Большая Энциклопедия Нефти и Газа. Пайка стекла
Пайка - стекло - Большая Энциклопедия Нефти и Газа, статья, страница 2
Пайка - стекло
Cтраница 2
Химические реакции, развивающиеся по цепному механизму, широко применяются в технике и в машиностроении. Процессы горения используются не только для создания различного типа горелок ( для сварки и резки металлов, резки бетона, пайки стекла и кварца) или газовых печей ( металлургия и термообработка металлов), но и для работы двигателей внутреннего сгорания, двигателей реактивных авиационного типа и других. [16]
В большинстве мощных генераторных ламп с искусственно охлаждаемыми внешними анодами окончательная заварка соединяет два узла: катодно-сеточную ножку и анод с приваренным к нему стеклянным баллоном. В лампах с дисковыми или кольцевыми спаями окончательная сборка узлов может осуществляется как путем сварки двух частей стеклянной оболочки, так и с помощью пайки стекла с металлом высокочастотным нагревом последнего. Наконец, сборка двух или более узлов мощной генераторной лампы может быть выполнена на медных или медненых стальных фланцах, предварительно спаянных с частями стеклянной оболочки лампы; окончательная сборка лампы осуществляется путем соединения фланцев через прокладку со стягиванием их болтами. В случае медных фланцев прокладка из тонкой золотой фольги ( толщиной порядка нескольких десятков микрон) обеспечивает надежную вакуумплотную и механически прочную пайку обоих фланцев за счет взаимной диффузии золота и меди при прогреве лампы в печи ( около 500 - 525 С) во время ее откачки. [18]
Во время сборки стеклопакета между склеиваемыми поверхностями обоймы и стекла прокладывают смоченную спиртом бутафольную пленку. Стеклопакеты подвергают подпрессовке, укладывают на тележку и продувают полость стеклопакета сухим воздухом. Тележка с несколькими стеклопакетами подается в термостат, где при давлении 0 15 - 0 3 МПа и температуре 120 С стек-лопакеты прочно склеиваются. При их изготовлении на стеклянные листы сначала наносят полоску меди, которую затем покрывают оловом. Последней операцией является пайка стекла с обоймой. [19]
Во время сборки стеклопакета между склеиваемыми поверхностями обоймы и стекла прокладывают смоченную спиртом бутафольную пленку. Далее стеклопакеты подвергают подпрессовке, укладывают на тележку и продувают полость стеклопакета сухим воздухом. Тележка с несколькими стеклопакетами подается в термостат, где при давлении 0 15 - 0 3 МПа и температуре 120 С стеклопакеты прочно склеиваются. При изготовлении паяных стекло-пакетов на стеклянные листы сначала наносят полоску меди, которую затем покрывают оловом. Последней операцией является пайка стекла с обоймой. [21]
После проведения наблюдений при нескольких выбранных температурах трубку снова охлаждают в холодной бане, тонкий кончик разбивают и добавляют соответствующий компонент. Трубку запаивают, доводят до комнатной температуры, взвешивают со всеми тремя кончиками и производят новые наблюдения. Эту процедуру продолжают до тех пор, пока не будет получена вся необходимая информация или трубка не наполнится, или тонкий кончик не станет слишком коротким, чтобы запаивать его снова. С одним первоначальным наполнением часто удается произвести шесть-восемь запаек. Поэтому в этих случаях применение манометра редко оправдывает дополнительную пайку стекла, ослабление трубок и неудобства при работе с этим прибором. [23]
После проведения наблюдений при нескольких выбранных температурах трубку снова охлаждают в холодной бане, тонкий кончик разбивают и добавляют соответствующий компонент. Трубку запаивают, доводят до комнатной температуры, взвешивают со всеми тремя кончиками - и производят новые наблюдения. Эту процедуру продолжают до тех пор. С одним первоначальным наполнением часто удается произвести шесть-восемь запаек. Поэтому в этих случаях применение ма нометра редко оправдывает дополнительную пайку стекла, ослабление трубок и неудобства при работе с этим прибором. [25]
Так, при варке стекла поверхностное натяжение определяет удаление пузырей из стекломассы - осветление. При образовании пузырей в стекломассе величина их зависит от величины поверхностного натяжения стекломассы на границе с газовой фазой пузыря. Точно так же при образовании в стекломассе неоднородностей, состав которых отличается от состава основной стекломассы, форма выделившейся неоднородности будет зависеть от величины поверхностного натяжения на границе двух фаз: основной стекломассы и неоднородности. Поверхностное натяжение стекломассы влияет также на адгезию стекломассы к поверхностям металлических форм, оказывая, таким образом, влияние на формование стеклянных изделий. Большее значение поверхностное натяжение имеет в технологии эмалирования, а также при пайке стекла с металлами и другими материалами. [26]
Бензол, который вводили через силикагелевый фильтр, был затем заморожен при помощи жидкого азота. Отверстие, через которое вводили углеводород, запаивали и систему откачивали до остаточного давления ниже 1 10 - 3 мм рт. ст. Растворенные газы были удалены четырьмя сублимациями между двумя охладительными ловушками; первые две сублимации осуществляли путем добавления жидкого азота, а две другие - при использовании охладительной смеси двуокиси углерода с ацетоном. Верхние 2 5 см твердого бензола расплавляли, пары конденсировали в одном из капилляров, а затем замораживали в жидком азоте. Весь остаток бензола конденсировали в другой ловушке, применяя тот же охладитель. В этом методе был предотвращен пиролиз паров бензола в процессе пайки стекла. [27]
Страницы: 1 2
www.ngpedia.ru
Донской Государственный Технический Университет Кафедра: “Машины и Автоматизация Сварочного Производства” Реферат на тему: «Особенности пайки стекла и ферритов» Выполнил студент группы Проверил ДТН, проф. Чуларис А. А. г. Ростов-на-Дону 2003 г. Содержание I Введение. 3 II Основная часть. 4 III Список использованной литературы.. 9 Пайку металла со стеклом применяют при создании разного рода вакуумных приборов (гермовводы, смотровые окна и т.п.), при изготовлении ламп накаливания (от миниатюрных до мощных генераторных), в производстве крупных зеркал оптических приборов, для облицовывания внутренней части труб нефтепроводов и т.д. Расплавленные стёкла хорошо смачивают все металлы при условии наличия на их поверхности адсорбирующего слоя окисла и нагрева до соответствующей температуры. Образование прочного соединения между металлом и стеклом зависит от напряжений в зоне спая, наличия газовых пузырей, процесса электролиза и расстекловывания стекла. Спаи металла со стеклом могут быть согласованными и несогласованными. Согласованные спаи образуются между стеклом и металлом с равными или близкими температурными коэффициентами линейного расширения (ТКЛР) во всём интервале температур от 20 °С до температуры пайки. Несогласованные спаи образуются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла. При выборе металла для соединения со стеклом помимо ТКЛР (в зависимости от типа спая и его конструкции) важную роль играют такие его свойства, как температура плавления, упругость паров в вакууме, газовыделение, электро- и теплопроводность, магнитные свойства, химическая стойкость, механические свойства, обрабатываемость резанием и давлением, возможность сварки и пайки, наличие аллотропических изменений и др. Необходимость обеспечения постоянных электрических параметров в приборах как условие их надежности и долговечности выдвигает требования к структуре металла в рабочем интервале температур. Свойства металлов и стёкол, применяемых для спаев, приведены на рис. 1. При пайке металла со стеклом используют газовый нагрев, индукционный, в печах, сопротивлением. Газовый нагрев применяют для бусинковых и ленточных спаев, для изготовления гребешковых и плоских ножек. Эти виды соединений выполняются при радиационном нагреве горелкой в печах, с помощью простых приспособлений или на универсальных горизонтально-заварочных станках для стеклодувных работ. Индукционный нагрев целесообразно применять для изготовления рантовых, дисковых и других типов соединений. При этом используют генераторы мощностью до 30 кВт и специальное оборудование. Для сплавления слоя стеклянной пасты, наносимой на поверхность металла для предотвращения его переокисления, нагрев производят в муфельных , туннельных и конвейерных печах. Печной нагрев целесообразен для пайки деталей простой конфигурации (глазковых, окошечных спаев, коаксиальных вводов, сжатых спаев, плоских ножек). Нагрев стекла осуществляется за счет теплопроводности металла, нагретого при пропускании через него тока. Этот способ нагрева обеспечивает дозирование тепла и не требует высокой квалификации оператора. Соединение стекла с металлом возможно за счет использования эмали. На соединяемые детали наносят слой эмалиевой пасты и место соединения нагревают до температуры её плавления. При этом способе соединения уменьшаются внутренние напряжения, переокисление металла и обеспечивается получение разъемных вакуумно-плотных соединений. После соединения стекла с металлом производят отжиг соединений для снижения внутренних напряжений. Режим отжига выбирают с учетом ТКЛР соединяемых материалов и конструкции спая. С этой же целью применяют и оптимальный режим отжига или охлаждения для поддержания одинакового объёмного сжатия металла и стекла в процессе охлаждения. Для соединения стекла с другими материалами применяются галлиевые пасты. В табл.1 приведены сочетания материалов, для которых получено соединение с применением галлиевого припоя состава (массовые доли), %: 39,6 Ga; 4,4 Sn; 56 Cu (порошок). Таблица 1 Сочетание материалов при пайке микросхем с применением галлиевых паст
|
tarefer.ru
Пайка стекла с металлами - Энциклопедия по машиностроению XXL
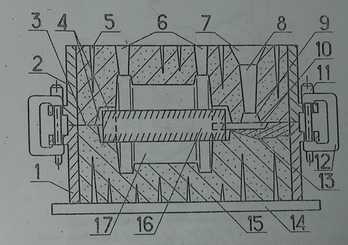
Пайкой стекла с металлом образованы соединения электрода 12 со стеклянной оболочкой 17, стаканчика 8 с цилиндром 16, пайкой стекла со стеклом соединен диск 15 с цилиндром 16 к стеклянной оболочкой 17. [c.195]Припой ДЛЯ пайки стекла с металлами [c.343]
Пайка стекла с металлами 224, 225 [c.1015]
Снятие фаски листового материала В 27 G 5/00 шлифованием В 24 В 9/00) Собачки [в лебедках В 66 D 3/10, 5/00 F 16 в механизмах вообще D 41/(12-16, 30), Н(19, 21, 29)/00 стопорные, использование для фиксации винтов, болтов или гаек В 39/32) в механических счетчиках G 06 М 1 /00 ] Содовые парогенераторы F 22 В 1/20 Соединение см. также скрепление, соединения соединительные F 16 [валов жесткое D 1/00 канатов и тросов G 11/00 клиновых ремней G 7/00-7/06 поршней со штоками или шатунами J 1/10-1/24 склеиванием или спеканием В 11/00, 47/00, С 09 J 5/00 труб плоскими поверхностями В 9/00)) ] деталей (наплавкой В 22 D 19/04 склеиванием или спеканием F 16 В 11/00, 47/00, С 09 J 5/00) концов нитевидных материалов в намоточных машинах В 65 Н 67/08 листовых элементов и плит F 16 В 5/00-5/12 металлических изделий (взрывом В 23 К 20/08 ковкой или штамповкой В 21 К 25/00 литьем В 22 D 19/00 пайкой или сваркой В 23 К В 23 К (прокаткой 20/04 путем плакирования 20/00 холодной сваркой под давлением 20/00) спеканием В 22 F 7/00-7/08 способами обработки давлением В 21 D 39/(00-20)) ( пластических материалов С 65/(00-82) резины с другими материалами С 65/00, D 9/00 труб из пластических материалов L 31 24) В 29 проволоки с проволокой и другими металлическими деталями В 21 F 7/00, 15/(00-10) стекла [c.179]
Несмотря на возможность получения железоникелевых сплавов с различными коэффициентами линейного расширения, не все их можно применять для соединения с диэлектриками. Для соединения с тугоплавкими стеклами [а р = (3,5-f-5,0)-10" 1/град] железоникелевые сплавы-непригодны потому, что у них коэффициенты линейного расширения низки в более узком интервале температур, чем у стекол. Добавление некоторых элементов, например кобальта и меди, повышает температурные коэффициенты линейного расширения н улучшает качество окисной пленки, при этом смачиваемость сплава стеклом значительно улучшается. При пайке образуется прочный герметичный спай стекла и металла. К рассмотренной группе сплавов относится ковар и другие сплавы. Некоторые свойства этих сплавов приведены в табл. 40. [c.273]Стекло — Пайка с металла., m 224, 225 [c.1023]
Для пайки стекла со стеклом или металлом используют сплавы золота с индием, который сильно снижает температуру плавления припоя. [c.79]
Существующие способы пайки квар-цевого стекла (кварца) с металлами различаются в зависимости от агрегатного состояния кварца во время пайки. Кварц можно паять, доводя его до плавления, при высокой температуре как и стекло или вести процесс при более низких температурах, когда кварц находится в твердом состоянии [c.285]
Для получения неразъемного соединения керамических материалов применяют различные технологические процессы пайки, из которых наибольшее распространение получили пайка расплавленного (размягченного) стекла с твердым металлом высокотемпературными припоями с предварительной металлизацией керамики (многоступенчатый способ) адгезионно-активными припоями. Пайку неметаллических материалов осуществляют на том же оборудовании, что и пайку металлов, в частности, в печах сопротивления и индукционных печах с контролируемой атмосферой — нейтральной, восстановительной и в вакууме. В установках с индукционным нагревом, который не позволяет проводить прямой нагрев диэлектрических керамических материалов, все варианты оснастки содержат тонкостенный цилиндрический экран из молибдена, фафита или другого тугоплавкого материала. Экран служит для нагрева излучением [c.462]
С помощью пайки соединяют стали, цветные металлы и их сплавы, керамику, стекло, стекло с другими материалами и др. [c.17]
Третья группа технологических процессов соединения металлов с неметаллами, когда на неметаллический материал перед пайкой наносится пленка металла, характерна для пайки металлов со стеклом и керамикой. В этом случае перед пайкой на поверхность стекла или керамики путем вжигания серебра или платины (металлизацией), восстановлением окислов или другими способами наносят слой металла. После этого пайка принципиально ничем не отличается от обычной, применяемой при соединении металлов. [c.460]
При пайке деталей после вжигания серебра оловом или оловянно-свинцовыми припоями марок ПОС-30 и ПОС-40 олово при лужении растворяет слой серебра, что ухудшает прочность и герметичность соединения керамики, стекла или кварца с металлом. Во избежание этого либо проводят лужение перед пайкой по серебру легкоплавкими припоями, например сплавом 47% олова, 36% свинца и 17% кадмия (температура плавления 142 С), либо по серебру наносят слой меди толщиной 4—5 мк из сернокислой ванны, после чего можно производить лужение припоями ПОС-ЗО или ПОС-40 (температура плавления 210—225° С). [c.592]
Не исключена, конечно, возможность создания неразъемных соединений между материалами с разными типами связи. Но это не чистая пайка, а образование соединений только с участием процессов пайки (например, пайка стекла, силикатов или полупроводников с металлом). Применяемые способы вжигания серебра в керамику имеют сложную, пока полностью не выясненную природу на поверхности создается слой, который удается соединить с металлом методами пайки. Известно, что стекло можно соединить с металлом, применяя припой, содержащий индий (50% In — 50% Sn). [c.6]
По технологическим возможностям пайка - уникальный способ, посредством которого можно соединять различные сочетания используемых в технике металлов и сплавов, керамику, стекло, кварц, алмаз, графит, полупроводниковые и другие неметаллические материалы, а также их сочетания с металлами. Технологические, а во многих случаях и экономические, преимущества способов пайки определяют ее конкурентоспособность с другими методами соединения. [c.192]
Для покрытий на керамике Для пайки металлов в вакууме и для пайки стекла Для пайки деталей, работающих в контакте с щелочами [c.141]
Пайкой можно соединять металлы со стеклом, кварцем, фарфором, керамикой, графитом, полупроводниками и другими неметаллическими материалами. Ввиду различия в физико-химических свойствах металлов и неметаллических материалов природа связи в зоне спая иная, чем в соединениях между металлами. Если при пайке металлов основным условием образования прочного паяного соединения является удаление с поверхности соединяемых металлов и припоя слоя окислов, то такие неметаллические материалы, как стекло, кварц, фарфор, керамика, состоят целиком из окислов и, следовательно, образование спая происходит между металлом и окислами элементов. [c.213]
Известны еще более легкоплавкие припои (табл. 3), содержащие, кроме олова и свинца, индий, висмут или кадмий, но ввиду еще более низкой прочности паяных швов и дефицитности указанных компонентов легкоплавкие припои применяют только для специальных целей. Так, например, припой, содержащий 50% 1п и 50% 5п, имеет температуру плавления около 120° С, хорошо смачивает стекло, поэтому его применяют для пайки стекла и керамики с металлами. Припой, содержащий 51,2% 5п 18,2% Сс1 30,6% РЬ, имеет температуру плавления 143° С, применяют в радиотехнике для пайки печатных плат, материал которых начинает деформироваться и выделять газы при нагреве выше 200° С. [c.87]
Диффузионной сваркой-изготовляют узлы и детали из различных металлов, сплавов и неметаллических материалов. Композиции свариваемых материалов исключительно разнообразны. В результате накопленного опыта можно сделать вывод, что большинство металлов, таких, как никель, медь, титан и их сплавы, а также стали (в том числе и аустенитного класса) обладают хорошей взаимной свариваемостью. То же можно сказать о тугоплавких металлах — молибдене, вольфраме, тантале, ниобии. Хорошо сваривается молибден со сталью, ниобием. Свариваются неметаллические материалы керамика, стекло, кварц, полупроводники, графит, керметы и металлокерамика с металлами. Сварка чугуна со сталью осуществляется по большой поверхности. Свариваются такие разнородные металлы и сплавы, как титан и медь, титан и ковар, титан и константан, титан и молибден, золото и бронза, серебро и коррозионно-стойкая сталь, титан и платина, молибден и ковар, алюминий и ковар. Качественные соединения перечисленных материалов невозможно получить другими методами сварки и пайки. [c.42]
Несмотря на всевозможные технологические и конструктивные приемы, пайка не всегда обеспечивает качественное получение соединений полупроводников, стекла и керамики с металлами и сплавами, отвечающих высоким эксплуатационным требованиям. Неравномерный по толщине и составу слой припоя может вносить дополнительные внутренние напряжения, что существенно снижает термостойкость соединения, увеличивает электрические, тепловые и высокочастотные потери. Завышение температуры пайки или длительности изотермической выдержки приводит к растворению слоя металлизации в припое и снижению качества соединения. Напыление припоя на неметаллические материалы вызывает электрические пробои, утечки. Практический опыт и сравнительные исследования показали, что диффузионная сварка полупроводников, стекла, керамики с металлами и сплавами позволяет получить более надежные и качественные соединения с высокими эксплуатационными характеристиками. Эти соединения применяют в самых ответственных приборах и машинах. [c.218]
Сплав с 48% Ni имеет коэффициент линейного расширения, равный 9-10- , т. е. такой же, как у стекла и платины (см. табл. 101). Этот сплав получил название платинита, и его применяют для пайки металла со стеклом. [c.539]
По конструкции паяные и клееные соединения подобны сварным — рис. 4.1. В отличие от сварки пайка и склеивание позволяют соединять детали не только из однородных, но и неоднородных материалов например, сталь с алюминием металлы со стеклом, графитом, фарфором керамика с полупроводниками пластмассы дерево, резину и пр. [c.67]
К преимуществам пайки относятся также герметичность и чистота мест соединения возможность соединения всех металлов н даже неоднородных материалов (металлов с керамикой или стеклом, меди с графитом и т. д.) отсутствие деформации соединяемых деталей малое переходное электрическое сопротивление мест соединения широкие возможности механизации и автоматизации процесса. [c.396]
Комбинация же основных двух компонентов пасты - металла и стекла -определяет такие важные свойства, как проводимость, возможность пайки, адгезия к подложке, совместимость с резистивными, диэлектрическими составами и др. [c.45]
В конструкции сверхвысокочастотного электровакуумного прибора (рис. 14.1, в) —резонансного разрядника —применены резьбовое соединение — витсяой механизм с гибким вакуумно-плот-ным мембранным элементом, соединения пайкой, склеиванием, сваркой, завальцовкой, пайка стекла с металлом. Поясним их. [c.188]
Имеются припои разнообразного назначения на базе легкоплавких сплавов. Например, с помощью сплавов олова с индием можно получать вакуумплотные соединения стекла с металлами. Тройными сплавами (свинца с оловом и кадмием) можно производить пайку керамики с металлами. В электротехнике н радиотехнике и точном приборостроении можно с помощью легкоплавких сплавов осуществлять пайку деталей и узлов, которые не допускают значительных подогревов. [c.261]
Легкоплавкие сплавы применяют для электротехнических целей в плавких предохранителях, для пайки приборов, для спаивания стекла с металлом, в операциях изгиба тонкостенных труб, для изготовления выплавляемых стержней при изготовленни полых тел электроосаждением. [c.225]
Пайка [В 23 К (1/00-3/06 вспомогательные устройства общего наначения 37/С)0-37/06 присадочные прутки для пайки 35/00-35/40) использование паяные соединения в рамах велосипедов, мотоциклов и т. п. В 62 К 19/20 соединений (проволоки В 21 F 15/08, 27/10 электропроводов Н 01 R 4/02, 43/02) стекла с металлом С 03 С 27/02 труб F 16 L 13/08] [c.130]
Соединение керамики с металлом. Известны способы пайки керамики- с металлами по предварительно металлизированному слою, без спекания металлизационного слоя,, стекло-припоями (глазурью) и др. [27, 28]. Ниже приведены составы металлизацион-ных паст, % (по массе), для керамики различных марок [c.178]
При конструировании электронных приборов, естественно, возникает необходимость соединения керамических деталей друг с другом или со стеклом и металлом. Эти соединения могут быть как постоянными, так и временными и, в частности, разборными, о во всех случаях они должны быть вакуумно-плотными. Временные соединения можно, конечно, выполнять при помоши разнообразных прокладок и уплотняющих составов, но такие соединения мы здесь не рассматриваем. Керамические спаи различных видов впервые были разработаны в Германии [Л. 1-4] в конце 30-х годов нащего столетия и во время второй мировой войны применялись фирмой Телефункен при изготовлении небольших ламп для радиолокационных станций [Л. 5-7]. В монографии, посвященной спаям стекла с металлом [Л. 8], дан обзор методов пайки керамики с металлом. В последние годы керамическим спаям уделяется все более значительное внимание. Кроме совершенст- вования уже известных методов пайки, выполнен и ряд оригинальных работ. В частности, описан метод [Л. 9] пайки с применением гидрата титана в хорошо очищенном водороде разработаны метод [Л. 10], основанный на применении гидрата циркония в соединении со сплавами циркония, и технология металлокера-мических спаев с использованием марганца [Л. И]. [c.384]
Согласованные спаи образуются между стеклом и металлом с равными или близкими ТКЛР во всем интервале температур от 20 °С до температуры пайки. Несогласованные спаи образуются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла. [c.284]
При пайке кварца с его оплавлением используют переходные стекла с различными ТКЛР, которые, сплавляясь друг с другом, образуют постепенный переход от металла к кварцу таким образом, чтобы напряжения на [c.285]
Состав сплавов для пайки и сварки со стеклом подбирают таким образом, чтобы ТКЛР стекла и металла бьши близки во всем интервале температур вплоть до размягчения стекла. Ковар применяют для соединения с термостойкими стеклами, а платинит — с обычными легкоплавкими стевслами, применяемыми в электровакуумной промышленности. На рис. 24.4 приведен характер линейного расширения двух разных сортов стекла и соответствующих им сплавов. [c.835]
Во многих отношениях процесс соединения двух керамических тел аналогичен пайке металлов твердыми припоями. В ранних работах по спаям [Л. 1] в качестве связующего слоя использовалось стекло, образующее слой более низкоплавкой керамики, внедряющейся в поры прилегающей тугоплавкой керамики. В то же время многие соображения относительно металлостеклянных спаев (см. гл. 4) применимы и к спаям керамики с металлом, а принципы нанесения глазури, рассмотренные в предыдущей главе, играют важную роль. В качестве примера рассмотрим соединение двух трубок керамической с толстыми стенками и стеклянной с относительно тонкими стенками. Стекло может быть соединено с керамической трубкой как с наружной, так и с внутренней стороны. В зависимости от относительной величины коэффициентов расширения стекла и керамики в онае возникают натяжения, указанные в табл. 16-1. Сжатие в осевом, тангенциальном или радиальном направлении обозначено буквой С, а растяжение — буквой Н [Л. 3]. [c.386]
СПЛ.4ВЫ металлические — макроскопически однородные системы из двух и более металлов и неметаллов, обладающие характерными свойствами ме-ти.г.юв. В более широком смысле С. наз. любые однородные системы, по.иученные сплавлением металлов, неметаллов, окислов, сульфидов, органич. веществ и т, д, К С, не относят макроскопич, неоднородные слстемы, напр, соединенные сваркой или пайкой куски чистых металлов (за исключением возникающего диффузионного пограничного слоя) иногда к С. не относят и химич. соединения определенного состава (нанр., Mp Znj и др,). Как металлич. С, (сталь, бронза и др.), так и неметаллич. (нанр,, стекло) ши1>око применяют в технике. Обусловлено это тем, что I . зависимости от состава С, и методов их обработки можно получать материалы с разнообразнейшими свойствами. [c.51]
Сравнительно малораспространенным методом соединения керамики с металлам является пайка глазурями или стеклами. В силу целого ряда недостатков, присущих спаям, полученным по данному методу, таких как малая механическая прочность, хрупкость, ограиичен-ность конструктивных форм и др., лайка глазурями в настоящее время применяется только для специальных целей, например для герметизации термопарных вводов, коаксиальных выводов энергии СВЧ приборов миллиметрового диапазона и т. п. [c.9]
Так, например, для соединения металлической детали со стеклянной вжигание металла в последнюю производится следующим образом стеклянную деталь покрывают суспензией порошка металла или соединений металла, например хлористой платины или окиси серебра, и нагревают с целью получения прочно сцепленной со стеклом пленки металла. После этого ее соединяют с металлической деталью путем обычной пайки оловом или оловянносвинцовым припоем. В качестве флюса применяют водный раствор хлористого цинка. Если спай предназначен для работы при высоких температурах, в качестве припоев применяют серебро, медь или сплавы на их основе. Металлическое покрытие в этом случае должно быть особо прочно связано со стеклом. [c.214]
mash-xxl.info
| Цветное стекло идеально подходит для создания витражей, красивых орнаментов, рамок для картин. Умение паять такое стекло откроет перед вами бесконечные возможности. В данной статье описаны все этапы пайки, от подбора необходимых материалов до получения конечного продукта. Шаги
Предупреждения
Что вам понадобится
|
ves-mir.3dn.ru
Состав для пайки стекол
ОП ИСАНИЕ
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Соввтских
Социал исти иесних
Республин (11) 477955 (61) Дополнительное к авт. свид-ву (22) Заявлено 26. 04. 73» (21) 19 11085/29-33 с присоединением заявки №(23) Приоритет. Опубликовано 25.07,75, Бюллетень №27
Государственный комитет
Совета Минисграа СССР аа делам изобретений и открытий (53) УД1(666,1.054.2 (088.8) 1
: Дата опубликования описания05.08.75 -.- -ТВ. Г. Дворянчиков и В. Б. Рабкин (72) Авторы изобретения (71) Заявитель (54) СОСТАВ ДЛЯ ПАЙКИ СТЕКОЛ свойств ситалла, а указанный припой при температуре ниже 700 С не смачивает ситалл
Цель изобретения - обеспечение пайки закристаллизованных стекол.
Зж достигается тем, что состав для пайки дополнительно содержит индий при следуюших соотношениях компонентов,вес. %:
l
OJIQBG 46,5 -5,0
Титан
Индий
2 -2,5
48 -51
Пайка припоем . указанного состава
:5 производится в вакууме 2 5 ° 10 мм. рт. ст, нли в среде очишенного аргона.
Припой изготовляют, сплавляя олово, индий и титан в атмосфере Очищенного ар» огона при температуре 1200 С в течение 20 минут, Припой пластичен как чистое олово и при температуре пайки 650-700 С хорошо смачивает детали иэ стекла и металла.
Изобретение относится к пайке диэлект-, риков, в частности, закристаллизованных стекол, например» ситалла, и может быть
:использовано при изготовлении устройств .лазерной техники и др. вакуумно-оптических .устройств.
Трудности получения надежных спаев не, которых марок эакристаллизованных стекол. например ситалла марки СО115М, так же
) как и кварцевого стекла, с металлами эа- 10 ключается в том, что коэффициент термического расширения (К.Т.P.) их в несколько десятков раз меньше К. Т. Р., применяемых в технике металлов. Получение таких, спаев возможно благодаря применению пла- N стичных припоев на основе олова.
Известен состав для пайки, включаюший олово и титан. Пайка этим припоем произво- дится при температуре 900-1000оС. Однако этот припой не пригоден для пайки эакри- И сталлизованных стекол, например, ситалла марки С0115М, который нельзя нагревать до температуры выше 700оС, так как при нагреве выше указанной температуры наблю-, дается необратимое изменение физических 2б (51) М, Кл : 03с 27/08
477955 но содержит индий при следующих соотношениях компонентов, вес.%:
Индий
Составитель Д,НечаЕва
Редактор А.Морозова Техред И.Кардндашова корректор З Та закяз ДЯ /6/ изд. и gf$ уд д з в
Подя
ЦКИИПИ Государственного комитета Совета Министров СССР но делам изобретений и открытий
Москва, 113035, Раушская иаб., 4
Предприятие «Патент», Москва, Г-59, Бережковская наб., 24 3. предмет изобретения
Состав для пайки стекол, включающий
I олово и титан, о т л и ч а ю ш и и с я тем, что, с целью обеспечения пайки закристаллизованных стекол, он доцолнительОлово
THTB3i
46,5-5, О
2-2,5
48-5 1
Похожие патенты:
Изобретение относится к строительной технике и предназначено для использования в несущих конструкциях в строительстве, судостроении, авиастроении и других отраслях промышленности
Изобретение относится к морской технике и касается изготовления прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений
Изобретение относится к морской технике и касается изготовления прочных корпусов подводных контейнеров и других подводных сооружений
Изобретение относится к морской технике и касается конструирования прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений
Изобретение относится к оптической технологии и может быть использовано при изготовлении линзовых растворов, применяемых в приборах специального назначения, функционирование которых происходит в экстремальных условиях воздействия внешней среды, например в мощных лазерных установках
Изобретение относится к способу герметизации вакуумного стекла. Технический результат изобретения заключается в повышении прочности герметичного соединения, воздухонепроницаемости, стойкости к тепловым ударам. На поверхность стекла в области герметизации наносят покрытие из металлопасты. Нагревают стекло для образования металлизированного слоя на стекле. Затем выполняют закалку стеклянной пластины. Между металлизированными слоями двух стекол размещают металлическую фольгу, используемую как припой. Затем проводят пайку для получения герметичного соединения. 2 н. и 9 з.п. ф-лы, 4 ил.
Изобретение относится к судостроению. Резервуар из композитных материалов для хранения и транспортировки сжиженных газов содержит корпус, образованный из трехслойных панелей, имеющих внутренний теплоизоляционный слой и два слоя обшивок из стеклопластика, и ребра жесткости. На обшивках вдоль каждого края теплоизоляционного слоя выполнены фланцы, отогнутые в одну сторону и склеенные друг с другом, а угол отгиба равен половине угла сопряжения смежных панелей. Между фланцами смежных панелей установлены промежуточные элементы, выполненные в виде Т-образных профилей, стенки которых склеены с фланцами обшивок и вместе с ними образуют ребра жесткости резервуара, а полки профилей склеены с обшивкой панелей со стороны, противоположной ребрам жесткости. Способ изготовления резервуара включает сборку и соединение, например, склеиванием трехслойных панелей, содержащих теплоизоляционный слой и обшивки из стеклопластика. Формируют фланцы у обшивок всех панелей вдоль каждого края теплоизоляционного слоя и склеивают между собой смежные фланцы. Соединяют между собой, например, приформовкой все промежуточные элементы, образуя пространственный каркас с ячейками под размер панелей. Последовательно вставляют в ячейки каркаса готовые панели и соединяют панели с каркасом. Достигается высокая технологичность конструкция резервуара, позволяющая формировать его из типовых предварительно изготавливаемых узлов. 2 н. и 3 з.п. ф-лы, 3 ил.
Состав для пайки стекол
www.findpatent.ru
Библиотека сайта Пишем работы на 5+
Донской Государственный Технический Университет Кафедра: “Машины и Автоматизация Сварочного Производства” Реферат на тему: «Особенности пайки стекла и ферритов» Выполнил студент группы Проверил ДТН, проф. Чуларис А. А. г. Ростов-на-Дону 2003 г. Содержание I Введение. 3 II Основная часть. 4 III Список использованной литературы.. 9 Пайку металла со стеклом применяют при создании разного рода вакуумных приборов (гермовводы, смотровые окна и т.п.), при изготовлении ламп накаливания (от миниатюрных до мощных генераторных), в производстве крупных зеркал оптических приборов, для облицовывания внутренней части труб нефтепроводов и т.д. Расплавленные стёкла хорошо смачивают все металлы при условии наличия на их поверхности адсорбирующего слоя окисла и нагрева до соответствующей температуры. Образование прочного соединения между металлом и стеклом зависит от напряжений в зоне спая, наличия газовых пузырей, процесса электролиза и расстекловывания стекла. Спаи металла со стеклом могут быть согласованными и несогласованными. Согласованные спаи образуются между стеклом и металлом с равными или близкими температурными коэффициентами линейного расширения (ТКЛР) во всём интервале температур от 20 °С до температуры пайки. Несогласованные спаи образуются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла. При выборе металла для соединения со стеклом помимо ТКЛР (в зависимости от типа спая и его конструкции) важную роль играют такие его свойства, как температура плавления, упругость паров в вакууме, газовыделение, электро- и теплопроводность, магнитные свойства, химическая стойкость, механические свойства, обрабатываемость резанием и давлением, возможность сварки и пайки, наличие аллотропических изменений и др. Необходимость обеспечения постоянных электрических параметров в приборах как условие их надежности и долговечности выдвигает требования к структуре металла в рабочем интервале температур. Свойства металлов и стёкол, применяемых для спаев, приведены на рис. 1. При пайке металла со стеклом используют газовый нагрев, индукционный, в печах, сопротивлением. Газовый нагрев применяют для бусинковых и ленточных спаев, для изготовления гребешковых и плоских ножек. Эти виды соединений выполняются при радиационном нагреве горелкой в печах, с помощью простых приспособлений или на универсальных горизонтально-заварочных станках для стеклодувных работ. Индукционный нагрев целесообразно применять для изготовления рантовых, дисковых и других типов соединений. При этом используют генераторы мощностью до 30 кВт и специальное оборудование. Для сплавления слоя стеклянной пасты, наносимой на поверхность металла для предотвращения его переокисления, нагрев производят в муфельных , туннельных и конвейерных печах. Печной нагрев целесообразен для пайки деталей простой конфигурации (глазковых, окошечных спаев, коаксиальных вводов, сжатых спаев, плоских ножек). Нагрев стекла осуществляется за счет теплопроводности металла, нагретого при пропускании через него тока. Этот способ нагрева обеспечивает дозирование тепла и не требует высокой квалификации оператора. Соединение стекла с металлом возможно за счет использования эмали. На соединяемые детали наносят слой эмалиевой пасты и место соединения нагревают до температуры её плавления. При этом способе соединения уменьшаются внутренние напряжения, переокисление металла и обеспечивается получение разъемных вакуумно-плотных соединений. После соединения стекла с металлом производят отжиг соединений для снижения внутренних напряжений. Режим отжига выбирают с учетом ТКЛР соединяемых материалов и конструкции спая. С этой же целью применяют и оптимальный режим отжига или охлаждения для поддержания одинакового объёмного сжатия металла и стекла в процессе охлаждения. Для соединения стекла с другими материалами применяются галлиевые пасты. В табл.1 приведены сочетания материалов, для которых получено соединение с применением галлиевого припоя состава (массовые доли), %: 39,6 Ga; 4,4 Sn; 56 Cu (порошок). Таблица 1 Сочетание материалов при пайке микросхем с применением галлиевых паст| Подложка | Материал плёнки или массивного элемента | Материал микропровода |
| Ситалл | Cu (δ = 5*10-8 мкм) Au (δ = 4*10-8 мкм) Окись олова (δ = 3*10-8 мкм) | Cu, Al, Ni (d=30÷50 мкм) |
| Стекло | Cu |
biblo-ok.ru
ПАЙКА МЕТАЛЛА С КЕРАМИКОЙ СТЕКЛОПРИПОЯМИ
Стекла, эмали или глазури в расплавленном состоянии хорошо смачивают окисленные металлы и керамику, что создает условия для проведения пайки металлов с керамикой.
Для пайки в обыкновенной среде пригодны стеклоприпси системы ЗЮ2—ZnO—В203—РЬО, а также припои системы V206— B2Os—ZnO с более высокой температурой плавления.
| б. Состав стеклоприпоев и температура пайки
|
При пайке в восстановительной среде стеклоприпои не должны содержать легковосстанавливающихся оксидов, поэтому приме няют оксиды SiOg, А1203, СаО, МпО и ВаО.
Шихта припоев подвергается варке в корундовых или платиновых тиглях. Жидкий стеклоприпой охлаждается в холодной воде. Стеклоприпои в виде паст, приготовленных из порошков, наносятся на поверхность паяемых изделий, пайка проводится в печах с защитной или восстановительной атмосферой. Некоторые стеклоприпои и температура пайки приведены в табл. 5.
Пайка легкоплавкими стеклами, глазурями или эмалями при температурах до 1000 °С проводится в электропечах с обыкновенной атмосферой.
Пайка высокотемпературными стеклоприпоями керамики с тугоплавкими металлами проводится в печах с нейтральной или восстановительной атмосферой.
hssco.ru