Самостоятельное изготовление станка для заточки дисковых пил. Станок для заточки пил
Самодельный станок для заточки дисковой пилы: виды и особенности использования
 Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Разновидности станков для заточки дисковых пил
 Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Предлагаемые сегодня станки могут быть классифицированы на два больших класса:
- станки бытового применения;
- станки для профессионалов.
Подобное разделение является условным. Причём разница между этим оборудованием заключается только в производительности, под которой понимается лишь время, в течение которого оборудование для заточки может работать в непрерывном режиме. Для моделей, предназначенных для домашнего использования, подобный показатель составляет не более 15-20 минут. По прошествии этого промежутка времени пользователь должен дать станку время на отдых. Профессиональные модели заметно превосходят подобные станки по рассматриваемому параметру, поскольку они в состоянии работать на протяжении 8 часов, причем для обеспечения эффективной работы им необходимо такая же пауза, которую достаточно устраивать лишь два раза за рабочую смену.
 На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
Особого внимания заслуживает и оснащение рассматриваемого оборудования. Исходя из этого параметра, станки могут быть классифицированы на две группы:
- имеющие абразивные точильные круги;
- оборудованные шлифовальной лентой.
Чаще всего используется именно оборудование с кругами. Что же касается моделей, в которых предусмотрена шлифовальная лента, то они получили наибольшее распространение в промышленном производстве. Они позволяют не только придать дисковым пилам необходимую режущую способность, но и обеспечить чистовую шлифовку пильных дисков.
Процедура заточки пил
 Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Также дисковые пилы могут отличаться друг от друга размерами зубьев. На основании этого признака можно выделить следующие формы зубьев.
Прямые зубья
Чаще всего его можно встретить на пилах, которые используются для быстрого продольного пиления, где не уделяется особое внимание качеству распила.
Скошенные зубья
Именно такие зубья и чаще всего представлены на дисковых пилах. Располагаясь на пиле, эти зубья могут отличаться друг от друга по типу заточки, которая может быть правой и левой. Работа такими дисковыми пилами исключает образование сколов, риск возникновения которых особенно высок на краях распиливаемого покрытия.
Трапециевидные зубья
 Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Конические зубья
Пилы, которые оснащены резцами подобного типа, могут помимо выполнения своей основной задачи применяться и для нарезания нижнего слоя доски, в результате чего удается предотвратить скол на верхнем слое.
Самодельный станок для заточки пил
Справиться с задачей заточки дисковых пил может каждый человек, для чего ему не нужно обладать специальными навыками. Не станет серьезной помехой и отсутствие специального оборудования, поскольку при желании можно сделать такой станок своими руками. Первое, о чем следует знать при изготовлении такого оборудования — из каких элементов он будет состоять:
-
 Двигатель, выступающий в качестве места для размещения круга.
Двигатель, выступающий в качестве места для размещения круга. - Суппорт, где впоследствии будет закреплено дисковое полотно.
- Механизм, обеспечивающий наклон под требуемым углом.
- Ограничительные винты. С их помощью можно создать условия для перемещения заготовки вдоль оси круга, чтобы обеспечить требуемый угол затачивания.
Создаваемый своими руками заточный станок должен иметь такое устройство, которое бы позволило зафиксировать пилу в требуемом положении по отношению к наждачному кругу. За счет этого можно с высокой точностью выдержать необходимые углы заточки зуба. Это можно осуществить при помощи подставки, которую придется установить на раму станка в той же плоскости, что и заточный круг.
Когда на подставке будет размещен пильный диск, его зуб своей плоскостью образует с пильным полотном прямой угол. В некоторых случаях допускается изготовление этой подставки в подвижном варианте. С этой задачей можно достаточно легко справиться: для установки одной стороны поверхности используют шарнир, а другую часть необходимо изготовить таким образом, чтобы она была жестко зафиксирована краями, используя для этой цели болты. Создав заточный станок в подобном варианте, у пользователя появится возможность располагать дисковые пилы под любым углом и выполнять заточку в любой плоскости.
Однако в процессе использования подобного заточного приспособления пользователь может столкнуться с серьезной трудностью — ему придется приложить усилия, чтобы углы заточки получились одинаковыми. Для этого центр пилы необходимо закрепить в требуемом положении относительно заточного круга. Упростить решение этой задачи можно, если на подставке создать специальный паз, при помощи которого облегчиться процедура оправки пилы.
Во время перемещения оправки с кругом вдоль паза не будет возникать серьезных проблем с соблюдением необходимого угла, под которым должна выполняться заточка. Также эта задача может быть решена и другим методом. Он более привлекателен ввиду его меньшей сложности. Для этого нужно на рабочей поверхности создать опоры, при помощи которых пила будет закреплена в требуемом положении.
Основные правила заточки
Чтобы в процессе заточки дисковых пил добиться желаемого результата, при выполнении этой работы следует придерживаться определенных правил:
- Чтобы придать обрабатываемому инструменту максимальную режущую способность, заточка должна выполняться максимально допустимое количество раз. Эта процедура должна предусматривать 30-35 повторов. Для этого инструмент следует затачивать одновременно по задней и передней поверхности. Соблюдение этой рекомендации приведет к тому, что максимальное число уменьшится в 2 раза.
- Обязательной операцией является удаление с поверхности диска загрязнений. После этого следует замерить углы наклона зубьев. Важным моментом является то, что во время проведения заточки, первой обрабатывается передняя сторона поверхности, после чего наступает черед задней. При снятии металла необходимо учитывать, что толщина слоя не должна превышать 0,03- 0,2 мм.
- Если для заточки используются абразивные алмазные круги, то обработка инструмента требует в обязательном порядке охлаждения, для чего используется специальная жидкость. Хорошим решением является использование круга, обладающего большой зернистостью. Это положительным образом сказывается на производительности работы и приводит к уменьшению удельного износа.
- Во время работы особое внимание следует уделять тому, чтобы пильная часть имела максимально гладкую поверхность. Если во время заточки на поверхности появятся зазубрины, то скоро металл начнет крошиться, что может завершиться разрушением рабочей поверхности.
Имея в распоряжении самодельный заточный станок, вы сможете выполнить качественно обработку инструмента, если будете придерживаться всех правил этой процедуры. При этом ваши расходы будут гораздо меньше, нежели бы вы решили остановить выбор на заводских аппаратах. Вдобавок к этому, чтобы пользоваться таким станком, вам не требуется наличие профессиональных навыков по эксплуатации.
Советы по работе на станке для заточки дисковых пил
Чтобы заточить дисковую пилу, не нужно обладать высокой квалификацией специалиста. Не возникает особых трудностей и при уходе за станком. Главное — обращайте внимание на то, в каком состоянии находится точильный круг и регулярно очищайте его поверхности от разнообразных загрязнений, которые могут возникать во время работы.
Чтобы результат заточки пилы вас устраивал, необходимо придерживаться следующих несложных правил:
- позаботьтесь о том, чтобы затачиваемый диск располагался определенным образом по отношению к заточному кругу: оптимальным считается положение, когда диск взаимодействует с кругом всей своей плоскостью;
- также важно не допускать чрезмерного разогрева лезвия до критических температур. Этого можно добиться, если устанавливать подходящую скорость вращения круга, при этом нелишним будет еще до выполнения заточки полить круг водой;
- определить, что заточка помогла достигнуть необходимого результата, можно по наличию на всей кромке равномерного заусенца. Завершается же процедура по приданию пильному диску необходимой режущей способности путем его обработки шлифовальным кругом.
Заключение
 Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Однако, в независимости от варианта, который вы выберете, вы должны помнить о том, что именно от технологии заточки инструмента зависит, насколько качественно впоследствии будет резать дисковая пила. Поэтому прежде чем приступать к обработке с помощью заточного станка дисковой пилы, следует ознакомиться с правилами заточки. Это поможет вам избежать повреждения пильного полотна и с меньшими усилиями добиться желаемого результата.
stanok.guru
Самодельный станок для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.

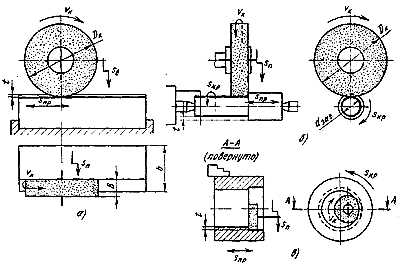
Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 — польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
metmastanki.ru
Станок для заточки дисковых пил и дисков
Дисковые пилы применяются для реза заготовок различного вида. Чаще всего их используют для распиловки древесных материалов. В процессе эксплуатации зубья теряют свою первоначальную конфигурацию, в результате чего ухудшается качество обработки. В этом случае необходимо сделать их заточку.
Общий принцип конструкции станка
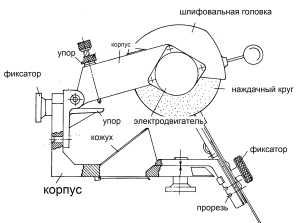
Схем станка для заточки
Дисковая пила состоит из стальной основы (круга), на торцах которого расположены пильные зубья. Во время вращения инструмента происходит разрезание материала. После длительной эксплуатации неизбежно возникает необходимость восстановления режущей части пилы. Для этого следует использовать станок для заточки дисковых пил.
Проблема выполнения этой работы заключается в сложной конфигурации зубьев. Они имеют несколько режущих кромок, благодаря которым формируется ровный рез. Поэтому для их восстановления недостаточно выполнить обработку с помощью точильного круга с одной стороны.
Для восстановления режущей кромки заточной станок для дисковых пил должен иметь следующие компоненты:
- корпус. Предназначен для установки остальных компонентов станка;
- шпиндельная головка для монтажа абразивного круга;
- механизм регулировки положения абразива относительно дисковой пилы. Он должен смещаться не только в вертикальной плоскости, но и иметь функцию наклона к зубу;
- механизм фиксации дисковой пилы;
- устройства регулировки положения компонентов станка. Они необходимы для точной настройки заточки.
Это общая концепция конструкции станка для заточки дисковых пил. Но помимо этих компонентов в составе устройства могут присутствовать дополнительные: электронный блок управления, механизмы для доводки лезвий и т.д.
Важным моментом является выбор абразивного круга. Материал его изготовления и толщина зависят от типа зуба дисковой пилы, а также ее конфигурации и наличия твердосплавных напаек.
Виды оборудования для заточки дисковых пил

Автоматический комплекс по заточке пил
Оборудование для заточки дисковых пил условно разделяется на две категории – с ручным и автоматическим управлением. В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
Заточка дисковых пил на ручных станках может осуществляться только при наличии большой практики в выполнении этой процедуры. Перед этим анализируется фактическое состояние зубьев, составляется схема их обработки. Дальнейшая заточка выполняется методом смещения нужного профиля зуба к вращающемуся абразиву. На практике это может привести к неравномерной обработке и возникновению внутренних напряжений.
Во избежание этого для заточки дисковых пил рекомендуется использовать автоматические комплексы, которые обладают следующими преимуществами:
- высокая точность обработки. Она достигается системой автоматического позиционирования абразива. Отсутствие человеческого фактора исключает возможность ошибки;
- расчет времени на выполнение процедуры. В особенности это актуально для больших производственных линий, где из-за затопления пильного диска может остановиться процесс обработки заготовок;
- применение охлаждающей жидкости. Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
Главным недостатком автоматических линий является их высокая стоимость. Поэтому их приобретают для дальнейшего предоставления услуги по заточке дисковых пил. Альтернативным способом применения автоматических станков является обслуживание собственного большого производства.
Программный комплекс подобного оборудования рассчитан для заточки всех типов дисковых пил. Достаточно выбрать нужную модель на графическом дисплее и установить инструмент в рабочую зону.
Технические характеристики станков

Полуавтоматический станок по заточке
Следующим этапом является анализ параметров оборудования. В дальнейшем они повлияют на возможность обработки той или иной модели пильного диска, а также заранее укажут на трудоемкость процесса. Для этого следует внимательно ознакомиться с паспортом станка.
Главным критерием выбора является производительность оборудования. Если планируется небольшой объем обработки стандартных дисковых пил – можно остановить выбор на ручной модели. Для выполнения постоянных заточек лучше всего приобрести полуавтоматические или автоматические линии. Альтернативным вариантом является обращение в специализированные компании, которые предоставляют эту услугу.
В случае необходимости приобретения заточного оборудования необходимо обращать внимание на следующие характеристики:
- параметры электродвигателя привода вала с абразивом – номинальная мощность и характеристики электросети, к которой необходимо выполнить подключение;
- тип передачи вращающего момента от электродвигателя к валу с абразивом — ременная или шестеренчатая;
- максимальный и минимальный размер заточного круга, его посадочный диаметр;
- допустимые диаметры пильных дисков для заточки;
- значение переднего угла заточки. Обычно этот параметр варьируется от 0° до 30°;
- задний угол заточки. Может составлять от 0° до 30°;
- исполнение станка – настольный или напольный;
- габариты и вес оборудования.
Для автоматических моделей учитывается емкость бака с СОЖ и скорость подачи охлаждающей жидкости. В некоторых автоматических линиях может установиться два или три абразива для одновременной обработки всех сторон зубьев.
Дополнительно оборудование должно быть оснащено механизмами для выключения электродвигателя в случае его перегрузки. Это же должно случиться при поломке диска.
Описание конфигурации зубьев пил
Конфигурация пильного зуба
После приобретения станка с ручной подачей пильного диска в зону обработки необходимо ознакомиться с конфигурацией режущих зубьев. Их конструкция напрямую повлияет на технологию заточки.
Заточка дисковых пил с твердосплавными напайками является наиболее сложным процессов. Это обусловлено их конфигурацией. Зуб состоит из четырех кромок – передней, задней и двух боковых, которые выполняют вспомогательные функции. Места их пересечения образуют режущие кромки. Поэтому для восстановления изначальных параметров диска необходимо правильно выполнить заточку всех частей.
Кроме этого учитывается конфигурация режущих кромок, которые могут быть следующих видов:
- прямой. Он характерен для пильных дисков, предназначенных для быстрой обработки материалов. При этом качество реза будет невысоким;
- скошенный. На торце диска зубья имеют левый и правый скос, чередующиеся между собой. Величина скоса определяет качество реза, возможность обработки различных материалов: ДСП, дерева или полимеров. Такая конфигурация минимизирует появление сколов по краям пропила, что улучшает внешний вид заготовки;
- трапециевидный. Характеризуются медленным процессом затопления, так как режущие кромки идут поочередно. Чаще всего зубья этого типа идут в сочетании с прямыми;
- конический. Пилы этого типа применяются для выполнения операции подрезки. После их обработки остается чистая кромка. Заточка этих дисковых пил наиболее трудоемка.
Для длительного сохранения первоначальной формы и остроты режущих кромок рекомендуется применять пилы только по назначению.
Формирование чернового реза необходимо делать инструментом с прямым зубом. Чистовую обработку осуществляют с помощью дисков с коническими режущими элементами.
Правила заточки
Схемы заточки дисковых пил
Для восстановления исходного состояния диска необходимо выполнить заточку всех рабочих граней. При этом учитывается их неравномерный износ. Больше всего «страдает» передняя часть, так как она подвергается максимальным нагрузкам.
Перед началом работы необходимо очистить поверхность дисковой пилы от загрязнения. Затем проверить ее плоскость на наличие сколов и трещин. В случае обнаружения подобных дефектов дальнейшая эксплуатация режущего инструмента недопустима.
Следующим этапом является детальное ознакомление с инструкцией по эксплуатации станка. Важно правильно подготовить оборудование, выполнить его монтаж на рабочую поверхность и настроить. После этого можно устанавливать абразив и пильный диск. Они должны быть надежно зафиксированы в валах. Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Затем можно приступать непосредственно к заточке. Ее технология зависит от типа кромки, которая будет повергаться обработке.
По передней плоскости
После установки пилы на оправку с помощью механизмов она устанавливается в горизонтальном положении. Плоскость абразива при этом перпендикулярна плоскости диска. Это обеспечивает нулевой угол скоса. Если в станке не предусмотрен механизм точной установки – необходимо применять угломер.
После этого подводим первый зуб к абразивному кругу. Последний должен вращаться. Для равномерной заточки необходим полный контакт всей режущей кромки с абразивом. Для предотвращения повторной обработки рекомендуется с помощью маркера сделать отметку, откуда начался процесс.
Заточка зуба скошенного в передней части
Разница между вышеописанной технологией заключается в установке пилы не строго горизонтально, а под наклоном относительно абразива. Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Для этого типа заточки важно отслеживать равномерный скос для каждого режущего элемента. В случае большой погрешности следует переустановить диск, чтобы все зубья имели одинаковую конфигурацию. Обязательно периодически выполняться контрольные замеры.
Заточка задней плоскости
Одним из ответственных этапов обработки диска является заточка задней кромки зуба. Для выполнения этой операции инструмент устанавливают в горизонтальное положение. При этом задняя кромка зуба должна иметь полный контакт с абразивным диском.
Дополнительно необходимо учитывать скорость вращения абразива. Для моделей с ручной регулировкой важно устранить вероятность перегрева режущей кромки. Также нужно следить, чтобы диск не убрал лишний материал с поверхности зуба. Изменение конфигурации одного или нескольких элементов негативно отразится на эксплуатационных качествах диска.
В видеоматериале можно ознакомиться с примером обзора станка для заточки дисковых пил:
stanokgid.ru
Станок для заточки ленточных пил по дереву
Развод и заточка ленточных пил по дереву своими руками
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы

Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
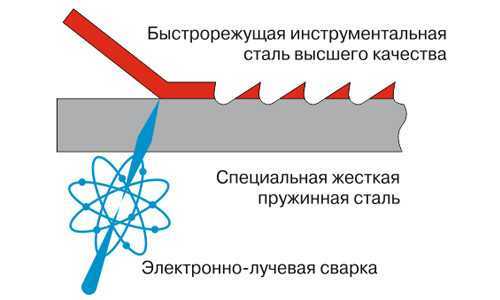
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
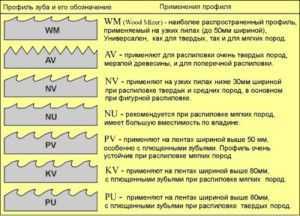 Виды профилей ленточных пил
Виды профилей ленточных пил На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Разводка ленточной пилы
Геометрические параметры ленточной пилыПеред формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Рекомендации по заточке
 Станок для заточки ленточных пил
Станок для заточки ленточных пил Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
stanokgid.ru
Заточка ленточных пил по дереву: инструкция и видео
Ленточные пилы являются неотъемлемым элементом одноименных станков, предназначенных для обработки различных материалов. Режущие детали в процессе работы постоянно подвергаются усиленным нагрузкам, вследствие чего затупляются и время от времени требуют заточки. Заточка ленточной пилы может осуществляться в специализированной мастерской или же в домашних условиях при соблюдении определенной технологии и наличии соответствующих приспособлений. Для того чтобы правильно выполнить заточку пильного полотна, необходимо знать особенности его конструкции и разбираться в отличиях ленточных резаков. В нашей статье мы расскажем, как правильно заточить затупленный инструмент и вернуть ему прежнюю остроту.
Типы пил
Ленточные пилы можно различить по виду зубьев, с учетом конфигурации которых и подбирают необходимый образец для обработки материала определенного типа. Подбор конфигурации зубов пилы основывается на характеристиках пиломатериала, в частности, на параметрах его твердости: чем плотнее древесина, тем меньшим будет передний угол резцов ленты и шаг между ними. Соблюдая данное правило, удается существенно улучшить качество пропила и продлить эксплуатационный период инструмента.
Распил тонких материалов обычно осуществляют при помощи пильного полотна, у которого стандартный или небольшой шаг между резаками, иначе риск повреждения рабочего инструмента возрастает многократно. Пила с большим шагом зубцов предназначена для того, чтобы с ее помощью пилить металлические или деревянные толстостенные заготовки, которые необходимо плотно зафиксировать, прежде чем приступить к процессу обработки.
Правила работы
Если вы решили осуществить заточку ленточной пилы в домашних условиях, не прибегая к услугам специалиста, ознакомьтесь с правилами выполнения данной процедуры.

Для выполнения корректного заострения ленточной пилы вам потребуется специальный станок для заточки и инструкция, приведенная ниже. Конфигурация заточного круга, который может быть плоским, профильным, тарельчатым или выполненным в форме чаши, подбирается в зависимости от технических характеристик пилы. Обращаем ваше внимание на то, что строгое соблюдение правил безопасности убережет вас от травм, а инструмент от поломки. Чтобы защитить дыхательные пути от характерной тяжелой пыли, работы необходимо проводить в респираторе или специальной маске. Итак, перейдем к поэтапному выполнению работ.
1. Приступая к заточке ленточной пилы, обязательно проверьте точильный круг на предмет неравномерного истирания и всевозможных дефектов, наличие которых не позволит снимать ровный слой металла и приведет к нежелательным последствиям в виде порчи резака.
2. Затачивать затупившийся инструмент следует без рывков и резкого перемещения инструмента по поверхности абразивного круга, иначе структура и высота зубьев будет нарушена.
3. Третье правило скорее касается механизма точильного круга, который должен содержать охлаждающую жидкость, препятствующую перегреву агрегата. Такая опция убережет точильный станок от выхода из строя и поможет осуществить точную заточку пильного полотна.
4. По завершении работ необходимо внимательно осмотреть поверхность пилы и убедиться в том, что на ней нет зацепок и сколов. В случае обнаружения подобных дефектов, пилу необходимо заточить на круге повторно, поднеся ее к станку под определенным углом, или довести до необходимых параметров на шлифовальной машине.

Способы точения
Заточка ленточных пил по дереву выполняется двумя способами: на профессиональном оборудовании (полнопрофильная) или путем заострения граней резцов. В первом случае речь идет о наиболее точном машинном варианте заточки, в ходе которого весь процесс осуществляется при помощи автоматики. Для того чтобы заточить инструмент надлежащим образом, здесь будет достаточно подобрать основной элемент станка – эльборовый круг, все остальное контролирует электроника. Стоимость таких работ достаточно высока, и она вряд ли подойдет тем, кто часто сталкивается с необходимостью заточки пил ввиду их интенсивного использования, если, конечно же, мастер не владеет таким станком. Стоит отметить и тот факт, что покупка набора абразивных кругов для всех типов ленточных пил также требует дополнительных затрат, и для разовых манипуляций нет никакого смысла в его приобретении.
Второй метод подразумевает исключительно заточку зубцов, и может выполняться как в ручном, так и в автоматическом режиме с помощью специального устройства. Для правильной ручной заточки требуется наличие гравера и определенные навыки человека, который с ним работает. Чтобы не испортить металл и избежать повреждения зубьев, движения мастера должны быть точными и достаточно быстрыми. Впервые приступая к подобным процедурам, желательно провести пробную заточку на ненужном листе металла во избежание порчи недешевого инструмента.
Правильная заточка пильных полотен ленточного типа подразумевает обработку задних и передних граней резцов, хотя большинство мастеров, выполняющих данный процесс вручную, ограничиваются исключительно заострением задних кромок. Такой метод позволит использовать инструмент по назначению, к тому же он реализуется намного проще, нежели двухсторонняя заточка. Заострение передних кромок удается провести корректно при наличии точильного станка. Здесь также, как и в случае с полнопрофильной заточкой, необходимо правильно подобрать типоразмер точильного круга, и тогда режущая лента обретет необходимую остроту. Существует зимний способ заострения ленты, при котором угол заточки равняется 90 градусам, а вместо воды в станок заливают охлаждающую жидкость или солярку.
К сожалению, стандартной заточки иногда бывает недостаточно для того, чтобы вернуть пиле необходимую степень остроты, важным условием которой является величина отгиба резцов, называемая на профессиональном языке разводкой. Суть данного условия заключается в том, чтобы в момент пиления при соприкосновении инструмента с пиломатериалом сила трения была уменьшена, а материал мог свободно перемещаться между зубьями полотна.

В большинстве случаев применяется стандартная разводка, в ходе которой происходит попеременное разгибание резцов в разные стороны относительно друг друга на расстояние, не превышающее 0,4 мм. Разводить пилу вполне возможно и в домашних условиях, при этом необходимо осуществлять строгий контроль над углом отклонения режущих элементов – он должен быть одинаковым.
Также существует защищающая разводка, к которой прибегают в основном в профессиональных мастерских. При такой процедуре два резца должны быть отогнуты под разным углом, при этом третий зуб остается не тронутым. Не менее сложной является и волнистая разводка, а ее суть полностью отражена в названии. В данном случае зубцы деликатно отгибаются в одном направлении и плотно смыкаются между собой, а лента приобретает волнистую конфигурацию. На видео вы можете увидеть, как проводится разводка ленточных пил в домашних условиях.
derevo-s.ru
Правильная заточка ленточных пил
Оглавление: [скрыть]
- Материалы и их характеристики
- Углы и «зубы» пильной ленты
- Разводим и точим
- Секреты заточки
Заточка ленточных пил наиболее сложна по сравнению с другими типами пил. Это вызвано не только конструктивными особенностями такого инструмента, но и необходимостью тщательно контролировать процесс и точность выдержки углов, поскольку такие пилы применяются для художественной обработки дерева, а также для работы с ценными породами. Кроме того, ленточную пилу достаточно легко повредить в процессе заточки. Существует реальная опасность привести в негодность ленту при несоблюдении ряда правил по работе с ней. О том, как правильно заточить ленточную пилу для работы по дереву, как избежать ошибок в процессе заточки, будет описано ниже.

Для того чтобы наточить ленточную пилу, необходимо приобрести точильные круги и точильный станок
Материалы и их характеристики
Перед началом работ следует знать, для чего используется ленточная пила (лента), какие материалы применяются и какие параметры следует выдерживать при работах по заточке лент.
Ленточная пила является специализированным инструментом для порезки древесины в особых станках. Полотно такого инструмента представляет собой замкнутую ленту, которая может иметь зубцы или плоскую острую режущую кромку (беззубчатую). Такой деревообрабатывающий инвентарь делает очень аккуратные и очень тонкие пропилы, что позволяет использовать их для финишных работ, работы с ценной древесиной, а также для того, чтобы делать как продольно-поперечные распилы, так и распилы под любым углом и в любой плоскости материала. К их достоинствам относят высокую скорость обработки материала, высокий срок эксплуатации режущей кромки и точность линии пропила. Чтобы пила всегда была готова к использованию, а также для качественного реза, необходимо постоянно подтачивать режущую кромку, а при ее износе производить полную заточку.
Устройство заточного станка.
Для изготовления полотен наиболее часто применяют сталь 9ХФ или В2Ф. Такие стали имеют твердость 45-55 баллов по шкале Роквела. Более твердые стали практически не применяются. Низкая твердость не способна длительно удерживать остроту режущей кромки, особенно при частой работе инструмента. Так, после обработки твердых пород дерева требуется наточить пилу. Исключения составляют пилы для обработки металла и металлических изделий: там часто используется сталь 100Х18В4 или аналоги, твердость которых составляет 90-95 баллов по шкале Роквела. Правда, не вся пила изготавливается из такого высокопрочного сплава, а только зубцы и 2-3 мм режущей кромки, которая соединяется с остальной лентой специальным лазером. Наточить такие пилы без соответствующего инструмента сложно, а в домашних условиях – нереально. Точат их в специализированных центрах, поэтому процесс их заточки в данном материале рассматриваться не будет.
Мониторинг уровня износа режущей кромки происходит визуально при контроле среза, еще может контролироваться время работы пилы (для сравнения следует засечь скорость распила заготовок одного диаметра при остром и тупом полотне). Осуществляется это довольно просто: тупая лента делает неровные (рваные) поверхности в месте пропила.
Вернуться к оглавлению
Чтобы наточить режущую кромку ленты, необходимо знать и выполнять некоторые «правила». Для распиливания древесины применяются пилы с 3 типами зубьев, условно их делят на следующие группы:
- Столярные ленты.
- Делительные ленты.
- Ленты для бруса и бревен.
Схема ленты для пилы.
Главным и единственным отличием режущей кромки разных групп являются угол наклона и угол заточки зуба. Форма зуба практически не изменяется – используется стандартная треугольная. Однако на более старых моделях и некоторых новых может применяться волнообразная, с острым и тонким гребнем. Все ведущие изготовители отказались от волнообразных зубцов из-за сложности их производства и заточки, как заводской, так и домашней.
Чтобы правильно наточить пилу, требуется максимально точно выдержать углы. Для столярных лент угол заточки должен быть в пределах 45-50о, а угол наклона (часто указывается задний) – 35о. Делительные пилы имеют угол заточки 40-45о, а угол наклона 18-22о. Обработку бревен и бруса осуществляют полотна с углом заточки 50-53о и углом наклона 10-15о. Из приведенных цифр видно, что угол наклона зависит от твердости (плотности) заготовки. Наиболее плотные материалы, бревна, обрабатывают лентами с самым большим наклоном зуба, а самые простые столярные работы производят более ровными зубьями. При этом плотные бревна распиливаются менее острыми «зубами» (углы обычно от 50о) потому, что при таких работах происходит черновой распил заготовки.
Металлические листы и детали обрабатывают 2 видами лент:
- Стандартные ленты.
- Ленты с положительными передними углами зубьев.
В зависимости от обрабатываемого материала могут использоваться полотна с разными расстояниями между зубцами, а их форма остается неизменной.
Стандартные ленты применяют для тонких и небольших металлических заготовок, зуб имеет передний наклон, близкий к 0о. Для длительной работы с большим количеством металла используют пилы, имеющие положительные передние углы. Размер угла может быть разным, и его выбор зависит от твердости обрабатываемого металла.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=c1ykPsgFu-8
Главной отличительной чертой пил по металлу от пил по дереву является размер (высота) зуба. На пилах по металлу зубья имеют высоту не более 2-3 мм, а у пил по дереву их высота не бывает ниже 4-5 мм. Другой параметр – расстояние между зубцами, обычно его указывают количеством зубьев на один дюйм. Чтобы уменьшить вибрацию станка при работе (снизить резонанс), часто применяют полотна с разным шагом зубцов. Такие ленты обозначаются 2 числами, написанными через дробь. Например, 2,5/4,5 з/дюйм. Это означает, что на первый дюйм приходится 2,5 зуба, а на следующий 4,5, потом опять 2,5 и т.д.
Вернуться к оглавлению
Разводка и заточка ленточных пил не производятся отдельно друг от друга. Их следует произвести последовательно, сначала развести, а потом наточить полотно. Разводят полотно для того, чтобы снизить его трение об обрабатываемый материал и чтобы не допустить зажатие ленты. Разводку делают разную, в зависимости от задач станка. Наиболее часто встречается поочередная, когда зубцы отгибают от плоскости полотна в разные стороны по очереди. Менее распространена разводка для зачистки материала. Ее отличием от предыдущей является то, что из 3 зубов один не отгибают, т.е. первый отгибается вправо, второй влево, третий остается ровным.
Самой сложной и редкой является волнистая разводка, при которой каждый зубец отгибают на «индивидуальный» угол. Разводку можно осуществлять обычными пассатижами, при этом следует тщательно выдерживать углы отклонения зубов и плотно фиксировать полотно. Главным нюансом является то, что в процессе разводки отклоняют только 2/3 или ½ длины зуба, а не весь зуб (от основания).
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=KjLNF5h5L6M
Чтобы наточить ленточную пилу, следует приобрести точильные круги и точильный станок. Материал кругов определяется исходя из материала пилы. Особое внимание следует уделить форме точильного круга, которая зависит от режущей поверхности пилы. Форма точильного круга определяет углы заточки. Стандартно при начале работы в точильный станок устанавливают круг и закрепляют его, затем в специальный зажим вставляют ленту полотна и тоже закрепляют. Процесс заточки происходит следующим образом: вращающееся точило опускают к полотну, производят заточку одного зуба, затем поднимают и переходят к следующему. Когда заточены все зубцы в пределах перемещения точила, станок отключают, разжимают и смещают полотно, чтобы точились следующие зубцы. При этом маркером помечают начальные зубья.
Вернуться к оглавлению
Чтобы в процессе заточки на полотне не образовались трещины с тыльной части, его необходимо закрепить так, чтобы исключить трение о станок (чтобы был зазор между полотном и поверхностью станка).
Нельзя сильно нажимать на круг, пренебрежение этим позволит точилу снимать большой слой металла с режущей кромки и приведет к быстрому износу и непригодности пилы к работе.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=vSGdEZsI9zo
Слишком большое отклонение зубьев при разводке приводит к быстрой потере остроты пилы и может стать причиной поломки зубцов.
www.parnikiteplicy.ru
Заточка ленточных пил по дереву: профиль, зубья и угол заточки. Разводка инструмента и методы затачивания
Все фото из статьи
Ленточнопильные станки предназначены для резки различных материалов, в том числе и древесины различного уровня твердости. Их рабочая часть представляет собой замкнутую стальную ленту, имеющую зубчики.
Цена затачивания пил ленточного типа в специальных мастерских сравнительно невелика. Но нередко быстрота и качество исполнения заказа не сильно радуют. Исходя из этого, работу можно сделать своими силами.

Ленточные пилы нуждаются в периодической заточке.
Конструктивные особенности ленточных пил
Элементы зубца.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов. При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера. При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало.
Обратите внимание! Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
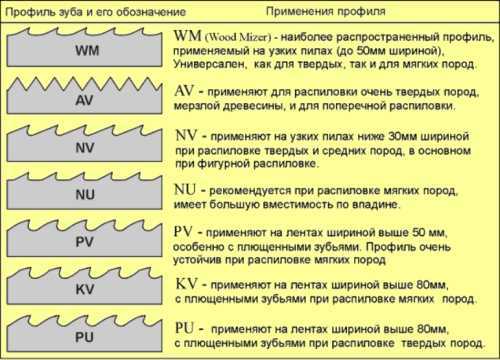
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики пилы | Столярные приспособления (1 профиль) | Делительные аналоги | Для распила бревен и брусьев (4 профиль) | ||
| 2 профиль | 3 профиль | ||||
| Толщина у полотна, в мм | 0.6-0.9 | 0.9-1.2 | 0.9-1.2 | 1.4-2.2 | |
| Ширина у полотна, в мм | 10-60 | 50-175 | 50-175 | 230-350 | |
| Шаг зубчиков, в мм | 6-12 | 30-50 | 30-50 | 50-80 | |
| Высота зубчиков, в мм | 2-6.5 | 9-13 | 7.5-15 | 16-24 | |
| Радиус округления у впадины, в мм | 1.5-2.5 | 3-4 | 3-4 | 5-8 | |
| Угол задний, в град. | 35 | 20 | 15 | 12 | |
| Угол заточки, в град. | 50 | 45 | 45 | 53 | |
| Угол передний, в град. | 5 | 25 | 30 | 25 | |
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра.
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания

На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
Обратите внимание! Есть распространенное мнение среди самодеятельных мастеров, что особой нужды снимать возникающие в ходе обработки заусенцы нет.
Оно в корне неверно, так в полотне могут возникнуть микроскопические трещины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Вывод
Перед тем, как заточить пилу по дереву грамотно, следует узнать, как это сделать. Существует несколько методов обслуживания. Зависят они от разновидности пилы, ее профиля, формы зубчиков. Видео в этой статье продолжает информировать вас по ее теме.
загрузка...
rubankom.com
i-perf.ru
Станок для заточки пил
Подошел черед рассказать о моём кормильце, который служит мне уже два года. Основной доход от мастерской идет благодаря именно ему. В городе много предприятй, занимающихся производством мебели из массива, и корпусной. В основном конечно корпусная, она более ходовая нежели из натуральной древесины. Конкуренты конечно имеются, но и я имею свой постоянный круг заказчиков, который по-немногу расширяется благодаря людской молве.
Перелопатив интернет на предмет подобных приспособ, я отобрал для себя несколько экземляров, отвечающих требованиям и моим возможностям. Требования такие:
1. заточка пил с твердосплавным зубом максимальным диаметром до 400 мм.
2. заточка одним инструментом возможно большего ассортимента профиля зубьев.
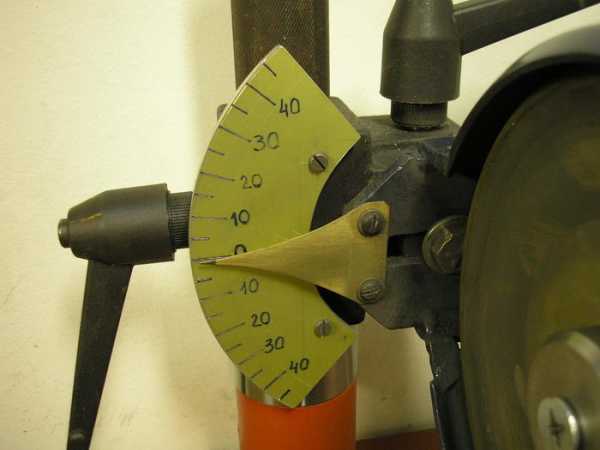
3. возможность оперативного изменения угла заточной головки в двух плоскостях (X и Y)
4. возможность оперативного изменения положения грани зуба по отношению к заточной головке.
5. достаточная жесткость конструкции.
6. максимальный комфорт в эксплуатации.
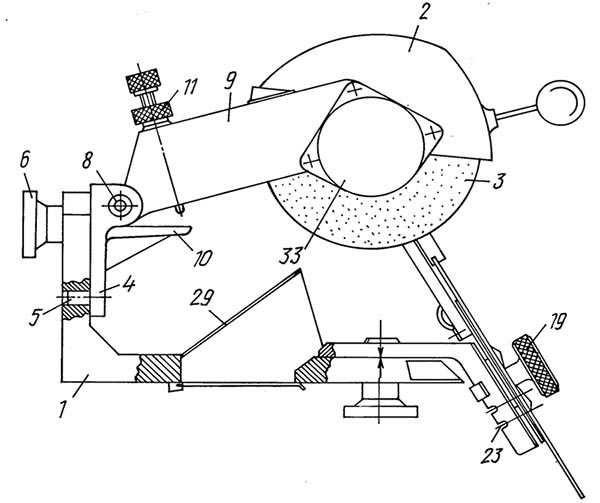
Изобразил конструкцию в КОМПАСе, расчитал габариты и стал по-тихоньку собирать..
Движок купленный на развале (2800 об., 370 Вт.) полностью себя оправдал. По мощностью вполне достаточно крутить тарелку ф150 мм. Оборотов тоже хватает. Прицепил к нему кондер (около 4 мкф), запускается хорошо.




Все пункты требований были выполнены за исключением двух последних. Жесткости явно не хватало, а на счет комфорта говорить было еще рановато. По началу было не до него, нужно было зарабатывать на хлебушек. На дыхательные органы напяливал распиратор и" пускал алмазную пыль". Мастерская после пары месяцев такой работы почернела и по началу я боролся с этим "месячниками влажной уборки", но по мере обрастания станками и инструментом это приходилось делать сложнее и настало время, когда я решил последние два пункта требований привести в исполнение.
Усилил узел поворота головки для обеспечения преемлемой жесткости и с двух попыток поборол проблему с пылью, установив максимально эффективный кожух на рабочую область алмазной тарелки, с патрубком для подключения к пылесосу.




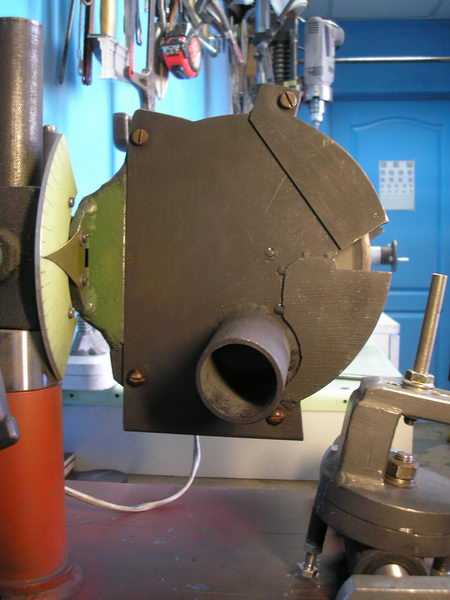

















И наконец то вздохнул с облегчением. Дорабатываю уже вторую тарелочку, и все устраивает.
Нет такой пилы, которую бы невозможно было заточить с помощью этого станочка. Профиль тарелки самый острый, который есть у нас в продаже, поэтому точу пилы даже с самым мелким зубом. Нареканий к качеству еще не было, но повидал столько испорченных пил конкурентами, которые приходилось исправлять . И в основном испорченные пилы после станков-автоматов. Я думаю или станки не профессиональные, либо операторы на них не профессионалы...Больно смотреть на новый диск, который стоит хорошоших денег, у которого толщина пластинок на зубьях колеблется от 0.5 до 2.5 мм. Ну а что делать, если дорогой станок нужно как можно быстрее окупить, и персонал течет как река. Хорошему заточнику то и платить надо хорошо....
Продолжение...
www.u-shkipera.ru
Заточной станок для дисковых пил
В работе с деревом используется множество современного оборудования, но востребованная дисковая пила. Конструкция из твердых зубьев с напаянными стальными пластинами разрезает дерево, как масло, не подвергаясь износу. Достигается эффект благодаря твердым сплавам из нескольких видов стали, они создают режущий эффект.
Но через большое количество применений зубья потеряют свою остроту, эффективность работы снизится, нагрузка на составные части увеличится. Но и это проблема решаема, достаточно прикупить станок для заточки дисковых пил.
Оборудование позволяет произвести заточку зубьев в короткий срок без большой потери основания зубца. Этот показатель влияет на долговечность оборудования и его качество.
Какие разновидности существуют?
Заточной станок для дисковых пил имеет множество разновидностей и подвидов. На рынке имеется выбор станков простой конфигурации, сними справиться легко новичку. Современный ручной станок для заточки пильных дисков дополнит мастерскую цеха и домашнего предприятия. Работать с аппаратом легко, он входит в маневры плавно, равномерно производит все процессы, не дергается в руках.
При выборе следует отталкиваться от факта, есть ли возможность купить пилу идеальной остроты? Или предпочтение отдается автоматизированной системе бытового управления, коэффициент полезного действия ее находится на высоком уровне.
Общая классификация станков разделяет агрегаты на основополагающие виды:
- бытовые;
- профессиональные устройства.

Бытовой станок для заточки пил
Разделение станков по этому принципу – условность, критерии не отвечают технологическим особенностям агрегатов. Разница между видами заключена в рабочих объемах, производимых аппаратами за один промежуток времени. Учет КПД станка при этом рассчитывается относительно времени непрерывной, но качественной работы, износу двигателей, остроты зубцов. Подсчет дет условный, но показатели работы агрегатов принимаются официально.
Модели, применяющиеся в быту, не превышают показатели в 20 минут, рациональное значение для современного рынка, пила не потребует заточки в течение получаса. На завершающем этапе работы станок требует периода охлаждения, отсутствие этого этапа ведет за собой механические повреждения, выход из строя блока включения и питания.
Профессиональное оборудование превосходит этот порог в 20 раз, такие устройства без проблем выдерживают до 8 часов беспрерывной работы. По окончании рабочей смены аппарат требует полной остановки и охлаждения для возрастания КПД действия. Устраивают 2–3 паузы за смену, это продуктивнее, чем если бы пила затачивалась на бытовом станке.

Профессиональный станок для заточки пил
Особенности оснащения
Эта информации относилось к общей классификация, производители разделяют заточные станки согласно профессиональным правилам, формируя тем самым ассортименты товаров. Классификация используется в секторе торговли, сервиса и послегарантийного обслуживания.
Часто выбирается один параметр для разделения станков по классам: надежность или тип конструкции. Бывают и производители, делящие станки по спросу на определенные марки оборудования. Отдельным параметром является их оснащение, по нему разделяют агрегаты на подтипы. В зависимости от него их классифицируют по таким группам:
- с абразивными точильными кругами;
- со шлифовальной лентой.
Спросом пользуется оборудование с точильным кругом, оно подходит для пильных дисков в совершенно изношенном состоянии. Модели со шлифовальными лентами популярны в промышленном производстве, благодаря простоте использования и более тонким настройкам. Такой станок для заточки дисков не только предоставляет им необходимую остроту, но и позволяет отшлифовать поверхность до блеска, без необходимости ее дальнейшей доводки о толстую кожу.
Заточной станок для дисковых пил СЗТП-600Т, СЗТП-600А
Как пилы затачиваются?
Под зубчатые пластины, оснащающие пилу, используют специальные разновидности сплавов из крепкой и закаленной стали. Каждая пила различна по своим характеристикам, это зависит от используемого материала и степени его зернистости. Чем меньше последняя, тем прочнее и тверже металл, но он подвержен механическим повреждениям, ведь становится более хрупким. А на его заточку требуется в несколько раз больше времени, специальные насадки на станки с алмазным напылением.
Другой важный параметр – размер используемых зубьев, они могут иметь такую форму:
- Прямые – необходимы при продольном распиле, когда большее значение имеет эффективность, чем качество. Они часто используются при предварительной обработке дерева.
- Скошенные – этот вид зубьев встречается на пилах за счет универсальности. Расположенные на пиле, зубья спокойно могут отличаться по определенной прогрессии размещения своей заточкой, она делается в одну сторону. Все это позволяет избежать сколов и сделать распил у краев объекта максимально аккуратным, это необходимо при создании мебели из готового ДСП.
- Трапециевидные – инструменты с таким типом зубьев являются долгожителями среди всех пил, редко их требуется подтачивать. В них трапециевидные зубья вполне спокойно могут перемежаться с прямыми. Первые позволяют сделать распил быстро и грубо, последние сглаживают углы, создавая чистые распилы без необходимости дальнейшей их доработки. Это сокращает процесс обработки и очистки готовых изделий.
- Конические – если пила использует такие резцы, она используется не только в исполнении основных задач, но и для того, чтобы нарезать нижний слой очередной доски, благодаря чему сколы и неровности на верхнем слое исчезают вовсе.

Виды дисковых пил
Самодельные станки
Заточить очередную дисковую пилу легко, при этом у мастера нет необходимости в особых навыках, необходимо знать базу и немного теории. Если нет необходимости производить регламентную заточку, покупать специальное оборудование экономически нецелесообразно. Собрать аналог легко в домашних условиях со средним уровнем мастерства в плане сборки.
Для домашней комплектации не потребуется какой-то необычный перечень предметов, в качестве необходимых компонентов потребуется:
- двигатели, на них размещают круги, устройства для их крепежа;
- крепеж или же суппорт, в нем закрепляют точильный диск;
- механизмы, позволяющие наклонять станок под необходимым для работы углом;
- ограничительный винт, он позволит перемещать заготовку вдоль ее оси, чтобы обеспечивать оптимальные для нее углы заточки.
Учитывать стоит при создании такого станка, что необходимо специальное устройство, позволяющее фиксировать пилу в необходимом положении в отношении наждачного круга. Только в такой способ добиваются оптимальных углов и других условий для качественной заточки оборудования.
Это позволяет выдерживать установленные заранее углы заточки с высочайшей точностью, без необходимости постоянно поправлять пилу или сам диск, из-за того, что они отклонились от изначального положения.
Осуществить подобное легко, используя специальную подставку, устанавливаемую прямо на рамке станка, лежащей в одной с кругом плоскости. Процент производительность вырастет в два раза, процесс охлаждения аппарата изменится, восстановительный этап уменьшится.
Видео: Самодельный заточной станок дисковых пил
promzn.ru
Станки для заточки рамных пил
На сайте Станкофф.RU вы можете купить заточные для рамных пил ведущих производителей. В наличии и под заказ более 6 моделей станков для заточки рамных пил по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Особенности
Систематический уход за оснасткой пильного оборудования позволяет повысить уровень производительности и уменьшить нагрузку на механизмы. Заточной станок для рамных пил используется как специализированное устройство и помогает восстановить остроту и работоспособность режущего инструмента.
Зубцы на режущей кромке затачивают на специализированном оборудовании, оснащенном корундовыми кругами с определенными показателями твердости и зернистости. Независимо от использования в работе абразивных или алмазных средств металл нагревается и может произойти деформация зубьев. Станок для заточки рамных пил имеет специальную систему охлаждения, предотвращающую перегрев механизмов и затачиваемого инструмента.
Оптимальной скоростью работы устройства является обработка 50 зубцов на протяжении минуты. Сроки перезатачивания пил зависят от материала изготовления и конфигурации зубьев. Инструментальная сталь отличается пониженным сроком эксплуатации, а рабочий ресурс стеллитированных полотен доходит до 80 кубов распиленной древесины. При проведении обработки следует учитывать:
- толщину пильного полотна;
- форму, шаг и ширину развода зубьев;
- градус переднего и заднего угла;
- форму радиального закругления впадины;
- значения угла заострения и скоса режущей части;
- средний размер реза.
При работе устройства выполняется подъем и опускание заточного круга и автоматическое перемещение узла заточки в соответствии с установленным шаблоном. Равномерный съем напайки на режущей плоскости происходит только при одинаковом шаге зуба. В процессе эксплуатации на поверхности режущего инструмента образуются микроскопические трещины, которые могут привести к разрыву стального полотна при воздействии растягивающей нагрузки. Обработка должна выполняться по всей плоскости зуба, чтобы шлифовка максимально устранила мелкие повреждения.
www.stankoff.ru