Калькулятор металлопроката онлайн, таблица веса металла
‘+
‘
‘+
‘{{n}}’ +
‘{{o}}’ +
‘{{t}}’ +
‘
‘+
‘
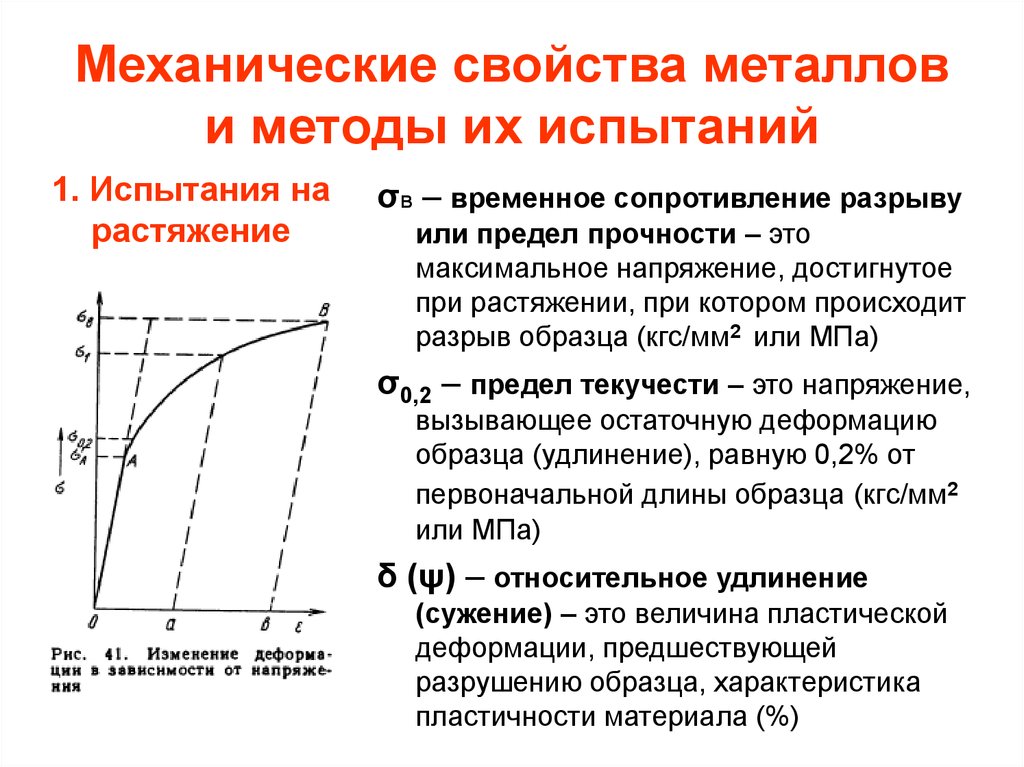
Металлический калькулятор нержавеющего металлопроката компании «Региональный дом металла» поможет рассчитать вес и стоимость изделий по заданным габаритным размерам и указанным маркам стали.
Виджет позволяет получить вес изделий практически любой используемой на сегодняшний день марки стали: черная, цветная, нержавеющая сталь. В частности, калькулятор цветного металлопроката, поможет при расчете продукции из сплавов меди, бронзы, алюминия и других. В каталоге продукции вы можете купить металлопрокат следующих типов: трубы, сортовой прокат (уголок, круг, швеллер, балка), лента, катанка, шестигранники и листы.
Калькулятор металла
С относительной точностью можно рассчитать вес металлопроката и количество стальной арматуры. При вводе размеров и длин, Вы можете рассчитать вес изделий. Калькулятор работает в онлайн-режиме для оперативного расчета веса, для этого необходимо:
При вводе размеров и длин, Вы можете рассчитать вес изделий. Калькулятор работает в онлайн-режиме для оперативного расчета веса, для этого необходимо:
-
выбрать требуемую марку стали; -
выбрать категорию проката; -
ввести габариты и размеры сторон.
Специалисты нашего ресурса проводят периодическую актуализацию марочника стали для точного и актуального расчета изделий. В процессе подсчета, используется удельный вес металлопроката (таблица калькулятора) стали и размер (толщина металла, ширина листа, диаметр стенки трубы, швеллера и т.д.).
Иногда при неизвестна марка стали, из которой он изготовлен, в этом случае можно использовать универсальные марки типа Ст10 и Ст20. Если у Вас остались подозрения по поводу сырья, можно провести хим. анализ металла.
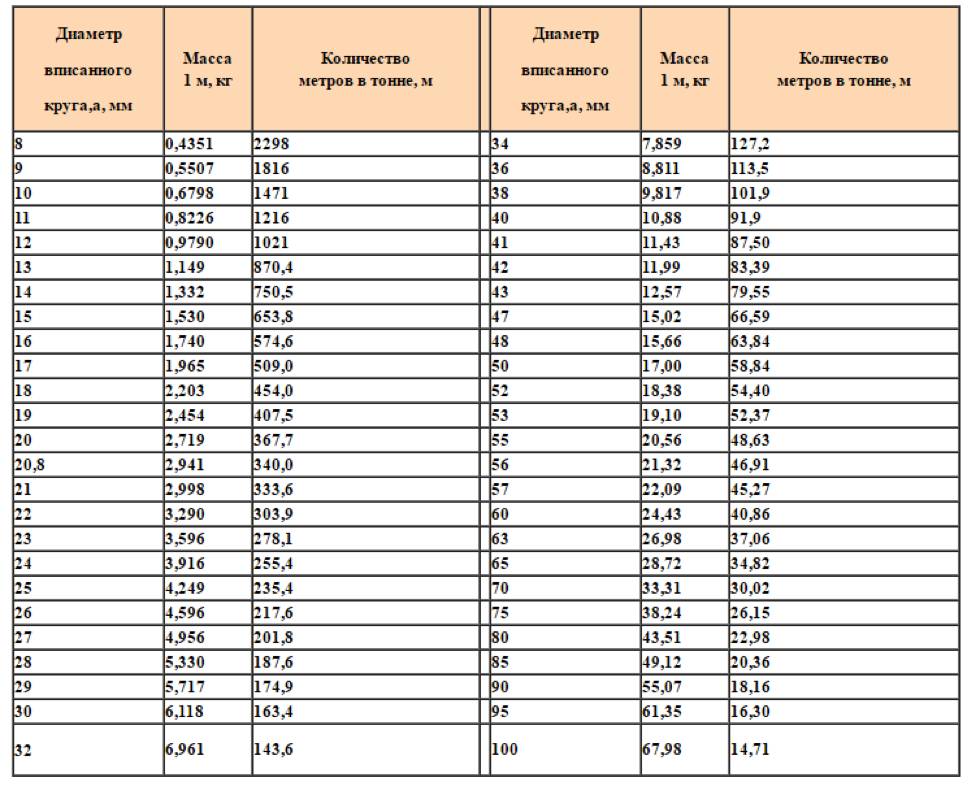
Таблица веса металлопроката
Формула расчета определяет вес 1 мм проката, умноженного на длину (если вес рассчитывается исходя из значения длины).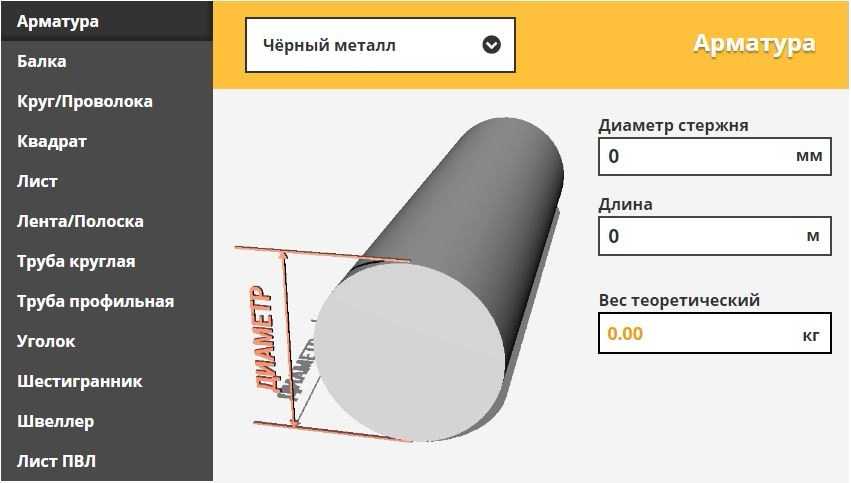 В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.
В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.
Необходимо заметить, что весовая таблица металлопроката зависит от показателя температуры рассчитываемого проката, так, при различных значения температуры стали, существенно меняется его плотность. Исходя из этого, при расчете используется универсальная температура стали равная 20 °С. Для цветного металлопроката могут применяться другие температурные значения, обращайте на это внимание.
В реальной жизни, размеры отпускаемого проката, особенно в партиях большого объема, могут существенно отличаться от рассчитанных значений. Это связано с тем, что таблица массы металлопроката не учитывает отклонения от точных геометрических параметров продукции, которые существуют в обязательном порядке, особенно при больших объемах.
Калькулятор металла | Онлайн калькулятор
/
/
/ Калькулятор металла
Наш онлайн калькулятор металла с помощью него вы сможете вычислить массы и длину металла.
На сегодняшний день наш онлайн калькулятор высчитывает следующие типы металлов: черный металл, цветной металл, легированный металл и нержавеющий металл.
Задача нашего онлайн калькулятора по возможности облегчить ваш труд по высчитыванию количества покупаемого вами металла. Чтобы узнать точное количество необходимого вам металла, вам необходимо ввести несколько значений, и вы за несколько секунд получите верный ответ по массе, длине или весе металла. Кроме того при помощи нашего калькулятора вы не дадите шансов себе ошибиться.
| Вид материала | Черный металлЛегированный металлЦветной металлНержавеющий металл |
| Материал | 4сп50Н50НХС79НМ80НХС81НМА83НФВЧ100ВЧ35ВЧ40ВЧ45ВЧ50ВЧ60ВЧ70ВЧ80СЧ10СЧ15СЧ18СЧ20СЧ25СЧ30СЧ35Сталь 05кпСталь 08Сталь 08ФкпСталь 08ЮСталь 08кпСталь 08псСталь 0сВСталь 10Сталь 10кпСталь 10псСталь 11кпСталь 12КСталь 15Сталь 15КСталь 15кпСталь 15псСталь 16КСталь 18КСталь 18кпСталь 2Сталь 20Сталь 20КСталь 20кпСталь 20псСталь 22КСталь 25Сталь 2кпСталь 2псСталь 2спСталь 3Сталь 30Сталь 35Сталь 3ГспСталь 3кпСталь 3псСталь 3спСталь 40Сталь 45Сталь 4кпСталь 4псСталь 5Сталь 50Сталь 55Сталь 58Сталь 5псСталь 5спСталь 6Сталь 60Сталь 6псСталь 6спХ15Н60Х15Н60-НХ15Ю5Х20Н80Х20Н80-НХ23Ю5Х23Ю5ТХ27Ю5ТХН20ЮСХН70Ю-НЧВГ30ЧВГ35ЧВГ40ЧВГ45121112121213131113121313141114121511151215131514152115611562157115722011201220132111211222112212231123122411241225Х2ГНТА340434053406341134123413341434153416342140ХСН2МАСталь 03Н12Х5М3ТЛСталь 03Н12Х5М3ТЮЛСталь 05Х12Н6Д2МФСГТСталь 06Г2СЮСталь 06ХГСЮСталь 07Х17Н16ТЛСталь 07Х18Н9ЛСталь 08Г2ССталь 08ГДНФЛСталь 08Х14Н7МЛСталь 08Х14НДЛСталь 08Х15Н4ДМЛСталь 08Х17Н34В5Т3Ю2ЛСталь 08Х17Н34В5Т3Ю2РЛСталь 09Г2Сталь 09Г2ДСталь 09Г2ССталь 09Г2СДСталь 09ГСФСталь 09Х16Н4БЛСталь 09Х17Н3СЛСталь 10864Сталь 10880Сталь 10895Сталь 10Г2Сталь 10Г2БСталь 10Г2БДСталь 10Г2С1Сталь 10Г2С1ДСталь 10Г2ФБЮСталь 10ГС2Сталь 10ГТСталь 10Х12НДЛСталь 10Х14НДЛСталь 10Х17Н10Г4МБЛСталь 10Х18Н11БЛСталь 10Х18Н3Г3Д2ЛСталь 10Х18Н9ЛСталь 10ХГСН1ДСталь 10ХНДПСталь 10ХСНДСталь 110Г13ЛСталь 110Г13ФТЛСталь 110Г13Х2БРЛСталь 11М5ФСталь 11Р3АМ3Ф2Сталь 11Х4В2МФ3С2Сталь 11ХФСталь 120Г10ФЛСталь 120Г13Х2БЛСталь 12Г2БСталь 12Г2СМФСталь 12ГН2МФАЮСталь 12ГССталь 12ДН2ФЛСталь 12ДХН1МФЛСталь 12МХСталь 12Х1Сталь 12Х18Н12БЛСталь 12Х18Н12М3ТЛСталь 12Х18Н9ТЛСталь 12Х1МФСталь 12Х25Н5ТМФЛСталь 12Х2Н4АСталь 12Х7Г3СЛСталь 12ХГН2МФБАЮСталь 12ХНСталь 12ХН2Сталь 12ХН2АСталь 12ХН3АСталь 130Г14ХМФАЛСталь 13НДФТЛСталь 13ХСталь 13ХНДФТЛСталь 14АССталь 14Г2Сталь 14Г2АФСталь 14Г2АФДСталь 14Х18Н4Г4ЛСталь 14Х2ГМРЛСталь 14ХГНСталь 14ХГССталь 15ГСталь 15Г2АФДСталь 15Г2АФДпсСталь 15Г2СФСталь 15Г2СФДСталь 15ГЛСталь 15ГНЛСталь 15ГССталь 15ГФСталь 15ГФДСталь 15ЛСталь 15ХСталь 15Х13ЛСталь 15Х18Н22В6М2ЛСталь 15Х18Н22В6М2РЛСталь 15Х23Н18ЛСталь 15Х25ТЛСталь 15Х5МСталь 15ХАСталь 15ХГНМСталь 15ХРСталь 15ХРАСталь 15ХСНДСталь 15ХФСталь 16Г2АФСталь 16Г2АФДСталь 16ГССталь 16ДСталь 16Х18Н12С4ТЮЛСталь 17Г1ССталь 17Г1СУСталь 17ГССталь 18Г2АФСталь 18Г2АФДСталь 18Г2АФДпсСталь 18Г2АФпсСталь 18Г2ССталь 18Х25Н19СЛСталь 18Х2Н4ВАСталь 18Х2Н4МАСталь 18ХГТСталь 19ХГНСталь 1х2м1Сталь 20864Сталь 20880Сталь 20895Сталь 20ГСталь 20Г1ФЛСталь 20ГЛСталь 20ГНМФЛСталь 20ГССталь 20ГС2Сталь 20ГСЛСталь 20ДХЛСталь 20ЛСталь 20ФЛСталь 20ХСталь 20Х12ВНМФЛСталь 20Х13ЛСталь 20Х20Н14С2ЛСталь 20Х21Н46В8ЛСталь 20Х21Н46В8РЛСталь 20Х25Н19С2ЛСталь 20Х2Г2СРСталь 20Х2Н4АСталь 20Х3МВФСталь 20Х5МЛСталь 20Х5ТЛСталь 20Х8ВЛСталь 20ХГ2ТСталь 20ХГ2ЦСталь 20ХГНМСталь 20ХГНРСталь 20ХГРСталь 20ХГС2Сталь 20ХГСАСталь 20ХГСНДМЛСталь 20ХГСФЛСталь 20ХМСталь 20ХМЛСталь 20ХМФЛСталь 20ХНСталь 20ХН2МСталь 20ХН3АСталь 20ХН4ФАСталь 20ХНРСталь 20ХФСталь 21895Сталь 22Х2Г2АЮСталь 22Х2Г2РСталь 23Х2Г2ТСталь 23Х2Г2ЦСталь 23ХГС2МФЛСталь 25Г2ССталь 25ГССталь 25ГСЛСталь 25ЛСталь 25С2РСталь 25Х1МФСталь 25Х2Г2ФЛСталь 25Х2ГНМФЛСталь 25Х2М1ФСталь 25Х2НМЛСталь 25ХГСАСталь 25ХГТСталь 27Х2Н2М1ФСталь 27Х5ГСМЛСталь 27ХГРСталь 28ССталь 2Х6В8М2К8Сталь 30ГСталь 30ГЛСталь 30ГСЛСталь 30ЛСталь 30ХСталь 30Х3С3ГМЛСталь 30ХГССталь 30ХГСАСталь 30ХГСН2АСталь 30ХГСФЛСталь 30ХГТСталь 30ХГФРЛСталь 30ХМСталь 30ХМАСталь 30ХН2МАСталь 30ХН2МФАСталь 30ХН3АСталь 30ХН3М2ФАСталь 30ХНМЛСталь 30ХРАСталь 30ХС2Сталь 31Х19Н9МВБТЛСталь 32Г2РпсСталь 32Х06ЛСталь 33ХССталь 34ХН1МСталь 34ХН3МСталь 35ГСталь 35Г2Сталь 35ГЛСталь 35ГССталь 35ЛСталь 35НГМЛСталь 35ХСталь 35Х18Н24С2ЛСталь 35Х23Н7СЛСталь 35ХГСАСталь 35ХГСЛСталь 35ХМСталь 35ХМЛСталь 35ХМФЛСталь 35ХН1М2ФАСталь 35ХН2МЛСталь 35ХНЛСталь 35ХРАСталь 36Х2Н2МФАСталь 38Х2МЮАСталь 38Х2Н2МАСталь 38Х2Н3МСталь 38Х2НМСталь 38Х2НМФСталь 38ХАСталь 38ХГНСталь 38ХМАСталь 38ХН2МАСталь 38ХН3МАСталь 38ХН3МФАСталь 38ХССталь 38хгмСталь 3Х2В8ФСталь 3Х2МНФСталь 3Х2Н2МВФСталь 3Х3М3ФСталь 40ГСталь 40Г2Сталь 40ЛСталь 40ХСталь 40Х24Н12СЛСталь 40Х2Н2МАСталь 40Х5МФСталь 40Х9С2ЛСталь 40ХГСталь 40ХГНМСталь 40ХЛСталь 40ХНСталь 40ХН2МАСталь 40ХНМАСталь 40ХССталь 40ХФАСталь 45Г2Сталь 45ГЛСталь 45ЛСталь 45ФЛСталь 45ХСталь 45Х17Г13Н3ЮЛСталь 45ХНСталь 45ХН2МФАСталь 45ХНМСталь 47ГТСталь 4Х2В5МФСталь 4Х2НМФСталь 4Х3ВМФСталь 4Х4ВМФССталь 4Х5В2ФССталь 4Х5МФ1ССталь 4Х5МФССталь 4ХВ2ССталь 4ХМНФССталь 4ХМФССталь 4ХССталь 50ГСталь 50Г2Сталь 50ЛСталь 50ХСталь 50ХГФАСталь 50ХНСталь 50ХФАСталь 51ХФАСталь 55ЛСталь 55С2Сталь 55С2АСталь 55С2ГФСталь 55ХСталь 55Х18Г14С2ТЛСталь 55ХГРСталь 5Х2МНФСталь 5Х3В3МФССталь 5ХВ2ССталь 5ХВ2СФСталь 5ХНВСталь 5ХНВССталь 5ХНМСталь 5ХНТСталь 5хгмСталь 60ГСталь 60С2Сталь 60С2АСталь 60С2Н2АСталь 60С2ХАСталь 60С2ХФАСталь 60Х2СМФСталь 60ХГСталь 60ХНСталь 60ХН2МФАСталь 60ХСМФСталь 60с2гСталь 63С2АСталь 65Сталь 65ГСталь 65С2ВАСталь 6Г2АФСталь 6Х3МФССталь 6Х4М2ФССталь 6Х6В3МФССталь 6ХВ2ССталь 6ХВГСталь 6ХССталь 70Сталь 70С3АСталь 75Сталь 75ХМСталь 75ХМФСталь 75ХСМФСталь 7Х2СМФСталь 7Х3Сталь 7ХГ2ВМСталь 7ХГ2ВМФСталь 7ХФСталь 80ГСЛСталь 80ССталь 85Сталь 85Х4М5Ф2В6ЛСталь 8Х3Сталь 8Х4В2МФС2Сталь 8Х4В3М3Ф2Сталь 8Х6НФТСталь 8ХВ2ФСталь 8ХФСталь 90Х4М4Ф2В6ЛСталь 90ХМФСталь 90ХФСталь 9Г2ФСталь 9Х1Сталь 9Х2Сталь 9Х2МФСталь 9Х4М3Ф2АГСТСталь 9Х5ВФСталь 9ХВГСталь 9ХССталь 9ХФСталь 9ХФМСталь А12Сталь А20Сталь А30Сталь А40ГСталь АС14Сталь АС35Г2Сталь АС45Г2Сталь АТ800Сталь В2ФСталь Р10Ф5К5Сталь Р12Сталь Р12М3К8Сталь Р12Ф3Сталь Р14Ф4Сталь Р18Сталь Р18К5Ф2Сталь Р18Ф2Сталь Р18Ф2К5Сталь Р2АМ9К5Сталь Р2М5Сталь Р6М3Сталь Р6М5Сталь Р6М5К5Сталь Р6М5Ф3Сталь Р9Сталь Р9К10Сталь Р9К5Сталь Р9М4К8Сталь Р9Ф5Сталь У10Сталь У10АСталь У11Сталь У11АСталь У12Сталь У12АСталь У13Сталь У13АСталь У7Сталь У7АСталь У8Сталь У8АСталь У8ГСталь У8ГАСталь У9Сталь У9АСталь ХСталь Х12Сталь Х12ВМСталь Х12ВМФСталь Х12МСталь Х12МФСталь Х12Ф1Сталь Х60Сталь Х65Сталь Х6В4МСталь Х6ВФСталь Х6Ф4МСталь ХВ4Сталь ХВ4ФСталь ХВГСталь ХВСГСталь ХВСГФСталь ХГССталь ШХ15Сталь ШХ15СГСталь ШХ41420АВАД0АД1АД31АД33АДНАК4АК4-1АК5М7АК6АК8АЛ1АЛ11АЛ21АЛ25АЛ26АЛ30АЛ32АЛ4МАЛ5-1АЛ6АЛ7АЛ9-1АМг2АМг3АМг4АМг5АМг5ПАМг6АМг6БАМцМАМцНАН-2. 5АО20-1АО6-1АО9-1АО9-2АО9-2БАСМАмцБ16Б83СБ88БНБС6БрА10Ж3Мц2БрА10Ж4Н4ЛБрА10Мц2ЛБрА11Ж6Н6БрА5БрА7БрА7Мц15Ж3Н2Ц2БрА9Ж3ЛБрА9Ж4БрА9Ж4Н4Мц1БрА9Мц2ЛБрАЖ9-4БрАЖМц10-3-1,5БрАЖМц10-3-1.5БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрБНТ1,9БрБНТ1.7БрБНТ1.9БрКМц3-1БрКд1БрКн1-3БрМВТБрМг0.3БрМг0.5БрМг0.8БрМц5БрНБТБрНХКБрО10БрО10С10БрО10Ф1БрО10Ц2БрО19БрО3.5Ц7С5БрО3Ц12С5БрО3Ц7С5НБрО3Ц7С5Н1БрО4Ц4С17БрО4Ц7С5БрО5Ц5С5БрО6Ц6С3БрО8Н4Ц2БрО8С12БрО8Ц4БрОФ4-0.25БрОФ6,5-0,15БрОФ6.5-0.15БрОФ6.5-0.4БрОФ7-0,2БрОФ7-0.2БрОЦ4-3БрОЦС 5-5-5БрОЦС4-4-2,5БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрСу3Н3Ц3С20ФБрСу6Н2БрСу6С12Ф0.3БрСу6Ф1БрХБрХ1БрХВЦрБрХЦрБрЦр0.2БрЦр0.3БрЦр0.4БрЦр0.7В2616В65В93В94В95В95очВ95пчВ96Ц1ВАЛ10ВАЛ10МВД17ВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ВТ9ВольфрамД1Д16Д16АД16ТД18Д19ЗолотоКонстантан МНМц40-1,5Л59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА 77-2ЛА77-2ЛА85-0.5ЛАЖ60-1-1ЛАМш77-2-0.05ЛАН59-3-2ЛАНКМц75-2-2.5-0.5-0.5ЛЖМц59-1-1ЛЖС58-1-1ЛК 80-3ЛК80-3ЛКС65-1.5-3ЛМц58-2ЛМцА57-3-1ЛМш68-0.05ЛН 65-5ЛН65-5ЛО 62-1ЛО 70-1ЛО60-1ЛО62-1ЛО70-1ЛО90-1ЛОМш70-1-0. 5АО20-1АО6-1АО9-1АО9-2АО9-2БАСМАмцБ16Б83СБ88БНБС6БрА10Ж3Мц2БрА10Ж4Н4ЛБрА10Мц2ЛБрА11Ж6Н6БрА5БрА7БрА7Мц15Ж3Н2Ц2БрА9Ж3ЛБрА9Ж4БрА9Ж4Н4Мц1БрА9Мц2ЛБрАЖ9-4БрАЖМц10-3-1,5БрАЖМц10-3-1.5БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрБНТ1,9БрБНТ1.7БрБНТ1.9БрКМц3-1БрКд1БрКн1-3БрМВТБрМг0.3БрМг0.5БрМг0.8БрМц5БрНБТБрНХКБрО10БрО10С10БрО10Ф1БрО10Ц2БрО19БрО3.5Ц7С5БрО3Ц12С5БрО3Ц7С5НБрО3Ц7С5Н1БрО4Ц4С17БрО4Ц7С5БрО5Ц5С5БрО6Ц6С3БрО8Н4Ц2БрО8С12БрО8Ц4БрОФ4-0.25БрОФ6,5-0,15БрОФ6.5-0.15БрОФ6.5-0.4БрОФ7-0,2БрОФ7-0.2БрОЦ4-3БрОЦС 5-5-5БрОЦС4-4-2,5БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрСу3Н3Ц3С20ФБрСу6Н2БрСу6С12Ф0.3БрСу6Ф1БрХБрХ1БрХВЦрБрХЦрБрЦр0.2БрЦр0.3БрЦр0.4БрЦр0.7В2616В65В93В94В95В95очВ95пчВ96Ц1ВАЛ10ВАЛ10МВД17ВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ВТ9ВольфрамД1Д16Д16АД16ТД18Д19ЗолотоКонстантан МНМц40-1,5Л59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА 77-2ЛА77-2ЛА85-0.5ЛАЖ60-1-1ЛАМш77-2-0.05ЛАН59-3-2ЛАНКМц75-2-2.5-0.5-0.5ЛЖМц59-1-1ЛЖС58-1-1ЛК 80-3ЛК80-3ЛКС65-1.5-3ЛМц58-2ЛМцА57-3-1ЛМш68-0.05ЛН 65-5ЛН65-5ЛО 62-1ЛО 70-1ЛО60-1ЛО62-1ЛО70-1ЛО90-1ЛОМш70-1-0. 05ЛС 59-1ЛС59-1ЛС59-1ВЛС60-1ЛС63-3ЛС64-2ЛЦ14К3С3ЛЦ23А6Ж3Мц2ЛЦ25С2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40АЖЛЦ40Мц1.5ЛЦ40СМ0М00М00бМ0кМ1М1кМ1рМ1фМ2М2рМ3М3рМ4МА1МА11МА12МА14МА15МА17МА18МА19МА2МА21МА5МА8МКМКБМЛ2МЛ4пчМЛ5онМЛ5пчМН0.6МН16МН19МН95-5МНА13-3МНА6-1.5МНЖ5-1МНЖМц30-1-1МНМц3-12МНМц40-1.5МНМц43-0.5МНЦ15-20МНЦС16-29-1.8Ма2-1Мг90Мг95Мг96МолибденНК0.2НМЖМц28-2.5-1.5НМц2.5НМц5НМцАК2-2-1НП4НХ9НХ9.5Нихром Х20Н80О1О1пчОТ4ОТ4-1ПТ7МС0С1С1СС2С3СвАМг5НПСвАМг6СвАМг6МСвАМцСвАМцНСереброСплав АЛ19Сплав АЛ2Сплав АЛ22Сплав АЛ24Сплав АЛ27Сплав АЛ3Сплав АЛ32Сплав АЛ33Сплав АЛ34Сплав АЛ4Сплав АЛ5Сплав АЛ8Сплав АЛ9Сплав ВАЛ8Сплав МЛ10Сплав МЛ11Сплав МЛ12Сплав МЛ15Сплав МЛ19Сплав МЛ3Сплав МЛ4Сплав МЛ5Сплав МЛ6Сплав МЛ8Сплав МЛ9Сталь СПТ-2УранЦ0Ц0АЦ1ЦА4ЦАМ0.2-4ЦАМ10-2ЦАМ10-5ЦАМ15ЦАМ2-5ЦАМ4-1ЦАМ9-1.5ЦВЦВ0ЦМ108Х17Н15М3Т08Х18Н12Б10Х17Н13М2Т12Х18Н12Т15Х11МФ18Х11МФБ18Х12ВМБФР20Х12Н2В2МФ20ХМФБР25Х1М1Ф2Х12Н2ВМФ36Х18Н25С24Х14Н14В2М4Х15Н7Г7Ф2МССталь 03Х17Н13М2Сталь 03Х18Н11Сталь 06Х21Н6М2ТСталь 06ХН28МДТСталь 08Х13Сталь 08Х15Н24В4ТРСталь 08Х15Н25М3ТЮБСталь 08Х16Н11М3Сталь 08Х16Н13М2БСталь 08Х17Н13М2ТСталь 08Х17ТСталь 08Х18Г8Н2ТСталь 08Х18Н10Сталь 08Х18Н10ТСталь 08Х18Н12ТСталь 08Х18Т1Сталь 08Х20Н14С2Сталь 08Х21Н6М2ТСталь 08Х22Н6ТСталь 09Х14Н16БСталь 09Х14Н19В2БРСталь 09Х14Н19В2БР1Сталь 09Х16Н15М3БСталь 09Х16Н16МВ2БРСталь 09Х16Н4БСталь 10Х11Н20Т2РСталь 10Х11Н20Т3РСталь 10Х11Н23Т3МРСталь 10Х13СЮСталь 10Х14АГ15Сталь 10Х14Г14Н4ТСталь 10Х15Н25В3ТЮСталь 10Х15Н25М3В3ТЮКСталь 10Х15Н35В3ТЮСталь 10Х17Н13М2ТСталь 10Х18Н18Ю4ДСталь 10Х23Н18Сталь 10Х25Н25ТРСталь 10Х7МВФБРСталь 11Х11Н2В2МФСталь 12Х12МВФБРСталь 12Х13Сталь 12Х14Н14В2МСталь 12Х17Сталь 12Х18Н10ТСталь 12Х18Н9Сталь 12Х18Н9ТСталь 12Х25Н16Г7АРСталь 12Х2МВ8ФБСталь 12Х2МФБСталь 12Х2МФСРСталь 12ХМСталь 13Х11Н2В2МФСталь 13Х12Н2В2МФСталь 14Х17Н2Сталь 15Х12ВНМФСталь 15Х1М1ФСталь 15Х25ТСталь 15Х28Сталь 15Х2М2ФБССталь 15Х5Сталь 15Х5ВФСталь 15Х6СЮСталь 15ХМСталь 15ХМФКРСталь 16ГНМСталь 16Х11Н2В2МФСталь 17Х18Н9Сталь 18Х3МФСталь 20Х12ВНМФСталь 20Х13Сталь 20Х1М1Ф1ТРСталь 20Х20Н14С2Сталь 20Х23Н13Сталь 20Х23Н18Сталь 20Х25Н20С2Сталь 25Х13Н2Сталь 30Х13Сталь 31Х19Н9МВБТСталь 37Х12Н8Г8МФБСталь 40Х10С2МСталь 40Х13Сталь 40Х15Н7Г7Ф2МССталь 40Х9С2Сталь 45Х14Н14В2МСталь 65Х13Сталь 79НМСталь 95Х18Сталь ХН28ВМАБСталь ХН32ТСталь ХН35ВТРСталь ХН38ВБСталь ХН38ВТСталь ХН45ЮСталь ХН55ВМКЮСталь ХН55ВМТКЮСталь ХН55МВЮСталь ХН56ВМКЮСталь ХН56ВМТЮСталь ХН57МТВЮСталь ХН60ВТСталь ХН60ЮСталь ХН62МВКЮСталь ХН65ВМТЮСталь ХН70ВМТЮСталь ХН70МВТЮБСталь ХН75ВМЮСталь ХН75МБТЮСталь ХН77ТЮРУСталь ХН80ТБЮХН35ВТХН35ВТЮХН60ЮХН70ВМТЮФХН70ВМЮТХН70ЮХН77ТЮРХН78Т 05ЛС 59-1ЛС59-1ЛС59-1ВЛС60-1ЛС63-3ЛС64-2ЛЦ14К3С3ЛЦ23А6Ж3Мц2ЛЦ25С2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40АЖЛЦ40Мц1.5ЛЦ40СМ0М00М00бМ0кМ1М1кМ1рМ1фМ2М2рМ3М3рМ4МА1МА11МА12МА14МА15МА17МА18МА19МА2МА21МА5МА8МКМКБМЛ2МЛ4пчМЛ5онМЛ5пчМН0.6МН16МН19МН95-5МНА13-3МНА6-1.5МНЖ5-1МНЖМц30-1-1МНМц3-12МНМц40-1.5МНМц43-0.5МНЦ15-20МНЦС16-29-1.8Ма2-1Мг90Мг95Мг96МолибденНК0.2НМЖМц28-2.5-1.5НМц2.5НМц5НМцАК2-2-1НП4НХ9НХ9.5Нихром Х20Н80О1О1пчОТ4ОТ4-1ПТ7МС0С1С1СС2С3СвАМг5НПСвАМг6СвАМг6МСвАМцСвАМцНСереброСплав АЛ19Сплав АЛ2Сплав АЛ22Сплав АЛ24Сплав АЛ27Сплав АЛ3Сплав АЛ32Сплав АЛ33Сплав АЛ34Сплав АЛ4Сплав АЛ5Сплав АЛ8Сплав АЛ9Сплав ВАЛ8Сплав МЛ10Сплав МЛ11Сплав МЛ12Сплав МЛ15Сплав МЛ19Сплав МЛ3Сплав МЛ4Сплав МЛ5Сплав МЛ6Сплав МЛ8Сплав МЛ9Сталь СПТ-2УранЦ0Ц0АЦ1ЦА4ЦАМ0.2-4ЦАМ10-2ЦАМ10-5ЦАМ15ЦАМ2-5ЦАМ4-1ЦАМ9-1.5ЦВЦВ0ЦМ108Х17Н15М3Т08Х18Н12Б10Х17Н13М2Т12Х18Н12Т15Х11МФ18Х11МФБ18Х12ВМБФР20Х12Н2В2МФ20ХМФБР25Х1М1Ф2Х12Н2ВМФ36Х18Н25С24Х14Н14В2М4Х15Н7Г7Ф2МССталь 03Х17Н13М2Сталь 03Х18Н11Сталь 06Х21Н6М2ТСталь 06ХН28МДТСталь 08Х13Сталь 08Х15Н24В4ТРСталь 08Х15Н25М3ТЮБСталь 08Х16Н11М3Сталь 08Х16Н13М2БСталь 08Х17Н13М2ТСталь 08Х17ТСталь 08Х18Г8Н2ТСталь 08Х18Н10Сталь 08Х18Н10ТСталь 08Х18Н12ТСталь 08Х18Т1Сталь 08Х20Н14С2Сталь 08Х21Н6М2ТСталь 08Х22Н6ТСталь 09Х14Н16БСталь 09Х14Н19В2БРСталь 09Х14Н19В2БР1Сталь 09Х16Н15М3БСталь 09Х16Н16МВ2БРСталь 09Х16Н4БСталь 10Х11Н20Т2РСталь 10Х11Н20Т3РСталь 10Х11Н23Т3МРСталь 10Х13СЮСталь 10Х14АГ15Сталь 10Х14Г14Н4ТСталь 10Х15Н25В3ТЮСталь 10Х15Н25М3В3ТЮКСталь 10Х15Н35В3ТЮСталь 10Х17Н13М2ТСталь 10Х18Н18Ю4ДСталь 10Х23Н18Сталь 10Х25Н25ТРСталь 10Х7МВФБРСталь 11Х11Н2В2МФСталь 12Х12МВФБРСталь 12Х13Сталь 12Х14Н14В2МСталь 12Х17Сталь 12Х18Н10ТСталь 12Х18Н9Сталь 12Х18Н9ТСталь 12Х25Н16Г7АРСталь 12Х2МВ8ФБСталь 12Х2МФБСталь 12Х2МФСРСталь 12ХМСталь 13Х11Н2В2МФСталь 13Х12Н2В2МФСталь 14Х17Н2Сталь 15Х12ВНМФСталь 15Х1М1ФСталь 15Х25ТСталь 15Х28Сталь 15Х2М2ФБССталь 15Х5Сталь 15Х5ВФСталь 15Х6СЮСталь 15ХМСталь 15ХМФКРСталь 16ГНМСталь 16Х11Н2В2МФСталь 17Х18Н9Сталь 18Х3МФСталь 20Х12ВНМФСталь 20Х13Сталь 20Х1М1Ф1ТРСталь 20Х20Н14С2Сталь 20Х23Н13Сталь 20Х23Н18Сталь 20Х25Н20С2Сталь 25Х13Н2Сталь 30Х13Сталь 31Х19Н9МВБТСталь 37Х12Н8Г8МФБСталь 40Х10С2МСталь 40Х13Сталь 40Х15Н7Г7Ф2МССталь 40Х9С2Сталь 45Х14Н14В2МСталь 65Х13Сталь 79НМСталь 95Х18Сталь ХН28ВМАБСталь ХН32ТСталь ХН35ВТРСталь ХН38ВБСталь ХН38ВТСталь ХН45ЮСталь ХН55ВМКЮСталь ХН55ВМТКЮСталь ХН55МВЮСталь ХН56ВМКЮСталь ХН56ВМТЮСталь ХН57МТВЮСталь ХН60ВТСталь ХН60ЮСталь ХН62МВКЮСталь ХН65ВМТЮСталь ХН70ВМТЮСталь ХН70МВТЮБСталь ХН75ВМЮСталь ХН75МБТЮСталь ХН77ТЮРУСталь ХН80ТБЮХН35ВТХН35ВТЮХН60ЮХН70ВМТЮФХН70ВМЮТХН70ЮХН77ТЮРХН78Т |
| Наименование товара | ТрубаЛистКругТруба профильнаяШестигранник |
| Внешний диаметр (мм) | ||||
| Толщина стенки трубы (мм) | ||||
| Масса (кг) | |
| Длина (м) |
Select rating12345
Рейтинг: 3. 1 (Голосов 613)
1 (Голосов 613)
Сообщить об ошибке
Смотрите также
Онлайн-калькулятор веса металла для металлических пластин, листов, стержней, труб и труб
Онлайн-калькулятор веса металла
Онлайн-калькулятор веса металла позволяет рассчитать вес обычных металлов, таких как мягкая сталь, углеродистая сталь, нержавеющая сталь, алюминиевый сплав, медь, латунь и т. д.; Металлические формы включают в себя металлическую пластину, металлический лист, металлический стержень, круглую трубу, квадратную трубу, пустотелую, угловую, тавровую, H/I/W балку, U/C-канал, профиль и другие обычные металлические изделия.
Примечание. Плотность различных металлических материалов основана на плотности металлов, плотности алюминия и плотности нержавеющей стали.
Метрическая единица измерения
Загрузка…
Выберите тип металла *
IronMild / Carbon steelStainless steel 304 304L 304NStainless steel 316 316L 316NStainless steel 201 202 205Stainless steel 301 302 303 309 310 321Stainless steel 302B 302Cu 305 308 317 317LAluminum 6061Aluminum 7075Aluminum 6063 Aluminum 5052Aluminum 2024Aluminum 3003Aluminum 1050CopperAdmiralty BrassBrass 60/40Red BrassYellow BrassLeadNickelChromiumTitaniumGoldSilver
Выберите форму металла *
Лист / Пластина / Плоский / Квадратный Круглый Пруток Шестиугольный Пруток Круглая труба Квадратная / Прямоугольная трубка Равнополочный / Неравноугольный U-образный канал БалкаT-образный стержень
Длина (метр) *
Ширина (мм)
Высота (мм)
Толщина (т, мм)
Толщина (i, мм)
Внешний диаметр (мм)
Толщина стенки (мм)
Диаметр (мм)
Количество (шт. ) *
) *
Вес листа/пластины/плоского листа (кг)
Вес листа/пластины/плоского листа (фунты)
Метрическая тонна
Тонна США
Вес круглого стержня (кг)
Вес круглого стержня (фунты)
Метрическая тонна
Вес (тонна США)
Вес шестиугольного стержня (фунты 5 x
)
)
Метрическая тонна
США тонна
Вес круглой трубы (кг)
Вес круглой трубы (фунты)
Метрическая тонна
Вес США тонн
Квадратная/прямоугольная труба Вес (кг) 90 (фунты)
Метрическая тонна
US TON
Вес угла (кг)
Вес угла (LBS)
Метрическая тонна
US TON
Вес каната U (кг)
U-канал (LBS)
4 Метрические тонны
США, тонны
Масса балки (кг)
Масса балки (фунты)
Метрические тонны
Метрические тонны
Масса Т-образного стержня (кг)
Масса Т-образного стержня (0 фунтов)
Тонны США
* Требуется
Британские единицы
Загрузка. ..
..
Выберите тип металла
IronCarbon steelStainless steel 304 304L 304NStainless steel 316 316L 316NStainless steel 201 202 205Stainless steel 301 302 303 309 310 321Stainless steel 302B 302Cu 305 308 317 317LAluminum 6061Aluminum 7075Aluminum 6063 Aluminum 5052Aluminum 2024Aluminum 3003Aluminum 1050CopperAdmiralty BrassBrass 60/40Red BrassYellow BrassLeadNickelChromiumTitaniumGoldSilver
Select Metal Shape
Лист / Плита / Плоский / Квадратный Круглый Пруток Шестиугольный Пруток Круглая труба Квадратная труба / Прямоугольник Угловой Пруток, Равнополочный / Неравноправный U-образный канал БалкаT-образный стержень
Длина (дюймы)
Ширина (дюйм)
Высота (дюйм)
Толщина (т, дюйм)
Толщина (i, дюйм)
Внешний диаметр (дюймы)
Толщина стенки (дюйм)
Диаметр (дюйм)
Количество (шт.)
Вес листа/плиты/плоского проката (фунты)
Вес листа/плиты/плиты (кг)
Вес (тонны США)
Вес (метрические тонны)
Вес круглого прутка (фунты)
Вес круглого прутка ( кг)
Вес (тонны США)
Вес (метрические тонны)
Вес шестигранного стержня (фунты)
Вес шестигранного стержня (кг)
Вес (тонны США)
Вес (метрические тонны)
Вес круглой трубы (метрические тонны) )
Вес круглой трубы (кг)
Вес (тонны США)
Вес (метрические тонны)
Вес квадратной/прямоугольной трубы (фунты)
Вес квадратной/прямоугольной трубы (кг)
Вес (тонны США)
Вес (метрическая тонна)
Вес уголка (фунты)
Вес уголка (кг)
Вес (тонны США)
Вес уголка (метрические тонны)
Вес U-образного профиля (фунты)
Вес U-образного профиля (кг)
Вес ( Тонны США)
Масса (метрические тонны)
Масса балки (фунты)
Масса балки (кг)
Масса (тонны США)
Масса (метрические тонны)
Масса таврового стержня (фунты)
4 T
4 T5 -бар Вес (кг)
Вес (тонны США)
Вес (метрические тонны)
* Требуется
Как работает калькулятор веса металла?
Основной принцип расчета веса металла заключается в умножении объема (V) металла на его плотность (ρ).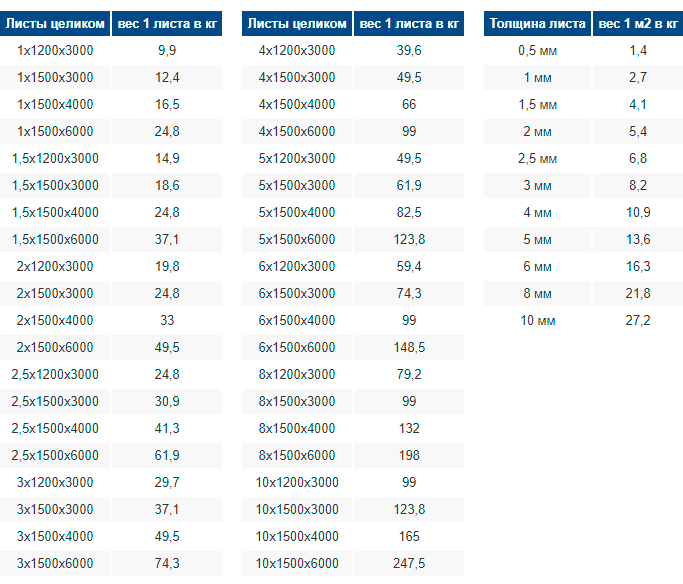 И объем различных правильных металлических форм должен быть умножен на его площадь поперечного сечения (S) на его длину (L). Итак,
И объем различных правильных металлических форм должен быть умножен на его площадь поперечного сечения (S) на его длину (L). Итак,
Вес металла = Объем (V) × Плотность (ρ) = Площадь сечения (S) × Длина (L) × Плотность (ρ) .
Формула расчета
Онлайн-калькулятор веса металла использует формулу расчета веса для различных металлических форм, приведенную ниже.
Формула расчета веса металлической пластины
Вес = Объем (V) × Плотность (ρ),
Площадь сечения (S) = Ширина (W) x Толщина (T),
Объем пластины/листа = Длина (L) × Ширина (Ш) × Толщина (Т), поэтому
Вес металлической пластины = Д × Ш × Т × ρ
Формула расчета веса круглого прутка
Объем круглого прутка = Площадь поперечного сечения × Длина,
Площадь поперечного сечения = πr², («r» = радиус, «d» = диаметр, поэтому r=d/2), поэтому
Объем = π(d/2)² × L = (πd²)/4 × L, поэтому
Вес круглого стержня = (πd²)/4×L×ρ
Вес шестигранного стержня
Площадь поперечного сечения = √3÷2 × W²,
Объем = √3÷2 × W² × L,
Масса шестигранного стержня = √3÷2×Ш² ×Д×ρ
Формула веса металлической трубы/трубы
Объем круглой трубы/трубы = Общий объем – Объем полости,
Общий объем = π(OD/2)² × L,
Объем полости = π[(OD-WT)/2]² × L,
Объем трубы/трубки = π(OD/2)²×L-π[(OD-WT)/2]²×L , so
Калькулятор веса металлических труб = WT(OD-WT)×π×L×ρ
Формула веса прямоугольной трубы
Объем прямоугольной трубы = Общий объем – Объем полости = L×W×H – L×(W-2t)×(H-2t ),
Объем прямоугольной трубы = 2 л (Ш+В-2т), поэтому
Калькулятор веса прямоугольной трубы = 2LT(Ш+В-2т)×ρ
Формула веса углового стержня
Площадь поперечного сечения (S ) = Поперечная площадь + Продольная площадь,
Поперечная площадь = Ширина × Толщина,
Продольная площадь = (Высота-Толщина) × Толщина,
Объем = [Wt+(H-t)t]×L = t(W+H-t)×L, поэтому
Вес уголка = t(W+H-t)×L×ρ
Тавровая балка / T-образная балка Формула веса
Площадь сечения (S) = Площадь полки + Площадь стенки,
Площадь полки = Ширина × Толщина полки (t),
Площадь стенки = (Высота – t) × Толщина стенки (i),
S = Wt + ( H – t) × i,
Объем = (Wt+Hi-ti) × L, поэтому
T-образная балка / T-образная балка Вес = (Wt+Hi-ti)×L×ρ
Вес стальной балки Формула
Площадь верхней полки = Площадь нижней полки,
Площадь сечения (S) = 2×(площадь полки) + площадь стенки,
Площадь полки = ширина (W) × толщина полки (t),
Площадь стенки = высота (H) – 2 × t,
S = [2Wt+ (H -2t)×i], поэтому
Калькулятор веса стальной балки = (2Wt+Hi-2ti)×L×ρ
Формула веса канала U/C
Общая площадь полки = 2 × (H-i) × t,
Площадь полотна = W × i,
Объем = (Wi + 2tH – 2Ti)×L, поэтому
Формула расчета веса канала U/C = (Wi+2tH-2ti)×L×ρ
Калькулятор
Четыре шага для расчета себестоимости изделий из листового металла
В условиях современной конкуренции понимание структуры себестоимости продукта необходимо для улучшения процесса, а также для правильной стратегии ценообразования.
Производственный цикл изделия из листового металла включает несколько этапов от сырья до готового к отгрузке изделия, включая: резку , профилирование , гибку , сварка , штамповка , лазерная резка , сборка возможных аксессуаров , покраска и упаковка .
Мои предыдущие статьи были посвящены:
- Пониманию доли брака, создаваемой различными процессами резки
- Как рассчитать почасовую стоимость и тариф системы производства листового металла
- Как рассчитать производительность и эффективность системы производства листового металла
Мы видели, как некоторые из этих параметров, например Эффективность машины или ее Почасовая стоимость , зависят от ряда оценок и стратегических решений, которые должен принять предприниматель. Мы всегда должны помнить, что все эти решения повлияют на результат расчета.
Здесь я воспользуюсь некоторыми концепциями и идеями, изложенными в этих статьях, и предложу метод оценки себестоимости производства одного изделия из листового металла и полной партии.
Dallan разрабатывает эффективные технологии и машины для улучшения производственного цикла и снижения производственных затрат. Это возможно благодаря оптимизации использования сырья (до 100%) и снижению затрат на техническое обслуживание.
Откройте для себя все технологии и производственные системы Dallan:
Индекс
- 1 Шаг первый: разделение производственного цикла
- 2 Шаг второй: расчет стоимости сырья
- 3 Шаг третий: добавление стоимости обработки
- 4 Шаг четвертый: повторение расчета для различных фаз производственного цикла
- 5 Правило 80/20, примененное к структуре себестоимости продукции
- 6 Важное примечание
- 7 Выводы
Шаг первый: разделение производственного цикла
Формулы, описанные в предыдущей статье, предназначены для расчета почасовой стоимости и эффективности отдельной машины или системы.
Поскольку производственные циклы могут сильно отличаться друг от друга и могут включать разные фазы, нам необходимо сократить производственный цикл до более простых процессов, как показано на рисунке ниже.
Таким образом, продукция Машины 1 становится входом Машины 2, сохраняя свою производственную стоимость, как если бы это было новое сырье.
Теперь можно сосредоточиться на одном из этих производственных циклов за раз. Начнем с машины 1.
Шаг второй: расчет стоимости сырья
Для производства одного продукта требуется один или несколько видов сырья.
Например, для автономного профилегибочного станка для стоек гипсокартона требуются рулоны оцинкованной стали. В случае полной системы с профилированием и упаковкой сырьем будут: металлические рулоны, ленты и деревянная плитка.
На этом этапе нам нужно рассчитать или оценить количество сырья, которое потребуется для производства одного продукта, включая лом, образующийся в процессе. В первой статье я показал, как Elleci может генерировать средний прирост 15,9.% на затраты сырья, за счет перевода набора статей на более эффективные технологии.
В первой статье я показал, как Elleci может генерировать средний прирост 15,9.% на затраты сырья, за счет перевода набора статей на более эффективные технологии.
Возьмем в качестве примера продукт F ам. артикула. Изделие имеет размеры 415х685мм, толщину 1мм и изготовлено из листового металла размерами 1000х2100. В этот лист умещаем 6 деталей, с браком 19%. В данном случае надо учитывать, что количество сырья на одну штуку — это плита размерами 700х500мм, толщиной 1мм.
стоимость сырья за штуку определяется по следующей формуле:
В предыдущем примере, принимая 0,7 евро за кг в качестве стоимости материала за кг и плотности стали 7,8 кг/дм3, получаем:
СТОИМОСТЬ СЫРЬЯ = 7 * 5 * 0,01 * 7,8 * 0,7 = 1,91 евро
Эту процедуру необходимо повторить для каждого сырья, поступающего в процесс.
Шаг третий: добавление стоимости обработки
На данный момент нам нужны следующие данные:
- Почасовая стоимость машины или системы, рассчитанная методом, показанным во второй статье.
 На этом этапе мы не будем учитывать накладные расходы.
На этом этапе мы не будем учитывать накладные расходы. - Производительность (время цикла) и Эффективность системы, рассчитанные в моей третьей статье.
 На этом этапе мы не будем учитывать накладные расходы.
На этом этапе мы не будем учитывать накладные расходы.
Формула для расчета затрат на обработку выглядит следующим образом:
Например, при времени цикла 12 секунд, эффективности 80,5% и стоимости станка в час 77,3 Евро получаем:
СТОИМОСТЬ ОБРАБОТКИ = 77,3 * 12 / 0,805 / 3600 = 0,32 евро
Таким образом, общие прямые затраты на производство за одну деталь составляют:
5 И в нашем примере
5
ОБЩАЯ СТОИМОСТЬ ПРОДУКТА В МАШИНЕ 1 = 1,91 + 0,32 = 2,23 евро
В этом случае стоимость механической обработки составляет всего 14% от общей стоимости продукта, где сырье представляют оставшиеся 86%. Эти проценты могут варьироваться, но ясно, что любая экономия сырья (с оптимизацией или устранением брака) может быть очень выгодной для общей стоимости производства.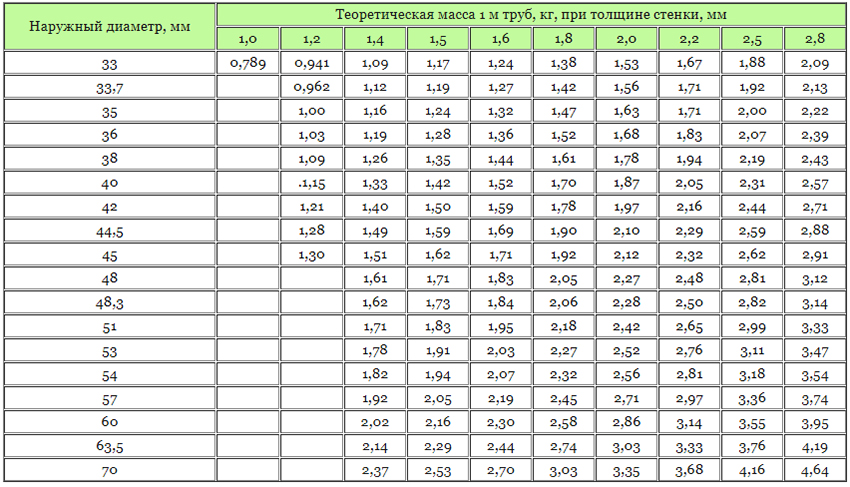
На некоторых производствах нам может потребоваться изготовление специального инструмента, который не всегда можно рассчитать как часть станка.
В этом случае я предпочитаю рассматривать завершение производства N деталей как часть инвестиций и использовать следующую формулу:
(Общие производственные затраты) = N*(Стоимость сырья) + N*(Почасовые затраты) )*(Время цикла на одну деталь) /(Эффективность) + Стоимость инструмента
Обратите внимание, что эта формула немного отличается от той, которую я предложил в статье о почасовой стоимости, так как время наладки уже учтено Эффективностью .
Dallan разрабатывает системы бережливого производства и высокоэффективные машины. Последняя инновация касается лазерной резки листового металла, применяемой для производства в рулонах. Многолетний опыт Dallan в области поточных производственных систем позволил нам разработать революционный станок для лазерной резки, который сочетает в себе гибкость и экономичность резки волоконным лазером с эффективностью и производительностью рулонного производства.
УЗНАЙТЕ, КАК РАБОТАЕТ СИСТЕМА ЛАЗЕРНОЙ РЕЗКИ DALLAN
Шаг четвертый: повторение расчета для различных фаз производственного цикла
Теперь, когда мы рассчитали себестоимость производства от сырья до выпуска машины 1, мы можем повторить процедуру для других машин или фаз которые завершают производственный цикл.
Выпуск каждой машины несет на себе затраты, связанные с предыдущими процессами, до тех пор, пока не будет достигнут конец линии и продукт не будет готов к доставке.
Правило 80/20, применяемое к структуре себестоимости продукции
Простая методология, проиллюстрированная в этой статье, может привести к существенному пониманию структуры себестоимости продукции, а также помочь определить, как действовать для повышения прибыльности продукта или продуктовой линейки.
В приведенном выше примере, когда стоимость сырья составляет 86 % от общей стоимости, становится ясно, что любой % экономии сырья (например, за счет снижения процента брака) приведет к пропорциональному сокращению общая стоимость продукта.
В производственном цикле, состоящем из нескольких фаз, можно будет понять, как каждая фаза влияет на общие производственные затраты, что позволит руководителю производства расставить приоритеты по улучшению процесса.
Компания Dallan, будучи знатоком процессов обработки листового металла, сосредоточила свои разработки на высокоэффективных производственных системах и технологиях. Поточная философия с рулонной подачей обеспечивает высочайшую оптимизацию использования сырья, что означает меньше брака и больше прибыли, чем традиционные системы. Кроме того, инновационные и устойчивые технологии гарантируют снижение эксплуатационных расходов и затрат на техническое обслуживание.
ОТКРОЙТЕ ДЛЯ СЕБЯ 3 ПРЕИМУЩЕСТВА ПРОИЗВОДСТВА С РУЛОННЫМ ФОРМАТОМ
Важное примечание
используемые нами параметры являются результатом решения или оценки руководителя производства.
В дополнение к этому обратите внимание, что этот метод не учитывает логистические затраты, связанные с хранением и перемещением продуктов с одной машины или процесса на другую. Если этот процесс выполняется вручную, эти затраты могут составлять важную часть общих затрат, и их должен оценивать руководитель производства. По этой причине линейное производство всегда предпочтительнее.
В любом случае, если логистика продуктов между двумя машинами автоматизирована и осуществляется, например, машиной или автоматическим складом, эту фазу можно рассматривать как другую фазу процесса, где автоматический склад представляет собой другую машину, характеризующуюся своей Почасовая стоимость и время цикла, которое является наибольшим из значений времени цикла машин, которые идут вверх и вниз по течению.
Выводы
Эта статья завершает серию статей, посвященных расчету почасовой стоимости машины, эффективности и проценту брака.
В предыдущих статьях я выделил факторы, которые предприниматель и руководитель производства должны учитывать при определении почасовой стоимости и ставки машин, а также важность организации производства для обеспечения высокой эффективности машин и систем.

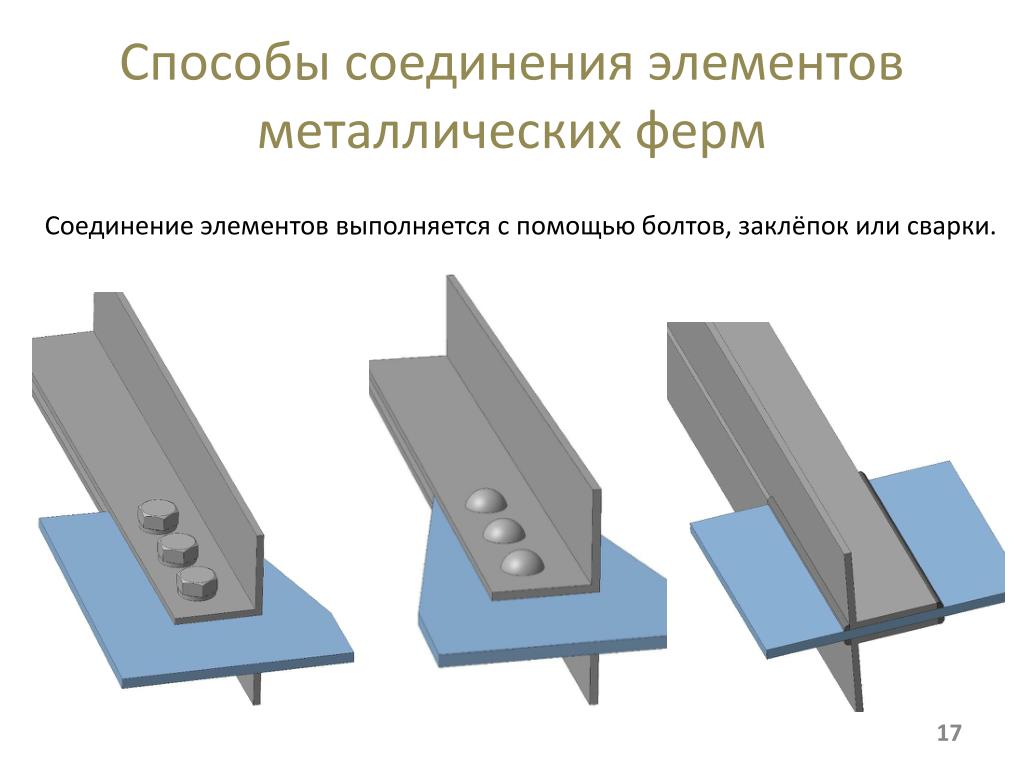
 Наиболее используемые модели объединяются в следующие виды:
Наиболее используемые модели объединяются в следующие виды:
 Их разнообразие на рынке настолько велико, что даже специалисты тратят много времени на выбор оптимального профессионального фрезерного станка. Приступим к выбору.
Их разнообразие на рынке настолько велико, что даже специалисты тратят много времени на выбор оптимального профессионального фрезерного станка. Приступим к выбору. На его переднем торце устанавливается фрезерная оправка. В зависимости от типа станка двигать можно шпиндельной головкой, основной головкой, либо же самим столом, смещение которого позволяет добиться правильного угла.
На его переднем торце устанавливается фрезерная оправка. В зависимости от типа станка двигать можно шпиндельной головкой, основной головкой, либо же самим столом, смещение которого позволяет добиться правильного угла.

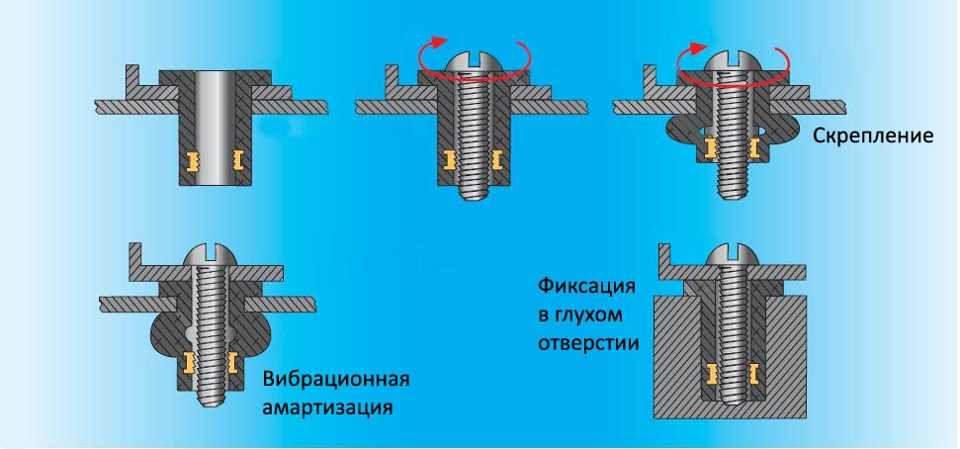
 Для дополнительной устойчивости и поглощения вибрации применяют такие крепления:
Для дополнительной устойчивости и поглощения вибрации применяют такие крепления: д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов. Наш компактный, но мощный дизайн имеет размеры 23-1/4 на 22 на 29.-1/2 дюйма в размере с 8-1/2 на 15-дюймовый отпечаток ноги. Перемещайтесь на 11–13/16 дюймов по оси X, на 5–1/8 дюймов по оси Y и на 7 дюймов по оси Z с помощью маркировки инструментальной линейки вокруг каждого маховика для точной и аккуратной резки.
д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов. Наш компактный, но мощный дизайн имеет размеры 23-1/4 на 22 на 29.-1/2 дюйма в размере с 8-1/2 на 15-дюймовый отпечаток ноги. Перемещайтесь на 11–13/16 дюймов по оси X, на 5–1/8 дюймов по оси Y и на 7 дюймов по оси Z с помощью маркировки инструментальной линейки вокруг каждого маховика для точной и аккуратной резки.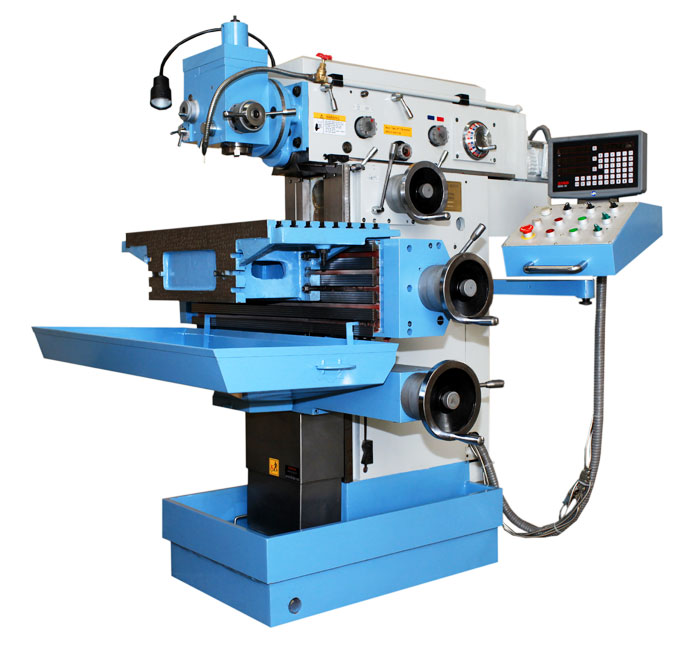 Наша настольная конструкция дает пользователям прочную и надежную основу для тяжелых условий эксплуатации с предварительно просверленными отверстиями для болтов для повышения устойчивости. Резиновая крышка проходит от стола к стойке, помогая улавливать стружку и минимизировать очистку. Входящий в комплект прозрачный экран в сочетании с функцией аварийной остановки обеспечивает максимальную безопасность пользователя во время работы. И, поскольку это продукт WEN, на ваш фрезерный станок распространяется двухлетняя гарантия, национальная сеть квалифицированных специалистов по обслуживанию и обширный перечень запасных частей, чтобы вы не забыли WEN.
Наша настольная конструкция дает пользователям прочную и надежную основу для тяжелых условий эксплуатации с предварительно просверленными отверстиями для болтов для повышения устойчивости. Резиновая крышка проходит от стола к стойке, помогая улавливать стружку и минимизировать очистку. Входящий в комплект прозрачный экран в сочетании с функцией аварийной остановки обеспечивает максимальную безопасность пользователя во время работы. И, поскольку это продукт WEN, на ваш фрезерный станок распространяется двухлетняя гарантия, национальная сеть квалифицированных специалистов по обслуживанию и обширный перечень запасных частей, чтобы вы не забыли WEN. Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.
Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.
 Хорошее соотношение цена/качество.
Хорошее соотношение цена/качество.
 6)
6) 600 об/мин, с бесступенчатой регулировкой (инвертор)
600 об/мин, с бесступенчатой регулировкой (инвертор) 250 мм (10″) с гидроцилиндром со сквозным отверстием (пр-во Тайвань), включая:
250 мм (10″) с гидроцилиндром со сквозным отверстием (пр-во Тайвань), включая: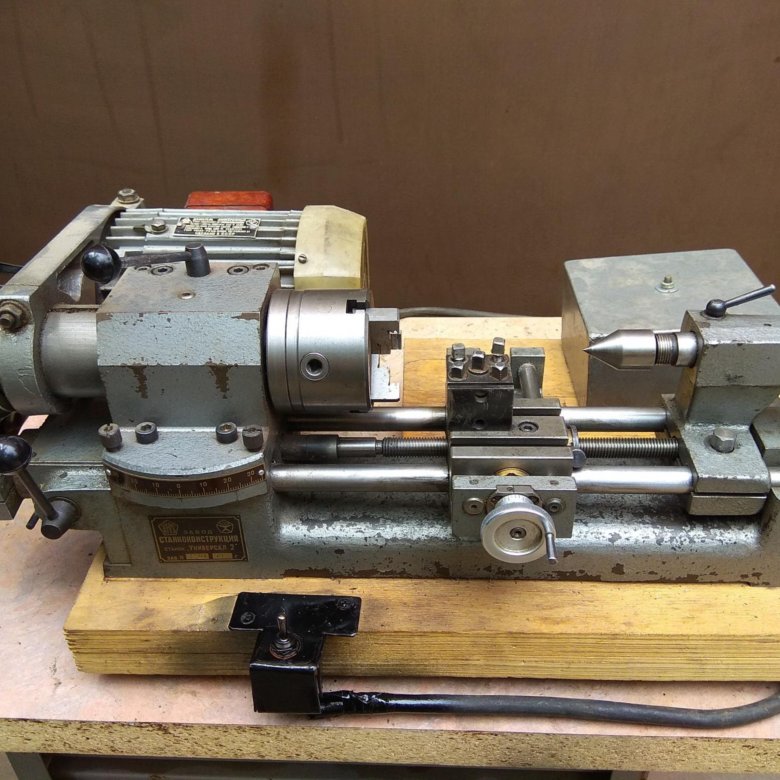
 обороты 4000
обороты 4000  обороты 3000
обороты 3000  70 кВт
70 кВт обороты 3000
обороты 3000  обороты 3500
обороты 3500  обороты 4000
обороты 4000  50 кВт
50 кВт обороты 1600
обороты 1600  Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм. Следующее важное решение, которое нужно принять, — «новое или подержанное?» Если вы находитесь в Северной Америке, этот вопрос во многом совпадает с классическим вопросом «Импорт или американец?». Ответ сводится к тому, каковы ваши потребности и что вы хотите получить от этой машины.
Следующее важное решение, которое нужно принять, — «новое или подержанное?» Если вы находитесь в Северной Америке, этот вопрос во многом совпадает с классическим вопросом «Импорт или американец?». Ответ сводится к тому, каковы ваши потребности и что вы хотите получить от этой машины. Иногда вы получаете техническую поддержку и руководство на английском языке в придачу, иногда нет.
Иногда вы получаете техническую поддержку и руководство на английском языке в придачу, иногда нет.
 Мало кто спорит о том, что машины, построенные в 20-м веке американцами (а также немцами, швейцарцами, британцами и другими), являются первоклассными. Эти машины не были построены по бюджетной цене, как современные азиатские машины потребительского класса. Они были построены так, чтобы прослужить компании всю жизнь, полагаясь на то, что они выполнят настоящую производственную работу, и стоили соответственно.
Мало кто спорит о том, что машины, построенные в 20-м веке американцами (а также немцами, швейцарцами, британцами и другими), являются первоклассными. Эти машины не были построены по бюджетной цене, как современные азиатские машины потребительского класса. Они были построены так, чтобы прослужить компании всю жизнь, полагаясь на то, что они выполнят настоящую производственную работу, и стоили соответственно. Если пути хорошие, то все остальное поправимо (в зависимости от вашей готовности заняться восстановительными работами). Однако найти готовую винтажную машину по хорошей цене может быть сложно, поэтому маршрут Old Iron лучше всего подходит, если вы ищете проект.
Если пути хорошие, то все остальное поправимо (в зависимости от вашей готовности заняться восстановительными работами). Однако найти готовую винтажную машину по хорошей цене может быть сложно, поэтому маршрут Old Iron лучше всего подходит, если вы ищете проект.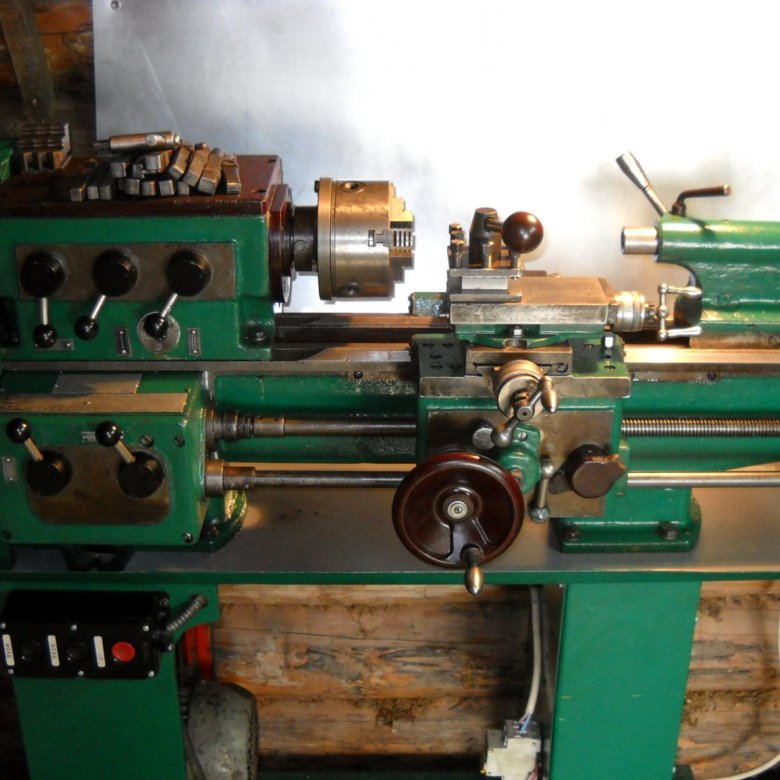

 Без учета расстояния от станка до входящего в его комплектацию электротехнического щита.
Без учета расстояния от станка до входящего в его комплектацию электротехнического щита.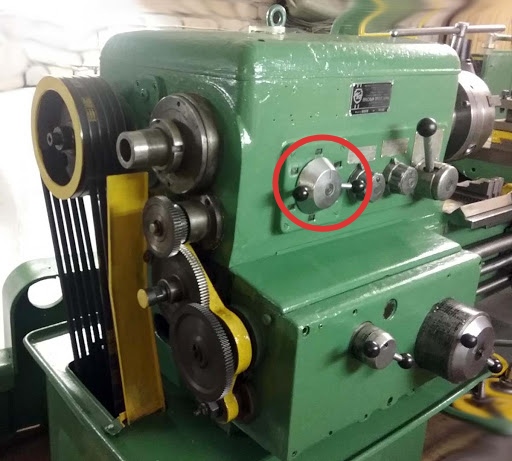 Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
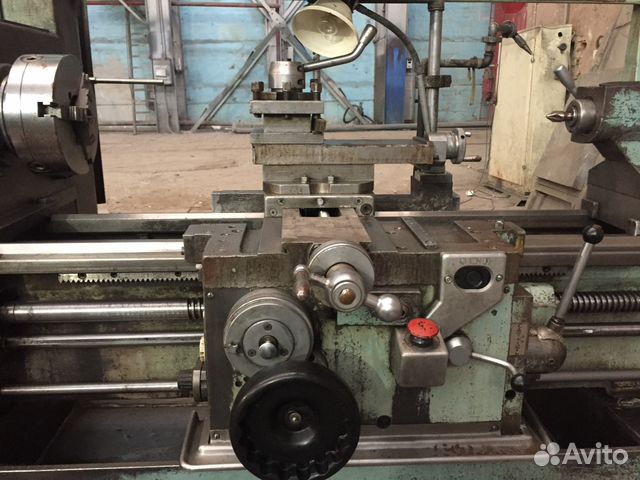
Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
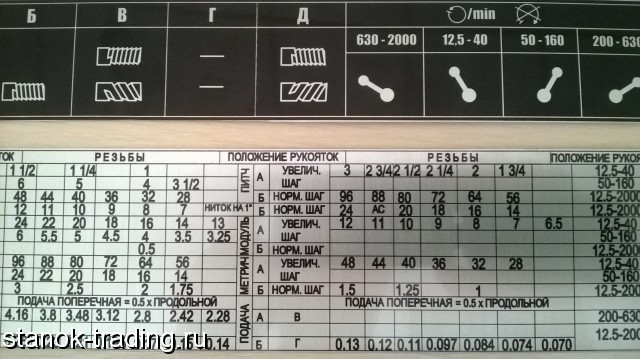
 Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую. После выверки выполняют подливку фундамента цементным раствором.
После выверки выполняют подливку фундамента цементным раствором.

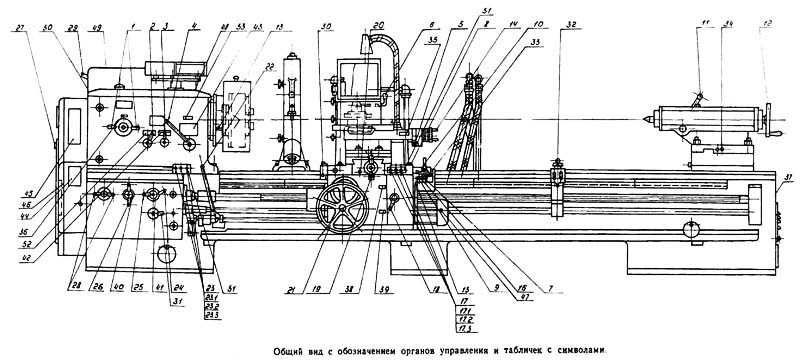 Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство





 Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
 Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.

 На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
 Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.18-03-2022-8-31.jpeg)



 Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции: Модели расточных станков
Модели расточных станков
 Мы думаем, что наиболее вероятным ответом на эту подсказку будет LATHE . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Мы думаем, что наиболее вероятным ответом на эту подсказку будет LATHE . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????». Кроссворд.
Кроссворд.
 Мы добавляем много новых подсказок на ежедневной основе.
Мы добавляем много новых подсказок на ежедневной основе. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????». Кроссворд.
Кроссворд.
 При толщине листа до 2 мм предварительное сверление не требуется.
При толщине листа до 2 мм предварительное сверление не требуется.


 Они более эффективны, но обходятся дороже при вырубке.
Они более эффективны, но обходятся дороже при вырубке.  д.
д. Клеи, такие как эпоксидный, полиуретановый или на основе силикона, могут быть хороши для соединения легких металлов. Вы можете сделать это, выполнив следующие шаги:
Клеи, такие как эпоксидный, полиуретановый или на основе силикона, могут быть хороши для соединения легких металлов. Вы можете сделать это, выполнив следующие шаги:
 Пайка производится при приблизительной температуре 800ºF/426ºC или выше.
Пайка производится при приблизительной температуре 800ºF/426ºC или выше.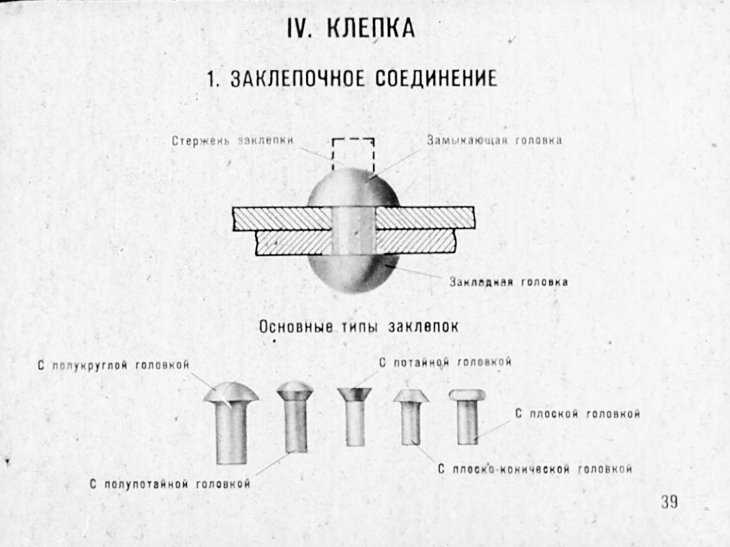 Металлический припой с более высоким содержанием олова будет иметь низкую температуру плавления.
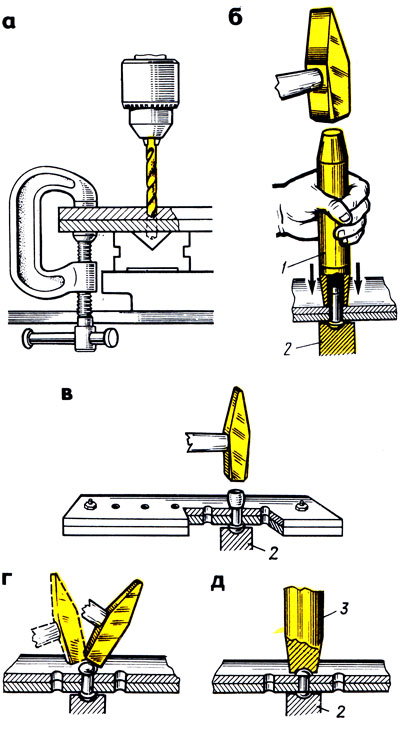
Металлический припой с более высоким содержанием олова будет иметь низкую температуру плавления.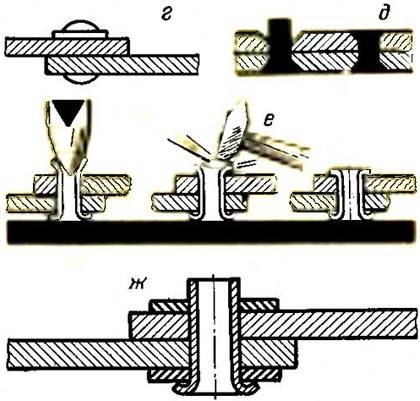 Очистите металлические поверхности и зажмите их внахлест. Если металлические листы тонкие, можно разметить и пробить отверстия для клепки; однако толстый калибр необходимо просверлить.
Очистите металлические поверхности и зажмите их внахлест. Если металлические листы тонкие, можно разметить и пробить отверстия для клепки; однако толстый калибр необходимо просверлить. д. В таких случаях, может быть выгодно разделить всю конструкцию на две или более небольших, а затем собрать их вместе с помощью гаек, болтов и шайб (креплений). К преимуществам можно отнести простоту изготовления, простоту транспортировки и многое другое. После того, как вы соберете подконструкции вместе с помощью крепежных деталей, они станут единым прочным элементом.
д. В таких случаях, может быть выгодно разделить всю конструкцию на две или более небольших, а затем собрать их вместе с помощью гаек, болтов и шайб (креплений). К преимуществам можно отнести простоту изготовления, простоту транспортировки и многое другое. После того, как вы соберете подконструкции вместе с помощью крепежных деталей, они станут единым прочным элементом.
 Используйте флюс и припой, рекомендованный для пайки алюминия.
Используйте флюс и припой, рекомендованный для пайки алюминия.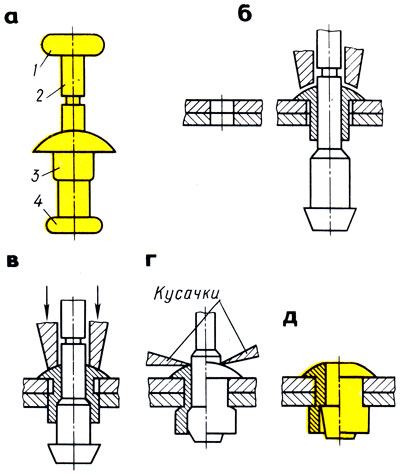 Комбинация никеля и меди может использоваться для пайки нержавеющей стали (температура пайки 1120º C/ 2048º F).
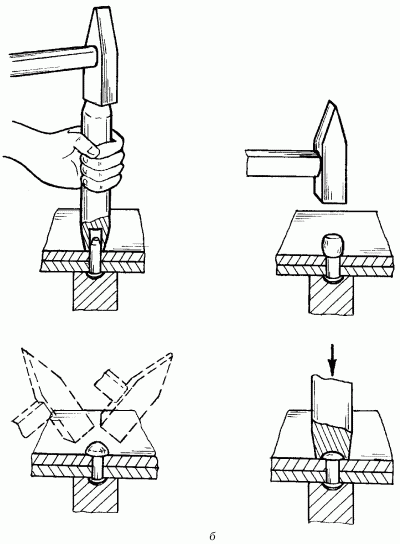
Комбинация никеля и меди может использоваться для пайки нержавеющей стали (температура пайки 1120º C/ 2048º F). д.). Вставьте заклепку в просверленное отверстие, поместите инструмент для формирования головки заклепки на другой конец заклепки и ударьте молотком, чтобы сформировать головку и соединить листы.
д.). Вставьте заклепку в просверленное отверстие, поместите инструмент для формирования головки заклепки на другой конец заклепки и ударьте молотком, чтобы сформировать головку и соединить листы.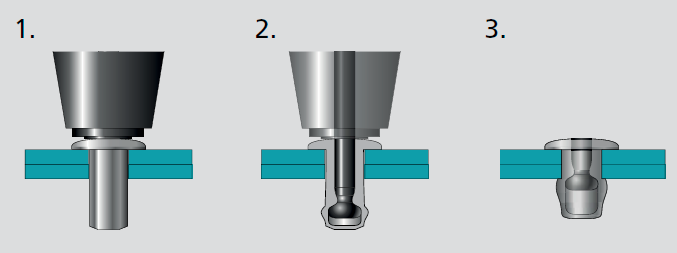




 Желательно ориентироваться на покупку премиум марки стали, так как это положительно скажется на сроке службы и качестве покрытия.
Желательно ориентироваться на покупку премиум марки стали, так как это положительно скажется на сроке службы и качестве покрытия.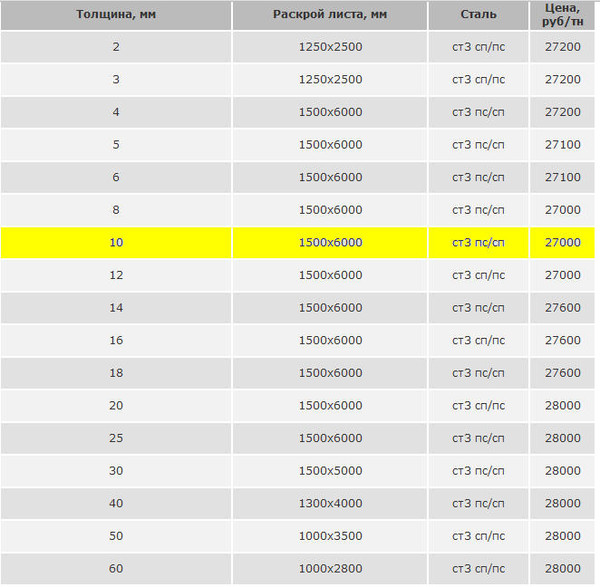 Расчет массы требуется для решения множества вопросов:
Расчет массы требуется для решения множества вопросов: com
com В соответствии со стандартами ASTM, JIS и AISI, GB, сталь Jaway повышает эффективность и контроль качества при выборе сырья, резке, резке, обработке поверхности, упаковке и экспорте существующей продукции.
В соответствии со стандартами ASTM, JIS и AISI, GB, сталь Jaway повышает эффективность и контроль качества при выборе сырья, резке, резке, обработке поверхности, упаковке и экспорте существующей продукции. 1, No.4, HL, BA, 8K etc
1, No.4, HL, BA, 8K etc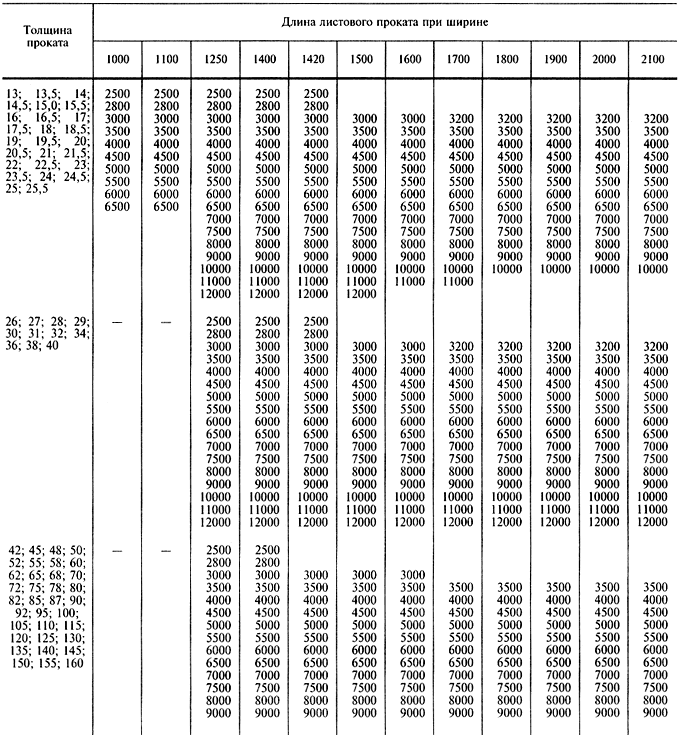 0008
0008 д.
д.

 Готовые изделия используются в пищевой, химической, нефтегазовой промышленности, фармацевтике, сфере изготовления косметических изделий.
Готовые изделия используются в пищевой, химической, нефтегазовой промышленности, фармацевтике, сфере изготовления косметических изделий.
 При увеличении толщины металла необходим нагрев заготовок. Требования к гибке листового металла приведены в действующих нормативных документах.
При увеличении толщины металла необходим нагрев заготовок. Требования к гибке листового металла приведены в действующих нормативных документах.





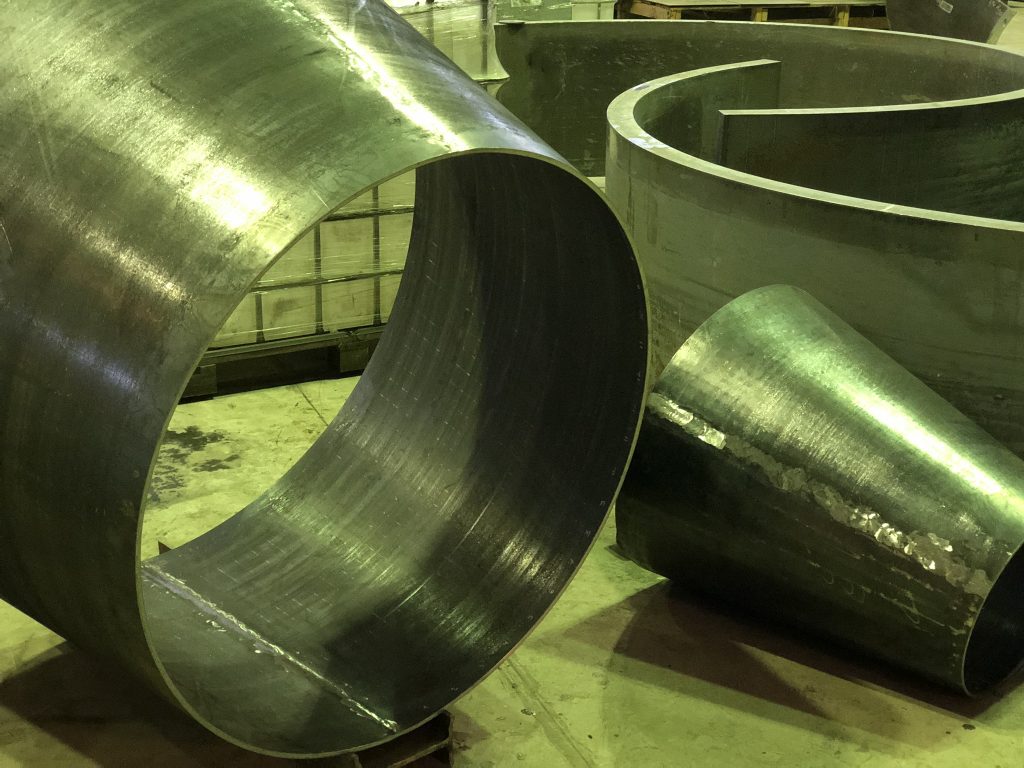
 Другие факторы, такие как требуемый допуск, также необходимо учитывать. Вот почему здесь, в CSM, мы уделяем время планированию и разработке конуса с учетом его конкретного использования. Так что, если вы попросите CSM изготовить для вас металлический конус, вы точно знаете, что получите заранее.
Другие факторы, такие как требуемый допуск, также необходимо учитывать. Вот почему здесь, в CSM, мы уделяем время планированию и разработке конуса с учетом его конкретного использования. Так что, если вы попросите CSM изготовить для вас металлический конус, вы точно знаете, что получите заранее. Раннее привлечение специалистов также должно в конечном итоге сэкономить ваше время и деньги на трудозатратах.
Раннее привлечение специалистов также должно в конечном итоге сэкономить ваше время и деньги на трудозатратах. Эти конусы/концентрические редукторы используются в качестве элемента управления потоком, а также могут применяться для измерения расхода жидкости. У нас есть возможность изготовления концентрических, эксцентричных, а также квадратных и круглых конусов. Каждый из наших металлических конусов изготавливается в соответствии со строгими стандартами с точки зрения размера и материалов конструкции, таких как углеродистая сталь, нержавеющая сталь, алюминий, высокопрочные, устойчивые к абразивному износу материалы.
Эти конусы/концентрические редукторы используются в качестве элемента управления потоком, а также могут применяться для измерения расхода жидкости. У нас есть возможность изготовления концентрических, эксцентричных, а также квадратных и круглых конусов. Каждый из наших металлических конусов изготавливается в соответствии со строгими стандартами с точки зрения размера и материалов конструкции, таких как углеродистая сталь, нержавеющая сталь, алюминий, высокопрочные, устойчивые к абразивному износу материалы.



 Между тем, любой студент-химик средней школы может сказать вам, что комплексы металлов обладают многими интересными свойствами, такими как окислительно-восстановительное поведение, катализ и магнетизм. Но возможно ли получить лучшее из обоих миров?
Между тем, любой студент-химик средней школы может сказать вам, что комплексы металлов обладают многими интересными свойствами, такими как окислительно-восстановительное поведение, катализ и магнетизм. Но возможно ли получить лучшее из обоих миров?
 Мэннерс обнаружил, что нагревание разрушает напряженные молекулы, инициируя реакцию, в результате которой образуется цепочка ферроценовых звеньев, связанных силановыми группами, получившая название полиферроценилсилан.
Мэннерс обнаружил, что нагревание разрушает напряженные молекулы, инициируя реакцию, в результате которой образуется цепочка ферроценовых звеньев, связанных силановыми группами, получившая название полиферроценилсилан.
 Связь в этих системах часто слабее, что позволяет при желании разорвать полимерные цепи этого типа.
Связь в этих системах часто слабее, что позволяет при желании разорвать полимерные цепи этого типа.
 В материалах, которые таким образом «соответствуют окислительно-восстановительному потенциалу», команда Свагера добилась значительных улучшений проводимости, что делает их пригодными для использования в химических сенсорах.
В материалах, которые таким образом «соответствуют окислительно-восстановительному потенциалу», команда Свагера добилась значительных улучшений проводимости, что делает их пригодными для использования в химических сенсорах. Поскольку восстановление кислорода является ключом к технологии топливных элементов, команда Свагера надеется, что их семейство кобальтсодержащих полимеров на основе политиофена можно будет использовать в качестве катализаторов для топливных элементов.
Поскольку восстановление кислорода является ключом к технологии топливных элементов, команда Свагера надеется, что их семейство кобальтсодержащих полимеров на основе политиофена можно будет использовать в качестве катализаторов для топливных элементов. «В принципе, огромное количество металлосодержащих материалов будут демонстрировать электрохромизм», — говорит Роджер Мортимер из Университета Лафборо, Великобритания. Он использует комплексы рутения с бипиридильными лигандами, замещенными винильными группами, для образования электрохромных пленок. Комплексы металлов находятся внутри непроводящего полиэтиленового каркаса, где проводимость достигается за счет переноса заряда от одного металлического комплекса к другому.
«В принципе, огромное количество металлосодержащих материалов будут демонстрировать электрохромизм», — говорит Роджер Мортимер из Университета Лафборо, Великобритания. Он использует комплексы рутения с бипиридильными лигандами, замещенными винильными группами, для образования электрохромных пленок. Комплексы металлов находятся внутри непроводящего полиэтиленового каркаса, где проводимость достигается за счет переноса заряда от одного металлического комплекса к другому.
 Он используется во всем: от бытовых приборов до упаковки, строительных материалов и одежды. Широкий спектр применения пластика обусловлен различными доступными типами пластика, каждый из которых изготовлен из органических полимеров.
Он используется во всем: от бытовых приборов до упаковки, строительных материалов и одежды. Широкий спектр применения пластика обусловлен различными доступными типами пластика, каждый из которых изготовлен из органических полимеров. Как следует из «затвердевшей» части названия, термореактивный пластик после смешивания и формования во время обработки образует неизменную химическую связь. Это означает, что пластик «затвердевает» после отверждения, то есть формируется и затвердевает. Несмотря на то, что термореактивные пластики нельзя вернуть в жидкое состояние или отлить в форму, они известны своей сверхпрочностью и устойчивостью к растворителям.
Как следует из «затвердевшей» части названия, термореактивный пластик после смешивания и формования во время обработки образует неизменную химическую связь. Это означает, что пластик «затвердевает» после отверждения, то есть формируется и затвердевает. Несмотря на то, что термореактивные пластики нельзя вернуть в жидкое состояние или отлить в форму, они известны своей сверхпрочностью и устойчивостью к растворителям. Это часть того, что вы носите, и в то же время используется для космических станций. Большой процент пластика содержится в ваших электронных устройствах, а также во всех медицинских устройствах.
Это часть того, что вы носите, и в то же время используется для космических станций. Большой процент пластика содержится в ваших электронных устройствах, а также во всех медицинских устройствах.