Особенности сварки чугунных деталей. Особенности сварки чугуна
Особенности сварки чугуна
Темы: Сварка чугуна, Ручная дуговая сварка, Газовая сварка.
Из чугуна изготовляются многие базисные детали строительно-дорожных машин, тракторов, автомобилей и технологического оборудования. При эксплуатации этих машин у чугунных деталей появляются трещины, изломы, износы, которые необходимо устранять. Особенности сварки чугуна обусловлены высоким содержанием углерода, кремния, серы и фосфора, относят его к трудносвариваемым сплавам. Основным фактором, затрудняющим сварку чугуна, является возникновение трещин в процессе сварки и охлаждения после сварки из-за образования хрупкого легкоплавкого сплава Fe - FeS, располагающегося по границам металлических зерен железа. Этот сплав при высоких температурах подвергается значительным объемным изменениям, что приводит к большим внутренним напряжением и трещинам в ОШЗ.
При сварке чугуна выгорает кремний, что вызывает появление отбеленных зон с высокой твердостью, склонных к образованию трещин. Образующиеся при этом оксиды кремния имеют температуру плавления выше, чем свариваемый металл, и препятствуют сварке.
Разделы сварочного каталога к теме "Особенности сварки чугуна":
Особенно склонны к трещинообразованию серые чугуны с крупными многочисленными графитовыми выделениями в виде пластинок, что несвойственно мелкозернистым перлитным чугунам с мелкими графитовыми включениями, а также ковким чугунам вследствие благоприятной формы графита и большой его разобщенности.
Сварка чугуна сопровождается выделением газов из сварочной ванны, что при водит к образованию пор в наплавленном металле. Водород, азот, водяной пар и оксид углерода могут поступать в ванну из окружающего атмосферного воздуха, при садочных материалов или образуются в результате реакций в жидком металле, например при выгорании углерода. Важнейшими причинами возникновения пор являются повышенная растворимость газов в жидком металле и ее резкое падение при остывании металла, в особенности при его кристаллизации.
Чугунные конструкции имеют неоднородный химический состав и структуру по сечению вследствие неоднородной скорости охлаждения тонких и толстых участков отливок. В зависимости от скорости охлаждения на отдельных тонких участках происходит отбеливание чугуна, а на других (толстых) сохраняется структура серого чугуна. Отбеленный чугун с крупной структурой сваривается хуже, чем чугун с мелкой структурой.
Особенности сварки чугуна - причины, по которым она затруднена :
- склонности чугуна к отбеливанию;
- трещинообразования при сварке;
- резкого перехода при нагреве из твердого состояния в жидкое.
Чугун называется отбеленным, если большая часть углерода в нем находится в химически связанном состоянии , т.е. в виде цементита Fe3C. Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
В сером чугуне углерод находится в виде графита. Графитизация чугуна происходит не только при переходе чугуна из жидкого состояния в твердое, но и при дальнейшем охлаждении , причем чем медленнее охлаждается деталь, тем полнее происходит графитизация. Холодная масса чугунной , чаще всего большой по массе детали, ускоренно отводит тепло сварки, поэтому происходит интенсивное отбеливание сварного шва , а вследствие различия коэффициентов расширения серого и белого чугунов возникают внутренние трещины.
Избежать этих затруднений при сварке чугуна можно двумя способами :
- Выполняется горячая сварка чугуна с последующим медленным охлаждением после сварки;
- Выполняется холодная сварка чугуна, но в шов вводят элементы, препятствующие образованию цементита , или использовать способы упрочнения швов.
Далее рассмотрены особенности сварки чугуна с помощью различных технологий.
Горячая сварка чугуна проводится на предварительно нагретых до 600 …. 650оС деталях. После сварки происходит охлаждение всей массы нагретой детали, поэтому скорость охлаждения сварного шва будет ниже, чем при холодной сварке. В сварном шве успевает произойти графитизация, скорость усадки уменьшается и поэтому не образуется трещин в околошовной зоне.
При заварке трещин в конструктивно сложных деталях с целью устранения возможного трещинообразования проводится 2-х ступенчатый нагрев : сначала до температуры 200 …250 оС нагревают с относительно не высокой скоростью до 600о/ час, а далее -с большей скоростью до 1600 о час. Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия .
Горячая сварка позволяет получить наилучшие результаты, но процесс технологически сложный и очень трудоемкий, поэтому широкого распространения не получила.
Чаще применяется холодная сварка чугуна, выполняемая следующими способами :Стальным малоуглеродистым электродом.
- Специальными электродами ПАНЧ-11, МНЧ-1, МНЧ-2, ОЗЧ-1 и др.
- Биметаллическим электродом или пучком электродов.
Для повышения надежности сварки стальными малоуглеродистыми электродами в разделанные кромки шва ставят резьбовые шпильки или используется способ отжигающих валиков. При наложении второго и последующего валиков первые сварные швы вновь нагреваются и уже остывают с меньшей скоростью, поэтому значительная часть цементита распадается, получается более мягкий сплав с меньшей степенью отбеливания. Структура различных зон сварки получается неодинаковой, однако в среднем она лучше , чем при обычной сварке. Эффективно использовать способ отжигающих валиков в комплексе со шпильками.
Для устранения продолжения трещины на ее оси сверлятся отверстия диаметром 2..3 мм , зубилом или шлифовальным кругом проводят V-образную разделку трещины и сверлят по ее длине отверстия , нарезают в них резьбы и заворачивают шпильки, которые сначала обваривают кругом, а затем наплавляют весь сплошной шов.
Однако эти способы холодной сварки малопроизводительны, поэтому , чаще всего, используются другие способы сварки чугунных деталей.Если требуется хорошая обрабатываемость шва и допускается невысокая прочность, то используются электроды МНЧ-1, МНЧ-2. Никель, входящий в состав электродов, не образует соединений с углеродом, поэтому шов имеет невысокую твердость, но хорошо механически обрабатывается. Хорошие результаты при сварке чугуна дает использование сварочной проволоки ПАНЧ-11.
Электроды ОЗЧ-4, изготовляемые из медной проволоки с фтористо-кальциевой обмазкой, обеспечивают прочный, но труднообрабатываемый шов, представляющий собой медь ,насыщенную железом.
При отсутствии специальных электродов изготовляются биметаллические электроды намоткой медной проволоки или надеванием медной трубки (меди до 70% от железа) на стальной стержень или малоуглеродистый стальной электрод. Сварной шов также представляет собой медь с вкраплениями железа, прочность его составляет до 60 ….70% от прочности основного металла.
Для сварки толстостенных чугунных деталей используют пучок электродов : стальной электрод диаметром 3 … 4 мм с обмазкой УОНИ-13/55, медный стержень диаметром 4… 5 мм и латунный пруток диаметром 1,5 … 3 мм. Электрическая дуга автоматически перемещается с одного электрода не другой, поэтому тепло распространяется на большую площадь, шов медленнее охлаждается и поэтому меньше отбеливается. Пучок может также состоять из одного медного и одного стального, или двух медных и одного стального электродов.
Газовую ацетилено-кислородную сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Присадочный материал — чугунные прутки диаметром 6 …8 мм. При газовой сварке используются флюсы :
- бура;
- смесь 50 % буры, 47 % двууглекислого натрия и 3 % окиси кремния;
- смесь 56 % буры, 22 % углекислого натрия и 22 % углекислого калия.
Другие страницы по теме
Особенности сварки чугуна
:
- < Сварка чугуна
- Горячая сварка и наплавка чугуна >
weldzone.info
Сварка чугуна - технологии и особенности
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
- Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
- Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
- Полученному чугуну позволяют постепенно остыть.
- Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.
Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
- С подогревом - горячая сварка чугуна
- Без подогрева - холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
- Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
- Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
- Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- - поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- - деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- - сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- - каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- - после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Особенности сварки чугунных деталей
Чугун представляет собой сплав железа с углеродом (содержание углерода более 2 %) и относится к группе плохо сваривающихся металлов.
Свариваемость чугуна неудовлетворительна, что обусловлено его повышенной склонностью к образованию трещин из-за низкой прочности и пластичности металла. Трещины при сварке могут возникать в металле шва и зоне термического влияния при повышенных скоростях охлаждения в результате образования хрупкого белого чугуна (ледебуритных прослоек) и структур закалки.
Чугун можно сваривать дуговой сваркой металлическим или угольным электродами, газовой сваркой, термитной сваркой и заливкой жидким чугуном.
По состоянию свариваемой детали различают три способа сварки чугуна: холодную, полугорячую и горячую. Холодную сварку выполняют без подогрева свариваемых деталей, полугорячую — при полном или местном подогреве до температуры 300...400 °С, горячую — при полном нагреве до температуры 600...800 "С. Эти способы сварки подразделяют на отдельные методы в зависимости от вида сварки, применяемых электродов и присадочного металла.
Холодная сварка. Этот способ сварки имеет несколько разновидностей: стальными электродами, стальными электродами со специальными покрытиями, стальными электродами с помощью шпилек, газовая (ацетилено-кислородным пламенем).
Сварку стальными электродами применяют при ремонте неответственных чугунных изделий небольших размеров с малым объемом наплавки, не требующих после сварки механической обработки. Сварное соединение неоднородно по структуре, часто не обладает достаточной плотностью и имеет низкую прочность.
Сварку электродами с защитно-легирующими покрытиями выполняют с V- или Х-образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина отдельных наплавленных участков сварного шва не должна превышать 100... 120 мм. После наплавки отдельных участков им дают возможность остыть до температуры 60...80°С. При сварке изделий толщиной 8... 15 мм сварку ведут с увеличенной шириной усиления шва. Сварку электродами с покрытиями ОММ-5 и К-5 можно выполнять на переменном или на постоянном токе. Наилучшие результаты получают при сварке электродами с покрытием УОНИ-13/45. Сварку электродами с покрытием УОНИ проводят на постоянном токе обратной полярности.
Полугорячая сварка. Подогрев свариваемой детали до 300...400 °С способствует более замедленному охлаждению металла шва и прилежащих к нему зон после сварки. Замедленное охлаждение в значительной степени предотвращает получение отбеленных зон, что позволяет производить механическую обработку сварных соединений. Детали перед сваркой нагревают в термических печах, горнах или с помощью газовых горелок ацетилено-кис-лородным пламенем. При подогреве газовой горелкой необходимо следить за равномерностью нагрева подогреваемой поверхности.
Полугорячую сварку чугуна можно осуществлять низкоуглеродистыми стальными электродами с защитно-легирующими покрытиями типа ОММ-5, MP-3, К-5 и УОНИ-13; стальными электродами со специальным покрытием; чугунными электродами и ацетилено-кислородным пламенем с применением чугунных присадочных прутков.
Горячая сварка. Мелкие детали предварительно подогревают до 600...700 "С, крупногабаритные (толщина стенок более 30 мм) — до 700...800 °С.
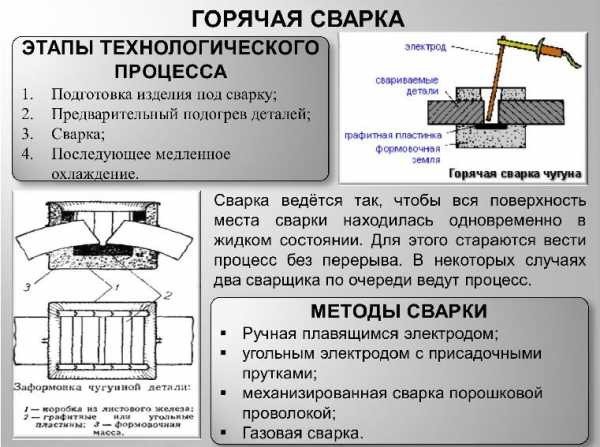
Горячая сварка состоит из следующих последовательных операций: механической обработки под сварку, формовки свариваемых деталей, нагрева, сварки и охлаждения сваренных деталей.
Механическая обработка заключается в вырубке дефектных участков и зачистке их от масла, грязи, шлака и формовочной земли. При сварке двух сломанных частей скоса кромок не делают, а оставляют между ними зазор, обеспечивающий доступ электрода. Стенки деталей в зазоре должны быть механически обработаны.
Для предохранения расплавленного металла от вытекания участки, подлежащие сварке, формуют с помощью формовочной земли и графитовых пластинок (рис. 4).
Детали нагревают в специальных нагревательных печах, колодцах, горнах или с помощью индукционных подогревателей. В некоторых случаях на месте сварки сооружают временные нагревательные горны и печи.
Для горячей сварки применяют чугунные электроды со стержнями марок А и Б. Наиболее распространенными электродными покрытиями для горячей сварки являются ОМЧ-1 и УЗТМ-74.
Ввиду значительного объема наплавленного металла при горячей сварке применяют электроды больших диаметров (8...16 мм).
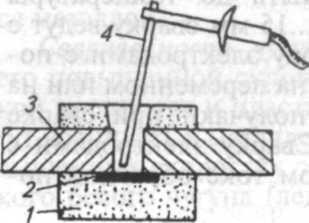
Рис. 4. Горячая сварка чугуна:
1 — формовочная земля; 2 — графитная пластинка; 3 — свариваемые детали; 4— электрод
Чугунные детали сваривают чугунными электродами на следующих режимах.
Газовая сварка является весьма распространенным способом ремонта чугунных деталей. При использовании в качестве присадочного металла латунных прутков сварной шов получается достаточно плотным и поддается механической обработке. При сварке в качестве присадочного металла применяют стальную сварочную проволоку Св-08 и Св-08А или стержни из чугуна марки А.
Особенность сварки деталей из алюминия и его сплавов
Технически чистый алюминий в технике имеет сравнительно ограниченное применение вследствие низкой прочности и высокой пластичности.
Основные затруднения при сварке алюминия и его сплавов следующие: на поверхности расплавленного металла постоянно образуется тугоплавкая пленка оксида алюминия А120з, препятствующая сплавлению между собой частиц металла; высокая температура плавления оксида алюминия (2050 °С) и низкая температура плавления алюминия (658 °С) крайне затрудняют управление процессом сварки.
Высокая теплопроводность алюминия и его сплавов требует применения специальных технологических приемов, а при массивных деталях — предварительного подогрева.
Алюминий и его сплавы сваривают с помощью электродуговой, аргонодуговой и газовой сварки. Независимо от способа сварки алюминиевые изделия перед сваркой должны проходить специальную подготовку, заключающуюся в обезжиривании металла и удалении с его поверхности пленки оксида алюминия. Такой подготовке необходимо также подвергать присадочную проволоку и электродные стержни перед нанесением на них покрытия.
Для деталей из алюминия и его сплавов рекомендуют следующие способы сварки:
неплавящимся вольфрамовым электродом в среде аргона (арго-нодуговая сварка). В качестве присадочного материала используют сплавы алюминия. В зависимости от толщины деталей используют электроды диаметром 1...5 мм, силу сварочного тока 45...280 А напряжением 22...24 В. Расход аргона колеблется в пределах 4... 12 л/мин. Сварку ведут на переменном токе без применения флюса;электродами ОЗА-2 (сплава алюминия) и ОЗА-1 (технического алюминия) на постоянном токе обратной полярности, короткой дугой (электродуговая сварка). Силу тока выбирают из расчета 35...45 А на 1 мм диаметра электрода. Стержень электрода изготавливают из алюминиевой проволоки. Электрод имеет покрытие АФ-4А;
ацетилено-кислородным нейтральным пламенем (газовая сварка) с использованием флюса АФ-4А. Присадочный материал должен быть того же состава, что и основной металл. В момент расплавления основного и присадочного материалов пленку оксидов разрывают с помощью стального крючка.
studfiles.net
Особенности сварки чугуна
Сварка чугуна является основным способом исправления брака чугунного литья и имеет широкое и разнообразное применение при ремонте поломанных, восстановлении изношенных чугунных деталей.
При выборе способа сварки чугуна необходимо учитывать следующие особенности:
1) высокая его хрупкость при неравномерном нагреве и охлаждении может привести к появлению трещин в процессе сварки;
2) ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку;
3) сильное газообразование в жидкой ванне может привести к пористости сварных швов.
Различают следующие способы сварки чугуна. Холодная сварка чугуна - это сварка без предварительного нагрева изделия. Горячая сварка чугуна - это такой способ, при котором осуществляется предварительный и сопутствующий нагрев изделия до 600 -700° последующим медленным охлаждением. Такой процесс уменьшает скорость охлаждения металла сварочной ванны и околошовной зоны, что обеспечивает полную графитизацию металла шва и отсутствие отбела в околошовной зоне, а также исключает возможность появления сварочных напряжений.
Подогрев чугунного изделия до 250 - 400° для уменьшения сварочных напряжений и скорости охлаждения с целью получения более пластичной структуры металлической основы чугуна часто называют полугорячей сваркой. Способ холодной сварки требует меньших затрат. Кроме того, при данном способе имеется возможность в больших пределах варьировать химическим составом металла шва.
Но при наложении валика на холодную поверхность чугуна, вследствие быстрого отвода тепла, в околошовной зоне образуются отбеленные участки, а металл шва также может получиться твердым и хрупким.
Превращения в околошовной зоне определяются химическим составом, исходной структурой свариваемого чугуна и распределе- нием температур в поперечном сечении соединения.
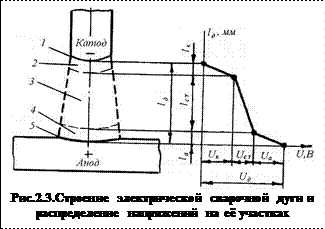
Для рассмотрения структурных превращений в околошовной зоне воспользуемся тройной диаграммой состояния Fe-C-Si, связав ее с участками зоны термического влияния свариваемого чугуна посредством кривой распределения температуры.На рис. 1 изображена плоская диаграмма состоянияFe-C-Si с разрезом в точке, соответствующей 2,5% кремния.
Хотя приведенная схема справедлива только для одного опреде- ленного состава чугуна, она дает возможность на этом конкретном примере выяснить основные положения по связи температуры и скорости ее изменения со структурой отдельных участков околошовной зоны. Из схемы следует, что вся околошовная зона состоит из пяти основных участков, особенности которых и разберем.
1-й участок неполного расплавления ограничивается температурами в пределах 1150 - 1250°С. В процессе сварки в нем наряду с жидкой фазой имеется твердая фаза, которая представляет собой аустенит с предельным содержанием углерода (1,7 - 2,0%).
При большой скорости охлаждения в этом участке может иметь место образование белого чугуна.
2-й участок аустенита находится в процессе нагрева и охлаждения в твердом состоянии и в рассматриваемом случае, ограничен эвтектической (1150°) и эвтектоидной (800°) температурами.
Структура участка определяется исходной структурой чугуна и температурой нагрева. При охлаждении участка аустенита изме- нения в структуре будут происходить в соответствии с изменением температуры и скорости охлаждения. Для того чтобы на данном участке не получить мартенсита, скорость его охлаждения должна быть небольшой.
При заданном составе чугуна это может быть достигнуто изменением погонной энергии дуги или повышением начальной температуры свариваемого изделия при применении подогрева.
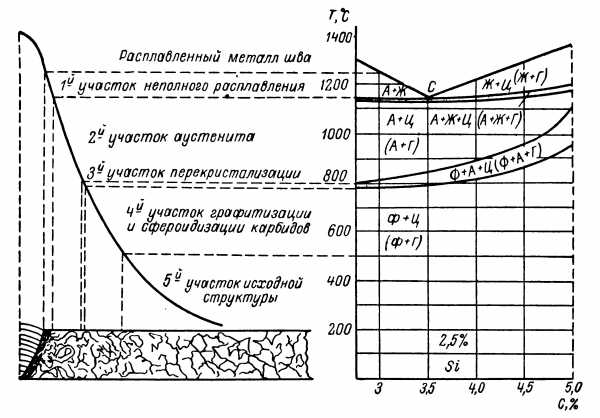
Рис. 1. Структурные превращения в зоне термического влияния в чугуне при сварке.
Структура по ширине участка в связи со значительным интервалом температур 350° также будет меняться.
3-й участок перекристаллизации очень узкий, он имеет интервал температур всего 30°.
Структура этого участка будет промежуточной по сравнению со структурами 2-го и 4-го участков.
4-й участок графитизации и сфероидизации карбидов характерен тем, что нагревается ниже критических температур, на нем наблюдается увеличение количества графита вследствие графитизации карбидов и некоторой их сфероидизации (округления). Этот процесс улучшает структуру и механические свойства металла, он зависит от исходной структуры чугуна и длительности его нагрева.
5-й участок исходной структуры нагревается до температур не выше 400 - 500°, структурных изменений в нем нет.
Склонность к отбелу металла на участке неполного расплавления околошовной зоны тем больше, чем меньше в чугуне углерода и кремния. Чтобы избежать при сварке чугуна отбела в 1-м участке околошовной зоны, необходимо, чтобы содержание углерода в нем было не менее 3%, кремния - не менее 2%, а графита - не менее 2,5%.
Металл шва оказывает существенное влияние на отбел 1-го участка зоны, и наибольшая склонность к отбелу в первом участке возникает, когда сварка чугуна (первого слоя) производится стальными электродами с обычным тонким покрытием, так как при этом вследствие конвективной диффузии углерода из жидкой фазы первого участка в металл шва его содержание в 1-м участке околошовной зоны заметно снижается.
Уменьшение склонности к отбелу 1-го участка при сварке чугуна может быть достигнуто введением в металл шва таких графитизаторов как медь, никель, т. е. соответствующим изменением химического состава металла шва.
Исключить или уменьшить возможность образования мартенсита во 2-м участке околошовной зоны можно снижением скорости охлаждения, что достигается увеличениемпогонной энергии или подогревом изделия.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
oitsp.ru
Технологические особенности сварки чугуна и стали
Активное использование чугуна как конструкционного материала обусловлено его особыми литейными свойствами, легкостью обработки и небольшой стоимостью производства продукции из него. Но наряду с износостойкостью, надежностью работы при высоких температурах и переменных нагрузках данный материал отличается невысокой свариваемостью. Это объясняется способностью образовывать трещины в швах в ходе сварки чугуна и сталей, что обусловлено снижением пластичности в зоне шва с повышением скорости охлаждения. Сварные соединения могут давать трещины металла не только из-за неравномерности охлаждения или нагрева, что характерно в термической части сварки чугуна. Этому могут также способствовать жесткость свариваемых деталей и литейная усадка металлов в шве.
Особенности горячей сварки чугуна
Трудности в технологии сварки чугуна способствуют созданию множества разновидностей его сварки, но ни один из методов не может быть применим абсолютно для всех встречающихся на практике случаев. Поэтому к сварке чугуна со сталью прибегают лишь в ходе устранения мелких недостатков в отливках и производства работ по ремонту. Наибольшее применение имеют следующие популярные способы сварки чугуна: холодная (без использования предварительного нагрева) сварка, горячая сварка (с обязательным предварительным нагревом) и пайкосварка.
Горячую сварку считают наиболее совершенным и качественным методом дуговой сварки чугуна. Ее производство включает подготовку для сварки заготовок, их предварительный подогрев, непосредственное сваривание и охлаждение детали после сварки.

Подготовительные операции выполняются с учетом типа неисправности изделия, разновидностей имеющихся дефектов литья. Существующие трещины на концах засверливают, а раковины с прочими дефектами до сварки разделывают. Подготовленные свариваемые детали соединяют, прихватив по кромкам. Их хорошо очищают от загрязнений, масел и ржавчины при помощи пламени сварочной горелки либо металлической щетки.
Подготовленные заготовки подвергают предварительному нагреванию, температуру которого выбирают, исходя из параметров деталей, свойств чугуна, количества наплавляемого металла, а также жесткости конструкции. Нагрев всего изделия проводят в газовых либо электропечах, а если это невозможно – в особых горнах, термопечах или ямах.
Газовую сварку чугуна проводят с помощью нормального пламени либо с незначительным излишком ацетилена. Первоначально пламя горелки направляется практически вертикально, а потом постепенно доводится до нужного угла, который выбирается, исходя из толщины заготовок, подлежащих сварке. Пламя располагается в нескольких миллиметрах от поверхности свариваемой детали. Наконечник для горелки, обеспечивающий требуемую подачу ацетилена, берется с учетом толщины соединяемых материалов. В виде присадочного материала используют пруток из чугуна.

В проведении горячего вида сварки чугуна аргоном стоит учесть довольно резкий его переход от жидкого состояния к твердому. При этом поверхность сварочной ванны покрывается пленкой из оксидов, препятствующей удалению газов из расплава металла. Чтобы ее устранить рекомендуется часто перемешивать жидкость сварочной ванны с помощью присадочного прутка.
Еще на повышение качества процесса сварки стали, чугуна влияют особые флюсы, удаляющие окислы, и замедляют охлаждение. При этом пламя горелки уводят от поверхности сварки, а направленный металл нагревают две минуты. Массивные заготовки с целью сокращения внутреннего напряжения нагревают вторично с дальнейшем их охлаждением одновременно с печью.
Холодная сварка
Холодной сварку для чугуна называют в случае, когда свариваемое изделие не подвергается общему подогреву до высокой температуры. При этом нагревается только зона сварки с кромками до температур, зависящих от толщин стенок и габаритов изделий.
Такая сварка позволяет получать швы достаточных прочности с вязкостью, но совсем исключить появление закалочных участков в зоне сварки не удается. При этом можно лишь при помощи многопроходной сварки чугуна электродами с разными свойствами на небольшом токе уменьшить размеры закаленной прослойки. Применяют холодную сварку в ситуациях, когда экономически невыгодно или сложно провести этот процесс с подогревом. Как правило, это касается изделий больших габаритных размеров при опасности возникновения значительного внутреннего напряжения и коробления.

Холодной сварке подвергают чугун с помощью стальных, медно-никелевых, медно-железных или аустенитных чугунных электродов. Широко используется при заварке трещин ручная сварка электродами из цветных металлов на основе меди. А электроды из сплавов с никелем применяют для удаления дефектов, требующих улучшения обрабатываемости сварного соединения с сохранением цвета основного металла. Мелкие поверхностные изъяны нередко устраняют сваркой чугуна полуавтоматом с электродами, имеющими карбидообразующее покрытие.
Технология газовой сварки
Газовую пайкосварку относят к процессам с низкой температурой из-за того, что обычно кромки соединяемых деталей не нагреваются до температур расплавления. При этом присадочный металл имеет более низкую, чем у основного, температуру расплавления. Пайкосварка представляет собой промежуточный процесс, содержащий и пайку, и сварку. Он служит пайкой в отношении к соединяемым кромкам чугунного изделия, заполняющей припоем всю их разделку.

Производится пайкосварка с помощью ацетиленокислородного пламени с использованием припоев – прутков из латуни либо чугуна. К особенностям сварки чугуна этим методом стоит отнести раздельное, независимое нагревание флюсов, основного металла и присадочных.
До начала пайкосварки изделие разогревается с помощью печи, а для небольших габаритов – в пламени газовой горелки. Затем подготовленные к обработке кромки обжигают этим пламенем в присутствии кислорода для удаления с их поверхности графита. Подогретые кромки обсыпают флюсом и сваривают. От действия пламени с флюсами жидкий припой покрывает кромки и заполняет собой пустоты в металле, обеспечивая прочное соединение.

promplace.ru
Особенности сварки чугуна
Особенности сварки чугуна
Темы: Сварка чугуна, Ручная дуговая сварка, Газовая сварка.
Из чугуна изготовляются многие базисные детали строительно-дорожных машин, тракторов, автомобилей и технологического оборудования. При эксплуатации этих машин у чугунных деталей появляются трещины, изломы, износы, которые необходимо устранять. Особенности сварки чугуна обусловлены высоким содержанием углерода, кремния, серы и фосфора, относят его к трудносвариваемым сплавам. Основным фактором, затрудняющим сварку чугуна, является возникновение трещин в процессе сварки и охлаждения после сварки из-за образования хрупкого легкоплавкого сплава Fe - FeS, располагающегося по границам металлических зерен железа. Этот сплав при высоких температурах подвергается значительным объемным изменениям, что приводит к большим внутренним напряжением и трещинам в ОШЗ.
При сварке чугуна выгорает кремний, что вызывает появление отбеленных зон с высокой твердостью, склонных к образованию трещин. Образующиеся при этом оксиды кремния имеют температуру плавления выше, чем свариваемый металл, и препятствуют сварке.
Особенно склонны к трещинообразованию серые чугуны с крупными многочисленными графитовыми выделениями в виде пластинок, что несвойственно мелкозернистым перлитным чугунам с мелкими графитовыми включениями, а также ковким чугунам вследствие благоприятной формы графита и большой его разобщенности.
Сварка чугуна сопровождается выделением газов из сварочной ванны, что при водит к образованию пор в наплавленном металле. Водород, азот, водяной пар и оксид углерода могут поступать в ванну из окружающего атмосферного воздуха, при садочных материалов или образуются в результате реакций в жидком металле, например при выгорании углерода. Важнейшими причинами возникновения пор являются повышенная растворимость газов в жидком металле и ее резкое падение при остывании металла, в особенности при его кристаллизации.
Чугунные конструкции имеют неоднородный химический состав и структуру по сечению вследствие неоднородной скорости охлаждения тонких и толстых участков отливок. В зависимости от скорости охлаждения на отдельных тонких участках происходит отбеливание чугуна, а на других (толстых) сохраняется структура серого чугуна. Отбеленный чугун с крупной структурой сваривается хуже, чем чугун с мелкой структурой.
Особенности сварки чугуна - причины, по которым она затруднена :
- склонности чугуна к отбеливанию;
- трещинообразования при сварке;
- резкого перехода при нагреве из твердого состояния в жидкое.
Чугун называется отбеленным, если большая часть углерода в нем находится в химически связанном состоянии , т.е. в виде цементита Fe3C. Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
В сером чугуне углерод находится в виде графита. Графитизация чугуна происходит не только при переходе чугуна из жидкого состояния в твердое, но и при дальнейшем охлаждении , причем чем медленнее охлаждается деталь, тем полнее происходит графитизация. Холодная масса чугунной , чаще всего большой по массе детали, ускоренно отводит тепло сварки, поэтому происходит интенсивное отбеливание сварного шва , а вследствие различия коэффициентов расширения серого и белого чугунов возникают внутренние трещины.
Избежать этих затруднений при сварке чугуна можно двумя способами :
- Выполняется горячая сварка чугуна с последующим медленным охлаждением после сварки;
- Выполняется холодная сварка чугуна, но в шов вводят элементы, препятствующие образованию цементита , или использовать способы упрочнения швов.
Далее рассмотрены особенности сварки чугуна с помощью различных технологий.
Горячая сварка чугуна проводится на предварительно нагретых до 600 …. 650оС деталях. После сварки происходит охлаждение всей массы нагретой детали, поэтому скорость охлаждения сварного шва будет ниже, чем при холодной сварке. В сварном шве успевает произойти графитизация, скорость усадки уменьшается и поэтому не образуется трещин в околошовной зоне.
При заварке трещин в конструктивно сложных деталях с целью устранения возможного трещинообразования проводится 2-х ступенчатый нагрев : сначала до температуры 200 …250 оС нагревают с относительно не высокой скоростью до 600о/ час, а далее -с большей скоростью до 1600 о час. Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия .
Горячая сварка позволяет получить наилучшие результаты, но процесс технологически сложный и очень трудоемкий, поэтому широкого распространения не получила.
Чаще применяется холодная сварка чугуна, выполняемая следующими способами :Стальным малоуглеродистым электродом.
- Специальными электродами ПАНЧ-11, МНЧ-1, МНЧ-2, ОЗЧ-1 и др.
- Биметаллическим электродом или пучком электродов.
Для повышения надежности сварки стальными малоуглеродистыми электродами в разделанные кромки шва ставят резьбовые шпильки или используется способ отжигающих валиков. При наложении второго и последующего валиков первые сварные швы вновь нагреваются и уже остывают с меньшей скоростью, поэтому значительная часть цементита распадается, получается более мягкий сплав с меньшей степенью отбеливания. Структура различных зон сварки получается неодинаковой, однако в среднем она лучше , чем при обычной сварке. Эффективно использовать способ отжигающих валиков в комплексе со шпильками.
Для устранения продолжения трещины на ее оси сверлятся отверстия диаметром 2..3 мм , зубилом или шлифовальным кругом проводят V-образную разделку трещины и сверлят по ее длине отверстия , нарезают в них резьбы и заворачивают шпильки, которые сначала обваривают кругом, а затем наплавляют весь сплошной шов.
Однако эти способы холодной сварки малопроизводительны, поэтому , чаще всего, используются другие способы сварки чугунных деталей.
Если требуется хорошая обрабатываемость шва и допускается невысокая прочность, то используются электроды МНЧ-1, МНЧ-2. Никель, входящий в состав электродов, не образует соединений с углеродом, поэтому шов имеет невысокую твердость, но хорошо механически обрабатывается. Хорошие результаты при сварке чугуна дает использование сварочной проволоки ПАНЧ-11.
Электроды ОЗЧ-4, изготовляемые из медной проволоки с фтористо-кальциевой обмазкой, обеспечивают прочный, но труднообрабатываемый шов, представляющий собой медь ,насыщенную железом.
При отсутствии специальных электродов изготовляются биметаллические электроды намоткой медной проволоки или надеванием медной трубки (меди до 70% от железа) на стальной стержень или малоуглеродистый стальной электрод. Сварной шов также представляет собой медь с вкраплениями железа, прочность его составляет до 60 ….70% от прочности основного металла.
Для сварки толстостенных чугунных деталей используют пучок электродов : стальной электрод диаметром 3 … 4 мм с обмазкой УОНИ-13/55, медный стержень диаметром 4… 5 мм и латунный пруток диаметром 1,5 … 3 мм. Электрическая дуга автоматически перемещается с одного электрода не другой, поэтому тепло распространяется на большую площадь, шов медленнее охлаждается и поэтому меньше отбеливается. Пучок может также состоять из одного медного и одного стального, или двух медных и одного стального электродов.
Газовую ацетилено-кислородную сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Присадочный материал — чугунные прутки диаметром 6 …8 мм. При газовой сварке используются флюсы :
- бура;
- смесь 50 % буры, 47 % двууглекислого натрия и 3 % окиси кремния;
- смесь 56 % буры, 22 % углекислого натрия и 22 % углекислого калия.
Другие страницы по теме
:
weldzone.info
Особенности сварки чугуна
Чугуны представляют собой железоуглеродистые сплавы, в которых содержание углерода превышает 1,7%. Чугуны, применяемые в промышленности и строительстве, имеют следующие примеси: 2,0…4,0% углерода; 0,5…1,6% марганца; 0,5…4% кремния; 0,02…0,2% серы и 0,02…0,2% фосфора. Специальные чугуны имеют также легирующие примеси: никель, хром, медь, титан, алюминий. Углерод в чугуне может находиться в виде карбида железа Fe3C (первичный и вторичный цементит). Такой чугун, называемый «белым чугуном» обладает повышенной твердостью и плохо поддается механической обработке. В сером чугуне углерод находится в свободном состоянии в виде прослоек графита и только частично может быть в виде вторичных карбидов (перлит). Кремний способствует графитизации чугуна и увеличению размеров графитовых включений. Марганец при содержании в чугуне до 0,7% слабо способствует графитизации, а при содержании свыше 1 % препятствует распаду карбида железа. Сера является вредной примесью: она повышает густотекучесть чугуна, ухудшает литейные качества и дает соединение Fe3C, способствующее образованию трещин при сварке. Сера препятствует распаду карбида железа и выделению свободного углерода. Фосфор является слабым графитизатором; он улучшает литейные качества чугуна, повышая жидкотекучесть. Из легирующих примесей сильным графитизатором является алюминий. Выделению графита способствуют также никель, кобальт, медь, титан. Хром, ванадий и молибден, препятствуя распаду карбида железа, действуют как размельчители зерна. Большое применение получили модифицированные и высокопрочные чугуны, имеющие ферритную или перлитную основу или их сочетание. Эти чугуны обладают высокими механическими свойствами и применяются при изготовлении ответственных деталей машин. Их высокие механические свойства обусловлены тем, что вместо вытянутых пластинок и прожилок графита, нарушающих целостность металлической основы (как в сером чугуне), графит в высокопрочном чугуне имеет глобулярную форму, обеспечивающую наибольшую сплошность металлической основы. Основные трудности, возникающие при сварке чугунов, обусловлены их физико-механическими свойствами:
- быстрое охлаждение жидкого металла в зоне сварки, а также выгорание кремния из расплава шва способствует местному «отбеливанию» металла шва и околошовной зоны, т. е. способствуют переходу графита в химическое соединение с железом — цементит, плохо поддающийся механической обработке;
- отсутствие периода пластического состояния и высокая хрупкость приводят вследствие неравномерного нагрева и охлаждения, а также неравномерной усадки металла к появлению больших внутренних напряжений и трещин как в самом сварном шве, так и в околошовной зоне;
- низкая температура плавления, непосредственный переход чугуна из твердой фазы в жидкую, и наоборот, затрудняют выход газов из металла шва, и шов получается пористым;
- высокая жидкотекучесть чугуна не позволяет производить сварку не только в вертикальном, но и в наклонном положении шва.
soedenimetall.ru
Особенности сварки чугуна
Многие детали автомобилей изготовляют из серого и ковкого чугуна. Например, блоки цилиндров, головки блоков, картеры КПП, ступицы колёс и др.
Наиболее распространёнными дефектами этих деталей являются различные трещины, отколы, пробоины, срыв резьбы и т.п. Устранение таких дефектов представляет определённые трудности, обусловленные следующими свойствами чугуна: высоким содержанием углерода, низкой пластичностью и ударной вязкостью, высокой чувствительностью к нагреву и необратимым изменениям объёма при нагревании.
В процессе сварки чугуна в деталях возникают внутренние напряжения вследствие высокого нагрева и быстрого охлаждения, следствием этого являются трещины. Быстрое охлаждение ведёт к отбеливанию чугуна, особенно в тонкостенных деталях.
Физическая сущность отбеливания состоит в том, что при очень быстром охлаждении жидкого чугуна углерод не успевает выделиться в виде графита и остаётся в химически связанном соединении, чугун отбеливается, становится твёрдым и не поддаётся механической обработке. Высокая твёрдость отбеленной зоны и разница в коэффициентах линейного расширения белого и серого чугуна ведёт к образованию внутренних напряжений и появлению трещин.
Чтобы исключить возможность отбеливания необходимо медленно нагревать и охлаждать детали, т.к. процесс графитизации протекает и в отвердевшем чугуне.
Чугун очень жидкотекуч, поэтому сварку необходимо вести в горизонтальном положении.
Для восстановления деталей из чугуна используется газовая и электродуговая сварка. Сварка проводится с общим, местным нагревом или без него. Сварка с нагревом детали называется горячей сваркой, а без нагрева - холодной.
Газовая сварка ведётся при подогреве детали до температуры 600 ... 650 °С. Более высокий нагрев приводит к необратимому росту кристаллов чугуна, а при низких температурах (меньше 400 °С) происходит быстрое охлаждение металла шва. Нагрев деталей проводят в муфельных или электрических печах и обычно применяют двухстадийный нагрев. Первая стадия - нагрев до 200 ... 300 °С со скоростью 600 °С в час, вторая стадия - нагрев до 600 ... 650 °С со скоростью 1600 °С в час. Такой нагрев предупреждает появление трещин даже в напряжённых частях деталей.
Для уменьшения скорости охлаждения деталь перед сваркой помещают в термоизоляционный кожух. В процессе сварки деталь не должна охладиться ниже 450 °С. Обычно горячая сварка ведётся нейтральным кислородо-ацетиленовым пламенем с небольшим избытком ацетилена. Мощность горелки Q выбирается исходя из толщины свариваемого материала h и определяется по формуле:
В качестве присадочного материала используются чугунные стержни марок А и Б диаметром 4 - 8 мм (ГОСТ 2671-70), отличающиеся по химическому составу. Стержни марки А применяются при сварке массивных деталей, а Б -мелких.
Для удаления окислов из сварочной ванны применяется флюс состоящий из: 50% буры, 47% двууглекислого натрия и 3% окиси кремния.
Для снятия внутренних напряжений деталь после сварки нагревают до температуры 600 ... 650 °С и медленно охлаждают.
При сварке деталей в качестве присадочного материала используются прутки из латуни Л 62 и стержни марки НЧ-1, НЧ-2. Мощность горелки составляет
При этом используют флюсы ФСЧ-1, ФСЧ-2 и др.
Хотя горячая сварка чугуна и обеспечивает высокие качества сварного сочинения, однако по техническим и экономическим соображениям применяется сравнительно редко.
Полугорячий состоит в том, что производится местный нагрев детали д0 температуры 400 ... 450 °С. В этом случае сохраняются все основные условия и технологические приёмы горячей сварки.
Холодная сварка получила наиболее широкое распространение. Деталь в этом случае не подогревают, поэтому сварной шов быстро охлаждается и может произойти отбеливание чугуна.
Для снижения отрицательных факторов, возникающих в процессе отбеливания, применяю ряд специальных способов сварки. К ним относится способ отжигающих валиков обычными или специальными электродами. Сущность его состоит в том, что накладывают электродом, например,Э-42 сварной валик длиной 30 ... 50 мм, а затем на него сразу кладут новый, что позволяет первому более длительное время находиться в нагретом состоянии и, следовательно, углерод успевает выделиться в виде графита. Этот способ применяется при толщине стенок 6 ... 7 мм. При толщине стенок от 8 мм и более трещину разделывают.
Для холодной сварки чугуна применяют специальные электроды, содержащие в своём составе медь, никель или электроды со специальными обмазками. Для холодной сварки применяют следующие электроды: ОЗЧ-2, МНЧ-2, ЖНБ-1, АПЧ-1, УЧ-4. Электроды ОЗЧ-2 представляют собой медную проволоку с фтористо-кальциевым покрытием, содержащим железный порошок. Электроды МНЧ-2 изготовлены из монель-металла (Cr-37%, Ni-63%). Наплавленный слой электро- ' дами ОЗЧ-2 представляет собой железомедный сплав, обладающий хорошей вязкостью. Однако в около шовной зоне образуются участки отбеленного чугуна. Лучшие результаты даёт электрод МНЧ-2. Шов получается пластичный и плотный. Электроды ЖНБ-1 состоят из стержня железо-никелевого сплава Fe-45%,Ni-55%. Применяют в отдельных случаях вместо МНЧ-2. В электродах УЧ-4 стержень из проволоки Св-08А, а в покрытие входит фторокальций с ванадием или титаном. Их применяют для обварки кромок трещин. Шов имеет высокую прочность соединения.
Электрод АНЧ-1 из сердечника изготовленного из проволоки Св-04Х19Н9Т и медной оболочки.
В последнее время для выполнения сварки деталей из серого, ковкого и высокопрочного чугуна применяется проволока ПАНЧ-11 разработанная институтом электросварки им. E.G. Патона. Эта проволока самофлюсующаяся и в своём составе содержит элементы предотвращающие окисление наплавленного металла.
Сварку проводят на полуавтомате А-547-У, на постоянном токе обратной полярности, участками длиной 30 ... 40 мм с проковкой шва и возобновляют сварку после охлаждения детали до температуры 50 ... 60 °С.
Наибольшую трудность представляет сварка деталей из ковкого чугуна, так как при нагреве их до температуры больше 950 °С углерод отжига растворяется в железе, а при охлаждении выделяется в виде химического соединения цементита (Ре2С), т. е. происходит отбеливание. Поэтому при сварке следует применять присадочный материал, имеющий температуру плавления ниже 950 °С. Таким требованиям отвечает латунь Л-62(температура плавления 870 °С), латунные электроды ЛОМКА-49-05-10-04, электроды из монель-металла. Можно также применять и проволоку ПАНЧ-11.
Дата добавления: 2016-06-29; просмотров: 598; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
poznayka.org
Особенности сварки чугуна и алюминия
Из чугуна изготовляются многие базисные детали строительно-дорожных машин, тракторов, автомобилей и технологического оборудования. При эксплуатации этих машин у чугунных деталей появляются . трещины, изломы, износы, которые необходимо устранять.
Сварка чугуна затруднена вследствие следующих причин:
1-склонности чугуна к отбеливанию;
2-трещинообразования при сварке;
3-резкого перехода при нагреве из твердого состояния в жидкое.
Чугун называется отбеленным, если большая часть углерода в нем находится в химически связанном состоянии, т.е. в виде цементита Fe3C. Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
В сером чугуне углерод находится в виде графита. Графитизация чугуна происходит не только при переходе чугуна из жидкого состояния в твердое, но и при дальнейшем охлаждении, причем чем медленнее охлаждается деталь, тем полнее происходит графитизация. Холодная масса чугунной, чаще всего большой по массе детали, ускоренно отводит тепло сварки, поэтому происходит интенсивное отбеливание сварного шва, а вследствие различия коэффициентов расширения серого и белого чугунов возникают внутренние трещины.
Избежать этих затруднений при сварке чугуна можно двумя способами:
1. Выполнять горячую сварку металла с последующим медленным охлаждением после сварки;
2. Выполнять холодную сварку чугуна, но вводить в шов элементы, препятствующие образованию цементита, или использовать способы упрочнения. швов.
Горячая сварка чугуна проводится на предварительно нагретых до 600 …. 650 °С деталях. После сварки происходит охлаждение всей массы нагретой детали, поэтому скорость охлаждения сварного шва будет ниже, чем при холодной сварке. В сварном шве успевает произойти графитизация, скорость усадки уменьшается и поэтому не образуется трещин в околошовной зоне.
При заварке трещин в конструктивно сложных деталях с целью устранения возможного трещинообразования проводится 2-х ступенчатый нагрев: сначала до температуры 200 …250 °С нагревают с относительно не высокой скоростью до 600 °/ час, а далее -с большей скоростью до 1600 °/ час. Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия.
Горячая сварка позволяет получить наилучшие результаты, но процесс технологически сложный и очень трудоемкий, поэтому широкого распространения не получила.
Чаще применяется холодная сварка чугуна, выполняемая следующими способами:
1.Стальным малоуглеродистым электродом.
2. Специальными электродами ПАНЧ-11, МНЧ-1, МНЧ-2, ОЗЧ-1 и др.
3. Биметаллическим электродом или пучком электродов.
Для повышения надежности сварки стальными малоуглеродистыми электродами в разделанные кромки шва ставят резьбовые шпильки или используется способ отжигающих валиков (рис. 2. 24). При наложении второго и
последующего валиков первые сварные швы вновь нагреваются и уже остывают с меньшей скоростью, поэтому значительная часть цементита распадается, получается более мягкий сплав с меньшей степенью отбеливания. Структура различных зон сварки получается неодинаковой, однако в среднем она лучше, чем при обычной сварке. Эффективно использовать способ отжигающих валиков в комплексе со шпильками.
Для устранения продолжения трещины на ее оси сверлятся отверстия диаметром 2..3 мм , зубилом или шлифовальным кругом проводят V-образную разделку трещины и сверлят по ее длине отверстия, нарезают в них резьбы и заворачивают шпильки, которые сначала обваривают кругом, а затем наплавляют весь сплошной шов.
Однако эти способы холодной сварки малопроизводительны, поэтому, чаще всего, используются другие способы сварки чугунных деталей.
Если требуется хорошая обрабатываемость шва и допускается невысокая прочность, то используются электроды МНЧ-1, МНЧ-2. Никель, входящий в состав электродов, не образует соединений с углеродом, поэтому шов имеет невысокую твердость, но хорошо механически обрабатывается. Хорошие результаты при сварке чугуна дает использование сварочной проволоки ПАНЧ-11.
Электроды ОЗЧ-4, изготовляемые из медной проволоки с фтористо-кальциевой обмазкой, обеспечивают прочный, но труднообрабатываемый шов, представляющий собой медь, насыщенную железом.
При отсутствии специальных электродов изготовляются биметаллические электроды (рис. 2.25) намоткой медной проволоки или надеванием медной трубки (меди до 70% от железа) на стальной стержень или малоуглеродистый стальной электрод. Сварной шов также представляет собой медь с вкраплениями железа, прочность его составляет до 60 ….70% от прочности основного металла.
Для сварки толстостенных чугунных деталей используют пучок электродов: стальной электрод диаметром 3 … 4 мм с обмазкой УОНИ-13/55, медный стержень диаметром 4… 5 мм и латунный пруток диаметром 1,5 … 3 мм. Электрическая дуга автоматически перемещается с одного электрода не другой, поэтому тепло распространяется на большую площадь, шов медленнее охлаждается и поэтому меньше отбеливается. Пучок может также состоять из одного медного и одного стального, или двух медных и одного стального электродов.
Газовую ацетилено-кислородную сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Присадочный материал — чугунные прутки диаметром 6 …8 мм. При газовой сварке используются флюсы:
1 — бура;
2 — смесь 50% буры, 47% двууглекислого натрия и 3% окиси кремния;
3 — смесь 56% буры, 22% углекислого натрия и 22% углекислого калия.
Трудность сварки алюминия заключается в следующем:
- 1. На поверхности детали образуется тугоплавкая окись алюминия, высокая температура (2050…2060 °С) плавления которой препятствует образованию сварочной ванны и соединению кромок свариваемого материала, который расплавляется при более низкой температуре (650 …660 °С).
- 2. Алюминий и его сплавы жидкотекучи, не меняют своего цвета, оставаясь серебристо-белыми. Это затрудняет сварку и визуальное определение момента сварки и заплавления шва.
- 3. Высокая теплопроводность алюминия и быстрый отвод тепла приводят к большим внутренним напряжениям, к короблению деталей и к появлению трещин.
Несмотря на эти затруднения можно получить качественные сварные швы одним из способов:
1-газовой сваркой как без флюса, так и с флюсом;
2-электродуговой сваркой плавящим электродам;
3-электродуговой сваркой неплавящим угольным электродом;
4-аргонно-дуговой сваркой.
Газовую сварку без флюса проводят восстановительным пламенем с небольшим избытком ацетилена. Внутренние полости детали набивают песком, на деталь, подогретую до 250 … 300 °С, укладывают куски припоя (металл однородный с деталью) и пламенем горелки одновременно подогревают припой и деталь, а с помощью стального крючка удаляют окисную пленку и пододвигают расплавленные куски припоя к трещине, перемешивают крючком, добиваясь надежного сваривания.
При безфлюсовой сварке качество сварки хуже, чем при сварке с флюсом. Для разрушения окисной пленки чаще всего используется флюс АФ-4А, представляющий собой смесь хлористых и фтористых солей натрия, калия и лития. Флюс сильно разъедает металл, поэтому после сварки необходимо тщательно удалять остатки флюса и промывать деталь. Сварку детали ведут алюминиевым прутком, предварительно покрытым флюсом, или флюс насыпают на кромки трещин и водят по нему прутком, или пруток во время сварки обмакивают во флюс. Для улучшения структуры шва и снятия внутренних напряжений деталь при сварке желательно нагревать до 300 …350 °С.
Электродуговую сварку алюминиевых деталей проводят на постоянном токе обратной полярности. Используются электроды типа ОЗА-1 и ОЗА-2, изготовляемые из алюминиевой проволоки с нанесенной обмазкой, аналогичной по составу флюсу АФ-4А.
Сварка алюминия угольным электродом применяется реже, чем другими способами. Процесс выполняется аналогично газовой сварке с флюсом.
Аргонно-дуговая сварка (рис. 2.26) обеспечивает самое лучшее качество
сварки, выполняется с помощью вольфрамового электрода и стационарных установок УДАР-300, УДАР-500, состоящих из сварочного трансформатора с дросселем насыщения и осциллятором или с помощью передвижных установок УДГ-301 и УДГ-501. Имеются установки для сварки алюминия различными токами: постоянным или импульсным (УДГ-161) ; постоянным, импульсным или переменным (УДГ- 251, УДГ-351).
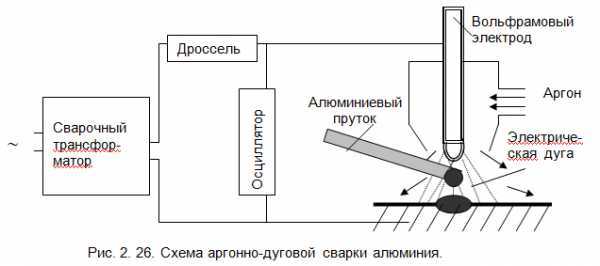
В зону электрической дуги между деталью и вольфрамовым электродом через специальную горелку подается аргон, который предохраняет металл от окисления и вводится алюминиевый пруток. Разрушение окисной пленки происходит под действием дуги. Состав электродной проволоки выбирается близким по составу основному металлу.
www.rostov-na-donu.npokz.ru
www.samsvar.ru
Сварка чугуна в домашних условиях: холодная и горячая технологии
Часто соединение металлов проводится c применением сварочного оборудования. Сварка может проходить в домашних условиях, для чего достаточно соблюдать рекомендации профессионалов. Сварка чугуна в сравнении с другими металлами проходит намного сложнее, что связано с особыми свойствами материала. Нередко сварка чугуна в домашних условиях приводит к образованию низкокачественного сварного шва. Термическая обработка становится причиной повышения хрупкости металла, в месте сварки могут появиться трещины и другие дефекты. Рассмотрим все особенности данного процесса подробнее.

Сварка чугуна
Особенности сварки чугуна
Чугун характеризуется большой концентрацией углерода в составе (от 2 до 6%), что определяет повышенную хрупкость. Кроме этого, в составе есть довольно большое количество вредных примесей, к примеру, фосфор, сера и марганец. В последнее время проводится и легирование чугуна: добавляются хром, никель, молибден и так далее.
Рассматривая свариваемость чугуна, следует учитывать, что во многом этот показатель зависит от химического состава металла. От вида используемых примесей зависит то, какими именно свойствами будет обладать чугун.
Низкая стоимость материала, простота в производстве и его высокая обрабатываемость определяют особенности сварки чугуна. Рассматривая особенности проведения сварки, отметим нижеприведенные моменты:
- Плохая степень свариваемости связана с необычной структурой рассматриваемого материала.
- Выделяют металл с тонкодисперсным изломом. Он обладает повышенной свариваемостью.
- Промышленный чугун практически не поддается сварке, что также можно связать с особенностями структуры материала.

Сварной шов у чугунного изделия
Получаемые детали из чугуна могут обладать высокой хрупкостью. При проведении сварки следует учитывать следующие особенности процесса:
- Чугун обладает повышенной текучестью при нагреве, поэтому сварку рекомендуют проводить в нижнем положении.
- Из-за высокой концентрации углерода при его нагреве и выгорании образуются поры. Именно поэтому получаемый шов обладает высокой хрупкостью.
- Сниженная пластичность становится причиной возникновения внутренних напряжений. Они приводят к появлению большого количества трещин, в результате чего соединение не обладает требующейся прочностью.
- В расплавленном состоянии металл начинает окисляться. Получаемая окись имеет более высокую температуру плавления, чем обрабатываемый материал.
При ручной дуговой сварке довольно часто образуются дефекты в виде трещин. Перед работой с рассматриваемым материалом подробно изучается его состав и структура.
Повысить качество получаемого шва можно при:
- исключении вероятности перегрева чугуна на момент сварки;
- снижении вероятности возникновения напряжений, приводящих к структурной деформации.
Существует довольно большое количество методов сварки рассматриваемого металла, каждый обладает своими определенными достоинствами и недостатками.
Способы сварки
Рассматривая способы сварки чугуна, отметим, что для этого может использоваться самое различное оборудование. Большое распространение получила электросварка полуавтоматом в среде углекислого газа.
Провести классификацию проводимой работы можно следующим образом:
- Сварка при изготовлении.
- Соединение металла при проведении ремонта или восстановления изделия.
- Сварка при сборке чугунных изделий.

Сварка чугуна аргоном
Технология сварки чугуна аргоном также в последнее время распространена. Сварка чугуна аргоном применяется для восстановления стальных шпилек или выполнения другой подобной работы.
Холодный способ
Сварка чугуна электродом в домашних условиях может проводиться для соединения различных деталей. В качестве электрода применяется ОЗЧ-2 с медным стержнем. В продаже встречаются и другие варианты исполнения электродов, которые на сегодняшний день считаются дефицитными из-за сложностей, возникающих при их изготовлении.

Холодная сварка чугуна
Технология холодной сварки чугуна характеризуется следующим образом:
- Обработанный подобным образом металл обладает лучшей обрабатываемостью резанием.
- Рассматриваемые электроды обладают высокой стоимостью, являются дефицитным материалом.
- В быту может использоваться электрод медно-стального типа.
Холодная сварка чугуна электродами проводится при низком токе, так как нагрев металла может ухудшить качество получаемого шва. Кроме этого, работа должна проводится с периодическими перерывами, так как требуется время для охлаждения металла.
Изготовить электроды можно самостоятельно. К особенностям процесса их изготовления можно отнести нижеприведенные моменты:
- В качестве основы могут использоваться медная проволока.
- Стержень очищается от загрязнений органическим растворителем.
- Покрытие представлено сочетанием крошки с железных электродов, а также порошка из мелких железных опилок.
- Полученная смесь соединяется с водянистым стеклом.
- Покрывается стержень слоем толщиной не менее 2-х миллиметров.
- Сушка проводится на открытом воздухе, после чего проводится запекание нанесенного состава. Для нагрева среды может использоваться обычная духовка, так как температура запекания относительно невысокая.
При применении самодельных электродов создается недлинная дуга, а также неизменный ток. Не стоит забывать о том, что следует оставлять металл для его остывания. Рекомендуемая температура составляет 50 градусов Цельсия. Для обеспечения высокого качества получаемого шва следует его накладывать маленькими частями, длина которых составляет 30-50 миллиметров. За счет этого исключается вероятность появления трещин.
Горячий способ
Горячая сварка чугуна намного сложнее холодной технологии. Несмотря на возникающие трудности, ее в последнее время применяют крайне часто, так как подобный метод позволяет избежать трещин в переходных областях шва. Рекомендуется проводить равномерный нагрев металла, что и позволяет избежать появления разломов и трещин.
Горячая сварка чугуна
К особенностям подобной технологии можно отнести нижеприведенные моменты:
- Перед нагревом материала следует закрепить в подготовленном каркасе. За счет этого снижается вероятность возникновения напряжений. Именно напряжение приводит к появлению трещин.
- Обязательно следует использовать жесткий каркас в том случае, если проводится локальный нагрев рассматриваемого материла.
- В большинстве случаев нагрев проводится при помощи индуктора с использованием токов промышленной частоты. Кроме этого, могут применяться пламенные горелки и паяльные лампы, горны.
- Для заварки сквозных трещин применяются графитовые формы. При их изготовлении принято применять графитовые пластинки, которые соединяются с формовочной смесью.
- Перед проведение сварочных работ следует подготовить место шва. Подготовка предусматривает удаление пыли и грязи, которые могут стать причиной ухудшения качества получаемого шва.
Также выделяют несколько рекомендаций, связанных с особенностями рассматриваемой технологии:
- Нужно контролировать объем расплавленного материала во время проведения работы. Для этого во время сварки расплавленный состав смешивается с концом присадочного стержня или электрода.
- Охлаждение следует проводить равномерно. Для того чтобы исключить слишком быстрое остывание металла заготовка засыпается древесным углем или горячим песком. Как показывает практика, на остывание небольших деталей уходит от 3 до 40 часов, более крупные могут остывать в течение 5-ти суток.
- На момент нагрева металл может окисляться. За счет этого существенно повышается температура плавления, что усложняет процесс сварки. Для исключения вероятности окисления металла применяются флюсы на борной основе.
Газовая сварка чугуна имеет довольно большое количество особенностей, которые определяют популярность технологии. К особенностям этой технологии отнесем нижеприведенные моменты:
- Газовая сварка позволяет получить качественное соединение. Для этого можно использовать горелку, которая работает на различном типе горючего.
- Подобная технология позволяет провести восстановление деталей. Примером назовем случай, когда к изделию нужно присоединить поврежденную часть.
- При применении подобной технологии можно провести более равномерный нагрев заготовки. За счет этого получаемый шов будет качественным также менее хрупким.
Эта информация определяет то, что при применении технологии ручной дуговой сварки газом проводится нагрев обрабатываемой поверхности. В качестве присадочного материала применяются литые чугунные прутья.
Высокой эффективностью обладает технология газовой сварки с применением прутьев из латуни. У этого сплава температура плавления намного ниже, чем у обрабатываемого чугуна.
К особенностям технологии отнесем следующие моменты:
- Процедура предусматривает применение различного флюса, который не позволяет образоваться окиси.
- Кромки обрабатываемых трещин следует нагреть до температуры около 900 градусов Цельсия, после чего поверхность покрывается флюсом.
- Следующий шаг заключается в обработке краев латунью.
Вся приведенная выше информация определяет то, что сварка чугуна затруднена. Лишь только соблюдение всех рекомендаций позволяет получить качественное соединение, которое прослужит дольше.
В заключение отметим, что для проведения сварки следует выбирать менее тугоплавкий чугун. Примером можно назвать ковкий чугун, который менее восприимчив к образованию внутренних дефектов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru