Большая Энциклопедия Нефти и Газа. Притир чугунный
Комплект чугунных притиров.
Всем привет!Вот созрело у меня желание шлифовать,полировать клинки алмазными пастами.Начал изучать этот вопрос,спрашивать у мастеров,как,чем,почему и зачем.Выяснил,что лучшие алмазные пасты делают в Дзежинске,заказал,а пока жду пасты решил сделать притиры из чугуна.Для каждой пасты свой притир-шлифочек.Выяснилось,кто как привык,тот так и делает.Одни по притиру клинком,кто то по зажатому в тисочки клинку.Второй вариант мне по душе от этого и форма такая и размер шлифочков-притиров.Исходный чугун неизвестного происхождения (спасибо Игорь)был пройден по торцу фрезером,порезан пополам и на гриндере доведен до удобного пальцам состояния.На каждом будут выбиты номера паст,что бы не перепутать.
Исходники после фрезера 
 http://fotki.yandex.ru/users/planetaplan/view/956690/
http://fotki.yandex.ru/users/planetaplan/view/956690/
Результат 
 http://fotki.yandex.ru/users/planetaplan/view/956689/
http://fotki.yandex.ru/users/planetaplan/view/956689/Под пасту 28-20 
 http://fotki.yandex.ru/users/planetaplan/view/956687/
http://fotki.yandex.ru/users/planetaplan/view/956687/ 
 http://fotki.yandex.ru/users/planetaplan/view/956686/
http://fotki.yandex.ru/users/planetaplan/view/956686/ 
 http://fotki.yandex.ru/users/planetaplan/view/956685/
http://fotki.yandex.ru/users/planetaplan/view/956685/ 
 http://fotki.yandex.ru/users/planetaplan/view/956691/
http://fotki.yandex.ru/users/planetaplan/view/956691/
Пока два,будет 3 или 4 чугунных,а вот под мелкие номера алмазов я в сомнениях.Светуют медь(латунь),пластик,Хочется в одном форм факторе,что бы были,по виду,как чугунные.Один раз сделаю и буду потом долго-долго пользоваться.Если,кто что посоветует,покажет,буду очень признателен.
Р.S. Притиры получились удобные,прикладистые,увесистые.Размер примерный 135х25мм высота 20мм. Мне понравилось ими шлифовать.Раньше наждачной бумаги много уходило,а сейчас ляпота...
ladikanton 04-09-2013 20:29Тоже интересно, но так и не собрался сделать притиры.
уксус 04-09-2013 20:57Притиры зачетные! Но с клином поаккуратнее, летом тоже так же полировал, отвлекся на секунду и руку распустил.
ДокВВ 04-09-2013 21:05Выглядит классно и монументально. Люблю толстые железки. Но имхо, в работе великоваты. Это их двумя руками двигать что ли? Легко завалить. мне больше понравилось работать притирами размером примерно 3/4 см. В пальцах зажал и по клинку. Токо я вдоль шлифовал. Делал из латуни. По мне идеальный притир как печать. Широкое основание переходящее в более узкий верх, что то типа профиля рельса. Но это в мечтах. Кстати от материала притира сильно зависит жесткость шлифовки. Одна и таже паста на латуни и на дереве( я эбеновые обрезки использовал) это небо и земля. А вообще я на притиры забил. Хорошие легты наше всё. Хотя есть железки которые даже новые хорошие ленты не шлифуют в высокую чистоту....
Первый пробный сделал 50х30мм.толщина 6-8мм. примерно,не понравилось,пальцы перенапрягаются,не удобно держать.Эти совсем другое дело,засчет собственного веса придавливаеш в нужном тебе месте и самое главное шлифовать двумя руками комфортно.Кроме того можно и наждачку зажать используя его,как простой шлифочек.
zmeya 04-09-2013 21:24какая интересная тема. Пожалуй, мне тоже уже пора сделать себе комплектик притиров..
planetaplan 04-09-2013 21:25Сатин на лентах это хорошо и быстро,но ведь хочется продольный сатин,полировку в зеркало.Хочу научиться все делать,а там видно будет...
твистер 2 04-09-2013 21:35у меня здоровые 600*800 заводские килограм по 60 каждый . финки на притире здорово доводить , геометрию выводиш и риски от лент убираеш.после 120ленты на 40/28 паста +несколько капель керосина .затем 4/2 .на выходе серая матовая поверхность.после на офисной а4 -начинает просматриватся отражение.+притира -стамески затачивать,ножи для парикмахерских машинок и ножи для мясорубок .
yesser 04-09-2013 21:39Металлический притир(чермет)целесообразно применять лишь при первой обработке клинка(после гринда), и то лишь тогда, когда требуется снять толстый слой металла(грубый финиш, косячный финиш и т.д.). На мет.притире паста дает максимальную неравномерность по зерну. Далее шлифовать поверхность после мет.притира дольше и сложнее. Сейчас я использую дюралевый притир(только при первой обработке и если есть необходимость), все притиры из твердого дерева(бук). Чем мельче паста, тем мягче притир. Моя практика.
40/28 и сразу 4/2 ? Не резкий ли скачок в градации?
planetaplan 04-09-2013 21:45Аллюминий не проблема,Спасибо за наводку.А вот дерево так вообще просто.А формы притиров у Вас какие?
yesser 04-09-2013 21:56Ширина и длина притира чуть больше ширины клинка, лучше контроль. Если длинный, то длина идет вдоль клинка, чтобы не завалить края. Если вогнутые спуски, поверхность притира повторяет поверхность спусков(или чуть меньше радиус)
baggio67 04-09-2013 21:56quote: По мне идеальный притир как печать.quote: понравилось работать притирами размером примерно 3/4 см.О как!Значит я примерно правильно думаю! Получились такие, а вот уже думаю что 40х40 были бы лучше. Эти 25х25

получить зеркало на чугунном притире у меня не выходило, но -после чугуна на бумаге,на войлоке, на дереве -быстрее чем на наждачной бумаге. с притира остатки пасты убираю маслом +керосин.
yesser 04-09-2013 22:05quote:Originally posted by baggio67:Получились такиеГрани рукояточек скруглить, пальцы отсохнут.ДокВВ 04-09-2013 22:48quote:Originally posted by planetaplan:полировку в зеркалодэк это и лентами можно...shah471 04-09-2013 23:32quote:Originally posted by planetaplan:полировку в зеркалодэк это и лентами можно...Видел ваше видео, но у меня руки из жопы и уже на 120 ленте в середине клинка крупная риска и заполировано ближе к РК и обуху. Поэтому километры наждачки и притиры в мечтах. Как у вас получается?
baggio67 04-09-2013 23:34Третий клинок всего лишь, пока не не отсохли А потом пальцАми и сошлифуется а если всурьёз, то пока дискомфорта нет, может потом и шлифану.
planetaplan 05-09-2013 06:01Вот,что подумал,сделаю два таких же чугунных бруска. На один приклею тоненький пластик (буковый шпон),а на второй полоску кожи. Под какие номера алмазов только пока не решил. И какой пластик и какую кожу лучше?
И вообще можно к этим брускам сделать универсальный крепеж для крепления к точилке и получится вечный (почти) абразивный комплект для заточки ножей. Ну это я так,к максимальной универсальности меня тянет,все хочу для точилки алмазных брусков прикупить комплект. И подумал,а чем алмазная паста хуже. Да и чугун править элементарно,на простой наждачке пять минут,а исходя из исходной толщины этих брусков на мой век хватит точно.
Romario_omsk 05-09-2013 06:28quote:Originally posted by planetaplan:какой пластикда обычное оргстекло.... дешево и сердито...после 320 ленты чугунный притир - зло (есть шанс "нарыть ям") (имхо), делал на бумаге (на плиту керамогранита кладу лист бумаги, чуть пасты и погнали, с промывкой всей системы и рук при смене паст и замене бумажек (обычная снегурочка))))) можно на полоску оргстекла пасту, клин в тиски и погнали...planetaplan 05-09-2013 06:39Сомневаюсь,что можно нарыть ям,а вот убрать "ямы"после шлифовке на гриндере это да. На бумаге я пробовал,доолго и расход пасты большой. На чугуне очень агрессивный съем происходит. Для крупных номеров алмазов чугун отлично.
вулливорм 05-09-2013 09:35ктоб взялся такие массово производить...
Собственно с чугуном работают ребята из "Северная артель",их чугунную площадку для гриндера я брал для себя и товарища,результат пока рано говорить,времени мало прошло,но с чугуном они умеют работать.
slesar 2 05-09-2013 10:18Когда - то давно пробовал чугунякой , дерет . Стал доводить деревяшкой ( бук или др . твердое дерево ) . Сначала 40 , потом 28 - деревяшкой . Затем на деревяшку наматывается ватман и 6 . финиш 2 . Зеркало получается приличное . Грани не заваливаются . Попробуйте .
Romario_omsk 05-09-2013 13:08quote:Originally posted by planetaplan:На чугуне очень агрессивный съем происходитпопробуй в качестве эксперимента одним номером 20 пасты на притире чугун, потом эта же паста это же место оргстекло, потом бумага.... и посмотри результат.....ям нарыть это я имел в виду глубоких рисок.... которые потом сложно выводить....planetaplan 05-09-2013 13:43Я не споорю. Давайте рассуждать. Имеем алмаз 28-20 и разные притиры. Работаем,на самом твердом-чугун кристаллы алмаза цепляются-работают,но глубоко не погружаются в тело притира и работают,как есть. На мягком проникают в тело притира и работают (не 500 грубо,а 1000 грит). Смысл? Не проще 500 пройтись и быстро снять риску от 320,а потом 1000, чем долго елозить по мягкому притиру?Я с абразивом работаю давно и знаю,что перепрыгивать можно максимум 100ку грит иначе риску пр**бать и устанеш выводить. А вот то,что если алмазная паста не качественная и в зернах 28-20 попадается зерно 40 к примеру,то тут да можно нацарапать мама не горюй.
Да.Это актуально.
Дык что там думать, ТС и пусть зарядит партейку Только вот проблема где взять чугуна правильного и нужного калибра.
vlad27k 05-09-2013 23:00колосники для печей чугунные, и ребра там нужных размеров (и разные бывают) но выводить в ровную дофига, там литье хм кривоватое обычно. Зато под рукой, и под ногами обычно бывают, и в хозмагах. Для гриндера работа не трудная. Я сделал пару, из старых, много лет отожженых - работает.
planetaplan 06-09-2013 07:25Точно,это колосник и это не ржа,а нагар у моих.
BlackJack41 06-09-2013 11:49А что скажете насчет притиров из самшита?.. Не торец, а вдоль волокон..
planetaplan 06-09-2013 14:49Кожу не использую. Для финиша-мягкий притир. На дерево клею резину(1-2мм.) или толстый двухсторонний скотч, на неё(него) бумагу в два слоя(снегурочка). В процессе шлифовки бумага забивается снятым металлом, меняю бумагу, протираю клинк, добавляю пасту и все сначала. Кожа, ну а кожа забьется, "засалится" как наждачка. Наждачку можно почистить а кожу?
planetaplan 06-09-2013 19:40Вопрос конечно,а как же на стропе доводка,на кожанном круге Tormekа. Вопрос остался. А,что дерево-бумага это понятно,есть ли более долгоиграющий материал сходный по твердости? Не из упрямства спрашиваю,а для общей информации. Я раз собрался притиры сделать хочется побольше мнений.
lukasq 06-09-2013 20:54quote:Я раз собрался притиры сделать хочется побольше мнений.Чтобы притир снимал металл ровно-его нужно шарожировать алмазом.К примеру закатать пасту в чугун большим подшипником. Затем удалить излишки пасты -стереть ветошью с керосином . Если зерна будут кататься как попало-результат будет не предсказуем. С шарожированным притиром необходимо избегать черезмерного давления при шлифовке-чтобы зерна не вырывать из притира-и не допускать их преждевременной деградации. Работать необходимо с СОЖ -лучше не вонючий керосин от тикурилы. Шарожирование повторять по необходимости. Ваш вариант под каждый номер свой притир-наилучший!В общем схема более-менее понятна.От 80 до 20 зерна чугунОт 20-7 медь7-3 алюминий-пластик-твердое дерево3-0 кожа-фетр,возможна низкооборотистая механизация процесса?Керосин в ларьках не продают тоже вопрос заменителя...
И вопрос к комраду lukasqКакой камень на финишном этапе заменит притир из"хз" и с "хз" номером пасты.Вопрос к подбору материала с идеальным по скорости результату.
lukasq 06-09-2013 22:13quote:От 20-7 медь7-3 алюминий-пластик-твердое дерево3-0 кожа-фетр,возможна низкооборотистая механизация процесса?Керосин в ларьках не продают тоже вопрос заменителя...баловство это-малярный скочь-на твердое основание-излишки пасты убирать пасту чем то вдавливать уже после 5/3 вода будет собираться в крупные капли и легко стряхиваться без остатка. Зеркало будет ессно-хоть смотрись в него quote:И вопрос к комраду lukasqКакой камень на финишном этапе заменит притир из"хз" и с "хз" номером пасты.Вопрос к подбору материала с идеальным по скорости результату."хз" и с "хз" -недопонял, расшифруйте пожалста!Потому и "хз",что не знаю в плане гритности и выбора абразива.Если есть камешек нужной гритности для замены алмаз+притир,то камешек предпочтительней.Чем притир хорош? Все должны понимать,он дает стабильную геометрию и в результате идеальные грани-плоскости.Раньше камни были наше все,а сейчас пусть хотя бы на финише камешки послужат...
lukasq 06-09-2013 22:52quote:Потому и "хз",что не знаю в плане гритности и выбора абразива.Если есть камешек нужной гритности для замены алмаз+притир,то камешек предпочтительней.На майские переспустил вручную клин с Р18 использовал камень М50 с белого электрокорунда-повозился конечно , в заточном в моей теме о геометрии спусков есть фото-а дальше уже после камня пастой (там правда еше спуски были вогнутые).Вместо алмаза -можно на притире использовать свободное зерно мелких фракций карбида или корунда без разницы. Довольно интересный эффект "касуми" получается с небольшим радужным переливом.Фотка жива -сейчас найду и вставлю. Суть: берется ровный твердый притир с хорошо оформлеными радиусами-чтоб не покаряботь о него. На притире месится каша с порошка мелкого и воды-на этой суспензии не касаясь притира (как на воздушной подушке) хаотичными движениями гломени или спуски катаются-приобретают серый матовый оттенок с переливами. На нерже прикольно выглядит -как травление пока не присмотришься. lukasq 06-09-2013 23:01
lukasq 06-09-2013 23:01Вот серое на гломени-это как раз такя шлифовка. клинок с ламината обладки противно мягкие -но не слезла такая отделка до сих пор-а зеркальные спуски все в царапинах (за рукоятку прошу не ругать-ну захотелось намотать самому ).
------------------С уважением, Евгений!
Tolstyk1972 06-09-2013 23:49ИМХО. Чугун по сути железная губка в порах которой графит, разный чугун - разная губка. Надо наверное найти правильный чугун. Печной может не совсем подойдет, надо двигаться в сторону серого.
lukasq 06-09-2013 23:55quote: Печной может не совсем подойдет, надо двигаться в сторону серого.Я так понял серый у вас есть? тот что на гриндеры?Tolstyk1972 07-09-2013 12:00Просто рекомендую попробовать чугун интересная штука, сейчас ТО пробуем делать, короче возимся с ним. Материал с нераскрытым потенциалом в нашем деле, но добыть его сложнее чем заморские железки.
lukasq 07-09-2013 20:57quote:Но обрабатывать чугун на гриндере это жесть,он не точится,вязкий наклепывается и скользит только лента.Пока новая гут.а потом лижет,хотя на вид новая совсем.Вообшето-притиры (на то они и притиры) надо притирать Но подход у вас серьезный к этому делу, моторчик если через частотник на небольших оборотах может и даст какойто толк-но вот на счет кожи чето я сомневаюсь-очень быстро она забьется снятым металлом -надо бы одноразовое что-то. Была у меня бумага типо фото но как самоклеющая пленка А4 формат LOMOND производитель-тока под нее надо хорошо выровнять основание.------------------С уважением, Евгений!
planetaplan 07-09-2013 21:26quote:Originally posted by lukasq:моторчик если через частотник на небольших оборотах может и даст какойто толк-но вот на счет кожи чето я сомневаюсь-очень быстро она забьется снятым металломМоторчик от кондеров работает,маломощный и низкооборотистый.Обороты регулируются силой прижима,надо попробовать,может ни чего и не получится.На пасте 1-0 какой сьем металла? Чисто полировка а лишнее снять тем же обухом можно.Но я не спорю.Хочу попробовать,а так широкий малярный скотч бумажный можно клеить.RazorTVI 08-09-2013 08:37Интересная тема. Алексей, я бы купил один притир под большие алмазы.
planetaplan 08-09-2013 11:18Владимир,в данный момент материала нет,попросил товарища пробить чугунную тему.
Tolstyk1972 08-09-2013 14:47Желаю удачи в начинаниях, буду следить за темой, может подсмотрю чего полезного, особо где чугуна правильного взять
ПЛАТЯН 08-09-2013 18:01тоже пользуюсь притирами но только дюралью и деревянными . для одной пасты два притира из дюраля и дерева. такая форма мне удобна, и больше работаю по вогнутой поверхности но и для плоских поверхностей их же и использую. для мелких номеров ещё обворачиваю плотной бумагой типа ватмана
какой размер "печатей"?
ПЛАТЯН 08-09-2013 19:0215*25мм, кому как удобно
planetaplan 08-09-2013 19:13Это понятно,видимо только мне удобней двумя руками.Мне понравилось видео японца Судзуки Хироси,он сатин делал резиновым шлифком.Нож зажат в тисочки.С 29ой минуты
Так вот я попровал и мне понравилось.Контроль двумя руками держа четкий.А у меня верстак с угловым выступом,так локти положил на стол и одними кистями движения.Но,как говорится у каждого свои привычки,я люблю с "комфортом".
ВладимирН 09-09-2013 22:22quote:Керосин в ларьках не продаютНе проблема,есть.lukasq 09-09-2013 22:45quote:Обратная замшевая сторона.А чем вам лицевая не понравилась? чето уж больно лохмато получилось для мелкой пасты! оно конечно все забьется и блестеть будет со временем но лицевая пожесче былаб. Хотя как говорится -хозяин барин------------------С уважением, Евгений!
planetaplan 10-09-2013 05:33Не знаю ,просто решил,что так лучше будет,посмотрим. Думаю после пары раз пользования станет гладенькой. Владимир,за керосинчик спасибо,обращусь. Керосин+машинное масло в пропорции 1/1 все советуют.
planetaplan 10-09-2013 05:42Еще вот,что узнал. Некоторые шаржируют чугунные притиры. Чем это лучше? Один раз сделал такой притир и... На дольше хватает или сьем металла выше? Столько информации я получил изучая эту тему. Одному не разобраться.
lukasq 10-09-2013 22:44quote:Еще вот,что узнал. Некоторые шаржируют чугунные притиры. Чем это лучше? Один раз сделал такой притир и... На дольше хватает или сьем металла выше? Столько информации я получил изучая эту тему. Одному не разобраться.Сьем металла получается ровнее-риска однороднее , чистота поверхности выше. Вообще катаюшиеся алмазные зерна могут дать неоднородно глубокие царапины-которые потом выводить замучишся-поэтому для шлифовки полировки чаше всего применяют бумагу на твердой подложке-скоч малярный и тд -чтоб зерно закрепить а излишки пасты удаляют. Шарожированый чугун -работает как алмазный брусок.------------------С уважением, Евгений!
planetaplan 10-09-2013 23:11Спасибо,смысл был понятен,но были и есть вопросы.Является ли чугунный притир после первого раза применения с алмазной пастой и вытирания излишков пасты-Шарожированым? Или для этого обязательно надо на сухую алмазы вкатывать?
lukasq 10-09-2013 23:36quote:Является ли чугунный притир после первого раза применения с алмазной пастой и вытирания излишков пасты-Шарожированым? Или для этого обязательно надо на сухую алмазы вкатывать?Не надо путать -случайно забившиеся в поры зерна алмаза с принудительно закатанными в притир-пасту закатывают не на сухую а как она есть пастообразная. Суть именно в том чтоб ее туда закатать (вдавить) подшипник большой хорошо подойдет. В бумагу паста легко втирается даже пальцем-с чугуном сложнее надо именно закатывать-подшипник должен катится-ось надо делать ему. И давить необходимо чтоб зерна впились и не вылетали из притира.------------------С уважением, Евгений!
raven2006yra 15-09-2013 12:34quote:Originally posted by planetaplan:А я пошел искать толстое оргстекло...Ага ... Совесть поимей , карбон на притир пускать planetaplan 15-09-2013 12:51Харашо кстати работает карбон в качестве притира. Но оргстекло мягче. Это у меня не притир,а шлифочек для наждачки,как у японца. У него бамбуковый,а я использовал обрезок карбона.
baggio67 15-09-2013 21:44quote:Совесть поимей , карбон на притир пускатьЭт точно!Вова_Н 15-09-2013 22:13quote:Originally posted by raven2006yra:Совесть поимейДля кого-то килька крупная, а для кого-то и бриллианты мелкие.baggio67 16-09-2013 07:06Забыл сказать спасибо за видео! Некоторые моменты прояснил,а в принципе верной дорогой движемся
planetaplan 12-12-2013 21:51Вот таким притиром 200х85х15мм. разжился.Спасибо ребятам из "Северной артели",сделали не стандартный заказ.Я очень доволен,еще раз Спасибо!
Пожалуйста! А в бубылке водичка или масло? Гляжу поверхность "кирпича" рыжеет.
planetaplan 28-01-2014 22:59Надо керосином разжиться,после работы смываю с фейри остатки пасты,вот и рыжеет.В пузырьке масло.
Alex-kamaz 29-01-2014 08:47Я чего-то не понимаю, осветите один момент. В наждачке изначально абразив нанесен на ровную поверхность, используя её можно просто закрепить на любую относительно ровную поверхность(стол, брусок, пластина) и натягивая основу получим ровную плоскость. В притирах же материал изначально мягче чем в обрабатываемом изделии, скорее притир сточится чем сталь, и возюкать неровной поверхностью по неровной? что получим?И ещё вдогонку вопрос: цель всего действа получить просто зеркало или ровную зеркальную поверхность? Просто если притир маленький типа печать, и полировать частями, то будет же видно на блике что ямы на клинке.
ВладимирН 29-01-2014 09:22quote:Originally posted by planetaplan:Надо керосином разжитьсяЯ ж предлагал!,Есть керосин.planetaplan 29-01-2014 09:30Все не так.1.Притир твердый,наждачка даже сильно натянутая проминается.2.На притире мы работаем с алмазными пастами,коим пофиг,что за сталь ,хоть 67 едениц твердостью.А наждачка простой оксид алюминия,пару раз шоркнеш и лысая.3.Большой широкий ровный притир рулит,сам в этом убедился и заказал себе еще один.Положил клинок на всю плоскость и сразу видно все огрехи,да и завалить ребра сложнее.4.Чугун в качестве притира задолбаешся стачивать,ведь сама суть притира чугуна,пористость в эти микропоры внедряются алмазы и срезают сталь.Они не катаются по чугуну снашивая поверхность,а сидят в в порах.Как то так.Вы лучше попробуйте,сомнения развеются сами.Володя спасибо,надо заехать будет,зимой моя мобильность сильно падает.
Borz87 29-01-2014 13:06чугун не пробовал но сталь и латунь- стачиваются только так. правлю притир постоянно. ручная шлифовка это вообще трудоемкий процесс))
Гриня 29-01-2014 13:32для притиров используют именно мягкий материал: чугун, медь, иногда свинец.
как правильно написал Лукас, притир надо предварительно нашпиговать зернами абразива вдавив их туда. Они будут плотно сидеть в притире и резать только обрабатываемую деталь. Чтобы это получилось хорошо, притир должен быть мягким.
если зерна абразива не внедрены в притир, то он будет стачиваться на равных правах с деталью. Абразив болтается между ними и режет все подряд.
planetaplan 29-01-2014 13:38Паша я у Дениса Шефера в мастерской точно такой же большой чугунный притир видел.С пол года за ним вел наблюдения,Ровный! А он перед сатином на нем 28/20 пастой работает.7/5 на большом латунном куске шлифует. Латунный на треть сточился,чугун ровный.Он свой на "Турбинке" заказывал,что за чугун ХЗ,не знает. Сергей Буров с парнями,так вообще камнями с водичкой шлифуют. Сегодня после 28/20 попробовал вашитой с маслецем понравилось,рисочка ровненькая,геометрия и нажим контролируется легко,да и править камень легче чем чугун,буду пробовать...
Borz87 29-01-2014 13:40в стальной притир алмаз также внедряется, иначе почему лента на гриндере моментально убивается при попытке поправить притир? стачивается он от того, что много свободного алмаза между деталью и притиром. чтобы шлифовать сталь шаржированным алмазами притиром надо вдавить эти самые алмазы в притир и шлифовать уже без добавления пасты.
sovietsky 29-01-2014 14:18На чугуне тру постоянно, если не дома, дома на бронзе, это о пасте 28/20, с ленты перехожу сперва именно на нее дабы убрать ямы и косяки после гриндера. Чугун за много времени (около года) сработался совсем не значительно, да и площадь большая, сейчас пасту разбавляю ВД-40, а тру в основном всякую злую дрянь типа с90в 10в и иже с ними. Алюминий сильнее стачивается, латунь тоже достаточно быстро, но ей присуща паста 14/10, бронза чуть дольше живет чем алюминий и латунь, но меньше чем чугун. 7/5 уже делаю переход на оргстекле, ели дальше полировать, то мягкое дерево и бумага, в плоть до салфеток.
------------------С УважениемД.Ю.ШеферЪ
Borz87 29-01-2014 14:40попробуем чугун, может и мне повезет))
Alex-kamaz 29-01-2014 15:46А где такая паста продается, как в видео, в удобных баночках?
planetaplan 29-01-2014 16:27[email protected]Сюда стучитесь за пастой,Дзержинская судя по отзывам лучшая на постсоветском пространстве.
Северная Артель 29-01-2014 22:13Материал притира должен быть мягче, чем материал обрабатываемого изделия, иначе зерна абразива полезут в само изделие. Даже если чугун не шаржировать, зерна все-равно внедряются в него, занимая место графита. На одном притире - один размер зерна. Количество наносимого абразива нужно подобрать так, чтобы не было лишнего, который не сможет зашаржироваться (ну или хотя бы уверенно цепляться) и будет баластом. Площадь плитки на порядок больше площади клинка, поэтому ее износ по определению будет меньше, при условии ее равномерного использования. То есть работать надо на всей плоскости притира, короткими движениями, но на всей плоскости. Вязкость суспензии (графит + опилок + зерно) надо поддерживать.Края притира скруглить радиусом, иначе ребро может напахать борозды в плоскостях клинка. Может ничего нового не сказал, но лишний раз в ПМ расписывать не надо будет
planetaplan 30-01-2014 20:25Сегодня два часа работал по совету Дениса Шефера с WD-40. спичечная головка пасты размазываем и капля Вэдэшки. Парафин на глазах растворяется и алмаз оседает на притир.Съем происходит раза в три интенсивнее.Нет засаленности парафином клинка и притира,пасты тратится меньше,а самое интересное после того,как вытираешь притир видно на солнце алмазный блеск.Я взял и попробовал на сухую,он работает,не так быстро,но если той же Вэдешкой смывать снятый металл,то пол часа хватило.А рисочка какая чистая,однородная...
Tolstyk1972 24-03-2014 13:44Угадай где твой

Самый большой!
max12312 24-03-2014 21:56quote:Северная Артель posted 29-1-2014 22:13 Click Here to See the Profile for Северная Артель Click Here to Email Северная Артель пожаловаться модератору исправлять исправления Ц Материал притира должен быть мягче, чем материал обрабатываемого изделия+1quote:Площадь плитки на порядок больше площади клинка, поэтому ее износ по определению будет меньше, при условии ее равномерного использованияпо идее износ зависит от равномерности нанесения абразива , т.к он является защитным слоем . а насчёт WD40,смысл?при притирочных операциях всегда применяли диз топливо и керосин, это я к тому что дешевле значительно во первых , во вторых при накапывании проще соблюсти консистенцию слоя, и избавится от излишних трат абразивного материала.МухАН 25-03-2014 12:27quote:WD40quote:и керосинЭто одно и то же практически.------------------С уважением.
Северная Артель 25-03-2014 07:56quote:Это одно и то же практически.Пахнет лучше вд40.МухАН 25-03-2014 23:50Нам его вместо одеколону не использовать .
------------------С уважением.
Северная Артель 10-04-2014 15:40quote:Нам его вместо одеколону не использоватьСолярка основу пасты почти не растворяет.молотоворот 15-04-2014 20:13Добрый вечер!Примите заказ на вот такие позиции притиров с маркировками: 125/100, 80/63, 50/40, 40/28, 20/14, 10/7, 7/5, 3/2 8 штук. Пожалуйста номер карты и счет на почту [email protected] С Уважением Вячеслав.
ErikYa 15-04-2014 21:30Приветствую всех! Притиры опробовал. Есть тонкости. Вещь отличная при умении использования и качественной пасты.Эффективней шкурки. Ребята, спасибо!
planetaplan 16-04-2014 17:19Кто бы в сомнения ставил.Алмаз и оксид аллюминия.Оксид аллюминия заменяется керамикой в абразивных лентах.Стали ножевые уже давно перешагнули 60ед. твердости.Вот и остался один лишь вариант;Керамика в абразивных лентах иАлмазная паста на чугунном притире. Кто еще сомневается пусть попробует...
лесник 29 16-04-2014 18:13А может видео у кого есть как это делается именно на чугунных притирах
МухАН 17-04-2014 01:47quote:Оксид аллюминияНичего, что он имеет твердость по Моосу 9, тверже ТОЛЬКО алмаз? Это я вот к этому: quote:Оксид аллюминия заменяется керамикой в абразивных лентах.Стали ножевые уже давно перешагнули 60ед. твердости.Вот и остался один лишь вариант;Керамика в абразивных лентах иКстати - аЛюминий.------------------С уважением.
planetaplan 17-04-2014 07:37У меня есть ленты с оксидом алюминия и керамика. Первые только по не каленой стали и деревяшке. Наждачка водостойкая тот же оксид. Вот я и ответил,а так да из опыта своих товарищей,что сделали не одну сотню клинков;Раньше уходила гора наждачки,для доводки клинка,а с переходом на чугунный притир... В общем без вариантов.
planetaplan 17-04-2014 09:12И вообще я бы рекомендовал обзавестись алмазным инструментом. Надфелями,хонами. С их помощью можно делать доработку клинка после гриндера. Это мой не полный набор. 
------------------С уважением.
planetaplan 17-04-2014 13:08Хоть и странно,но это так. Скорее всего это из-за самого зерна. Вроде пять минут грызет,а потом лижет и греет,хотя на вид новая лента. А керамика,что 3М,что VSM грызет,до лысости почти. Как они говорят в рекламе из-за слабых связей,происходит постоянное обновление. Не дословно,но типа так. А про ленты было несколько тем,посмотри в поиске.
Северная Артель 17-04-2014 15:15quote:У меня есть круг из корунда на наждаке и ему похрен железки в 68 HRC. Причем особой разницы не чувствуется что каленая железка, что нет. Может дело не в самом абразиве?У круга (наверное он белого цвета даже) постоянно зерно обновляется (выкрашивается), т.е. если за ним пол-дня точить, то круг кончиться и геометрия постоянно требует правки.На ленте керамической один слой зерна, но грани зерен постоянно обновляются за счет выкрашивания.
Старую ленту К2 или ХК можно освежить (обломать грани зерен) алмазным карандашиком...и чутка еще поработать ей.
Северная Артель 17-04-2014 15:20Работал на заточном круге из Кубитрона диаметр 250 мм, удовольствия не получил, но стоит эта штука около 300Е.
planetaplan 17-04-2014 15:50Алмазный карандашик и ленту с оксидом алюминия обновляет,на четверть жизнь ей продлевает.Не удивительно,для заточных кругов эти карандаши и делают.
МухАН 18-04-2014 12:17quote:Может дело не в самом абразиве? Ребят, я для кого это написал???Это я к тому, что не надо гнать на сам абразив, вводя в заблуждение несведущий народ вот этимquote:только по некаленой стали и деревяшкеобвинять можно только конкретное изделие из него.------------------С уважением.
МухАН 18-04-2014 12:27Кстати про Кубитрон II :
quote:Шлифзерно, имеюещее повторяемые размер и форму, изготовлено из керамического оксида алюминия! с добавками вот как то так...------------------С уважением.
Tolstyk1972 18-04-2014 23:02quote:Ребят, я для кого это написал???Это я к тому, что не надо гнать на сам абразив, вводя в заблуждение несведущий народ вот этимТочно, Леха про наждачку говорил, а камень вообще к делу не относится .МухАН 06-05-2014 16:56quote:изготовлено из керамического оксида алюминия Кстати окись алюминия другим и не бывает.Маркетинг-с, блин...------------------С уважением.
МухАН 06-05-2014 17:02Блин, куда пост 107 пропал?..
guns.allzip.org
Притир изготавливают из чугуна, стали, латуни, меди, древесины, кожи, войлока, фетра и др.
Притир — в качестве исходного материала применяют чугун, сталь, латунь, медь, древесину, кожу, войлок, фетр и др.
 Притир чугунный для доводки грубых поверхностей
Притир чугунный для доводки грубых поверхностейВыбор притира зависит от материала обрабатываемой детали,его твердости и требуемого качества обработки поверхности.
Чугун — обеспечивает высокую производительность, необходимуюгеометрию поверхности, но дает более грубую обработку, чемпритиры из более легкого материала.
Чугун используется при обработке наиболее твердых материалов пастами крупных зернистостей. Для изготовления притиров следует применять мелкозернистый чугун с минимальной пористостью.
Сталь — используется вместо чугуна в тех случаях, когда при маломпоперечном сечении притира прочность чугуна оказывается недостаточной.Сталь применяется только для съема больших припусков.
Латунь, медь — лучше использовать при доводке изделий алмазнойпастой средних зернистостей. Для увеличения жесткости притировприменяются стальные сердечники. Медные притиры, при сильномнагреве, склонны к засаливанию, в этом случае их нужно увлажнять.
Древесина различных пород — от твердых (граб, бук, дуб) до самыхмягких (береза, липа) — хорошо удерживает алмазные зерна, снижает расход пасты. Притиры делают из поперечных срезов древесины.
Стекло рекомендуется использовать при полировании полудрагоценных камней, корунда, граната и т.п.
Фибра — применяется для притиров, которые должны хорошо сохранять свою форму при использовании паст средних и мелких зернистостей.Фибра обеспечивает очень низкую шероховатость поверхности.
Кожу, войлок, фетр — следует применять только при использованиипаст мелких зернистостей для окончательной обработки поверхностей и полирования до зеркального блеска. Эти материалы могут быть использованы в виде вращающихся дисков, оправок или вставок при возвратно-поступательном движении.
Для осуществления процесса доводки необходимо, чтобы притиршаржировался, то есть чтобы абразивные зерна вдавливались вего поверхность.
В одном карате алмазного порошка от десятков до сотен миллиардовзерен, поэтому на притир необходимо наносить оптимальное количество пасты, снижая тем самым её расход и себестоимость обработки.
Для пасты каждой зернистости следует применять отдельный притир.При переходе от пасты крупной зернистости к мелкой, обрабатываемую деталь требуется тщательно промыть.
stavincom.ru
Чугунный притир - Большая Энциклопедия Нефти и Газа, статья, страница 1
Чугунный притир
Cтраница 1
Чугунные притиры обеспечивают высокую производительность, хорошо воспроизводят необходимую геометрию поверхности, но дают более грубую поверхность, чем притиры из более мягкого материала. Их применяют при обработке наиболее твердых. Для изготовления притиров следует применять мелкозернистый чугун с минимальной пористостью. [1]
Чугунные притиры меньше изнашиваются, лучше сохраняют свою форму, дают высокую чистоту поверхности. [2]
Чугунный притир представляет собой сплошную тщательно обработанную с одной стороны плиту или кольцо, ширина которого не менее, чем в три раза превышает ширину уплотняющего буртика седла. Для удобства работы ввертывают две рукоятки, при помощи которых притир перемещают по седлу. [3]
Чугунные притиры лучше сохраняют свою форму и обеспечивают высокую чистоту обрабатываемых деталей. Притиры из стекла позволяют снять больше металла при мелкозернистом абразиве и получить лучшую чистоту поверхности, чем чугунные. Доводку отверстий диаметром 3 - 10 мм производят притирами из меди и латуни. [4]
Чугунные притиры меньше изнашиваются, лучше сохраняют свою форму, дают высокую чистоту поверхности. [5]
Чугунные притиры после отжига подвергают двум видам обработки: чистовому точению и взаимной притирке. [6]
Чугунные притиры меньше изнашиваются, лучше сохраняют свою форму, дают высокую чистоту поверхности. [7]
Чугунный притир представляет собой хорошо прошлифованный стержень диаметром 13 8 мм, разрезанный вдоль оси. [8]
Чугунными притирами пользуются также при отделке деталей из закаленной стали. Притиры из красной меди применяются при отделке деталей небольших диаметров - до 10 ч - 12 мм. Притиры, применяемые при окончательной отделке мягкими притирочными веществами, изготовляются из закаленной стали. [9]
При притирке чугунными притирами снимается припуск от 8 до 10 мк. [11]
При работе чугунным притиром достигается грубая обработка, но обеспечивается высокая производительность и требуемая геометрия поверхности. Для изготовления притиров следует применять мелкозернистый чугун с минимальной пористостью. Стальные притиры применяются для съема больших припусков. Медные притиры применяются при доводке алмазной пастой средней зернистости для получения относительно высокой чистоты обрабатываемой поверхности. [12]
Эта работа выполняется чугунным притиром с применением средней пасты ГОИ на сверлильном станке. [13]
Предварительная доводка производится чугунными притирами, а окончательная - стеклянными. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Притиры - Шабрение, притирка и др.
ПритирыКатегория:
Шабрение, притирка и др.
ПритирыРис. 1. Цилиндрические притиры: а — нерегулируемые, б — регулируемый
По форме притиры делят на плоские, цилиндрические (стержни и кольца), резьбовые и специальные (шаровые, асимметричные и неправильной формы).
Притиры могут быть подвижными и неподвижными. Подвижный притир при притирке перемещается, а деталь остается неподвижной или перемещается относительно притира. Такими притирами являются цилиндры, диски, конусы и др.
При использовании неподвижного притира перемещается только обрабатываемая деталь. Такими притирами являются бруски, плиты и др.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1—2 мм на расстоянии 10 —15 мм (рис. 338, а), в которых собираются остатки абразивного материала. Притиры для окончательной притирки делают гладкими.
Цилиндрические притиры применяют для притирки цилиндрических отверстий. Такие притиры бывают нерегулируемые и регулируемые; последние представляют собой разрезную втулку, насаженную на коническую оправку. Регулирование диаметра притира осуществляют гайками.
Конические отверстия доводят коническими притирами, представляющими собой чугунные (реже медные) оправки. Притир для предварительной обработки имеет спиральную канавку для удержания абразивно-притирочного материала.
Притир для обработки наружной конической поверхности представляет собой коническую втулку.
Специальные притиры (сложной формы) применяют для притирки поверхностей различной формы и труднодоступных поверхностей небольших размеров.
Материалы притиров. Притиры изготовляют из чугуна, бронзы, красной меди, свинца, стекла, фибры и твердых пород дерева — дуба, клена и т. п.
Рис. 2. Шаржирование притиров: а — плоского, б — круглого
Наиболее часто притиры изготовляют из чугуна и меди, обладающих необходимыми качествами для удовлетворительного вдавливания абразивов: средней твердостью, плотностью, хорошей износоустойчивостью. Медь труднее обрабатывается и является дорогостоящим материалом, поэтому для доводки и притирки стальных деталей рекомендуется изготовлять притиры из чугуна средней твердости (НВ 100 — 200). Для тонких и длинных притиров используют сталь Ст2 и СтЗ. Твердость НВ 150-200.
Предварительной притиркой снимается большой слой металла, поэтому применяют притиры из мелкого металла (меди). Они удерживают крупный абразив гораздо лучше, чем серый чугун. Для окончательной притирки, когда снимается небольшой слой металла, применяют чугунные притиры. Они удерживают в основном самые мелкие зерна и благодаря твердости облегчают обработку. Стальные притиры изнашиваются быстрее, чем чугунные.
Для окончательной притирки пастами ГОИ с целью получения зеркальной поверхности следует применять притиры, изготовленные из стекла «пирекс» или зеркального литого стекла, которое не должно иметь пузырьков, глубоких царапин и раковин.
Шаржирование притиров твердым абразивным материалом. Существуют два способа покрытия притиров абразивным порошком: прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Плоский притир шаржируют с помощью стального закаленного бруска или валика (рис. 2, а). Круглый притир диаметром более 10 мм шаржируют на твердой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок. Притир прокатывают с помощью другой плиты до тех пор, пока абразив не будет вдавлен в притир равномерно по всей поверхности (рис. 2, б).
После шаржирования с притира удаляют остаток абразивного порошка волосяной щеткой, притир слегка смазывают и применяют для работы без добавления свободного абразивного материала до тех пор, пока притир не перестанет* обрабатывать деталь.
Прямой способ шаржирования притиров имеет ряд преимуществ: притир шаржируется больше, при притирке более крупные зерна абразива размельчаются или вдавливаются глубже в плиту; точность доводки притиром при прямом шаржировании выше, чем при косвенном шаржировании.
Косвенный способ шаржирования заключается в покрытии притира слоем смазки и посыпания на смазку абразивным порошком. В процессе шаржирования зерна абразива вдавливаются в материал притира, так как он мягче, чем притираемая деталь.
Работают притиром до полного затупления абразивных зерен. Прибавлять новый абразивный порошок во время работы (особенно перед окончанием притирки) не следует, так как это ведет к снижению точности обработки.
—
В технологии доводочных операции при изготовлении инструмента и деталей оснастки значительную роль играют притиры. Форма рабочей поверхности притира соответствует форме обрабатываемой поверхности, поэтому точность последней зависит от точности поверхности притира. Так как в процессе доводки форма притира непрерывно изменяется, он должен быть достаточно жестким и незначительно изнашиваться под действием паст. Высокая износостойкость притира позволяет направлять воздействие доводочного материала преимущественно на обрабатываемую поверхность и сохранять точность притира возможно дольше, что непосредственно сказывается на точности обработки.
В инструментальном производстве притиры изготовляют из стали, чугуна, стекла и пластмасс, которые должны характеризоваться однородностью состава, структуры и твердости, так как это оказывает существенное влияние на точность получаемой поверхности и на производительность процесса.
Доводку инструментов и оснастки с твердостью не ниже HRC 50 осуществляют притирами из чугуна. Рекомендуется использовать серый перлитный чугун без твердых включений и пористости с равномерно распределенными выделениями графита в виде отдельных гнезд и тонких пластинок, малозавихренных и не переплетающихся между собой следующего состава, %: C = 2,8…3,1; Mn = 0,5…0,7; Si=1,8…2; S = 0,1…0,12; Р = 0,1…0,3. Доводку производят абразивными порошками или пастами, наносимыми на рабочую поверхность притира.
Различают притиры для обработки плоскостей, профильных поверхностей, наружных и внутренних тел вращения, резьбовых поверхностей и т. д., а также для черновых и чистовых доводочных операций. У чистовых притиров рабочая поверхность гладкая, а у черновых — с канавками.
Доводочные плиты. Слесарю-инструментальщику необходимо иметь три плиты размером 300X300 мм из серого перлитного чугуна твердостью НВ 140…240 без каких-либо включений и пористости.
После черновой механической и после термической обработки плиты поступают на чистовое строгание или шлифование. Если после чистовой обработки неплоскостность плит будет не более 0,02…0,03 мм на длине 500 мм, то приступают к их притирке так называемым методом трех плит. Вначале проверяют поверхность каждой плиты, чтобы определить погрешность ее формы — вогнутость или выпуклость, затем плиты нумеруют.
Притирку рекомендуется производить на специальном столе. Вначале притирают плиты с одинаковой формой поверхности. Плиту № 1 укрепляют на столе, наносят на нее микропорошок М14 с керосином и растирают по всей поверхности тряпкой. Затем на эту плиту накладывают рабочей поверхностью плиту №2 и перемещают ее возвратно-поступательным движением во всех направлениях, время от времени поворачивая на 180°. Притирку повторяют до тех пор, пока впадины на поверхности обеих плит не будут устранены. Затем берут плиту №3 и притирают ее с плитой №1. После притирки плиты № 1 ее снимают и на стол устанавливают плиту №2, по которой таким же образом притирают плиты №3 и 1. Потом на столе закрепляют плиту № 3 и по ней притирают сначала плиту №2, а затем плиту №1.
Технологический процесс притирки следует повторить, но уже с микропорошком М5.
Подготовленную таким образом плиту №1 предназначают для грубой доводки деталей, плиту №2 — окончательной доводки и шаржирования плит для доводки концевых мер, плиту №3 — только для шаржирования чистовой плиты, применяемой при доводке концевых мер.
Очень часто слесари-инструменталыцики используют доводочные плиты, рабочая поверхность которых разделена на три участка. Участок предназначен для предварительной доводки, II — для чистовой и III — для окончательной. Доводочные плиты по мере износа их рабочих поверхностей перешлифовывают и притирают по методу трех плит.
Для доводки одновременно двух поверхностей профильных и высотных шаблонов применяют раздвижные плиты. В зависимости от размеров шаблона одна из рабочих поверхностей перемещается и может быть закреплена на заданном расстоянии.
Притиры для доводки отверстий изготовляют в виде втулок, насаженных на оправки. Притиры бывают регулируемые и нерегулируемые. Первые снабжены устройством, которое позволяет увеличивать наружный диаметр в процессе доводки. Вторые — с постоянным наружным диаметром, их применяют для доводки отверстий малых диаметров, конических и резьбовых поверхностей.
Распространены различные притиры с внутренним конусом (1:50, 1:30). Хорошо зарекомендовали себя круглые притиры с эксцентриковыми или прямыми канавками. Лучшие результаты получены при использовании притира с короткими косыми канавками глубиной 0,8…1,0 мм и шириной 1,0… 1,5 мм. Канавки выполняют роль резервуаров, в которых удерживается абразивная паста. В процессе доводки она постепенно поступает на рабочую поверхность.

Рис. 3. Плиты-притиры.
Для доводки глубоких отверстий малого диаметра в матрицах, пресс-формах и кондукторных втулках целесообразно применять упругий притир. Его изготовляют следующим образом. Навитую на цилиндрическую оправку и закрепленную с двух сторон в натянутом положении проволоку сошлифовывают до размера h, затем правят, рихтуют и разрезают на отдельные лепестки, которые вставляют в оправку и закрепляют винтами. В зависимости от диаметра отверстия детали может быть два или три лепестка, каждый из которых изгибают по форме, показанной на рис. 4. Длину лепестка и радиус изгиба выбирают в зависимости от диаметра обрабатываемого отверстия. После сборки притир шаржируют абразивной пастой.
Рис. 4. Притиры с канавками.
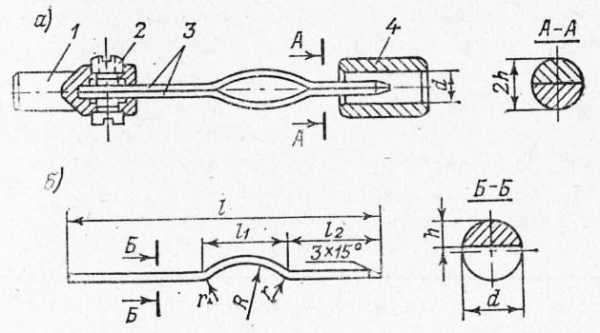
Рис. 5. Упругий притир.
Перед введением притира в отверстие его лепестки занимают положение, показанное на рис, 5 а. Деталь совершает возвратно-поступательное движение относи-тельно вращающегося притира (или наоборот). Число двойных ходов в минуту — 70…80. Притир не теряет упругих свойств в течение 60…80 мин. работы.
Стеклянные притиры. Наилучшие результаты обес-печивают притиры из стекла МКР-1 (Пирекс) и Л Кб, характеризующиеся значительной твердостью и прочностью, высокой химической устойчивостью, малым коэффициентом теплового расширения и по сравнению со стеклом других составов весьма малым износом. Малый износ стеклянного притира под воздействием паст способствует не только сохранению его точности в течение продолжительного времени, но и повышению про- изводительности процесса, а также экономии паст.
Читать далее:
Приемы притирки
Статьи по теме:
pereosnastka.ru
Притиры для доводки металлов - Шабрение, притирка и др.
Притиры для доводки металловКатегория:
Шабрение, притирка и др.
Притиры для доводки металловПритиром называется инструмент, которым производят притирку деталей. В зависимости от формы и размеров обрабатываемых поверхностей притиры можно разбить на несколько групп: плоские —в виде дисков, плит и брусков; цилиндрические— для доводки и притирки наружных и внутренних цилиндрических поверхностей; притиры для конических поверхностей и специальные притиры. Конструкция притира определяется видом поверхности детали, для доводки которой он предназначен. Притиры могут быть подвижными и неподвижными.
Подвижные притиры во время притирки или доводки деталей перемещаются, а деталь либо остается неподвижной, либо перемещается относительно притира. К подвижным притирам относятся диски, цилиндры, конусы, а также вращающиеся притиры с горизонтальной или вертикальной осью вращения.
Неподвижные притиры во время работы остаются неподвижными, а притираемая деталь перемещается. К числу таких притиров относятся плиты, бруски и др.
Материал притиров должен быть мягче материала обрабатываемой детали. Это необходимо для того, чтобы зерна абразивного порошка вдавливались в поверхность притира. Притиры изготовляют из серого чугуна, мягкой стали, меди, бронзы, свинца, твердых пород Дерева и др.
Для предварительной притирки, когда снимается большой слой металла, следует пользоваться притирами из более мягких материалов, например из меди или сурьмы, которые удерживают крупный абразив лучше, чем, например, серый чугун. Такие притиры снабжают канавками глубиной 1—2 мм, расположенными на расстоянии 10—15 мм одна от другой (см. рис. 172,а, б, в). В канавках собирается притирочный материал. На притирах для окончательной притирки канавок не делают. Для окончательной притирки или доводки, когда снимается небольшой слой металла, нужно применять чугунные притиры, так как чугун удерживает только самые мелкие абразивы, что и требуется при тонкой притирке. Притиры из свинца и дерева используют лишь для наведения блеска, после того как детали уже приданы окончательные размеры.
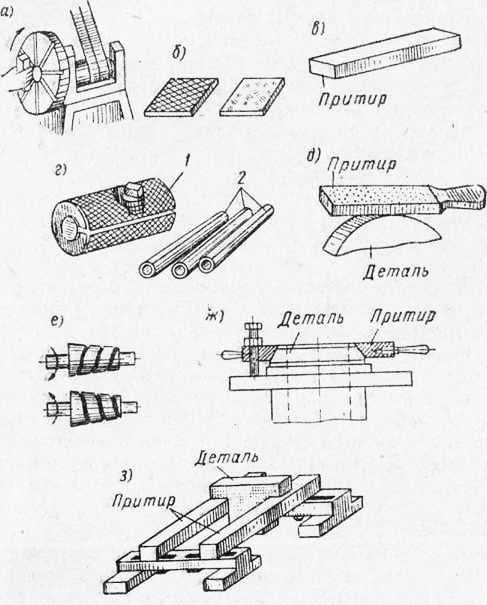
Рис. 1. Виды притиров: а—вращающийся диск (притир), установленный на простом доводочном станке; б и в — притиры в виде плит и брусков; г — притиры (разрезные втулки) для наружных (/) и внутренних (2) цилиндрических поверхностей; д — притир (чугунный или стеклянный) в форме напильника; е и ж — притиры для конических поверхностей; з — специальный притир
Требования, предъявляемые к притирам, и уход за ними. Любой режущий инструмент копирует свою форму на обрабатываемой поверхности детали. Как известно, доводка и притирка являются окончательной, финишной операцией, поэтому к основному инструменту— притиру — предъявляются повышенные требования,.
Основными требованиями, предъявляемыми к притирам, являются следующие: 1) геометрическая форма притира, предназначенного для доводки наружных и внутренних поверхностей тел вращения, должна соответствовать форме обрабатываемой поверхности. Допустимые отклонения от геометрической формы при изготовлении притиров составляют несколько микронов или десятые доли микрона; 2) притиры, предназначенные для доводки плоскостей, во избежание вибрации должны иметь необходимую толщину или ребра жесткости. Рабочая поверхность должна быть выполнена с высокой точностью. Допустимые отклонения от плоскости 0,04—0,001 мм; 3) на рабочих поверхностях чистовых притиров не допускаются риски, царапины, забоины и другие дефекты; 4) твердость притиров должна быть ИВ 100—200; 5) рабочая поверхность притиров должна быть обработана не ниже 8-го класса чистоты и притерта; 6) диаметры притиров для доводки наружных и внутренних поверхностей тел вращения должны обеспечивать некоторый зазор между притиром и обрабатываемой поверхностью. Например, при черновой, доводке зазор между притиром и обрабатываемой поверхностью должен быть от 0,4 до 0,1 мм, а при чистовой — от 0,1 до 0,05 мм.
Притир является точным инструментом, к которому в процессе его эксплуатации предъявляются очень высокие требования. Допуски на износ или деформацию притира очень малы и составляют несколько микронов. Чем выше точность доводки, тем более жесткие требования предъявляются к инструменту. Стоимость притиров высокая, поэтому слесарь должен всегда помнить об этом и правильно их эксплуатировать.
Основные правила эксплуатации притиров и ухода за ними следующие: а) при выполнении до-водочно-притирочных работ необходимо пользоваться только притирами, находящимися в хорошем техническом состоянии и точность которых проверена. Нарушение этого правила ведет к браку в работе; б) перед началом работы притиры следует очистить от смазки, протереть насухо ветошью или марлей, проверить их точность; в) на рабочих местах и в кладовых притиры должны содержаться в надлежащем порядке. Притиры-стержни и другие точные и мелкие притиры должны храниться в специальных футлярах или деревянных ящиках. Случайный удар может испортить притир. Во избежание порчи рабочей поверхности притиры как на рабочих местах, так и в кладовых не должны соприкасаться с другими притирами, инструментами или деталями; г) после работы притиры должны быть очищены от абразивно-доводочных материалов, промыты и протерты насухо ветошью или марлей, проверены на точность и смазаны бескислотным вазелином или маслом.
Читать далее:
Способы доводки
Статьи по теме:
pereosnastka.ru
Вопрос по притирам
zayakin 24-05-2016 12:24Доброго времени суток, господа мастеровые!Возникла необходимость обзавестись притирами для полировки клинков. Есть материал-чугун, латунь, есть доступ к станкам. А вот с формами и размерами...Кому не жалко, поделитесь информацией о притирах, которыми пользуетесь. Фото и размеры приветствуются :-)Заранее всем благодарен!
pepa.s 24-05-2016 12:46Размеры от небольшой притирочной плиты до 0.5 см. в квадрате.Чугун,дерево разной твёрдости,бумага офисная,туалетная.
------------------С уважением pepa.s.
alex1362853 24-05-2016 13:28Прошу прощения у ТС, если против удалю. Дабы лишних тем не плодить.Вот бы еще опытные поделились простым алгоритмом по использованию алм паст. Или ткнули носом где такой лежит. Тем много, но резюме, как такового не нашел. Споры, обсуждения, многа букаф...Для начинающих, как я это примерно вижу (алгоритм). Более/менее понятно до п.3 далее просто от балды:1. Гриндер 120/180.2. Паста 60/40 - притир чугун (сталь обычная, черная, но хуже, ибо Алексей сказал, - "чугун рулит".). Результат - плоскость и .....грит наждачки.3. Паста 40/28 - притир чугун (сталь обычная чёрная, но хуже, ибо см. П.2). Результат - 320-400 грит наждачки.
4. Паста 28/20 - ....5. Паста 7/5- ...6. Паста 1/0 - ...7. Все, триндец. Ты чемпион. Возьми с полки пирожок.Собираюсь тоже осваивать этот вид искусства. "Он хотел созорничать, но не знал с чего начать."Пытаюсь систематизировать нижесказанное.
Misantrop 24-05-2016 14:00Кроме перечисленных материалов еще неплохо себя показали алюминий и медь. А вот латунь, даже самая вязкая, откровенно не понравилась. Кстати, до притиров, особенно на вогнутых поверхностях, хорошо работают водные камни (мелкого зерна и достаточной мягкости связки). "Карандаши" квадратного сечения с гранью около 1 см. Предварительно замачивать, работать торцом под углом около 45 градусов. Очень быстро на камне нарабатывается профиль, повторяющий профиль этого участка лезвия, так что выравнивание идет весьма быстро и качественно. А уже после этого - притир нужного профиля
Almas52 24-05-2016 14:23Интересный вопросик, тоже не всегда понимаю что нужно делать.
quote:Originally posted by alex1362853:1. Гриндер 1202. Паста 100/80 - притир чугун (можно латунь, но хуже. Ибо стирается быстро и ...По своему опыту скажу, что клинок (сталь не помню, калёная, бутылку цепляет) заканчивал на гриндере Р-250. Потом пробовал пасту 60/40 с WD-40. Притир - СD-диск(обломок)на алюминиевом бланке. Плохо убирает риски. Пришлось переходить на шкурку Р-320, пока не убрал все предыдущие риски и не добился ровной матовой поверхности. Куда дальше двигаться не решил.kolyabokov7 24-05-2016 14:37Со сталями до 60 ед. предпочитаю наждачку.Более твёрдые чугун - 60/40, 40/28, 28/20;латунь - 20/14, 14/10Дальше малярный скотч на притир.Можно не много варьировать, но идеал подбираешь уже сам под себя.
vityuxa 24-05-2016 15:15quote:идеал подбираешь уже сам под себя.Точняк, Коль! Каждый прав по своему, задача всегда, минимализировать процесс, но качество на выходе, прямо пропорционально потраченному трудочасу. Альтернатива дорогущие станки.Almas52 24-05-2016 15:28quote:Originally posted by vityuxa:задача всегда, минимализировать процессНе совсем. Скорее оптимизировать. Пастами первый раз попробовал, грязи много, а результат практически никакой. Вот и хочется понять покупать набор чугуниевых притиров, шобы феншуй не придрался, или так тереть, люминькой со шкуркой?alex1362853 24-05-2016 15:28Спасибо, Николай. А 60/40 после какой ленты начинаете работать?
cartuz 24-05-2016 17:10Темку не удаляйте. Надо очень.
grafolog 24-05-2016 18:56Неделю назад попалась на глаза чугунная плита 500на500мм и коробочка пасты 40/28.Решил клинок К-110 после 120 ленты шлифануть.На выходе результат как после 320 или 400 бумаги(3М),но бюджетно.Работал в резиновых перчатках,затем все протер ацетоном и помыл.Пришел к выводу-на хорошей притирочной плите с алмазными пастами работать одно удовольствие.Если заниматься по серьезному,хорошо иметь на рабочем месте и хорошие притиры.
blackmefisto 24-05-2016 20:13вопрос знатокам!)а кто нибудь пробовал использовать в виде притиров титан?)
planetaplan 24-05-2016 20:35Чугун притиры рулят...
Misantrop 24-05-2016 21:15quote:Изначально написано blackmefisto:вопрос знатокам!)а кто нибудь пробовал использовать в виде притиров титан?)Основное требование к материалу притира - способность захватывать и жестко фиксировать зерна абразива, облепляя при этом погруженную часть зерна достаточно надежно. По этому критерию титан должен подойтиkolyabokov7 24-05-2016 21:25quote:Originally posted by alex1362853:А 60/40 после какой ленты начинаете работать?Обычно после 120 или 180, но тут можно и после 80, всё равно неровности плоскости имеются и их выравниваешь 60/40max12312 24-05-2016 22:13Притир должен быть мягче обрабатываемой детали,алюминий, медь, магний отлично трут,чем чугун хорош , не понимаю .
blackmefisto 24-05-2016 22:45у меня на голом титановом притире получаются слишком глубокие царапиныпока что маюсь с молярным скотчем и пастой 60/40 на титане
Gegemon_17 24-05-2016 22:57.
Dimmu44 24-05-2016 23:28Сегодня шлифовал бронзовым притиром с алмазной пастой 60/40 s90v, очень долго, затем попробовал чугунным притиром - на много быстрее. Для грубых паст, где надо вывести глубокие риски, чугун однозначно!
Slava B 25-05-2016 12:19Была пластинка бронзы, то ли латуни,использовал под больстера.Зафигачил притиры, вырабатываться начала моментально,то и дело правил, может от марки металла зависит,выкинул :-0Продолжаю тереть чугунием, или наждачкой !-)
Joch 25-05-2016 04:26Ну у кого как, а я по такой схеме шлифую/полирую:60/40 - притир - сталь листовая горячекатанная (простая чернуха)40/28 - так же чернуха28/20 - бронза14/10 - чернуху оборачиваю наждачкой 2500 шведской (выносливая, долго не протирается и зерно меньше, чем у пасты, не портит)7/5 - та же наждачка, но уже чистой стороной (без абразива)3/2 - тоже чистая сторона наждачки на притире1/0 - думаю то же самое - чистая сторона наждачки на притире (но пока не дошел до этого номера)
Формы притиров разные (рабочая плоскость): 10х40, 20х30, 20х40, 40х40, 30х30, 10х20... Подбирал размеры на глаз, смотря только на возможную площадь и особенности обрабатываемой поверхности: обух, фальшлезвие, спуски, тупье..
planetaplan 25-05-2016 08:10Надо притирать сразу на 28-20(чугунный притир) и следующий номер 7-5 на латунь-медь притире. Это под сатин на наждачке Р600. На гриндере финиш Р320,именно качество слесарки позволяет переходить на 28-20 пасту минуя крупные зерна и это избавит от лишней работы и крупных царапин. В общем качество слесарки наше все!
blackmefisto 25-05-2016 08:49quote:Изначально написано planetaplan:Надо притирать сразу на 28-20(чугунный притир) и следующий номер 7-5 на латунь-медь притире. Это под сатин на наждачке Р600. На гриндере финиш Р320,именно качество слесарки позволяет переходить на 28-20 пасту минуя крупные зерна и это избавит от лишней работы и крупных царапин. В общем качество слесарки наше все!категорически согласен
пробовал после 120й ленты потом на гриндере убирать 220й потом 320йеще не постиг дзен в слесарке, но тоже подумал, что делать надо именно так в целях экономии времени
С уважением
Dimmu44 25-05-2016 09:37quote:На гриндере финиш Р320А какие ленты используете? VSM? И по злым сталям как? Работает? Я на s90v после 120 ленты vsm , убирал риски пастой 60/40 чугунным притиром, терпимо, но хотелось бы побыстрееMark134 25-05-2016 10:08Послежу
planetaplan 25-05-2016 10:53quote:Изначально написано Dimmu44:А какие ленты используете? VSM? И по злым сталям как? Работает? Я на s90v после 120 ленты vsm , убирал риски пастой 60/40 чугунным притиром, терпимо, но хотелось бы побыстрееВСМ мышкины какашки Р320
Dimmu44 25-05-2016 11:27quote:ВСМ мышкины какашки Р320Понял, спасибо!GhostAntoha 25-05-2016 11:41quote:а кто нибудь пробовал использовать в виде притиров титан?)Пробовал работает плохо, на много лучше результат получается с помощью бумаги или любая ровная поверхность обмотанная малярным скотчем.Viziter 25-05-2016 11:43Не забывайте про износ притира. Даже на чугунном со временем образуется выработка которую очень трудно убрать из за шаржирования металла алмазом. Для борьбы с этим пользую притиры в виде кружка диаметром около 30мм и который постоянно поворачиваю при работе на клинке, также есть притиры в форме прямоугольника, но тоже размерами чуть шире клинка. Притиры использую из чугуна, бронзы и меди. Для притирки района рикассо пользую притир с клиновидной формой. Чугун у меня работает на зернах крупнее 20, мелким зерном работаю бронзой и медью. Ну и покупку притира считаю лишней, уж пяточок диаметром 30мм из чугуна или цветнины всегда можно найти и обточить до нужной формы.
pepa.s 25-05-2016 16:05Нету здесь универсального совета ,под разные железки нужно разную схему подбирать притир паста и разные приёмы использовать.Все на своих шишках тренируются .В любом случае это нудно и долго.Лучше всего спрашивать у комрадов более конкретно ,называя сталь ,которую собрались полировать ,так больше конкретной инфы получите.
------------------С уважением pepa.s.
assasincrdo 25-05-2016 17:12Вот что посоветуйте с s125v 63hrc , ленти А237 просто сколзит по нему , компанудним vsem р400 еле норм сотин ложил но и то видни некотрие грубие риски , с какой пасти начать и притини?
planetaplan 25-05-2016 21:23quote:Изначально написано assasincrdo:Вот что посоветуйте с s125v 63hrc , ленти А237 просто сколзит по нему , компанудним vsem р400 еле норм сотин ложил но и то видни некотрие грубие риски , с какой пасти начать и притини?Сталь какая и сколько твердостью,вообще не имеет ни какого значения. Качественная слесарка,только новыми лентами и эта злая железка будет,как елмакс обрабатываться.
Dimmu44 26-05-2016 10:36quote:с какой пасти начать и притини?Сложно сказать, как выше сказали зависит от качества слесарки. У меня сейчас на обработке клин из s90v. После ленты vsm p 120, начал шлифовать алмазом 60/40 на бронзовом притире. Довольно быстро, но остались некоторые риски, очень глубокие. Сними я долго бился, так и не вывел. Перешел на чугунный притир. Пошло веселее. Но все равно долго. Потом перешел на пасту 100/80. Риски ушли. Наверное были после 24-ой ленты. Вторую сторону сразу начал с пасты 100/80 на чугуне - 30 мин и усе. Наверное больше зависит от конкретного случая и опыта.zayakin 26-05-2016 12:09Я благодарен всем написавший в теме!Но...Обсуждение ушло совершенно в другую сторону, хоть и подчерпнул полезной информации, но вопрос был по форме и размерам притиров. Хотелось бы об этом услышать компетентные мнения.
pepa.s 28-05-2016 11:34У меня самый рабочий размер в среднем это 30х20х8мм
------------------С уважением pepa.s.
guns.allzip.org
Чугунный притир - Большая Энциклопедия Нефти и Газа, статья, страница 2
Чугунный притир
Cтраница 2
Доводку производят ва круглых чугунных притирах пастой на основе алмазного порошка АСМ5 для получения 10 и 11-го класса чистоты. В качестве смазки при доводке пастой применяют керосин. [16]
Вал отшлифован и притерт чугунным притиром. Чистота поверхности не должна быть хуже VII при нецнлиндрнчности не более 2 мкм. [17]
Вал отшлифован и притерт чугунным притиром. Чистота поверхности не должна быть хуже VII при нещишндрнчности не более 2 мкм. [18]
Опытные данные по доводке чугунными притирами с намазкой абразивной смесью из белого электрокорунда разной крупности показывают, что съем металла увеличивается по мере укрупнения зерен до М20; дальнейшее увеличение размеров зерен приводит к ухудшению чистоты поверхности ( фиг. [19]
Притирка окислительными пастами производится твердым чугунным притиром ( грубая и средняя пасты) или полировальником из зеркального стекла либо стекла пирекс ( средняя и тонкая пасты), причем через каждые 2 - 5 мин. [20]
Предварительную притирку ведут на чугунном притире с применением наждака, окончательную - на стеклянном с пастой ГОИ. [21]
При шлифовании пастой ГОИ применяют чугунные притиры. [22]
К нижним концам шпинделей прикрепляются чугунные притиры 12, которыми производится притирка уплотнитель-ных колец арматуры. [23]
При шлифовании пастой ГОИ применяют чугунные притиры. [24]
При шлифовании пастой ГОИ применяют чугунные притиры. На рабочую поверхность притира наносят тонкий слой грубой пасты ГОИ, прижимают к шлифуемой поверхности диска и поворачивают на угол 30 - 40 в ту и другую сторону, одновременно поворачивая ротор через равные промежутки времени. Шлифование начинают грубой пастой, затем переходят к средней и тонкой. После шлифования рабочей плоскости ее проверяют на биение и на правильность геометрии. [26]
Для доводки резьбовых деталей применяют разжимные чугунные притиры. [27]
Для доводки резьбовых деталей применяют разжимные чугунные притиры. Резьбу по среднему диаметру доводят резьбовыми притирами, наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы доводят гладкими притирами. Притир для доводки наружной резьбы показан на фиг. Деталь закрепляют в патроне реверсивной доводочной головки. [28]
Правка стеклянных притиров аналогична правке чугунных притиров с той лишь разницей, что в качестве абразива применяют порошок зернистостью М28, М14, а в качестве смазочного материала - чистую воду. Притиры считают годными к работе, если их поверхность имеет неплоскостность 1 5 - 2 мкм. [29]
Доводку протяжек осуществляют с помощью специальных чугунных притиров, шаржированных доводочными пастами. [30]
Страницы: 1 2 3 4
www.ngpedia.ru