10. Технология точения древесины на токарном станке. Подготовка заготовок к обработке на токарном станке
Подготовка к точению
Подготовка к точению
Подробности Категория: Обработка древесиныPaste a VALID AdSense code in Ads Elite Plugin options before activating it.
class="eliad">Подготовка к точению цилиндрических деталей на токарном станке
На токарном станке обтачивают в основном заготовки из древесины лиственных пород — березы, бука, клена, липы, ольхи, ясеня. Они должны быть сухие, без сучков, трещин и смоляных кармашек. Желательно использовать древесину с волнообразным расположением волокон (косослой): такие заготовки в процессе обработки меньше трескаются, не раскалываются.При подборе заготовки (бруска квадратного сечения) учитывают припуск на точение и крепление в станочных приспособлениях: 5...6 мм по диаметру и 40... 60 мм по длине. На торцах заготовки карандашом проводят диагонали; полученные в местах их пересечения центры накалывают шилом или наносят кернером. Рубанком сострагивают боковые грани бруска, придавая заготовке форму восьмигранника.
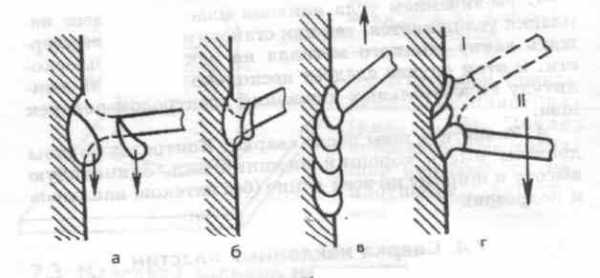
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус (см. рис. справа а), закрепляют в зажиме верстака и киянкой забивают в патрон (см. рис. 6). Для более надежного закрепления через боковое отверстие патрона в заготовку ввинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки просверливают отверстие диаметром 4...5 мм на глубину 8... 10 мм (см. рис. а). После этого через центр отверстия делают пропил ножовкой с мелкими зубьями на глубину 3...5 мм (см. рис. 6). В центре другого торца заготовки кернером делают углубление (см. рис. слева в).
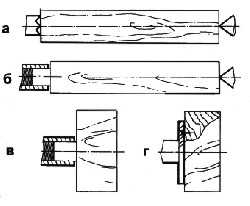
Короткие заготовки большого диаметра крепят в планшайбе(см. рис. справа г).Закреплять заготовку в трезубце на станке нельзя, поэтому трезубец снимают, ставят на верстак и забивают заготовку киянкой до тех пор, пока боковые острия трезубца надежно не войдут в торец бруска. После этого трезубец с заготовкой устанавливают на станке, подводят заднюю бабку, зажимают заготовку центром и стопорят его с помощью зажима (см. рис. г).
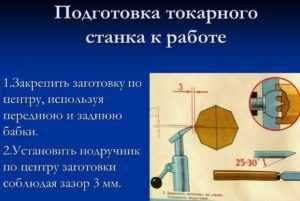
Подручник устанавливают таким образом, чтобы его верхняя опорная поверхность была на 2...3 мм выше уровня линии центров станка и отстояла от обрабатываемой детали не более чем на 3 мм (см. рис.). Для проверки зазора заготовку поворачивают вручную на один оборот.
Прежде чем подготавливать заготовку для токарной обработки, нужно определить способ ее крепления на станке.Перед закреплением заготовки надо проверить, не имеет ли она трещин, особенно на торцах.Перед включением станка следует проверить величину зазора между заготовкой и подручником, надежность крепления подручника и заготовки.Светильник должен быть установлен так, чтобы была освещена только деталь.До начала работы со станка надо убрать все посторонние предметы, разложить инструмент на установленные места.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
technologys.info
Технология точение заготовки на токарном станке
Описание презентации по отдельным слайдам:
1 слайд Описание слайда:
Описание слайда: Технология токарных работ по дереву
2 слайд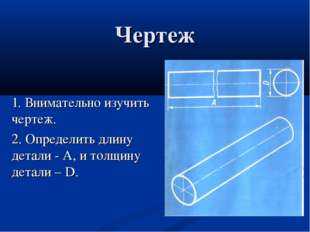 Описание слайда:
Описание слайда: Чертеж 1. Внимательно изучить чертеж. 2. Определить длину детали - А, и толщину детали – D.
3 слайд Описание слайда:
Описание слайда: Подобрать заготовку 1.Проверить размеры заготовки по длине, ширине и толщине. 2. Установить рейсмус по размеру.
4 слайд Описание слайда:
Описание слайда: Разметка заготовки 1. Провести разметочные линии по четырем поверхностям бруска. 2. Рейсмус плотно прижимать к базовой поверхности бруска.
5 слайд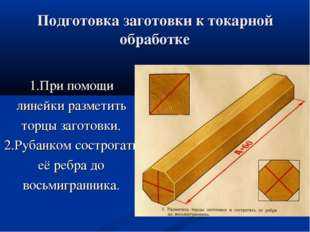 Описание слайда:
Описание слайда: Подготовка заготовки к токарной обработке 1.При помощи линейки разметить торцы заготовки. 2.Рубанком сострогать её ребра до восьмигранника.
 Описание слайда:
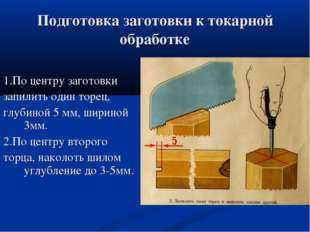
Описание слайда: Подготовка заготовки к токарной обработке 1.По центру заготовки запилить один торец, глубиной 5 мм, шириной 3мм. 2.По центру второго торца, наколоть шилом углубление до 3-5мм.
7 слайд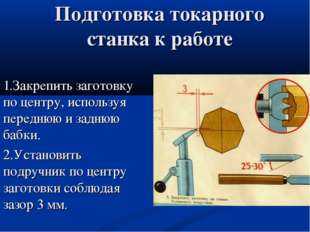 Описание слайда:
Описание слайда: Подготовка токарного станка к работе 1.Закрепить заготовку по центру, используя переднюю и заднюю бабки. 2.Установить подручник по центру заготовки соблюдая зазор 3 мм.
8 слайд Описание слайда:
Описание слайда: Черновое точение Полукруглым резцом получить Цилиндрическую поверхность по всей длине заготовки с припуском 2-3 мм.
9 слайд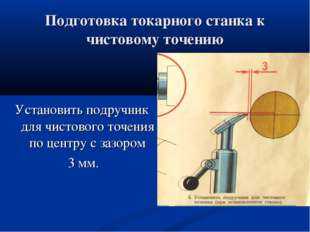 Описание слайда:
Описание слайда: Подготовка токарного станка к чистовому точению Установить подручник для чистового точения по центру с зазором 3 мм.
10 слайд
Чистовое точение Косым резцом выточить и выровнить цилиндрическую заготовку по размерам чертежа.
11 слайд Описание слайда:
Описание слайда: Разметка детали Разметить длину детали и длину необходимых профилей согласно чертежа.
12 слайд Описание слайда:
Описание слайда: Окончательное точение детали 1.Косым резцом подрезать деталь по длине. 2.Проточить необходимые профили согласно чертежа.
13 слайд Описание слайда:
Описание слайда: Зачистка детали Используя шлифовальную шкурку, отшлифовать все необходимые профили.
14 слайд Описание слайда:
Описание слайда: Окончательное изготовление токарного изделия 1.Используя упор для пиления отрезать деталь по длине. 2.При помощи напильника и шлифовальной шкурки зачистить торцы детали.
15 слайд Описание слайда:
Описание слайда: Виды токарных работ
16 слайд
Правила безопасной работы Не включать станок без разрешения учителя. Не включать станок без ограждения ременной передачи. Не опираться на части токарного станка. Не класть инструменты и другие предметы на токарный станок.
17 слайд Описание слайда:
Описание слайда: Правила безопасной работы. 5. О всех неисправностях в станке и электропроводке немедленно сообщать учителю. 6. Запрещается одновременно работать на станке вдвоем.
Найдите материал к любому уроку,указав свой предмет (категорию), класс, учебник и тему:
Выберите категорию: Все категорииАлгебраАнглийский языкАстрономияБиологияВсемирная историяВсеобщая историяГеографияГеометрияДиректору, завучуДоп. образованиеДошкольное образованиеДругоеДругойЕстествознаниеИЗО, МХКИзобразительное искусствоИностранные языкиИнформатикаИскусствоИспанский языкИсторияИстория РоссииИстория Средних вековИтальянский языкКлассному руководителюКультурологияЛитератураЛитературное чтениеЛогопедияМатематикаМировая художественная культураМузыкаМХКНачальные классыНемецкий языкОБЖОбществознаниеОкружающий мирОсновы безопасности жизнедеятельностиПриродоведениеРелигиоведениеРисованиеРусский языкСоциальному педагогуТехнологияУкраинский языкФизикаФизическая культураФилософияФинский языкФранцузский языкХимияЧерчениеЧтениеШкольному психологуЭкология
Выберите класс: Все классыДошкольники1 класс2 класс3 класс4 класс5 класс6 класс7 класс8 класс9 класс10 класс11 класс
Выберите учебник: Все учебники
Выберите тему: Все темы
также Вы можете выбрать тип материала:
Краткое описание документа:
Данная презентация помогает проводить урок технологии в шестом классе по теме "технология точения заготовки на токарном станке по дереву".В ней представлены рисунки наглядно показывающие как подготовить заготовку для роаботы на токарном станке.Так же на ресунке отображено правильная установка заготовки в станок для проведения работы,Выполнение технологической подрезки торцов заготовки со стороны передней и задней бабки.Как правильно выполнять точение заготовки и последующую безопасную обработку и шлифовку. На слайдах также имеются правила техники безопасности при проведении токарных работ.
Общая информация
Номер материала: 344502
Похожие материалы
Оставьте свой комментарийinfourok.ru
Обработка заготовок на токарных станках
1. Типы станков токарной группы
Для обработки поверхностей тел вращения на машиностроительных и ремонтных заводах применяют следующие разновидности (типы) станков токарной группы: автоматы и полуавтоматы, револьверные, сверлильно-отрезные, карусельные, универсальные токарно-винторезные, лобовые, многорезцовые, копировальные и специализированные.
Наибольшее применение имеют универсальные токарно-винторезные станки, на которых могут выполняться все виды токарных работ:
- обтачивание наружных и внутренних цилиндрических, конических, ступенчатых, эксцентричных и фасонных поверхностей;
- подрезание торцов и получение центровочных гнезд;
- обработка отверстий осевым инструментом;
- нарезание наружной и внутренней резьб.
Устройство токарно-винторезного станка, инструмент и принадлежности будут изучены далее. Рассмотрим характерные особенности некоторых типов станков токарной группы.
Карусельные станки
На карусельных стенках обрабатывают детали тел вращения больших диаметров при относительно малой высоте (маховики, шкивы, колеса и др.).
Ось вращения обрабатываемых деталей вертикальна, что упрощает установку на станок заготовок большой массы.
Карусельные станки могут иметь два или четыре суппорта, одну или две станинные стойки и круглый вращающийся стол (планшайбу). Один из суппортов (верхний) оснащен револьверной головкой для закрепления режущих инструментов.
На карусельных станках можно выполнять все виды токарных работ, кроме нарезания резьб резцами, т.к. в кинематической цепи карусельных станков нет винторезной цепи.
Револьверные станки
Револьверные станки предназначены для серийного изготовления деталей с поверхностями вращения из прутка различной формы или штучных заготовок, полученных отливкой, штамповкой или ковкой.
Револьверные станки разделяют:
а) по виду заготовки - прутковые и патронные;
б) по расположению оси револьверной головки - с вертикальной и горизонтальной осью головки;
в) по числу гнезд в головке для инструмента - 4-х, 6-ти и 16-ти позиционные;
г) по степени автоматизации - обычные и полуавтоматы.
Револьверные станки, в отличив от токарно-винторезных, вместо задней бабки имеют револьверную головку (круглую или шестигранную) - поворотный механизм для установки различных инструментов. Револьверная головка имеет только продольную подачу, поперечная подача осуществляется поперечным суппортом.
Время обработки детали на револьверном станке значительно меньше, чем на обычном токарном, вследствие сокращения времени на перестановку инструментов, применения отключающих упоров и одновременной работы нескольких инструментов.
На револьверных станках, как и на карусельных, отсутствует винторезная цепь, поэтому резьбу можно нарезать только специальными инструментами: плашками, метчиками, резьбонарезными головками и др.
studfiles.net
План урока: Подготовка заготовок к обработке на токарном станке Устройство назначение, станка
Утверждаю Преподаватель-руководитель ОД «МХК, искусство и технология» «____» октябрь 201 года План проведения занятия по предмету «Технология (включая черчение)» (для 6 класса) Тема: Подготовка заготовок к обработке на токарном станке Устройство назначение, станка Цель: Ознакомить учащихся с технологией изготовления деталей выполненными из древесины; развивать навыки работы по чертежу и технологической карте изделия, самоорганизации практической деятельности; воспитывать внимание, аккуратность, технологическую дисциплину, трудолюбие, бережливость, ответственность за результат своей деятельности Тип: Урок изучения новых знаний Комбинированный представление, изучение и систематизирование нового учебного материала. Задачи: Используя знания функциональных особенностей станков токарной группы и применяя режущий инструмент, изготовить одно из изделий прикладного назначения – ручку напильника как образец изделий декоративно-прикладного творчества. Правила безопасной работы. Планируемые результаты Личностные Сформировать стремление у обучающих развитие интереса: подготовка заготовок к обработке на токарном станке МетапредметныеСформировать у обучающих понимание в определении устройства токарного станка Предметные Раскрыть навыки и операции, выполняемые на станке Ресурсы урока: конспект проведения урока, презентационный материал, мультимедийное сопровождение. Ход урока (содержание и методические рекомендации) Содержание деятельности учителя Содержание деятельности обучающихсяВоенная составляющая Планируемый результат Этап № 1. Организационный 4 мин. Принимаю доклад о прибытии и наличии обучающихсяОбъявляю тему и задачи урока ЗКВ докладывает о готовности к уроку Соблюдение обучающими внутреннего распорядка МсВУПроявление ответственности Этап № 2. Проверка домашнего задания 6 мин. Провожу опрос по материалам предыдущего урока: Устройство токарного станка СТД-120М Обучающиеся отвечают на заданные вопросы по предыдущему урокуИнженерные войска укрепление мостов из лиственных пород древесин. Самооценка своих умственных и физических способностей Этап № 3. Изучение нового материала 40 мин. Довожу до обучающихся: Художественное точение – широко распространённый вид художественной обработки древесины, применяемый при изготовлении мебели, посуды, игрушек и других предметов, который ведёт своё начало от старинных русских промыслов. Сущность процесса резания при точении на токарном станке заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. Обучающиеся слушают излагаемый материал, производят записи в тетради, при возникновении вопросов задают их. Токарный станок СТД 120М предназначен для изготовления малогабаритных деталей из древесины используемые в инженерных сооруженияхсухопутных войск Оценка изделий из древесины и область их применения Этап № 4. Закрепление новых знаний 15 мин. Прошу обучающихся ответить на вопросы: Знаяprofhelp.net
10. Технология точения древесины на токарном станке
10. Технология точения древесины на токарном станке
Сущность процесса резания при точении заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки (рис. 36).
Подготовка заготовки для точения на токарном станке может включать в себя отрезку ее по длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку центров вращения заготовки; придание заготовке формы, близкой к цилиндрической. Если заготовка имеет форму квадрата, то для нахождения центров вращения на торцах проводят диагонали и на их пересечении шилом накалывают отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму восьмигранника. После этого заготовку крепят на станке.
Для точения древесины применяют различные стамески (рис. 38) и другие режущие инструменты.
Желобчатые полукруглые стамески выпуклые (рис. 38, а) и вогнутые (рис. 38, в) применяют для черновой обработки заготовок, а косые стамески (рис. 38, б) применяют для чистовой, окончательной обработки поверхностей, а также для подрезания торцов и вытачивания конусов.
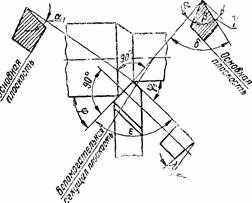
Режущая часть токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из передней и задней поверхностей, а также режущей кромки (рис. 39).
Передней поверхностью лезвия называют ту поверхность, по которой сходит стружка. Задней называют поверхность, обращенную к обрабатываемой заготовке.
Угол между передней и задней поверхностями называют углом заострения лезвия β (рис. 39).
Пересечение передней и задней поверхностей образует линию 3, называемую режущей кромкой (рис. 39).
Чем острее режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая кромка создает шероховатую и ворсистую обработанную поверхность.
Острота режущей кромки проверяется лупой. Угол заострения лезвия β измеряют угломером. Этот угол может изменяться от 20° при точении мягкой древесины и чистовой обработке до 40° при точении твердой древесины и черновой обработке.
Переднюю и заднюю поверхности затачивают на наждачном круге, при этом плоскую стамеску перемещают вдоль оси вращения круга (рис. 40, а), а полукруглую стамеску поворачивают вправо и влево (рис. 40, б).
Затем лезвие правят, снимая заусенцы и затачивая его круговыми движениями на наждачном бруске (рис. 41, а), плотно (без зазора) прижимая переднюю или заднюю поверхность к плоскости бруска (рис. 41, б).
Аналогично доводят лезвие на мелкозернистом бруске (рис. 41, в), который называют оселком.
По гладким передней и задней поверхностям легче скользит разрезаемая древесина, что уменьшает силы резания и улучшает качество обработки.
Косые стамески бывают с односторонней и двухсторонней заточкой. Они имеют срезанную под углом γ (наклонную) режущую кромку (рис. 38, б; рис. 39, а).
Прежде чем начинать работу, изучают технологическую карту на обработку изделия. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки (см. рис. 13).
Перед изготовлением детали выполняют наладку и настройку станка. Для этого подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой поверхности заготовки составляло 2...3 мм. Для проверки зазора заготовку поворачивают вручную 2-3 оборота.
После этого выбирают и устанавливают нужную частоту вращения шпинделя. Подбирают заранее и раскладывают необходимые режущие и измерительные инструменты.
Если центр задней бабки в станке не вращающийся, то его смазывают машинным маслом (2...3 капли).
Перед точением надевают защитные очки, включают станок, берут стамеску в правую руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к подручнику левой рукой сверху, как это показано на рис. 36.
Вначале выполняют черновое (грубое) точение полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и снимают стружку его серединой. Затем плавно перемещают стамеску влево или вправо, срезая слой древесины левой или правой частью закругленного лезвия.
Для чистового точения заготовки оставляют припуск 3...6 мм на обработку до нужного диаметра детали. Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого угла, как это показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения (рис. 42, б)
Тонкую стружку срезают только серединой режущей кромки. Ни в коем случае не допускайте врезания в заготовку острого угла стамески. Это может привести к выбросу стамески и травмированию.
Точат конусы с большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.
Контроль размеров заготовки осуществляют кронциркулем или штангенциркулем только после отключения станка и полной остановки шпинделя.
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь (рис. 43).
При необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).
Хорошие результаты дает полирование сухой детали бруском из более твердой древесины. При этом на поверхности заготовки от нагревания расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.
Перед отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом делают разметку отрезаемой заготовки. Затем включают станок, опирают косую стамеску на подручник острым углом (носком) вниз и выполняют в намеченных местах надрез глубиной на 2...3 мм. Потом стамеску опирают тупым углом (пяткой) на подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно, постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром 8... 10 мм.
Не следует допускать перерезания заготовки, так как надо еще зачистить торец движением стамески к центру вращения таким же способом, как и выполнялся надрез. Аналогично подрезают торец с другого конца заготовки.
После остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы зачищают напильником или шлифовальной шкуркой.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать учителю.
Практическая работа
Точение детали по чертежу и технологической карте
1. Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.
2. Выберите заготовку и спланируйте работу под руководством учителя.
3. Разметьте, подготовьте и установите заготовку на токарном станке.
4. Выберите и проверьте режущие инструменты.
5. Выполните черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.
6. Проконтролируйте размеры и шероховатость поверхностей обработанной детали.
Новые термины: Точение (черновое, чистовое), стамеска (желобчатая выпуклая, вогнутая; плоская косая), передняя поверхность, задняя поверхность, угол заострения, режущая кромка, оселок, полирование.
Вопросы и задания.
1. Какое точение называются черновым, а какое чистовым?
2. Какими инструментами выполняют точение?
3. Как крепят на станке длинные и короткие заготовки?
4. Как устанавливают подручник?
5. Как подрезают торцы детали на станке?
6. Какими инструментами и как контролируют размеры вытачиваемой детали?
Сайт управляется системой uCozberezaklim.ru
Обработка заготовок на токарных станках
Тольяттинский Государственный Университет
Кафедра «Технология машиностроения»
по дисциплине
«Технологические процессы машиностроительного производства»
на тему:
«Обработка заготовок на токарных станках».
Студенты: Костина Д.В.
Константинова Е.Е.
Группа: М-102
Преподаватель: Логинова Л.А.
Тольятти 2003 год
Содержание:
1. Токарная обработка
2. Классификация токарных станков
3. Сущность обработки металлов резанием
4. Режущий инструмент. Геометрические параметры режущего инструмента
5. Инструментальные материалы
6. Образование стружки и сопровождающие его явления
7. Режимы резания при точении
8. Тепловые явления при резании металлов
9. Изнашивание режущих инструментов
10. Влияние смазочно-охлаждающей жидкости на процесс резания
11. Жесткость и вибрации системы станок – приспособление – инструмент – деталь
12. Шероховатость. Точность обработки
13. Паспорт токарного станка
14. Кинематика и узлы токарного станка
15. Автоматизация и механизация токарной обработки
16. Вклад отечественной науки в исследование процессов резания металлов
Список литературы
1. Обработка заготовок на токарных станках (Влияние геометрии инструмента на процесс резания. Инструментальные материалы для лезвийного инструмента. Совершенствование токарной обработки)
Токарная обработка (точение) – наиболее распространенный метод изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.) на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Иными словами обработка на токарных станках представляет собой изменение формы и размеров заготовки путем снятия припуска. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Обрабатываемость материалов резанием зависит от их химического состава, структуры, механических и физических свойств. При черновом точении обрабатываемость оценивают скоростью инструмента при соответствующей скорости и силе резания, а при чистовой – шероховатостью поверхности, точностью обработки и стойкостью инструмента.
Обрабатываемость металлов определяют методами, основанными на оценке изменений стойкости режущего инструмента при различных скоростях резания. Допустимую скорость резания как критерий оценки обрабатываемости применяют наиболее часто, так как скорость резания оказывает весьма существенное влияние на производительность, а следовательно, и на себестоимость обработки. Считается, что лучшую обрабатываемость имеет тот металл, который при прочих равных условиях, допускает более высокую скорость резания. На токарных станках обрабатывают такие конструкционные материалы, как чугун, сталь, цветные металлы и их сплавы, пластмассы.
2. Классификация токарных станков
В зависимости от вида выполняемых работ, степени автоматизации и специализации металлорежущие станки подразделяют на девять групп. Каждая группа, в свою очередь, подразделяется на девять подгрупп (типов станков).
Металлорежущие станки подразделяют: 1 группа – токарные станки; 2 – сверлильные и расточные; 3 – шлифовальные, заточные, полировальные и доводочные; 4 – комбинированные; 5 – зубообрабатывающие; 6 – фрезерные; 7 – строгальные, долбежные и протяжные; 8 – разрезные; 9 – разные.
Каждая подгруппа характеризуется конструктивными особенностями станков и делится на типы: 1 – автоматы и полуавтоматы одношпиндельные; 2 – автоматы и полуавтоматы многошпиндельные; 3 – сверлильно-отрезные; 4 – револьверные; 5 – карусельные; 6 – токарные и лобовые; 7 – многорезцовые; 8 – специализированные; 9 – разные.
По степени специализации токарные станки подразделяются на универсальные, специализированные и специальные.
Универсальные станки являются самой многочисленной группой в парке токарных станков. А них можно производить все технологические операции, характерные для токарной обработки.
Специализированные станки – станки, на которых производят обработку ограниченного числа технологических операций на деталях одного наименования; это, как правило, автоматизированные станки, налаженные на обработку нескольких поверхностей. Специализированные станки снабжают специальной оснасткой и применяют обычно в крупносерийном и массовом производстве.
Специальные станки служат для выполнения одной или нескольких операций на детали одного типоразмера (такие станки, как правило, не переналаживаются на обработку других деталей).
По степени точности токарные станки подразделяют на пять классов.
Класс Н: станки нормальной точности, к которым относят большинство универсальных станков (1К62, 16К20).
Класс П: станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки (16К20П, 1И611П).
Класс В: станки высокой точности, полученной за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировки узлов и станка в целом (1В616).
Класс А: станки особовысокой точности (при их изготовлении предъявляют еще более высокие требования, чем к станкам класса В).
Класс С: станки особо точные или мастер-станки, изготовляемые с максимально возможной степенью точности и повышенными требованиями к сборке и регулировке узлов.
При обозначении станков токарной группы первая цифра указывает группу станков, вторая – тип станка, последующие цифры – технические параметры станка (максимальный диаметр обрабатываемой детали, высоту центров и др.). Буква после первой или второй цифры символизирует завод-изготовитель или его модернизацию. Буква, поставленная в конце цифрового шифра, указывает на класс точности станка.
3. Сущность обработки металлов резанием
Для осуществления процесса резания необходимы два движения: главное движение и движение подачи.
Главное движение, определяющее скорость резания в токарных станках, - вращательное , оно сообщается, как правило, заготовке.
Движение подачи сообщается инструменту и может выполняться по прямолинейной и криволинейной траекториям.
На обрабатываемой детали 1 различают три вида поверхности: обрабатываемую, обработанную и поверхность резания.
Схема положения поверхности обрабатываемой детали к плоскости резца
Обрабатываемой поверхностью а называется поверхность заготовки на участке, который подлежит обработке на данной операции.
Обработанной поверхностью в называется поверхность, которая получается после обработки, т.е. после снятия стружки.
Поверхностью резания б называется поверхность, образуемая на обрабатываемой детали режущей кромкой резца. Она является переходной между обрабатываемой и обработанной поверхностями.
Плоскостью резания д называется поверхность, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной плоскостью г называется плоскость, параллельная продольной и поперечной подачам и перпендикулярная к плоскости резания.
4. Режущий инструмент
При работе на токарных станках используют различные режущие инструменты: резцы, сверла, развертки, метчики, плашки, фасонный инструмент и др.
Геометрические параметры режущего инструмента
Резец (рис.1) представляет собой стержень прямоугольного (иногда круглого) сечения и состоит из рабочей части и корпуса . Рабочая часть резца является режущей частью, на которой находится лезвие инструмента. Корпус резца служит для установки и крепления инструмента на станке.
Рабочая часть резца имеет переднюю поверхность, главную и вспомогательную задние поверхности, главную и вспомогательную режущие кромки, вершину лезвия и радиус скругления режущей кромки.
Передней поверхностью называется поверхность лезвия, контактирующая при резании со стружкой.
Задними поверхностями называются поверхности лезвия, контактирующие при резании с поверхностями заготовки. Одна из них называется главной поверхностью и расположена в направлении подачи резца, а другая – вспомогательной задней поверхностью.
Режущая кромка лезвия образуется пересечением передней и задней поверхностей лезвия. Одна из них называется главной режущей кромкой, так как формирует большую сторону сечения срезаемого слоя, а другая – вспомогательной режущей кромкой, так как формирует меньшую сторону сечения срезаемого слоя. Вспомогательных режущих кромок может быть одна или две.
Вершина лезвия резца называется участок режущей кромки в месте пересечения двух его задних поверхностей. Вершина резца в плане может быть острее ой и закругленной.
Рабочая часть резца имеет главные углы, углы в плане и угол наклона главной режущей кромки. К главным углам относят задний угол, угол заострения, передний угол и угол резания.
Главные углы резца находятся в главной секущей плоскости перпендикулярной к главной режущей кромке, плоскости резания и основной плоскости. Рабочая часть резца представляет собой клин, форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется углом заострения и обозначается β.
mirznanii.com
Токарная обработка дерева — деревообработка на токарном станке
В старину красивые вещи из дерева могли делать только мастера своего дела при помощи ручного инструмента, но когда был изобретён современный токарный станок, и его приспособили для столярных работ, положение дел изменилось. Теперь любой человек, изучивший азы работы на станке, способен, используя точение дерева, создавать почти произведения искусства.
В последние годы деревообработка стала не только производством каких-либо деревянных изделий на предприятиях, но и увлечением многих тысяч любителей выточить поделку из дерева на своём личном токарном станке для деревообработки.
Если делать какую-либо деталь из дерева ручным инструментом, то такое занятие займёт много времени, ту же самую поделку на станке можно сделать гораздо быстрее, и даже качественней. Вручную красивые вещи из дерева может сделать только мастер своего дела, но любой желающий может освоить азы такого ремесла как токарная обработка дерева, и у него будут получаться весьма красивые поделки. Попробуем немного рассказать об этом ремесле.
Устройство и принцип работы токарного станка по дереву
Основные узлы токарного станка по дереву
Главное отличие токарного станка по дереву от его собрата, на котором обрабатываются заготовки по металлу, заключается в том, что у него вместо механического устройства для подвода резца к обрабатываемой детали установлен подручник — приспособление для упора стамесок.
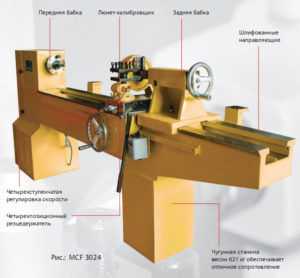
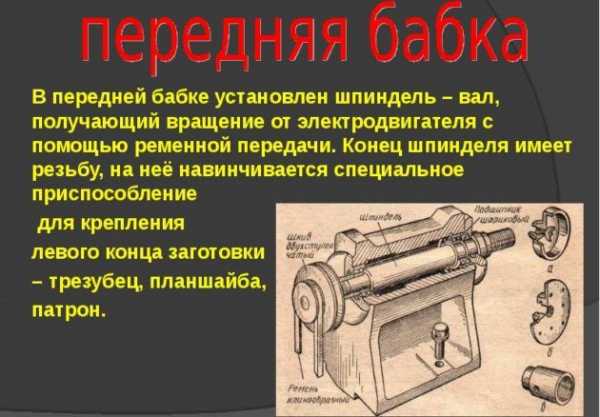
Токарный станок для деревообработки устроен несложно. На станине устройства располагаются передняя и задняя бабки. В передней бабке расположен шпиндель, в него вставляют разные приспособления, с помощью которых крепится левый конец деревянной заготовки. Задняя бабка служит для упора правого конца длинной заготовки. Между левой и правой бабкой устанавливается подручник, который служит для упора инструмента, которым будет обрабатываться заготовка.
Шпиндель приводится в движение электродвигателем. Скорость вращения может регулироваться. Кстати, некоторые токарные работы можно исполнять на фрезерных станках, но об этом рассказ должен быть в отдельной статье.
Заготовка закрепляется в патроне, который установлен на шпинделе. Потом она поджимается задней бабкой. Если устройство подпора задней бабки неподвижное, то его перед установкой заготовки смазывают машинным маслом. Прежде чем начинать устанавливать заготовку, нужно в ней точно вычислить и отметить центр. Его проще всего найти, если воспользоваться угловым центроискателем. Если заготовка будет закреплена не по центру, то при вращении шпинделя это вызовет её «биение», и качественно выточить деталь не удастся.
Выбор материала и его подготовка

Породы дерева
Дерево — податливый материал для изготовления самых разных поделок. Тем не менее, нужно учитывать, что не все породы дерева одинаково легко поддаются токарной обработке. Легче всего на токарном станке обрабатываются заготовки из ореха, граба, бука, липы, березы и груши. Хвойные породы, а также дуб и ясень поддаются точению значительно труднее. Подбирая материал для заготовки, следует выбирать такие болванки, на которых нет трещин, выпадающих сучков, просмолок и прочих дефектов.
Следует учесть, что разные породы дерева имеют свою внутреннюю неповторимую красивую текстуру. Зная, какая у каждого из видов деревьев внутренняя текстура, легче подбирать необходимую болванку для изготовления той или иной поделки. Из ореховой древесины можно выточить красивую пудреницу, круглую шкатулку, а из дерева акации получается великолепная солонка. Текстуру дерева нужно учитывать при выточке того или иного изделия.
Прежде чем поставить болванку на токарный станок, нужно как можно больше подогнать её размер под будущее изделие ручным инструментом, например, топором. Толстое полено незачем устанавливать в центры, если предстоит выточить тонкую деталь. Его следует обтесать. Если заготовка в сечении имеет квадратную форму, то углы тоже можно срезать ручным инструментом, придав болванке более округлую форму.
Приспособления для крепления деревянной заготовки
Наиболее часто употребляемое приспособление для крепления болванки — поводковый патрон. Чаще всего для токарных работ по дереву используется два вида таких приспособлений.
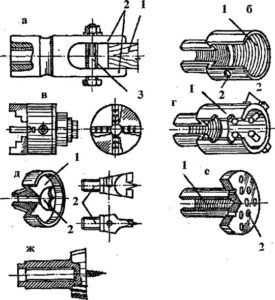
Схема патрона с зубцами
Первый вариант такого устройства — патрон с зубцами. Крепится заготовка в таком приспособлении следующим образом: следует просверлить небольшое отверстие в отмеченном центре болванки, вставить в него центральный зуб патрона, конечно, предварительно сняв его (патрон) со шпинделя, после чего следует слегка ударить по хвостовику приспособления, тем самым вгоняя остальные зубцы в древесину.
Таким способом размечается место установки болванки в патрон. Устанавливаем его на шпиндель, после чего устанавливаем заготовку согласно разметке, поджимаем пинолью задней бабки — можно начинать точение дерева.
Второй вариант поводкового крепления деревянной болванки — использование планшайбы. Такое приспособление представляет собой металлический круглый диск. В середине расположено отверстие для надевания и крепления на шпинделе токарного станка.
По всей площади диска в правильном порядке располагаются сквозные отверстия. Через эти отверстия болтами или шурупами (саморезами) заготовка и крепится к планшайбе. Предварительно нужно отметить центр заготовки, а потом её устанавливать. Без использования планшайбы не обойтись, когда требуется точение дерева торца заготовки, и задней бабкой для упора уже не воспользоваться.
Инструмент для точения дерева
Чаще всего для обработки древесины на станках используются токарные стамески. По сравнению с обычными стамесками токарные имеют более удлинённые ручки, их резцы изготавливаются только из высококачественной инструментальной стали. То есть стамеска состоит из двух частей — ручки и, насаженного на неё, металлического полотна с заточенным под определённым углом или обоюдоострым лезвием.
Для разных задач существуют разные типы стамесок. Новичку в токарных делах для того, чтобы начать работать с деревом, достаточно научиться владеть вот этими двумя стамесками:
Стамески для токарных работ
- рейером — у этой стамески полукруглое лезвие, которое изготавливается из толстой пластины, она предназначена для черновой обтачки заготовки;
- мейселем — этот вид стамесок предназначен для чистовой обработки детали, лезвие заточено наискось, причём с обеих сторон.
Большую часть остальных типов токарных стамесок причисляют к фасонным инструментам. Ими придаётся окончательный вид выточенной детали. К примеру, на выточенной солонке можно вырезать декоративные канавки. Вот некоторые виды таких стамесок:
- стамеска-крючок — таким резцом можно выточить в торце заготовки углубление;
- стамеска-гребёнка — с её помощью можно нарезать внутреннюю и внешнюю резьбу или же нанести множество декоративных канавок;
- стамеска-кольцо — ею можно делать то же самое, что и при помощи крючка.
Видов фасонных резцов существует великое множество. Опытные токари под конкретную задачу придумывают свои резцы, и изготавливают их сами.
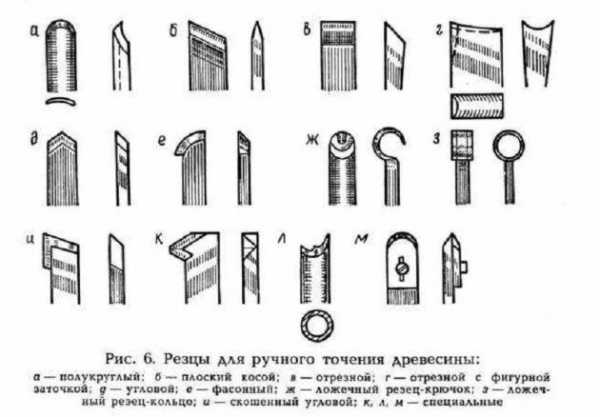
Резцы для точения древесины
Технология работы на токарном станке
Желательно, чтобы рабочее место перед токарным станком было оборудовано для конкретного работника — под его рост. Обрабатываемая деталь должна находиться на уровне локтя. Прежде чем начать работать, токарь должен занять устойчивую и удобную стойку перед станком.
 Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Теперь можно запустить двигатель. Чем более чистовая работа производится, тем больше должна быть скорость вращения шпинделя. Упираем тело полотна стамески в подручник, медленно приближаем резец к вращающейся заготовке. Снимать стружку надо тонким слоем, нельзя позволять резцу глубоко проникать в тело болванки — это небезопасно. Одной рукой держат полотно стамески, а другой — её рукоять. Желательно плотно прижимать локоть к телу, таким манером создается более сильный и неподвижный упор.
Соблюдение правил безопасности при работе на токарном станке — обязательное условие
Не освоив правила безопасности работы на станке, не стоит и подходить к нему, иначе работник может здоровье потерять, а не получить удовольствие от классно изготовленной детали. Основные требования безопасности при проведении токарных работ по дереву изложены ниже:
Техника безопасности
- токарь должен быть одет в спецодежду, которая должна быть плотно застёгнута на все пуговицы;
- волосы должны быть убраны в головной убор;
- обязательно надевание защитных очков и опускание защитного экрана;
- ручки стамесок не должны иметь трещины;
- заготовка должна быть надёжно закреплена в патроне;
- заготовка не должна иметь повреждений;
- станок должен быть заземлен;
- все настроечные манипуляции (замер размера, пододвигание подручника к детали и т. д.) должны выполняться при выключенном станке.
Существуют и другие пункты требований по безопасности, которые могут быть изложены либо в производственной инструкции, либо в документации завода-изготовителя токарного станка.
Видео по теме: Точение изделий из дерева на токарном станке
promzn.ru