Пайка медных труб водопровода своими руками: видео и этапы. Как запаять медную трубку в домашних условиях
Как паять медные трубы: выбор припоя и тонкости технологии
Содержание статьи
В том, что медные трубы опережают стальные, чугунные и ПВХ-трубы по гибкости, термостойкости и долговечности, секрета нет. Высокая цена материала окупается длительным сроком службы медных изделий. Зная, как паять медные трубы, можно сэкономить средства на монтаже.
Медь – отличный материал для пайки, ее поверхность при очистке не нуждается в использовании агрессивных веществ. Существует много легкоплавких металлов, создающих с медью хорошее сцепление (адгезию). При нагреве этот материал не нуждается в дорогостоящих флюсах, так как бурных реакций с кислородом воздуха при плавлении меди не происходит.
Достоинства пайки
Если возникла необходимость припаять медную трубку к железу, вооружайтесь паяльником, припоем и флюсом. Пайкой можно соединять трубы из разных металлов, а также металлы и неметаллы. В процессе пайки основной металл не деформируется, поэтому заданные размеры и форма труб остаются без изменений. Не возникает коробления и внутренних напряжений.

Перед пайкой обезжирьте место стыковки (внутри и снаружи) для улучшения адгезии материала трубы и припоя
При необходимости соединение можно распаять. Медные изделия более гибкие и устойчивые к внешним воздействиям, они легко выдерживают высокое давление и их можно монтировать закрытым способом. При пайке получается высокая прочность соединения.
Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
- Низкотемпературным методом
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.

Такой паяльник позволяет соединить трубы низкотемпературным методом
- Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
Высокотемпературная пайка
Потребуется специальный режущий инструмент для меди, фаскосниматель, расширитель для труб, молоток, уровень, рулетка, газовая горелка, электропаяльник, твердоплавкий и легкоплавкий припой, флюс (необходим, чтобы удалить оксидную пленку и не допустить окисления).
Последовательность действий
- Предварительная подготовка труб: очищение поверхностей, удаление оксидной пленки флюсом.
Флюс – это химическое вещество, которое помогает распределить припой равномерным слоем, очищает основной металл от окислов и загрязнений. При его выборе учитывается вид металла и припоя. Многокомпонентные флюсы более эффективны, они позволяют получить еще более качественную пайку.

Профессиональное оборудование для пайки
Вещество наносят только на место соединения трубы с раструбом, а не вовнутрь его. Сразу после нанесения флюса трубы соединяют, чтобы на рабочую поверхность не попали посторонние частицы. Поверните трубу в фитинге, чтобы флюс распределился равномерно, остатки химического вещества удаляются тряпкой. Труба готова к нагреву.
- Вставка трубы в муфту. После нужно будет пропаять два стыка. Или торец одной трубы соединяется с торцом другой, тогда обработать нужно один стык.
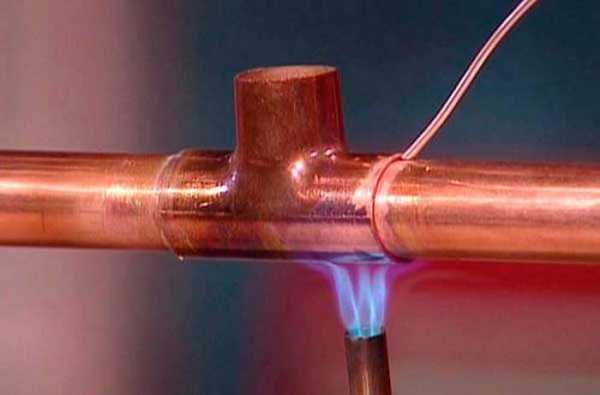
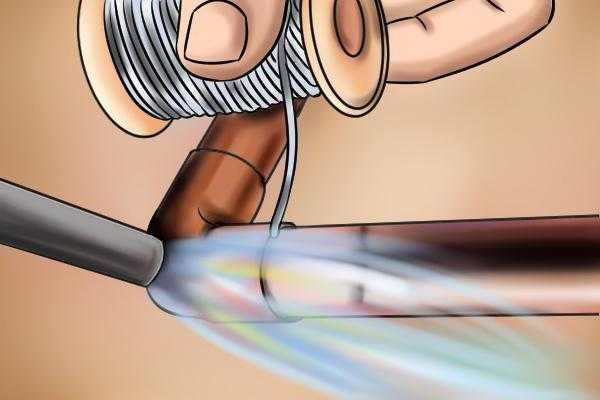
- Нагрев труб (до температуры немного ниже температуры плавления). Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.
- Введение припоя в зазор. Для меди существует большой выбор припоев. Разогретый материал помещают в зазор между соединяемыми трубами и расплавленной массой оборачивают стык между трубами. Температура начала плавления припоя всегда меньше, чем у основного материала. Припой растекается, достигнув определенной температуры. Важно, чтобы рабочая поверхность была не окисленной и чистой.
- Кристаллизация припоя. В этот момент важно сохранять соединение неподвижным. Когда припой остынет, в месте соединения возникнет герметичное уплотнение. После пайки проводят технологическую промывку для удаления загрязнений и остатков флюса.

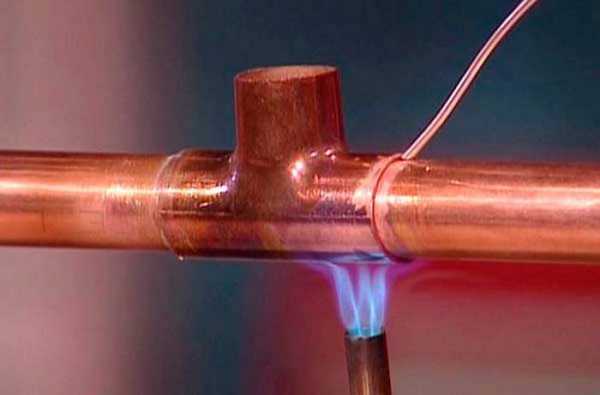
В монтажный зазор наносят припой. Если диаметр трубы большой, дополнительно вводят припой с противоположной стороны
Важные моменты
Чтобы запаять дырку в медной трубе, необходим мягкий припой (например, оловянно-свинцовый), и спиртово-канифольный флюс. Вырежьте заплатку нужного размера, обработайте ее и трубу шкуркой. Слейте воду из трубопровода и паяльником прогрейте соединяемые детали. Затем в зазор добавьте припой.
Во время работы необходим приток воздуха. Дым, идущий от припоя и флюса, вреден.
Чтобы выполнить процесс правильно, важно знать, чем запаять медную трубку. Используют: серебро с медью и цинком, медь с фосфором. В питьевом трубопроводе не применяют свинцовые припои ввиду их токсичности.
Флюс не используют при соединении медных труб с помощью медно-фосфорных припоев.
Перед началом пайки необходимо продуть кислородный и пропановый шланги. Поджигание горелки начинается с пропановой линии, затем добавляют кислород. Нагрев труб должен быть равномерным с каждой стороны. По окончании работы перекрывают сначала кислород, а затем пропан.
Видео-инструктаж: как паять медные трубы
Пайка – физико-химический процесс, при котором возникает неразъемное соединение между деталью и жидким припоем. Присадочный материал расплавляется, растекается, заполняет собой щель между соединяемыми элементами и кристаллизуется. Пайке можно подвергнуть любые металлы и сплавы.
trubsovet.ru
Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.

Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.

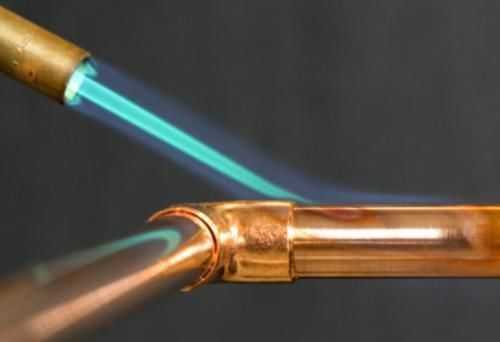
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
oxmetall.ru
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка. Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка

Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка

Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
ecology-of.ru
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди

Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб

Если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

Следует помнить, что чрезмерный перегрев медного сплава ведет к разрушению слоя флюса
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Помогла статья? Оцените её
Загрузка...Рассказать друзьям и коллегам в социальных сетях
vodakanazer.ru
Как паять медные трубы, какой припой использовать?
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, как правильно паять медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, как паять медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.

Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- Газовая горелка используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс – химический состав, нанесение которого облегчает пайку соединений.

В настоящее время широкодоступны многочисленные разновидности припоев, которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию бессвинцовых припоев. Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово – порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе хлорида цинка. Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.

Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Полезные рекомендации
Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.
В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
fb.ru
Как паять медь: инструменты, техника безопасности
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
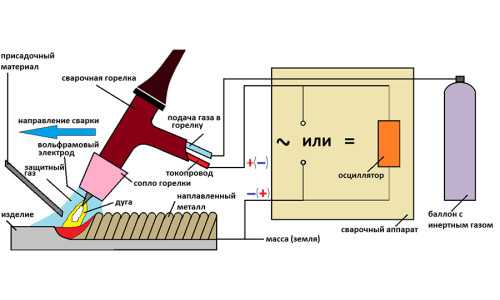
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
moiinstrumenty.ru
Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.
Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.
На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
 Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.
В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
-
 Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя. - Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.
- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.
Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Оцените статью: Поделитесь с друзьями!stanok.guru