Изготовление точечной сварки своими руками и ее использование. Сварка точечная схемы
Точечная сварка принцип работы, схема аппарата, конденсаторная, устройство
При помощи сварки можно многое делать самому на даче или в гараже. Но сварочные аппараты бывают разными. Некоторые виды работ, на которые уйдет день или два, при использовании одного агрегата, возможно сделать за 5-6 часов на другом специализированном устройстве. Это аппарат для точечной сварки. Накладывать швы на трубах отопления им не получится, за то в других сферах работа с его применением выполняется гораздо быстрее. Что это за аппарат и как он функционирует? В чем его основные преимущества и недостатки? Как сделать контактно точечную сварку своими руками?
Определение
Точечная сварка — это процесс создания соединения между двумя металлическими частями при помощи двух электродов, располагающихся с разных сторон изделия. Она еще называется конденсаторная точечная сварка, потому что разряд тока производится из электрических накопителей с определенной емкостью.
Такими устройствами можно выполнять соединения на пластинах или прутках толщиной до 3 мм. В данном виде сварки не используется присадка. Крепость и прочность соединения образуется за счет сцепления поверхностей в момент нагрева электричеством. В зависимости от размеров свариваемых изделий и их толщины, разнятся и аппараты для ручной точечной сварки. Они бывают стандартной и повышенной мощности, а также с разной длиной рабочих частей.
Управление устройством осуществляется вручную сварщиком. Некоторые модели автоматизированы, но это применяется на крупных заводах с частыми однотипными процессами. Самодельные версии, обычно, небольшого размера от 500 до 700 мм в длину.
Как она работает
Аппараты имеют корпус и выступающие наружу рабочие части-клешни. На конце последних располагаются медные зубцы — электроды. Пластины металла или прутки соединяются между собой в нужном положении и заводятся в рабочую зону аппарата так, чтобы один электрод находился над местом, где требуется сварка, а второй под ним.

Когда все установлено, клешни сводятся и прижимают изделие. Устройство включается, и между электродами и зажатыми частями свариваемого материала, начинает проходить ток большой силы. Это плавит изделие в определенном месте так, что молекулярная решетка рушится и две стороны начинают перемешиваться молекулами между собой. После остывания образуется общая металлическая структура соединения, составляющая в диаметре от 3 до 10 мм, что зависит от силы тока и электродов. Присадочный материал не используется. Все соединения выполняются за счет плавления основного материала и сжатия в этот момент рабочими элементами аппарата.
Этот процесс возможен благодаря преобразованию тока из бытовой сети. Напряжение в 220V понижается на специальном трансформаторе устройства, а его сила возрастает до нескольких сотен ампер. При помощи этого тока возможна работа со сталями толщиной 3-4 мм. Конденсаторный блок накапливает получаемое электричество и под руководством реле перенаправляет его на электроды.
Сварка происходит благодаря импульсу, который длится от 0,1 до 1,5 секунды. Этого времени достаточно для образования точки, которая надежно скрепляет свариваемые части между собой. Небольшое сдавливание руками, от которого передается усилие на клешни, облегчает и улучшает свариваемый процесс. На поверхности остается небольшой след в виде вмятины либо бугорка перегретого металла. Зачистка болгаркой или щеткой по металлу для эстетики позволяет полностью удалить визуальные следы сварки.
Применение контактно точечной сварки
Сварочный аппарат, работающий с импульсом, очень похож по физическим характеристикам тока на споттер. Но разница заключается в двухстороннем доступе к свариваемому изделию. Часто, устройство устанавливают на стол, чтобы удобно было подносить детали. Все работы выполняются на уровне пояса. Так легче прятать глаза и лицо от ультрафиолетового излучения.
При использовании аппарата не надевается сварочная маска, т. к. одной рукой удерживаются детали, а второй осуществляется зажим. Импульс для создания соединения длится около секунды, и постоянное опускание и поднятие маски сильно тормозит процесс. Но электрическая дуга продолжает излучать ультрафиолет, и если не прятать глаза, то к концу для можно получить ожог роговицы.
Работа аппарата точечной сварки востребована на однотипных операциях с небольшими металлическими частями. Такое устройство легко соединит детали толщиной до 3-4 мм. В промышленности это применяется в автомобилестроении, где используются мощные модели, качественно соединяющие кузова. На небольших предприятиях работают с аппаратами поменьше, и создают другие корпуса, не требующие высокой прочности при нагрузке.
В частном доме или гараже точечная сварка может пригодиться для:
- создания клетки под разведение птицы;
- изготовления оградки в саду;
- сварки большой сетки под строительные нужды;
- из стальной проволоки можно создать небольшой навес для летнего отдыха;
- изготовить невысокий парник для рассады;
- сделать самому декорированные элементы на ворота или в оранжерею;
- соединять листы металла для забора или корпуса.
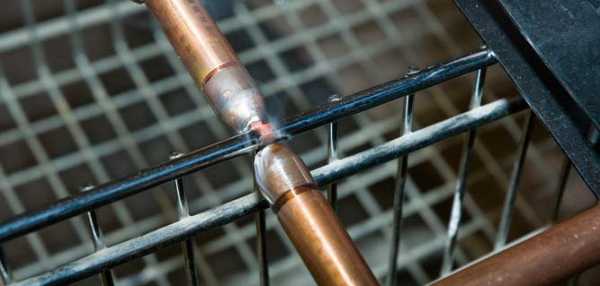
Конденсаторной сваркой можно быстро приварить лист металла к не толстому уголку. Это пригодится при частом изготовлении калиток для обустройства места под разведение домашних животных. К раме из уголка привариваются и сетки. Благодаря непродолжительному воздействию тока, тонкая проволока не перегорает, как от покрытого электрода, и надежно фиксируется на плоскости.
Преимущества и недостатки метода
Контактная сварка отличается рядом преимуществ и особенностей, позволяющих эффективно выполнять работу. Среди них выделяются следующие:
- Сваривание очень тонких сторон. Покрытыми электродами или газовой сваркой можно сильно перегреть изделие. Неопытные рабочие часто прожигают материал. Благодаря точечной сварке возможно соединение тонких листов или проволок с надежным качеством, но без подрезов и ненужных дыр.
- Быстродействие. Благодаря стационарно расположенному аппарату, работа выполняется на высокой скорости. Листы железа или элементы сетки заводятся между электродами, производится легкий прижим, секунда сварки, и переход на следующую точку. За день можно создать до 1000 соединений.
- Сила тока до 500 А позволяет надежно соединять материалы. Такое соединение на ограждающей сетке выдержит прыжок собаки, игры детей или сильный ветер.
- Эстетичный вид. В отличие от шва покрытыми электродами, на поверхности не образуется валик из наплавленного металла. Все соединение создается внутри. Для лучшего вида достаточно пройтись щеткой по металлу.
- Работа с разнородными материалами. Контактная сварка применяется не только на малоуглеродистой стали, но способна соединять цветные металлы, включая дорогостоящие.
- Экономичность. У технологии нет присадочных материалов, что значительно экономит средства и делает себестоимость метода равнозначным потребленному напряжению. Медные электроды нуждаются лишь в периодической заточке, и способны служить длительное время. Это позволяет продавать изготавливаемую продукцию по доступной цене, и получать значительную прибыль.
- В отличие от других методов сварки, где требуется длительное обучение и долгие практические тренировки, контактный метод легко доступен для персонала с низкой квалификацией. Здесь нет понятий: катет шва, угол держания электрода, процесс отделения шлака в сварочной ванне, и т. д. Все основные моменты выставлены в конструкции аппарата, и рабочему необходимо следить лишь за точностью установки места сварки и длиной подаваемого импульса, которая должна соответствовать толщине металла.
Из недостатков контактной сварки выделяется только один — способность осуществлять работу на небольшой толщине изделий. Чтобы соединение было качественным, необходимо использовать детали не толще 7 мм в сумме свариваемых сторон. Если нужно сварить более толстые элементы, то используют модели с двумя трансформаторами, но это повышает нагрузку на сеть, что может вызвать недовольство соседей в частном секторе.
Схема и устройство
Схема точечной сварки отличается простыми составляющими. В основе конструкции находится трансформатор, который значительно понижает напряжение из сети. Оптимальным значением является 10-12 V. Сила тока при этом должна достигать 300 — 500 А. Это позволит выполнять повседневные работы на аппарате.
Принцип работы контактной сварки заключается в изменении получаемого напряжения и передаче его в накопители. Последними выступают конденсаторы, с емкостью не меньше 46 мкФ. В конструкции присутствует диодный мост и два диода. Процессом управляет реле РЭК 74, или аналогичное устройство. Оно перепускает ток на электроды и позволяет выполнять сварку. В случае перегрузок, схема аппарата содержит автомат на 20 А, который отсекает напряжение. Для охлаждения устройства применяется небольшой кулер, встраиваемый в заднюю часть конструкции. Запуск процесса осуществляется кнопкой, выводимой на клешни аппарата. Сварщик, зажав стороны изделия в нужном положении, включает кнопку и выполняет сварную точку.
Усиление мощности достигается за счет внедрения в схему второго трансформатора, где выводы первичной и вторичной обмоток, соединяются последовательно. Так, можно достичь показателя силы тока до 2000А.
Своими руками
Изготовить аппарат для точечной сварки можно и самостоятельно. Для этого используется трансформатор от неработающей микроволновки. Чтобы создать узел, понижающий напряжение и повышающий амперы, потребуется удалить первичную обмотку. На ее место заводится сварочный кабель. Пространства в сердечнике хватает ровно на три витка. Последний просовывается особенно туго, поэтому кабель рекомендуется смазать солидолом.
После создания основы схемы, можно установить диодный мост и реле. Это все монтируется рядом с трансформатором и укомплектовывается автоматом. Сзади ставится вентилятор для охлаждения. Все элементы лучше располагать на диэлектрической основе. Это может быть широка доска либо лист ДСП.
Рабочие части изготавливаются из бруса или профиля. Нижняя штанга крепится к основанию и является неподвижной. Верхняя фиксируется стержнем на конце между стойками, прикрепленными к платформе, и является прижимным элементом. В нерабочем положении, чтобы удерживать верхнюю штангу поднятой, к ней прикрепляется пружина, натягивающая ее рычаг вверх.
Электроды вытачиваются из меди и их диаметр должен быть равен толщине сварочного кабеля на вторичной обмотке. Для небольших по мощности аппаратов подойдут жала от паяльников. Крепление электродов осуществляется на торцы клешней при помощи отверстия и болтового соединения. Туда же следует прикрепить клеммы от кабеля трансформатора. Кнопка выводится на верхний рычаг, либо сбоку на основание, чтобы легко доставать до нее при заложенных деталях под сварку. Примеры контактной сварки своими руками можно увидеть на фото.
Точечная сварка практична при определенных видах работ. Простота выполнения манипуляций и надежное качество соединений позволяют активно применять ее на даче и в домашних мастерских.
Поделись с друзьями
1
0
0
0
svarkalegko.com
Технология точечной сварки своими руками: схемы (фото и видео)
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.

Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки — это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
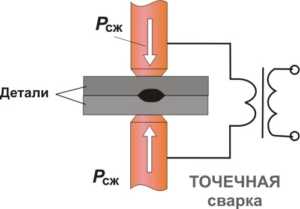
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
Преимущество и недостатки точечной сварки
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
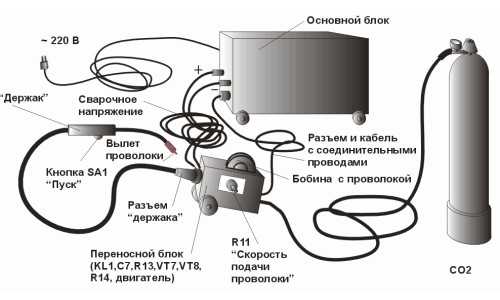
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Самодельный аппарат для точечной сварки
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной — с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное — сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора — это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
expertsvarki.ru
Технология проведения точечной сварки своими руками. Сварка точечная схемы
Точечная сварка своими руками: схема сборки, принцип работы
Наверняка каждый слышал о сварочном аппарате и знает, что он собой представляет. Однако многие не догадываются о том, что существуют совершенно разные методы самого процесса сварки, каждый из которых отличается своим энергоносителем. Тем не менее для тех, кто не знает: сварка — это процесс, в результате которого создается неразъемное соединение деталей за счет того. что образуются межатомные связи в самом сварочном шве. Такое соединение образуется за счет нагрева деталей, предназначенных для сварки, либо под действием пластической деформации. Современные технологии вышли на такой уровень, при котором стало возможным выполнять сварочные работы не только в производственных условиях, но и в домашних, а также на открытом воздухе, под водой и даже в космосе. Однако наиболее популярной среди всех является точечная сварка, своими руками которую вполне возможно выполнить.
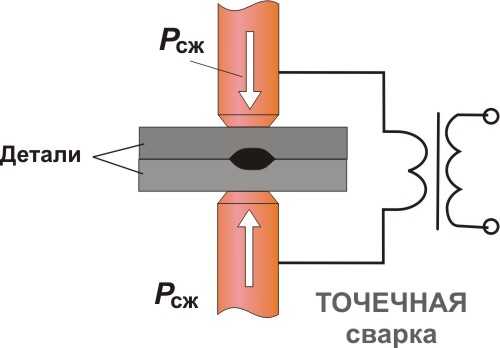
Схема точечной сварки.
Точечная сварка относится к числу контактных сварочных работ. Похожими являются шовная и стыковая сварка. Среди контактных сварок точечная является самой удобной и практичной, так как ее оборудование и составные элементы не занимают много пространства. Сам процесс точечной сварки относится к так называемому термомеханическому классу, и происходит он в несколько этапов. Вначале две сварочные детали совмещаются и помещаются между электродами сварочной машины, после чего плотно прижимаются друг к другу. Далее детали нагреваются до тех пор, пока не станут пластичными. После этого идет процесс деформации, в процессе него детали соединяются в том положении, в котором они должны находиться. Если при сварке используется автоматическое оборудование, то в среднем частота сварки составит около 600 точек за одну минуту.
Как сделать точечную сварку?
Циклограммы процессов контактной точечной сварки.
Точечная сварка удобна лишь в том случае, если требуется сварить съемные детали. Однако произвести такую сварку в условиях, отличных от обычных, невозможно. Для промышленных целей аппарат точечной сварки используется для того, чтобы варить листовые заготовки разного типа и разных марок. Что касается использования данного оборудования в домашних условиях, то оно просто незаменимо в тех случаях, когда требуется починить бытовую технику, кухонную утварь или детали из алюминия или металлического кабеля.
Нагрев деталей происходит за счет того, что ток проходит как импульс, длительность которого не превышает 0,1 секунды. Данные импульсы отвечают за плавление материала в области электрода и формируют жидкое ядро деталей диаметром 12 мм.
Когда импульс тока прекращает свое действие, детали продолжают удерживаться некоторое время, для того чтобы они плотно соединились между собой. Прижатие деталей друг к другу обеспечивается за счет уплотняющего пояса, который не дает расплавленному металлу выйти из зоны сварки. Если увеличить прижим деталей, то сварка будет происходить практически немедленно.
Типы точечной сварки.
Помимо этого, при сварке деталей необходимо знать, что сварочные швы должны быть полностью подготовлены, а именно очищены от толстых оксидных пленок и ржавчины.
Последнее, что нужно отметить у данного типа сварки, это то, что она обладает некоторыми достоинствами по сравнению с другими типами:
- Комфорт использования в домашних условиях.
- Механическая прочность сделанных швов.
- Высокий уровень экономичности.
- Возможность автономной работы сварочного аппарата за счет зажима деталей между электродами.
Единственным серьезным недостатком точечной сварки является отсутствие герметичности швов.
Характеристики электродов
Электроды в точечной сварке являются наиболее важными элементами, к которым предъявляются высокие требования. В качестве электродов используются специальные стержни из меди. Если сварочный аппарат имеет сравнительно небольшие размеры, то можно использовать электроды меньшего диаметра.
Требования к электродам:
Форма рабочей поверхности электродов при точечной сварке.
- Для того чтобы получить качественное соединение, нужно грамотно подобрать диаметр медного электрода. Условия эксплуатации свидетельствуют о том, что диаметр точек швов должен превышать толщину сварочного электрода в среднем в 2-3 раза.
- Разжимать электроды нужно после небольшой паузы для улучшения кристализационных свойств расплавленного металла.
- Качественная сварка также предусматривает подтачивание электродов. С течением времени они полностью сточатся и потребуется их замена.
- Провод, который идет от трансформатора к электродам, должен быть минимальной длины. Чем длиннее провод, тем выше потери мощности.
- Между точками должен быть промежуток, который должен уменьшать шунтирование тока сквозь соседние точки. Электроды должны быть лучшего качества, так как от этого при прохождении через них электрического тока происходит плавление металла и образование специального пояска.
- Материал электродов должен обладать высокой теплопроводностью.
Наконечники должны быть надежно спаяны с проводом. Если их не спаять, то начнется возникновение дополнительного сопротивления, а электроды начнут окисляться.
Режимы точечной сварки
Схема контактной точечной сварки.
Продолжительность нагрева металлических деталей определяется мощностью сварочного аппарата и условиями сварочного процесса. Длительность нагрева может составлять в среднем от нескольких сотых до нескольких десятков секунд. Так, например, при сварке закаленной стали требуется более длительный период нагрева, так как данный материал имеет свойство растрескиваться.
Что касается нержавеющих сталей, то их, наоборот, требуется нагревать в течение незначительного периода. Более длительный нагрев может повлечь за собой нарушение структуры металла и потерю его антикоррозийных качеств.
Выбор оптимального давления между электродами обеспечит более надежный и прочный контакт в местах соединения. Давление и мощность сварочного аппарата определяются выбором трансформатора. Уровень давления в местах соединения очень важен, так как от него зависит обеспечение мелкозернистой структуры металла в местах сварки. В свою очередь от этого зависит прочность сварочного шва.
Схема сборки самодельного сварочного аппарата
Материалы и инструменты, необходимые для работ:
Схема самодельного сварочного аппарата точечной сварки.
- саморезы по дереву;
- гвозди;
- выключатель;
- дверная ручка;
- шнур питания;
- медные держатели для контактных электродов в количестве 2 штук;
- толстый одножильный медный провод — для того чтобы изготовить контактные электроды.
Если требуется использование сварочного аппарата в непроизводственных условиях, то можно собрать его самостоятельно в домашних условиях. На сегодняшний день существуют аппараты разного размера: бывают как небольшие переносные самодельные аппараты, так и крупногабаритная аппаратура. Чаще всего в домашних условиях изготавливаются настольные версии. С их помощью, конечно, не получится сварить крупные детали. Однако два металлических листа толщиной в несколько миллиметров можно запросто соединить при помощи точечной сварки.
Процесс изготовления своими руками
В первую очередь потребуется создать электрический импульс, при помощи которого и будет происходить сварка дву
xn----7sbeb3bupph.xn--p1ai
Точечная сварка своими руками: схема сборки, принцип работы
Наверняка каждый слышал о сварочном аппарате и знает, что он собой представляет. Однако многие не догадываются о том, что существуют совершенно разные методы самого процесса сварки, каждый из которых отличается своим энергоносителем. Тем не менее для тех, кто не знает: сварка — это процесс, в результате которого создается неразъемное соединение деталей за счет того. что образуются межатомные связи в самом сварочном шве. Такое соединение образуется за счет нагрева деталей, предназначенных для сварки, либо под действием пластической деформации. Современные технологии вышли на такой уровень, при котором стало возможным выполнять сварочные работы не только в производственных условиях, но и в домашних, а также на открытом воздухе, под водой и даже в космосе. Однако наиболее популярной среди всех является точечная сварка, своими руками которую вполне возможно выполнить.
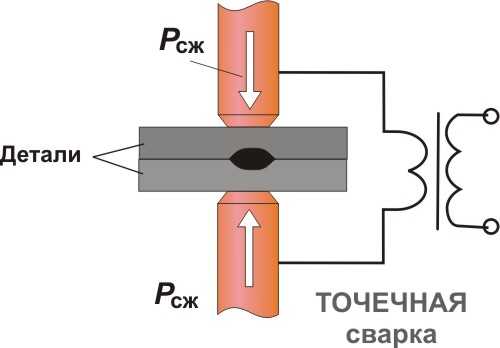
Схема точечной сварки.
Точечная сварка относится к числу контактных сварочных работ. Похожими являются шовная и стыковая сварка. Среди контактных сварок точечная является самой удобной и практичной, так как ее оборудование и составные элементы не занимают много пространства. Сам процесс точечной сварки относится к так называемому термомеханическому классу, и происходит он в несколько этапов. Вначале две сварочные детали совмещаются и помещаются между электродами сварочной машины, после чего плотно прижимаются друг к другу. Далее детали нагреваются до тех пор, пока не станут пластичными. После этого идет процесс деформации, в процессе него детали соединяются в том положении, в котором они должны находиться. Если при сварке используется автоматическое оборудование, то в среднем частота сварки составит около 600 точек за одну минуту.
Как сделать точечную сварку?
Циклограммы процессов контактной точечной сварки.
Точечная сварка удобна лишь в том случае, если требуется сварить съемные детали. Однако произвести такую сварку в условиях, отличных от обычных, невозможно. Для промышленных целей аппарат точечной сварки используется для того, чтобы варить листовые заготовки разного типа и разных марок. Что касается использования данного оборудования в домашних условиях, то оно просто незаменимо в тех случаях, когда требуется починить бытовую технику, кухонную утварь или детали из алюминия или металлического кабеля.
Нагрев деталей происходит за счет того, что ток проходит как импульс, длительность которого не превышает 0,1 секунды. Данные импульсы отвечают за плавление материала в области электрода и формируют жидкое ядро деталей диаметром 12 мм.
Когда импульс тока прекращает свое действие, детали продолжают удерживаться некоторое время, для того чтобы они плотно соединились между собой. Прижатие деталей друг к другу обеспечивается за счет уплотняющего пояса, который не дает расплавленному металлу выйти из зоны сварки. Если увеличить прижим деталей, то сварка будет происходить практически немедленно.
Типы точечной сварки.
Помимо этого, при сварке деталей необходимо знать, что сварочные швы должны быть полностью подготовлены, а именно очищены от толстых оксидных пленок и ржавчины.
Последнее, что нужно отметить у данного типа сварки, это то, что она обладает некоторыми достоинствами по сравнению с другими типами:
- Комфорт использования в домашних условиях.
- Механическая прочность сделанных швов.
- Высокий уровень экономичности.
- Возможность автономной работы сварочного аппарата за счет зажима деталей между электродами.
Единственным серьезным недостатком точечной сварки является отсутствие герметичности швов.
Характеристики электродов
Электроды в точечной сварке являются наиболее важными элементами, к которым предъявляются высокие требования. В качестве электродов используются специальные стержни из меди. Если сварочный аппарат имеет сравнительно небольшие размеры, то можно использовать электроды меньшего диаметра.
Требования к электродам:
Форма рабочей поверхности электродов при точечной сварке.
- Для того чтобы получить качественное соединение, нужно грамотно подобрать диаметр медного электрода. Условия эксплуатации свидетельствуют о том, что диаметр точек швов должен превышать толщину сварочного электрода в среднем в 2-3 раза.
- Разжимать электроды нужно после небольшой паузы для улучшения кристализационных свойств расплавленного металла.
- Качественная сварка также предусматривает подтачивание электродов. С течением времени они полностью сточатся и потребуется их замена.
- Провод, который идет от трансформатора к электродам, должен быть минимальной длины. Чем длиннее провод, тем выше потери мощности.
- Между точками должен быть промежуток, который должен уменьшать шунтирование тока сквозь соседние точки. Электроды должны быть лучшего качества, так как от этого при прохождении через них электрического тока происходит плавление металла и образование специального пояска.
- Материал электродов должен обладать высокой теплопроводностью.
Наконечники должны быть надежно спаяны с проводом. Если их не спаять, то начнется возникновение дополнительного сопротивления, а электроды начнут окисляться.
Режимы точечной сварки
Схема контактной точечной сварки.
Продолжительность нагрева металлических деталей определяется мощностью сварочного аппарата и условиями сварочного процесса. Длительность нагрева может составлять в среднем от нескольких сотых до нескольких десятков секунд. Так, например, при сварке закаленной стали требуется более длительный период нагрева, так как данный материал имеет свойство растрескиваться.
Что касается нержавеющих сталей, то их, наоборот, требуется нагревать в течение незначительного периода. Более длительный нагрев может повлечь за собой нарушение структуры металла и потерю его антикоррозийных качеств.
Выбор оптимального давления между электродами обеспечит более надежный и прочный контакт в местах соединения. Давление и мощность сварочного аппарата определяются выбором трансформатора. Уровень давления в местах соединения очень важен, так как от него зависит обеспечение мелкозернистой структуры металла в местах сварки. В свою очередь от этого зависит прочность сварочного шва.
Схема сборки самодельного сварочного аппарата
Материалы и инструменты, необходимые для работ:
Схема самодельного сварочного аппарата точечной сварки.
- саморезы по дереву;
- гвозди;
- выключатель;
- дверная ручка;
- шнур питания;
- медные держатели для контактных электродов в количестве 2 штук;
- толстый одножильный медный провод — для того чтобы изготовить контактные электроды.
Если требуется использование сварочного аппарата в непроизводственных условиях, то можно собрать его самостоятельно в домашних условиях. На сегодняшний день существуют аппараты разного размера: бывают как небольшие переносные самодельные аппараты, так и крупногабаритная аппаратура. Чаще всего в домашних условиях изготавливаются настольные версии. С их помощью, конечно, не получится сварить крупные детали. Однако два металлических листа толщиной в несколько миллиметров можно запросто соединить при помощи точечной сварки.
Процесс изготовления своими руками
В первую очередь потребуется создать электрический импульс, при помощи которого и будет происходить сварка двух деталей. Для того чтобы создать подобный электрический импульс, потребуется наличие трансформатора небольших размеров. Деталь, которую требуется сварить, присоединяется к нижней обмотке трансформатора. Электроды же подсоединяются ко вторичной обмотке.
Рисунок 1. Схема сборки сварочного аппарата.
Ни в коем случае нельзя подсоединять питание от трансформатора напрямую к цепи. Для решения данной проблемы необходим специальный выпрямительный мост. Чтобы создать достаточный электрический импульс, потребуется установка дополнительного источника питания. Он должен представлять собой точную копию уже имеющегося трансформатора с наличием выпрямительного моста. Схема сборки сварочного аппарата представлена на рис. 1.
Электрический ток, поступающий из трансформатора, будет скапливаться в конденсаторе, который и будет являться источником импульса. Для того чтобы самодельный аппарат сработал, требуется нажать на рукоятке кнопку импульса, которая отвечает за открытие цепи конденсатора-резистора. Это приведет к возникновению импульса.
Тиристор, который подсоединяется к выпрямительному мосту, выступает в данном случае в роли катода, который отвечает за замыкание выпрямительного моста трансформатора. Тиристор продолжит оставаться во включенном состоянии до тех пор, пока не произойдет полная разрядка конденсатора. Для изготовления более мощного аппарата используются все те же детали: полупроводниковый тиристор, реле времени. Однако потребуется более мощный трансформатор.
Управление аппаратом
Единственными органами управления являются рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки. Это связано с тем, что в цепи вторичной обмотки находится слишком большой ток, в то время как выключатель и так создает высокое сопротивление.
Если вы собираетесь использовать прижимной рычажный механизм, то выключатель нужно устанавливать на самом рычаге.
Делается это для того, чтобы при использовании сварочного аппарата одной рукой можно было давить на рычаг переключения, а второй — придерживать детали, предназначенные для сварки.
Если планируется включить или выключить ток для сварки, то делать это можно только тогда, когда электроды плотно сжаты. В противном случае может возникнуть внезапное искрение, которое приводит к ухудшению качества электродов.
moyasvarka.ru
Схема точечной сварки: технология сборки устройства
Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки.
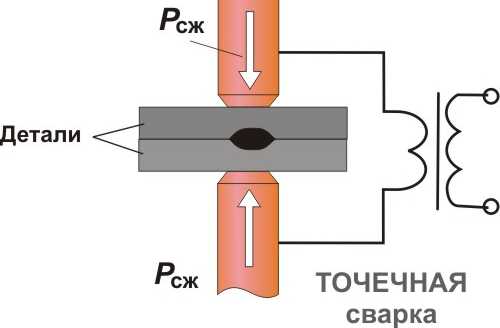
Рисунок 1. Схема точечной сварки.
Технология точечной сварки
Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации.
В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок.
Визуально схема точечной сварки изображена на рис. 1.
Рисунок 2. Схема устройства для точечной сварки.
Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса. Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы.
К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов.
Режимы точечного метода сварки
Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла.
Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Способы получения точечных сварных швов.
Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла.
При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс.
Существующие требования к электродам
Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом.
Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы.
Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка.
Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины.
Устройство для точечной сварки
Схема устройства пистолета для точечной сварки.
Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства.
Элементы, которые понадобятся:
- Маленький трансформатор.
- Электрод.
- Выпрямительный мост.
- Выключатель.
- Проволока.
- Медные стержни.
- Рычаг.
- Наконечники.
Схема сборки устройства для сварки
Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод.
Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Схема устройства для подобного типа сварки изображена на рис. 2.
Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод.
Схема сварочного электрода.
В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме.
Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени.
Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности.
Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока.
Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети.
Нехватку мощности можно возместить путем увеличения времени сварки.
Конструкция электродов и элементов управления
В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму.
Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе.
В качестве органов управления нужно использовать рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки.
Точечная сварка является несложным процессом, однако важно иметь необходимое для работы устройство.
moyasvarka.ru
Точечная сварка своими руками / Сделай сам / Коллективный блог
Содержание:
Что такое сварка, могут рассказать многие, но вот не все знают, что видов данного процесса существует большое количество. И для каждого из них используют свой энергоноситель. В зависимости от условий применяется определенный вид сварки. В быту предпочтение отдается точечному типу. Качество полученного шва при использовании этого вида сварки зависит от опытного глаза мастера, который должен визуально определять время выдержки токового импульса на одной точке.
В этой статье мы подробно поговорим о точечной сварке, ее режимах, требованиях, которые предъявляются к электродам. Кроме того рассмотрим схему сварочного аппарата, который можно собрать самому в домашних условиях.
Описание процедуры
Данный тип сварки используется как в быту, так и на производстве. В промышленных условиях его применяют для того, чтобы сваривать листовые заготовки, которые изготавливают из стали разных марок и цветных сплавов. Ее применяют в тех случаях, когда металлы имеют различную толщину или это профильные заготовки (швеллеры, двутавры, уголки и т.д.) и пересекающиеся стержни.
В бытовых условиях точечную сварку используют для ремонта различной домашней техники, при проведении работ с кабелями, алюминием и т.д.
Сама процедура сварки состоит из совмещения соединяемых деталей, нагрева их до пластичного состояния электродом и непосредственно деформирования (соединения). Чтобы шов получился хорошего качества, специалисты рекомендуют поддерживать скорость перемещения электрода, величину давления и контакт между деталями постоянными.
Если точечная сварка ведется в промышленных условиях, данные требования контролируются автоматически. Частота сварки иногда достигает 600 точек за одну минуту.
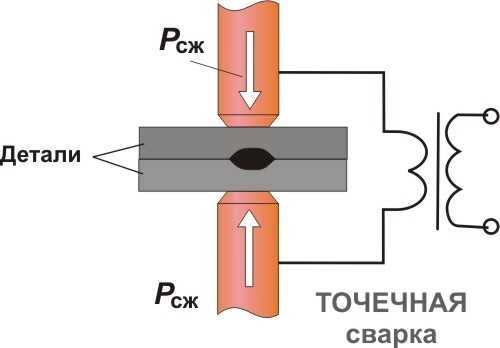
Рис. 1 Схема точечной сварки
Нагрев деталей осуществляется за счет того, что через них проходит сварочный ток кратковременным импульсом с длительностью 0,01-0,1 секунда. Это обеспечивает расплавление металла под тем местом, куда воздействует электрод. Там же происходит формирование жидкого ядра диаметром 4-12 миллиметров, в состав которого входят частицы обоих деталей. Когда прекращается воздействие импульса тока, две части удерживают вместе, давая возможность ядру критализироваться и застыть. Вот так выглядит сам процесс.
Он прост и имеет ряд достоинств и недостатков, как и все другие виды сварок. Среди ее преимуществ следует отметить прочность получаемого шва к механическому воздействию, отличная экономичность проведения работ и возможность внедрения автоматизации самого процесса сварки. Однако при этом герметичность полученного шва отличается низким качеством.
Используемые режимы
Выбор режима зависит от того, из какого материала изготовлены свариваемые детали. Если это углеродистая сталь, которая склонная к закалке и образованию трещин, тогда продолжительность нагрева рекомендуется увеличить. Это позволит замедлить охлаждение металла в последствии.
Если детали из нержавеющих аустентичных сталей, то сварку рекомендуется вести с небольшим временем нагрева, чтобы предотварить вероятность перегрева изделий до разрушения антикоррозионных свойств их наружного слоя.
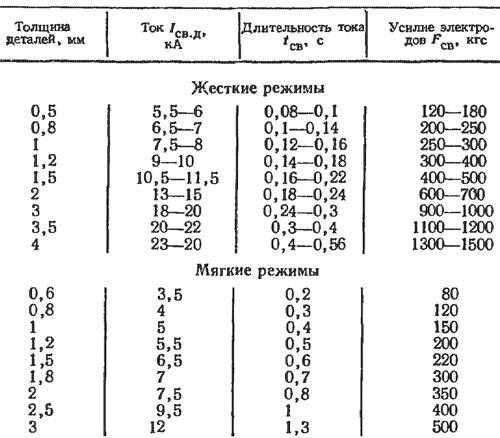
Рис. 2. Основные показатели параметров при точечной сварке
Давление, которое должно быть между электродами, для надежного контакта свариваемых деталей, зависит от толщины и видов материала. Кроме того, необходимо поддерживать постоянное давление и после завершения сварки, чтобы шов при остывании получил мелкозернистую структуру, и его прочность стала идентична прочности основных металлов.
Для предотвращения выплеска расплавленного материала из области сварки, с помощью прижимных устройств формируют уплотняющий поясок. А для хорошей кристаллизации специалисты не рекомендуют сразу же после прекращения действия импульса разжимать электроды.
Требования, предъявляемые к электродам
Теперь мы остановимся на основных требованиях, которые предъявляются к электродам, используемым при проведении точечной сварки своими руками. Это высокая тепло- и электропроводимость, легкость последующей механической обработки и прочность на всем интервале рабочих температур.
Всем этим условиям полностью электроды, изготовленные из бронзы с включениями кадмия или кобальта, электролитической меди холодного проката, сплавов на основе меди с хромом или вольфрамом.
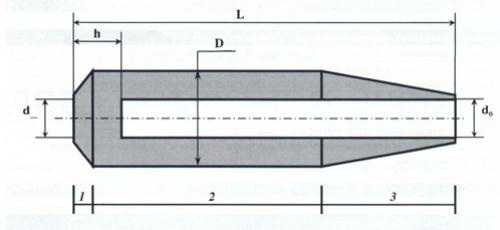
Рис.3 Схема електрода для точечной сварки
Специалисты советуют в процессе сварки производить охлаждение электродов водой для уменьшения их износа. Кроме того, необходимо правильно подойти к выбору самого электрода, ведь от этого будет зависеть качество полученного шва. Для визуального определения диаметра точек используют толщину самой тонкой детали и умножают ее на 2.
Сварочный аппарат своими руками
Если вам необходимо проводить точечную сварку в домашних условиях, то необязательно покупать аппарат в магазине. Его вполне можно собрать самому. Конфигурации таких самодельных моделей бывают различными - от компактных в переноске до достаточно габаритных. Чаще всего изготавливают средние настольные аппараты, которые используют для сваривания деталей из цветных и черных металлов.

Рис.4 Настольный сварочный аппарат
Схема
Чаще всего схемы предложенных сварочных аппаратов представляют собой небольшие приборы с небольшой мощностью, но листы железа толщиной 0,2 миллиметра или металлические провода варить с их помощью можно.
Все аппараты для проведения точечной сварки работают по закону Ленца-Джоуля. Согласно ему, проводник, через который проходит электрический ток, нагревается и выделяет такое количество тепла, которое пропорционально сопротивлению материала проводника, квадрату тока и времени протекания тока. Это необходимо учитывать, выбирая электрические провода для своего аппарата.
Так как сварка происходит благодаря созданию электрического импульса, то вам понадобиться небольшой трансформатор, который подсоединяется к нижней обмотке одной детали, а к вторичной обмотке будет подсоединен электрод.
Никогда не стоит соединять напрямую трансформатор и источник питания. Это делается только с использованием специального выпрямительного моста с тиристором. Кроме того, вам понадобиться еще один дополнительный источник питания, в состав которого входит выпрямительный мост и трансформатор. Для сбора тока и создания импульса используется конденсатор.
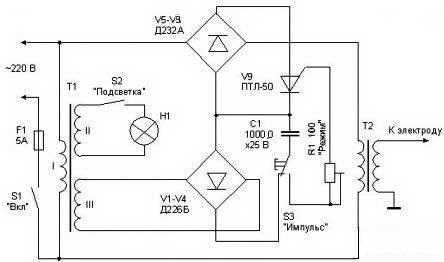
Рис.5 Схема точечного сварочного аппарата
В данной цепи тиристор играет роль катода, который замыкает выпрямительный мост первого трансформатора. Он будет находиться в открытом состоянии до тех пор, пока конденсатор полностью не разрядится. Для начала работы и ее окончания нажимается кнопка «импульс».
Если мощность сварки нужна больше, то в схему включается тиристор полупроводниковый, трансформатор сварочный и реле времени, а технические характеристики основных узлов изменяются в сторону более мощных.
Электроды и их конструкция
Для самодельных аппаратов отлично подходят медные жала от паяльников большой мощности. Чтобы они сохраняли свою форму, их рекомендуют время от времени подтачивать, а при сильном износе - менять.
Не стоит использовать длинные провода для соединения электрода и сварочного аппарата. Кроме того, на оба конца кабеля рекомендуется надеть медные наконечники, которые будут соединять электроды и установку точечной сварки, и потом спаять их. Это поможет избежать окисления меди со временем и позволит вашему аппарату дольше работать.
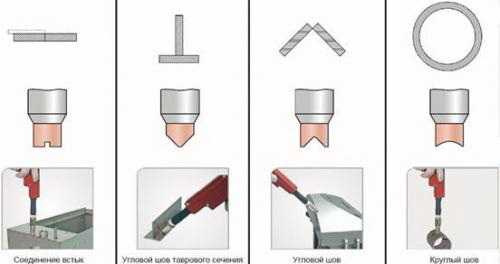
Рис. 6 Форма заточки электродов для разных работ.
Для удобства нижний электрод рекомендуют делать неподвижным. Для его изоляции от крепежных болтов можно использовать шайбы и клейкую ленту.
Как видим, ничего сложного или непонятного в точечной сварке нет. На предложенном внизу видео показано, как правильно вести точечно сварку своими руками:
[ВИДЕО] Точечной сварки своими руками
44kw.com
Точечная сварка своими руками
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
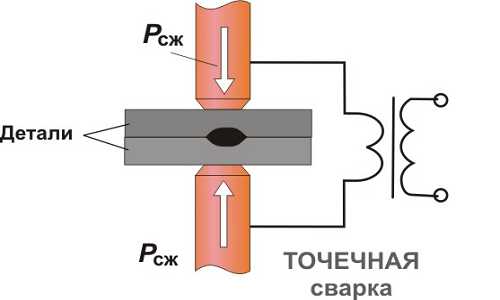
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них — нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше — за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции — от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Изготовление трансформатора сварочного агрегата
Основная часть, которую имеет самодельная установка для проведения контактной сварки — трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Сборка корпуса устройства
Последний этап — изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
www.parnikiteplicy.ru