Полуавтомат сварочный. Спутник сварочный полуавтомат схема
Полуавтомат сварочный | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Итак, про сварочный полуавтомат. Даю общее описание конструкции, сама конструкция может рулиться относительно наличия запчастей под рукой.
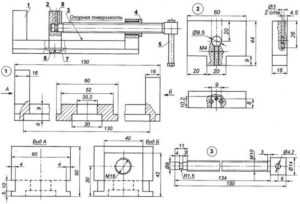
1. Нам нужно 2 трансформатора. Один силовой, один на питание автоматики.Требования к силовому трансу: Мощность 3 кВт, выходное напряжение 30-60 вольт, нужно чтоб он рулился по первичке, необходимо в данном диапазоне 10-15 ступеней для регулировки сварочного тока. Требования к малому трансу – выходное напряжение 8-28 Вольт с шагом 2 вольт. Я изготовил его из транса ТС-180, оставив нетронутой его сетевую обмотку и намотав вторичку ступенями. Посчитать обмотку довольно просто. Там обмотка 6.3 вольта есть, самая толстая, считаем ее витки, делим на 6.3, получаем количество витков на вольт, исходя из этих данных считаем свою обмотку. Общую принципиальную схему установки набросаю отдельно.2. Продвинутым электронщикам могу посоветовать бесступенчатое регулирование по высоковольтной стороне. 3. Описание конструкции механизма протяжки проволоки. Я изготовил этот механизм из КамАЗовского узла привода дворников. Для этого кастрируем в его пластиковой крышке контактные группы возврата в начальное дворника положение, провода эл. двигателя выводим непосредственно на колодку. На выходной вал насажиавем ролик диаметром 50 мм с канавкой под проволоку. Профиль канавки – треугольный, глубина 0,5 мм. В качестве прижима используем подшипник подходящего размера (я юзал закрытый 202й ) прижимая его усилием около5 кг. Смонтировать все это довольно просто – на пластине толщиной около 3 мм (для необходимой жесткости) сделав на ней оси для качающейся планки ролика прижима и барабана под проволоку и сделав отверстия под крепление механизма протяга и его ось.4. Шланг. Его выполнить несложно. Я изготовил его из тросика от мотороллера (сцепление) Он служит каналом для проволоки. Его плотно запихал в ПХВ трубку, а все это в трубку ПХВ большего диаметра, по ней идет защитный газ. Рядом проложил шину питания (медный канатик сечением около 30 мм2) и провода управления (все будет ясно из эл. схемы). Все это вставил в шланг подходящего диаметра.5. Горелка. Ее несложно сделать самому, но я использовал готовую, от полуавтомата «Спутник» Конструкцию описывать долго, но она довольно проста, Все будет ясно из фото. Также с узлом присоединения шланга к автомату.6. Электросхема. Смотрите чертеж.7. Клапан подачи газа – камазовский. Продается в любом магазине запчастей для грузовиков.8. Общая конструкция – сделайте прямоугольную стойку из четырех уголков. Стороны 30х100х120 см. Компоновка будет ясна из фото.

oppozit.ru
Пусковая схема сварочного полуавтомата « схемопедия
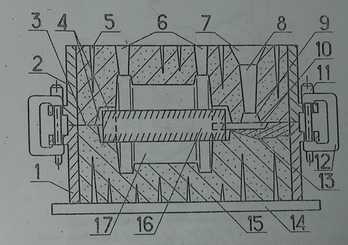
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата В зону сварки также подаётся инертный газ – аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Характеристики сварочного полуавтомата:
Напряжение питания 3-фазы * 380 вольт.
Первичный ток фазы 8-12 ампер.
Вторичное напряжение холостого хода 36- 48 вольта.
Ток холостого хода 2-3 ампера.
Напряжение х/х дуги 56 вольт.
Ток сварки 40-120 ампер.
Регулирование напряжения +20%, – 20 %.
Продолжительность включения 30 %.

Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его – параллельно сетевой обмотке трансформатора Т1.
Трёхфазный трансформатор Т2 можно использовать готовый, на мощность 2-2,5 кВт или купить три трансформатора 220*36 Вольт 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме звезда-звезда. При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5-1,8мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8-10 мм2, количество провода ПВ 3 – 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт – подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» – регулировкой резистора R5 – «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 – питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные – медной или алюминиевой шиной, остальное – проводом в виниловой изоляции диаметром 2мм.
Скачать печатную плату в формате LAY
Автор: Владимир Коновалов
shemopedia.ru
Сварочный полуавтомат от Sema | Самодельные сварочные аппараты, полуавтоматы, схемы.
Схема сварочного полуавтомата предоставленная посетителем сайта sem.
Сварочный полуавтомат собран по такой схеме, ни чего сложного в изготовлении, главное начать
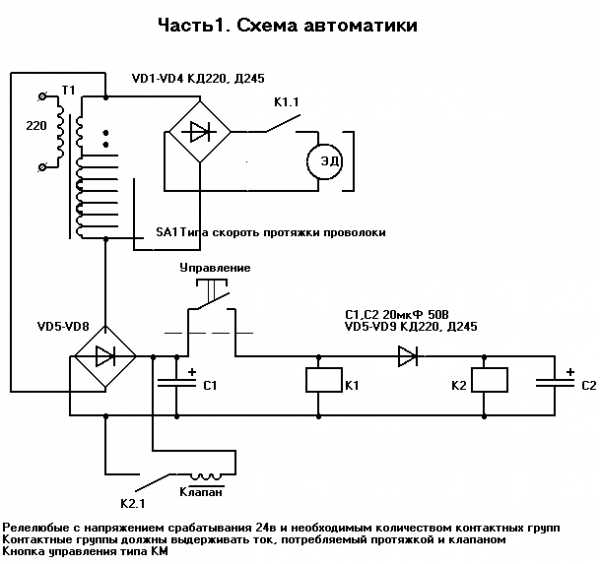
Работает полуавтомат следующим образом:
При подключении полуавтомат к сети, загорается светодиод, который установлен на горелке. При нажатии кнопки управления этот светодиод гаснет. Далее включаются реле К1, К2 и К3.
Реле К1 своими контактами КК1.1 подает напряжение на двигатель подачи проволоки и одновременно отключает тормоз двигателя. Реле К2 своими контактами КК2.1 включает клапан газа. Реле К3 своими контактами КК3.1 включает сварочный ток. В это время идет процесс сварки.
После отпускания кнопки управления, загорается светодиод подсветки, двигатель обесточивается и мгновенно тормозится за счет замыкания контактов КК1.1.
Одновременно с двигателем отключается клапан газа и сварочный ток. Сварка прекращена, схема в исходном состоянии и готова к следующему циклу сварки.
Вот собственно схема:
Печатная плата регулятора оборотов:
Также ее можно скачать в формате программы Sprint-layout по этой ссылке: печатная плата регулятора оборотов ( Количество скачиваний: 989 )
Изначально был собран на П трансформаторе:

Но потом был переделан на ТОР, размеры сердечника D=20.4-d=12-h=11.5 и того 48см*2
первичка алюминий 4х2,5 легла в 4 слоя d=8,5 см последнего
вторичка алюминий 5х10=50мм*2
После переделки, трансформатор стал иметь следующие характеристики:
| U1 | U2 | A хх |
| 1. 22 В | 1. 34 В | 1. 1,0 А |
| 2. 23 В | 2. 36 В | 2. 1,2 А |
| 3. 24 В | 3. 37 В | 3. 1,4 А |
| 4. 25 В | 4. 38 В | 4. 1,6 А |
U1 – напряжение без конденсатора
U2 – напряжение с конденсатором
Корпус сварен из уголка 25 мм, внизу расположена силовая часть и схема управления, вверху находится протяжный механизм:


Дроссель намотан на сердечнике от трансформатора ТСА-270 от старого телевизора шинкой из меди 25 мм*2 30 витков:

Двигатель протяжки проволоки взят от автомобиля ВАЗ, клапан газа от Toyota, изначально стоял ВАЗовский пневмоклапан:

Протяжный механизм собран с двумя прижимными роликами. При таком конструктивном решении вал редуктора двигателя остается как бы в подвешенном состоянии, что снижает нагрузку на него и преждевременный износ.
Общий вид подающего механизма:

Вид механизма протяжки проволоки:

Для удобства при сварке в темных местах, на горелку был установлен светодиод. При нажатии на кнопку управления он тухнет:

Внешний вид:



И в заключении хочу сказать, что очень доволен работой своего сварочного полуавтомата.
Автор схемы и владелец сварочного полуавтомата - sem
svapka.ru