Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей. Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.
Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Читайте также: «Уровень качества сварного шва: методы контроля»
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
соединять материалы с отличающимися химическими и физическими свойствами;
проводить работы в труднодоступных местах, где применить сварку невозможно;
работать с изделиями любого размера и формы;
выполнять обработку всех плоскостей касания;
добиваться качества соединений за счет отсутствия внутреннего напряжения;
справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.
К минусам пайки можно отнести:
Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
Виды пайки металла
Из-за существенного количества классифицируемых параметров выделяется достаточно много видов пайки. Определяются они в соответствии с технологической классификацией, прописанной в ГОСТ 17349-79. По этому документу, виды пайки различаются по способу получения припоя, по источнику нагрева, по характеру заполнения зазора припоем, по типу кристаллизации шва, по способу удаления оксидной пленки, по характеристикам давления в стыке, по одновременности выполнения соединений.
Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Читайте также: «Сварка нержавейки электродом»
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).
Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Источники тепла
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.
Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
Пайка методом погружения. Происходит в расплавленных припоях и солях.
Электролитная, дуговая, экзотермическая пайка.
Пайка лучами, нагревательными матами и штампами.
Припой и флюс
Припои
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.
Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
активные и нейтральные;
жидкие, твердые, пастообразные и гелеобразные;
флюсы с низкой и высокой температурой;
водные и безводные.
Читайте также: «Технология сварки сталей»
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Читайте также: «Шлифовка металла»
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Пайка металлов
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Газопламенная пайка металлов | Сварка и сварщик
Пайка металлов
технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла — припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.
В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки:
высокотемпературную
низкотемпературную
Температура плавления припоев для высокотемпературной — свыше 550°С, а для низкотемпературной — ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных — свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь , никель, алюминий и их сплавы и др.
Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используют сварочную горелку. При пайке крупногабаритных изделий применяют многопламенные горелки. Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты. Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
температура плавления припоя должна быть ниже температуры плавления основного металла;
расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл;
припой и металл должны взаимно диффундировать и образовывать сплав;
припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью;
припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.
Все припои для высокотемпературной пайки можно разбить на следующие группы:
медные;
медно-цинковые;
серебряные;
медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые — при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное — цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное — Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, оксидов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также па конец прутка припоя. Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями — 0,05-0,03 мм. Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку выполняют нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Существует несколько методов соединения металлов, включая пайку и пайку. В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
Как выполняется пайка и пайка
Пайка и пайка соединяют материалы, обычно металлы, путем заливки присадочного металла в соединение. В обоих случаях присадочный металл имеет более низкую температуру плавления, чем соединяемые основные металлы. И для обоих процессов соединения металлов движущей силой является капиллярность, или способность жидкости проходить через узкую щель. Зазоры могут быть разными, но обычно они находятся в диапазоне 0,002–0,005 дюйма для достижения наилучших результатов.
В чем же разница между пайкой и пайкой? Американское общество сварщиков (AWS) определяет пайку как группу процессы соединения, которые вызывают коалесценцию материалов путем нагревания их до температуры пайки и с использованием припоя (припоя), имеющего температуру ликвидуса выше 840°F (450°C) и ниже солидуса основных металлов. 0003
Пайка имеет то же определение AWS, что и пайка, за исключением того, что используемый присадочный металл имеет ликвидус ниже 840°F (450°C) и ниже солидуса основных металлов. Пайку можно считать низкотемпературным родственником пайки.
Сравнительные преимущества. Несмотря на то, что между пайкой и пайкой есть сходство, разница температур между процессами приводит к различному поведению. Основные металлы, участвующие в пайке, обычно прочнее самого припоя; под нагрузкой и усталостью службы может произойти отказ через паяное соединение. Это означает, что паяный узел может иметь меньшую прочность соединения и более низкую усталостную прочность, чем паяный узел 9.0003
Паять или припаивать?
Существует множество факторов, влияющих на это решение, включая загрузку службы и температуру и другие. Многие хрупкие подложки повреждаются высокими температурами, необходимыми для пайки, и лучше работают в сочетании с более низкими температурами материалов для пайки. Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
А как насчет других вариантов? Соединения с механическим креплением (резьбовые, клиновые или заклепочные) обычно не идут ни в какое сравнение с паяными соединениями по прочности, устойчивости к ударам и вибрации или герметичности. Клеевое соединение и пайка обеспечивают прочное соединение, но, как правило, ни один из них не может обеспечить прочность паяного соединения, равную или превышающую прочность самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200°F (93°C). Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
В чем разница между пайкой, сваркой и пайкой? — Australian General Engineering Vietnam
В чем разница между сваркой, пайкой и пайкой?
Сварка, пайка и пайка — все это методы соединения двух или более кусков металла, а в некоторых случаях и других материалов. Это также методы заполнения зазоров в металлических деталях. Так как же определить, какую технику использовать? Это решение зависит от материала, желаемой прочности и области применения.
Основное отличие между сваркой и пайкой заключается в плавке . При пайке производители металла нагревают соединяемый металл, но никогда не размягчают его. При сварке производители металлов плавят основной металл.
Пайка очень похожа на пайку , так как при этом используется капиллярный эффект для подачи металла в соединение до тех пор, пока он не остынет и не затвердеет.
Сварка
Целью сварки является создание очень прочного соединения между двумя металлическими частями, способными выдерживать все виды напряжений и деформаций, например корпус автомобиля или фюзеляж самолета. Что входит в сварку?
Два металла должны быть похожи: Для сварки двух металлов они должны быть похожи. Например, нельзя сваривать медь со сталью.
Высокая температура: Температура, необходимая для сварки двух металлов, должна быть очень высокой, чтобы они расплавились и соединились.
Присадочные материалы: При сварке часто используется присадочный материал, который представляет собой дополнительный кусок металла, закрывающий любые зазоры.
Прочность : Если сварка была выполнена правильно, сварной шов должен быть таким же прочным, как окружающий «несварной» металл. Например, слишком большое количество тепла может изменить характеристики металла и ослабить сварной шов.
Различные методы сварки: Существуют различные методы сварки, в зависимости от того, с каким металлом вы работаете. В программе сварки вы можете узнать, какую технику использовать с каким металлом. Различные методы сварки имеют разные источники тепла, такие как газообразный кислород, электроды, лазеры или ультразвук.
Сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов, при обучении сварке алюминия. Вы можете найти руководство по сварке алюминия или сварке труб, когда это обязательные навыки для всех, кто серьезно относится к сварке.
Пайка
Пайка может быть похожа на сварку, но у нее совершенно другая цель. Припой довольно мягкий и обычно поставляется в тюбиках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что входит в пайку?
Низкая температура: В отличие от сварки, при пайке для соединения металлов используется низкая температура.
Присадочные материалы: Пайка выполняется с использованием наполнителей, которые плавятся при температуре ниже 840 °F (450 °C).
Можно паять различные металлы: Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо. Связь создается, когда расплавленный припой затвердевает.
Не такой прочный, как сварка или пайка . Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
Флюс используется: Как и при сварке и пайке, флюс используется для очистки металлических поверхностей, чтобы припой мог течь по соединяемым деталям.
Если вы хотите четко понять, что такое изготовление листового металла , вы можете прочитать нашу статью: » Краткое описание и история изготовления листового металла »
Пайка
Пайка похожа на пайку тем, что при этом также используется наполнитель для соединения двух металлов, хотя и высокотемпературный. Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
Соединение металлов путем плавления присадочного материала: Пайка заключается в нагревании и плавлении присадочного сплава. Когда наполнитель затвердеет, металлические детали соединяются.
Присадочные материалы: Присадочный сплав должен иметь более низкую температуру плавления, чем металлические детали.
Разнородные металлы: Пайка позволяет соединять различные металлы, такие как алюминий, серебро, медь, золото и никель.
Часто используется флюс : Жидкий флюс способствует смачиванию металлических деталей, что позволяет наполнителю течь по ним, что облегчает их соединение.
Прочность : Хотя правильно спаянные соединения могут быть прочнее отдельных деталей, они не такие прочные, как сварные соединения.
Резюме
Сварка, пайка и пайка используются для различных работ. В зависимости от работы, которую вы выполняете, вы должны учитывать такие факторы, как тип металла, желаемая прочность и конечная цель, чтобы определить, как соединить два или более куска металла. При достаточной практике вы сможете хорошо освоить каждую технику.
1. Прочность
Сварные соединения являются самыми прочными соединениями, используемыми для восприятия нагрузки. Прочность сварного участка соединения обычно больше прочности основного металла.
Пайка соединений являются самыми слабыми соединениями из трех. Не предназначен для того, чтобы нести нагрузку. Обычно используется для создания электрических контактов.
Пайка Соединения слабее сварных соединений, но прочнее пайки. Это может быть использовано, чтобы нести нагрузку до некоторой степени.
2. Температура
Сварка: Требуемая температура 3800°C в сварных швах.
Пайка: Требуемая температура до 450°C в местах пайки.
Пайка: Температура в местах пайки может достигать 600°C.
3. Нагрев заготовок
Сварка: Для соединения заготовок необходимо нагреть их до точки плавления.
Пайка: Нагрев заготовок не требуется.
Пайка: Заготовки нагреваются, но ниже их точки плавления.
4. Изменение механических свойств
Сварка: Механические свойства основного металла могут изменяться в месте соединения из-за нагрева и охлаждения.
Пайка: Отсутствие изменений механических свойств после соединения.
Сверла с коническим хвостовиком ГОСТ 10903-77, свёрла по металлу диаметры, длинные с коническим хвостовиком
d
L
l
Конус Морзе
5,00
133
52
1
5,20
133
52
1
5,50
138
57
1
5,80
138
57
1
6,00
138
57
1
6,20
144
63
1
6,40
144
63
1
6,50
144
63
1
6,60
144
63
1
6,80
150
69
1
7,00
150
69
1
7,20
150
69
1
7,40
150
69
1
7,50
150
69
1
7,60
156
75
1
7,80
156
75
1
8,00
156
75
1
8,20
156
75
1
8,40
156
75
1
8,50
156
75
1
8,80
162
81
1
9,00
162
81
1
9,20
162
81
1
9,50
162
81
1
9,80
168
87
1
10,00
168
87
1
10,20
168
87
1
10,50
168
87
1
10,75
175
94
1
11,00
175
94
1
11,20
175
94
1
11,50
175
94
1
11,75
175
94
1
12,00
182
101
1
12,20
182
101
1
12,50
182
101
1
12,75
182
101
1
13,00
182
101
1
13,20
182
101
1
13,50
189
108
1
13,80
189
108
1
14,00
189
108
1
14,25
212
114
2
14,50
212
114
2
14,75
212
114
2
15,00
212
114
2
15,25
218
120
2
15,40
218
120
2
15,50
218
120
2
15,75
218
120
2
16,00
218
120
2
16,25
223
125
2
16,50
223
125
2
16,75
223
125
2
17,00
223
125
2
17,25
228
130
2
17,40
228
130
2
17,50
228
130
2
17,75
228
130
2
18,00
228
130
2
18,25
233
135
2
18,50
233
135
2
18,75
233
135
2
19,00
233
135
2
19,25
238
140
2
19,40
238
140
2
19,50
238
140
2
19,75
238
140
2
20,00
238
140
2
20,25
243
145
2
20,50
243
145
2
20,75
243
145
2
21,00
243
145
2
21,25
248
150
2
21,50
248
150
2
21,75
248
150
2
22,00
248
150
2
22,25
248
150
2
22,50
253
155
2
22,75
253
155
2
23,00
253
155
2
23,25
276
155
2
23,50
276
155
2
23,75
281
160
3
24,00
281
160
3
24,25
281
160
3
24,50
281
160
3
24,75
281
160
3
25,00
281
160
3
25,25
286
165
3
25,50
286
165
3
26,00
286
165
3
26,25
286
165
3
26,50
286
165
3
26,75
291
170
3
27,00
291
170
3
d
L
l
Конус Морзе
27,25
291
170
3
27,50
291
170
3
27,75
291
170
3
28,00
291
170
3
28,25
296
175
3
28,50
296
175
3
28,75
296
175
3
29,00
296
175
3
29,25
296
175
3
29,50
296
175
3
29,75
296
175
3
30,00
296
175
3
30,25
301
180
3
30,50
301
180
3
30,75
301
180
3
31,00
301
180
3
31,25
301
180
3
31,50
301
180
3
31,75
305
185
3
32,00
334
185
4
32,25
334
185
4
32,50
334
185
4
33,00
334
185
4
33,50
334
185
4
34,00
339
190
4
34,50
339
190
4
35,00
339
190
4
35,25
339
190
4
35,50
339
190
4
36,00
344
195
4
36,25
344
195
4
36,50
344
195
4
37,00
344
195
4
37,50
344
195
4
38,00
349
200
4
38,25
349
200
4
38,50
349
200
4
39,00
349
200
4
39,25
349
200
4
39,50
349
200
4
40,00
349
200
4
40,50
354
205
4
41,00
354
205
4
41,25
354
205
4
41,50
354
205
4
42,00
354
205
4
42,50
354
205
4
43,00
359
210
4
43,25
359
210
4
43,50
359
210
4
44,00
359
210
4
44,50
359
210
4
45,00
359
210
4
45,25
364
215
4
45,50
364
215
4
46,00
364
215
4
46,50
364
215
4
47,00
364
215
4
47,50
364
215
4
48,00
364
215
4
48,50
364
215
4
49,00
369
220
4
49,50
369
220
4
50,00
369
220
4
50,50
374
225
4
51,00
412
225
5
51,50
412
225
5
52,00
412
225
5
53,00
412
225
5
54,00
417
230
5
55,00
417
230
5
56,00
417
230
5
57,00
422
235
5
58,00
422
235
5
59,00
422
235
5
60,00
427
240
5
61,00
427
240
5
62,00
427
240
5
63,00
427
240
5
64,00
432
245
5
65,00
432
245
5
66,00
432
245
5
67,00
432
245
5
68,00
437
250
5
69,00
437
250
5
70,00
437
250
5
71,00
437
250
5
72,00
442
255
5
73,00
442
255
5
74,00
442
255
5
75,00
442
255
5
76,00
447
260
5
77,00
514
260
5
78,00
514
260
5
79,00
514
260
5
80,00
514
260
5
Сверла с цилиндрическим хвостовиком средней серии р6м5 класс точности а1 гост 10902-77 Резолюкс
По данной группе товаров действует спецпредложение! Подробности уточняйте у наших менеджеров.
Арт:
30230
Наименование:
Сверло с цилиндрическим хвостовиком 0,3 Р6М5 А1 2300-8001
Цена:
5.50 ₽
На складе:
2 532 шт.
Арт:
30240
Наименование:
Сверло с цилиндрическим хвостовиком 0,4 Р6М5 А1 2300-8011
Цена:
5.50 ₽
На складе:
14 680 шт.
Арт:
30250
Наименование:
Сверло с цилиндрическим хвостовиком 0,5 Р6М5 А1 2300-8021
Цена:
5.50 ₽
На складе:
8 934 шт.
Арт:
30255
Наименование:
Сверло с цилиндрическим хвостовиком 0,55 Р6М5 А1 2300-8025
Цена:
5.50 ₽
На складе:
2 390 шт.
Арт:
30260
Наименование:
Сверло с цилиндрическим хвостовиком 0,6 Р6М5 А1 2300-8031
Цена:
5.50 ₽
На складе:
9 665 шт.
Арт:
30265
Наименование:
Сверло с цилиндрическим хвостовиком 0,65 Р6М5 А1 2300-8035
Цена:
5.50 ₽
На складе:
4 200 шт.
Арт:
30270
Наименование:
Сверло с цилиндрическим хвостовиком 0,7 Р6М5 А1 2300-8041
Цена:
5.50 ₽
На складе:
1 455 шт.
Арт:
30275
Наименование:
Сверло с цилиндрическим хвостовиком 0,75 Р6М5 А1 2300-8045
Цена:
5.50 ₽
На складе:
1 910 шт.
Арт:
30280
Наименование:
Сверло с цилиндрическим хвостовиком 0,8 Р6М5 А1 2300-8051
Цена:
5.50 ₽
На складе:
8 801 шт.
Арт:
30285
Наименование:
Сверло с цилиндрическим хвостовиком 0,85 Р6М5 А1 2300-8055
Цена:
5.50 ₽
На складе:
11 270 шт.
Арт:
30290
Наименование:
Сверло с цилиндрическим хвостовиком 0,9 Р6М5 А1 2300-8061
Цена:
5.50 ₽
На складе:
2 395 шт.
Арт:
30295
Наименование:
Сверло с цилиндрическим хвостовиком 0,95 Р6М5 А1 2300-8065
Цена:
5.50 ₽
На складе:
1 570 шт.
Арт:
30310
Наименование:
Сверло с цилиндрическим хвостовиком 1,0 Р6М5 А1 2300-8071
Цена:
3.00 ₽
На складе:
32 125 шт.
Арт:
30312
Наименование:
Сверло с цилиндрическим хвостовиком 1,2 Р6М5 А1 2300-8081
Цена:
3.50 ₽
На складе:
35 677 шт.
Арт:
30313
Наименование:
Сверло с цилиндрическим хвостовиком 1,3 Р6М5 А1 2300-8085
Цена:
4.40 ₽
На складе:
458 шт.
Арт:
30314
Наименование:
Сверло с цилиндрическим хвостовиком 1,4 Р6М5 А1 2300-8091
Цена:
3.50 ₽
На складе:
58 802 шт.
Арт:
30315
Наименование:
Сверло с цилиндрическим хвостовиком 1,5 Р6М5 А1 2300-8095
Цена:
4.40 ₽
На складе:
1 250 шт.
Арт:
30316
Наименование:
Сверло с цилиндрическим хвостовиком 1,6 Р6М5 А1 2300-8101
Цена:
5.00 ₽
На складе:
53 152 шт.
Арт:
30317
Наименование:
Сверло с цилиндрическим хвостовиком 1,7 Р6М5 А1 2300-8105
Цена:
6.40 ₽
На складе:
2 574 шт.
Арт:
30318
Наименование:
Сверло с цилиндрическим хвостовиком 1,8 Р6М5 А1 2300-8111
Цена:
5.00 ₽
На складе:
57 788 шт.
Арт:
30320
Наименование:
Сверло с цилиндрическим хвостовиком 2,0 Р6М5 А1 2300-8121
Цена:
6.40 ₽
На складе:
71 918 шт.
Арт:
30321
Наименование:
Сверло с цилиндрическим хвостовиком 2,1 Р6М5 А1 2300-8125
Цена:
8.30 ₽
На складе:
1 930 шт.
Арт:
30322
Наименование:
Сверло с цилиндрическим хвостовиком 2,2 Р6М5 А1 2300-8131
Цена:
8.30 ₽
На складе:
2 050 шт.
Арт:
30323
Наименование:
Сверло с цилиндрическим хвостовиком 2,3 Р6М5 А1 2300-8135
Цена:
8.30 ₽
На складе:
1 060 шт.
Арт:
30324
Наименование:
Сверло с цилиндрическим хвостовиком 2,4 Р6М5 А1 2300-8141
Цена:
6.60 ₽
На складе:
58 411 шт.
Арт:
30325
Наименование:
Сверло с цилиндрическим хвостовиком 2,5 Р6М5 А1 2300-8145
Цена:
8.30 ₽
На складе:
5 447 шт.
Арт:
30326
Наименование:
Сверло с цилиндрическим хвостовиком 2,6 Р6М5 А1 2300-8151
Цена:
7.70 ₽
На складе:
57 531 шт.
Арт:
30327
Наименование:
Сверло с цилиндрическим хвостовиком 2,7 Р6М5 А1 2300-8155
Цена:
9.50 ₽
На складе:
1 234 шт.
Арт:
30328
Наименование:
Сверло с цилиндрическим хвостовиком 2,8 Р6М5 А1 2300-8161
Цена:
7.60 ₽
На складе:
56 907 шт.
Арт:
30330
Наименование:
Сверло с цилиндрическим хвостовиком 3,0 Р6М5 А1 2300-0155
Цена:
9.50 ₽
На складе:
19 447 шт.
выбираем коническое универсальное сверло, ГОСТ сверла под конус
Особенности и область применения
Кто они такие?
Популярные производители
Как выбрать?
Как использовать?
Советы по уходу
Конусные сверла
считаются профессиональным инструментом с длительным сроком службы, универсальностью и простотой конструкции. Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
Абсолютно гладкое отверстие можно использовать при строительно-монтажных работах, при обработке металлических поверхностей. Чтобы правильно подобрать рабочую дрель, нужно внимательно изучить ее свойства и характеристики.
Особенности и область применения
Коническое сверло имеет вид ступенчатого ряда переходов кольцевых спиралей … Спирали заточены и расположены продольно, от более широкой части сужаются к более узкой под конус. В некоторых вариантах имеется канавка, расположенная продольно – именно эта канавка образует режущую поверхность инструмента. Конусное сверло по металлу изготавливается по ГОСТу. Купив одно конусообразное изделие, вы сможете использовать его для проделывания отверстий различного диаметра. Эта универсальность способствует экономии и простоте установки.
Этот сверлильный инструмент хорошо зарекомендовал себя в применении на высоких скоростях вращения электродрели — в результате выполненных работ получаются ровные отверстия с высоким качеством кромочной части. Сверло можно использовать для листового металла различной толщины, и оно отлично работает даже с самыми тонкими деталями.
Конструкция режущих поверхностей, характерная для этого инструмента, позволяет работать со стальными заготовками, сплавами цветных металлов, пластмассой и пластмассовыми изделиями, с деревянными и гипсовыми поверхностями.
Рабочая часть сверла оснащена заточенным наконечником, что гарантирует точное расположение инструмента в точке работы. Сверла конические могут использоваться не только в электродрелях или шуруповертах, но и устанавливаться на обрабатывающие станки стационарного типа. Если использовать специальный переходник, то дрель можно закрепить на болгарке или в патроне перфоратора.
Помимо выполнения отверстий, конический инструмент используется также для исправления дефектов, образующихся после сверления дрелью. Коническое сверло помогает в чистовых операциях, удаляя заусенцы и исправляя последствия смещения во время сверления. Этот инструмент часто используется в процессе ремонта автотранспорта, при выполнении сантехнических работ, при отделке и строительстве зданий и сооружений.
Что это?
Универсальная коническая дрель представляет собой специальную насадку для электроинструментов вращающегося типа. Сверло имеет конусообразный рабочий наконечник и корпус хвостовика, конец которого обработан в виде шестигранника или цилиндра.
Конические сверла делятся на 2 типа.
Гладкая — имеют гладкую поверхность рабочей части, с помощью которой можно сверлить даже прочную сталь, увеличивая диаметр отверстия в зависимости от степени заглубления сверла. Для получения точного диаметра отверстия процесс сверления необходимо периодически останавливать для проведения замеров. Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.
Ступенчатый — эта конструкция, благодаря своим ступеням, помогает точнее и проще отслеживать проход сверла, формирующего нужный диаметр отверстия. Сам процесс сверления ступенчатой дрелью выполняется более плавно и аккуратно.
Опытные специалисты считают, что при выполнении больших объемов работ, связанных со сверлением отверстий, удобнее использовать конусные сверла, особенно если работы требуется выполнять на тонких листах заготовок.
Популярные производители
Стоимость конического инструмента зависит от качества материала, из которого он изготовлен, а также от марки производителя. Если говорить о российских сверлах, то они значительно дешевле своих европейских аналогов, хотя оба продукта могут быть абсолютно одинаковыми по качеству. Наиболее популярными конусными сверлами являются инструменты нескольких известных производителей, таких как:
Российские марки Зубр и Атака;
Украинская марка «Глобус»;
Японская марка Makita;
Немецкие бренды RUKO, Bosch (профессиональный сегмент) и Geko (бытовой сегмент).
Стоимость инструментов этих производителей высока, но она оправдана безупречным качеством изделий и их долгим сроком службы.
Как выбрать?
Чтобы выбрать качественную дрель, специалисты рекомендуют обращать внимание на несколько нюансов.
Скорость сверления, а также качество результата зависит от количества ступеней, расположенных на конусообразной рабочей части. Кроме того, важны диаметр, высота и шаг этих ступеней. Некоторые профессиональные модели имеют до 12 ступеней.
Диаметр конуса зависит от размера отверстия.
Срок использования сверла и его стоимость зависят от того, из какого материала оно изготовлено, а также от обработки его поверхности.
В России удобнее использовать сверла, имеющие размеры в миллиметрах по ГОСТу. Модели американских производителей имеют маркировку в дюймах, что занимает слишком много времени для перевода их значений в миллиметры.
Качественное сверло не требует длительной заточки, но такую возможность ему необходимо предоставить.
Часто одним из критериев выбора инструмента является его стоимость. Например, продукция российского или украинского производителя будет стоить порядка 500-600 рублей. на изделие максимальным диаметром 20 мм, а если брать вариант с максимальным диаметром не менее 30 мм, то его цена будет уже 1000-1200 руб. Те же образцы европейского бренда будут стоить 3000-7000 рублей. Исходя из стоимости, некоторые мастера считают целесообразнее купить несколько изделий отечественного производителя, чем платить за 1 сверло европейского бренда.
Решая, нужен ли вам набор инструментов, или просто купить 1 дрель, следует решать исходя из объема выполненных работ. Если вы часто выполняете большие объемы работ, желательно покупать сверла хорошего качества и тех диаметров, которые вам нужны. Для выполнения разовых задач достаточно купить модель необходимого диаметра из недорогого ценового сегмента.
Маркировка
Конусный инструмент маркируется буквами и цифрами. Цифровая маркировка указывает диаметр конуса от минимального до максимального, а также шаг его ступеней. Буквы обозначают марку стального сплава, из которого изготовлена насадка. Самые последние цифры в маркировке указывают на прибор по системе Роквелла.
Буквенно-цифровая маркировка выполнена на внешней стороне сверла заводским методом с помощью гравировки. Порядок букв и цифр начинается с буквенного обозначения стали. Большинство моделей изготавливаются из режущей стали, поэтому первая буква «П», если сплав содержит молибден, буквенное обозначение будет «МЗ». Далее идет числовое обозначение диаметров и шага.
Примечательно, что сверла российского производства диаметром не более 2 мм маркировке не подлежат.
Размер
Диаметр конуса доступен в 2 размерах. Первый индикатор дает информацию о минимальном диаметре сверла, а второй о максимальном. Шаг, с которым изменяются диаметры, также указывается в маркировке. Например, маркировка 4-10/2 будет означать, что минимальный размер, который можно сделать этим сверлом, составляет 4 мм, максимальное отверстие можно сделать 10 мм, а шаг различных диаметров равен 2 мм, т. е. сверла будут иметь диаметры 4, 6, 8 и 10 мм.
Покрытие
Цвет металла, из которого изготовлено сверло, является показателем качества инструмента. Если сверло имеет серый стальной оттенок, значит, сплав, из которого оно изготовлено, не подвергался высокотемпературной обработке, поэтому такое изделие не будет прочным и долговечным … Сверла, которые черного цвета , обработаны горячим паром, и их прочность выше, чем у их серебряных аналогов. Если инструмент имеет золотистый блеск, значит, его поверхность покрыта слоем титана – такое изделие самое прочное и долговечное.
Возможность заточки
Сверло при эксплуатации со временем теряет остроту, его кромки затупляются, и для повышения эффективности работы инструмент необходимо затачивать. Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами:
будут сохранены диаметр и геометрическая форма каждой ступени конусности;
сохраняется правильный угол кромки на режущей поверхности;
соблюдается правильный технологический процесс заточки, что предохраняет инструмент от перегрева.
Если нет возможности заточить инструмент в мастерской, вам придется выполнить эту задачу самостоятельно. В процессе работы необходимо придерживаться следующих правил:
режущие части кромок сверла должны быть одного размера, стачивать только минимальную часть металла;
угол режущей кромки изменить нельзя;
шаг между степенями конуса должен быть одинаковым и равномерным на всех оборотах сверла;
от режущей кромки до боковой поверхности верхнего или нижнего витка должно быть одинаковое расстояние , сохраняемое на каждом диаметре конусной ступени;
выполняется заточка инструмента при условии его жесткой фиксации;
процесс запущен приспособления с мелким абразивом;
заточка инструмента должна максимально сохранять все его геометрические пропорции и режущие кромки.
Самый простой способ заточки сверла – это использование специального станка, который обклеивается мелкозернистой наждачной бумагой. Насколько хорошо и качественно заточено сверло, можно определить по характеру стружки, которая получается, если вы используете ее в своей работе.
Если заточка сделана правильно, стружка будет одинаковой не только по форме, но и по размеру.
Как пользоваться?
Для использования конического инструмента необходима электродрель или шуруповерт, в патроне которого закрепляется сверло. Выбор сверла зависит от желаемого диаметра сверления в заготовке. Лучше всего выбирать электродрель с возможностью регулирования скорости; для работы используется скорость 3000-5000 об/мин.
Сверление отверстий производится в 3 этапа.
Сверло надежно фиксируется в патроне электродрели . Затем на заготовке отмечается место для сверления отверстия.
Разместив сверло под углом 90 градусов к заготовке, приступают к сверлению отверстия. При этом положение сверла не должно меняться до конца работы.
Сверление начинают на малых оборотах, постепенно увеличивая их скорость. … Когда отверстие достигает необходимого диаметра, процесс сверления останавливается.
Результатом работы будет отверстие нужного размера с ровными краями, без шероховатостей и заусенцев.
Советы по уходу
Современные конические ступенчатые сверла можно использовать для сверления отверстий в древесине, металле, пластике и других материалах. После использования инструмент необходимо обработать специальным защитным составом, предназначенным для ухода за режущим инструментом. Если такого состава нет под рукой, его можно сделать самостоятельно, взяв для смазывания машинное масло или густое жидкое мыло.
Если регулярно обрабатывать конусную рабочую часть этим составом, то можно продлить срок службы режущих поверхностей, так как вышеперечисленные компоненты смогут защитить их от затупления при механических повреждениях, возникающих при хранении.
В следующем видео вас ждет обзор и тест ступенчатого сверла GRAFF по металлу.
Комментарий успешно отправлен.
Рекомендуется прочитать
Сверло с уменьшенным хвостовиком | Буровое долото HSS большого размера по металлу
Описание продукта
Больше вариантов для вас: Главная > Сверло из быстрорежущей стали
Название продукта
Сверло из быстрорежущей стали с уменьшенным хвостовиком по металлу Лучшая цена
Материал
Быстрорежущая сталь
Процесс
Полностью шлифованный (также есть прокатанный и полированный, прокатанный, фрезерованный)
Размер
1–20 мм
Тип наконечника
Точка разделения 135/118 градусов
Тип хвостовика
1/2″ Уменьшенный хвостовик
Угол спирали
Обычная спираль типа N (также есть медленная спираль типа H, быстрая спираль типа W, левосторонняя спираль)
Отделка поверхности
Bright (также есть янтарный цвет, черный оксид, черный и золотой, титановый, черный и яркий)
Пакет
Как требуется
Размер продукта
Хвостовик переходника Black Smith 10 мм, 13 мм
Диаметр (мм)
Длина канавки (мм)
Общая длина (мм)
Диаметр хвостовика (мм)
Диаметр (мм)
Длина канавки (мм)
Общая длина (мм)
Диаметр хвостовика (мм)
10,5
87
133
10,0
20
140
205
10,0
11,0
94
142
10,0
13,5
108
160
13,0
11,5
94
142
10,0
14,0
108
160
13,0
12,0
101
151
10,0
14,5
114
169
13,0
12,5
101
151
10,0
15,0
114
169
13,0
13,0
101
151
10,0
15,5
120
178
13,0
13,5
108
160
10,0
16,0
120
178
13,0
14,0
108
160
10,0
16,5
125
184
13,0
14,5
114
169
10,0
17,0
125
184
13,0
15,0
114
169
10,0
17,5
130
191
13,0
15,5
120
178
10,0
18,0
130
191
13,0
16,0
120
178
10,0
18,5
135
198
13,0
16,5
125
184
10,0
19,0
135
198
13,0
17,0
125
184
10,0
19,5
140
205
13,0
18,0
130
191
10,0
20
140
205
13,0
Silver & Deming 1/2″ Уменьшенный хвостовик
Диаметр (дюймы)
Длина канавки (дюймы)
Общая длина (дюймы)
Диаметр (дюйм)
Длина канавки (дюймы)
Общая длина (дюймы)
33/64″
3″
6″
55/64″
3″
6″
17/32″
3″
6″
7/8″
3″
6″
35/64″
3″
6″
57/64″
3″
6″
9/16″
3″
6″
29/32″
3″
6″
37/64″
3″
6″
59/64″
3″
6″
19/32″
3″
6″
15/16″
3″
6″
39/64″
3″
6″
61/64″
3″
6″
5/8″
3″
6″
31/32″
3″
6″
41/64″
3″
6″
63/64″
3″
6″
21/32″
3″
6″
1″
3″
6″
43/64″
3″
6″
1-1/64″
3″
6″
11/16″
3″
6″
1-1/32″
3″
6″
45/64″
3″
6″
1-1/16″
3″
6″
23/32″
3″
6″
1-3/32″
3″
6″
47/64″
3″
6″
1-1/8″
3″
6″
3/4″
3″
6″
1-5/32″
3″
6″
49/64″
3″
6″
1-3/16″
3″
6″
25/32″
3″
6″
1-1/4″
3″
6″
51/64″
3″
6″
1-5/16″
3″
6″
13/16″
3″
6″
1-3/8″
3″
6″
53/64″
3″
6″
1-7/16″
3″
6″
27/32″
3″
6″
1-1/2″
3″
6″
* Возможно изготовление по индивидуальному заказу в соответствии с требованиями заказчика
1. Расширенные сегменты зубьев для быстрого удаления материала 2. Оптимизированная связка и формула для увеличения срока службы 3. Оптимизированная высота сегментов сводит к минимуму количество пыли и мусора 4. Обработка поверхности бетона, стяжки и природного камня
1. Точные размеры, долгий срок службы и высокая эффективность.
2. Быстрорежущая сталь (HSS) обеспечивает твердость для износостойкости.
3. HSS Cobalt: Чрезвычайно твердый и быстро рассеивает тепло. Они чаще всего используются для сверления нержавеющей стали и других металлов.
4. Самоцентрирующееся зубчатое острие с углом 118 градусов проникает в материал без направляющего отверстия легче, чем обычное острие, и сохраняет острую режущую кромку.
5. Хвостовик с конусом Морзе позволяет вставлять инструмент непосредственно в шпиндель станка, что облегчает работу с высоким крутящим моментом, например, резку больших диаметров.
6. При движении против часовой стрелки (правостороннее резание) инструменты со спиральными канавками удаляют стружку вверх и из резания, чтобы уменьшить засорение.
Таблица веса 1 метра круга стального и количество метров в тонне кругляка
Декабрь 11, 2017 | Просмотры: 53335 | #статья
Блог
Таблица веса круга стального
При закупке металлопроката заказчику следует точно определить необходимое его количество в весовом эквиваленте. Чтобы рассчитать вес стального круга нужно учитывать такие параметры, как его диаметр, марку стали, из которой он изготовлен, а также ее удельный вес. Для облегчения этой задачи ниже мы представили таблицу, по которой можно быстро определить вес круга, количество метров в одной тонне и другие важные параметры.
Она показывает массу 1 м круга разных диаметров, площадь его поперечного сечения, допуски по качеству поверхности, а также общий метраж кругляка на 1 тонну. Данная информация поможет вам в составлении технической и проектной документации, подсчете транспортных и складских расходов, ведении бухгалтерского учета. Также в отдельных таблицах, представленных ниже, вы можете найти удельный вес й м3 сталей разных марок. Это поможет вам самостоятельно рассчитать вес стального круга.
Таблица 1. Вес круга и количество метров в тонне
Диаметр круга
Площадь поперечного сечения круга
Масса 1 метра круга
Количество метров в тонне
Мотки
5 мм
19,63 мм2
0,154 кг
6487,8 м
5,5 мм
23,76 мм2
0,187 кг
5361,9 м
6 мм
28,27 мм2
0,222 кг
4505,4 м
6,3 мм
31,17 мм2
0,245 кг
4086,6 м
6,5 мм
33,18 мм2
0,260 кг
3839,0 м
7 мм
38,48 мм2
0,302 кг
3310,1 м
8 мм
50,27 мм2
0,395 кг
2534,3 м
9 мм
63,62 мм2
0,499 кг
2002,4 м
Прутки
10 мм
78,54 мм2
0,617 кг
1622,0 м
11 мм
95,03 мм2
0,746 кг
1340,5 м
12 мм
113,10 мм2
0,888 кг
1126,4 м
13 мм
132,73 мм2
1,042 кг
959,7 м
14 мм
153,94 мм2
1,208 кг
827,5 м
15 мм
176,71 мм2
1,387 кг
720,9 м
16 мм
201,06 мм2
1,578 кг
633,6 м
17 мм
226,98 мм2
1,782 кг
561,2 м
18 мм
254,47 мм2
1,998 кг
500,6 м
19 мм
283,53 мм2
2,226 кг
449,3 м
20 мм
314,16 мм2
2,466 кг
405,5 м
21 мм
346,36 мм2
2,719 кг
367,8 м
22 мм
380,13 мм2
2,984 кг
335,1 м
23 мм
415,48 мм2
3,261 кг
306,6 м
24 мм
452,39 мм2
3,551 кг
281,6 м
25 мм
490,87 мм2
3,853 кг
259,5 м
26 мм
530,93 мм2
4,168 кг
239,9 м
27 мм
572,56 мм2
4,495 кг
222,5 м
28 мм
615,75 мм2
4,834 кг
206,9 м
29 мм
660,52 мм2
5,185 кг
192,9 м
30 мм
706,89 мм2
5,549 кг
180,2 м
31 мм
754,77 мм2
5,925 кг
168,8 м
32 мм
804,25 мм2
158,4 кг
158,4 м
33 мм
855,30 мм2
6,714 кг
148,9 м
34 мм
907,92 мм2
7,127 кг
140,3 м
35 мм
962,11 мм2
7,553 кг
132,4 м
36 мм
1017,88 мм2
7,990 кг
125,2 м
37 мм
1075,21 мм2
8,440 кг
118,5 м
38 мм
1134,11 мм2
8,903 кг
112,3 м
39 мм
1194,96 мм2
9,378 кг
106,6 м
40 мм
1256,64 мм2
9,865 кг
101,4 м
41 мм
1320,25 мм2
10,364 кг
96,5 м
42 мм
1385,44 мм2
10,876 кг
91,9 м
43 мм
1452,20 мм2
11,400 кг
87,7 м
44 мм
1520,53 мм2
11,936 кг
83,8 м
45 мм
1590,43 мм2
12,485 кг
80,1 м
46 мм
1661,90 мм2
13,046 кг
76,7 м
47 мм
1734,90 мм2
13,619 кг
73,4 м
48 мм
1809,56 мм2
14,205 кг
70,4 м
50 мм
1963,5 мм2
15,413 кг
64,9 м
52 мм
2123,72 мм2
16,671 кг
60,0 м
53 мм
2206,18 мм2
17,319 кг
57,7 м
54 мм
2290,22 мм2
17,978 кг
55,6 м
55 мм
2375,83 мм2
18,650 кг
53,6 м
56 мм
2463,01 мм2
19,335 кг
51,7 м
58 мм
2642,08 мм2
20,740 кг
48,2 м
60 мм
2827,43 мм2
22,195 кг
45,1 м
62 мм
3019,07 мм2
23,700 кг
42,2 м
63 мм
3117,25 мм2
24,470 кг
40,9 м
65 мм
3318,31 мм2
26,049 кг
38,4 м
67 мм
3525,65 мм2
27,676 кг
36,1 м
68 мм
3631,68 мм2
28,509 кг
35,1 м
70 мм
3848,45 мм2
30,210 кг
33,1 м
72 мм
4071,50 мм2
31,961 кг
31,3 м
75 мм
4417,86 мм2
34,680 кг
28,8 м
78 мм
4778,36 мм2
37,510 кг
26,7 м
80 мм
5026,55 мм2
39,458 кг
25,3 м
82 мм
5281,02 мм2
41,456 кг
24,1 м
85 мм
5674,50 мм2
44,545 кг
22,4 м
87 мм
5944,68 мм2
46,666 кг
21,4 м
90 мм
6361,73 мм2
49,940 кг
20,0 м
92 мм
6647,61 мм2
52,184 кг
19,2 м
95 мм
7088,22 мм2
55,643 кг
18,0 м
97 мм
7389,81 мм2
58,010 кг
17,2 м
100 мм
7853,98 мм2
61,654 кг
16,2 м
105 мм
8659,01 мм2
67,973 кг
14,7 м
110 мм
9503,32 мм2
74,601 кг
13,4 м
115 мм
10386,89 мм2
81,537 кг
12,3 м
120 мм
11309,73 мм2
88,781 кг
11,3 м
125 мм
12271,85 мм2
96,334 кг
10,4 м
130 мм
13273,23 мм2
104,195 кг
9,6 м
135 мм
14313,88 мм2
112,364 кг
8,9 м
140 мм
15393,80 мм2
120,841 кг
8,3 м
145 мм
16513 мм2
129,627 кг
7,7 м
150 мм
17671,46 мм2
138,721 кг
7,2 м
155 мм
18869,19 мм2
148,123 кг
6,8 м
160 мм
20106,19 мм2
157,834 кг
6,3 м
165 мм
21382,46 мм2
167,852 кг
6,0 м
170 мм
22698,01 мм2
178,179 кг
5,6 м
175 мм
24052,82 мм2
188,815 кг
5,3 м
180 мм
25446,90 мм2
199,758 кг
5,0 м
185 мм
26880,25 мм2
211,010 кг
4,7 м
190 мм
28352,87 мм2
222,570 кг
4,5 м
195 мм
29864,77 мм2
234,438 кг
4,3 м
200 мм
31415,93 мм2
246,615 кг
4,1 м
210 мм
34636,06 мм2
271,893 кг
3,7 м
220 мм
38013,27 мм2
298,404 кг
3,4 м
230 мм
41547,56 мм2
326,148 кг
3,1 м
240 мм
45238,93 мм2
355,126 кг
2,8 м
250 мм
49087,39 мм2
385,336 кг
2,6 м
260 мм
53092,92 мм2
416,779 кг
2,4 м
270 мм
57255,53 мм2
449,456 кг
2,2 м
Таблица 2. Удельный вес марок стали
Тип стали
Марка стали
Удельный вес
Сталь нержавеющая конструкционная криогенная
12Х18Н10Т
7900 кг/м3
Сталь нержавеющая коррозионно-стойкая жаропрочная
08Х18Н10Т
7900 кг/м3
Сталь конструкционная низколегированная
09Г2С
7850 кг/м3
Сталь конструкционная углеродистая качественная
10,20,30,40
7850 кг/м3
Сталь конструкционная углеродистая
Ст3сп, Ст3пс
7870 кг/м3
Сталь инструментальная штамповая
Х12МФ
7700 кг/м3
Сталь конструкционная рессорно-пружинная
65Г
7850 кг/м3
Сталь инструментальная штамповая
5ХНМ
7800 кг/м3
Сталь конструкционная легированная
30ХГСА
7850 кг/м3
Никельхромовая сталь
ЭИ 418
8510 кг/м3
Хромомарганцовоникелевая сталь
Х13Н4Г9 (ЭИ100)
8500 кг/м3
Хромистая сталь
1Х13 (ЭЖ1)
7750 кг/м3
2Х13 (ЭЖ2)
7700 кг/м3
3Х13 (ЭЖ3)
7700 кг/м3
4Х14 (ЭЖ4)
7700 кг/м3
Х17 (ЭЖ17)
7700 кг/м3
Х18 (ЭИ229)
7750 кг/м3
Х25 (ЭИ181)
7550 кг/м3
Х27 (Ж27)
7550 кг/м3
Х28 (ЭЖ27)
7850 кг/м3
Хромоникелевая сталь
0Х18Н9 (ЭЯ0)
7850 кг/м3
1Х18Н9 (ЭЯ1)
7850 кг/м3
2Х18Н9 (ЭЯ2)
7850 кг/м3
Х17Н2 (ЭИ268)
7750 кг/м3
ЭИ307
7700 кг/м3
ЭИ334
8400 кг/м3
Х23Н18 (ЭИ417)
7900 кг/м3
Хромокремнемолибденовая сталь
ЭИ107
7620 кг/м3
Хромоникельвольфрамовая сталь
ЭИ69
8000 кг/м3
Хромоникельвольфрамовая с кремнием сталь
Х25Н20С2 (ЭИ283)
8000 кг/м3
Хромоникелькремнистая сталь
ЭИ72
7700 кг/м3
Прочая особая сталь
ЭИ401
7900 кг/м3
ЭИ418
8510 кг/м3
ЭИ434
8130 кг/м3
ЭИ435
8510 кг/м3
ЭИ437
8200 кг/м3
ЭИ415
7850 кг/м3
Высокоуглеродистая сталь
70 (ВС и ОВС)
7850 кг/м3
Среднеуглеродистая сталь
45
7850 кг/м3
Малоуглеродистая сталь
10 и 10А; 20 и 20А
7850 кг/м3
Малоуглеродистая электротехническая сталь
А и Э; ЭА; ЭАА
7800 кг/м3
Хромистая сталь
15ХА
7740 кг/м3
Хромоалюминиевомолибденовая азотируемая сталь
38ХМЮА
7650 кг/м3
Хромомарганцовокремнистая сталь
25ХГСА
7850 кг/м3
хромованадиевая сталь
30ХГСА
7850 кг/м3
20ХН3А
7850 кг/м3
40ХФА
7800 кг/м3
50ХФА
7740 кг/м3
Если у вас возникнут вопросы по расчету веса и стоимости стального круга, наши консультанты с радостью на них ответят. Также вам может быть полезной следующая информация:
«Круг стальной» – здесь вы можете узнать о том, что такое круглый металлопрокат, каким он бывает, его характеристики, стандарты, применение и т. д.
«Как рассчитать вес круга стального» — общая информация о том, как самостоятельно подсчитать вес кругляка необходимого диаметра и марки стали.
Вес металла, — таблица, расчет веса |
Главная > Вес металла, — таблица, расчет веса
В таблицах указан теоретический вес металлопроката. Фактический вес может оеличатся от теоретического веса ± 0,2% — 3%.
Таблицы веса металлопроката
вес профильной трубы
вес трубы водогазопроводной
вес листового металла
вес арматуры А3
вес строительной арматуры
Таблица веса уголка
таблица веса швеллера
вес балки двутавровой
вес профнастила
вес листового проката
вес круглого проката
вес шестигранника
вес квадрата, круга
вес стальной трубы
Определение массы 1 пм металлопроката
Определение теоретической массы 1 погонного метра трубы
Для нерж. трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где: m — теор. масса одного погонного метра трубы в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, s — толщина стенки в мм, ? — плотность в г/куб. см.
Определение теоретической массы 1 погонного метра круга
m = ?*d2*?/4000где: m — теор. масса 1 п/ м круга в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, ? — плотность стали в г/куб. см.
Определение теоретической массы одного листа
m = V* ?/ 1E 6где: m — теор. масса 1 п/ м листа в кг, V — объем листа = Толщина х Ширина х Длина, мм, ? — плотность стали в г/куб. см, 1Е6 — число 10 в 6-й степени.
Определение примерного количества листов в одной тонне
n = 1Е 9 / V*?где: ? — плотность стали в г/куб. см. V — объем листа = Толщина х Ширина х Длина, мм,
Плотность разных марок сталей (по данным ГОСТ 9941-81)
Марка стали
Плотность, ?, г/см3
Марка стали
Плотность, ?, г/см3
04Х18Н10
7,90
08Х18Н10
7,90
08Х20Н14С2
7,70
08Х17Т
7,70
10Х17Н13М2Т
8,00
08Х13
7,70
08Х18Н12Б
7,90
12Х13
7,70
10Х23Н18
7,95
12Х17
7,70
08Х18Н10Т
7,90
15Х25Т
7,60
08Х18Н12Т
7,95
12Х18Н9
7,90
Формулы расчета
Определение теоретической массы одного погонного метра трубы
m=?*(d-s)*s*?/1000, гдеm=теоретическая масса одного погонного метра трубы в кг, ?=3,14 (постоянная величина), d=наружный диаметр в мм, s=толщина стенки в мм, n=1000/m, ?=плотность в г/см3
Определение примерного количества погонных метров трубы в одной тонне
n=1000/m
Определение примерного количества листа в одной тонне
n=10/V*?
Определение теоретической массы одного листа
m=V*?/10, гдеm=теоретическая масса одного листа в кг, V=Объем листа=толщина (мм)*, ширина (мм)*, длина (мм), ?=плотность в г/см3
Определение теоретической массы одного погонного метра круга
m=x*d2*?/4000, гдеm=теоретическая масса 1 п/ м круга в кг,x=3,14 (постоянная величина),d=наружный диаметр в мм,p=плотность в г/см3,
Плотность принимается в г/куб. см:
Формула расчета веса 1 п/ м трубы. Когда надо быстро узнать сколько весит погонный метр трубы из углеродистой стали, а справочной таблицы нет, воспользуйтесь этой формулой — Мп = (( Ду — Тс ) / 40,5) * Тс Ду — диаметр трубы (мм), Тс — толщина стенки (мм), Мп — вес 1 п/ м трубы в кг.
Таблица удельного веса металлов
Элемент
Символ
Плотность г/см3
Азот
N
1,25
Алюминий
Al
2,69808
Барий
Ba
3,61
Бериллий
Be
1,86
Бор
B
2,33
Ванадий
V
6,12
Висмут
Bi
9,79
Вольфрам
W
19,27
Гадолиний
Gg
7,886
Галлий
Ga
5,91
Гафний
Hf
13,36
Германий
Ge
19,3
Гольмий
Ho
8,799
Диспрозий
Dy
8,559
Европий
Eu
5,24
Железо
Fe
7,87
Золото
Au
19,32
Индий
In
7,3
Иридий
Ir
22,4
Иттербий
Yb
6,959
Иттрий
Y
4,472
Кадмий
Cd
8,642
Кобальт
Co
8,85
Кремний
Si
2,3263
Лантан
La
6,162
Литий
Li
0,534
Лютеций
Lu
—
Магний
Mg
1,741
Марганец
Mn
7,43
Медь
Cu
8,96
Молибден
Mo
10,22
Неодим
Nd
7,007
Никель
Ni
8,91
Ниобий
Nb
8,55
Олово
Sn
7,29
Осмий
Os
22,48
Палладий
Pd
12,1
Платина
Pt
21
Празеодим
Pr
6,769
Рений
Re
21,04
Родий
Rh
12,5
Ртуть
Hg
13,5
Рутений
Ru
12,3
Самарий
Sm
7,53
Свинец
Pb
11,337
Селен
Se
4,7924
Серебро
Ag
10,5
Скандий
Sc
2,99
Сурьма
Sb
6,69
Талий
Tl
11,85
Тантал
Ta
16,6
Теллур
Te
6,25
Тербий
Tb
8,253
Титан
Ti
4,505
Тулий
Tu
9,318
Углерод
C
2,2
Фосфор
P
1,83
Хром
Cr
7,2
Церий
Ce
6,768
Цинк
Zn
7,13
Цирконий
Zr
6,5
Эрбий
Er
9,062
поиск по сайту
Найти:
Вес металлов и сплавов • Полная таблица плотности металлов
Вес — это тяжесть конкретного предмета; вес объекта – это мера силы, действующей на объект из-за гравитации. Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.
Плотность можно приблизительно определить как вес на единицу объема, поэтому объекты, вес которых мы указываем в таблице ниже, можно рассматривать как кубы металла размером с заданную единицу объема (один фут в кубе). , один кубический дюйм, один кубический метр и один кубический сантиметр).
Например: «500 фунтов» — это значение веса. «500 фунтов на кубический фут» — это значение плотности.
Итак, вы можете видеть, что значения, приведенные в нашей таблице, технически являются плотностью металла, поскольку мы выражаем значения как вес/единицу объема.
Мы назвали эту веб-страницу «Вес металлов и сплавов» вместо «Плотности металлов и сплавов», чтобы людям было проще находить то, что они искали в Интернете. Многие люди ищут «вес металла», когда на самом деле имеют в виду «плотность металла».
В следующей таблице приведены типичные значения веса (плотности) простых металлов и сплавов для промышленного применения.
Как правило, вес металлов (или, если быть точным, плотность металлов), которые мы перечисляем, рассчитывался на основе значений, предоставленных такими источниками, как Британская энциклопедия или Национальный институт стандартов и технологий, которые мы считаем надежными и авторитетными.
Значения веса сплавов были взяты из технических паспортов производителя и представляют собой фактический вес конкретных репрезентативных продуктов.
Во всех случаях вес металлов, который мы предоставляем, предназначен для предоставления общего представления о том, сколько весят различные металлы, и не должен использоваться, если требуются точные значения для важных инженерных расчетов.
Если необходима точность, всегда обращайтесь к листам технических данных конкретного продукта, который вы собираетесь использовать, или обращайтесь в технический отдел производителя продукта или поставщика материалов.
Все значения веса металла, которые мы показываем, являются значениями плотности металлов при комнатная температура .
Weights of Metals with Industrial Applications (Metal Density in US Units and Metric)
Плотность определяется как масса на единицу объема
Преобразование:
Для плотности в фунтах/футах 3 , умножьте фунты на дюйм. 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
Как и чем убрать ржавчину с металла и других поверхностей
Главная → Статьи
→ Как и чем убрать ржавчину с металла и других поверхностей
Металлические поверхности, иногда даже имеющие антикоррозийное покрытие, рано или поздно начинают ржаветь. Ржавчина не только портит внешний вид металла, но и разрушает его, приводя изделие в негодность.
Давайте разберемся, как убрать ржавчину с металла и с металлических предметов быта: велосипеда, сантехники, инструментов, посуды, а также найдем лучшее средство от ржавчины среди специализированной химии и среди народных средств.
Оглавление
Чем очищать бытовые предметы от ржавчины?
Удаляем ржавчину с кузова авто
Как убрать ржавчину с велосипеда или велосипедной цепи
Как очистить кран от ржавчины
Чистим от ржавчины чугунный казан, сковороду и другую посуду
Методы очистки от ржавчины отличаются для металлических вещей разного назначения. Так, велосипедную раму чистят иначе, чем столовые приборы. Рассмотрим популярные способы.
Удаляем ржавчину с кузова авто
Если Вы заметили, что на кузове авто появилась коррозия, то не обязательно обращаться в СТО, ржавчину можно вывести своими руками.
При небольших очагах несложно обойтись народным методом: ортофосфорной кислотой в концентрации 15-30%. На металл ее наносят кисточкой, тряпкой или губкой, обновляя каждые пару часов, чтобы область все время была влажной.
Если же ржавчина успела распространится на большую область, то лучше удалять ее более действенными преобразователями ржавчины, например, PROSEPT Rust Remover. Это средство удобно использовать благодаря распылителю, а за 15-20 минут оно снимет больше ржавчины, чем ортофосфорная кислота за пару часов. После нейтрализации очага коррозии необходимо восстановить лакокрасочное покрытие.
Как убрать ржавчину с велосипеда или велосипедной цепи
Возможно, велоэстеты не согласятся с нами, но не так страшна ржавая рама, как ржавая цепь. Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать.
Для быстрого и надежного эффекта стоит заменить газировку на преобразователь ржавчины “Эколайт ПР”, тем более что литр того и литр другого сравнимы по цене.
Как очистить кран от ржавчины
Водопроводный кран и другая металлическая сантехника обычно хорошо обработаны от ржавчины, однако с годами из-за постоянного прямого взаимодействия с водой даже хромированные детали начинают покрываться коррозией. Так как же удалить ржавчину с хромированной поверхности?
Главное правило: никакого механического воздействия, так как это повредит хром. Единственный способ — очистка с помощью химии.
Народные средства очистки сантехники — уксусная или лимонная кислота. Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие.
Чистим от ржавчины чугунный казан, сковороду и другую посуду
Издавна посуду из любых металлов очищали от ржавчины механическим способом: терли чем-то жестким с добавлением природного абразива, например, металлической губкой с содой. Сегодня, чтобы не тратить кучу времени и сил на однообразные круговые движения, легче воспользоваться специальными преобразователями ржавчины. К примеру, для чугуна отлично подойдет «Эколайт С-12», а для сковородок и прочей посуды — «Эколайт С-31».
Как очистить инструменты от ржавого налета
Металлические инструменты в домашних условиях очищают с помощью народных средств: лимонной, соляной кислоты, уксусного раствора и так далее. Мы предлагаем использовать один из преобразователей ржавчины линейки Clean Expert “Эколайт”. Любой из препаратов этой линейки экологичен, недорог и эффективен. Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
Чтобы монеты сияли, как новые
Отмыть монеты от ржавого налета не составляет труда. Чаще всего для этого их погружают в небольшую емкость с колой или любым преобразователем ржавчины, например, щавелевой кислотой, и оставляют на несколько часов. После этого достаточно протереть ее тряпкой. При необходимости повторить процесс.
Коррозия неметаллических поверхностей
К сожалению, ржавчина может распространятся не только по металлу, но и по другим материалам: керамике, кафелю, пластику. Под удар попадает кафельная плитка, керамические унитазы и ванны. Избавиться от ржавчины в этом случае также можно народными и «покупными» средствами. Например, использовать раствор с высоким содержанием перекиси водорода в составе.
Если же есть возможность приобрести недорогое чистящее средство, то процесс очистки заметно ускорится. Идеально для неметаллов подойдет “Эколайт С-34”.
Помогут решить проблему:
Полный ассортимент продукции для удаления ржавчины в разделе Преобразователи ржавчины.
Удаление ржавчины на производстве
На нашем сайте доступны для заказа чистящие средства не только для бытовых целей, но и для обслуживания производственных помещений, очистки промышленного оборудования. Средства для удаления ржавчины реализуются и в крупных ёмкостях.
Чтобы помочь выбрать средство под Ваши потребности, мы составили таблицу с продуктами линейки “Эколайт”.
Свойства преобразователей ржавчины “Эколайт”
Маркировка продукта “Эколайт”
Для каких поверхностей предназначен
Какие еще загрязнения способен удалять
Для каких типов промышленности подходит лучше всего
С
Металлические, хромированные, керамические, стеклянные (запрещено использовать для мрамора)
Водный и молочный камень, накипь, известь, атмосферные загрязнения
Атмосферные, почвенные, эксплуатационные, жиры, окалина, известковые и железо-медистые отложения, грязесолевые потеки, следы чернил, стикеров, маркера, скотча, резины
Индустриальные предприятия
Продукцию “Эколайт” предоставляет компания “Чистый Урал”, производящая высокоэффективные чистящие средства с 2002 года. “Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица.
Закажите продукцию онлайн с доставкой на дом! Не знаете, какое средство лучше подойдет для Ваших целей? Тогда проконсультируйтесь с нашим специалистом.
← Как очистить унитаз: виды загрязнений и чистящих средств
Также советуем посмотреть
Полимерные перчатки Ардейл – надежная защита рук
Запах дыма и гари: как быстро избавиться от последствий пожара?
Чем отмыть жир на кухне?
Как удалить ржавчину с металла и не только: 6 лучших методов
Ржавчина на автомобиле, лодке, велосипеде, садовой мебели или бетонных плитах – это коррозионный шрам, которого достаточно, чтобы вещь испортилась, а ваше настроение ухудшилось.
Технически ржавчина представляет собой оксид железа и возникает, когда железо или соединение, содержащее железо, подвергается воздействию кислорода в течение длительного периода времени. Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест.
Вот шесть способов удалить ржавчину:
1. Использовать уксус
Кислота, в частности лимонная или уксусная, является отличным способом удаления ржавчины, особенно если она образуется на поверхностях, которые можно легко пропитать. Если, скажем, вы хотите удалить ржавчину с винтов, открутите винты и опустите их в уксус так, чтобы он покрыл содержимое. Возьмите полулитровую пластиковую бутылку и положите винты внутрь. Налейте белого уксуса (некоторые специалисты утверждают, что яблочный уксус лучше всего работает, но подойдет любой белый уксус). Наденьте крышку и встряхните бутылку. Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу.
до:
после:
2. Попробуйте лимон
Если вы не можете легко удалить ржавые компоненты, можно использовать лимон. Сначала попробуйте лимон или известь и немного соли (вам не понадобится текила). Протрите солью ржавую поверхность и, когда она полностью покроет ее, отожмите лимон или сок лайма прямо на соль. Выжмите столько, сколько сможете, а затем оставьте на два или три часа.Теперь вам нужно очистить поверхность. Вы можете использовать чистящий инструмент или даже стальную губку. Но чтобы не повредить металл, лучше использовать кожуру лимона или извести. Они достаточно абразивны, чтобы удалить ржавчину после вымачивания в соке и солевой смеси.
до:
после:
3. Воспользуйтесь пищевой содой Если у вас нет лимона или лайма, вы можете попробовать соду, используя зубную щетку. Смешайте соду с водой до образования пасты. Получившаяся паста должна быть достаточно густой и н рассыпаться. Как только вы приготовили пасту, нанесите ее на ржавую область, оставьте ее на пару часов, а затем вычистите ее с помощью зубной щетки.
Пока вы находитесь в ванной комнате, вы также можете попробовать использовать обычное туалетное мыло. Вам также понадобится картофель (вы, вероятно, не найдете его в ванной). Разрежьте картофель пополам и потрите его о кусочек мыла. Затем поместите картофель на ржавчину и оставьте на несколько часов, затем очистите это место мылом.
4. Жесткий способ
Если ни один из этих методов не работает, вам нужно засучить рукава и поработать физически. Ржавчина может быть соскоблена с поверхности металла. Ясно, что это проще всего, когда ржавчина покрывает большую и легкодоступную область. Например, спицы на велосипеде сложнее почистить. Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.
5. Избавиться от пятен ржавчины на других поверхностях
Ржавчина не только влияет на металл. Она может окрасить одежду, кирпичную кладку и почти все, на что попадает, например, бетон. Если вы обнаружите пятна ржавчины на одежде, попробуйте лимонный сок. Втирайте лимонный сок в пораженный участок, стараясь не распространять пятно дальше. Промойте участок, подверженный обработке лимонным соком, водой, затем постирайте одежду, как обычно. Если ткань толстая, а пятно ржавчины особенно плохое, добавьте немного соли в лимонный сок.
Чтобы удалить пятна ржавчины со стены, цементного пола или бетонных плит внутреннего дворика, используйте жесткую проволочную щетку и шланг. Смочите пятно водой из шланга, а затем тщательно протрите пятно. Если пятно особенно застарелое, попробуйте использовать очищающее средство, которое содержит щавелевую кислоту.
6. Кока-кола и кетчуп Современное средство очищения для удаления пятен, в том числе и ржавчины. Это свойство газированных вод впервые начали использовать американские домохозяйки, которые проследили, как кока справляется с пятнами ржавчины. Дело в том, что во вкусном напитке содержится фосфорная кислота, которая растворяет ржавчину. Вот и подумайте, стоит ли пить кока-колу.
Кетчуп и томатный соус работают также, как и кока-кола. Надо всего лишь капнуть на ржавчину и через 5-10 минут протереть насухо пострадавший от ржавчины предмет.
7. Используйте электролиз
Если ни одно из вышеперечисленных действий не работает, вам придется использовать свойства физики. Электролиз – отличный способ удалить оксид железа из железа или соединений железа. Вам понадобится зарядное устройство для автомобиля, резервуар с водой, достаточно большой, чтобы поместить в него все, что вам нужно, чтобы удалить ржавчину, кусок «жертвенного» металла с железом в нем и немного кальцинированной соды.
Поместите обе части металла в воду и добавьте соду. Убедитесь, что зарядное устройство отсоединено от сети и подключите отрицательную клемму к ржавой части и положительную клемму к «жертвенному» металлу. Убедитесь, что положительный клеммный разъем находится над водой.Включите зарядное устройство, включите его и подождите. Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
Теми: металлический бетон металл способы ржавчина обработка поверхности цементная плитка ржавые пятна удаление ржавчины
3 простых способа удалить ржавчину с металла
По
Мэри Марлоу Леверетт
Мэри Марлоу Леверетт
Мэри Марлоу Леверетт — один из самых уважаемых в отрасли экспертов по домашнему хозяйству и уходу за тканями. Она делится своими знаниями об эффективном ведении домашнего хозяйства, стирке и сохранении текстиля. Она также является мастером-садовником с более чем 40-летним опытом; пишет более 20 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 08.08.22
Рассмотрено
Аманда Роуз Ньютон
Рассмотрено Аманда Роуз Ньютон
Аманда Роуз Ньютон имеет ученые степени в области садоводства, биохимии, энтомологии, а вскоре и докторскую степень в области STEM-образования. Она сертифицированный энтомолог и волонтер программы USAID «От фермера к фермеру». В настоящее время она профессор садоводства, специалист по образованию и специалист по вредителям.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Almar Creative
В этой статье
Прежде чем начать
Как удалить ржавчину уксусом
Как удалить ржавчину лимонным соком
Как удалить ржавчину с помощью пищевой соды
Обзор проекта
Ржавчина может образовываться на некоторых металлических поверхностях при столкновении железа, кислорода и влаги. Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления.
Вот три способа удалить ржавчину с металла.
Совет
Правильный уход за инструментами и оборудованием может предотвратить поверхностную ржавчину. Обязательно очищайте и смазывайте садовые инструменты перед хранением, мойте вручную и сушите кухонные ножи, а не кладите их в посудомоечную машину, и храните металлические предметы там, где они будут защищены от чрезмерной влаги.
Иллюстрация: Ель/Даниэль Фишел
Прежде чем начать
Каждый тип металла по-разному реагирует на очистку. Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке.
Когда вы чистите ржавые предметы, защитите столешницы и деревянные поверхности пластиковой тканью или брезентом, чтобы предотвратить появление пятен или повреждений.
Храните все ингредиенты для удаления ржавчины в недоступном для детей и домашних животных месте. Хотя эти ингредиенты менее агрессивны, чем большинство коммерческих средств для удаления ржавчины, они все же могут представлять опасность при неправильном обращении.
9 лучших средств для удаления ржавчины 2022 года для использования на любой поверхности
Оборудование/инструменты
Старая большая стеклянная или пластиковая миска
Флакон с распылителем (по желанию)
Салфетки из микрофибры
Щетка с мягкой щетиной или старая зубная щетка
Пластиковый брезент
Губка
Нож
Мерные ложки
Малая чаша
Материалы
1 дистиллированный белый уксус
1 боракс
1 лимонный сок
1 соль
1 пищевая сода
1 белый картофель
Ель / Almar Creative
Как удалить ржавчину уксусом
Покройте объект уксусом
Погрузите ржавый предмет в неразбавленный дистиллированный белый уксус. Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок.
Ель / Almar Creative
Дать замочить
Дайте объекту пропитаться уксусом не менее 30 минут. Проверьте прогресс. Чрезмерное количество ржавчины потребует более длительного замачивания, до двух часов.
Предупреждение
Металлические предметы могут казаться черными после замачивания в уксусе или лимонном соке, но они должны вернуть свой первоначальный цвет после ополаскивания водой.
Ель / Almar Creative
Очистите поверхность от ржавчины
Выньте предмет из уксуса и щеткой с мягкой щетиной аккуратно потрите ржавые участки. Старая зубная щетка хорошо подходит для деталей с детальной резьбой или небольшими закоулками.
Ель / Almar Creative
Промыть и высушить
Хорошо промойте металл водой и тщательно высушите его мягкой тканью из микрофибры. Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
Ель / Almar Creative
Как удалить ржавчину с помощью пасты из лимонного сока
Сделать пасту
Смешайте две части буры или пищевой соды и одну часть лимонного сока в небольшой миске, чтобы получилась паста. Паста должна быть легко намазываемой, но не слишком жидкой. Возможно, вам придется скорректировать пропорции ингредиентов.
Ель / Almar Creative
Нанесите пасту
Губкой густо нанесите пасту на ржавчину и оставьте минимум на 30 минут. Если паста начинает подсыхать, сбрызните ее небольшим количеством воды, чтобы увлажнить. Если есть большая площадь ржавчины, смешайте больше пасты.
Ель / Almar Creative
Очистите ржавую область
Используйте щетку, чтобы очистить ржавый металл. Очистка поможет снять ржавчину с поверхности. Если ржавчина осталась, повторите шаги.
Ель / Almar Creative
Промыть и высушить
Хорошо промойте вещь и полностью высушите ее перед использованием или возвратом на хранение.
Ель / Almar Creative
Как удалить ржавчину с помощью пищевой соды и картофеля
Картофель содержит щавелевую кислоту, распространенный ингредиент коммерческих средств для удаления ржавчины. Когда картофель сочетается с мягким абразивом, он может быть эффективным естественным средством для удаления ржавчины.
Подготовить картофель
Разрежьте картофель пополам и посыпьте срез солью или пищевой содой.
Ель / Almar Creative
Натрите картофель ржавчиной
Потрите срезанной стороной картофелины ржавое место. Добавьте больше соли или пищевой соды, чтобы они действовали как абразив, когда вы чистите ржавые пятна.
Совет
Если у вас есть ржавые пятна на кухонных ножах, погрузите их в картофель и оставьте на несколько часов. Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться.
Ель / Almar Creative
Промыть и высушить
Промойте предмет водой и тщательно высушите. Если пятна ржавчины остались, попробуйте другой метод удаления.
Ель / Almar Creative
Как удалить пятна ржавчины с одежды, ковров и обивки
Первоначально написано
Эрин Хаффстетлер
Эрин Хаффстетлер
Эрин Хаффстетлер — эксперт по бережливому образу жизни, который уже более 10 лет пишет о простых способах сэкономить деньги дома. Она писала советы и рекомендации по экономии денег для многочисленных изданий, в том числе The Wall Street Journal, The New York Times и Forbes. Она является владельцем «Моего скромного дома», руководства по экономии денег и бережливой жизни.
Узнайте больше о The Spruce’s Редакционный процесс
Источники статей
The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Выбор и использование средств для уборки дома. Университет штата Нью-Мексико.
Как удалить ржавчину с металлических поверхностей — от садовых инструментов до старинных находок
Уличный садовый инвентарь, кухонные ножи и другие металлические предметы подвержены коррозии, особенно если они подвергаются воздействию окружающей среды. Изучение способов удаления ржавчины может помочь им работать лучше, служить дольше и выглядеть блестяще. К счастью, удаление ржавчины — если это просто удаление поверхностной ржавчины — требует немного времени и усилий. «Это не повод для беспокойства, потому что есть способы избавиться от ржавчины», — говорит Джейми Пенни, эксперт по благоустройству дома и наружному дизайну и генеральный директор The Backyard Pros в Ванкувере.
Как и чистящие средства для латуни, химические средства для удаления ржавчины можно найти в любом хозяйственном магазине. Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях.
Что вызывает ржавчину?
Черные металлы, такие как чугун, углеродистая сталь и кованое железо, используются для изготовления множества предметов, которые вы часто используете дома, на заднем дворе и на открытом патио. Ножи, сковороды, садовые инструменты, садовое оборудование, инструменты для камина и гвозди — вот лишь несколько примеров повседневных металлических предметов, содержащих железо. Когда эти предметы домашнего обихода находятся в небрежном состоянии или неправильно чистятся или сушатся, происходит коррозия, и ваши любимые вещи покрываются красновато-коричневой ржавчиной. Это происходит потому, что черные металлы не смешиваются с кислотными веществами, водой и кислородом. Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий.
Как предотвратить ржавчину?
Чтобы ваши металлические предметы не ржавели, держитесь подальше от воды, которая является основным источником коррозии. Это означает, что вы должны высушить свои садовые инструменты после того, как позаботитесь об огородах, и вытереть шпатель после того, как заделаете любые утечки в желобах. Кухонные ножи следует мыть и сушить как можно скорее. Не оставляйте столовые приборы в раковине и не кладите их в посудомоечную машину. Храните металлические предметы, в том числе инструменты для обустройства дома, в сухом месте с низкой влажностью, и в ближайшее время вам не придется очищать ржавчину.
Вы также можете нанести защитное покрытие, чтобы предотвратить образование ржавчины на металлических поверхностях. Для такого предмета, как перочинный нож, используйте мягкую ткань, чтобы нанести небольшое количество минерального масла два-три раза в год. Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
Какое домашнее средство для удаления ржавчины лучше всего?
1. Удалите ржавчину белым уксусом
Есть ли что-то, что белый уксус не может очистить? Этот мощный ингредиент может творить чудеса со многими металлическими предметами, подвергшимися ржавчине. «Белый уксус может быть самым доступным и надежным вариантом», — говорит Стив Эллиотт, владелец франшизы Restoration1, компании, занимающейся устранением повреждений водой в Вако, штат Техас. «Поместите свои ржавые металлические плоскогубцы [или другие мелкие металлические предметы] в банку с белым уксусом на несколько минут, и разлагающееся коричневое покрытие можно будет легко соскрести». Если вы пытаетесь удалить ржавчину с более крупного металлического предмета, такого как лопата, налейте белый уксус непосредственно на ржавую область, дайте ему достаточно времени для затвердевания и почистите лопату тканью, добавляет он.
Чтобы справиться с предметами со значительной коррозией, погрузите ржавые инструменты или ножи в миску с белым уксусом и оставьте на ночь или на 24 часа. Как только они хорошенько отмокнут, достаньте их из уксуса и соскребите ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой. Не будьте осторожны, пытаясь удалить пятна ржавчины, это, вероятно, потребует серьезных усилий. Если остались пятна ржавчины, повторите процесс, замачивая предмет дольше, чем в первый раз. Как только вся ржавчина будет удалена, очистите предмет водой с мягким мылом для мытья посуды и тщательно высушите его.
2. Удалите ржавчину с помощью пищевой соды.
Пищевая сода хорошо подходит для изделий со слабыми пятнами ржавчины. Он также хорошо работает с предметами из тонкого металла, такими как ножи. Чтобы использовать этот метод, просто смешайте достаточное количество воды с пищевой содой, пока не получится густая паста. Используйте свою руку или зубную щетку, чтобы распределить пасту по всему металлу, убедившись, что места ржавчины хорошо покрыты. Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите.
3. Удаление ржавчины с помощью лимона и соли
Этот способ очистки может показаться больше похожим на ингредиенты для заправки для салата, чем на серьезное средство для удаления ржавчины, но он определенно работает. Когда кислотность лимона (или лайма) сочетается с абразивностью поваренной или кошерной соли, могут происходить волшебные вещи. Чтобы попробовать его на своем садовом инвентаре, просто посыпьте ржавые участки солью, а затем выжмите свежий лимонный сок (избегайте бутылочного лимонного сока, вам нужен настоящий продукт) поверх слоя соли. Не выбрасывайте использованный лимон. Оставьте смесь соли и лимона на два часа, затем используйте лимонную цедру в качестве скребка для удаления ржавчины. Если есть особенно стойкие пятна ржавчины, удалите стальную мочалку, губку для мытья посуды или проволочную щетку. Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет.
4. Удалите ржавчину с помощью средства для мытья посуды и соленой картошки
Вы правильно прочитали: Картофель может лечить ржавые участки. Весь картофель содержит щавелевую кислоту, которая, возможно, удивит вас, но является ключевым ингредиентом многих чистящих средств. Щавелевая кислота также растворяет ржавчину. Чтобы попробовать этот метод, разрежьте картофелину пополам, смажьте срез средством для мытья посуды и посыпьте картофель солью (или пищевой содой). И соль, и пищевая сода действуют как мягкий абразив, помогая соскрести ржавчину с металлических поверхностей по мере ее растворения. Потрите ржавое место картофелем, пока коррозия не исчезнет. Промойте и хорошо высушите. Этот метод лучше всего работает для кусков металла без детализации или рельефа.
5. Удалите ржавчину с помощью лимонной кислоты
Лимонная кислота, которую можно найти в магазинах здоровой пищи и в отделах выпечки некоторых супермаркетов, отлично справляется с удалением ржавчины, но она также удалит краску и другие загрязнения. покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
6. Удаление ржавчины с помощью алюминиевой фольги
Возможно, самый простой способ удаления ржавчины своими руками: скомканный лист алюминиевой фольги. «Простая алюминиевая щетка гарантирует, что ваши предметы не будут повреждены или на них не останутся следы от чистки», — говорит Дэвид Ли, основатель Neutypechic, продавца зеркал. Этот лайфхак творит чудеса в труднодоступных местах с закоулками, такими как старинные зеркала, старинный туалетный столик или грязная аптечка.
7. Удаление ржавчины с помощью колы
Вы можете использовать кока-колу для удаления ржавчины с таких металлов, как железо, сталь и медь.
Таблица веса 1 метра круга стального и количество метров в тонне кругляка
Декабрь 11, 2017 | Просмотры: 53334 | #статья
Блог
Таблица веса круга стального
При закупке металлопроката заказчику следует точно определить необходимое его количество в весовом эквиваленте. Чтобы рассчитать вес стального круга нужно учитывать такие параметры, как его диаметр, марку стали, из которой он изготовлен, а также ее удельный вес. Для облегчения этой задачи ниже мы представили таблицу, по которой можно быстро определить вес круга, количество метров в одной тонне и другие важные параметры.
Она показывает массу 1 м круга разных диаметров, площадь его поперечного сечения, допуски по качеству поверхности, а также общий метраж кругляка на 1 тонну. Данная информация поможет вам в составлении технической и проектной документации, подсчете транспортных и складских расходов, ведении бухгалтерского учета. Также в отдельных таблицах, представленных ниже, вы можете найти удельный вес й м3 сталей разных марок. Это поможет вам самостоятельно рассчитать вес стального круга.
Таблица 1. Вес круга и количество метров в тонне
Диаметр круга
Площадь поперечного сечения круга
Масса 1 метра круга
Количество метров в тонне
Мотки
5 мм
19,63 мм2
0,154 кг
6487,8 м
5,5 мм
23,76 мм2
0,187 кг
5361,9 м
6 мм
28,27 мм2
0,222 кг
4505,4 м
6,3 мм
31,17 мм2
0,245 кг
4086,6 м
6,5 мм
33,18 мм2
0,260 кг
3839,0 м
7 мм
38,48 мм2
0,302 кг
3310,1 м
8 мм
50,27 мм2
0,395 кг
2534,3 м
9 мм
63,62 мм2
0,499 кг
2002,4 м
Прутки
10 мм
78,54 мм2
0,617 кг
1622,0 м
11 мм
95,03 мм2
0,746 кг
1340,5 м
12 мм
113,10 мм2
0,888 кг
1126,4 м
13 мм
132,73 мм2
1,042 кг
959,7 м
14 мм
153,94 мм2
1,208 кг
827,5 м
15 мм
176,71 мм2
1,387 кг
720,9 м
16 мм
201,06 мм2
1,578 кг
633,6 м
17 мм
226,98 мм2
1,782 кг
561,2 м
18 мм
254,47 мм2
1,998 кг
500,6 м
19 мм
283,53 мм2
2,226 кг
449,3 м
20 мм
314,16 мм2
2,466 кг
405,5 м
21 мм
346,36 мм2
2,719 кг
367,8 м
22 мм
380,13 мм2
2,984 кг
335,1 м
23 мм
415,48 мм2
3,261 кг
306,6 м
24 мм
452,39 мм2
3,551 кг
281,6 м
25 мм
490,87 мм2
3,853 кг
259,5 м
26 мм
530,93 мм2
4,168 кг
239,9 м
27 мм
572,56 мм2
4,495 кг
222,5 м
28 мм
615,75 мм2
4,834 кг
206,9 м
29 мм
660,52 мм2
5,185 кг
192,9 м
30 мм
706,89 мм2
5,549 кг
180,2 м
31 мм
754,77 мм2
5,925 кг
168,8 м
32 мм
804,25 мм2
158,4 кг
158,4 м
33 мм
855,30 мм2
6,714 кг
148,9 м
34 мм
907,92 мм2
7,127 кг
140,3 м
35 мм
962,11 мм2
7,553 кг
132,4 м
36 мм
1017,88 мм2
7,990 кг
125,2 м
37 мм
1075,21 мм2
8,440 кг
118,5 м
38 мм
1134,11 мм2
8,903 кг
112,3 м
39 мм
1194,96 мм2
9,378 кг
106,6 м
40 мм
1256,64 мм2
9,865 кг
101,4 м
41 мм
1320,25 мм2
10,364 кг
96,5 м
42 мм
1385,44 мм2
10,876 кг
91,9 м
43 мм
1452,20 мм2
11,400 кг
87,7 м
44 мм
1520,53 мм2
11,936 кг
83,8 м
45 мм
1590,43 мм2
12,485 кг
80,1 м
46 мм
1661,90 мм2
13,046 кг
76,7 м
47 мм
1734,90 мм2
13,619 кг
73,4 м
48 мм
1809,56 мм2
14,205 кг
70,4 м
50 мм
1963,5 мм2
15,413 кг
64,9 м
52 мм
2123,72 мм2
16,671 кг
60,0 м
53 мм
2206,18 мм2
17,319 кг
57,7 м
54 мм
2290,22 мм2
17,978 кг
55,6 м
55 мм
2375,83 мм2
18,650 кг
53,6 м
56 мм
2463,01 мм2
19,335 кг
51,7 м
58 мм
2642,08 мм2
20,740 кг
48,2 м
60 мм
2827,43 мм2
22,195 кг
45,1 м
62 мм
3019,07 мм2
23,700 кг
42,2 м
63 мм
3117,25 мм2
24,470 кг
40,9 м
65 мм
3318,31 мм2
26,049 кг
38,4 м
67 мм
3525,65 мм2
27,676 кг
36,1 м
68 мм
3631,68 мм2
28,509 кг
35,1 м
70 мм
3848,45 мм2
30,210 кг
33,1 м
72 мм
4071,50 мм2
31,961 кг
31,3 м
75 мм
4417,86 мм2
34,680 кг
28,8 м
78 мм
4778,36 мм2
37,510 кг
26,7 м
80 мм
5026,55 мм2
39,458 кг
25,3 м
82 мм
5281,02 мм2
41,456 кг
24,1 м
85 мм
5674,50 мм2
44,545 кг
22,4 м
87 мм
5944,68 мм2
46,666 кг
21,4 м
90 мм
6361,73 мм2
49,940 кг
20,0 м
92 мм
6647,61 мм2
52,184 кг
19,2 м
95 мм
7088,22 мм2
55,643 кг
18,0 м
97 мм
7389,81 мм2
58,010 кг
17,2 м
100 мм
7853,98 мм2
61,654 кг
16,2 м
105 мм
8659,01 мм2
67,973 кг
14,7 м
110 мм
9503,32 мм2
74,601 кг
13,4 м
115 мм
10386,89 мм2
81,537 кг
12,3 м
120 мм
11309,73 мм2
88,781 кг
11,3 м
125 мм
12271,85 мм2
96,334 кг
10,4 м
130 мм
13273,23 мм2
104,195 кг
9,6 м
135 мм
14313,88 мм2
112,364 кг
8,9 м
140 мм
15393,80 мм2
120,841 кг
8,3 м
145 мм
16513 мм2
129,627 кг
7,7 м
150 мм
17671,46 мм2
138,721 кг
7,2 м
155 мм
18869,19 мм2
148,123 кг
6,8 м
160 мм
20106,19 мм2
157,834 кг
6,3 м
165 мм
21382,46 мм2
167,852 кг
6,0 м
170 мм
22698,01 мм2
178,179 кг
5,6 м
175 мм
24052,82 мм2
188,815 кг
5,3 м
180 мм
25446,90 мм2
199,758 кг
5,0 м
185 мм
26880,25 мм2
211,010 кг
4,7 м
190 мм
28352,87 мм2
222,570 кг
4,5 м
195 мм
29864,77 мм2
234,438 кг
4,3 м
200 мм
31415,93 мм2
246,615 кг
4,1 м
210 мм
34636,06 мм2
271,893 кг
3,7 м
220 мм
38013,27 мм2
298,404 кг
3,4 м
230 мм
41547,56 мм2
326,148 кг
3,1 м
240 мм
45238,93 мм2
355,126 кг
2,8 м
250 мм
49087,39 мм2
385,336 кг
2,6 м
260 мм
53092,92 мм2
416,779 кг
2,4 м
270 мм
57255,53 мм2
449,456 кг
2,2 м
Таблица 2. Удельный вес марок стали
Тип стали
Марка стали
Удельный вес
Сталь нержавеющая конструкционная криогенная
12Х18Н10Т
7900 кг/м3
Сталь нержавеющая коррозионно-стойкая жаропрочная
08Х18Н10Т
7900 кг/м3
Сталь конструкционная низколегированная
09Г2С
7850 кг/м3
Сталь конструкционная углеродистая качественная
10,20,30,40
7850 кг/м3
Сталь конструкционная углеродистая
Ст3сп, Ст3пс
7870 кг/м3
Сталь инструментальная штамповая
Х12МФ
7700 кг/м3
Сталь конструкционная рессорно-пружинная
65Г
7850 кг/м3
Сталь инструментальная штамповая
5ХНМ
7800 кг/м3
Сталь конструкционная легированная
30ХГСА
7850 кг/м3
Никельхромовая сталь
ЭИ 418
8510 кг/м3
Хромомарганцовоникелевая сталь
Х13Н4Г9 (ЭИ100)
8500 кг/м3
Хромистая сталь
1Х13 (ЭЖ1)
7750 кг/м3
2Х13 (ЭЖ2)
7700 кг/м3
3Х13 (ЭЖ3)
7700 кг/м3
4Х14 (ЭЖ4)
7700 кг/м3
Х17 (ЭЖ17)
7700 кг/м3
Х18 (ЭИ229)
7750 кг/м3
Х25 (ЭИ181)
7550 кг/м3
Х27 (Ж27)
7550 кг/м3
Х28 (ЭЖ27)
7850 кг/м3
Хромоникелевая сталь
0Х18Н9 (ЭЯ0)
7850 кг/м3
1Х18Н9 (ЭЯ1)
7850 кг/м3
2Х18Н9 (ЭЯ2)
7850 кг/м3
Х17Н2 (ЭИ268)
7750 кг/м3
ЭИ307
7700 кг/м3
ЭИ334
8400 кг/м3
Х23Н18 (ЭИ417)
7900 кг/м3
Хромокремнемолибденовая сталь
ЭИ107
7620 кг/м3
Хромоникельвольфрамовая сталь
ЭИ69
8000 кг/м3
Хромоникельвольфрамовая с кремнием сталь
Х25Н20С2 (ЭИ283)
8000 кг/м3
Хромоникелькремнистая сталь
ЭИ72
7700 кг/м3
Прочая особая сталь
ЭИ401
7900 кг/м3
ЭИ418
8510 кг/м3
ЭИ434
8130 кг/м3
ЭИ435
8510 кг/м3
ЭИ437
8200 кг/м3
ЭИ415
7850 кг/м3
Высокоуглеродистая сталь
70 (ВС и ОВС)
7850 кг/м3
Среднеуглеродистая сталь
45
7850 кг/м3
Малоуглеродистая сталь
10 и 10А; 20 и 20А
7850 кг/м3
Малоуглеродистая электротехническая сталь
А и Э; ЭА; ЭАА
7800 кг/м3
Хромистая сталь
15ХА
7740 кг/м3
Хромоалюминиевомолибденовая азотируемая сталь
38ХМЮА
7650 кг/м3
Хромомарганцовокремнистая сталь
25ХГСА
7850 кг/м3
хромованадиевая сталь
30ХГСА
7850 кг/м3
20ХН3А
7850 кг/м3
40ХФА
7800 кг/м3
50ХФА
7740 кг/м3
Если у вас возникнут вопросы по расчету веса и стоимости стального круга, наши консультанты с радостью на них ответят. Также вам может быть полезной следующая информация:
«Круг стальной» – здесь вы можете узнать о том, что такое круглый металлопрокат, каким он бывает, его характеристики, стандарты, применение и т. д.
«Как рассчитать вес круга стального» — общая информация о том, как самостоятельно подсчитать вес кругляка необходимого диаметра и марки стали.
Вес металла, — таблица, расчет веса |
Главная > Вес металла, — таблица, расчет веса
В таблицах указан теоретический вес металлопроката. Фактический вес может оеличатся от теоретического веса ± 0,2% — 3%.
Таблицы веса металлопроката
вес профильной трубы
вес трубы водогазопроводной
вес листового металла
вес арматуры А3
вес строительной арматуры
Таблица веса уголка
таблица веса швеллера
вес балки двутавровой
вес профнастила
вес листового проката
вес круглого проката
вес шестигранника
вес квадрата, круга
вес стальной трубы
Определение массы 1 пм металлопроката
Определение теоретической массы 1 погонного метра трубы
Для нерж. трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где: m — теор. масса одного погонного метра трубы в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, s — толщина стенки в мм, ? — плотность в г/куб. см.
Определение теоретической массы 1 погонного метра круга
m = ?*d2*?/4000где: m — теор. масса 1 п/ м круга в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, ? — плотность стали в г/куб. см.
Определение теоретической массы одного листа
m = V* ?/ 1E 6где: m — теор. масса 1 п/ м листа в кг, V — объем листа = Толщина х Ширина х Длина, мм, ? — плотность стали в г/куб. см, 1Е6 — число 10 в 6-й степени.
Определение примерного количества листов в одной тонне
n = 1Е 9 / V*?где: ? — плотность стали в г/куб. см. V — объем листа = Толщина х Ширина х Длина, мм,
Плотность разных марок сталей (по данным ГОСТ 9941-81)
Марка стали
Плотность, ?, г/см3
Марка стали
Плотность, ?, г/см3
04Х18Н10
7,90
08Х18Н10
7,90
08Х20Н14С2
7,70
08Х17Т
7,70
10Х17Н13М2Т
8,00
08Х13
7,70
08Х18Н12Б
7,90
12Х13
7,70
10Х23Н18
7,95
12Х17
7,70
08Х18Н10Т
7,90
15Х25Т
7,60
08Х18Н12Т
7,95
12Х18Н9
7,90
Формулы расчета
Определение теоретической массы одного погонного метра трубы
m=?*(d-s)*s*?/1000, гдеm=теоретическая масса одного погонного метра трубы в кг, ?=3,14 (постоянная величина), d=наружный диаметр в мм, s=толщина стенки в мм, n=1000/m, ?=плотность в г/см3
Определение примерного количества погонных метров трубы в одной тонне
n=1000/m
Определение примерного количества листа в одной тонне
n=10/V*?
Определение теоретической массы одного листа
m=V*?/10, гдеm=теоретическая масса одного листа в кг, V=Объем листа=толщина (мм)*, ширина (мм)*, длина (мм), ?=плотность в г/см3
Определение теоретической массы одного погонного метра круга
m=x*d2*?/4000, гдеm=теоретическая масса 1 п/ м круга в кг,x=3,14 (постоянная величина),d=наружный диаметр в мм,p=плотность в г/см3,
Плотность принимается в г/куб. см:
Формула расчета веса 1 п/ м трубы. Когда надо быстро узнать сколько весит погонный метр трубы из углеродистой стали, а справочной таблицы нет, воспользуйтесь этой формулой — Мп = (( Ду — Тс ) / 40,5) * Тс Ду — диаметр трубы (мм), Тс — толщина стенки (мм), Мп — вес 1 п/ м трубы в кг.
Таблица удельного веса металлов
Элемент
Символ
Плотность г/см3
Азот
N
1,25
Алюминий
Al
2,69808
Барий
Ba
3,61
Бериллий
Be
1,86
Бор
B
2,33
Ванадий
V
6,12
Висмут
Bi
9,79
Вольфрам
W
19,27
Гадолиний
Gg
7,886
Галлий
Ga
5,91
Гафний
Hf
13,36
Германий
Ge
19,3
Гольмий
Ho
8,799
Диспрозий
Dy
8,559
Европий
Eu
5,24
Железо
Fe
7,87
Золото
Au
19,32
Индий
In
7,3
Иридий
Ir
22,4
Иттербий
Yb
6,959
Иттрий
Y
4,472
Кадмий
Cd
8,642
Кобальт
Co
8,85
Кремний
Si
2,3263
Лантан
La
6,162
Литий
Li
0,534
Лютеций
Lu
—
Магний
Mg
1,741
Марганец
Mn
7,43
Медь
Cu
8,96
Молибден
Mo
10,22
Неодим
Nd
7,007
Никель
Ni
8,91
Ниобий
Nb
8,55
Олово
Sn
7,29
Осмий
Os
22,48
Палладий
Pd
12,1
Платина
Pt
21
Празеодим
Pr
6,769
Рений
Re
21,04
Родий
Rh
12,5
Ртуть
Hg
13,5
Рутений
Ru
12,3
Самарий
Sm
7,53
Свинец
Pb
11,337
Селен
Se
4,7924
Серебро
Ag
10,5
Скандий
Sc
2,99
Сурьма
Sb
6,69
Талий
Tl
11,85
Тантал
Ta
16,6
Теллур
Te
6,25
Тербий
Tb
8,253
Титан
Ti
4,505
Тулий
Tu
9,318
Углерод
C
2,2
Фосфор
P
1,83
Хром
Cr
7,2
Церий
Ce
6,768
Цинк
Zn
7,13
Цирконий
Zr
6,5
Эрбий
Er
9,062
поиск по сайту
Найти:
Вес металлов и сплавов • Полная таблица плотности металлов
Вес — это тяжесть конкретного предмета; вес объекта – это мера силы, действующей на объект из-за гравитации. Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.
Плотность можно приблизительно определить как вес на единицу объема, поэтому объекты, вес которых мы указываем в таблице ниже, можно рассматривать как кубы металла размером с заданную единицу объема (один фут в кубе). , один кубический дюйм, один кубический метр и один кубический сантиметр).
Например: «500 фунтов» — это значение веса. «500 фунтов на кубический фут» — это значение плотности.
Итак, вы можете видеть, что значения, приведенные в нашей таблице, технически являются плотностью металла, поскольку мы выражаем значения как вес/единицу объема.
Мы назвали эту веб-страницу «Вес металлов и сплавов» вместо «Плотности металлов и сплавов», чтобы людям было проще находить то, что они искали в Интернете. Многие люди ищут «вес металла», когда на самом деле имеют в виду «плотность металла».
В следующей таблице приведены типичные значения веса (плотности) простых металлов и сплавов для промышленного применения.
Как правило, вес металлов (или, если быть точным, плотность металлов), которые мы перечисляем, рассчитывался на основе значений, предоставленных такими источниками, как Британская энциклопедия или Национальный институт стандартов и технологий, которые мы считаем надежными и авторитетными.
Значения веса сплавов были взяты из технических паспортов производителя и представляют собой фактический вес конкретных репрезентативных продуктов.
Во всех случаях вес металлов, который мы предоставляем, предназначен для предоставления общего представления о том, сколько весят различные металлы, и не должен использоваться, если требуются точные значения для важных инженерных расчетов.
Если необходима точность, всегда обращайтесь к листам технических данных конкретного продукта, который вы собираетесь использовать, или обращайтесь в технический отдел производителя продукта или поставщика материалов.
Все значения веса металла, которые мы показываем, являются значениями плотности металлов при комнатная температура .
Weights of Metals with Industrial Applications (Metal Density in US Units and Metric)
Плотность определяется как масса на единицу объема
Преобразование:
Для плотности в фунтах/футах 3 , умножьте фунты на дюйм. 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
Гидроабразивная резка металла водой: как режут материал водяной струей под давлением, как работает водорезка
12Ноя
Содержание статьи
Сущность технологии
Принцип работы гидроабразивной резки металла
Область применения
Оборудование для гидрорезки
Возможности водной резки металла
Управление
Расходные материалы
Преимущества гидроабразивной установки
Недостатки гидроабразивной установки
Цена гидрорезки
Гидроабразивная резка – это технология водяной обработки металла, которая проводится с использованием воды и смеси абразива в роли рабочего материала, причем струя жидкости из гидравлического инструмента (резака) подается под огромным давлением и работает с большой скоростью.
Сущность технологии
Заготовка из металлического листа кладется на рабочую поверхность. Она раскраивается по нужному формату. Места кроя подвергаются водному воздействию с добавлением абразивных частиц. Эти вещества взаимодействуют с поверхностью, разрушая ее. При этом необходимо поддерживать определенное давление, напор, который обеспечивает скорость подачи жидкости и твердых частичек. Задача оборудования по этой технологии – отделить часть от целого. Мощность аппарата велика, но способности ограничиваются плотностью сплава и его толщиной.
Принцип работы гидроабразивной резки металла и стали
Во время раскроя металлопроката происходят следующие процессы:
Двигатель приводит в движение насос, который создает водяную струю – она подается в смеситель из резервуара.
С другой стороны, одновременно с этим направляется абразив нужного количества и диаметра частиц.
Два элемента смешиваются до относительно однородной жидкости.
Смесь с высоким напором направляется на сопло, которое управляет наклоном и скоростью.
Материал соприкасается с поверхностью заготовки, разрезая ее.
При этом происходит охлаждение.
Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
нержавейку;
инструментальную сталь;
алюминий;
титан;
латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, она сразу вымывается, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800—1000 метров в секунду. Две основные задачи оборудования:
отрыв и вымывание частиц материала заготовки;
моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря чему он достаточно массивный;
емкость – крупная, обычно не меньше двух кубических литров, но может быть больше;
мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
прочные шланги – соединяют все узлы;
отсек для хранения и подачи абразивных частиц;
смеситель;
инструмент – он регулирует мощность струи, ее ширину, направление;
плоскость, на которой расположена заготовка и будет происходить работа;
блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. Используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также к нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
делать фигурный разрез;
не подвергать обработке края;
обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от вида стали;
подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
автомобилестроение и машиностроение в целом;
изготовление заготовок, деталей, которые не поддаются штамповке;
резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора;
художественная обработка.
Управление
Для эффективной работы необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процесс полностью автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Как режут металл водой вручную
Менее популярные на производстве, зато теоретически возможны для изготовления в домашних условиях. Задача оператора – выбор угла резки, давления, напора и ширины струи. Работать с ним труднее, но, однажды научившись, специалист сможет делать очень продуктивно простые формы. Точность остается высокой, но при этом набор функций относительно небольшой. Еще одно достоинство – цена значительно ниже, чем у оборудования с ЧПУ.
Расходные материалы
Основное сырье – это чистая, прошедшая многоступенчатую фильтрацию, чтобы там не находилось примесей, которые могут вступить в реакцию с заготовкой, вода и абразивные частицы. Расход достаточно большой, при этом чем толще сплав, тем больше расходников используется в секунду. Самое недорогой абразив – мелкий песок. Песчинки размером около 650 микрон эффективно справляются даже с тугоплавкими, высокопрочными сплавами. При этом имеют доступную стоимость. Также регулярно требуется проводить замену запчастей – трубок и шлангов, уплотнителей. Реже – мотора, резервуаров, сопел.
Какое давление нужно для резки металла водой
Минимальный напор – 1500 атмосфер, максимальный – 6000. Показатель настраивается в зависимости от плотности стали, от необходимой скорости работы. Делать это можно вручную или довериться умному блоку управления.
Преимущества гидроабразивной установки
Сейчас это один из наиболее эффективных и востребованных методов, благодаря своим достоинствам:
это самый «холодный» способ металлообработки, что позволяет работать даже с веществами, чьи физические и химические свойства меняются от жара;
малые потери материала – стружки фактически нет, срез ровный и узкий;
хорошо для тонких листов, но можно и с более плотными – до 3 см;
нет необходимости финальной шлифовки, края очень ровные;
самая большая точность – 0,5 мм;
можно вырезать любые трудные детали;
есть возможность резать «пакетом», то есть в несколько слоев сразу, если заготовки достаточно тонкие;
очень высокая чистота работы – нет пыли, шума, газов;
пожарная безопасность полная;
отсутствие острого режущего инструмента, то есть его не нужно менять, точить.
Недостатки гидроабразивной установки
Есть и некоторые сложности, связанные со станком:
необходимо часто пополнять уровень абразива, а это достаточно дорого;
при резке водяной струей тонколистового металла скорость работы водорезки остается невысокой;
при водном и кислородном воздействии заготовка автоматически приобретает склонность к коррозии, то есть если не нанести слой защитного покрытия, то может вскоре появиться ржавчина.
Цена гидрорезки
Стоимость такого оборудования, а также его обслуживания, высока. Именно по этой причине метод используют в основном на крупных производствах – там все затраты компенсируются высококачественным итоговым продуктом. Ценник складывается:
из мощного насоса;
дорогостоящей системы ЧПУ;
сопла из искусственного алмаза.
В статье мы рассказали, как водой разрезать металл, а также показали примеры станков, режущих с помощью водяной струи. В качестве завершения советуюм посмотреть несколько видео:
Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные, а также маятниковые, вертикальные и двухстоечные агрегаты. Цена на товары снижена в 1.5 — 2 раза по сравнению с зарубежными аналогами. Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами, мы с радостью поможем в выборе оборудования.
Резка металла струей воды, гидроабразивная резка
?
Резка металла струей воды, гидроабразивная резка
masterok
August 3rd, 2016
Я в шоке. Не видел раньше такого.
Вот специфка процесса.
Гидрорезка (водоструйная резка) – вид резки, при котором материал обрабатывается тонкой сверхскоростной струей воды. При гидроабразивной резке для увеличения разрушительной силы водяной струи в нее добавляются частицы высокотвердого материала – абразива.
Сущность процесса
Если обычную воду сжать под давлением около 4000 атмосфер, а затем пропустить через отверстие диаметром меньше 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Будучи направленной на обрабатываемое изделие, такая струя воды становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Технология резки
Вода, нагнетаемая насосом до сверхвысокого давления порядка 1000–6000 атмосфер, подается в режущую головку. Вырываясь через узкое сопло (дюзу) обычно диаметром 0,08–0,5 мм с околозуковой или сверхзвуковой скоростью (до 900–1200 м/c и выше), струя воды поступает в смесительную камеру, где начинает смешиваться с частицами абразива – гранатовым песком, зернами электрокорунда, карбида кремния или другого высокотвердого материала. Смешанная струя выходит из смесительной (смешивающей) трубки с внутренним диаметром 0,5–1,5 мм и разрезает материал. В некоторых моделях режущих головок абразив подается в смесительную трубку. Для гашения остаточной энергии струи используется слой воды толщиной, как правило, 70–100 сантиметров.
Tags: Видео, Как это делается
Аукцион в аэропорту: что происходит с невостребованным багажем
Огромное количество сумок и чемоданов теряются в аэропортах по разным причинам. И далеко не все из тех, кто остался без багажа, могут…
История крестовой отвертки
Нравится вам интересоваться историей обыденных и простых вещей? А ведь они прошли путь от изобретения, до усовершенствования до сегодняшнего…
Как это делается
Иногда ловишь себя на мысли, что даже не предполагал как делаются вполне себе обычные операции.
Как вода может резать сталь — Гидроабразивная резка металлов
Когда мы говорим о промышленных проектах, сталь является одним из наиболее часто используемых твердых материалов. В мастерских обычно обрабатывают стальные листы и блоки, разрезая и придавая им форму более мелких металлических деталей.
Существует множество вариантов процесса резки, таких как электроэрозионная, плазменная и лазерная резка.
Однако одна технология резки приобрела большую популярность, чем другие, для резки металла. Технология гидроабразивной резки стала одним из наиболее широко используемых процессов резки металлов во многих отраслях промышленности.
В этой статье рассматривается все, что касается технологии гидроабразивной резки металлов, особенно стали, областей применения, преимуществ и другой важной информации.
Может ли вода прорезать сталь?
Идея гидроабразивной резки твердых материалов может показаться невозможной даже вообразить. В конце концов, это вода, и мы говорим о твердых материалах, таких как сталь, а не о более мягких материалах, таких как бумага или пенопласт.
Однако динамика воды существенно меняется, когда скорость и напор потока воды достаточно увеличиваются. В этом случае вода приобретает разрушительную силу, которая может резать сталь и другие твердые материалы лучше, чем механические режущие инструменты.
На самом деле, вы можете быть удивлены, насколько эффективен гидроабразивный станок при резке стали и как мало у него ограничений. Мы рассмотрим некоторые из этих ограничений позже.
А пока давайте посмотрим, как водяная струя режет сталь.
Как гидроабразивная резка стали?
Вы замечали, как вода под высоким давлением на автомойке заставляет ваш автомобиль сверкать новым за считанные минуты? Давление, о котором мы здесь говорим, составляет 1000 фунтов на квадратный дюйм. Похоже на очень высокое давление, не так ли?
Теперь, когда мы говорим о гидроабразивной резке под высоким давлением, мы имеем в виду давление воды от 50 000 до 60 000 фунтов на квадратный дюйм. Представьте, что может сделать эта вода под высоким давлением! Во-первых, он может очень легко резать сталь и многие другие материалы.
Высокое давление создается насосом высокого давления, специальной трубкой высокого давления и узким водоструйным соплом или режущей головкой, производящей мощную, но маленькую струю.
При каком давлении вода режет сталь?
Требуемое давление воды может варьироваться в зависимости от типа используемого абразивного материала, толщины абразива и типа стали.
Как правило, диапазон давления воды составляет от 20 000 до 55 000 фунтов на квадратный дюйм. Более мелкие, твердые и однородные абразивы требуют более низкого давления воды.
Сколько дюймов стали можно резать водяными струями?
Теоретически не существует ограничений на толщину стали, которую могут резать современные водометы. Однако при резке исключительно толстого куска стали время, затрачиваемое на резку, значительно увеличивается, что делает этот процесс невыполнимым.
Таким образом, станки для гидроабразивной резки обычно режут до 6 дюймов стали. Но коммерчески доступные машины также могут обрабатывать до 9 дюймов.
В некоторых случаях передовые абразивные и ударные водометы модифицированы для резки стальных блоков толщиной 18 дюймов; однако такая толщина обычно не используется.
Каковы преимущества резки стали с помощью гидроабразивной резки?
Теперь, когда вы знаете, что резка стали возможна с помощью абразивной струи воды, возникает вопрос: есть ли какая-то польза от этого процесса?
Гидроабразивная резка имеет много преимуществ, которые делают этот метод эффективным и предпочтительным по сравнению с другими альтернативами резки.
Преимущества гидроабразивной резки
Отсутствие зоны термического влияния (ЗТВ): В отличие от других металлорежущих станков, гидроабразивная резка является процессом без нагрева, поэтому при резке металла не образуется зона термического влияния. Зоны термического влияния могут нарушить целостность материала, даже ослабить его вблизи места разреза. Поскольку при гидроабразивной резке эти зоны устраняются, материал не может перегреваться, что сохраняет его целостность.
Superior Finishing
Благодаря отсутствию зоны термического влияния на заготовке не происходит обесцвечивания и получается более чистый срез. Это создает превосходную отделку прямо на столе для гидроабразивной резки. Это также устраняет необходимость какой-либо вторичной отделки, в отличие от резцов по металлу, которые оставляют окончательную обработанную поверхность для дальнейшей обработки.
Качество резки
Режущий поток от гидроабразивной струи равномерно движется по материалу даже при резке с минимальным пропилом. Поэтому качество резки точное. На самом деле, если вы проведете рукой по отрезанному материалу, вы заметите ровный край.
Формы и дизайны
Гидроабразивная резка имеет множество различных вариантов настройки, и вы можете управлять абразивной гидроабразивной струей с помощью ЧПУ. Водяные струи не ограничиваются прямыми линиями, поэтому они могут резать самые разные формы и узоры. Это делает гидроабразивную резку идеальной для производства сложных деталей.
Эффективность
С помощью гидроабразивного резака вы можете укладывать несколько слоев материала друг на друга и резать их вместе. Это повышает эффективность фактического процесса резки.
Точные допуски на резку
Допуск — это отклонение от намеченного резания. Так что она обратно пропорциональна точности. Гидроабразивная резка является одним из самых точных методов, благодаря которому металлические детали каждый раз точно вырезаются.
Каковы типичные области применения гидроабразивной резки стали?
Как вы заметили в предыдущем разделе, гидроабразивная резка имеет множество преимуществ перед другими методами резки. Это делает металлические детали, вырезанные гидроабразивной струей, очень востребованными для многих различных применений. Вот некоторые из этих приложений:
Компоненты двигателя
Поскольку гидроабразивная резка является процессом многоосевой резки, 5- или 6-осевые гидроабразивные станки используются для изготовления сложных форм, таких как сложные детали двигателя. Многие из мелких деталей, которые вы видите в современной автомобильной промышленности, создаются с использованием абразивной гидроабразивной резки. Его точность помогает сэкономить на затратах на механическую обработку.
Обработка сырья
Сталь является сырьем для многих отраслей промышленности. Чтобы подготовить его к транспортировке и хранению, его часто разрезают на небольшие листы и блоки. Делается это методом гидроабразивной резки.
Искусство и архитектура
Гидроабразивная резка используется для создания различных художественных работ путем резки заготовок и пробивки отверстий в материале. Эти конструкции используются для целей внутренней отделки или архитектурных сооружений.
Медицинские инструменты
Гидроабразивная резка — это точный метод резки, не требующий физического контакта режущей головки с объектом, подлежащим резке. Это делает его идеальным для резки хирургического оборудования и медицинских инструментов.
Лучшие гидроабразивные станки для стали
Гидроабразивная резка, безусловно, имеет много преимуществ при резке стали. Однако все эти преимущества обеспечит только качественный станок для гидроабразивной резки.
Существует множество производителей водометных машин. Однако, несмотря на то, что большинство этих машин справятся со своей задачей, не все из них обеспечат требуемое качество отделки или производительность.
Вам нужна высочайшая производительность и качество? Тогда вам нужен проверенный бренд. Techni Waterjet является одним из таких производителей гидроабразивной резки, которому доверяют механические мастерские во всех производственных и обрабатывающих отраслях.
Компания Techni Waterjet предлагает широкий ассортимент продукции, и каждая из них выполняет свои обещания.
Самое приятное то, что эти гидроабразивные резаки поставляются с бесплатным программным обеспечением, в которое загружены стандартные формы резки. Вы можете создать эти формы на своей заготовке одним нажатием кнопки.
Как струи воды режут сталь?
Гидроабразивная резка обладает удивительными возможностями, но как это возможно?
Как может струя воды прорезать сталь, гранит или мрамор — и делать это с большой точностью?
Когда мы склонны думать о струях воды, мы можем представить себе шланг или, возможно, стиральную машину. Последний — мощная струя, но он не собирается прорезать металл — в противном случае для чистки автомобиля он был бы бесполезен.
Самое простое объяснение состоит в том, что резка струей воды может быть настолько эффективной просто из-за давления и сфокусированного характера струи.
Сама струя невероятно сфокусирована, она нагнетается через узкую режущую головку. Давление огромно, струя воды проходит под давлением до 87 000 фунтов на квадратный дюйм. Для сравнения, дорогая домашняя мойка высокого давления может выдавать давление до 2000 фунтов на квадратный дюйм.
Когерентность струи также имеет решающее значение, подаваемая струя полностью однородна и, в отличие от резки металла, не перегревается, не угрюмая и не нуждается в заточке. Пока есть подача воды, резак может продолжать работу.
Вода немного помогает. Абразивный гранат, смешанный с потоком, облегчает резку, но он экологически нейтрален и поэтому легко утилизируется. Еще одно ключевое преимущество гидроабразивной резки заключается в том, что она эффективна, но при этом более экологична, чем другие технологии.
Точность гидроабразивной резки
Точность режущей головки и давление воды объясняют, почему в процессе резки можно вырезать пуленепробиваемое стекло практически любой формы или вырезать детали для бомбардировщиков-невидимок. Резка также обычно может выполняться за один разрез, нет необходимости в нескольких резах, получается рез до 25 см практически любого материала, но с полной точностью.
Помимо всего этого, возможно, еще более примечательно то, что водометы также могут выполнять деликатную работу.
Хотя они могут быть связаны с резкой стали или других плотных материалов, профессиональная гидроабразивная резка также может использоваться для создания произведений искусства и сыграла важную роль в создании некоторых потрясающих скульптур (если вы позволите нам упомянуть нашу собственную работу, мы работали над проектами как в Музее Виктории и Альберта, так и в Художественной галерее Уитворта).
Универсальность возможна благодаря возможности настройки различных аспектов резки.
В нашем ассортименте более 400 разверток по металлу конического типа для ручной и машинной работы. Если вы не нашли инструмент нужного размера – наши специалисты помогут изготовить необходимый по вашим характеристикам. Все изделия имеют сертификат качества. Соответствие техническим требованиям и стандартам гарантирует качество и долговечность приобретенного у нас товара! Все развертки выполнены согласно стандартам DIN / ISO/ BC.
Применение и особенности выбора разверток
Развертки ручные конические применяются для доводки грубых отверстий. Используются при выполнении следующих работ:
общее развертывание;
развертывание отверстия под стандартные штифты;
выравнивание изделий из стали;
оконцовка отверстий Морзе.
Режущая поверхность конических разверток задействована в процессе полностью, что позволяет снимать большее количество металла во время работы. Сфера применения: обработка отверстий с большим припуском, а также обработка цилиндрических отверстий до конической формы. Материал изготовления: сталь. При изготовлении за основу берутся пять видов стали: 9СХ, ВК6-М, Р12, Р18, Р6М5. Инструмент высокопрочен, устойчив к износу, соответствует требованиям ГОСТ.
Рекомендации технологов к выбору:
Перед покупкой инструмента, прочитайте технические требования к оборудованию и обрабатываемым отверстиям.
Можно использовать для работы по обработке металла в любых условиях.
Может использоваться для обдирки, промежуточного затачивания и чистовой доработки.
При обработке изделия из неоднородного металла используйте инструмент с неравномерным распределением режущих поверхностей.
Для получения дополнительной информации о товарах, звоните, мы будем рады помочь вам!
Все товары на складе
Высокая скорость обработки заказов
Удобная система заказов
Доставка по всей РФ
Информация
Новости Партнерам Контакты О нас
Помощь
Доставка Оплата
Условия использования
Правовая информация Политика конфиденциальности
виды (регулируемая, коническая, ручная, машинная) и особенности
Принцип действия
Основные типы
Различия между ручными и машинными развертками
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
рабочей части, элементами которой и выполняется основная обработка;
переходной шейки;
хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
главная режущая кромка;
так называемая ленточка;
передняя поверхность;
затыловочная и задняя поверхности.
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
заборную часть, которую часто называют режущей;
часть, которая отвечает за калибровку обрабатываемого отверстия;
задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
конструктивные особенности инструмента;
степень заточки режущей кромки и уровень ее доводки;
режимы, с которыми выполняется резание;
величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
тип обрабатываемого отверстия;
способ закрепления инструмента в процессе обработки;
конструктивные особенности режущих зубьев и их расположение на инструменте;
возможность регулировки инструмента по размерам обрабатываемого отверстия;
материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры Скачать
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
цилиндрические машинные с коническим хвостовиком и насадными зубьями;
со вставными зубьями;
с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
для конусных штифтов;
предназначенных для нарезания конусной резьбы;
выполненных по стандарту «конус Морзе»;
метрических конусных;
с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
Комментарии Обязательно
Артикул:
SDT-46660
СКП:
817482023546
Состояние:
Новый
Вес:
2,00 фунта
Текущий запас:
Количество:
Описание
Характеристики
Работает с разверткой RIDGID® 341 E863
5-зубая конусная развертка для правой и левой трубы
ВНИМАНИЕ! Этот продукт может подвергать вас воздействию химических веществ, включая свинец, экстракты сажи, шестивалентные соединения хрома и диоксид серы, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov. Мойте руки после обработки.
Общая глубина:
6
Общая высота:
5
Общая ширина:
4
1 отзыв
сопутствующие товары
Клиенты также просмотрели
Конусообразная развертка с алмазным покрытием и углом 45 градусов
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
34 744 продажи |
5 из 5 звезд
€7,53
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Количество
12
Продам быстро! Осталось всего 2.
Исследуйте связанные категории и поиски
Внесен в список 9 октября 2022 г.
32 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Художественная резьба по металлу способна придать любому предмету красивый и оригинальный облик, привлекающий взгляды окружающих. Наверняка и у вас имеется какой-нибудь предмет с нанесенной на него гравировкой — будь то зажигалка, фляга или именная ручка. Именные гравировки всегда считались признаком почета и богатства. Резьба по заранее подготовленному металлу поможет сделать своими руками художественную гравировку настоящей ценностью!
Возможно вы задумывались, каким образом наносится красивый узор на ту или иную металлическую поверхность, а может быть вы хотели бы освоить это увлекательное ремесло самостоятельно.
Во-первых, чаще всего, такая работа выполняется индивидуально, вы становитесь обладателем эксклюзивного предмета.
Во-вторых, художественная гравировка выглядит очень красиво.
В-третьих, выполнить ее можно своими руками, в домашних условиях. Гравирование представляет собой нанесение (перенос) рисунка на металлический предмет.
Как сделать гравировку на металле в домашних условиях, какой нужен инструмент или станок или машинка? Какая цена приспособлений для гравировки? Об этом вы узнаете в нашей статье.
Изучаем резьбу по металлу своими руками для начинающих
Для создания любой гравировки на металлической поверхности вам понадобится некоторый набор инструментов. Для новичков наиболее легким и удобным способом будет использование гравера.
Благодаря широкому разнообразию видов сверл, фрез и иных насадок можно наносить линии различной ширины, глубины и даже формы, не прилагаю для этого особых усилий. После окончания работ гравером результат следует закрепить воском или прозрачным лаком.
В ювелирном деле известно очень много различных технологий нанесения гравировки на металл, допустим, лазерная гравировка, или “алмазная” гравировка. Все эти способы очень интересны, но выполнение подобных работ в домашних условиях очень затратно и практически невозможно, ведь для них необходима покупка специального недешевого оборудования. Заниматься подобными видами гравировки стоит лишь в том случае, если вы будете выполнять большое количество работ на заказ.
Очень увлекательным и интересным может показаться способ нанесения рисунка при помощи подручных материалов. Для него вам понадобятся:
Лак для ногтей;
Соль;
Зубочистка;
Ненужная зарядка от старого телефона;
Обыкновенный стакан;
Жидкость для снятия лака.
Покройте обрабатываемую поверхность лаком для ногтей, и, пока он не высох, зубочисткой вычертите на нем узор. Соль (примерно 2 столовые ложки) смешайте с водой и оставьте в стакане.
Приложите плюс от зарядки для телефона к обрабатываемому предмету, а минус к любому другому куску железа.
Этот самый второй ненужный кусок железа необходимо опустить в соленую воду, после чего можно включить зарядку в розетку. и опустить в воду обрабатываемую деталь.
Держать всю эту конструкцию включенной необходимо минут пять. Этот способ травления довольно бюджетный, но он позволяет вам самостоятельно создать дома интересные предметы быта, например, именные ложки.
Этот способ особенно хорош тем, что позволяет вывести на металле тончайшие элементы рисунка и исправить все недочеты до начала работы, в то время как гравером рисунок наносится сразу, и если ваша рука дрогнет, то убрать лишний штрих будет просто невозможно. Не все начинающие граверы обладают достаточно твердой рукой, потому приступать к оформлению основных предметов стоит только после длительных и многочисленных тренировок на ненужных листах металла.
Именно способ травления металла соленой водой является самым популярным для тех, кто создает гравировку по металлу в домашних условиях.
Самыми популярными примерами гравировки по металлу на данный момент можно считать наносимые на охотничьи ножи надписи, узоры и картины.
Посмотрите какая тонкая работа представлена на ноже — вытравленный орнамент с орлом проработаны до мельчайших деталей:
Подобной точности можно достичь только годами тренировок и опыта.
А вот небольшая, но хорошо и качественно исполненная пантера — подобный рисунок не занимает много времени, не требует особых навыков, но для столь аккуратного выполнения линий безусловно надо быть очень внимательным:
А вот очень интересный орнамент с оленем, выполненный практически новичком в этом деле:
Видео-материал по теме статьи
В конце статьи вам следует посмотреть очень увлекательные и познавательные видео-уроки, на которых мастера продемонстрируют способы нанесения рисунка на ножи при помощи гравера и путем травления соленой водой.
Виды резьбы по металлу и инструмент для нарезания
Главная » Обработка металла » Резьба
Резьба
Характеристики и особенности конической резьбы
Коническая резьба выполняет одновременно крепёжную
Резьба
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка
Резьба
Правильное нарезание внутренней резьбы
Резьбовые соединения считаются одни из популярнейших.
Резьба
Как нарезать резьбу метчиком правильно?
Существуют ситуации, когда надежное соединение невозможно
Резьба
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок
Резьба
Особенности нарезки резьбы клуппом
Резьбовые соединения ослабляют позиции последние годы.
Резьба
Особенности отдельных видов резьбы по металлу
В машиностроении применяют два типа соединений — разъемные
Резьба
Можно ли нарезать резьбу плашкой и как это сделать?
Резьбовые соединения используются для скрепления металлических деталей.
Резьба
Особенности выбора и эксплуатации резьбонарезного инструмента
При замене металлических труб часто возникают ситуации
Чтобы сделать прочное соединение между металлическими деталями, которое можно будет без труда разъединить при необходимости, применяется резьба по металлу. Резьбовые соединения применяются во всех направлениях промышленности. Они окружают любого человека на протяжении всей жизни. Однако для создания качественной резьбы необходимо учитывать ряд факторов.
Готовые соединения можно разделить по множеству факторов:
Внутреннее или внешнее нанесение на металлическую заготовку.
Вид профиля. Он может быть прямоугольным, трапециевидным, треугольным или классическим круглым.
Направлению витков. Они могут быть правыми или левыми.
Величине шага между витками.
Предназначению соединения. Оно может быть крепёжной или специализированной.
Нарезание резьбы по металлу может выполняться с помощью ручных инструментов или специализированного оборудования. Независимо от выбора приспособления для создания резьбового соединения, необходимо позаботиться о выборе оснастки. Инструменты для нарезания резьбы по металлу:
специальные резцы;
круглые плашки;
специальные фрезы;
метчики для резьбы по металлу;
насадки для шлифования.
Зависимо от выбранной оснастки, изменяется технология работы с металлической заготовкой. В некоторых случаях лучше проводить работы вручную, чем прибегать к использованию промышленного оборудования.
Резьба по металлу своими руками требует изначального определения размеров, предназначения резьбового соединения. Когда мастер определился с этими вопросами, ему требуется подготовить оборудование, выбрать соответствующую оснастку. Далее необходимо точно следовать выбранной технологии, соблюдать особенности рабочего процесса. Узнать, как нарезать наружную и внутреннюю резьбу в металле, выбрать оснастку, подготовить оборудование можно на нашем сайте.
Custom Metal Carving — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 913 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
История гравировки по металлу и иглы
Введение:
Гравировка — это нарезка макета прямо на прочный пол, который включает в себя сталь или дерево. Эта техника регулярно дает декоративные приспособления, сделанные из таких материалов, как серебро, золото, сталь, лак или стекло. Кроме того, они внедряют метод изготовления пластин для глубокой печати из меди или другой стали для печати изображений на бумаге. Это значит гравировать. Несомненно! Гравюра по металлу – королевское и традиционное искусство Индии.
Гравюра превратилась в традиционно востребованную технику изготовления изображений на бумаге, для любой изобретательной эстамповой и деловой репродукции, а также иллюстраций для книг и журналов.
Древнее искусство:
Мастера сети сони или ювелира гравируют листы стали. Они полезны, потому что полезно обрамлять светильники, построенные из древесины тика, халду, манго и сагвана; Хотя лучшее серебро превратилось в исторически использованное, белая или желтая сталь на самом деле нанимаются из-за особенно низких цен. Ранее листовая сталь была заменена на гравировку вручную или украшенную минакари. В основном, сейчас штампами штампуют уменьшенные полоски стального листа и украшают пластиковыми минакари.
Процесс гравировки металла:
Затем лист надевается на деревянную основу изделия и приклеивается с помощью полностью клея на основе искусственного каучука, спрессовывается в рулон и высушивается; концы прибиваются так же дополнительно к арматуре. Большинство порций имеют винтажный стиль благодаря обработке стали серебряной или золотой полировкой или кислотой. Имеется маркировка древесины калием. Определенные товары, изготовленные из смеси белой и желтой стали; они называются Ганга Джамуна.
Латунь и различные металлоизделия их многочисленной бюрократии стали необычайно известны в начале 19 века в Джайпуре. От архитектурных элементов в форме шпилей (калаша), декоративных дверей со стальной гравировкой на дереве до любимых предметов домашнего обихода, таких как тарелки и кухонная утварь, сталь стала широко используемой и тщательно адаптированной тканью для особых ремесел. Ремесла по дереву, которые включают в себя резьбу по блокам, используемым в блочной печати, стали самостоятельными инновационными бюрократиями. Тем не менее, эти мастера практикуют в Джайпуре.
Единственная форма гравировки — ручная гравировка (часто называемая «гравировкой с нажимом»), которая использовалась почти с момента зарождения цивилизации. Похоже на то, что это такое: возьмите заостренное устройство и проткните (или протолкните) кусок ткани, чтобы сделать отметку. Можно считать, что люди каменного века использовали эту примитивную форму гравюры, чтобы делать отметки и рисунки на стенах пещер. Но человеческая рука достаточно крепка, чтобы гравировать несколько материалов, и если ткань жесткая, тот, кто хочет выгравировать с помощью этой техники, устанет раньше, чем долго.
Серебряная гравировка:
Помимо серебра, широкое распространение получила латунь. Художественные работы по металлу в основном включают гравировку и эмалирование. Помимо этого, удары молотком и прокалывание являются другими стратегиями. Провода, отлитые в излюбленную форму, также создают великолепные конструкции.
Needle To The Metal – изделия из металла с ручной гравировкой с Джагмоханом Сингхом
Вам нравятся детализированные элементы в произведениях искусства? Вы ждете, чтобы изучить новый вид искусства? Всегда ли царственное и долговечное украшение привлекает ваше внимание? Изучите искусство гравировки по металлу вместе с Rajasthan Studio! Ошарашен! Вы правильно прочитали! Бинго! Волнующие новости! Пройдите обучение лично у художника, который в этом разбирается. Хакуна Матата! Получите все это в один клик.
Что такое мастер-класс?
Rajasthan Studio специально разработала персонализированные мастер-классы. Это гарантирует привилегию один на один учиться у опытных художников. Мы занимаем только ограниченное количество мест на каждом семинаре. Вы можете не только ярко понять художественную технику, но и практически выполнять ее. Возьмите обратно лучшие из изученных навыков и произведений искусства.
Взгляд на мастерскую
Применение гравировки по металлу:
Отличительной особенностью королевских артефактов часто является чувствительная филигранная роспись. Изделия из металла стали широко использоваться в доспехах и горшках для хранения воды. Сложная информация о растительности и лианах сделала его очень красивым. Даже идолы из латуни. Тем не менее многие используют таких маленьких латунных идолов для поклонения.
Кроме того, такие надстройки, как подвески, представляют собой произведения искусства из стали.
таблица по возрастанию в градусах, самая высокая температура плавления
Plazmen.ru » Сварка
Автор Валерий Шилков На чтение 6 мин Просмотров 20.5к.
Металлы и сплавы — это незаменимая основа для литейного и ювелирного производства, ковки и многих других сфер. Что бы ни делал человек из металла (какой бы это ни был процесс), для правильной работы ему нужно знать, при какой температуре плавится тот или иной металл. Мы подробно рассмотрим процесс плавления, его отличие от кипения, а также сравним температуры в таблицах.
Содержание
Таблица температур плавления
Узнать какая нужна температура для плавления металлов, поможет таблица по возрастанию температурных показателей.
Элемент или соединение
Необходимый температурный режим
Литий
+18°С
Калий
+63,6°С
Индий
+156,6°С
Олово
+232°С
Таллий
+304°С
Кадмий
+321°С
Свинец
+327°С
Цинк
+420°С
Таблица плавления среднеплавких металлов и сплавов.
Элемент либо сплав
Температурный режим
Магний
+650°С
Алюминий
+660°С
Барий
+727°С
Серебро
+960°С
Золото
+1063°С
Марганец
+1246°С
Медь
+1083°С
Никель
+1455°С
Кобальт
+1495°С
Железо
+1539°С
Дюрали
+650°С
Латуни
+950…1050°С
Чугун
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
+1400°С
Таблица плавления тугоплавких металлов и сплавов.
Наименование элемента
Температурный режим
Титан
+1680°С
Платина
+1769,3°С
Хром
+1907°С
Цирконий
+1855°С
Ванадий
+1910°С
Иридий
+2447°С
Молибден
+2623°С
Тантал
+3017°С
Вольфрам
+3420°С
Что такое температура плавления
Каждый металл имеет неповторимые свойства, и в этот список входит температура плавления. При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
Плавление и кипение – это не одно и то же. Точкой перехода вещества из твердого состояния в жидкое, зачастую называют температуру плавления металла. В расплавленном состоянии у молекул нет определенного расположения, но притяжение сдерживает их рядом, в жидком виде кристаллическое тело оставляет объем, но форма теряется.
При кипении объем теряется, молекулы между собой очень слабо взаимодействуют, движутся хаотично в разных направлениях, совершают отрыв от поверхности. Температура кипения – это процесс, при котором давление металлического пара приравнивается к давлению внешней среды.
Для того, чтобы упростить разницу между критическими точками нагрева мы подготовили для вас простую таблицу:
Свойство
Температура плавки
Температура кипения
Физическое состояние
Сплав переходит в расплав, разрушается кристаллическая структура, проходит зернистость
Переходит в состояние газа, некоторые молекулы могут улетать за пределы расплава
Фазовый переход
Равновесие между твердым состоянием и жидким
Равновесие давления между парами металла и воздухом
Влияние внешнего давления
Нет изменений
Изменения есть, температура уменьшается при разряжении
При какой температуре плавится
Металлические элементы, какими бы они ни были — плавятся почти один в один. Этот процесс происходит при нагреве. Оно может быть, как внешнее, так и внутреннее. Первое проходит в печи, а для второго используют резистивный нагрев, пропуская электричество либо индукционный нагрев. Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
У разных веществ разные температуры плавления. Теоретически, металлы делят на:
Легкоплавкие – достаточно температуры до 600 градусов Цельсия, для получения жидкого вещества.
Среднеплавкие – необходима температура от 600 до 1600 ⁰С.
Тугоплавкие – это металлы, для плавления которых требуется температура выше 1600 ⁰С.
Плавление железа
Температура плавления железа достаточно высока. Для технически чистого элемента требуется температура +1539 °C. В этом веществе имеется примесь — сера, а извлечь ее допустимо лишь в жидком виде.
Без примесей чистый материал можно получить при электролизе солей металла.
Плавление чугуна
Чугун – это лучший металл для плавки. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Серый — температурный режим может достигать отметки 1260 градусов. При заливке в формы температура может подниматься до 1400.
Белый — температура достигает отметки 1350 градусов. В формы заливается при показателе 1450.
Важно! Показатели плавления такого металла, как чугун – на 400 градусов ниже, по сравнению со сталью. Это значительно снижает затраты энергии при обработке.
Плавление стали
Плавления стали при температуре 1400 °C
Сталь — это сплав железа с примесью углерода. Её главная польза — прочность, поскольку это вещество способно на протяжении длительного времени сохранять свой объем и форму. Связано это с тем, что частицы находятся в положении равновесия. Таким образом силы притяжения и отталкивания между частицами равны.
Справка! Сталь плавится при 1400 °C.
Плавление алюминия и меди
Температура плавления алюминия равна 660 градусам, это означает то, что расплавить его можно в домашних условиях.
Чистой меди – 1083 градусов, а для медных сплавов составляет от 930 до 1140 градусов.
От чего зависит температура плавления
Для разных веществ температура, при которой полностью перестраивается структура до жидкого состояния – разная. Если взять во внимание металлы и сплавы, то стоит подметить такие моменты:
В чистом виде не часто можно встретить металлы. Температура напрямую зависит от его состава. В качестве примера укажем олово, к которому могут добавлять другие вещества (например, серебро). Примеси позволяют делать материал более либо менее устойчивым к нагреву.
Бывают сплавы, которые благодаря своему химическому составу могут переходить в жидкое состояние при температуре свыше ста пятидесяти градусов. Также бывают сплавы, которые могут «держаться» при нагреве до трех тысяч градусов и выше. С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
Термообработка, в большинстве случаев, почти не изменяет устойчивость к нагреву. Единственно верным способом увеличения устойчивости к нагреванию можно назвать внесение изменений в химический состав, для этого и проводят легирование стали.
У какого металла самая высокая температура плавления
Вольфрам – самый тугоплавкий металл, 3422 °C (6170 °F).
Твердый, тугоплавкий, достаточно тяжелый материал светло-серого цвета, который имеет металлический блеск. Механической обработке поддается с трудом. При комнатной температуре достаточно хрупок и ломается. Ломкость металла связана с загрязнением примесями углерода и кислорода.
Примечание! Технически, чистый металл при температуре выше 400 °C становится очень пластичным. Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит.
Вольфрам можно получить из руды, благодаря сложным химическим переработкам, в качестве порошка. Используя прессование и спекание, из него создают детали обычной формы и бруски.
Вольфрам — крайне стойкий элемент к любым температурным воздействиям. По этой причине размягчить вольфрам не могли более сотни лет. Не существовало такой печи, которая смогла бы нагреться до нескольких тысяч градусов по Цельсию. Ученым удалось доказать, что это самый тугоплавкий металл. Хотя бытует мнение, что сиборгий, по некоторым теоретическим данным, имеет большую тугоплавкость, но это лишь предположение, поскольку он является радиоактивным элементом и у него небольшой срок существования.
Оцените автора
температура плавления металлов по возрастанию
Главная » Технологии
Автор admin На чтение 2 мин Просмотров 904 Опубликовано
Все металлы можно разделить на три группы в связи с температурой их плавления. Ниже можно наблюдать список групп.
Легкоплавкие (до 600°C)
Среднеплавкие (от 600°C до 1600°C)
Тугоплавкие (от 1600°C и выше)
Выше вы можете наблюдать три группы плавления металлов по необходимой температуре. Какие это металлы конкретно, вы сможете посмотреть в таблице.
Содержание
Температуры плавления легкоплавких металлов (до 600°C)
Название элемента или соединения
Буквенный символ в периодической таблице элементов
Температура образования расплава
Температура закипания
Ртуть
Hg
-38,9°С
+356,7°С
Литий
Li
+18°С
+1342°С
Цезий
Cs
+28,4°С
+667,5°С
Калий
K
+63,6°С
+759°С
Натрий
Na
+97,8°С
+883°С
Индий
In
+156,6°С
+2072°С
Олово
Sn
+232°С
+2600°С
Висмут
Bi
+271,4°С
+1564°С
Таллий
Tl
+304°С
+1473°С
Кадмий
Cd
+321°С
+767°С
Свинец
Pb
+327°С
+1750°С
Цинк
Zn
+420°С
+907°С
Температуры плавления среднеплавких металлов и сплавов (от 600°C до 1600°C)
Наименование
Обозначение металла или химический состав сплава
Температура плавления
Температура кипения
МЕТАЛЛЫ
Сурьма
Sb
+630,6°С
+1587°С
Магний
Mg
+650°С
+1100°С
Алюминий
Al
+660°С
+2519°С
Барий
Ba
+727°С
+1897°С
Кальций
Ca
+842°С
+1484°С
Серебро
Ag
+960°С
+2180°С
Золото
Au
+1063°С
+2660°С
Марганец
Mn
+1246°С
+2061°С
Медь
Cu
+1083°С
+2580°С
Бериллий
Be
+1287°С
+2471°С
Кремний
Si
+1415°С
+2350°С
Никель
Ni
+1455°С
+2913°С
Кобальт
Co
+1495°С
+2927°С
Железо
Fe
+1539°С
+900°С
СПЛАВЫ
Дюрали
Al+ Mg+Cu+Mn
+650°С
Латуни
сплавы на основе меди и цинка
+950…1050°С
Нейзильбер
Cu+Zn+Ni
+1100°С
Чугун
углеродистое железо
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
Fe+Ni+Cr+Si+Mn+Al
+1400°С
Инвар
Fe+Ni
+1425°С
Фехраль
Fe+Cr+Al+Mn+Si
+1460°С
Температуры тугоплавких металлов и сплавов (свыше +1600°С)
Название
Символ элемента, формула соединения
Температура плавления
Температура кипения
Титан
Ti
+1680°С
+3300°С
Карбид титана
TiC
+3150°С
–
Торий
Th
+1750°С
+4788°С
Платина
Pt
+1769,3°С
+3825°С
Хром
Cr
+1907°С
+2671°С
Карбиды хрома
Cr23C6
+1660°С
–
Cr7С3
+1780°С
–
Cr3С2
+1890°С
–
Цирконий
Zr
+1855°С
+4409°С
Карбид циркония
ZrC
+3530°С
–
Ванадий
V
+1910°С
+3407°С
Родий
Rh
+1964°С
+3695°С
Иридий
Ir
+2447°С
+4428°С
Ниобий
Nb
+2477°С
+4744°С
Молибден
Mo
+2623°С
+4639°С
Тантал
Ta
+3017°С
+5458°С
Вольфрам
W
+3420°С
+5555°С
Температуры плавления металлов наиболее часто встречающихся быту :
алюминий – 660 °;
температура плавления меди – 1083 °;
температура плавления золота – 1063 °;
серебро – 960 °;
олово – 232 °. Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;
свинец – 327 °;
температура плавления железо – 1539 °;
температура плавления стали (сплав железа и углерода) – от 1300 ° до 1500 °. Она колеблется в зависимости от насыщенности стали компонентами;
температура плавления чугуна (также сплав железа и углерода) – от 1100 ° до 1300 °;
ртуть – -38,9 °.
Как понятно из этой части таблицы, самый легкоплавкий металл – ртуть, которая при плюсовых температурах уже находится в жидком состоянии.
Ртуть — единственный металл, находящийся при обычных условиях (нормальное атмосферное давление, средняя температура окружающей среды) в жидком состоянии. Температура плавления ртути составляет порядка -39 градусов по Цельсию.
Диапазоны и температуры плавления металлов
Металл
Точка плавления
( или С)
( или F)
Адмиралтейская латунь
900 – 940
1650 – 1720
Алюминий
660
1220
Алюминиевый сплав
463 – 671
865 – 1240
Алюминий Бронза
600 – 655
1190 – 1215
Баббит
249
480
Бериллий
1285
2345
Бериллиевая медь
865 – 955
1587 – 1750
Висмут
271,4
520,5
Латунь, красный
1000
1832
Латунь, желтая
930
1710
Кадмий
321
610
Хром
1860
3380
Кобальт
1495
2723
Медь
1084
1983
Золото, чистое 24К
1063
1945
Хастеллой С
1320 – 1350
2410 – 2460
Инконель
1390 – 1425
2540 – 2600
Инколой
1390 – 1425
2540 – 2600
Железо кованое
1482 – 1593
2700 – 2900
Железо, серое литье
1127 – 1204
2060 – 2200
Чугун, ковкий
1149
2100
Свинец
327,5
621
Магний
650
1200
Магниевый сплав
349 – 649
660 – 1200
Марганец
1244
2271
Марганцевая бронза
865 – 890
1590 – 1630
Меркурий
-38,86
-37,95
Молибден
2620
4750
Монель
1300 – 1350
2370 – 2460
Никель
1453
2647
Ниобий (Колумбий)
2470
4473
Палладий
1555
2831
Фосфор
44
111
Платина
1770
3220
Красная латунь
990 – 1025
1810 – 1880
Рений
3186
5767
Родий
1965
3569
Селен
217
423
Кремний
1411
2572
Серебро, чистое
961
1761
Серебро, Стерлинг
893
1640
Углеродистая сталь
1425 – 1540
2600 – 2800
Нержавеющая сталь
1510
2750
Тантал
2980
5400
Торий
1750
3180
Олово
232
449,4
Титан
1670
3040
Вольфрам
3400
6150
Желтая латунь
905 – 932
1660 – 1710
Цинк
419,5
787
T( o C) = 5/9[T( o F) – 32]
Понимание точек плавления металлов
Поскольку они могут выдерживать чрезвычайно высокие и низкие температуры, металлические материалы обычно используются для широкого спектра промышленных применений. Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
Что такое точка плавления?
Точка плавления металла может быть описана как момент перехода металла из твердой фазы в жидкую. Когда металл достигает своей точной температуры плавления, его твердая и жидкая фазы находятся в равновесии. Как только металл достигает точки плавления, он будет превращаться в жидкость, пока не остынет, снова затвердевая.
Независимо от того, являетесь ли вы производителем или сварщиком, понимание температур плавления различных металлов жизненно важно для общего успеха вашего проекта. Температура плавления металла классифицируется как точка, при которой металл переходит из твердого состояния в полную жидкость. Прежде чем металл достигает состояния ликвидуса, он размягчается и деформируется, переходя из твердой формы в жидкую.
Понимание температуры плавления металла имеет решающее значение при принятии решения о том, какой металлический сплав подходит для вашего проекта. Отказ компонента является наиболее важным фактором при выборе подходящего металла для вашего приложения. Если конкретный металл сжижается ниже максимального диапазона температур его применения, деталь выйдет из строя, что приведет к дорогостоящему ремонту и проблемам безопасности.
Помимо полного разжижения, при приближении к температуре плавления металла могут возникнуть и другие виды разрушения металла. Разрушения металла, такие как разрушение при ползучести, могут произойти задолго до того, как будет достигнута температура плавления. Перед началом проекта необходимо провести исследование влияния различных температур, которым будет подвергаться металл.
Температура плавления металлов и металлических сплавов
Это может быть неприятно, когда металл выбирается из-за его полезных свойств только для того, чтобы обнаружить, что он не может выдержать максимальную выходную температуру приложения. По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.
Металл
Точка плавления
Углеродистая сталь
1425-1540°C (2597-2800°F)
Нержавеющая сталь
1375 – 1530°C (2500-2785°F)
Алюминий
660°C (1220°F)
Медь
1084°C (1983°F)
Латунь
930°C (1710°F)
Инконель
1390-1425°C (2540-2600°F)
Никель
1453°C (2647°F)
Молибден
2620°C (4748°F)
Серебро
961°C (1762°F)
Титан
1670°C (3038°F)
Вольфрам
3400°C (6152°F)
Цинк
420°C (787°F)
Какие металлы имеют самую высокую и самую низкую температуру плавления
Каждый металл плавится при своей уникальной температуре, будь то температура плавления меди, температуры плавления стали, температуры плавления латуни или температуры плавления железа. Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F).
Производственные процессы и температуры плавления металлов
При выполнении производственного процесса, требующего расплавления металла, очень важно знать температуру, при которой начнется плавление, чтобы можно было выбрать подходящие материалы для используемого оборудования. Поскольку металлы наиболее пластичны в жидком состоянии, крайне важно знать температуру плавления вашего металла или металлического сплава. Производственные процессы, требующие, чтобы металл находился в жидкой форме, включают:
Литье
Сварка плавлением
Плавка
Плавка в сравнении с плавкой
Плавка — это процесс удаления металлического элемента из добытой руды. Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.
Что такое доменная печь?
Доменные печи представляют собой высокие печи, в которых впрыскиваются сжатые газы, обычно используемые для плавки. Доменные печи в основном производят слитки, которые отправляются на производственные литейные заводы. Производственные литейные цеха берут сплавы и добавки и плавят их для получения определенных марок литого металла в других типах плавильных печей.
Температуры плавления металлов… Сварка и пайка пайкой
Прежде чем выбрать процесс, который вы используете, следует учитывать несколько факторов, будь то сварка или пайка. Следует учитывать температуру плавления металлического сплава и другие факторы.
Сварка
Сварка — это процесс соединения двух металлических секций путем нагревания обеих частей до точки плавления с образованием расплавленной ванны, в которой их молекулы тщательно перемешиваются. В ванну расплава часто добавляют третий металлический наполнитель. Когда расплавленный металл остывает и затвердевает, две части сплавляются неразрывной связью.
Знание того, какие металлы можно сваривать, и выбор лучших металлов для сварки может частично зависеть от их температур плавления — если они отличаются на значительную величину, одна из секций будет плавиться быстрее, чем другая. Это может привести к выбросу или другим механическим повреждениям.
Пайка
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
IMS — ваша местная доверенная компания по поставке металлов
Имея семь офисов, обслуживающих Калифорнию, Аризону, Неваду и Северную Мексику, IMS является поставщиком металла с полным спектром услуг, который понимает ваши потребности. Наш ассортимент металлических изделий включает в себя широкий спектр металлических форм и широкий выбор сплавов. Мы предлагаем следующие преимущества:
Звонок в тот же день
Доставка по городу на следующий день
Отличная цена со скидкой при больших объемах
Изготовление металла по индивидуальному заказу
Сертификат ISO 9001
Поддержка производственных процессов «точно в срок»
Нет минимальных покупок
Предоставление стальных сплавов высочайшего качества на всей территории Южной Калифорнии, Аризоны и Невады
Industrial Metal Supply — крупнейший в Юге поставщик всех типов стальных сплавов, металла и принадлежностей для металлообработки, включая продукты для защиты от ржавчины.
Иногда, некоторым деталям, помимо функциональности, хочется придать красивый внешний вид. Бывает, что железные детали, просто необходимо защитить от воздействия воды, воздуха и прочих агрессивных воздействий. Самым простым, дешёвым и распространённым способом решения таких задач является покраска. Но у этого метода есть много минусов и ограничений. А иногда, просто хочется нечто лучшего. Качества иного порядка. А речь пойдёт, конечно, о гальваническом методе нанесения металла.
Как-то раз, мне в руки попал самый настоящий паровозный чугунный свисток, который я восстанавливал для своего парового мотоцикла. Конечно, самым простым способом было бы покрыть его черной краской. Но, как говорится, мы не ищем легких путей. Захотелось чего-то особенного. В итоге я покрыл его латунью, гальваническим способом. От части мне хотелось выдержать стиль «Стимпанк», в своём паровом мотоцикле, а отчасти захотелось освоить новую технологию и поэкспериментировать.
Когда я начал разбираться с технологией нанесения латуни, оказалось что есть несколько различных способов, но информация довольно скупая. Нет достаточно подробных описаний со всеми тонкостями, нюансами и спрятанными «подводными камнями». Поэтому пришлось взять базовую информацию и путём долгих экспериментов понять всё самому. Теперь, когда цель успешно достигнута, я с радостью поделюсь со всеми своими знаниями и опытом.
Подготовка
Ну что ж… Давайте подробнейшим образом разберемся, как покрывать латунью железные детали. Для начала, конечно, ваша деталь должна быть качественно подготовлена, ведь гальваника это не краска, которая заливает все щели и ухабы. Поэтому, перед нанесением латуни, ваша деталь должна быть уже тщательно ошкурена, и отполирована до блеска. Далее, очень важно подобрать правильно емкость для электролиза. Тут главное правило — емкость не должна быть металлическая! Иначе она непременно прореагирует до дыр. Далее нашу емкость следует обложить, так называемой, жертвенной латунью. Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость!
Ёмкость обложена жертвенной латунью (анод)
Вы должны сделать все таким образом, чтобы расстояние между вашей деталью и латунью было от 3 до 10 сантиметров, и было приблизительно одинаково на всех участках. Это очень важно соблюсти для того, чтобы плотность тока была на всех участках приблизительно одинаковой и равномерной, так как именно плотность тока будет определять оттенок покрытия.
Электролит
Поскольку речь идет об электролизе в домашних или гаражных условиях, огромное значение имеет доступность компонентов. Я нашел несколько разных рецептов, и практически во всех них используется какая-то трудно выговариваемая химия, которую, я не знаю, откуда они берут и, где в обычной жизни она может применяться. Поэтому для создания своего электролита я решил воспользоваться, так сказать «дедовским методом». Химикаты для которого, можно было бы достать в радиусе 1 — 2 километров от любого дома. Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время.
Лимонная кислота
И так, первый компонент, который понадобится для нашего электролита — это лимонная кислота. Она широко используется в кулинарии и как антинакипин. Продаётся почти во всех продуктовых магазинах и отделах бытовой химии. 80г. приблизительно стоит 40-50р.
Раствор аммиака (нашатырь)
Второй компонент, это аммиачная вода, или как её ещё называют, нашатырный спирт. С ним тоже у вас не возникнет никаких проблем, так как он продается практически в каждой аптеке.
Для создания электролита вам потребуется: на 1 литр воды, лимонной кислоты 60 грамм и аммиачной воды приблизительно 80 ml. Почему приблизительно, объясню чуть ниже. Высчитаете по пропорции, сколько вам потребуется ингредиентов, и закупите необходимое количество химикатов. Когда все приготовления и закупки будут сделаны, можем начинать готовить электролит.
Вообще, в этом старом дедовском способе использовался еще один химикат который называется «Трилон Б» (динатриевая соль этилендиаминтетрауксусной кислоты). Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды.
Раньше, в советские времена его можно было найти практически везде. Он использовался и как удобрения, и как чистящее средство, как восстановитель ржавчины и даже в медицине. Но в наше время, я почему-то его нигде не нашёл. В принципе, можно делать и без него. «Трилон Б», в данном случае, больше сказывается не на качестве покрытия, а на экономичности и скорость процесса.
И так. Приступим к изготовлению электролита. Для начала, в отдельную посуду, наливаем горячую воду. В горячей воде гораздо лучше растворяются все ингредиенты. Затем, высыпаем в это ведро всю, отмеренную заранее, приготовленную лимонную кислоту и тщательно перемешиваем до полного растворения осадка. А вот с аммиаком, уже всё не так просто. Аммиачную воду нужно добавлять потихонечку, небольшими порциями, периодически помешивая и постоянно контролируя запах электролита, а если имеется pH-индикаторная бумажка, контролируем по цвету. Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
Чтобы электролит был готов и начал правильно функционировать, не достаточно просто перемешать компоненты. Нужно ещё его приготовить электрическим способом, проводя через него повышенный ток. И поскольку электрохимическое приготовление электролита плавно перетекает в сам электролиз, делать его будем, как говорится, по ходу дела.
Тщательнейшим образом обезжириваем нашу деталь ацетоном, переливаем электролит в приготовленное металлизированное ведро, и погружаем туда деталь.
Далее, нам понадобится блок питания постоянного тока. Очень важно, чтобы он был снабжен амперметром! Именно по его-то показаниям мы и будем настраивать режим. Сразу должен предупредить, что просто электричество из розетки вам не подойдёт! Присоединяем плюс (анод) к фольге, а минус (катод) к детали и включаем блок питания. Ток выставляем таким образом, чтобы на детали активно начал выделяться водород. Если ваша деталь достаточно велика, а блок питания слабый, вы можете использовать несколько блоков питания в параллель. Как, собственно, мне и пришлось сделать. Для своего чугунного, 5 килограммового свистка я выставил ток 15 ампер, и набрал я его с помощью двух блоков питания.
И теперь ждем. Некоторое время никакого осаждения металла происходить не будет. Электролит должен приготовиться. И первым сигналом того, что электролит у нас готов, будет сильное почернение вашей детали. Не пугайтесь это нормально! Чистыми, обезжиренными руками тщательно отмываем нашу деталь в теплой воде. Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза.
Электролиз
Латунь — это сплав меди и цинка. И физика электролиза такова, что при малых токах преимущественно осаждается медь, а значит, цвет вашего покрытия будет уходить в розовый и даже в красный. Если тока слишком много, по большей части будет осаждаться цинк, а значит, цвет покрытие будет светлеть, и даже белеть. Иными словами, если не хватает тока, будет красно, а если его слишком много, будет бело.
Оттенок можно создавать на свой вкус
Зная это, вы легко сможете подобрать любой интересующий вас оттенок. В инструкциях пишут конкретную плотность тока, 0,1…0,3 А на Дм2, но на практике эти значения не сработают, так как требуемы ток для нужного вам оттенка зависит от многих факторов. Температура, плотность электролита, расстояние от детали до Электрода (латуни) и пр. Поэтому, ориентируйтесь на получаемый цвет детали. Именно для моих габаритов детали и моей плотности электролита, идеальным током оказалось 11 ампер. Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток.
Итак, вот как по моему мнению должен выглядеть самый правильный процесс электролиза. Погружаем деталь в электролит (30-50*С), выставляем приблизительные параметры тока, и ждем 15 минут. По истечению этого времени, вытаскиваем деталь, тщательно отмываем, и контролируем цвет покрытия. Корректируем ток в нужную сторону и повторяем процесс следующие 15 минут. И такими вот 15-ти минутными этапами, добиваемся требуемого оттенка и нужной толщины покрытия. И тут я должен рассказать об одном очень важном и опасном нюансе, который вас поджидает! Со временем ваш электролит будет, так сказать, вырождаться. А значит требуемый для вашего оттенка ток, будет уменьшаться. Поэтому-то и важно постоянно контролировать оттенок и корректировать ток.
Конечно, электролит легко можно восстановить, добавив туда еще немножечко аммиачной воды, но не рекомендую вам так делать! Потому что, тогда полностью собьются все ваши настройки оттенка и тока. И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще «старожилы» говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька «Фэри». Но, честно говоря, я попробовал и «Фэри», и «Комнат», и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.
Ну а далее друзья, все на ваше усмотрение. Можете оставить свое изделие матовым, можете покрыть лаком, а если вам хватило терпения наложить достаточно толстый слой, то можно его заполировать до зеркала, что, собственно, я и решил сделать.
Заключение
Данный способ очень прост, дёшев, и легкодоступен в плане компонентов. Но сразу хочу предупредить, что таким способом можно покрыть латунью только железные детали, с трудом ложится на нержавейку, и совершенно не подходит для алюминия, хрома и большинства других металлов и их сплавов.
Для большей наглядности, я сделал специальное 9-минутное видео, где рассказываю обо всех тонкостях и нюансах.
Ну, вот друзья, все что знал, рассказал, всем что было, поделился. Если вы воспользуетесь этим рецептом, пишите, делитесь своим опытом, присылайте фото своих деталей. Надеюсь благодаря этой статье, на свет появится много красивых и уникальных шедевров.
Ссылки на статьи про паровой мотоцикл:
Энергия старого мира
Взгляд в прошлое. Технология 18 века
Меднение в домашних условиях
Главная
›
Новости
Опубликовано: 06.09.2018
Простейший способ меднения ножа в домашних условиях .
В современном мире больше распространение получил медный сплав. Он наносится на поверхность для придания внешней привлекательности различных изделий. Меднение в домашних условиях зачастую проводится для существенного повышения показателя электропроводности. В некоторых случаях рассматриваемый процесс является промежуточной операцией, которая позволяет нанести другое вещество на поверхность.
Меднение в домашних условиях
Использование меднения
Покрытие медью различных заготовок в последнее время часто проводится в домашних условиях. В большинстве случаев технология применяется для достижения следующих целей:
МЕДНЕНИЕ инструментов в домашних условиях!
Декорирование металла или пластика. Меднение металла в домашних условиях часто проводится для того, чтобы получить старинные на вид изделия, которые пользуются большой популярностью. Специальная процедура состаривания позволяет создать эффект длительного использования изделия. Кроме этого, медь после нанесения напоминает золото. Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира. Гальванопластика. Меднение стали подобным образом также может проводиться в домашних условиях. Суть технологии заключается в создании восковой или пластиковой основы, которая покрывается слоем рассматриваемого сплава. Гальванопластика часто применяется для получения ювелирных изделий или сувениров, матриц и волноводов. Применение специальных материалов позволяет существенно повысить качество покрытия. Получение деталей, используемых при создании различных механизмов. Меднение чугуна или другого металла проводят на производственных площадках при различных технологий. Покрытие заготовки медью позволяет существенно повысить электротехнические качества. Подобным образом можно получить клеммы или прочие подобные элементы, которые будут эксплуатироваться под напряжением. Изделия из чистой меди обходятся очень дорого. Именно поэтому часто применяется рассматриваемая технология.
Меднение стали
youtube.com/embed/RjmgIQ7iaN8″ frameborder=»0″ allowfullscreen=»»> меднение в домашних условиях крышки генератора иж
Меднение пластика в домашних условиях проводится крайне редко, так как подобный материал не выдерживает воздействие высокой температуры. Кроме этого, пластичность основания приводит к появлению структурных трещин.
Особенности меднения в домашних условиях
Меднение металла – особая технология нанесения слоя меди толщиной 1-300 мкм и больше. Особенности применяемых технологий определяют то, что медное покрытие будет прочно держаться на поверхности металла. Среди особенностей, которые приобретает заготовка, отметим следующие моменты:
Пластичность. Высокая электропроводность. Медные изделия хорошо известны с тем, что могут проводить электричество и при этом не нагреваются. Именно поэтому часто создаются изделия, которые покрываются подобным сплавом. Более привлекательный вид. Медь блестит на солнце, на поверхности появляются блики. В атмосферных условиях сплав легко окисляется и покрывается налетом. Этот момент стоит учитывать при рассмотрении того, где и как именно будет использоваться изделие. Медная пленка со временем покрывается пятнами и радужными разводами.
Окисление стали
Обмеднение в домашних условиях может проводиться при применении специального раствора. Стоит учитывать, что процесс предусматривает использование специальных реагентов. Поэтому нужно предусмотреть наличие эффективной приточной вентиляции, а также индивидуальных средств защиты. Меденение пластика несколько отличается, предусматривает применение особой технологии.
Разновидности меднения
Рассматриваемая процедура доступна для выполнения даже новичкам в сфере металлургии. Для получения качественной поверхности нужно знать все особенности процесса. Меднение свинца и других металлов в домашних условиях может проводиться при применении двух различных технологий:
С погружением в электролит. Подобная технология предусматривает окунание заготовки в подготовленный раствор, после чего подводится напряжение. Зачастую применяется в том случае, если размеры заготовки небольшие, так как требуется меньшее количество специального электролита. Для погружения заготовки требуется ванная или другая емкость, которая не реагирует на воздействие применяемого раствора. Без погружения в заранее подготовленную емкость. Она сложна в исполнении, но также позволяет достигнуть высокое качество медной поверхностной пленки.
В обоих случаях предусматривается подвод электричества, за счет чего вещество активизируется.
Наиболее подходящий способ обработки выбирается в зависимости от того, какой нужно достигнуть результат. Примером назовем:
Получение защитно-декоративного слоя. В этом случае часто проводится смешивание хрома с никелем и медью. За счет подобного сочетания сплавов можно получить надежную поверхность. Для защиты поверхности на момент цементирования. Нанесение тонкого слоя меди позволяет защитить заготовку от цементирования. Покрывается раствором поверхность, которая в дальнейшем будет обрабатываться резанием. Восстановление и ремонт деталей. При восстановлении хромированных деталей автомобиля и мотоциклов может применяться рассматриваемая технология. При нанесении слоя не более 250 мкм можно скрыть поверхностные дефекты металла.
Обе технологии обработки характеризуются своими определенными особенностями, которые нужно учитывать.
Меднение в растворе с электролитом
Гальваническое покрытие медью в домашних условиях с погружением проводится крайне часто. Подобная технология позволяет получить равномерное покрытие. К особенностям подобного способа обработки можно отнести следующие моменты:
Для удаления оксидной пленки перед меденением заготовка обрабатывается наждачной бумагой. После этого изделие промывается и обезжиривается горячей смесью из соды. Если не уделить внимание подготовительному этапу, то проводимый процесс не позволит получить устойчивое к механическому воздействие изделие. Металл, который подвержен воздействию коррозии, должен быть хорошо очищен, так как даже мелкая крошка может сделать поверхность неоднородной. В банку или другую емкость на медных проволоках опускается две пластины из этого же сплава. Они выступают в качестве анода. Применяемая тара должна быть из стекла. Между двумя анодами подвешивается обрабатываемая деталь, которая подключается к минусу, а пластины к плюсу. В качестве источника питания может использоваться батарея, выдающее напряжение 6В. Гальваническое меднение предусматривает применение определенного раствора. Он является связующим элементом между деталью и анодами. Раствор для гальванического меднения можно создать изготовить, для чего берется 20 грамм медного купороса и 3 миллилитра серной кислоты. Для разбавления и смешивания этих ингредиентов можно использовать 100 миллилитров дистиллированной воды. При работе с полученным раствором нужно быть крайне внимательным, так как при попадании вещества на открытые участки кожи могут возникнуть ожоги. Меднение алюминия медным купоросом в домашних условиях может проводиться только в том случае, если электроды были полностью покрыты раствором. Если они будут находиться в сухом состоянии, то они могут нагреться и расплавиться. При длительной обработке вещество может нагреться и его объем уменьшится.
Гальваническое меднение
При применении рассматриваемой технологии сила тока устанавливается на уровне 15 мА на каждый квадратный сантиметр. На покрытие всей поверхности специальным сплавом, как правило, уходит не менее 20 минут. При увеличении протяженности срока покрытие становится толще.
Меднение без опускания в раствор
Подобный метод применяется для покрытия стали, цинка или алюминия. Покрытие изделия медью в домашних условиях в этом случае проводится проводом, с которого предварительно снимается изоляция для получения своеобразной кисти. Обратный конец провода подключают к плюсу источнику энергии. Химическое меднение в домашних условиях также предусматривает использование специального раствора, который повышает эффективность процесса.
Среди особенностей создания требующего раствора можно отметить следующие моменты:
Используется раствор медного купороса. Его можно приобрести в специализированных магазинах. Кроме этого, специальный электролит изготавливается при смешивании различных химических элементов. Состав немного подкисляют. За счет этого существенно повышается эффективность проводимой процедуры.
Вещество наносится на поверхность, после чего подготавливается металлическая поверхность. Она очищается от загрязняющих веществ, после чего обезжиривается. После этого подготовленная заранее пластина укладывается в ванночку и к ней подводится минус от источника тока.
Меднение алюминия
Подобный процесс предусматривает, чтобы между собранными проводками и пластиной постоянно был слой электролита. За счет этого обеспечивается высокая степень проводимости. Для того чтобы покрыть изделие небольших размеров требуется сего несколько секунд.
После нанесения покрытия изделие сушится на воздухе. Нельзя допускать попадания различных загрязняющих веществ. Следующий шаг заключается в натирании медной прослойки шерстяной тряпкой или другим сукном. В большинстве случаев рассматриваемая технология применяется в том случае, когда изделие имеет большие размеры и не может погружаться в ванную.
Необходимое оборудование
Медное покрытие может наноситься в домашних условиях при применении даже самого обычного оборудования. Установка ванной для проведения рассматриваемой процедуры проводится примерно также, как и гальванических. Стоит учитывать, что существует два типа активных растворов: кислые и щелочные.
При работе может применяться:
Небольшие медные пластины в качестве электродов. Проволока для подачи тока. Источник тока, к примеру, АКБ, который рассчитан на подачу тока напряжением 6 В. Для регулировки силы тока может устанавливаться реостат.
Меднение алюминия и других сплавов в домашних условиях не требует большого количества времени. Для очистки получаемой поверхности могут применяться различные ткани.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Медь Видео
Стенограмма видео: Медные столешницы Я Ричард Брукс и сегодня говорю о медных столешницах. Медь является традиционным материалом для столешниц, она использовалась в Европе и Соединенных Штатах на протяжении столетий. Это бактериостатический, гигиеничный материал. В исследовании, когда микробы стафилококка были помещены на цинк, медь и нержавеющую сталь, микробы действительно сначала погибли на меди. Медь — отличная поверхность для приготовления пищи и красивый декоративный металл.
Этот экземпляр изготовлен из патинированной меди, имеет красивый насыщенный крапчатый цвет и предназначен для использования по назначению. Он в отличной форме, в выставочном зале. Вероятно, в реальной жизни вы увидите на нем блестящие уголки и множество цветовых вариаций. Этот пример из матовой меди. Это необработанная медь, на ней нет лака, ничего для защиты, и со временем она станет насыщенно-красно-оранжевой и, в конечном счете, темно-коричневой. Медь, используемая для внутренних работ, не станет зеленой, она действительно хочет стать красивой красно-коричневой из-за окисления и контакта с различными повседневными продуктами.
Отделка меди: еще раз, это наша матовая отделка, у этой есть патина, толщина всего лишь молекулы, она предназначена для износа, она предназначена для создания областей на столешнице с большей и меньшей темнотой. Этот пример изготовлен из меди машинной чеканки, поэтому это делается машиной, чтобы имитировать ручную ковку. Мы сделали много таких столешниц, они очень красиво выглядят и доступны по цене. Это медь ручной ковки; это также может быть патинировано. Ручная чеканка меди производится по старинке, на наковальне, забивая обе стороны листа одновременно. Если вы забьете только одну сторону листа меди, он превратится в чашу, так что часть ремесленника, умеющего молотить. Это стеганая медь, поэтому мы работаем с листогибочным прессом, нанося серию складок, мы можем делать узоры восхода солнца и стегать. Это патинирование и стеганое покрытие. Многие люди делают фартуки из этого материала.
Итак, как сделать медную столешницу, мы используем медь 14-го калибра, толщиной около шестнадцатой дюйма, достаточно толстую, чтобы вмятину не было очень легко, очень эластичный, крепкий металл. Загибаем его вниз и обратно под. Нижний задний изгиб называется возвратом. Затем он прикрепляется к водостойкому волокнистому сердечнику, где сцепление составляет 100%, оставляя приятное ощущение твердости.
Мы изготавливаем из меди столешницы, раковины, вытяжки и мебель. Их можно полировать до зеркального блеска, можно патинировать, можно чеканить. Медь — очень универсальный металл для работы, он полезен для здоровья, очарователен, и профессиональный дизайнер может привнести его в свой проект. Он создает эффект старины, создает страдание и очарование и действительно передает чувство наследия проекту, который профессионал в области дизайна интерьера может привнести в новую работу своих клиентов.
Ведущий: Brooks Custom создает роскошную мебель и столешницы из дерева, металла, бетона и стекла. Свяжитесь с нашей командой опытных дизайнеров для качественного индивидуального производства и доставки по всему миру.
Поделиться:
Как очистить медь: избавиться от потускнения и вернуть блеск | Architectural Digest
Обучение очистке меди не должно быть пугающим. Очаровательный блеск материала неоспорим, но независимо от того, купили ли вы медную кастрюлю, сковороду, кружку или миску, у вас, несомненно, остался один вопрос: как удалить потускнение и очистить медь? Это справедливый вопрос, но научиться чистить медь не так страшно, как вы думаете. Мягкий металл ценится за его способность проводить тепло, но он требует немного большей ТСХ, чем другие материалы, и грязь может легко накапливаться, поэтому важно правильно ухаживать за медью. «В зависимости от покрытия медной посуды можно допустить ошибку при очистке», — говорит Мак Колер из Brooklyn Copper Cookware. Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне.
Ознакомьтесь с некоторыми советами по очистке, которые удаляют налет с медных кастрюль, медных кастрюль и многих других медных изделий.
Как удалить окисление с меди?
Потускнение — это слой коррозии, который возникает, когда металлы, включая медь, серебро и латунь, со временем подвергаются воздействию кислорода, воды и воздуха. Это совершенно нормальная реакция, но она может превратить ваши блестящие медные предметы домашнего обихода в грязные и коричневатые предметы, которые потеряли свой блеск из-за влаги, грязи, масел и агрессивных химикатов. Вот почему поверхность меди может иметь цвет от патины цвета морской волны до темно-янтарного.
Чтобы не потускнеть, вы должны полировать медные кастрюли и сковороды каждые шесть месяцев с помощью специального чистящего средства для меди и салфетки из микрофибры. Используйте тот же подход, если у вас медная раковина или столешница. Amazon предлагает безопасные для меди чистящие средства, такие как Bar Keepers Friend и Wright’s Copper Cream.
Как проще всего очистить медь?
Перед очисткой меди проверьте, есть ли на изделии лаковое покрытие, так как методы очистки меняются в зависимости от его наличия. Очистите лакированную медь чашкой воды и мягким средством для мытья посуды. Протрите остатки сухой тканью, чтобы закончить. Чтобы выяснить, покрыт ли ваш медный предмет лаком, слегка протрите поверхность меди тканью из микрофибры, смоченной в белом уксусе и пищевой соде. Если потускнение полностью удалено, значит, ваш медный предмет не покрыт лаком. В противном случае тест докажет, что изделие покрыто лаком, поэтому вы можете придерживаться процесса мытья посуды и воды.
Какой самый лучший самодельный очиститель для меди?
Откажитесь от агрессивных химикатов вместо домашней смеси из бытовых ингредиентов, которые у вас есть под рукой. Вот четыре способа естественной очистки меди:
Лимонный сок и пищевая сода
Этот метод лучше всего подходит для сильно потускневшей меди. Простой самодельный очиститель меди для удаления потускнения можно приготовить, смешав лимонный сок с пищевой содой и перемешав до полного смешивания. После смешивания нанесите на медную поверхность и отполируйте круговыми движениями, используя мягкую и чистую ткань. Промойте и высушите.
Кетчуп
Один из самых простых способов очистки своими руками: нанесите слой кетчупа на медную кастрюлю или медную раковину и разотрите приправу по всей поверхности. Помидоры в кетчупе содержат кислоту, которая помогает удалить потускнение. Промойте и высушите.
Лимон и поваренная соль
Отличный способ отполировать медь — разрезать лимон пополам и нанести поваренную соль на мякоть. Это создает естественную абразивную губку. Натрите лимоном патинированную поверхность медной посуды. Используйте соль по мере необходимости, чтобы удалить стойкий налет. Промойте и высушите.
Белый уксус и поваренная соль
Сочетание белого уксуса и поваренной соли — еще один вариант надежного чистящего средства для меди, особенно для медной раковины или столешницы.
 Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.


 Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
 Теплота выделяется в результате прохождения через детали тока.
Теплота выделяется в результате прохождения через детали тока.
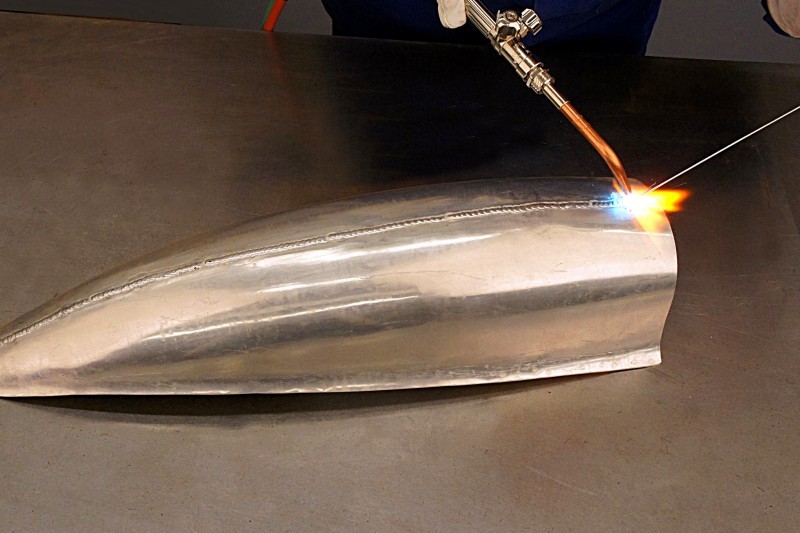
 Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
 Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
 Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
 В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения. 0003
0003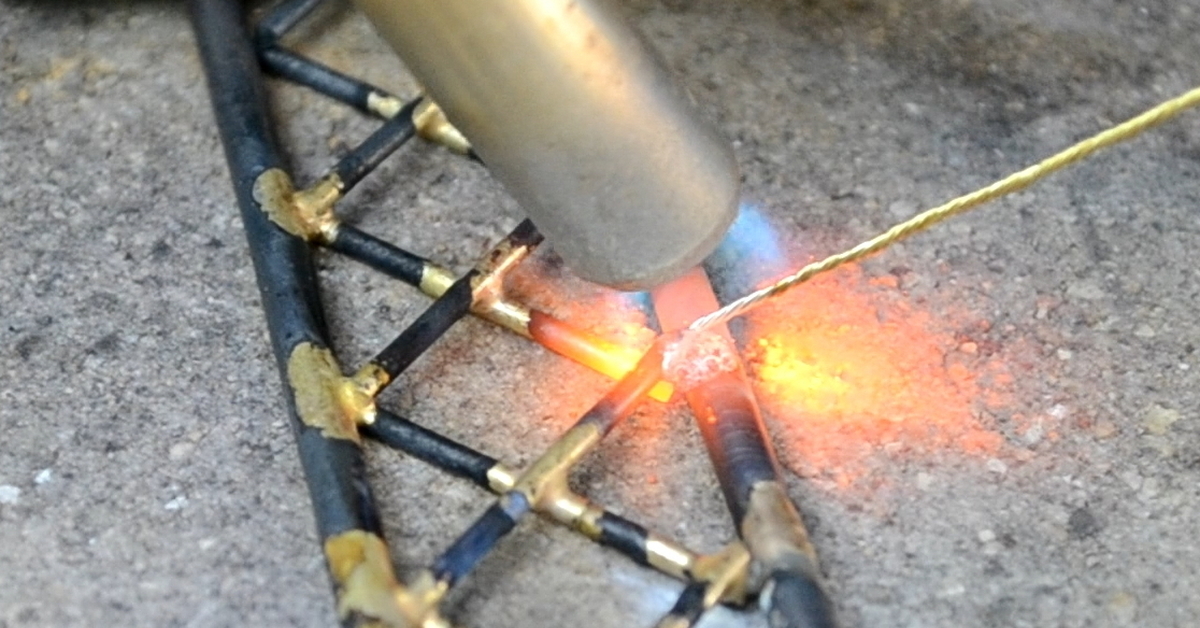 Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать. Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.

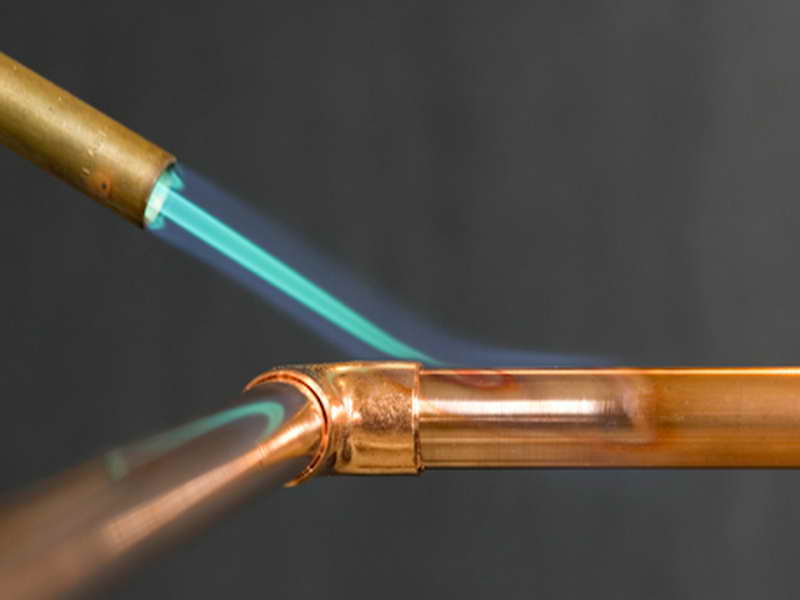
 Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?

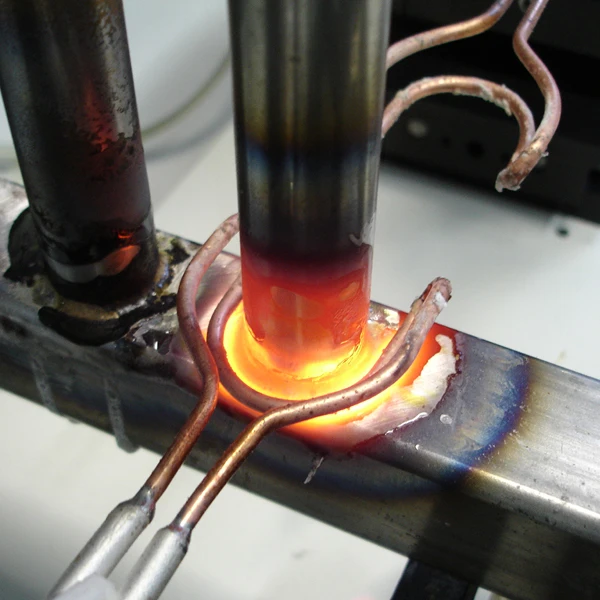


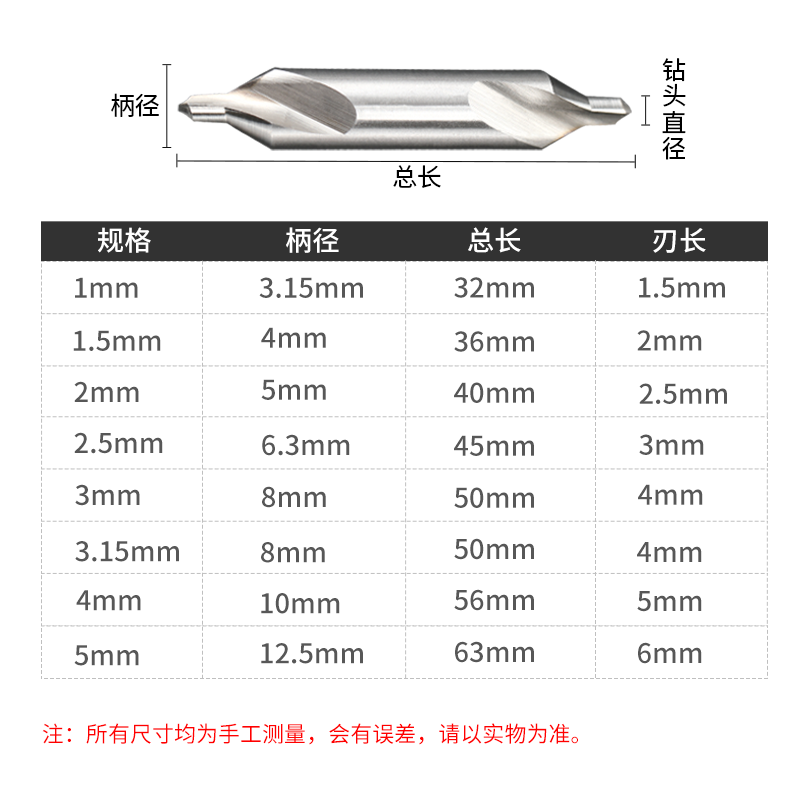
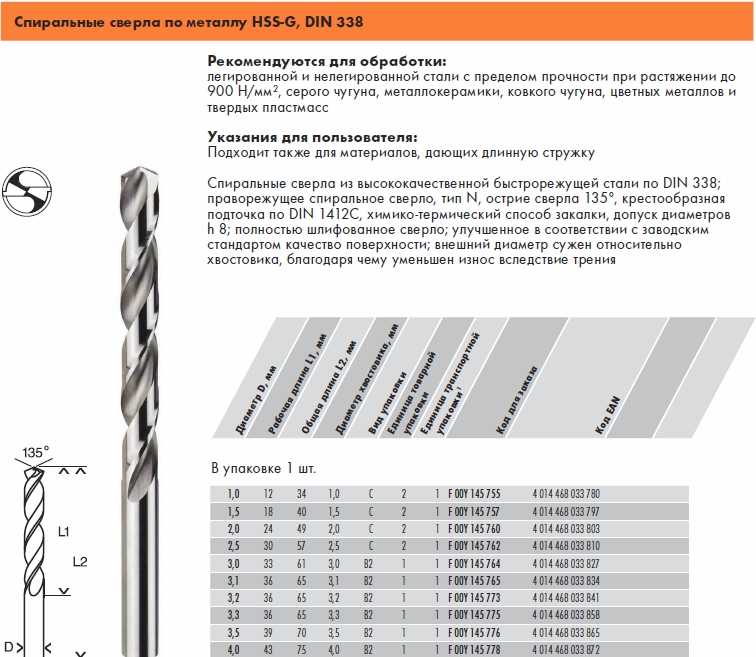
 Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
 Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.
Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.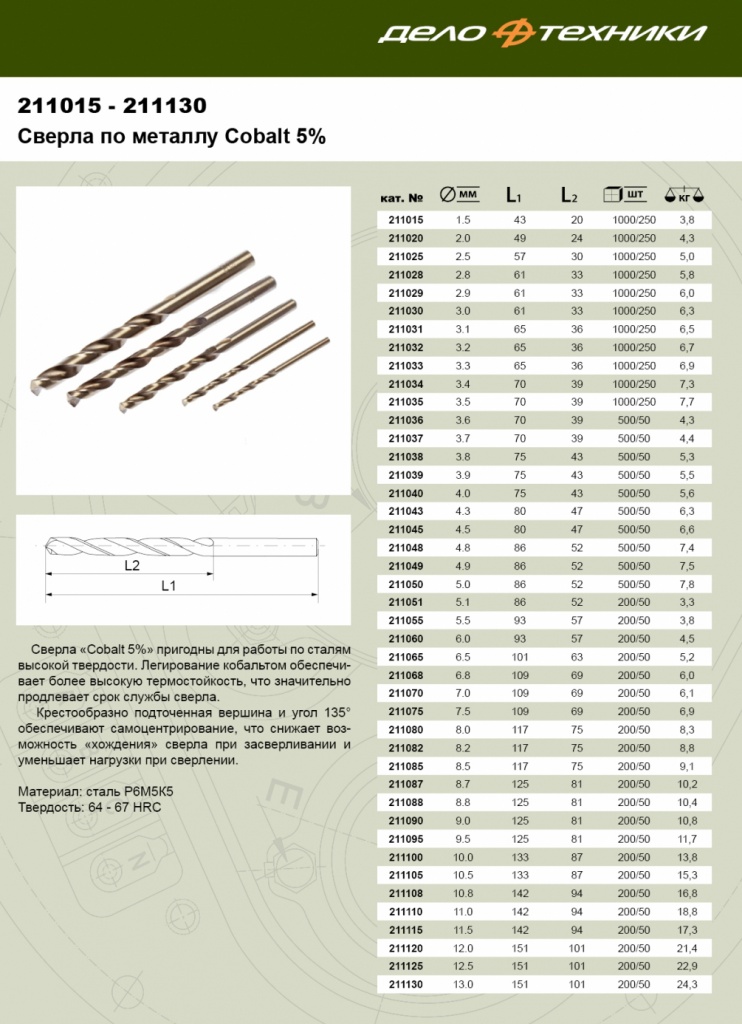

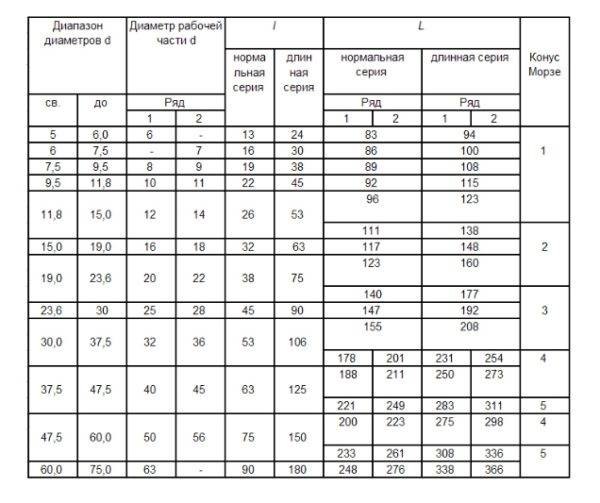
 Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами:
Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами: 
 Расширенные сегменты зубьев для быстрого удаления материала
Расширенные сегменты зубьев для быстрого удаления материала 
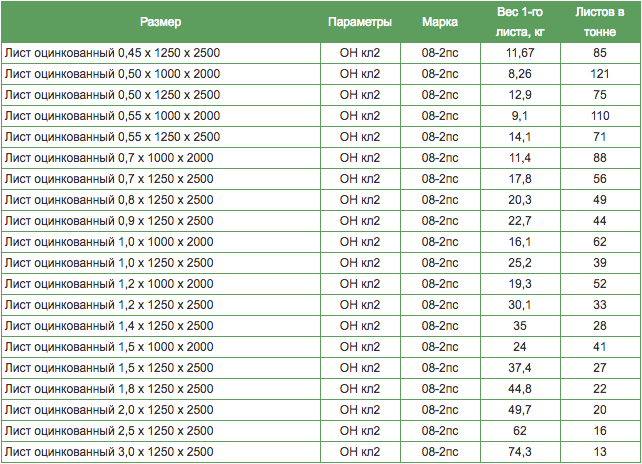 Удельный вес марок стали
Удельный вес марок стали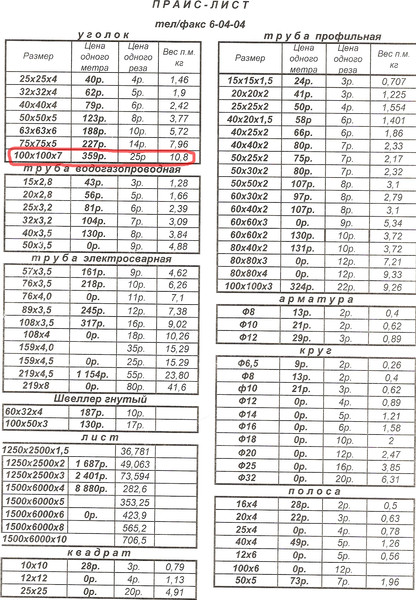 Также вам может быть полезной следующая информация:
Также вам может быть полезной следующая информация: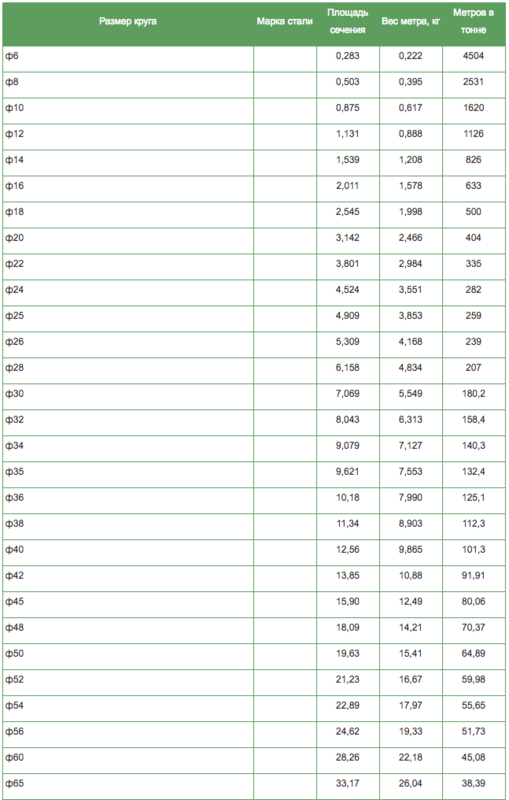 трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где:
трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где: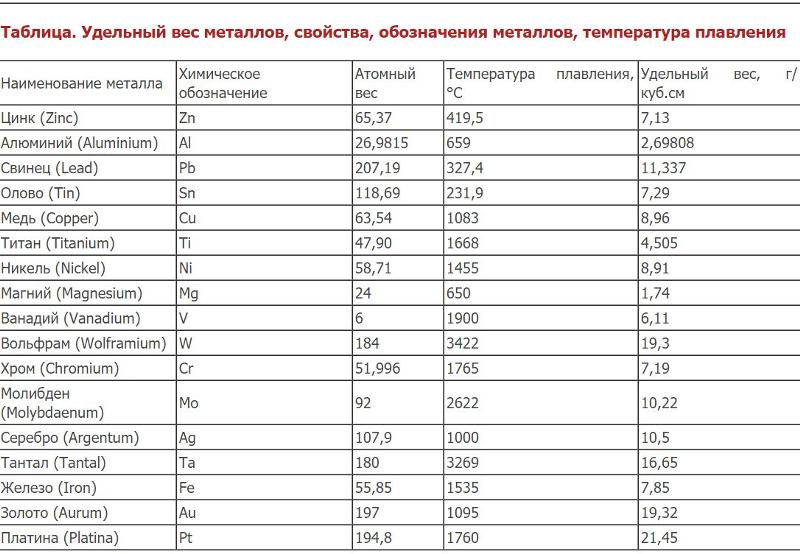
 см:
см: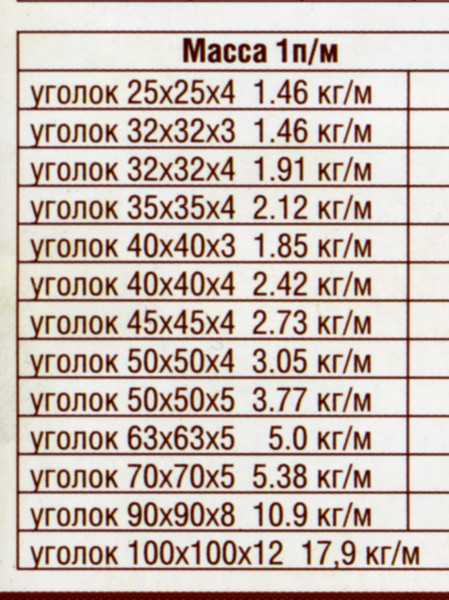 Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.
Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.

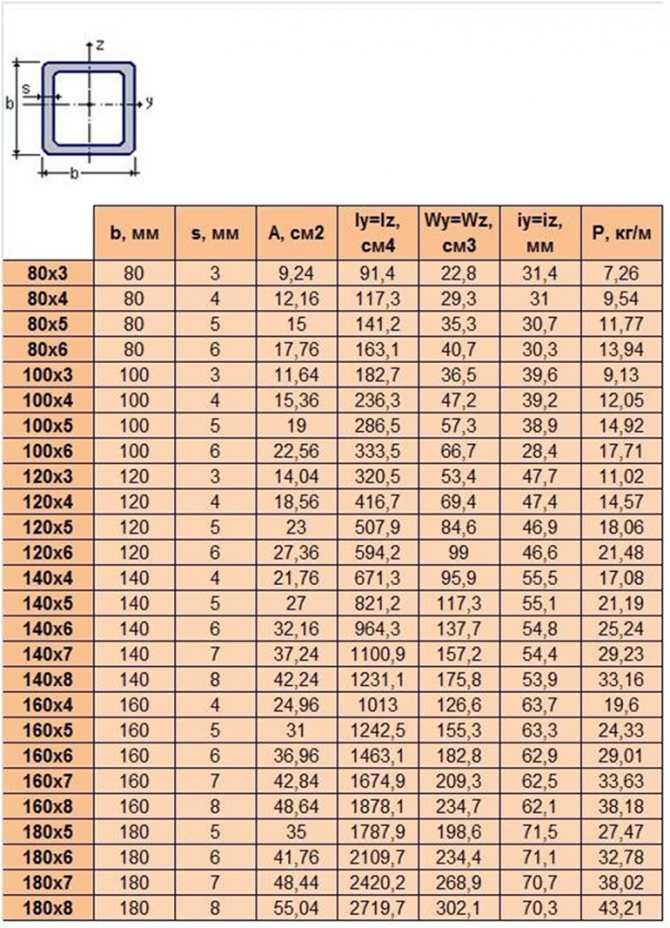 ft³
ft³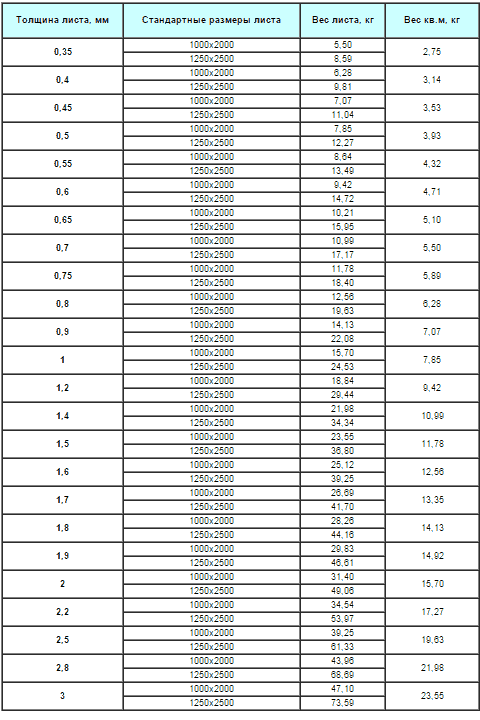 фунт/фут³
фунт/фут³ 1 — 558,7,7 LB/FT=
1 — 558,7,7 LB/FT= 7 lb/ft³
7 lb/ft³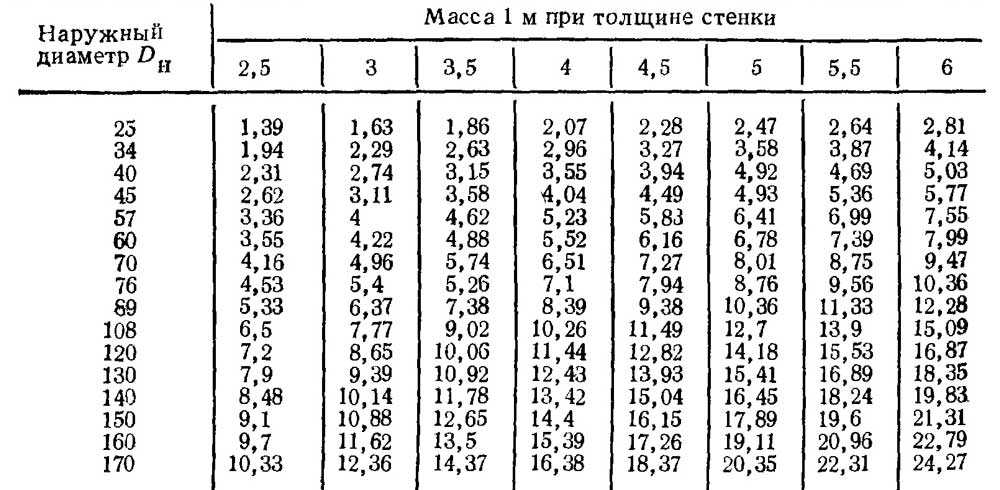 3 lb/ft³
3 lb/ft³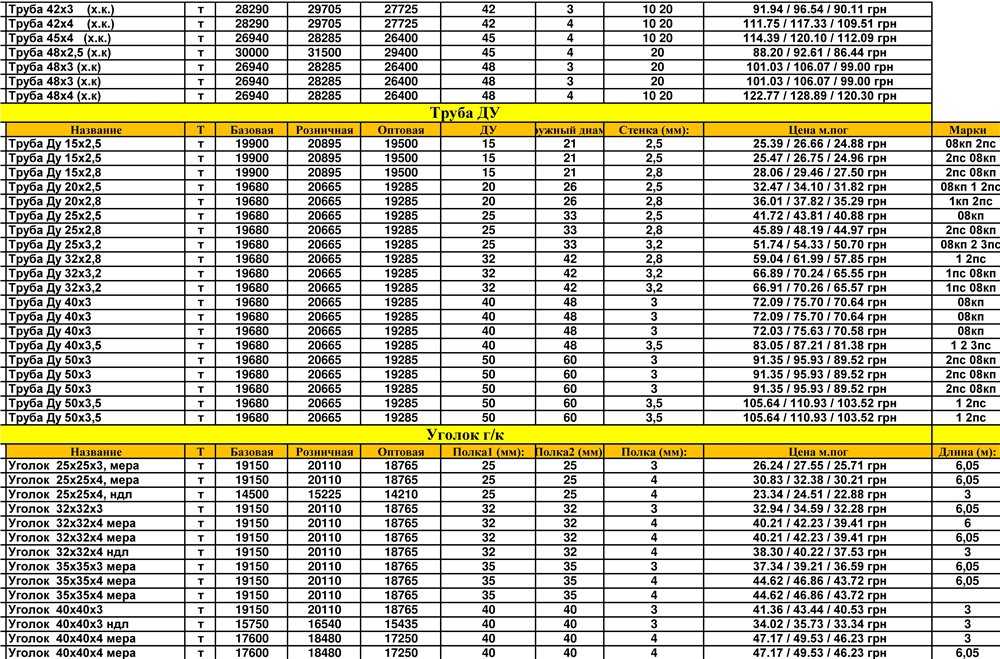 9 lb/ft³
9 lb/ft³ 59 g/cm³
59 g/cm³ 450 lb/in³
450 lb/in³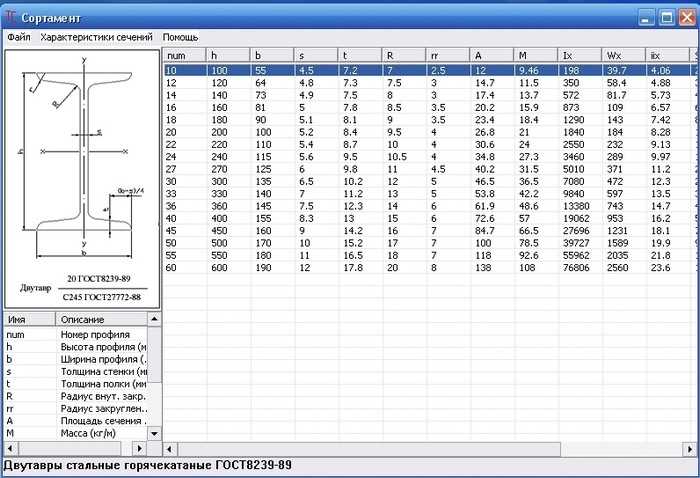 284 lb/in³
284 lb/in³ 1 g/cm³
1 g/cm³ 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9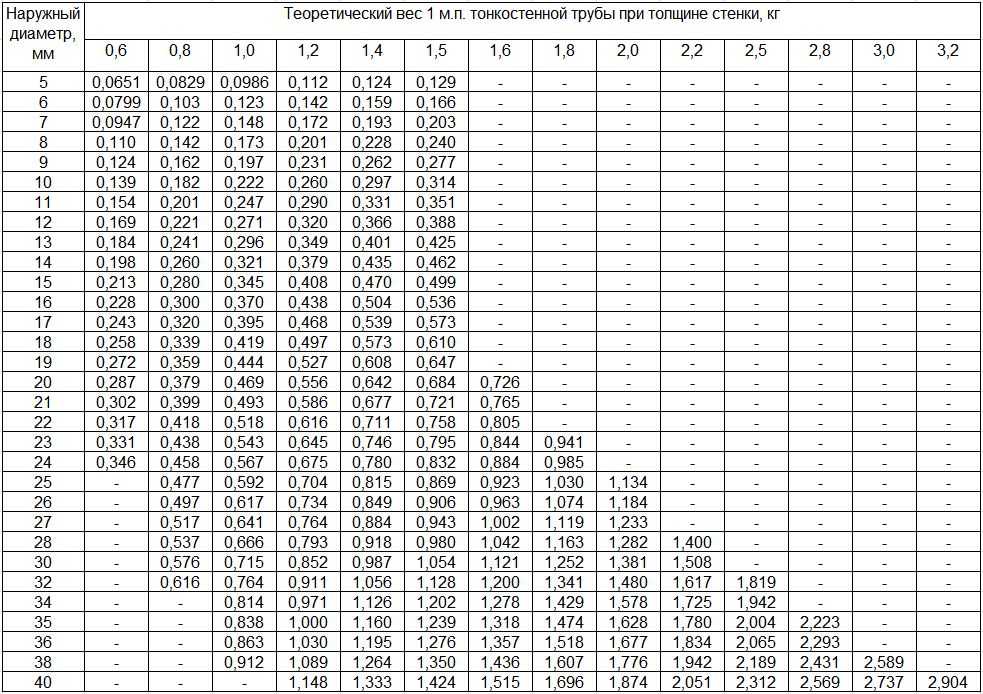 07
07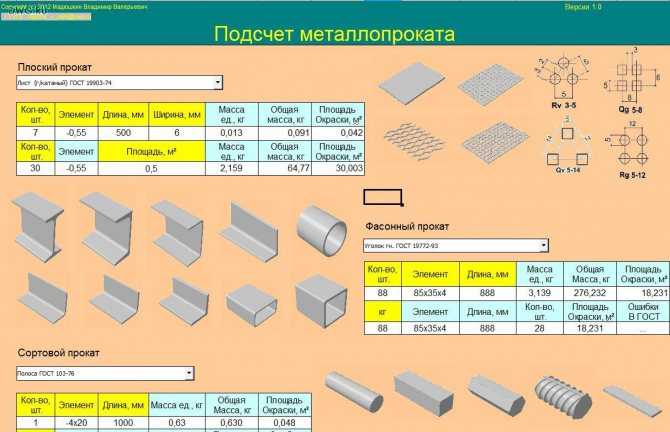 01
01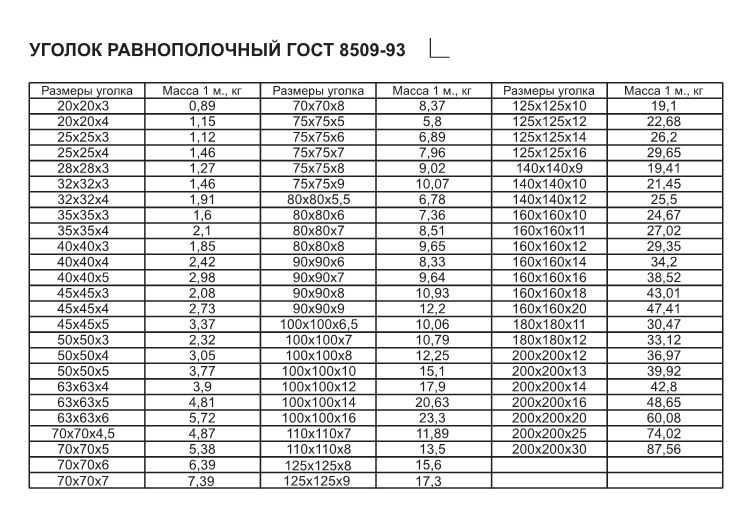 20
20
 Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать.
Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать. Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие.
Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие. Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
 “Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица.
“Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица. Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест.
Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест. Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу.
Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу. Воспользуйтесь пищевой содой
Воспользуйтесь пищевой содой Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.
Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.

 Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
 Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления.
Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления. Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке.
Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке. Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок.
Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок. Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
 Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться.
Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия. Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях.
Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях. Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий.
Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий. Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
 Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите.
Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите. Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет.
Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет. покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
 фунт/фут³
фунт/фут³ 1 — 558,7,7 LB/FT=
1 — 558,7,7 LB/FT=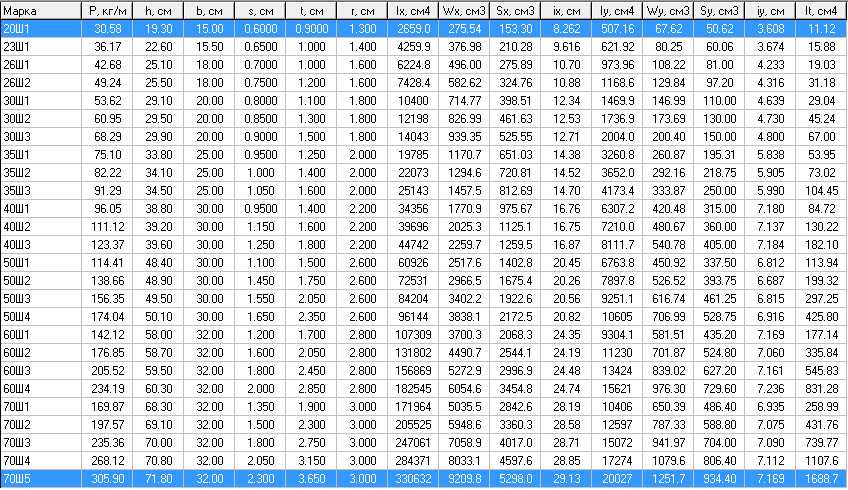 7 lb/ft³
7 lb/ft³ 3 lb/ft³
3 lb/ft³ 9 lb/ft³
9 lb/ft³ 59 g/cm³
59 g/cm³ 450 lb/in³
450 lb/in³ 284 lb/in³
284 lb/in³ 1 g/cm³
1 g/cm³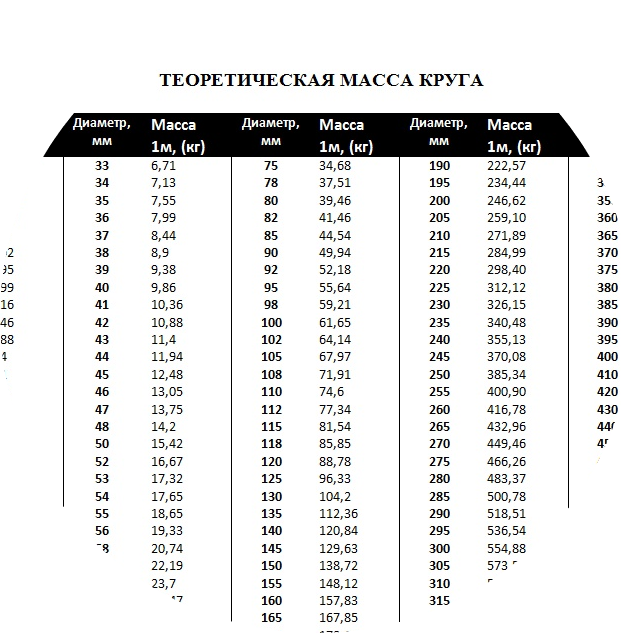 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9 07
07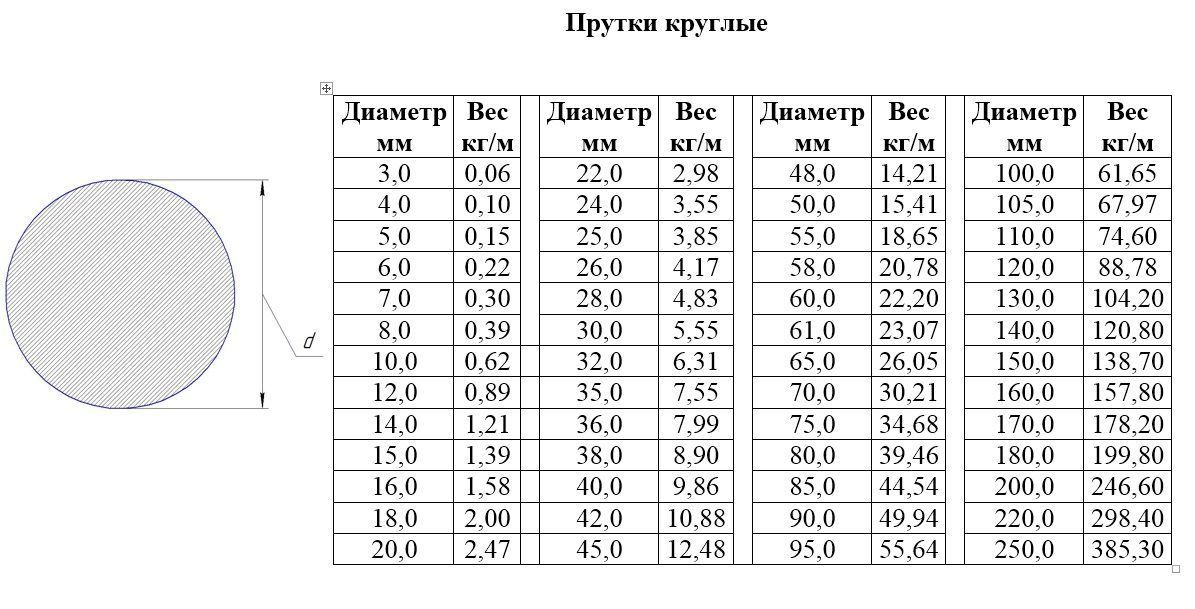 01
01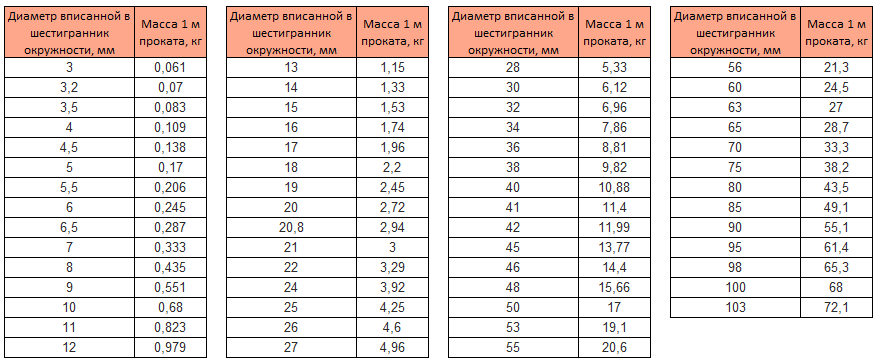 20
20
 Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают: Действительно, стружки фактически нет, вернее, она сразу вымывается, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Действительно, стружки фактически нет, вернее, она сразу вымывается, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.


 Реже – мотора, резервуаров, сопел.
Реже – мотора, резервуаров, сопел.
 youtube.com/embed/gWDxiZOAwig» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/gWDxiZOAwig» frameborder=»0″ allowfullscreen=»»/> Не видел раньше такого.
Не видел раньше такого. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала. И далеко не все из тех, кто остался без багажа, могут…
И далеко не все из тех, кто остался без багажа, могут…
 В конце концов, это вода, и мы говорим о твердых материалах, таких как сталь, а не о более мягких материалах, таких как бумага или пенопласт.
В конце концов, это вода, и мы говорим о твердых материалах, таких как сталь, а не о более мягких материалах, таких как бумага или пенопласт. Представьте, что может сделать эта вода под высоким давлением! Во-первых, он может очень легко резать сталь и многие другие материалы.
Представьте, что может сделать эта вода под высоким давлением! Во-первых, он может очень легко резать сталь и многие другие материалы.
 Поскольку при гидроабразивной резке эти зоны устраняются, материал не может перегреваться, что сохраняет его целостность.
Поскольку при гидроабразивной резке эти зоны устраняются, материал не может перегреваться, что сохраняет его целостность. Это делает гидроабразивную резку идеальной для производства сложных деталей.
Это делает гидроабразивную резку идеальной для производства сложных деталей.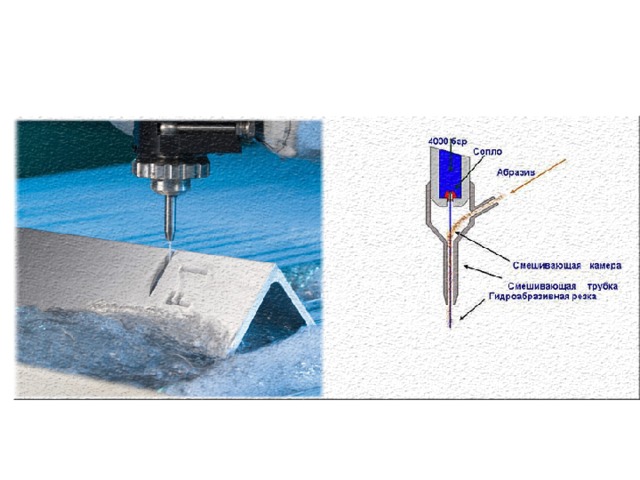 Многие из мелких деталей, которые вы видите в современной автомобильной промышленности, создаются с использованием абразивной гидроабразивной резки. Его точность помогает сэкономить на затратах на механическую обработку.
Многие из мелких деталей, которые вы видите в современной автомобильной промышленности, создаются с использованием абразивной гидроабразивной резки. Его точность помогает сэкономить на затратах на механическую обработку. Однако все эти преимущества обеспечит только качественный станок для гидроабразивной резки.
Однако все эти преимущества обеспечит только качественный станок для гидроабразивной резки. Последний — мощная струя, но он не собирается прорезать металл — в противном случае для чистки автомобиля он был бы бесполезен.
Последний — мощная струя, но он не собирается прорезать металл — в противном случае для чистки автомобиля он был бы бесполезен.

 00
00 20
20/a6e541ce67cc311.ru.s.siteapi.org/img/544237c70a7b3ddb5fff42e99b6da8a48488f2bb.jpg) 20
20 00
00 00
00 00
00 00
00

 Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.


 Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий: К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
 Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
 США
США Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov. Мойте руки после обработки.
Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov. Мойте руки после обработки. 







 Когда мастер определился с этими вопросами, ему требуется подготовить оборудование, выбрать соответствующую оснастку. Далее необходимо точно следовать выбранной технологии, соблюдать особенности рабочего процесса. Узнать, как нарезать наружную и внутреннюю резьбу в металле, выбрать оснастку, подготовить оборудование можно на нашем сайте.
Когда мастер определился с этими вопросами, ему требуется подготовить оборудование, выбрать соответствующую оснастку. Далее необходимо точно следовать выбранной технологии, соблюдать особенности рабочего процесса. Узнать, как нарезать наружную и внутреннюю резьбу в металле, выбрать оснастку, подготовить оборудование можно на нашем сайте. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. Эта техника регулярно дает декоративные приспособления, сделанные из таких материалов, как серебро, золото, сталь, лак или стекло. Кроме того, они внедряют метод изготовления пластин для глубокой печати из меди или другой стали для печати изображений на бумаге. Это значит гравировать. Несомненно! Гравюра по металлу – королевское и традиционное искусство Индии.
Эта техника регулярно дает декоративные приспособления, сделанные из таких материалов, как серебро, золото, сталь, лак или стекло. Кроме того, они внедряют метод изготовления пластин для глубокой печати из меди или другой стали для печати изображений на бумаге. Это значит гравировать. Несомненно! Гравюра по металлу – королевское и традиционное искусство Индии.
 Тем не менее, эти мастера практикуют в Джайпуре.
Тем не менее, эти мастера практикуют в Джайпуре. Хакуна Матата! Получите все это в один клик.
Хакуна Матата! Получите все это в один клик.
 При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.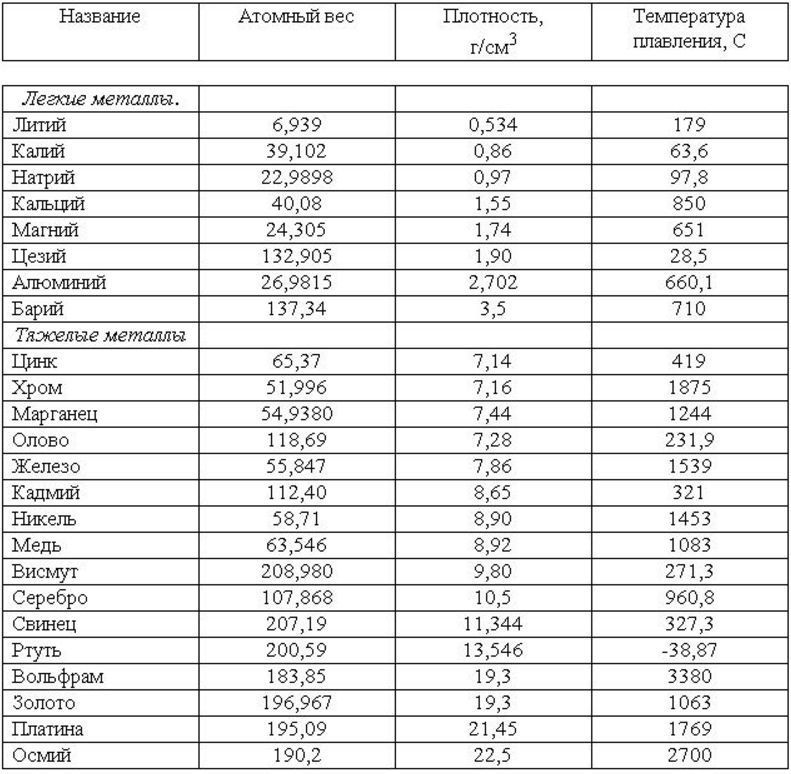
 Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия: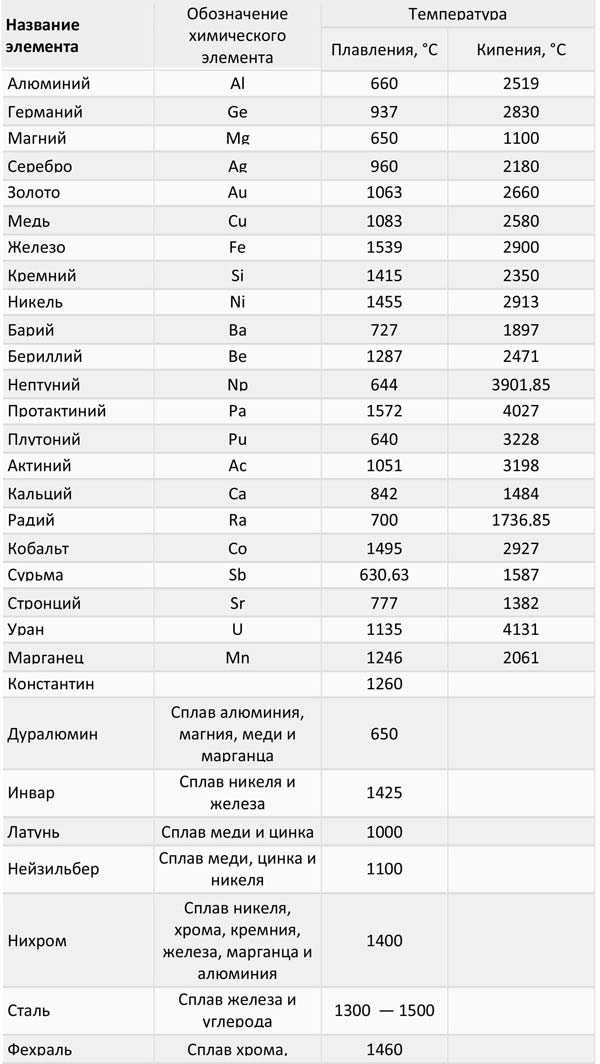
 С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.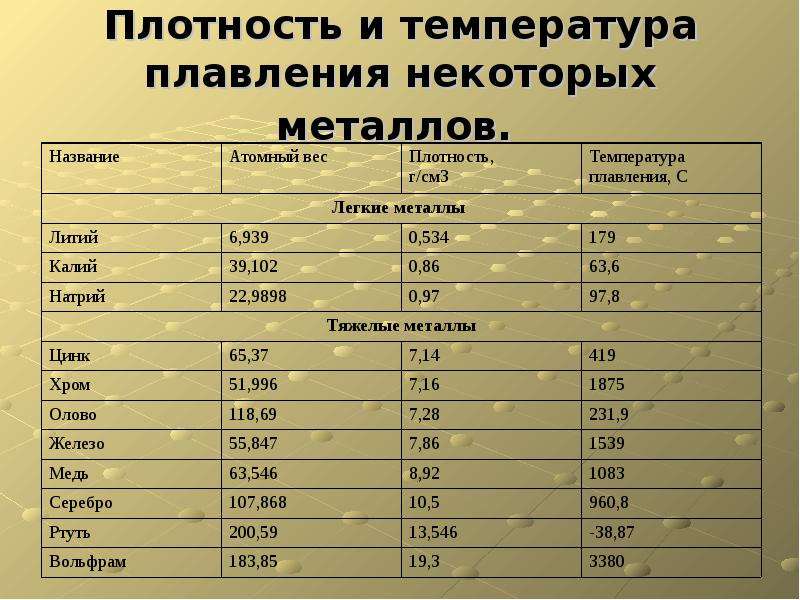 Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит.
Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит. Ниже можно наблюдать список групп.
Ниже можно наблюдать список групп.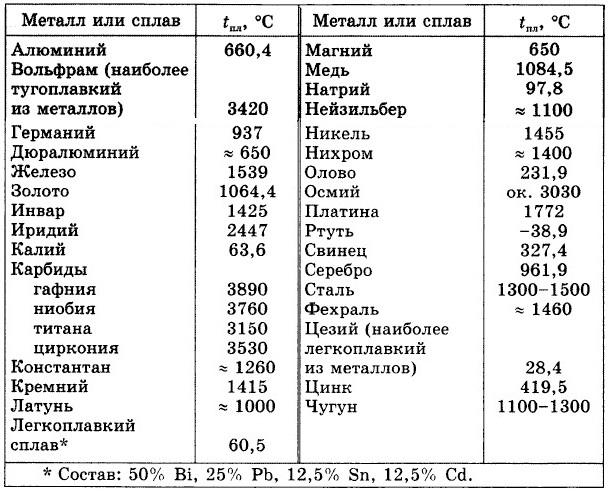 Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;
Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;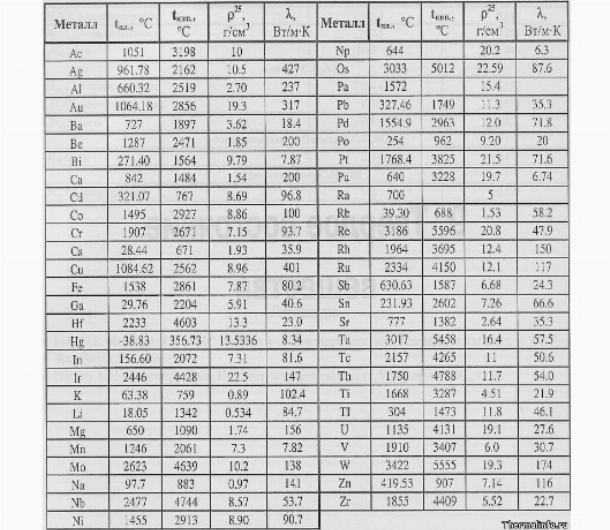 Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
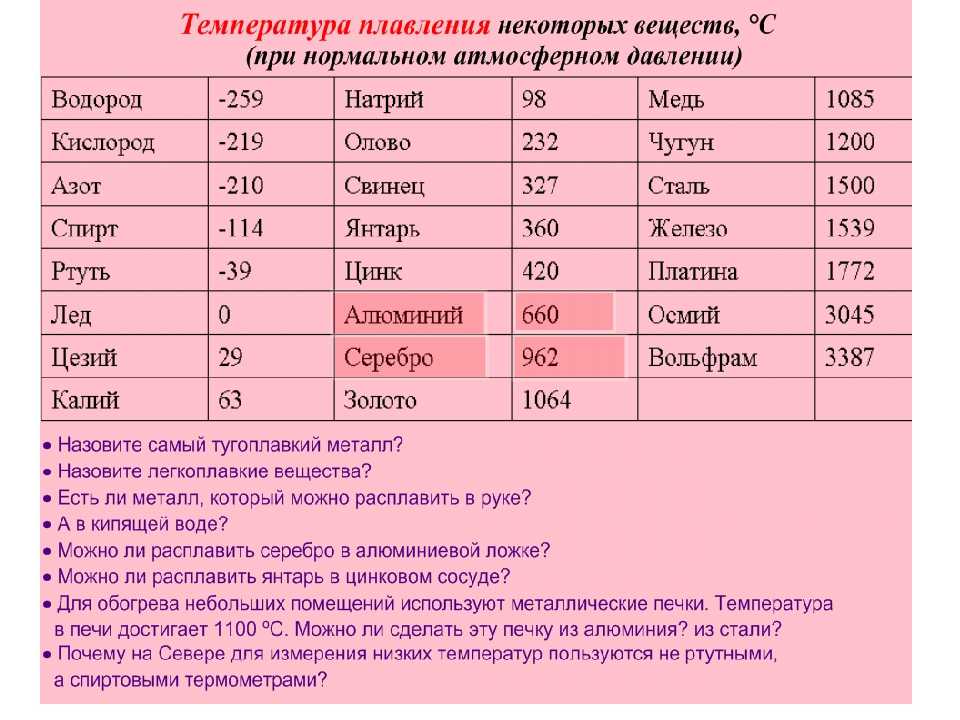 По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.
По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.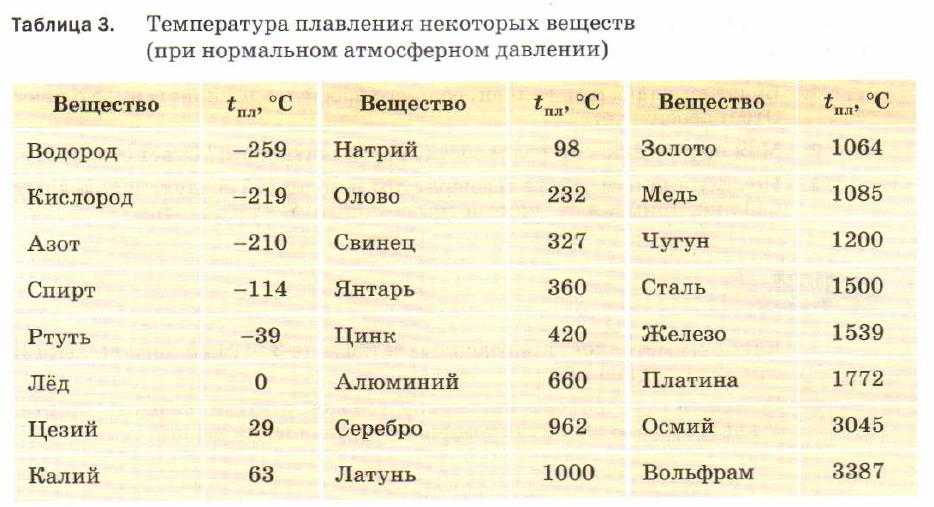 Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F).
Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F). Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.
Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.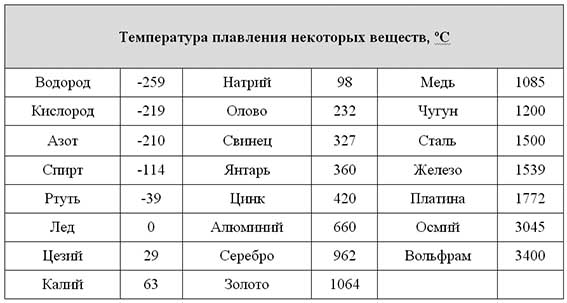 Следует учитывать температуру плавления металлического сплава и другие факторы.
Следует учитывать температуру плавления металлического сплава и другие факторы.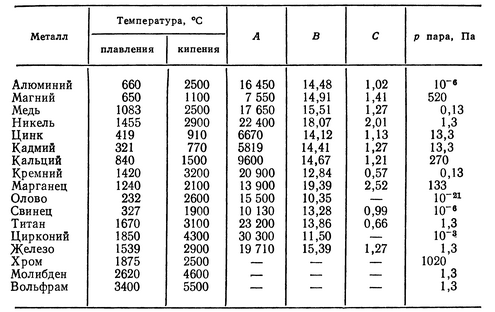 При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.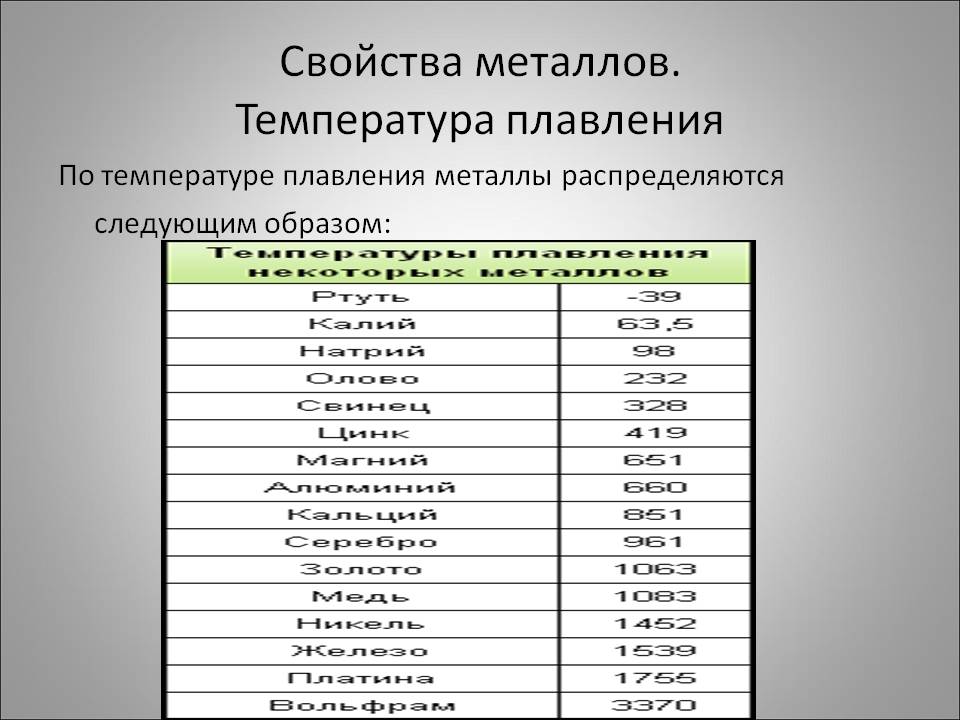
 Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость!
Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость! Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время.
Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время. Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды.
Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды. Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
 Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза.
Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза. Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток.
Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток. И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще «старожилы» говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька «Фэри». Но, честно говоря, я попробовал и «Фэри», и «Комнат», и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.
И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще «старожилы» говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька «Фэри». Но, честно говоря, я попробовал и «Фэри», и «Комнат», и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.
 В некоторых случаях рассматриваемый процесс является промежуточной операцией, которая позволяет нанести другое вещество на поверхность.
В некоторых случаях рассматриваемый процесс является промежуточной операцией, которая позволяет нанести другое вещество на поверхность. Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира.
Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира. youtube.com/embed/RjmgIQ7iaN8″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/RjmgIQ7iaN8″ frameborder=»0″ allowfullscreen=»»>
 Подобная технология предусматривает окунание заготовки в подготовленный раствор, после чего подводится напряжение. Зачастую применяется в том случае, если размеры заготовки небольшие, так как требуется меньшее количество специального электролита. Для погружения заготовки требуется ванная или другая емкость, которая не реагирует на воздействие применяемого раствора.
Подобная технология предусматривает окунание заготовки в подготовленный раствор, после чего подводится напряжение. Зачастую применяется в том случае, если размеры заготовки небольшие, так как требуется меньшее количество специального электролита. Для погружения заготовки требуется ванная или другая емкость, которая не реагирует на воздействие применяемого раствора. Нанесение тонкого слоя меди позволяет защитить заготовку от цементирования. Покрывается раствором поверхность, которая в дальнейшем будет обрабатываться резанием.
Нанесение тонкого слоя меди позволяет защитить заготовку от цементирования. Покрывается раствором поверхность, которая в дальнейшем будет обрабатываться резанием. Металл, который подвержен воздействию коррозии, должен быть хорошо очищен, так как даже мелкая крошка может сделать поверхность неоднородной.
Металл, который подвержен воздействию коррозии, должен быть хорошо очищен, так как даже мелкая крошка может сделать поверхность неоднородной.

 Нельзя допускать попадания различных загрязняющих веществ. Следующий шаг заключается в натирании медной прослойки шерстяной тряпкой или другим сукном. В большинстве случаев рассматриваемая технология применяется в том случае, когда изделие имеет большие размеры и не может погружаться в ванную.
Нельзя допускать попадания различных загрязняющих веществ. Следующий шаг заключается в натирании медной прослойки шерстяной тряпкой или другим сукном. В большинстве случаев рассматриваемая технология применяется в том случае, когда изделие имеет большие размеры и не может погружаться в ванную. Для очистки получаемой поверхности могут применяться различные ткани.
Для очистки получаемой поверхности могут применяться различные ткани. Это необработанная медь, на ней нет лака, ничего для защиты, и со временем она станет насыщенно-красно-оранжевой и, в конечном счете, темно-коричневой. Медь, используемая для внутренних работ, не станет зеленой, она действительно хочет стать красивой красно-коричневой из-за окисления и контакта с различными повседневными продуктами.
Это необработанная медь, на ней нет лака, ничего для защиты, и со временем она станет насыщенно-красно-оранжевой и, в конечном счете, темно-коричневой. Медь, используемая для внутренних работ, не станет зеленой, она действительно хочет стать красивой красно-коричневой из-за окисления и контакта с различными повседневными продуктами. Это стеганая медь, поэтому мы работаем с листогибочным прессом, нанося серию складок, мы можем делать узоры восхода солнца и стегать. Это патинирование и стеганое покрытие. Многие люди делают фартуки из этого материала.
Это стеганая медь, поэтому мы работаем с листогибочным прессом, нанося серию складок, мы можем делать узоры восхода солнца и стегать. Это патинирование и стеганое покрытие. Многие люди делают фартуки из этого материала.
 Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне.
Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне. Amazon предлагает безопасные для меди чистящие средства, такие как Bar Keepers Friend и Wright’s Copper Cream.
Amazon предлагает безопасные для меди чистящие средства, такие как Bar Keepers Friend и Wright’s Copper Cream. Простой самодельный очиститель меди для удаления потускнения можно приготовить, смешав лимонный сок с пищевой содой и перемешав до полного смешивания. После смешивания нанесите на медную поверхность и отполируйте круговыми движениями, используя мягкую и чистую ткань. Промойте и высушите.
Простой самодельный очиститель меди для удаления потускнения можно приготовить, смешав лимонный сок с пищевой содой и перемешав до полного смешивания. После смешивания нанесите на медную поверхность и отполируйте круговыми движениями, используя мягкую и чистую ткань. Промойте и высушите.