Карманный справочник технолога-инструментальщика. Сверло развертка
Сверла, зенкеры и развертки
Сверла, зенкеры и развертки
Для образования отверстий в подгруппе 23 (МН 77—59) предусмотрены следующие дырообрабатывающие инструменты: сверла, зенкеры и развертки.
Сверла. По конструкции сверла классифицируют на спиральные, кольцевые, для глубокого сверления и центровочные. Наибольшее распространение получили спиральные сверла с коническими и цилиндрическими хвостовиками. Части и элементы спирального сверла приведены на рис. 15. Спиральные сверла изготовляют диаметром от 0,25 до 80 мм (табл. 41).
Рис. 15. Части и элементы спирального сверла:
1—передняя поверхность: 2—задняя поверхность;
3— ленточка: 4—поперечная кромка; 5 — канавка; 6 — режущие кромки; 2φ — угол при вершине; ώ—угол наклона винтовой канавкн; ψ— угол наклона поперечной кромки
Для изготовления быстрорежущих сверл применяют стали Р18 или Р9. Сверла с коническим хвостовиком диаметром от 6 мм и с цилиндрическим хвостовиком диаметром от 8 мм изготовляются сварными. Хвостовики сварных сверл изготовляются из стали 45 или 40Х. Твердость рабочей части быстрорежущих сверл должна быть HRC 62—64, а твердость лапок у сверл с коническим хвостовиком — HRC 30—45.
Допускаемые отклонения диаметров сверл приведены в табл. 42.
Геометрическими параметрами режущей части сверла являются: задний угол а, передний угол у, углы при вершине 2φ и 2φ0 и угол наклона поперечной кромки ψ (рис. 16). Величина заднего угла изменяется вдоль режущей кромки. Наименьшее значение (7—15°) задний угол имеет у наружной поверхности сверла, а наибольшее (20—26°) — около поперечной режущей кромки. Величина переднего угла в разных точках режущей кромки неодинакова: наибольшее значение (25—30°) угол имеет у наружной поверхности сверла, а наименьшее — около поперечной кромки, где он может быть и отрицательным.
Конусность режущей части сверла определяется углом 2φ при его вершине, образуемым главными режущими кромками. От величины угла φ зависят форма режущей кромки, передний и задний углы, прочность сверла у перемычки и сила резания.
При правильной заточке сверла угол наклона поперечной режущей кромки ψ равен 55° (рис. 15).
Таблица 41
Градация диаметров сверл (по ГОСТу 885—64)
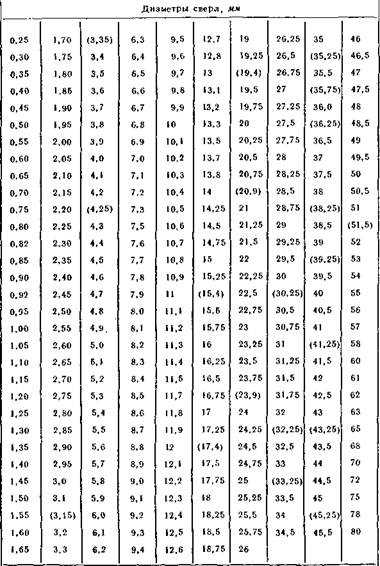
Примечание. Сверла, диаметры которых поставлены в скобки, изготовляются по соглашению c потребителем.
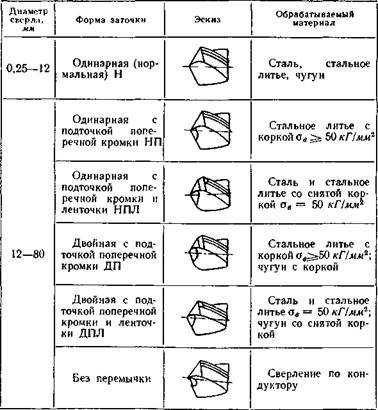
Для повышения стойкости сверла и скорости резания рекомендуется двойная заточка под углом 2φ и 2φ0 (рис. 16). Основные формы заточки спиральных сверл в зависимости от их диаметра и обрабатываемого материала приведены в табл. 43.
Рис. 16. Геометрические параметры спирального сверла
Спиральные сверла могут быть и твердосплавные. Сверла диаметром от 1,8 до 5,2 мм через 0,05 мм изготовляются монолитными из твердых сплавов марок ВК6, ВК8М, а свыше 6 мм — оснащаются пластинками твердого сплава.
Таблица 42
Отклонения диаметров сверл (по ГОСТу 885 — 64)
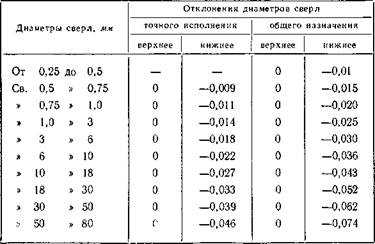
Таблица 43
Основные формы заточки сверл
Для изготовления корпусов твердосплавных сверл рекомендуют стали марок 40Х и 45Х. Твердость рабочей части корпусов после термообработки должна быть HRC 40—50.
Сверла, корпуса которых изготовлены из стали Р9 с коническим хвостовиком диаметром от 8 мм и с цилиндрическим хвостовиком диаметром от 8 мм, должны быть сварными.
Рекомендуемые значения угла 2φ при вершине в зависимости от обрабатываемого материала приведены в табл. 44, угла ώ наклона винтовых канавок для быстрорежущих сверл — в табл. 45 и передних углов у твердосплавных сверл — в табл. 46.
Спиральные сверла поставляют, как правило, инструментальные заводы, которые в настоящее время выпускают 1061 типоразмер, в том числе 180 типоразмеров сверл новых конструкций: с прокатанными отверстиями для охлаждения, с пластмассовыми хвостовиками, монолитные твердосплавные.
Таблица 44
Значения угла 2φ при вершине
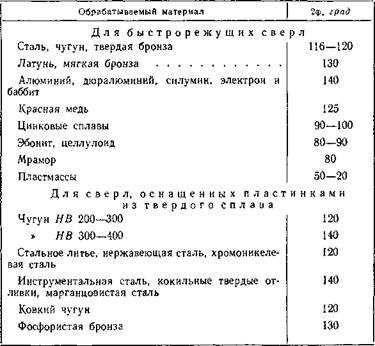
Таблица 45
Значения угла ώ наклона винтовых канавок для спиральных быстрорежущих сверл (град)
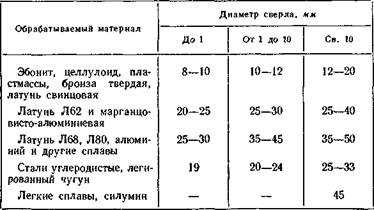
Таблица 46
Значения передних углов для сверл, оснащенных твердым сплавом
Таблица 47
Специализация инструментальных заводов по производству сверл
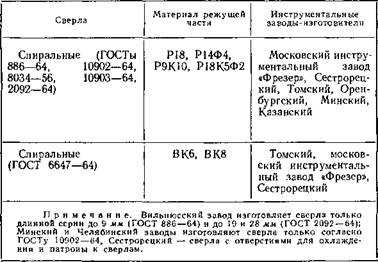
Для улучшения качества выпускаемых сверл диаметром свыше 30 мм предусмотрено их изготовление с двойным углом при вершине (с двойной заточной) и подточкой перемычки. В табл. 47 указаны инструментальные заводы, которые специализируются по изготовлению сверл.
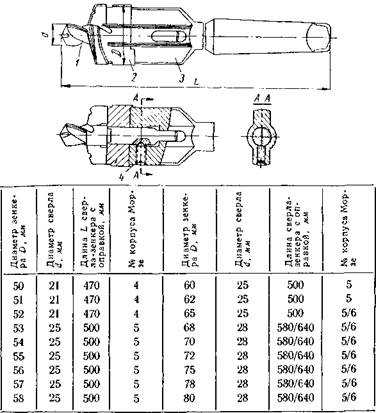
Сверло-зенкер. Инструмент предназначен для одновременного сверления и зенкерования отверстий в сплошном материале глубиной не более двух диаметров. Он состоит из короткого сверла 1 (табл. 48), имеющего цилиндрический хвостовик с лапкой и пазом для стопорного винта 4, двузубого зенкера 2 с канавками для дробления стружки, насаженного на сверло, и своим замком зенкер входит в замок оправки 3. Сверло- зенкер изготовляется московским заводом «Фрезер» из сталей Р18 и Р9; основные размеры его приведены в табл. 48.
Таблица 43
Основные размеры сверла-зенкера
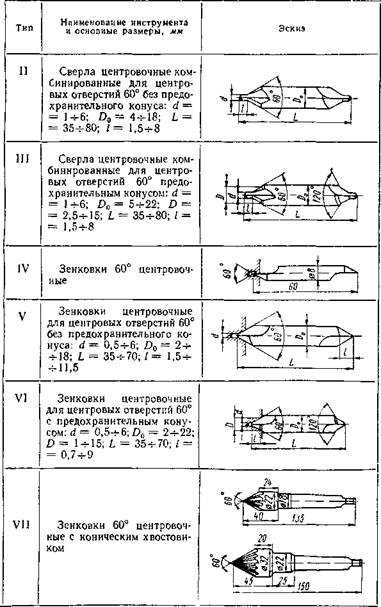
Для образования центровых отверстий применяют инструмент центровочный (ГОСТ 6694—53) семи типов (табл. 49).
Таблица 49
Типы и основные размеры центровочного инструмента (по ГОСТу 6694—53)
Продолжение табл. 49
Для сверл и зенковок применяют сталь марки Р9 или Р18. Зенковки типа VII делают сварными, а их хвостовики — из стали 45. Твердость лапки зенковок типа VII должна быть HRC 30—45, твердость сверл и зенковок HRC 62—64. Типовые наборы центровочного инструмента приведены в табл. 50.
Зенкеры изготовляются двух видов: для обработки цилиндрических отверстий и для обработки ступенчатых, фасонных и комбинированных отверстий. Части и элементы цилиндрического зенкера показаны на рис. 17.
Рис. 17. Части и элементы цилиндрического зенкера:
1 — передняя поверхность; 2 — режущая кромка; 3 — сердцевина; 4 — задняя поверхность; 5 — ленточка
Главные лезвия у зенкеров расположены на заборном конусе под углом φ (угол в плане). При обработке стали угол в плане φ = 60°, при обработке чугуна φ = 45÷60°. У зенкеров с пластинками из твердых сплавов φ = 60÷75°. Задний угол α главного лезвия принимается равным 8—10°.
Передние углы выбираются в зависимости от обрабатываемого материала:
Угол наклона винтовой канавки (ώ) у зенкеров универсального назначения равен 10—30°. С увеличением твердости обрабатываемого материала величина угла возрастает. Для чугуна ώ = 0°.
Величина заднего угла у зенкеров с пластинками из твердого сплава имеет два значения: α = 10÷12° по пластинке и α = 15° по корпусу.
При обработке чугуна передний угол V принимают равным +5°; при обработке стали с σв = 90 кГ/мм2 γ = 0, при обработке с σв = 90 кГ/мм2 угол γ = - 5°.
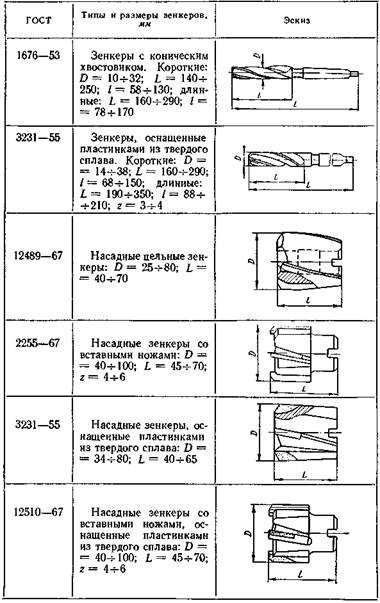
Типы и основные размеры зенкеров приведены в табл. 51. Технические условия (ГОСТ 1677—67) распространяются на зенкеры с коническим хвостовиком (ГОСТ 1676—53), насадные цельные (ОСТ ГОСТ 12489—67) и насадные со вставными ножами из быстрорежущей стали (ГОСТ 2255—67).
Таблица 50
Типовые наборы центровочного инструмента
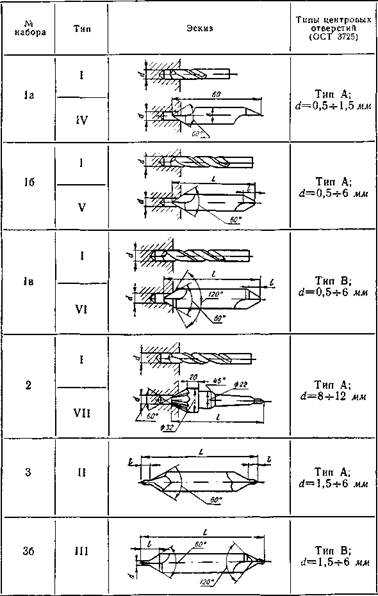
Таблица 51
Типы и основные размеры зенкеров
Режущая часть сборных зенкеров и зенкеры цельные изготовляются из быстрорежущей стали Р18 и Р9, а зенкеры с коническим хвостовиком — сварными (хвостовики из стали марки 45). Для изготовления корпусов зенкеров применяют сталь 40Х или 45.
Твердость зенкеров с коническим хвостовиком на 3/4 длины рабочей части и на всей длине рабочей части насадных зенкеров должна быть HRC 62—64. Твердость лапок хвостовых зенкеров и корпусов насадных зенкеров должна быть HRC 30—45.
Допускаемые отклонения по диаметру для зенкеров, предназначенных под развертывание, должны иметь верхнее отклонение от —210 до —420 мкм и нижнее от —245 до +490 мкм для номинальных диаметров от 10 до 120 мм. Для зенкеров, предназначенных для окончательной
Рис. 18. Зенковки
обработки отверстий по А4, верхнее отклонение составляет от +70 до +140 мкм и нижнее от +25 до +70 мкм. Предельные отклонения общей длины и длины рабочей части устанавливаются по 9-му классу точности.
Технические условия (ГОСТ 12509—67) распространяются на зенкеры с коническим хвостовиком и насадные (оба типа с напаянными пластинками из твердого сплава).
Зенковки. Получение конических, цилиндрических и плоских поверхностей, прилегающих к основному отверстию и расположенных концентрично с ним, осуществляется инструментами, называемыми зенковками.
Для обработки отверстий под конические головки винтов и заклепок, а также для центрования деталей применяют конические зенковки. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120° (рис, 18, а). Для обработки отверстий под цилиндрические головки и шейки, а также для подрезания торцов, плоскостей бобышек, выборки уступов и углов применяют цилиндрические зенковки с торцовыми зубьями (рис. 18, б). Иногда зенковки с торцовыми зубьями называют цековками (рис. 18, б).
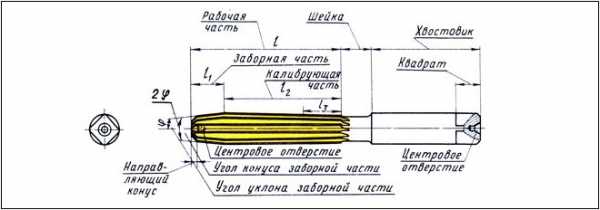
Развертки изготовляются цилиндрические, ступенчатые и конические. Ручная цилиндрическая развертка (рис. 19) состоит из рабочей части, шейки и хвостовика; рабочая часть, в свою очередь, состоит из заборной (режущей) части, калибрующей части и заднего конуса. Канавки между зубьями развертки образуют режущие кромки; канавки предназначены для размещения стружки.
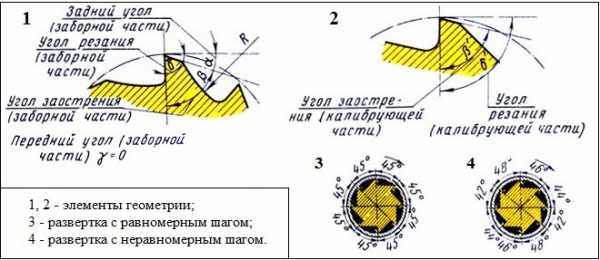
Для повышения качества поверхности при ручной обработке зубья разверток располагаются по окружности с неравномерным шагом.
Машинные развертки изготовляются с равномерным шагом, причем число зубьев у них должно быть четным. Рабочая часть этих разверток в отличие от ручных более короткая. Машинные развертки чаще всего делаются насадными и регулируемыми.
Геометрические параметры разверток: задний угол а, передний угол у, главный угол в плане φ и угол наклона главной режущей кромки ώ.
Задний угол а выбирается в зависимости от обрабатываемого материала и принимается в пределах 6—10°. Передний угол γ у чистовых разверток равен 0°, а у черновых 5—10°. Главный угол в плане φ у ручных разверток равен 1 , у машинных при обработке стали 12—15°, чугуна 3—5° и при обработке глухих отверстий 45°. Угол наклона главной режущей кромки оз при обработке твердых металлов равен 7—8° и мягких металлов 14—16°.
По техническим условиям (ГОСТ 1523—65) развертки должны изготовляться: ручные—из стали 9ХС; машинные цельные и ножи сборных разверток— из быстрорежущей стали Р18 или Р9; быстрорежущие развертки—сварными (хвостовики делаются из стали 45). Основные детали сборных разверток (за исключением ножей) должны быть изготовлены: корпуса — из сталей 40, 45 или 40Х; установочные кольца и контргайки — из сталей 35 или 45; клинья — из стали 40Х.
Твердость рабочей части разверток (в зависимости от марки стали) должна быть HRC 62—66, корпуса насадных разверток HRC 30—40, клиньев HRC 45—50, лапок и квадратов хвостовиков HRC 30—45.
В централизованном порядке развертки должны выпускаться: в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н и с припуском под доводку в соответствии с ГОСТом 11174—65. ГОСТ 11174—65 распространяется на развертки, изготовляемые из быстрорежущей и легированной стали с припуском под доводку, и предусматривает шесть номеров разверток (табл. 52). Зная отклонения и допуски на изготовление разверток, можно легко выбрать развертку нужного размера.
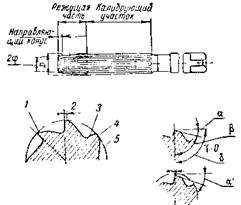
Рис. 19. Части и элементы развертки:
1 — главная режущая кромка; 2 — ленточка; 3 — передняя поверхность; 4 — атыловочня поверхность; 5 — задняя поверхность
В случае отсутствия развертки необходимого размера берется развертка, размер которой близок к заданному, и определяется необходимость шлифования или доводки развертки до требуемого размера.
Таблица 52
Предельные отклонения (мкм) диаметров разверток под доводку
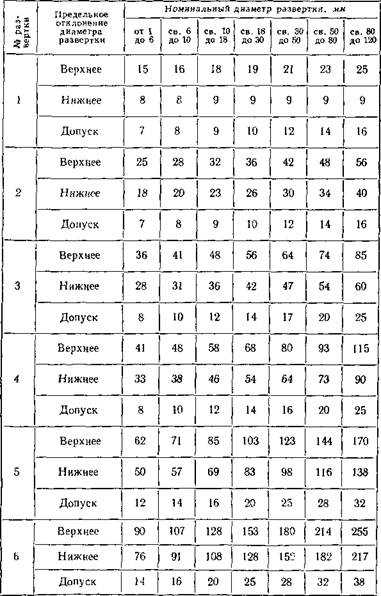
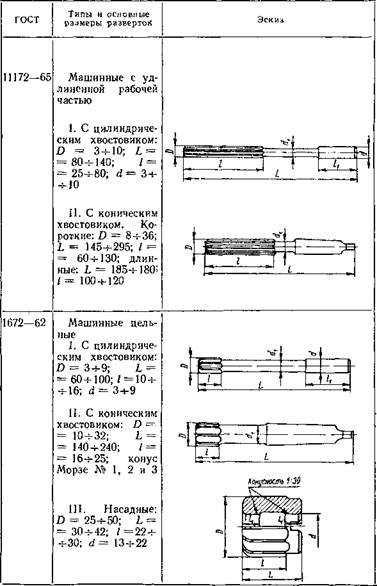
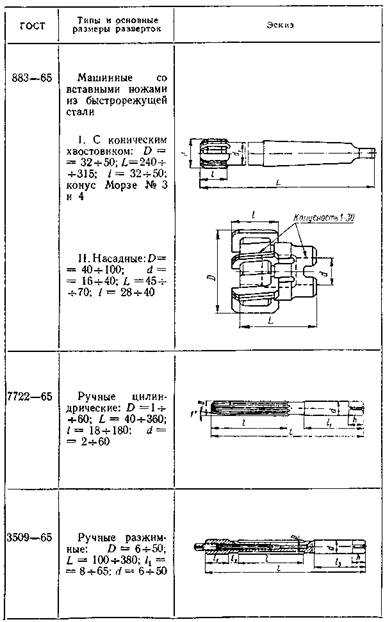
Таблица 53
Типы и основные размеры разверток, мм
Продолжение табл. 63
Продолжение табл. 53
Продолжение табл. 53
Развертки после доводки должны обеспечить обработку отверстий со следующими посадками:
По техническим требованиям (ГОСТ 5735—65) в качестве режущей части разверток должны применяться пластинки из твердого сплава марок ВК6, ВК6М, Т15К6, Т14К8 и Т5КШ. Корпуса разверток изготовляются из стали 40Х, а корпуса ножей — из стали 40Х или У7 и У8.
В централизованном порядке твердосплавные развертки должны выпускаться: в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н и с припуском под доводку — по ГОСТу 11173—65.
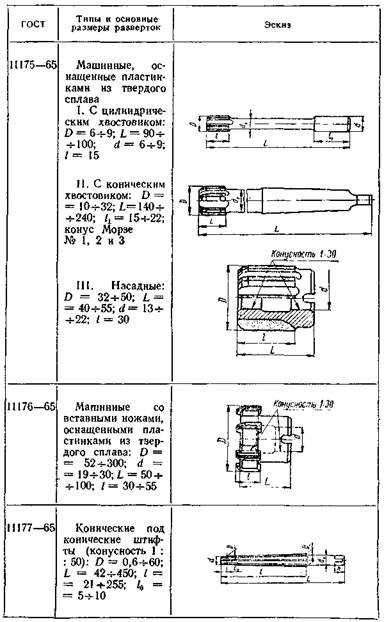
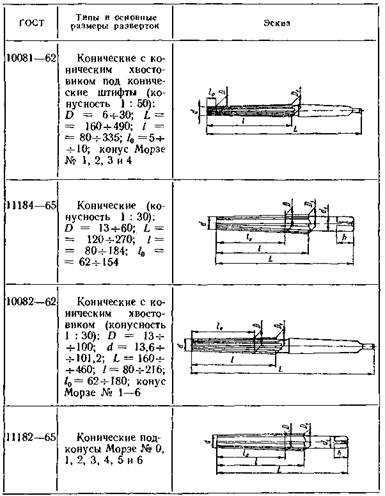
Развертки конические с цилиндрическим хвостовиком по техническим требованиям (ГОСТ 11178—65) изготовляются из стали 9ХС и по соглашению с потребителем допускается изготовление разверток из стали Р18. Развертки диаметром больше 13 мм должны быть сварными. Развертки конические с коническим хвостовиком по техническим требованиям (ГОСТ 10083—62) изготовляются из стали Р18 или Р9. Развертки диаметром больше 10 мм должны быть изготовлены сварными. Типы и основные размеры разверток приведены в табл. 53.
Смотрите также
spravochnik-tehnologa.ru
виды (регулируемая, коническая, ручная, машинная) и особенности
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.

Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
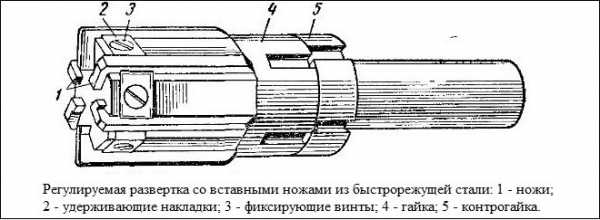
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размерыСкачатьРазвертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Развертка. Виды. Работа. Применение. Особенности. Уход
Развертка – это узкоспециализированный металлорежущий инструмент, предназначенный для создания гладкой поверхности внутри раннее просверленных отверстий. Она применяется в тех случаях, когда необходимо добиться идеальной точности. Без нее не обходится производство высоко технологического оборудования, в частности двигателей внутреннего сгорания, станков и прочих механизмов.
Высокая точность обработки обеспечивается благодаря тому, что инструмент имеет несколько режущих кромок в количестве до 16 штук. При работе создается одинаковая сила противодействия на всей поверхности инструмента. Это исключает перекос, как бывает в случае со сверлом, контактирующим только двумя режущими кромками. При использовании развертки создается гладкая поверхность, шероховатости которой колеблется в пределах от 0,32 до 1,25 микрометра, в зависимости от класса развертки.
Как выглядит и из чего состоит развертка
Внешне инструмент представляет собой прут, вдоль которого идут многолезвийные выступы, заточенные для врезания в обрабатываемый металл. Количество режущих кромок в зависимости от модификации инструмента обычно колеблется в пределах от 6 до 14 штук. Редким исключением являются развертки на 16 лезвий, применяемые только на высокоточном производстве.
Внешние очертания инструмента могут быть цилиндрическими или коническими. Непосредственно сами зубья с режущей кромкой бывают прямыми или винтовыми. Они равномерно распределяется по поверхности инструмента на одинаковом расстоянии друг от друга. Чем больше режущих кромок на развертке, тем тяжелее с ней работать. Минимальное пространство между ними не позволяет эффективно выводить получаемую стружку.
К разверткам ставятся особые требования точности. В том случае если расстояние между зубьями будет неравномерным, то наблюдается повышение вибрации, что приводит к неоднородной разработке отверстия, которое обрабатывается. Выпускаемые в промышленности развертки имеют диаметр от 3 мм.
Развертка состоит из двух частей – рабочей и зажимной зоны. Рабочая представляет собой режущую кромку и участок для калибрования. Кромка оснащается острыми зубьями. Длина рабочей части инструмента пропорциональна его толщине. Обычно этот показатель составляет от 0,8 до 3 диаметров. Зажимная часть развертки выполнена в виде классического хвостовика, предназначенного для зажима в патроне станка или в воротке, если инструмент применяется вручную.
Формы разверток
В связи с тем, что получение точных отверстий необходимо для различных отраслей машиностроения и станкостроения, развертки разрабатываются сотен размеров и в нескольких формах.
По последнему критерию они разделяются на 3 группы:- Цилиндрические.
- Конические.
- Ступенчатые.
Цилиндрические используются для обрабатывания стандартных круглых отверстий, которые получаются после сверление. Они имеют прямые или винтовые канавки, а также углубления для отвода стружки.
Коническая развертка выполнена в виде конуса со срезанной вершинкой. С ее помощью можно обрабатывать обычные отверстия или конические. После применения такой развертки отверстие приобретает форму конуса. Отвод стружки может обеспечиваться как за счет прямых, так и винтовых канавок.
Более редкими в продаже являются ступенчатые. Они являются универсальными, и предназначены для выравнивания отверстий в листовом металле. Инструмент имеет коническую форму, скос которой идет не плавно, а ступеньками. Такая конструкция является довольно прихотливой, но в случае обработки тонкого листового металла толщиной в несколько миллиметров вполне способна прослужить довольно долго.
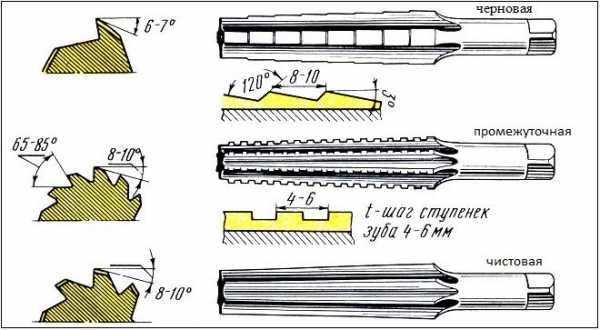
В зависимости от того насколько отличается первоначальное отверстие от того, которое нужно получить, инструмент работает в один или несколько заходов. Обычно токари применяют развертки с обработкой в 3 захода. Это связано с тем, что данный инструмент обычно продается в комплекте из 3 разверток – обдирочной, промежуточной и чистовой. Обдирочная обеспечивает грубые срезание, после чего применяется промежуточный инструмент, убирающий имеющиеся выступы и заусенцы. Завершающим этапом является обработка чистовой разверткой, после которой отверстие приобретает максимальную гладкость.
Отличия по способу применения
По способу применения развертки бывают машинными и ручными. Ручной инструмент имеет диаметр от 3 до 50 мм. Его хвостовая часть имеют выточку под квадратный профиль для закрепления в воротке. Чем толще инструмент, тем сложнее с ним работать, поскольку увеличивается площадь трения. При работе ручной важно правильно начать вкручивание, поскольку существует вероятность того, что вход в отверстия будет деформирован и получит овальную форму.
Машинные развертки устанавливаются в станки. Они бывают существенно толще. Их можно зажать в сверлильные, токарные и револьверные станки. Их хвостовая часть может быть конической или цилиндрической.
Разновидности по конструкции
По конструкции развертки разделяют на три типа:- Цельные.
- Насадные.
- Регулируемые.
Цельная развертка представляет собой литой инструмент с хвостовиком, сделанный из углеродистой легированной инструментальной стали. Иногда его выливают из быстрорежущей стали. Это самый распространённый инструмент, который имеет сравнительно доступную стоимость.
Насадная развертка имеет форму трубки с отверстием внутри. Ее внешний диаметр доходит до 300 мм. Данный инструмент используется для установки в станки. Подобные развертки соединяются вместе с хвостовиком, который зажимается в патрон. Такой инструмент является практически универсальным, поскольку под него можно выточить хвостовик для возможности фиксации практически в любом станке.
Регулируемая выпускается до диаметра 50 мм. Она представляет собой инструмент, который можно отрегулировать, изменяя его диаметр. Она может заменить несколько обычных разверток. Следует учитывать, что диапазон регулировки довольно маленький. Чем тоньше инструмент, тем короче диапазон настройки. Для самых маленьких этот показатель составляет доли миллиметра.
Крупные развертки на 50 мм могут изменить свой диаметр на 3 мм. Для проведения регулировки внутри их конструкции устанавливается стальной шарик, регулируемый винтом. Отверстие, по которому он передвигается, имеет коническую форму. Чем глубже его вкрутить, тем больше он деформирует внутренние стенки, расширив наружный диаметр развертки.
К преимуществам такого инструмента можно отнести не только возможность изменения его диаметра, но и продолжительный ресурс эксплуатации. Дело в том, что в отличие от обычных разверток, которые стираются, регулируемые могут подгоняться под требуемый диаметр. Всегда можно подрегулировать именно тот диаметр, который нужно. По мере стирания лезвий уменьшается только максимальная толщина отверстия, которое можно развернуть.
Особенности эксплуатации
При использовании разверток следует учитывать, что по мере применения их зубья стачиваются, в результате чего диаметр инструмента уменьшается. К примеру, если подготовленное отверстие должно получаться 10 мм, то на старой развертке показатель будет немного меньше. Если нужна предельная точность, то следует при выполнении ответственной работы использовать только новую развертку.
Особенность применения разверстки заключается в том, что при съеме значительной толщины металла лезвия тупятся быстрее. В связи с этим, если необходимо увеличить имеющиеся отверстия, лучше использовать несколько инструментов постепенно повышая их толщину, пока не дойдет очередь до последнего, который и сделает нужный диаметр.
Применение машинных разверток
Развертка применяется в тех случаях, когда необходимо достичь предельной точности, но чтобы исключить отклонения нужно ее применять правильно. Особенно это касается машинных разверток, которые устанавливается в станки. На них оказывается мощное давление при работе, поэтому следует при выполнении любых операций использовать хорошую смазку, так же как и при сверлении или нарезании резьбы.
В идеале при применении развертки на станке устанавливать ее сразу после сверления отверстия. В этом случае развертка закрепляется и направляется точно по такой же траектории, как и применяемое ранее сверло, поскольку деталь не двигалась. Благодаря этому инструмент входит плавно, и на все зубья оказывается одинаковое давление. Это минимизирует биение, и повышает точность.
Следует учитывать, что нельзя проводить развертывание на высокой скорости. Идеальное количество оборотов составляет показатель в 3 раза меньше, чем скорость вращения сверла такого же диаметра. При таком количестве оборотов создается максимальная точность и обеспечивается минимальный перегрев и стирание лезвий.
Уход за разверткой
Развертка является дорогостоящим инструментом, при покупке которого нужно выложить довольно крупную сумму. В связи с этим во избежание повторных затрат в дальнейшем, следует обеспечить тщательный уход за режущей кромкой, чтобы продлить ее ресурс эксплуатации. В первую очередь следует изолировать инструмент от попадания влаги и сырого воздуха. Для этого развертку лучше всего хранить в закрытом боксе. В идеале, если каждый инструмент будет иметь индивидуальный тубус или будет надежно фиксироваться, чтобы не контактировать с прочими развертками и сверлами.
После каждого использования режущие кромки следует очистить от смазки и прилипшей стружки. Если этого не сделать, то мелкие частицы могут покрыться ржавчиной и плотно прикрепиться к кромке, что ускорит затупление инструмента. Это приведет и к тому, что при начале работы на заготовке будут оставляться ржавые разводы.
Похожие темы:
tehpribory.ru
Сверла, зенкеры, развертки.
Количество просмотров публикации Сверла, зенкеры, развертки. - 1150
Для обработки отверстий на токарных станках применяют сверла, зенкеры и развертки, которые выбирают исходя из вида заготовки, требуемой точности размеров и шероховатости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих отверстий в сплошном материале, а так же для увеличения диаметра ранее просверленных отверстий (рассверливание), а так же для надсверливания.
По конструкции режущей части сверла разделяются на спиральные, или точнее, сверла с винтовыми канавками, сверла с прямыми канавками, сверла для глубоких отверстий (ружейные и пушечные), универсальные и др.
Спиральные сверла применяют для сверления сравнительно неглубоких отверстий, глубина которых не превышает шести диаметров сверла. Οʜᴎ изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Для увеличения диаметра предварительно просверленных отверстий, а так же для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент, называемый зенкером. Зенкеры отличаются от спиральных сверил тем, что имеют три или четыре главные режущие кромки (трех- или четырехзубые зенкеры), расположенных на поверхности усеченного конуса, и не имеют перемычки. Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки, подают его вручную, вращая маховичок задней бабки. При этом можно механизировать подачу, в случае если закрепить зенкер в специальном приспособлении.
Учитывая зависимость отдиаметра обрабатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12 –35 мм) применяют трезубые зенкеры с коническим хвостовиком. Для больших отверстий зенкера изготовляют насадными с четырьмя зубьями. Их насаживают на оправки из углеродистой стали.
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу, точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях, резания обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис. 10), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия должна быть либо окончательной, либо промежуточной ( получистовой ) перед развертыванием, дающие еще более точные отверстия(с 3 по 1 класс точности, 7-9 класс шероховатости).
Фрезы.
Теоретические сведения. Фрезы классифицируют по характеру выполняемой работы, по конструкции, и креплению зубьев относительно оси фрезы и другими признаками. Основные типы фрез показаны на рис. 12, 13. Цилиндрические фрезы применяют для обработки открытых плоскостей. Торцевые фрезы имеют зубья на цилиндрической и торцевой поверхностях. Эти фрезы применяют для обработки уступов, пазов, лысок, многогранных и других боковых поверхностях на прямоугольных и кривых заготовках. Дисковые фрезы бывают одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части, односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части. Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы применяют для обработки плоскостей, уступов, пазов. Οʜᴎ имеют режущие кромки на цилиндрической части и на торце. Основное отличие от торцевых фрез в том что концевые более вытянутые, а у торцевые наоборот D > H (сплюснутые).
Угловые фрезы применяют для обработки поверхностей, расположенных под некоторым углом друг другу.
Рис. 9. Части и элементы спирального сверла.
Рис. 10. Основные части зенкеров
а – цельный с конусным хвостовиком, б – насадной цельный
Рис. 11. Основные части развертки.
Рис. 12. Фасонные фрезы: а — с выпуклым профилем;
б — с вогнутым профилем; в — угловые
Рис. 13. Виды фрезерования и основные типы фрез:
а — цилиндрические; б — торцовые; в и г — дисковые;
д — прорезные и отрезные; е и ж — концевые
Фасонные фрезы применяют для обработки сложно- фасонных поверхностей: профиль фасонной фрезы должен соответствовать профилю обрабатываемой детали.
а)
б)
в)
Рис.14 Зуборезный инструмент: а- дисковая модульная фреза;
б- пальцевая модульная фреза; в- червячная модульная фреза
referatwork.ru
Ручная развертка: виды, назначение, ГОСТ
Получить методом сверления отверстие, стенки которого были бы идеально ровными, получается далеко не в каждом случае даже при условии использования качественных сверл и дрелей. Кроме этого, диаметр отверстия может отличаться от необходимого на несколько десятых миллиметров. Чтобы зазоры были идеальными, нужна ручная развертка. Эти металлорежущий инструмент, специально предназначенный для финишной обработки отверстий после операций сверления и зенкерования. Давайте рассмотрим, что собой представляет этот инструмент, как он работает, для чего он необходим и как его применять.
Характеристика
Развертка представляет собой режущий инструмент для обработки металла. Обрабатывая отверстие данным приспособлением, можно увеличить его диаметр, а также значительно повысить чистоту поверхности и точность размера. Развертки применяются как для финишной, так и для предварительной обработки. Существует стандарт, по которому регламентируется развертка ручная – ГОСТ 7722-77. Ручными считаются инструменты, предназначенные для обработки отверстий с диаметром в диапазоне от 3 до 60 мм (шаг - 1 мм).
C помощью этих инструментов можно получать размеры, точность которых будет соответствовать второму и третьему классу. Что касается чистоты поверхности, то она может быть от Rz 10 до Rz 6.3. Сверлением такой чистоты добиться невозможно.
Принцип действия разверток
Используя инструмент для обработки отверстий, можно достичь высокой точности и качества поверхности – об этом уже сказано выше. Ручная развертка работает с небольшими масштабами. Корректировать отверстия с такой точностью удается потому, что инструмент оснащен несколькими режущими кромками. Так, ручная развертка - в зависимости от вида - может иметь от 4 до 14 режущих кромок. Именно за счет этого снимаются самые малые прикуски.
Работает инструмент следующим образом. Развертку нужно вставить в отверстие, затем, если она ручная, надеть специальный вороток и вращать с помощью него инструмент. Приспособление будет работать не только при вращательных движениях, но и при одновременном продвижении вниз или вверх по оси. Инструмент способен снимать тонкие слои металла – от нескольких десятых до сотых долей миллиметра.
Обрабатывать таким образом можно не только традиционные цилиндрические отверстия, но и конические. Для этого используется развертка коническая. Существует несколько видов этого режущего инструмента. В статье мы рассмотрим каждый из этих видов.
Как выглядит развертка?
А выглядит приспособление следующим образом. Это цилиндрический либо конический стержень, который на рабочей части имеет продольные канавки. Другая же часть его гладкая и может быть оснащена на конце квадратом или коническим хвостовиком.
Рабочая сторона инструмента представлена несколькими отделами. Передняя часть - коническая и короткая. Затем идет непосредственно режущая, после - направляющая часть и, наконец, задняя рабочая.  Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Классификация
Как известно, развертки предназначены для финишной чистовой обработки отверстий. В прямой зависимости от технологических требований, при помощи этих инструментов получают отверстия в разных диапазонах допуска – от четвертого класса до первого. От конструкции, а также от качества инструмента зависит точность ее работы. Для разных отверстий используются разная ручная развертка – рассмотрим основные виды.
Что касается характеристик инструмента, то здесь играет роль далеко не один фактор:
- Режимы резания.
- Величины припусков для развертывания.
- Уровень заточки инструмента.
- Геометрия режущей кромки, а также многие другие факторы.
Развертки различают по типу отверстия, для которых они предназначены. Также важна форма режущих зубьев и обрабатываемый материал.
В эксплуатации для выполнения основной части слесарных операций используются: развертка цилиндрическая, регулируемые инструменты, конические. Наряду с ручными, существуют также и машинные. Эти инструменты могут быть разных видов. Существуют цилиндрические, конические, со сменными зубьями, с твердосплавными режущими пластинами.
Развертка коническая включает в себя большую группу инструмента – для конических штифтов, для обработки конической резьбы, под конус Морзе, под метрические конуса. Особенно широко в слесарном деле применяют цилиндрический мелкозернистый инструмент.
Цилиндрическая
Такая развертка предназначена для обработки отверстий цилиндрической формы.  Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Коническая
Такой инструмент предназначен для работы с отверстиями конической формы.  Также их можно использовать и для традиционных цилиндрических отверстий.
Также их можно использовать и для традиционных цилиндрических отверстий.
Черновые, промежуточные, чистовые
Если нужно расширить размер отверстия в серьезных пределах, то здесь не обойтись без комплекта инструментов разной чистоты. Развертка коническая, как и все прочие, разделяется на черновые, промежуточные, и чистовые.
Первый инструмент отличается зубьями, расположенными по всей линии ступенями. Работает такой инструмент следующим образом. Срезается узкая стружка при помощи режущей кромки каждой из ступеней. При этом, если отверстие было цилиндрическим, то после такой обработки оно превращается в ступенчатое коническое.  Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Регулируемая
Современный режущий инструмент такого типа может быть различных конструкций. На рынке можно встретить разжимные и раздвижные модели. Оба типа работают на базе одного принципа – при движении вверх или вниз, диаметр отверстия может уменьшаться или же увеличиваться. Развертка регулируемая двух этих типов различается по тому, как осуществляется затяжка, а также по диапазону размеров.  Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Что касается последнего типа, то конструктивно инструмент похож на все прочие развертки. Он представляет собой корпус, изготовленный из недорогих сталей и вставных режущих частей. Ножи изготавливают чаще в виде тонких пластин. В качестве материала используются инструментальные стали. Пластины снимаются, поддаются заточке и замене.  Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Что нужно знать о развертывании отверстий?
Процесс расточки отверстия лучше всего выполнять с применением двух классов инструмента – черновой разверткой и чистовой. Первые изготавливаются чаще из старых и изношенных материалов. Прежде чем развертывать отверстие, его торцевую часть обтачивают. Делается это для того, чтобы развертка могла эффективно работать каждым своим зубом. Это актуально и для деталей из чугуна. Если пренебречь такой предварительно обработкой, есть риск затупить развертку.  В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
fb.ru
Сверла, зенкеры, развертки. — МегаЛекции
Для обработки отверстий на токарных станках применяют сверла, зенкеры и развертки, которые выбирают в зависимости от вида заготовки, требуемой точности размеров и шероховатости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих отверстий в сплошном материале, а так же для увеличения диаметра ранее просверленных отверстий (рассверливание), а так же для надсверливания.
По конструкции режущей части сверла разделяются на спиральные, или точнее, сверла с винтовыми канавками, сверла с прямыми канавками, сверла для глубоких отверстий (ружейные и пушечные), универсальные и др.
Спиральные сверла применяют для сверления сравнительно неглубоких отверстий, глубина которых не превышает шести диаметров сверла. Они изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Для увеличения диаметра предварительно просверленных отверстий, а так же для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент, называемый зенкером. Зенкеры отличаются от спиральных сверил тем, что имеют три или четыре главные режущие кромки (трех- или четырехзубые зенкеры), расположенных на поверхности усеченного конуса, и не имеют перемычки. Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки, подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в специальном приспособлении.
В зависимости от диаметра обрабатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12 –35 мм) применяют трезубые зенкеры с коническим хвостовиком. Для больших отверстий зенкера изготовляют насадными с четырьмя зубьями. Их насаживают на оправки из углеродистой стали.
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу, точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях, резания обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис. 10), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия может быть либо окончательной, либо промежуточной ( получистовой ) перед развертыванием, дающие еще более точные отверстия(с 3 по 1 класс точности, 7-9 класс шероховатости).
Фрезы.
Теоретические сведения. Фрезы классифицируют по характеру выполняемой работы, по конструкции, и креплению зубьев относительно оси фрезы и другими признаками. Основные типы фрез показаны на рис. 12, 13. Цилиндрические фрезы применяют для обработки открытых плоскостей. Торцевые фрезы имеют зубья на цилиндрической и торцевой поверхностях. Эти фрезы применяют для обработки уступов, пазов, лысок, многогранных и других боковых поверхностях на прямоугольных и кривых заготовках. Дисковые фрезы могут быть одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части, односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части. Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы применяют для обработки плоскостей, уступов, пазов. Они имеют режущие кромки на цилиндрической части и на торце. Основное отличие от торцевых фрез в том что концевые более вытянутые, а у торцевые наоборот D > H (сплюснутые).
Угловые фрезы применяют для обработки поверхностей, расположенных под некоторым углом друг другу.
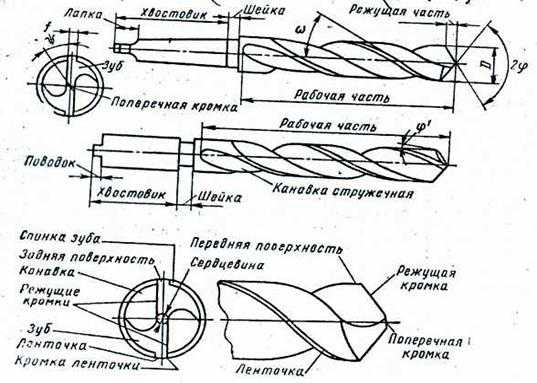
Рис. 9. Части и элементы спирального сверла.
Рис. 10. Основные части зенкеров
а – цельный с конусным хвостовиком, б – насадной цельный
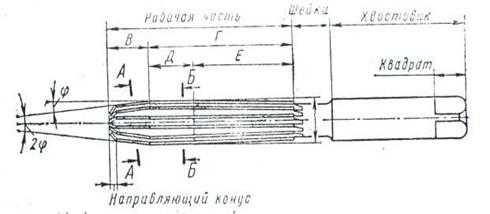
Рис. 11. Основные части развертки.
Рис. 12. Фасонные фрезы: а — с выпуклым профилем;
б — с вогнутым профилем; в — угловые
 |
 |
Рис. 13. Виды фрезерования и основные типы фрез:
а — цилиндрические; б — торцовые; в и г — дисковые;
д — прорезные и отрезные; е и ж — концевые
Фасонные фрезы применяют для обработки сложно- фасонных поверхностей: профиль фасонной фрезы должен соответствовать профилю обрабатываемой детали.
а) 
б) 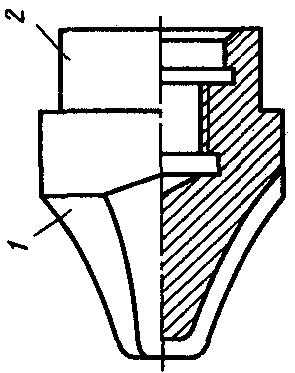
в) 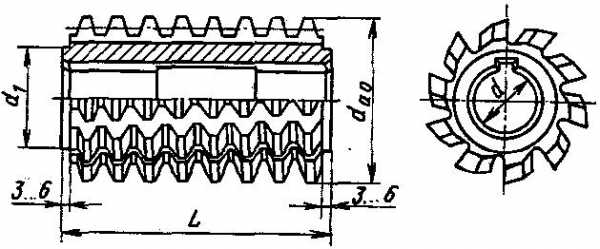
Рис.14 Зуборезный инструмент: а- дисковая модульная фреза;
б- пальцевая модульная фреза; в- червячная модульная фреза
Зуборезный инструмент.
Дисковые модульныефрезы (рис. 14 а) применяют для чернового и чистового нарезания прямозубых цилиндрических колес, чернового нарезания зубьев косозубых колес, чернового, а иногда чистового нарезания прямозубых конических колес, зубчатых реек, шлицевых валов методом копирования.
Пальцевые модульные фрезы (рис. 14 б) применяют для нарезания прямозубых, косозубых цилиндрических и шевронных зубчатых колес крупного модуля (m = 10 - 50 мм). Пальцевые фрезы состоят из двух частей: режущей 1и хвостовой 2 для закрепления фрезы на шпинделе станка.
Червячномодульные фрезы(рис. 14 в) представляют собой одно- или многозаходный червяк. Расположенные вдоль оси профильные стружечные канавки образуют зубья, которые имеют передний и задние по вершине и боковым сторонам углы, необходимые для обеспечения резания. Зубья фрезы затылованы. Червячные фрезы применяют для нарезания цилиндрических колес с прямыми и косыми зубьями внешнего зацепления, червячных колес и шлицевых валов. Фрезы разделяют на черновые, чистовые и прецизионные.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Развертывание и его применение - Сверление металла
Развертывание и его применениеКатегория:
Сверление металла
Развертывание и его применениеРазвертывание является операцией чистовой обработки отверстий, обеспечивающей высокую точность размеров и чистоту поверхности. Эта операция выполняется с помощью инструмента, называемого разверткой.
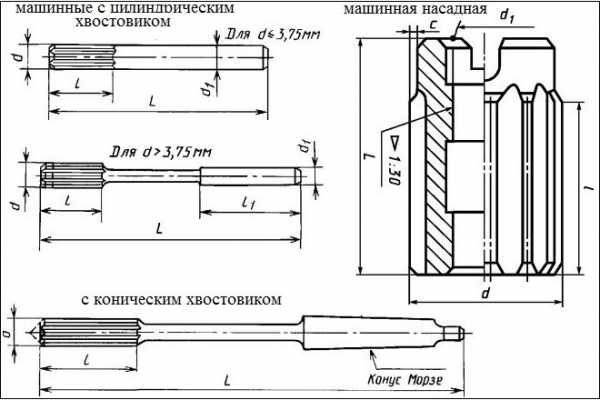
Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (рис. 1,б). Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручной развертке вращение сообщается при помощи воротка, который надевается на квадратный конец хвостовика развертки (рис. 1, а).
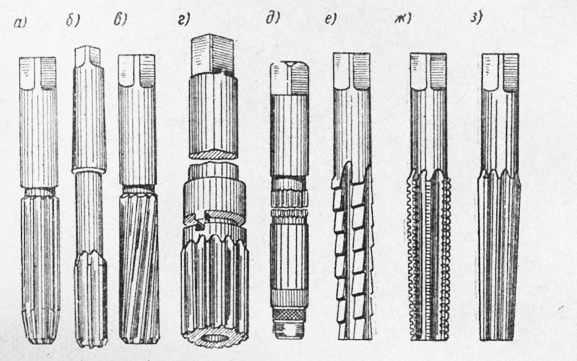
Рис. 1. Основные типы разверток
Расположенные на рабочей части развертки режущие зубья выполняются прямыми (прямозубые развертки, рис. 1, а) или с винтовыми канавками (спиральные развертки, рис. 1, в). Для развертывания прерывистых отверстий (например, с продольными канавками) применяются не прямозубые, а спиральные развертки. Развертки с правой винтовой канавкой называются праворежущими, а с левой — леворежу-Щ и м и.
По форме обрабатываемых отверстий развертки Делятся на цилиндрические (рис. 1, а, б, в, г, д) и конические (рис. 1,в, ж, з). Конические развертки применяются для развертывания отверстий: под коническую резьбу от Vie До 2”; под конус Морзе от № О до № 6; под метрический конус от № 4 до № 140; под конические штифты конусностью 1 : 50 и 1 : 30. Эти развертки делают комплектами из двух или трех разверток в комплекте. Одна является черновой, вторая—промежуточной, а третья — чистовой (рис. 1, е, ж, з).
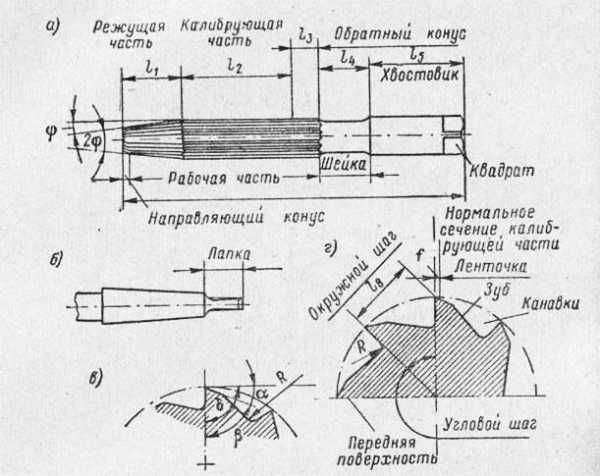
Рис. 2. Элементы и геометрические параметры развертки
По своему устройству развертки подразделяются на дельные и насадные (рис. 1, г), с прямыми и винтовыми зубьями, постоянные и регулируемые.
Корпус регулируемой развертки сделан полым коническим с продольными канавками, прорезанными между зубьями на длине рабочей части (рис. 1, д). При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки.
Развертка состоит из трех частей: рабочей части, шейки и хвостовика (рис. 2, а).
Рабочая часть в свою очередь состоит из режущей (или заборной) части, калибрующей цилиндрической части и обратного конуса.
Режущая часть делается конусной и выполняет основную работу по снятию стружки. Режущие кромки заборной части образуют с осью развертки угол при вершине, равный 2ф. Любая режущая кромка образует с направлением подачи или осью развертки главный угол в плане <р. Этот угол принимается для ручных разверток равным 0,5—1,5°, а для машинных разверток 3—5° при развертывании твердых металлов и 12—15° при развертывании мягких и вязких металлов. На конце заборной части зубья имеют скос под углом 45°. Это предохраняет режущие зубья от забоин и выкрашивания.
Задний угол а зуба развертки принимается равным 6—15° (рис. 2, в). Большие значения берутся для разверток больших диаметров. Передний угол у для черновых разверток берется в пределах от 0 до 10°, для чистовых разверток у = 0°.
Заборная (режущая) и калибрующая части развертки различаются формой зуба: на заборной части зуб заточен до остроты, а на калибрующей каждый зуб имеет на вершине ленточку шириной 0,05—0,4 мм; назначение ленточки — калибровать и заглаживать стенки развертываемого отверстия, придавая ему требуемые точность размера и чистоту поверхности.
В целях уменьшения трения развертки о стенки отверстия на участке калибрующей части образован обратный конус (развертка уменьшается в диаметре из расчета 0,04 мм на каждые 100 мм длины).
Развертки изготовляют с равномерным и неравномерным шагом зубьев по окружности. Для ручного развертывания следует применять развертки с неравномерным шагом. Они дают при развертывании вручную более чистую поверхность отверстия, а главное ограничивают возможность образования так называемой огранки, при которой отверстия получаются не цилиндрической, а многогранной формы. Машинные развертки изготовляют с равномерным шагом зубьев по окружности.
Хвостовики ручиых__разверток имеют на конце квадраты для воротка; у машинных разверток хвостовики имеют коническую форму.
Приемы развертывания. Отверстие под развертку сверлят с малым припуском, составляющим по диаметру не более 0,2—0,3 мм на черновую развертку и не более 0,05—0,1 мм на чистовую. Большой припуск может привести к быстрому затуплению заборной части развертки; ухудшению чистоты и точности отверстия.
При ручном развертывании развертку закрепляют в воротке, смазывают и затем вводят заборной частью в отверстие, направляя ее так, чтобы оси отверстия и развертки совпали. В особо ответственных случаях положение развертки проверяют по угольнику в двух взаимно перпендикулярных плоскостях. Убедившись в правильности положения развертки, Начинают медленно вращать ее вправо и одновременно слегка нажимают сверху. Вороток нужно- вращать медленно, плавно и без рывков. Не следует форсировать развертывание увеличением нажима даже в том случае, если развертка продвигается легко. Вращение развертки в обратном направлении совершенно недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки. Развертывать отверстия нужно развертками определенного диаметра за один проход и обязательно с одной стороны. Развертывание можно считать законченным, когда рабочая часть развертки полностью пройдет отверстие.
Для развертывания отверстий в труднодоступных местах применяют специальные удлинители, надеваемые па квадрат развертки как торцовый ключ; вороток же надевается на квадрат такого удлинителя.
Механизация ручного развертывания осуществляется путем выполнения этой операции на сверлильных и других станках, а также с помощью механизированных машинок пневматического и электрического действия и специальных приспособлений.
При машинном развертывании на сверлильном станке развертка закрепляется так же, как и сверло, и работа производится аналогично сверлению. Эту операцию лучше всего выполнять сразу после сверления при одной установке детали. Благодаря этому развертка направляется строго по оси отверстия и нагрузка на зубья получается равномерной. В ряде случаев машинные развертки закрепляются в шарнирных качающихся державках. Это позволяет развертке самоустанавливаться по оси просверленного отверстия в тех случаях, когда оси отверстия и развертки не совпадают.
Развертывание на сверлильном станке следует вести с автоматической подачей и достаточно хорошей смазкой. Скорости резания при развертывании на станках должны быть в 2—3 раза меньше, чем при сверлении сверлом такого же диаметра. При меньшем числе оборотов повышается не только чистота и точность развертываемого отверстия, но и стойкость развертки.
Подачи при развертывании отверстий в стальных деталях диаметром до 10 мм составляют 0,5—1,2 мм/об., а в остальных деталях диаметром от 10 до 30 мм— 0,5—2 мм/об. При развертывании деталей из чугуна подачи для отверстий диаметром до 10 мм принимаются равными 1—2,4 мм/об., а для отверстий диаметром от 10 до 30 мм — 1—4 мм/об.
Величины подач при развертывании оказывают существенное влияние на чистоту поверхности отверстия. Чем выше требования к чистоте поверхности, тем меньше должна быть подача. В качестве смазывающе-охла-ждающей жидкости следует применять при развертывании отверстий в стальных деталях минеральное масло, в деталях из меди, латуни, дуралюминия — мыльную эмульсию; детали из чугуна и бронзы развертывают всухую. Охлаждение применяют как при машинном, так и при ручном развертывании.
Необходимо помнить, что развертки относятся к точным и дорогостоящим инструментам, поэтому на правильность их эксплуатации и хранения должно быть обращено особое внимание. Развертками следует пользоваться только по назначению, нельзя доводить их до чрезмерного затупления. Хранить их нужно в деревянных гнездах или чехлах.
Типовые процессы обработки отверстий. Отверстия диаметром до 10 мм развертываются после сверления; при больших диаметрах отверстия обрабатываются зенкером и затем развертываются одной или двумя развертками. Точность отверстия после развертывания соответствует 2—3-му классу, а шероховатость поверхности, достигаемая развертыванием, находится в пределах 6—9-го, а иногда и до 10-го класса чистоты (при обработке латуни JIC59-1 и цинковых сплавов) по ГОСТу 2789-59.
В табл. 8 приведены значения припусков на диаметр при обработке отверстий.
Количество и последовательность переходов при обработке отверстия устанавливают в зависимости от заданной точности и размеров отверстия, а также от материала детали и т. д.
Обработку, например, отверстия диаметром 10 мм в стальной детали по 2-му классу точности следует выполнять в такой последовательности (рис. 3, а):1) просверлить отверстие диаметром 9,7 мм;2) развернуть черновой разверткой диаметром 9,9 мм;3) развернуть отверстие чистовой разверткой диаметром 10А мм.
На рис. 3, б показана последовательность обработки отверстия диаметром 25 мм в стальной детали по 2-му классу точности:1) сверление отверстия диаметром 22,6 мм;2) зенкерование зенкером диаметром 24,7 мм;3) развертывание чернов’ой разверткой диаметром 24,9 мм;4) развертывание чистовой разверткой диаметром 25А мм.
Брак при развертывании и меры его предупреждения. Брак при развертывании отверстий может получиться в результате неправильного выбора инструмента и режимов резания, назначения чрезмерных припусков иа развертывание, работы неисправной разверткой (трещины, выкрошенные зубья, забоины и т. п.), нарушения технологической последовательности переходов и приемов развертывания, отсутствия смазочно-охлаждающей жидкости.
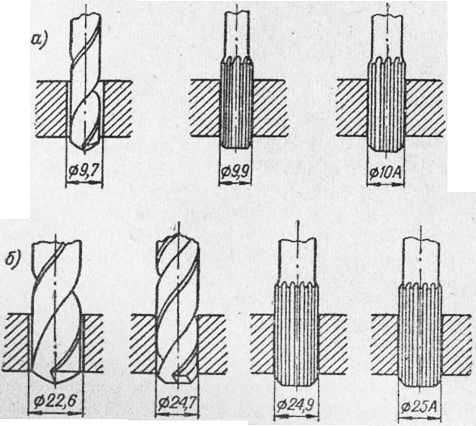
Рис. 3. Последовательность обработки отверстий высокой точности
Следует помнить, что развертывание является последней операцией чистовой обработки отверстия. По-> этому, производя развертывание, слесарь обязан особенно внимательно следить за ходом процесса. В частт ности, необходимо учитывать, что черновой разверткой можно снимать припуск по диаметру металла толщиной 0,2—0,3 мм, а чистовой— 0,05—0,2 мм. При съеме большего слоя металла развертка быстро тупится.
Нельзя вращать развертку в обратном направлении, так как это вызывает поломку зубьев и задиры на поверхности отверстия.
Диаметр чистовой развертки слесарь должен выбирать, исходя из окончательного размера обрабатываемого отверстия с соответствующим допуском. Зная верхнее отклонение на изготовление отверстия, можно установить диаметр развертки, учитывая разбивку отверстия. Разбивка отверстия — это разность между размерами отверстия и диаметром развертки.
Если слесарь не может устранить неполадки в процессе развертывания, он должен обратиться к мастеру.
Читать далее:
Основные правила безопасной работы на сверлильных станках и механизированными сверлильными машинками
Статьи по теме:
pereosnastka.ru