Основные параметры метрических резьб. Параметры резьбы
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
НОРМИРОВАНИЕ ТОЧНОСТИ
МЕТРИЧЕСКОЙ РЕЗЬБЫ
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
Резьбовые соединения широко применяются в машиностроении и приборостроении (около 60% всех деталей имеют резьбу). Резьбы делятся по назначению на крепежные и специальные. Крепежные резьбы используют для соединения деталей, подлежащих периодическому разъему. Специальные резьбы могут быть кинематическими (для передачи движения и усилий), упорными (для восприятия односторонних больших нагрузок), трубными (для герметичных соединений) и др. Общими требованиями для всех резьб является обеспечение взаимозаменяемости и свинчиваемости, т.е. соединение гайки и болта без ощутимого люфта (зазора).
Метрическая резьба является универсальной, и получила наиболее широкое распространение [2, 4, 12]. Профиль метрической резьбы и основные параметры установлены по ГОСТ 9150 (см. рис. 5.1
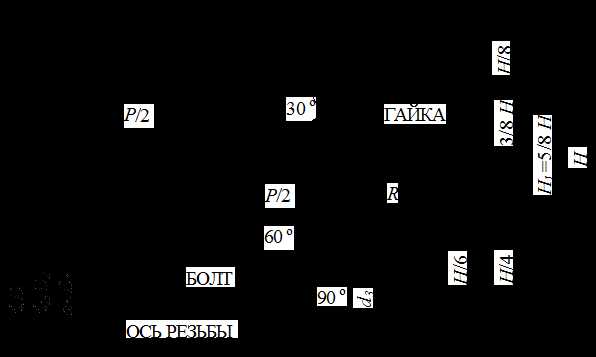
Рис. 5.1. Профиль метрической резьбы:
H - высота исходного треугольника, H = 0,866P, h2 = 0,541P; R - номинальный радиус закругления впадин болта, R = H/6 = 0,14P
. Основные параметры общие для наружной (болта) и внутренней (гайки) резьбы: наружный диаметр d(D) (указывается в условном обозначении резьбы), внутренний диаметр d1 (D1 ), средний диаметр d2 (D2 ), шаг резьбы - Р, угол профиля a=60°, теоретическая высота витка Н; рабочая высота витка Н1.
. Свинчиваемость болта и гайки производится по среднему диаметру. Средний диаметр – это диаметр воображаемого соосного с резьбой цилиндра, который делит профиль резьбы так, что толщина витка равна ширине впадины и равна половине шага (Р/2).
Форма впадины у наружной резьбы может быть плоскосрезанной по диаметру - d1 или радиусной по диаметру - d3 (резьба более прочная). Метрическая резьба может выполняться с крупным и мелким шагом. Мелкий шаг назначается для тонкостенных деталей, при короткой длине свинчивания (высота гайки), при работе в условиях вибрационных нагрузок. Зависимость шага от диаметра резьбы и ряды предпочтительного применения установлены в ГОСТ8724 (см. табл. 5.1). Основные размеры резьбы выполняются по ГОСТ24705. Расчетные значения диаметров резьбы (d1, d2, d3) могут быть определены по формулам табл. 5.2.
Похожие статьи:
poznayka.org
Основные параметры метрических резьб
| Шаг резьбы, Р, мм | Наружный диаметр d для резьб | Средний диаметр d2, D2, мм | Внутренний диаметр d1, D1, мм | |
| С крупным шагом, мм | С мелким шагом, мм | |||
| 1 | 6 | 8 10 | 5,350 7,350 9,350 | 4,917 6,917 8,917 |
| 1,25 | | 10 | 7,188 9,188 | 6,647 8,647 |
| 1,5 | 10 | 12 14 16 | 9,026 11,026 13,026 15,026 | 8,386 10,386 12,386 14,386 |
| 1,75 | 12 | 10,863 | 10,106 | |
| 2 | 14 16 | 18 20 22 24 | 12,701 14,701 16,701 18,701 20,701 22,701 | 11,835 13,835 15,835 17,835 19,835 21,835 |
| 2,5 | 18 20 22 | 16,376 18,376 20,376 | 15,294 17,294 19,294 | |
| 3 | 24 27 | 30 36 42 48 56 64 72 80 | 22,051 25,051 28,051 34,051 40,051 46,051 54,051 62,051 70,051 78,051 | 23,752 26,752 32,752 38,752 42,752 52,752 60,752 68,752 76,752 |
| 3,5 | 30 33 | 27,727 30,727 | 26,211 29,211 | |
Окончание табл. 27
| Шаг резьбы, Р, мм | Наружный диаметр d для резьб | Средний диаметр d2, D2, мм | Внутренний диаметр d1, D1, мм | |
| С крупным шагом, мм | С мелким шагом, мм | |||
| 4 | | 64 72 80 90 | 33,402 61,402 69,402 77,402 87,402 | 31,670 59,670 67,670 75,670 85,670 |
| 4,5 | 42 | 39,077 | 37,129 | |
| 48 | 44,752 | 42,587 | ||
| 6 | 64 | 72 80 90 100 | 60,103 68,103 76,103 86,103 96,103 | 57,505 73,505 83,505 93,505 |
2.2. Нормирование точности метрических резьб при посадках с зазором
Нормирование точности любых цилиндрических резьб с прямолинейными боковыми сторонами (метрической, трапецеидальной, упорной и др.) построено по единым принципам.
Для обеспечения взаимозаменяемости болта и гайки на длине свинчивания устанавливают предельные контуры резьбы свинчиваемых деталей. Предельные контуры резьбового соединения при посадке с зазором показаны на рис. 26.
Действительные контуры свинчиваемых деталей определяются действительными размерами наружных d(D), средних d2(D2) и внутренних d1(D1) диаметров, шага Р и угла профиля .
Общие принципы задания допусков и посадок резьбовых соединений аналогичны нормированию требований точности к гладким соединениям деталей.
Для наиболее распространенных метрических резьб с зазором с диаметрами от 1 до 600 мм (ГОСТ 16093-2004) установлены следующие степени точности и основные отклонения (табл. 28).
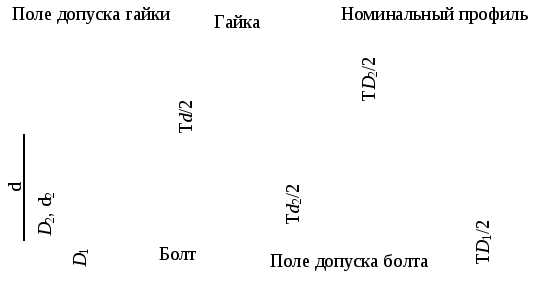
Рис. 26. Предельные контуры резьбового соединения при посадке
с зазором
Таблица 28
Степени точности и основные отклонения метрических резьб
| Нормируемый параметр в мм | Степени точности | Основные отклонения |
| Диаметр болта: наружный d средний d2 Диаметр гайки: внутренний D1 средний D2 | 4; 6; 8 3; 4; 5; 6; 7; 8; 9; 10 4; 5; 6; 7; 8 4; 5; 6; 7; 8; 9 | d; е; f; q; h d; е; f; q; h Е; F; G; Н Е; F; G; Н |
| Примечание: * – только для деталей из пластмасс | ||
Расположение полей допусков по контурам профилей резьбы показано на рис. 26. Расположение основных отклонений диаметров метрической резьбы на схемах полей допусков относительно нулевой линии аналогично расположению соответствующих основных отклонений диаметров гладких соединений.
Основные отклонения Е и F применяются в специальных случаях, когда на резьбу наносятся защитные покрытия значительной толщины. Нулевыми линиями для отсчета отклонений перпендикулярно оси резьбы являются линии номинального профиля.
Основными отклонениями являются для наружной резьбы –еs, а для внутренней резьбы +EI, так как в посадках с зазором поле допуска направлено «в тело» резьбовой детали. Основные отклонения h=H=0, как и для гладких соединений.
Длина свинчивания оказывает влияние на степень точности и допуск резьбы, поэтому установлено три группы длин свинчивания: N – нормальные, L – длинные и S – короткие.
Длина свинчивания, отличная от нормальной, может быть оговорена в обозначении резьбы или технических требованиях. Допуск резьбы при отсутствии оговорок может относиться ко всей длине резьбы, если она меньше нормальной. Если длины свинчивания меньше 2,24 Р d0,2, то они относятся к коротким, если длины свинчивания больше 6,7 Р d0,2 (d и Р в мм), то они относятся к длинным, а посередине этого интервала находятся нормальные длины свинчивания.
Для сравнительной оценки точности резьбы введено понятие классов точности: точный, средний, грубый. Для одного и того же класса точности при длине свинчивания S допуск среднего диаметра рекомендуется уменьшать, а при длине свинчивания L увеличивать на одну степень точности по сравнению с нормальной длиной свинчивания (табл. 29). В каждый класс точности включены определенные поля допусков предпочтительного, обычного и ограниченного применения.
Резьбы точного класса применяют для ответственных статически нагруженных резьбовых соединений, а также для получения посадок с малыми колебаниями характера соединения. Для резьбовых соединений общего назначения применяют резьбы среднего класса, а при пониженных требованиях к точности, например, в длинных глухих отверстиях применяют грубый класс точности.
Посадки с зазором образуются любым сочетанием полей допусков болтов и гаек из табл. 28, но предпочтение следует отдавать сочетаниям полей допусков одного класса точности. Причем в первую очередь необходимо применять поля допусков предпочтительного применения, которые позволяют получать посадки с наименьшими зазорами.
Допуски наружных диаметров болтов Tdи внутренних диаметров гаек 
В табл. 31 приведены основные отклонения диаметров болтов и гаек.
Допуски средних диаметров болтов  и гаек
и гаек приведены в табл. 32.
приведены в табл. 32.
Таблица 29
studfiles.net
Классификация и основные параметры резьбы
Поиск ЛекцийГлава 5 Резьбы
Глава 5 Резьбы.. 1
5.1 Классификация и основные параметры резьбы.. 1
5.1.1 Метрическая резьба. 1
5.1.2. Дюймовая резьба. 1
5.1.3. Трубная цилиндрическая резьба. 2
5.1.4. Трубная коническая резьба. 2
5.1.5. Трапецеидальная резьба. 2
5.1.6. Упорная резьба. 2
5.1.8. Прямоугольная резьба. 2
5.2. Виды профилей и изображение резьбы. 3
5.2.1. Условное изображение резьбы на стержне. 4
5.2.2. Условное изображение резьбы в отверстии. 5
5.2.3. Условное изображение резьбы в сборе. 5
5.2.4. Условное изображение резьбы.. 5
5.3 Изображение резьбы (ГОСТ. 8
Классификация и основные параметры резьбы
5.1.1 Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81. По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
5.1.2. Дюймовая резьбаВ настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
5.1.3. Трубная цилиндрическая резьбаВ соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).Резьба стандартизована для диаметров от 1/16 " до 6" при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
5.1.4. Трубная коническая резьбаПараметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности j/2 = 1°47'24" (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
5.1.5. Трапецеидальная резьбаТрапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
5.1.6. Упорная резьбаУпорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.5.1.7. Круглая резьбаКруглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
5.1.8. Прямоугольная резьбаПрямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
5.2. Виды профилей и изображение резьбы.Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
poisk-ru.ru