных работ. Также она используется в качестве одного из материалов при производстве электродов для наплавочных работ.
Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70 зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
-
 никель — количество этого элемента составляет до 0,25;
никель — количество этого элемента составляет до 0,25; - хром – его содержание не превышает 0,2;
- марганец — его величина может достигать 2,1;
- кремний – содержание этого элемента может достигать до 0,95;
- сера – в составе метиза содержание этого компонента может достигать 0,025;
- фосфор – он содержится в этом метизе в количестве 0,03;
- углерод — его значение варьируется от 0,05 до 0,11.
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.
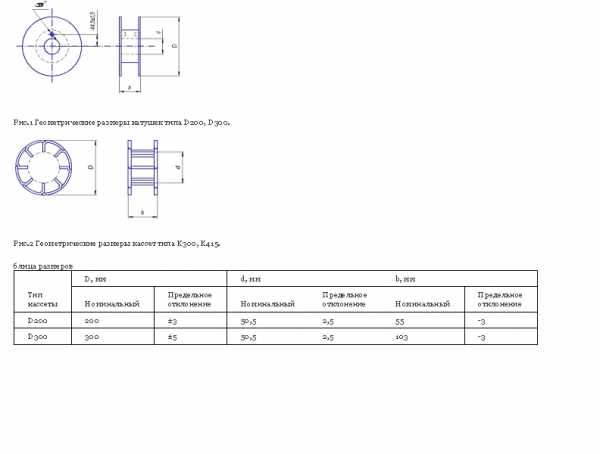
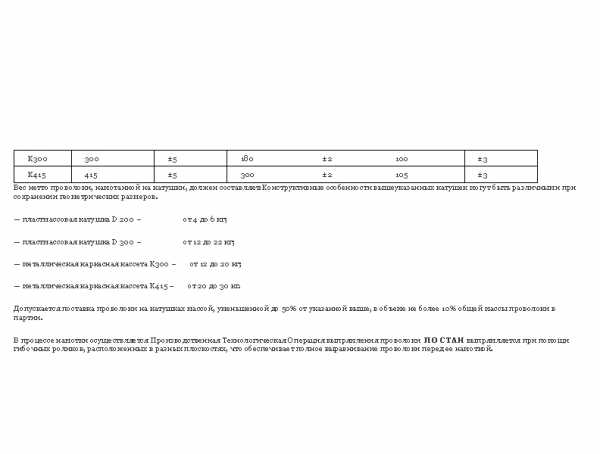
В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики
 У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства.
У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства.
Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава. Стоит сказать, что его наличие не является нарушением требований государственных нормативов. Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит.
Зачем следует знать коэффициент наплавки?
Выполняя работы по наплавке, специалист должен знать, какой коэффициент наплавки имеет используемая им проволока. Под ним следует понимать величину, которая описывает наплавляемый за конкретное время металл при определенной силе тока. Коэффициент наплавки метиза обычно составляет не менее 8,5 г/А*ч. Обычное его значение зависит от:
- химического состава метиза;
- типа покрытия изделия;
- полярности и рода тока, который используется для выполнения наплавки.
Производительность операций по наплавке во многом зависит от коэффициента наплавки метиза СВ08Г2С. Также этот показатель влияет на число потерь сварочного шва на испарение, а также на разбрызгивание и окисление. Еще рассматриваемый показатель определяет коэффициент расплавления основного металла, а также целый ряд других важных характеристик и операций по сварке.
Расшифровка марки проволоки ее достоинства
 Большой сложности в понимании того, что собой представляет сварочная проволока марки СВ08Г2С, не представляет. Литеры в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание в составе проволоки сотых долей углерода. Литера Г означает марганец, а цифра после неё – количественное содержание в проволоке этого элемента — 2%. Литера С означает кремний. Если число после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проволоке описываемой марки в количестве менее 1 процента.
Большой сложности в понимании того, что собой представляет сварочная проволока марки СВ08Г2С, не представляет. Литеры в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание в составе проволоки сотых долей углерода. Литера Г означает марганец, а цифра после неё – количественное содержание в проволоке этого элемента — 2%. Литера С означает кремний. Если число после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проволоке описываемой марки в количестве менее 1 процента.
В составе сварочного метиза этой марки присутствует марганец. Благодаря ему обеспечивается повышение прочностных характеристик соединения, поскольку этот элемент формирует выраженную кристаллическую решетку сварного соединения. Кремний обеспечивает улучшение механических свойств изделия. У метиза, описываемого в этой статье, содержание кремния и марганца является оптимальным (0,83/1,95). Благодаря этому обеспечивается ряд преимуществ ее применения для операции по наплавке:
- её использование позволяет получить соединение высокого качества;
- метиз обеспечивает высокие прочностные характеристики шва;
- благодаря ей обеспечивается минимальная себестоимость изготовления сварного материала;
- метиз этой марки имеет стабильный и химический состав.
Заключение
При выполнении сварочных работ не обходится без использования сварочной проволоки. Она позволяет создать качественное сварное соединение. В настоящее время на рынке доступно большое количество марок сварочной проволоки. Многие специалисты при выполнении работ по сварке используют метиз СВ08Г2С. Благодаря компонентам, входящим в состав, её применение позволяет качественно выполнить сварочные работы и получить надежное сварное соединение.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварочная легированная проволока: характеристики, цена
Сварочная легированная проволока используется в качестве присадочного материала в процессе ручной, полуавтоматической или автоматической сварки. Кроме того, присадочную проволоку из легированной стали можно использовать в качестве плавкого электрода, защищенного газообразным флюсом.
Словом, определенные сварочные технологии просто не могут обойтись без легированной проволоки. И в данной статье мы познакомим вас с этой разновидностью присадочного материала.
Разновидности легированных присадочных материалов
По содержанию усиливающих основные качества проволоки компонентов присадочные материалы разделяют на:
- Высоколегированные сорта, содержащие значительный объем добавок.
- Низколегированные сорта, содержащие небольшой объем присадок.
- Углеродистые сорта, содержащие более 0,2 процента углерода.
Разумеется, каждый сорт проволоки используют для решения определенных задач. Например, углеродистая проволока используется для стыковки высокоуглеродистых сталей. Высоколегированная проволока – для стыковки стальных сплавов, содержащих значительные объемы «дополнительных» компонентов. Ну а низколегированную проволоку можно использовать и для углеродистых сталей и для стальных сплавов, в состав которых входит одна-две присадки.
Сварочная проволока легированная: состав и характеристики
Габариты проволоки определяются ее длинной и диаметром поперечного сечения. Диаметр может изменяться в пределах от 0,3 до 12 миллиметров. Длина проволоки в стандартной бухте измеряется десятками, если не сотнями метров. Ведь масса одной такой «катушки» не должна превышать 80 килограмм. При минимальной массе мотка от 2 килограмм (для 0,3-миддиметровой проволоки) до 40 килограмм (для 12-миллиметровой проволоки).
С габаритами связана и цена сварочной легированной проволоки. Причем, чем больше диаметр (и число «дополнительных» присадок), тем выше стоимость проволоки.
Состав проволоки определяется требованиями, изложенными в ГОСТ 2246-70. Причем, в данном ГОСТе упоминаются:
- Шесть углеродистых сортов, легированных марганцем и содержащих строго контролируемый процент азота.
- Тридцать низколегированных сортов, из которых семь сортов созданы на базе марганца, около двадцати – на базе хрома, а прочие, на базе никеля или молибдена. Кроме основных легирующих компонентов в состав этого сорта проволоки входит еще две-три разновидности металлов. Причем процентное содержание основного компонента не превышает 4-5 процентов от общей массы сплава.
- Сорок высоколегированных сортов, созданных на базе хрома, никеля, марганца и титана. Высоколегированные сорта содержат в себе до пяти-семи добавок. Содержание основного компонента, в данном случае, может составлять до четверти от всего объема легированного сплава.
Схема использования проволоки в сварочных аппаратах
Сварочная проволока поставляется, как присадочный материал, пригодный для использования в процессе полуавтоматической или автоматической сварки, и как полуфабрикат для электродов ручной сварки.
В первом случае проволоку наматывают на барабан подающего механизма сварочного полуавтомата или автомата, пропуская свободный конец сквозь вальцы. Диаметр такой проволоки не превышает 5-6 миллиметров. Это ограничение связано с габаритами пропускного отверстия в держаке или горелке аппарата.
Во втором случае проволоку «рубят» на электроды нужной длины, используя для этих целей специальные гильотины. После «нарезки» мерные отрезки проволоки покрывают флюсом определенного типа.
То есть, проволока от 6 миллиметров в диаметре используется не как самостоятельный присадочный материал, а как полуфабрикат для прутковых электродов.
steelguide.ru
Проволока сварочная легированная
Сварочная легированная проволока используется в качестве присадочного материала в процессе ручной, полуавтоматической или автоматической сварки. Кроме того, присадочную проволоку из легированной стали можно использовать в качестве плавкого электрода, защищенного газообразным флюсом.
Словом, определенные сварочные технологии просто не могут обойтись без легированной проволоки. И в данной статье мы познакомим вас с этой разновидностью присадочного материала.
Разновидности легированных присадочных материалов
По содержанию усиливающих основные качества проволоки компонентов присадочные материалы разделяют на:
- Высоколегированные сорта, содержащие значительный объем добавок.
- Низколегированные сорта, содержащие небольшой объем присадок.
- Углеродистые сорта, содержащие более 0,2 процента углерода.
Разумеется, каждый сорт проволоки используют для решения определенных задач. Например, углеродистая проволока используется для стыковки высокоуглеродистых сталей. Высоколегированная проволока – для стыковки стальных сплавов, содержащих значительные объемы «дополнительных» компонентов. Ну а низколегированную проволоку можно использовать и для углеродистых сталей и для стальных сплавов, в состав которых входит одна-две присадки.
Сварочная проволока легированная: состав и характеристики
Габариты проволоки определяются ее длинной и диаметром поперечного сечения. Диаметр может изменяться в пределах от 0,3 до 12 миллиметров. Длина проволоки в стандартной бухте измеряется десятками, если не сотнями метров. Ведь масса одной такой «катушки» не должна превышать 80 килограмм. При минимальной массе мотка от 2 килограмм (для 0,3-миддиметровой проволоки) до 40 килограмм (для 12-миллиметровой проволоки).
С габаритами связана и цена сварочной легированной проволоки. Причем, чем больше диаметр (и число «дополнительных» присадок), тем выше стоимость проволоки.
Состав проволоки определяется требованиями, изложенными в ГОСТ 2246-70. Причем, в данном ГОСТе упоминаются:
- Шесть углеродистых сортов, легированных марганцем и содержащих строго контролируемый процент азота.
- Тридцать низколегированных сортов, из которых семь сортов созданы на базе марганца, около двадцати – на базе хрома, а прочие, на базе никеля или молибдена. Кроме основных легирующих компонентов в состав этого сорта проволоки входит еще две-три разновидности металлов. Причем процентное содержание основного компонента не превышает 4-5 процентов от общей массы сплава.
- Сорок высоколегированных сортов, созданных на базе хрома, никеля, марганца и титана. Высоколегированные сорта содержат в себе до пяти-семи добавок. Содержание основного компонента, в данном случае, может составлять до четверти от всего объема легированного сплава.
Схема использования проволоки в сварочных аппаратах
Сварочная проволока поставляется, как присадочный материал, пригодный для использования в процессе полуа
abatec.ru
Оглавление проволоки сварочной
Главная / Оглавление проволоки сварочнойСсылка на официальное издание ГОСТа 2246-70
Для выбора диаметра проволоки и ее марки стали воспользуйтесь таблицей 4 и 6
таблица 4
Некоторые марки сварочной проволоки для электродуговой сварки под флюсом и электрошлаковой сварки высоколегированных сталей
| Марка стали | Условия работы | Марка проволоки (ГОСТ 2246 - 70) |
| Коррозионно-стойкие стали | ||
| 12Х18Н908Х18Н1012Х18Н10Т12Х18Н9Т | Стойкость к межкристаллитной коррозии | Св-0,1Х19Н9Св-0,4Х19Н9Св-07Х18Н9ТЮСв-04Х19Н9С2Св-05Х19Н9ФЗС2 |
| 12Х18Н10Т08Х18Н10Т08Х18Н12Т08Х18Н12Б | Температура выше 350°С; стойкость к межкристаллитной коррозии | Св-07Х19Н10БСв-05Х20Н9ФБС |
| 10Х17Н13МЗТ08X18Н12Б | Стойкость к межкри-сталлитной коррозии | Св-08Х19Н10МЗБ; Св-06Х20Н11МЗТБ |
| 08Х18Н10;12Х18Н10Т12Х18Н9Т | Сварка в углекислом газе; стойкость к межкристаллитной коррозии | Св-08Х25Н13БТЮ |
| Жаропрочные сталь | ||
| 12Х18Н9 | Температура до 800 °С | Св-04Х19Н19 |
| 12Х18Н9Б 08Х18Н12Т | Температура до 800- 900 °С | Св-08Х18Н8Г2Б |
| Х15Н35В4Т | Высокая температура | Св-06Х19Н10МЗТ |
| Жаростойкие стали | ||
| 20Х23Н1308Х20Н14С220Х23Н18 ХН35ВЮ 20Х25Н20С2 | Температура 800-900 °С Температура 900- 1100°С Температура до 1200°С | Св-07Х25Н13 Св-07Х25Н12Г2ТСв-06Х25Н12ТЮСв-08Х25Н13БТЮ Св-08ХН50 |
Сварка плавящимся электродом в углекислом газе производится на полуавтоматах и автоматах. При этом для сварки сталей марки 12Х18Н10Т рекомендуется проволока Св-07Х18Н9ТЮ, Св-08Х20Н9С2БТЮ; для сталей марки 12Х18Н12Т - проволока Св-Х25Н13БТЮ, а для хромоникелемолибденовых сталей - проволока марок Св-06Х19Н10МЗТ и Св-06Х20Н11МЗТБ. Сварка в углекислом газе производится во всех пространственных положениях, что позволяет механизировать сварочные работы на конструкциях из высоколегированных сталей в монтажных условиях.Ориентировочные режимы дуговой сварки в углекислом газе высоколегированных сталей без разделки кромок плавящимся электродом в углекислом газе приведены в табл. 6.
Таблица 6. Режимы дуговой сварки высоколегированных сталей без разделки кромок плавящимся электродом в углекислом газе
| Толщинаметалла,мм | Шов | Диаметрпроволоки,мм | Вылетэлектрода,мм | Сила сварочного тока, А | Напряжение дуги, В | Скоростьсварки,м/ч | Расходуглекислогогаза,л/мин |
| 1368 10 | Односторонний»Двусторонний» » | 1 223232 | 1015151515 - 2020 - 2525 - 30 | 80 230-240 250-260 350-360 380-400 430-450 530-560 | 1624-2828-30 30-32 30-3233-3534-36 | 8045-5030-30-- | 10-12 12-15 12-15-12-15 12-15 12-15 |
При сварке в инертных газах повышается стабильность дуги и снижается угар легирующих элементов, что важно при сварке высоколегированных сталей. Сварку аустенитных сталей в инертных газах выполняют неплавящимся (вольфрамовым) или плавящимся электродом. Обычно ее применяют для сварки материала толщиной до 7 мм, но особо эффективна она при малых толщинах (до 1,5 мм), когда при применении других способов наблюдаются прожоги. Однако в некоторых случаях ее применяют при сварке неповоротных стыковых труб большой толщины, и сварке корневых швов в разделке при изготовлении особо ответственных толстостенных изделий. Сварку ведут без присадочного материала или с присадочным материалом на постоянном токе прямой полярности. Но при сварке стали или сплава с повышенным содержанием алюминия применяют переменный ток, чтобы за счет катодного распыления разрушить поверхностную пленку оксидов. Плазменная сварка также используется для высоколегированных сталей. Ее преимуществами являются чрезвычайно малый расход защитного газа, возможность получения плазменных струй различного сечения (круглого, прямоугольного, эллипсовидного и т. д.). Ее можно использовать для сварки очень малых толщин металла и для металла толщиной до 12 мм.
Сварку плавящимся электродом производят в инертных, а также активных газах или смеси газов. При сварке высоколегированных сталей, содержащих легкоокисляющиеся элементы (алюминий, титан и др.), следует использовать инертные газы, преимущественно аргон, и вести процесс на плотностях тока, обеспечивающих струйный перенос электродного металла. Так, при сварке в аргоне стыковочное соединение на стали типа 18-9 толщиной 5-6 мм на постоянном токе обратной полярно¬сти проволокой диаметром 1,2 мм при сварочном токе 230-300 А, напряжении 16-20 В, расходе газа 16- 20 м/мин будет иметь место струйный перенос электродного металла. При этом дуга имеет высокую стабильность, и практически исключается разбрызгивание металла, что благоприятно сказывается на формировании швов в различных пространственных положениях и исключает вероятность образования очагов коррозии, связанных с разбрызгиванием при сварке коррозионностойких и жаростойких сталей.
Купить проволоку ГОСТ 2246-70 СВ 04Х19Н9
Купить проволоку других марок и ГОСТ 2246-70 СВ 06Х19Н9Т
kanat-provoloka.ru