ВОПРОС №5: Что такое допуск. Верхнее и нижнее отклонения? Нижнее предельное отклонение это
Допуски и посадки, основные понятия, обозначения. Квалитет, нулевая линия, допуск, предельное отклонение, верхнее отклонение, нижнее отклонение, поле допуска.
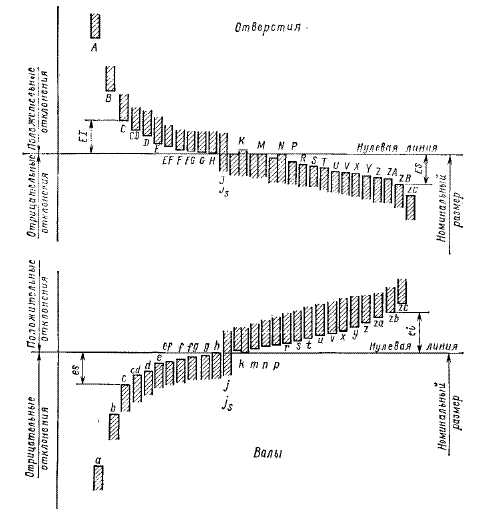
Поле допуска - диапазон размеров, ограниченный верхним и нижним отклонением от нулевой лини. Положение поля допуска обозначают: Для отверстия: Прописные (большие) буквы латинского алфавита. A, B, C, CD, D...... Для вала: строчные (маленькие) буквы латинского алфавита. a,b,c,cd...... Отклонение, используемое для указания поля допуска допуска называют основным отклонением - это отклонение поля допуска ближайшее к нулевой линии.
Отверстие, нижнее отклонение которого равно нулю (не может быть меньше) - называют основным и обозначают английской буквой H. Вал, верхнее отклонение которого равно нулю (не может быть больше) - называют основным и обозначают английской буквой h. На рисунке ниже - положение полей допусков (заштриховано) относительно нулевой линии. Слева указаны отрицательные или положительные отклонения.
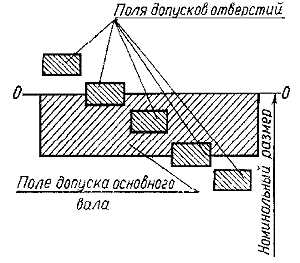
Посадка - характер соединения узлов (деталей), определяемый величиной существующих в нем зазоров или натягов. Различают посадки с зазором, посадки с натягом и переходные (промежуточные) посадки. Посадки в системе отверстия - предпочтительнее на практике (исторически) , см. рисунок ниже: Посадки в системе вала, смотри рисунок ниже:
Квалитет - установленная совокупность допусков, определяющая допуск для данного линейного размера (одинаковая степень точности для всех номинальных размеров). Величнины полей допусков обозначают буквами IT и порядковым номером квалитета. |
www.dpva.ru
Предельные отклонения. Допуск размера | Машиностроение
Для упрощения конструкторской документации вводится понятие об отклонениях от номинального размера.
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если действительный размер больше номинального, и отрицательным, если он меньше номинального.
На чертежах указывают предельные отклонения — верхнее и нижнее. Верхнее предельное отклонение— это алгебраическая разность между наибольшим предельным и номинальным размерами; обозначают: ES — для отверстия и es — для вала. Нижнее предельное отклонение — это алгебраическая разность между наименьшим предельным и номинальным размерами; обозначают: EI — для отверстия и ei— для вала.
Из определения имеем: ES = Dmax — D; EI= Dmin-D; es = dmax — d; ei = dmin — d. (3.1) Отклонения всегда указывают со знаком + или —. На схемах и в таблицах отклонения часто проставляют в микрометрах (1 мкм = 0,001 мм), а на чертежах — в миллиметрах и более мелким шрифтом. Верхнее предельное отклонение ставится несколько выше номинального размера, а нижнее — несколько ниже. Отклонения, равные нулю, на чертеже не проставляют. Если верхнее и нижнее предельные отклонения равны по абсолютной величине, но противоположны по знаку, то числовое значение отклонения указывается со знаком ±; отклонение указывается вслед за номинальным размером таким же шрифтом.
Допуском размера (обозначается TD или Td) называют разность между наибольшим и наименьшим предельными размерами: TD = Dmax — Dmin; Td = dmax — dmin. (3.2) В то же время допуск размера равен алгебраической разности верхнего и нижнего предельных отклонений: TD = ES-EI; Td = es — ei. (3.3) Слова «алгебраическая разность» означают, что в формулы (3.3) предельные отклонения должны входить с их знаками.
Допуск размера всегда положительная величина. Численное значение допуска очень важно и для конструктора, и для производственников. Чем меньше допуск, тем большая определенность соединения двух деталей, однообразнее и выше параметры изделия. В то же время уменьшение допуска размера усложняет технологию изготовления детали, требует оборудования повышенной точности, таких чистовых операций, как шлифование, развертывание и др. (более подробно о величине допуска см. на с. 33).
www.stroitelstvo-new.ru
верхнее отклонение, нижнее отклонение, допуск. Нарисовать схему расположения поля допуска.
Действительный размер — размер, установленный измерением с допускаемой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом. Мы уже знаем, что номинальным размером называют размер, который служит началом отсчета отклонения и относительно которого определяют предельные размеры.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер — больший из двух предельных размеров.
Наименьший предельный размер — меньший из двух предельных размеров.
Верхнее отклонение — алгебраическая разность между наибольшим предельным и номинальным размерами. Верхнее отклонение отверстия обозначают буквами ЕS (ЕS = Dmах – D), вала — еs (еs = dmах – d).
Нижнее отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение отверстия обозначают буквами ЕI (EI = Dmin – D), вала — еi (еi = dmin– d).
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск размера отверстия ТD = Dmах – Dmin или ТD = ЕS – ЕI; допуск размера вала Тd = dmах – dmin или Тd = еs – еi.
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначают буквами латинского алфавита, а в некоторых случаях — двумя буквами: прописными для отверстия и строчными для вала (рис. 1.2). Верхнее или нижнее отклонение, используемое для определения поля допуска относительно нулевой линии, называют основным отклонением. С целью ограничения номенклатуры средств измерения, режущего инструмента вводятся ограничения на применение основных отклонений деталей. Для вала эти ограничения представлены в таблице 1.2.
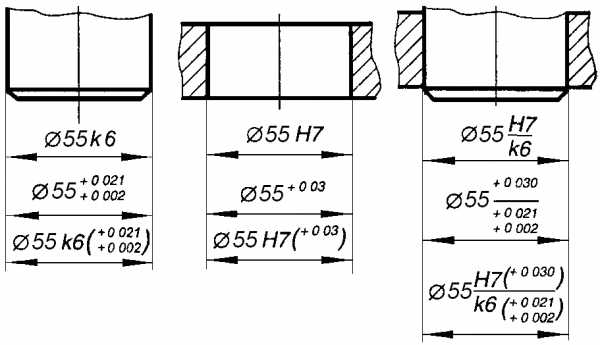
Рисунок 1.2 — Примеры обозначения полей допусков и
посадок на чертежах
Признаки, характеризующие системы допусков и посадок.
Признаки, характеризующие системы допусков и посадок объединяются едиными принципами построения. Это:
- принцип физически обоснованного изменения зазора в зависимости от размера соединения, заключающийся в том, что зазоры и натяги изменяются в зависимости от размера соединения по законам, отвечающим физическим условиям применения посадок;
- принцип применения упрощающих способов построения посадок, заключающийся в том, что поле допуска основной детали остается неизменным, а посадку обеспечивают смещением поля допуска сопрягаемой детали;
- принцип экономии металла при установлении поля допуска основной детали «в тело»;
- принцип применения рядов предпочтительных чисел, заключающийся в том, что числовые ряды интервалов размеров, градаций точности и других показателей строятся по одному из основных или производных рядов предпочтительных чисел;
- принцип масштабных коэффициентов: величина допуска прямо пропорциональна размеру и связана с ним расчетным коэффициентом — единицей допуска;
- принцип применения коэффициентов точности, состоящий в том, что числовые значения допусков размеров получаются умножением единицы допуска на зависящий от квалитета коэффициент точности;
- принцип унификации полей допусков, предусматривающий выделение из общего числа стандартизованных полей допусков полей допусков предпочтительного применения;
- принцип приведения норм точности к определенному температурному режиму, заключающийся в необходимости отнесения стандартизуемых предельных отклонений к определенной температуре (293,15К = 20°С).
Кроме того, мы знаем, что 1) посадки с нужными зазорами или натягами получают сочетанием полей допусков соединяемых деталей — отверстия и вала; 2) поля допусков определяются значениями допуска и основного отклонения; 3) для получения различных посадок в системах допусков и посадок должно содержаться достаточное разнообразие полей допусков. Посадки можно получить двумя способами: или стандартизировать ряды посадок в системах вала и отверстия, или стандартизировать те параметры, из которых образуются поля допусков, т. е. ряды допусков в разных квалитетах и ряды основных отклонений валов и отверстий, не зависящие от допусков. В системе ИСО принят второй способ.
studfiles.net
предельное отклонение - это... Что такое предельное отклонение?
предельное отклонение3.3.2 предельное отклонение (permissible deviation): Разность между допустимым предельным и соответствующим номинальным размерами.
3.7 предельное отклонение: Разность между предельным и номинальным размерами.
Термины и определения дефектов - по ГОСТ 30005.
предельное отклонение: Алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
[ГОСТ 25346-89, статья 1.1.9]
предельное отклонение: ± δ - алгебраическая разность между предельным и номинальным значением параметра;
1.1.9. Предельное отклонение - алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Смотри также родственные термины:
Предельное отклонение геометрического параметра (предельное отклонение размера) - алгебраическая разность между наибольшим предельным и номинальным значениями геометрического параметра.
1.2. Предельное отклонение наружного диаметра , мм
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- предельное остаточное давление Ро, Па
- Предельное отклонение геометрического параметра
Смотреть что такое "предельное отклонение" в других словарях:
Предельное отклонение — – наибольшее отклонение параметра технического состояния конструкции, наличие которого приводит конструкцию в неработоспособное состояние. [Справочник проектировщика. Металлические конструкции. ЗАО ЦПИИПСК им. Мельникова, 1998 г, Москва,… … Энциклопедия терминов, определений и пояснений строительных материалов
предельное отклонение — Алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее отклонения. [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники … Справочник технического переводчика
предельное отклонение — ribinis nuokrypis statusas T sritis Standartizacija ir metrologija apibrėžtis Algebrinis ribinio ir vardinio matmens skirtumas. atitikmenys: angl. limit deviation vok. Grenzabmaß, n rus. предельное отклонение, n pranc. écart limite, m … Penkiakalbis aiškinamasis metrologijos terminų žodynas
предельное отклонение — ribinis nuokrypis statusas T sritis chemija apibrėžtis Didžiausias leidžiamas nominaliosios ir matavimo rezultato verčių skirtumas. atitikmenys: angl. limit of deviation rus. предельное отклонение … Chemijos terminų aiškinamasis žodynas
предельное отклонение — ribinis nuokrypis statusas T sritis fizika atitikmenys: angl. limit deviation vok. Grenzabmaß, n rus. предельное отклонение, n pranc. écart limite, m … Fizikos terminų žodynas
предельное отклонение температуры стерилизации — Предельное отклонение фактической температуры в стерилизационной камере от температуры стерилизации. [ГОСТ 17726 81] Тематики стерилизация и дезинфекция … Справочник технического переводчика
Предельное отклонение геометрического параметра — (предельное отклонение размера) алгебраическая разность между наибольшим предельным и номинальным значениями геометрического параметра. Источник … Словарь-справочник терминов нормативно-технической документации
Предельное отклонение геометрического параметра — (предельное отклонение размера) – алгебраическая разность между предельным и номинальным значениями геометрического параметра. [ГОСТ 21778 81] Рубрика термина: Отклонения при испытаниях Рубрики энциклопедии: Абразивное оборудование,… … Энциклопедия терминов, определений и пояснений строительных материалов
Предельное отклонение наружного диаметра — 1.2. Предельное отклонение наружного диаметра , мм Источник: ГОСТ 4.335 85: Система показателей качества продукции. Инструмент породоразрушающий. Номенклатура показателей … Словарь-справочник терминов нормативно-технической документации
Верхнее предельное отклонение геометрического параметра — (верхнее предельное отклонение размера) алгебраическая разность между наибольшим предельным и номинальным значениями геометрического параметра. Источник … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Что такое допуск. Верхнее и нижнее отклонения? — МегаЛекции
До́пуск — разность между наибольшим и наименьшим предельными значениями параметров (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
· Отклонение размера — алгебраическая разность между этим размером (действительным или предельным) и соответствующим номинальным размером.
· Верхнее предельное отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
· для отверстия ES = Dmax — Dн
· для вала es = dmax — dн
· Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
· для отверстия EI = Dmin — Dн
· для вала ei = dmin — dн
Допуск формы:
ВОПРОС №3-4: Система отверстия? Система вала?
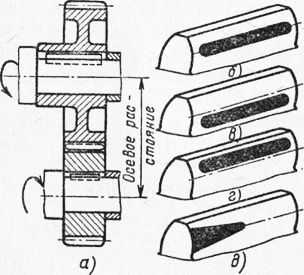
Система отверстия— это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
Система вала— это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
ВОПРОС №2: Виды посадок?
Посадка —характер соединения сопрягаемых деталей, определяемый зазором или натягом, то есть разностью их размеров до сборки в соответствии с назначенным допуском. Система допусков и посадок существует в двух вариантах: система вала — основным размером является размер вала, а размер отверстия выбирается с различным зазором или натягом; система отверстия — основным размером является размер отверстия, а размер вала задаётся с необходимым зазором или натягом. Посадки обозначают буквами латинского алфавита: отверстия — прописными буквами, валы — строчными. Точность посадки определяется квалитетом допуска.
Различные посадки определяют степень свободы относительного перемещения деталей; их назначают исходя из условий работы машин и механизмов, их точности и условий сборки. Посадки по характеру соединения деталей делятся на 3 группы:
· Посадка с (гарантированным) зазором — соединение с гарантированным зазором, то есть наименьший допустимый размер отверстия больше наибольшего предельного размера вала[1] или равен ему. Обозначаются от а до h (от А до H).
· Переходная посадка — соединение с возможным зазором или натягом в зависимости от действительных размеров вала и отверстия. Обозначаются от j до n (от J до N).
· Посадка с (гарантированным) натягом — соединение с гарантированным натягом, то есть наибольший допустимый размер отверстия меньше наименьшего допустимого размера вала или равен ему. Обозначаются от p до z (от P до Z).
megalektsii.ru
2.3. Предельные отклонения
Покажем вал и отверстие с указанием предельных размеров и отклонений (рис. 2.3):
dmax и dmin – наибольший и наименьший допускаемый размер вала;
Dmax и Dmin – наибольший и наименьший допускаемый размер отверстия;
D = d – номинальный размер;
Td и TD – допуск на изготовление вала и отверстия;
ES и es – верхнее предельное отклонение от номинального размера отверстия и вала;
EI и ei – нижнее предельное отклонение от номинального размера отверстия и вала.
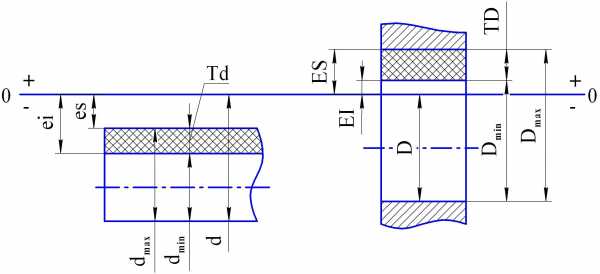
Рис. 2.3
Алгебраическая разность между наибольшим предельным и номинальным размерами называется верхним предельным отклонением – ES (es):
ES = Dmax – D; (2.1)
es = dmax – d. (2.2)
Алгебраическая разность между наименьшим предельным и номинальным размерами называется нижним предельным отклонением – EI (ei):
EI = Dmin – D; (2.3)
ei = dmin – d. (2.4)
Предельные отклонения могут быть оба положительными, оба отрицательными, одно из них – положительным, второе – отрицательным, одно из них равно нулю.
Разница между наибольшим и наименьшим размерами называется допуском размера или просто допуском. Допуск обозначается буквой Т, но если будет обозначение Тd, то оно относится к валу, а если TD, то – к отверстию:
Td = dmax – dmin; (2.5)
TD = Dmax – Dmin. (2.6)
Для вала предельные размеры и допуск можно записать следующим образом: dmax = d + es; dmin = d + ei; Td = dmax – dmin = d + es – d – ei = es – ei, для отверстия: Dmax = D + ES; Dmin = D + EI; TD = Dmax – Dmin = D + ES – D – EI = = ES – EI, т. е.
Td = es – ei; (2.7)
TD = ES – EI. (2.8)
Таким образом, величина допуска может быть определена как через предельные размеры, так и через предельные отклонения.
2.4. Условное обозначение допусков и расположение полей допусков
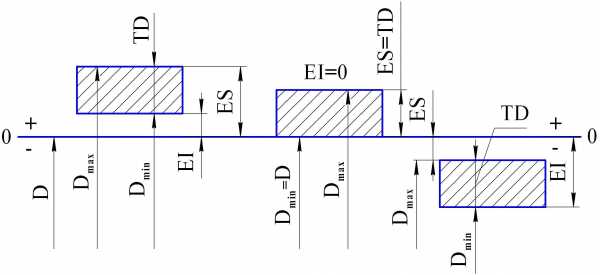
Рис. 2.4
Поле допуска – поле, ограниченное верхним и нижним предельными отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему предельным отклонениям относительно нулевой линии.
Поля допусков отверстий показаны на рис. 2.4, а поля допусков валов – на рис. 2.5.
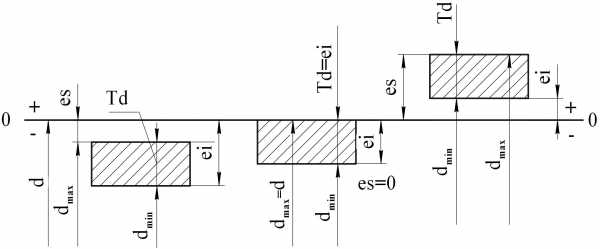
Рис. 2.5
3. Единая система допусков и посадок (есдп)
Единая система допусков и посадок (ГОСТ 25346-89) введена в СССР с 1 января 1977 г. ЕСДП построена в соответствии с рекомендациями ISO (Международной организации по стандартизации) и условно может быть разделена на три части:
а) допуски;
б) основные отклонения валов;
в) основные отклонения отверстий.
3.1. Допуски
В связи с тем, что к различным деталям предъявляются различные требования точности по изготовлению, существует разделение по группам точности, категориям (степеням) точности или квалитетам.
Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Установлено 20 квалитетов: 01, 0, 1, 2, …, 18, допуски для них обозначаются буквами IT (сокращение ISO Tolerance – с англ. «допуск ISO») с цифрой номера квалитета, например: IT5, IT8, IT14.
Применение квалитетов:
IT01 – IT1 – для концевых мер длины;
IT2 – IT5 – для калибров и деталей точных приборов;
IT5 – IT12 – для образования посадок;
IT12 – IT18 – для свободных размеров.
Каждый квалитет характеризуется величиной допуска и в общем виде для квалитетов с 5-го по 18-й величина его может быть определена по простой формуле:
где а – количество единиц допуска; i (I) – единица допуска.
| i = 0,45 | (3.2) |
| I = 0,004D + 2,1 – свыше 500 мм, | (3.3) |
 +0,001D для размеров до 500 мм;
+0,001D для размеров до 500 мм;где D – среднегеометрическое крайних значений одного интервала, опре-деляется по формуле:
| D = | (3.4) |
 .
.Значения i приведены в табл. 3.1.
Таблица 3.1
Значения i
| Интервал | До 3 | 3 – 6 | 6 – 10 | 10 – 18 | 18 – 30 | 30 – 50 | 50 – 80 | |||||
| i, мкм | 0,55 | 0,73 | 0,9 | 1,08 | 1,31 | 1,56 | 1,86 | |||||
| Интервал | 80 – 120 | 120 – 180 | 180 – 250 | 250 – 315 | 315 – 400 | 400 – 500 | ||||||
| i, мкм | 2,17 | 2,52 | 2,9 | 3,23 | 3,54 | 3,9 | ||||||
Из формулы определения i (3.2) видно, что величина единицы допуска зависит не от квалитета, а от размера.
Значения же а зависят от квалитета и увеличиваются по сравнению с предыдущим на 60 % (табл. 3.2).
Через пять квалитетов допуск увеличивается в 10 раз, а ряд значений a представляет собой ряд Ренара R5.
Таблица 3.2
Значения а
| Обозначение допуска | IT5 | IT6 | IT7 | IT8 | IT9 | IT10 | IT11 |
| Значение допуска | 7i | 10i | 16i | 25i | 40i | 64i | 100i |
| Обозначение допуска | IT12 | IT13 | IT14 | IT15 | IT16 | IT17 | IT18 |
| Значение допуска | 160i | 250i | 400i | 640i | 1000i | 1600i | 2500i |
Для квалитетов 01, 0, 1 допуски определяются по эмпирическим формулам:
IT01 = 0,3 + 0,008D; (3.5)
IT0 = 0,5 + 0,012D; (3.6)
IT1 = 0,8 + 0,02D. (3.7)
Величины допусков квалитетов 2-го, 3-го и 4-го приближенно являются членами ряда геометрической прогрессии: первым членом ряда считается допуск 1-го квалитета, а последним – допуск 5-го квалитета:
IT3 =  ; (3.8)
; (3.8)
IT2 =  ; (3.9)
; (3.9)
IT4 =  . (3.10)
. (3.10)
studfiles.net
Допуски, посадки и предельные отклонения — КиберПедия
При изготовлении деталей неизбежно возникают погрешности. Для того чтобы детали соответствовали своему назначению с учетом погрешностей, вводят специальные параметры – допуск и предельные отклонения.
По результатам расчетов деталей на прочность и жесткость на чертежах задают размеры, которые называются номинальными (Dn; dn). При изготовлении детали имеет место действительный размер (Dd; dd), который должен находиться в пределах от наибольшего предельного размера (Dнб; dнб) до наименьшего предельного размера (Dнм; dнм). Для удобства на чертежах задают значения предельных отклонений от номинального размера.
Таким образом, предельное отклонение – это разность между предельным размером и его номинальным значением.
Общие положения допусков и предельных отклонений установлены ГОСТ 25346-82.
Соединения можно представить как посадку одной детали на другую. Все поверхности в посадке условно делятся на валы и отверстия.
Вал – термин, применяемый для обозначения наружных элементов деталей (рис.3.4.1, а). Для обозначения параметров «валов» применяются строчные буквы латинского алфавита (a, b, c, d и т. д.).
Отверстие – термин, применяемый для обозначения внутренних элементов деталей (рис.3.4.1, б). Для обозначения параметров «отверстий» применяются прописные буквы латинского алфавита (A, B, C, D и т. д.).
Посадка, определяется как разность размеров до соединения, а именно: величиной зазоров и натягов в соединении. Посадки могут быть с зазором и с натягом. Посадка характеризует степень сопротивления соединяемых деталей взаимному перемещению.
Соединение с зазором характеризуется тем, что размер отверстия больше размера вала. Такой вид соединения обеспечивает свободное относительное перемещение собранных деталей.
Соединение с натягом характеризуется тем, что размер отверстия меньше размера вала. Такой вид соединения обеспечивает свободное относительное перемещение собранных деталей.
Для каждого номинального размера предусмотрено несколько допусков и основных предельных отклонений, которые связаны с удалением этих допусков от нулевой линии.
Допуск, значение которого зависит от номинального размера, обозначается цифрой и называется квалитет. На рис.3.4.1 оба отклонения вала имеют отрицательный знак, а оба отклонения отверстия – отрицательный.
Верхнее предельное отклонение ES, es – это алгебраическая разность между наибольшим предельным и номинальным размерами es = dнб – dn;
ES = Dнб – Dn; (рис.3.4.2 а).
Нижнее предельное отклонение ES, es – это алгебраическая разность между наименьшим предельным и номинальным размерами ei = dнм – dn;
EI = Dнм – Dn; (рис.3.4.2 б).
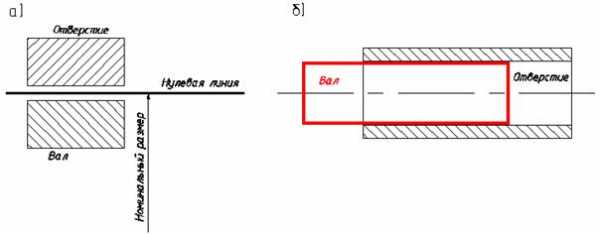
Рис. 3.4.1. Условное подразделение поверхностей на валы и отверстия
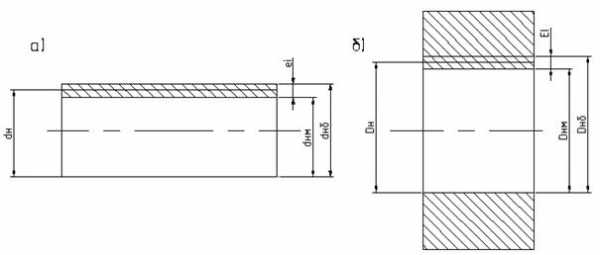
Рис. 3.4.2. Предельные отклонения
ГОСТ 2.308-79 устанавливает правила указания допусков формы и расположения поверхностей на чертежах. Терминология принимается согласно ГОСТ 24642 – 81, а числовые значения допусков по ГОСТ 24643-81. Допуски на размеры детали Dнб – Dнмили dнб – dnм изображают в виде двух (иногда трех) прямоугольников (рис.3.4.3), каждый из которых носит название поле допуска. Нулевая линия соответствует номинальному размеру, определяемому величиной зазоров или натягов в соединении.
Рамку допуска вычерчивают сплошной тонкой линией. Высота букв, цифр и знаков равна размеру шрифта размерных чисел. Рамку допуска располагают горизонтально параллельно основной надписи. Стрелка соединительной линии по направлению должна соответствовать направлению измерения отклонения (рис.3.4.4).
Обозначение поля допуска включает в себя цифру, указывающую степень точности (табл.3.4.1), и букву, определяющую основное направление – 6H, 6q, 6G. Приведем пример обозначения: М16-6q: болт номинальным диаметром 16 мм, допуск по шестой степени точности с основным отклонением q или то же для гайки М20-6G.
В обозначение посадки входит номинальный размер – общий для обеих соединяемых деталей (отверстия и вала) и обозначение полей допусков для каждой детали, начиная с отверстия. Например, 40Н7-q6.
Таблица 3.4.1
| Классы точности | Гайки | Болты |
| Точный | 4Н 5Н | 4h |
| Средний | 5H 6H 6G | 6h 6q 6e 6d |
| Грубый | 7H 7G | 8h 8q |
Рис. 3.4.3. Поле допуска
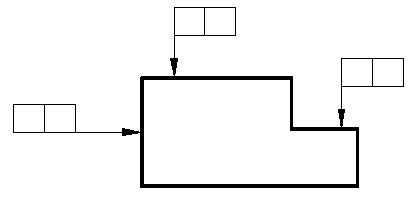
Рис. 3.4.4. Пример нанесения допусков
Таблица 3.4.2
| Группа допусков | Виды допуска | Знак |
| Допуски формы | Допуск прямолинейности Допуск плоскостности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения | |
| Допуски расположения | Допуск параллельности Допуск перпендикулярности Допуск наклона Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей |
Допуски формы и расположения поверхностей указываются на чертеже в соответствии с табл.3.4.1. Эти знаки, а также числовые значения допуска или обозначение базы (рис.3.4.3) вписывают в рамку в следующем порядке: в первом поле – знак допуска; во втором поле – числовая величина допуска в мм; в третьем поле (при необходимости) – буквенное значение базы.
cyberpedia.su