Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-3
Просмотров: 355
Плазма
Просмотров: 221
Плотер
Просмотров: 243
Multi-Functional Router RJ1325
Просмотров: 224
Плазменная резка
Просмотров: 295
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-2
Просмотров: 426
RJ1325
Просмотров: 386
RJ1325K CNC Router
Просмотров: 337
Автоматический подъемный стол
Просмотров: 404
laser-mramor
Просмотров: 341
Laser Machine-Shadow Engraving on Wood board
Просмотров: 298
CNC Router RJ1118 with Rotary Attachment
Просмотров: 348
RJ1118
Просмотров: 312
Фрезерно-гравировальный станок
Просмотров: 487
О РУИДЖИ
Просмотров: 19209
Гравировка
Просмотров: 302
Woodworking Center RJ1325
Просмотров: 375
Фрезерно-Гравировальный Станок
Просмотров: 489
Фрезерно-Гравировальный Станок ЧПУ Для Нанесения Надписей И Рисунков На Мрамор
Просмотров: 433
Cloth Engraving
Просмотров: 260
Поворотное устройство для лазерного станка-1
Просмотров: 434
RJ1325 CNC Router
Просмотров: 445
Лазерный гравер RJ5030
Просмотров: 540
Фрезерно-гравировальный станок
Просмотров: 489
CNC Router for styrofoam RF2040
Просмотров: 362
Работа лазера RJ1620
Просмотров: 402
Industrial Plasma Cutter
Просмотров: 274
Деревообрабатывающий центр
Просмотров: 281
1325
Просмотров: 330
cloth cutting from Jinan RUIJIE
Просмотров: 358
Фрезерно-гравировальный станок ЧПУ RJ9015
Просмотров: 473
RFZZ1325 wood working machine video
Просмотров: 284
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-1
Просмотров: 1274
Rotary Attachment
Просмотров: 204
Laser Machine-Shadow Engraving on acrylic
Просмотров: 250
RJ1325 серия P
Просмотров: 254
Поворотное устройство для лазерного станка-2
Просмотров: 450
ЧПУ с четырьмя шпинделями
Просмотров: 340
New Woodworking Center RJ1325 ATC
Просмотров: 239
Лазерно-гравировальный станок
Просмотров: 340
Advertising Plasma Cutter
Просмотров: 272
RJ1325B
Просмотров: 489
Auto Tool Changer Router
Просмотров: 290
Фрезерно-Гравировальный Станок
Просмотров: 489
Application of laser machine
Просмотров: 319
RJ2030 SERVO
Просмотров: 366
RJ1325 ATC
Просмотров: 241
Лазерная гравировка на мраморе
Просмотров: 342
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-4
Просмотров: 395
Гравировка латуни
Просмотров: 382
Linear Auto Tool Changer Router
Просмотров: 246
RJ5030 лазерный гравер
Просмотров: 569
laser machine
Просмотров: 310
Install Laser Machine
Просмотров: 275
CNC Router RJ3636
Просмотров: 391
Работа гравером по дереву для начинающих: видео, обучение, выбор инструмента
Выбор оборудования
Серийные модели граверов
Как правильно работать гравером
Уход за гравировальным оборудованием и инструментом
Работа гравером – это увлекательная процедура, с помощью которой можно создавать на поверхности обрабатываемого изделия разнообразные узоры и надписи, осуществлять шлифовку и полировку мелких деталей, а также решать целый перечень других задач. Чтобы результаты работы гравером, в качестве которого может быть использована типовая бормашина, были качественными, необходимо не только понимать, зачем он нужен, но и знать все нюансы использования такого оборудования.
Гравер позволяет работать не только с деревом, но и с другими материалами
Выбор оборудования
Выбирая гравер или бормашину, вы должны определиться с тем, для каких работ будет использоваться такое устройство, а также с тем, какие материалы будут обрабатываться с его помощью. Зная это, выбрать гравировальную установку для работ по металлу и другим материалам или бормашину для резьбы по дереву (даже учитывая огромное разнообразие подобных устройств, представленных на современном рынке) вы сможете без особых проблем.
Наиболее значимыми характеристиками граверов, на которые следует обращать основное внимание, являются:
мощность приводного электродвигателя, определяющая способность оборудования длительное время работать под значительными механическими нагрузками и обрабатывать различные материалы;
количество оборотов, развиваемых рабочим органом, в котором фиксируется гравировальный инструмент.
В наше время есть из чего выбирать, каждый производитель выпускает несколько моделей граверов, отличающихся как по цене, так и по функционалу
Очень часто тем, кто собирается приобрести гравер для своей профессиональной деятельности или для работ в домашних условиях, приходится делать выбор между двумя указанными выше характеристиками. Как бы ни хотелось, эффективно совмещать высокую мощность и оборотистость не способно ни одно современное гравировальное устройство из числа серийных моделей. Именно поэтому специалисты, которым приходится пользоваться гравером часто, сразу приобретают и мощные, и оборотистые модели. Оптимальным выбором в таких случаях станут:
мощный гравер, рабочий наконечник которого имеет усиленную конструкцию;
компактный и легкий микромотор, способный работать на высоких оборотах.
Для тяжелых работ будет удобен инструмент с дополнительной рукояткой, а мелкую гравировку лучше наносить компактным устройством
Для не слишком сложных работ гравером в домашних условиях можно изготовить такое устройство самостоятельно, наделив его при этом именно той функциональностью и теми характеристиками, которые необходимы. Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
Применяя самодельный гравер в домашних условиях, можно не только наносить на изделие надписи и узоры, но и выполнять различные виды обработки деталей из металла, пластика и кости. Возможна также резьба по дереву гравером, изготовленным своими руками. В зависимости от рабочего инструмента, установленного в насадке такого устройства, использоваться оно может как мини-дрель, небольшой фрезер, компактная шлифовальная и полировальная машинка.
Самодельный гравер с гибким валом
Чтобы выбрать серийную модель гравера, который будет эффективно справляться со всеми поставленными задачами, следует ориентироваться не только на рейтинг такого оборудования среди специалистов, но также на его характеристики и функциональные возможности.
Серийные модели граверов
Серийные модели граверов, которые одинаково успешно используются как в домашних условиях, так и в профессиональной сфере, можно разделить на следующие категории.
Технические бормашины
Это мощные безрукавные устройства, при помощи которых можно успешно выполнять различные технологические операции, а именно: сверление, шлифование, фрезерование и др. Такие агрегаты, работающие на небольших оборотах, оснащаются удобной ножной педалью и могут использоваться в комплекте как с цанговыми, так и с быстрозажимными патронами.
Мощность технических бормашин позволяет использовать их для различных операций с помощью дополнительных насадок и приспособлений
Микромоторы без гибкого привода (рукава)
Компактный приводной двигатель, которым оснащаются граверы данного типа, крепится в задней части рабочей насадки. Такие небольшие и высокооборотистые граверы, не предназначенные для серьезных нагрузок, используются преимущественно для самых тонких работ. В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам.
Граверы или бормашины с гибким валом
Такими бормашинами очень удобно пользоваться для гравировки и тонкой резьбы. Однако следует иметь в виду, что гибкий вал, которым они оснащены, уменьшает их мощность практически в два раза.
Как правильно работать гравером
Чтобы работа, выполняемая гравером, была более комфортной и эффективной, следует придерживаться определенных правил.
Подготовка рабочего места
Рабочая поверхность, на которой выполняется гравировка бормашиной, должно быть хорошо освещено, поэтому его надо оснастить мощной лампой, позволяющей без затруднений рассмотреть в мельчайших подробностях все обрабатываемые элементы. Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта.
Все инструменты для гравировки удобно хранить в одном кейсе, если нет места для обустройства полноценной мастерской
Подготовка инструмента
Для выполнения гравировки используются различные инструменты, устанавливаемые в гравер. Каждый их них выполняет определенные функции. Так, инструмент с рабочей частью в форме конуса нужен для того, чтобы наносить контур рисунка, а цилиндрический бор – для создания мелких штрихов. Перед началом работы все инструменты следует разложить на рабочем столе именно в той последовательности, в которой они будут применяться.
Выполнение гравировки
Рука, в которой удерживается рабочая насадка гравера, должна свободно скользить по обрабатываемой поверхности, для этого рекомендуют надеть тканевую перчатку. Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие.
Гравировка надписей с помощью трафарета
Все методы выполнения гравировки предполагают, что сначала выполняется контур рисунка, а только затем соответствующим инструментом «прорисовывают» его детали. Сделанный рисунок следует обработать войлочным валиком, что позволит придать ему более аккуратный вид и удалить с обработанной поверхности все заусенцы, оставленные инструментом.
Если в конструкции гравера или бормашины, которыми вы пользуетесь, не предусмотрена система принудительной вентиляции, то после 10–15 минут работы оборудование стоит отключить и дать ему остыть естественным путем.
youtube.com/embed/I8h0Xj6Oz7U»/>
Уход за гравировальным оборудованием и инструментом
Чтобы гравер или бормашина, используемые в домашних условиях или в условиях хорошо оборудованной мастерской, прослужили как можно дольше, необходимо правильно за ними ухаживать. В первую очередь надо следить за состоянием инструментов, которые используются в комплекте с таким оборудованием: на их рабочей поверхности не должно быть трещин и других дефектов. Заменять неисправные инструменты можно только на боры аналогичной конструкции и такого же типа. Следует также принять за правило очищать вентиляционные отверстия гравера от скапливающейся в них пыли после каждого сеанса работы.
Соответствующий уход за гравером позволит не только длительное время сохранять такое оборудование в рабочем состоянии, но и выполнять обработку с его помощью максимально эффективно.
Видео — Boss Laser
Видео — Boss Laser
ПОСМОТРИТЕ, ЧТО ВЫ МОЖЕТЕ СДЕЛАТЬ С ВАШИМ ЛАЗЕРОМ, УЗНАЙТЕ СОВЕТЫ И МЕТОДЫ, ЧТОБЫ ПОЛУЧИТЬ МАКСИМАЛЬНО ОТ ВАШЕЙ МАШИНЫ
ДЕМОНСТРАЦИОННЫЙ
ОБУЧЕНИЕ
ВДОХНОВЛЯЮЩИЙ
Волоконный лазер для резки вставки из нержавеющей стали
Волоконный лазер Boss Laser FC Accu-Cut
Лазерная резка нержавеющей стали 1.15
Boss Laser Metal Cutter
Гравировка и резка кожи
BOSSLASER Гравировка и резка
Защитная маска для лица с лазерной резкой
COVID-19 — скачать бесплатно файл
Деревянные карандаши с лазерной гравировкой
Лазерный станок Boss Laser LS-2440
Лазерный станок с вращающимся патроном Boss Mod
Держатель кухонной утвари
Волоконно-лазерный резак BOSS
FC 6012 EXT — 3 кВт — Резка низкоуглеродистой стали 1/4″
Волоконный лазер для гравировки
Ручка для ручного огнестрельного оружия на BOSS FM Laser
Пробковая доска для дротиков с лазерной резкой/гравировкой
Скачать файл бесплатно
Лазерный станок Boss Laser серии HP
Прецизионная лазерная резка и гравировка
Лучшее программное обеспечение для лазеров? LightBurn Laser Software
Совместимость с Mac/Windows/Linux
Лазерная архитектурная модель здания
Boss Laser
Лазерная центровка
НА МАШИНАХ LS
Как сфокусировать FM
СТАНЦИЯ/НАСТОЛЬНЫЙ СТОЛ
Настройка охладителя воды CW-5000
В ПОСТОЯННЫЙ РЕЖИМ
Как чистить
ФОКУСНАЯ ЛИНЗА
Проверка блокировки
ВИДЕО
Замена головок машинного лазера HP
(НЕМЕТАЛЛИЧЕСКИЕ НА МЕТАЛЛИЧЕСКИЕ)
Как сделать автофокус
НА МАШИНАХ LS
Автофокусировка неметаллических материалов
ЛАЗЕРНАЯ ГОЛОВКА НА МАШИНАХ HP
Калибровка станка HP
ДЛЯ РЕЗКИ МЕТАЛЛА
Лазерный станок Boss Laser серии HP
Прецизионная лазерная резка и гравировка
Лучшее программное обеспечение для лазерной печати? Программное обеспечение LightBurn Laser
Совместимость с Mac/Windows/Linux
Лазерная архитектурная модель здания
Boss Laser
Получить последнюю версию
Видео с ЧПУ для лазерной резки, гравировки, сварки, очистки
Видео с ЧПУ
Видео с ЧПУ для плазменной резки
Видео с ЧПУ для лазерного станка
Видео для фрезерного станка с ЧПУ
Видеоролики планшетного цифрового резака
Видеоролики токарного станка с ЧПУ по дереву
10 лучших видеороликов по обработке с ЧПУ
СледующийПредыдущий
Небольшой фрезерный станок с ЧПУ с осью вращения для 3D-обработки
Фрезерный стол с ЧПУ 48×96 для трехмерной рельефной резьбы
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
2022 Лучшая 3D-головоломка для лазерной резки CO2 Laser Cutter
Высокоточный лазерный резак для металлообработки
Фрезерный станок с ЧПУ для изготовления алюминиевых форм с 3 осями, 4 осями, 5 осями
Карусельный автомат смены инструмента Обрабатывающий центр с ЧПУ
Как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок?
Как использовать программное обеспечение JDPaint с фрезерными станками с ЧПУ?
Резка серебра с помощью высокоточного лазерного резака по металлу
20 октября 2022 г. Ищете недорогой прецизионный лазерный резак для резки серебра, золота, платины для индивидуальных ювелирных изделий, украшений, изделий из серебра, подарков, медалей или монет? Обзор лучших бюджетных малогабаритных станков для лазерной резки листового металла.
Лучшая портативная импульсная лазерная машина 2022 года
19 марта 2022 г. Вы увидите, как лучшая импульсная лазерная машина 2022 года удаляет покрытие, пятна, грязь с деталей локомотивов, металлических деталей, зубчатых колес, форм, трансмиссии и листового металла.
7 простых способов лазерного удаления ржавчины с металла
25 января 2022 г. В этом видеоролике показаны 7 различных простых способов лазерного удаления ржавчины с металлической поверхности с помощью портативной ручной машины для лазерной очистки от ржавчины мощностью 1000 Вт с волоконным лазерным генератором.
Как работает машина лазерной очистки для удаления ржавчины?
25 января 2022 г. В этом видео вы увидите, как работает ручная лазерная машина для удаления ржавчины с металлической поверхности, что может помочь вам задуматься о покупке лазерной машины для удаления ржавчины для вашего бизнеса.
Персонализированные подарки и поделки из кристаллов с внутренней лазерной 3D-гравировкой
19 мая 2022 г. Станок для внутренней лазерной 3D-гравировки используется для гравировки фотографий, рисунков или текста на хрустале для изготовления персонализированных 3D-подарков и поделок из кристаллов, а также для изготовления стеклянных кубов. , скульптура, блок или пузырьковая диаграмма.
Промышленная машина для лазерной очистки мощностью 1500 Вт
04 января 2022 г. В этом видео вы увидите, как промышленная машина для лазерной очистки мощностью 1500 Вт очищает пресс-формы для резиновых шин для автомобильной промышленности. Вы узнаете, как получить лучшую машину для лазерной очистки пресс-форм для резиновых шин.
Лазерная машина для удаления краски и покрытия мощностью 1000 Вт
4 января 2022 г. В этом видео вы увидите, как портативная машина для лазерной очистки мощностью 1000 Вт работает для снятия краски и удаления покрытия. Вы понимаете особенности и преимущества лазерной машины для удаления краски и покрытий?
Ручная лазерная машина для удаления ржавчины с металла мощностью 2000 Вт
04 января 2022 г. Вы увидите, как машина для лазерной очистки мощностью 2000 Вт удаляет пыль с металлических деталей, трансмиссии, зубчатых колес, пресс-форм и листового металла. Вы поймете, подходит ли лазерная машина для удаления ржавчины для вашего бизнеса.
CO2-лазерная резка Самодельные акустические панели для звукопоглощения
25 февраля 2022 г. Вы с нетерпением ждете самодельных или нестандартных акустических панелей для звукопоглощения? Из этого видео вы узнаете, как станок для лазерной резки CO2 режет нестандартные звукопоглощающие панели.
УФ-лазерный гравировальный станок мощностью 5 Вт для металла, стекла и пластика
10 сентября 2021 г. В этом видеоролике показано, как УФ-лазерный гравировальный станок мощностью 5 Вт выполняет травление нержавеющей стали, стекла, кожи, дерева, камня, акрила и пластика с мелкими деталями.
CO2 лазерный станок для гравировки и резки изделий из дерева
25 февраля 2022 г. В этом видео показано изготовление изделий из дерева с помощью CO2 лазерного гравировального станка. Станок для лазерной резки CO2 подходит для дерева, МДФ, фанеры, ткани, кожи, акрила и пластика.
STJ1390 Станок для лазерной резки 20 мм акрилового листа STJ1390
25 февраля 2022 г. Станок для лазерной резки СО2 STJ1390 — это профессиональный резак для акрила с ЧПУ.
3D подповерхностный лазерный гравировальный станок для изготовления пузырьковых диаграмм
25 февраля 2022 г. Ищете 3D подповерхностный лазерный гравировальный станок для изготовления пузырьковых диаграмм? Нужна лазерная гравировка внутри стекла для персонализированных поделок или изготовления подарков? Обзор 3D-лазерной внутренней гравировальной машины для хрусталя.
Как сделать оружие своими руками с помощью оптоволоконного лазерного станка для глубокой гравировки?
07 апреля 2022 г. Как сделать самодельное оружие с помощью оптоволоконного лазерного гравера? Обзор лазерного гравировального станка 2022 года с самым высоким рейтингом для травления и гравировки пистолетов и цилиндров огнестрельного оружия из металлов, углеродных волокон, полимерных пластиков.
Станок для лазерной резки мощностью 3000 Вт для резки углеродистой стали толщиной 16 мм
11 августа 2021 г. В этом видео вы узнаете, как станок для лазерной резки металла STYLECNC мощностью 3000 Вт с лазерным источником Raycus выполняет резку углеродистой стали толщиной 16 мм.
Стол для лазерной резки мощностью 3000 Вт для резки нержавеющей стали толщиной 6 мм
25 февраля 2022 г. В этом видео показано, как стол для лазерной резки с ЧПУ мощностью 3000 Вт с усиленным металлическим каркасом станины режет лист из нержавеющей стали толщиной 6 мм. Станок для резки волоконным лазером можно использовать для всех проектов и планов по резке листового металла.
Как сделать металлические кредитные карты своими руками с помощью лазерной гравировальной машины?
30 мая 2022 г. Ищете станок для лазерной гравировки для изготовления металлических кредитных карт Visa или Mastercard своими руками? Нужен лазерный гравер для пользовательских заготовок кредитных карт из металла и пластика (PVCA) для вашего бизнеса, просмотрите машину для маркировки волоконным лазером для персонализированных планов и проектов по созданию кредитных карт.
Комбинированный станок для лазерной резки CO2 и волокна для металла и дерева
01 августа 2022 г. На этом видео показано, как комбинированный станок для резки CO2 и волоконного лазера от STYLECNC режет углеродистую сталь, нержавеющую сталь, акрил толщиной 20 мм и дерево толщиной 6 мм.
Как настроить PMAG для пистолетов с помощью лазерной гравировальной машины?
25 февраля 2022 г. Лазерный гравировальный станок — это профессиональный оптоволоконный лазерный гравер для индивидуальной гравировки PMAG, который используется для самостоятельного изготовления полимерных магазинов для огнестрельного и огнестрельного оружия.
Волоконно-лазерный резак IPG для металлов с высокой отражающей способностью
25 февраля 2022 г. Просмотрите тестовое видео по резке металлов с высокой отражающей способностью с помощью волоконного лазерного резака IPG. Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.
Высокоточный лазерный резак для производства металлов
25 февраля 2022 г. Нужен высокоточный лазерный резак для производства металлов? Из этого видео о лазерной резке листового металла вы поймете, какой лазерный станок вам нужен.
Как настроить и использовать фрезерный станок с ЧПУ и лазерный станок?
28 июля 2022 г. В этом видео показано, как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок с CO2, который представляет собой многофункциональный станок с ЧПУ с возможностями фрезерования с ЧПУ, лазерной гравировки и лазерной резки.
Как выгравировать фото на чашках с помощью ротационного лазерного гравера?
Кристаллическое строение металлов – кратко о типах
4.5
Средняя оценка: 4.5
Всего получено оценок: 229.
4.5
Средняя оценка: 4.5
Всего получено оценок: 229.
Металлы – особая группа элементов в периодической таблице Менделеева. В отличие от неметаллов элементы этой группы являются исключительно восстановителями с положительной степенью окисления, а также обладают пластичностью, твёрдостью, упругостью, что обусловлено кристаллическим строением металлов.
Общее строение
Металлы – твёрдые вещества, имеющие кристаллическое строение. Исключение составляет ртуть – жидкий металл. Кристаллические решётки представляют собой упорядоченные определённым образом атомы металла. Каждый атом состоит из положительно заряженного ядра и нескольких отрицательно заряженных электронов. В атомах металлов недостаточно электронов, поэтому они являются ионами.
Единица кристаллической решётки – элементарная кристаллическая ячейка, в условных узлах и на гранях которой находятся положительно заряженные ионы. Их удерживают вместе металлические связи, возникающие за счёт беспорядочного движения отделившихся от атомов электронов (благодаря чему атомы превратились в ионы).
Отрицательно заряженные электроны держат на равном расстоянии положительно заряженные электроны, предавая кристаллической решётке правильную геометрическую форму. Рис. 1. Схема металлической связи.
Свободное движение электронов обусловливает электро- и теплопроводность металлов.
Виды решёток
Элементарные кристаллические ячейки могут иметь различную конфигурацию. В связи с этим выделяют три типа кристаллических решёток:
объемно-центрированная (ОЦК) кубическая – состоит из 9 ионов;
гранецентрированная (ГЦК) кубическая – включает 14 ионов;
гексагональная плотноупакованная (ГПУ) – состоит из 17 ионов.
ОЦК представляет собой куб, в узлах которого находится по атому. В центре куба, на пересечении диагоналей располагается девятый ион. Этот тип характерен для железа, молибдена, хрома, вольфрама, ванадия.
Элементарной кристаллической ячейкой типа ГЦК является куб с ионами в узлах и в середине каждой грани – на пересечении диагоналей. Такое строение имеют медь, серебро, алюминий, свинец, никель.
Третий тип имеет вид гексагональной призмы, в узлах которой находится по шесть ионов с каждой стороны. Посередине между шестью узлами располагается по одному иону. В середине призмы между шестиугольными гранями находится равносторонний треугольник, который составляют три иона.
Рис. 2. Типы решёток.
Металл может содержать большое количество дефектов атомного строения. Дефекты влияют на свойства металла.
Характеристика решётки
Кристаллические решётки характеризуются компактностью или степенью наполненности. Компактность определяют показатели:
параметр решётки – расстояние между атомами;
число атомов;
координационное число – количество соседних ячеек;
плотность упаковки – отношение объёма, занимаемого атомами, к полному объёму решётки.
При подсчёте количества атомов следует помнить, что атомы в узлах и на гранях входят в состав соседних ячеек.
Рис. 3. Кристаллические ячейки составляют решётку.
Что мы узнали?
Узнали кратко об атомно-кристаллическом строении металлов. Металлы – твёрдые кристаллические вещества. Единицей решётки является элементарная кристаллическая ячейка. Благодаря металлическим связям ионы в узлах ячеек удерживаются на одинаковом расстоянии. Различают три типа кристаллических решёток – ОЦК, ГЦК и ГПУ, отличающихся количеством атомов и геометрической формой.
Все тела состоят из атомов. Тела, в которых атомы расположены беспорядочно, называютаморфными(стекло, канифоль, воск, смола и др.).Кристаллические тела(все металлы и металлические сплавы), характеризуются упорядоченным расположением атомов. В металлах и металлических сплавах атомы находятся в узлах пространственных кристаллических решеток.
В процессе кристаллизации металлов и сплавов могут образовываться кристаллические решетки разного типа. Наиболее распространенными являются объемно-центрированная кубическая (рис.1, а) (К,V, Сr,Fеа, Мо,W), гранецентрированная кубическая (рис.1, б)(Аl,Fe, Ni, Сu, Аg, Аu, Рb) и гексагональная решетки(рис.1, а) (Ве, Мg, Со,Zn, Тi). Гранецентрированная кубическая и гексагональная решетки характеризуются наиболее плотной упаковкой атомов и их компактным размещением.
Расстояния между соседними атомами в кристаллической решетке (параметр решётки) Рис. 1
исключительно малы. Для их измерения пользуются особой единицей — ангстремом (А°), который равен 1А°=10-8см, или нанометром (1 нм=10-9см).
2. Аллотропические превращения в металлах.
Некоторые металлы в твердом состоянии (железо, марганец, кобальт и др.) в зависимости от температуры нагрева могут иметь кристаллические решетки различного строения и, следовательно, обладать различными свойствами. Это явление называется аллотропией, илиполиморфизмом.Кроме того, известен полиморфизм под влиянием температуры и давления. При нагреве до 2000 °С и давлении ~ 1010Па углерод в форме графита перекристаллизовывается в алмаз.
Аллотропические формы принято обозначать буквами греческого алфавита: альфа, бета, гамма и т. д.
К металлам, не претерпевающим аллотропических превращений в твердом состоянии при нагревании и охлаждении, относятся алюминий, магний, медь и др. Большое число технически важных металлов (олово, цинк, никель, кобальт и др.) подвержено аллотропическим изменениям.
3. Процесс кристаллизации. Дефекты кристаллического строения.
Кристаллизациейназывается образование кристаллов в металлах и сплавах при переходе из жидкого состояния в твёрдое (первичная кристаллизация), а также перекристаллизация в твёрдом состоянии (вторичная кристаллизация).
Процесс кристаллизации металла складывается из двух элементарных процессов: образования центров кристаллизации (зародышей) и роста кристаллов из этих центров. При температуре кристаллизации в жидком металле сначала образуются центры кристаллизации, причем их роль играют разные примеси, мельчайшие шлаковые и неметаллические включения. После образования зародышей атомы жидкого металла, расположенные беспорядочно, начинают располагаться вокруг этих зародышей и образуют кристаллы правильной геометрической формы. Так как кристаллизация начинается одновременно во многих местах и рост кристаллов идет по всем направлениям, то смежные кристаллы, сталкиваясь между собой, мешают свободному росту каждого. Это приводит к тому, что кристаллы приобретают неправильную внешнюю форму, несмотря на их упорядоченное внутреннее строение. Кристаллы неправильной формы принято называть кристаллитами, полиэдрами, или зернами. Образовавшиеся реальные кристаллы имеют те или иные несовершенства (дефекты) кристаллического строения, которые принято классифицировать по характеру их измерения в пространстве на точечные (нульмерные), линейные (одномерные),
Рис. 2. Точечные дефекты в кристаллической решетке:
а — вакансия; б — межузельный атом; в — примесный атом внедрения
Наиболее распространены точечные. К ним относят вакансии(узлы в кристаллической решетке, свободные от атомов),межузельные атомы (атомы, находящиеся вне узлов кристаллической решетки), а такжепримесные атомы(рис. 2).
6.4: Кристаллические структуры металлов
Последнее обновление
Сохранить как PDF
Идентификатор страницы
183327
Химия 310
Penn State University via Wikibook
Кристаллическая природа металлов
Все металлические элементы (кроме Cs, Ga и Hg) при комнатной температуре представляют собой твердые кристаллические вещества. Подобно ионным твердым телам, металлы и сплавы имеют очень сильную тенденцию к кристаллизации, независимо от того, получены ли они термической обработкой или другими методами, такими как восстановление в растворе или гальваническое покрытие. Металлы легко кристаллизуются, и трудно получить стекловидный металл даже при очень быстром охлаждении. Расплавленные металлы имеют низкую вязкость, и одинаковые (по существу, сферические) атомы могут очень легко упаковываться в кристалл. Однако стеклообразные металлы можно получить путем быстрого охлаждения сплавов, особенно если составляющие их атомы имеют разные размеры. Различные атомы не могут упаковаться в простую элементарную ячейку, что иногда делает кристаллизацию достаточно медленной для образования стекла.
Кубический корпус
ГПУ (слева) и ГЦК (справа) плотная упаковка сфер
Кристаллические структуры
Большинство металлов и сплавов кристаллизуются в одной из трех очень распространенных структур: объемно-центрированной кубической (ОЦК), гексагональной плотноупакованной (ГПУ) или кубической плотноупакованной (ГЦК, также называемой гранецентрированной кубической, ГЦК) ). Во всех трех структурах координационное число атомов металла (т. е. число эквидистантных ближайших соседей) достаточно велико: 8 для ОЦК и 12 для ГПУ и ГПУ. Мы можем сравнить это с низкими координационными числами (то есть с низкими валентностями — например, 2 для O, 3 для N или 4 для C), обнаруженными у неметаллов. В ОЦК структуре ближайшие соседи находятся в углах куба, окружающего атом металла в центре. В ГПУ- и ПЦП-структурах атомы упаковываются подобно сложенным друг на друга пушечным ядрам или бильярдным шарам в слоях с шестикоординатным расположением. У каждого атома также есть еще шесть ближайших соседей из слоев выше и ниже. Последовательность укладки ABCABC… в решетке ccp и ABAB… в hcp. В обоих случаях можно показать, что сферы заполняют 74% объема решетки. Это наибольшая объемная доля, которой можно заполнить решетку из равных сфер.
Атомы в металлических кристаллах имеют тенденцию собираться в плотные структуры, которые эффективно заполняют пространство. Простая квадратная упаковка (выше), на которой основана простая кубическая структура, неэффективна и поэтому редко встречается среди металлических кристаллических структур. Структуры, ориентированные на тело или лицо, заполняют пространство более эффективно и чаще.
Периодические тенденции в структуре и поведении металлов
Вспомните, где мы находим металлические элементы в периодической таблице — везде, кроме правого верхнего угла. Это означает, что по мере того, как мы спускаемся по группе в р-блоке (скажем, группа IVA, группа углерода, или группа VA, группа азота), свойства элементов постепенно меняются от неметаллов к металлоидам и металлам. Углеродная группа прекрасно иллюстрирует этот переход. Начиная сверху, углерод имеет две стабильные аллотропные формы — графит и алмаз. В каждом из них валентность атомов углерода точно удовлетворяется за счет образования четырех электронных парных связей с соседними атомами. В графите у каждого атома углерода есть три ближайших соседа, поэтому имеется две одинарные связи и одна двойная связь. В алмазе есть четыре ближайших соседа, расположенных в вершинах тетраэдра, и поэтому с каждым из них связана одинарная связь.
Два элемента, расположенные прямо под углеродом (кремний и германий) в периодической таблице, также имеют структуру алмаза (напомним, что эти элементы не могут легко образовывать двойные связи друг с другом, поэтому для Si или Ge не существует аллотропа графита). Хотя алмаз является хорошим изолятором, кремний и германий являются полупроводниками (то есть металлоидами). Механически они тверды, как алмаз. Подобно углероду, каждый атом Si и Ge удовлетворяет своей валентности, равной четырем, образуя одинарные связи с четырьмя ближайшими соседями.
Следующим элементом после германия является олово (Sn). Олово имеет две аллотропные формы: одну со структурой алмаза и одну со слегка искаженной ОЦК-структурой. Последний имеет металлические свойства (металлический блеск, ковкость) и проводимость примерно в 10 9 раз выше, чем Si. Наконец, свинец (Pb), элемент под Sn, имеет структуру ccp и также является металлическим. Обратите внимание на изменения координационного числа и проводящих свойств:
Элемент
Структура
Координ. нет.
Проводимость
С
графит, алмаз
3, 4
полуметалл, изолятор
Си
алмаз
4
полупроводник
Ге
алмаз
4
полупроводник
Сн
алмаз, искаженный bcc
no.»> 4, 8
полупроводник, металл
Пб
куб.см
12
металл
Элементы C, Si и Ge подчиняются правилу октетов, и мы можем легко идентифицировать связи электронных пар в их структурах. Sn и Pb, с другой стороны, принимают структуры с высокими координационными числами. Они не имеют достаточного количества валентных электронов для создания электронных парных связей с каждым соседом (это общая черта металлов). В этом случае происходит то, что валентные электроны становятся «размазанными» или делокализованными по всем атомам в кристалле. Лучше всего думать о связи в металлах как о кристаллическом расположении положительно заряженных ядер с «морем» общих валентных электронов, склеивающих структуру. Поскольку электроны не локализованы в какой-либо конкретной связи между атомами, они могут двигаться в электрическом поле, поэтому металлы хорошо проводят электричество. Другой способ описать связь в металлах — ненаправленная. То есть ближайшие соседи атома окружают его во всех направлениях, а не в нескольких конкретных направлениях (как в углах тетраэдра, как мы обнаружили для алмаза). С другой стороны, неметаллы (изоляторы и полупроводники) имеют направленную связь. Поскольку связь является ненаправленной, а координационные числа высоки, относительно легко деформировать координационную сферу (т. Е. Разорвать или растянуть связи), чем в случае неметалла. Вот почему такие элементы, как Pb, гораздо более пластичны, чем C, Si или Ge.
Эта страница под названием 6.4: Кристаллические структуры металлов распространяется под лицензией CC BY-SA 4.0 и была создана, изменена и/или курирована Chemistry 310 (Wikibook) посредством исходного контента, который был отредактирован в соответствии со стилем и стандартами Платформа LibreTexts; подробная история редактирования доступна по запросу.
Алюминий и свинец – легкий, устойчивый к коррозии материал, обычно используемый в аэрокосмической промышленности; другой плотный, используется для блокировки рентгеновских лучей, токсичен для человека и является ужасным материалом для изготовления корпусов самолетов. Что может быть общего у этих двух невероятно разных металлов? Оба они имеют одинаковую атомно-кристаллическую структуру при комнатной температуре.
Реклама
Атомная структура металлов
Материалы состоят из множества атомных структур. Однако металлы, в частности, почти всегда имеют свои атомы, организованные в структуру кристаллической решетки. Это означает, что атомы металлов расположены в трехмерном порядке, который повторяется на больших участках металла. В группе кристаллической структуры есть ряд подгрупп, которые организуют форму этих кристаллических структур. Три наиболее распространенные кристаллические структуры в металле: гранецентрированная кубическая, объемноцентрированная кубическая и гексагональная плотноупакованная.
Гранецентрированная кубическая
Одной из наиболее распространенных кристаллических структур является гранецентрированная кубическая (ГЦК). Кристаллическая структура FCC получила свое название от формы куба и расположения атомов внутри этого куба. Есть восемь атомов, которые распределены между восемью углами кристаллической структуры. Каждый из этих восьми атомов также является частью других смежных кубических структур. В дополнение к атомам, расположенным по углам ГЦК-структуры, есть также шесть атомов, расположенных в центре каждой грани куба, отсюда и название гранецентрированной кубической.
Реклама
Существует множество различных типов металлов с кристаллической структурой FCC. Два примера во введении, алюминий и свинец, представляют собой два металла, которые имеют структуру ГЦК при комнатной температуре. Никель и драгоценные металлы, такие как золото, платина и серебро, также имеют кристаллическую структуру FCC. Железо не имеет кристаллической структуры ГЦК при комнатной температуре, но при нагревании до определенной температуры типичная объемно-центрированная ферритная кубическая структура, обнаруженная в железе, начинает трансформироваться в аустенит, который действительно имеет кристаллическую структуру ГЦК. Добавление некоторых легирующих элементов (например, никеля) в сталь позволяет ей быть аустенитной и, следовательно, FCC при комнатной температуре. Примером этого является аустенитная нержавеющая сталь. (Подробнее читайте в статье Введение в нержавеющие стали.)
Объемно-центрированная кубическая
Объемно-центрированная кубическая (ОЦК) кристаллическая структура — еще один распространенный тип атомной структуры, встречающийся в металлах. Как и кристаллическая структура FCC, кристаллическая структура BCC получила свое название из-за своей формы. Кристаллическая структура ОЦК имеет форму куба с восемью атомами, распределенными по восьми углам, подобно кристаллической структуре ГЦК. Отличие кристаллической структуры ОЦК состоит в том, что вместо того, чтобы иметь атом на каждой из шести граней, она имеет только один атом внутри куба. Этот атом находится в центре тела куба, что является причиной названия объемно-центрированного куба.
Многие металлы имеют кристаллическую структуру ОЦК. Как упоминалось ранее, железо в форме феррита является членом семейства металлов ОЦК. Также под зонтик кристаллической структуры ОЦК при комнатной температуре попадают ниобий, хром и ванадий. Калий, натрий, литий и другие щелочные металлы также обычно имеют кристаллическую структуру ОЦК.
Металлы с кристаллической структурой ОЦК обычно имеют меньшую прочность, чем металлы с кристаллической структурой ГЦК и ГПУ при комнатной температуре.
Реклама
Гексагональная плотная упаковка
Гексагональная плотная упаковка (ГПУ) представляет собой кристаллическую структуру, несколько более сложную, чем кристаллические структуры ГЦК и ОЦК. Если одну гексагональную плотноупакованную структуру отделить от других гексагональных плотноупакованных структур, примыкающих к ней, то она будет состоять из 17 атомов. В каждой вершине шестиугольника равномерно распределено шесть атомов. Дополнительные шесть атомов равномерно распределены по вершинам другого шестиугольника. Кроме того, в центре каждого из этих шестиугольников находится атом. Обе группы атомов в шестиугольниках выровнены друг с другом. Между этими двумя шестиугольниками зажата или упакована группа из трех атомов, которые не совпадают с атомами ни в одном из шестиугольников. Атомы в шестиугольниках являются общими с соседними структурами ГПУ.
Кристаллическая структура HCP встречается в нескольких различных металлах.
Бор фреза FX (шарошка) по металлу конусная 12х25 мм, хвостовик 6 мм твердосплавная, цена 260 грн
Характеристики и описание
Шарошки по металлу. Весь ассортимент в разделе Борфрезы твердосплавныеПодробнее: https://stanochnik.com.ua/g64805484-borfrezy-tverdosplavnye Кликай по ссылке!
Борфрезы (шарошки) применяются для обработки, сварных деталей и сварных швов, облоя с заготовок, поковок, для резки закаленной стали, матрицы или пресс-формы. Твердосплавные борфрезы обрабатывают обычную и нержавеющую сталь, графит, чугун, титан, алюминий, латунь, стекло и пластик. С помощью этой универсальной твердосплавной фрезы вы можете быстро и эффективно добиться поверхности хорошего качества на самых разных материалах. Данная борфреза позволяет снимать большой объем материала в кратчайшие сроки. Стальной вал фрезы выполнен из высококачественной стали идеально вписывается в привод дрели или пневмошлифмашины.
Области применения:
снятие фаски;
чистка, удаление заусенцев;
зачистка сварного шва;
увеличение диаметра отверстий
Технические характеристики:
Тип борфрезы (шарошки): тип F
Форма: грибовидная
Длина общая: 65 мм
Длина рабочая: 25 мм
Диаметр хвостовика (шпиндель): 6 мм
Диаметр борфрезы: 12 мм
Радиус скругления: 2,5 мм
Тип обработки: грубая
Насечка: Base-X — универсальная крестовая насечка практически для любого применения
Рекомендации для выбора нужной фрезы (шарошки)
Определитесь с материалом и видом обработки (грубая, средняя, тонкая).
Посмотрите рекомендуемые зубья и насечку и скорость резания.
Определите подходящее число оборотов для приводного агрегата.
Виды обработки:
Грубая
Средняя
Тонкая
Рекомендованное число оборотов фрезерных инструментов в зависимости от их диаметра и скорости резания:
Посмотрите Весь ассортимент Борфрез по металлуПодробнее: https://stanochnik.com.ua/g64805484-borfrezy-tverdosplavnye Кликай по ссылке!
Рекомендации по применению:
Зубья и насечку выбирайте в соответствии с обрабатываемым материалом. Руководствуйтесь принципом: Чем тверже материал, тем мельче насечка!
Правильный выбор числа оборотов — предпосылка для достижения оптимальных результатов работы и долгого срока службы инструмента. Помощь для определения нужного числа оборотов, соответствующего вашему процессу обработки, вы найдете на следующих страницах. Используйте максимально возможные значения числа оборотов в рамках указанных диапазонов. Слишкое низкое число оборотов приводит к биениям, сколам зубьев и преждевременному износу инструмента! Снижайте число оборотов только при больших углах охвата борфрез, а также при обработке материалов с плохой теплопроводностью.
Ни в коем случае нельзя допускать посинения хвостовика и режущей части. Использование длинных хвостовиков также требует снижения числа оборотов по соображениям техники безопасности.
Соотносите мощность вашего приводного агрегата с процессом обработки. Избегайте – особенно при работе с пневматическими машинами – снижения числа оборотов из-за недостатка приводной мощности.
Используйте только работающие без биений зажимные патроны. Биения и вибрации приводят к сколам зубьев и преждевременному износу борфрез. По этой же причине следите за исправным состоянием подшипников приводного агрегата.
Во избежание вибраций и опасности обламывания хвостовика, оставляйте при зажиме инструмента максимально короткий незажатый участок.
➤ Бор фреска FX (шарошка) за металом конусна 12х25 мм, хвостовик 6 мм тверда — 260 грн
Борфрези (шарошки) Використання для обробки, зварних деталей і сварних швів, обкладаючи з заготовок, поковок, для різки загартованої сталі, Матриці або прес-форми. Слабкі борфрези обробляють звичайну і нержавіючу сталь, графіт, чугун, титан, алюміній, латунь, скло та пластик. За допомогою цієї універсальної твердоплавної фрески ви можете швидко і ефективно добитися поверхні хорошого на різних матеріалах. Ця борфреза дозволяє знімати великий об’єм матеріалу в коротші строки. Сталевий вал фрески, виготовлений з високоякісної сталі, ідеально вписується у пристрій дрейли або пневмоншліфів.
Хмари застосування:
виймання фаски;
Чистка, видалення заузанців;
зачистка сварного шва;
Збільшує відчинок у діаметрі
Технічні характеристики:
Тип борфрези (шарошки): тип F
Форма: грибоподібна
Довжина загальна: 65 мм
Робоча: 25 мм
Діаметр хвоста (шпинделя): 6 мм
Діаметр борфрезів: 12 мм
Радіус заокруглення: 2,5 мм
Тип обробки: груба
Насечка: Base-X — універсальна хрестова насечка практично для будь-якого застосування
Рекомендація для вибору потрібної фрески (шарошки)
Визначтеся з матеріалом і типом обробки (грібаю, Середня, тонка).
Подивіться рекомендовані зуби і насечку, а також швидкість гумки.
Визначте відповідну кількість обертів для приводного агрегата.
Види обробки:
Груба
Середня
Тонкая
Рекомендоване число обертів фзерних інструментів залежно від їх діаметру та швидкості різьблення:
Рекомендації для використання:
Зуб’я і насечку вибирайте згідно з матеріалом, що обробляється. Дотримуйтесь принципу: Чим твердіший матеріал, тим менша насечка!
Правильний вибір кількості обертів — передумова для досягнення оптимальних результатів роботи і довгого терміну служби інструмент. Щоб визначити кількість обертів, які відповідають вашому процесу обробки, зверніться до наступних сторінок. Скористайтеся максимально можливими значеннями числа обертів в рамках вказаного діапазону. Невелике число обертів призводить до біянь, зколу зубів і передчасного виносу інструмента! Знижуйте кількість обертів лише на великих кутах борфрезу, а також при обробці матеріалів з поганою теплопровідністю.
У жодному разі не можна допустити, щоб хвостовика чи режучої частини посиніли. Використання довгих хвостиків також вимагає зниження кількості обертів з приводу техніки безпеки.
Співвідносіть потужність вашого приводного агрегата з процесом обробки. Уникайте — особливо під час роботи з пневматичними машинами — зниження кількості обертів через нестачу приводної потужності.
Використовуйте тільки ті, хто працює без біней затиснені патрони. Бінія і вібрації призводять до зколів зубів і передчасного виносу борфрезу. З цієї ж причини слідкуйте за правильними станами підшипників приклеєного агрегата.
Щоб уникнути вібрації та небезпеки обламування хвостовика, залиште якомога коротшу ділянку інструмента.
Формочка для печенья в рожках для мороженого, металл
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
Этого хотят другие люди. 3 человека держат это в своих корзинах прямо сейчас.
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Исследуйте связанные категории и поиски
Внесен в список 10 сентября 2022 г.
130 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
10 лучших ножей для пиццы в 2022 году
1
Pizza Mondo® Pizzaschneider — Profi Pizzamesser (нож для пиццы) эффективен как ролик для пиццы | Premium Pizza Wiegemesser aus Edelstahl 32cm mit Holzgriff | Schnelles und gleichmäßiges Schneiden
Пицца Мондо
Bei Amazon kaufen
2
Teigschneider Teigschaber aus Edelstahl mit Holzgriff, Stabil und Hitzebeständig Teigspachtel Zur Teigbearbeitung Und Als Teigbstecher Brot Pizzateig Torte und Plätzchen
поэт
Bei Amazon kaufen
3
Pizzaschere und Pizzaschneider 2 Stück, Hochwertige pizza schneidemesser Pizzaroller aus Edelstahl, Pizzarad Pizzaschere Pizza Cutter, Küchenschere, Pizza schneideroller
Эрцзяен
Preise vergleichen (2)
Bei Amazon kaufen
Preise Vergleichen
15,49 €
23,30 €
4
Скидка 33%
LEMCASE Pizzaschneider — Роллер для пиццы, Pizzarad — Нож для пиццы с Edelstahl Räder und Silikon Griff | Шварц
ЛЕМКЕЙС
Preise vergleichen (2)
Bei Amazon kaufen
Preise Vergleichen
9,94 €
15,55 €
5
AILUROPODA Pizzaschneider Rocker mit Schutzhülle mit Walnussgriffen mit FDA und LFGB Zertifizierung 14″ großer Pizza Rocker Cutter Sharp Black…
АЙЛУРОПОДА
Bei Amazon kaufen
6
Schmiedemann Pizzaschneider — Ultrascharfes Pizzamesser mit Echtholzgriff — Premium Pizza Cutter — XXL Pizza Wiegemesser mit Mini Klingenschärfer — Hochwertiges Pizza Zubehör
Шмидеманн
Bei Amazon kaufen
7
Blumtal Pizzaschneider aus Edelstahl, Pizzaroller — Нож для пиццы, Pizzamesser mit edlem Fingerschutz
Посмотрите, как выглядит ваше предложение с разными синонимами.
Символы: 0/140
ВИКТОРИНА
A,B,Cs Of Common English Letters Challenge
НАЧАТЬ ВИКТОРИНУ
Как использовать металл в предложении нажать педаль газа в пол и инвестировать в маркетинговые кампании TikTok.
ЧТО ВЫ ДОЛЖНЫ ЗНАТЬ О TIKTOK ДЛЯ БИЗНЕСАКОННИ БЕНТОН17 СЕНТЯБРЯ 2020 г.SEARCH ENGINE WATCH
Нам нравится, что карандаши поставляются в удобной металлической банке с защелкой, так что вы можете держать набор в чистоте и порядке.
ОТЛИЧНЫЕ КАРАНДАШИ ДЛЯ ШКОЛЫ, РАБОТЫ И НЕ ТОЛЬКО КОМАНДЫ ПО КОММЕРЧЕСКОЙ ДЕЯТЕЛЬНОСТИ POPSCI 16 СЕНТЯБРЯ 2020 ГОДАPOPULAR-SCIENCE
Терри бросил сигарету в металлическое ведерко для пепла и вошел, натянув маску, чтобы подать их.
ПОСЛЕДНИЙ БАР? ЮДЖЕН РОБИНСОНС 15 СЕНТЯБРЯ 2020 г. OZY 9№ 0005
Изготовлен из смеси ткани TC, дерева и металла, что придает любой поверхности современный, но классический вид.
ПРИБОРОЧНЫЕ ЛАМПЫ, ЧТОБЫ УЛУЧШИТЬ ВАШ СОН КОММЕРЧЕСКИЕ КОМАНДЫ SPACEPOPSCI 15 СЕНТЯБРЯ 2020 ГОДАPOPULAR-SCIENCE
«Многие из навыков добычи полезных ископаемых можно перенести на добычу металлов и полезных ископаемых, часто в тех же регионах», — говорится в стратегии Комиссии. документ опубликован в четверг.
ЕВРОПА ПОЛАГАЕТСЯ НА ИНОСТРАННОЕ СЫРЬЕ ДЛЯ ЭНЕРГИИ СВОЕГО ЗЕЛЕНОГО И ЦИФРОВОГО БУДУЩЕГО. ТЕПЕРЬ ОН ХОЧЕТ МАЙНИТЬ ИХ В ДОМЕ ДАВИД МЕЙЕР3 СЕНТЯБРЯ 2020 г. FORTUNE
Прочная металлическая петля надежно удерживает эту пару утяжелителей на лодыжках, независимо от того, насколько напряженной может быть ваша тренировка.
ЛУЧШИЕ УСТРОЙСТВА НА НОГИ ДЛЯ ФОРМИРОВАННОЙ НИЖНЕЙ ЧАСТИ ТЕЛАPOPSCI COMMERCE TEAMSBER 1 сентября 2020 г. барьер на унцию в начале августа.
ИНВЕСТОРЫ ВЛИЯЮТ РЕКОРДНЫЕ СУММЫ В НОВЫЙ ЛЮБИМЫЙ ОБЪЕКТ УОЛЛ-СТРИТ «БЕЗОПАСНАЯ ПРИВЯЗЬ» РЕЙМАШАЕХ СЕНТЯБРЯ 1, 2020 FORTUNE
Бактерии были помещены в небольшие лунки в металлических пластинах, которые астронавт НАСА Скотт Келли прикрепил к внешней стороне космической станции, а образцы каждый год отправляли обратно на Землю.
ЕСЛИ БАКТЕРИИ ОБЪЕДИНЯТСЯ ВМЕСТЕ, ОНИ МОГУТ ВЫЖИВАТЬ В КОСМОСЕ ГОДЫ ДЖОНАТАН ЛАМБЕРТ 26 августа 2020 г. НОВОСТИ НАУКИ
В барах и забегаловках по всей стране они вытащили Сапфировый заповедник, который имеет металлический вес, соответствующий его властному названию.
КАРТА CHASE’S SAPPHIRE СОЗДАЛА «КУЛЬТ ТЫСЯЧЕЛЕТИЯ». МОЖЕТ ЛИ ЭТО ПРОДОЛЖИТЬСЯ ЧЕРЕЗ COVID?ДЖЕФФУСТ 24, 2020FORTUNE
Он проверен на наличие загрязняющих веществ, таких как тяжелые металлы, которые могут быть токсичными.
ЭКОЛОГИЧНЕЕ, ЧЕМ ЗАХОРОНЕНИЕ? TURNING HUMAN BODIES INTO WORM FOODLAURA SANDERSAPRIL 3, 2020SCIENCE NEWS FOR STUDENTS
10 лучших красок для металла в 2022 году (включая промышленные и акриловые варианты)
Добро пожаловать в путеводитель Томаса по лучшей краске для металла в 2022 году. Томас связывает североамериканских промышленных покупателей и поставщиков уже более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
При чистке металлических поверхностей важно использовать подходящий материал. Не все подходит в качестве краски для металлических поверхностей, и для этой работы вам понадобятся специальные краски для металла. Без правильной краски могут возникнуть проблемы с адгезией краски или гладким нанесением. Независимо от того, работаете ли вы над проектами на открытом воздухе или в помещении, промышленным оборудованием или ремонтом дома, необходима правильная краска для металла.
Краски по металлу придают металлическим поверхностям новую жизнь и долговременную защиту от ржавчины и других повреждений
Изображение предоставлено Shutterstock/MDV Edwards
Придание металлическим поверхностям нового облика — не единственное преимущество хорошей краски по металлу. Он также предотвращает ржавчину и обеспечивает длительную защиту от коррозии и атмосферных воздействий, и это лишь некоторые из его преимуществ. После подготовки и грунтовки окрашенная поверхность может сиять как новая, если подобрать правильную краску для металла. Это не только выглядит эстетично, но и защищает металл под ним.
Лучшая краска для металлических поверхностей — Руководство по покупке
Как и при любой покраске, помимо хорошей краски для металла важно иметь правильные инструменты. Качественные краски, безусловно, важны, но есть и другие моменты, которые следует учитывать при покраске металла.
Тип краски
При выборе красок для металла существует несколько основ, каждая из которых имеет свои преимущества.
Масляная краска: Для наружных работ лучше всего подходят масляные краски по металлу. Масляная краска очень долговечна и, как правило, ее легче чистить. При работе на масляной основе грунтовка не требуется, хотя она сделает поверхность более гладкой. Масляные краски, как правило, дороже. Масляные краски изготавливаются либо из растительного масла, либо из пигментов в сочетании с растворителем. Растворитель имеет тенденцию создавать сильный запах, поэтому важно хорошо проветривать помещение при использовании масляной краски.
Акриловая краска: Это краска на водной основе, которая также обладает отличной адгезией. Он производит меньше дыма, что делает его полезным как для внутренних, так и для наружных работ. Акриловая краска на водной основе также менее долговечна, поэтому она не продержится так долго на открытом воздухе. Тем не менее, краски для металлов на водной основе более доступны, чем их аналоги на масляной основе, так что это тоже следует учитывать.
Латексная краска: Подобно акрилу, это краска на водной основе. Она, как правило, имеет менее глянцевый вид, чем акриловая краска, и имеет большее разнообразие вариантов. Для тех, кто заботится об окружающей среде, краски на водной основе более экологичны.
Аэрозольная краска: Это не столько тип краски, поскольку аэрозольные краски могут быть на масляной или водной основе, сколько способ нанесения. Они приносят удобство в любой проект, поскольку с аэрозольными баллончиками легче работать. Они могут обрабатывать неправильные формы, такие как мебель для патио или другие виды металлической мебели. Также нет беспокойства по поводу видимых мазков кисти.
Другие соображения
Если не используется продукт, который одновременно является и грунтовкой, и краской, для большинства продуктов потребуется грунтовка. Для черных металлов рассмотрите грунтовки на основе оксида железа. Грунтовка на масляной основе обеспечивает гладкую поверхность для покраски, но требует времени для высыхания.
При нанесении краски подумайте, какой метод лучше и что облегчит его. Для подкраски существующей краски вам понадобится немного больше, чем ручки для рисования, чтобы выполнить работу. Посмотрите, какой тип кисти лучше всего подходит для данного проекта, будь то проволочная щетка, синтетическая кисть или валик. Если вы используете аэрозольные баллончики, вы можете приобрести удобный аксессуар с пистолетной рукояткой для более удобного использования.
Выбор лучшей краски для металлических поверхностей Томаса 2022
Нужна ли вам краска по металлу для промышленного продукта или домашнего проекта, в этом списке есть множество вариантов, которые помогут выполнить работу. Вот наш лучший выбор краски для металла, основанный на тысячах отзывов.
Лучшая устойчивая к ржавчине краска для металлических поверхностей: Rust-Oleum Stops Защитная эмаль от ржавчины | Купить сейчас
Лучшее сочетание краски и грунтовки для металла: Krylon Color Master | Купить сейчас
Лучшая аэрозольная краска для металлических поверхностей: GLIDDEN Max Flex | Купить сейчас
Лучшая многофункциональная краска для металлических поверхностей: Rust-Oleum Painter’s Touch | Купить сейчас
Лучшая промышленная краска для металла: Rust-Oleum Professional |
Купить сейчас
Лучшая акриловая краска для металлических поверхностей: BEHR PREMIUM Direct To Metal | Купить сейчас
Лучшая наружная краска для металлических поверхностей: Valspar Anti-Rust Armor | Купить сейчас
Лучшая термостойкая краска для металлических поверхностей: Высокотемпературная аэрозольная краска Rust-Oleum | Купить сейчас
Лучшая краска для металла с глянцевой отделкой: Rust-Oleum останавливает ржавчину, аэрозольная краска, шесть пакетов | Купить сейчас
Лучшая краска с текстурным эффектом для металла: Rust-Oleum Hammered | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих лучших красках для металла по мнению многих счастливых покупателей.
*Цены, указанные в этой статье, указаны в долларах США на сайтах amazon.com, lowes.com и homedepot.com по состоянию на октябрь 2022 г.
1. Лучшая краска для защиты от ржавчины для металла — защитная эмаль Rust-Oleum Stops Rust
При подготовке к окраске металла важно обеспечить защиту поверхности от ржавчины. Вот где Rust-Oleum Stops Защитная эмаль может помочь. Он подходит как для внутреннего, так и для наружного использования, а его коррозионностойкая формула защищает от ржавчины. Масляная краска высыхает примерно за два часа; быстрое высыхание, оставляя достаточно времени, чтобы обеспечить равномерность покрытия.
«Я использовал это в прошлом, и мне это нравилось», — написал один рецензент. «Я опрыскивал каноэ около 6 лет назад. После нескольких сезонов использования и издевательств над камнями и песком, чистки, промывки под давлением и химических ванн между разными водоразделами, одалживания друзьям и оставления в непогоде, он по-прежнему выглядит хорошо. Хороший глянец. Хорошо полирует. Легко ремонтируется, почти незаметен на состарившейся краске».
Технические характеристики
Размер: 32 унции
Блеск: Матовый, сатиновый, глянцевый
Цвета: 22
КУПИТЬ СЕЙЧАС:
16,48 долларов США, The Home Depot
2. Лучшее сочетание краски и грунтовки для металла — Krylon Color Master
Часть тяжелой работы заключается в том, чтобы работать с умом. Поэтому, когда есть продукт, который объединяет два шага в один, это, вероятно, разумный выбор. Krylon Color Master объединяет процесс грунтовки и окраски в один простой процесс, экономя время и усилия пользователя. Эта аэрозольная краска имеет конический наконечник и высыхает примерно за 10 минут, что позволяет быстро и аккуратно выполнить любой проект.
«У меня есть пара старых металлических тракторных сидений, которые годами стояли снаружи», — написал один рецензент. «Я хотел, чтобы они выглядели естественной ржавчиной, поэтому я не хотел их красить. Я стряхнул рыхлую ржавчину, а затем нанес ее тремя легкими слоями. Работает и выглядит отлично, на штанах нет ржавчины. Есть легкий блеск. У меня они сидят снаружи среди элементов».
18,75 долларов США (было 21,82 доллара США), Amazon
3. Лучшая аэрозольная краска для металла — GLIDDEN Max Flex
Для быстрой и простой покраски лучше всего подойдет аэрозольная краска. Аэрозольная краска GLIDDEN Max Flex не капает и не оставляет полос, а время высыхания составляет всего пять минут. Подходит как для внутреннего, так и для наружного применения, имеет специальную формулу для профессионального покрытия. Он также имеет отчетливую форму распыления, которая обеспечивает более широкую и гладкую поверхность.
«Этой краской я покрасил некоторые ржавые опорные столбы из кованого железа в моем саду», — объяснил один покупатель. После очень легкой шлифовки я покрасил каждую краской Glidden Max Flex. Это было так легко использовать. Никаких разводов, отличное покрытие, всего по одному слою с каждой стороны, и он высох на ощупь за пять минут! Я обязательно воспользуюсь этой краской снова».
Технические характеристики
Размер: 12 унций
Блеск: матовый, глянцевый
Цвета: 18
КУПИТЬ СЕЙЧАС:
6,98 долларов США, The Home Depot
4. Лучшая многофункциональная краска для металла — Rust-Oleum Painter’s Touch
В некоторых проектах нужно красить не только металлическую поверхность. В этом заключается преимущество многоцелевой краски, такой как латексная краска Rust-Oleum Painter’s Touch . Он работает на различных поверхностях, включая металлические поверхности, деревянные поверхности, кирпичную кладку и даже неглазурованную керамику. Он ложится гладко и устойчив к сколам или выцветанию. Краска высыхает на ощупь примерно через 30 минут.
«Эта краска была великолепной», — написал один рецензент. «Хорошо покрыло. Краска была полуглянцевой, в отличие от матовой, которую мы обычно покупаем для металлических перил крыльца. Мы покрасили половину крыльца в четверг. Внешний вид был фантастическим. Это было похоже на новые перила. В пятницу почтальон подумал, что он все еще мокрый, но похвалил его за чистоту».
Технические характеристики
Размер: 32 унции
Блеск: Матовый, полуматовый, глянцевый
Цвета: 23
КУПИТЬ СЕЙЧАС:
16,48 долларов США, The Home Depot
5.
Лучшая промышленная краска для металла — Rust-Oleum Professional
Для коммерческих и тяжелых работ требуется краска промышленного качества. Защитная эмалевая краска Rust-Oleum Professional представляет собой масляную краску по металлу, разработанную специально для металлических поверхностей в промышленных условиях. В течение двух-четырех часов после нанесения он высыхает, образуя глянцевую гладкую поверхность. Краска сохраняет свой цвет и качество даже при воздействии элементов. Эта краска сделана прочной, устойчивой к ржавчине, сколам и коррозии.
«Я много работаю с металлом на прицепах, рамах грузовиков и т. д.», — объяснил один рецензент. «Мне всегда нравились краски Rustoleum для таких проектов. Возможно, придется разбавлять эту краску, чтобы распылить ее. Если все сделано правильно, это один из лучших продуктов. Посвятите себя первоклассной подготовительной работе, и эта краска вознаградит вас долгим сроком службы и хорошей защитой»
Технические характеристики
Размер: 128 унций
Блеск: Глянец
Цвета: 6
КУПИТЬ:
45,98 долларов США, Lowe’s
6.
Лучшая акриловая краска для металла — BEHR PREMIUM Direct To Metal
В качестве альтернативы масляным краскам хорошо подойдет акрил. BEHR PREMIUM Direct To Metal Краска имеет дополнительные преимущества по сравнению с другими акриловыми вариантами. Как следует из названия, его можно наносить непосредственно на должным образом очищенные металлические поверхности. Он прилипает к различным металлическим основаниям и моется только водой с мылом. Краска устойчива к коррозии и предназначена для работы с суровыми внешними элементами.
«Я использовал эту краску, чтобы перекрасить все металлические двери на своей старой работе, — написал один клиент, — потому что они начали ржаветь. Поэтому я отшлифовал двери и почистил их. С двумя покрытиями я смог сделать двери совершенно новыми. Даже с первым покрытием вы можете сразу сказать, что эта краска того стоила».
Технические характеристики
Размер: 128 унций
Блеск: Полуматовый, яичная скорлупа
Цвета: 1
КУПИТЬ СЕЙЧАС:
48,98 долларов США, The Home Depot
7.
Лучшая краска для наружных работ по металлу — Valspar Anti-Rust Armor
Для наружных металлических поверхностей, от дверей до оборудования для игровых площадок, идеальным выбором будет Valspar Anti-Rust Armor . Эта металлическая краска на масляной основе устойчива как к пятнам и ржавчине, так и к химическим веществам и истиранию. Он достаточно прочен, чтобы выдерживать внешние элементы, и достаточно прочен, чтобы выдерживать твердую чистку. Он устойчив к ультрафиолетовому излучению, поэтому идеально подходит для ворот дома и гаража.
«Я работаю в сфере недвижимости 47 лет, — объяснил один рецензент. «Лучшей краски я еще не встречала. Накануне мы купили краску не того цвета, очень ярко-желтого, поэтому мы бросили рисовать. Сегодня мы закрасили желтизну, и старую тусклую краску, и эта краска закрасила, даже желтизну, отлично. Когда вы начинаете, кажется слишком густым, но он растекается, как бархат».
Технические характеристики
Размер: 128 унций
Блеск: Глянец
Цвета: 1
КУПИТЬ:
45,98 долларов США, Lowe’s
8.
Лучшая термостойкая краска для металла — высокотемпературная аэрозольная краска Rust-Oleum
.
При работе по восстановлению и защите высокотемпературных поверхностей, таких как автомобильные детали, важно иметь продукт, способный выдерживать высокие температуры. Аэрозольная краска Rust-Oleum High Heat может выдерживать спорадическое тепло от поверхностей, выделяющих тепло, до 2000°F. Он устойчив как к газу, так и к маслу, а также защищает от повреждений, вызванных стихией. Он хорошо сцепляется с голым металлом и имеет удобный наконечник-распылитель, который помогает предотвратить усталость пальцев.
«Мы использовали Rust-Oleum High Heat, чтобы отремонтировать наш 15-летний камин, — написал один рецензент на эту более дешевую краску, — с отличным результатом. «Флэт Блэк» наносится равномерно и быстро, легко скрывая весь старый грязный салон. Теперь наш камин выглядит чистым и новым, не беспокоясь о высоких температурах, когда мы Наслаждаемся нашим любимым уютным уголком нашей гостиной. Отличный продукт!»
Технические характеристики
Размер: 12 унций
Блеск: Матовый/матовый
Цвета: 1
КУПИТЬ:
13,98 долларов США, Lowes
9. Лучшая глянцевая краска для металла — Rust-Oleum Stops Spray Paint Paint Six Pack
Хорошая глянцевая краска может вернуть металлическому предмету былую славу. Rust-Oleum Stops Аэрозольная краска от ржавчины поставляется в удобной упаковке из шести штук, чтобы ее хватило даже на большие работы по покраске. Он помогает оживить сильно ржавые поверхности и высыхает на ощупь через два-четыре часа. Глянцевая отделка придает первозданный вид любой металлической поверхности и достаточно прочна, чтобы выдерживать экстремальные погодные условия.
«Эта краска использовалась для покрытия садовой открытой металлической полки, которую мы используем каждую весну для выращивания различных растений», — написал один рецензент. На этот раз это был просто штрих, чтобы покрыть несколько поцарапанных участков и заменить глянцевый вид. Стеллаж остается снаружи в течение всего года под прямыми солнечными лучами и при полном зимнем воздействии. Большая высота с высоким уровнем ультрафиолетового излучения в течение всего года. Эта краска долговечна»
Технические характеристики
Размер: 12 унций в контейнере
Количество блесков: Глянец
Цвета: 31
КУПИТЬ:
45,12 долларов США, Lowe’s
10. Лучшая краска с текстурным эффектом для металла — Rust-Oleum Hammered
Некоторые металлические поверхности выглядят лучше с текстурой. В то время как большинство продуктов имеют гладкую поверхность, Rust-Oleum Hammered придает металлическим поверхностям более грубый вид, как если бы они были обработаны молотком. Эта масляная краска помогает скрыть недостатки, защищая от ржавчины. Он блокирует влагу и высыхает примерно за 30 минут, придавая красивый глянцевый блеск.
«Использовали на кованых перилах крыльца, которые были в очень плохом состоянии», — написал один рецензент. Получилось очень хорошо, учитывая то, с чем я работал. Я дал ему высохнуть на ночь, и сегодня днем неожиданно пошел дождь. Пока держится отлично. Я рисую уже почти 30 лет, и это, безусловно, одно из лучших приложений, которые я использовал для этого типа приложений. В целом отличная краска.»
Технические характеристики
Размер: 32 унции
Блеск: Глянец
Цвета: 8
КУПИТЬ СЕЙЧАС:
22,98 долларов США, The Home Depot
Лучшая краска для металлических поверхностей — резюме
Ищете ли вы аэрозольные краски для металла, формулу на масляной основе, акриловую краску или другую формулу на водной основе для окрашивания нескольких поверхностей или даже для создания гладкой текстуры и переработки металлических стульев или другой металлической мебели, в нашем списке есть вариант для вас. Продукты в нашем списке могут справиться с любым проектом, от каркасов кроватей до оконных рам.
При поиске лучших красок для металлических поверхностей мы остановили свой выбор на эмалированной краске Rust-Oleum Stops Rust Protective Enamel ( 16,48 долларов США, The Home Depot ). Он подходит для внутренних и наружных работ, а формула на масляной основе предотвращает ржавчину и коррозию на металлической поверхности под ним.
Если вы предпочитаете аэрозольные краски для металлических поверхностей, мы рекомендуем краску Krylon Color Master ( 18,75 долларов США, Amazon ). Это и грунтовка, и краска, устойчивая к ржавчине, что значительно упрощает процесс покраски. Использование аэрозольной краски также может помочь вам равномерно покрасить даже неровные поверхности.
Мы надеемся, что наш обзор лучших красок для металла был вам полезен, и вы смогли найти лучшую масляную краску, акриловую краску или другую краску для окраски металлических поверхностей.
Казалось бы, странный вопрос: сталь — черный металл это или цветной? Те, кто немного знаком с различиями или классификацией цветных и чёрных металлов, без сомнения отнесут сталь к чёрным металлам и… будут правы лишь отчасти. Дело в том, что здесь всё зависит от марки стали. Любая сталь (как и чугун — другой вид чёрного металла) является ферросплавом, то есть сплавом железа, поскольку именно этот металл является и у сталей, и у чугунов образующим. Другое дело, что очень многое зависит от процентного соотношения железа и других элементов в стали. Если содержание железа в сплаве составляет около или даже более 90%, то это, конечно, чёрный металл. Если же меньше, то есть на долю других элементов приходится 10% и более, то не обязательно чёрный.
Так, к цветным металлам относят целый ряд коррозионно-стойких сталей, в которых содержится достаточно большое содержание никеля (от 8%). Остальные марки стали — чёрные. Кстати, а какие виды сталей существуют вообще? Если говорить об основных типах, то это стали для отливок, конструкционные, инструментальные, жаропрочные, электротехнические, коррозионно-стойкие и некоторые специальные (например, рельсовая, для судостроения, строительства и другие). И только коррозионно-стойкие или, как их чаще всего называют, нержавеющие, могут относиться к категории цветных металлов.
Строго говоря, такое разделение можно в большой степени назвать коммерческим, так как даже нержавеющая сталь — это всё же ферросплав, поскольку в ней содержится более 80% железа. Однако с коммерческой точки зрения это в большей степени цветмет, поскольку такая сталь ценится значительно дороже и её стоимость рассчитывается за килограмм, а не за тонну, как это делается для цветных металлов. Кстати, стоимость 1 кг нержавеющей стали вполне сопоставима со стоимостью килограмма свинца (грузик) или алюминиевого лома (за исключением электротехнического алюминия, алюминиевого профиля и обычного свинцового лома, которые стоят несколько дороже). Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.
Раздел:
Цветные металлы
Чёрные металлы
Читайте также
В данной статье мы поговорим о том, как осуществляется приём металлолома. На любом промышленном (и не только) объекте время от времени появляются металлоконструкции, отслужившие свой срок. В первую очередь их, конечно же, нужно демонтировать, после чего уже можно приступать к процедуре вывоза, о которой мы поговорим отдельно в следующих статьях. Здесь же об этом коротко: вывоз производится при помощи спецтехники, которую вызывает заказчик после обращения в пункт приёма металла.
Раздел:
О нас
Цветные металлы
Наши клиенты нередко задают вопрос о, скажем так, технологическом процессе вывоза лома с территории. Собственно, ничего сложного в этом нет. Вы звоните нам или в другую компанию по приёму металла, сообщаете информацию о ломе, который вы хотите сдать (название металла или сплава, примерный тип (смотрите наши статьи о типах металлолома) и объём), после чего мы называем вам примерную цену, которую готовы заплатить вам за ваш лом.
Раздел:
О нас
Цветные металлы
Чёрные металлы
Как известно, чёрные металлы представляют собой ферросплавы, то есть сплавы железа, и, в зависимости от содержания углерода, делятся на стали и чугуны. Подробно на марках сталей и чугунов и различиях между ними мы останавливаться не будем, поскольку на сайте уже есть несколько статей на эти темы. Здесь же поговорим о том, что собой представляют отходы черных металлов с точки зрения их коммерческой классификации.
Раздел:
Чёрные металлы
Страницы
1
2
3
4
5
6
7
8
9
…
следующая ›
последняя »
это цветной металл или чёрный, состав нержавейки
✅ Дата публикации: 11.12.2019 | 📒 Полезные советы | 🕵 Комментариев нет
Нержавейка — это цветной металл или чёрный?
Содержание статьи:
1 Состав нержавейки
2 Различия между чёрными и цветными металлами
3 Нержавейка — это цветной металл или чёрный
Очень часто на пунктах приёма металлолома люди путаются и не знают, какой металл нержавейка — цветной или чёрный. Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения.
Так что же представляет собой нержавеющая сталь? К каким металлам она относится, к чёрным или цветным? В данной статье строительного журнала samastroyka.ru будет рассмотрен состав нержавейки, её основные отличия от цветного и чёрного металла.
Состав нержавейки
В составе нержавейки содержится порядка 20% хрома, есть в ней и углерод, никель, кобальт, марганец, сера, и, конечно же, железо. Именно из-за того, что в нержавейке присутствуют как цветные, так и чёрные металлы, чаще всего и возникают разногласия о её причастности к какой-то конкретной группе металлов.
Нержавеющая сталь обладает и вправду, по-своему уникальными характеристиками. Она имеет высокую устойчивость к коррозии, даже в весьма агрессивных средах. Существуют никелевые, хромистые, а также хромоникелевые виды нержавейки, которые прочны и устойчивы к механическим повреждениям.
Различия между чёрными и цветными металлами
К чёрным металлам относится железо и сплавы на его основе, сталь, например, или чугун. Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д.
К цветным металлам, относится медь, алюминий, никель, цинк, олово и другие. Отличительной особенностью цветных металлов, является меньшая прочность и большая стоимость, чем чёрных металлов. Кроме того, главное отличие цветного металла от чёрного, это отсутствие в его составе железа.
Существует и так называемый класс драгоценных металлов, к которым, как вы уже могли догадаться, относится золото, серебро, кобальт, хром и прочие металлы. Поэтому главное различие между черным и цветным металлом, это присутствие или же отсутствие в их составе железа.
Чтобы проверить, какой перед вами металл, черный или цветной, можно использовать самый обычный магнит. Просто поднесите его к металлу, и если не будет абсолютно никакого притяжения, то это значит, что перед вами цветной металл.
Нержавейка — это цветной металл или чёрный
Как было сказано ранее, в составе нержавейки присутствует как железо, так и цветные металлы. Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный?
Нержавейка — это сплав, состоящий из цветных и черных металлов. Практически равное содержание железа и цветных металлов в составе нержавейки, не позволяют отнести её к какому-то конкретному металлу, черному или цветному.
Если же говорить о пунктах приема металлолома, то там, нержавейку принимают как цветной металл. Происходит это по той причине, что нержавейке имеется большое количество никеля, хрома, а также других цветных металлов. Поэтому лом нержавейки выгодней отнести к цветмету, нежели к черному лому.
Помимо состава, существенное отличие можно увидеть и в ценах на черный металл и нержавейку. Как правило, стоимость черного металла рассчитывается исходя за одну тонну, а на нержавейку, всего лишь за один килограмм лома. Как уже упоминалось выше, стоимость цветных металлов всегда дороже. Поэтому нержавейка стоит примерно вполовину больше, чем черный металл.
Оценить статью и поделиться ссылкой:
Нержавеющая сталь черного и серого цвета
Использование молибдена
Использование нового молибдена
Нержавеющие стали с содержанием молибдена
Нержавеющие стали, свойства и изготовление
Обучение из нержавеющей стали
Архитектура, строительство и строительство
Устойчивое развитие
Отделка
Спецификация отделки из нержавеющей стали
Цветная нержавеющая сталь
Черная или серая нержавеющая сталь
Механическая отделка
Приложения
Выбор из нержавеющей стали
Спецификация нержавеющей стали
Структурный дизайн
Очистка и монтаж
Часто задаваемые вопросы
Нержавеющая сталь в водопроводе
Легированная сталь и чугун с содержанием молибдена
Суперсплавы класса молибдена
Металлический молибден и сплавы
Химия и применение молибдена
Нержавеющая сталь по своей природе представляет собой металл серебристо-серого цвета. Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
Три варианта получения черного или темно-серого внешнего вида — краска, электрохимическое окрашивание и окрашивание методом PVD — обсуждаются в разделе «Отделки» на веб-сайте IMOA и более подробно на странице «Цветная нержавеющая сталь: спецификация и предотвращение проблем». Абразивоструйная очистка Некоторые абразивно-струйные средства придают нержавеющей стали более тусклый серый цвет. Более грубая текстура поверхностей, подвергнутых абразивоструйной очистке, может сделать их склонными к образованию пятен или коррозии из-за повышенного накопления грязи и коррозионно-активных веществ. Это необходимо учитывать при спецификации сплава. Также может быть очень трудно удалить граффити и другие отложения с шероховатых поверхностей без дополнительной абразивоструйной очистки, что может быть нецелесообразно, поэтому необходимо учитывать условия эксплуатации.
Интерактивная онлайн-брошюра SSINA (Specialty Steel Industry of North America) содержит изображения образцов с пескоструйной обработкой и других стандартных вариантов отделки. Песок или карбид кремния дают самые темные серые и самые грубые абразивно-струйные покрытия, как на этом изображении. Грязь и загрязняющие вещества в этих типах пескоструйных сред могут проникать в поверхность, создавая микрощели и еще больше повышая подверженность окрашиванию и коррозии. Послеструйная обработка, такая как травление (ASTM A380) и химическая пассивация (ASTM A9).67) может помочь удалить вкрапленный материал и улучшить коррозионные характеристики, но удаление этих отложений сделает внешний вид поверхности светлее.
Шероховатая абразивно-струйная обработка поверхностей не рекомендуется для мест с воздействием солей или промышленных загрязнений, за исключением случаев, когда указана более коррозионно-стойкая нержавеющая сталь, чем было бы выбрано для окружающей среды, и ее регулярно очищают.
Стеклошарики – самый популярный метод пескоструйной обработки. Он матирует, но существенно не затемняет поверхность. Поверхность не такая шероховатая, как при пескоструйной очистке или струйной очистке карбидом кремния, но, как и при других методах струйной очистки, она значительно шероховатее Ra 20 микрон или 0,5 микрометра и может увеличить вероятность проблем с коррозией.
Внешний вид поверхностей после абразивоструйной обработки часто непостоянен. Поэтому необходимо оценить производственный контроль поставщика. Одной из альтернатив является тонкая матовая накатная (чеканная) отделка, имитирующая абразивоструйную очистку. Они обеспечивают улучшенную коррозионную стойкость, консистенцию отделки и являются более дешевой альтернативой.
Покрытие Terne Традиционный металл Terne (80 % свинца, 20 % олова) был заменен оловянно-цинковым и цинково-луженым покрытием. Они выветриваются до оттенка от среднего до темно-серого, но окончательный цвет зависит от окружающей среды, в том числе от уровня загрязнения. Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды.
Нержавеющая сталь с покрытием Terne использовалась на крыше и приподнятых стеновых панелях здания студенческого союза в Университете Карнеги-Меллона, чтобы получить более темный серый цвет. Фото предоставлено C. Houska, TMR Consulting.
Один поставщик получил более темный блестящий вид экстерьера японского музея, используя более толстую нержавеющую сталь. Фото предоставлено C. Houska, TMR Consulting.
«MIL», чернение огнестрельным или черным оксидом Термины «MIL» (военные спецификации США) чернение, чернение и воронение огнестрельного оружия относятся к стандартам и, в некоторых случаях, к запатентованным процессам с использованием окисляющих солей (расплавленного дихромата натрия). ) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей.
Эти методы в основном использовались для небольших компонентов, таких как стволы орудий, стеклоочистители и рамы солнечных батарей, но также нашли популярность для архитектурных компонентов. Эти покрытия можно поцарапать и повредить. После чернения можно нанести масло, воск или лак для повышения коррозионной стойкости. Без покрытия цвет не будет таким темным, равномерным или однородным по внешнему виду. Все эти покрытия изнашиваются и должны наноситься повторно, поэтому необходимо планировать техническое обслуживание. Доступны комплекты черного оксида для ремонта в полевых условиях, но некоторые из них подходят только для углеродистой стали.
Термическое чернение Для затемнения нержавеющей стали с помощью нагревания используется несколько методов. Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида.
Наиболее проблематичным подходом является использование паяльной лампы или аналогичного источника тепла для чернения без контроля температуры. Это может значительно отрицательно сказаться как на коррозионной стойкости, так и на механических свойствах металла и никогда не должно использоваться.
Йельский центр британского искусства (слева) — самый известный пример использования тепла для создания более темного цвета поверхности. Нержавеющая сталь в процессе производства подвергается термообработке (отжигу). Если этого не сделать в атмосфере инертного газа, на поверхности образуется темная прокатная окалина, которую необходимо удалить для обеспечения максимальной коррозионной стойкости. Прилипание и внешний вид окалины зависит от мельницы и типа нержавеющей стали. Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting.
Спецификация сплава Электрохимическое окрашивание и окрашивание методом PVD являются наиболее устойчивыми к коррозии методами окрашивания без использования краски для получения более темного цвета. Спецификация сплава должна быть консервативной при выборе любой цветной нержавеющей стали. Поверхностное коррозионное окрашивание приводит к необратимому повреждению поверхности из-за удаления цвета и требует замены панели.
Если место подвержено воздействию солей (береговых или противообледенительных) или более сильному загрязнению, минимальная спецификация должна быть типа 316/316L или сплавов с эквивалентной или более высокой коррозионной стойкостью. Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий».
Прежде чем выбирать цветную отделку, важно определить, будут ли присутствовать переносимые ветром абразивы и вероятно ли случайное или преднамеренное царапание. Неабразивный режим очистки должен быть получен от поставщика отделки.
Некоторые виды изготовления должны быть выполнены перед окраской. Например, сварка плавит нержавеющую сталь и разрушает отделку. Планы изготовления должны обсуждаться с поставщиком отделки во время проектирования.
Ресурсы Дополнительную информацию можно получить в следующих брошюрах и статьях:
Цветная нержавеющая сталь: технические характеристики и предотвращение проблем
Цветная нержавеющая сталь предлагает радугу возможностей, SMACNA
Окраска Нержавеющая сталь, EuroInox
Специальные покрытия для нержавеющей стали, SSINA
Контролировать цвет так же точно, как краской, невозможно, поэтому необходимо согласовать диапазон. Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности.
Почему нержавеющая сталь чернеет?
Почему нержавеющая сталь чернеет?
5 (100%) 1 голос[ы]
Нержавеющая сталь — это универсальный металл, который не подвержен коррозии и может использоваться в различных областях. Однако у него есть один существенный недостаток: он чернеет при контакте с кислородом. В этом сообщении блога мы ответим на вопрос «Почему нержавеющая сталь чернеет?» исследуя несколько возможных причин этого явления. Мы также обсудим методы, которые могут помочь предотвратить или обратить вспять обесцвечивание, чтобы ваша нержавеющая сталь не стала черной или еще хуже!
Содержание
Почему моя нержавеющая сталь чернеет?
Нержавеющая сталь является популярным материалом, поскольку она не подвержена коррозии и легко разрушается, как другие металлы. Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
находится рядом с источниками тепла, такими как плита или посудомоечная машина. Часто используется для горячей воды или кислотных чистящих средств. Имеет царапины на поверхности, задерживающие влагу под металлом.
Если ваша нержавеющая сталь чернеет, это, вероятно, происходит из-за одного из этих факторов. В большинстве случаев обесцвечивание можно удалить с помощью мягкого абразива, такого как пищевая сода или Bar Keepers Friend. Но если у вас возникли проблемы с избавлением от пятен ржавчины, возможно, вам придется отнести раковину к профессионалу, чтобы определить причину.
Банка стальная черная?
Да. Черный цвет нержавеющей стали обычно является результатом процесса обесцвечивания, называемого «пассивацией» — реакции окисления, которая происходит между металлом и кислородом в воде или воздухе с образованием таких соединений, как магнетит, FeO(OH). Этому явлению могут способствовать и другие факторы, такие как термическая обработка и химический состав.
Черная сталь ржавеет?
Нет, черная сталь не ржавеет. Черная оксидная отделка обеспечивает защиту от коррозии.
Зачем чернить сталь?
Почернение стали происходит в результате образования оксидного слоя на поверхности металла. Этот оксидный слой может иметь цвет от светло-коричневого до черного и служит защитным барьером от дальнейшей коррозии. В некоторых случаях этот оксидный слой может быть настолько толстым, что полностью закрывает нижележащий металл.
Оксид какого цвета черный?
При окислении оксид, образующийся на нержавеющей стали, имеет черный цвет. Цвет может варьироваться в зависимости от того, как долго он находился на воздухе и/или в воде и при какой температуре. Есть множество других факторов, которые также влияют на этот процесс окисления.
Безопасен ли черный оксид?
Черная окись — это безопасное и эффективное покрытие для нержавеющей стали, если оно выполняется надежным поставщиком черной окиси. Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.
Черный оксид устойчив к ржавчине?
Нет, черный оксид не защищает от ржавчины. Однако он обеспечивает некоторую защиту от коррозии. Слой черного оксида со временем будет медленно подвергаться коррозии, но он защитит нижележащую сталь от более сильной коррозии.
Почему ржавчина чернеет?
Оксид железа, основной компонент ржавчины, имеет черный цвет. Когда на стали образуется ржавчина, это происходит из-за того, что кислород соединяется со сталью, образуя оксид железа. Скорость образования ржавчины зависит от ряда факторов, включая наличие влаги, тип стали и качество воздуха.
Долговечно ли черное оксидное покрытие?
Черное оксидное покрытие очень прочное и долговечное. Это может быть подходящей заменой краски, поскольку она устойчива к царапинам, сколам и ржавчине. Черное выцветание не скалывается и не отслаивается, как другие покрытия, такие как краски, которые делают его устойчивым к износу при ежедневном использовании.
Почему некоторые винты черные?
Этот вопрос часто задают многие люди, впервые увидев это явление. Ответ на вопрос «почему некоторые винты чернеют» прост: коррозия. Коррозия возникает, когда металл вступает в реакцию с кислородом или влагой воздуха и вызывает всевозможные повреждения поверхности материала. Это можно увидеть на нержавеющей стали, поскольку она чернеет при окислении.
Что такое процесс черной окиси?
Процесс черной оксидации представляет собой пассивирующую обработку, которую можно применять к стали, изготовленной из хрома и никеля. Этот процесс окисляет поверхность металла, образуя слой, который предотвращает коррозию при правильном уходе. Он также придает нержавеющей стали характерный матово-серый вид.
Что такое черные болты?
Черные болты — это тип оборудования, изготовленного из нержавеющей стали, прошедшей термическую обработку. Черный цвет достигается за счет добавления слоя углерода на поверхность. Это делает болт более устойчивым к коррозии и износу. №
Черный цвет также может быть привлекательным и придавать изысканность вашему проекту. Важно отметить, что не все болты из нержавеющей стали черные. Термин «черный болт» специально используется для тех, которые прошли термическую обработку.
Если вам нужен болт, устойчивый к коррозии и износу, то черный болт — идеальный вариант. Однако, если вы ищете декоративный болт, есть другие доступные варианты, которые могут быть более подходящими.
Каковы преимущества черных болтов?
Одним из преимуществ использования болта из нержавеющей стали является его устойчивость к коррозии. Это делает их отличным вариантом, если вам нужно что-то для использования в прибрежных районах. Нержавеющая сталь также обладает очень высокой прочностью, что означает, что ее можно использовать для крепления тяжелых предметов, не беспокоясь о том, что она погнется или сломается. Болты также эстетически привлекательны, что делает их хорошим выбором для таких проектов, как судостроение.
Черные болты можно использовать как в соленой, так и в пресной воде, поскольку нержавеющая сталь не подвержена быстрой коррозии или ржавчине даже при воздействии высокого уровня влажности. Однако со временем цвет может тускнеть из-за воздействия ультрафиолетового излучения солнца.
Болты — хорошая идея, если вам нужно что-то для использования в прибрежных районах, потому что нержавеющая сталь устойчива к коррозии, что делает ее отличным выбором, если вы хотите закрепить тяжелые предметы, не беспокоясь о том, чтобы погнуть или сломать болт. Черные болты также обладают высокой прочностью и могут эстетически использоваться в таких проектах, как судостроение.
Черные шурупы для гипсокартона устойчивы к ржавчине?
Нет, черные шурупы для гипсокартона не устойчивы к ржавчине. Фактически, они, как правило, менее устойчивы к коррозии, чем другие типы винтов, из-за нанесенного на них покрытия. Это делает их более восприимчивыми к ржавчине и пятнам с течением времени.
Часто задаваемые вопросы
Почему шурупы для гипсокартона хрупкие?
Винты для гипсокартона изготовлены из стали. Поскольку металл окисляется, он со временем становится более хрупким. Это происходит со всеми типами крепежа из нержавеющей стали, включая шурупы для гипсокартона и гвозди.
Какой самый длинный шуруп для гипсокартона?
Шуруп для гипсокартона представляет собой тип шурупа для дерева или металла с более крупной резьбой и острым концом, чем у обычных шурупов по дереву. Длина варьируется в зависимости от размера, но может достигать 36 дюймов (около 0,91 метра). Шурупы для гипсокартона изготавливаются с плоской или закругленной головкой, что облегчает установку в различные материалы, такие как дерево и металл.
Какие винты не ржавеют?
Винты, прилагаемые к приборам из нержавеющей стали, обычно изготавливаются из нержавеющего материала. Однако, если вам нужно заменить винт и вы не можете найти его в комплекте, входящем в комплект поставки вашего устройства, обязательно используйте устойчивый к ржавчине винт, такой как латунь или медь. Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.
Если вы используете отвертку, всегда используйте крестообразную, а не плоскую отвертку. Головка Phillips имеет больше канавок, которые лучше захватывают винт и предотвращают его выскальзывание из отвертки.
Нержавеющая сталь прочнее стали?
Нержавеющая сталь содержит больше хрома, чем обычная сталь, что делает ее более устойчивой к коррозии. Хром создает тонкий слой оксида на поверхности металла, который защищает его от дальнейшего воздействия. Это делает нержавеющую сталь прочнее обычной стали.
Как определить, является ли металл нержавеющей сталью?
Первый шаг — определить металл, который почернел. Лучший способ сделать это — протестировать небольшой образец с помощью магнита. Если материал прилипает, значит, вы имеете дело с нержавеющей сталью, а не с каким-либо другим сплавом или магнитным металлом, таким как железо.
Что может повредить нержавеющую сталь?
Химические вещества могут повредить нержавеющую сталь.
Тепловое расширение • Джеймс Трефил, энциклопедия «Двести законов мироздания»
200 законов мироздания > Физика
Изменение линейных размеров тела при нагревании пропорционально изменению температуры.
Подавляющее большинство веществ при нагревании расширяется. Это легко объяснимо с позиции механической теории теплоты, поскольку при нагревании молекулы или атомы вещества начинают двигаться быстрее. В твердых телах атомы начинают с большей амплитудой колебаться вокруг своего среднего положения в кристаллической решетке, и им требуется больше свободного пространства. В результате тело расширяется. Так же и жидкости и газы, по большей части, расширяются с повышением температуры по причине увеличения скорости теплового движения свободных молекул (см. Закон Бойля—Мариотта, Закон Шарля, Уравнение состояния идеального газа).
Основной закон теплового расширения гласит, что тело с линейным размером L в соответствующем измерении при увеличении его температуры на ΔТ расширяется на величину ΔL, равную:
ΔL = αLΔT
где α — так называемый коэффициент линейного теплового расширения. Аналогичные формулы имеются для расчета изменения площади и объема тела. В приведенном простейшем случае, когда коэффициент теплового расширения не зависит ни от температуры, ни от направления расширения, вещество будет равномерно расширяться по всем направлениям в строгом соответствии с вышеприведенной формулой.
Для инженеров тепловое расширение — жизненно важное явление. Проектируя стальной мост через реку в городе с континентальным климатом, нельзя не учитывать возможного перепада температур в пределах от —40°C до +40°C в течение года. Такие перепады вызовут изменение общей длины моста вплоть до нескольких метров, и, чтобы мост не вздыбливался летом и не испытывал мощных нагрузок на разрыв зимой, проектировщики составляют мост из отдельных секций, соединяя их специальными термическими буферными сочленениями, которые представляют собой входящие в зацепление, но не соединенные жестко ряды зубьев, которые плотно смыкаются в жару и достаточно широко расходятся в стужу. На длинном мосту может насчитываться довольно много таких буферов.
Однако не все материалы, особенно это касается кристаллических твердых тел, расширяются равномерно по всем направлениям. И далеко не все материалы расширяются одинаково при разных температурах. Самый яркий пример последнего рода — вода. При охлаждении вода сначала сжимается, как и большинство веществ. Однако, начиная с +4°C и до точки замерзания 0°C вода начинает расширяться при охлаждении и сжиматься при нагревании (с точки зрения приведенной выше формулы можно сказать, что в интервале температур от 0°C до +4°C коэффициент теплового расширения воды α принимает отрицательное значение). Именно благодаря этому редкому эффекту земные моря и океаны не промерзают до дна даже в самые сильные морозы: вода холоднее +4°C становится менее плотной, чем более теплая, и всплывает к поверхности, вытесняя ко дну воду с температурой выше +4°C.
То, что лед имеет удельную плотность ниже плотности воды, — еще одно (хотя и не связанное с предыдущим) аномальное свойство воды, которому мы обязаны существованием жизни на нашей планете. Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
1
Показать комментарии (1)
Свернуть комментарии (1)
Свойвзгляд 07.02.2010 11:23
Ответить
Всё, что связано с теплом и холодом связано с важнейшим физическим термином и понятием — «ТЕМПЕРАТУРА». А это самое непроработанное физическое понятие в основе которого до сих пор нет самого физического объекта (предмета) обозначаемого словом температура. Объект-теплоноситель этой самой температуры не выявлен. Какая температура у отдельной молекулы? Какие объекты дают температуру в глубоком космическом вакууме? Что является источником температуры в 1000К в ионосфере Земли? Знает ли современная физика ответы на эти вопросы? Почему энтропия вселенной сейчас возрастает? Будет ли период в развитии нашей вселенной, когда второе начало термодинамики станет своей противоположностью и энтропия начнёт падать (уменьшаться)? Если знать объект-источник «Температуры», то и на все эти вопросы сможем ответить легко и непринуждённо. Ответ на вопрос о причине расширения тел при нагревании найдёт своё однозначное решение. И не только тел. Даже вукуум при нагревании расширяется. Это что касается проблемы предсказания правильной теории. Если это прочитают физики эксперементаторы, то попробуйте на инструментальной основе подтвердить этот факт. Вероятность подтверждения 100%. Это будет значительный вклад в развитие физики. Ну, а уж право теоретического обоснования оставляю за собой.
Ответить
Написать комментарий
около 1800
Тепловое расширение
XIX век
Теплообмен
1859
Теория эволюции
Новостная рассылка
«Элементы» в соцсетях:
Что происходит с металлом при охлаждении
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Подчеркнем, рихтовка с применением точек усадки требует опыта, который приобретается со временем. Легче проводить такие работы на округлых деталях или сильно выпуклых, чем на почти плоских панелях или панелях с малой выпуклостью. Трудность заключается в восстановлении точной длины металла. Разгонять пузырь необходимо как можно осторожнее, так как рихтовка вызывает удлинение металла, которое должно обеспечить желаемую длину металла. Стоит только нанести несколько сильных ударов, как образуется новый пузырь. В то же время, если нанесено меньшее, чем необходимо, количество ударов, то неопытному может показаться, что металл вокруг пузыря слишком вытянут. Он будет пытаться устранить это точками усадки и выполнять их в большем количестве для достижения малоуловимого равновесия металла, чем опытный жестянщик.
Рассмотрим другой способ устранения пузыря – путем наложения влажного охлаждающего кольца. Он осуществляется следующим образом. Смоченную в воде ветошь располагают вокруг нагреваемой точки, что затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
При этом способе нагрев деформированной детали осуществляется пропусканием электрического тока большой силы и низкого напряжения. Вспомним, что точечная сварка легко нагревает докрасна металл, сжатый двумя электродами. Общий принцип действия всех промышленных аппаратов точечной сварки заключается в быстром местном нагреве металла, находящегося в контакте с угольным электродом, установленным в держателе. В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
Для устранения пузыря этим способом проводят подготовительные работы. Сначала выправляют деформированную часть с помощью обычных инструментов. Если вмятины небольшие, можно обойтись без правки. С мест обработки удаляют краску (она является изолятором). Операция может выполняться как вручную шабером, так и шлифовальной машинкой. Зачищают также место соединения с массой.
1. Режимы нагрева металлов
Чтобы правильно вести процесс ковки, необходимо знать температуру начала и конца ковки каждого металла, каждой марки стали, т. е. знать режимы нагрева .
Режим нагрева металла – это порядок и способ нагрева металла, который обеспечивает температуру и скорость, необходимые для получения заготовок, пригодных для ковки и получения из них качественных поковок.
Температура ковки для различных марок сталей не одинакова и зависит от их химического состава. Чем больше углерода встали, тем ниже температура плавления и ковки .
Температура нагрева металла для ковки имеет очень важное значение, так как может влиять на качество деталей получаемых ковкой, поэтому за ней требуется постоянный контроль. Для этого в кузницах с нагревательными печами используют термопары и различные виды пирометров. При нагреве металла в горнах, как правило, можно приближенно определять температуру нагрева металлов на глаз по следующим цветам каления, при дневном освещении в тени:
Цвет нагретого металла | Температура………….. °С
Темно-коричневый (заметен в темноте)…..530 … 580
Темно-вишнево-красный……………………. 730 … 770
При охлаждении металла цвет каления изменяется в обратной последовательности .
Температура нагрева сталей в начале ковки должна быть ниже их температуры плавления на 150…200°С. При более высокой температуре может наступить явление пережога. Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Время нагрева сталей зависит от размеров заготовок и Химического состава. С одной стороны, для уменьшения образования Окалины и увеличения производительности желательно уменьшать время нагрева. С другой, — заготовки больших размеров, а также из высокоуглеродистых и высоколегированных сталей следует нагревать постепенно и даже ступенчато.
2. Дефекты при нагреве и меры их предупреждения
При нагреве заготовок в них могут появиться следующие дефекты:
Окалинообразование или угар получается в результате образования оксидов железа на поверхности заготовки яри ее нагреве. Образование окалины обычно называют угаром металла.
Окалина — это хрупкое и непрочное вещество с содержанием до 30% железа. Угар стали, в результате образования окалины, может достигать 4 … 5% от массы заготовки за один нагрев в горнах и несколько меньше (до 3%) в нагревательных печах. Если учесть, что при ковке заготовку приходится нагревать несколько раз (иногда до шести), то станет ясно, какое большое количество металла идет в отходы в результате угара металла.
Количество образующейся окалины зависит от скорости и температуры нагрева метелла, формы заготовки, химического состава стали, вида топлива, пламени и других факторов.
Обезуглероживание происходит одновременно с окислением железа и выражается в том, что при нагреве стали углерод, содержащийся в ее верхних слоях, выгорает и сталь становится более мягкой. Значит химический состав стали изменится и не будет соответствовать той марке, из которой должна быть изготовлена деталь. При уменьшении содержания углерода уменьшается прочность и твердость стали, ухудшается способность ее закаливаться. Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Процесс обезуглероживания начинается при температуре 800 … 850 °С. Интенсивность обезуглероживания зависит от содержания углерода в стали.
Чем больше углерода, тем медленнее идет обезуглероживание .
Недогрев — это такой нагрев металла, при котором заготовка нагрелась неравномерно по сечению или участкам длины. Очевидно, что такую заготовку нельзя вынимать из горна или печи и ковать. Если заготовка с одной стороны имеет белый цвет каления, а с другой еще желтый или красный, то из нее будет затруднительно получить поковку требуемой формы. Недогрев заготовок по толщине нельзя обнаружить по цвету каления. Поэтому необходимо знать расчетную или опытную нормативную величину продолжительности нагрева различных по сечению заготовок и строго ее придерживаться. Недогрев может появляться при плохом тепловом режиме.
Перегрев нельзя обнаружить по внешнему виду нагретой заготовки и даже в процессе ее ковки. Деталь, изготовленная из перегретого металла, быстро ломается, так как перегретый металл имеет крупнозернистую структуру и поэтому не прочен. Сильно перегретая заготовка иногда разрушается уже при ковке — в углах появляются трещины. Для предотвращения перегрева не следует допускать выдержки заготовки в горне или печи при высокой температуре больше, чем рекомендуется расчетами или нормативами.
Пережог является опасным дефектом нагрева металла. Явление пережога объясняется следующим образом. При температуре выше 1250 … 1300 °С зерна металла становятся очень крупными, а связь между ними настолько ослабевает, что начинает проникать кислород и сталь при действии на нее небольших сил разрушается. Пережженную сталь необходимо отправлять на переплавку.
Пережог можно обнаружить по внешнему виду нагреваемого металла. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Трещины и раскалывание поковок являются дефектами нагрева металла. Наиболее часто поковки с такими дефектами получают из легированных и инструментальных сталей вследствие несоблюдения режимов нагрева их и продолжения ковки с температурой ниже температуры окончания ковки.
3. Изменения, происходящие в металлах при нагреве и ковке
Пластичность стали увеличивается при нагреве, т. е. когда в ней начинаются внутренние превращения, состоящие в укрупнении зерен и ослаблении связей между ними. Поэтому прочность стали уменьшается, она становится мягкой и пластичной. Это позволяет с меньшими усилиями деформировать металлы.
Зернистое строение металла изменяется в зависимости от температуры и скорости деформирования его. Соответственно этим воздействием на металл изменяется и прочность его.
Износостойкость стальной заготовки. Чем быстрее будет проходить процесс деформации металла от начала ковки до конца ковки, тем металл будет прочнее, следовательно, ковку горячего металла рекомендуется проводить как можно быстрее и сильными ударами, потому что при ковке сильно нагретого металла слабыми ударами в конце ковки он получается – с крупнозернистым строением и поковка будет не прочной. Если требуется небольшая деформация металла, то перед ковкой его можно нагревать несколько ниже температуры начала ковки, имея в виду, что ковка будет закончена до наступления критической температуры (723 °С).
При продолжении ковки ниже критической температуры зерна пластически деформируются (вытягиваются) и остаются в напряженном состоянии, потому что при низкой температуре они уже не успевают переформироваться в более мелкие зерна. После этого металл утрачивает пластичность и становится более прочным, твердым и хрупким.
Упрочнение металла под действием пластической деформации называется Наклепом или Нагартовкой. Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Если у вас возникли проблемы с удалением застрявшего болта, общий совет – нагревать болт. Но если металл расширяется при нагревании, не станет ли нагрев болта более трудным для его удаления? Каким образом нагревание болта отклеивает его?
Ответы
Ответ на удивление прост: болт расширяется, но гайка расширяется больше .
То, что здесь происходит, это старое доброе тепловое расширение:
Болт нагревается и расширяется наружу, его радиус увеличивается
Гайка нагревается и . расширяется наружу, радиус увеличивается
Теперь, поскольку радиус гайки немного больше, чем у болта, и поскольку увеличение пропорционально длине покоя, гайка расширяется немного больше.
Железо имеет тепловой коэффициент в приблизительном поле 10 -5 / K. Это означает, что для каждого повышения температуры на 1 К у вас есть увеличение размера на 10 -5 : 1 м стержень становится длиной 1,00001 м.
Если у вашего болта r = 1,5 мм, а у гайки R = 1,501 мм, что произойдет, если температура увеличится на 500 K? Что ж:
r = 1,5 * (1 + 500 * 10 -5 ) мм = 1,5075 мм
R = 1,501 * (1 + 500 * 10 -5 ) мм = 1,508505 мм
Как видно, до нагревания R – r = 1 мкм, а после R – r ≈ 1.001 мкм. Это увеличилось!
Обратите внимание, что мои цифры довольно дикие и используются только для примера. Я уверен, что я неправильно понял начальные значения, но я надеюсь, что они все равно помогут донести сообщение.
Вот некоторые грубые диаграммы, которые помогут объяснить, как это работает.
Болт застрял в отверстии
Когда болт нагревается, он расширяется. Поскольку стержень болта ограничен, он не может расширяться внутри отверстия.
Болт расширяется в направлении зеленой стрелки, но не может расширяться в направлении красных стрелок.
Как болт остывает, он сжимается. Сокращение, однако, не ограничено. Это означает, что болт может сжиматься во всех направлениях, делая его немного меньше.
Болт может сжиматься во всех направлениях.
Как только болт остынет, он должен быть меньше и его легче извлечь.
Фактическая причина, по которой это обычно работает, заключается в том, что ржавчина значительно больше, чем сталь, из которой она ржавеет, именно поэтому болт застревает в первую очередь. В некоторых других случаях тепловые работы заключаются в том, что болт был применен с помощью резьбонарезного приспособления, для удаления которого требуется нагрев (если он выходит без следов ржавчины, это очень хорошая ставка)
Многие виды ржавчины содержат «химически связанную воду» и теряют эту воду (и сжимаются) при достаточном нагревании.
Металл, расположенный в кольце, расширяется наружу при нагревании. Представьте себе нагретое кольцо из тонкой проволоки – оно расширяется в основном по всей длине, увеличивая как внутренний, так и внешний диаметры. То же самое происходит с материалом вокруг отверстия для болта.
Вообще, я стараюсь нагревать окружающий кусок, а не сам болт. Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Рассмотрим шайбу или другое металлическое кольцо или диск с отверстием в нем. Когда кольцо нагревается, мы ожидаем, что кольцо расширится, и эксперименты подтвердят, что оно расширяется. Но расширяется ли отверстие в кольце, сжимается или остается того же размера?
. [T] намек на то, что вы делаете, когда пытаетесь открыть банку с масоном, и металлическая крышка с завинчивающейся крышкой застряла. Либо постучите по крышке ложкой (чтобы попытаться освободить застрявшую часть крышки), либо поместите крышку под горячую воду. Вы делаете последнее, потому что знаете, что металлическая крышка будет расширяться больше, чем стеклянная банка, и поэтому будет легче снять крышку.
И говоря, что металлическая крышка будет расширяться больше, чем стеклянная банка, мы действительно имеем в виду, что отверстие в крышке будет расширяться.
По моему опыту, вам нужно нагреть замерзший болт, пока он не вздуется, не станет красным и не станет мягким, и вынуть его, пока он горячий и мягкий. Нагревание болта и его охлаждение никогда не помогало мне. Когда металл сжимается, болт захватывает; это обычно не ослабляет . это, вероятно, ухудшает ситуацию.
То же самое верно и для питьевых стаканов , которые застряли вместе . холод, сжатие является причиной заедания .
@Vladimir Cravero (извините, не хватает представителя для ввода комментария) .
Я думаю, что разъяснение ответа необходимо. Орех не расширяется «больше», в итоге он становится больше, но прирост в% такой же.
Мое восприятие эффекта нагревания состоит в том, что не только расширяются болт и гайка или блок, но также и пространство между ними, не забывайте об этом.
немного большее пространство между ними, легче удалить. 🙂
Я думаю, что есть несколько факторов, которые способствуют этому эффекту, но я думаю, что один не был упомянут. Еще один способ освободить застрявший болт – это сильно ударить по нему. Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Температура – это мера средней кинетической энергии молекул вещества. То есть молекулы движутся в любом веществе теплее абсолютного нуля, и чем быстрее они движутся, тем выше температура. Когда вы нагреваете что-то, вы добавляете кинетическую энергию в систему. Это буквально заставляет молекулы болта двигаться все быстрее и быстрее. В твердом теле молекулы не движутся свободно в пространстве и по существу вибрируют. На следующем изображении показано, как молекулы металла движутся при нагревании.
Я думаю, что это энергичное движение само по себе может создать тот же эффект, что и ударная волна, вызванная резким ударом. Это и неравномерное изменение размера болта и гайки может сломать статическое трение и / или разрушить хрупкую ржавчину. Я знаю, что если у вас есть ржавая чугунная сковорода, одно из решений – поставить ее на горячий огонь, и ржавчина просто отвалится.
Поскольку тепло не распространяется мгновенно, гайка будет расширяться больше, чем болт . если вы правильно рассчитаете время . что нетривиально. Для подшипника, а не гайки / болта, этот [индукционный] нагрев является промышленным методом удаления, как показано в этом видео, например, и даже в большей степени для крепления. В этом случае удаление происходит мгновенно, когда кольцо подшипника достаточно нагрето. Проблема с гайкой / болтом заключается в том, что большое количество тепла могло перейти к болту, возможно, до того, как вы закончите снятие гайки. Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Проблема еще более усугубляется тем фактом, что нет единого способа сделать это. В этом другом видео вы можете видеть, что гайка становится намного белее, чем болт, что означает, что она нагревается намного сильнее при нагревании. Подвох в том, что к тому времени, когда гайка снята, ни один из них больше не светится [в этом последнем видео], поэтому мы не можем визуально определить их температуру [разницу]. Воздух, однако, намного лучше изолятор, поэтому я подозреваю, что болт охлаждается быстрее, чем гайка, потому что он вступает в контакт с большим количеством металла, который действует как радиатор. Видео с тепловизором было бы определенным доказательством, но я не смог его найти. В описании этого последнего видео также говорится, что коррозионные соединения ослабляются при нагревании, что также вполне может быть правдой, но я не проверил науку об этом; это утверждение также предполагает, что эти связи не сразу восстанавливаются при охлаждении.
И для сценария, изображенного в ответе самого спрашивающего: на практике это не работает так. Если вы смотрите вторую половину этого получасового видео , чувак тщательно нагревает рамку вокруг самого болта, и для достижения успеха требуется много времени, терпения и тщательности, когда «гайка» – это большой кусок.
У меня есть простой ответ, что никто не сказал, что головка болта расширяется от поверхности, ослабляя натяжение нитей, таким образом делая его достаточно свободным, чтобы отключиться. Иногда болты слишком туго, даже если они не ржавые.
Положите пенни в дверной косяк и закройте его. Дверь будет почти невозможно открыть, потому что трение удержит ее на месте. Сгибание остальной части двери предотвратит ее перемещение. Ржавый болт, по сути, тот же принцип – многие мелкие соединения, образованные на резьбе болтов окисленным металлом, препятствуют его вращению.
Высокая температура и расширение металла просто служили разрушению этих связей. Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Расширяется ли металл при нагревании?
Металлы — это блестящие, ковкие и пластичные элементы, которые являются хорошими проводниками тепла и электричества. Различные атомы металла связаны посредством металлической связи, которая характеризуется наличием делокализованных электронов, присутствующих в свободном пространстве вокруг атомов.
Возможны три атомных расположения металлических элементов, также известных как кристаллические структуры, а именно. гранецентрированные, объемноцентрированные и гексагональные плотноупакованные структуры.
Итак, расширяется ли металл при нагревании? Да, все металлы расширяются при нагревании. Это свойство металлов известно как тепловое расширение и возникает из-за увеличения кинетической энергии атомов. Усиленное движение атомов заставляет их занимать больше места, что приводит к расширению поверхности металла. Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Изучим его в дальнейших подрубриках подробнее.
Почему металл расширяется при нагревании?
Мы уже знаем, что атомы внутри вещества движутся с постоянной скоростью. Постоянно происходящее вибрационное движение зависит от энергии этих атомов.
Это указывает на то, что атомы будут набирать скорость с ростом энергии, в то время как атомная скорость истощается при отсутствии эффективного источника энергии.
Тепло – это форма энергии, которая измеряется в виде температуры. Ряд инструментов, таких как пирометр, термометр, термопары и т. Д., Используются для измерения температуры различных тел или пространств в различных ситуациях. Он измеряется в различных единицах, таких как Кельвин, Цельсий, Фаренгейт и т. д.
В случае металлов подвод тепла приводит к увеличению кинетической энергии атомов, которые начинают вибрировать с большей скоростью.
Энергичные вибрационные движения заставляют атомы занимать больше места, чем раньше, что вызывает общее увеличение площади поверхности металлов, и говорят, что металл расширяется.
Это свойство металлов используется в конструкции ряда устройств, таких как пожарная сигнализация, в которой для подачи сигнала тревоги используется биметаллическая пластина из латуни и железа.
Действительно, латунь расширяется при более низкой температуре по сравнению с железом, поэтому в случае пожара биметаллическая полоса изгибается, чтобы соединиться с соседним винтом и замкнуть цепь. Звонок звенит, как только цепь замыкается.
Аналогично используется для разрыва цепи в случае устройства автоматического выключателя.
Что такое тепловое расширение и почему оно происходит?
Прежде чем описывать тепловое расширение, позвольте мне задать вам несколько вопросов. Вы когда-нибудь задумывались о том, что будет, если вскипятить воду в закрытой стеклянной посуде? Или вы когда-нибудь пытались открыть металлическую банку после того, как подержали ее в горячей воде?
В первом случае контейнер ломается, а во втором металлическая банка легко открывается. Как вы думаете, почему это произошло?
Это связано с тепловым расширением воды и металла при воздействии высоких температур. Свойство вещества увеличивать свою площадь или объем в ответ на повышение температуры известно как тепловое расширение.
Это происходит из-за изменения межатомного расстояния. Поскольку величина сил связи в разных веществах различна, скорость их теплового расширения также различна.
Тепловое расширение вещества более заметно при изучении различных фаз вещества.
В твердых телах атомы более тесно и прочно связаны друг с другом, поэтому расширение довольно мало, так как атомы более или менее закреплены на своих позициях.
С другой стороны, жидкости обеспечивают более высокую степень расширения по сравнению с твердыми телами из-за большей доступности пространства, в то время как в газах расширение является далеко идущим из-за того, что межатомные силы, удерживающие атомы вместе, минимальны или вообще отсутствуют.
Следовательно, влияние изменения температуры более выражено в газах по сравнению с твердыми телами и жидкостями.
Некоторые вещества, такие как вода, даже изменяют свою физическую форму при изменении температуры, а именно. твердое при 0°С, жидкое при комнатной температуре и газообразное при температуре выше 100°С.
Коэффициент теплового расширения
Дробное изменение длины, объема или площади поверхности объекта в ответ на повышение температуры на единицу известно как коэффициент теплового расширения. Измеряется при постоянном давлении.
Значение термического коэффициента специфично для конкретного материала и зависит от его физических свойств. Более высокое значение теплового расширения указывает на то, что вещество будет расширяться в большей степени.
Тепловое расширение подразделяется на три категории:
Линейное расширение
Когда в зависимости от температуры изменяется только длина объекта.
Здесь изменение длины (ΔL) прямо пропорционально изменению температуры (ΔT), а также исходной длине (L) и определяется уравнением:
ΔL = α LΔT
Поверхностное расширение
Когда площадь поверхности изменяется в ответ на повышение температуры.
Здесь изменение площади поверхности (ΔA) прямо пропорционально изменению температуры (ΔT) и исходной площади поверхности (A) и определяется уравнением:
Когда объем изменяется в зависимости от температуры. Здесь изменение объема (ΔV) прямо пропорционально изменению температуры (ΔT) и первоначального объема (V) и определяется уравнением:
ΔV = γ VΔT
В приведенных выше уравнениях α, β и γ символизируют коэффициенты линейного, поверхностного и кубического расширения соответственно.
Какой металл больше всего расширяется при нагревании?
Как обсуждалось в предыдущем разделе, чем выше значение коэффициента теплового расширения, тем больше способность вещества к расширению.
В случае металлов наибольшее значение линейного теплового расширения имеет калий 85 x 10 -6 на °С. Это означает, что из всех металлов калий больше всего расширяется при нагревании.
Другие металлы, такие как натрий, плутоний и цинк, также имеют высокий коэффициент линейного расширения.
С другой стороны, известно, что железо меньше всего расширяется под воздействием тепла из-за его низкого значения коэффициента теплового расширения.
Сжимается ли металл на холоде?
Да. Подобно тепловому расширению, металлы также подвергаются сжатию при воздействии более низких температур. Предполагается, что выше 0°С атомы любого материала находятся в непрерывном колебательном движении.
Однако при падении температуры ниже 0°C атомы становятся стабильными и остаются на своих местах. Это приводит к тому, что атомы занимают меньше места, из-за чего они как бы сжимаются.
На самом деле это кинетическая энергия атомов, за счет которой происходит расширение или сжатие.
По мере увеличения кинетической энергии с повышением температуры металлы расширяются, а при очень низких температурах металлы сжимаются из-за незначительной кинетической энергии атомов.
Ответ : Это в основном зависит от изменения температуры, исходной длины, площади или объема вещества, а также физических свойств вещества.
Приведите несколько практических примеров теплового расширения.
Ответ: Провисание линий электропередач, появление летом трещин на дороге, разрывы шин на дороге и т. д.
Назовите несколько вариантов использования теплового расширения.
Ответ: Термометры, автоматические выключатели, термостаты, пожарная сигнализация и т. д.
Почему кухонная посуда сделана из стекла пирекс?
Ответ: Это связано с тем, что коэффициент теплового расширения стекла пирекс довольно низкий. Поэтому он не ломается при нагревании.
Почему между железнодорожными путями остаются зазоры?
Ответ: Это связано со свойством термического расширения металлов, благодаря которому они расширяются летом. Если зазоров не будет, металлические полосы будут расширяться и изгибаться, не останется места для колес поезда.
Почему к металлическим оконным рамам прикреплены резинки?
Ответ: Металлические оконные рамы имеют тенденцию расширяться летом из-за теплового расширения. Прикрепленная к нему резина служит распорками, благодаря которым окна легко открываются и закрываются даже летом.
Влияют ли стыки автодорожных мостов на тепловое расширение?
Ответ: Да, швы в автодорожных мостах делаются для того, чтобы при расширении бетона в жаркое время года это не привело к растрескиванию мостов.
Заключение
Металлы расширяются при нагревании за счет увеличения кинетической энергии их атомов, которые вибрируют с большей скоростью и приобретают большее пространство.
Свойство металлов расширяться под воздействием тепла известно как тепловое расширение. Так как сила межатомных сил различна для разных металлов, то, следовательно, различна и скорость теплового расширения.
Коэффициент теплового расширения измеряется в градусах Цельсия при постоянном давлении. Чем выше значение коэффициента теплового расширения, тем больше расширяется материал под воздействием тепла.
Калий имеет самое высокое значение коэффициента теплового расширения.
Металлы также сжимаются при понижении температуры ниже 0°C.
Если вы считаете статью информативной, поделитесь ею со своими коллегами.
Удачи!!
Обязательные к прочтению темы
19 Немагнитные металлы
Латунь против бронзы
Тепловое расширение металлов и летний блюз
Почему медный вольфрам? | EDM Performance
Медно-вольфрамовая медь для электроэрозионных электродов обеспечивает превосходную электропроводность, сопротивление дуговому разряду на постоянном токе, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах, электродах с высокой и низкой проводимостью и трении в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию конца.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие датчики в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металла
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
Проблемы размеров при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые необходимо учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости на основе диаметра помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это трехмерный элемент допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение в сравнении с полным биением
В круговом биении в сравнении с полным биением первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Проволочная электроэрозионная резка: плюсы и минусы
Проволочная электроэрозионная резка Преимущества и недостатки для 2-осевой резки зависят от таких факторов, как используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому это нужно?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Холодная пила: плюсы и минусы
Холодная пила позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоступенчатых операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей отделки или жестких допусков на поверхности деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек вдоль поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Топ-5 проблем обработки на станках с ЧПУ [ВИДЕО]
Хотя на станках с ЧПУ можно изготавливать множество сложных и прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам необходимо знать.
Отклонение и точность в станках с ЧПУ Swiss Machining
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии в сравнении с профилем поверхности
При использовании профиля линии в сравнении с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: Битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других методов прецизионной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.
На сегодняшний день станками плазменной резки для раскроя вентиляционных изделий и дымоходов нами укомплектовано более 500 компаний. Начиная с 2001 года завод «Спецвентрешение» приступил к выпуску плазм и лазеров собственного производства, а именно: системы плазменной резки тонколистового металла с ЧПУ серии Sprint Cutter (ex Master Cut), станок лазерной резки металла HVAC Fiber Laser.
На протяжении многих лет конструкция установки плазменной резки металла постоянно совершенствовалась: отбирались ведущие поставщики комплектующих (Hypertherm, Yaskawa, Siemens, Bosch Rexroth), использовалось программное обеспечение MAP (Англия) и EuroSoft (Италия), проводились собственные научно-исследовательские разработки и испытания. Накопленный за годы кропотливой работы опыт и приобретенные знания позволяют с уверенностью говорить, что станки плазменной резки металла с ЧПУ серии SprintCutter (ex MasterCut) являются лучшими в своем сегменте как на российском, так и на европейском рынке.
Преимущество машины
«скошенная» рама для свободного прохода
свободный доступ к рабочей зоне со всех сторон, управление процессом может осуществляться с пульта стойки ЧПУ
ПО с обширной библиотекой фасонных изделий
высокая скорость реза и точность перемещений (до 42 м/мин)
зональная вытяжная система — значительное снижение энергозатрат
использование ТНС обеспечивает чистый край реза — идеально для дымоходов (нержавейка)
движение по осям X и Y посредством серводвигателей
зубчатая рейка или линейный модуль
клавиатура промышленного варианта исполнения
система самодиагностики
Добавить в корзину и заказать
Спецификации
Опции
Фотографии
Видео
Станок плазменной резки металла с ЧПУ — SprintCutter (SVR)
Станок плазменной резки включает в себя программное обеспечение:
Библиотека стандартных изделий: фасонных частей круглого, прямоугольного и овального сечений
Программы для: автоматической раскладки (уменьшение отходов), разбивки надразмерных фланцев, интерактивной раскладки, раскладки в отверстиях, 3-х мерного представления при параметрическом программировании, создания необходимых спецификаций, чертежей и ярлыков
Программируемая пользовательская база данных
Простая программа САПР для двухмерных узлов с интерфейсом типа AutoCAD
Рабочая зона, мм
3048х1524 и 6096х1524
Скорость траверсы, м/мин
ограничена 42 м/мин
Контроллер
MACH-3 / EuroSoft / MicroEDGE Pro
Плазматрон Hypertherm PowerMax или Thermaldynamics
45, 65, 85, 1650 G3 Series или A 40/A 60/ A 80
Толщина обрабатываемого материала, мм:
сталь (400 Н/мм2)
до 10/19/25
оцинкованная сталь
до 10/19/25
нержавеющая сталь
до 8/15/20
Точность резки, мм
0,5/0,3
Точность позиционирования, мм
0,2/0,3/0,4
Электропитание, В/Гц/кВА/В/кВт
220/50/2,5 3х380/6
Пневмопитание, Бар/л/мин
8/250
Контроллер с ЧПУ Управление станком плазменной резки металла SprintCutter (ex MasterCut PR3000/1500) является двух или трех осевым управлением, предназначенным для использования на различных режущих машинах. Контроллер имеет компьютер, TouchScreen панель, сервоусилители и серводвигатели все в одном, компактном корпусе.
Плазменный источник Станки плазменной резки комплектуется плазменными источниками Hypertherm Powermax, работающими на сжатом воздухе. Данный источник обеспечивает высокую производительность резки, низкие эксплуатационные затраты, превосходное качество кромки и непревзойденную надежность. В зависимости от модификации, системы плазменной резки SprintCutter (ex MasterCut) выпускаются с источниками Powermax 45, Powermax 65, Powermax 85 и Powermax 1650 G3 Series. Последнее время набирают популярность источники Thermaldynamics (A 40/60/80) (подробности у менеджеров)
Система отвода дыма Дым, образующийся в процессе резки, отводится из-под поверхности рабочего стола с помощью внутренней вытяжной системы. Она представляет собой три независимые секции, которые открываются при резе над данной секцией и закрываются при переходе на другую, что резко снижает расход обменного воздуха и размер фильтрующей станции (значительно снижая затраты на обогрев цеха), а также исключает попадание продуктов горения в помещение. На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения.
Плазменная резка металла-Модель
Рабочая зона, мм
Скорость траверсы, м/мин
Контроллер
Источник плазмы *по запросу Thermaldynamics A 40/60/80
Толщина металла, мм
Точность резки, мм
Точность позиционирования, мм
MasterCut PR3000x1500М1
3000х1500
25
SVR
Powermax 45/65
10/19
±0,4
±0,2
MasterCut PR3000x1500S
3000х1500
42
EuroSoft
Powermax 45/65
10/19
±0,4
±0,2
MasterCut PR3000x1500HP
3000х1500
40
MicroEDGE Pro Yaskawa
Powermax 65/85
19/25
±0,4
±0,2
MasterCut PR6000x1500S
6000×1500
50
MACH-3 ServoMotor
Powermax 65/85
19/25
±0,4
±0,2
MasterCut PR6000x1500HP
6000х1500
50
MicroEDGE Pro Yaskawa
Powermax 65/85
19/25
±0,4
±0,2
Модельный ряд станков плазменной резки металла с ЧПУ позволяет в короткие сроки интегрировать оборудование в производство с наименьшими затратами. С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).
*Получить подробную консультацию по оборудованию для плазменной резки металла с ЧПУ, а так же купить станок Вы можете, позвонив по телефону +7 (495)500-07-85, либо отправив запрос на электронную почту [email protected]
Станок плазменной резки SprintCutter (SVR) может успешно работать как с листовым, так и с рулонным металлом. Переход на работу с рулоном позволяет существенно повысить эффективность плазменного раскроя, при этом затраты на металл снижаются в среднем на 30% за счет снижения отходов. Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
Возврат в позицию после остановки
Станок плазменной резки металла серии SprintCutter под управлением программы PMCut имеет ряд удобных функций, позволяющих восстанавливать позицию на траектории резки, после остановки хода выполнения программы реза, например для замены электрода.
Если во время резки требуется очистить горелку или заменить расходные части, то нужно выполнить ряд простых действий:
1. Остановить программу реза нажав на кнопку «STOP». 2. Подвести горелку в удобное положение для работы с горелкой с помощью кнопок ручного перемещения, если это необходимо. 3. Выполнить действия по обслуживанию горелки (замена электрода, чистка) 4. Восстановить позицию с помощью кнопки . При этом горелка возвращается на точку траектории, где в последний раз была нажата кнопка «STOP». 5. Позиция может быть откорректирована, с помощью кнопок «+» и «-». В этом случае горелка может перемещаться по траектории резки в положительном или отрицательном направлении. 6. Если горелка находится в правильной позиции, резка возобновляется с помощью кнопки «GO».
Привязка к позиции
Эта функция позволяет возобновить резку из любой позиции на линии реза. Привязка к позиции может быть использована для резки любой части линии резки без прохода всего пути резки до требуемой стартовой точки. Возможной причиной для этого может быть то, что маленькая часть пути не прорезана полностью, и эта проблема не была выявлена, пока резка не была закончена. Горелка может быть подведена в удобное положение, ближе к требуемой стартовой точке. Нажатие кнопки приведёт горелку в наиболее близкую позицию на линии резки. Затем позиция может быть дополнительно настроена с использованием кнопок трассировка вперёд «+» и трассировка назад «-». Если машина находится в правильном положении, резка возобновляется с помощи кнопки «GO». Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена.
Привязка к стартовой точке определённой детали
Эта функция позволяет начать резку с определенной детали на раскрое. Для выполнения данной операции указывается деталь, которая будет вырезаться в данный момент. Нажав кнопку «GO» программа резки начнётся именно с указанной детали. Если остальные детали не нужны, то процесс резки всегда можно прервать кнопкой «STOP».
Joomla SEF URLs by Artio
Плазменный станок с ЧПУ — своими руками
Что такое станок плазменной резки с ЧПУ? Это машина с компьютерным управлением, которая может прорезать любой электропроводящий материал (сталь/нержавеющая сталь/алюминий/медь). Машина берет созданный на компьютере 2D-эскиз и преобразует его в систему числового программного управления (ЧПУ), которая соединена с плазменным резаком. Плазменный резак использует электрическую дугу и сжатый воздух, чтобы прорезать проводящий материал.
Я спроектировал и построил этот плазменный резак в своей личной мастерской, используя несколько готовых компонентов вместе с некоторыми сборками, изготовленными на заказ.
Ознакомьтесь со следующими шагами, чтобы получить подробный обзор моей сборки плазменной машины с ЧПУ!
Примечание: данная статья является переводом.
Шаг 1: Планирование и компоненты
Планирование:
Перед тем как начать, мне нужно было ответить на пару ключевых вопросов:
Насколько большой стол с ЧПУ я хочу сделать?
Какова максимальная толщина материала, который мне нужно разрезать?
Эти два вопроса будут определять остальную часть вашего проекта. Я решил построить стол, на котором можно разместить лист материала размером 4×8 футов. Основываясь на том, что я обычно изготавливаю, я хотел иметь возможность прорезать сталь толщиной как минимум 1/4 дюйма.
Я также включил в дизайн несколько уникальных моментов:
Опускающиеся ролики для удобства передвижения;
Система вытяжки для удаления пыли и дыма;
Система всасывания в точке сопла и водяной затвор для вытягивания мелких частиц вблизи режущего наконечника;
Съемная режущая поверхность — позволяет мне снять режущую поверхность и вставить поддон для воды для альтернативного метода борьбы с дымом и пылью.
Задействованные компоненты:
Ниже приведен общий список основных компонентов станка плазменной резки с ЧПУ:
Аппарат плазменной резки — я решил приобрести плазменный резак Hypertherm Powermax 65 для этой сборки. Эта машина способна резать сталь толщиной 1 дюйм.
Воздушный компрессор — плазменным резакам требуется подача воздуха для работы и резки материалов. Я выбрал воздушный компрессор Ingersoll на 80 галлонов, у которого не должно быть проблем с обеспечением подачи воздуха из системы.
Пакет управления двигателем с ЧПУ — это приводы и двигатели, которые управляют движением плазменного резака. Я купил свою систему в компании CandCNC. Эта система включала в себя все 4 шаговых двигателя и драйверы двигателей в одном полном комплекте.
Основание стола — я изготовил основание стола на заказ, используя поверхность для резки. Основная рама изготовлена из квадратной трубы 2×0.12 дюйма.
Портальный узел — сюда входят все подшипники, шестерни, зубчатые направляющие и структурные компоненты, составляющие подвижный портал наверху стола. Вы можете приобрести эти детали по отдельности или приобрести полный комплект для портала. Я решил купить свой портал у Precision Plasma.
Программное обеспечение — требуется несколько различных типов программного обеспечения:
Программное обеспечение для проектирования САПР — программное обеспечение для автоматизированного проектирования позволяет создавать эскизы и конструировать детали перед их вырезанием. AutoCad или Fusion 360 — отличные варианты для программ проектирования САПР.
Программное обеспечение CAM для плазменной резки — программное обеспечение для автоматизированного производства преобразует ваш эскиз САПР в код (обычно G-Code), который система плазменной резки с ЧПУ может считывать и интерпретировать. Я запускаю SheetCAM в своей системе.
Программное обеспечение управления ЧПУ — это программное обеспечение считывает G-код и отправляет его двигателям на столе ЧПУ. В моей системе используется управляющее по Mach4 с ЧПУ
Компьютер — для запуска программного обеспечения ЧПУ и подключения к блоку управления двигателем требуется базовый компьютер.
Шаг 2: Изготовление основания стола
Я начал с создания основной рамы из квадратных труб 2″x2″x11ga и прямоугольных 2″x3″x11ga. Я добавил опускающиеся ролики, которые закреплены на месте для легкой мобильности. Я также расширил свои рельсовые направляющие таким образом, чтобы портал полностью перемещался по площади 4×8 футов, чтобы обеспечить легкую загрузку стальных листов. Размеры портала определяли ширину основания стола.
Шаг 3: Изготовление режущей поверхности
Режущую поверхность я спроектировал как съемный узел. Это позволяет мне приподнять её и вставить поддон для воды в качестве опции для защиты от пыли и дыма. Эта режущая поверхность использует направляющие планки 2×1/8″ и была изготовлена из следующих материалов:
прямоугольная труба 2″x3″x11ga;
квадратная труба 2″x2″x11ga;
квадратная труба 1″x1″x14ga;
2x.25-дюймовый плоский стержень.
Шаг 4: Сборка основания стола и режущей поверхности
Режущая поверхность опускается на основание стола. Набор холоднокатаных плоских прутков шириной 3 дюйма и толщиной 3/8 дюйма служат направляющими для портала. Холоднокатаные материалы сохраняют более высокие допуски на размеры, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы. Холоднокатаные материалы имеют более высокие допуски по размерам, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы.
Шаг 5: Стендовые испытания системы управления двигателем
Прежде чем подключать двигатели и проводку, целесообразно провести стендовые испытания системы. Это позволит убедиться, что все двигатели и соединения полностью исправны и запрограммированы на вращение в правильном направлении. Инструкции, прилагаемые к моему набору управления двигателем CandCNC, помогли упростить этот процесс.
На этом этапе я также подключил свой плазменный резак Hypertherm, чтобы он автоматически запускался по сигналу от блока управления CandCNC. Инструкции CancCNC помогли мне пройти через этот процесс подключения.
Шаг 6: Сборка портала
После изготовления основания стола и режущей поверхности следующим шагом была сборка и установка портала. Моя портальная система от Precision Plasma была построена из экструдированного алюминия.
Этот портал оснащен осью Z, позволяющей регулировать высоту резака (THC). Контроль высоты резака — очень желательная функция для плазменных столов с ЧПУ. Это позволяет осуществлять активный и автоматический контроль расстояния между наконечником резака и разрезаемым материалом. Система обратной связи напряжения автоматически поддерживает заданное расстояние, даже если разрезаемый материал начинает деформироваться. Без THC существует риск столкновения резака с заготовкой. Система THC также продлевает срок службы расходных материалов плазменного резака (электрода/наконечника/сопла).
Я также решил использовать приводы с ременным редуктором для каждого двигателя. Это помогло сгладить работу и движение портала.
Шаг 7: Создание рабочего стола/центра управления
Я изготовил стол из квадратной трубы диаметром 1,5 дюйма для своего компьютера и монитора. Некоторые монтируют свои компьютеры прямо на базу ЧПУ. Я решил сделать систему управления отдельным узлом. Мой компьютер находится под столом. Впоследствии я добавил лист металла вокруг стола, чтобы защитить компьютер от пыли.
Шаг 8: Добавление системы приточной вентиляции
Эффективное средство для отвода дыма и пыли во время работы плазменной системы с ЧПУ крайне необходимо. Для этого существует два распространенных метода: водяной стол или вытяжка. Каждый из них имеет свои преимущества и недостатки
Водяной стол — этот тип включает резервуар с водой (часто обработанный ингибитором коррозии и бактерий), который находится непосредственно прямо под разрезаемым материалом. Вода задерживает большую часть пыли возникающей при резке и помогает сохранить материал прохладным. Однако во время резки вода часто разбрызгивается и требует постоянного технического обслуживания, чтобы ваша портальная система оставалась сухой и чистой.
Вытяжка — этот тип использует поток воздуха с механическим приводом для всасывания пыли и паров вниз в стол и наружу в желаемое место. С правильными вентиляторами и достаточным потоком воздуха этот метод работает очень хорошо. Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.
Я решил встроить в свой стол вытяжку, но оставил возможность использования водяного стола с помощью съемной режущей поверхности. Я начал с того, что обшил основание стола алюминиевым листом. Я подключил 4 точки всасывания, используя 10-дюймовый воздуховод HVAC. У каждой точки всасывания есть ползунок, который позволяет мне направлять максимальное количество всасывания в определенные квадранты стола. Для питания моего нисходящего потока я использовал два промышленных кухонных вытяжных вентилятора. Эти вентиляторы обычно монтируются на крыше или стене и выбрасывают воздух радиально во всех направлениях. Я модифицировал вентиляторы, чтобы они выбрасывали воздух в одном направлении, используя некоторые специально построенные воздуховоды. Мои вентиляторы выдувают всю пыль и дым за пределы моей мастерской.
Впоследствии я также добавил систему всасывания в точке сопла. Я использовал 1,5-дюймовый сливной шланг и направил его от режущего наконечника через кабельные дорожки портала вниз к ведру объемом 5 галлонов, которое также подключено к магазинному пылесосу. Частично наполнив 5-литровое ведро водой, я создал временный водяной затвор, который помогает улавливать мелкую пыль и частицы.
Шаг 9: Калибровка и выравнивание портала
Это критически важный шаг для обеспечения точного и правильного реза. Физически измеряя движения портала и внося небольшие изменения в систему управления, вы можете настроить свой стол так, чтобы угол между осью X и осью Y составлял 90 градусов. Я проверил движение портала вверх и вниз по столу, чтобы убедиться, что он движется ровно и точно на всем протяжении всего диапазона движения. «Пределы» для стола контролируются микропереключателями. В моем руководстве по эксплуатации системы управления CandCNC я ознакомился с интеграцией коммутаторов.
Шаг 10: Тестовые резы
После сборки системы и выполнения всех этапов настройки из руководства пользователя CancCNC я был готов к пробной резке. Я выполнил инструкции из руководства по моей системе управления и приступил к резке. Эта система была готова к работе с самого начала. Первые разрезы были четкими и чистыми.
Шаг 11: Примеры выполненных проектов
Этот стол изменил мой подход к изготовлению изделий. Проекты, которые обычно занимали дни или недели, сократились до нескольких часов. Каждый раз, когда я берусь за что-то новое, я сначала думаю о том, можно ли в этом проекте использовать свой плазменный резак с ЧПУ, чтобы быстро и эффективно сделать изделие.
Видео плазменного станка в действии:
По сравнению со станками лазерной резки у плазменных станков есть ряд недостатков: большая ЗТВ по сравнению с лазерной резкой, качество с более тонкими листами и пластинами хуже, чем при лазерной резке, допуски не такие точные, как при лазерной резке, более широкий пропил, чем при лазерной резке, кроме того, сам процесс довольно сложный и требует высокой квалификации оператора, во время резки металла в воздух выбрасывается большое количество вредных газов.
Хотите подробнее узнать про плазменную резку читайте в нашем блоге.
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
2022 Лучшие плазменные резаки с ЧПУ и столы для резки на продажу
Вы с нетерпением ждете сборки своими руками лучших бюджетных планов плазменной резки с ЧПУ для изготовления листового металла и труб из углеродистой стали, нержавеющей стали, мягкой стали, инструментальной стали, железа, алюминия, латуни. , или медь?
У вас возникла идея купить недорогие комплекты плазменных столов с ЧПУ 4×4, 4×8, 5×10, 6×12 в США, Великобритании, ОАЭ, Канаде, Австралии, России, Южной Африке, Китае, Индии или других странах Азии, Европа, Северная Америка, Южная Америка, Африка, Океания?
Ознакомьтесь с руководством по покупке лучших станков плазменной резки с ЧПУ 2022 года в рамках вашего бюджета для производителей металлов, слесарей, машинистов с ЧПУ, операторов и начинающих.
STYLECNC предложит вам самые популярные системы плазменной резки с ЧПУ 2022 года с бесплатным круглосуточным обслуживанием клиентов и поддержкой, чтобы соответствовать вашим планам, проектам и идеям резки металла.
Что такое плазменный резак?
Плазменный резак представляет собой новый тип термической резки для производства металлов, в котором в качестве источника тепла используется рабочий газ и плазменная дуга с высокой скоростью и высокой температурой для локального плавления металла и выдувания расплавленного металла с высокой -скорости воздушного потока при одновременном формировании узких швов плазменной резки.
Используется для резки различных металлов, таких как углеродистая сталь, нержавеющая сталь, медь, алюминий, чугун и др. Это позволяет с высокой точностью резать электропроводящие металлы. Он отличается высокой скоростью резки, тонкими швами, низкой деформацией, небольшой зоной термического влияния, простотой в использовании и энергосбережением. С пилотной дугой она будет генерировать плазменную дугу малой мощности в воздухе, что позволит сократить расходы.
Он используется в производстве листового металла, изготовлении металлических конструкций, машиностроении, ремонтных мастерских, бурении, копании, снятии фаски, исправлении и других проектах и планах по резке металла.
Что такое плазменный резак с ЧПУ?
Плазменный резак с ЧПУ представляет собой автоматический станок для резки металла с числовым программным управлением, который использует плазменную горелку для резки металлов в различные профили и формы с помощью контроллера ЧПУ, включая мягкую сталь, нержавеющую сталь, углеродистую сталь, оцинкованную сталь, горячекатаную сталь, холоднокатаную сталь. сталь, железо, латунь, медь, сплав, алюминий, бронза и титан.
Комплект плазменной резки с ЧПУ состоит из рамы станка, контроллера ЧПУ, источника питания, плазменной горелки, лезвия или пилообразного стола, привода, двигателя, системы управления, программного обеспечения, направляющей, шарикового винта, дополнительных деталей и расходных материалов.
Плазменные резаки с ЧПУ также известны как плазменные резаки с ЧПУ, плазменные столы с ЧПУ, машины плазменной резки с ЧПУ, столы плазменной резки с ЧПУ, системы плазменной резки с ЧПУ, машины для газовой резки с ЧПУ, машины для газокислородной резки с ЧПУ, машины для плазменной резки с ЧПУ , Станки кислородной резки с ЧПУ, Станки плазменной и газокислородной резки с ЧПУ.
Что такое плазменный стол с ЧПУ?
Плазменный стол с ЧПУ представляет собой тип автоматического резака с изготовленной на заказ столешницей для сварки, который можно хорошо адаптировать для резки металлических изделий разных размеров. Контроллер ЧПУ обеспечит высокую степень гибкости производства, высокую точность, стабильное качество, высокую производительность, простоту улучшения условий труда и способствует модернизации управления производством. Плазменный стол с ЧПУ представляет собой комбинацию плазменного резака и контроллера ЧПУ, что позволяет использовать преимущества плазменной резки. Чтобы реализовать автоматическую резку, стол для плазменной резки с ЧПУ должен иметь возможность непрерывной подачи и автоматической подачи, а резак должен иметь возможность перемещаться отдельно или в комбинации в горизонтальном и вертикальном направлениях для формирования требуемой кривой резки. Различные функциональные части станка должны иметь возможность тесно взаимодействовать и координироваться для достижения точной непрерывной резки. В то же время различные технические параметры можно гибко регулировать и оптимизировать для удовлетворения требований резки различных металлов.
Как работает плазменный резак с ЧПУ?
Плазменная резка — это метод механической обработки, в котором используется тепло высокотемпературной плазменной дуги для расплавления металлической заготовки и удаления расплавленного металла с помощью импульса высокоскоростной плазмы для создания щели. Плазменные резаки создают электрическую дугу, используя такие газы, как кислород, азот или сжатый воздух. Это превращает газ в плазму, и он быстро пробивает металл, чтобы разрезать его широкополосным способом. Газовый резак работает, добавляя в пламя поток кислорода, который окисляет металл и превращает его в шлак. Плазменный резак перемещается по траектории инструмента с контролем высоты, управляемым компьютером. Термин «ЧПУ» означает «Числовое компьютерное управление», что подразумевает, что компьютер используется для управления движением, поддерживаемым G-кодом в программе. По сравнению с ручными плазменными резаками плазменные резаки с ЧПУ реализуют автоматическую обработку по осям X, Y и Z.
Для чего используются плазменные резаки с ЧПУ?
Плазменные станки с ЧПУ используются для резки листового металла, квадратных и круглых металлических труб, включая железо, холоднокатаную сталь, горячекатаную сталь, нержавеющую сталь, оцинкованную сталь, углеродистую сталь, медь, латунь, сплав, бронзу, алюминий, титан. Они используются для производства станков, нефтехимического оборудования, машин легкой промышленности, сосудов высокого давления, судостроения, горнодобывающей техники, электроэнергетики, строительства мостов, аэрокосмической промышленности и стальных конструкций. Они используются в хобби, домашнем магазине, домашнем бизнесе, небольшом магазине, малом бизнесе, школьном образовании и промышленном производстве.
Сколько типов плазменных резаков?
Наиболее распространенные типы плазменных резаков включают ручные плазменные резаки (портативные) и плазменные резаки с ЧПУ (любительские и промышленные). К наиболее распространенным блокам питания относятся блоки питания Huayuan и блоки питания Hypertherm.
По способу работы комплекты для плазменной резки можно разделить на комплекты для воздушной плазмы, комплекты для сухой плазмы, комплекты для полусухой плазмы и комплекты для подводной плазмы.
В зависимости от качества резки: комплекты для обычной плазмы, комплекты для тонкой плазмы, комплекты для лазерной плазмы и т.д.
По внешнему виду плазменные станки с ЧПУ можно разделить на:
Портативные плазменные комплекты с ЧПУ
Станок портативный, простой в настройке, компактный по конструкции, небольшой по размеру и с низкой себестоимостью производства. Однако из-за ограничений консольной конструкции напряженные условия плохие, поперечная деформация склонна к возникновению, поперечная ширина резки ограничена, а жесткость при высокоскоростной резке низкая.
Портальные плазменные комплекты с ЧПУ
Метод поддержки портального типа поддерживается в двух направлениях, усилие более равномерное, оборудование имеет хорошую жесткость и может достигать большого поперечного пролета, обычно от 3 до 10 м. Однако требования к установке оборудования высоки, структура относительно велика и занимает большую площадь завода. Режим вождения делится на одностороннее вождение и двустороннее вождение. Односторонний и двусторонний привод имеют свои особенности и области применения. Односторонний привод позволяет избежать высокоточного синхронного управления и сложной конструкции двустороннего привода. Однако из-за смещения центра масс и того, что движущая сила не проходит через центр масс, во время работы будет создаваться асимметричная сила инерции, которая склонна к вибрации, деформации и наклону. Поэтому его можно использовать только в небольшом промежутке. Двусторонняя конструкция привода относительно сложна и требует высокоточного синхронного управления с обеих сторон, что может быть использовано для большего размаха и более стабильного движения.
Наборы столов для плазменной резки с ЧПУ
Режущая часть и станок интегрированы, что удобно для перемещения на месте, но диапазон перемещения резака относительно невелик, а ширина резки имеет определенные ограничения.
Сколько типов плазменных столов с ЧПУ?
Наиболее распространенные типы столов для плазменной резки с ЧПУ включают в себя плазменные столы 4×4, плазменные столы 4×8, плазменные столы 5×10 и плазменные столы 6×12 в футах, некоторые пользователи могут называть серию плазменных столов с ЧПУ типами 48 x 48 дюймов, 48 x 48 дюймов. 9Типы 6 дюймов, типы 60 x 120 дюймов в дюймах, некоторые пользователи могут называть комплекты столов типами 1212, 1325, 1530, 2040 в миллиметрах (мм).
Каковы преимущества плазменной резки?
Плазменная резка — это эффективный метод резки листового металла и металлических труб, который широко используется во многих отраслях промышленности. использование, многозадачность, расширенная универсальность, широкий диапазон материалов и толщин, устранение деформации листа, повышенная внутренняя скорость пробивки и уменьшение окалины.0003
По сравнению с традиционным ручным и полуавтоматическим методом резки металла, автоматическая система резки металла с ЧПУ представляет собой сочетание повышения качества и экономической эффективности. Станки для резки металла с ЧПУ включают в себя станки с числовым программным управлением для плазменной, газопламенной, водоструйной и лазерной резки. Он выполняет автоматическую, непрерывную, высококачественную, высокоэффективную и эффективную резку в соответствии с программным обеспечением ЧПУ для раскроя.
В промышленном производстве термическая резка металлов обычно включает газовую, плазменную и лазерную резку. По сравнению с газовой резкой, плазменная резка имеет более широкий диапазон резки и более высокую эффективность. Система тонкой плазменной резки близка к качеству лазерной резки с точки зрения качества режущей поверхности материала, но стоимость намного ниже, чем у лазерной резки.
Он показал большие преимущества в экономии материалов и повышении производительности труда. Это способствовало переходу от ручного или полуавтоматического к числовому управлению и стало одним из основных направлений развития технологии резки с числовым программным управлением.
1. Может резать более толстые металлы, такие как нержавеющая сталь, алюминий и его сплавы, медь и ее сплавы, чугун и другие металлические материалы. Вы также можете использовать плазменную пушку для резки изоляционных материалов и неметаллических материалов толщиной более 150 мм.
2. Скорость резки высока, а эффективность производства высока, особенно при резке тонких металлов с высокой мощностью, эффективность производства повышается более значительно.
3. Качество резки высокое, щель гладкая и плоская, надрез узкий, а зона термического влияния и деформация меньше, чем у других методов резки.
4. Низкая стоимость, благодаря высокой скорости, использование дешевого газа, такого как азот, требует меньше сырья и рабочей силы, чем другие методы резки того же материала.
Сколько стоит плазменный резак с ЧПУ?
В соответствии с различными требованиями и конфигурациями для источника питания, резака, системы управления ЧПУ, пилообразного или ножевого стола, двигателя, привода, программного обеспечения для резки с ЧПУ, системы резки с ЧПУ, рамы машины, направляющей, шарикового винта, дополнительных деталей и расходных материалов, Плазменные резаки с ЧПУ доступны по цене от 4 280 до 18 000 долларов в рамках вашего бюджета. Устройство начального уровня стоит от 4 280 долларов США, профессиональное устройство высокого класса — от 5 600 долларов США, а средняя стоимость составляет 6 180 долларов США. Если вы покупаете в местном магазине, вы получите бесплатную доставку, а цена продажи выше. Если вы хотите купить дешевые комплекты плазменных столов с ЧПУ за границей, стоимость доставки, налогов и таможенного оформления должна быть включена в окончательную цену.
How To Use A CNC Plasma Cutter и разделочный стол?
Для тех, кто никогда не использовал плазменный резак или плазменный стол с ЧПУ. Это простое в использовании руководство по установке программного обеспечения, настройке, отладке, сборке деталей, настройке и эксплуатации.
Ручная бесконтактная резка.
Шаг 1. Прикоснитесь роликом резака к заготовке и отрегулируйте расстояние между соплом и плоскостью заготовки до 3–5 мм. (Когда машина режет, переключатель «Выбор толщины резки» находится в верхнем положении).
Шаг 2. Включите выключатель горелки, чтобы зажечь плазменную дугу. Прорезав заготовку, двигайтесь в направлении резания с равномерной скоростью. Скорость резания зависит от предпосылки прорезания. Слишком медленное повлияет на качество разреза и даже сломает дугу.
Шаг 3. После резки выключите выключатель резака, и дуга погаснет. В это время сжатый воздух распыляется с задержкой для охлаждения резака. Через несколько секунд выброс прекращается автоматически. Снимите горелку, чтобы завершить весь процесс резки.
Ручная контактная резка.
Шаг 1. Переключатель «Выбор толщины реза» находится на низком уровне и используется при резке более тонких металлических листов на одном станке.
Шаг 2. Поместите сопло резака в начальную точку обрабатываемой детали, включите выключатель резака, зажгите дугу, прорежьте заготовку, а затем равномерно двигайтесь вдоль направления резки.
Шаг 3. После резки разомкните и разомкните выключатель резака. В это время сжатый воздух все еще распыляется. Через несколько секунд распыление автоматически прекратится. Снимите горелку, чтобы завершить весь процесс резки.
Автоматическая резка.
Шаг 1. Автоматическая резка в основном подходит для резки толстых заготовок. Выберите положение переключателя «Выбор толщины реза».
Шаг 2. После снятия ролика горелки горелка и полуавтоматический станок прочно соединяются, а крепление входит в комплект дополнительных принадлежностей.
Шаг 3. Подключите питание полуавтоматической системы резки и установите радиусный стержень или направляющую в соответствии с формой проекта (если вам нужно вырезать дугу или круг, требуется радиусный стержень).
Шаг 4. Если штекер выключателя резака выключен, замените штекер дистанционного выключателя (подготовлен в принадлежностях).
Шаг 5. Отрегулируйте соответствующую скорость ходьбы в соответствии с толщиной заготовки. И установите переключатели «вверх» и «вниз» на полуавтоматическом резаке в направлении резки.
Шаг 6. Отрегулируйте расстояние между соплом и заготовкой на 3-8 мм и отрегулируйте центральное положение сопла по начальной полосе щели заготовки.
Шаг 7. Включите переключатель дистанционного управления. После резки заготовки включите выключатель питания полуавтомата, чтобы выполнить резку. На начальном этапе резки обратите внимание на шов резки в любое время и отрегулируйте подходящую скорость резки. И обратите внимание, работают ли две машины нормально в любое время.
Шаг 8. После резки выключите пульт дистанционного управления и выключатель питания. На этом весь процесс резки завершен.
Круг для ручной резки.
В зависимости от материала и толщины заготовки выберите одиночный или параллельный метод резки и выберите соответствующий метод резки. Затяните поперечину в произвольном креплении к отверстию для винта на держателе горелки. До требуемого радиуса и затяните, затем отрегулируйте расстояние от наконечника до сопла горелки в соответствии с длиной радиуса заготовки (необходимо учитывать ширину щели). После регулировки затяните центральные крепежные винты, чтобы предотвратить их ослабление, и ослабьте сепаратор, чтобы затянуть винты с накатанной головкой. В этот момент можно вырезать заготовку.
Какое напряжение у плазменной резки с ЧПУ?
Когда работает станок плазменной резки с ЧПУ, система резки с ЧПУ будет контролировать механическую точность и качество пропила с помощью источника питания. Можно сказать, что хороший источник питания имеет отличное качество резки. При фактическом использовании и эксплуатации системы резки с ЧПУ качество и стабильность резки зависят от марки и производителя источника питания, мощности, плазменной пушки, сопла, а также толщины металла и параметров резки.
Источник питания ручного плазменного резака должен иметь достаточно высокое напряжение холостого хода, чтобы легко запустить дугу и обеспечить стабильное горение дуги. Напряжение холостого хода обычно составляет 120-600 В, а напряжение столба дуги обычно составляет половину напряжения холостого хода. Увеличение напряжения на столбе дуги может значительно увеличить мощность дуги, тем самым повысив скорость резки и разрезая листовые металлы большей толщины. Напряжение столба дуги обычно не может быть достигнуто за счет увеличения внутреннего сжатия электрода и регулировки расхода газа, но напряжение столба дуги должно быть менее 65% от напряжения холостого хода, в противном случае это приведет к нестабильность дуги.
Насколько толстой может быть плазменная резка?
Возможность плазменной резки с ЧПУ: в зависимости от размера настроенного источника питания толщина резки обычно находится в пределах 0,5-100 мм, а источник высокой мощности может резать более 100 мм; Возможность газовой резки с ЧПУ: обычный газовый резак 6-180 мм (максимум 250 мм), специальный газовый резак обычно не превышает 300 мм, конечно, его также можно настроить, чтобы он был выше.
Как выбрать пылесборник для стола плазменной резки с ЧПУ?
Устройство приема материала и удаления пыли для станка плазменной резки с ЧПУ включает верстак, состоящий из кронштейна и рабочей поверхности в виде сетки, закрепленной на верхней части кронштейна. Кронштейн снабжен пластиной для приема материала, которая может перемещаться горизонтально относительно верстака и расположена в нижней части решетчатой рабочей поверхности, а пластина для приема материала представляет собой пластину из стальной проволочной сетки, дно верстака находится непосредственно под ней. пластина для приема материала снабжена резервуаром для воды для удаления пыли, а дно резервуара для воды для удаления пыли снабжено колесами. Устройство для приема материала и удаления пыли позволяет легко вынимать заготовки и отходы, отрезанные машиной и упавшие под рабочий стол, и в то же время значительно уменьшить загрязнение металлической пылью, образующееся при резке заготовки.
Поиск и устранение неисправностей
1. Слишком низкое рабочее давление воздуха.
При работе плазменного резака с ЧПУ, если рабочее давление намного ниже, чем давление, требуемое инструкциями, это означает, что скорость выброса дуги ослаблена, а входной поток воздуха меньше требуемого значения. В это время высокоэнергетическая высокоскоростная дуга не может быть сформирована. В результате разрез получается некачественным, непроницаемым, с зарастанием разреза.
Причины недостаточного давления воздуха: недостаточная подача воздуха от воздушного компрессора. Регулировка давления клапана регулировки воздуха станка для резки с ЧПУ слишком низкая, в электромагнитном клапане есть масло, и путь воздуха не ровный. Поэтому необходимо проверять эти аспекты один за другим, своевременно находить проблемы и устранять их.
2. Слишком высокое рабочее давление воздуха.
Если давление воздуха на входе слишком велико, после образования дуги избыточный поток воздуха сдует концентрированный столб дуги, рассеет энергию столба дуги и ослабит режущую способность дуги. Основные причины: неправильная регулировка входного воздуха, чрезмерная регулировка редукционного клапана воздушного фильтра или выход из строя редукционного клапана воздушного фильтра.
3. Неправильная установка быстроизнашивающихся деталей, таких как сопла электродов.
Сопло электрода имеет резьбу, и его необходимо затянуть на месте. Из-за неправильной установки сопла, например, из-за того, что резьба не затянута или вихревое кольцо установлено неправильно, резка будет нестабильной, а уязвимые части будут повреждены слишком быстро.
4. Входное переменное напряжение слишком низкое.
Перед вводом в эксплуатацию проверьте, имеет ли электрическая сеть, подключенная к станку плазменной резки с ЧПУ, достаточную пропускную способность и соответствуют ли спецификации шнура питания требованиям. Место установки станка с ЧПУ должно находиться вдали от крупногабаритного электрооборудования и мест с частыми электрическими помехами.
5. Плохой контакт провода заземления с заготовкой.
Заземление является важной подготовкой перед резкой. Если не используется специальный инструмент для заземления, изоляция на поверхности заготовки и длительное использование заземляющего провода с серьезным старением и т. д. вызовут плохой контакт между заземляющим проводом и заготовкой.
6. Скорость резки и вертикальность зажима режущего пистолета.
Скорость резки должна быть высокой или низкой в зависимости от материала и толщины резки, а также текущего размера. Слишком быстрое или слишком медленное резание приведет к неровной поверхности резки и окалине на верхней и нижней кромках. Кроме того, резак не удерживается вертикально, а распыляемая дуга также распыляется под наклоном, что также приводит к тому, что режущая поверхность имеет наклон.
Плазменный контроллер ЧПУ и программное обеспечение
Наиболее распространенной комбинацией контроллера и программного обеспечения является система управления ЧПУ Starfire и программное обеспечение для раскроя FastCAM. Конечно, вы можете выбрать контроллер ЧПУ Mach4 и контроллер ЧПУ FireControl, программное обеспечение Sheetcam CAM и программное обеспечение Autodesk Fusion 360 CAM.
Контроллер ЧПУ Starfire
Контроллер ЧПУ Starfire разработан с учетом плазменных помех, молниезащиты, высокой надежности и устойчивости к перенапряжениям. Он имеет функции автоматической памяти точек останова. Он подходит для всех типов машин плазменной и газопламенной резки. Дополнительный беспроводной пульт дистанционного управления можно использовать для работы на большом расстоянии.
Программное обеспечение FastCAM CAM
FastCAM — это полностью автоматическое программное обеспечение для непрерывной резки с общей кромкой. Программное обеспечение в основном предназначено для станков с ЧПУ для резки, включая станки с ЧПУ для газовой, плазменной, лазерной и водоструйной резки, используемые для черчения, программирования, раскроя, проверки и резки с ЧПУ деталей произвольной формы. Использование FastCAM может увеличить скорость раскладки стали и эффективно сэкономить сталь, повысить эффективность программирования, раскладки и резки, а также эффективно повысить эффективность производства резки.
Функция автоматического раскроя совмещенных кромок предназначена для реализации прямоугольных деталей и непрямоугольных деталей в процессе автоматического раскроя, то есть автоматического совмещения кромок любой детали с разной длиной сторон без ручного редактирования и автоматической обработки — кромка и непрерывная резка различных деталей, чтобы предотвратить и избежать деформации при термической резке, автоматически обрабатывать направление резки и положение точки перфорации и использовать обрезанную кромку для непосредственного предварительного нагрева резки, чтобы избежать перфорации.
Плазменный резак VS Плазменный сварочный аппарат
Плазменный резак происходит от сварщика, который представляет собой уникальный тип системы плазменной сварки. Он использует плазму для сплавления двух металлов. Путем увеличения разряда плазменной дуги система плазменной сварки может быть преобразована в систему плазменной резки.
На данном этапе большая часть предприятий термической резки и сварки использует плазму. Среди них, машины плазменной резки разработали портативные, консольные, портальные, настольные, машины для резки труб и другие виды оборудования для резки, в то время как плазменные сварочные аппараты делятся на ручные сварочные аппараты и роботизированные сварочные аппараты.
Плазменный резак использует плазменную дугу для создания высокой температуры для плавления разрезаемого материала. В то же время он использует сжатый газ для продувки материала, который необходимо разрезать на прорези, чтобы завершить окончательные проекты резки. Он обладает такими преимуществами, как хорошее качество резки, малая ширина резки, высокая точность, быстрая резка, безопасность и чистота. Это усовершенствованный резак по металлу.
Аппарат для плазменной сварки представляет собой сварочный аппарат, использующий плазменную дугу в качестве источника тепла и сплав определенного состава (металлическая проволока, порошок сплава) в качестве присадочного металла.
Плазменная дуговая сварка — это высококачественный метод сварки. Соотношение глубины и ширины сварного шва большое, зона термического влияния узкая, деформация заготовки небольшая, и существует много типов свариваемых материалов, особенно разработка плазменной сварки импульсным током и плазменной дуговой сварки расплавленным электродом. Диапазон применения плазменно-дуговой сварки расширен, и она имеет преимущества высокой эффективности конструкции и низкой стоимости.
Плазменные столы Torchmate с ЧПУ | Премиальные станки с ЧПУ | Резка листов и труб
Различные конфигурации для удовлетворения любых потребностей — столы для плазменной резки от 4×4 до 8×22
Несколько размеров стола и вариантов питания плазмы на выбор, все они полностью собраны и готовы к работе
Линейка продуктов Torchmate® для автоматизированной плазменной резки включает в себя широкий спектр станков: от наших станков с ЧПУ начального уровня — Torchmate 4400 до наших промышленных столов для плазменной резки с Torchmate 5100 и всего, что между ними. Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми общенациональной поддержкой Lincoln Electric®.
Щелкните здесь для получения дополнительной информации
Столы для любого типа бизнеса
Выберите стол, который соответствует вашим потребностям
Наши машины оснащены серией плазменных резаков FlexCut®, разработанных специально для работы с машинами Torchmate. Эти устройства включают FlexCut 80, FlexCut 125 и FlexCut 200. Наши плазменные резаки высокой четкости Spirit® II обеспечивают превосходное качество резки для тех, кому требуется еще более высокое качество резки. Предприятия, связанные с сельским хозяйством, промышленным производством, архитектурой и множеством других отраслей, могут извлечь выгоду из улучшений бизнеса, которые может принести режущий стол с ЧПУ Torchmate.
Для получения информации о том, как правильно выбрать стол для плазменной резки для вашего бизнеса или хобби, щелкните нашу страницу «Как выбрать», чтобы ознакомиться со всей линейкой продуктов. Вы также можете позвонить в наш отдел продаж по телефону (775) 673-2200, чтобы обсудить, какая плазменная система подходит именно вам.
Щелкните здесь для получения дополнительной информации
Производственные возможности в течение всего дня
Torchmate способствует успешному бизнесу клиентов в производственной отрасли
Полезность наших плазменных столов выходит за рамки обычного объема того, что наши клиенты классифицируют как производственное оборудование. Наши процессы резки металла включают плазменную и газокислородную резку и позволяют вам расширить свой бизнес различными способами. Здесь можно найти ссылку на истории успеха наших клиентов и прочитать о том, как тысячи наших машин по всему миру способствовали успешному развитию бизнеса в производственной отрасли.
Стол Torchmate X обеспечивает вес и долговечность изготовленного из мягкой стали водяного стола весом более 5000 фунтов для производственных цехов, которые готовы взять на себя обязательства по собственному производству. На нашем усовершенствованном промышленном плазменном столе с ЧПУ Torchmate 5100 предлагается опция наклонной головки, позволяющая сваривать готовые детали прямо со стола.
Щелкните здесь для получения дополнительной информации
Lincoln Electric стремится к доступности
ЧПУ стало доступным более 40 лет
Мы производим доступные столы для резки с 1979 года и ускорили наши технологические достижения в области управления движением, контроля высоты и производства благодаря приобретению Lincoln Electric® в 2011 году. Lincoln Electric производит этот международный бренд плазменных столов с ЧПУ. первоклассный продукт в мире плазменной автоматизации, который будет по-прежнему предлагать доступность и качество, которые сделали имя Torchmate нарицательным в производственной отрасли. Таблицы Torchmate теперь представляют собой законченное решение из единого источника.
Lincoln Electric производит все элементы плазменного стола, включая плазменный резак, контроллер движений и сам стол. Уверенность и душевное спокойствие, которые вы получите со столом Torchmate от Lincoln Electric, намного превосходят любой другой вариант в отрасли.
Щелкните здесь для получения дополнительной информации
Ведущая в отрасли поддержка с Torchmate
Получите помощь на каждом этапе процесса резки с ЧПУ
Мы работаем с 7:00 до 16:00 по тихоокеанскому времени. Позвоните нам сегодня по бесплатному номеру (866) 571-1066. Позвольте одному из наших обученных специалистов по ЧПУ провести вас через каждый шаг процесса резки с ЧПУ. Мы хотели бы, чтобы вы присоединились к тысячам, которые уже являются частью нашей семьи Torchmate.
Свяжитесь с нами
¿Se habla español?
Свяжитесь с нашим испаноязычным отделом продаж уже сегодня!
Испаноязычный отдел продаж: ¿Se habla español? Torchmate эста orgulloso де ofrecer a nuestros clientes эль nuevo Departmentamento де ventas en español. Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas [email protected]. Tenemos ла решение ан систем де Корте ЧПУ для всей промышленности, nuestros sistemas де корте están disponibles ан Todo Latino América.
Узнать больше
Lincoln Electric PythonX® Станок для резки листов
Роботизированная плазменная резка
PythonX PLATE от Lincoln Electric — это роботизированный стол для резки следующего поколения, который улучшит ваше производство и улучшит качество деталей. PythonX PLATE предлагает лучшую надежность и простоту использования по сравнению с нероботизированными столами для резки листового металла. Благодаря прогрессивной конструкции машины и более чем десятилетнему прогрессу в технологии роботизированной плазменной резки, PythonX PLATE делает роботизированную резку пластин выгодным выбором.
Пластическая деформация металла. Диаграмма зависимости напряжений и деформации.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация. В зависимости от напряжений деформация бывает:
упругой
пластической
При упругой деформации — возникшие изменения исчезают после прекращения воздействий вызывающих ее напряжений.
Пластическая — остаточные изменение формы после снятия действия вызвавших ее напряжений. Данное явление имеет особенное значение, поскольку в структуре кристаллов происходят непоправимые передвижения атомов.
Понимание основных понятий деформации ( механических и физических свойств) позволяют рассчитать максимально допустимые нагрузки в металлоконструкциях.
Напряжение металлов
Для начала стоит рассмотреть понятие напряжения металлов.
Напряжением металловназывается отношение силы приложенной к образцу или к поперечному сечению образца.
Напряженное состояние металлов характеризуется следующими показателями:
δпр, δт, δупр, δп.
Диаграмма связи между напряжениями и деформациями
динамика гука– изменения (деформация) в направлении действия силы,
δ – деформирующее напряжение
δп — предел пропорциональности,
δупр — предел упругости,
δт — предел текучести,
δпр — предел прочности металла или временное сопротивление разрушению.
Нормальное напряжение
Нормальное напряжение первоначально вызывает упругую деформацию в монокристалле, приводящую к изменению положения отдельных групп атомов друг относительно друга, а после снятия нагрузки возвращению атомов свои первоначальные положения.
При возникновении нормальных напряжений превышающих силы межатомного притяжение происходит разрушение металла.
Напряжение соответствующее максимальной нагрузке, при достижении которой соблюдается закон Гука ( изменение нагрузки приводит к пропорциональному изменению длины образца) — называется пределом пропорциональности.
δпр=Рпр/Sо (МПа), где:
Sо- начальная площадь поперечного сечения образца : Sо= Пdo2 / 4
При достижении предела упругости, после снятия нагрузки, размеры образца изменяется, такая деформация называется остаточной.
Физическим пределом текучести называются напряжения, соответствующее нагрузке, вызывающий массовую пластическую деформацию в образце.
δт=Pт/So (МПа)
На диаграмме состояний δт соответствует минимальной точке на площадке текучести. При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
δпр- соответствует максимальной нагрузке, которая может выдержать образец до начала разрушения.
При испытании металла на разрыв изготавливают образцы специальной формы и размеров, которые оговариваются ГОСТом 1497 -86. В тех случаях, когда размеры заготовки или изделия не позволяют произвести вырезку образца- испытание проводят на натуральных образцах.
Пластическая деформация происходит под действием тангенциальных напряжений, которые в 2 раза меньше нормальных.
При пластической деформации в первую очередь деформация происходит по плоскостям наиболее благоприятно ориентированным к направлению действующей нагрузки, и только после реализации таких плоскостей в работу будут вступать следующие кристаллографические плоскости.
Характеристикой упругой и пластической деформации являются модуль Юнга и модуль Гука. Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация.
Свойства пластической деформации определяют способность тел к изменению форм под воздействием внешних и внутренних сил.
Опубликовано: 04.01.2016
Поделиться:
Вернуться к списку новостей
1. Упругая и пластическая деформация.
Деформацией называется придание материалу требуемой формы и размеров под действием напряжений без нарушения его сплошности. В зависимости от полноты восстановления исходной формы и исходных размеров тела после прекращения действия внешних сил различают:
упругую деформацию
Деформация, при сравнительно небольших напряжениях и исчезающая после снятия нагрузки, называется упругой, а сохраняющаяся –остаточной илипластической. При увеличении напряжений деформация может заканчиваться разрушением.
Упругая и пластическая деформации в своей физической основе отличаются друг от друга. При упругой деформации происходит обратимое смещение атомов из положений равновесия в кристаллической решётке. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла. После снятия нагрузки сместившиеся атомы под действием сил притяжения (при растяжении) или отталкивания (при сжатии) возвращаются в исходное равновесное положение, и кристаллы приобретают первоначальную форму и размеры. Упругие свойства материалов определяются силами межатомного взаимодействия.
В основе пластической деформации лежит необратимое перемещение одних частей кристалла относительно других. После снятия нагрузки исчезает лишь упругая составляющая деформации.В процессе пластической деформации происходит изменение исходной структуры, при этом механические свойства материала резко повышаются.
2. Механизмы пластической деформации
Для металлов характерно большое сопротивление растяжению или сжатию, чем сдвигу. Поэтому процесс пластической деформации обычно представляет собой процесс скольженияодной части кристалла относительно другой по кристаллографической плоскости или плоскостям скольжения с более плотной упаковкой атомов. В результате скольжения кристаллическое строение перемещающихся частей не меняется.
Другим механизмом пластической деформации является двойникование. Как и скольжение, двойникование осуществляется за счёт сдвига, однако в этом случае происходит сдвиг части кристалла в положение, соответствующее зеркальному отображению несдвинутой части. При деформации двойникованием напряжение сдвига выше, чем при скольжении. Двойники обычно возникают тогда, когда скольжение по тем или иным причинам затруднено.11
3. Пластичность.
На формообразование заготовок из конструкционных материалов влияет пластичность материалов, т. е. способность твёрдых тел изменять форму под воздействием внешних сил не разрушаясь и сохранять полученную форму после прекращения действия силы. 12Благодаря пластичности осуществляется обработка металлов давлением. Пластичность позволяет распределять локальные напряжения равномерно по всему объёму металла, что уменьшает опасность разрушения.13
Обработка давлением применима лишь к металлам, достаточно пластичным, и неприменима к хрупким. Из технических металлов пластичнее других свинец. Он легко деформируется под давлением при комнатной температуре. Олово, алюминий, медь, цинк, железо и низкоуглеродистая сталь также могут быть обработаны давлением без нагрева (как известно, нагрев используется для повышения пластичности, уменьшения сопротивления металла деформации и, следовательно, способность его к деформации возрастает). Пластичность средне- и высокоуглеродистой стали и других металлов и сплавов в холодном состоянии недостаточна. Некоторые металлы и сплавы (например, марганец, чугун и др.) непластичны даже при нагревании: они остаются хрупкими вплоть до расплавления. Такие металлы не могут обрабатываться давлением.14
Эластичность и пластичность — Энергетическое образование
Энергетическое образование
Меню навигации
ИСТОЧНИКИ ЭНЕРГИИ
ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ
ЭНЕРГЕТИЧЕСКОЕ ВОЗДЕЙСТВИЕ
ИНДЕКС
Поиск
Рисунок 1. Пружинная проволока является примером эластичности, поскольку она возвращается к своей первоначальной форме после того, как ее натянули и надавили. [1]
Объекты деформируются, когда их толкают, тянут и скручивают. Эластичность — это мера степени, в которой объект может вернуться к своей первоначальной форме после того, как эти внешние силы и давления прекратятся. [2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию.
Противоположность эластичности пластичности ; когда что-то растягивается и остается растянутым, говорят, что материал пластичен. Когда энергия расходуется на изменение формы некоторого материала, а она остается измененной, говорят, что это пластическая деформация 9.0029 . Когда материал возвращается к своей первоначальной форме, это упругая деформация . [3] Механическая энергия теряется всякий раз, когда объект подвергается пластической деформации. Производство товаров из сырья связано с большой пластической деформацией. Например, придание стали определенной формы (например, арматуры для строительства) связано с пластической деформацией, поскольку создается новая форма.
Рисунок 2. Полиэтиленовая пленка является примером пластика. После растяжения — остается растянутым. [4]
Большинство материалов имеют величину силы или давления, при которой они упруго деформируются. Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!
Чтобы узнать больше об эластичности, см. гиперфизику.
Для дальнейшего чтения
Упругая потенциальная энергия
Ковкий
Медь
Металл
Или просмотрите случайную страницу
Ссылка
↑ ]»Free Image on — Spring, Helical, Metal, Steel», Pixabay.com, 2018. [Online]. Доступно: https://pixabay.com/en/spring-helical-metal-steel-1453075/. [Доступ: 15 июня 2018 г.].
↑ Р. Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278.
↑ 3.0 3.1 Хоукс и др., «Деформация и упругость», в Физика для ученых и инженеров, 1-е изд. Торонто: Cengage, 2014, стр. 265-268.
Основное различие – упругая и пластическая деформации
Деформация – это действие или процесс деформации или деформации. Когда к объекту прикладывается сила, объект либо сжимается, либо растягивается в ответ на силу. В механике сила, приложенная к единице площади, называется напряжением. Степень растяжения или сжатия (в ответ на напряжение) называется деформацией. Каждый материал по-разному реагирует на нагрузку. Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима.
Ключевые области, охватываемые
1. Что представляет собой упругое деформация -Определение, влияние на химическую связь, кривая напряжения 2. Что является пластической деформацией -Определение, Влияние на химические связи, пластическая деформация -Определение, Влияние на химические связи, пластическая деформация -Определение, Влияние на химические связи, Пример Вещества 3. В чем разница между упругой и пластической деформацией – Сравнение основных различий
Что такое упругая деформация снятие внешних сил, вызывающих альтерацию и связанное с ней напряжение. Следовательно, упругая деформация обратима и непостоянна. Упругая деформация лучше всего объясняется химическим понятием «упругость». Упругость – это способность вещества возвращаться в нормальное состояние после деформации.
Упругая деформация зависит главным образом от химической связи вещества. Если химические связи способны выдерживать высокое напряжение, деформируясь без разрыва, это вещество может подвергаться упругой деформации.
Чтобы удовлетворить эту потребность, химические связи должны растягиваться или изгибаться, когда к веществу прилагается напряжение. Растяжение и искривление химических связей должно быть временным. Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность.
Лучшими примерами упругой деформации являются эластомеры, такие как вулканизированная резина. Вулканизированная резина имеет структуру сшитого полимера. Между полимерными цепями имеются серные мостики. Эти поперечные связи серы повышают эластичность резины, помогая ей выдерживать нагрузки.
Рис. 1: Кривая напряжения-деформации для пластичного материала
На изображении выше показана кривая напряжения-деформации для пластичного материала. Пример: медный металл. Упругая область показывает, в какой степени имеет место упругая деформация. После достижения предела упругости материал подвергается пластической деформации, которая является остаточной деформацией.
Что такое пластическая деформация
Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием постоянной силы. Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.
Пластическая деформация возникает вследствие разрыва ограниченного числа химических связей между атомами, составляющими вещество. При пластической деформации атомы могут скользить друг относительно друга. Это вызывает дислокации атомов; таким образом, материал остается неподвижным после снятия приложенного напряжения.
Для пластичных веществ пределом упругости является начальная точка пластической деформации. Предел упругости – это максимальная степень растяжения твердого тела без постоянного изменения его размера или формы. Если напряжение приложено за пределом упругости, то вещество подвергнется пластической деформации.
Рис. 2: Предел упругости, показанный на кривой напряжения-деформации
Материалы, в которых можно наблюдать пластическую деформацию, включают металлы, пластмассы, камни и т. д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.
Разница между упругой и пластической деформацией
Определение
Упругая деформация : Упругая деформация — это деформация, которая исчезает после устранения внешних сил, вызывающих изменение и связанное с ним напряжение.
Пластическая деформация : Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием постоянной силы.
Что происходит с металлом при нагреве » Строительный портал
Многие металлы и сплавы, нагретые до высокой температуры, становятся пластичными. Железо, сталь, медь, алюминий, магний, латунь, алюминиево-железистая бронза, дюралюмин и некоторые другие металлы и сплавы при нагревании приобретают способность коваться и изменять свою форму без разрушения. Другие металлы и сплавы, например, серый чугун, оловянистая бронза, цинковые сплавы в нагретом состоянии не приобретают способности деформироваться, при ударах и сдавливании становятся хрупкими и разрушаются. Для железа и стали обычно чем выше температура нагрева, тем выше пластичность. Так, например, для стали, нагретой до. 950°, усилие при ковке потребуется в 2,2 раза больше, чем для стали, нагретой до 1200°, а для стали, нагретой до 700°, усилие потребуется в 4,5 раза больше. Между прочим, улучшение пластичности относится к температурам нагрева выше 600°, т. е. когда в стали начнут происходить внутренние превращения, о чем подробно будет сказано позднее. При нагреве же от комнатной температуры, т. е. от 15° до 600° прочность стали изменяется не одинаково, а именно: до температуры 300° предел прочности углеродистой стали на растяжение увеличивается и только при нагреве выше 300° он начинает уменьшаться. Ho, получая при температуре около 300° повышенный предел прочности, сталь при этих температурах становится хрупкой и приобретает, как говорят, синеломкость. При температуре, близкой к 600°, предел прочности стали уменьшается очень резко. Так, если взять обычную углеродистую сталь марки 45, то предел ее прочности падает с 60 кг/мм2 при 15° до 25 кг/мм2 при 600°, т. е. больше чем в два раза. При температурах выше 600° уменьшение предела прочности идет медленнее, но все же очень значительно. Так, при температуре 700° сталь марки 45 имеет предел прочности 15 кг/мм2; при 1000°—5,5 кг/мм2; при 1200° — 2,5 кг/мм2; при 1300° — 2,0 кг/мм2. Таким образом, прочность стали, нагретой до температуры 1200—1300°, по сравнению с холодной сталью уменьшается примерно в 25—30 раз. При нагреве цветных металлов и сплавов наблюдается сходная картина. Разница лишь только в том, что поскольку они имеют температуру плавления более низкую, чем сталь, то все критические температуры их смещаются вниз. Например, при нагреве до 800° прочность меди уменьшается в 6—7 раз, прочность алюминия при нагреве до 600° уменьшается в 30—35 раз. Таким образом, нагретые металлы становятся в 25—35 раз менее прочными. Следовательно, в нагретом состоянии они требуют примерно во столько же раз меньше усилий и расхода энергии для их деформации. Если сталь нагревать еще дальше, т. е. до еще более высокой температуры — выше 1300°, то зерна становятся очень крупными и может начаться их быстрое оплавление. Этому часто препятствует сама печь, которая не может дать температуры, необходимой для расплавления стали — более 1400° Когда зерна или кристаллы начинают оплавляться, то в межкристаллическое пространство будет проникать кислород воздуха, образуя там на гранях зерен хрупкую пленку окислов железа. Металл начинает разрушаться вначале на поверхности, а затем разрушения проникают в глубину заготовки. Это и есть пережог стали. Чтобы не допустить пережога, который является неисправимым браком, нужно знать точно, какую наивысшую температуру может дать печь, и следить за тем, чтобы при этой температуре заготовки нагревались в течение только положенного короткого времени. С изменением структуры изменяются и механические свойства металла. Чем крупнее зерна, тем сталь имеет меньшую прочность и не только за счет собственного металла, а также и за счет меж-кристаллического пространства, в котором расположены различные, менее прочные неметаллические материалы, например, сера и фосфор, которые плавятся при низких температурах. Нагретый металл, с увеличенными кристаллами, легче растянуть, а следовательно, потребуется меньшее усилие и для сжатия.
Защита металлов от окисления при нагреве в электростатическом поле
В. Т. ПИСКУН, Н. В. БОЛДОВСКИЙ Донецкий политехнический институт, МАКНИИ ISSN 0026-0819. «Металловедение и термическая обработка металлов», № 8. 1968 г.
При нагреве стали в среде печных газов и на воздухе происходит окисление и обезуглероживание поверхности металла. Скорость этих процессов зависит главным образом от температуры и длительности нагрева, а также от состава печной атмосферы. Окисление и обезуглероживание нежелательны, так как с окалиной теряется от 0,9 до 2,5 вес.% стали при нагреве слитков и заготовок в методических печах [1]. Окалина затрудняет процесс деформации металла, особенно при горячей объемной штамповке и ухудшает качество поверхности изделия. Обезуглероживание понижает твердость, износостойкость и прочность поверхностного слоя инструментов, пружин и других изделий. С целью уменьшения окисления и обезуглероживания при нагреве стали применяют различные защитные среды.
Безокислительный нагрев стали в пламенных печах можно проводить при неполном сжигании горючего газа. Однако такой напрев сопровождается неизбежными потерями горючего газа с отходящими продуктами горения и требует высокого (до 1000-1900 °С) предварительного подогрева воздуха. Настоящая работа посвящена изысканию новых методов защиты металла от окисления при нагреве.
Процесс окисления железа, который протекает достаточно интенсивно уже при 150-170 °С, заключается в образовании пленки окалины, наружный слой которой состоит из Fe2O3 средний — из Fe304 и внутренний — из FeO.
Процесс роста окалины на поверхности изделия происходит следующим образам. Атомы железа, выходя на наружную поверхность пленки окиси железа, соединяются с атомами кислорода и образуют новый слой окиси железа — Fe2O3. По мере образования новых слоев окиси более ранние слои обогащаются атомами металла, диффундирующими изнутри. При достижении определенной концентрации железа окись Fe2O3 превращается в закись-окись Fe3O4. Внутренние слои Fe3O4 насыщаются железом, и на границе фаз Fe3O4 и FeO происходит постоянное превращение Fe3O4 в FeO. Слой FeO делится на внутреннюю (более пористую) часть и наружную; по границе между ними окалина обычно легко отстает от металла. Поверхность раздела внутреннего и наружного слоев FeO является первоначальной наружной поверхностью стального изделия, а внутренний слой FeO образуется в результате диффузии атомов кислорода из окалины в металл [1].
Таким образом, процесс окисления представляет собой непрерывный обмен атомами между газовой средой и поверхностью стали, который заключается в потере электронов атомами железа и превращении их в положительно заряженные ионы (Fe++ и Fe+++). Атомы кислорода захватывают эти электроды и превращаются в отрицательные ионы О—, образуя окислы железа [2]. С повышением температуры нагрева термоэмиосия поверхности увеличивается и поверхность становится активной по отношению к кислороду и печным тазам, содержащим Н2O и СO2. Степень ионизации газовой среды также резко возрастает с повышением температуры нагрева, что способствует повышению интенсивности окисления поверхности металла.
Для замедления процесса или полной остановки его необходимо воспрепятствовать ионам окислителя адсорбироваться на поверхности стали. Это возможно при помощи электрических полей с использованием кулоновой силы взаимного отталкивания одноименных зарядов.
Пластинки из низкоуглеродистой стали размером 10×2×10 мм нагревали в трубчатой электропечи в среде воздуха при 920-950 °С в течение 15 мин. Во избежание воздействия электромагнитного поля на электростатическое поле печь перед загрузкой образцов выключали. После выдержки в печи 15 мин образцы охлаждали на воздухе.
Схема установки дли нагрева образцов в электростатических полях показана на рисунке. Образец подвешивали в муфельной электрической печи на нихромовой проволоке. Для предотвращения коронирующих разрядов нихромовую проволоку подвески пропускали через крышку печи так, чтобы между крышкой и подвеской был воздушный промежуток. Окисляемость определяли по потере веса образцов. Образцы взвешивали на аналитических весах три раза: до нагрева, после нагрева с окалиной и после нагрева без окалины. Окалина с образцов сбивалась легкими ударами молотка. Электростатическое поле создавали высоковольтным выпрямителем ВС-23, который позволяет плавно изменять приложенный потенциал от 0 до 10 000 В.
Рис.1. Схема установки для нагрева образцов в электростатических полях: 1 — источник высокого напряжения; 2 — электроды; 3 — муфельная печь; 4 — изолятор.
№ опыта
Температура печи в момент выгрузки образцов, °C
Приложенный потенциал, кВт
Вес образцов, г
Приращение веса, %
((P1-P0)/P0)·100
Угар металла, %
((P0-P2)/P0)·100
до нагрева (P0)
после нагрева с окалиной (P1)
после нагрева без окалины (P2)
1
740
0
17,1804
17,6080
15,6948
2,48
8,65
2
740
0
17,2644
17,6470
16,6400
2,22
7,09
3
730
0
14,6312
14,9312
13,6332
2,03
6,83
4
740
0
15,4818
15,7788
14,2278
1,92
8,10
5
730
+3,5
16,2310
16,5055
15,4550
1,65
4,66
6
730
+3,5
16,9602
17,1454
16,1730
1,09
4,64
7
720
+3,5
16,1928
16,4712
15,4272
1,71
4,72
8
740
+3,5
16,9612
17,2434
16,1718
1,66
4,63
9
740
+4,5
17,7274
18,0263
16,9612
1,68
4,24
10
750
+4,5
16,9886
17,2914
16,9928
1,78
4,68
11
720
+4,5
17,8298
18,1002
16,9602
1,52
4,88
12
740
+4,5
17,1416
17,4555
16,3660
1,77
4,70
13
720
-3,5
16,1516
16,4206
15,2836
1,62
4,83
14
720
-3,5
15,8004
16,0422
15,0064
1,52
5,00
15
720
-3,5
14,2794
14,5907
13,5369
2,18
5,20
16
740
-3,5
15,1614
15,5020
14,2894
2,24
5,66
Примечание. В опытах 1, 4 и 5 температура печи при загрузке образцов была 930 °С, в остальных опытах — 920 °С.
Приведенные в таблице результаты исследований свидетельствуют о влиянии электрических полей на степень окисляемости стальных образцов. В опытах 1-4 (без наложения электрических полей на внутреннее пространство лечи) средние потери металла с угаром достигали 7,67 %. Подача на образец положительного потенциала величиной +3 кВт (в опытах 5-8) снизила потери металла на угар до 4,66 % против 7,67 % без поля. Увеличение положительного потенциала, приложенного к образцу, до 4,5 кВт не вызвало дальнейшего уменьшения угара металла (опыты 9-12). В опытах 13-16 на образец подавался отрицательный потенциал величиной — 3 кВт, и средние потери составили 5,16 %.
На основании полученных результатов установлено, что электрические поля могут значительно снизить интенсивность окислительных реакций, происходящих между поверхностными слоями металла и воздушной средой.
Список литературы:
1. Технологический справочник по ковке и объемной штамповке. Машгиз, 1959. 2. Глинка Н. Л. Общая химия. 1958.
Как влияет нагрев металла на его свойства?
16 июня 2021 г. 16 июня 2021 г.
| 10:21
Тепло может влиять на электрические, магнитные и структурные свойства металлов. Поскольку металл имеет широкий спектр применения, различные условия подчеркивают разные свойства. Прочность требуется в промышленных приложениях, тогда как низкая электрическая плотность важна в электронных приложениях. Существует множество методов нагревания металла, которые широко используются для изменения этих свойств. Для получения желаемого результата температура нагрева металла и скорость его охлаждения строго регулируются.
Воздействие тепла на металл
Ниже перечислены наиболее важные способы преобразования металлов под действием тепла:
Магнетизм
Электрическое сопротивление
Тепловое расширение
Магнетизм
Железо, никель и кобальт – это три металла, обладающих магнитными свойствами. Его называют ферромагнитным металлом. Нагревание этих металлов уменьшает их магнетизм до такой степени, что магнетизма больше нет. Температура Кюри – это температура, при которой это происходит. Эта температура составляет 626° по Фаренгейту для никеля, 2012° по Фаренгейту для кобальта и 1418° по Фаренгейту для железа.
Электрическое сопротивление
Электрическое сопротивление металла является показателем того, насколько сильно металл препятствует прохождению электрического тока. Электроны рассеиваются, когда они сталкиваются с металлической структурой, когда они проходят через металл. Электроны потребляют больше энергии и движутся быстрее, пока металл нагревается. Это вызывает дальнейшее рассеяние, что увеличивает сумму сопротивлений. Термометры обычно вычисляют температуру, измеряя разницу электрических сопротивлений в отрезке провода.
Тепловое расширение
При нагревании металл расширяется. Температура вызывает увеличение длины, площади поверхности и толщины. Тепловое расширение – это техническое название этого явления. Степень теплового расширения зависит от металла. Тепловое расширение происходит в результате нагрева, увеличивающего движение атомов металла. При строительстве металлических конструкций важно учитывать тепловое расширение. Простым примером является строительство бытовых труб, которые должны допускать расширение и сужение при смене времен года.
Термическая обработка металлов Термическая обработка – это метод изменения характеристик металла, чтобы сделать его более подходящим для желаемого применения. Ниже приведены наиболее распространенные методы термической обработки:
Отжиг
Нормализация
Закалка
Закалка
Отжиг
Такие материалы, как железо, сталь, медь, латунь и серебро, обычно размягчаются путем отжига. Процедура влечет за собой нагревание материала до определенной степени, а затем медленное и постоянное охлаждение. Отжиг изменяет физические и химические характеристики металла, делая его более пластичным и менее жестким. Это упрощает методы резьбы, штамповки и формирования, а также упрощает резку металла. Электропроводность также улучшается за счет отжига.
Нормализация
Нормализация, также известная как нормализация, представляет собой процесс, используемый для достижения однородности размера и состава зерен в сплавах. Металл нагревается до определенной степени перед охлаждением на воздухе. Полученный металл свободен от примесей и имеет повышенную прочность и твердость. Нормализация часто используется для производства более твердой и прочной стали, но она менее пластична, чем отжиг. Поскольку процедура улучшает этот атрибут, процесс нормализации обычно выполняется для продуктов, которые могут подвергаться механической обработке.
Закалка
Стали и другие сплавы закаляются для улучшения их механических свойств. Во время закалки металл нагревают до высокой температуры и выдерживают до тех пор, пока часть углерода не расплавится. Затем металл вынимают, то есть быстро охлаждают в масле или воде. В результате закалки получается сплав с высокой прочностью и износостойкостью. С другой стороны, закалка делает его более хрупким и, таким образом, непригодным для промышленного применения. Поверхностное упрочнение используется, когда поверхность детали должна быть достаточно твердой, чтобы предотвратить износ и деградацию, сохраняя при этом пластичность и упругость, чтобы выдерживать удары и ударные нагрузки.
Отпуск
Отпуск используется для повышения пластичности стали. Неотпущенная сталь очень прочная, но слишком пористая для большинства практических применений. Отпуск — это метод низкотемпературной термической обработки, используемый для достижения желаемого соотношения твердости и ударной вязкости после закалки (нейтральная закалка, двойная закалка, науглероживание в условиях окружающей среды, нитроцементация или индукционная закалка). Чтобы уменьшить часть избыточной твердости, сталь нагревают до более низкой температуры. После этого металл может охлаждаться на неподвижном воздухе, в результате чего получается более твердый и менее хрупкий материал.
Piping Mart
Pipingmart — это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Как тепло и металл могут взаимодействовать
Знакомство с классами нержавеющей стали, часть 2
10 декабря 2018 г.0076 1 января 2019 г.
Когда речь идет о стали и многих других типах металлов, нагрев является жизненно важным фактором. Различные металлы обладают различными свойствами, которые требуются для ряда применений и применений, и тепло может преобразовать эти свойства важным образом, чтобы помочь вам получить максимальную отдачу от данного типа металла.
В Wasatch Steel мы можем помочь со всеми вопросами и потребностями в отоплении. У нас есть множество стальных услуг и процессов, в которых мы можем вам помочь, и эта область занимает первое место в списке. Давайте рассмотрим некоторые основные способы воздействия тепла на металл, а также некоторые конкретные процессы термообработки, которые регулярно используются в этом мире.
Тепло и металл
Есть несколько свойств, которые вы можете значительно изменить, используя тепло на металле. К ним относятся:
Тепловое расширение: При нагревании металлы имеют тенденцию к расширению в длину, площадь поверхности и объем. Это называется тепловым расширением, и оно может варьироваться в зависимости от типа металла. Крайне важно учитывать тепловое расширение при проектировании и основной металлической конструкции, поскольку увеличение тепла при колебаниях атомов в металле может значительно изменить размер.
Магнетизм: Железо, никель и кобальт известны как ферромагнитные металлы — они магнитны по своей природе. Однако их нагрев может уменьшить эту намагниченность, а в некоторых случаях даже полностью удалить ее. Эта температурная точка, известная как «температура Кюри», составляет 626 градусов по Фаренгейту для никеля, 2012 градусов для кобальта и 1418 градусов для железа.
Электрическое сопротивление: Многие металлы способны частично препятствовать прохождению электрического тока. Нагретый металл поглощает больше энергии, что приводит к более высокому электрическому сопротивлению. Большинство людей не осознают этого, но именно это электрическое сопротивление используется в термометрах для измерения температуры.
Структура: Нагрев металла может сформировать новую структуру, которая может изменить все, от твердости и прочности до пластичности металла. Железо является распространенным элементом, нагреваемым здесь: повышение его температуры выше определенного уровня позволяет ему поглощать больше углерода, что увеличивает его твердость.
Процессы термообработки
Вот некоторые из конкретных процессов термообработки, используемых для изменения качества металла:
Нормализация: Нагрев металла для обеспечения однородности размера зерна. Часто используется для создания более твердых и прочных сталей, но также может пожертвовать пластичностью по сравнению с некоторыми другими процессами.
Главная » Оборудование » Мини токарный станок по металлу своими руками
Мечта каждого самодельщика, моделиста и домашнего мастера — токарный станок. Все, кто успел совершить приватизацию социалистического имущества, сегодня имеют огромнейшие бонусы в виде токарных станков, сверлильных и прочих средств малой механизации у себя в гаражах и мастерских. Кто не смог — приходится делать станки своими руками, поскольку минимальная стоимость маленького средненького токарненького китайского устройства соответствует годовой зарплате нашего недепутата. Выход один — делать своими руками, чем сейчас мы и займемся.
Содержание:
Настольный токарный станок, основные узлы
Параметры, преимущества и недостатки настольного токарного станка
Обработка на токарных станках, схемы и чертежи
Точность и производительность самодельного станка
Настольный токарный станок, основные узлы
Мини токарный станок по металлу своими руками выполняется на основе того, что было сделано в условиях производства, но в силу тех или иных причин уже не служит по прямому предназначению. Это значит, что основные узлы и агрегаты придется брать от других устройств, совершенно к этому не приспособленных, адаптировать их и использовать всю свою смекалку.
Так, основными деталями токарно-винторезного или токарно-фрезерного станка должны быть:
станина, прочная металлическая конструкция, обеспечивающая устойчивость и прочность всей конструкции;
направляющие для токарного станка — настоящая головная боль самодельщика, потому что они должны иметь точность и стабильность, направляющие как продольные, так и поперечные;
привод токарного станка;
рабочий орган — режущая часть, система крепления и регулировки подачи резцов;
шпиндель и задняя бабка — для крепления и удержания детали во время обработки;
средства безопасности — защита от самопроизвольного включения, защита от стружки.
Собственно, это только основные части, которые предстоит сделать или подобрать из того, что есть под руками.
Параметры, преимущества и недостатки
Мини токарные станки по обработке металла отличаются от деревообрабатывающих станков радикально. Дело в том, что вся конструкция станины и направляющих должна выдерживать довольно большие нагрузки, которые подразумевает обработка металла резанием. При этом он должен обеспечивать точность подачи и скорость обработки, что очень важно при обработке металлов разной твердости.
Основные параметры токарного станка, который будет выполнен своими руками — линейные размеры, мощность и точность обработки. Мы сейчас не говорим о конкретном устройстве, поскольку каждый ставит задачи самостоятельно, а в представленных на странице чертежах и схемах можно найти подходящий для себя вариант. Мы говорим об идее создания инструмента в принципе и его основных параметрах.
Так, в зависимости от того, на каком расстоянии от направляющих будет находиться центр шпинделя и задней бабки, будет определяться диаметр обрабатываемой детали. Длина же обрабатываемой детали фактически зависит от степени свободы перемещения задней бабки по направляющим. То же самое и с подающим устройством, которое должно соответствовать размерам максимального диаметра обрабатываемой детали.
Но нужно быть готовым к тому, что самодельный токарный станок не сможет обеспечить высокую точность обработки и высокую скорость. Это будет устройство для выполнения деталей с невысоким классом точности. От чего это зависит, разберемся дальше.
Обработка на токарных станках, схемы и чертежи
Вкратце о системе управления можно сказать, что если позволяют знания и навыки в инженерном радиомоделировании, всегда можно сделать простейший токарно-винторезный или токарно-фрезерный станок с числовым программным управлением. Станки токарные с ЧПУ позволяют автоматизировать однотипную работу и они нужны в том случае, если мастеру приходится делать большое количество одинаковых заготовок по шаблону.
В основной массе, настольные станки предназначены для выполнения разовых работ, поэтому применение сложных систем программирования едва ли оправдано на станках с низкой степенью точности.
Точность и производительность самодельного устройства
В том случае, если стоит задача по созданию станка для обработки металлов резанием с высокой степенью точности, нужно особое внимание уделять направляющим и станине. Многие выполняют конструктивные элементы из дерева, это веселое бюджетное решение, но он не обеспечит нужной точности просто потому, что материал станины и направляющих должен быть тверже, чем обрабатываемая деталь.
Поэтому все станины и направляющие для токарных станков по металлу выполняются только из металла. Желательно использовать заводские направляющие, но если такой возможности нет, что бывает чаще всего, тогда приходится использовать металлопрокат, как в том примере, который мы привели из древнего английского журнала.То есть все детали, которые отвечают за точность и прочность, должен быть выполнены в условиях производства, как например этот вариант, где в качестве центрирующих элементов использованы автомобильные шатуны.
Выполнение токарного станка по металлу — работа творческая и неспешная. Нужно сто раз продумать все детали, начертить пару десятков чертежей и только потом приступать к изготовлению станка в металле. Но в любом случае прямые руки и смекалка приведут к успешному созданию практичного и функционального токарного станка. Успехов на ниве малого машиностроения!
Читайте также Электролобзики – обзор, цены
Токарный станок своими руками — 89 фото постройки полноценного устройства
Современная обработка деталей из металла почти не возможна без токарного станка. Для экономии средств можно сделать это приспособление и самому.
Смастерить на самом деле эго не так сложно, как кажется, да и чертёж токарного станка легко можно найти в Интернете. Конструкция станка может быть самой разнообразной, также как и его габариты.
Материал для его изготовления в домашних условиях легко найти в любом гараже.
Содержимое обзора:
Устройство токарного станка
Сделать токарный станок своими руками невозможно без знания его устройства, поэтому ниже мы представлены его основные части:
Привод. Основа механизма, генерирует мощность. Для маломощного станка подойдёт привод из дрели либо стиральной машинки;
Станина. Для изготовления подойдёт стальной уголок или рама из дерева, это своего рода несущая рама, поэтому она должна быть прочной для выдерживания вибраций;
Задняя бабка. Изготавливается методом приваривания уголка к железной пластинке. Она нужна для фиксации во время обработки изготавливаемого устройства;
Передняя бабка. Устанавливается к подвижной раме, схожа с задней бабкой;
Суппорт. Выполняет роль опоры рабочей части.
Момент вращения передаётся двигателем в рабочую часть с помощью следующих вариантов:
Цепной;
С помощью ремня;
Фрикционный.
Каждый имеет свои как преимущества, так и недостатки. Ременной — наиболее дешевый и надёжный, легко изготовляется. Но ремень быстро изнашивается, нужно часто заменять.
Цепная стоит дороже, она более громоздкая, но служит долго. По своим достоинствам и недостаткам, фрикционная занимает срединное положение. Стоит отметить тот факт, что фото токарного станка с разными передачами имеются в Интернете, и Вы с легкостью можете подробно их изучить.
Суппорт — крайне важная деталь станка. Он регулирует и количество потраченных сил при работе, и качество детали.
Двигается в различных направлениях и поэтому сильно подвержен износу. Не забывайте его отрегулировать перед началом работ.
Последовательность сборки механизма
Собираем раму станка при помощи швеллеров и балок. Чем с более крупными деталями Вы планируете работать, тем из более прочных материалов должна быть рама.
Для производства передней бабки нам понадобится гидравлический цилиндр толщиной стенки 6 мм и более. В цилиндр запрессовываем 2 подшипника. При помощи подшипников большого диаметра прокладываем вал.
Необходимо залить смазывающую жидкость в гидравлический усилитель. После чего устанавливаем суппорт с направляющими и шкив.
Устанавливаем подручник для придания резцу устойчивости. Снизу крепим небольшую полоску металла, предающую рабочей части износоустойчивости.
Какой электродвигатель выбрать?
Мотор — самая главная часть любого станка, ведь без него он не будет функционировать. От его мощности зависит общая мощность станка. Мотор с мощностью до киловольта (старые машинки для шитья могут послужить донором), подойдёт для изготовления небольших деталей.
Моторы мощностью 1.5-2 Кв. используются при обработке крупных деталей. Ни в коем случае не забывайте про изоляцию всех электрических частей.
Для правильной установки мотора лучше позвать электрика, чем получить травму.
Как сделать токарный станок из дрели?
Для экономии на запчастях и упрощения сбора допускается применять дрель как привод. Эта конструкция имеет свои преимущества:
конструкция собирается и разбирается в любой момент;
переносится и транспортируется достаточно просто, ведь разобрать его довольно просто;
экономия средств;
Но у такого способа есть свои недостатки, ведь у дрели низкий крутящий оборот, из-за чего будет практически невозможно обрабатывать крупные детали.
Модифицировать токарный станок по металлу дрелью стоит только тогда, когда не планируется большой объём работ и нужно изготовить небольшие детали.
Для изготовки данной разновидности токарного станка по металлу, нужны обычные детали (за исключением мотора и передней бабки). Функцию передней бабки берёт на себя дрель.
Благодаря компактности станка, роль станин может выполнить ровная поверхность или верстак. Саму дрель можно закрепить благодаря струбцине или хомута.
Необходимо соблюдать следующие пункты техники безопасности:
по завершении компоновки станка необходимо проверить исправность.
электродвигатель в станке должен быть защищён кожухом;
мощность электродвигателя должна быть покрытой Вашей электросетью;
рабочий инструмент может располагаться только параллельно к поверхности заготавливаемой детали. Иначе он отскочит;
при обработке торцевых плоскостей последние должны быть упёрты в заднюю бабку;
приступать к работе можно только используя средства защиты глаз от стружки;
после работы необходимо рабочее место оставить в чистоте.
Деревообрабатывающий станок требует соблюдения такой же техники безопасности, что и металлообрабатывающий.
Изменение станка
Во время необходимости монтажа конусообразных отверстий крепим два напильника так, чтоб получилась форма трапеции. Дальше монтируем приспособление на пружинах для подвода напильника.
Для затачивания различных лезвий крепим к двигателю круг для шлифовки.
Подводя итоги, хочу сказать, что сборка станка достаточно простая. Смастерить самодельный токарный станок вполне возможно и дома при помощи подручных материалов, что является достаточно экономным мероприятием.
Можно самому регулировать размеры и мощность оборудования, а также проводить нужные модификации.
Токарный самодельный мини станок по металлу своими руками
Предлагаем построить токарный станок по металлу своими руками с плавной регулировкой скорости вращения шпинделя.
Для создания такого небольшого токарного станка по металлу потребуются запчасти от разных неисправных электроинструментов.
Станок имеет небольшие размеры и мощный двигатель.
Изготовление регулятора скорости будет показано на шаге 5.
На видео ниже показана работа миниатюрного токарного станка по металлу на различной скорости. Соединительная муфта вызывает вибрацию, которая становится тем больше, чем больше число оборотов.
На шаге 9 имеется еще одно видео.
Шаг 1: Материалы
Вам потребуются некоторые специализированные узлы для самодельного токарного мини станка по металлу.
Основные из них выпускает компания Bosch Rexroth: механический алюминиевый профильный элемент, болты, шайбы, торцевые заглушки. Алюминиевый профиль имеет сечение 45*90 мм и длину 350 мм.
Опорные блоки можно приобрести на сайте VXB.COM. Номер детали Wh22A.
Подшипники 608ZZ тоже есть на этом же сайте. Для нашего проекта желательно использовать радиально-упорные роликовые подшипники, но подойдут и шариковые.
Мягкая моторная муфта с резиновой крестовиной с сайта PrincessAuto.com. Электродвигатель 12 В постоянного тока – от беспроводного триммера фирмы Black & Decker. Выключатель с регулятором скорости вращения от литий-ионной аккумуляторной 18-вольтовой дрели Milwaukee.
Остальные необходимые материалы для домашнего токарного станка по металлу будут указаны по мере их появления в инструкции.
Шаг 2: Делаем опоры
Показать еще 11 изображений
Внутренний диаметр опорных блоков равен 20 мм. Вам нужно рассверлить их до 22 мм под наружный диаметр подшипников. Это можно сделать при помощи ручной дрели или сверлильного станка.
Подшипники устанавливаются заподлицо с одной стороны блоков и закрепляются с помощью винтов на блоках.
В качестве пиноля на задней опоре используем коническое бурильное долото диаметром 12 мм, которое будет вращаться вместе с заготовкой. Диаметр зажимного хвостовика пиноля равен 6 мм. Для того, чтобы пиноль плотно вставлялся во внутреннее кольцо подшипника, диаметр которого составляет 8 мм, используем медную трубку-переходник.
В опору со стороны привода устанавливается гибкая полумуфта со шпилькой диаметром 8 мм. Нарежьте резьбу М8 в отверстии полумуфты, вкрутите шпильку и зафиксируйте двумя шестигранными гайками. Возможно, вам придется отрегулировать длину вала установкой на шпильку дополнительных шайб. Затем вставьте свободный конец шпильки в подшипник и зажмите его самостопорящейся гайкой. Постарайтесь собрать узлы как можно аккуратнее.
Шаг 3: Собираем станок
Показать еще 11 изображений
Установите собранные опорные блоки и угловые опоры для двигателя на профильное основание.
В качестве крепления для двигателя используйте металлическую пластину. Просверлите в ней отверстие под вал двигателя, а также отверстия для крепления к двигателю и к угловым опорам. Т.к. вал двигателя меньше отверстия во второй полумуфте, намотайте полоску алюминиевой фольги на вал и насадите на него полумуфту. Далее установите между полумуфтами резиновую крестовину, закрепите на раме-основании двигатель и подшипниковый опорный блок привода.
Зафиксируйте на раме при помощи болтов задний опорный блок.
Установите две дополнительные угловые опоры между опорными блоками. Они будут использоваться в качестве упора для инструмента. Торцы профильного основания можете закрыть специальными торцевыми заглушками.
Шаг 4: Изготавливаем 3-кулачковый патрон
Показать еще 4 изображения
Для изготовления 3-кулачкового зажимного патрона нужны навыки пайки или сварки.
В качестве основания патрона вам потребуется шайба увеличенного диаметра с отверстием 6 мм. Еще нужна гайка с резьбой М8 и установочный винт длиной 12 мм. Вкрутите установочный винт в гайку так, чтобы фаска болта выступала и по ней можно было выровнять отверстия в шайбе и гайке. Они не должны смещаться относительно друг друга. Спаяйте или сварите между их собой. Выверните установочный винт и переверните получившийся узел.
Поместите шестигранную М12 в центр шайбы и установите три шестигранные гайки М8 по трем граням гайки М12.
Припаяйте или приварите гайки М8 к шайбе и удалите М12. Очистите места пайки (сварки) от шлака и обработайте швы напильником. Загрунтуйте и покрасьте патрон в черный цвет (по желанию).
Вкрутите три зажимных винта М8 длиной 12 мм. Теперь у вас есть зажимной патрон с тремя кулачками. Перед работой на настольном станке полностью затягивайте зажимные винты, иначе при работе на высокой скорости обрабатываемую заготовку может сорвать.
Шаг 5: Делаем регулятор скорости вращения
Показать еще 11 изображений
В конструкцию станка рекомендуется добавить регулятор скорости вращения шпинделя, т. к. ротор двигателя крутится с огромной скоростью и, при работе на максимальных оборотах, это становится небезопасно.
Для изготовления регулятора вам понадобится кнопка-регулятор от аккумуляторного электроинструмента. Желательно найти кнопку без блокировки включения.
Соберите регулировочный механизм, как показано на фото. Детали для его изготовления можно найти в металлоломе. В качестве основы для регулировочного механизма можете использовать струбцину.
Посмотрите на регулятор. Вы можете заметить, что кроме толстых красного и черного провода, к нему подходят еще тонкие провода. Для работы регулятора необходимо питание 3,6 В подключить к тонким красному и черному проводам. Для этой цели добавим литий-ионную батарею напряжением 3,6 В, подключенную положительным полюсом – к черному проводу, а отрицательным – к красному (обратная полярность). Выключатель-регулятор работает так: чем сильнее его нажимать, тем выше скорость вращения ротора.
Выключатель имеет рычажок переключения направления вращения. Нужно выбрать такое направление, чтобы патрон при вращении накручивался на резьбу шпильки, иначе при работе станка он просто-напросто открутится.
Для изготовления регулятора используйте отрезок квадратного алюминиевого профиля Bosch Rexroth, несколько болтов М8 и рычаг, изготовленный из металлических обрезков с помощью сварки или пайки (см. фото). Выключатель приклейте к профилю. Регулировка осуществляется с помощью резьбового соединения М8. При завинчивании – кнопка-регулятор постепенно нажимается, и увеличивается скорость вращения ротора двигателя, а при выкручивании – кнопка постепенно отжимается, и скорость уменьшается. При полностью отжатой кнопке, подача питания на электродвигатель прекращается.
Батарейный отсек для литий-ионного элемента питания 3,6 В можно найти в разных устройствах, где такой элемент используется в качестве резервного источника питания, например, в датчике движения.
Провода от источника питания подключаются к нижней части регулятора (там-же, где и тонкие провода цепи управления). Двигатель подключается к клеммам в верхней части регулятора.
Шаг 6: Выбираем источник питания
Для работы станка потребуется напряжение не менее 10 В. Для этого нужно подобрать подходящий источник питания, например, на 12 В. Можете подключить 12-вольтовую батарею, если нет блока питания, но ее не хватит на долгое время работы.
Для обеспечения безопасности, закройте защитными кожухами вращающиеся части станка.
На фотографии можно видеть обработанную с помощью напильника алюминиевую деталь. Деталь была обточена на низкой скорости без охлаждения. Упор для режущего инструмента представляет собой болт М6, установленный в угловые опоры.
Если муфтовое соединение плохо сбалансировано, у станка будет большая вибрация, и его нужно будет жестко крепить на верстак.
В качестве основания возьмите стальную заготовку размером 125*25*3 мм.
Еще понадобятся болты М8: два – длиной 150 мм и один длиной 200 мм с резьбой по всей длине.
Также нужны одиннадцать гаек М8.
Высверлите резьбу у 8 гаек сверлом на 8 мм. На 4 гайках сточите немного одну из граней. Наденьте по 3 просверленных гайки на два 150-миллиметровых болта и накрутите по одной гайке с резьбой на каждый. Две просверленных гайки наденьте на 200-миллиметровый болт.
Разложите все болты с гайками на стальное основание как показано на фото. Болты должны располагаться как можно более параллельно друг другу. Убедитесь, что две средние гайки на каждом из двух крайних болтов обращены сточенной гранью к пластине-основанию. Эти 4 гайки припаивать не нужно, т.к. они будут двигаться свободно по болтам (скользящие гайки). Крайние 6 гаек припаяйте (приварите) к пластине.
Выньте центральный 200-миллиметровый болт. Возьмите еще одну гайку, сточите немного одну грань и припаяйте эту гайку ребром, противоположным сточенному, в центре стальной квадратной пластины (см. фото).
Поместите эту квадратную пластину в центр нашей конструкции гайкой вниз, затем вставьте 200-миллиметровый болт обратно, вкрутив его в гайку на квадратной пластине. Болт нужно вставить слева-направо, чтобы свободная резьба болта была с правой стороны.
Расположите верхнюю пластину по центру крайних болтов, затем придвиньте скользящие гайки под углы этой пластины и аккуратно припаяйте их к пластине, следя за тем, чтобы они не припаялись к болтам.
Убедитесь, что квадратная пластина свободно перемещается по болтам. Вначале она может двигаться туго, пока шлак не отвалится.
Крайние болты не привариваются к основанию, а держатся на резьбе. Это делается для того, чтобы у них был небольшой люфт, который позволит свободнее перемещаться верхней пластине, если болты были установлены не достаточно параллельно.
Отрежьте концы крайних болтов заподлицо с крайними. Средний болт обрезать не надо, он будет являться винтом подачи.
Весь процесс изготовления, изложенный выше в этом шаге, нужно повторить для болтов М6. Вам понадобится 6 скользящих гаек, два болта длиной 60 мм и один – длиной 75 мм с резьбой по всей длине.
Высверлите 6 гаек сверлом на 6 мм. На 4 гайках сточите немного одну из граней. Наденьте 2 скользящие на каждый 60-миллиметровый болт и навинтите по одной с резьбой.
Наденьте 2 скользящие на 75-миллиметровый болт.
Уложите и выровняйте болты с гайками на верхней квадратной пластине перпендикулярно болтам М8. Убедитесь, что со сточенной гранью обращены этой гранью к поверхности пластины. Осторожно приварите 6 концевых гаек, не трогая скользящие.
Выньте центральный болт и обточите у него головку.
Отрежьте крайние болты заподлицо с припаянными гайками.
Поместите гайку с резьбой М6 в центр между крайними болтами и вставьте центральный болт через эту гайку головкой в сторону от вас, свободным концом с резьбой – к вам. Это будет верхний винт подачи.
Возьмите еще одну стальную квадратную пластину такого же размера, как и предыдущая. Просверлите отверстие в центре этой пластины и снимите у него фаску. Установите пластину по центру верхних салазок. Передвиньте скользящие гайки так, чтобы между ними было примерно 6 мм.
Приварите центральную гайку через отверстие на пластине. Попробуйте подвигать винт подачи. Он должен свободно перемещаться. Затем приварите или припаяйте боковые скользящие. Проверьте скольжение.
Приварите 4 маленьких болта головками по углам верхней пластины.
Изготовьте алюминиевую пластину с четырьмя отверстиями по краям, которыми она надевается и прикручивается к болтам на верхней стальной пластине. Режущий инструмент зажимается между верхней стальной и алюминиевой пластинами.
Винты подачи должны быть надежно зафиксированы, но не должны затягиваться. Для нижнего винта подачи используйте стопорную гайку и муфту (удлиненную гайку): накрутите их, стяните между собой, затем просверлите в гайке-муфте тонкое сквозное отверстие (которое должно пройти через болт в гайке). Вставьте в отверстие маленький гвоздь, обрежьте его до необходимой длины и заклепайте (см. фото). На верхний болт накрутите три гайки и припаяйте их к нему.
Чтобы закрепить получившийся держатель инструмента на станке, приварите 4 шайбы увеличенного диаметра к нижней пластине. Держатель будет прикручиваться к профилю винтами.
Загрунтуйте и покрасьте держатель в черный цвет.
Шаг 8: Настраиваем и регулируем станок
Возможно, вам придется отрегулировать высоту двигателя: резец должен находиться по центру обрабатываемой детали.
Желательно заменить фольгу, намотанную на вал двигателя под полумуфту, на подходящего размера втулку из мягкого металла. Это значительно уменьшит вибрации.
Шаг 9: Доработка станка
Со временем, можно будет сделать некоторые улучшения для вашего станка. Рекомендуется добавить второй подшипник в передний опорный блок.
Токарный станок своими руками из дрели по дереву и по металлу
Фантазии хорошего домашнего мастера отличаются большим разнообразием работ. В них присутствуют детали типа тел вращения, которые изготавливаются на токарных станках по дереву и металлу. Однако приобрести в собственность такой станок будет затратным мероприятием для семейного бюджета. Изготовление токарного оборудования с применением дрели расширит возможности мастера.
Содержание
Назначение
Устройство
Станина
Передняя бабка
Задняя бабка
Суппорт
Пошаговая инструкция
Чертежи с размерами
Применение
Назначение
Если на ручной оснастке, которая часто используется в работе, сломалась ручка. Или, например, перед вами задача – изготовить в подарок шахматные фигуры. Эти и другие подобные работы можно выполнить, используя токарный станок, сделанный на базе электрической дрели. На оборудовании, сделанном своими руками, ручка получится максимально удобной, а шахматные фигуры оригинальными.
Устройство
Традиционный вариант токарного станка включает в себя следующие основные узлы: электропривод, станина (основание), передняя бабка, задняя бабка, суппорт. В качестве источника энергии (электропривод) на самодельном токарном станке используется электрическая дрель.
Станина
Предназначена для размещения всех остальных узлов. Она воспринимает всю нагрузку при работе на себя. Поэтому станина должна обладать запасом прочности. Конструкция минимально деформируется при выполнении работ, обеспечивая точность изготовления деталей.
Станина выделена красным
В классическом варианте токарного станка станина представляет собой технологически сложный для изготовления узел. Ее поверхность, сопрягаемая с другими сборочными единицами, входящими в состав токарного станка, выполняется с высокими требованиями точности. В процессе ее технологической обработки используется специальное высокоточное оборудование.
От качества изготовления станины во многом зависят характеристики точности станка. Поэтому это дорогостоящая деталь. В самодельном варианте требования к конечному продукту значительно проще, станину (основание) можно изготовить из любых доступных материалов, не требующих дорогостоящей обработки.
Передняя бабка
В передней бабке токарного станка находится электродвигатель с редуктором и блоком управления. В ее функции входит передача вращения, а также базирование заготовки с целью обработки. Другое название передней бабки – шпиндельная, потому что основная деталь этого узла шпиндель. Это многоступенчатый вал с отверстием внутри, вращающийся в прецизионных регулируемых подшипниках.
Со стороны рабочей зоны находится фланец, к которому крепится трехкулачковый самоцентрирующийся патрон. Через отверстия в вале устанавливаются различные зажимные приспособления, например, цанговый. Крепление заготовки в самодельном станке осуществляется с применением сверлильного патрона электрической дрели, то есть имеет значительные ограничения.
Блок управления обычного токарного станка позволяет подобрать практически любой вариант для обработки детали согласно технологическому процессу. В самодельном варианте функцию передней бабки выполняет электрическая дрель вместе с основанием, на которую она крепится. Поэтому выбор режима обработки заготовки ограничивается функциональными возможностями электроинструмента.
Задняя бабка
Для создания необходимой жесткости при обработке заготовка закрепляется с двух сторон. Это особенно важно для длинных деталей. Поэтому против передней бабки расположена задняя. В корпусе задней бабки находится упорный или вращающийся центр, служащий для поджатия заготовки. В задней бабке может устанавливаться режущий инструмент типа сверл, зенкеров, разверток.
Суппорт
Суппорт токарного станка обеспечивает подачу инструмента в зону обработки. Обычно инструмент крепится в специальной оснастке (резцедержателе), которая размещается на суппорте. Кинематическая схема суппорта позволяет ему перемещаться как в продольном направлении, так и в поперечном относительно оси шпинделя. Для получения конусных поверхностей инструмент может устанавливаться под углом.
Рабочий инструмент токарных станков приводится в движение как вручную, так и с помощью механических устройств. На самодельных токарных станках подача инструмента в зону резания происходит в основном с помощью ручной физической силы.
Пошаговая инструкция
Вариантов изготовления токарного станка своими руками из дрели существует множество. Однако принципиально они мало чем отличаются друг от друга. По сути это электрическая дрель, приспособленная к работе совместно с конструктивными элементами токарного станка.
При выборе конструкции станины необходимо учитывать возможность ее размещения на рабочем столе (верстаке) домашнего мастера. Она может крепиться к нему при помощи струбцин или резьбовых соединений, в зависимости от величины нагрузки при обработки. Станина позволяет легко перемещать токарный станок из дрели со всеми установленными на ней узлами в случае изменения местоположения по необходимости.
Размеры станины нужно выбрать в соответствии размерам обрабатываемых заготовок. Если есть уголки 40х40 мм или квадратная труба такого сечения, сварить станину из этого металла будет хорошим вариантом. Обязательно предусмотреть паз, по которому передвигается задняя бабка и подручник. В случае отсутствия уголка и квадратных труб, можно изготовить станину из деревянных брусков.
В зависимости от модели выбранной электрической дрели разрабатывается подставка под нее. Изготавливается конструкция из трех сбитых друг с другом фанерных пластин и основания с ложементом под корпус дрели. Подставка крепится к станине, при этом опорная часть дрели поджимается к ложементу с помощью струбцины. Также, можно попробовать закрепить дрель на станине железным хомутом. Оба варианта, представлены на картинках ниже. Метод крепления дрели не ограничивается, только этими вариантами. Вы можете эксперементировать и изобрести свой. Важно прикрепить дрель так, чтобы она держалась на станине без движений и люфтов при работе.
Для задней бабки собираем уголок из двух деревянных брусков. Он крепится через паз к станине. В одном из брусков выполняется отверстие под мебельную петлю с внутренней резьбой. В нее закручивается наконечник с заточенным под конус концом. Вся сборка зажимается гайкой, расположенной со стороны рабочей зоны. Такое ее местоположение предотвращает от раскручивания узел задней бабки.
Важно: ось наконечника должна совпадать с осью вращения патрона дрели. Это уменьшит биение заготовки при обработке и сделает обработку заготовок качественней.
В качестве заменяющего суппорт, на токарном станке из дрели, используется подручник. Он свободно двигается по направляющему пазу станины, обеспечивая минимальный зазор между опорой подручника и вращающейся заготовкой. Это связано с тем, что инструмент на опоре подручника удерживается вручную. Расстояние между заготовкой и опорой не должно увеличивать момент силы, уменьшая физические усилия станочника. Крепление выполняет надежную фиксацию в рабочем положении.
Правильная компоновка на станине всех перечисленных узлов позволит проводить токарную обработку заготовок. Если разработать дополнительную оснастку к самодельному станку из дрели, то от обработки простых цилиндрических тел вращения можно переходить к более сложным. Набор разнообразных зажимных конусов, фланцев и оправок расширит номенклатуру обрабатываемых деталей.
Чертежи с размерами
Ниже вы можете ознакомиться с чертежами самодельного токарного станка. Все размеры указаны в мм:
Применение
Материалом для обработки служит хорошо просушенное дерево. Можно работать пробовать работать и с металлом, но для этого нужна хорошая сноровка и опыт. Некоторые «мягкие» металлы (медь, алюминий) при применении в конструкции мощной дрели способны подвергаться формообразованию.
В частном хозяйстве с помощью шлифовальных кругов затачиваются разные режущие инструменты. Применение войлочных и полировальных кругов делают рабочую поверхность чистой и гладкой.
Приоритет в использовании токарных станков из дрели принадлежит в обработке заготовок из дерева. Максимальный эффект достигается в получении фигурных поверхностей. Инструмент, который изготавливается из изношенных напильников, при помощи человеческой мысли и физической силы, способен создавать необычные художественные формы.
При использовании станка не забывайте соблюдать базовую технику безопасности!
7 составляющих и рекомендации по сборке
Металлорежущим станком называют технологическую машину, на которой путем снятия стружки с заготовки получают деталь с заданными размерами, формой, расположением и шероховатостью отверстий. Токарные станки — самый распространенный тип металлообрабатывающего оборудования. Токарное оборудование, предназначенное для обработки металла, бывает разных типов: напольное, настольное — в зависимости от целей использования. Кроме того различают станки с ЧПУ и без него. Любой металлообрабатывающий токарный станок (включая современные центры по обработке металлов) работает в соответствии с принципом: заготовка, предназначенная для обработки, жестко закрепляется в патроне, закрепленном на шпинделе, вращающимся посредством приводного механизма с заданной частотой. В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т). Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки. Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).
В процессе развития промышленности технологии и методы металлообработки, в том числе токарной, постоянно совершенствуются. На сегодняшний день наиболее актуальными и перспективным является выпуск токарных станков и обрабатывающих центров с числовым-программным управлением (ЧПУ). Данные станки предназначены для обработки деталей по всему спектру операций от черновых до чистовых при обработке наружных и внутренних цилиндрических поверхностей, сверления, зенкерования, развертывания осевых отверстий, точения конусов, нарезки наружной и внутренней резьбы.
Составляющие мини-токарного станка по металлу своими руками
Любой самодельный токарный станок состоит из следующих элементов:
привод – основная часть механизма, которая отвечает за его мощность. Выбор привода необходимой мощности является одной из самых сложных задач. В небольших токарных станках по металлу своими руками можно использовать привод от обычной стиральной машины или дрели. Обычно, мощность этого элемента начинается от 200 Вт, а количество оборотов в минуту – от 1500;
станина – несущая рама конструкции, которая может быть изготовлена из деревянных брусков или стального уголка. Станина должна характеризоваться высокой прочностью, иначе вся конструкция может развалиться от вибраций во время работы;
Проекция и основные узлы токарного станка по металлу
задняя бабка – изготавливается из стальной пластины и привариваемого к ней стального уголка. Пластина упирается в направляющие станины, а основным назначением задней бабки токарного станка своими руками является фиксация металлической детали при обработке;
передняя бабка – часть, аналогичная задней бабке, но устанавливающаяся на подвижной раме;
ведущий и ведомый центры;
суппорт – упорный механизм для рабочей части.
Вращательный момент от двигателя к рабочей части станка может передаваться несколькими способами. Кто-то предпочитает напрямую устанавливать рабочую часть на вал двигателя – это экономит место и позволяет сэкономить на запчастях. Если же такой вариант невозможен, крутящий момент можно передавать при помощи фрикционной, ременной или цепной передачи. У каждого из этих вариантов есть свои преимущества и недостатки.
Ременная передача для электродвигателя является самой дешевой и характеризуется достаточно высоким уровнем надежности. Для ее изготовления можно использовать ремень для электродвигателя, снятый с любого другого механизма. Недостаток ременной передачи состоит в том, что со временем ремень может стираться и его придется менять тем чаще, чем интенсивнее вы работаете со станком.
Цепная передача стоит дороже и занимает больше места, но и прослужит значительно дольше, чем ременная. Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
Суппорт токарного станка своими руками: чертежи, как сделать из подручных материалов
Суппорт является одной из самых важных частей самодельного токарного станка – от него зависит качество будущей детали, а также количество времени и сил, которые вы потратите на ее изготовление. Эта часть располагается на специальных салазках, которые перемещаются по направляющим, расположенным на станине. Суппорт может двигаться в трех направлениях:
продольное – рабочая часть станка двигается вдоль заготовки. Продольное движение используется для вытачивания резьбы в детали или для снятия слоя материала с поверхности металлической заготовки;
Токарный станок по металлу, созданный своими руками
поперечное – движение перпендикулярно оси заготовки. Используется для вытачивания углублений и отверстий;
наклонное – движение под разными углами для вытачивания углублений на поверхности заготовки.
При изготовлении суппорта токарного станка своими руками стоит учитывать тот момент, что данная часть подвержена износу в результате возникающих во время работы вибраций. Из-за них крепления расшатываются, возникает люфт, все это влияет на качество изготавливаемой детали. Для того чтобы избежать таких неполадок, суппорт необходимо регулярно подстраивать и регулировать.
Регулировка самодельного суппорта для токарного станка своими руками осуществляется по зазорам, люфту и сальникам. Регулировка зазоров нужна в том случае, когда износился винт, отвечающий за перемещение части в продольной и поперечной плоскостях. В результате трения суппорт начинает расшатываться при нагрузках, что значительно снижает точность изготовления детали. Устранить зазоры можно путем вставки клиньев между направляющими и кареткой. Люфт детали устраняется при помощи закрепляющего винта.
Если же в вашем станке износились сальники, их следует тщательно промыть и пропитать свежим машинным маслом. В случае критического износа сальники лучше полностью заменить на новые.
Устройство суппорта: 1 — каретка суппорта; 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная часть суппорта; 5 — направляющие поворотной части; 6 — резцедержатель; 7 — винт для закрепления резцедержателя; 8 — винты для закрепления резцов; 9 — рукоятка для поворота резцедержателя; 10 — гайки; 11 — верхняя часть суппорта; 12 — поперечные направляющие каретки; 13 — рукоятка для перемещения верхней части суппорта; 14 — рукоятка для перемещения поперечных салазок; 15 — рукоятка для включения подачи суппорта от ходового винта; 16 — маховичок для продольного перемещения суппорта; 17 — фартук
Основные параметры работы
Для того чтобы сделать правильный выбор и приобрести действительно функциональный токарный агрегат для домашнего использования, который позволит успешно решать даже самые сложные задачи, необходимо, прежде всего, определить наиболее оптимальные параметры для данного класса оборудования.
Большое значение играет питающее напряжение, и лучше всего обратить внимание на те устройства, которые работают не от трехфазной сети. Также следует обратить внимание на мощность и тип установленного двигателя.
Видео:
Для того чтобы работать в домашних условиях, подойдет станок, мощность которого находится в пределах одного киловатта.
Имеют значение габариты и вес оборудования, и для домашнего использования не стоит приобретать слишком тяжелое и громоздкое устройство, так как в этом случае под него дополнительно придется монтировать рабочий стол.
Стоит обратить внимание и на максимальный диаметр обрабатываемых деталей, так как от этого во многом зависит то, что конкретно можно будет самостоятельно сделать.
Имеют значение и дополнительные приспособления, которые повышают функциональность токарного станка, а также расширяют его возможности.
ВАЖНО ЗНАТЬ: Области применения и особенности безогневой резки
Большинство при выборе токарного станка для домашних целей, в первую очередь, обращают внимание на его стоимость. Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Так, у домашнего мастера должна быть возможность при помощи данного агрегата нарезать резьбу с самыми разными параметрами ее шага.
Кроме этого, должна быть возможность самостоятельно переключать направление движения резца и лучше, если для этих целей станок будет оснащен специальным рычагом.
Специалисты рекомендуют выбирать устройства, которые оснащены автоматическим перемещением суппорта, в том числе и в продольной плоскости.
Крайне желательно, чтобы станок был оснащен градиентной шкалой, причем на всех ручках и рычагах, которые отвечают за регулировку.
Это повысит точность выполнения всех операций. Следует поинтересоваться и материалом, из которого сделаны основные узлы агрегата.
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
В гидравлический цилиндр заливается смазывающая жидкость.
Устанавливается шкив и суппорт с направляющими.
Монтируется электропривод.
Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора
Некоторые советы и рекомендации
Если возникла необходимость в приобретении токарного станка для работы в домашних условиях, то не стоит связываться с оборудованием, которое уже было в употреблении.
Даже если дома в таком токарном станке на первый взгляд все выглядит идеально, в процессе его последующей эксплуатации могут выявиться самые разные скрытые дефекты.
Видео:
При покупке токарного станка важно проверить работоспособность и заявленные характеристики приспособления. Для этого следует оборудование прогнать в различных режимах работы, а также проконтролировать полное отсутствие люфтов у всех подвижных частей.
Для всех токарных станков важным является такой показатель, как точность, которая должна быть на высоком уровне.
В настоящее время на рынке представлен огромный выбор данного класса приспособления как для дома, так и для промышленного производства. При его приобретении не стоит гнаться за ценой, лучше остановить свой выбор на проверенной и известной марке.
Токарные станки настольного исполнения открывают огромные возможности перед домашним мастером.
Выбор электродвигателя для станка
Самой важной частью самодельного токарного станка по металлу, видео изготовления которого можно легко найти в интернете, является электромотор. Именно с его помощью осуществляется движение рабочей части станка. Соответственно, от мощности этого механизма зависит мощность всей конструкции. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Если вы планируете работать на станке с мелкими деталями, для этого вполне подойдет мотор с мощностью до 1 кВт. Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
При сборке по готовым чертежам самодельного токарного станка по металлу учитывайте, что все электрические части конструкции должны быть надежно изолированы. Если у вас нет необходимого опыта работы с электрическим оборудованием, лучше обратиться за помощью по подключению к специалисту. Так вы будете уверены в безопасности работы и надежности конструкции.
Асинхронный двигатель является оптимальным вариантом для самодельного токарного станка
Схема работы настольного агрегата
В настоящее время производством токарного оборудования для домашнего использования занимается большое количество компаний из разных стран мира.
В этом случае стоит обратить свое внимание на токарный станок фирмы Корвет, который идеально подходит для использования в личных целях. Он обладает большой функциональностью и имеет высокий потенциал работы.
ВАЖНО ЗНАТЬ: Станки лазерной резки металла
Видео:
Агрегат имеет компактные размеры, а кроме этого, оснащен возможностью самостоятельно регулировать скорость выполнения всех типов операций.
При помощи данного приспособления можно выполнять одновременно несколько видов сечения, в том числе, фасонного и цилиндрического. Также оборудование марки Корвет дает возможность выполнять сложные типы торцевания, а также многие другие операции.
В технические возможности станка можно включить нарезание резьбы, а также осуществлять необходимую обработку заготовок, которые имеют большое сечение, однако в этом случае придется воспользоваться дополнительными приспособлениями.
Устройство Корвет выпускается китайским производителем и имеет различную комплектацию.
Токарный агрегат должен быть установлен на устойчивой и прочной поверхности, при этом высоту стола следует выбирать максимально удобной для работы.
Дома, непосредственно перед началом эксплуатации, с приспособления следует удалить все крепежные элементы и укрепить рабочие элементы. Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
В процессе эксплуатации агрегата Корвет следует поддерживать его в полной чистоте и регулярно осуществлять продувку основных узлов сжатым воздухом.
Кроме этого, все подвижные части токарного станка Корвет необходимо содержать в смазанном состоянии, для чего можно использовать обыкновенное машинное масло.
В том случае, если какая-либо его деталь деформируется, ее необходимо как можно быстрей заменить. Принцип работы на агрегате Корвет ничем не отличается от принципа работы на каком-либо ином аналогичном устройстве.
Следует отметить, что для работы на токарном станке Корвет нет необходимости обладать профессиональной квалификацией. Схема работы станет понятной для каждого, кто хочет освоить азы работы со станком, за короткий промежуток времени.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Основные характеристики
Токарный станок для работы по металлу небольших размеров, предназначенный для работы в условиях гаража или дома, представляет собой уменьшенную функциональную копию профессионального оборудования, которое ставится на крупных предприятиях, например агрегата 1д95.
Его габариты и геометрические характеристики значительно уступают большим станкам, однако при этом функциональный набор и рабочий потенциал находится на высоком уровне.
Конечно, домашний токарный агрегат для работы по металлу имеет некоторые ограничения в своей работе, например, возможность обрабатывать только небольшие заготовки, однако для бытовых целей это незаменимая вещь.
При помощи данного универсального устройства у домашнего мастера появляется возможность выполнять огромное количество самых разных операций самостоятельно.
Можно найти и токарный фрезерный станок с небольшими габаритами для использования в условиях дома, однако такой агрегат будет стоить намного дороже.
Схема токарного агрегата, предназначенного для работы в домашних условиях, имеет свои нюансы, которые несколько отличаются от профессионального оборудования, к которому можно отнести агрегат 1д95.
Несмотря на это, на нем можно работать практически в любых условиях и выполнять соответствующие задачи различной сложности.
Токарный станок для работы по металлу даст возможность домашнему мастеру с легкостью проточить заготовку до необходимых размеров.
Кроме этого, он позволит при необходимости нарезать резьбу, причем, как наружную, так и внутреннюю. С помощью этого универсального устройства появиться возможность с большой точностью самостоятельно выточить конус в соответствии с чертежом.
Все эти операции обладатель домашнего токарного агрегата сможет проводить самостоятельно в любое удобное время.
ВАЖНО ЗНАТЬ: Ручная плазменная резка: аппараты, оборудование, видео
Конечно, перед тем, как отправиться в магазин и оформить покупку, необходимо не только представлять для себя, какие именно задачи предстоит решать, но и хорошо знать устройство агрегата.
Техника безопасности при работе с самодельным токарным станком
При работе с конструкцией следует соблюдать определенные меры безопасности. Так, после сборки станка нужно осуществить проверку его работоспособности. Шпиндель должен вращаться легко и без задержек, передний и задний центры должны быть выровнены по общей оси. Центр симметрии вращающейся детали должен совпадать с осью ее вращения.
На любом видео токарного станка своими руками видно, что после монтажа электродвигателя он накрывается специальным кожухом. Последний служит не только для защиты оператора станка, но и для защиты самого мотора от попадания пыли, металлических частиц и грязи. Для станка, изготовленного на основе электродрели, такой кожух не нужен.
Пример токарного станка по металлу, собранного своими руками
Также следует придерживаться следующих правил безопасности:
Рабочий инструмент обязательно должен располагаться параллельно поверхности обрабатываемой заготовки. В противном случае он может соскочить, что приведет к поломке станка.
Если вы обрабатываете торцевые плоскости, деталь должна упираться в заднюю бабку. При этом очень важно соблюдать центровку, иначе вы рискуете получить бракованную деталь.
Для защиты глаз от металлических стружек и частиц можно соорудить специальный щиток или просто пользоваться защитными очками.
После работы конструкцию обязательно нужно чистить, удаляя металлические опилки и другие отходы производства. Внимательно следите за тем, чтобы мелкие части не попадали в электродвигатель.
Устройство профессионального оборудования
Для того чтобы в точности представлять для себя возможности токарного станка, лучше всего ознакомиться с устройством и принципом действия профессионального оборудования на примере агрегата 1д95.
Это токарно-фрезерное оборудование обладает повышенной универсальностью и функциональностью.
Станок 1д95 способен выполнять качественную обработку как наружных, так и внутренних поверхностей деталей, которые относятся к телам вращения самого разного осевого профиля.
Видео:
Агрегат 1д95 способен, в том числе, с высокой точностью производить нарезку резьбы самых разных типов, включая метрическую, модульную, а также питчевую и дюймовую.
Станок 1д95 может успешно выполнять свои функции не только в стационарных, но и передвижных мастерских. В его состав одновременно входит несколько различных агрегатов, а именно: токарно-фрезерный, заточный, а также сверлильный. Следует отметить, что каждый агрегат имеет свой самостоятельный привод, что повышает общую универсальность всего станка в целом.
В состав агрегата 1д95 входит достаточно большое количество самых разных узлов и элементов. Одним из основных является достаточно массивная станина, выполненная из стали и обладающая повышенной прочностью.
Также данный станок 1д95 имеет собственную коробку передач автоматического действия.
Как и в любом другом токарном оборудовании, в состав приспособления 1д95 входят такие элементы, как суппорт, бабки, рабочий стол, а также шкаф управления.
Стоит отметить, что станок 1д95 имеет большое количество и органов управления в виде соответствующих рычагов, маховиков, выключателей и тумблеров. Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Конструкция задней бабки позволяет работать, в том числе, и с длинными заготовками, а кроме этого, выполнять сверление технологических отверстий разного диаметра.
Станок данного класса относится к профессиональному оборудованию, а для работы на нем необходимо иметь соответствующую квалификацию.
Чертежи самодельных инструментов для ремонта авто. Оборудование и приспособления для ремонта автомобилей своими руками
Многие автовладельцы используют свой гараж в качестве мастерской, наполняя его постепенно практичными приспособлениями, облегчающими ремонт и обслуживание авто. Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
Многие приспособления для гаражной мастерской можно сделать самостоятельно, видео ниже, демонстрирует некоторые из них.
Гаражные самоделки – приспособления, существенно облегчающие гаражную жизнь, кроме того работают они не хуже заводских станков. Оснастив свою мастерскую такими приспособлениями, можно самостоятельно изготовить нужные детали для авто, а также различные поделки для дома или дачи.
Видео самодельные инструменты и приспособления для гаража
Сложно предугадать наперед какие приспособления могут понадобиться при проведении ремонта авто, тем не менее, существуют некоторые самоделки, некоторые используются чаще всего. Некоторые из них можно посмотреть на видео ниже.
Чертежи самодельных приспособлений
Трубогиб – полезное в домашнем хозяйстве приспособление, позволяющее выгнуть металлическую или полимерную трубу под определенным градусом. Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.
Тиски – практичное приспособление, используемое при выполнении слесарных работ. С его помощью удается надежно фиксировать требующую слесарной обработки деталь в определенной позиции.
Состоит данное приспособление из нескольких деталей:
опорная плита;
2-е губы – подвижной и не подвижной;
рукоятка;
винт ходовой части.
С помощью малогабаритных слесарных тисков, чертеж которых представлен выше, удобно проводить заточку и другую обработку мелких деталей.
Наличие в домашней мастерской фрезерного станка с ЧПУ позволяет выполнять целый ряд работ по механической обработке дерева.
Самодельный фрезерный станок состоит из нескольких узлов и деталей:
станина;
суппорты, предназначенные для перемещения фрез;
направляющие суппортов;
шпиндель с установленной фрезой;
микроконтроллер или плата коммутаций с микросхемами, обеспечивающих автоматизацию работы станка;
электродвигатель с блоком питания;
драйверы, отвечающие за передачу команд от контроллера на электродвигатель;
пылесос для сборки образующихся в результате работы станка опилок.
Фрезерный станок с ЧПУ, сделанный своими руками, позволяет выполнять гравировальные и фрезеровальные работы.
Самодельные приспособления для ремонта автомобилей
Съемник поводков стеклоочистителя – специальный инструмент, облегчающий процесс снимания поводков дворников. Изготовить его можно самостоятельно из куска арматуры, швеллера шестерки и болта десятки. Для этого с помощью сверлильного станка выполнить отверстия на 14 и приварить 2 гайки по обе стороны отверстия и ручку из арматуры, ввернуть болт в заготовку и, надев термоусадку, ввинтить резьбовую заклепку. Инструмент готов. Другой вариант приспособления для съемки поводков стеклоочистителя представлен на фото ниже.
Еще одно полезное самодельное приспособление, с помощью которого можно самостоятельно вручную выполнить перебортовку колес. Другой вариант этого приспособления можно видеть на фото ниже.
При проведении серьезного ремонта автомобиля без подъемника, как правило, не обойтись. Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
Самодельные станки и приспособления для гаража
Изготовив приспособления для шиномонтажа и балансировки, можно самостоятельно выполнять данные работы, существенно сэкономив средства на обслуживании авто. Кроме того подобные приспособления придут на выручку, если нет возможности приехать в специализированный шиномонтаж.
В своей гаражной мастерской можно оборудовать универсальный станок для шиномонтажа используя подручные материалы — металлические трубы и ступицу.
Выполняя различные поделки для дома, часто возникает необходимость просверлить ровное отверстие. Это сложно выполнить обычной дрелью, но если изготовить стойку для дрели, типа той, что изображена на фото, то сверлить без перекосов будет гораздо проще. Выполнить такую конструкцию можно из различных материалов. Например:
из металла;
из дерева.
Воспользовавшись схемой, представленной ниже, можно самостоятельно смастерить сверлильный станок из дрели.
Использование самодельного пресса позволит в гаражной мастерской изготавливать изделия методом прессования. Изготовить подобное устройство можно из гидравлического домкрата, закрепленного вверху станины, в свою очередь сваренной из подручных материалов. Давление в таком случае направлено вниз.
Другой вариант самодельного пресса, конструкция которого предполагает крепление домкрата у основания станины. В этом случает процесс давления производится вверх.
С помощью самодельного пресса можно выполнить рихтовку, согнуть листы металла, спрессовать картон, скрепить отдельные элементы. Видео ниже демонстрирует, как сделать такое нужное приспособление самостоятельно.
Приспособления для хранения инструмента в гараже
Наличие порядка является залогом комфортного использования рабочего мест в гараже. Обеспечить этот порядок на рабочем месте призваны специальные органайзеры, позволяющие удобно хранить и легко находить нужные инструменты. Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
Простым и доступным способом хранить ручной инструмент, является настенный органайзер, сделанный из жестяных банок, прикрепленных к фанерному листу. Дополнительно к нему можно прибить несколько крючков или гвоздей, чтобы удобно развесить измерительный и электрический инструмент. При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
Еще проще сделать специальное приспособление для хранения отверток. Для этого необходимо взять деревянный брусок и просверлить в нем отверстия нужного размера. Готовый держатель закрепить на стене. На таком же держателе можно организовать систему хранения стамесок и долото. Достаточно в деревянной заготовке выпилить специальные отверстия. Таким же образом можно сделать и держатель для электроинструментов, выпилив соответствующие отверстия в деревянной полке.
Интересный способ хранения инструментов предложен на фото выше. Его принцип построен на использовании магнитных лент, прикрепленных к металлическим планкам. С помощью подобной системы удобно хранить сверла, ключи и другие металлические инструменты. Удобные и практичные органайзеры для хранения шурупов, болтов, гвоздей и другой мелочовки можно сделать своими руками из прозрачных пластиковых банок с крышками. Чтобы они не занимали место, следует прикрепить их за крышку снизу к полке. Этот и другие способы хранения инструментов позволяют рационально использовать место в гараже и все необходимое под рукой.
Видео, представленное ниже, демонстрирует, как самому обустроить в мастерской или гараже простую и удобную систему хранения инструментов.
Самодельные приспособления по дереву для домашней мастерской
Фрезерные станки, изготовленные в домашних условиях, могут выполнять одну или несколько операций. Предпочтение, конечно же, отдается многофункциональным приспособлениям, позволяющим сэкономить место в гаражной мастерской. С их помощью можно: выполнить углубления определенной формы; просверлить отверстия сделать пазы; обработать заготовки. Простейший фрезерный станок можно изготовить на основе дрели. Для этого ее закрепляют на стальной профиль или в фанерный корпус, а напротив нее располагают вращающийся зажим. Обработка деталей выполняется с помощью специальных резцов, удерживаемых руками.
Самодельный токарный станок
Создание своими руками токарного станка позволяет изготавливать из деревянных заготовок посуду, интерьерный декор и мебель. Такое устройство станет доступной альтернативой промышленным млделям, и поможет реализовать свой творческий потенциал. Самодельный токарный станок можно сделать из отдельных узлов и деталей:
электромотора, используемого в качестве электропривода станка;
передней бабки, в качестве которой может выступать электроточило;
задней бабки, сделанной из дрели;
упора для резцов;
поперечных направляющих;
станины, сделанной из металлопрофиля или балок.
Передняя и задняя бабки токарного станка являются основными рабочими элементами, между которыми размещается деревянная заготовка. Вращающееся движение от электродвижка передается на заготовку через переднюю бабку, задняя же остается статичной, отвечая за удержание заготовки. Если оборудовать самодельный токарный станок дополнительными приспособлениями – балясиной, трезубцем, копиром и другими, то его функциональность значительно увеличится.
Видео ниже демонстрирует, ка изготовить токарный станок своими руками.
При необходимости высверлить точные отверстия в металлических, пластиковых или деревянных деталях, опытные мастера рекомендуют использовать сверлильный станок. В отличие от дрели, которая сильно вибрирует в процессе работы, такое устройство обеспечивает качественный результат, независимо от материала и толщины заготовки. Сделать простой сверлильный станок можно самостоятельно, использовав ту же домашнюю дрель, но установив ее в вертикальном положении на станину из мебельной плиты и прикрепив к металлической стойке. При необходимости такой станок можно оснастить асинхронным двигателем.
Как правило, домашние умельцы не останавливаются на изготовлении самых станков. Очень часто они работают над усовершенствованием уже имеющегося оборудования.
Видео, представленное ниже, демонстрирует полезные приспособления для токарного станка, расширяющие его функционал.
Самодельные приспособления по металлу для домашней мастерской
Данные приспособления, сделанные своими руками, для домашней мастерской предназначены для облегчения процесса металлообработки. Их, как правило, изготавливают из подручных материалов и инструментов.
Среди наиболее востребованных устройств, следует выделить:
трубогибы;
прессы;
тиски;
фрезеровальные, слесарные, токарные, сверлильные и рейсмусовые станки;
приспособления для заточки сверл, ножей и других инструментов.
С их помощью домашний умелец может изготовить практичные приспособления для дачи, гаража, а также обустроить комфортный дом. Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
Самодельный отрезной станок по металлу
Как сделать некоторые полезные в хозяйстве приспособления, демонстрирует видео.
Взяв на вооружение представленные рекомендации и чертежи, любой домашний мастер сможет изготовить полезные приспособления для гаража и станки для своей мастерской, устроить эргономичное пространство в ней, реализовать свои творческие способности.
Все меньше свободного места остается под капотом современного автомобиля. Производитель стремиться использовать каждый квадратный сантиметр пространства вокруг двигателя. Для автослесаря это дополнительные проблемы, так как добраться для демонтажа какой-то детали становится всё сложнее, всё больше становиться труднодоступных мест.
Вот, подобрал весьма интересный список из 19-ти специальных профессиональных инструментов и приспособлений, которые могут помочь решить эту проблему. Безусловно, какой-то инструмент может показаться весьма экзотичным, и мало используемым в работе, но некоторые позиции захотел бы иметь в своем гараже каждый автомастер, кто мало-мальски занимается профессиональным ремонтом автомобилей.
Итак, давайте по порядку.
Удобный яркий свет
Светодиодная лампа, выполненная в формате «полицейской дубинки» с магнитными креплениями. Очень удобно использовать при работе под днищем автомобиля или под капотом. Сильные магниты без проблем удержат фонарь на месте, а трубку, поворачивающуюся по своей оси на 200 градусов можно повернуть именно туда, где вам необходим яркий свет. Может работать как от бортовой сети, так и от своей батареи.
Возможность переключать яркость больше/меньше и своя аккумуляторная батарея дают работать лампе в автономе до 8 часов. И как бонус, это отличный вариант освещения гаража при отключении электричества.
Вороток для труднодоступных мест
Работая под капотом в моторном отсеке, иногда приходится сталкиваться с проблемой, открутить-закрутить болт, особенно если он находится в труднодоступном месте и затягивается с приличным моментом. И здесь может пригодиться вот такой специальный вороток, работающий в режиме трещотки.
Инструмент для удаления покрытий и зачистки металла
Очень интересный ручной пневмоинструмент, можно сказать ударный… Чем-то мне напомнил пескоструй, только всё гораздо проще. Подключив его к компрессору без особых усилий можно отбить ржавчину, окалину после сварки или старую краску.
Принцип работы простой — стальные иглы (возможны варианты от 12 до 19 игл) со скоростью 4000- 4600 ударов в минуту (зависит от модели) выстучат коррозийные места до чистого железа. Особенно он удобен при использовании в труднодоступных местах, куда не добраться корщеткой.
При работе с этим инструментом следует использовать средства индивидуальной защиты: плотные перчатки, очки и наушники.
Ломатель гаек
При помощи этого спец инструмента (я называю его гайколом) можно сломать любую гайку, если невозможно её открутить. Наверняка любой из вас сталкивался с приржавевшими гайками, особенно при переборке ходовой, срывая шлицы и матерясь. Теперь всё просто: накинул кольцо, подвел закаленный «зуб» к гайке и крути, пока он просто не сломает гайку. Большой плюс такого инструмента, что резьба на болте или шпильке не повреждается, останется только скинуть сломанную гайку и прогнать с маслицем по резьбе новую.
Плоскогубцы «киви»
В вашем арсенале инструментов наверняка есть немало плоскогубцев, но вот таких точно нет! Обращали ли вы внимание, что когда вы пытаетесь обычными плоскогубцами захватить маленькую деталь в неудобном месте, то ваша рука мешает видеть процесс, загораживая его? Плоскогубцы «киви», прозванные так за некоторое сходство с этой новозеландской птичкой, решат эту проблему – работать будет удобнее.
Набор подвижных головок для труднодоступных мест
Имея такой набор, где каждая головка имеет свой корданчик, вы получаете дополнительные возможности при работе в труднодоступных местах автомобиля. Эти головки имеют гораздо более короткий корпус, чем обычные, когда они используются со штатным карданом из набора. Минус один, такой набор не дешевый.
Набор крюков
При разборке авто под ремонт часто приходится отсоединять различные электрические разъемы. В последних моделях автомобилей они, зачастую скомбинированы вместе с пластиковыми креплениями и отсоединяя, не имея специального инструмента их можно легко повредить. С этим набором крючков практически любой разъем можно удобно разъединить, не сломав его.
Клещи для свечей зажигания
Если пытаться вытаскивать свечной колпак обычными плоскогубцами, то можно легко повредить резиновый колпачок или сам провод. Вот и придумали такой интересный гаджет – специальные клещи для снятия высоковольтных проводов со свечной клеммы.
Двухточечный домкрат
Бывают случаи, когда при выполнении ремонтных работ нужно поддомкратить сразу два места. Эту проблему можно решить, используя насадку для домкрата с двумя независимыми (регулируемыми) седлами. Устанавливается эта приспособа взамен штатного седла. Можно удлинять плечо до нужного размера, а также вращать поперечины вокруг центральной оси домкрата.
Момент затяжки с цифровой точностью
Затягивая болты без специального динамометрического ключа, без учета рекомендуемых моментов затяжки вы можете нанести серьезный ущерб автомобилю. Как правило, у профессионального автомастера уважающего своего клиента в мастерской бывает несколько различных динамометрических ключей под разные задачи. Теперь, это количество можно заменить покупкой одного электронного цифрового адаптера и использовать его с ключом-трещоткой или другим ключом имеющим полудюймовый переходник. Цифровой дисплей покажет момент затяжки в настоящий момент и сообщит звуковым сигналом, когда будет, достигнут нужный момент.
Магнитная бляха
Сколько бывает тратиться времени на поиски только что открученной детальки: «вот где-то тут только что положил…» болтик, гаечку и подобные вечно теряющиеся мелочи. Очень интересное решение – магнитная бляха на ремень. Просто прилепите к ней открученный винт (гайку) и не придется искать, когда деталь снова понадобится.
Инструменты для труднодоступных мест
Вот еще шесть интересных мини наборов специальных инструментов для работы в труднодоступных местах при разборке-сборке. Тут в принципе все понятно, где и как их можно использовать.
Набор из четырех коротких отверток.
Набор из трещотки и бит с различными фигурными наконечниками: звездочки, шестигранники, квадратики.
Гибкий удлинитель с магнитным наконечником, в который можно вставить различные биты или головки.
Миниатюрный вращающийся кардан с ¼ дюймовым переходником.
Набор из трех специальных трещоток.
Набор из отвертки-трещотки способной работать под 90 градусов и насадки к ней.
Подставка
Интересная приспособа, даже не знаю, как её назвать. Крепится площадка прямо на колесе, имеет несколько регулировок, как по ширине, так и по высоте. Очень удобно, когда вы занимаетесь ремонтом высокого джипа или микроавтобуса. Конечно можно использовать например, ящик для того чтобы встать повыше, но на ящике стоять несколько неудобно и можно запросто, в самый ненужный момент отъехать от колеса, и все что вам останется — тормозить лицом о капот… наверно всем знакомо?
Зеркало и магниты для недоступных мест
Зеркало на телескопической ручке и двумя магнитами в комплекте (один поворотный). Такой набор должен быть у каждого авторемонтника. Представьте ситуацию, что откручивая гайку, вы не удержали ее, и она упала куда-то на двигатель или коробку передач. Как её найти и достать? И тут, вам на помощь придет зеркальце и магнит.
Получить максимальное усилие в труднодоступном месте
Глядя на этот набор специальных ключей, сразу понятно для чего он предназначен. При помощи удлинителя и трещотки из стандартного набора головок можно затянуть почти любую «неудобную» гайку в моторном отсеке. Отлично подойдет для демонтажа рулевого механизма или тормозной системы.
Достижение идеального момента затяжки
Этот специальный динамометрический ключ не даст вам случайно сорвать резьбу в современных алюминиевых двигателях. Если вы не решились на приобретение электронного прибора для контроля момента затяжки, про который было чуть выше, то этот весьма недорогой ключ будет достаточно точен и самое то, что доктор прописал. Две модели этого инструмента (практически полный охват всех значений) станет, несомненно, удачным приобретением для вашего гаража.
Как выкрутить болт, если сломана шляпка?
Несомненно все сталкивались с этим «кошмаром» — при выкручивании приржавевшего старого болта срывается (отламывается) его шляпка и всё… Начинаются танцы с бубном, высверливание, восстановление метчиком резьбы и т.п.
С этим набором, на фото ниже, вы решаете сразу всю проблему в комплексе. В нем есть всё, для аккуратного точного высверливания и извлечения того, что осталось от болта диаметром от 5 мм до 16 мм из корпуса.
Цифровой безопасный тестер
Если вы для проверки электрических цепей до сих пор используете аналоговый тестер, то весьма велика вероятность, испортить бортовой компьютер автомобиля. Цифровой тестер является безопасным, так как не использует кабель заземления. Вы просто втыкаете его в гнездо для проверки или прокалываете изоляцию провода (наконечник из нержавейки достаточно острый), а другой рукой касаетесь любой металлической части автомобиля, чтобы замкнуть цепь. Работает проверка от 3 до 24 Вольт постоянного тока. Есть возможность установить звуковой сигнал или включение светодиода для сигнализации наличия напряжения.
Спасаем шланги
Очень полезный инструмент для снятия тосольных шлангов. После нескольких лет эксплуатации тосольные шланги в местах затяжки хомутами накрепко прикипают к трубе. Если вы не хотите резать шланг при демонтаже и сохранить его для последующей установки, то этот специальный инструмент в виде крюка то, что вам надо. Просто вставьте заостренный конец под шланг и протяните его вокруг трубы. Этот классный инструмент поможет вам сэкономить немало денег.
Купить эти и другие наборы можно на крупнейшем портале amazon.com, только следует смотреть, некоторые ключи могут быть как в метрической системе, так и в дюймах. Приобрести такой инструмент в России пока не так просто, разве что поискать в интернет магазинах.
Это приспособление желательно иметь в гараже, а в некоторых поездках и в багажнике автомобиля. Оно выручит и обезопасит вас при ремонте авто. В качестве материала используем две трубы толщиной 57 и 48 мм. Стальная пластина. Мастер взял толщиной 8 мм. Отрезаем от каждой трубы по куску длиной 23 см. Можно применить хитрость для разметки трубы с помощью листа бумаги. На 57 на расстоянии 3 см от одного конца просверливаем отверстие (обе стенки трубы) под болт.
Берем сверло на 6 мм. Завершаем ступенчатым сверлом. Делаем опорный уголок на конце более тонкой трубы. Сверлим отверстия в трубе на расстоянии каждого друг от друга 2 см.
Получился компактный мобильный фиксатор с телескопической конструкцией. Это страховочная стойка, устанавливаемая при ремонтных работах под автомашину. Выступает как добавочный фиксатор при подъеме авто на домкрате. Устройство со своей задачей справляется.
Комментарии.
Очень нужный инструмент! Сделайте себе такой обязательно! У моей знакомой мужа придавило, когда домкрат слетал, а он был в это время под машиной…
Ничего нереального. Обычная опасная колхозная стойка, хоть и выполненная качественно. Мягкий болт срежет и телескоп съедется в самое неудачное время – когда обслуживальщик будет под машиной и рядом никого не будет. Про выворачивание тоже не стоит забывать. Можно пользоваться только при работе рядом с автомобилем или в качестве доп.страховки стоечного гидравлического домкрата (у подкатных страховка есть). У меня есть 2 подобные в гараже, но резьбовые – точно никогда не съедется. Сделаны когда-то отцом в заводских условиях. Но под машину, подвешанную на них, всё равно не лазаю, для этого есть яма.
владимир ерохин 3 месяца назад новое- хорошо забытое старое… Лет десять назад делал тоже такие стойки,но немного другой конфигурации..но принцип тот же… Пользуюсь с удовольствием, очень удобно и безопасно… А под автомобиль на стойку кладу брусочек буковый, и кузов не царапается. Если что то могу фото предоставить.
Гражданин Игрек 3 месяца назад На мой взгляд, одна из самых полезных и простых приспособлений, ибо если нет подъёмника, а руки из правильного места, такая стойка нужна. Ну и как всегда, сделано аккуратно, красиво…
С точки зрения практики и опыта самостоятельного ремонта автомобиля, безопаснее(и дешевле) чем подставка в виде пирамиды из брусков 50*50 мм не представляю. Именно для легковых авто. Опять же,сделай я подставку из металла что тогда моя собака будет грызть?))) Доработайте и усильте низ косынками, понимаю что металл толстый, раз в год палка все равно стреляет и если опора начнет изгиб то сползание авто на бок не остановить!
ALEX SIBERIAN 3 месяца назад Абсолютно бесполезное устройство. Уйма движений. Я поднимаю домкратом сразу пол машины и меняю два колеса…тут же, придется поднимать (домкратом) одно колесо,подставлять (опору), опускать (домкрат) опять поднимать (домкрат) на втором колесе, затем подставлять (домкрат) к первому колесу, опять поднимать (домкрат), убирать опору и только тогда опускать домкрат… если бы это устройство само могло опускать машину…
Константин Морозов 3 месяца назад Просверли ещё отверстия перпендикулярно тем которые ты уже просверлил, но на 1 см ниже или выше от просверленных отверстий. Таким образом шаг регулировки будет не 2 см, а 1, так будет лучше подстроиться под высоту поднятого авто, и лучше будет подстроиться под разный вид дорог: асфальт, грунт и т.д.
Аккуратно сделанная вредная вещь. Отбортовки порогов, а именно за них требуется подъём авто здесь не работают до тех пор, пока концы уголка не промнут порог и соединитель днища. Упорная площадка должна быть выполнена с Т-образным пропилом, это обеспечит отсутствие указанных деформаций и боковое смещение. Ну и металл самой площадки (в данном случае уголок)не лучшее решение для контакта с кузовом, лучше толстый деревянный брусок с пропилом, а в идеале толстый резиновый брусок с прорезью (у меня так).
serg serg 3 месяца назад В том месте где ты его ставил можно загнуть выступ. Так как он не усиленный. И для этого не предназначен. Кроме того, с таким домкратом как у тебя, на хорошей ровной плоскости как у тебя, такую малолитражку как у тебя можно поднять за эту точку полностью вывесив сторону и поменять колеса. т.е. если не понятно просто выше поднимать домкрат и заднее колесо тоже будет вывешено.
Александр Чичерин 3 месяца назад Все гуд. Но! Надо делать косынки или же боковые упоры. Такой тип упора хорошо применять когда поверхность под ним ровная. Если кто-то будет делать, то лучше делать трёхножку. И ещё, вместо трубы применять профильную трубу, т.к. она не проворачивается и отверстия для фиксации не уходят в бок (удобнее).
Данил Харитонов 3 месяца назад я бы еще подумал над тем что:место где ложиться авто на стойку сделать с возможностью изменения угла опорной части стойки в месте соприкосновения с авто, для того что бы, если понадобиться необходимость вывесить авто допустим только переднюю часть и чтоб сразу 2 колеса были в воздухе то при более высоком поднятии и установки авто на данные стойки будет не полное прилегание авто к самой стойке, тем самым может возникнуть риск того что авто упадет со стоек!
Григорий Криницкий
3 месяца назад 1) проверлить отверстие чуть выше/ниже но с другой стороны (повернув на 90 градусов) 2) для надежности – приваривать к основанию не только напрямую, но и отрезом металла в виде прямоугольгого треугольника (с 3-4 сторон) для большей надежности) 3) где-то на корпусе приварить ушко и прикрепить тросиком/цепочкой шпильку – чтоб не терялась. Была еще идея разборной страховочной стойки, но тогда падает надежность и безопасность.
John Doe 3 месяца назад Обязательно сделайте ребра жесткости – треугольники наварите по 4-ем сторонам. По поводу безопасности стоек очень много споров на автомобильных форумах – это не такая уж простая самоделка, как кажется на первый взгляд.
Не выбрасывайте старый домкрат от “Жигулей”. Идея для авто мастера
Доброго времени суток, уважаемые читатели. Домкрат от жигулей, такая популярная вещь, что нашел его даже в своем гараже. Опросив соседей по гаражу, нашел еще 4, при том, что прошел половину этажа и заглянул в 9 открытых боксов в субботний вечер. Фото старого домкрата от жигулей.
Помню, как в начале не таких уж и далеких восьмидесятых, помогал отцу ковырять в гараже, тогда еще умеренно новые “Жигули” постигал основы могучего русского языка и развивал прямоту рук. Однако, не буду более задерживать внимание читателя воспоминаниями, и перейдем к делу.Самоделка довольно простая, и при этом очень полезная для тех, кто чинит свой автомобиль самостоятельно, или зарабатывает авто ремонтом. Для нее нам будет нужен сам домкрат, стальная пластина, отрезок профильной трубы на 25, болгарка, сварочный аппарат. Приступим к процессу, и сперва сносим болгаркой основание (пятачок) снизу. Отрежем от 25 профильной трубы кусок длиной сантиметров 30 и приварим его к домкрату, тем самым нарастив его. Основание, теперь уже, приделываем к торцу трубы. Доработка рамы.Обходим соседей и находим старый маховик. К его центру мы приварим пятачок домкрата. В итоге получается высокая штуковина с прочным и устойчивым основанием. Увеличиваем устойчивость.После чего, отрезаем от домкрата его родной зацеп, тот что вставляется в паз под порогом автомобиля. Режем лишнее.Из той же трубы свариваем П-образную конструкцию, и фиксируем ее перпендикулярно сваркой к подвижной части механизма. Такая перемещающаяся вилка получится. Упор номер один.Вырежем из металлической пластины плоскую вилку, как показано на рисунке ниже, и привариваем ее к верхней части нашего устройства. Упор номер два. Наш мощнейший съемник пружин амортизационной стойки готов. Схематичное изображение съемника.Втискиваем стойку между вилками, крутим домкрат на подъем, и с минимальными усилиями, при том довольно безопасно, разбираем стойку и снимаем пружину. Изображение практического применения устройства.
Не выбрасывай старый амортизатор, если у тебя нет обратного молотка. Полезная самоделка
Из старой стойки амортизатора может получиться весьма полезная вещь, поэтому не стоит ее выбрасывать при замене. Сегодня я расскажу о том, как изготовить очередную самоделку, которая способна облегчить быт автовладельца в плане ремонта его транспортного средства. А именно, как изготовить обратный молоток. С его помощью очень удобно разбирать детали, снимать подшипники, шрусы или осуществлять запрессовку. Даже вмятину не сложную можно вытянуть, но если к такому молотку будет еще прилагаться и мощный магнит.
Разборка стойки амортизатора.
Чтобы можно было сделать со стойки полезную вещь нужно правильно его разобрать. Лучше всего для этой цели подходит ВАЗовская стойка. С нее пригодится верхняя часть и сам шток. Зажав стойку в слесарные тиски, болгаркой нужно аккуратно отпилить часть трубки до тарелки, где стоит пружина. Пилите осторожно, не забывая что внутри есть масло! Поэтому лучше подставить посудину. Со стойки нужно снять все элементы, разобрать и оставить один шток и верхнюю крышку (вынув из нее сальник и втулку). Изготовление обратного молотка.
Чтобы сделать полноценный обратный молоток, к штоку из амортизатора необходимо приделать ручку, подвижную гирю и насадки которые будут использоваться.
Как сделать рукоятку.
Удобнее всего прикрепить хомут ручки от дрели или перфоратора, если же такой нет, то прикрепите любой хомут, который бы напоминал ручку. Главное чтобы было удобно держаться. Этот хомут нужно закрепить на той части штока, где имеется резьбовое соединение. Для этого наденьте две гайки – они будут в качестве втулок. Затем нужно их хорошо приварить. Потом к тем гайкам приварить верхнюю крышку штока. Для аккуратности вида можно сточить болгаркой лишние капли, оставшиеся от сварки. После чего можно прикрутить ручку (хомут).
Как сделать подвижную гирю.
Чтобы сделать подвижную гирю, пригодится отрезанная верхняя часть стойки, а еще необходимо подобрать трубу нужного диаметра. Таким образом, чтобы она входила в трубку части стойки и осталось место для залива свинцом. Ведь такая конструкция будет легкой, а гирька должна весить хотя бы килограммчик. Зачистите поверхности, отцентрируйте гайками и соединив основания двух цилиндров, можно приваривать их внизу. После сварки также нужно все зачистить (для эстетического вида). В свободное пространство, для увеличения веса, залейте свинец (думаю валяется старый АКБ). Как плавить учить никого не буду, наверняка каждый имеет такой опыт, ведь хоть раз в детстве плавил в консервной банке свинцовые пластины от аккумулятора. Так как все парни уже повзрослели, то вместо банки можно использовать корпус от старого масляного фильтра, а дабы не разводить костер, возьмите горелку. Аккуратно залив свинец в имеющееся пространство, дайте ему остыть, а затем можно зачистить получившуюся гирю болгаркой. Должна получится достаточно красивая вещь. Теперь можно устанавливать гирю на шток. Чтоб такой молоток можно было использовать по максимум в различных целях наделайте насадок, которые бы накручивались. Это могут быть как зацепы с болтов, для съема подшипников, так и насадка под головку. В итоге можно будет снимать подшипники, запрессовывать их стягивать ШРУС и располовинить генератор. Поэтому, вместо того, чтобы выбрасывать старую стойку, лучше сделать из нее такое вот нужное приспособление.
Ремонт автомобилей — это серьёзная и ответственная работа, требующая определённых знаний и навыков. Есть операции, с которыми может справиться и новичок. Но многие виды ремонта требуют серьёзного опыта и определённой подготовки.
Однако любой спец по ремонту автомобилей когда-то был новичком — каждый из нас даже самую привычную работу однажды делал в первый раз.
Поэтому, если вы твёрдо решили освоить умение ремонтировать машину своими руками, не бойтесь начинать. Учитесь, будьте внимательны, уделяйте внимание каждой мелочи, и через какое-то время вы приобретёте все необходимые навыки.
Инструменты для ремонта автомобилей
Вам также будет необходим специнструмент для ремонта авто — без него, как вы понимаете, обойтись невозможно.
Для выполнения многих работ своими руками вам понадобятся различные приспособы и материалы — с их помощью будет осуществляться фиксация узлов, сборка-разборка, операции по устранению дефектов и т. п.
Давайте же разберёмся, какие специнструменты и приспособления вам могут понадобиться в ходе ремонта автомобилей своими руками.
Основные инструменты для ремонта автомобилей
Штатный набор инструментов
Для начала рассмотрим тот штатный набор инструментов, который вам будет нужно не только иметь в гараже, но и возить с собой. Ситуации случаются разные — бывает, что поломка заставляет вас работать руками прямо на месте, не давая возможности дотянуть до гаража. Для этой цели вы должны иметь при себе следующий спецнабор:
Отвёртки — без них редко обходится какая-либо работа с машиной. Вам понадобятся две разновидности:
со шлицом;
с крестообразным наконечником.
Поскольку вам могут понадобиться разные размеры, лучше возить универсальную отвёртку с разными типами насадок.
Отвертка многофункциональная c насадками
Разводной ключ — он может понадобиться, когда усилия пассатижей недостаточно, чтобы отвернуть упрямый болт;
Ключ разводной c храповим механизмом
Домкрат — будет необходим для того, чтобы поднять машину или придержать её, например, при замене колеса. Есть 3 популярные разновидности домкрата:
винтовой;
реечный;
пневматический.
Считается, что винтовой домкрат наиболее удобен — он компактен и эффективен.
Домкрат механический винтовой
Торцевые ключи для отвинчивания головок. У них может быть 6-угольная и 12-угольная головка.
Набор накидных гаечных ключей. Должен быть как можно больше. В машине есть громадное количество разнообразных гаек, поэтому такой набор будет вам крайне необходим.
Несколько молотков разных размеров. Лёгкий молоток используется для выбивания болтов, гаек и шпилек. Самый тяжёлый нужен для операций по замене колеса, ремонте дверей и в других тяжёлых работах.
Пассатижи.
Кусачки.
Трос для буксирования автомобилей. Он должен быть неизношенным, надёжным, нескользким и не иметь повреждений.
Инструменты для ремонта машины
Приспособления и материалы
Кроме штатного набора инструментов, вам желательно возить с собой спецприспособления и материалы, которые могут понадобиться для работы своими руками на месте поломки:
запчасти — желательно иметь при себе мелкие запасные элементы, которые могут понадобиться в ходе ремонта. Это могут быть болты, гайки, прокладки, шланги и тому подобное;
запасные детали и узлы: ремни, бензонасос, предохранители и прочие мелочи, которые могут подвести вас в пути;
запасное колесо — если вы пробили колесо, вас спасёт только запаска;
прикуриватель — он пригодится, если возникнет необходимость зарядить аккумулятор от другого автомобиля;
шерстяные перчатки — пригодятся, чтобы не поранить руки во время тяжёлой работы;
чистые сухие тряпки и ветошь — их применяют для того, чтобы вытирать руки или узлы авто от грязи, пыли и масла.
Специнструменты и приспособления в вашем гараже
Вполне логично, что вам нет необходимости возить с собой целую мастерскую. Однако если вы хотите по возможности весь ремонт автомобиля выполнять своими руками, ваш гараж должен быть по совместительству и автомастерской.
В вашем гараже нужно обеспечить наличие:
качественного освещения — как странно это ни звучало бы, источник света играет громадную роль в уходе за машиной. Ваши глаза не должны уставать от яркого света. В то же время сложно переоценить важность полноценного обзора любых участков работы;
сварочный аппарат — вполне вероятно, что вам придётся выполнять операции по свариванию металлических элементов. Поэтому по возможности стоит обзавестись сварочным аппаратом;
Cварочный аппарат
Учтите, что его эксплуатация потребует от вас определённых навыков. Прежде чем приступать к работе, хорошенько потренируйтесь.
рихтовочный споттер со всей комплектацией. Применяется для того, чтобы выправлять части кузова машины и для точечной сварки;
пескоструйный аппарат. Используется для очистки и обезжиривания различных поверхностей. Незаменим в борьбе с возникающими очагами коррозии, а также при перекрашивании узлов авто;
набор инструмента для бессварочной рихтовки: молотки, лопатки, оправки и т. п.;
тиски;
шлифовальная машинка. Это также может быть обычная болгарка, которая может шлифовать и резать;
Шлифовальная машинка
электрическая дрель;
фрезерный станок;
пневматический пульверизатор для окрашивания поверхностей;
набор ручного слесарного инструмента: зубила, пробойки, бородки и т. п.;
средства измерения: штангенциркули, рулетки и т. п.
Рулетка измерительная
Вполне логично, что этот перечень можно продолжать до бесконечности — его длина зависит от ваших знаний, навыков, финансовых возможностей и готовности вникать в тонкости процесса.
Вполне вероятно, что вы будете браться лишь за несложные работы своими руками, а для более серьёзного обслуживания — обращаться на станцию автомобильного сервиса.
Оборудование спецназначения
Любой спец по ремонту автомобилей использует приспособы, которые сложно назвать штатными, но они здорово облегчают вашу жизнь. Рассмотрим некоторые из них:
ворот для мест с трудным доступом. Если вам сложно добраться до болта, ворот с трещоткой поможет вам справиться с ним без лишних усилий;
Ворот с трещеткой
игольчатый пневмоударник. Снимает любую окалину, ржавчину и краску не хуже пескоструйного аппарата. Иглы (12 или 19 шт.) расположены на рукоятке, которая присоединяется к компрессору. При помощи пневматики это приспособление очень эффективно выстукивает и очищает поверхность;
гайколом — накидное кольцо с режущим зубом внутри. Если проржавевшая гайка не поддаётся, накидываем кольцо, прижимаем режущий зуб и прилагаем усилие, пока гайка не сломается. Резьба болта при этом остаётся целой: надеваем новую гайку, делаем проход со смазкой — и проблема решена;
Гайколом
набор крючков для отсоединения пластиковых креплений электрических разъёмов;
электронный цифровой адаптер для ключа с трещоткой — он показывает момент, с которым вы затягиваете резьбовое соединение;
магнитная пластина — складывайте на неё все гайки и болты. Тогда они не потеряются;
зеркало и рукоятка с магнитами. Используются для визуального контроля работы с гайками в труднодоступных местах. Для вынимания гаек применяем ручку с магнитной насадкой;
обычный динамометрический ключ;
набор для высверливания болтов со сломанной шляпкой;
цифровой электрический тестер.
Профессиональный электрический ручной тестер
Заключение
Ремонт автомобиля своими руками предполагает наличие серьёзной базы инструментов, приспособлений и материалов. Без наличия обязательных штатных инструментов ремонт автомобиля будет попросту невозможен.
Заводские инструменты, несомненно, вещи нужные, но порой приспособления для ремонта автомобилей своими руками и ухода за ним ничуть не уступают фабричным.
Автомобилю требуется два вида ремонта: быстрый и длительный. Первый вид предполагает определенную замену запасных частей — чаще всего, необходимо заменить только одну. Второй, же, вид предполагает частичную или полную работу по ремонту машины.
Бывают следующие подвиды ремонта автомобиля:
Фактический. Предполагает замену отдельных деталей только при ее полном выходе из строя, например, ремонт тормозной системы .
Ремонт по плану. Он производиться в соответствии с графиком. Чаще всего, он используется при ремонте общественного или специального транспорта.
Полный ремонт. Он необходим в случае выхода из строя сразу нескольких отделов авто, при которых требуется его полная разборка и переборка всех запчастей.
Таким образом, исходя из разновидностей ремонта, можно выделить следующие способы:
Индивидуально к каждой детали. Он предполагает съем отдельных деталей, ремонт и обратную установку. Это самый длительный вид ремонта — полный. При данном типе приходится довольно долго ждать его окончания.
Быстрый способ. В таком случае сначала снимаются неисправные детали, а затем сразу же вставляются рабочие. Этот тип ремонта называется фактическим. Он занимает около часа, в течение которого и происходит полная замена вышедших запчастей из строя.
Самостоятельный ремонт. Предполагает осуществление самостоятельных ремонтных действий по отношению к своему авто. Он может сочетать в себе сразу все виды ремонта — в зависимости от тяжести ремонта.
При таком виде ремонта главное правило — это своевременно подготовить и постоянно перевозить с собой инструменты и приспособления для ремонта автомобилей.
Они могут быть расположены в одном из двух вариантов: в специальном ящике либо специальной кассете. Она представляет собой кусок пенопласта, в котором вырезается отверстие.
Все остальные части крепятся внизу автомобиля.
В данные емкости будут входить следующие виды инструментов:
Отвертки. Необходимо иметь, как минимум, две штуки. При этом. Лучшим вариантом будет наличие универсальных приспособлений, в которых можно постоянно менять насадки. Их, также, должно быть минимум две для того, чтобы наиболее полно делать ремонт в нескольких отделах машины одновременно. Понадобятся, например, для установки багажника .
Домкрат. Он должен иметь гидравлику для того, чтобы иметь возможность устанавливать нужную высоту для замены колеса либо мелкого ремонта. Кроме его, имеется еще три разновидности: винтовой — он предназначен для замены колеса путем подкручивания домкрата на необходимую высоту; реечный и пневматический. Лучше всего иметь один из этих видов. Самым популярным является именно винтовой — он имеет небольшие размеры и легкость транспортировки.
Разводной ключ. Он необходим для нескольких видов работы. Несмотря на свою несовершенность при захвате головки болта, он способен заменить собой пассатижи либо кусачки.
Торцевые ключи. Они имеют шестиугольную либо двеннадцатиугольную формы, которые отлично подходят при выкручивании торцевых головок. В чемоданчике, лучше всего, держать сразу два вида таких ключей.
Ключи гаечные. Они бывают разнообразных видов, но все они крайне необходимы при срочном ремонте автомобиля или установке ряда аксессуаров . Именно поэтому следует иметь их как можно больше. Особенно это касается ключа на 13 размер, который необходим чаще всего.
Набор молотков. Они бывают легкими, средними и тяжелыми. Первый вид предназначен для легкого ремонта по выбиванию гаек, болтов. Второй тип принимает на себя работу с более тяжелыми предметами. Тяжелые молотки необходимы при ремонте дверей, замене колес и прочей тяжелой работе.
Пассатижи и кусачки. Первые необходимы для откручивания проволоки и других гибких материалов, а кусачки перекусывают.
Буксировочный трос. Он требуется для перевозки и эвакуации машины. Он должен быть крепким, абсолютно целым и не скользить.
Это весь инструмент для ремонта автомобилей своими руками.
О ремонте автомобилей всех марок читайте . Можно ли отремонтировать бампер своими руками? Смотрите в этой статье .
Подручные приспособления
Что касается приспособлений, изготовленных собственноручно, то здесь можно отметить следующие пункты:
Тряпки. Они должны быть широкими и из плотной ткани. Лучшим выбором будет ветошь либо холщовые ткани. Они менее всего расположены к перетиранию и дольше служат, не образуя отверстий. Ими можно вытирать излишки масла, руки либо протирать стекла. Следует помнить важное правило: в случае появления масла на тряпке, от нее следует избавиться, ибо это может привести к воспламенению.
Запасные части. В случае замены контактов либо других частей авто детали, которые менее всего изношены, можно использовать повторно для предварительного ремонта с возможностью прибытия на место ремонта.
Дополнительные детали. К ним можно отнести крышку радиатора, насос для бензина, предохранители и дополнительные ремни. Все они имеют свойство выходить из строя не вовремя. При их присутствии данную ситуацию легко исправить.
Дополнительное колесо. В случае нахождения на пустынном участке только оно и поможет в случае пробитого старого колеса.
Прикуриватель. Он необходим для зарядки аккумулятора от другой машины.
Аптечка. В ней должны храниться все необходимые лекарства и средства для оказания первой помощи.
Перчатки. Они должны быть шерстяные с возможностью выполнения в них такой грязной и сложной работы, как вытягивание машины из болота либо замена грязного колеса.
Такие самодельные приспособления для ремонта автомобилей помогут вам справиться с ремонтом машины в тяжелых условиях.
Токарный станок по металлу Патентная печать Art 1945
Товар на фото в Цвет фона: Меловая доска
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Старая бумага
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: черный
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Пергамент
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Blueprints
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Лунный свет
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Шифер
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: зеленый
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Песчаник
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
Star Seller
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получают 5-звездочные отзывы, вовремя отгружают заказы и быстро отвечают на любые полученные сообщения.
| 33 638 продаж |
5 из 5 звезд
от 11,11 евро
Загрузка
С учетом НДС (где применимо) плюс стоимость доставки
0 Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Просмотрите коллекции для большего вдохновения
Создано покупателями Etsy
Подробнее
Подробнее
Исследуйте связанные категории и поиски
Внесен в список 9 сентября 2022 г.
150 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
8 идей для токарных станков по металлу своими руками, которые вы можете сделать сегодня (обновление 2022 г.)
Если у вас есть токарный станок по металлу, возможно, вы ищете способы использовать его и делать милые поделки своими руками. Если это звучит как вы, вы пришли в нужное место.
Вот 8 различных чертежей токарного станка по металлу, которые вы можете сделать сегодня. Хотя некоторые из этих чертежей предназначены специально для токарных станков по дереву, вы все равно можете сделать эти чертежи на токарных станках по металлу.
8 идей для токарного станка по металлу своими руками
1. Мельница для перца
См. инструкции здесь
Уровень опыта:
Новичок
Этот чертеж мельницы для перца — отличный токарный проект, если вы новичок. Продукт, безусловно, очень практичен, но его также относительно легко сделать. Хотя эта модель предназначена для токарного станка по дереву, ее можно изготовить и на токарном станке по металлу.
Инструкции, прилагаемые к этому плану, просты и понятны. Они включают видео, письменные инструкции, списки и даже изображения. Эти инструкции действительно достаточно просты для новичка.
2. Крышка банки Мейсона
См. инструкции здесь
Уровень опыта:
Новичок
Нет ничего хуже, чем иметь банки Мейсона, но потерять крышки. Если у вас есть лишние банки Мейсона, но вам нужны крышки, вы можете сделать их на токарном станке по металлу. Этот план специально разработан для токарных станков по дереву, но вместо этого вы можете сделать крышку, используя токарный станок по металлу.
Этим планам легко следовать. Они включают в себя все, что вам может понадобиться, включая инструкции, изображения, советы по дизайну и даже маркетинговые идеи. Хотя есть несколько объявлений, реклама определенно стоит того для этого проекта.
3. Серьги
Инструкции см. здесь
Уровень опыта:
Промежуточный уровень
Еще один очень симпатичный способ использовать свой металлический станок — это сделать серьги. Эти серьги изготовлены из дерева и изготовлены на токарном станке по дереву, но вы можете сделать их и на станке по металлу.
Чтобы сделать эти серьги, вам нужно посмотреть видео на YouTube. Видео на YouTube понятное и понятное. К сожалению, письменных инструкций в паре с видео нет.
4. Медный свисток
См. инструкции здесь
Уровень опыта:
Промежуточный уровень
Медные свистульки не всегда легко достать, но они могут доставить массу удовольствия. Если у вас есть токарный станок по металлу, вы можете научиться делать латунный свисток своими руками всего за несколько простых шагов и с помощью нескольких инструментов.
В этих инструкциях вы узнаете все этапы изготовления медного свистка своими руками. Шаги просты и легко следовать. Вы найдете письменные инструкции, изображения и графики, чтобы научиться правильно делать свисток. Даже два других пользователя сделали это, доказав, что эти инструкции понятны.
5. Металлические вращающиеся чаши
Инструкции см. здесь
Уровень опыта:
Промежуточный уровень
Эти крошечные металлические мисочки невероятно красивы. Они станут красивым акцентом. С помощью нескольких медных угольников и токарного станка по металлу вы сможете быстро превратить медные диски в красивые чаши.
Подробные и понятные инструкции. Каждый шаг содержит изображение, чтобы вы могли видеть, что вам нужно сделать, а также одно простое для понимания предложение. Такой подход к инструкциям гарантирует, что все поймут шаги, даже если вы впервые работаете с материалами.
6. Пружины
См. инструкции здесь
Уровень опыта:
Промежуточный уровень
Если вам нужно сделать крошечные пружины, вы можете использовать токарный станок по металлу. На этом сайте рассказывается, как сделать крошечные пружины своими руками, используя шерсть, зажимы, металлическую планку и некоторые другие инструменты. Инструкции разбиты на часть 1 и часть 2.
Это одни из самых подробных инструкций в нашем обзоре. Он включает в себя изображения, а также хорошо объясненные письменные инструкции. Эти подробные письменные инструкции содержат ответы на все ваши вопросы.
7. Инструменты для ручной гравировки
См. инструкции здесь
Уровень опыта:
Эксперт
Нет ничего лучше гравировальных инструментов ручной работы. Делая инструменты самостоятельно, вы можете быть уверены, что они идеально подходят для вашей руки и ваших потребностей. Ремесленник в Усадьбе покажет вам, как сделать свой собственный с помощью токарного станка.
В этом видео вы узнаете, как сделать ручку на токарном станке по металлу. Видео простое и довольно расслабляющее для просмотра. Вам понадобится некоторый опыт, чтобы сделать ручки правильно. К сожалению, письменных инструкций нет. Итак, вам нужно ознакомиться с YouTube и элементами управления.
8. Токарный станок по металлу
См. инструкции здесь
Уровень опыта:
Эксперт
Последний план в этом обзоре касается изготовления токарного станка по металлу. Этот план не требует токарного станка по металлу. Вместо этого он поможет вам сделать свой собственный токарный станок по металлу, который вы сможете использовать в других проектах. Этот план невероятно сложен в реализации и требует большого опыта.
Если у вас уже есть некоторый опыт, этот план очень тщательный. Он включает в себя множество изображений и инструкций. Он даже поставляется с учебными пособиями на YouTube, чтобы показать вам, как создать свой собственный токарный станок по металлу.
В чем разница между токарными станками по дереву и токарными станками по металлу?
Токарные станки по дереву и по металлу отличаются материалом, для работы с которым они предназначены. Токарные станки по дереву предназначены для обработки быков, тогда как токарные станки по металлу предназначены для обработки металла. Токарные станки по дереву часто меньше по размеру и проще в использовании, что делает их более экономичными.
Могу ли я использовать токарный станок по дереву на металле?
Важно не вставлять металл внутрь деревянной рейки. Металл может повредить деревянную планку. Однако можно использовать деревянные заготовки в токарных станках по металлу. Токарный станок по металлу достаточно прочен, чтобы обрабатывать дерево. Вот почему мы рекомендуем детали для деревообработки для проектов токарных станков по металлу.
Как безопасно пользоваться токарным станком по металлу
Независимо от того, какой токарный станок вы используете или над каким проектом работаете, крайне важно оставаться в безопасности. Металлические токарные станки невероятно опасны при неправильном использовании.
При работе на токарном станке всегда надевайте защитные очки с боковой защитой. Вы также захотите убрать волосы, снять аксессуары или украшения и снять перчатки. Другими словами, оттяните назад или удалите все, что может застрять в приборе.
Заключение
Если у вас дома есть токарный станок по металлу, попробуйте один из 8 планов выше. Эти 8 планов интересны, просты и потенциально продаются. Помните о безопасности!
Источники
WVU Охрана окружающей среды и безопасность
Монро Инжиниринг
Авторы избранных изображений: Ralphs_Fotos, Pixabay
Содержание
0012
1.3 3. Серьги
1.4 4. Латунный свист
1,5 5. Спиннические чаши с металлом
1.6 6. Springs
1,7 7. Инструменты для гравировки рук
1.8 8. Металлическая лат
29444444444444444 2944 2
1.8 8. Металл
2944 2
1. Разница между токарными станками по дереву и токарными станками по металлу?
3 Можно ли использовать токарный станок по дереву для обработки металла?
4 Как безопасно пользоваться токарным станком по металлу
5 Заключение
7 РУКОВОДСТВО ПО СОЗДАНИЮ СТАНКА ПО МЕТАЛЛУ
Опубликовано: · Изменено: автором Allison · Эта запись может содержать партнерские ссылки · Этот блог приносит доход за счет рекламы
Токарные станки по металлу — обязательный инструмент в любой мастерской; однако эти бесценные инструменты довольно дороги и могут значительно сократить ваш бюджет или финансовые планы. Тем не менее, вам не нужно беспокоиться. Имея небольшую сумму, намного меньшую, чем покупка заводского, вы можете построить себе токарный станок по металлу из кусочков и обрезков материала, лежащих в вашем магазине. Вы также можете купить несколько предметов в хозяйственном магазине, но ничего слишком дорогого.
Различные учебные пособия были тщательно составлены, чтобы в кратких или простых шагах научить вас делать токарный станок по металлу, соответствующий вашим строительным потребностям.
1.Самостоятельный токарный станок по металлу
Эта конструкция возникла из-за того, что конструктору нужно было обработать некоторые отливки двигателя. Он построил этот простой токарный станок, чтобы помочь с простыми и понятными конструкциями в мастерской, в основном для небольших проектов для хобби.
Конструкция токарного станка по металлу выполнена таким образом, что он не выглядит самодельным; следовательно, используемые материалы были тщательно отобраны, чтобы придать ему хорошую отделку. Дизайнер также имел в виду затраты, поэтому используемые материалы были не такими дорогими.
Для этой конструкции он купил только шестигранные ключи и упорный шариковый подшипник. Остальная часть плана здания содержится в учебнике в формате pdf.
См. руководство
2. Самодельный револьверный станок по металлу
Этот токарный станок в основном используется для производства большого количества работ. Это также полезный инструмент в небольших мастерских, и его можно использовать как простой токарный станок с двигателем или коммерческий токарный станок с револьверной головкой. Этот токарный станок можно построить в мастерской с помощью тисков, настольной дрели, плоской холоднокатаной стали, серого чугуна и других материалов и инструментов.
Этот учебник в формате pdf содержит схемы плана здания и изображение того, как должна выглядеть готовая работа. Учебное пособие представлено в виде снимков книги или печатного материала. Если следовать букве, этот шестидюймовый токарный станок способен быстро и точно выполнять работу в вашей мастерской.
К тому же это дешево, так как большинство необходимых материалов уже есть в мастерской.
См. руководство
3. Токарный станок по металлу своими руками
Этот четырехстраничный учебник «Сделай сам» можно сделать, используя всего несколько ручных инструментов. Некоторые из этих инструментов включают ножовку, сверла для груди, напильники, зажимы, сверла, метчики и штампы. Его передняя бабка используется для токарной обработки и сверления других деталей. В учебнике также есть размеры и диаграммы, которые помогут вам понять.
Кроме того, в этом руководстве вы найдете использованный план здания с надписями и чертежами. Этот учебник также можно найти в отсканированном печатном материале, поэтому вы можете не найти инструкции в пошаговом формате.
Возможно, вам придется делать заметки, чтобы выделить основные части руководства в пошаговом процессе.
Посмотреть руководство
4. Токарный станок по металлу своими руками
Это письменное руководство состоит из 12 шагов. Каждый из этих шагов подробно объясняет, как легко сделать свой токарный станок по металлу. Во-первых, подготовьте эти инструменты к использованию: сталь, крепежный болт, сверлильный станок или ручную электрическую дрель, двигатель, немного алюминия и несколько метчиков для нарезания резьбы.
В этом уроке вы также найдете ссылку на создание нескольких других вещей из металлолома в магазине, от которых вы бы иначе избавились. В шагах 1-3 руководства показано, как сделать основание вашего токарного станка по металлу, используя цинк-алюминий.
Далее вы узнаете, как сделать кровать, тележку, установить клин и установочный винт. После того, как вы это сделаете, вы прикрепите поперечный салазок, а затем отполируете поворотную площадку. Наконец, вы начинаете собирать детали, включая составной вертлюг.
В учебнике есть список материалов, среди которых масляная краска, макетная жидкость, защита для глаз, штангенциркули, автоматический кернер и т. д. Учебник довольно интересный, так что разобраться в нем не составит большого труда.
Ознакомьтесь с руководством
5.
Самодельный мини-токарный станок по металлу
В этом видеоруководстве описывается пошаговый процесс изготовления токарного станка по металлу. По словам дизайнера, это полезно для создания любых увлечений строительством своими руками, которые могут быть у них. Однако это видео разделено на множество частей. Ссылка на следующую часть встроена в поле описания.
В этом видео дизайнер учит, как сделать станину частью токарного станка по металлу. Эта конструкция более прочная и жесткая, чем его первая попытка, и работает хорошо. Он также планирует заполнить станину этого металлического станка бетоном, эпоксидно-гранитным или полиэфирным гранитом, чтобы сделать станину более стабильной.
Хотя этот фрагмент делается за кадром, вы можете отметить это при создании своего.
В этом кратком руководстве есть все, что вам нужно, чтобы быстро создать свой токарный станок по металлу. Это просто, и дизайнер находит время, чтобы показать каждый свой шаг на камеру. У учебника нет письменной версии или голосовых инструкций, но ему все равно легко следовать.
Прежде чем приступить к сборке собственного, мы рекомендуем вам сначала ознакомиться с деталями и инструментами, использованными в видео. Процесс прост, потому что используемые детали легко узнаваемы, а для тех, с кем вы, возможно, не знакомы, дизайнер включил их имена в руководство.
7. Токарный станок по металлу своими руками без токарного станка
Этот токарный станок по металлу был создан без токарного станка. В видеоуроке конструктор создает станину токарного станка из металла, а также работает с такими инструментами, как циркулярная пила, ножовка, дрель, алюминий, шурупы и другие. Учебник прост для понимания и прост в выполнении.
Заключение
Токарный станок по металлу — полезный инструмент для изготовления других инструментов в мастерской. Это снижает затраты на покупку простых инструментов, которые можно легко изготовить в мастерской. Все уроки, перечисленные выше, не так уж сложны и содержат подробные инструкции о том, как построить свой токарный станок по металлу. Письменные руководства в основном представляют собой файлы в формате PDF, которые вы можете скачать и сохранить на потом.
Взаимодействие с читателем
Звенья для мини-токарных станков
Звенья для мини-токарных станков
Copyright 2000-2012 by Фрэнк Дж. Хуз-младший, дом Вы посетитель номер с 27.10.00
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение Начато Глоссарий Введение Материалы Модификации Мой магазин Эксплуатация Отзывы Зиг Заводская заточка инструмента Устранение неполадок Настройка Версии
Примечание: ссылки в Интернете, особенно на страницы поддерживаемые отдельными лицами, а не корпорациями, часто устаревают. Они могут затем сделайте ссылку на экран «Ошибка 404» или на несвязанную страницу. Иногда ссылки «захвачены» и перенаправляют вас на другую страницу, которая может содержать контент, оскорбляет некоторых читателей.
Следить за устаревшими ссылками скучно и трудоемкая работа, поэтому я занимаюсь ею лишь несколько раз в год или по запросу. Когда я нахожу ссылка устарела, и не могу найти обновленную ссылку на страницу, помечаю через ссылку перечеркнутым символов или, в некоторых случаях, удалить его.
Если вы поддерживаете веб-сайт, на который ведет эта страница устаревшая ссылка или вы хотите добавить новый сайт, пришлите мне по электронной почте, если содержание актуальным и интересным для читателей mini-lathe.com и/или mini-mill.com, я добавлю ссылка на сайт. ФДХ 02.04.12
Содержание
Мои страницы
Услуги по проектированию и прототипированию
Специализированные токарные работы
Поставщики токарных станков и источники
Услуги механических мастерских
Поставщики материалов
Поставщики инструментов, материалов и деталей
Домашние магазины и проекты
Звенья мини-завода
Быстросменные конструкции резцедержателя
Преобразование токарных и фрезерных станков с ЧПУ
Ленточнопильный станок по металлу 4×6
УЦИ — цифровые считыватели
Школы и обучение
Звенья парового двигателя
Ссылки на оружие и оружейное дело
Домашняя астрономия Links
Домашнее литейное производство – литье металлов
Справочная информация
Мои страницы — Разное
ДВЭ Задняя бабка с эксцентриковым замком стр. 24/11//00
Притирочная страница
Циферблат страница вскрытия суппорта
Крепление для гибка пластикового листа 26.12.00
Cabin Fever 2001 фото 28.01.01
Билл Хаксхолд двигатели и миниатюрные токарные станки 02/02/01
Услуги по проектированию и прототипированию
Max Machine Inc. — Массачусетс поставщик услуг точной обработки и прототипирования
Быстрое проектирование деталей — ЧПУ услуги механической обработки, анодирование и т.д.
Специализированные токарные работы — токарная обработка металла, сегментная токарная обработка дерева, и т.д.
Сегментное точение — Информация и ресурс для сегментной (узорной) токарной обработки древесины
Metal Spinning — металл Терри Тайнана вращающиеся ресурсы; видео, классы, инструменты и т. д.
Токарная обработка дерева — Немного интересной информации о токарной обработке древесины
Деревообрабатывающие ресурсы: Деревянные поделки для детей (04.04.12 Спасибо Райану. 4-й класс мисс Фаулер, Нью-Йорк)
Продавцы токарных и фрезерных станков и Источники
Bay-Com — инструменты, видео и книги для машинистов
Блю Ридж Машинное оборудование — Струйные станки + другое
Болтон Инструменты — Токарные станки, фрезерные станки, принадлежности и расходные материалы для станков
Бриджпорт Миллс — включая онлайн-тур по фабрике
Инструменты Busy-Bee — (Канада) Токарные станки по металлу и другие инструменты
Инструменты Кэмпбелла — Токарные и фрезерные станки Sherline, комплекты паровых двигателей
Маленькая машина Коуэлла Tools, Ltd. — часовщики, токарные станки и др.
Камминз Промышленный Инструменты (ToolsNow.com) — широкий выбор инструментов, включая мини-токарный станок и мини-завод
Киберграница Corp. — Источник миниатюрных станков Clisby
Findamachine.com — Поиск станков в Европа отвечает вашим требованиям
Гризли Промышленный — Отличный источник инструментов для любителей, мини-токарный станок 7×12, мини-фрезерный станок, а также множество более крупных токарных станков и мельницы
Портовые перевозки — Отличный источник инструментов для любителей, мини-токарный станок 7×10, мини-фрезерный станок
Homier — Дисконтные инструменты, раньше продавал мини-токарный станок 7×12, мини-фрезерный станок, но, возможно, уже нет
Токарные станки Logan — www. lathe.com — Примерно до 1970 года крупный производитель промышленных токарных станков в США
Maskinbutikken — Продукция Sieg в Норвегии
Metal-Lathes.net — Доступные токарные станки по металлу 5×7 для продажи (возможно, не больше 2010)
Micro Mark — Отлично источник инструментов для изготовления моделей, мини-токарный станок 7×14 и 7×16, мини-фрезерный станок
Точность Мэтьюз / Качественные станки — отличный источник токарных станков среднего и крупного размера и заводы в США
Продукция Шерлайн — Производители прецизионных мини-токарных станков, фрезерных станков и принадлежностей американского производства
Shoptask 3-в-1 Токарный/фрезерный/сверлильный станок — большой импортный фрезерный станок Shopmaster с хорошей репутацией
Кузнечные инструменты — A хорошо зарекомендовавшая себя линейка больших машин «3 в 1»
Токарные станки South Bend — Американская классика (примечание 2010 г . : гризли теперь продает линейку токарных и фрезерных станков под маркой South Bend)
Тайг Инструменты — — Производители прецизионных мини-токарных станков, фрезерных станков и принадлежностей американского производства
ToolsNow.com (ранее Cummins Tool) — широкий выбор инструментов, включая мини-токарный станок и мини-фрезерный станок
Инструмент траверса — полный Ассортимент станков и принадлежностей, токарные станки среднего размера C4 и C6
Max Machine Inc. — Массачусетс поставщик услуг точной обработки и прототипирования
Precise Manufacturing Inc. — Поставщик прецизионные детали, Форт-Уэйн, IN
Поставщики материалов
BoltDepot.com — хорошо онлайн-источник дюймовых и метрических болтов и крепежных деталей
Энко — Отлично источник низких цен на аксессуары для станков, металлы и т. д., полный ассортимент продукции
Промышленный Продажа металла — алюминий, латунь, CRS, нержавеющая сталь и т.д.; нет минимального заказа
Мэриленд Метрикс — отлично источник для метрических винтов
Макмастер Карр — металлы, пластмассы и другие материалы, очень полная линейка продуктов
MetalMart.com — онлайн-источник запасов металла
MetalsDepot.com — онлайн-источник запасов металла
Метал Экспресс — онлайн-источник запасов металла
NutsAndBolts.com — гайки, болты, винты, шайбы и крепежные детали, в том числе метрические и нержавеющая сталь
Мелкие детали, Inc. — хороший, но дорогой источник мелких деталей и материалов
Поставщики инструментов, материалов и деталей
AbrasiveResource. com — поставщики шлифовальных лент, дисков, колес, лепестковых колес и т. д.
AMTools.com — множество инструменты и приспособления для механического цеха
Подшипники Справочный центр — информация о подшипниках шариковых, роликовых, линейные подшипники, упорные подшипники и многое другое
BICL Промышленные элементы управления Beel — производители и продавцы устройств управления двигателем с регулируемой скоростью
Блю Ридж Машинное оборудование — станки и принадлежности, хороший выбор книг по HSM
Болтон Инструменты — Токарные станки, фрезерные станки, принадлежности и расходные материалы для станков
Токарный станок Ника Картера Taig страница — У Ника хорошо налаженный бизнес по продаже токарных станков Taig
Камминз Промышленный Инструменты (ToolsNow. com) — широкий выбор инструментов, включая мини-токарный станок и мини-завод
Склад режущего инструмента — поставщики твердосплавного инструмента и других промышленных материалов
Discount-Tools.com — специализируется на дисконтных инструментах для домашнего магазина Machinist
Буровое долото Город — переточенные миниатюрные сверла для печатных плат
Dynatorch — лазер с ЧПУ и системы плазменной резки
Орлиная скала Технологии – в основном высококлассный инструмент: пневмопатроны и др.; множество инструментов для накатки
Электрический Справочный центр двигателей — информация о двигателях переменного тока, двигателях постоянного тока, шаговых двигателях двигатели и серводвигатели
Enco — низкая цена источник принадлежностей для станков, металлов, отличный сервис
Экологическая безопасность Товары — продукция для глаз, ушей и тела — увеличительные защитные очки Mag-Safe
ЧПУ и DIY Технология — Технические статьи по ЧПУ и смежным темам
CNCzone.com
ЧПУ Звенья для модернизации
УЦИ Плюс — бесплатное ПО для управления УЦИ
Джефф Дэвис магазин — Токарные станки Enco 9×20, информация о ЧПУ
Настольный ЧПУ — много ссылок и информации
ДНК Electronics — британская компания, производящая компоненты ЧПУ
.
eMachineShop.com — CNC-обработка через Интернет; они делают ваши детали из файлов САПР
Джон Элсон Преобразование Бриджпорта с ЧПУ
Комплекты ЧПУ Doug Fortune стр.
ЛЯГУШКА — простая приставка с ЧПУ
Рон Джинджер Гризли с ЧПУ
Пистолет Machine Werks — аксессуары для пейнтбольного оружия; они также продают красивый ЧПУ комплект для переоборудования мини-токарного станка
Хоссмашина. info — Удивительное преобразование ЧПУ мини-завода — с автоматической сменой инструмента!
Дуг Джонс Учебное пособие по шаговому двигателю — Университет Айовы
Дэйв Ковальчик Токарный станок с ЧПУ 7×10 Majosoft — Гравировальные станки с ЧПУ
Брайан Мамфорд Коленный станок с ЧПУ
Pennine Automation Ltd. — Ресурс и ремонт запасных частей для станков с ЧПУ
Sterlingsteele.com — планы переоборудования мини-завода с ЧПУ
Torchmate — ЧПУ плазменная резка — проверьте!
Автоматизация Йегера
Страницы Ханса Ведемейера
УЦИ — цифровые показания
Искусство Страница УЦИ Штейна
DRO Pros — выбор 2- и 3-осевые УЦИ для токарных, фрезерных и других станков
Стив DRO Линдси стр.
УЦИ плюс бесплатное ПО DRO
MSH Tools.com — сборка считывание с вашего собственного ПК или iPhone с использованием весов DRO
Обзор продукции — Zietlow Design DRO
Обзор продукта — УЦИ Sieg
Шуматех DRO-350 3-осевой DRO
Ленточнопильный станок по металлу 4×6
Мои модификации ленточной пилы 4×6 стр.
Сиэтл Ленточнопильный станок Metalheads 4×6 Часто задаваемые вопросы
Джордж Стенд Carlson и насос охлаждающей жидкости
Кристиан Мод охлаждающей жидкости Ukkonen 4×6
Дейл Комментарии Венца
Звенья парового двигателя
16 мм Узкоколейные паровозы
16 мм Локомотив Kerr-Stuart Brazil класса 0-4-2ST
Здание паровой локомотив в масштабе 1:8 — вот проект, чтобы заставить этот токарный станок работать
Паровой E-Zee двигатели — различные простые конструкции паровых двигателей, а также некоторые самодельные инструменты
PM Исследования — паровые машины, миниатюрные исторические модели станков и т. д.
Моррисон Миниатюрные машины — комплекты паровых двигателей
Модель Ривза Инженеры (Великобритания) — комплекты паровых двигателей и многое другое
Вэнс Страница Басса в Steam
Дэйв Двигатели Goodfellows
Деканат Машины (Дин Уильямс)
Дейл Страница ссылок Венца — здесь много ссылок на Steam
Ссылки на оружие и оружейное дело
ААА Спортивные товары Lockhart
Пистолет Браунелла расходные материалы
Школа Колорадо Профессиональное оружейное училище
Развлечение Поставка — Качественные пневматические винтовки и расходные материалы для взрослых
Покрытие Fuselier и ремонт оружия
Билл Уэбб/Гай Лотар — Видео станка ствола винтовки
Тринидад Государственный младший колледж (Колорадо) Оружейная школа NRA
Варминт Ал страница стрельбы (у Ала есть и другие страницы оружия)
Домашняя астрономия Ссылки
Астрономия страницы ссылок
Небо Руководство — ссылки
Дэн Оптические энкодеры Stixrud стр.
Некоторые ссылки от Tinker at Home
Стив Бедер прицелы стр.
Звездный Technology International — Прецизионные системы фокусировки телескопа
Рейтинг зеркала телескопа
Любительское изготовление телескопа
Ньютоновские страницы
Виктора Изготовление телескопа стр.
Окуляр идеи
Чак Хард домашний окуляр стр.
Домашнее литейное производство – литье металлов
Backyardmetalcasting.com — много информации о домашнем литейном производстве, токарный станок Gingery и т. д., много других ссылок
Стержень Литейные страницы McBeath
Викки Форд литейный опыт
Харлана убежище
Дом Кольцо литейной сетки
Стюарт Маршал — книги по домашнему литью из железа и бронзы
Металлообработка Редукторы — литье в зеленый песок
Джон Литейная банка для кофе Wasser’s
Уиззерикс домашняя литейная стр.
Справочная информация
7×10 мини-токарный станок заинтересованная группа
Юг Гибка токарного станка процентная группа
Токарный станок 9×20 группа интересов
ConvertAuto.com — инструменты для преобразования между различными единицами измерения
eMachineShop.com — CNC-обработка через Интернет; они делают ваши детали из файлов САПР
Как to Make Springs — отличный веб-сайт, посвященный всем аспектам изготовления пружин
Математика Гамильтона для развития — много информации по математике, тригонам, кругам и т. д.
Рон Страница Newman’s Anodizing
Электролитическая ржавчина Удаление – как использовать электролиз для удаления ржавчины с инструментов и т. д.
Практический Форум машинистов
Глоссарий условий механического цеха
История Токарного станка — интересная информация об истории и эволюции токарного станка
Домашний магазин Журнал машиниста
Книги и книги Ги Лотара информация
Книги Линдси
Советы по Сайт Logan Lathe
Новости Metalweb
Metalworking.com
Массачусетский технологический институт введение в механическую обработку
Токарный станок Ника Картера Taig стр.
Шлифовальные круги Norton — информация об использовании
Пэтс звенья для металлообработки стр.
Ту Страница Hoeffer 7×10
Хосе Учебные видеоролики Родригеса страница
Хосе Обзорная статья Родригеса 7×10
шт. Конвертер — pdfconverter.com Преобразует единицы массы, длины, угла и т. д. среди многих системы единиц
Крутящий момент Калькулятор — преобразование между различными единицами крутящего момента
США Армейские основы станков стр.
Полезные таблицы в Victor Machinery
Зона Лэнд — математические и научные темы; Калькулятор триггеров и окружностей
Токарный станок своими руками — 89 фото конструкции полноценного устройства
Современная обработка металлических деталей практически невозможна без токарного станка. Чтобы сэкономить деньги, вы можете сделать это устройство самостоятельно.
Сделать эго на самом деле не так сложно, как кажется, а чертеж токарного станка можно легко найти в интернете. Конструкция машины может быть самой разнообразной, как и ее габариты.
Материал для его изготовления в домашних условиях легко найти в любом гараже.
Содержание отзыва:
Устройство токарного станка
Последовательность сборки механизма
Какой двигатель выбрать?
Как сделать токарный станок из дрели?
Сменный станок
Токарный станок своими руками фото
Устройство токарного станка
Невозможно сделать токарный станок своими руками не зная его устройства, поэтому ниже приведем его основные части:
Привод. Основа механизма, вырабатывающего энергию. Для маломощной машины подойдет привод от дрели или стиральной машины;
Кровать. Для изготовления подойдет стальной уголок или каркас из дерева, это своего рода несущий каркас, поэтому он должен быть прочным, чтобы выдерживать вибрации;
Задняя бабка. Изготавливается путем приваривания уголка к железной пластине. Нужен для фиксации при обработке изготовленного устройства;
Передняя бабка. Крепится к подвижной раме, аналогично задней бабке;
Суппорт Выполняет роль суппорта рабочей части.
Крутящий момент передается двигателем на рабочую часть с помощью следующих вариантов:
Цепь;
Использование ремня;
Трение.
Каждый из них имеет свои преимущества и недостатки. Ремень – самый дешевый и надежный, простой в изготовлении. Но ремень быстро изнашивается, приходится часто заменять.
Цепочка дороже, громоздче, но служит долго. По своим преимуществам и недостаткам трение находится в среднем положении. Стоит отметить, что фотографии токарного станка с разными шестернями есть в интернете, и вы без труда сможете их подробно изучить.
Опора является чрезвычайно важной частью машины. Он регламентирует как количество затрачиваемых рабочих сил, так и качество детали.
Он движется в разных направлениях и поэтому сильно подвержен износу. Не забудьте отрегулировать его перед началом работы.
Последовательность сборки механизма
Собираем станину станка с помощью швеллеров и балок. Чем крупнее детали вы планируете работать, тем прочнее должен быть каркас.
Для изготовления передней бабки нужен гидроцилиндр с толщиной стенки от 6 мм. Запрессовываем 2 подшипника в цилиндр. Используя подшипники большого диаметра, уложите вал.
Залейте смазку в гидроусилитель. Затем устанавливаем опору с направляющими и шкивом.
Наденьте наручники, чтобы придать ножу устойчивость. Снизу крепим небольшую полоску металла, предающую рабочей части износостойкость.
Какой двигатель выбрать?
Двигатель — самая важная часть любой машины, без него она не работала бы. От его мощности зависит общая мощность машины. Мотор мощностью до киловольт (донором могут служить старые швейные машинки) подойдет для изготовления мелких деталей.
Двигатели мощностью 1,5–2 кВт. используется при обработке крупных деталей. Ни в коем случае не забывайте об изоляции всех электрических частей.
Для правильной установки двигателя лучше вызвать электрика, чем получить травму.
Как сделать токарный станок из дрели?
Для экономии на запчастях и упрощения сбора допускается использование дрели в качестве привода. Данная конструкция имеет свои преимущества:
конструкция собирается и разбирается в любое время;
транспортируется и транспортируется достаточно просто, ведь разобрать его достаточно просто;
экономия средств;
Но у этого метода есть свои недостатки, т.к. сверло имеет низкий крутящий момент, что сделает обработку крупных деталей практически невозможной.
Модифицировать токарный станок по металлу сверлом стоит только тогда, когда не планируется большой объем работ и необходимо изготовление мелких деталей.
Для изготовления данного типа токарного станка по металлу потребуются обычные детали (за исключением двигателя и передней бабки). Сверло берет на себя функцию передней бабки.
Благодаря компактности станка роль станины может выполнять ровная поверхность или верстак. Саму дрель можно зафиксировать благодаря струбцине или хомуту.
Необходимо соблюдать следующие меры предосторожности:
По завершении компоновки машины необходимо проверить исправность.
электродвигатель в машине должен быть защищен кожухом;
мощность электродвигателя
должна покрываться вашей электрической сетью;
рабочий инструмент может располагаться только параллельно поверхности заготовки. В противном случае он будет отскакивать;
при обработке торцевых плоскостей последние должны опираться на заднюю бабку;
Приступать к работе можно только с защитой глаз от стружки;
После работы рабочее место необходимо оставить чистым.
Деревообрабатывающий станок требует тех же мер предосторожности, что и металлообрабатывающий.
Сменный станок
При необходимости установки конусных отверстий крепим два напильника так, чтобы получилась форма трапеции. Далее монтируем приспособление на пружины для подачи напильника.
Для заточки различных лезвий прикрепляем к двигателю точильный круг.
Подводя итоги, хочу сказать, что сборка машины достаточно проста. Самодельный токарный станок вполне реально сделать в домашних условиях с помощью подручных материалов, что является достаточно экономичным мероприятием.
Вы можете сами регулировать размеры и мощность оборудования, а также проводить необходимые модификации.
DIY lathe photo
Фонтан своими руками — 68 фото самодельных вариантов и их украшения
Фоторамки своими руками — создаем красивые и стильные дешевые багеты (62 фото)
Пуфик своими руками: 77 фото и видео красивых и практичных идей
Сайт дизайн
20 Схемы токарных станков по дереву своими руками, которые можно сделать дома
Токарные станки по дереву существуют уже несколько столетий. Эти инструменты очень востребованы при работе с деревом. Они помогают создавать и проектировать различные формы на дереве, которые впоследствии можно использовать в декоративных целях или в качестве поделок. Теперь, когда у вас есть готовые инструменты и материалы, вы можете приступить к изготовлению токарного станка по дереву. Это выглядит сложно, но с правильными планами, материалами и инструментами вы сможете построить отличный токарный станок по дереву в кратчайшие сроки. Итак, если вы хотите построить токарный станок по дереву, у нас есть потрясающие Чертежи токарного станка по дереву своими руками для вас. Это может быть немного сложно, но с опытной рукой и правильным руководством вы сможете сделать это для себя.
Для изготовления токарного станка по дереву необходимы хорошие инструкции и планы. Это поможет вам правильно разработать свой токарный станок по дереву. Здесь мы предлагаем 20 чертежей токарного станка по дереву своими руками , которые просты в использовании и снабжены подробными пошаговыми инструкциями. В планах также есть видео с ними о том, как его построить. Все они бесплатны для скачивания, распечатки и использования. Не стесняйтесь проверить их и поделиться ими с друзьями, если вы найдете их полезными. Итак, если вы ищете вдохновляющую идею для своего следующего проекта, внимательно ознакомьтесь со всеми руководствами!
Как сделать пенопласт своими руками из дерева
Ручной токарный станок — это первая машина, которую необходимо построить для создания многих вещей, которые вам понадобятся в будущем, таких как предметы для нарезания резьбы, сверления отверстий в металл и дерево, и превратить металлические заготовки в предметы. В этом руководстве объясняется все, что вам нужно знать о том, какие детали необходимы для токарного станка. В планах перечислены необходимые материалы, графические инструкции и спецификации. Это делает его таким, что каждый может построить токарный станок из дерева.
Щелкните здесь
Изготовление токарного станка по дереву своими руками
Это руководство покажет вам, как сделать токарный станок по дереву с пошаговыми инструкциями, включая изображения. Токарный станок состоит из всех необходимых частей, таких как основание, задняя бабка, передняя бабка и другие компоненты. Самое главное, это безопасно и доступно, потому что его можно сделать без электроинструмента. Вы можете гордиться своим токарным станком по дереву ручной работы, когда используете его для изготовления всевозможных деревянных предметов, таких как посуда и так далее.
Щелкните здесь
Мини-токарный станок по дереву своими руками
Мини-токарный станок по дереву «Сделай сам» — отличный проект для тех, кто хочет производить небольшие проекты по дереву. Материалы, используемые в токарном станке, включают в себя 3 ½-дюймовые куски фанеры, рулетки, настольную пилу и наждачную бумагу. Теперь с мини-токарным станком по дереву у вас есть токарный станок, который вы можете использовать для изготовления небольших предметов, таких как безделушки и другие предметы искусства. и ремесленных проектов.Это отличный токарный станок, потому что вы можете создавать свои собственные идеи и воплощать их в жизнь с этим токарным станком.
Щелкните здесь
Самодельный токарный станок по дереву
Вы обладаете базовыми навыками и знаниями, чтобы сделать великолепный токарный станок по дереву своими руками из материалов, которые легко найти в вашем доме. Следуйте инструкциям, и в кратчайшие сроки вы будете делать круглые деревянные предметы. Прикрепите кусок дерева или полукруг к упору для инструмента и установите простой шкив на задней части станка. Клиновой ремень соединяет этот шкив с электродвигателем, вращая древесину, когда вы поворачиваете ручки. Вы контролируете скорость вращения, изменяя натяжение ремня.
Щелкните здесь
Как построить токарный станок по дереву
Процесс изготовления токарного станка по дереву, который используется для вырезания различных предметов на вращающемся инструменте, может быть довольно сложным. Вам нужно будет иметь некоторые навыки плотника. Если вам интересно работать с этим деревянным инструментом, настоятельно рекомендуется внимательно ознакомиться с инструкциями, проиллюстрированными в этой книге. Инструкции и рекомендации очень точны и научат вас основным деталям.
Самодельный сверлильный станок Токарный станок по дереву
Основные детали, которые вам понадобятся, включают шпиндель, приводной центр, колесо и подшипник колеса. Он сделан из твердой древесины, болтов с резьбой, тройниковых гаек, длинных толстых болтов, сверлильного станка, ножовки, напильника, отвертки, винтов и шайб. Прежде всего, соберите шпиндель и снимите одно колесо с валом в сторону от ступичного подшипника. После этого соберите приводной центр и выровняйте их. Тогда вы можете идти.
Нажмите, чтобы узнать подробнее
Как сделать токарный станок по дереву
Если вы всегда хотели построить токарный станок своими руками, но думали, что это слишком сложно и дорого, вы не ошиблись. Этот проект займет у вас около одного дня, и все, что для этого потребуется, — это некоторые инструменты, которые уже есть у большинства людей. Материалы, необходимые для этого проекта, включают металл от старого велосипеда, дрель, паяльник, рулетку и пилу. Самое сложное — найти велосипед и металлические детали. С этого момента это легко! Удачи!
Деревянный токарный станок «Сделай сам»
Этот токарный станок «Сделай сам» — единственный в своем роде. Это поможет вам сразу приступить к работе без каких-либо инструментов или настроек. Он позволяет изготавливать небольшие детали из дерева, например, простые подставки для ручек и другие подарки на заказ. Вы также можете сделать миниатюрные подшипники двигателя и легко установить их без каких-либо сложностей. С-образные зажимы с длинным вылетом очень полезны для фиксации деталей после токарной обработки и придания им формы на заготовке.
Самодельный токарный станок по дереву
Токарная обработка дерева — это искусство изготовления деревянных предметов на токарном станке. Токарный станок — это удобный инструмент, который помогает вам делать такие предметы, и этот можно легко сделать дома. Эта статья покажет вам, как сделать собственный токарный станок по дереву за 4 простых шага. Сначала отметьте два отверстия на фанере с помощью карандаша. Просверлите большие отверстия с помощью кольцевой пилы и отшлифуйте их до гладкости. Прикрутите два длинных бруска к фанере и поставьте перед ним коробку, окружающую держатель дрели. И последнее, но не менее важное: приклейте деревянный брусок за держателем сверла, чтобы зафиксировать само сверло на месте.
Как сделать мини-токарный станок
Этот проект предназначен для начинающих, потому что ему легко следовать. У всех обычно есть инструменты, необходимые для завершения этого проекта. Вам понадобится не менее сорока восьми часов, чтобы построить этот мини-токарный станок. Этот мини-токарный станок очень прост в изготовлении; его конструкция почти аналогична обычной. Лучшая часть этого проекта заключается в том, что его можно использовать для небольших проектов, а также новички могут использовать его сразу. Это не требует больших затрат, так что это стоит потраченного времени и усилий.
Подставка для токарного станка по дереву своими руками
Материалы, необходимые для этой подставки для токарного станка по дереву своими руками, включают фанеру, клен, стопорные ролики, винты, токарный станок JET, параллельные зажимы JET, приспособление для карманных отверстий, приспособление для шарниров, циркулярную пилу, настольную пилу, эксцентриковая шлифовальная машина, фрезер и беспроводная дрель. Для этого проекта необходим четко определенный план. Тем не менее, вы можете скачать план этой стойки токарного станка, нажав на ссылку ниже. Как только вы получите план, начните с создания шкафа для подставки, а затем сделайте выдвижной ящик для хранения.
Щелкните здесь
Мини-токарный станок по дереву своими руками
Добро пожаловать в мир токарных станков по дереву и токарной обработки. Эта инструкция научит вас, как сделать мини-токарный станок из стандартных инструментов и материалов, которые вы можете купить в любом местном хозяйственном магазине. Вам не понадобится много, чтобы сделать такой замечательный инструмент. Прочная основа, место для размещения подручника, передняя бабка и несколько других компонентов — все, что вам нужно для начала работы. Следуйте инструкциям в этой инструкции, и вы будете делать вихри в кратчайшие сроки!
Щелкните здесь
Самодельный токарный станок по дереву
Из многих видеороликов мы можем увидеть некоторые основные шаги по созданию этого проекта своими руками. Во-первых, это рама машины. Разрежьте металл на части, а затем соберите их с помощью паяльника. После этого начните собирать устройство на основании и прикрепите его шурупами. Затем идет мотор и подъем его с помощью канатов. После этого можно включать, если все части выставлены правильно. Наконец, нанесите на него немного краски или антикоррозийного масла, чтобы сохранить его срок службы и внешний вид.
Самодельный мощный токарный станок
Этот токарный станок является дешевым и удобным самодельным токарным инструментом. Он не очень сложный, но из него можно сделать небольшие изделия из дерева, которые понравятся вашему воображению. Первое, что нужно сделать в этом проекте, — это вырезать цельные деревянные детали, из которых состоит этот токарный станок. После этого вы будете использовать ручную пилу, чтобы разрезать их на изогнутые части. Затем вы приклеите эти части на металлический стержень с помощью паяльника и клея.
Этот токарный станок по дереву был разработан таким образом, что его может сделать каждый. Единственное, что вам нужно, это приобрести материалы и немного свободного времени. Необходимые материалы включают фанеру, ножовку, шкивы, двигатель, шлифовальный станок, дрель и стальной стержень. Начните с изготовления крепления для двигателя; тогда вы должны использовать деревянные блоки для суммы. Прикрепите шкив к двигателю с помощью болтов и просверлите отверстие сбоку деревянного бруска для прохождения стального стержня.
В завершение скрепите все вместе гайками и болтами и прикрепите шлифовальную машину к противоположной стороне металлического стержня. Основная идея этой самодельной машины состоит в том, чтобы установить двигатель на основание из деревянных блоков, затем прикрепить оборудование и собрать двигатель.
Как сделать токарный станок
Токарный станок — удобный инструмент для токарной обработки дерева. А для изготовления токарного станка необходимы металлический стержень, паяльник, составные зажимы и набор для пайки. Чтобы превратить металлический стержень в токарный станок, вам нужно разрезать металлический стержень на части с помощью ручной пилы. Просверлите отверстия на обоих краях металлических деталей. Также просверлите отверстия паяльником. Соберите части машины, чтобы она выглядела как токарный станок, и все готово.
Самодельный токарный станок по дереву
Этот самодельный токарный станок по дереву очень прост в сборке и обладает большой гибкостью, что делает его ценным для любой столярной мастерской. Узел передней бабки надвигается на базовую секцию, освобождая место для зажимов. Основание состоит из двух частей: платформы для двигателя и механических приспособлений и второй части, выполняющей роль стационарной стойки с пазами. Вырежьте канавки в стационарной колонне, чтобы она работала как задняя бабка, когда вы ее вращаете. Как только вы закончите строительство, начните воплощать свои собственные проекты.
Щелкните здесь
Как построить токарный станок по дереву
Очень просто построить токарный станок по дереву, машину, используемую для вырезания заготовок. Столяры обычно используют это устройство, чтобы вытачивать миски и ручки из деревянных блоков. Вам нужно будет создать деревянный брусок, две деревянные доски, два металлических стержня и винты. Деревянный брусок станет ступицей вашего токарного станка. Через отверстия в блоке с обоих концов будет помещен металлический стержень. Затем будут использоваться винты, чтобы соединить его с двумя деревянными досками, образующими основу.
Нажмите, чтобы узнать подробности
Как сделать токарный станок по дереву с нуля
Если вы любите самодельные проекты, этот подробный план покажет вам, как сделать самодельный токарный станок по дереву в домашних условиях. Материалы, необходимые для этого проекта, включают шкивы, ремни, двигатель, фанеру из балтийской березы, винты, дюбели, клей, болты, гайки, шайбы и торцовочную пилу. Этот токарный станок по дереву поставляется с удобными ручками для легкого вращения и зажима при скручивании или повороте. Внимательно посмотрите видеоурок, чтобы узнать больше о подготовке инструментов и материалов, необходимых для этого проекта «Сделай сам».
 Чтобы результаты работы гравером, в качестве которого может быть использована типовая бормашина, были качественными, необходимо не только понимать, зачем он нужен, но и знать все нюансы использования такого оборудования.
Чтобы результаты работы гравером, в качестве которого может быть использована типовая бормашина, были качественными, необходимо не только понимать, зачем он нужен, но и знать все нюансы использования такого оборудования.
 Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
 В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам.
В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам. Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта.
Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта. Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие.
Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие. youtube.com/embed/I8h0Xj6Oz7U»/>
youtube.com/embed/I8h0Xj6Oz7U»/>







 Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.
Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.

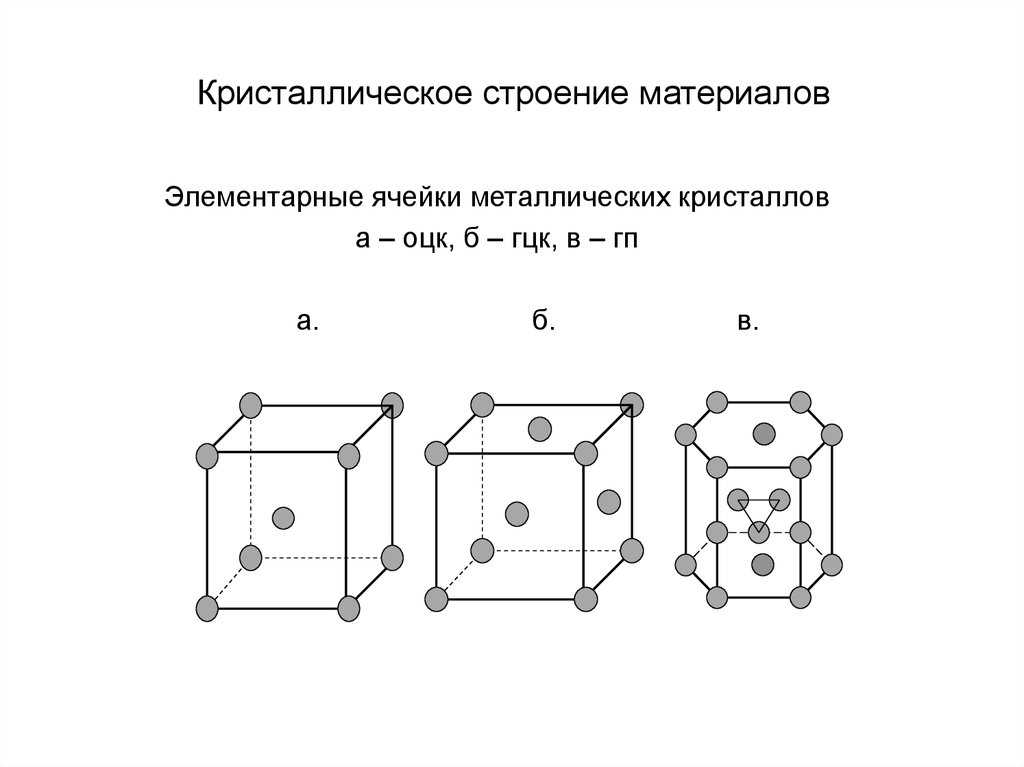
 Тела, в которых
Тела, в которых 1
1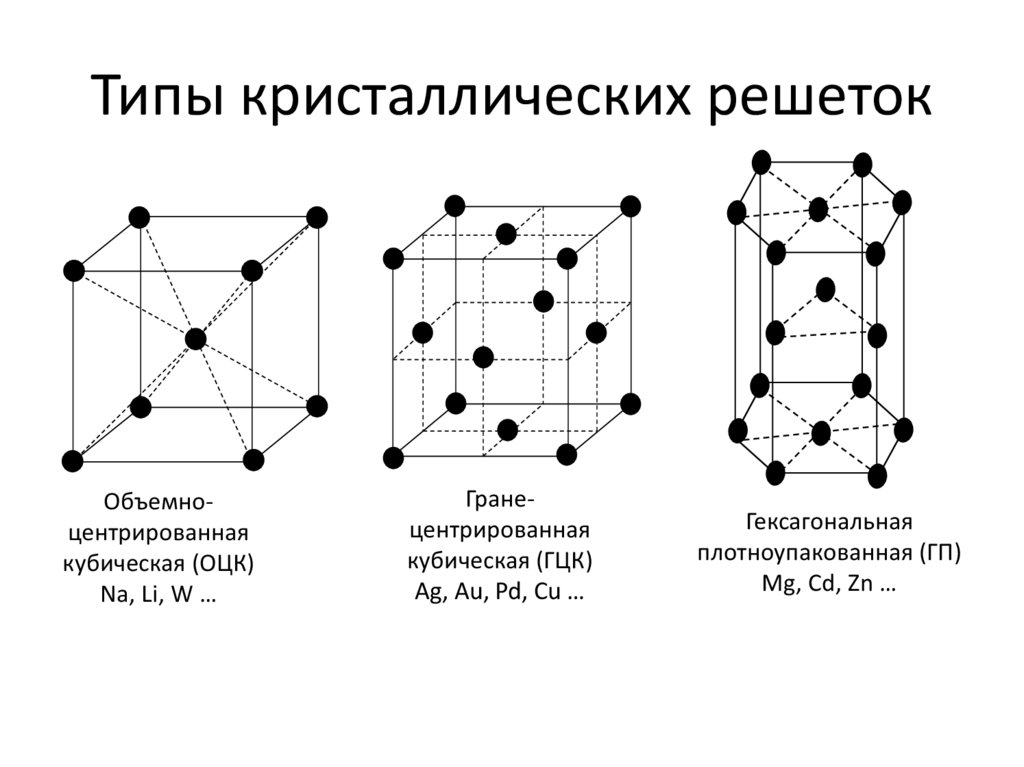
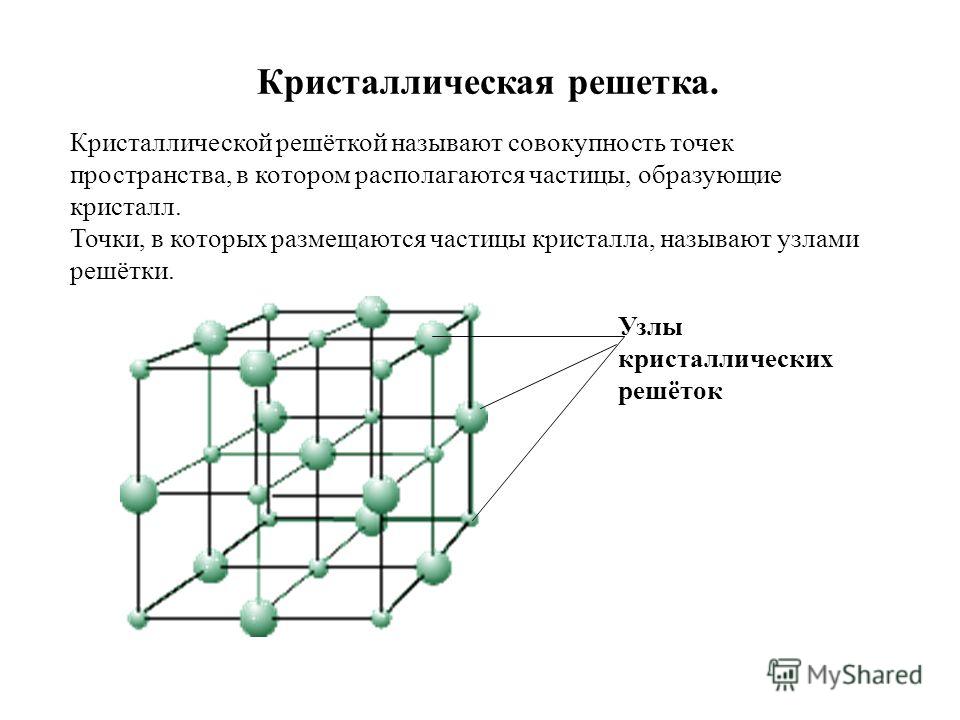
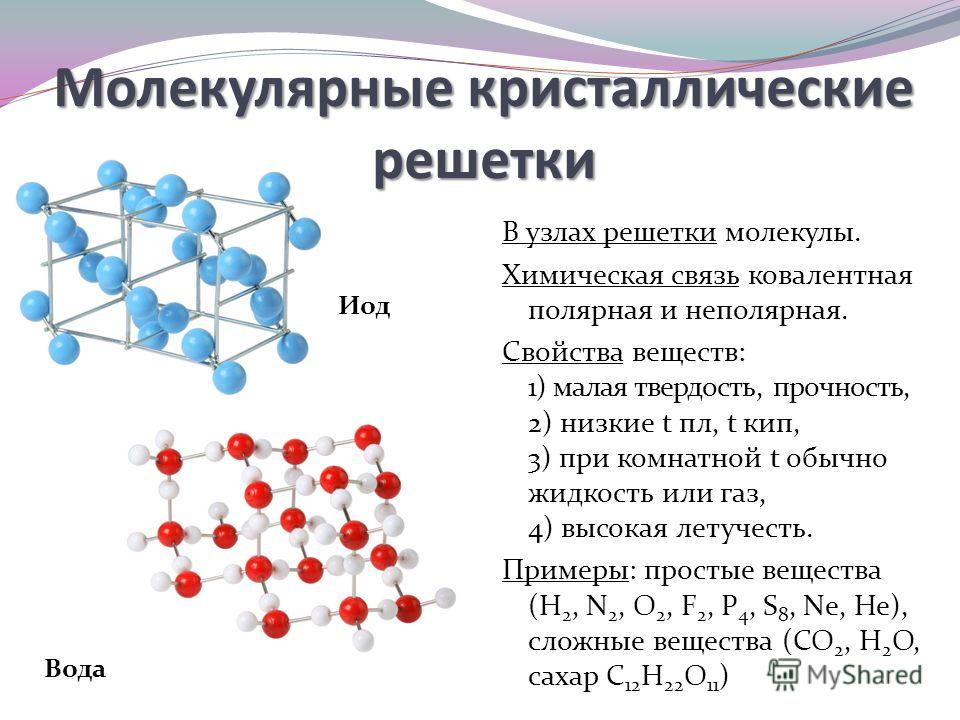 2).
2). Расплавленные металлы имеют низкую вязкость, и одинаковые (по существу, сферические) атомы могут очень легко упаковываться в кристалл. Однако стеклообразные металлы можно получить путем быстрого охлаждения сплавов, особенно если составляющие их атомы имеют разные размеры. Различные атомы не могут упаковаться в простую элементарную ячейку, что иногда делает кристаллизацию достаточно медленной для образования стекла.
Расплавленные металлы имеют низкую вязкость, и одинаковые (по существу, сферические) атомы могут очень легко упаковываться в кристалл. Однако стеклообразные металлы можно получить путем быстрого охлаждения сплавов, особенно если составляющие их атомы имеют разные размеры. Различные атомы не могут упаковаться в простую элементарную ячейку, что иногда делает кристаллизацию достаточно медленной для образования стекла.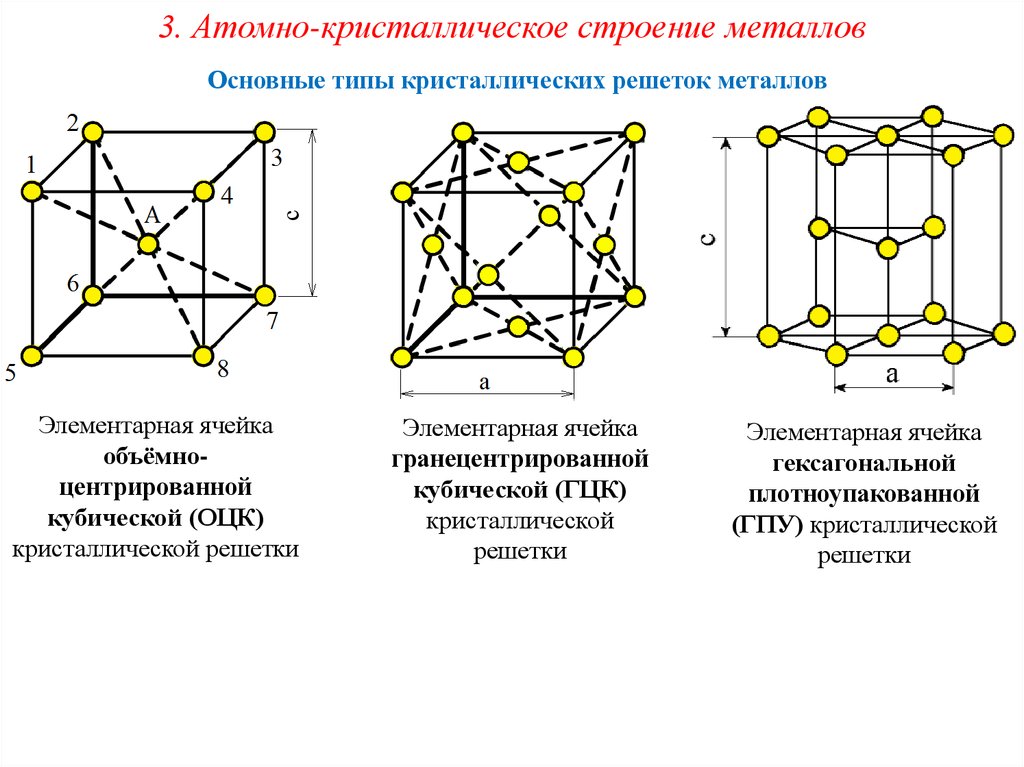 Во всех трех структурах координационное число атомов металла (т. е. число эквидистантных ближайших соседей) достаточно велико: 8 для ОЦК и 12 для ГПУ и ГПУ. Мы можем сравнить это с низкими координационными числами (то есть с низкими валентностями — например, 2 для O, 3 для N или 4 для C), обнаруженными у неметаллов. В ОЦК структуре ближайшие соседи находятся в углах куба, окружающего атом металла в центре. В ГПУ- и ПЦП-структурах атомы упаковываются подобно сложенным друг на друга пушечным ядрам или бильярдным шарам в слоях с шестикоординатным расположением. У каждого атома также есть еще шесть ближайших соседей из слоев выше и ниже. Последовательность укладки ABCABC… в решетке ccp и ABAB… в hcp. В обоих случаях можно показать, что сферы заполняют 74% объема решетки. Это наибольшая объемная доля, которой можно заполнить решетку из равных сфер.
Во всех трех структурах координационное число атомов металла (т. е. число эквидистантных ближайших соседей) достаточно велико: 8 для ОЦК и 12 для ГПУ и ГПУ. Мы можем сравнить это с низкими координационными числами (то есть с низкими валентностями — например, 2 для O, 3 для N или 4 для C), обнаруженными у неметаллов. В ОЦК структуре ближайшие соседи находятся в углах куба, окружающего атом металла в центре. В ГПУ- и ПЦП-структурах атомы упаковываются подобно сложенным друг на друга пушечным ядрам или бильярдным шарам в слоях с шестикоординатным расположением. У каждого атома также есть еще шесть ближайших соседей из слоев выше и ниже. Последовательность укладки ABCABC… в решетке ccp и ABAB… в hcp. В обоих случаях можно показать, что сферы заполняют 74% объема решетки. Это наибольшая объемная доля, которой можно заполнить решетку из равных сфер. Простая квадратная упаковка (выше), на которой основана простая кубическая структура, неэффективна и поэтому редко встречается среди металлических кристаллических структур. Структуры, ориентированные на тело или лицо, заполняют пространство более эффективно и чаще.
Простая квадратная упаковка (выше), на которой основана простая кубическая структура, неэффективна и поэтому редко встречается среди металлических кристаллических структур. Структуры, ориентированные на тело или лицо, заполняют пространство более эффективно и чаще. В алмазе есть четыре ближайших соседа, расположенных в вершинах тетраэдра, и поэтому с каждым из них связана одинарная связь.
В алмазе есть четыре ближайших соседа, расположенных в вершинах тетраэдра, и поэтому с каждым из них связана одинарная связь.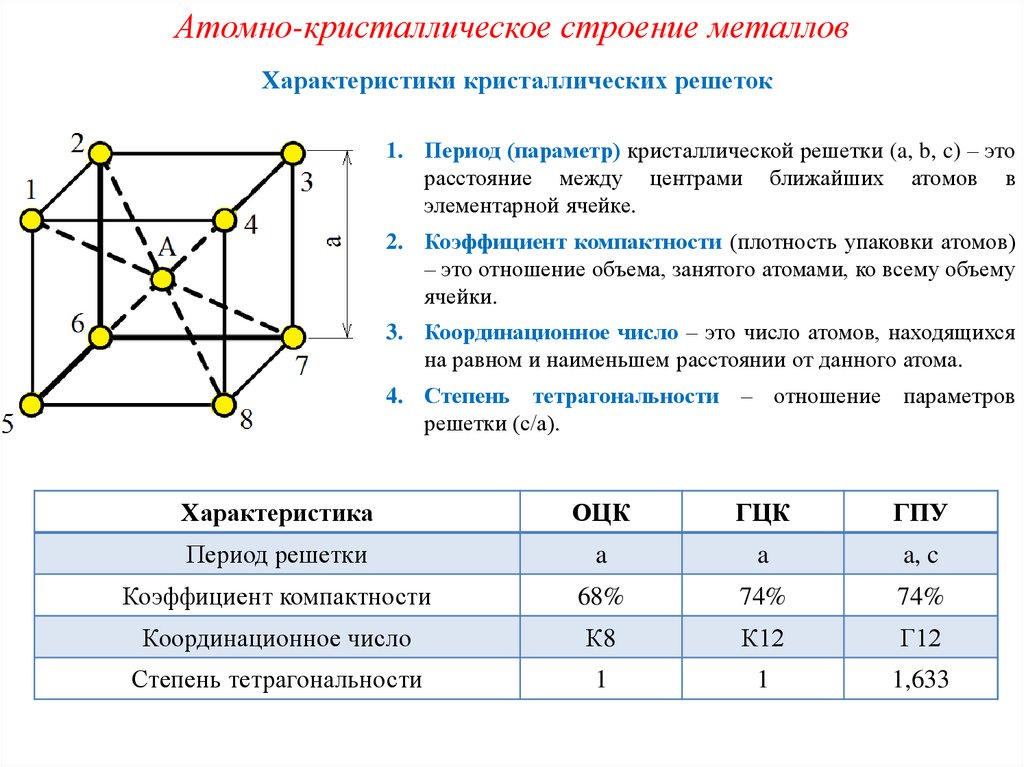 Обратите внимание на изменения координационного числа и проводящих свойств:
Обратите внимание на изменения координационного числа и проводящих свойств: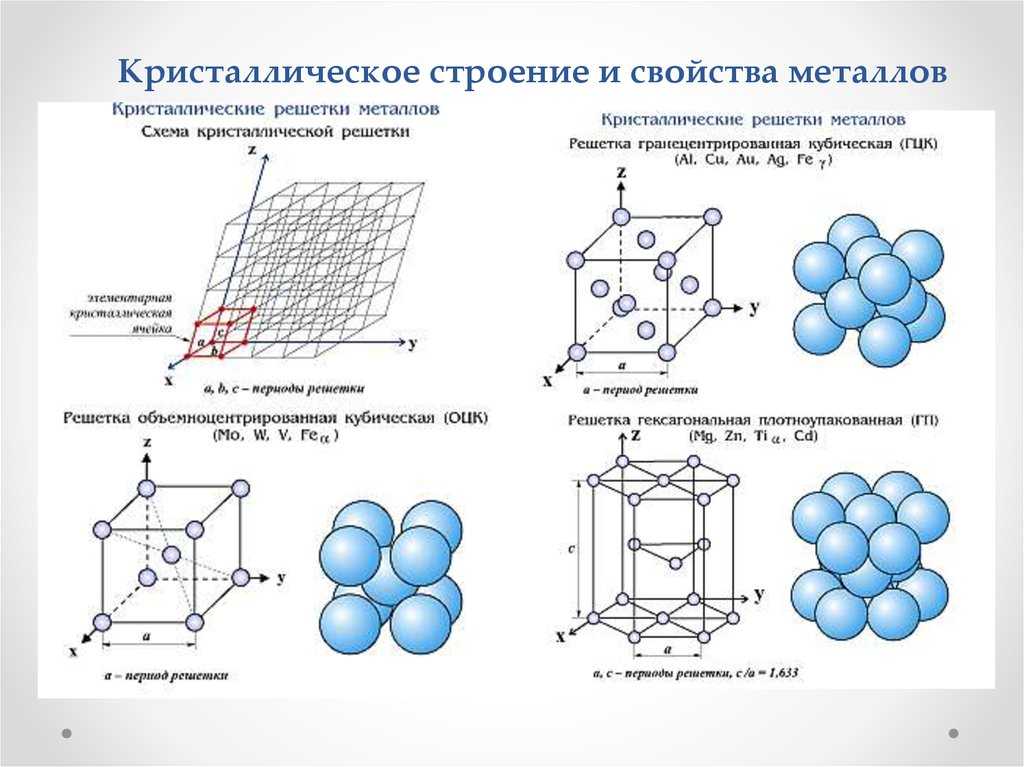 no.»> 4, 8
no.»> 4, 8 Другой способ описать связь в металлах — ненаправленная. То есть ближайшие соседи атома окружают его во всех направлениях, а не в нескольких конкретных направлениях (как в углах тетраэдра, как мы обнаружили для алмаза). С другой стороны, неметаллы (изоляторы и полупроводники) имеют направленную связь. Поскольку связь является ненаправленной, а координационные числа высоки, относительно легко деформировать координационную сферу (т. Е. Разорвать или растянуть связи), чем в случае неметалла. Вот почему такие элементы, как Pb, гораздо более пластичны, чем C, Si или Ge.
Другой способ описать связь в металлах — ненаправленная. То есть ближайшие соседи атома окружают его во всех направлениях, а не в нескольких конкретных направлениях (как в углах тетраэдра, как мы обнаружили для алмаза). С другой стороны, неметаллы (изоляторы и полупроводники) имеют направленную связь. Поскольку связь является ненаправленной, а координационные числа высоки, относительно легко деформировать координационную сферу (т. Е. Разорвать или растянуть связи), чем в случае неметалла. Вот почему такие элементы, как Pb, гораздо более пластичны, чем C, Si или Ge.
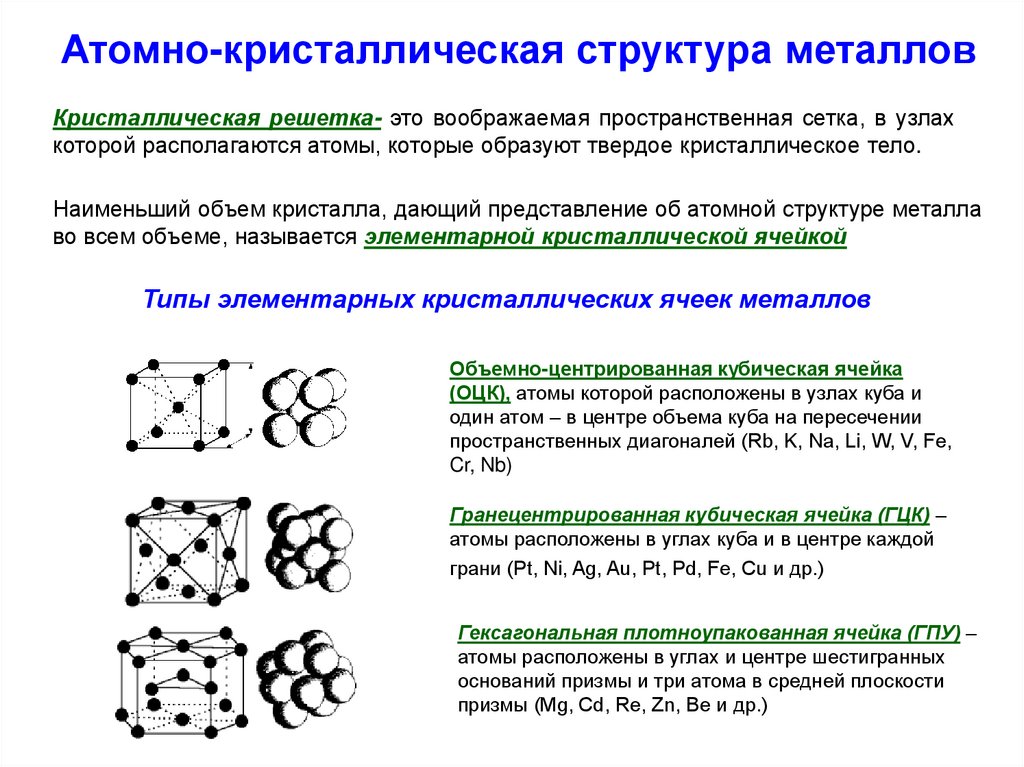 Это означает, что атомы металлов расположены в трехмерном порядке, который повторяется на больших участках металла. В группе кристаллической структуры есть ряд подгрупп, которые организуют форму этих кристаллических структур. Три наиболее распространенные кристаллические структуры в металле: гранецентрированная кубическая, объемноцентрированная кубическая и гексагональная плотноупакованная.
Это означает, что атомы металлов расположены в трехмерном порядке, который повторяется на больших участках металла. В группе кристаллической структуры есть ряд подгрупп, которые организуют форму этих кристаллических структур. Три наиболее распространенные кристаллические структуры в металле: гранецентрированная кубическая, объемноцентрированная кубическая и гексагональная плотноупакованная.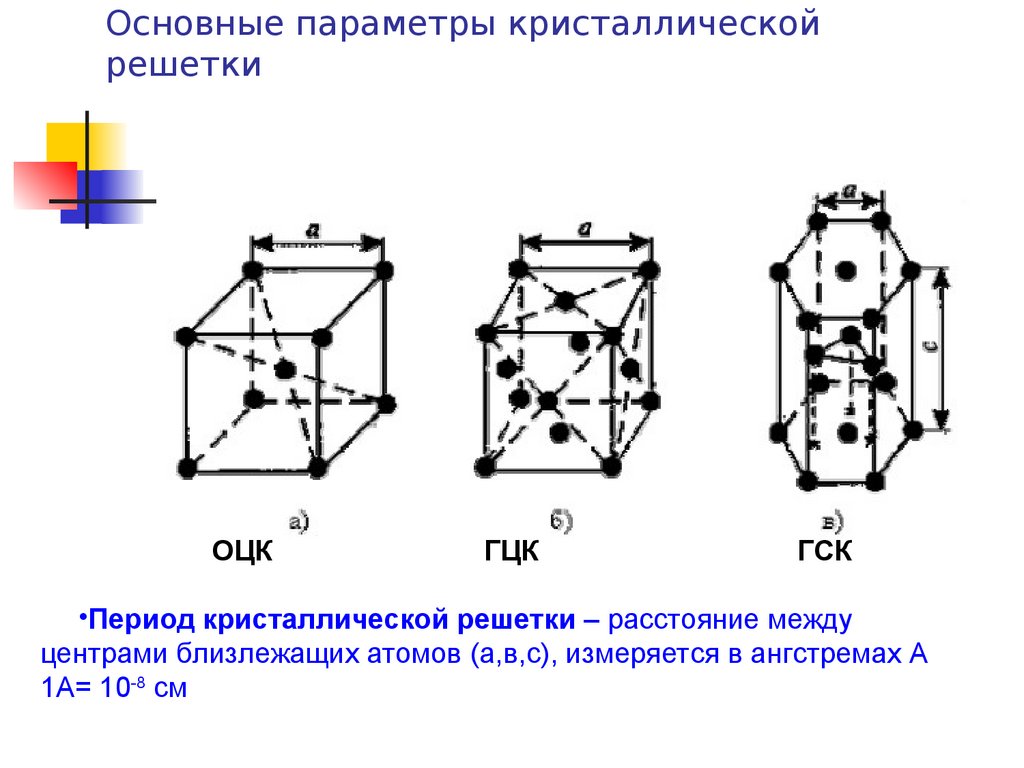
 Как и кристаллическая структура FCC, кристаллическая структура BCC получила свое название из-за своей формы. Кристаллическая структура ОЦК имеет форму куба с восемью атомами, распределенными по восьми углам, подобно кристаллической структуре ГЦК. Отличие кристаллической структуры ОЦК состоит в том, что вместо того, чтобы иметь атом на каждой из шести граней, она имеет только один атом внутри куба. Этот атом находится в центре тела куба, что является причиной названия объемно-центрированного куба.
Как и кристаллическая структура FCC, кристаллическая структура BCC получила свое название из-за своей формы. Кристаллическая структура ОЦК имеет форму куба с восемью атомами, распределенными по восьми углам, подобно кристаллической структуре ГЦК. Отличие кристаллической структуры ОЦК состоит в том, что вместо того, чтобы иметь атом на каждой из шести граней, она имеет только один атом внутри куба. Этот атом находится в центре тела куба, что является причиной названия объемно-центрированного куба.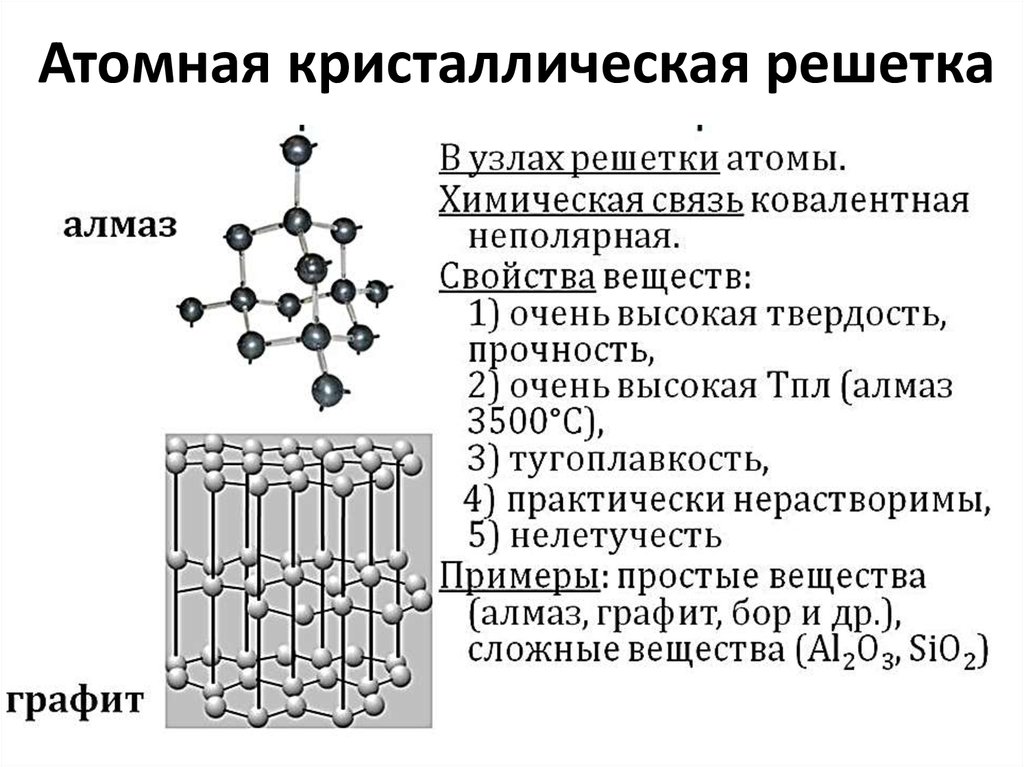
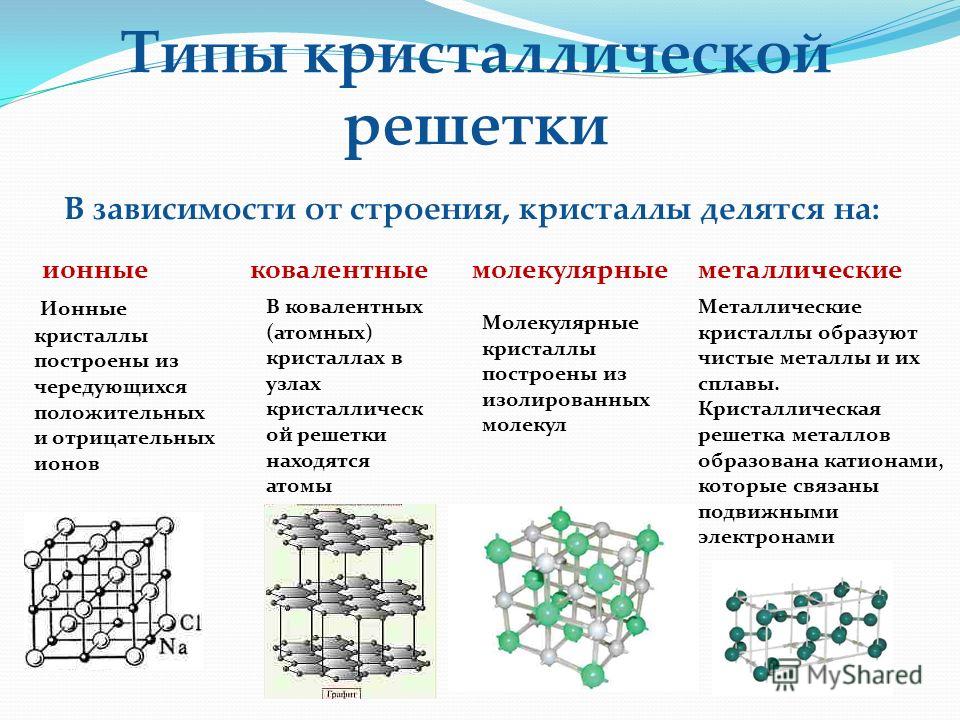
 Используйте максимально возможные значения числа оборотов в рамках указанных диапазонов. Слишкое низкое число оборотов приводит к биениям, сколам зубьев и преждевременному износу инструмента! Снижайте число оборотов только при больших углах охвата борфрез, а также при обработке материалов с плохой теплопроводностью.
Используйте максимально возможные значения числа оборотов в рамках указанных диапазонов. Слишкое низкое число оборотов приводит к биениям, сколам зубьев и преждевременному износу инструмента! Снижайте число оборотов только при больших углах охвата борфрез, а также при обработке материалов с плохой теплопроводностью.




 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.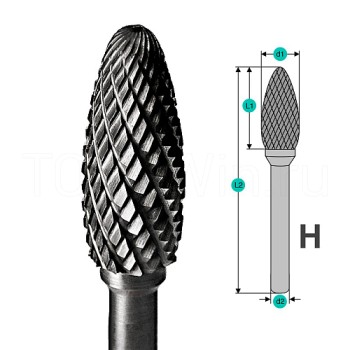
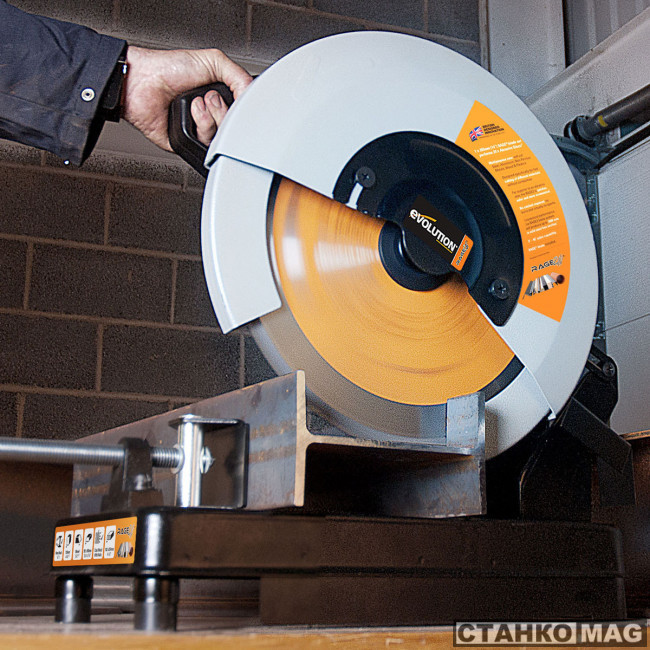 документ опубликован в четверг.
документ опубликован в четверг. НОВОСТИ НАУКИ
НОВОСТИ НАУКИ
 Он также предотвращает ржавчину и обеспечивает длительную защиту от коррозии и атмосферных воздействий, и это лишь некоторые из его преимуществ. После подготовки и грунтовки окрашенная поверхность может сиять как новая, если подобрать правильную краску для металла. Это не только выглядит эстетично, но и защищает металл под ним.
Он также предотвращает ржавчину и обеспечивает длительную защиту от коррозии и атмосферных воздействий, и это лишь некоторые из его преимуществ. После подготовки и грунтовки окрашенная поверхность может сиять как новая, если подобрать правильную краску для металла. Это не только выглядит эстетично, но и защищает металл под ним.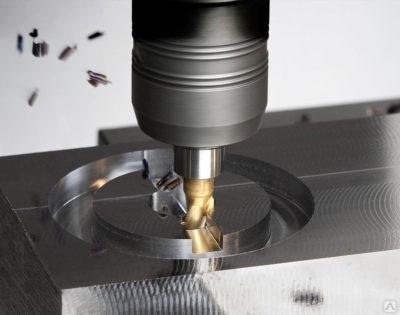 При работе на масляной основе грунтовка не требуется, хотя она сделает поверхность более гладкой. Масляные краски, как правило, дороже. Масляные краски изготавливаются либо из растительного масла, либо из пигментов в сочетании с растворителем. Растворитель имеет тенденцию создавать сильный запах, поэтому важно хорошо проветривать помещение при использовании масляной краски.
При работе на масляной основе грунтовка не требуется, хотя она сделает поверхность более гладкой. Масляные краски, как правило, дороже. Масляные краски изготавливаются либо из растительного масла, либо из пигментов в сочетании с растворителем. Растворитель имеет тенденцию создавать сильный запах, поэтому важно хорошо проветривать помещение при использовании масляной краски. Она, как правило, имеет менее глянцевый вид, чем акриловая краска, и имеет большее разнообразие вариантов. Для тех, кто заботится об окружающей среде, краски на водной основе более экологичны.
Она, как правило, имеет менее глянцевый вид, чем акриловая краска, и имеет большее разнообразие вариантов. Для тех, кто заботится об окружающей среде, краски на водной основе более экологичны.

 Хороший глянец. Хорошо полирует. Легко ремонтируется, почти незаметен на состарившейся краске».
Хороший глянец. Хорошо полирует. Легко ремонтируется, почти незаметен на состарившейся краске». «Я хотел, чтобы они выглядели естественной ржавчиной, поэтому я не хотел их красить. Я стряхнул рыхлую ржавчину, а затем нанес ее тремя легкими слоями. Работает и выглядит отлично, на штанах нет ржавчины. Есть легкий блеск. У меня они сидят снаружи среди элементов».
«Я хотел, чтобы они выглядели естественной ржавчиной, поэтому я не хотел их красить. Я стряхнул рыхлую ржавчину, а затем нанес ее тремя легкими слоями. Работает и выглядит отлично, на штанах нет ржавчины. Есть легкий блеск. У меня они сидят снаружи среди элементов». Он также имеет отчетливую форму распыления, которая обеспечивает более широкую и гладкую поверхность.
Он также имеет отчетливую форму распыления, которая обеспечивает более широкую и гладкую поверхность. В этом заключается преимущество многоцелевой краски, такой как латексная краска Rust-Oleum Painter’s Touch . Он работает на различных поверхностях, включая металлические поверхности, деревянные поверхности, кирпичную кладку и даже неглазурованную керамику. Он ложится гладко и устойчив к сколам или выцветанию. Краска высыхает на ощупь примерно через 30 минут.
В этом заключается преимущество многоцелевой краски, такой как латексная краска Rust-Oleum Painter’s Touch . Он работает на различных поверхностях, включая металлические поверхности, деревянные поверхности, кирпичную кладку и даже неглазурованную керамику. Он ложится гладко и устойчив к сколам или выцветанию. Краска высыхает на ощупь примерно через 30 минут. Лучшая промышленная краска для металла — Rust-Oleum Professional
Лучшая промышленная краска для металла — Rust-Oleum Professional Лучшая акриловая краска для металла — BEHR PREMIUM Direct To Metal
Лучшая акриловая краска для металла — BEHR PREMIUM Direct To Metal Лучшая краска для наружных работ по металлу — Valspar Anti-Rust Armor
Лучшая краска для наружных работ по металлу — Valspar Anti-Rust Armor Лучшая термостойкая краска для металла — высокотемпературная аэрозольная краска Rust-Oleum
Лучшая термостойкая краска для металла — высокотемпературная аэрозольная краска Rust-Oleum Отличный продукт!»
Отличный продукт!» На этот раз это был просто штрих, чтобы покрыть несколько поцарапанных участков и заменить глянцевый вид. Стеллаж остается снаружи в течение всего года под прямыми солнечными лучами и при полном зимнем воздействии. Большая высота с высоким уровнем ультрафиолетового излучения в течение всего года. Эта краска долговечна»
На этот раз это был просто штрих, чтобы покрыть несколько поцарапанных участков и заменить глянцевый вид. Стеллаж остается снаружи в течение всего года под прямыми солнечными лучами и при полном зимнем воздействии. Большая высота с высоким уровнем ультрафиолетового излучения в течение всего года. Эта краска долговечна»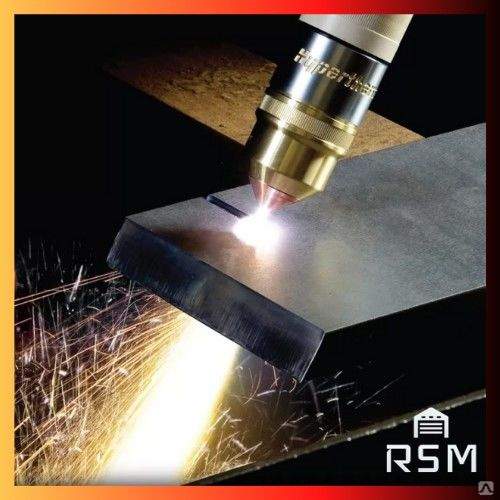 Эта масляная краска помогает скрыть недостатки, защищая от ржавчины. Он блокирует влагу и высыхает примерно за 30 минут, придавая красивый глянцевый блеск.
Эта масляная краска помогает скрыть недостатки, защищая от ржавчины. Он блокирует влагу и высыхает примерно за 30 минут, придавая красивый глянцевый блеск. Продукты в нашем списке могут справиться с любым проектом, от каркасов кроватей до оконных рам.
Продукты в нашем списке могут справиться с любым проектом, от каркасов кроватей до оконных рам.
 Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.
Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.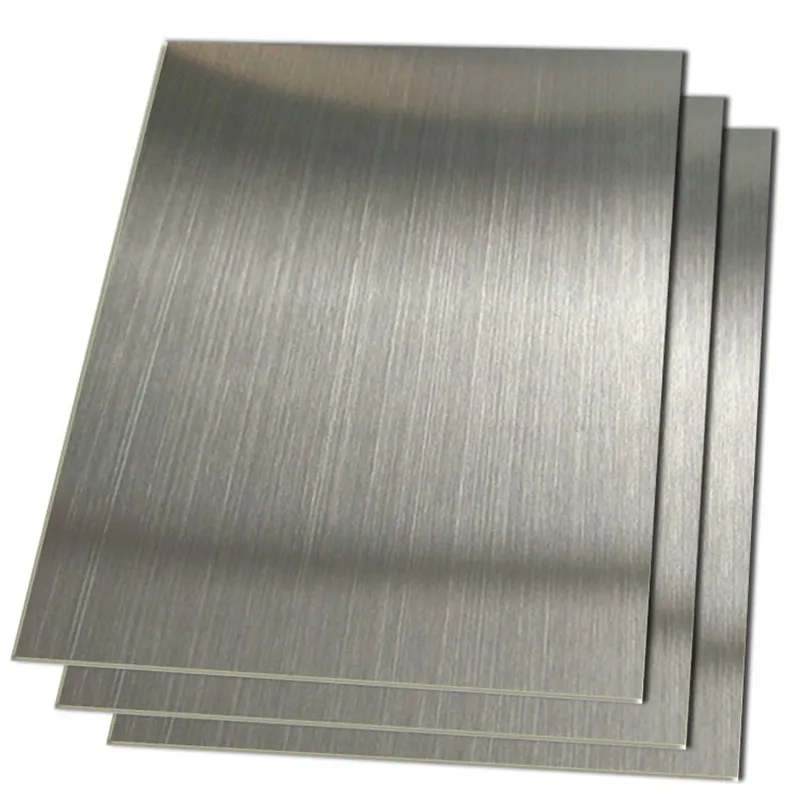
 Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения.
Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения.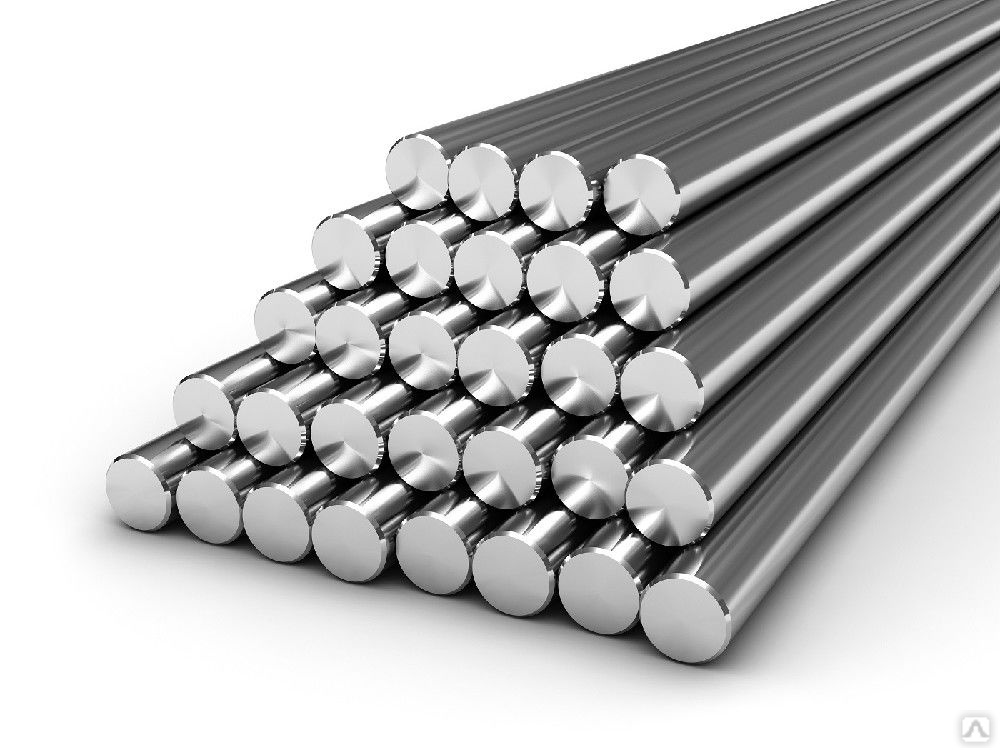 Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д.
Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д. Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный?
Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный? Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
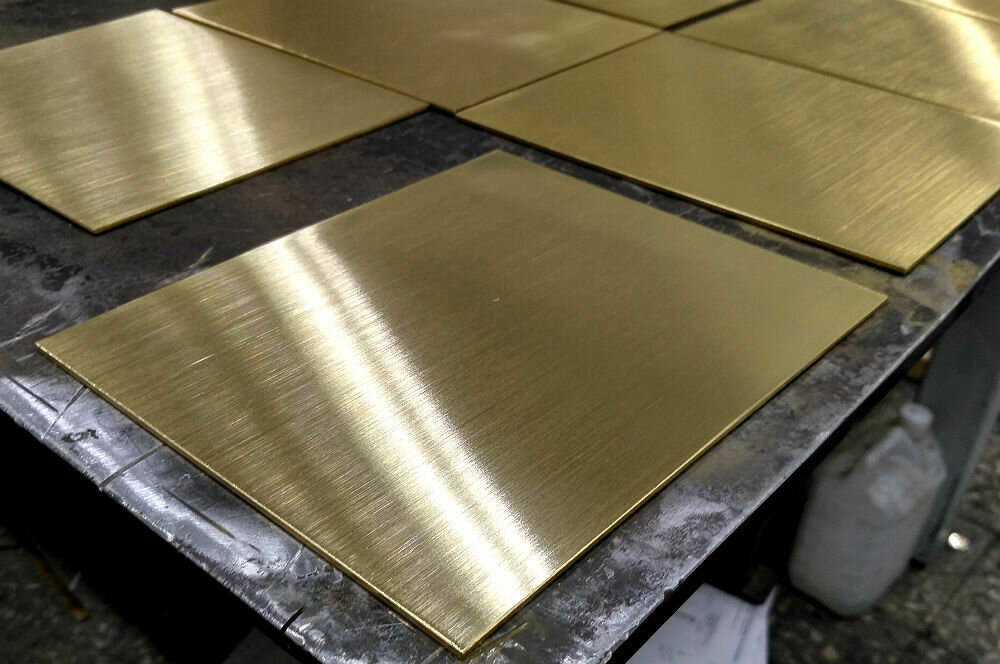
 Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды.
Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды. ) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей.
) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей. Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида.
Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида. Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting.
Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting. Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий».
Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий». Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности.
Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности. Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
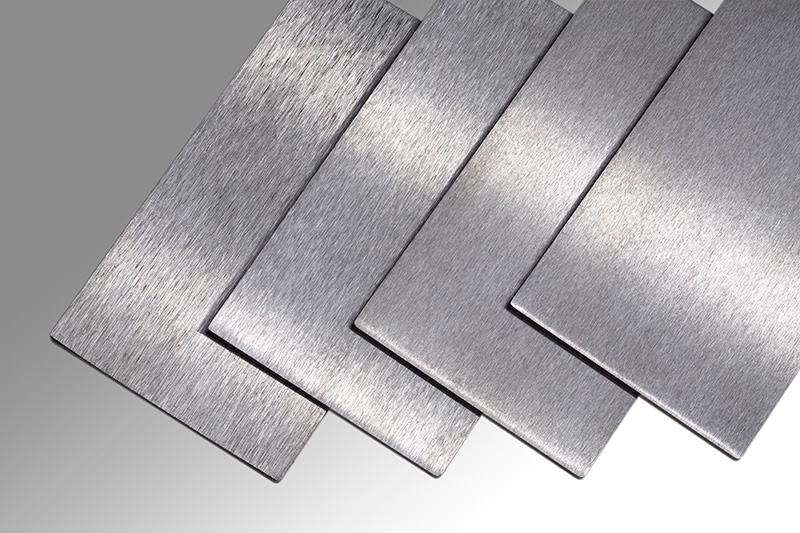 Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.
Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.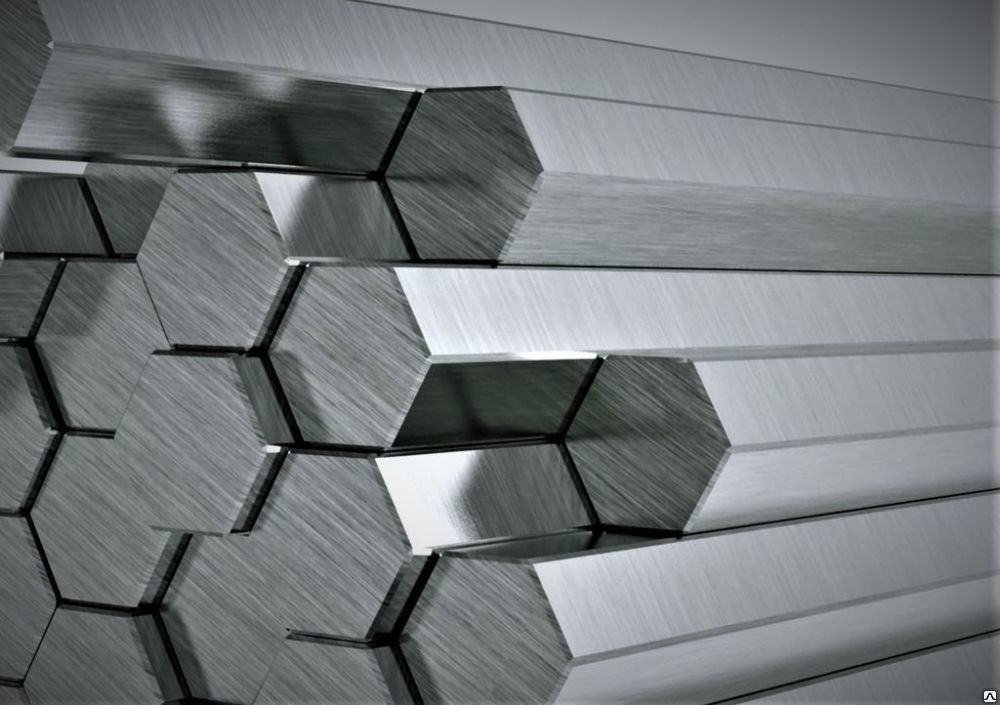
 №
№

 Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.
Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.
 Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
 Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.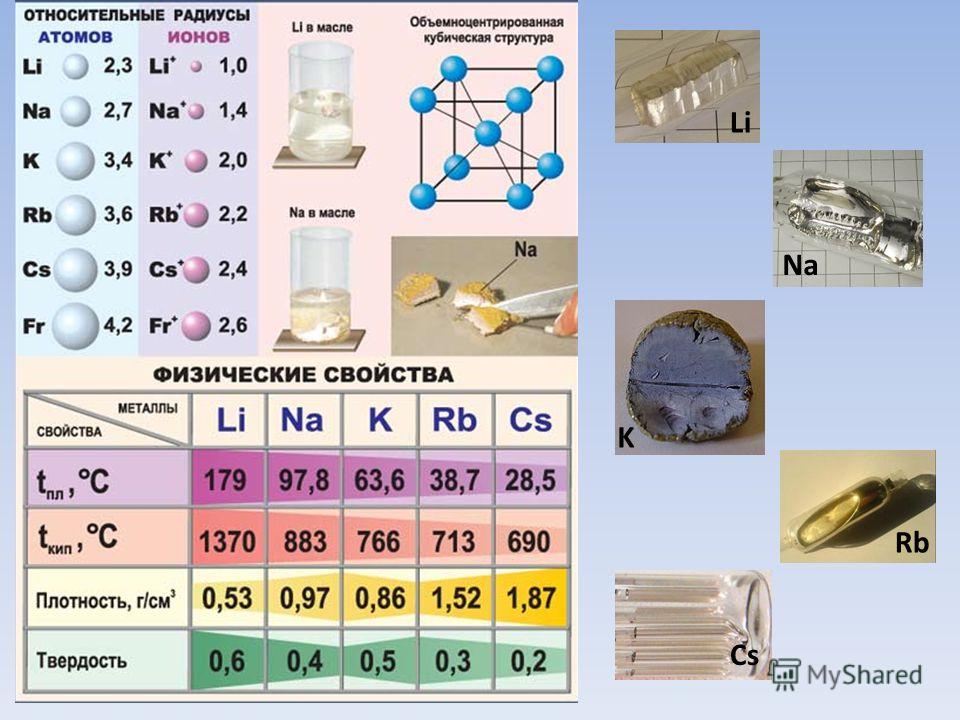

 В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
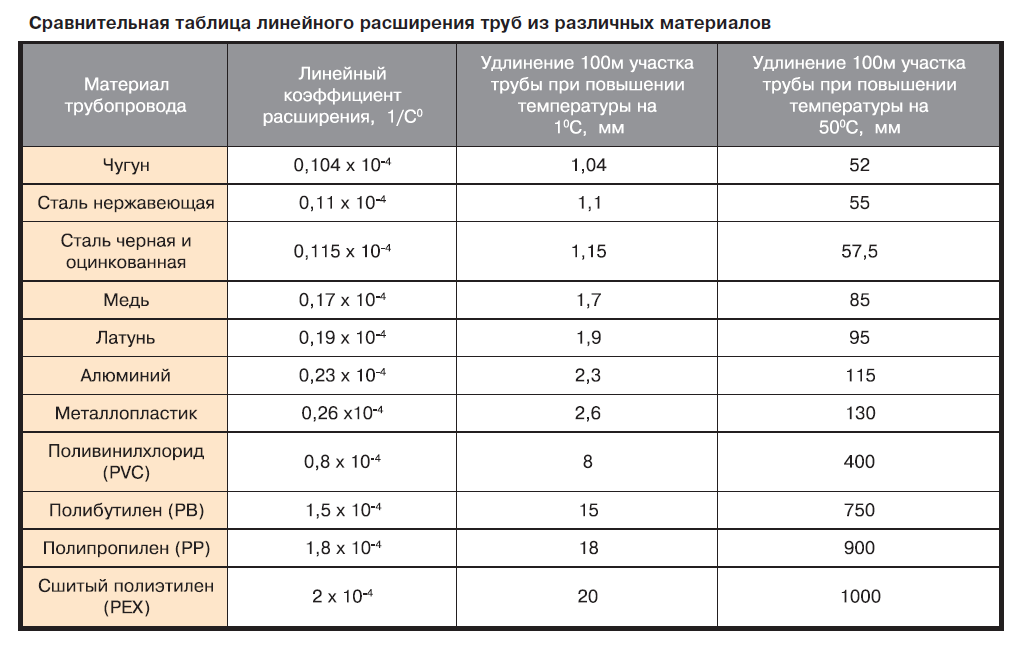 Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.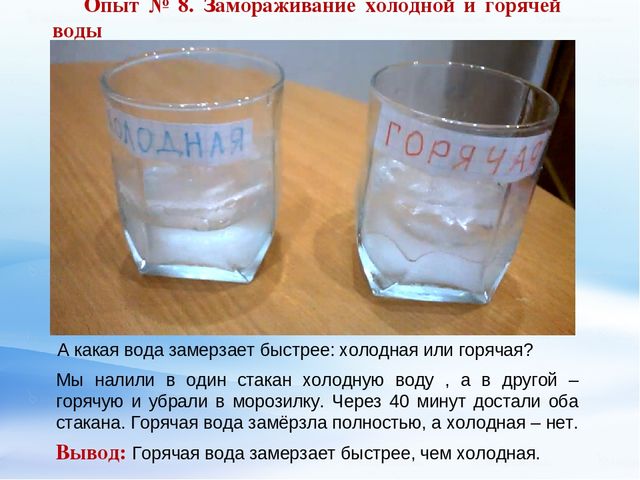
 Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.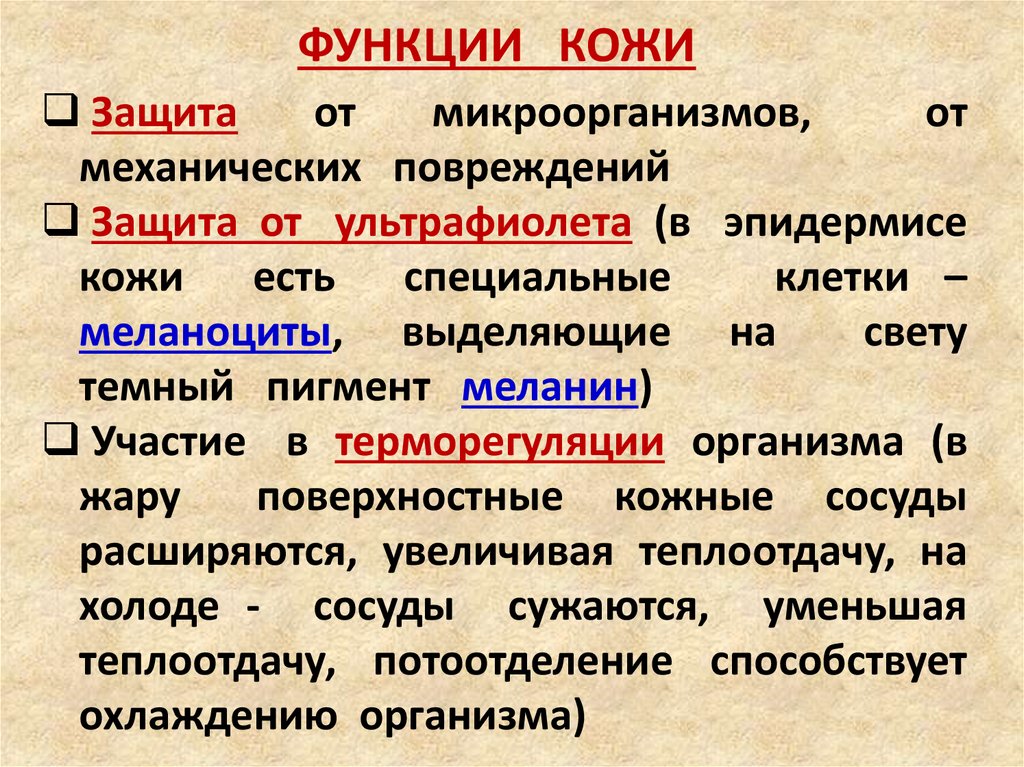 Недогрев может появляться при плохом тепловом режиме.
Недогрев может появляться при плохом тепловом режиме. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
 Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.

 Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
 Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается. На следующем изображении показано, как молекулы металла движутся при нагревании.
На следующем изображении показано, как молекулы металла движутся при нагревании. Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
 Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину. Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов. 
 Как вы думаете, почему это произошло?
Как вы думаете, почему это произошло?

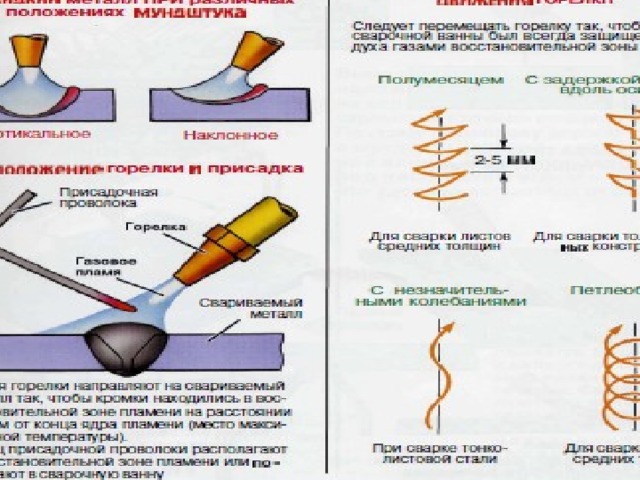
 youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»> 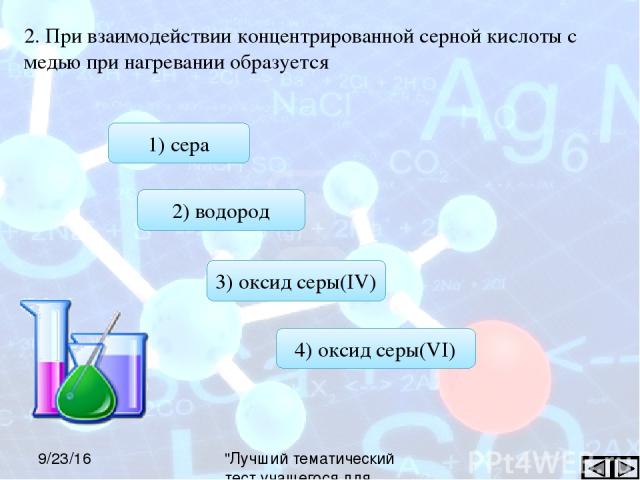 Поэтому он не ломается при нагревании.
Поэтому он не ломается при нагревании.
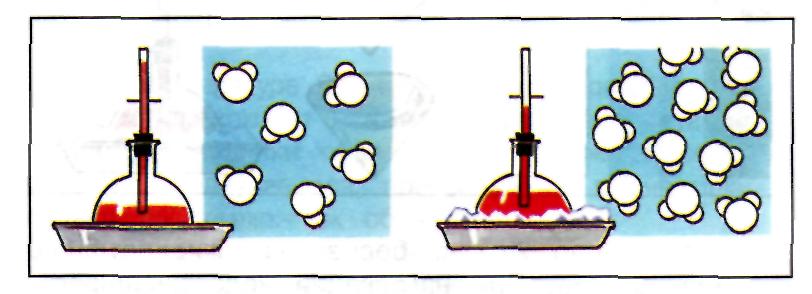

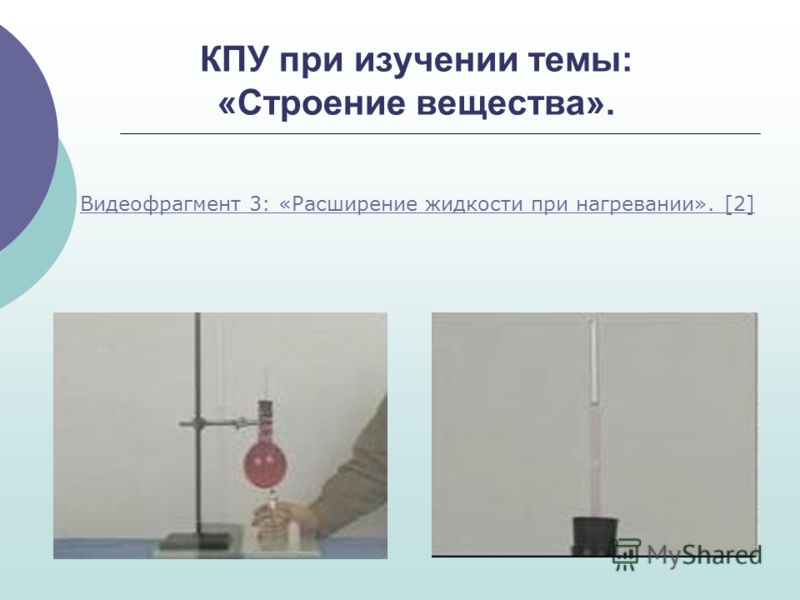

 Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
 Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.
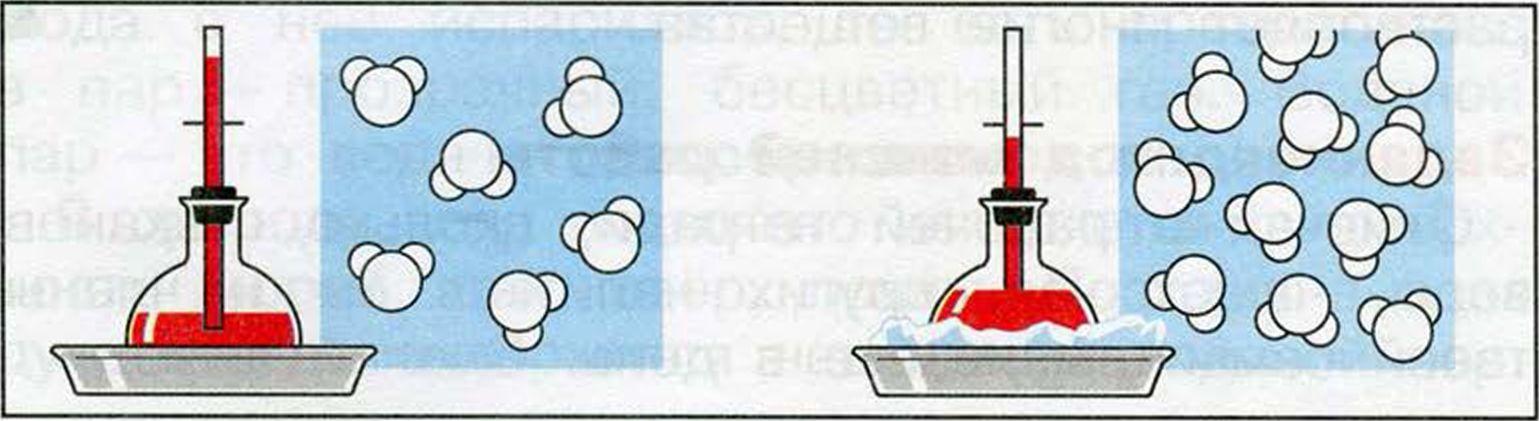 Часто задаваемые вопросы
Часто задаваемые вопросы Это руководство поможет.
Это руководство поможет.




 На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения.
На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения. С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).
С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).  Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
 Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена.
Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена.

 Вы можете приобрести эти детали по отдельности или приобрести полный комплект для портала. Я решил купить свой портал у Precision Plasma.
Вы можете приобрести эти детали по отдельности или приобрести полный комплект для портала. Я решил купить свой портал у Precision Plasma.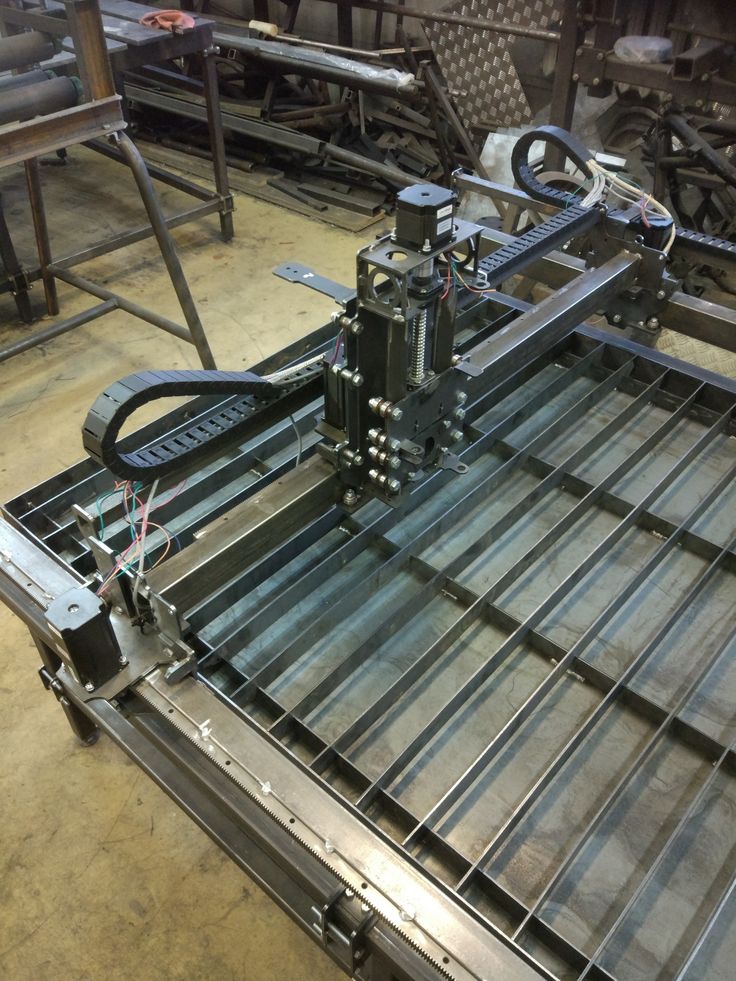
 Набор холоднокатаных плоских прутков шириной 3 дюйма и толщиной 3/8 дюйма служат направляющими для портала. Холоднокатаные материалы сохраняют более высокие допуски на размеры, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы. Холоднокатаные материалы имеют более высокие допуски по размерам, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы.
Набор холоднокатаных плоских прутков шириной 3 дюйма и толщиной 3/8 дюйма служат направляющими для портала. Холоднокатаные материалы сохраняют более высокие допуски на размеры, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы. Холоднокатаные материалы имеют более высокие допуски по размерам, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы.
 Некоторые монтируют свои компьютеры прямо на базу ЧПУ. Я решил сделать систему управления отдельным узлом. Мой компьютер находится под столом. Впоследствии я добавил лист металла вокруг стола, чтобы защитить компьютер от пыли.
Некоторые монтируют свои компьютеры прямо на базу ЧПУ. Я решил сделать систему управления отдельным узлом. Мой компьютер находится под столом. Впоследствии я добавил лист металла вокруг стола, чтобы защитить компьютер от пыли. С правильными вентиляторами и достаточным потоком воздуха этот метод работает очень хорошо. Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.
С правильными вентиляторами и достаточным потоком воздуха этот метод работает очень хорошо. Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов. Мои вентиляторы выдувают всю пыль и дым за пределы моей мастерской.
Мои вентиляторы выдувают всю пыль и дым за пределы моей мастерской.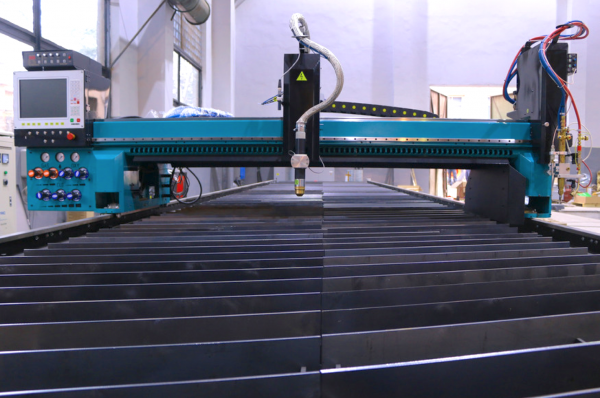


 С пилотной дугой она будет генерировать плазменную дугу малой мощности в воздухе, что позволит сократить расходы.
С пилотной дугой она будет генерировать плазменную дугу малой мощности в воздухе, что позволит сократить расходы.
 Чтобы реализовать автоматическую резку, стол для плазменной резки с ЧПУ должен иметь возможность непрерывной подачи и автоматической подачи, а резак должен иметь возможность перемещаться отдельно или в комбинации в горизонтальном и вертикальном направлениях для формирования требуемой кривой резки. Различные функциональные части станка должны иметь возможность тесно взаимодействовать и координироваться для достижения точной непрерывной резки. В то же время различные технические параметры можно гибко регулировать и оптимизировать для удовлетворения требований резки различных металлов.
Чтобы реализовать автоматическую резку, стол для плазменной резки с ЧПУ должен иметь возможность непрерывной подачи и автоматической подачи, а резак должен иметь возможность перемещаться отдельно или в комбинации в горизонтальном и вертикальном направлениях для формирования требуемой кривой резки. Различные функциональные части станка должны иметь возможность тесно взаимодействовать и координироваться для достижения точной непрерывной резки. В то же время различные технические параметры можно гибко регулировать и оптимизировать для удовлетворения требований резки различных металлов. Это превращает газ в плазму, и он быстро пробивает металл, чтобы разрезать его широкополосным способом. Газовый резак работает, добавляя в пламя поток кислорода, который окисляет металл и превращает его в шлак. Плазменный резак перемещается по траектории инструмента с контролем высоты, управляемым компьютером. Термин «ЧПУ» означает «Числовое компьютерное управление», что подразумевает, что компьютер используется для управления движением, поддерживаемым G-кодом в программе. По сравнению с ручными плазменными резаками плазменные резаки с ЧПУ реализуют автоматическую обработку по осям X, Y и Z.
Это превращает газ в плазму, и он быстро пробивает металл, чтобы разрезать его широкополосным способом. Газовый резак работает, добавляя в пламя поток кислорода, который окисляет металл и превращает его в шлак. Плазменный резак перемещается по траектории инструмента с контролем высоты, управляемым компьютером. Термин «ЧПУ» означает «Числовое компьютерное управление», что подразумевает, что компьютер используется для управления движением, поддерживаемым G-кодом в программе. По сравнению с ручными плазменными резаками плазменные резаки с ЧПУ реализуют автоматическую обработку по осям X, Y и Z. Они используются в хобби, домашнем магазине, домашнем бизнесе, небольшом магазине, малом бизнесе, школьном образовании и промышленном производстве.
Они используются в хобби, домашнем магазине, домашнем бизнесе, небольшом магазине, малом бизнесе, школьном образовании и промышленном производстве. Однако из-за ограничений консольной конструкции напряженные условия плохие, поперечная деформация склонна к возникновению, поперечная ширина резки ограничена, а жесткость при высокоскоростной резке низкая.
Однако из-за ограничений консольной конструкции напряженные условия плохие, поперечная деформация склонна к возникновению, поперечная ширина резки ограничена, а жесткость при высокоскоростной резке низкая. Поэтому его можно использовать только в небольшом промежутке. Двусторонняя конструкция привода относительно сложна и требует высокоточного синхронного управления с обеих сторон, что может быть использовано для большего размаха и более стабильного движения.
Поэтому его можно использовать только в небольшом промежутке. Двусторонняя конструкция привода относительно сложна и требует высокоточного синхронного управления с обеих сторон, что может быть использовано для большего размаха и более стабильного движения.
 По сравнению с газовой резкой, плазменная резка имеет более широкий диапазон резки и более высокую эффективность. Система тонкой плазменной резки близка к качеству лазерной резки с точки зрения качества режущей поверхности материала, но стоимость намного ниже, чем у лазерной резки.
По сравнению с газовой резкой, плазменная резка имеет более широкий диапазон резки и более высокую эффективность. Система тонкой плазменной резки близка к качеству лазерной резки с точки зрения качества режущей поверхности материала, но стоимость намного ниже, чем у лазерной резки.
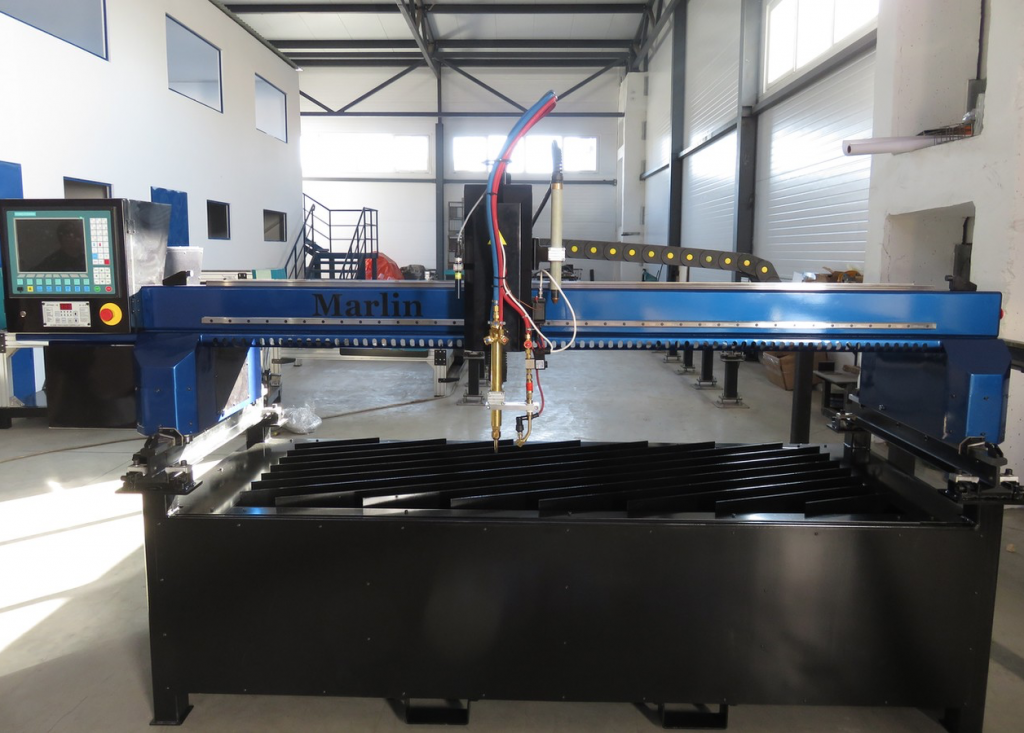 Если вы хотите купить дешевые комплекты плазменных столов с ЧПУ за границей, стоимость доставки, налогов и таможенного оформления должна быть включена в окончательную цену.
Если вы хотите купить дешевые комплекты плазменных столов с ЧПУ за границей, стоимость доставки, налогов и таможенного оформления должна быть включена в окончательную цену. 00 — $18,000.00
00 — $18,000.00 (Когда машина режет, переключатель «Выбор толщины резки» находится в верхнем положении).
(Когда машина режет, переключатель «Выбор толщины резки» находится в верхнем положении).
 И установите переключатели «вверх» и «вниз» на полуавтоматическом резаке в направлении резки.
И установите переключатели «вверх» и «вниз» на полуавтоматическом резаке в направлении резки. До требуемого радиуса и затяните, затем отрегулируйте расстояние от наконечника до сопла горелки в соответствии с длиной радиуса заготовки (необходимо учитывать ширину щели). После регулировки затяните центральные крепежные винты, чтобы предотвратить их ослабление, и ослабьте сепаратор, чтобы затянуть винты с накатанной головкой. В этот момент можно вырезать заготовку.
До требуемого радиуса и затяните, затем отрегулируйте расстояние от наконечника до сопла горелки в соответствии с длиной радиуса заготовки (необходимо учитывать ширину щели). После регулировки затяните центральные крепежные винты, чтобы предотвратить их ослабление, и ослабьте сепаратор, чтобы затянуть винты с накатанной головкой. В этот момент можно вырезать заготовку. Напряжение холостого хода обычно составляет 120-600 В, а напряжение столба дуги обычно составляет половину напряжения холостого хода. Увеличение напряжения на столбе дуги может значительно увеличить мощность дуги, тем самым повысив скорость резки и разрезая листовые металлы большей толщины. Напряжение столба дуги обычно не может быть достигнуто за счет увеличения внутреннего сжатия электрода и регулировки расхода газа, но напряжение столба дуги должно быть менее 65% от напряжения холостого хода, в противном случае это приведет к нестабильность дуги.
Напряжение холостого хода обычно составляет 120-600 В, а напряжение столба дуги обычно составляет половину напряжения холостого хода. Увеличение напряжения на столбе дуги может значительно увеличить мощность дуги, тем самым повысив скорость резки и разрезая листовые металлы большей толщины. Напряжение столба дуги обычно не может быть достигнуто за счет увеличения внутреннего сжатия электрода и регулировки расхода газа, но напряжение столба дуги должно быть менее 65% от напряжения холостого хода, в противном случае это приведет к нестабильность дуги.
 Слишком низкое рабочее давление воздуха.
Слишком низкое рабочее давление воздуха. Основные причины: неправильная регулировка входного воздуха, чрезмерная регулировка редукционного клапана воздушного фильтра или выход из строя редукционного клапана воздушного фильтра.
Основные причины: неправильная регулировка входного воздуха, чрезмерная регулировка редукционного клапана воздушного фильтра или выход из строя редукционного клапана воздушного фильтра.
 Конечно, вы можете выбрать контроллер ЧПУ Mach4 и контроллер ЧПУ FireControl, программное обеспечение Sheetcam CAM и программное обеспечение Autodesk Fusion 360 CAM.
Конечно, вы можете выбрать контроллер ЧПУ Mach4 и контроллер ЧПУ FireControl, программное обеспечение Sheetcam CAM и программное обеспечение Autodesk Fusion 360 CAM. Использование FastCAM может увеличить скорость раскладки стали и эффективно сэкономить сталь, повысить эффективность программирования, раскладки и резки, а также эффективно повысить эффективность производства резки.
Использование FastCAM может увеличить скорость раскладки стали и эффективно сэкономить сталь, повысить эффективность программирования, раскладки и резки, а также эффективно повысить эффективность производства резки. Он использует плазму для сплавления двух металлов. Путем увеличения разряда плазменной дуги система плазменной сварки может быть преобразована в систему плазменной резки.
Он использует плазму для сплавления двух металлов. Путем увеличения разряда плазменной дуги система плазменной сварки может быть преобразована в систему плазменной резки.
 Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми общенациональной поддержкой Lincoln Electric®.
Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми общенациональной поддержкой Lincoln Electric®.

 Таблицы Torchmate теперь представляют собой законченное решение из единого источника.
Таблицы Torchmate теперь представляют собой законченное решение из единого источника. Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas
Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas 
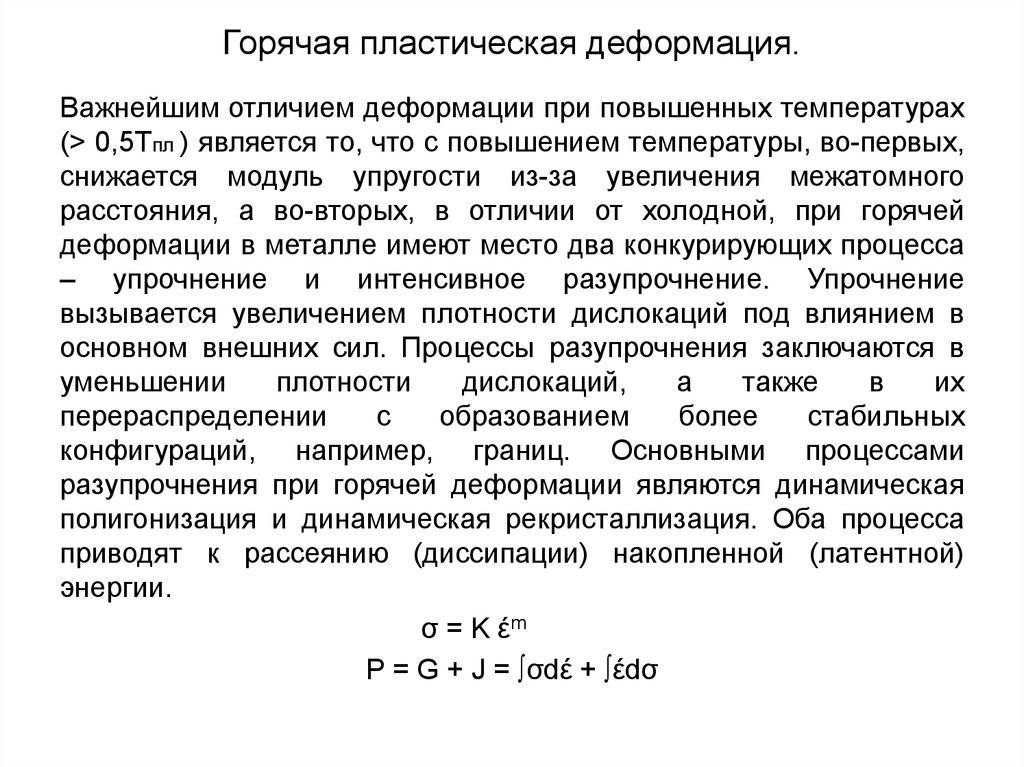
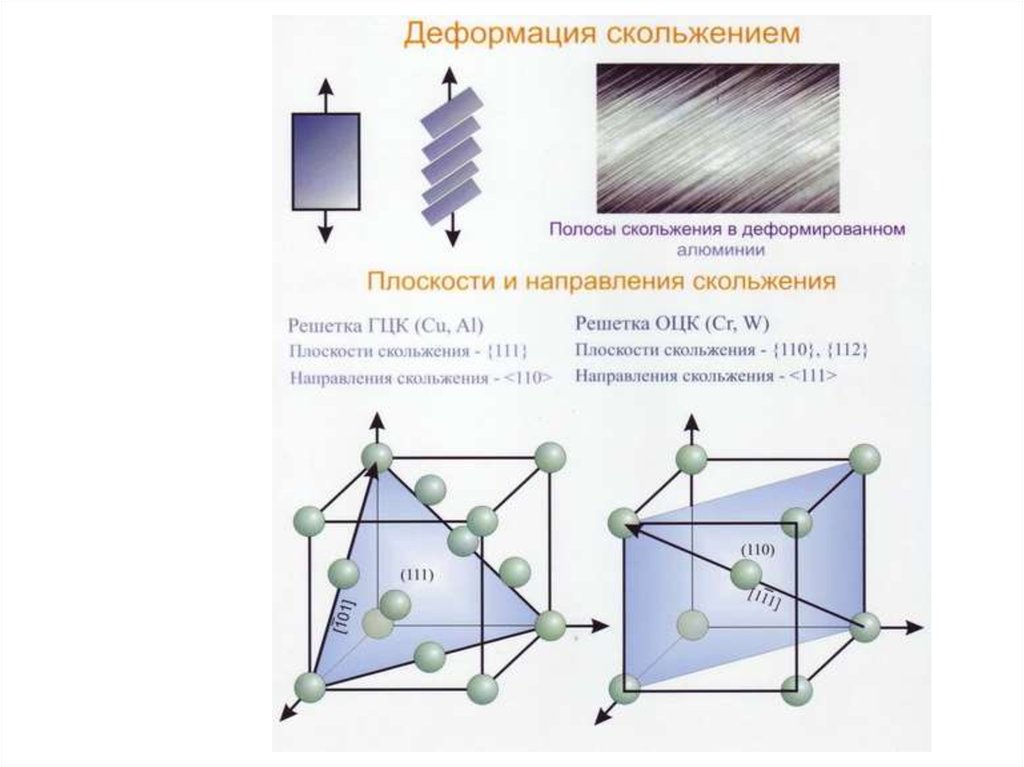 При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
При достижении точки δт происходит изменение длины образца при постоянной нагрузке. Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Обе эти характеристики являются структурно независимыми, а зависят только от природы материала. При увеличении
При увеличении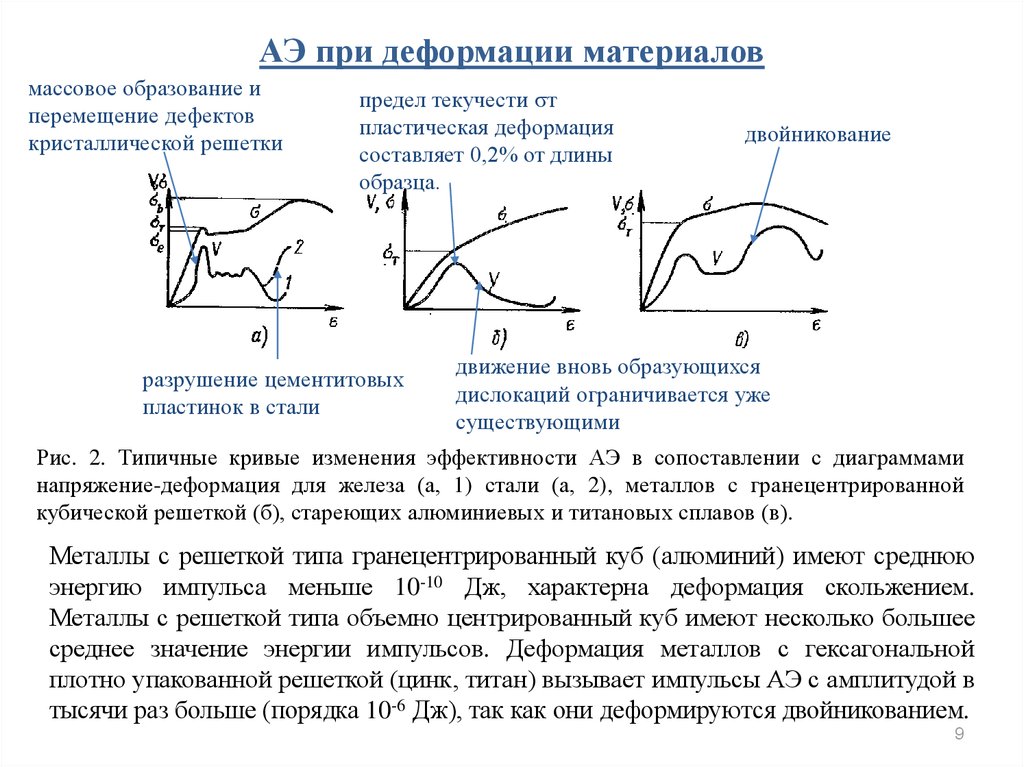
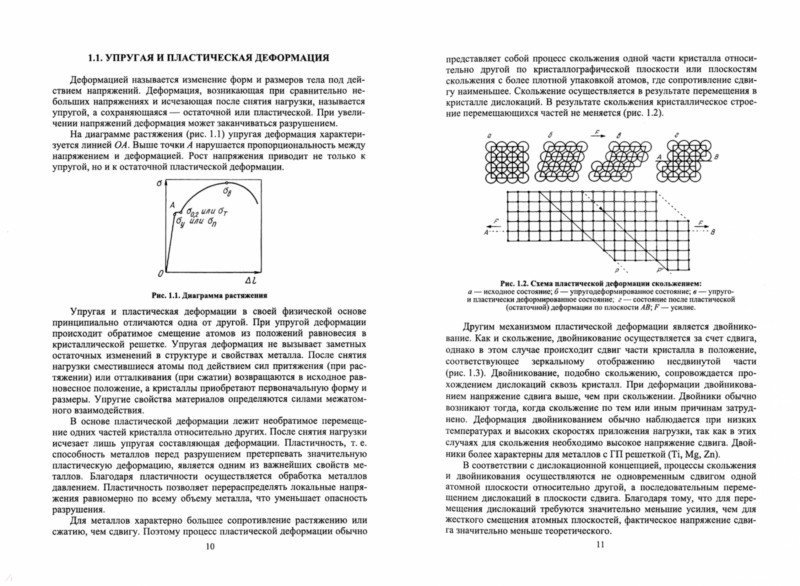 е. способность
е. способность
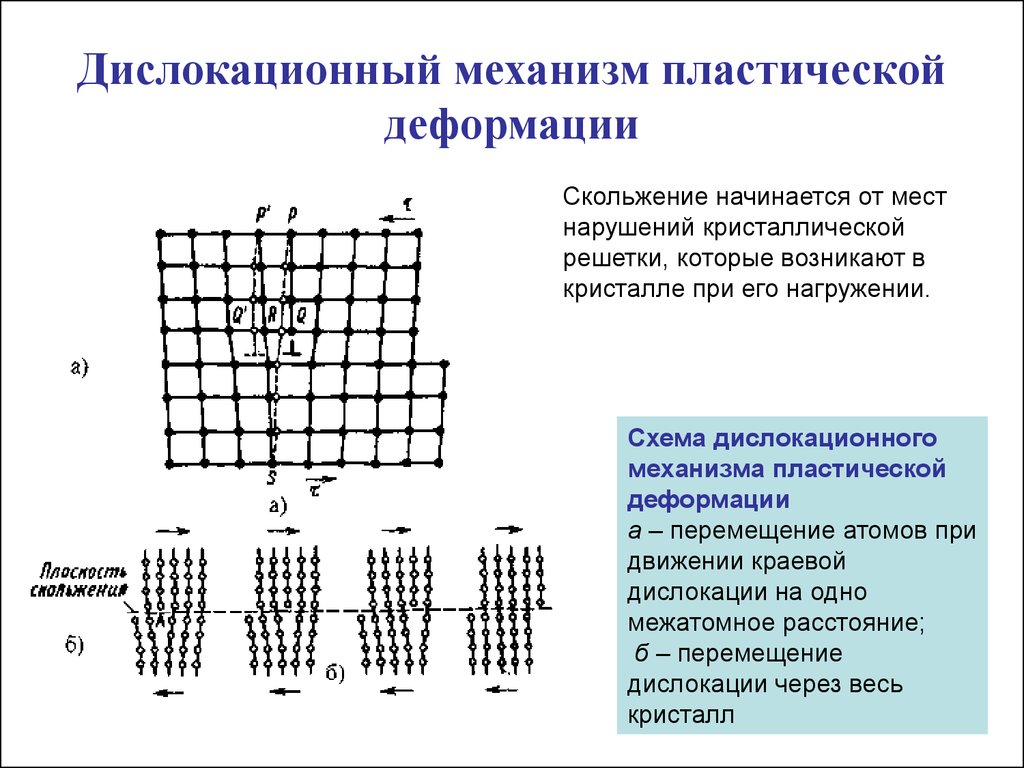 [2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию.
[2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию. Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!
Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!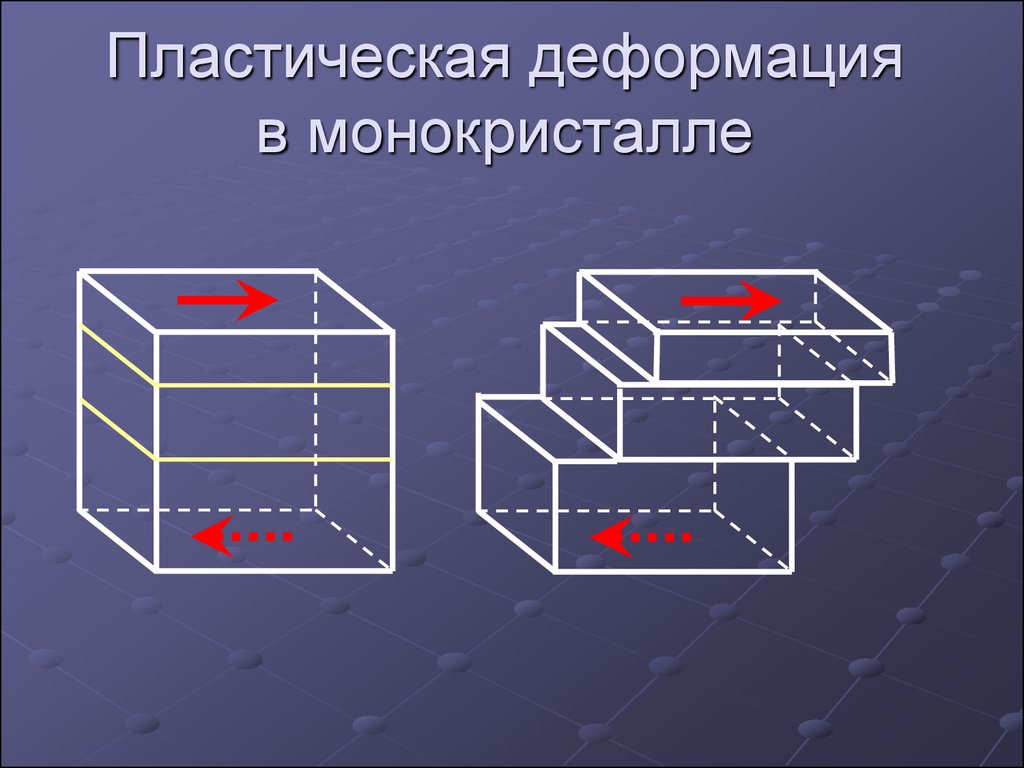 Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278.
Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278. Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима.
Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима. 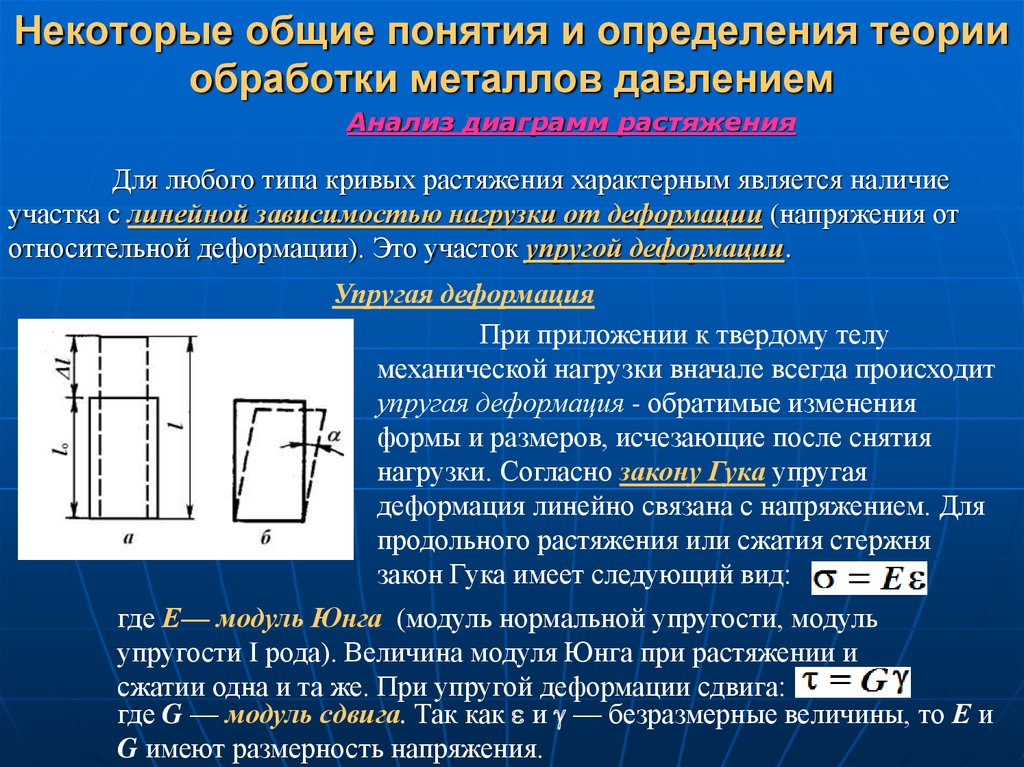 В чем разница между упругой и пластической деформацией
В чем разница между упругой и пластической деформацией 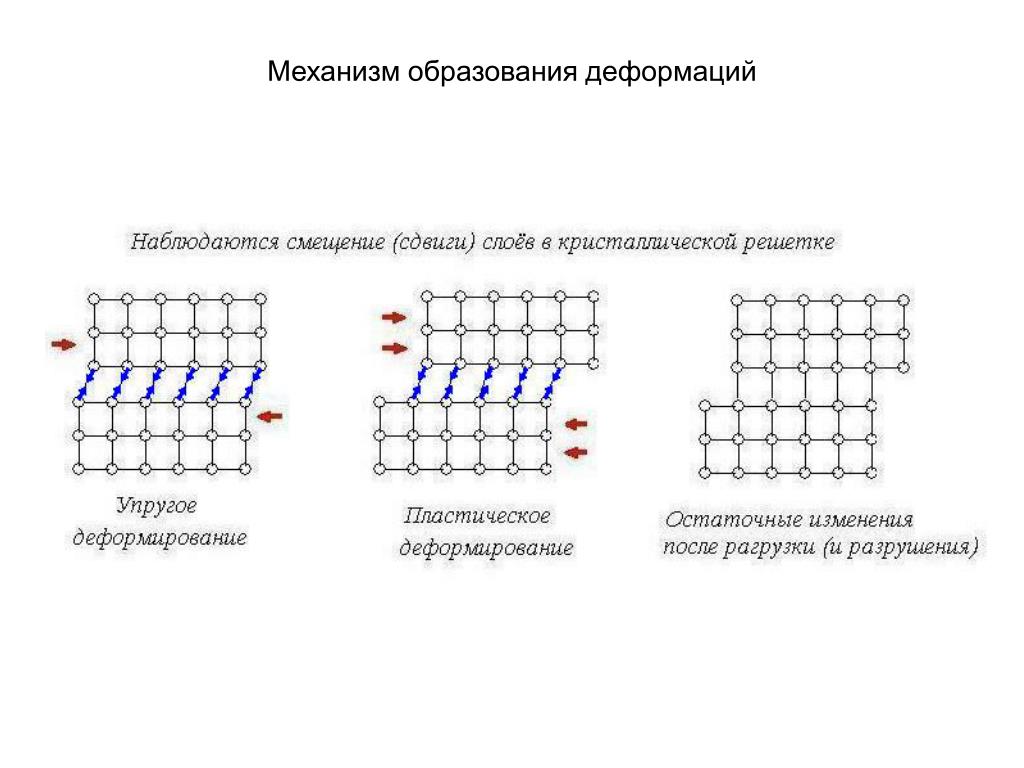 Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность.
Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность. Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.
Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.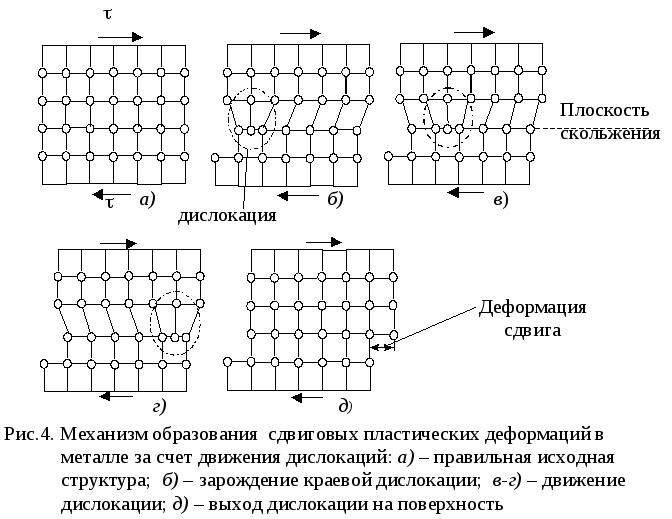 д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.
д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.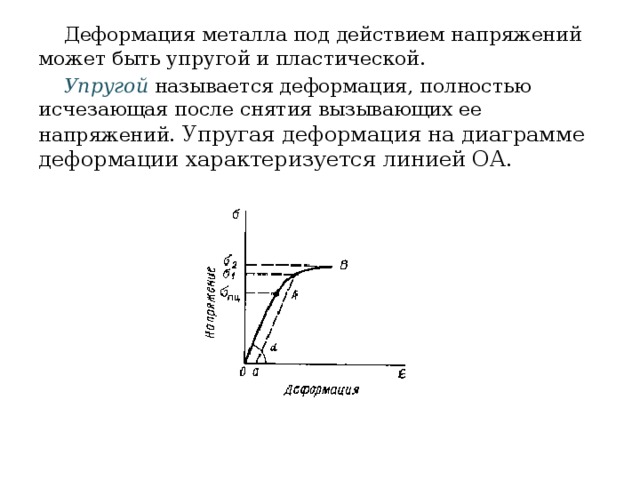

 Металл начинает разрушаться вначале на поверхности, а затем разрушения проникают в глубину заготовки. Это и есть пережог стали. Чтобы не допустить пережога, который является неисправимым браком, нужно знать точно, какую наивысшую температуру может дать печь, и следить за тем, чтобы при этой температуре заготовки нагревались в течение только положенного короткого времени.
Металл начинает разрушаться вначале на поверхности, а затем разрушения проникают в глубину заготовки. Это и есть пережог стали. Чтобы не допустить пережога, который является неисправимым браком, нужно знать точно, какую наивысшую температуру может дать печь, и следить за тем, чтобы при этой температуре заготовки нагревались в течение только положенного короткого времени. «Металловедение и термическая обработка металлов», № 8. 1968 г.
«Металловедение и термическая обработка металлов», № 8. 1968 г.  Настоящая работа посвящена изысканию новых методов защиты металла от окисления при нагреве.
Настоящая работа посвящена изысканию новых методов защиты металла от окисления при нагреве. Слой FeO делится на внутреннюю (более пористую) часть и наружную; по границе между ними окалина обычно легко отстает от металла. Поверхность раздела внутреннего и наружного слоев FeO является первоначальной наружной поверхностью стального изделия, а внутренний слой FeO образуется в результате диффузии атомов кислорода из окалины в металл [1].
Слой FeO делится на внутреннюю (более пористую) часть и наружную; по границе между ними окалина обычно легко отстает от металла. Поверхность раздела внутреннего и наружного слоев FeO является первоначальной наружной поверхностью стального изделия, а внутренний слой FeO образуется в результате диффузии атомов кислорода из окалины в металл [1].
 Окалина с образцов сбивалась легкими ударами молотка. Электростатическое поле создавали высоковольтным выпрямителем ВС-23, который позволяет плавно изменять приложенный потенциал от 0 до 10 000 В.
Окалина с образцов сбивалась легкими ударами молотка. Электростатическое поле создавали высоковольтным выпрямителем ВС-23, который позволяет плавно изменять приложенный потенциал от 0 до 10 000 В. Технологический справочник по ковке и объемной штамповке. Машгиз, 1959.
Технологический справочник по ковке и объемной штамповке. Машгиз, 1959. Его называют ферромагнитным металлом. Нагревание этих металлов уменьшает их магнетизм до такой степени, что магнетизма больше нет. Температура Кюри – это температура, при которой это происходит. Эта температура составляет 626° по Фаренгейту для никеля, 2012° по Фаренгейту для кобальта и 1418° по Фаренгейту для железа.
Его называют ферромагнитным металлом. Нагревание этих металлов уменьшает их магнетизм до такой степени, что магнетизма больше нет. Температура Кюри – это температура, при которой это происходит. Эта температура составляет 626° по Фаренгейту для никеля, 2012° по Фаренгейту для кобальта и 1418° по Фаренгейту для железа.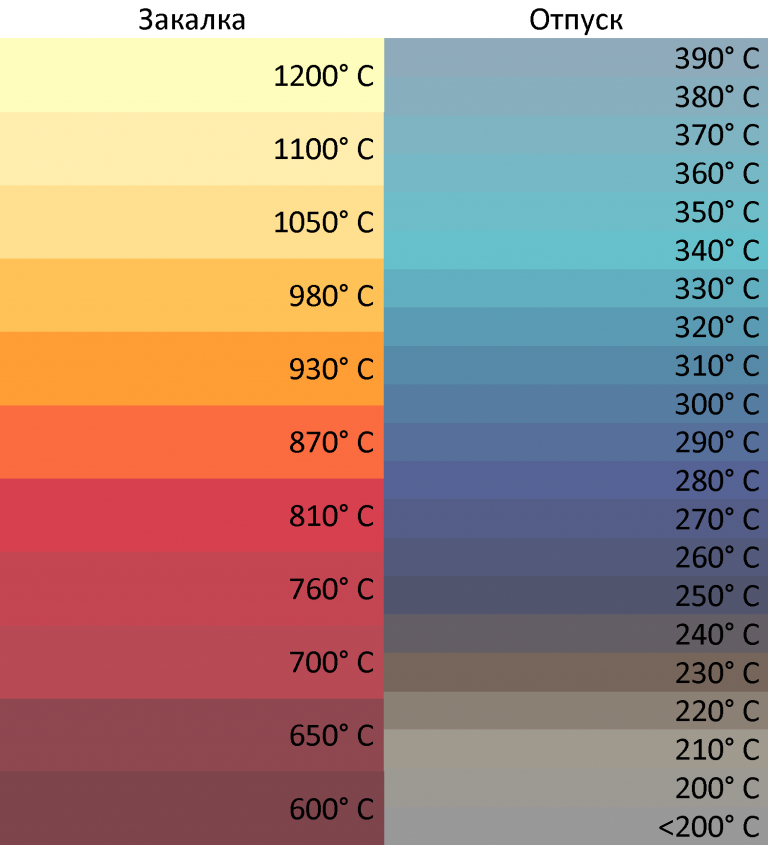 Тепловое расширение – это техническое название этого явления. Степень теплового расширения зависит от металла. Тепловое расширение происходит в результате нагрева, увеличивающего движение атомов металла. При строительстве металлических конструкций важно учитывать тепловое расширение. Простым примером является строительство бытовых труб, которые должны допускать расширение и сужение при смене времен года.
Тепловое расширение – это техническое название этого явления. Степень теплового расширения зависит от металла. Тепловое расширение происходит в результате нагрева, увеличивающего движение атомов металла. При строительстве металлических конструкций важно учитывать тепловое расширение. Простым примером является строительство бытовых труб, которые должны допускать расширение и сужение при смене времен года.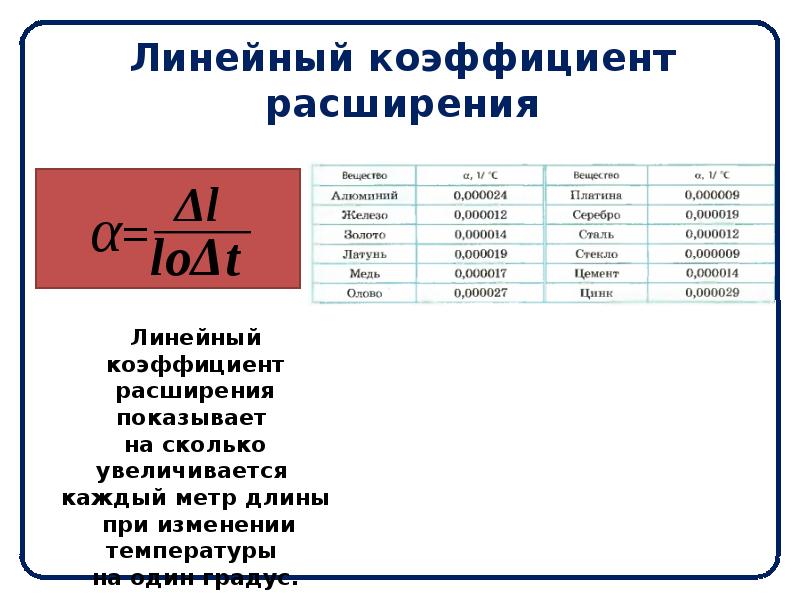 Это упрощает методы резьбы, штамповки и формирования, а также упрощает резку металла. Электропроводность также улучшается за счет отжига.
Это упрощает методы резьбы, штамповки и формирования, а также упрощает резку металла. Электропроводность также улучшается за счет отжига. В результате закалки получается сплав с высокой прочностью и износостойкостью. С другой стороны, закалка делает его более хрупким и, таким образом, непригодным для промышленного применения. Поверхностное упрочнение используется, когда поверхность детали должна быть достаточно твердой, чтобы предотвратить износ и деградацию, сохраняя при этом пластичность и упругость, чтобы выдерживать удары и ударные нагрузки.
В результате закалки получается сплав с высокой прочностью и износостойкостью. С другой стороны, закалка делает его более хрупким и, таким образом, непригодным для промышленного применения. Поверхностное упрочнение используется, когда поверхность детали должна быть достаточно твердой, чтобы предотвратить износ и деградацию, сохраняя при этом пластичность и упругость, чтобы выдерживать удары и ударные нагрузки.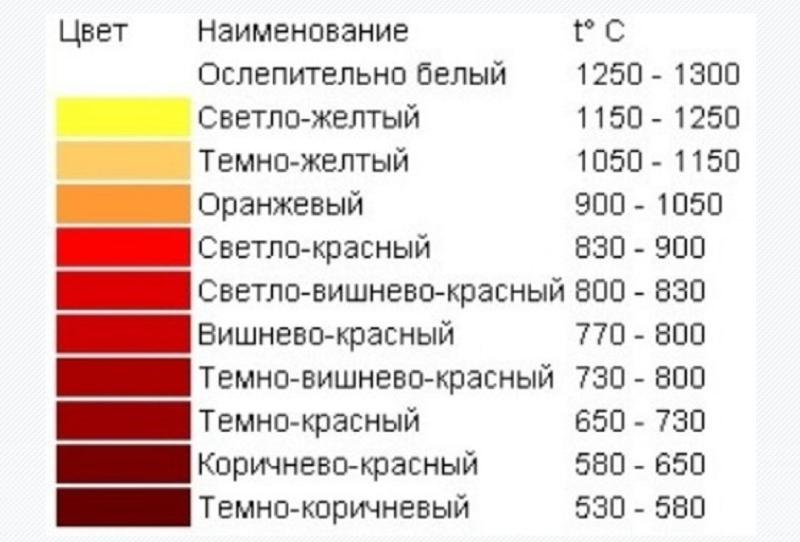
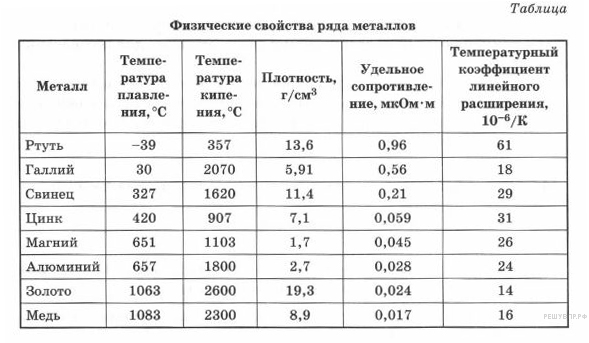 Давайте рассмотрим некоторые основные способы воздействия тепла на металл, а также некоторые конкретные процессы термообработки, которые регулярно используются в этом мире.
Давайте рассмотрим некоторые основные способы воздействия тепла на металл, а также некоторые конкретные процессы термообработки, которые регулярно используются в этом мире.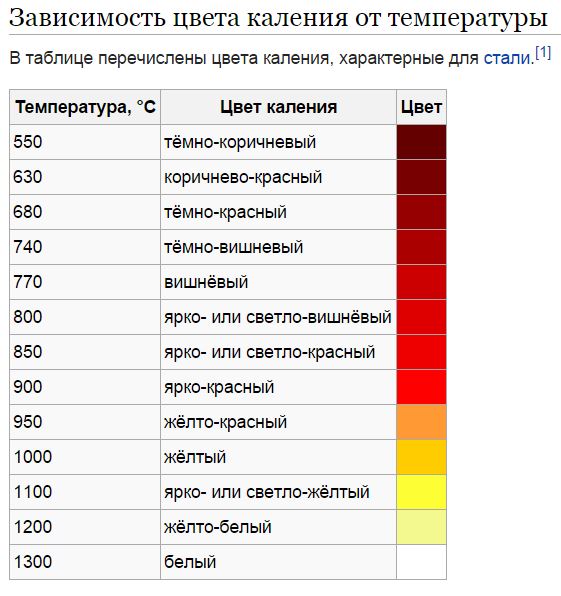

 Дело в том, что вся конструкция станины и направляющих должна выдерживать довольно большие нагрузки, которые подразумевает обработка металла резанием. При этом он должен обеспечивать точность подачи и скорость обработки, что очень важно при обработке металлов разной твердости.
Дело в том, что вся конструкция станины и направляющих должна выдерживать довольно большие нагрузки, которые подразумевает обработка металла резанием. При этом он должен обеспечивать точность подачи и скорость обработки, что очень важно при обработке металлов разной твердости.
 Многие выполняют конструктивные элементы из дерева, это веселое бюджетное решение, но он не обеспечит нужной точности просто потому, что материал станины и направляющих должен быть тверже, чем обрабатываемая деталь.
Многие выполняют конструктивные элементы из дерева, это веселое бюджетное решение, но он не обеспечит нужной точности просто потому, что материал станины и направляющих должен быть тверже, чем обрабатываемая деталь. Успехов на ниве малого машиностроения!
Успехов на ниве малого машиностроения! Изготавливается методом приваривания уголка к железной пластинке. Она нужна для фиксации во время обработки изготавливаемого устройства;
Изготавливается методом приваривания уголка к железной пластинке. Она нужна для фиксации во время обработки изготавливаемого устройства;
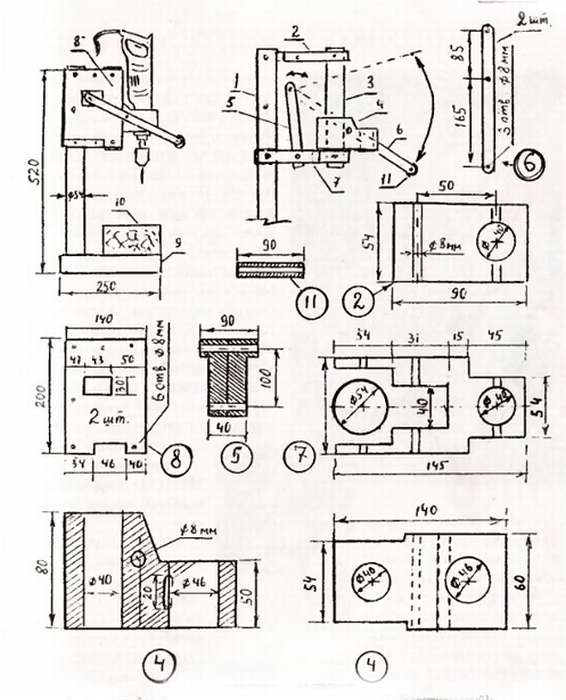 От его мощности зависит общая мощность станка. Мотор с мощностью до киловольта (старые машинки для шитья могут послужить донором), подойдёт для изготовления небольших деталей.
От его мощности зависит общая мощность станка. Мотор с мощностью до киловольта (старые машинки для шитья могут послужить донором), подойдёт для изготовления небольших деталей.
 youtube.com/embed/0Xnkhm8LlLE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/0Xnkhm8LlLE» frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Это можно сделать при помощи ручной дрели или сверлильного станка.
Это можно сделать при помощи ручной дрели или сверлильного станка.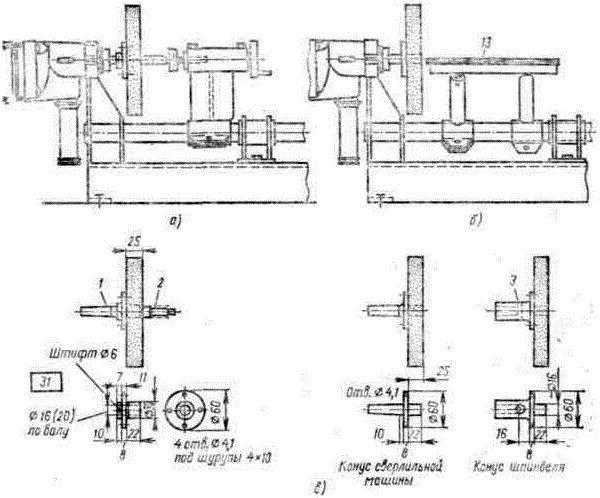
 Вкрутите установочный винт в гайку так, чтобы фаска болта выступала и по ней можно было выровнять отверстия в шайбе и гайке. Они не должны смещаться относительно друг друга. Спаяйте или сварите между их собой. Выверните установочный винт и переверните получившийся узел.
Вкрутите установочный винт в гайку так, чтобы фаска болта выступала и по ней можно было выровнять отверстия в шайбе и гайке. Они не должны смещаться относительно друг друга. Спаяйте или сварите между их собой. Выверните установочный винт и переверните получившийся узел. к. ротор двигателя крутится с огромной скоростью и, при работе на максимальных оборотах, это становится небезопасно.
к. ротор двигателя крутится с огромной скоростью и, при работе на максимальных оборотах, это становится небезопасно. Нужно выбрать такое направление, чтобы патрон при вращении накручивался на резьбу шпильки, иначе при работе станка он просто-напросто открутится.
Нужно выбрать такое направление, чтобы патрон при вращении накручивался на резьбу шпильки, иначе при работе станка он просто-напросто открутится. Двигатель подключается к клеммам в верхней части регулятора.
Двигатель подключается к клеммам в верхней части регулятора.
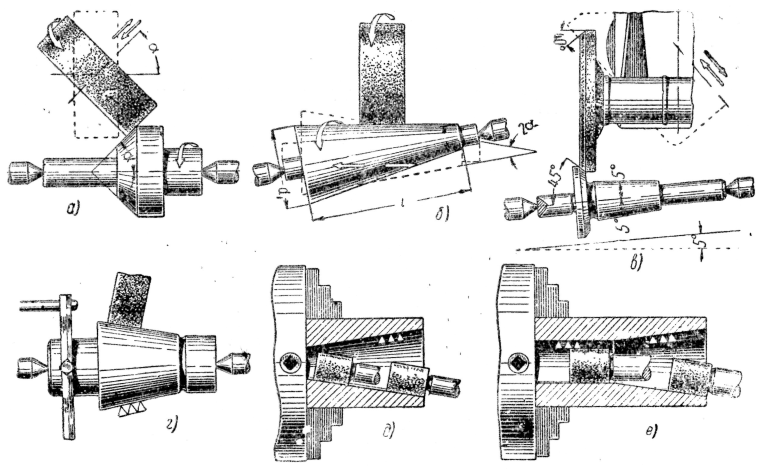 Болт нужно вставить слева-направо, чтобы свободная резьба болта была с правой стороны.
Болт нужно вставить слева-направо, чтобы свободная резьба болта была с правой стороны. На 4 гайках сточите немного одну из граней. Наденьте 2 скользящие на каждый 60-миллиметровый болт и навинтите по одной с резьбой.
На 4 гайках сточите немного одну из граней. Наденьте 2 скользящие на каждый 60-миллиметровый болт и навинтите по одной с резьбой.
 Держатель будет прикручиваться к профилю винтами.
Держатель будет прикручиваться к профилю винтами. Изготовление токарного оборудования с применением дрели расширит возможности мастера.
Изготовление токарного оборудования с применением дрели расширит возможности мастера. Она воспринимает всю нагрузку при работе на себя. Поэтому станина должна обладать запасом прочности. Конструкция минимально деформируется при выполнении работ, обеспечивая точность изготовления деталей.
Она воспринимает всю нагрузку при работе на себя. Поэтому станина должна обладать запасом прочности. Конструкция минимально деформируется при выполнении работ, обеспечивая точность изготовления деталей. В ее функции входит передача вращения, а также базирование заготовки с целью обработки. Другое название передней бабки – шпиндельная, потому что основная деталь этого узла шпиндель. Это многоступенчатый вал с отверстием внутри, вращающийся в прецизионных регулируемых подшипниках.
В ее функции входит передача вращения, а также базирование заготовки с целью обработки. Другое название передней бабки – шпиндельная, потому что основная деталь этого узла шпиндель. Это многоступенчатый вал с отверстием внутри, вращающийся в прецизионных регулируемых подшипниках.
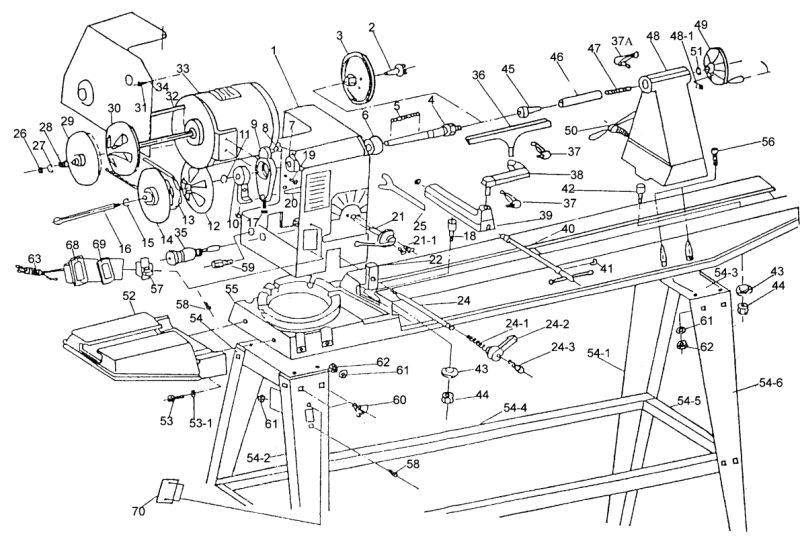
 В случае отсутствия уголка и квадратных труб, можно изготовить станину из деревянных брусков.
В случае отсутствия уголка и квадратных труб, можно изготовить станину из деревянных брусков. Вся сборка зажимается гайкой, расположенной со стороны рабочей зоны. Такое ее местоположение предотвращает от раскручивания узел задней бабки.
Вся сборка зажимается гайкой, расположенной со стороны рабочей зоны. Такое ее местоположение предотвращает от раскручивания узел задней бабки. Набор разнообразных зажимных конусов, фланцев и оправок расширит номенклатуру обрабатываемых деталей.
Набор разнообразных зажимных конусов, фланцев и оправок расширит номенклатуру обрабатываемых деталей.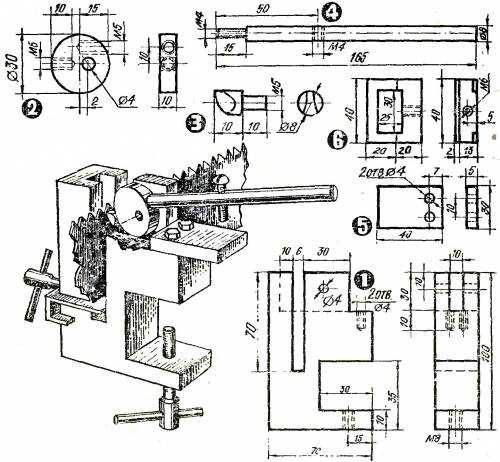
 Кроме того различают станки с ЧПУ и без него. Любой металлообрабатывающий токарный станок (включая современные центры по обработке металлов) работает в соответствии с принципом: заготовка, предназначенная для обработки, жестко закрепляется в патроне, закрепленном на шпинделе, вращающимся посредством приводного механизма с заданной частотой. В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т). Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки. Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали).
Кроме того различают станки с ЧПУ и без него. Любой металлообрабатывающий токарный станок (включая современные центры по обработке металлов) работает в соответствии с принципом: заготовка, предназначенная для обработки, жестко закрепляется в патроне, закрепленном на шпинделе, вращающимся посредством приводного механизма с заданной частотой. В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т). Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки. Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).
Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).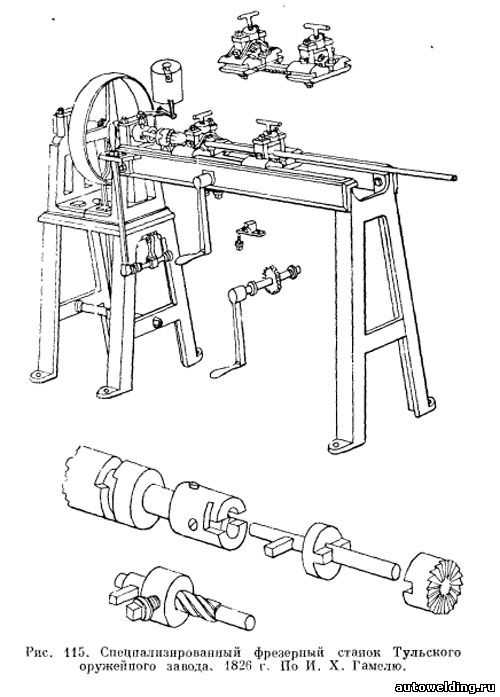 Выбор привода необходимой мощности является одной из самых сложных задач. В небольших токарных станках по металлу своими руками можно использовать привод от обычной стиральной машины или дрели. Обычно, мощность этого элемента начинается от 200 Вт, а количество оборотов в минуту – от 1500;
Выбор привода необходимой мощности является одной из самых сложных задач. В небольших токарных станках по металлу своими руками можно использовать привод от обычной стиральной машины или дрели. Обычно, мощность этого элемента начинается от 200 Вт, а количество оборотов в минуту – от 1500;
 Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
 В случае критического износа сальники лучше полностью заменить на новые.
В случае критического износа сальники лучше полностью заменить на новые.
 Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Последняя служит для защиты рабочей части станка от деформации в процессе работы.
 Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
 Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.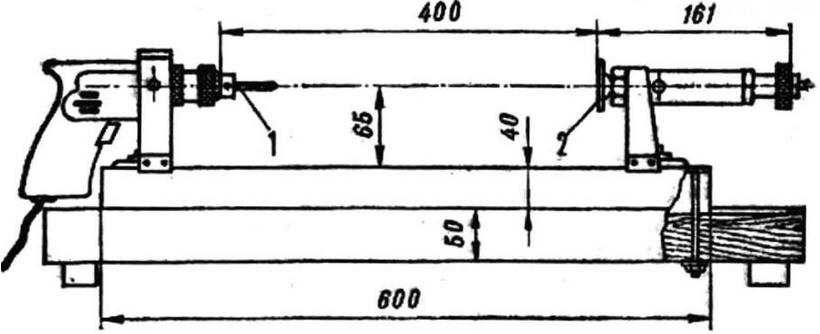 У такого конструктивного решения есть ряд преимуществ:
У такого конструктивного решения есть ряд преимуществ: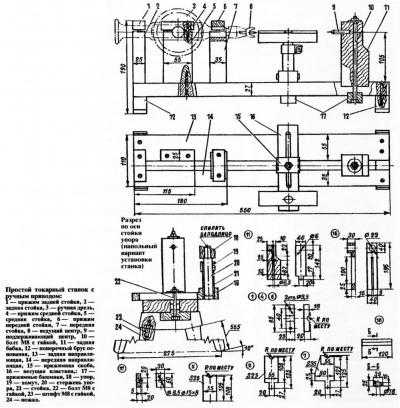
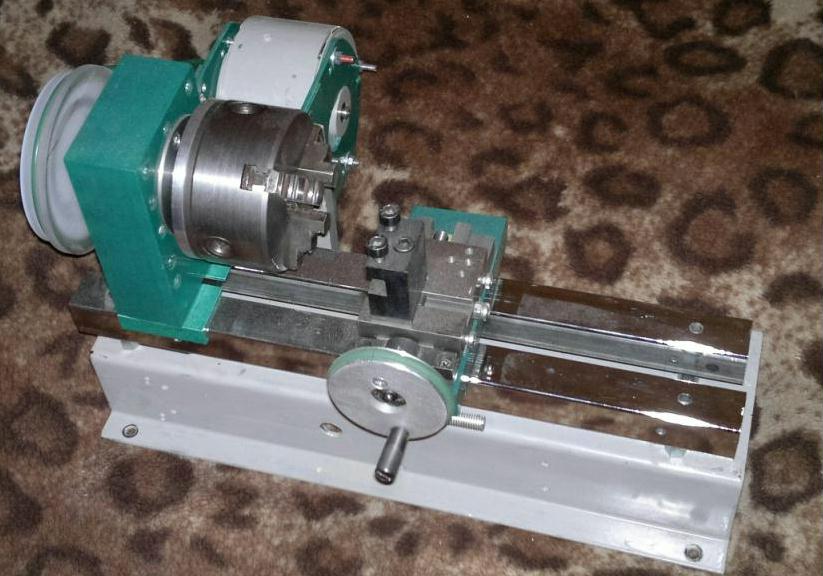 Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.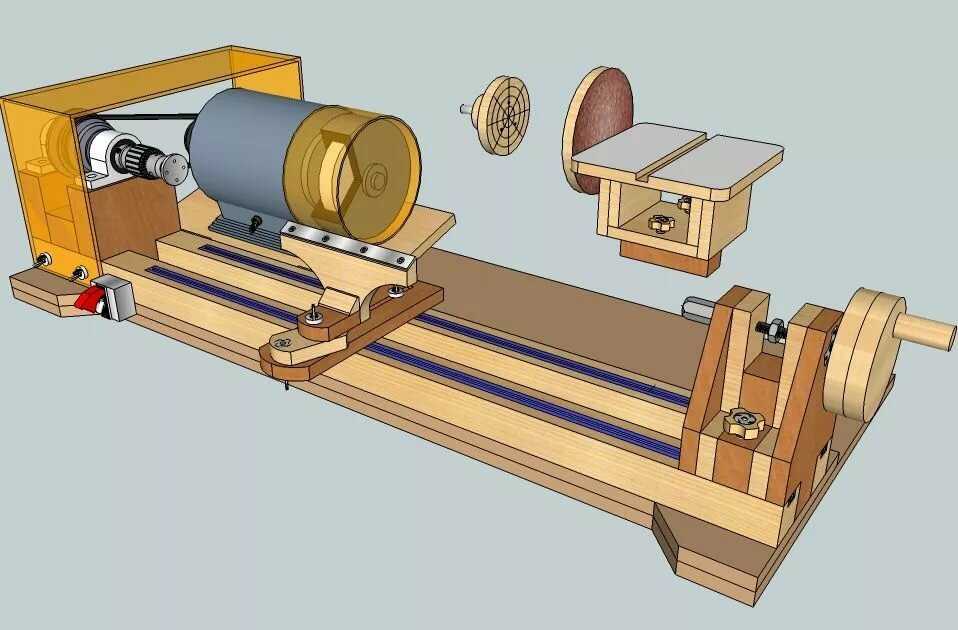

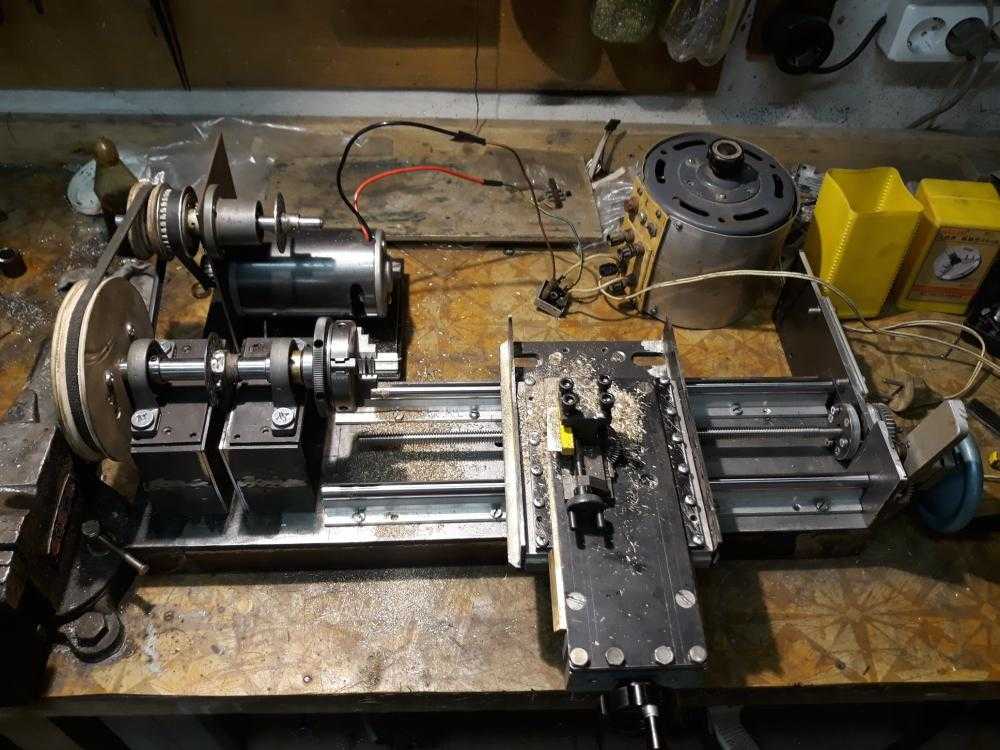
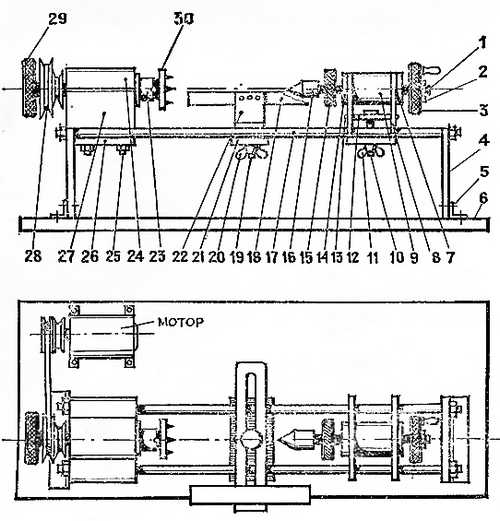
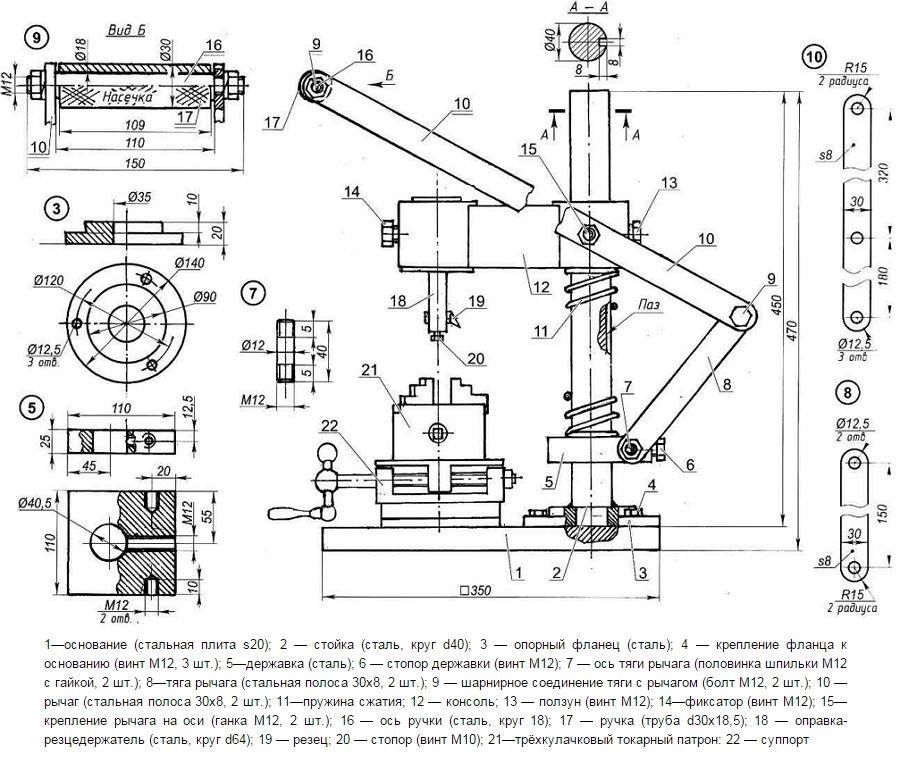
 Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.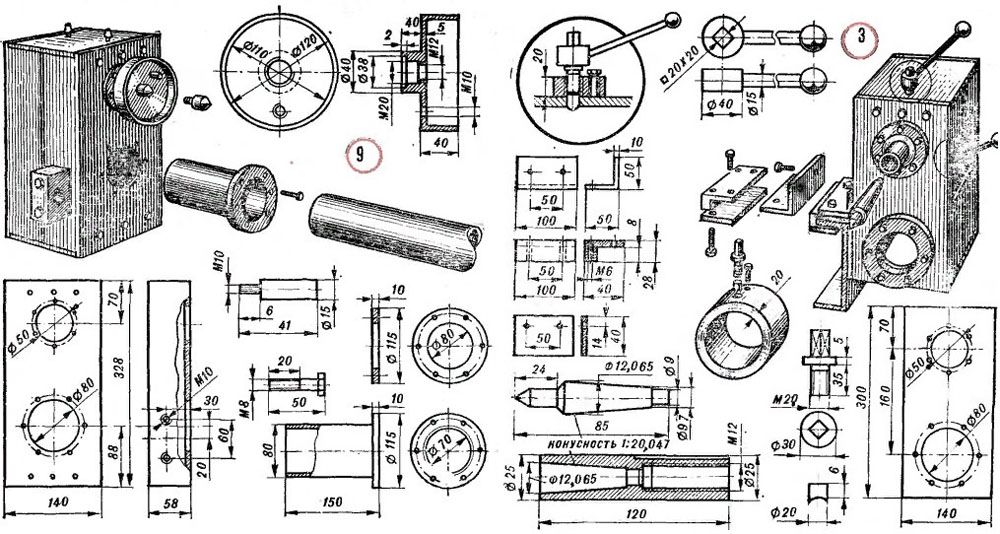 Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.
Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.
 Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
 Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
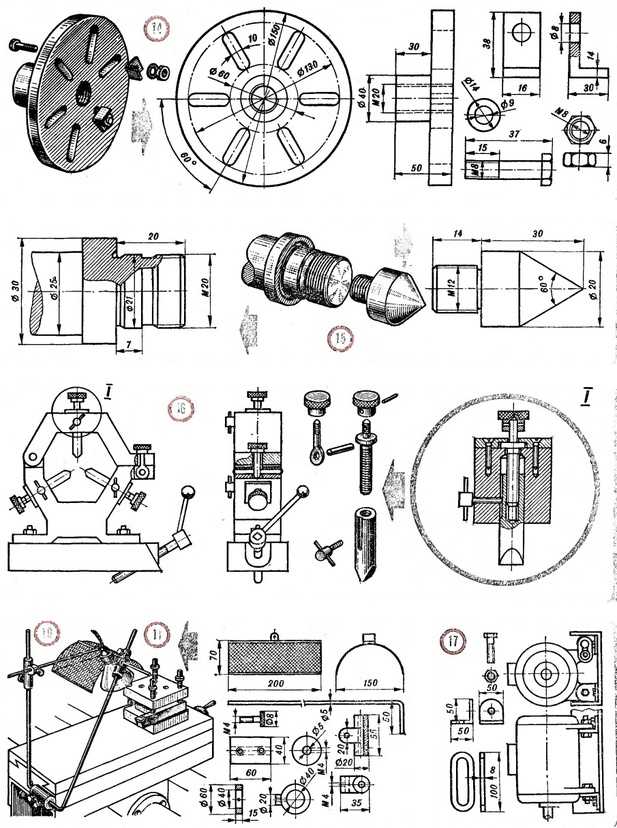 С их помощью можно:
С их помощью можно:
 При необходимости такой станок можно оснастить асинхронным двигателем.
При необходимости такой станок можно оснастить асинхронным двигателем. Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
