Большая Энциклопедия Нефти и Газа. Работа станка
Работа на токарном станке по дереву: точение и обработка, видео
Содержание: [скрыть]
- Разновидности станков для обработки дерева
- Техника безопасности
- Технология обработки
- Правильное положение
- Этап 1: делаем заготовки
- Этап 2: выбор стамески
- Этап 3: фиксация заготовки
- Этап 4: точим изделие
Ручная обработка древесины никогда не изживет себя даже в век полной автоматизации всех производственных процессов, ведь уникальную вещь в большинстве случаев можно создать только вручную. Основы работы на токарном станке по дереву могут пригодиться не только профессиональному столяру, но и начинающим строителям, дизайнерам да и всем желающим освоить это древнее ремесло.
Разновидности станков для обработки дерева
Инструмент для точения дерева имеет разные модификации:
- Универсальный. Он умеет все: обдирать заготовки, нарезать их, точить, шлифовать, сверлить, наносить резьбу. Такое оборудование в виду своей универсальности пользуется высоким спросом и занимает лидирующие позиции на рынке.

- Токарно-винтовой станок предназначен для обработки конусовидных заготовок и нанесения резьбы.

- Токарно-фрезерный инструмент разработан для создания пазов в деревянных изделиях и их обработки.
- Настольная установка для токарных работ включает в себя функции обычного станка, но обладает меньшими размерами, мощностью и функциями. Подходит для ознакомления с ремеслом и приобретения первоначальных навыков.
- Токарный станок по дереву предполагает автоматическую работу без вмешательства человека.
Для обработки древесины допустимо использовать металлорежущий станок. Предварительно следует убрать все масляные подтеки, чтобы к ним не прилипали опилки. Так же необходимо закрыть все щели и отверстия, ведущие к мотору (если таковые имеются).
Техника безопасности
Прежде, чем окунаться в практику, начинающий и опытный токарь периодически обязан повторять правила техники безопасности и на производстве ставить подпись в соответствующем журнале. Итак, основные правила безопасной работы:
- Приступать к выполнению работ только в защитной спецодежде. Обрабатываемый брус дает большое количество мелкой стружки и пыли, которая может попасть в глаза, волосы, залепить одежду.

- Нельзя подходить к рабочему инструменту с распущенными длинными волосами, висящими украшениями.
- Перед включением обязательно проверять заземление.
- Эксплуатация механизма возможна только после проверки состояния оборудования и тестирования холостого хода.
- Надежно фиксировать заготовку для избегания ее срыва.
- Технология точения древесины на токарном станке не подразумевает силовых воздействий на деталь, потому все движения должны быть плавными, осуществляемыми только на полном ходу вала.
- Не передавать предметы через работающий станок.
- Не совать пальцы в работающие механизмы.
К основному перечню добавляют дополнительные пункты на каждом предприятии. Пожалуй, нигде не встретишь правило «не бойся станка», хотя оно является ключевым и исключает нарушение прописанных установок.
Технология обработки
Основной принцип работы заключается в постепенном снятии стружки с заготовки с применением станка и ручных инструментов. Чтобы рассмотреть основной алгоритм производственного процесса, представляем наглядный мастер-класс на токарном станке по дереву.
Правильное положение
Успешная работа во много определяется правильным расположением мастера у станка.
Станина должна располагаться параллельно вашему телу – не нагибайтесь над рабочим местом, не отходите от него далеко. Оптимальное расстояние – длина предплечья. Высота установки должна так же находиться на уровне локтя.

Чтобы не устать, соблюдайте время работы и делайте перерывы через каждые 20-30 минут: ходьба, смена положения, легкий отдых.
Первичную обработку болванки производите захватом инструмента сверху, сомкнув пальцы снизу. Так вы надежно удержите грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
Чтобы обработка дерева на токарном станке прошла без происшествий и порчи материала, сделаем заготовку будущего изделия:
- Возьмем брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором придаем заготовке приблизительную форму цилиндра. Даже опытные мастера не советуют крепить к станку целиковый брусок – велик риск получить травму, поскольку могут отлететь достаточно крупные куски древесины.

- Обозначаем места, где будет произведено вытачивание формы (центры вращения).
Этап 2: выбор стамески
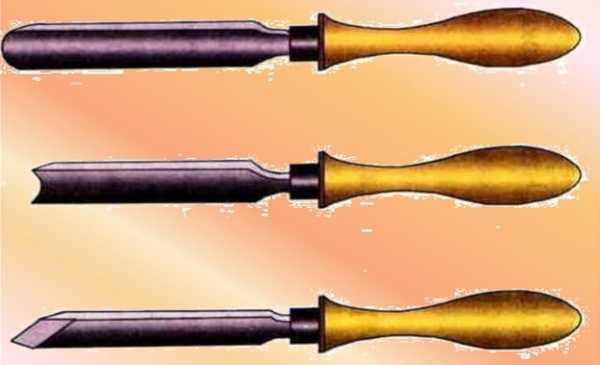
Работа на токарном станке по дереву невозможна без обтачивающих инструментов. Для обработки болванки нам потребуется 3 стамески:
- Желобчатая. Её полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая подготовит изделие к финишной отделке.
- Косая стамеска помогает вытачивать конусы, подрезать торцы и производить чистовую обработку.
Все уроки технологии резьбы по дереву начинаются с заточки стамесок и любого режущего инструмента. От тупого лезвия эффективного результата ожидать не приходится.
Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендовано сделать в ее торцах углубления с помощью стамески в местах прилегания шипов.

Опорную скобу подручника (поддержку для руки) установите на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближайте к поверхности изделия, подкручивайте задний шпиндель станка через каждые 5-10 минут.
Этап 4: точим изделие
Точение дерева начинается с полного запуска вала. Только после набора скорости можно начинать отделку дерева.
Приемы работы на токарном станке подразумевают поочередное использование стамесок по мере обточки грубой болванки.
- Черновая обработка. С нее начинается точение на токарном станке. Установите скорость вращения на 1000-1500 об/мин. Используйте полукруглую стамеску, точнее – ее лезвие и боковые части. Держите инструмент обеими руками, опираясь на подручник. Ведите приспособление в направлении снятия стружки одной рукой, второй только придерживайте ручку стамески. Не давите на дерево!
- Меняем обрабатывающий инструмент – теперь желобчатая полукруглая стамеска поможет создать контур выемок. Направляйте острый торец приспособления по направлению к детали под углом около 450, углубляя лезвие внутрь заготовки в отмеченных местах. На этом этапе осуществляется художественная резьба по дереву.
- Выточенный элемент обрабатываем косой стамеской.

Правильно обработанное изделие не нуждается в дополнительной обработке – его поверхность идеально гладкая.

Чтобы наглядно повторить урок, предлагаем видео с мастер-классом от опытного резчика, где он объяснит все тонкости процесса.
работа станка
Канал Металлообработка больше не будет обновляться... Попробуйте посмотреть группу в ВК - Металлист-станочн...
Советские технологии до сих пор актуальны.
Фрезерный станок с ЧПУ - это тот кто работает за вас, а вы просто наблюдаете за его работай. Конечно, его не...
Работа на ЧПУ станке обучится за 5 минут! Оператор станка ЧПУ - перспективная профессия. Прошло время, когда...
Канал Металлообработка больше не будет обновляться... Попробуйте посмотреть группу в ВК - Металлист-станочн...
Листогиб ручной, собственной конструкции и сборки . Работа на нём ..Как работает листогиб .
Канал Металлообработка больше не будет обновляться... Попробуйте посмотреть группу в ВК - Металлист-станочн...
Обработка массивных деталей является одной из самых сложных задач производственного процесса. Для его...
Смотрите обучающий видеоурок по работе на фрезерном станке с ЧПУ. В этом видео уроке вы увидите, как выполня...
Канал Металлообработка больше не будет обновляться... Попробуйте посмотреть группу в ВК - Металлист-станочн...
00:37 - Основные параметры и узлы станка 05:18 - Передняя бабка и ее механизмы 09:51 - Шпиндель 11:33 - Механизмы подачи...
Станок продан.
Здесь я выкладываю материалы которые были урезаны и не включены на канале Pashkin Frezer.
Двигатель - 1.1 kW, 3000 об/мин. Общая длина столов - 650 мм. Вращение вала 3500 об/мин. 4 ножа по 170 мм. Максимальный...
Как работает деревянный самодельный лобзиковый станок после года работы. Отчет. Подпишитесь на рассылку...
Современный много функциональные станки с ЧПУ.
Обзор в работе станка BELMASH SDMR-2500 в работе. Демонстрация базовых операций, таких как: - распиловка по пласти;...
Видео презентация работы фрезерного станка с чпу STO CNC 1224. Создание объемных 3d вывесок. Технические характе...
Доброго всем здоровья! Провёл испытания своего копировального станка. Результатом тестирования не очень...
Работа станка http://www.chipmaker.ru/topic/180531/page__fromsearch__1.
Нюансы которые нужно знать при работе на станке рабица.
Описание.
Канал Металлообработка больше не будет обновляться... Попробуйте посмотреть группу в ВК - Металлист-станочн...
Преподаватель курса "Практика" рассказывает об устройстве токарного станка ЧПУ и демонстрирует его работу...
Показано что было сделано на часовом токарном станке Т-65.
Канал Арамиса Ахмедова http://www.youtube.com/user/aramis1001 По вопросам заказов на изготовление накладок пишите пожалуйст...
Разговор о рейсмусовом станке, что, где, для чего, как устроен, приёмы работы с рейсмусом.
Так же смотрите все видео - ролики на тему "Работа с деревом с помощью деревообрабатывающего станка и не...
фрезерный станок чпу 900х600 (cnc router)обзор и работа от черновой обработки до готовой детали, обработка древесин...
Мой новый станок.Вид из внутри и работа станка.Показал дополнительный вал,станок с этим валом работает...
Работа на токарном станке по дереву.
Производственная компания «МАН» представляет новый профессиональный станок художественной ковки «Мастер...
https://www.youtube.com/user/Anzor7950/featured?sub_confirmation=1 Первая работа для нашего трудяги ТВ-4 и первая рабочая стружка вдохнови...
Видео работы листогибочного станка Tapco серии Max 20. Простота и надежность конструкции. Удобство и высокая...
Снимаю всё это в надежде, что мой опыт постройки этого станка, кому нибудь да пригодится. Не призываю никого...
Демонстрация работы на универсальном модульном станке "Мастер-2". Видео-инструкция работы на станке "Мастер-2".
Видеоурок по созданию простой управляющей программы для работы с ЧПУ станком. В уроке предоставлена информ...
Станок готов к работе! В данном видео плетется сетка ячейкой 35х35мм, ширина 1.5м Пуско-наладка станка Сетка...
intro gratis sony vegas erro the sims 4 estaquia de manga usbutil 2.0 baixar avast premier 2015 como baixar gta san andreas modificado para pc fraco baixar skyrim torrent minecraft pe 12.0 desbloqueio ps4 2016 bin play store
debojj.net
Качество - работа - станок
Качество - работа - станок
Cтраница 1
Качество работы станка зависит от правильной его установки на фундаменте. В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент. Установку станка на фундаменте производят после полного затвердевания раствора цемента. В отверстия основания станины закладывают фундаментные болты с навинченными гайками и при установке станка на фундамент опускают болты в заранее подготовленные колодцы. [1]
Качество работы станка зависит or правильной его установки на фундаменте. В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент. Установку станка на фундамент производят после полного затвердевания раствора цемента. [2]
Качество работы станка зависит от правильной его установки на фундаменте. В остальных, случаях для достижения надежности и точной работы необходимо подготовить бетонный фундамент. Станок устанавливают на фундамент после полного затвердевания раствора цемента. В отверстия основания станины закладывают фундаментные болты с навинченными гайками и при установке станка на фундамент опускают болты в заранее подготовленные колодцы. [3]
При испытании станка в работе проверяется качество работы станка в нормальных условиях его эксплуатации, правильность работы и согласованность действия всех элементов станка. Испытание станка под нагрузкой включает проверку наибольшего усилия резания с кратковременной перегрузкой на 25 % сверх его номинальной мощности, максимальной мощности и наибольшего крутящего момента. [4]
Конструкция шпиндельного узла во многом определяет качество работы станка. Поэтому в современных моделях токарных станков большое внимание уделено усовершенствованию конструкции шпиндельных узлов и, в первую очередь, опор шпинделя. [5]
При испытании станка в работе проверяется качество работы станка в нормальных условиях его эксплуатации, правильность работы и согласованность действия всех элементов станка. Данные испытания должны производиться в условиях, близких к обычному использованию станка. [6]
Выходящие из ремонта станки подвергаются испытанию под нагрузкой с целью проверки качества работы станка в условиях его нормальной эксплуатации. Во время таких испытаний как при нормальной нагрузке, так и при перегрузке на 25 %, фрикционные муфты не должны буксовать или самовыключаться; регулируемые защитные устройства ( например, пружинная муфта механизма распределения подач) должны работать надежно. [7]
Однако какова бы ни была точность установки станка относительно осей и отметок, выверка его в горизонтальной плоскости должна производиться возможно тщательнее. В конечном итоге качество работы станка определяется точностью обработанных на нем деталей. Такая точность в заводских условиях достигается регулировкой станка в определенном положении. [9]
При испытании под нагрузкой должно быть проверено качество работы станка, правильность функционирования и взаимодействия всех его узлов в условиях нормальной эксплуатации. [10]
Очень ответственными и вместе с тем наиболее изнашивающимися поверхностями станины являются ее направляющие, по которым перемещаются, например, в токарном станке задняя бабка и суппорт. Направляющие обрабатывают особенно точно, так как от их состояния зависит качество работы станка. [12]
Число державок инструментов и их тип определяются требуемой сложностью профиля обрабатываемой детали. На переднем платике 12 станины могут устанавливаться приспособления, обычно применяемые на автоматах фасонно-продольного точения. Предполагаемая конструкция станка посравне-нию с существующими фасонно-продольными автоматами существенно упрощена благодаря устранению кулачков суппортов, передаточных звеньев и самих суппортов, а качество работы станка улучшено. Круговой суппорт может работать и от регулируемого привода с помощью систем программного управления. На суппорте жестко закрепляются несколько инструментов с микрометрической регулировкой на размер. [13]
Измерительные головки зажимаются в кондукторе, и контролер соединяется с ЭВМ путем подключения к ней кондуктора. ЭВМ указывает, когда проверка может начаться, и выдает информацию обратной связи о каждой проверенной детали по альтернативному признаку принято - забраковано. Они устанавливаются с помощью зажимных приспособлений или стоек; результаты отдельного испытания или гистограммы всей партии, прошедшей испытания, могут быть получены по требованию. Изучение гистограммы позволяет обнаруживать дрейф, связанный с износом инструмента, и является средством слежения за качеством работы станка или оператора, причем информация ведется в форме, пригодной для немедленного использования. [14]
Страницы: 1
www.ngpedia.ru
Работа станков по дереву | Видео, деревообработка, работа деревообрабатывающих станков и оборудования
Видео резьба по дереву на станках с ЧПУ
Черновые заготовки, полученные в процессе раскроя лесоматериалов, маютьвидхилення размеров и формы от размеров и формы чистовых заготовок, из которых в дальнейшем получают деталь. Разницу между размерами и формой реальноидетали и заданной на чертеже называют погрешностью. Из многих причинвиготовиты заготовки (детали) абсолютно точно, в соответствии с чертежом, практически невозможно. Степень приближения действительных значений параметривпроцесу, вещества, предмета к его номинального значения називаютьточнистю обработки. Точность обработки регламентируют: Технические условия (ТУ) - точность формы. гост 6449. 1-82. .. Гост 6449. 5-82 "Изделия из древесины и древесныхматериалов. Допуски и посадки". гост 7016-82 "Древесина. Параметры шероховатости поверхности". В процессе обработки обеспечивают необходимую точность заготовок (деталей) при наименьших затратах. Для получения чистовых заготовок следует: снять припуски "(ликвидировать видхиленнярозмирив) предоставить поверхностям необходимого качества. Правильность качества обработанной заготовки характеризуется: прямолинейностью, перпендикулярностью, параллельностью, плоскостности, цилиндричнистю, округлостью и др. Различные по форме заготовки имеют разное количество поверхностей, якимнадають правильные размеры, качество и заданные чертежом 1. Возможные формы заготовоккуты. Прямоугольные в сечении заготовки, количество которых преобладает при изготовлении изделий из древесины, следует обрабатывать с шести сторон. Такеоброблення выполняется на этапе первичной обработки чорновихзаготовок. Предоставить заготовке точные размеры и качество можно только при наличии в нийчистовои установочной базы, с помощью которой она может быть точновстановлена на станках для дальнейшей обработки. Поэтому обробленнячорнових заготовок начинается с образования чистовой базы, якуприймають одну из пластей этой заготовки, используя ее как базу, а затем обрабатывают: одну или две кромки и вторую пласть; или вторую кромку и вторую пласть; торцевые поверхности заготовок. Заканчивают обработки черновых заготовок их торцеванием в размер по длине. Формирование чистовой базы в брусковых заготовок прямоугольного сечения осуществляют на продольно-фрезерных верстатахтаких типов: фуговальные; рейсмусовые; - Три - и четырехсторонние строгальные. 2. Создание базовых поверхоньа односторонних фуговальных станках с ручной подачей. Для создания базовых поверхностей в брусковых заготовок широко применяют фуговальные станки. Характерной особенностью фугувальноговерстата является наличие горизонтального стола. Схема обработки заготовок на фуговальном верстатидвох частей (передней и задней), каждую из которых налаживают отдельно и могут перемещать в вертикальной плоскости. Между ними горизонтальнорозташований ножевой вал. Роль обеих частей стола неодинакова, а вместе -----> Page:
www.machinesvideo.ru
Работа - станок - Большая Энциклопедия Нефти и Газа, статья, страница 2
Работа - станок
Cтраница 2
Работа станка производится следующим образом. Бухта медной ленты закрепляется в кассете, и последняя одевается на ось консоли. У свободного конца медной ленты срезаются углы, и лента заправляется в направляющее устройство и подающий механизм. Поворотом рукояток пакетных выключателей станок включается в работу. [16]
Работа станка за время намотки одного витка происходит следующим образом: 1) челнок движется вдоль якоря, вподя один проводник в паз; 2) челнок останавливается, а якорь поворачивается на одно полюсное деление; 3) челнок движется вдоль неподвижного якоря в обратном направлении, вводя провод в другой паз; 4) когла челнок пройдет всю длину паза, якорь поворачивается на полюсное деление в обратном направлении. [18]
Работа станка показана на схеме рис. 16 - 13, а. Затем вдвигают катушку внутрь каретки 2 и включают привод станка. [20]
Работа станка заключается в прохождении резьбового притира, имеющего прямой и обратный ход, с вертикальным перемещением вверх и вниз, с подачей абразивной жидкости по резьбе плашки. [21]
Работа станка основана на механическом воспроизводстве зацепления сопряженных конических зубчатых колес, одно из которых является воображаемым производящим колесом с прямобочным профилем зуба, подобным зубьям рейки. Режущими инстументами служат два резца с прямолинейными режущими кромками, воспроизводящие боковые грани двух соседних зубьев воображаемого производящего колеса. [22]
Работа станка основана на механическом воспроизводстве зацепления сопряженных конических зубчатых колес, одно из которых является воображаемым цроизводящим колесом с прямобочным профилем зуба, подобным зубьям рейки. [23]
Работа станка основана на механическом воспроизводстве зацепления сопряженных конических зубчатых колес, одно из которых является воображаемым дроизводящим колесом с прямобочным профилем зуба, подобным зубьям рейки. Режущими инструментами - служат два резца с прямолинейными режущими кромками, ( воспроизводящие боковые грани двух соседних зубьев воображаемого производящего колеса. [24]
Работа станка может происходить или при ручном управлении, или в полуавтоматическом цикле. Переключатель ЗПУ служит для автоматического отключения привода шпинделя в конце хода. [26]
Работа станка происходит следующим образом. Бунт стальной проволоки уложен на вращающейся катушке, установленной на стойке. Конец проволоки проходит между роликами правильного механизма, находящегося на станине станка. Дальше проволока проходит сквозь полый шпиндель станка и по выходе из шпинделя зажимается двумя губками, установленными на качающихся: рычагах. Кроме того, проволока зажимается двумя зажимными пальцами, установленными при входе проволоки в шпиндель. [27]
Работа станка происходит следующим образом. Бунт стальной проволоки уложен на вращающейся катушке, установленной на стойке. Конец проволоки проходит между роликами правильного механизма, находящегося на станине станка. Дальше проволока проходит сквозь полый шпиндель станка и по выходе из шпинделя зажимается двумя губками, установленными на качающихся рычагах. Кроме того, проволока зажимается двумя зажимными пальцами, установленными при входе проволоки в шпиндель. [28]
Работа станка с ЧПУ и программирование процесса обработки связаны с системами координат. Для станков с ЧПУ направления перемещений и их символика стандартизованы. Координатные оси расположены параллельно направляющим станка. Единой системой координат для всех станков с ЧПУ является правая система ( рис. 17.12), в которой координатные оси X, Y и Z ( сплошные линии) указывают положительные направления перемещений инструмента относительно неподвижных частей станка. Координатные оси X, Y и Z ( пунктирные линии), направленные противоположно осям X, Y и Z, указывают положительные направления перемещений заготовки относительно неподвижных частей станка. [29]
Работа станка заключается в следующем: реечный долбяк имеет возвратно-поступательное главное рабочее движение вдоль оси заготовки. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Процесс - работа - станок
Процесс - работа - станок
Cтраница 1
Процесс работы станка заключается в следующем. В начале происходит вращение детали и фрезы. Врезание осуществляется путем перемещения детали с кареткой узла / в поперечном направлении на величину высоты фрезеруемой резьбы, а затем перемещение детали в осевом направлении. [1]
В процессе работы станка исключается холостой ход лампового генератора. Производительность станка-автомата - 3600 болтов в час. [2]
В процессе работы станка на дне картера накапливается осадок из мелких осколков стружки, окислов металлов, продуктов осмоления кислых мыл и грязи. При шлифовальных работах и особенно при перемежающейся работе станка на черных и цветных металлах интенсивно образуются окислы металлов, вследствие чего старение смазочно-охлаждаю-щей жидкости происходит в значительно более короткие сроки. Кроме того, при чрезмерной длительности работы станков без зачистки и промывки происходит загнивание жидкости и появляется неприятный запах. [3]
В процессе работы станка, кроме естественного износа шлифовальных кругов, происходят упругие деформации элементов конструкции станка, вследствие чего при некоторых колебаниях в режиме работы станка возникает колебание размеров прошлифованных колец. [4]
В процессе работы станка нужно следить за тем, чтсбы стружка не попадала между направляющими станины и подвижной стойкой во избежание появления задиров. [5]
В процессе работы станка ползун совершает возвратно-поступательное движение с различной скоростью, и яблочко кулисы должно преодолеть сопротивление сил движущихся масс ползуна. В зависимости от ускорения сопротивление имеет различные величины и направления в период как рабочего, так и холостого хода. [6]
В процессе работы станка узел программы с помощью программы передает входную информацию. [7]
В процессе работы станка головка вертикальных перемещений не имеет. Установочный ход головки равен 20 мм. [9]
В процессе работы станка управление им может производиться либо от руки, либо автоматически. [10]
В процессе работы станка возникает необходимость в регулировании главного подшипника и поддерживающего кронштейна. [11]
В процессе работы станка на дне картера накапливается осадок из мелких осколков стружки, окислов металла, смолистых соединений кислых мыл и грязи. При шлифовальных работах и особенно при перемежающейся работе станка на черном и цветном металле интенсивно образуются окислы металла, вследствие чего старение смазочно-охлаждающей жидкости происходит в значительно более короткие сроки. Кроме того, при чрезмерной длительности работы станков без их зачистки и промывки происходит загнивание жидкости и появляется неприятный запах. Смена смазочно-охлаждающих жидкостей должна производиться регулярно, в сроки, предусмотренные графиком. [12]
В процессе работы станка на дне картера накапливается осадок из мелких осколков стружки, окислов металлов, продуктов осмоления кислых мыл и грязи. При шлифовальных работах и особенно при перемежающейся работе станка на черных и цветных металлах интенсивно образуются окислы, вследствие чего старение смазочно-охлаждающей жидкости происходит значительно скорее. Кроме того, при чрезмерном сроке работы станков без зачистки и промывки происходит загнивание жидкости и появляется неприятный запах. [14]
В процессе работы станка на дне картера накапливается осадок из мелких осколков стружки, окислов металлов, продуктов осмолення кислых мыл и грязи. При шлифовальных работах и особенно при перемежающейся работе станка на черных и цветных металлах интенсивно образуются окислы металлов, вследствие чего старение смазочно-охлаждаю-щей жидкости происходит в значительно более короткие сроки. Кроме того, при чрезмерной длительности работы станков без зачистки и промывки происходит загнивание жидкости и появляется неприятный запах. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
работа станка в ручном режиме
работа станка в ручном режиме3.7.1 работа станка в ручном режиме: (manual modes of operation): Работа станка, управляемого оператором вручную, без последовательности, определенной заранее введенной программой.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- работа станка в наладочном режиме
- Работа удельная внутренняя
Смотреть что такое "работа станка в ручном режиме" в других словарях:
Работа — 9.2.5. Работа 9.2.5.1. Общие положения Для безопасной работы машины должны быть предусмотрены все необходимые защитные меры и блокировки безопасности (см. 9.3). Должны быть приняты меры по ограничению движения машины в неуправляемом режиме после… … Словарь-справочник терминов нормативно-технической документации
процесс резания при ручном управлении — 3.4 процесс резания при ручном управлении (manual sawing process): Работа станка в режиме ручного управления, когда все технологические операции обработки на станке включаются, управляются и выключаются оператором вручную. Источник: ГОСТ Р ЕН… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 12840-2006: Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления — Терминология ГОСТ Р ЕН 12840 2006: Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления: 3.5.2 интерполяция по осям координат (axes interpolation):… … Словарь-справочник терминов нормативно-технической документации
режим — 36. режим [частота вращения] «самоходности»: Режим [минимальная частота вращения выходного вала], при котором газотурбинный двигатель работает без использования мощности пускового устройства при наиболее неблагоприятных внешних условиях. Источник … Словарь-справочник терминов нормативно-технической документации
режим работы — 3.3.2 режим работы наладка (machining mode): Режим работы, при котором оператор осуществляет настройку последующих производственных процессов. Программирование, испытание и работа станка осуществляются при ручном управлении (при включенном… … Словарь-справочник терминов нормативно-технической документации
ГОСТ ЕН 12478-2006: Безопасность металлообрабатывающих станков. Станки крупные токарные с числовым программным управлением и центры обрабатывающие крупные токарные — Терминология ГОСТ ЕН 12478 2006: Безопасность металлообрабатывающих станков. Станки крупные токарные с числовым программным управлением и центры обрабатывающие крупные токарные: 3.7 мониторинг ускорения (acceleration monitoring): Система создана… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 13898-2009: Безопасность металлообрабатывающих станков. Станки отрезные для холодной резки металлов — Терминология ГОСТ Р ЕН 13898 2009: Безопасность металлообрабатывающих станков. Станки отрезные для холодной резки металлов: 3.3 место загрузки/разгрузки (load/unload positions): Зона станка, где обеспечены условия для безопасной ручной загрузки… … Словарь-справочник терминов нормативно-технической документации
ГОСТ ЕН 12415-2006: Безопасность металлообрабатывающих станков. Станки токарные с числовым программным управлением и центры обрабатывающие токарные — Терминология ГОСТ ЕН 12415 2006: Безопасность металлообрабатывающих станков. Станки токарные с числовым программным управлением и центры обрабатывающие токарные: 6.1 Маркировка Приводные токарные патроны должны соответствовать ЕН 1550. На всех… … Словарь-справочник терминов нормативно-технической документации
процесс — 4.25 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы. [ИСО 9000:2005] Источник … Словарь-справочник терминов нормативно-технической документации
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
normative_reference_dictionary.academic.ru