Глава 6 Особенности организации участка производства микросхем. Лакирование печатных плат устройство рабочего места
Технология производства ЭВМ | Защитные покрытия печатных плат
Как правило, печатные платы подвержены влиянию окружающей среды (имеется в виду пыль, грязь, влага, микрофлора и многое другое). Кроме того, печатные проводники на наружных слоях оказываются просто без электрической изоляции, что может стать причиной всяческих отказов в работе аппаратуры. Все эти проблемы решаются при помощи защитного изоляционного покрытия. В простейшем случае плата после монтажа всех элементов и промывки покрывается лаком (одним или несколькими слоями). Лак наносится методами окунания, полива или распыления, и под ним оказываются не только все проводники, но и элементы, что не всегда желательно. Некоторые элементы просто не допускают лакировки, например соединители, различные лепестки, контакты и ряд микросхем.
При окунании лак попадает во все щели и зазоры, в которых он после полимеризации образует сгустки, причиняющие (из-за усадок) механические повреждения, так что в процессе конструирования необходимо предусматривать зазоры, обеспечивающие удаление остатков жидкого лака (в производстве для этого применяется центрифугирование). При любых способах нанесения лак проникает по капиллярам во внутренние полости соединителей и выводит их из строя. Из-за сложностей технологического порядка от лакировки отказываются и защищают печатные платы масками.
В отличие от лакировки маска не обеспечивает полной защиты всей платы, но снижение общей стоимости производства является главным аргументом в пользу последнего варианта, тем более что при использовании защитной маски решается ряд других задач.
Одним из эффективных приемов групповой пайки считается пайка волной, при которой монтажная сторона платы с предварительно установленными элементами пропускается над волной расплавленного припоя. Волна омывает печатные проводники и выводы элементов, при этом выполняется групповая пайка всех элементов и припой покрывает все остальные открытые металлические поверхности на плате, а не только места пайки. Этот процесс, при всей его простоте, не обеспечивает стабильного качества пайки на платах с минимальными зазорами между элементами проводящего рисунка: Всегда существует опасность образования перемычек в узких зазорах, поэтому пайка волной (без применения защитных масок) допустима только на платах 1-го и 2-го классов точности. К тому же тратить огромное количество припоя на покрытие проводников, для которых это совершенно излишне, большое расточительство.
Защитная маска на поверхности ПП оставляет окна только в местах пайки. Она защищает ПП от грязи и случайных замыканий, а также является технологической маской при нанесении гальванического покрытия.
Для металлизированных отверстий в маске имеются окна в форме контактных площадок. Если плата выполняется по высокому классу точности (5-му или 4-му), то маску делают больше контактной площадки на 0,1 мм. В платах с низким классом точности контактные площадки больше, и размеры окон в маске выполняются по размерам контактных площадок.
Защитная маска для элементов, монтируемых на поверхность, должна быть в любом случае больше контактной площадки: для рассыпных элементов – на 0,1 мм, а для микросхем с шагом 0,625 мм и менее – всего на 0,05 мм. Допускается, чтобы плотные группы контактных площадок имели общую маску, точнее единое окно для группы плоских контактных площадок, но по возможности этого следует избегать, так как наличие даже узкой полоски защитной маски между смежными КПМ при пайке снижает вероятность их замыкания. Если пайка производится волной припоя, то такое объединение вообще недопустимо.
3ys.ru
Защитные покрытия | КПО-Печатные платы
- Главная
- Технологии
- Защитные покрытия
- Как правило, печатные платы подвержены влиянию окружающей среды (имеется в виду пыль, грязь, влага, микрофлора и многое другое). Кроме того, печатные проводники на наружных слоях оказываются просто без электрической изоляции, что может стать причиной всяческих отказов в работе аппаратуры. Все эти проблемы решаются при помощи защитного изоляционного покрытия. В простейшем случае плата после монтажа всех элементов и промывки покрывается лаком (одним или несколькими слоями). Лак наносится методами окунания, полива или распыления, и под ним оказываются не только все проводники, но и элементы, что не всегда желательно. Некоторые элементы просто не допускают лакировки, например соединители, различные лепестки, контакты и ряд микросхем.
- При окунании лак попадает во все щели и зазоры, в которых он после полимеризации образует сгустки, причиняющие (из-за усадок) механические повреждения, так что в процессе конструирования необходимо редусматривать зазоры, обеспечивающие удаление остатков жидкого лака (в производстве для этого применяется центрифугирование). При любых способах нанесения лак проникает по капиллярам во внутренние полости соединителей и выводит их из строя. Из-за сложностей технологического порядка от лакировки отказываются и защищают печатные платы масками.
- В отличие от лакировки маска не обеспечивает полной защиты всей платы, но снижение общей стоимости производства является главным аргументом в пользу последнего варианта, тем более что при использовании защитной маски решается ряд других задач.
- Одним из эффективных приемов групповой пайки считается пайка волной, при которой монтажная сторона платы с предварительно установленными элементами пропускается над волной расплавленного припоя. Волна омывает печатные проводники и выводы элементов, при этом выполняется групповая пайка всех элементов и припой покрывает все остальные открытые металлические поверхности на плате, а не только места пайки. Этот процесс, при всей его простоте, не обеспечивает стабильного качества пайки на платах с минимальными зазорами между элементами проводящего рисунка: Всегда существует опасность образования перемычек в узких зазорах, поэтому пайка волной (без применения защитных масок) допустима только на платах 1-го и 2-го классов точности. К тому же тратить огромное количество припоя на покрытие проводников, для которых это совершенно излишне, большое расточительство.
- Защитная маска на поверхности ПП оставляет окна только в местах пайки. Она защищает ПП от грязи и случайных замыканий, а также является технологической маской при нанесении гальванического покрытия.
- Для металлизированных отверстий в маске имеются окна в форме контактных площадок. Если плата выполняется по высокому классу точности (5-му или 4-му), то маску делают больше контактной площадки на 0,1 мм. В платах с низким классом точности контактные площадки больше, и размеры окон в маске выполняются по размерам контактных площадок.
- Защитная маска для элементов, монтируемых на поверхность, должна быть в любом случае больше контактной площадки: для рассыпных элементов - на 0,1 мм, а для микросхем с шагом 0,625 мм и менее - всего на 0,05 мм. Допускается, чтобы плотные группы контактных площадок имели общую маску, точнее единое окно для группы плоских контактных площадок, но по возможности этого следует избегать, так как наличие даже узкой полоски защитной маски между смежными КПМ при пайке снижает вероятность их замыкания. Если пайка производится волной припоя, то такое объединение вообще недопустимо.
- При составлении заявки к производству печатных плат, необходимо указать необходимо-ли закрывать переходные отверстия маской. Для маски должны быть созданы отдельные слои (обычно это слой MSKGTP и MSKGBT).
- Для изготовления защитных покрытий в нашей фирме применяются материалы Dynamask фирмы Morton – DM (светло-зеленая матовая), и КМ (темно-зеленая глянцевая).
www.pcb.spb.ru
11. Технология изготовления печатных плат
11.1. Назначение и способы изготовления печатных плат
Печатная плата представляет собой плоское изоляционное основание, на одной или обеих сторонах которого расположены токопроводящие полоски металла (проводники) в соответствии с электрической схемой.
Печатные платы служат для монтажа на них электрорадиоэлементов (ЭРЭ) с помощью полуавтоматических и автоматических установок с последующей одновременной пайкой всех ЭРЭ погружением в расплавленный припой или на волне жидкого припоя ПОС-60. Отверстия на плате, в которые вставляются выводы электрорадиоэлементов при монтаже, называют монтажными. Металлизированные отверстия, служащие для соединения проводников, расположенных на обеих сторонах платы, называют переходными.
Применение печатных плат позволяет облегчить настройку аппаратуры и исключить возможность ошибок при ее монтаже, так как расположение проводников и монтажных отверстий одинаково на всех платах данной схемы. Использование печатных плат, обусловливает также возможность уменьшения габаритных размеров аппаратуры, улучшения условий отвода тепла, снижения металлоемкости аппаратуры и обеспечивает другие конструктивно-технологические преимущества по сравнению с объемным монтажом.
Изготовление печатных плат (ГОСТ 20406-75) осуществляется химическим, электрохимическим или комбинированным способом. В последнее время получили распространение новые способы изготовления — аддитивные. Ниже дана краткая характеристика каждого из способов.
Исходным материалом при химическом способе служит фольгированный диэлектрик, т. е. изоляционный материал, обычно гетинакс, на поверхность которого с одной или двух сторон наклеена медная фольга толщиной 35-50 мкм. На поверхность медной фольги вначале износится защитный рисунок (рельеф) таким образом, чтобы он защитил проводники при вытравливании меди. Защитный рисунок схемы выполняется стойкими к воздействию травильных растворов материалами. Затем следует операция травления, в результате которой полностью вытравливается медь и создается проводящий рисунок. Отверстия для установки выводов электрорадиоэлементов (резисторы, конденсаторы и т. д.) сверлятся или штампуются после вытравливания меди и не металлизируются. Пайка выводов электрорадиоэлемеитов производится непосредственно к контактным площадкам печатных проводников, как показано на рисунке ?, где 1 — проволочный вывод; 2 — диэлектрик; 3 — припой; 4 — контактная площадка. Химический метод применяется главным образом в производстве плат широковещательной радиоаппаратуры.
Электрохимический способ в зарубежной литературе и частично в отечественной практике называют полуаддитивным от латинского слова “additio” (сложение), так как проводящий рисунок создается в результате электрохимического осаждения металла, а не вытравливания. Приставка “полу” означает, что в технологии изготовления сохранена операция травления тонкого слоя металла, который образуется по всей поверхности платы при химической металлизации.
Исходными материалами в этом случае служат нефольгированные диэлектрики. Защитный рисунок в отличие от предыдущего метода наносят таким образом, чтобы открытыми оставались те участки поверхности, которые подлежат металлизации с целью образования проводниковых элементов схемы. Электрохимический способ предусматривает получение металлизированных отверстий одновременно с проводниками и контактными площадками.
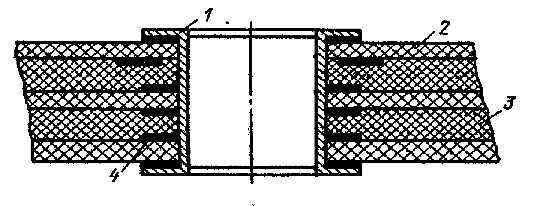
Комбинированный способ представляет собой сочетание первых двух способов. Исходным материалом служит фольгированный с двух сторон диэлектрик, поэтому проводящий рисунок получают вытравливанием меди, а металлизация отверстий осуществляется посредством химического меднения с последующим электрохимическим наращиванием слоя меди. Пайка выводов электрорадиоэлементов производится посредством заполнения припоем монтажных отверстий в плате. На рисунке ? показана структура платы, изготовленной комбинированным методом, где 1 — диэлектрик; 2 — медная фольга; 3 — металлический слой.
Комбинированный метод в настоящее время является основным в производстве двусторонних и многослойных печатных плат для аппаратуры самого разнообразного назначения.
Аддитивный метод заключается в создании проводящего рисунка посредством металлизации достаточно толстым слоем химической меди (25-35 мкм), что позволяет исключить применение гальванических операций и операции травления. Исходным материалом при этом служит нефольгированный диэлектрик. Исключение вышеуказанных операций позволяет существенно уменьшить ширину проводников и зазоры между ними, что, в свою очередь, обеспечивает возможность увеличить плотность монтажа на платах.
3.11.3.1. Химический способ изготовления плат
Последовательность основных технологических операций представлена в таблице ?.
Таблица ?.
| № операции | Операция | № операции | Операция |
| А. Негативный способ | Б. Позитивный способ | ||
| 1 | Резка и рихтовка заготовок | 1 | Резка и рихтовка заготовок |
| 2 | Зачистка поверхности | 2 | Зачистка поверхности |
| 3 | Получение защитного рельефа на проводниках | 3 | Получение защитного рельефа на пробельных участках |
| 4 | Травление меди | 4 | Нанесение гальванического покрытия на проводники |
| 5 | Удаление защитного рельефа | 5 | Удаление защитного рельефа |
| 6 | Сверление или штамповка отверстий | 6 | Травление меди |
| 7 | Обработка контура | 7 | Сверление или штамповка отверстий |
| 8 | Маркировка | 8 | Обработка контура |
| 9 | Нанесение защитной маски | 9 | Маркировка |
| 10 | Консервация | 10 | Консервация |
Вариант А назван негативным потому, что для получения защитного рельефа методом фотопечати в качестве фотошаблона используется негативное изображение проводящего рисунка платы, т. е. пробельные места черные, а проводники — оптически прозрачные. Таким образом, проходящий через светлые участки поток ультрафиолетовых лучей при экспонировании полимеризует фоторезист, нанесенный на поверхность заготовки, образуя защитный рельеф.
В варианте Б защита проводящего рисунка при травлении осуществляется металлическим покрытием, поэтому защитный рельеф наносится на пробельные места и, следовательно, при фотопечати используется позитивное изображение платы.
Вариант А наиболее распространен в производстве плат бытовой радиоаппаратуры, он характеризуется минимальной трудоемкостью и возможностью автоматизации всех операций. В качестве метода получения защитного рельефа при этом используется наиболее дешевый в массовом производстве способ трафаретной печати — сеткография — с применением краски, полимеризующейся с помощью ультрафиолетового облучения. Для выполнения основных операций технологического процесса создана автоматическая линия модульного типа, в которой предусмотрены следующие операции: трафаретная печать, сушка краски, травление, промывка, удаление краски и сушка готовой платы. Химико-механическая подготовка поверхности фольги может производиться также на автоматической линии ГГМ 1.240.006. Защитная маска из эпоксидной смолы наносится на поверхность платы таким образом, чтобы открытыми были только контактные площадки проводников, которые обслуживаются припоем ПОС-60 при выполнении монтажных операций. Проводники, защищенные эпоксидным покрытием, облуживанию не подвергаются и этим достигается значительная экономия оловянного сплава. Эпоксидная защитная масса наносится также способом трафаретной печати. Пробивка отверстий обычно производится штамповкой с помощью кривошипных прессов. Защитная маска на контактных площадках служит затем флюсом при пайке на волне припоя.
Главным преимуществом данного метода является исключение из технологии операции нанесения маски из эпоксидной смолы, представляющей большую профессиональную вредность.
Вариант Б применяется весьма редко и ограничивается обычно изготовлением полосковых плат. В качестве гальванического покрытия при этом служит серебро с толщиной слоя 9—12 мкм. Платы с односторонним или двусторонним расположением проводников без металлизации отверстий могут быть изготовлены способами штамповки, переноса а также нанесения токопроводящих красок (паст). Способ штамповки рекомендован для массового производства, при этом в качестве основания служит любой диэлектрик, в том числе и картон. Медная фольга толщиной 35 мкм, смотанная в рулон, с одной стороны покрыта адгезионным слоем. Этим слоем фольга накладывается на диэлектрик, при штамповке вырубка проводников комбинируется с их прижимом к диэлектрику. Ненужная часть фольги удаляется. Затем платы подвергаются нагреву в прессованном состоянии для полимеризации адгезионного слоя с целью получения прочного сцепления проводников с основанием. Метод эффективен для плат массового производства с относительно простой схемой проводников. Операция травления не применяется, поэтому медь расходуется по прямому назначению, а отходы меди используются для переплавки. Данный способ — самый дешевый по расходу материалов и наименее трудоемкий.
Способ переноса заключается в получении проводящего рисунка на временном металлическом основании и затем переноса его на диэлектрик.
В качестве временного основания служит пластина из коррозионно-стойкой стали типа 18ХН9Т. На пластине получают защитный рисунок, как и при позитивном процессе, т. е. пробельные места закрыты фоторезистом или краской. Затем пластину подвергают гальваническому меднению в кислых электролитах и на ней образуется проводящий рисунок из меди толщиной 35—50 мкм. Фоторезист или краска удаляется, а пластина с проводящим рисунком прижимается к диэлектрику (гетинаксу), на поверхность которого нанесен клеевой слой. Проводящий рисунок легко отделяется от поверхности коррозионно-стойкой стали и приклеивается к диэлектрику вследствие очень слабого сцепления электроосажденной меди с коррозионно-стойкой сталью. Как и в предыдущем случае, платы подвергаются нагреву в прессованном состоянии для полимеризации клеевого соединения. Метод переноса целесообразен в условиях опытного и мелкосерийного производства при отсутствии очистных сооружений и условий для утилизации меди из травильных отходов. Технологический процесс представляет собой пример безотходной технологии.
Способ получения проводящего рисунка с помощью электропроводных красок или паст еще не получил широкого применения в промышленности из-за отсутствия соответствующих материалов необходимого качества, однако он является весьма перспективным и экономичным для получения плат широковещательной аппаратуры.
11.2. Электрохимический способ изготовления плат
Этот способ осуществляется посредством следующих основных операций: резки заготовок, сверления отверстий, подлежащих металлизации; подготовки поверхности; химического меднения; усиления меди гальваническим меднением; нанесения защитного рельефа на пробельные места; гальванического меднения; гальванического покрытия сплавом олово—свинец; удаления защитного рельефа; травления меди с пробельных мест.
Исходным материалом служит нефольгированный стеклотекстолит марок СТЭФ-1-2ЛК (ТУ АУЭО.037.0ОО) или СТЭК-1,5 (ТУ 16-503.201—80). На обе стороны этих материалов нанесен адгезионный слой из эпоксидно-каучуковой композиции.
Подготовка поверхности диэлектрика заключается в ее химической обработке смесью хромовой и серной кислот, в результате которой на поверхности образуются микровпадины, обеспечивающие хорошую адгезию металлизированного слоя и хорошую смачиваемость водными растворами. Операция травления в данном процессе характеризуется очень малой продолжительностью (до 1 мнн), так как вытравливанию подлежит весьма тонкий слой химически осажденной и усиленной гальванически до толщины 5-7 мкм меди. Таким образом, технологический процесс изготовления печатных плат электрохимическим (полуаддитивным) способом освобождает от необходимости применять фольгированные медью диэлектрики и обеспечивает повышенную плотность монтажа на платах, что обусловливает возможность в ряде случаев заменить сложные в производстве многослойные печатные платы на двусторонние. Ниже приведены характеристики отдельных операций и условия их выполнения.
Заготовки из стеклотекстолита режутся с учетом технологических полей на одноножевых или многоножевых ножницах. На технологическом поле сверлятся фиксирующие отверстия. Подготовка поверхности производится следующим, образом. Обезжиренную поверхность диэлектрика подвергают химической обработке.
Удаление остатков хромовых соединений с поверхности заготовки производится в следующей последовательности: промывка в воде, нейтрализация в растворе NaОН (5—10 %), повторная промывка, нейтрализация в растворе НСl (5О—100 г/л), еще одна промывка в воде. Сверление отверстий, подлежащих металлизации, осуществляют с помощью твердосплавных сверл. Операции химического меднения предшествует обезжиривание в щелочных растворах с добавками ПАВ, а затем активация в совмещенном растворе и химическое меднение. Рекомендуется заготовки плат перед активацией промывать в растворе соляной кислоты (50 г/л) во избежание разбавления раствора-активатора водой.
Последующие операции технологического процесса: нанесение защитного рельефа, гальваническое меднение, гальваническое покрытие сплавом олово-свинец, удаление защитного рельефа и травление меди с пробельных мест.
Весьма перспективно применение электрохимического способ в производстве металлических плат, обеспечивающих повышенную теплопроводность. Структура такой платы представлена на рисунке ?, где 1 — металлическое основание; 2 - изоляционный слой; 3 — металлический слой.
С целью обеспечения необходимой прочности сцепления проводников с основанием предусмотрено создание микрошероховатости поверхности посредством травления в сернохромовой смеси. Эта операция вызывает серьезные затруднения в производстве, связанные с токсичностью хромовых соединений и необходимостью принятия мер по обезвреживанию отходов. Большой интерес представляет безотходная технология подготовки поверхности с помощью, например, коронного разряда. В настоящее время ведутся экспериментальные работы в этом направлении.
Технологический процесс электрохимической металлизации заготовок при использовании различных пленочных материалов состоит из операций: очистки (обычная), сушки, обработки коронным разрядом активации, обработки в растворе “ускорителя”, химического меднения и гальванического меднения.
Шероховатость поверхности можно создать также гидроабразивной обдувкой, направляя абразивно-водяную пульпу под давлением 0,5-0,6 МПа.
11.3. Комбинированный способ изготовления плат
В зависимости от метода защиты проводящего рисунка при вытравливании меди комбинированный способ может осуществляться в двух вариантах: негативном, когда защитой от вытравливания служат краска или фоторезист, и позитивном, когда защитным слоем служит металлическое покрытие (металлорезист). Названия эти способы получили от фотошаблона, применяемого при создании защитного рельефа: в первом случае при экспонировании рисунка используется негатив печатной схемы, во втором — позитив. Комбинированный метод изготовления печатных плат применяется рядом предприятий с мелкосерийным производством (Таблица 11.1).
Таблица 11.1.
| № операции | Операция | № операции | Операция |
| А. Негативный способ | Б. Позитивный способ | ||
| 1 | Резка заготовок и химико-механическая подготовка поверхности | 1 | Резка заготовок и химико-механическая подготовка поверхности |
| 2 | Получение защитного рисунка с негатива | 2 | Получение защитного рисунка с позитива |
| 3 | Травление меди | 3 | Нанесение защитной лаковой пленки |
| 4 | Удаление защитного рисунка | 4 | Сверление и зенкование отверстий |
| 5 | Нанесение защитной лаковой пленки | 5 | Химическое меднение |
| 6 | Сверление и зенкование отверстий | 6 | Удаление лаковой пленки |
| 7 | Химическое меднение | 7 | Гальваническое меднение |
| 8 | Удаление лаковой пленки | 8 | Гальваническое покрытие сплавом олово-свинец |
| 9 | Гальваническое меднение в два приема с помощью рамочных приспособлений | 9 | Удаление защитного рисунка |
| 10 | Покрытие сплавом Розе | 10 | Травление |
Негативный комбинированный способ имеет следующие недостатки:
1. При сверлении отверстий на выходе сверла образуются заусенцы и создаются усилия, направленные на отрыв контактной площадки. Для сохранения контактной площадки в конструкции платы предусматривается увеличение диаметра контактной площадки (ширины пояска) на 0,6—0,8 мм. Это требование приводит к снижению плотности монтажа.
2. В результате вытравливания меди в начале процесса диэлектрик остается обнаженным для воздействия агрессивных гальванических растворов и активных флюсов (HCl) при покрытии сплавом Розе. По этой причине сопротивление изоляции готовых плат на порядок ниже, чем при позитивном процессе.
3. В связи с тем, что гальваническая металлизация осуществляется в приспособлениях, закрывающих отверстия с одной стороны, толщина слоя металла в отверстии очень неравномерна; часто имеют место случаи отслаивания металла при перепайке деталей.
4. Процесс предусматривает много ручных операций.
5. Операция покрытия сплавом Розе особенно токсична из-за выделения продуктов, содержащих свинец и кадмий.
Недостатком позитивного комбинированного способа является нестойкость фоторезистов на основе поливинилового спирта при выполнении двукратной гальванической обработки, что создает большие трудности в производстве (зачистка, ретушь и т. п.).
К недостаткам обоих способов можно отнести следующие.
1. Разрыв технологического процесса из-за применения ручной операции лакировки, требующей высокой квалификации маляра.
2. Сверление через лаковую пленку ухудшает стойкость, сверл.
3. Жидкие фоторезисты создают защитный рисунок толщиной не более 12 мкм, тогда как гальваническое осаждение меди и покрытия производится на толщину от 30 до 60 мкм (и более). В результате этого металл нарастает за пределы рисунка проводящего слоя и это “разрастание” приходится срезать скальпелем, что связано с большими затратами труда.
4. Удаление заусенцев после сверления осуществляется зенкованием, что увеличивает трудоемкость сверления.
Негативный способ легче осваивается из-за пониженных требований к стойкости фоторезиста и возможности травления в любых растворах (в том числе FeCl3), позитивный — обеспечивает более высокую плотность монтажа и лучшие диэлектрические свойства плат, он позволяет также осуществлять автоматизацию отдельных операций, например гальванических.
Оба способа характеризуются значительной трудоемкостью, так как в технологических процессах имеется много ручных операций, поэтому они могут использоваться лишь в условиях опытного и мелкосерийного производства. Наиболее перспективным является позитивный способ, осуществляемый по так называемому базовому технологическому процессу, структура которого аналогична вышеизложенному полуаддитивному процессу. К основным операциям процесса можно отнести резку заготовок и сверление отверстии, подлежащих металлизации; подготовительные операции; химическое меднение; утолщение слоя меди до 5-7 мкм гальваническим меднением; нанесение защитного рельефа на пробельные места; гальваническое меднение; гальваническое покрытие сплавом олово-свинец; удаление защитного рельефа; травление; обрезку по контуру, оплавление покрытия олово-свинец; маркировку, консервацию, упаковку.
Процесс обеспечивает получение зазоров между проводниками и ширину проводников до 0,2 мм.
Подготовительные операции перед химическим меднением заготовок плат с просверленными отверстиями могут осуществляться в двух вариантах: 1) механическая зачистка с целью удаления заусенцев и дефектов на поверхности фольги в сочетании с химическими операциями; 2) электролитическое полирование.
Используя комбинированный метод, можно изготавливать платы с повышенной плотностью монтажа. В этом случае исходным материалом служит стеклотекстолит, фольгированный очень тонкой медной фольгой (толщина фольги 5 мкм). Медная фольга защищается от возможных повреждений, при хранении, транспортировании и сверлении отверстий медным или алюминиевым листовым протектором толщиной 50-75 мкм. После сверления отверстий в заготовке и операции химического меднения протектор отделяется от поверхности фольги и укладывается в отдельную тару для последующей сдачи предприятиям цветной металлургии как вторичное сырье. Заготовка подвергается гальванической металлизации (“затяжке”) и другим операциям, приведенным выше.
Технологический процесс изготовления двусторонних печатных плат комбинированным методом из материала типа “Слофадит” обеспечивает повышенную плотность монтажа (класс 3 по ГОСТ 23751—79), что позволяет во многих случаях многослойные платы в 6—8, слоев заменить на двусторонние.
Широкое применение микросборок, интегральных схем и изделий современной полупроводниковой техники привело к тому, что при монтаже их на печатные платы резко возросла коммутация между ними и появилась необходимость размещения проводников в различных изолированных друг от друга слоях многослойной платы. Многослойные соединения осуществляются через металлизированные сквозные отверстия, поэтому и метод изготовления МПП получил название “метод сквозной металлизации”.
Структура многослойной платы представлена на рисунке ?, 1 — металлический слой; 2 — тонкий диэлектрик слоя МПП; 3—изоляционная прокладка из стеклоткани; 4 — контактная площадка в слое МПП. Технологический процесс изготовления МПП состоит из трех основных этапов: 1) подготовки отдельных слоев; 2) сборки пакета и прессования; 3) получения проводящего рисунка на наружных слоях.
11.4.. Аддитивный способ изготовления плат
Этот способ предусматривает получение проводящего рисунка из меди толщиной 25-30 мкм, осажденной химическим способом (толстослойное химическое меднение). При этом слой меди должен иметь плотность 8800-8900 кг/м3, чистоту 99,8-99,9 %, электрическое сопротивление не более 0,0188 Ом·мм.
Основные преимущества аддитивного метода следующие: уменьшение количества операций и соответственно производственных площадей и оборудования; равномерность слоя осажденной меди при соотношении толщины платы к диаметру отверстий 10 : 1; высокая плотность монтажа, допускающая возможность создания зазоров между проводниками и ширину их до 0,1 мм; снижение расхода материалов вследствие отсутствия травления; возможность использования для химической металлизации солей меди из травильных отходов; возможность полного исправления дефектных плат после стравливания меди и повторной металлизации.
Технологические процессы изготовления печатных плат определяются типом исходного материала и могут быть представлены в трех вариантах:
из диэлектрика с введением в его состав катализатором процесса химического меднения;
на материале СТЭФ-1 с покрытием каталитической эмалью;
из диэлектрика для полуаддитивной технологии.
1. Исходным материалом для плат служит диэлектрик марки СТАМ по ТУ ОЯЩ.503.041—78. Основными операциями технологического процесса являются резка заготовок; сверление отверстий; получение защитного рельефа; подготовка поверхности; химическое меднение, предварительное и толстослойное. Получение защитного рельефа осуществляется с помощью сухого пленочного фоторезиста СПФ-2.
С целью повышения устойчивости рисунка к длительной обработке в щелочных растворах химического меднения плата подвергается термообработке в воздушной среде при температуре 95±5°С в течение 30 мии. Подготовка поверхности заключается в травлении в сернохромовой смеси с последующими промывками и нейтрализацией. Активирование поверхности производится в совмещенном растворе с последующей обработкой в растворе NaOH (20 г/л).
Предварительное химическое меднение производится в тартратном растворе в течение 15-20 мин. Перед толстослойным меднением следует термообработка тонкого слоя химически осажденной меди при 100 °С в течение 1-2 ч. Толстослойное химическое меднение проводится в трилонатном или тартратном растворе.
2. Исходным материалом для плат служит нефольгированный стеклотекстолит СТЭФ-1. Сверленые заготовки из этого материала покрывают из краскораспылителя эпоксидной эмалью с наполнителем, в качестве пигмента служит двуокись титанаTiO2, к которой добавлено 0,04 % солей палладия. Эмаль ЭП-5215 поставляется по ТУ 6-10-11-19-30—79.
Основные операции технологического процесса следующие: резка заготовок; сверление отверстий; нанесение эмали ЭП-5215 на поверхность и в отверстия; травление; получение защитного рисунка; химическое меднение (предварительное и толстослойное).
Травление слоя эмали осуществляют в растворе, содержащем 130 г/л хромового ангидрида и 650 г/л серной кислоты. Температура раствора 70 °С, продолжительность — 10 мин, плотность загрузки — 0,9—1,0 дм2/л.
Предварительное химическое меднение производится в стандартном растворе, минуя активирование, так как катализатор процесса химического меднения находится в слое эмали. Толстослойное химическое меднение и получение защитного рельефа выполняется аналогично предыдущему варианту.
3. Исходным материалом служит диэлектрик СТЭК или СТЭФ-1-2ЛК.
Основными операциями технологического процесса при этом являются резка заготовок; сверление отверстий; подготовка поверхности; активирование; получение защитного рельефа; химическое меднение предварительное и толстослойное.
Существенной особенностью данного технологического процесса является отделение операции активирования от химического меднения, в результате чего химическое восстановление меди происходит на участках, свободных от защитного рисунка, т.е. в отверстиях и на проводниках.
Активирование производится в совмещенном растворе, причем ему предшествует погружение в раствор, содержащий 75—80 г/л NaOH. После промывки в улавливателе следует сушка путем легкого обдуваиия воздухом. Химическое меднение производится в растворах, как и в предыдущих вариантах.
Для обеспечения пайки электрорадиоэлементов платы необходимо подвергнуть покрытию сплавом ПОС-60 горячим способом. Обычно принятая техника лужения в данном случае непригодна, так как слой припоя достигает значительной толщины, что может вызвать образование “мостиков” между проводниками. Покрытие необходимо производить по методике, предусматривающей после погружения плат в расплавленный припой обдувку их горячим воздухом с целью выглаживания слоя припоя и удаления его излишков.
В установках для выполнения этой операции платы, подвергнутые флюсованию, проходят зону подогрева с целью удаления влаги и смягчения термоудара, вызывающих коробление при погружении в расплавленный припой, время выдержки плат в расплавленном припое не должно превышать 4 с. Основная часть установки — воздушные ножи — предназначена для равномерной подачи горячего воздуха по всей длине плат.
Толщина слоя припоя на платах в среднем составляет около 8 мкм.
studfiles.net
Глава 6 Особенности организации участка производства микросхем
Исходными данными для определения основных показателей специализированного участка (цеха) по производству микросхем и микросборок являются: номенклатура изделий; годовая программа выпуска изделий; технологический процесс изготовления изделий; трудоемкость по операциям; тип производства и значения пооперационного технологического выхода годных изделий.
Плановая величина выхода годных изделий используется для определения объема запуска изделий, величины брака, расчета норм расхода основных и вспомогательных материалов, а также для контроля над ходом производства. Важным моментом является группирование изделий участка и выбор типового изделия. Выбранное типовое изделие, изготовляемое на участке, приводится к условной единице, под которой понимается изделие с определенными конструктивно-технологическими параметрами. Применительно к типовым изделиям ведется разработка технологических процессов и их нормирование. При определении производственной структуры цеха (участка) закладывается технологический принцип специализации подразделений, причем необходимо предусматривать резервные мощности порядка 5—10% в подразделениях, где могут возникнуть «узкие места». В цехе такими подразделениями являются участки: изготовления оригиналов и фотошаблонов; вакуумного напыления; фотолитографии; окисления ; прошивки отверстий; сборки и монтажа. При организации единого производства изделий (тонкопленочных и толстопленочных) в структуре предусматривают общие производственные подразделения: очистки подложек; измерения и доводки резисторов; резки плат; сборки, монтажа; функционального контроля; герметизации; маркирования и лакирования. Например, завод Красное Знамя:
1. Заготовительный участокНазначение: Складирование, хранение и учет базовых материалов, нарезка и выдача заготовок. Оснащение: Высотные стеллажи и гильотинные ножницы.
2. Участки фотолитографииНазначение: Получение, хранение, контроль состояния и ретушь фотошаблонов. Предварительный нагрев, ламинирование, нанесение сухого пленочного фоторезиста. Пробивка фиксирующих отверстий на ФШ. Экспонирование фоторезиста и защитной паяльной маскиОснащение: Фотоплоттеры, проявочная машина, рабочие места ретушеров и шкафы для хранения ФШ, сушильные шкафы, ламинаторы и установки экспонирования, в том числе с автоматическим совмещением.
3. Участки механической обработкиНазначение: Сверление базовых и крепежных отверстий, отверстий под металлизацию.Получение контура печатных плат фрезерованием и скрайбированием. Обработка кромок и углов заготовок. Определение и расчет компенсации рассовмещения. Промывка и продувка полученных отверстий. Оснащение: Многошпиндельные скоростные сверлильно-фрезерные станки, установки сверления базовых отверстий с учетом рассовмещения, установки скрайбирования, продувки и промывки отверстий, получения фасок и снятия перемычек.
4. Участок луженияНазначение: Подготовка поверхности меди перед горячим лужением, нанесение флюса, горячее лужение, оплавление покрытия олово-свинец, отмывка флюса.Оснащение: Конвейерная линия подготовки поверхности, флюсователи, установки горячего лужения, оплавления и конвейерная линия отмывки от флюса.
5. Участок гальваникиНазначение: Металлизация отверстий и нанесение покрытия О-С перед оплавлением или в качестве металорезиста. Оснащение: Автоматизированные химико-гальванические линии предназначенные для обработки поверхности заготовок и отверстий с дальнейшим нанесением токопроводящих покрытий меди и олово-свинца.
6. Участки мокрых процессовНазначение: Травление рисунка по СПФ и металлорезисту, снятие и осветление покрытия ОС, подготовка поверхности, проявление СПФ и ЗПМОснащение: Конвейерные линии мокрых процессов.
7. Участок нанесения жидкой паяльной маскиНазначение: Сушка, нанесение и отверждение маскиОснащение: Сушильные шкафы, установки трафаретной печати (сеткография).
8. Участки электроконтроляНазначение: Контроль правильности и качества топологии, качества металлизации отверстий, устранение обнаруженных дефектов топологии.Оснащение: Установки автоматизированного электроконтроля с возможностью контроля проводимости («адаптерного» типа и с «летающими» щупами) и установки оптического контроля.
9. Участок получения слоев МППНазначение: Получение внутренних слоев МПП – подготовка поверхности, ламинирование, экспонирование, проявление СПФ, травление, удаление СПФОснащение: Конвейерные линии мокрых процессов, установка предварительного подогрева, ламинатор и установка прямого экспонирования.
10. Участок сборки пакетов МПП и прессованияНазначение: Оксидирование слоев, сборка внутренних слоев в пакеты, сборка пресс-форм, высокотемпературное вакуумное прессование Оснащение: Конвейерная линия оксидирования, установка обеспыливания, бондажирования, система сборки пресс-форм, вакуумные пресса.
11. Участок покрытий драгметалламиНазначение: Получение таких финишных покрытий как иммерсионное золото, гальваническое золото, гальваническое серебро. Оснащение: Вертикальные автоматизированные линии иммерсионного золочения и гальванического серебрения, установка гальванического золочения.
12. Участок маркировкиНазначение: Нанесение маркировочных знаков в соответствии с КДОснащение: Рабочие места ручной маркировки, сеткографические установки и установка автоматической маркировки.
13. Экспресс-лабораторияНазначение: Аналитический контроль параметров технологических процессов, контроль качества металлизации и финишных покрытий.Оснащение: Оборудование для выполнения хим. анализов, изготовления и изучения микрошлифов, установка рентгено-флуоресцентного анализа.
14. Инженерное обеспечениеСтанция водоподготовки деионизованной водыСтанция водоподготовки воды 2 категорииСтанция оборотной охлажденной водыСистемы кондиционирования и обеспечения чистых помещений
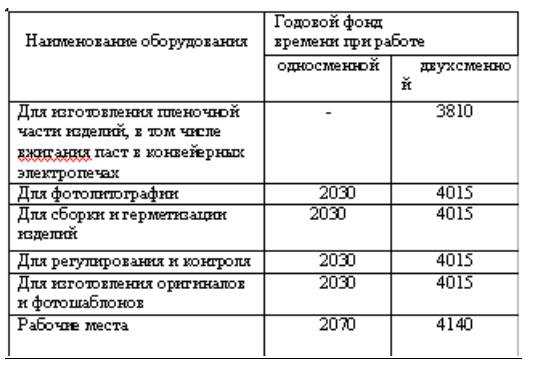
Расчетное количество оборудования определяется в основном исходя из производительности его работы (шт/ч), а при отсутствии таких данных — по трудоемкости изготовления изделий . Годовой фонд времени работы оборудования принимается в расчетах в соответствии в таблице 1.
(перепечатать в Word)
Табл. 1, действительный годовой фонд работы оборудования и рабочих мест
Численность основных рабочих определяется исходя из норматива годового фонда времени одного рабочего при продолжительности основного отпуска 18 и 24 дн. Перечень основных профессий в производстве микросборок представлен в таблице 2 .
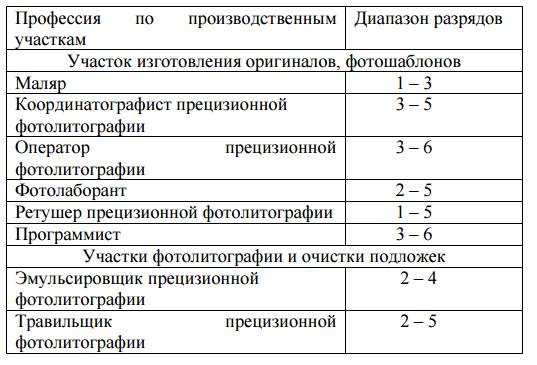
Табл. 2, Список лиц по профессиям, занятых в производстве интегральных схем и микросборок.
Планировку участка (цеха) разрабатывают на основе рассчитанной производственной и вспомогательной площади с учетом требований к помещениям, расположению оборудования и рабочих мест, специфичных для производства микросборок. Удельные нормы для расчета производственной площади и перечень подразделений с обоснованиями необходимости выделения их в отдельные помещения представлены в таблицах 3 и 4 соответственно.
| Наименование оборудования | Площадь на единицу оборудования |
| Микрофотонаборные установки к фотолитографии | 20-22 |
| Микрофотонаборные установки и установки фотолитографии в чистых комнатах | 40-45 |
| Координатографы | 12-15 |
| Редукционные камеры | 18-20 |
| Оборудование для резки стекла, торцовки и снятия фасок | 7-8 |
| Оборудование для шлифовки и полировки стекла | 5-6,5 |
| Оборудование для ионно-плазменного напыления металлов | 12-14 |
| Комплект оборудования для изготовления копий фотошаблонов | 18-20 |
| Оборудование химической очистки | 4,5-5,5 |
| Установки ионно-плазменные | 20-25 |
| Оборудование изготовления пленочной части изделий | 11-25 |
| Электропечи автоматизированные диффузионные с комплектом сервисного оборудования | 17-20 |
| Электропечи конвейерные | 18-20 |
| Оборудование приготовления паст | 5-6 |
| Шкафы химические натяжные | 8-10 |
| Оборудование лужения | 5-6 |
| Оборудование подгонки резисторов до номинала | 5-6 |
| Оборудование для раздела пластин на кристаллы | 4,5-5,5 |
| Оборудование для сборки и монтажа | 4,5-5,5 |
| Установка контроля качества монтажа | 4,5-5,5 |
| Оборудование функционального контроля | 5-6 |
| Оборудование герметизации сваркой | 4,5-6,5 |
| Оборудование герметизации компаундами | 6,0-6,5 |
| Оборудование лакирования | 6-7 |
Табл. 3, нормы площадей на единицу оборудования и рабочее место
| Наименование подразделения | Данные по технологическому процессу |
| Изготовление сетчатых трафаретов | Изготовление сетчатых трафаретов на основе фоторезистов и металлических сеток |
| Химическая очистка подложек, полупроводниковых пластин и кварцевой оснастки | Химическая обработка подложек и полупроводниковых пластин |
| Подготовка паст | Корректировка паст |
| фотолитография | Нанесение фоторезиста Экспонирование фоторезиста Нанесение фоторезиста Удаление фоторезиста |
| Термические и диффузионные процессы | Термическая и диффузионная обработка пластин |
| Вакуумное напыление | Напыление пленочных структур |
| Высокотемпературная обработка | Вжигание паст |
| Резка пластин и подложек | Резка плат на модули и скрайбирование подложек и пластин |
| Сборка, монтаж и функциональный контроль | Установка и присоединение компонентов на платы, установка плат в корпуса. Контроль электрических параметров |
| Измерение и доводка резисторов | Лазерная корректировка сопротивления резисторов |
| лужение | Лужение плат и проводниковых элементов |
| Золочение (химическое) | Защита проводниковых элементов химическим и электролитическим осаждением |
| Маркирование и лакирование | Обезжиривание, нанесение маркировки сетко-графическим методом, защита лаком |
| герметизация | Герметизация микросборок в металлостеклянных корпусах лазерной сваркой |
| Изготовление оригиналов | Изготовление оригиналов комбинированным методом |
| Изготовление фотошаблонов | Изготовление эталонных, эмульсионных, металлизированных и транспарентных фотошаблонов |
Табл.4, перечень подразделений которые необходимо помещать в отдельные помещения (производство микросборок)
Нормы расстояний между оборудованием, рабочими местами и элементами зданий и требования к обеспечению чистоты технологических сред регламентируются таблицей 5. Участки (цехи) по производству микросборок могут располагаться в одноэтажных и многоэтажных корпусах. Для укрупненного расчета рабочих площадей отдельных участков берутся нормы удельных площадей на единицу оборудования и на одно рабочее место:
Где Sy9i - удельная площадь единицы оборудования или рабочего места;
Кi - принятое количество единиц оборудования и рабочих мест.
Разрабатывая технологические планировки, необходимо учесть:
- категории помещений, в которых выполняются отдельные операции;
- рабочие места и оборудование располагаются в последовательности технологических процессов;
- обеспечение безопасности работы.
С этой целью рабочие места, на которых выполняются работы, связанные с вредными воздействиями на организм человека (лужение, пропитка и др.), должны размещаться в отдельных помещениях. Межоперационное транспортирование и хранение материалов, оригиналов, фотошаблонов и обрабатываемых изделий осуществляется только в специальной таре по всему технологическому циклу. Конструкция тары должна обеспечивать защиту изделий от механических повреждений, попадания влаги, пыли и других; загрязнений. Для подложек предусмотрены специальные кассеты, которые помещают в контейнеры соответствующей вместимости. Детали корпусов микросборок допускается хранить и транспортировать россыпью. Производственная тара изготовляется из гладкого, износоустойчивого, негигроскопичного материала, не выделяющего со временем загрязнений (полистирола, полиэтилена, алюминиевого сплава и др.)
| Тип оборудования | |||||
| № | Расстояние (мм) | Газо-термическое и вакуумное оборудование | Оборудование для изготовления фотошаблонов | Оборудование для фотолитографии и очистки подложки | Вытяжные шкафы |
| Между оборудованием по фронту | 1500-2000 | 1000-2000 | 100-200 | 500-1000 | |
| Между тыльными сторонами оборудования | 1200-1500 | 1000-2000 | 700-800 | ||
| Между оборудованием при поперечном расположении к проходу | 1500-2000 | 1000-2000 | 1200-1500 | 1600-2000 | |
| Между фронтами двух линий оборудования | 2100-2500 | 1600-2000 | 1500-2000 | 1600-2000 |
Таблица 5.Нормы расстояний между оборудованием, рабочими местами и элементами зданияв качестве примера мы можем увидеть планировку предприятия по изготовлению двухсторонних и многослойных печатных плат «дубна» http://www.si-pcb.ru/images/stories/photos/project_factory_plan_big.png
(самого примера нет)
Глава 7 Безопасность труда в производстве изделий микроэлектроники (2-3 листа)
Производство изделий микроэлектроники характеризуется наличием большого количества электрооборудования. Может произойти поражение электрическим током.
Поражение электрическим током может произойти:
· При прикосновении к металлическим частям оборудования, которые могут оказаться под напряжением при ненадежном заземлении;
· При механических или иных повреждениях электропроводки;
· При прикосновении к открытым токоведущим частям оборудования.
В подразделении находится необходимые для производства работ горючие и легковоспламеняющиеся жидкости (ацетон,толуол, спирт этиловый), лаки, статическое электричество.
Пожар может возникнуть:
· При проведении операции очистки подложек;
· При нанесении и снятие защитных составов с мест подложек, не подлежащих покрытию;
· От накопления зарядов статического электричества
Одним из опасных факторов при производстве изделий микроэлектроники является оборудование создающее ультразвуковое колебание. Вредное воздействие ультразвука может иметь место на операциях очистки подложек и ультрозвуковой прошивки отверстий.
Воздействие ультразвукового излучения (установки экспонирования) может иметь место при выполнении операции получения защитного рельефа рисунка из фоторезиста.
Еще одним опасным фактором является использование в производстве жидкого азота. Охлаждаемые жидким азотом детали установок вакуумного напыления, азотный писатель, сосуды Дьюара. Обморожение может произойти в случае прикосновени с охлажденными поверхностями перечисленного оборудования, а также в результате попадания жидкого азота на защищенные участки тела работающих.
Ниже приведены основные требования и необходимые меры для обеспечения безопасности
Для предупреждения поражения электрическим током предусмотреть:
· Подъемную изоляцию наружной электропроводки;
· Ограждение доступных для прикосновения токоведущих частей оборудования
Для предупреждения пожара предусмотреть:
· Вытяжную вентиляцию на операциях полировки и шлифовки подложек;
· Нанесение защитных составов или материалов снятия их с помощью растворителей, обеспечивающую необходимую кратность обмена воздуха;
· Отвод статического электричества.
для предотвращения термоожога предусмотреть:
· Теплоизоляцию стенок и дверей электропечей, сушильных шкафов обеспечивающую температуру их наружной поверхности не свыше 450С.
Для предотвращения химических ожогов предусмотреть:
· Инструменты, приспособления, индивидуальные средства защиты (спецодежда, защитные очки, резиновые перчатки), исключающие непосредственный контакт при работе с химическими элементами.
для предотвращения вредного воздействия отравления токсичными веществами предусмотреть:
· Вытяжные шкафы на операциях травления, обезжиривания и сушки подложек и приготовления растворов;
· Оборудование рабочих мест вытяжной вентиляцией и бортовыми отсосами.
Для предотвращения вредного воздействия ультразвука предусмотреть:
· Индивидуальные средства защиты от шума при работе на ультразвуковых установках;
· Периодический контроль уровня шума на рабочих местах с ультразвуковыми установками.
Для предотвращения вредного воздействия ультрафиолетового излучения предусмотреть:
· Блокировку, исключающую включение ультрафиолетовых ламп при поднятых крышках оборудования.
Для сохранения высокой работоспособности в течении рабочего дня следует строго соблюдать рекомендуемый режим труда и отдыха.
· Через 1 ч 50 мин после начала работы, а затем через каждые 50 мин устанавливаются перерывы на 10 мин.
При работе с микроскопом необходимо регулярно выполнять гимнастику для глаз.
Список используемой литературы
1. Т.И. Данилина, «технология тонкопленочных микросхем»
2. В. Д. Дмитриев, М. Н. Пиганов, С. В. Тюлевин, «технология микросборок специального назначения»
3. http://www.bestreferat.ru/referat-206018.html
4. http://www.studfiles.ru/preview/2877370/page:5/
5. http://otherreferats.allbest.ru/radio/00094120_0.html
6. http://robvac.com/v_vsm.html
7. http://www.si-pcb.ru/manufacture.html
infopedia.su
Подготовка элементов к монтажу.
Подготовка элементов к монтажу включает рихтовку, формовку, обрезку и лужение выводов. Рихтовка – исправление (выравнивание) формы выводов применяется, в основном, для осевых выводов. Формовка – предание определенной формы выводам (рис. 2.14.). Обрезка – удаление излишков выводов. Лужение выполняется в случае, если выводы микросхем или ЭРЭ не облужены при поставке.
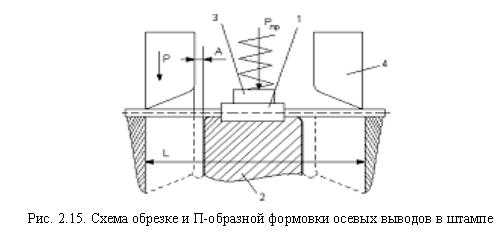
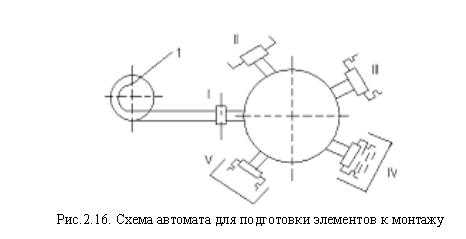
Операции подготовки элементов к монтажу выполняют на отдельных или совмещенных приспособлениях. На рис. 2.15. приведена рабочая часть штампа обрезки и формовки осевых выводов элементов. Элемент 1 устанавливается на матрицу 2 и придавливается к нем прижимом 3. При движении пуансонов 4 происходит в начале обрезка выводов в размере L, а затем – формовка по матрице. Зазор A равен диаметру вывода.На рис. 2.16. приведена схема автомата для подготовки элементов к монтажу. Элементы загружаются в вибробункер 1 (или в кассету) и поштучно поступают к многопозиционной установке роторного типа. В позиции I происходит загрузка элемента, долее после поворота на позицию II выводы формуются и обрезаются, на позиции III выполняется зигформовка, на IV – выводы обслуживаются и на V - элемент поступает в тару для дальнейшего использования.
Сборка и монтаж.
В производстве используются следующие схемы технологических процессов сборки и монтажа узлов на печатных платах:1. Сборка узлов с ручной установкой ЭРЭ и индивидуальной пайкой паяльником. Применяется в единичном м мелкосерийном производстве. Существенным достоинством является возможность постоянного визуального контроля пайки, платы, ЭРЭ.2. Сборка узлов с ручной установкой ЭРЭ и групповой пайкой методом «волны припоя». Применяется в единичном и серийном производстве. При пайке таким способом возможно непропаи (допускается не более 1% непропаев), которые устраняются при последующей ручной допайке.3. Механизированная сборка узлов с помощью специальных держателей, вакуумных захватов или специальных сборочных столов, или автоматизированная сборка с помощью специальных технологических устройств – автоматизированных укладочных головок, автоматического модуля сборки. Методы монтажа – групповые методы пайки. Схема применяется в серийном и массовом производстве и требует специальных автоматизированных станков с управлением от ЭВМ.Этап подготовки к монтажу включает техпроцесс подготовки ПП, ЭРЭ, ИМ и конструкционных деталей. Операции подготовки ЭРЭ и ИМС в мелкосерийном производстве выполняется в ручную на рабочем месте монтажника, простейшими приспособлениями и с дальнейшим размещением элементов в технологической таре по номиналам. В крупносерийном производстве применятся автоматы рихтовки и обрезки выводов, флюсования и лужения, промывки и сушки подготовленных навесных элементов. В некоторых автоматах все эти операции объединены в одном цикле и выполняются в виде переходов. Автоматизированная подготовка требует специальных кассет ля загрузки и выгрузки элементов. Для ЭРЭ с осевыми выводами, которые кассетируют путем вклеивания в ленту, формовка производится на автомате непосредственно перед установкой на плату.Установка на плату начинают со штырей, лепестков, навесных шин, прокладок после подготовки (рихтовка, обезжиривание) их базовых поверхностей. Установка ЭРЭ и ИМС в зависимости от типа производства осуществляется несколькими способами: в ручную со световой индикацией, по шаблону, автоматически.При установке вручную монтажник по схеме или маркировке на плате определяет место положения элемента, извлекает его из тары, устанавливает и, если необходимо, распаивает выводы. Первые два перехода составляют большую часть штучного времени. Для сокращения времени установки всех навесных элементов монтажное поле платы делится на зоны, в каждой из которых работает один монтажник. В этом случае может быть организовано конвейерная установка элементов.Применение метода световой индикации требует оснащения рабочего места монтажника проекционной системой и транспортером подачи тары с элементами. С помощью светового луча индицируется место установки, а транспортер синхронно подает тару с элементами требуемого типономинала. Остальные переходы осуществляются монтажником вручную.Установка по шаблонам характеризуется более высоким уровнем механизации. Точное позиционирование монтажного стола осуществляется вручную с помощью щупа и координатных отверстий на шаблоне, а установка элементов – автоматически укладочной головкой. Элементы подаются из кассет в последовательности установки на плату. Этот способ более производительный, но менее универсальный, так как требует сменных или переналаживаемых инструментов при изменение типоразмеров корпусов элементов.Для автоматизированной установки применяется специализированное оборудование с ЧПУ или робото-технологические комплексы с подачей элементов из технологических кассет. Получение контактных соединений в модулях 1-го уровня осуществляется преимущественно пайкой, расплавленным или расплавляемым припоем под действием постоянного или импульсного нагрева зоны соединения. При одностороннем монтаже навесных элементов на плате и фиксации их положения (подгибка, зиг-формовка, подпружинивание, предварительная подпайка выводов, приклеивание корпуса элемента) применяется механизированная пайка волной припоя. Групповая пайка планарных выводов ИМС проводится расплавленным припоем с постоянным нагревом паяльника или расплавляемым припоем с импульсным нагревом электродами, роликами, лучом лазера, струей газа. Импульсный нагрев локализует тепловое воздействие в зон выводов, но требует дополнительной подачи припоя путем напрессовки, подачей трубчатого припоя в зону пайки, качественного лужения. Операции промывки и сушки модулей необходимы для удаления флюса, продуктов пайки, следов от рук, пыли. Они выполняются на механизированных конвейерных линиях. Качество контактных соединений оценивается визуально.Этап контроля модулей наиболее ответственный и трудоемкий. Он выполняется в отладочном, диагностическом и контрольном режимах с помощью специальной аппаратуры, стендов и автоматических систем контроля. Замена неисправных ИМС требует дополнительных монтажных операций и повторного контроля параметров. Годные модули проходят операции лакирования и сушки и, если необходимо, испытания с контролем параметров
Установка элементов на печатную плату и их фиксация
В опытном производстве и при ремонте ЭВМ установка элементов и пайка, как правило, выполняются на одном рабочем месте. При серийном производстве установка или, как говорят на производстве, «набивка» элементов выполняется отдельно перед групповой пайкой.
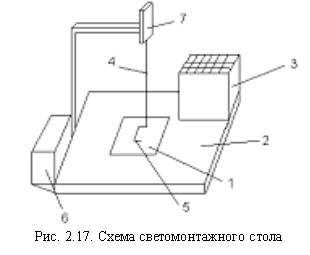
При неплотном монтаже и небольшой партии печатных узлов установку ЭРЭ можно осуществлять в ручную по монтажному чертежу. В других случаях используют средства автоматизации и механизации. Примером такого полуавтоматизированного метода установки элементов может служить светомонтажный стол, схема которого приведена на рис. 2.17. Печатная плата 1 устанавливается на монтажный стол 2, на котором размещается комплект ЭРЭ в ячейках тары 3. Место установки ЭРЭ на плате обозначается лучом света 4. Курсор 5 перемещается по плате в соответствии с программой от устройства управления 6 механизмом подсветки 7 и, останавливаясь, указывает место установки элемента. При этом загорается лампочка подсветки ячейки, из которой следует взять и установить элемент на плату.
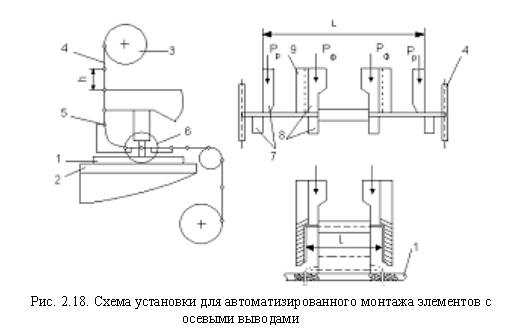
На рис. 2.18. приведена схема автоматической установки для монтажа на плате элементов с осевыми выводами, размещенных в ленте. Плата 1 устанавливается на монтажном столе 2 в определенном положении, чтобы фиксировать нулевую отметку для собираемых плат. С бобины 3 лента 4 с элементами 5 по направляющим поступает в рабочую зону, где располагается рабочая головка 6. В рабочей головке имеется механизм вырезания 7 ЭРЭ из ленты 4 в размер L и механизм удержания 8 ЭРЭ от выпадения после резки, которые после формовки выводов в размер l подает и устанавливает элемент на плату. Формовка выводов осуществляется при движении пуансона 9 вниз относительно опорной матрицы 8. Выводы удерживаются в радиусных канавках пуансонов. Эта канавка является направляющей при подаче элемента на плату, строго ориентируя выводы относительно монтажных отверстий. Плата перемещается по программе, устанавливая следующие отверстия под выводы ЭРЭ. Производительность таких автоматов (полуавтоматов) до 2000 элементов в час.
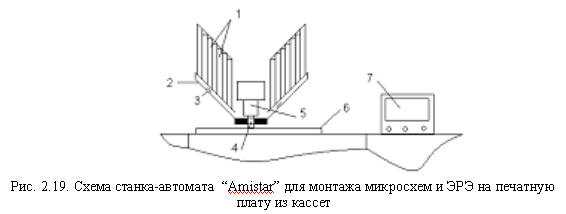
Автоматическая установка МС и ЭРЭ из кассет на плату с большой производительностью осуществляется на станке – автомате фирмы «Amistar» (рис. 2.19.). Кассеты 1 установлены на наклонном подающем устройстве 2, по которому выпавшие из кассеты элемент 3 (МС или ЭРЭ), под собственным весом поступают на рабочую позицию 4, где он ориентируется, захватывается установочной головкой 5 и подается на подведенные по программе место на ПП 6. Автомат работает по программе от управляющего компьютера 7.Для монтажа ПП широко используют автоматические поточные линии, состоящие из нескольких установочных головок с элементами в бобинах. По мере продвижения ПП от одной головки к другой на нее последовательно устанавливают все ЭРЭ.
Автоматы для монтажа печатных узлов имеют различную компоновку, но у всех предусмотрены магазин-накопитель для размещения ПП, магазины-накопители устанавливаемых (набиваемых) на плату элементов, система программного управления процессом монтажа. На рис 2.20. приведен общий вид станка – автомата фирмы Fuji (Япония) для установки на ПП элементов с осевыми (штыревыми) выводами. Такой автомат имеет поворотную планшайбу, с восемью рабочими головками, которые поочередно осуществляют захват подготовленного элемента и устанавливают его на печатной плате в определенном по программе месте. Печатные платы размещаются в магазине – накопителе горизонтальном по 25 штук, откуда они подаются на рабочий стол автомата и базируются на два штифта и опорные поверхности. Рабочий стол по программе перемещается по двум координатам и имеет угловой поворот. Бобины и пеналы – кассеты с лентами элементов устанавливают в сменные накопители. Каждый накопитель предназначен под определенный типоразмер элемента и определенный вид формовки. Ленту заправляют в подающее и формующее устройство в накопителе, накопители устанавливают на поворотную карусель. Количество накопителей определяется количеством типоразмеров элементов, устанавливаемых на плату. При работе автомата обеспечивается определенная последовательность в поиске необходимого элемента (накопителя), шаговая подача ленты, извлечение элемента из ленты, формовка его выводов и передача элементов на перегрузочные механизмы, откуда он будет захвачен рабочей головкой и установлен на плату. При повороте карусель происходит подготовка следующего элемента, к которому подойдет следующая рабочая головка. Вся работа станка – автомата обеспечивается устройством управления.

Чтобы установленные на плату МС и ЭРЭ не выпали или не сдвинулись со своих мест при последующей транспортировке, необходимо их фиксировать на поверхности ПП. На рис. 2.21. приведены несколько способов фиксации. Надежным, но трудоемким способом фиксации осевых выводов является их подгибка с обратной стороны платы (рис. 2.21, а). Удобной для станков-автоматов является фиксация элементов за счет упругих свойств выводов, имеющих зиг-формовку (рис. 2.21, б) или зиг-формовку с замком (рис. 2.21, в). Микросхемы с планарным выводами фиксируют на плате приклеиванием или припайкой диагональных контактов. В случае применения МС со штыревыми выводами конической формы выводы при установке заклиниваются в монтажных отверстиях и надежно удерживаются перед пайкой.Элементы для поверхностного монтажа фиксируют путем приклейки на предварительно нанесенную паяльную пасту, на которой они устанавливаются и удерживаются.Возможность использования группового метода пайки «волной припоя» связано с особенностью конструирования узлов на печатных платах, т.е.:-ЭРЭ установлено с одной стороны платы (противоположной стороне пайки),-ЭРЭ имеет штырьковые выводы,-Конструкция ЭРЭ дает возможность зафиксировать их при сборке на печатной плате (подгибкой выводов, приклеиванием, установкой в специальном держателе).Возможность использования средств автоматизации и механизации при сборке обусловлено компоновкой печатной платы:-Расположение корпусов ЭРЭ рядами, параллельными сторонами платы,-Расстояние между корпусами не менее 2,5мм (технологическая зона),-Минимальное количество типоразмеров ЭРЭ и т.п.При выборе схем сборки учитывают тип производства, особенности конструкции платы и ЭРЭ, а также достоинства и недостатки указанных схем.
Типовые технологические процессы монтажа.
Поскольку при сборке РЭС на ПП соединяются ЭРЭ с 2-3 выводами и МС с числом выводов от 125 до 388.Шаг выводов 0,5-0,625 мм допускается только при обосновании. Обычно шаг выводов
Поэтому получение несколько десятков соединений на предъявляет высокие требования к:1. материалам,2. геометрическим размерам (точности их) выводов и контрольной площадке,3. точности совмещению выводов и контрольных площадок,4. методу и режимам формирования соединений,5. уровню автоматизации соединений.Поскольку от 50 до 80% отказов в РЭС происходит из-за некачественных элементов соединений, то к соединениям предъявляются жесткие требования по:1. Минимальному омическому сопротивлению в зоне контакта и его стабильности воздействия при различных климатических условиях характеристики не должны меняться во времени,2. механические характеристики прочности не должны меняться со временем при растягивании напряжении,3. Стойкости к термоциклированию,4. отсутствие в зоне контактирования материалов, вызывающую деградацию соединения (электрическую, химическую коррозию) под действием 5. Долговечности и надежности соединения
От методов соединения требуется:a) Минимальное значение основных параметров контактирования:- Температура-Давление-Длительность выдержки,b) А также возможность соединения разнообразных сочетаний материалов и типоразмеров.c) При этом качество соединения должно контролироваться простыми и надежными средствами.d) При выборе метода учитывают экологическую эффективность, производительность процесса, а также возможность автоматизации.
Типовые технологические процессы монтажаПайка.
Пайка – это процесс соединения металла в твердом состоянии путем введения в зазор расплавленного припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва.
Достоинства:1. Низкое и стабильное электросопротивление,2. Универсальность3. Простота автоматизации4. Простота контроля и ремонта5. Ремонтопригодность.
Недостатки:1. Высокая стоимость используемых цветных металлов и флюсов2. Длительное воздействие высоких температур3. Коррозионная активность остатков флюсов4. Выделение вредных веществ в процессе пайки.
Техпроцесс пайки состоит:1. Из подготовки поверхности детали2. Активированием соединяемых металлов и припоев3. Обеспечение взаимодействия на границе «основной металл – жидкий припой»4. Фиксация соединяемых элементов подготовленных поверхностей и нанесение дозированного количества флюса и припоя5. Нагрев до заданной температуры и выдержка6. Создание условий для кристаллизации жидкой металлической прослойки (охлаждение без перемещения поверхностей)7. Очистка соединений8. Контроль.
I. Подготовка поверхности деталей, подлежащих пайке, заключается в удалении загрязнений, ржавчины, оксидных и жировых пленок.Оксиды (от немецкого – окислять) – соединение химических элементов с кислородом. При наличии загрязнений растекаемость припоя будет плохой и возможность образования мелких шариков припоя, ухудшающих качество пайки.Для удаления жира и масла с поверхности детали применяют растворители (ацетон, бензин, спирт и т.д.), горячие щелочные растворы. Применяют протирки, погружение, распыление, обработку в паровой среде, ультразвуковой ванне.На смачивоемость и растекаемость припоя влияет форма шероховатостей поверхностей. Шероховатости в виде углублений ухудшают смачиваемость. Шероховатости в виде канавок усиливают растекаемость капиллярным действием канала. Для улучшения качества поверхностей используют зачистку. При использовании травления устраняется и капиллярный эффект.Зачистки наждачной шкуркой и кварцевание дает лучший эффект. Современное оборудование для очистки имеет блочно-модульную конструкцию с программным управлением, снабженные устройствами для регенерации моющих средств и сушки изделий. Центрифугирование -- один из эффективных методов сушки.Удаление оксидных пленок осуществляется травлением в растворах кислот и щелочей. Состав раствора зависит от металла, толщины оксидной пленки, требуемой скорости травления. После травления промывают с применением нейтрализующих растворов.Очищенные детали могут сохранять паяемость от трех до пяти суток для меди; 10-15 суток для серебра.Удаление оксидных пленок возможно методом разрушением их под слоем жидкого припоя с помощью ультразвука, трения деталей, режущего или абразивного инструмента.II. Активные поверхности.Для этого на поверхностях соединяемых деталей наносят покрытия, улучшающие процесс смачивания припоем и поддерживают хорошую способность к пайке в течение длительного межоперационного хранения.В качестве металла для таких покрытий используют припои, а также серебро, золото, палладий их сплавы.Наносят гальваническим ли термовакуумным осаждением, а также горячей металлизацией. Использование технологических покрытий увеличивает срок хранения паяемости до 3…6 летУвеличить срок паяемости можно нанесением специальных консервантных покрытий, большинство которых не требуется удалять при монтажных операциях, так как их состав согласуется с составом применяемых флюсов.Такие покрытия разделяются на два вида:1. На основе канифоли (флюсы ФКСп, ФПЭГ и др. смолосодержащие),2. Пленки щелочных металлов (без смол).Большинство консервационных покрытий вытесняют влагу, можно, наносить на влажные детали путем погружения, кистью, пульверизацией. После испарения растворителя пленки надежно завещают поверхность детали от проникновения влаги и окисления в течение 5…6 месяцев хранения
Похожие статьи:
poznayka.org
Субтрактивные методы изготовления печатных плат | pcbdesigner.ru
Субтрактивные методы изготовления печатных плат
Химический метод
Субтрактивный метод, в чистом виде, реализуется в производстве односторонних печатных плат, где присутствуют только процессы селективной защиты рисунка проводников и стравливания металла фольгированных диэлектриков с незащищенных мест.
Схема стандартного субтрактивного (химического) метода изготовления односторонних печатных плат:
вырубка заготовки;
сверление отверстий;
подготовка поверхности фольги (дезоксидация), устранение заусенцев;
трафаретное нанесение кислотостойкой краски, закрывающей участки фольги, неподлежащие вытравливанию;
травление открытых участков фольги;
сушка платы;
нанесение паяльной маски;
горячее облуживание открытых монтажных участков припоем;
нанесение маркировки;
контроль.
К преимуществам данного метода изготовления печатных плат можно отнести возможность полной автоматизации процесса изготовления, высокую производительность, низкую себестоимость.
Среди недостатков — низкая плотность компоновки связей, использование фольгированных материалов, наличие экологических проблем из-за образования больших объемов отработанных травильных растворов.
Механическое формирование зазоров (оконтуривание проводников)
Вместо химического травления, изоляционные зазоры между проводниками можно формировать механическим удалением при помощи режущего инструмента. Для изготовления односторонних печатных плат можно обойтись всего одним станком с ЧПУ, позволяющим по программе сверлить сквозные отверстия и скрайбировать зазоры.
Скрайбирование обычно ведется коническими фрезами с углом при вершине 60 или 30 градусов (в ряде случаев — менее 18 градусов). Для получения стабильной ширины контурной канавки необходимо строго контролировать глубину врезания фрезы в заготовку. Неплоскостность подложки, неравномерный прижим заготовки к рабочему столу могут привести к разбросу ширины паза. Именно поэтому сверлильно-фрезерные станки должны иметь специальные прижимные головки, принудительно выравнивающие заготовки плат в плоскость стола станка.
Метод отличается коротким технологическим циклом изготовления, малой капиталлоемкостью, не создает экологических проблем. Он очень удобен для изготовления полноценных экспериментальных образцов монтажных подложек. Но образцы плат получаются дороже (большой расход фрез), чем изготовленные химическим методом. Поэтому и из-за большого ритма выпуска (плата изготавливается более, чем 4 часа) этот метод не годится для серийного производства.
Чтобы избежать необходимости химических процессов металлизации отверстий, при изготовлении печатных плат методами скрайбирования и фрезеровки используют примитивные методы соединения двух сторон — проводной перемычкой, опаиваемой пустотелой заклёпкой или опресовываемой заклепкой.
При скрайбировании контура проводников фрезы неизбежно вспарывают стеклоткань диэлектрика, что повышает его восприимчивость к загрязнениям. Поэтому такие платы требуют повышенного внимания к последующим процессам защиты поверхности от воздействия внешних сред паяльной маской или специальной пропиткой, не мешающей пайке, или лакировкой после монтажа.
Лазерное гравирование
Ультрафиолетовые лазеры (эксимерные и Nd:YAG или Nd:LIF-лазеры) способны испарять медь фольги и минимально травмировать диэлектрическую подложку. Это позволяет использовать их для гравирования контуров проводников. Современное оборудование, предназначенное для этой цели, сочетает в себе две лазерных головки: СО2-лазер и УФ-лазер, которые попеременно сверлят сквозные и глухие отверстия и гравируют пробельные места плат.
Лазерные методы прямого формирования рисунка высокопроизводительны, воспроизводят рисунок с разрешением проводник/зазор = 0,05/0.05 мм. Но пока это оборудование слишком дорого для повсеместного использования.
pcbdesigner.ru
Изготовление высококачественных печатных плат в «домашних» условиях
Таити!.. Таити!..Не были мы ни на каком Таити!Нас и тут неплохо кормят! © Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.Свойства:Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.Применение:Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.Характеристики:Цвет: синийПлотность: при 20°C 0,87 г/см3Время высыхания: при 70°C 15 мин.Расход: 15 л/м2Максимальная фоточувствительность: 310-440 нм
Подробнее о POSITIV 20 можно почитать здесь.
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.Свойства:Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.Применение:Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временные затраты.Характеристики:Цвет: прозрачныйПлотность: при 20°C 0,79 г/см3Время высыхания: при 20°C 30 мин.Примечание:Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na2SiO3*5h3O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na2СO3) или углекислый калий (K2СO3).
Также рекомендуют бытовое средство для прочистки сантехники «Крот».
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).
На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.
Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:
| ртутная лампа Philips HPR125 | 3 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 1000W | 1,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 500W | 2,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| кварцевая лампа 300W | 3-4 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| солнечный свет | 5-10 мин. | лето, в полдень, безоблачно | покрытие из кварцевого стекла толщиной 5 мм |
| лампы Osram-Vitalux 300W | 4-8 мин. | 40 см | покрытие из кварцевого стекла толщиной 8 мм |
Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.
Плата вытравленаКак готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Хочу поделиться еще одним способом лужения при помощи сплава «Розе», также проверенным на практике. Обыкновенная водопроводная вода наливается в консервную банку или небольшую мисочку, добавляется немного лимонной кислоты или уксуса, ставится на плиту. В кипящую воду помещается плата, высыпается несколько застывших капель сплава «Розе», которые тут же плавятся в кипящей воде, и ваткой, намотанной на длинный пинцет или палочку (чтобы не обжечься паром), аккуратно размазываются по дорожкам. По завершении процесса вода сливается, а застывшие остатки сплава складываются в какую-либо емкость до следующего использования.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.
Печатная плата в процессе монтажа на нее компонентовА вот и само устройство, для которого делалась ПП:
Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП ;). ПП с распаянными компонентами находится в подставке. Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см2, температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.
Фрагмент печатной платы, где видна металлизация в отверстииСамодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света! Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
| Двухлористое олово SnCl2*2h3O | 5,5 | 5-8 | 20 | 10 |
| Тиокарбамид CS(Nh3)2 | 50 | 35-50 | - | - |
| Серная кислота h3SO4 | - | 30-40 | - | - |
| Винная кислота C4H6O6 | 35 | - | - | - |
| Каустическая сода NaOH | - | 6 | - | - |
| Молочнокислый натрий | - | - | 200 | - |
| Сернокислый алюминий-аммоний (алюмоаммонийные квасцы) | - | - | - | 300 |
| Температура, °C | 60-70 | 50-60 | 18-25 | 18-25 |
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
www.ixbt.com