Электроды «УОНИ-13/55». Технические характеристики. Уони сварка
Сварочные электроды УОНИ 13/55
Ноябрь 26, 2017
Сварочные электроды Уони 13/55 предназначены для выполнения ручной дуговой сварки в любом пространственном расположении, исключая вертикальное — сверху вниз. Для сварочных работ используется ток постоянного типа с обратной полярностью.
Эксплуатационные характеристики
Расходный материал используется при выполнении сваривания особенно ответственных металлических конструкций из углеродистых, низколегированных сталей, когда к соединениям предъявляются высокие требования в плане ударной вязкости, пластичности.
Электроды для сварки марки УОНИ 13.55 предоставляют возможность получать высококачественные сварные швы в разных пространственных положениях при помощи тока обратной полярности постоянного действия.
Технические характеристики
- Наплавочный коэффициент равен 3,5 г/А·ч.
- Наплавочная производительность при использовании катода толщиной 4 мм составляет 1,4 кг/ч.
- На 1 кг наплавленного металла необходимо 1,7 км катодов.
Преимущества применения
- При использовании для сварочных работ присадочного материала на сварочных швах не образуются трещины, а металл отличается низким содержанием углеродов.
- Надежность и эффективность эксплуатации изделия подтверждается сертификатом качества.
- Расходный материал можно спокойно использовать при выполнении сварочных работ в условиях нестабильной подачи электричества.

Какие конструкции можно варить?
С помощью электродов УОНИ можно сваривать наиболее ответственные конструкции, изготовленные из низколегированных, углеродистых сталей, например марок 48КС 10ХСН2Д. В данном случае к металлу шва предъявляются жесткие требования ударной вязкости, пластичности. Изделия из подобного материала можно использовать в условиях знакопеременных нагрузок, низких температур.
Как работать с электродами марки УОНИ?
Свариваемые детали должны быть предварительно очищены от маслянистых, жирных пятен, грязи, окалин. На протяжении часа при 300 градусах производится прокалка электродных стержней.
Пример: свариваем пластины
- Сварка осуществляется «елочкой» (небольшие колебательные движения присадочной проволокой) с внешней стороны короткой электрической дугой.
- Новичков в сварочном деле обычно пугает прилипание электрода к основному металлу конструкции. От этого неприятного инцидента можно избавиться путем удлинения сварочной дуги. Самое главное — прочувствовать этот момент, и тогда любой домашний мастер сможет легко работать сварочными электродами УОНИ 13/55.
- После выполнения сваривания пластин с одной стороны изделия аккуратно переворачиваются, и осуществляется их сварка с обратной стороны, только в данном случае шов уже выполняется не спеша, без колебательных движений.
Советы сварщиков
- Нужно подобрать хорошего производителя. Для этого стоит приобрести по пачке электродов разных производителей и протестировать на практике.
- Необходимо внимательно изучить инструкцию по применению на упаковке.
- Перед выполнением сварочных работ электродные стержни нужно обязательно прокаливать.
- Также нужно правильно подобрать сварочный ток.
- Опробовать электрод нужно на короткой дуге, опираясь на его обмазку.
Опробовав таким образом расходный материал на практике, впоследствии с выбором электродов и настройкой сварочных параметров не будет возникать никаких проблем.
Сварка низколегированных, углеродистых сталей
Перед выполнением сварки обязательно необходимо произвести зачистку соединяемых поверхностей металлических образцов, прокалку электродов при 300 градусах на протяжении часа. Сварочные работы должны осуществляться током обратной полярности постоянного действия.
Таблица: значения сварочного тока в зависимости от диаметра электродного стержня и пространственного положения сварного шва.
| 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | |
| нижнее | 40-50 | 50-70 | 80-100 | 130-160 | 180-210 |
| вертикальное | 35-55 | 40-65 | 70-90 | 130-140 | 160-180 |
| потолочное | 35-55 | 40-65 | 70-90 | 130-140 | – |
Рекомендации специалистов по подбору сварочной технологии
- Сваривание достаточно толстых элементов конструкций лучше осуществлять по ванной технологии в нижнем положении сварного шва.
- Стандартную дуговую сварку можно использовать при соединении металлических конструкций из арматуры. Сварочные работы можно производить в любом пространственном положении шовного соединения короткой дугой с использованием тока постоянного действия обратной полярности.
Сварочные электроды УОНИ предпочитают применение инвертора, так как выпрямитель не может обеспечить устойчивую дугу. А электроды лучше брать с меньшим диаметром — они будут меньше нагревать свариваемое изделие. Для охлаждения металла стоит подготовить подкладки из меди.
electrod.biz
технические характеристики и технология их использования
Сварочные работы часто приходится выполнять не только на каких-то предприятиях, но зачастую домашние мастера также берутся за это сложное дело. Но степень сложности сварки складывается из многих критериев, например, модель сварочного аппарата, которым пользуется домашний умелец.
 Но зная, что электрические сети очень часто работают нестабильно, то, соответственно, без инвертора при сварке никак не обойтись. Но работа такого сварочного аппарата невозможна, если не использовать электроды. Реализуются они как упаковками, так и поштучно. А вот состав их катодов стоит выбирать, опираясь на то, какую сталь вы собрались соединять.
Но зная, что электрические сети очень часто работают нестабильно, то, соответственно, без инвертора при сварке никак не обойтись. Но работа такого сварочного аппарата невозможна, если не использовать электроды. Реализуются они как упаковками, так и поштучно. А вот состав их катодов стоит выбирать, опираясь на то, какую сталь вы собрались соединять.
Как правильно выбрать электроды для сварки?
Для качественной работы сварочного аппарата необходимы электроды, которые производятся не только за рубежом. Сейчас на прилавках строительных магазинов имеется широкий выбор сварочных материалов отечественного производства.
Приобретая электроды, следует учитывать следующие их свойства:
-
 Состав покрытия.
Состав покрытия. - Расход.
- Коэффициент наплавки.
Катод играет важную роль в электроде, но существует и много других качеств, которые стоит учитывать. Так, при его покупке учитываются следующие факторы:
- Свойства.
- Диаметр соединяемого шва.
- Глубина проплавления.
Отправляясь в строительный магазин за электродами, стоит уже иметь представления о том, каково будет его назначение, то есть какие стали он должен соединять.
Основные марки
 Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается.
Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается.
Но хотелось бы обратить внимание на несколько марок, которые считаются лучшими среди всех. Прежде всего, это электроды марки УОНИ, которые уже давно доказали свое качество и о характеристиках которого будет рассказано чуть позже.
Второй тип электрода – МР3. Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобы осуществлять сварочные работы не самых ответственных конструкций, которые выполнены их углеродных сталей, а также они могут быть и низколегированные.
Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток.
 Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому и сварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому и сварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Технические характеристики УОНИ 13/55
На сегодняшний день существует огромное множество марок электродов. Среди всех большей популярностью и своей работоспособностью отличаются электроды отечественного производства УОНИ. Данная аббревиатура обозначает — универсальная обмазка научно-исследовательского института.
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
Технология использования электродов УОНИ 13/55
Известно, что есть некоторые особенности в технологии использования данного электрода. Так, его стержнем является проволока из стали. Вторая особенность заключается в том, что изделие покрывается смесью, в состав которого входят карбонат и фтористые соединения. Они влияют на качество шва, а также на то, какие примеси будут в нем содержаться.
Электрод УОНИ 13/55 выполняет швы настолько качественно и надежно, что к ним нет никаких претензий. Так практически невозможно найти какие-либо неровности или задиры, или даже какое-либо вздутие, или трещины на поверхности.
Так как в самом покрытии электродов нет никаких включений из органики, то это позволяет их прокаливать до температуры выше трехсот градусов, но не более 450. Такое их свойство позволяет говорить о том, что они легко переносят влагу.
Оцените статью: Поделитесь с друзьями!stanok.guru
Электроды «УОНИ-13/55». Технические характеристики
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье « Электроды УОНИ 13/55, их характеристики и особенности применения», поэтому сегодня мы остановимся только на технических характеристиках.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1кг.

Сварочные электроды «УОНИ-13/55» в упаковке.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % — 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.

Внешний вид электродов «УОНИ-13/55».
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
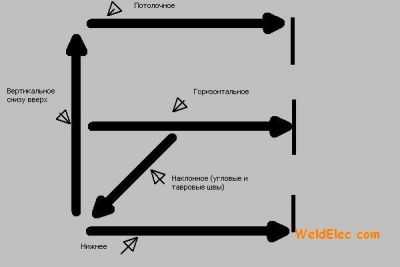
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды Уони 13 55

На самом деле сварка является очень удобным способом получения прочных металлических деталей. В итоге, при сваривании, свариваемые элементы свариваются очень прочно. Однако для правильного и качественного, а главное долговечного сваривания Вам может понадобиться купить электроды для требуемого вида металла или сваривания. Это является основным критерием при выборе электродов.
К примеру, если Вы собираетесь сваривать высоколегированные стали, то Вам понадобится покупать электроды с быстрым плавлением. Также для такого сваривания подойдут электроды с низкой степенью теплопроводности, а также с высоким электросопротивлением.
А вот с низколегированными видами стали дела обстоят совсем иначе. Для сваривания таких сталей Вам понадобятся электроды, которые отличаются от других ударной вязкостью, углом изгиба и другие преимущества. Как раз под такие характеристики и попадают электроды уони. Изготовлены по самым современным стандартам, они имеют огромные отличия от других видов электродов.
Многие даже опытные сварщики думают, что проводить сварочные работы при 25-радусном морозе просто нереально. Однако это не так. В этом случае Вам на выручку придут электроды уони, которыми можно варить даже если температура свариваемых материалов достигает 40 градусов мороза. Это действительно является огромным преимуществом, потому что не каждый вид электродов может похвалиться такой морозостойкостью. Электроды уони универсальны, потому что ими можно варить в абсолютно любом положении, при высоких температурах и на постоянном токе обратной полярности.
С каждым днем спрос на электроды уони продолжает расти. Во многих регионах Российской Федерации морозы могут достигать до 35-40 градусов мороза, поэтому электроды уони там будет как раз кстати. Примечательно, что с помощью электродов уони 13 55 Вы сможете добиться положительных результатов при сваривании даже на большом морозе. Идеальное сварочное соединение, минимальное содержание водорода и отсутствие трещин на швах на протяжении всей жизни изделия – это только некоторые преимущества и способности этих электродов. Однако узнать и испытать все преимущества на себе Вы сможете только после того, как попробуете их на деле после покупки.
Однако при покупке у Вас также могут возникнуть проблемы и сомнения. Вы можете сомневаться в верности слов заводов-производителей или других заинтересованных лиц. Также Вы можете не совсем доверять продавцам и поставщикам потому, что в нашем сегодняшнем мире так много лжи. Однако в Сети все-таки есть еще источник, которому можно доверять. Это наш сайт, с помощью которого Вы сможете недорого купить электроды для качественного строительства. Уже многие люди продолжают оставлять положительные отзывы о заводах-производителях, с которыми мы сотрудничаем. Наше сотрудничество очень плодотворно и все клиенты остаются очень довольными. Если многие люди после покупки электродов уони у нас остались довольны, то Вы можете тоже попасть в их число только после покупки уони 13 55!
elektrod-3g.ru
Электроды УОНИ 13/55, их характеристики и особенности применения
Раздел: УОНИ
Тип: Э50А Покрытие: Основное (Б)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: для ответственных конструкций, постоянного тока
Выпускается производителями: ZELLER WELDING (Германия, Дюссельдорф), Бор, ВИСТЕК (Украина, Бахмут), Зеленоградский электродный завод (Зеленоград), Кировский завод, КОМЗ-Экспорт (Каменск-Шахтинский), ЛЭЗ, Лосиноостровский Электродный Завод, Патон (Украина, Киев), ПлазмаТек (Украина), Промтехсервис (Украина, Днепропетровск), РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Сычевский электродный завод (Москва), ТАНТАЛ ЛТД (Сызрань), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод Производится под брендами: GRANIT, TIGARBO, МонолитЭлектроды сварочные УОНИ-13/55 являются наиболее востребованными среди других марок электродов.
Они предназначаются для дуговой сварки конструкций и ответственных деталей из низколегированных и углеродистых сталей, в особенности эксплуатируемых в условиях сурового климата с низкими температурами. Электроды УОНИ-13/55 отлично себя зарекомендовали при сваривании серьезных конструкций, когда требуется получить свариваемый шов с достаточной пластичностью и ударной вязкостью.
Основным преимуществом электродов этого типа перед аналогами заключается в том, что образуемый с их помощью шов устойчив к образованию трещин при кристаллизации и содержит пониженное количество водорода. Наилучшего результата при работе с электродами УОНИ-13/55 можно добиться при сварке на короткой дуге методом опирания.
Технологические особенности электродов сварочных УОНИ 13/55
Специалисты отмечают такие важнейшие технологические и эксплуатационные особенности УОНИ-13/55:
- особое покрытие изделий на основе карбонатов и фтористых соединений, благодаря которым в составе шва практически не содержится газов, неметаллических включений и прочих нежелательных примесей;
- базовым материалом для стержня электродов является проволока с низкоуглеродистой стали Св-08 или Св-08А, которая обеспечивает долговечность и высокую вязкость шва;
- в процессе нанесения покрытия на основу электрода, ему придается дополнительная прочность, и абсолютно исключаются при этом неровности, задиры, поверхностные трещины, вздутия и поры;
- отсутствие в покрытии электродов органических включений позволяет прокаливать электроды при температуре 350-400 градусов, чем обеспечивается их низкая восприимчивость к воздействию влаги.
Эти, а также некоторые другие факторы способствуют образованию химического состава металла шва, аналогичного основному материалу, без склонности к старению и потери свойств в широком диапазоне температур.
При применении электродов сварочных УОНИ-13/55 необходимо следить за чистотой свариваемых деталей, так как наличие на поверхности ржавчины или технических масел, ведет к образованию пор и недолговечности сварного соединения. Удлинение дуги, также отрицательно сказывается на качестве шва.
Видео
Предлагаем вашему вниманию ролик, в котором самодельщик тестирует данную марку, сравнивая с двумя другими. Ролик явно показывает, что эта марка при ее качественности и надежности, более сложна в работе для неопытных сварщиков.
Еще один ролик, где мастер сравнивает одну марку, но разных производителей.
Больше информации:
Сварка электродом «УОНИ-13/55»
Электроды «УОНИ-13/55». Технические характеристики
Описание и выбор материалов для электродов типа «УОНИ-13/55»
Как прокаливать сварочные электроды «УОНИ-13/55»
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды УОНИ. Характеристики марок 13-45 и 13-55

Применение электродов УОНИ
Электроды сварочные УОНИ применяют для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Электроды марки УОНИ находят применение при сваркеэлементов ответственных металлоконструкций, подверженных в процессе их эксплуатации динамическим нагрузкам в условиях низких температур. Их применяют для сварки емкостей, в которых будут содержаться различные среды с повышенным давлением, а также для листовых металлов с большой толщиной. Сварочные электроды марок УОНИ 13/45 и УОНИ 13/55 пользуются повышенным спросом у потребителя.
Маркировка
В документации, согласно требованиям ГОСТ 9466—75, для обозначения, например, марки УОНИ 13/45 сварочных электродов применяется такая форма записи:
УОНИИ—13/45—3,0 ГОСТ 9466—75
На этикетках или маркировках коробок, пачек и ящиков со сварочными электродами условные обозначения приведены более подробно. Пример условного обозначения электродов типа Э46А по ГОСТ 9467—75, марки УОНИ—13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0, приведен ниже:
Э46А—УОНИИ—13/45—3,0—УД/ Е 43 2 (5) Б—10 ГОСТ 9466—75, ГОСТ 9467—75
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С0 необходима в том случае, если покрытие имеет влажность выше 0,3%.
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 изготавливаются с размерами диаметров от 2,0 мм до 6,0 мм и длиной электрода от 300 мм до 450 мм. На контактный торец электродов диаметром 3 мм (электроды УОНИ 3) и выше нанесено специальное ионизирующее покрытие, обеспечивающее легкий первоначальный розжиг. Наиболее востребованы потребителями сварочные электроды УОНИ 3 и сварочные электроды УОНИ 4.Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.rusbolt.ru
Описания электродов УОНИ-13/55 (ESAB)

Электроды сварочные УОНИ-13/55 являются наиболее востребованными среди других марок электродов.
Они предназначаются для дуговой сварки конструкций и ответственных деталей из низколегированных и углеродистых сталей, в особенности эксплуатируемых в условиях сурового климата с низкими температурами. Электроды УОНИ-13/55 отлично себя зарекомендовали при сваривании серьезных конструкций, когда требуется получить свариваемый шов с достаточной пластичностью и ударной вязкостью.
Основным преимуществом электродов этого типа перед аналогами заключается в том, что образуемый с их помощью шов устойчив к образованию трещин при кристаллизации и содержит пониженное количество водорода. Наилучшего результата при работе с электродами УОНИ-13/55 можно добиться при сварке на короткой дуге методом опирания.
Технологические особенности электродов сварочных УОНИ 13/55
Специалисты отмечают такие важнейшие технологические и эксплуатационные особенности УОНИ-13/55:
- особое покрытие изделий на основе карбонатов и фтористых соединений, благодаря которым в составе шва практически не содержится газов, неметаллических включений и прочих нежелательных примесей;
- базовым материалом для стержня электродов является проволока с низкоуглеродистой стали Св-08 или Св-08А, которая обеспечивает долговечность и высокую вязкость шва;
- в процессе нанесения покрытия на основу электрода, ему придается дополнительная прочность, и абсолютно исключаются при этом неровности, задиры, поверхностные трещины, вздутия и поры;
- отсутствие в покрытии электродов органических включений позволяет прокаливать электроды при температуре 350-400 градусов, чем обеспечивается их низкая восприимчивость к воздействию влаги.
Эти, а также некоторые другие факторы способствуют образованию химического состава металла шва, аналогичного основному материалу, без склонности к старению и потери свойств в широком диапазоне температур.
При применении электродов сварочных УОНИ-13/55 необходимо следить за чистотой свариваемых деталей, так как наличие на поверхности ржавчины или технических масел, ведет к образованию пор и недолговечности сварного соединения. Удлинение дуги, также отрицательно сказывается на качестве шва.
Видео — источник: УОНИ 13/55
Предлагаем вашему вниманию ролик, в котором самодельщик тестирует данную марку, сравнивая с двумя другими. Ролик явно показывает, что эта марка при ее качественности и надежности, более сложна в работе для неопытных сварщиков.
promsnabservisnk.ru