Как делается сварка алюминия в домашних условиях? Сварка в домашних условиях
Сварка в домашних условиях
Сварка в домашних условиях
Сварка с каждым годом становится все популярнее. Металлические сварные конструкции имеют много преимуществ и люди с охотой заказывают такие изделия и сооружения из металла. Однако не всем желающим хочется заказывать изделия в фирмах, некоторые предпочитают варить металлические конструкции в домашних условиях. Кто уже обладает базовыми знаниями, кто хочет только научиться, однако всем настоящим или будущим сварщикам необходимы базовые знания о каждом виде сварки, знания всех особенностей и тонкостей каждого метода сварки.
Самыми распространенными на сегодняшний день способами сваривания в домашних условиях являются ручная электродуговая и газовая сварка.
Газовая сварка
Газовая сварка нужна для создания неразъемных соединений из металла, где детали соединяются с помощью сварочного шва. Когда применяется ручная дуговая сварка, то детали соединяются стыковыми соединениями, такими как торцевые, проборные, тавровые, прорезные, а также стыковые, внахлест, угловые и с накладками.
Газосварка работает с использованием ацетилена, водорода, а также паров бензина и природного газа. Данные газы горят на воздухе, но при этом не появляется высокая температура, которая нужна для сварки. Самым подходящим для этого дела является ацетилен, так как когда он сгорает, пламя достигает очень высоких температур. В свою очередь, для производства ацетилена необходимы специальные генераторы, но он широко производится промышленностью.
Кислород для данного вида сварки подается из баллона, при этом храниться он должен строго в горизонтальном положении. Для того чтобы сварочный аппарат отлично работал, нужно равномерно подавать кислород в горелку. Для того чтобы это происходило равномерно и давление было нормализовано, используется в этих случаях редуктор.
При газосварке, к самому аппарату подводятся ацетиленовый и кислородный шланги, а кислород при этом подается в центральный канал под определенным давлением 3-4 атмосферы и через отверстие малого сечения вырывается с большой скоростью наружу. Благодаря струе кислорода, засасывается ацетилен, который попадает в горелку под давлением.
После этого 2 газа смешиваются между собой и выводятся наружу с помощью наконечника.
Так и происходит процесс работы газосварочного аппарата.
Ручная дуговая сварка
Но в бытовых условиях все-таки большее распространение имеет ручной дуговой способ сварки. В этом случае происходит плавление электрода, который в свою очередь оставляет за собой стержень из металла, имеющий специальное покрытие. Здесь используется переменный или постоянный ток.
Этот вид сварки называется ручным, так как такие процессы, как зажигание дуги, а также поддержание нужной длины равномерно, при этом двигаясь электродом дальше по мере плавления шва и наблюдает, тщательно следит за образованием сварочного шва, человек, который варит конструкцию, осуществляет полностью самостоятельно.
Электродуговая сварка плавлением подогревает металл электрической дугой. Она является длительным и устойчивым разрядом между двумя электродами. Зажигание дуги происходит тогда, когда соприкасается электрод с самим изделием и получается замыкание электрической цепи, где ток проходит по кругу.
Домашняя сварка.
Давайте начнем со сварки таких металлов, как алюминий, медь, нержавейки, а также чугуна и силумина. Если для данных типов материалов использовать точечную сварку очень рискованное дело, так как алюминий имеет легкую окисляемость.
Из-за того, что алюминий имеет свойство быстро окисляться, образуется пленка на алюминии, которая плавится на гораздо более высоких температурах, чем алюминий. Поэтому такой процесс сварки будет неудачным. Хотя, конечно, такой вид сварки не исключается, но сложностей с ним возникнет немало.
Также трудностью при сварке данных металлов является то, что можно столкнуться с неизвестными сплавами и для того, чтобы шов получился качественным, могут понадобиться другие металлы.
Но, несмотря на различные примеси, которые влияют на характер сварных работ, можно добиться устойчивых соединений.
Если в домашних условиях проводится точечная сварка меди и ее сплавов, а также нержавейки, чугуна и силумина, то необходимо учитывать, что металл имеет высокую теплопроводность и большую скорость остывания сварочной ванны. Эти факторы очень сильно влияют на качество сварного шва, который в свою очередь в данном случае будет снижаться и появится мелкая зернистость. Чтобы избежать данной ситуации, нужно использовать сварку, при этом применять повышенную погонную энергию.Также более негативным фактором является большая усадка меди после сварки и это тоже нужно иметь в виду. Из-за этого шов деформируется и, конечно же, снижается качество. Нужно учитывать также тот фактор, что медь является высокочувствительной к водороду, а это приводит к тому, что на шве появляются капли, либо шов сразу или со временем растрескивается.
Какой бы вид сварки не проводился, везде нужна осторожность, а также внимательность и аккуратность, так как при отвлечении или при недостаточном наблюдении, может появиться много проблем. Особенно, когда только учишься проведению сварочных работ и не знаешь как себя вести и как действовать в непредвиденных и неожиданных ситуациях и при возникновении различных проблем, которые могут появиться в процессе.
Для проведения качественных сварных работ, чтобы швы были крепкими и идеальными, естественно, нужен профессионализм и опыт, но главное, это желание сделать работу в лучшем виде. У людей, которые очень стараются и очень хотят сделать работу качественно, часто получается неплохая работа.
«Мир сварки» - работают профессионалы!
Если вы решили попробовать себя в сфере проведения сварочных работ, будьте готовы к тому, что это будет сложно. Чтобы добиться качественной сварочной работы используйте вид сварки в среде защитных газов.
Для того чтобы выполнить сварку, как термитная, нужно подготовить поверхность металла (меди, латуни, алюминия, а также нержавейки, чугуна и силумина), тщательно обработав его до блеска и отчистив с помощью либо ацетона, либо бензина. Тогда вы сможете выполнить работу блестяще, даже несмотря на то, что вы взялись за сварку впервые.
Но если вам необходима гарантированно качественная конструкция, которая будет изготовлена в короткие сроки и с учетом всех ваших предпочтений, то лучше обратиться к профессионалам в данной сфере.
Специализированная фирма «Мир сварки» предлагает вам профессиональное изготовление разнообразных сварных конструкций и любых изделий из металла по доступным ценам!
mirsvarki.biz
Сварка в домашних условиях. С чего начать?
Любому обладателю загородного дома, дачи, гаража и автомобиля хоть раз в жизни, но приходилось сталкиваться с проблемой, которая требует сварочных работ. Большинство, конечно же, вызывает мастеров, меньшинство обращается к соседу-умельцу, однако есть и такие, кто предпочитает выполнять все работы самостоятельно и рано или поздно задумывается о приобретении сварочного аппарата.
Итак, задача номер один – выбор и покупка.
Если вы в деле сварки новичок, то не стоит сразу замахиваться на мощные и сложные приборы, также вам вряд ли подойдет трансформатор, который хоть и привлекает доступной стоимостью, но весьма громоздкий и тяжелый, да и уровень энергопотребления для него слишком высок и не всегда домашние электросети могут его обеспечить. Лучше обратите внимание на современные инверторы – приборы идеально подходящие для домашнего использования, малогабаритные и не перегружающие сеть.
Задача номер два – покупка специальной одежды.
Если вы не собираетесь осваивать сварку профессионально то, пожалуй, костюм из брезента с огнестойкой пропиткой и специальная обувь вам, скорее всего, не пригодится, но вот фартук, рукавицы и защитная маска уж точно не помещают. В противном случае вы рискуете минимум заработать себе солнечных зайчиков в глаза, а максимум попасть в больницу с довольно серьезными ожогами рук, лица и что самое неприятное роговицы глаз. Не стоит экономить на собственном здоровье, качественная индивидуальная защита спасет вас от ярких электрических разрядов и от капель раскаленного металла.
Задача номер три – выбор места для работы.
Идеальный вариант – мастерская, в которой можно оборудовать специальный уголок с верстаком, подальше от легковоспламеняющихся и взрывоопасных предметов. К сожалению, такая возможность есть не у всех. Тогда просто найдите отвечающее всем требованиям безопасности место, где можно будет удобно разместить все оборудование. И еще один важный момент – обеспечьте хорошую вентиляцию.
Когда все задачи успешно решены, можно приступать непосредственно к сварке. Как и в любом ответственном деле, прежде чем взяться за сложную работу, потренируйтесь на ненужных деталях различной толщины, размера и формы. Иначе вы рискуете потратить время зря и испортить что-нибудь ценное. Лучше всего начинать работать электродами 2.5 – 3 мм. диаметром, они, как правило, подходят для большинства домашних работ и оптимальны для бытового сварочного инвертора.
И еще несколько советов начинающим.
Не спешите! Приварить неправильно или прожечь металл насквозь вы всегда успеете. После того как вам удалось успешно приварить одно к другому опять же не торопитесь! Отбивать образовавшуюся из шлака корочку, тем более, если она еще и горячая, следует очень осторожно и только в защитных очках. Регулярно проверяйте состояние своего инвертора и храните электроды в сухом теплом месте.
sparksmaster.com
видео, электроды и их виды
 Почти каждый человек, который когда-либо занимался работами с металлом, не раз сталкивался со сваркой алюминия. Этот металл отличается своим небольшим весом и большей проводимостью тока и тепла, обладает высокой прочностью.
Почти каждый человек, который когда-либо занимался работами с металлом, не раз сталкивался со сваркой алюминия. Этот металл отличается своим небольшим весом и большей проводимостью тока и тепла, обладает высокой прочностью.
Практически в каждом бытовом приборе имеются детали, сделанные из алюминия или из его сплавов. Также этот металл пользуется популярностью и в промышленных отраслях. Сегодня у нас есть возможность делать сварку в домашних условиях, что позволяет работать даже с таким металлом, как алюминий.
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий. Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Инвертор для работы с алюминием
 Сварочные инверторы для алюминия могут быть очень разными, как по конструкции, так и по разной модификации. Чаще всего в работе с алюминием используют полуавтоматы, но иногда и электродуговые установки.
Сварочные инверторы для алюминия могут быть очень разными, как по конструкции, так и по разной модификации. Чаще всего в работе с алюминием используют полуавтоматы, но иногда и электродуговые установки.
Инверторные модели отличаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки. Как и в сварочных полуавтоматах, у инверторного имеется специальная приставка, которая служит защитой при работе в среде газов. Такая приставка имеет маркировку TIG , и чаще всего на аппаратах уже установлен быстрый переход в режим эксплуатации среды защитных газов.
При работе с алюминием нужно помнить несколько важных деталей:
- Оксид алюминия, он образуется на поверхности металла, обволакивая его пленкой. Даная пленка мешает работе с алюминием, поэтому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, дабы избавится от этой пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого достаточно сложно следить за состоянием сварочной ванны;
- Необходимо помнить, работа со сварочным инвертором дома, должна выполняться без спешки, дабы обеспечить нужное нагревание материала;
- Если перегреть металл слишком сильно, это может привести к деформации детали, что в нашем случае не есть хорошо. Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
- Способы сварки цветных металлов мало чем отличаются от сварки черных. Чтобы справиться с обработкой алюминия дома, достаточно минимальных навыков. Также можно обратиться к специальной литературе или к видео.
Перечисленные нами способы, конечно, не дадут такого качественного шва. Сварка в домашних условиях, процесс весьма затратный и трудоемкий. Наилучшим вариантом все-таки является приобретение осциллятора, выдающего необходимые нам параметры тока. В этом случае, работа с алюминием производится вольфрамовым электродом – как плавящимся, так и неплавящимся. Это зависит от того, какой шов вам нужен и с каким материалов вам предстоит работать.
Достаточно прочные сварные соединения алюминиевых деталей можно получить методом термического сваривания. Только такой способ в домашних условиях невозможен. Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции. Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия
Полуавтоматы для сварки алюминия используются чаще, чем инверторные, хотя если исходить из качества, то инверторный тип аппарата намного лучше справляется с работой.
Перед тем как начать работу с алюминиевой деталью, необходимо обработать торцы и поверхность, дабы шов был прочным. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медленно, чтоб обеспечить нужную глубину провара детали. После того как наш шов готов, необходимо, чтобы подача газа не прекращалась хотя бы еще 5-7 секунд. Это предотвратит деформацию шва и возможного расклеивания. Такую тонкую работу следует проводить, подготовившись, поэтому желательно, чтобы вы уже наблюдали данную работу, хотя бы со стороны или по видео.
Подводим итог
На промышленных предприятиях для работ с алюминием используют неплавящиеся электроды для сварки инвертором и инертный газ, данный электрод обеспечивает прочность и равномерное наложение сварочного шва.
Алюминий плохо поддается термической обработке, но зная некоторые тонкости, с этой проблемой можно справиться и в домашних условиях, имея у себя специальные расходные материалы и нужное оборудование.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварка меди в домашних условиях: элементы и источники энергии
В домашних условиях часто возникает необходимость сварки меди в процессе установки водопроводов и систем отопления. В большинстве случаев водопроводные трубы изготавливаются из меди. Материал имеет гладкое основание, не поддается коррозии, способен обеспечить хороший ток воды и не имеет каких-либо вредных веществ.

Цветовые характеристики сплавов меди.
Сварка — это процесс образования неразъемных соединений между разными элементами. Этого можно достичь путем нагрева свариваемых металлов или их деформирования. Для сварки используются различные источники энергии:
- пламя от газа;
- электрическая дуга;
- ультразвук;
- лазерное излучение и др.
Процесс сварки меди значительно отличается от сварки сталей, так как цветные металлы имеют высокий уровень теплопроводности, а в расплавленном состоянии они будут реагировать с газами. Чтобы избежать возникновения негативных последствий, понадобится правильно выбрать материалы для сварки, произвести подготовку соединяемых элементов и соблюдать инструкцию по сварке.
На сегодняшний день сделать сварку можно не только на предприятиях, но и в домашних условиях. Следует знать, что процесс сварки меди имеет большое количество нюансов. Во многом сварка будет зависеть от физико-химических свойств материала.
Трудности сварки меди связаны со склонностью материала к окислению в расплавленном состоянии, высоким уровнем теплопроводности, высоким уровнем линейного расширения металла в процессе нагревания и высокой текучестью.
Свариваемость металла может ухудшиться при наличии в нем серы, свинца и других элементов. Свинец придаст подобному металлу хрупкости.
Контактная сварка своими руками.
В процессе сварки меди кислород будет поглощаться из атмосферы, потому следует это учитывать.
На сегодняшний день существует несколько различных способов сварки данного цветного металла.
Элементы, которые будут необходимы для того, чтобы самостоятельно произвести качественную сварку меди:
- Баллоны с ацетиленом.
- Горелки.
- Асбестовые листы.
- Проволока.
- Вода.
- Профилированная проставка.
- Припои.
- Флюсы.
Что нужно знать об электродах для сварки меди?
Конструкция трансформаторов для точечной сварки.
Чтобы получить качественный и ровный сварочный шов, следует использовать электрод, который покрыт особым составом. Покрытие используется для продуцирования шлака, который появляется с окислами металла. Состав будет препятствовать соприкосновению шва сварки с воздухом. Обмазка заполнит убыль, которая образуется в процессе сварки за счет выгорания элементов и вводит в шов новые элементы. Благодаря обмазке будет увеличена устойчивость электрической дуги. Шлаковый покров, который продуцируется подобным покрытием, будет замедлять остывание расплавленной меди, в результате чего из шва выделится большее количество газов.
Электроды, которые используются в процессе соединения металлов, можно разделить на 2 вида:
- Плавящиеся, которые изготавливаются из медных, алюминиевых, стальных или чугунных проволок.
- Неплавящиеся, которые изготавливаются из электротехнического угля, синтетического графита и других элементов.
Чтобы подобрать подходящие электроды, понадобится обратить внимание на их цвет:
- Электроды красного цвета используются для электродуговой сварки меди.
- Синие электроды применяются для обработки теплоустойчивых элементов.
- Электроды желтого цвета применяются для заготовок из коррозийностойких и жаропрочных сталей.
- Электроды серого цвета можно использовать для обработки цветных металлов.
Газовый метод сварки меди
Технология газовой сварки.
Если соблюдать технологию, то медь можно с легкостью сварить баллонами с ацетиленом. Сварное соединение отличного качества есть возможность получить путем проковки шва.
Медь имеет высокий уровень теплопроводности, потому для ее сварки понадобится пламя высокой мощности, 150 л/час, если есть материал толщиной менее 10 мм, и 200 л/час, если есть материал толщиной более 10 мм. Если производится сварка меди большой толщины, то понадобится использовать две горелки. Одна из них — для подогрева, а другая — для сварки деталей.
Чтобы уменьшить отвод теплоты, с нижней и верхней частей элемента понадобится уложить асбестовые листы. В данном случае рекомендуется использовать восстановительное пламя, ядро которого ориентируется к кромкам меди практически под прямым углом. Для уменьшения формирования закиси металла и предотвращения появления трещин высокой температуры понадобится производить соединение металлов с максимальной скоростью, без перерывов. В процессе нужно строго следить за сбережением восстановительного пламени.
Перед соединением элементов прихватки применять не нужно. Сварка меди производится в специальной сборочно-сварочной конструкции. В качестве присадки можно использовать проволоку из прочного металла или материала с раскислителями. Диаметр используемой проволоки должен быть не более 8 мм.
Расчет расхода защитного газа при сварке.
В процессе сварки тепло нужно распределять так, чтобы проволока расплавилась раньше кромок свариваемого металла. Присадочный материал должен наплавиться на кромки. Скос кромок на листах толщиной больше 3 мм производится под углом 45°. Перед соединением кромки надо будет зачистить до блеска нового металла. Можно также протравить кромки при помощи смеси азотной кислоты, после чего промыть водой.
Для измельчения зерен наплавленной меди и повышения плотности сварных швов после соединения материал толщиной до 5 мм нужно проковывать при низкой температуре. Если используется медь толщиной более 5 мм, то проковывать нужно при температуре 200-300°С.
Шов подвергается отжигу после проковки швов при температуре 530-550°С, после этого быстро охлаждается водой. Для предотвращения появления трещин не нужно вести проковку при температуре более 500°С, так как в таком случае металл станет хрупким.
Соединение металла аргонодуговым методом
Аргонная сварка своими руками.
Дуговая сварка плавлением часто используется для получения сварных конструкций из меди. Для того чтобы получить шов сварки высокого качества, понадобится применять защитные газы, в качестве которых выступает аргон. Дуговая сварка меди чаще всего производится вольфрамовым электродом.
В качестве присадки понадобится использовать профилированную проставку небольшой ширины или проволоку, которую нужно будет заложить встык. Подобный метод сварки меди отличается хорошей устойчивостью дуги. Механическая дуговая сварка используется в процессе соединения деталей маленькой толщины и в местах, доступ в которые затруднен.
Сварка меди вольфрамовым электродом производится при постоянном токе. Электрод должен находиться строго в плоскости стыка. Если сваривается медь толщиной более 5 мм, то ее понадобится предварительно прогреть до температуры 300-400°С. Кромки соединяемого металла и проволоку электрода рекомендуется первым делом зачистить до состояния нового металла.
Материал толщиной до 5 мм может свариваться без зачистки кромок.
Если производится соединение деталей толщиной 2-3 мм, то прогрев свариваемого металла выполнять не нужно. Технология сварки подобного металла толщиной более 4 мм подразумевает прогрев металла до 300-400°С. В данном случае можно использовать и плавящиеся электроды.
Как правильно самостоятельно паять медь?
Схема капиллярной пайки.
Следует знать, что цветные металлы гораздо легче паять, чем сваривать. Особенно это касается медных труб с тонкими стенками, которые применяются для систем отопления, водопровода, газопровода и т.д.
Произвести пайку металла может даже человек без соответствующего опыта работы, но сваривать металл самому не получится. Структуру меди пайка изменять не будет. В данном случае не понадобится использовать какое-либо дорогостоящее оборудование.
Соединения пайки в случае соблюдения технологии и применения материалов хорошего качества получатся прочными, они смогут выдерживать нагрузки.
В процессе пайки подобного материала понадобится использовать нахлесточные способы соединений, которые дают возможность получить высокую прочность заготовок, даже если использовались мягкие припои, имеющие сравнительно малую прочность. Чтобы обеспечить приемлемый уровень прочности шва пайки, понадобится делать нахлест не менее 5 мм. Чаще всего применяются более высокие показатели для обеспечения большого запаса прочности.
Существующие виды припоев
Сплавы меди есть возможность соединять пайкой высокой и низкой температуры. На сегодняшний день можно найти достаточно большое количество оборудования для сварки подобного металла и его пайки, а также различные твердые и мягкие припои, которые способны обеспечить отличное качество пайки элементов. Для пайки при низкой и высокой температурах предпочтительнее всего использовать припой и флюс одинакового изготовителя.
Низкотемпературные припои
Сварка меди в среде инертных газов.
Использование низкотемпературных припоев дает возможность производить соединение элементов при температуре, которая мало влияет на прочность металла, но предоставляет швы с не лучшими механическими характеристиками. Припой для пайки при высокой температуре способен обеспечить хорошую прочность швов и позволяет эксплуатировать систему при высокой температуре. Однако в данном случае может произойти отжиг металла, в связи с чем работу может произвести лишь квалифицированный специалист.
Пайка при низкой температуре чаще всего используется при монтаже системы отопления. Следует знать, что низкотемпературные припои смогут обеспечить отличную прочность соединений, если учитывать большую площадь контакта трубопроводных элементов.
На сегодняшний день существуют такие низкотемпературные припои, которые гарантируют отличное качество пайки меди: сплавы олова с медью, сурьмой, серебром и другими элементами. Для пайки при низкой температуре можно использовать и припои из свинца и олова, однако если понадобится соединить трубопровод для питьевой воды, то их использовать не допускается в связи с вредными свойствами свинца.
Высокотемпературные припои
Сварка неплавящимся электродом.
Припои такого типа допускается применять в случае, когда надо будет паять трубопровод при высокой температуре.
Если понадобится спаять трубопровод из металлических труб, следует использовать лишь пайку при высокой температуре, так как в таком случае можно будет получить соединение отличной прочности. Следует знать, что пайка при низкой температуре в газоснабжении не используется.
Припои из меди и фосфора не требуют обязательного использования флюсов в процессе пайки. Характеристики расширения подобного металла и припоя практически одинаковы, что является дополнительным преимуществом. Твердые припои производятся в форме прута.
Данное соединение является хрупким, потому подобные припои ни в коем случае нельзя использовать для пайки материалов с содержанием никеля более 10%. Применять такие припои не допускается и для соединения алюминиевой бронзы.
Флюсы для соединения медных заготовок
Флюс для аргонодуговой сварки изделий из медных сплавов.
В процессе соединения подобных элементов лучше всего использовать специальные устройства для сварки металлических элементов и флюсы, которые способны защитить расплавленную медь от окисления, растворить и превратить появившиеся окислы в шлаки. Их понадобится вносить в ванну сварки. Флюсами можно покрыть концы кромки соединяемых деталей и прутьев, а также заднюю часть свариваемой заготовки.
На сегодняшний день для соединения металлов при низкой температуре в качестве флюсов чаще всего используются составы, в которых содержится хлорид цинка. В процессе приобретения флюса важно уделить внимание его составу. Флюсы могут состоять из прокаленной буры и других элементов.
На сегодняшний день можно найти большое количество флюсов для пайки подобного металла. Понадобится лишь выбрать любой состав, который подходит для работы данного вида.
Сварка меди в домашних условиях значительно отличается от процесса сварки остальных металлов, так как медь имеет некоторые особенности. Целесообразнее производить пайку подобного металла. Материал раскисляется, а окислы удаляются в шлак, потому обязательно понадобится использовать подходящие припои и флюсы.
moyasvarka.ru
Сварка алюминия в домашних условиях: процесс ведения работ
Сварка алюминия в домашних условиях осуществляется двумя методами. Они отличаются между собой процессом работы и необходимыми приспособлениями. Однако если вы не обладаете профессиональными навыками, не рекомендуется заниматься сваркой самостоятельно. Подобная деятельность требует не только определенных знаний в этой сфере, но и точного соблюдения инструкции. Помимо прочего, не стоит недооценивать всю сложность работы, так как потребуется приложить немало усилий, чтобы не ошибиться.

Сварку алюминия следует производить только при наличии определенных знаний и навыков, а в противном случае лучше обратиться к специалисту.
Сварка алюминия своими руками проходит при некоторых условиях, соблюдение которых необходимо. К примеру, проволока для присадки и специальный электрод должны находиться при сварке под углом в 90°. Правильная подача присадки заключается в коротких движениях возвратно-поступательного характера. Затем помните, что нужно соблюдать одну взятую длину дуги. Как правило, она составляет от 1,5 до 2,5 мм. При этом электрод должен быть на вылете от наконечника используемой горелки на расстоянии от 1 до 1,5 мм. Процесс сварки производится строго справа налево.
Основные правила сварки
Техника безопасности при сварочных работах.
Процесс сварки алюминия в домашних условиях производится в соответствии с правилами безопасности. Таким образом, перед началом работы вам следует ознакомиться с техникой безопасности, которую вы должны соблюдать до конца сварочного процесса. Первым делом вам необходимо изолировать все соединительные провода, чтобы избежать непредвиденных ситуаций. Далее, вам нужно приобрести перчатки для безопасности — они уберегут вас от случайных ожогов. Чтобы не бояться воздействия тока, наденьте резиновые сапоги — они защитят от любых неблагоприятных внешних факторов, лицо также стоит обезопасить — обязательно используйте специальную маску при сварочных работах. Таким образом, искры и угольки, которые могут нанести вред вашему здоровью, не попадут на лицо.
Помните, что в помещении, где вы работаете, не должно быть предметов, которые могут воспламеняться. Если у вас в рабочей комнате деревянные полы, то специалисты советуют накрыть их листами железа. Так, вы предотвратите огнеопасность и, следовательно, сократите риск возникновения разного рода проблем при сварке. Не забудьте поставить ведро воды или приобрести огнетушитель, чтобы обезопасить себя дополнительно. Поскольку сварка алюминия способствует образованию соединений газов, наносящих вред здоровью, вам следует своевременно проветривать помещение, так как газы выделяют токсины, которые проникают в легкие.
Нюансы сварки алюминия
Температура плавления алюминия.
Алюминий обладает уникальными свойствами, которые проявляются при его плавлении. Во-первых, этот металл плавится при достаточно низкой температуре, во-вторых, является теплопроводным (теплопроводность алюминия в расплавленном состоянии в 3 раза выше, чем у стали). Это третий в мире по распространенности элемент, который нашел применение почти в каждой сфере производства. Главная проблема его сварки дома — повышенная окисляемость. То есть на поверхности сплава образуется тонкая пленка, которая расплавляется только при температуре 2050°С (это на 2000°С выше, чем температура кипения данного металла). Так как алюминий имеет нейтральные химические свойства, он не поддается воздействию никаких флюсующих материалов. Он отличается прочностью, поэтому при возникновении окиси на поверхности сплава создаст определенные трудности.
Самостоятельно вы можете сварить алюминий, расплавив его при помощи газовой горелки или дуги. Перед началом работы вам необходимо тщательно очистить кромки металла. Могут быть использованы 2 типа средств: механические и химические. К первому типу относятся шабровка, металлические щетки и пескоструйный аппарат, ко второму — промывка кромок каустической содой или бензином. Если вы собрались воспользоваться содой, то обязательно потом промойте металл проточной водой.
При сварке алюминия используется специальный флюс.
Таким образом, вы избежите появления коррозии. Сварка алюминия своими руками предполагает наличие специальных флюсов, предназначенных только для работ с определенным металлом (в данном случае с Al). Они могут растворить окись даже при самой низкой температуре. Считается, что растворители на основе щелочного металла лития являются самыми эффективными, по сравнению с другими растворами. Таким образом, хороший алюминиевый растворитель содержит хлористый или фтористый литий. Такой флюс для сварки пригодится, поэтому непременно приобретите его.
Особую роль играет присадочный материал. Он пригодится для усадки, чтобы металл затвердел и образовал плотные швы. Поверхность при этом станет гладкой. Чтобы правильно выбрать горелку, посоветуйтесь со специалистом. Как правило, для сварки алюминия размер горелки должен быть на 1 показатель ниже, чем для сварки низкоуглеродистой стали одинаковой толщины.
Способы сварки алюминия
Специалисты рекомендуют использовать в домашних условиях аргонно-дуговую сварку. При этом не имеет значения, какого характера будут вольфрамовые электроды (плавящиеся или неплавящиеся). Чем удобен данный метод сварки? Он абсолютно не требует наличия флюсов, что дает значительное техническое преимущество. Можете сваривать алюминий даже металлическим электродом — результат будут положительный. Что касается автоматической сварки аргонно-дуговым способом, то здесь необходимы флюсы специального состава. Обратите внимание на их изготовление — они должны быть химически чистыми.
Схема технологии точечной сварки алюминия.
Еще одним действенным методом сварки данного металла в домашних условиях является точечный способ. Однако существенным недостатком такой сварочной работы является высокая теплопроводность алюминия. Другим минусом считается быстрое плавление химического элемента. Точечная сварка требует высокой скорости, чтобы электрод смог перемещаться на одном уровне с основным металлом.
Третий способ — контактная сварка алюминия. Данный метод предусматривает использование электроприводных машин — металл непрерывно расплавляется под их воздействием.Однако применение не всех способов принесет хороший результат. Помните, что сварка двумя последними способами в домашних условиях весьма затруднительна по техническим причинам. Исключите также вариант с холодной сваркой.
Схема аргонно-дуговой сварки.
Что необходимо для сварки металла в домашних условиях? Итак, вам понадобится следующее:
- сварочный аппарат, предназначенный для аргонно-дуговой сварки;
- баллон с аргоном;
- алюминиевая проволока;
- осциллятор;
- горелка.
Процесс ведения работ своими руками
Чтобы приобрести алюминиевую проволоку, с которой вы будете работать, ознакомьтесь со всеми техническими и химическими свойствами алюминия. Когда все приспособления приобретены, можете приступать к работе. Первым делом зачищаете поверхность металла на месте стыков при помощи стальной щетки (можно взять другой инструмент). После этого обязательно обработайте места контактов флюсом со специальным составом. Таким образом, вы избавитесь от оксидной пленки и сможете работать непосредственно с металлом.
Для очистки поверхности алюминия перед сваркой используйте стальную щетку.
Следующим этапом работы будет использование газовой горелки. Нагреваете ее до нужной температуры, а затем прогреваете ею места швов. Одновременно прикладываете еще один стержень, который будет расплавляться под воздействием огня и смешиваться с алюминием в один сплав.
Таким образом, процесс сварки алюминия в домашних условиях довольно трудоемкий, требующий навыков и опыта. Новичкам следует ознакомиться с основными правилами сварки, особенностями сварочных работ и их тонкостями. Неопытный человек может допустить немало ошибок, поэтому важно иметь навыки в этом деле.
Процесс плавления занимает много времени, при этом должна быть соблюдена техника безопасности, в противном случае это становится вредно для здоровья.
Несмотря на трудность работы, алюминий является востребованным металлом. Он применяется почти везде. Благодаря отличным химическим свойствам из алюминия изготавливаются конструкции станков и механизмов.
Помните, что не все способы сварки дадут результат. Несмотря на прочность сплава при сварке, могут возникать и отрицательные факторы. Поэтому на сегодняшний день самым доступным и простым способом считается аргонно-дуговой. Его сумеет выполнить даже новичок, однако необходимо в точности соблюдать инструкцию. Для этого вы должны владеть профессией сварщика и уметь обращаться с подобными аппаратами.
moyasvarka.ru
|
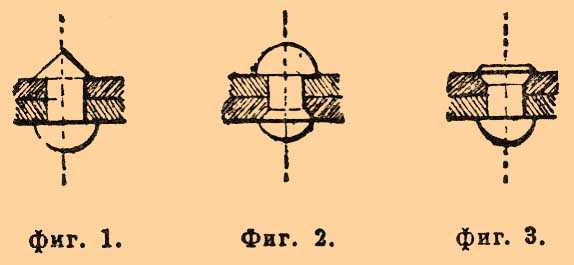
При выполнении сварных работ в домашних условиях применяют в основном два вида сварки: газовую и ручную электродуговую сварку. Эти два вида сварки отличают наиболее качественным сварным швом при соединении неразъемных деталей металла. В свою очередь существует несколько видов сварных соединений получаемых при использовании газовой и электродуговой сварки: - стыковой шов, используемый для соединения деталей отличающихся по толщине друг от друга; - угловой шов применяется при необходимости соединения двух разных плоскостей для образования угла; - тавровый шов, это ничто иное, как переваривание торца одного изделия к поверхности другого;
а также пробочные и с накладками. При сваривании изделий из чугуна применяются различные виды стыковочных швов. Сварка же этого металла осуществляется, как горячим методом, так и холодным. Горячий вид сварных работ требует прикладывания достаточное количество усилий и считается трудоемким. Для выполнения горячей сварки необходимо произвести формовку деталей, их очистку от различного вида загрязнений и предварительный нагрев до 700С. После подготовительных этапов, выполняется сварка чугуна и последующее охлаждение. Сваривание чугуна при помощи холодной сварки не требует масштабных подготовительных работ, нужно только отчистить детали и разделить кромки свариваемого металла, после чего выполняется сварка и проковка. Проковывать детали после холодной сварки обязательно нужно, так как если этого не сделать, то могут появиться трещины около выполненного сварного шва. Электроды для сварных работ холодной сваркой используется следующие:
Для качественного проведения сварочных работ по чугуну применяется как переменный, так и постоянный ток, сила которого рассчитывается исходя из 1 миллиметра используемого электрода. Так на 1 миллиметр электрода необходимо подавать примерно 70-80 А тока. Все проблемы, которые возникают, при сварке чугуна возникают из-за того, что металл имеет низкую стойкость к образованию трещин сварного шва, а также очень сложно подвергается обработке. Поэтому не стоит пренебрегать подготовительными работами и выполнять все виды сварки по чугуну, учитывая характеристики данного металла.
|
3g-svarka.ru
процесс ведения работ (фото, видео)
Сварка алюминия в домашних условиях может осуществляться многими методами. Эти методы отличаются между собой особенностями процесса и требуемыми инструментами и приспособлениями.

Схема сварки алюминия полуавтоматом.
Этот металл является очень капризным при проведении сваривания.
Получение качественной сварки в домашних условиях алюминия и его сплавов является особой отличительной чертой, которая отличает сварщика высшей категории от простых любителей.
Без наличия определенных профессиональных навыков проводить сваривание такого металла достаточно сложно и не гарантирует качества.
Основные способы сваривания алюминия и его сплавов
При сваривании металла для получения качественного результата требуется соблюдать некоторые правила и требования. Например, одним из требований является нахождение проволоки для присадки в зоне плавления под углом строго 90 градусов к электроду, а электрод, в свою очередь, должен использоваться специальный, предназначенный для проведения сварных работ с алюминием и его сплавами, такими как, например, дюраль.
Применение алюминия и его сплавов.
При проведении процесса сваривания нужно четко соблюдать правильность подачи присадки. Присадочная проволока подается короткими возвратно-поступательными движениями. Сварка дюралюминия должна осуществляться обязательно при постоянной длине дуги. Оптимальной является длина дуги в 1,5-2,5 мм. При сварке дюралюминия требуется, чтобы рабочий электрод находился на вылете от наконечника горелки на расстоянии 1-1,5 мм. При проведении сварки в домашних условиях передвигать горелку требуется в направлении строго справа налево.
Оптимальным способом проведения работ с алюминием является использование специального аппарата. Особенностью этого типа сварочного аппарата является способность при помощи формирования импульса высокого напряжения разрушать защитную оксидную пленку на поверхности металла. Такой тип сварочного оборудования является достаточно дорогим, и в случае отсутствия возможности его приобретения можно воспользоваться обычным аппаратом для полуавтоматической сварки. Для этой цели потребуется соответствующая настройка и переделка оборудования
Вернуться к оглавлению
Подготовка полуавтомата для сваривания алюминия
При подготовке оборудования потребуется заменить направляющий проволоку металлический канал, расположенный внутри кабеля, на канал, изготовленный из тефлона. Тефлоновый канал способствует значительному снижению сопротивления трению и не позволит в процессе работы проволоке запутаться. Для этой цели отвинчивается зажимная гайка и старый канал извлекается, после чего на его место устанавливается новый. На горелке осуществляется замена наконечника на специальный, рассчитанный на работу с алюминием. Такие наконечники маркируются обычно буквой А или латинскими Al. Такой наконечник препятствует прогоранию алюминиевой проволоки.
Схема сварочного полуавтомата.
После установки тефлонового канала и наконечника горелка готова к работе. Для осуществления работ по свариванию алюминия потребуется выбрать соответствующую проволоку. После установки проволоки в аппарат он настраивается на работу с алюминием.
На панели управления устанавливается тип рабочего материала, диаметр проволоки и скорость подачи проволоки. Скорость подачи алюминиевой проволоки является большей, нежели скорость подачи проволоки из стали. После подготовки заготовки для стали сваривание можно осуществлять по технологии, аналогичной технологии сваривания стали.
Помимо сваривания полуавтоматом, алюминий можно сваривать при помощи газовой и электрической сварки.
Вернуться к оглавлению
Газовая сварка алюминия
Осуществление сваривания алюминия дома состоит из нескольких этапов. На первом этапе требуется подготовить все необходимые инструменты и приспособления. Помимо всего прочего, при проведении сварочных работ потребуется наличие малогабаритного прута из алюминия, использование которого дает возможность в процессе проведения работ получить качественный шов и надежное соединение.
Алюминиевые прутки существуют в нескольких различных модификациях, которые выбираются в зависимости от концентрации алюминия в заготовке и толщины свариваемого металла. Реализация таких стержней осуществляется в специальных картриджах из пластика, которые удобны в транспортировке.
Схема устройства газовой горелки.
На втором этапе проводится тщательная подготовка места сваривания металла. Подготовка места проведения сварочных работ осуществляется путем зачистки поверхности детали в месте будущего стыка при помощи металлической щетки. После проведения зачистки щеткой место будущего шва обрабатывается специальным флюсом.
Эта обработка предотвращает образование пленки окислов, что позволяет работать в процессе проведения работ непосредственно с чистым металлом.
Третий этап проведения работ заключается в нагреве газовой горелки до требуемой температуры и прогрева при помощи ее места образования швов. В процессе прогрева осуществляется прикладывание дополнительного стержня, который плавится под воздействием температуры и смешивается с основным металлом, соединяя части конструкции между собой.
Вернуться к оглавлению
Сваривание алюминия при помощи электродуговой сварки
Электрическая сварка алюминия в домашних условиях потребует от человека, ее осуществляющего, соответствующей квалификации в сварочном деле и соответствующих умений. Этот вид сварки требует высокого мастерства от сварщика. Дело в том, что осуществление сваривания алюминия электросваркой потребует знаний при выборе используемого электрода и настройки необходимого режима работы сварочного аппарата.
Классификация дуговой сварки.
К выбору электрода требуется подходить со всей ответственностью, так как от него зависит разогрев металла в месте прикосновения до температуры плавления.
Электрическая сварка алюминия имеет несколько существенных недостатков:
- невысокое качество шва по сравнению со швами, получаемыми при использовании газовой сварки;
- наличие вероятности сильного разбрызгивания металла в процессе проведения сварных работ;
- плохое отделение шлаковых масс, которые впоследствии могут стать причиной появления ржавчины.
Недостатки сваривания алюминия при помощи электродуговой сварки при соответствующей квалификации сварщика можно свести практически на нет.
Вернуться к оглавлению
Технология процесса сваривания алюминия электродуговой сваркой
Процесс сваривания алюминия при помощи электродуговой сварки состоит из нескольких этапов.
На начальном этапе требуется подготовиться к проведению работы. Для этой цели подготавливается весь инструмент, который может понадобиться в процессе выполнения сваривания. На этом же этапе осуществляется выбор соответствующих электродов и подготовка сварочного аппарата к работе. При выборе электродов предпочтение следует отдать тем маркам электродов, которые имеют алюминиевое покрытие. Такие электроды гораздо легче поддаются плавлению по сравнению с электродами, изготовленными из чистой стали. Электроды, имеющие алюминиевое покрытие, позволяют ускорить процесс выполнения сваривания.
На втором этапе осуществляется активация сварочного аппарата. При проведении работ с алюминием средней толщины требуется, чтобы рабочая температура была в пределах 250-300 градусов Цельсия, а при работе с толстыми заготовками из этого металла потребуется температура порядка 400 градусов.
В процессе работы требуется для предотвращения появления в ходе кристаллизации микротрещин медленно охлаждать расплав. Помимо этого, охлаждение позволяет достичь хорошего проплавления при минимальном расходе электроэнергии. При осуществлении манипуляций с крупными деталями может потребоваться разогрев заготовок.
На третьем этапе операций осуществляется непосредственно процесс сваривания алюминиевых заготовок. В процессе работы нельзя совершать электродом поперечных движений.
Пятый этап осуществления работ заключается в очистке шва от образовавшегося шлака и его промывке. Для очистки от шлака можно использовать щетку с металлическим ворсом. В случае невыполнения операции очистки или некачественном ее выполнении шов с течением времени может начать ржаветь.
Используя сварку из алюминия, можно изготовить большое количество изделий в домашних условиях.
expertsvarki.ru