Радиус гибки арматуры гост. Радиусы гиба арматуры
Радиус гибки арматуры гост. Арматура гост. Armatura-Tonna.ru
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее - соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п.5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)

требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста - длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки.В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84)п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия):Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Гибка арматуры в МЕТАЛЛ БЮРО
Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.
Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:- ручной
- механизированный
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 - 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.
Гибка арматуры
Арматура используется в сцепке с бетоном для армирования (усиления) железобетонных конструкций. Арматура используется для возведения фундаментов зданий промышленного и гражданского назначения, с ее помощью производят бетонные блоки и металлические конструкции различного типа. Стержни арматуры используют в дорожных работах для усиления дорожного полотна, при возведении мостов и опор. Арматура берет на себя растягивающие напряжения (например, в балках) или служит для упрочнения бетона (например, в колоннах).

пример изделия из согнутой арматуры
Для производства некоторых типов металлоконструкций арматурины необходимо изогнуть под определенным углом. Арматуру производят из специальных сталей и дополнительно упрочняют закалкой, напряжением или сжатием, поэтому металлические прутки обладают дополнительной жесткостью и прочностью. Для того, чтобы согнуть такой пруток, требуется специальное оборудование, но согнуть пруток можно и в домашних условиях.
Существует два способа гибки арматуры: холодный и горячий.
Горячая гибка арматуры
Металлический пруток в зоне гибки нагревают до температуры 700-800 градусов, а затем при помощи подручных инструментов загибают под нужным углом. Важный момент: нельзя производить отпуск в воде, необходимо дождаться естественного остывания металла на воздухе.
При нагревании металл становится пластичным, поэтому при охлаждении в воде он приобретает хрупкость и ломкость (становится закаленным). При этом конечный продукт представляет собой нормализованную мягкую сталь, которая не всегда подходит для сильнонагруженных бетонных конструкций. В этом случае используют холодную гибку арматуры.
Холодная гибка арматуры
При холодной гибке металл подвергается деформации без предварительного нагрева, при помощи инструментов и физической силы. Использование рычага значительно облегчает задачу. В качестве рычага можно использовать, например, два куска трубы. Диаметр трубы подбирается таким образом, чтобы диаметр трубы был меньше диаметра трубы и свободно проходил сквозь трубу. Один отрезок трубы надежно фиксируется, затем в трубу вставляется арматура до места требуемого сгиба, а на нее одевается второй участок трубы.
Классификация станков для гибки арматуры
Все оборудование для гибки можно условно поделить на мобильные устройства и стационарные станки. Их также можно классифицировать по весу (легкие и тяжелые). Тяжелые станки, как правило, являются стационарными и используются в производственных цехах предприятий, занимающихся производством изделий ЖБИ или металлоконструкций. Зачастую они используются непосредственно в цехах, производящих железобетонные плиты. Такой тип оборудования требует определенных условий для подключения.
Мобильные устройства могут обладать разным весом, но их подключение может быть осуществлено без соблюдения специальных требований (они могут подключаться к переносным генераторам). Такие устройства можно подключать и использовать непосредственно на месте проведения работ.
Разновидности станков для гибки арматуры
Станки для гибки арматуры делятся на две большие группы: ручные и автоматизированные.
Ручные станки имеют простое устройство и не обладают большим весом (являются транспортабельными). Но функциональные возможности такого оборудования являются ограниченными. Например, диаметр прутков для гибки не должен превышать 14 мм.
Ручные станки могут быть также снабжены системой ЧПУ, при этом рабочий лишь контролирует работу станка. Использование пульта автоматизированного управления позволяет контролировать угол загиба, который можно запрограммировать вручную. Многие станки имеют сменные насадки, что значительно расширяет спектр их технических возможностей.
Автоматизированные устройства работают по одному принципу, отличие состоит лишь в диаметре используемого прутка и конструкции устройства. По принципу работы такие станки схожи с трубогибами. Металлический пруток поджимают к неподвижной части устройства и, используя отправочные валки необходимого радиуса, при помощи системы рычагов или прижимного вала, сгибают под нужным углом.
Гидравлические и пневматические машины имеют гораздо большие мощности. Используя силу сжатого воздуха или воды, можно сгибать прутки гораздо большего диаметра.
Электромеханические станки гарантируют точность угла сгиба и могут быть использованы для производства ответственных конструкций сложной конфигурации.
Стандартный угол гибки в автоматизированных устройствах равен ≤180 градусов. В тех случаях, когда требуется иной угол гибки, предприятия заказывают оборудование с индивидуальными характеристиками.
Во всех случаях необходимо также учитывать особенности исходного сырья. Так, например, арматуры класса А3 может быть легко согнута даже в холодном состоянии под прямым углом без потери прочности. При сгибе на угол в 180 градусов прочность конструкции уменьшается на 10%.
Не рекомендуется сгибать арматуру одного диаметра на станке с заданными параметрами для другого сечения. Не рекомендуется слишком сильно перегревать место сгиба. Металл должен быть красного оттенка. Не рекомендуется сгибать арматуру с внешними дефектами (трещины, сколы, заусенцы). В этих случаях металлический пруток может лопнуть в месте сгиба.
Источники: http://fordewind.org/wiki/doku.php?id=%D0%B0%D0%BD%D0%BA%D0%B5%D1%80%D0%BE%D0%B2%D0%BA%D0%B0, http://metalburo.ru/armatura/asso_service/gibka_armatury/, http://stalnaya-armatura.ru//03/03/%D0%B3%D0%B8%D0%B1%D0%BA%D0%B0-%D0%B0%D1%80%D0%BC%D0%B0%D1%82%D1%83%D1%80%D1%8B/
Комментариев пока нет!armatura-tonna.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК "Трансстрой"СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Радиусы гибки, применяемые для листовых металлов
Полезные статьи
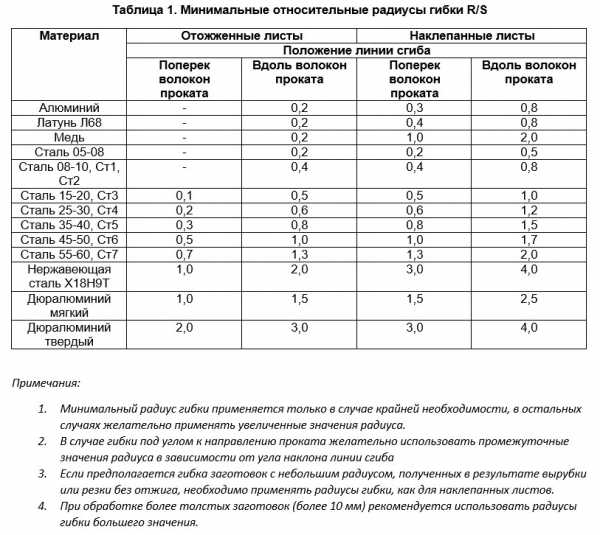
При обработке листового металла, путем холодной гибки, необходимо знать минимальные радиусы, по которым можно производить гиб изделия из определенного металла. Нарушение данных рекомендаций может привести к порче материала и невозможности его дальнейшего использования.
В таблице 1 представлены минимальные значения радиусов холодной гибки металла (R), которые зависят от материала, подвергаемого обработке и его толщины (S).
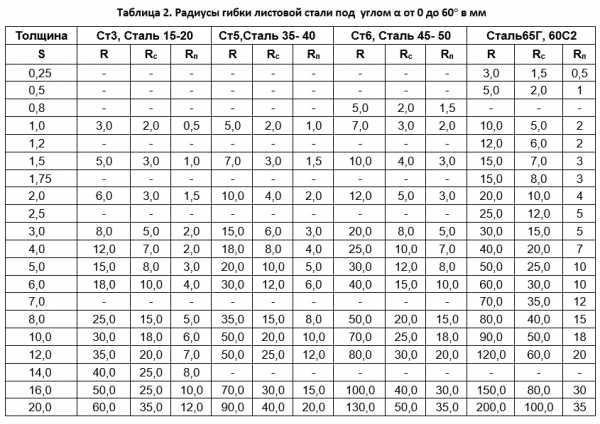
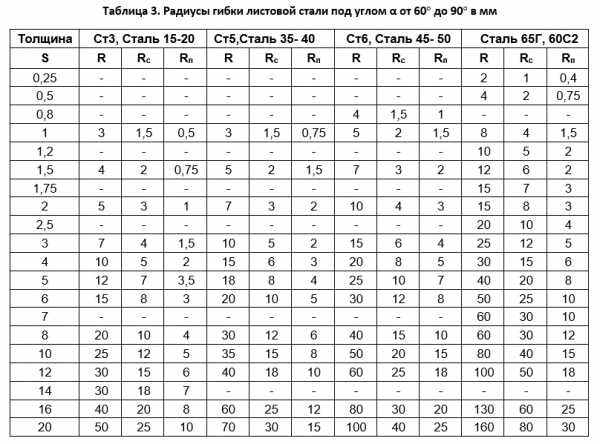
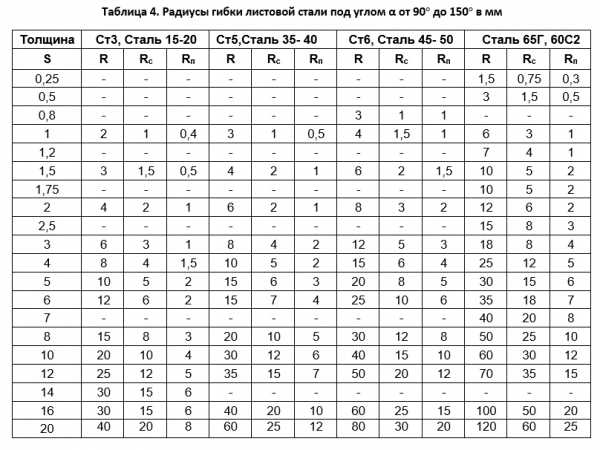
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
Пояснения к таблицам:
- S - толщина обрабатываемого материала;
- R - радиус сгиба материала, без специальных технических требований к выполнению гибки;
- Rc - радиус сгиба материала с притупленными кромками и без заусениц;
- Rп - радиус сгиба материала с притупленными кромками и без отсутствии заусениц, в том случае, если линия сгиба располагается под углом 90 градусов к направлению волокон проката.

Минимальный радиус сгиба металлов круглого и квадратного сечений, мм
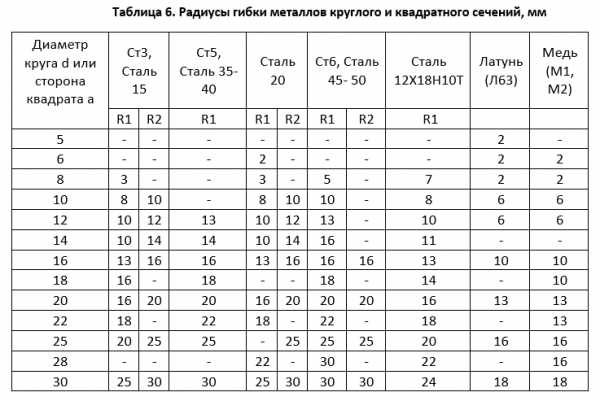
Пояснения к таблицам:
- R1 – радиус гиба металла для профиля круглого сечения;
- R2 – радиус гиба металла для профиля прямоугольного сечения.
Назад к списку статей
s-awangard.ru