Что такое рейсмусовый станок? Описание типов и сравнение цен на рейсмусы Макита, DeWalt, Интерскол и Корвет. Назначение станок рейсмусовый
назначение конструкции, сооружение своими руками и наладка рейсмуса
 Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки. При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.
Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки. При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.
Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке. Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.
При разработке чертежа следует убедиться в наличии всех основных составляющих:
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки, поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
- Сначала электрорубанок фиксируют на бруске, а затем зажимают при помощи струбцин и оставляют зазор, размеры которого должны соответствовать толщине заготовки.
- Для надежного крепления стоит взять 4 струбцины. 2 элемента держат основание, а еще 2 – сам электрорубанок.
- Между основным элементом и нижней поверхностью устанавливают небольшой промежуток, поворачивая шпильку.
- После выставления нужной высоты агрегат подключают к сети и начинают обработку деревянных изделий.
Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
Наладка готового станка
Перед началом обработки заготовок следует наладить рейсмус своими руками, ведь при наличии даже незначительно неточности возможны дефекты обработки и даже снижение производительности оборудования. Чтобы избежать этого, следует всегда заниматься наладкой и избегать распространенных ошибок:
-
 Если на рабочем столе будет перекос, то поверхность после обработки не будет гладкой.
Если на рабочем столе будет перекос, то поверхность после обработки не будет гладкой. - В случае когда валик расположен слишком низком, возможно образование поперечных вмятин.
- Особое внимание следует уделить размещению нижних валиков. Если они будут находиться чуть выше, возникнет вибрация, в результате которой строгание получится недостаточно гладким.
- Важно убедиться в том, что задняя колодка не оказывает давления на обрабатываемую заготовку. В противном случае сила подачи снизится, а ножи продолжат работать. Соответственно, на обрабатываемой поверхности останется небольшой желобок. Стоит отметить, что подобный дефект появляется даже при короткой остановке агрегата.
- Если в процессе обработки стружка будет сыпаться на задний валик, появятся вмятины. Также возможна задержка детали. К таким дефектам чаще всего приводит неправильная установка накидного козырька.
Рейсмус по праву считается одним из наиболее распространенных инструментов, которые задействуются в деревообрабатывающей сфере. Выполнить такой станок можно самостоятельно из обычного электрорубанка. Несмотря на простоту конструкции, агрегат поможет сделать обработку деталей очень точной и удобной.
stanok.guru
Что такое рейсмус и для чего он нужен? Станок деревообрабатывающий многофункциональный бытовой с рейсмусом
В наборе инструментов любого плотника или слесаря обязательно должен быть рейсмус. Его функция позволяет корректно фиксировать размерные показатели, прокладывать точные проекции и определять правильность положения тех или иных объектов или конструкций в строительстве и монтаже. Однако вопрос о том, что такое рейсмус, предполагает неоднозначный ответ. С одной стороны, это может быть незатейливый деревянный прибор с двумя-тремя компонентами, а с другой – полноценный обрабатывающий станок, в котором функция рейсмуса предусмотрена в качестве вспомогательной.

В чем заключается функция рейсмуса?
Обычно рейсмус приобретается для работы с древесиной. Как уже отмечалось, классическое устройство позволяет фиксировать геометрические параметры заготовки, производить замеры, переносить данные с чертежей на реальные материалы и т.д. Однако полноценный рейсмус по дереву в виде станка обладает более широкими возможностями. Если ручные модели применяются только для разметки, то настольное оборудование на месте реализует и обрабатывающие действия. Но и здесь есть своя специфика. Коррекция заготовок по форме и размерам производится по типу фуговальных машин или рубанков. То есть это именно корректирующая машина, по функционалу близкая к шлифовальным станкам. Такие агрегаты применяются и в профессиональных целях на мебельных фабриках, и в быту при строительстве небольших объектов или конструкций с применением древесного материала.
Конструкция обычного рейсмуса

Простейшая модель такого типа формируется тремя компонентами – базовой несущей стойкой с размерной шкалой, зажимом или ухватывающим приспособлением и небольшим устройством для нанесения разметки. Характерной чертой бюджетных домашних рейсмусов является материал изготовления – это модели, выполненные из той же древесины, но твердой породы. По конструкции готовый прибор представляет собой колодку, в которой имеется прямоугольное отверстие. Используя перемещение функциональных элементов в виде реек, пользователь может выполнять динамическую разметку. Для понимания, что такое рейсмус в традиционном исполнении, следует учитывать и значимость чертежных компонентов – штырей. Их может быть несколько. Например, двойная конфигурация разметки позволяет выполнять разметку, сформированную параллельно идущими линиями.
Особенности станков с рейсмусами

Кардинально отличаются от обычных рейсмусов станковые модели. Они предназначены для механической обработки древесного материала посредством ножей. Как правило, станок деревообрабатывающий многофункциональный бытовой с рейсмусом состоит из станины, рабочей площадки и упомянутых ножевых элементов. Роль оператора в процессе эксплуатации может быть разной. В бюджетных моделях, где не предусматриваются автоматические системы, он сам подает заготовку и ее же принимает с другой стороны рабочей поверхности. Но есть и автоматические модели, которые могут выполнять и серийную обработку без контроля со стороны оператора.
Важно учитывать отличия такого рода станков от фуговальных агрегатов. Здесь вновь стоит обратиться к вопросу о том, что такое рейсмус станкового типа. Это машина, которая за счет ножей выполняет шлифовальные или строгальные операции. В свою очередь, фуговальные станки могут иметь ту же конструкцию, но благодаря большему количеству ножей (минимум три) они реализуют глубокий съем лишней массы с поверхности заготовки.
Советы по эксплуатации прибора

Главное в процессе установки – обеспечить стабильное положение конструкции. При этом станок может быть напольным и настольным. В обоих случаях надежная фиксация машины на поверхности обеспечит получение точного результата. Желательно использовать специальные крепежи, которые обездвижат рейсмус. Инструкция к настольным моделям, к примеру, рекомендует фиксировать агрегат посредством 4 комплектных болтов к верстаку или устойчивой рабочей платформе. Работа начинается после того, как барабан, оснащенный лезвиями, наберет должную скорость. Далее можно устанавливать заготовку на поверхность стола заподлицо. В процессе строгания тяжелых и длинных объектов следует немного приподнимать крайние части заготовки с двух сторон резки. Это позволит исключить выдалбливание или отрезание лишних частей.
Производители рейсмусов
В той или иной модификации рейсмусы присутствуют в ассортименте практически всех крупных изготовителей строительного инструмента и оборудования. В частности настольный рейсмус для работы с небольшими объемами предлагают компании Makita и Dewalt. Это надежная техника, которая отличается долговечностью, эксплуатационной гибкостью и высокой эффективностью в плане обработки.

Интересные варианты предлагают и отечественные производители. Например, модель «Энкор Корвет-21» вполне подойдет для небольшой мастерской, занимающейся обработкой пиломатериала. Если требуется рейсмус универсальный для широкого спектра типовых операций, то можно обратиться к линейке «Калибр». Под этой маркой выпускаются также доступные по цене и выносливые в работе модели.
Как выбрать рейсмусовый станок?
Прежде всего, учитываются технико-эксплуатационные характеристики. Например, по глубине пропила можно понять, какой пласт с поверхности сможет снять станок за один проход. Эта величина варьируется в среднем от 1 до 3 мм. Не менее важна и ширина пропила, от которой в принципе зависит способность машины обслуживать заготовки того или иного формата. Бытовые модели обычно работают с шириной в диапазоне 300-330 мм. Зачастую важна и мощность. Она определит, какой производительностью располагает станок деревообрабатывающий многофункциональный бытовой с рейсмусом в конкретном исполнении. Данный показатель может составлять и 1,5 кВт, и 2 кВт. Модели, близкие к первому значению, подойдут для частных нужд, а станки мощностью более 2 кВт относятся к промышленному сегменту.
Заключение

Успешность эксплуатации станков такого типа зависит от множества факторов. Для определения отдельных нюансов использования техники надо понять, что такое рейсмус станкового типа в плане обслуживания. Это в первую очередь сложное и многокомпонентное устройство, требующее тщательного ухода после каждого сеанса обработки. Пользователь должен регулярно проверять техническое состояние агрегата, производить смазку элементов рабочей группы и поддерживать режущие качества ножей. Только в условиях грамотного всестороннего поддержания работоспособности рейсмуса можно ожидать и высокого качества его функции.
fb.ru
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок - щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.

Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 - 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 - 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.

Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая - за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.

Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 - 1250 миллиметров, толщина — 5 - 160 миллиметров, диаметр ножевого вала 100 - 165 миллиметров, имеется на валу 2 - 4 ножа. Мощность электрического мотора достигает 1 - 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 - 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 - 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 - 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
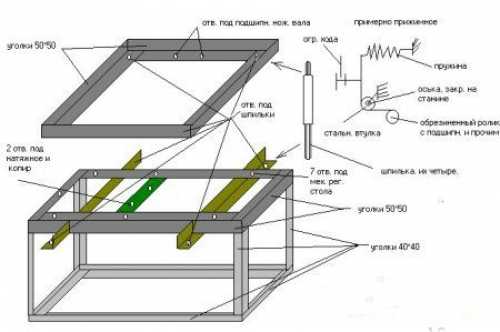
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой - для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.

До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.

Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
strport.ru
| К деревообрабатывающим станкам относится группа продольно-фрезерных, к которым, в свою очередь, относятся рейсмусовые и фуговальные. Вам необходимо купить рейсмусовый станок? Основным направлением деятельности компании «ДЮКОН» является продажа промышленного оборудования и инструмента от ведущих производителей. В том числе к продаже представлены рейсмусовые станки. Перейдя по ссылке на сайт derevo.dukon.ru вы сможете узнать более подробную информацию о деятельности компании и приобрести необходимое оборудование. Благодаря им можно выполнить обработку пиломатериалов. Если возникли какие-либо дефекты при обработке дерева, станки уберут их. Для них необходимо брать отлично высушенную древесину. В этой статье мы поговорим о том, для чего нужен рейсмусовый станок. Этот вид станков нужно использовать для брусков, щитов и досок. Рейсмусовый станок позволяет получать материалы определенного размера, беря во внимание необходимую толщину изделия и разделывая его на 2 полоски, которые параллельны между собой. У них есть определенная схожесть с фрезерными станками с ЧПУ, т.к. над столом расположен ножевой вал. Данная категория инструментов предназначена для мелкосерийного и серийного производства столярных изделий. Их основной отличительной чертой является жесткая и большая станина. Инструменты осуществляют поступление заготовок со скоростью до 10 метров/минуту. Еще одной положительной стороной рейсмусовых станков являются кожухи с функцией звукопоглощения. Рейсмусовые станки подразделяются на односторонние и двусторонние. Стоит отметить, что есть комбинированный тип станков - фуговально-рейсмусовый, который объединяет в себе все положительные параметры обоих видов инструментов. Доставка заготовок на обе разновидности станков в автоматическом режиме осуществляется посредством вальцового, каретного или конвейерного механизмов. Дата: 18 ноября 2013 Популярные материалы
|

 Для строгания всевозможных досок, реек, плоских заготовок, щитков, брусков и т. д. применяется рейсмусовый станок. Именно это оборудование позволяет добиться ровной поверхности и точных размеров детали, без данной техники не обходится ни одно деревообрабатывающее производство. Да и умелые народные мастера без узкопрофильного образования прибегают к услугам рейсмусового станка, ведь он является превосходной альтернативой обычному рубанку. Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Для строгания всевозможных досок, реек, плоских заготовок, щитков, брусков и т. д. применяется рейсмусовый станок. Именно это оборудование позволяет добиться ровной поверхности и точных размеров детали, без данной техники не обходится ни одно деревообрабатывающее производство. Да и умелые народные мастера без узкопрофильного образования прибегают к услугам рейсмусового станка, ведь он является превосходной альтернативой обычному рубанку. Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.




i-perf.ru
Рейсмусовые станки по дереву: цены, фото и описание
Содержание: [скрыть]
- Сфера использования
- Особенности конструкции
- Детали и механизмы
- Рабочий процесс
- Как правильно выбирать рейсмус?
Рейсмусовые станки по дереву выполняют ряд функций, связанных с обработкой древесины. С их помощью мастера осуществляют строгание досок, выравнивают толщину деталей и формируют гладкую поверхность изделий из натурального материала. Задействовав современное столярное оборудование, удается существенно ускорить процесс шлифовки дерева, тем самым повышая производительность.
Сфера использования
Как мы успели выяснить, назначение рейсмуса заключается в плоскостном строгании различных деревянных элементов по толщине, и такие станки являются неотъемлемым атрибутом даже самого небольшого деревообрабатывающего комбината или мебельной мастерской. Их часто устанавливают на строительных площадках, тем самым обеспечивая быструю подачу обработанных досок для их дальнейшего монтажа. Прежде чем поступить на рейсмус, доска нередко проходит через фуговальный станок. За один подход удается справиться с большим количеством заготовок, что просто невозможно сделать вручную.
В отличие от промышленных образцов, переносной рейсмусовый станок отличается небольшим весом и компактными габаритами, обеспечивающими его мобильность. Усовершенствованные модели предусматривают более простую систему смены резаков, а также позволяют увеличивать глубину резки. Как правило, мини рейсмусы чаще всего приобретают для домашней мастерской, где не требуется выполнение больших объемов работы, и нет возможности размещать крупногабаритную технику. В таком случае выходом из ситуации становится настольный агрегат.

Особенности конструкции
Принцип работы рейсмусового станка напрямую зависит от его конструкционных особенностей, которые непосредственно влияют на процесс и тип обработки древесины. В зависимости от сборки рейсмусовые станки разделяют на:
- односторонние, на которых осуществляется обработка доски исключительно с одной стороны;
- двухсторонние, на которых заготовка строгается с двух противоположных сторон. Двухсторонний инструмент обрабатывает нижнюю и верхнюю часть доски.
- особые, в комплектации которых может находиться три и более режущих элемента.
Чаще всего в столярных мастерских со стандартным набором услуг можно встретить односторонний, реже двухсторонний столярный станок. Какого бы типа не был станок с рейсмусом, он в обязательном порядке укомплектован горизонтальным столом, представляющим собой тщательно отшлифованную сплошную плиту, на которой формируетсяглубина среза. В отличие от фуговальных образцов, бытовой агрегат данной категории не оборудован направляющей линейкой. Также на каждом рейсмусе обязательно будет стоять фреза, включающая в себя несколько ножей, количество которых зависит от типа агрегата. Помимо вышеназванных деталей оборудование оснащено системой автоматической подачи древесины путем движения по двум роликовым направляющим. Далее рассмотрим конструкцию одностороннего станка, чтобы понять принцип действия самого простого оборудования.
Детали и механизмы
Рейсмусовый станок, а точнее его детали и механизмы, крепятся на пустотелый чугунный остов, делающий конструкцию устойчивой. В качестве опорного столика могут использоваться металлические уголки, размер которых составляет 100х100мм при длине не менее 1м. Такие габариты не случайны, а их строгое соблюдение делает работу безопасной. Установку опорного столика осуществляют путем его навешивания на технологические элементы станка, после чего конструкцию закрепляют при помощи струбцин и болтов. По направляющим салазкам стол перемещается по высоте специальным подъемником.
Ножевой вал устанавливается строго над столом. Подающий механизм представляют два парных ролика, при этом одна пара помещена перед валом, а вторая за ним. Верхние подвижные элементы расположены над нижними, и считаются приводными, так как запускаются от двигателя. Второе их название – подающие, полученное из-за принципа действия, когда от них материал подается на свободные нижние валики, тем самым приводя их в движение. Двухсторонний агрегат укомплектован ножевыми валами, расположенными непосредственно в столе и над ним.
Нижние валики принято предназначать для облегчения процесса подачи заготовки на резаки, и монтируют их таким образом, чтобы ножи выступали на 0,25 мм над поверхностью плиты. Такая регулировка гарантирует ровное строгание доски без прогиба и вибрации. Поверхность переднего верхнего валика, установленного на пару миллиметров ниже заготовки, имеет рифленую структуру, что способствует улучшению сцепления.
Задний верхний подвижный элемент напротив, имеет гладкую поверхность, которая не деформирует свежевыстроганную доску. Выставление этого валика несколько иное, и осуществляется на 1мм ниже режущих кромок резаков. Подающие валики размещены параллельно, соответственно, рейсмусовый станок по дереву одновременно может принять исключительно одинаковые по толщине заготовки. В том случае, если подать на оборудование доску тоньше на пару миллиметров, при соприкосновении с ножевым валом произойдет торцевой удар и заготовка будет выброшена в обратном направлении.

Рабочий процесс
Одновременная обработка пиломатериалов, толщина которых отличается, требует дополнения оборудования рифленым секционным вальцом, позволяющим задействовать всю ширину стола. Этот технический прием способствует увеличению эффективности процесса. Секционная деталь включает в себя 12 колец с рифленой поверхностью, закрепленных на общей оси пружинами. Пиломатериал с большей толщиной под действием пружин сохраняет сцепление со станком, иначе сделать качественную и безопасную обработку разнокалиберных пиломатериалов не получится. В данном случае обратный выброс заготовки исключается благодаря подвескам.
Для защиты резака над ним стоит массивный колпак, ограждающий острый нож и одновременно направляющий стружку в эксгаустер. Столяр, который делает мебель на заказ или работает над выпуском декоративных интерьерных предметов, нуждается в шлифовальном устройстве, и здесь рейсмус придется кстати, нужно лишь доукомплектовать его барабаном с гладкой поверхностью и шлифовальной шкуркой, которой он обтягивается.
Качество работы, выполненной на рейсмусе, будь он односторонний или двусторонний, напрямую зависит от скорости вращения валовых ножиков, и чем эта скорость выше, тем чище будет обрабатываемый пиломатериал. Для бытового использования достаточно будет выбрать агрегат, вращающийся со скоростью 6000 – 10000 об/мин. Как правило, вес таких станков составляет 27 – 30 кг.
Нужный размер заготовке придается при помощи шкалы, закрепленной на станине, при этом выдерживают определенное расстояние между столом и ножевым валом. Специальные прижимные элементы монтируются по две стороны ножевого вала, что позволяет избавиться от вибрации древесины. Измельчение стружки выполняется специальным устройством, одновременно прижимающим заготовку к плите. Ниже представлено видео работы на таком станке.
Как правильно выбирать рейсмус?
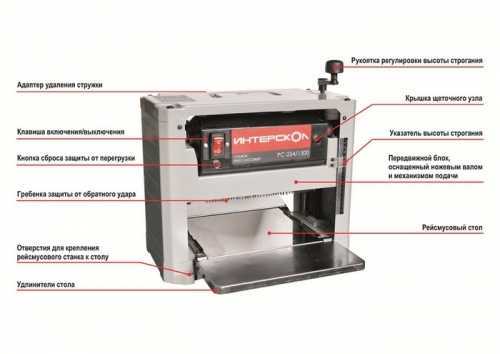
Выбор рейсмуса зависит от того, какой характер работы будет выполняться на станке, а также насколько интенсивными будут функциональные нагрузки, возложенные на него. Современный рынок предлагает ряд столярных устройств аналогичного назначения, которые отличаются между собой техническими характеристиками и качеством сборки. Стоимость таких изделий может существенно колебаться в ту или иную сторону в зависимости от марки оборудования и его комплектации. На сегодняшний день особой популярностью у покупателей пользуется настольный рейсмус Макита 2012 nb, цена которого позволяет приобретать изделие владельцам небольших частных мастерских. Также неплохо себя зарекомендовали рейсмус Корвет, в частности Корвет 21, и Интерскол РС.
Если вам нужен хороший столярный прибор, но вы не знаете, какой рейсмус лучше купить для бытового использования, рекомендуем просмотреть обзор наиболее востребованных моделей, предложенный ниже в виде таблицы, в которой собраны основные технические данные агрегатов и указаны актуальные цены на них.
|
Модель |
Корвет 21 |
Интерскол РС -318/1500 |
Мakita 2012 NB |
DeWalt 733 |
|
Мощность, кВт |
1500 |
1500 |
1650 |
1800 |
|
Ширина строгания, мм |
318 |
318 |
304 |
317 |
|
Глубина строгания, мм |
2,5 |
3 |
3 |
2 |
|
Частота вращения барабана, об/мин |
8000 |
9000 |
8500 |
10000 |
|
Вес, кг |
39 |
32 |
28,1 |
33,6 |
|
Габариты, мм |
610х370х470 |
600х355х463 |
483x771x401 |
520x310x445 |
|
Цена, руб |
22 594 |
26 590 |
34 260 |
52874 |
derevo-s.ru
Что такое рейсмус и для чего он нужен - СамСтрой
В производстве строительных работах применяется древесина, предварительно обработанная в цехах или по месту использования. Материал поставляется в виде досок, бревен, брусьев, реек и т.д. Быстроту, удобство и качество распила обеспечивают с помощью различного оборудования и электроинструментов, в число которых входят как универсальные модели, так и специализированные станки. Кроме того, плотники и мебельщики в своей работе часто пользуются дополнительными измерительными, разметочными и контролирующими приспособлениями, имеющими необычные названия. Простому обывателю вряд ли нужно задумывается над тем, что такое рейсмус, а что такое фуганок. А вот домашний мастер, самостоятельно занимающийся ремонтом на приусадебном участке или в доме, должен обязательно разбираться в подобных вопросах. Конечно же, это касается и профессионалов.
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала. Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков.
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное выстругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.
Ручной рейсмус
Инструмент имеет простейшую конструкцию, состоящую как минимум из трех основополагающих компонентов:
-рабочей планки со шкалой или без шкалы;
-зажима-колодки;
-так называемой чертилки.
Кроме того, рейсмус комплектуется регулировочными винтами. Для возможности одновременного проведения нескольких разметочных линий, инструмент оснащают двумя-тремя параллельными планками, расположенными в просверленных в колодке отверстиях. Для чертилки допускается использовать карандаши, заточенные сверла, прочные заостренные штыри и даже саморезы.
Для удобства вычерчивания криволинейных линий на рабочую планку нередко устанавливают ролик.
Инструмент делают из плотной древесины или металла На видео можно посмотреть, что такое рейсмус для разметки, а также быстрый способ его изготовления.
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
-одно- и двусторонними;
-напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.
При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.
Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
samstroy.com
Рейсмусовый фуговальный станок - обзор, назначение и виды фуговально-рейсмусовых станков
Для промышленной обработки материалов используется самое разное оборудование. Другими словами, прежде чем обрести законченный товарный вид, материал проходит несколько стадий.
Фуговально-рейсмусовый станок
После того, как доски прошли начальную обработку, они поступают для раскроя на фуговально рейсмусовый станок. Его задача состоит в том, чтобы убрать с заготовки все неровности. Станок представляет собой станину и рабочий стол. На одну часть заготовку подаются, другая выступает в роли принимающей.
Между двумя частями находится ножевой вал. Процес выглядит следующим образом:
- Заготовка попадает на станок и двигается вперед
- Подача может осуществляться автоматически либо при помощи работника
- Ножи вращаются за счет двигателя, за счет чего и происходит очищение поверхности заготовки. Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.
Фуговально рейсмусовый станок отличается от обычного строгального тем, что позволяет срезать материал на заданную глубину. Как правило, нож у рейсмусового станка расположен над столом. Есть также разновидности станков с расположением ножевого вала вверху и внизу.
На корпусе станка находится линейка, которая дает возможность выставлять нож по высоте.
Важно: Рейсмусовый фуговальный станок позволяет осуществлять две операции сразу, поэтому в условиях промышленной обработки (да и бытовой иногда) выгоднее приобретать именно такой тип оборудования.
Фуговально рейсмусовый станок может быть выгоден как на строительстве многоэтажного дома, так и при возведении небольшого сооружения. Как известно, во всех случаях требуется в определенных объемах пиломатериал. Последний, при наличии фуговального станка, может быть и не самого лучшего качества (зато намного дешевле). Все имеющиеся дефекты можно будет исправить на месте.
Как правило, в комплект входят подставка или верстак, чтобы оборудование можно было хорошо закрепить.
Виды станков
Фуговально рейсмусовый станок корвет представляет собой единую систему для строгания и рейсмусовой обработки. У него мощный двигатель асинхронного типа, который защищен от перегрузок посредством ременной передачи. К тому же имеет низкий уровень шума.
Если произошло временное отключение от сети питания, самопроизвольное начало работы исключено за счет наличия магнитного пускателя. Уменьшению трения с заготовкой способствуют литые чугунные столы со шлифованной поверхностью.
Базовую поверхность заготовок удобно выравнивать, потому что рабочие и приемные столы имеют достаточно комфортную длину. Обеспечен быстрый переход от одного режима к другому (рейсмус/строгание и наоборот). Для каждого из них существуют два рабочих положения у патрубка.
Вибрации во время работы не происходит.
Фуговально рейсмусовый станок metabo также имеет ряд неоспоримых достоинств:
- Выключатель с поворотным блоком
- Стационарная надежная конструкция с покрытием порошкового типа
- Столы из чугуна повышенной износостойкости
- Механизм подачи с возможностью отключения
- Простой способ переоборудовать рейсмусовый станок для фуговальных работ, инструмент при этом не нужен
- Высокий уровень безопасности, в том числе и по древесной пыли
- Наличие приводной рукоятки для комфортной установки высоты
- Специальный нож с двойным клинком
- Улучшенное качество обработки
- Разнообразие комплектаций
- Прочный корпус, устойчивый, отсутствие вибрации
- Валики оптимальной конструкции
- Гальваническое оцинкование надежно защищает валы и винтовые соединения от ржавчины
wood-prom.ru