ГОСТ 8909-75 Опоки литейные цельнолитые стальные и чугунные. Технические требования. Опоки литейные
ОПОКА (в литейном производстве) - это... Что такое ОПОКА (в литейном производстве)?
ОПО́КА в литейном производстве, приспособление (в виде жесткой рамы или открытого ящика) для удержания формовочной смеси при изготовлении форм, транспортировании их и заливке металлом. Изготовляют литьем, сваркой, штамповкой и другими методами из стали, чугуна, алюминиевых сплавов.
Энциклопедический словарь. 2009.
- ОПОКА (в геологии)
- ОППМАН Евгений Максимилианович
Смотреть что такое "ОПОКА (в литейном производстве)" в других словарях:
Опока (в литейном пр-ве) — Опока в литейном производстве, приспособление, служащее для удержания формовочной смеси при её уплотнении, т. е. для получения литейной формы и при заливке формы расплавленным металлом. Простейшая О. для разовой литейной формы представляет собой… … Большая советская энциклопедия
Опока — Опока меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди. Опока в литейном производстве, приспособление, служащее для удержания формовочной смеси… … Википедия
ОПОКА — в литейном производстве приспособление (в виде жесткой рамы или открытого ящика) для удержания формовочной смеси при изготовлении форм, транспортировании их и заливке металлом. Изготовляют литьем, сваркой, штамповкой и другими методами из стали,… … Большой Энциклопедический словарь
опока — 1. ОПОКА, и; ж. Спец. Ящик или рама без дна и верха для изготовления литейной формы. ◁ Опоковый, ая, ое. 2. ОПОКА, и; ж. Геол. Твёрдая, лёгкая горная порода, богатая кремнезёмом. ◁ Опоковый, ая, ое. * * * опока I (геол.), лёгкая, твёрдая,… … Энциклопедический словарь
ОПОКА — ОПОКА, опоки, жен. 1. В литейном производстве ящик, рама, в которой заключена земляная форма для литья (тех.). 2. Плотная глина, содержащая в себе кремнезем (геол.). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ОПОКА — 1) О. вгеологии твёрдая микро пористая лёгкая порода серой или чёрной окраски; состоит гл. обр. из опала (до 90% ) с примесью зёрен кварца, полевых шпатов и др. минералов, глинистых частиц, скелетных остатков кремневых микроорганизмов. Содержание … Большой энциклопедический политехнический словарь
Опока — [molding box (flask)] в литейном производстве приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортировке и заливке жидким металлом. По конструкции опоки подразделяются на прямоугольные, квадратные, круглые и… … Энциклопедический словарь по металлургии
Опока — I Опока (геол.) прочная пористая кремнистая осадочная горная порода. О. состоит в основном из микрозернистого водного аморфного кремнезёма (до 97%) обычно с примесью глины, песка, глауконита и др.; присутствуют плохо сохранившиеся остатки … Большая советская энциклопедия
Формовка — в литейном производстве, процесс изготовления литейной формы (См. Литейная форма), предназначенной для получения фасонной отливки (См. Фасонная отливка). Различают Ф. ручную и машинную. Первая применяется главным образом в единичном и… … Большая советская энциклопедия
Литьё — Литьё технологический процесс изготовления заготовок (реже готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластм … Википедия
dic.academic.ru
Опочная оснастка | Литейное производство
К опочной оснастке относят опоки, штыри, крепежные приспособления, литейные жакеты и подопочные плиты.
Опоки представляют собой жесткие металлические рамки, служащие для набивки и удержания смеси при изготовлении литейных форм, удобства их транспортирования на участки заливки и выбивки. Кроме того, опока придает форме повышенную прочность, необходимую для противодействия давлению заливаемого в нее литейного расплава.
Размеры опок регламентируются ГОСТ 2133—75 и колеблются в пределах (в свету) от 500X400 до 3000Х Х2500 мм при диапазоне высот 150—1500 мм. По конфигурации опоки подразделяют на прямоугольные, круглые и фасонные, в зависимости от размеров и массы — на ручные и крановые. Ручные опоки с размерами до 600X400 мм переносят вручную, они снабжены рукоятками. Опоки больших размеров (рис. 2.24) перемещают с помощью подъемно-транспортного оборудования (мостовые краны, тельферы и др.). В них для захвата (вместо ручек) предусмотрены цапфы 5, а для удержания формовочной смеси — внутренние буртики 6 и крестовины 4. Центрирование парных опок 1 и 7 при их соединении осуществляется штырями 8 (см. рис. 2.25).
При изготовлении безопочных форм (см. гл. 5) по двусторонним модельным плитам (ом. рис. 2.5,6) применяют парные съемные опоки с размерами от 300x225 до 500X300 мм. Внутренние поверхности таких опок делают наклонными под углом 5°, что обеспечивает их легкий съем с кома формовочной смеси. Для удержания формовочной смеси при съеме верхней полуформы в съемных опоках предусмотрены специальные планки и ножи, которые перемещаются в плоскости разъема формы.
Штыри (рис. 2.25) являются приспособлениями, с помощью которых осуществляется центрирование опок на модельной плите, (рис. 2.25,а) и полуформ при подготовке формы к заливке (рис. 2.25,6). Штыри вытачиваются из прочной углеродистой инструментальной стали на металлорежущих станках. Учитывая их интенсивное изнашивание во время использования опок и модельных плит, их подвергают упрочнению — закалке.
Литейные жакеты в виде сварных из листовой стали рамок (см. рис. 2.26) надевают на безопочные формы при подготовке их к заливке для повышения прочности.
Крепежные приспособления (рис. 2.26) предназначены для надежного соединения полуформ при подготовке формы к заливке, что предупреждает вытекание заливаемого расплава по плоскости ее разъема.
Подопочные плиты предназначены для установки на них готовых литейных форм, направляемых от формовочных машин на заливку и выбивку с помощью напольного тележечного конвейера в условиях массового и крупносерийного производства. Широко применяют легкие подопочные плиты, получаемые сваркой элементов из листовой углеродистой стали, жесткость рабочей поверхности которых обеспечивается ребрами, привариваемыми с тыльной их стороны.
Рис. 2.26. Способы скрепления полуформ перед заливкой:1 - грузом в виде чушки чугуна. 2 плоским грузом (для безопочных форм), 3 — скобами, набиваемыми на конусные приливы опок, 4 — скобой с клином, 5 — болтами с винтовыми гайками, 6 — штырем с клином. 7,8 — стальными стяжками, 9 — рамками и болтами (для стержневых форм)ГОСТ 17132-71 Опоки литейные сварные из литых стальных элементов. Технические условия (с Изменениями N 1, 2), ГОСТ от 17 августа 1971 года №17132-71
ГОСТ 17132-71*
Группа Г44
ОКСТУ 3969**______________* Наименование стандарта. Измененная редакция, Изм. N 2. ** Введено дополнительно, Изм. N 2.
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 августа 1971 г. N 1436 срок введения установлен с 01.01.73Проверен в 1980 г. Срок действия ограничен до 01.01.91**________________** Ограничение срока действия снято постановлением Госстандарта СССР от 23.09.91 N 1470 (ИУС N 12, 1991 год). - Примечание изготовителя базы данных.ВЗАМЕН МН 1276-60 в части сварных опок из литых элементов* ПЕРЕИЗДАНИЕ (январь 1983 г.) с изменением N 1, утвержденным в июле 1980 г. (ИУС 10-80).ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 16.11.88 N 3720 с 01.05.89Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 2, 1989 годНастоящий стандарт распространяется на литейные сварные опоки из литых стальных элементов, предназначенные для изготовления песчаных литейных форм при машинной и ручной формовке.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Литейные сварные опоки из литых стальных элементов должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 17127-71-ГОСТ 17131-71 и по чертежам, утвержденным в установленном порядке.
1.2. Материал литых деталей - сталь марки 25Л по ГОСТ 977-75*. Допускается применение стали марок 20Л, 30Л по ГОСТ 977-75*._______________* На территории Российской Федерации действует ГОСТ 977-88. - Примечание изготовителя базы данных.
1.3. Допуски размеров и массы литых деталей должны выполняться в соответствии с ГОСТ 26645-85.Неуказанные предельные отклонения размеров: отверстий 16, валов 16, остальных .Допускается при необходимости обеспечения взаимозаменяемости для применения в изделиях, спроектированных до 1 января 1980 г., изготавливать по согласованию с потребителем опоки с допусками по справочному приложению к настоящему стандарту.(Измененная редакция, Изм. N 1, 2).
1.4. Неплоскостность поверхности разъема - не более 0,5 мм на всей длине опоки.
1.5. Неперпендикулярность осей центрирующих отверстий относительно плоскости разъема опоки - не более 0,1 мм на длине 200 мм.
1.6. Непараллельность плоскостей паза направляющей втулки относительно продольной оси опоки - не более 0,1 мм на длине 200 мм.
1.7. Непараллельность плоскостей разъема и набивки - не более 0,2 мм на длине 500 мм.
1.8. На деталях места под сварку должны быть очищены любым способом, обеспечивающим надежность сварного соединения.
1.9. Швы сварных соединений не должны иметь трещин, непроваров, шлаковых и газовых включений, несплавленных кромок, наплывов и других наружных и внутренних дефектов, снижающих прочность сварного соединения и товарный вид опоки.
1.10. После сварки опоки должны быть подвергнуты отжигу с последующей рихтовкой.
1.11. Механическая обработка опок должна производиться после отжига и рихтовки.
1.12. Поверхности отливок деталей опок должны быть очищены от формовочной смеси, пригара и окалины. Заливы, заусенцы, литники и другие неровности должны быть обрублены и зачищены.
1.13. В цапфы залить холодильники. Допускается выполнение цапф с отверстиями вместо холодильников или применять холодильники по наружной поверхности цапф.
1.14. Цапфы не должны иметь трещин, усадочных рыхлот, раковин и других дефектов, снижающих их прочность.
1.15. Отливки деталей опок не должны иметь трещин, сквозных спаев, ужимин площадью более 10-15% от поверхности и глубиной более 1/4 толщины стенки. Допускается исправление дефектов заваркой при условии обеспечения прочности и товарного вида опоки.
1.16. Втулки приварить со стороны разъема опоки по наружному диаметру буртика втулки в трех местах швами длиной 10-15 мм.
1.17. Острые углы опок должны быть притуплены, заусенцы зачищены.
1.18. По требованию заказчика допускается:
а) ребра-крестовины не выполнять;
б) ребра-крестовины выполнять в соответствии с контуром моделей;
в) длину шейки цапф делать в 1,5 раза больше указанной в конструктивных стандартах;
г) размер до оси цапф от плоскости разъема опоки выполнять равным 0,5 высоты опоки.
2. МЕТОДЫ КОНТРОЛЯ
2.1. Изготовитель должен подвергать все опоки внешнему осмотру и проверке на соответствие требованиям настоящего стандарта.
2.2. Проверка качества швов сварных соединений опок должна производиться по методам контроля, установленным ГОСТ 3242-79.
2.3. Потребитель имеет право производить контрольную проверку опок на соответствие их требованиям настоящего стандарта.
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Опоки должны иметь четкую маркировку на местах, указанных в ГОСТ 17127-71-ГОСТ 17131-71.
3.2. Место нанесения маркировки на опоках должно быть зачищено.Кроме маркировки, указанной в ГОСТ 17127-71-ГОСТ 17131-71, к каждой опоке должна быть прикреплена бирка, содержащая:
а) товарный знак предприятия-изготовителя;
б) наименование и размеры опоки в свету и по высоте;
в) обозначение опоки;
г) обозначение стандарта;
д) массу в кг;
е) клеймо ОТК предприятия-изготовителя;
ж) дату выпуска.
3.3. Опоки должны транспортироваться без специальной упаковки любым видом крытого транспорта, обеспечивающим сохранность опок от механических повреждений.
3.4. Обработанные рабочие поверхности опок должны быть покрыты антикоррозионной смазкой.
3.5. Опоки должны храниться в закрытом помещении.
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель гарантирует соответствие опок требованиям настоящего стандарта при соблюдении условий транспортирования, эксплуатации и хранения.Гарантийный срок эксплуатации сварных опок - 24 мес с момента эксплуатации.(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). Допуски и посадки для опок сварных из литых стальных элементов по системе ОСТ и ЕСДП СЭВ
ПРИЛОЖЕНИЕСправочное
Поля допусков | |
по системе ОСТ | по ЕСДП СЭВ |
7 | |
12 | |
16 | |
6 | |
16 | |
±1/2 допуска 9-го класса | |
(Введено дополнительно, Изм. N 1).Электронный текст документа подготовленАО "Кодекс" и сверен по:официальное изданиеОпоки литейные сварные из литых стальных элементов.ГОСТ 17127-71-ГОСТ 17132-71: Сб. ГОСТов. - М.: Издательство стандартов, 1983 Редакция документа с учетомизменений и дополнений подготовлена ЗАО "Кодекс"
docs.cntd.ru
Опока (в литейном пр-ве) - это... Что такое Опока (в литейном пр-ве)?
Опока (в литейном пр-ве) Опока в литейном производстве, приспособление, служащее для удержания формовочной смеси при её уплотнении, т. е. для получения литейной формы и при заливке формы расплавленным металлом. Простейшая О. для разовой литейной формы представляет собой жёсткую раму, состоящую обычно из двух половин — верхней и нижней, которые фиксируются и скрепляются между собой при сборке формы перед заливкой. При литье в оболочковые формы и литье по выплавляемым моделям О. имеет вид ящика с дном. О. изготавливается из стали и чугуна литьём, сваркой или комбинированным способом (сварка отдельных литых частей).Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Опознание
- Опока (геол.)
Смотреть что такое "Опока (в литейном пр-ве)" в других словарях:
ОПОКА (в литейном производстве) — ОПОКА в литейном производстве, приспособление (в виде жесткой рамы или открытого ящика) для удержания формовочной смеси при изготовлении форм, транспортировании их и заливке металлом. Изготовляют литьем, сваркой, штамповкой и другими методами из… … Энциклопедический словарь
Опока — Опока меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди. Опока в литейном производстве, приспособление, служащее для удержания формовочной смеси… … Википедия
ОПОКА — в литейном производстве приспособление (в виде жесткой рамы или открытого ящика) для удержания формовочной смеси при изготовлении форм, транспортировании их и заливке металлом. Изготовляют литьем, сваркой, штамповкой и другими методами из стали,… … Большой Энциклопедический словарь
опока — 1. ОПОКА, и; ж. Спец. Ящик или рама без дна и верха для изготовления литейной формы. ◁ Опоковый, ая, ое. 2. ОПОКА, и; ж. Геол. Твёрдая, лёгкая горная порода, богатая кремнезёмом. ◁ Опоковый, ая, ое. * * * опока I (геол.), лёгкая, твёрдая,… … Энциклопедический словарь
ОПОКА — ОПОКА, опоки, жен. 1. В литейном производстве ящик, рама, в которой заключена земляная форма для литья (тех.). 2. Плотная глина, содержащая в себе кремнезем (геол.). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ОПОКА — 1) О. вгеологии твёрдая микро пористая лёгкая порода серой или чёрной окраски; состоит гл. обр. из опала (до 90% ) с примесью зёрен кварца, полевых шпатов и др. минералов, глинистых частиц, скелетных остатков кремневых микроорганизмов. Содержание … Большой энциклопедический политехнический словарь
Опока — [molding box (flask)] в литейном производстве приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортировке и заливке жидким металлом. По конструкции опоки подразделяются на прямоугольные, квадратные, круглые и… … Энциклопедический словарь по металлургии
Опока — I Опока (геол.) прочная пористая кремнистая осадочная горная порода. О. состоит в основном из микрозернистого водного аморфного кремнезёма (до 97%) обычно с примесью глины, песка, глауконита и др.; присутствуют плохо сохранившиеся остатки … Большая советская энциклопедия
Литейное производство — Все металлы, способные плавиться, как, напр., золото, серебро, олово, свинец, цинк и т. п., могут быть употребляемы для отливок. Но главнейшим материалом для этого дела в нынешнее время служат сплавы меди и железа в виде чугуна и стали. Из… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Пескодувная машина — применяется для изготовления форм или стержней, используемых в литейном производстве. Под действием сжатого воздуха с давлением около 0,6 Мн/м2 (6 кгс/см2) песчаная смесь выдувается из пескодувного резервуара (основа механизма П. м.) в… … Большая советская энциклопедия
dic.academic.ru
ГОСТ 8909-75 Опоки литейные цельнолитые стальные и чугунные. Технические требования
Текст ГОСТ 8909-75 Опоки литейные цельнолитые стальные и чугунные. Технические требования
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ОПОКИ ЛИТЕИНЫЕ ЦЕЛЬНОЛИТЫЕ СТАЛЬНЫЕ И ЧУГУННЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 8909—75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.744.33(083.74] Группа пл
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОПОКИ ЛИТЕЙНЫЕ ЦЕЛЬНОЛИТЫЕ СТАЛЬНЫЕ И ЧУГУННЫЕ
Технические требования
ГОСТ
8909-75* *
Steel and iron all-cast moulding boxes. Technical requirements
Взамен
ГОСТ 8909—5$
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3136 срок введения установлен
с 01.01.77
Проверен в 1981 г„ Постановлением Госстандарта СССР от 27.01.82 N9 314 срок действия продлен до 01^01.92
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на литейные цельнолитые чугунные и стальные опоки, предназначенные для изготовления песчаных литейных форм машинной и ручной формовкой.
2. Опоки должны изготовляться:
из серого чугуна марок не ниже СЧ 15 по ГОСТ 1412—79; из стали марок 25Л—I, 35Л—I, 45Л—I по ГОСТ 977—75.
Допускается применение стали марки 20Л—I по ГОСТ 977—75.
(Измененная редакция, Изм. Jfe 1):
3. Стальные опоки перед механической обработкой должны быть подвергнуты термообработке для снятия внутренних напряжений.
4. Предельные отклонения размеров, массы и припуски на механическую обработку должны соответствовать классу точности III по ГОСТ 1855—55 для чугунных отливок опок и по ГОСТ 2009—55 — для стальных.
5. Неуказанные предельные отклонения размерор после механической обработки: отверстий — по Н16, валов — по Ы6, осталь
ных — по ±
1Т16
2
6. Допуск плоскостности: поверхностей разъема и набивки для опок со средним размером в свету до 2500 мм не должен быть более 0,5 мм на длине 1000 мм.
Издание официальное Перепечатка воспрещена
* Переиздание (октябрь 1986 г.) с Изменением № 1, утвержденным в январе 1982 г. (МУС 4S2)*
7. Допуск параллельности плоскостей разъема и набивки опок со средним размером в свету до 2500 мм не должен быть более 1,0 мм на длине 1000 мм.
Для опок, применяемых при ручной и пескометной формовке, непараллельность плоскостей разъема и набивки по требованию потребителя может быть установлена в пределах допуска на высоту опоки по Ы6.
Примечание к пп. 6 и 7. Величины предельных отклонений, указанные в данных пунктах, по заказу потребителя могут быть установлены вдвое меньше для опок, применяемых при машинной формовке.
8. Допуск перпендикулярности осей центрирующих отверстий к плоскости разъема опок со средним размером в свету до 2500 мм на длине 200 мм не должен быть более:
0,1 мм — для опок со средним размером в свету до 1500 мм;
0,2 мм — для опок со средним размером в свету свыше 1500 мм.
9. Центрирующие отверстия опок должны быть расположены на их коротких стенках.
Расстояния между осями контрирующих отверстий — по ГОСТ 2133—75.
Для крановых опок допускается располагать приливы с центрирующими отверстиями на длинных сторонах, при этом расстояния между осями центрирующих отверстий могут отличаться от указанных в ГОСТ 2133—75.
5—9. (Измененная редакция, Изм. № 1).
10. Диаметры центрирующих отверстий должны соответствовать табл. 1.
Таблица 1
мм
|
Средний размер в свету 2 |
Диаметр центриру(ощего отверстия |
|
до 755 |
25 |
|
Св. 755 до 1500 |
30 |
|
» 1500 > 2500 |
36 (35) |
|
> 2500 » 3500 |
40 |
|
» 3500 » 5000 |
50 (40) |
* L — длина опоки в свету; В — ширина опоки в свету.
Примечание. Размеры отверстий, заключенных в скобки, при новом проектировании не применять.
11. Параметры шероховатости рабочих поверхностей центрирующих и направляющих втулок и сборочных штырей не должны быть более jRa=l,25 мкм по ГОСТ 2789—73.
12. Параметры шероховатости опок в зависимости от их назначения и среднего размера в свету должны соответствовать указанным в табл. 2.
13. Предельные отклонения диаметров центрирующих отверстий для опок со средним размером в свету до 2500 мм должны соответствовать табл. 3.
14. Допуск плоскостности и параллельности поверхностей разъема и набивки, допуск перпендикулярности осей центрирующих отверстий к плоскости разъема, а также параметры шероховатости поверхностей и предельные отклонения диаметров центрирующих отверстий для опок со средним размером в свету свыше 2500 мм устанавливаются по согласованию с потребителем.
13, 14. (Измененная редакция, Изм. № 1).
Таблица 2
|
Наименования обрабатываемых поверхностей опок |
Опоки машинной формовки |
Опоки пескометной и ручной формовки | ||
|
Средний размер в свету, мм | ||||
|
до 755 |
св 755 |
до 1500 |
св. 1500 до 2500 | |
|
Плоскость разъема |
#а< 2,5 |
#z<40 |
#*<80 | |
|
Плоскость набивки |
#*<40 |
tfz<80 |
/?z<320 | |
|
Установочная поверхность центрирующих отверстий |
#а<2,5 |
tfz<20 | ||
|
Установочная поверхность направляющих отверстий |
20 |
— | ||
|
Установочная поверхность отверстий под центрирующие и направляющие втулки |
#а< 2,5 | |||
Таблица 3
|
Наименования Ч"| '-- |
Средний размер опок в свету, мм |
Центрирующие и направляющие отверстия |
Отверстия под центрирующие и направляющие втулки |
Внутренний диаметр |
Наружный диаметр | |
|
Стальные опоки |
Чугунные опоки | |||||
|
Предельные отклонения | ||||||
|
Оттоки |
До J5QG |
Н9 |
Н7 |
__ |
- | |
|
Св. 1500 |
НИ |
.— |
— |
— | ||
|
Втулки направляющие и центрирующие |
До 1500 |
— |
— |
Н9 |
&6 |
Пб |
|
Св. 1500 |
— |
— |
Н11 | |||
|
Штырь сборочный |
До 1500 |
_ |
— |
d9 |
— | |
|
Св. 1500 |
— |
— |
— |
all |
—- | |
Примечание к пп. 6—8 и 11—13. Требования данных пунктов не распространяются на опоки, применяемые при формовке в почве.
15. (Исключен, Изм. № 1).
16. Стальные цапфы, ручки и скобы, залитые в чугунные или стальные опоки, должны иметь надежное соединение с основным металлом.
17. Поверхности опок должны быть очищены от формовочной земли. Заливы, заусенцы, литники и другие неровности должны быть обрублены и зачищены.
18. Цапфы не должны иметь дефектов (трещин, усадочных рых-лот, раковин и т. п.), снижающих их прочность.
19. Втулки в стальных опоках должны быть приварены со стороны разъема опоки по наружному диаметру буртика втулки в 3-х местах швами длиной до 10 мм.
Редактор В. С. Аверина Технический редактор Э, В. Митяй Корректор С. И. Ковалева
Сдано в наб. 23.03.87 Подп. в печ. 12.06.87 0,5 уел. п. л. 0,5 уел. кр.-отт. 0,23 уч.-изд. л.
Тираж 4000 Цена 3 коп.
Ордена «Знак Почета* Издательство стандартов, 123840, Москва, ГСП,
Вовопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, уд. Миндауго, 12/14. За к. I860.
|
Единица | ||
|
Величина |
Hluiie ueihuye |
Обозначение |
|
международное | русское | ||
ОСНОВНЫЕ ЕДИНИЦЫ СИ
|
Длина |
метр |
|
Масса |
килограмм |
|
Время |
секунда |
|
Сила электрического тока |
ампер |
|
Термодинамическая температура |
кельвин |
|
Количество вещества |
моль |
|
Сила света |
кандела |
m
kS
s
А
К
mol
cd
м
кг
с
А
К
моль
кд
Плоский угол Телесный угол
дополнит
ЕЛЬНЫЕ
ЕДИНИЦЫ
родиан
стерадиан
rad
sr
СИ
рад
ер
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
|
Единица |
Выражение через основные и До- | |||
|
Величина |
UaiiiiBuABa^ |
Обозначение | ||
|
neHMeHOIft нне |
междуна родное |
русское |
лопнительмыр единицы СИ | |
|
Частота |
герц |
Hz |
Гц |
С"1 |
|
Сила |
НЬЮТОН |
N |
Н |
мкгс-4 |
|
Давление |
паскаль |
Ра |
Па |
М”1 - кг* с-2 |
|
Энергия |
джоуль |
J |
Дж |
М2*КГС“а |
|
Мощность |
ватт |
W |
Вт |
м2*кг-с^ |
|
Количество электричества |
купон |
С |
Кл |
с'А |
|
Электрическое напряжение |
вольт |
V |
В |
м^кг-с^-А-1 |
|
Электрическая емкость |
фарад |
F |
Ф |
м^кг~* • с4 *Аа |
|
Электрическое сопротивление |
ом |
а |
Ом |
макгс^-А-а |
|
Электрическая проводимость |
сименс |
S |
См |
м~2кг~**с3*Аа |
|
Поток магнитной индукции |
вебер |
Wb |
Вб |
м2 * кг* с-^А*"1 |
|
Магнитная индукция |
тесла |
т |
Тл |
кг* с"2» А~* |
|
Индуктивность |
генри |
н |
Гн |
м2-кг-с~-2 • А*"2 |
|
Световой поток |
люмен |
1т |
лм |
кд ср |
|
Освещенность |
люкс |
1х |
лк |
м-2 - кд ■ ср |
|
Активность радионуклида |
беккерель |
Bq |
Бк |
С-1 |
|
Поглощенная доза ионизирую |
ГРЭЙ |
Gy |
Гр |
м4 - с*-2 |
|
щего излучения Эквивалентная доза излучения |
зияеот |
Sv i |
3« |
Мя* С"* |
allgosts.ru
Технология литья ювелирных опок,литье в китайские опоки.
Отливка опоки (видео)
- Необходимые инструменты для литья ювелирной опоки:
- Металл должен быть очищен от загрязнений, отбелен, приготовлен по весу, указанному в каталоге. В каталоге указан вес, в золоте 585 пробы, для серебра расчет металла на 20% меньше.
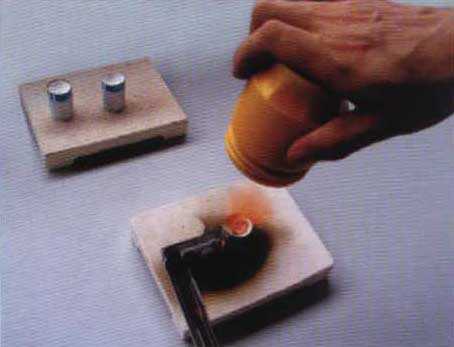
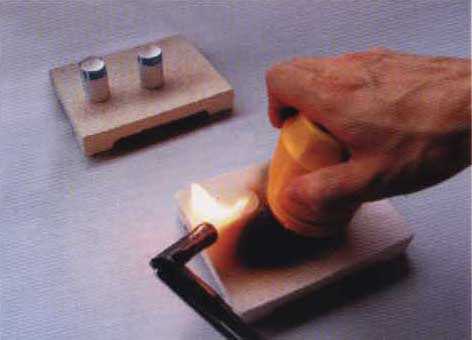
- Металл закладывают в углубление, в опоке, далее необходимо произвести прогрев опоки (не нагревая, резко в одном месте) снизу и с двух, трёх сторон до красного каления железной оболочки опоки; после прогрева производится плавка металла, крупные опоки желательно прогревать в муфельной печи, или производить прогрев и плавку двумя горелками.
- После полного расплавления металла, одновременно убирая горелку, быстро и перпендикулярно накрываем опоку кружкой с глиной, и плавно надавливаем, так чтобы опока продавила глину на 1-1,5 см. Движение должно быть достаточно быстрым и уверенным.
- По прошествии минимум 15 секунд убираем кружку, а глину выравниваем, а при необходимости увлажняем; опоку опускаем в воду и очищаем отливку от смеси. Очистку лучше производить в ультразвуковой мойке.
- Далее металл нормализуется отжигом до малинового каления, отбеливается, шлифуется, полируется и т.д.
- Важный момент. Опока должна быть целой и не влажной.
Дефекты при отливке :
-
Грубая поверхность отливки, тёмный цвет, трудности с отбеливанием.
- низкая температура расплава;
- грязный металл.
-
Вспыхивание.
- Слишком быстро происходит процесс накрывания и давления;
- Влажность в опоке;
- Прогрев слишком быстро.
-
Отливка не целая, отлились только фрагменты.
- Процесс проходит слишком быстро;
- Присутствие влажности;
- Недостаточно металла;
- Температура слишком низкая.
- Слишком много металла.
-
Металл пористый, раковины.
- Буры слишком много;
- Металл не чистый;
- Температура слишком высокая;
- Присутствие влаги.
1. После выбора необходимой ювелирной опоки из каталогов компании Ювелин, учитывайте что вес в каталоге указан с технологическим запасом.
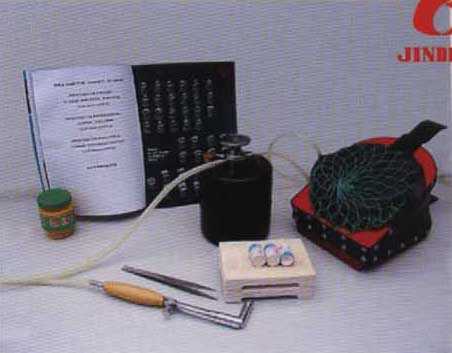 рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
2. Проверьте аппарат для плавки и топливо в нём. Убедитесь что прессовочная смесь нормальной влажности и однородная.
 рис. Нормальная вязкость пасты соответствует вязкости пластелина.
рис. Нормальная вязкость пасты соответствует вязкости пластелина.
3. Поместите необходимое количество металла в опоку, настройте пламя, прогрейте опоку со всех сторон (для больших моделей можно использовать две горелки или предварительно прогреть опоку на газовой плите).

Затем направьте пламя на металл и нагревайте его до нужной температуры (до жидкого состояния). Для получения более качественного расплава, добавьте 1-2 крупинки буры.
4. Когда металл окончательно расплавился, медленно вдавите прессовочную смесь в опоку (старайтесь не убирать горелку, сколько это возможно).
Для удаления формомассы погрузите опоку в ультразвуковую ванну.
1. Не повреждайте опоку давлением, ударами, влажностью. 2. Уделяйте достаточное внимание прессовочной смеси: она должна быть однородной, не очень мягкой и слегка влажной. 3. Не делайте очень сильное пламя в начале прогрева. 4. Во время прессовки не нажимайте слишком сильно и быстро. 5. Литье должно проходить без встрясок и вибраций. 6. Количество металла не должно быть большим, чем указано + допуск. 7. Для производства одного изделия идет столько опок, сколько указано номеров под каждым изделием в каталоге. Иногда требуется 2 или 3 опоки.
www.uvelin.ru
Опоки - это... Что такое Опоки?
Опоки — – тонкопористые горные породы, состоящие из аморфного кремнезема (опал) с примесью кварца, глинистого вещества, иногда кальцита, органического вещества и пр. [Справочник дорожных терминов, М. 2005 г.] Опока – легкая, твердая,… … Энциклопедия терминов, определений и пояснений строительных материалов
Опоки — кремнеземистые породы, содержащие до 97 % кремнекислоты, аморфного кремнезема (опала) и небольшое количество других примесей кварца, глинистого вещества, кальцита, органического вещества и пр. Имеются несколько разновидностей: как типичных, так и … Строительный словарь
Опоки (Псковская область) — У этого термина существуют и другие значения, см. Опоки. Деревня Опоки Страна РоссияРоссия … Википедия
Опоки (микрорайон Ржева) — Микрорайон Опоки Город: Ржев Дата основания: 1403 год Координаты: 56.254342 … Википедия
Опоки (Вологодская область) — У этого термина существуют и другие значения, см. Опоки. Координаты: 60°35′52.1″ с. ш. 45°29′10.5″ в. д. / 60.597806° с. ш … Википедия
77.180 — Устатковання для металургійної промисловості ГОСТ 3.1125 88 ЕСТД. Правила графического выполнения элементов литейных форм и отливок. Взамен ГОСТ 2.423 73 ГОСТ 3.1401 85 ЕСТД. Формы и правила оформления документов на технологические процессы литья … Покажчик національних стандартів
Литейное производство — I Литейное производство одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из… … Большая советская энциклопедия
Литейное производство — I Литейное производство одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из… … Большая советская энциклопедия
Литьё по газифицируемым моделям — Литьё по газифицируемым моделям технология, позволяющая получить отливки по точности равные литью по выплавляемым моделям при уровне затрат сопоставимом с литьем в землю. Литьё по газифицируемым моделям как новый технологический процесс… … Википедия
Литейное производство — Все металлы, способные плавиться, как, напр., золото, серебро, олово, свинец, цинк и т. п., могут быть употребляемы для отливок. Но главнейшим материалом для этого дела в нынешнее время служат сплавы меди и железа в виде чугуна и стали. Из… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
dal.academic.ru










