Как научиться сваривать металл — советы для начинающих
Главная » Материалы и сплавы » Металлы » Как можно научиться варить металл инвертором?
0
Опубликовано: 28.04.2017
Современная сварочная техника имеет доступную цену и большие возможности по соединению металлических заготовок различными способами. Закономерное желание сэкономить не позволяет переплачивать сторонним специалистам или учиться на дорогостоящих курсах. Чтобы понять самому, как научиться сваривать металл, нужны советы для начинающих от более опытных людей. Лёгкие и мощные инверторные аппараты обладают набором нескольких полезных функций, существенно облегчающих рабочий процесс и саму процедуру обучения. Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Оглавление:
- Сварка металлов и необходимые инструменты
- Виды сварочных инверторов
- Сварочные работы
- Подводим итог
Сварка металлов и необходимые инструменты
Процесс сваривания металлов становится возможным, благодаря воздействию на заготовки мощного переменного постоянного или импульсного тока короткого замыкания. В этот момент температура в месте контакта детали и электрода достигает 6000оС, что позволяет расплавить металл и частично испарить его. Также испаряется флюс, создавая газовую сферу, защищающую зону сварочной ванночки от агрессивной кислородной среды.
Покрытый флюсом электрод или сварочная проволока и материал заготовки, расплавляясь, позволяют получить соединительный шов, который при остывании даёт цельное, монолитное соединение деталей.
Этот процесс делает возможным возникновение сварочной дуги, именно в зоне её действия происходит выделение большого количества теплового и светового излучения. Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Поскольку при работе появляются брызги расплавленного металла и мощное световое излучение с ультрафиолетовой и инфракрасной составляющей, то необходимо принять меры для защиты зрения и кожного покрова. Поэтому прежде чем понять, как научиться сваривать металл нужно приготовить защиту и подобрать инструменты для работы, а именно:
- защитные краги и специальная одежда сварщика;
- сварочная маска типа Хамелеон для защиты органов зрения;
- молоток и металлическую щётку для очистки шва от шлака;
- струбцины или специальные магниты для фиксации деталей в нужном положении;
- устойчивый и прочный сварочный стол;
- углошлифовальная машина (болгарка) используется для зачистки и раскроя заготовок;
- электроды, соответствующие толщине свариваемого металла;
- кабели с зажимом и держателем электродов, а также удлинитель;
- сварочный инверторный аппарат.


После подготовки инструмента нужно обеспечить надёжное электрическое соединение сварочных кабелей и сетевого подключения 220 В или 380 В в зависимости от типа инвертора. Покрытые штучные электроды для обучения лучше выбирать сухие и новые диаметром от 2 до 4 мм. Сетевой удлинитель не должен быть длиннее 25−30 метров с жилами сечением не менее 2,5 мм2, а сварочные кабели не более 3 метров длиной с сечением 50 мм2.
Виды сварочных инверторов
Сварочная аппаратура нового поколения позволяет соединять металлы и разнообразные сплавы, включая алюминий, медь, чугун, оцинкованную и нержавеющую сталь, а также титан и бронзу. Для таких материалов крайне важно подобрать не только соответствующие электроды или сварочную проволоку, но и правильно выбрать инверторный агрегат с нужными характеристиками. Разнообразные модели с доступными ценами дают возможность варить металл разного качества и даже разнородный по химическому составу. Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Планировать, как сваривать те или иные материалы нужно со знанием свойств электродов и проволоки, используемой при работах. Существует огромное количество справочных материалов, но на начальном этапе любой грамотный консультант подскажет вам, как варить, какими электродами и в каком режиме.
Инверторные аппараты, в отличие от сварочных трансформаторов, характеризует невысокое потребление энергии от сети общего пользования, устойчивая работа при неравномерном питающем напряжении и небольшой вес. Аппаратура инверторного типа бывает следующих видов:
- инверторы ММА для работы плавящимися покрытыми электродами, со сварочным током от 160 до 250 А, устойчиво варят при входных напряжениях от 160 до 260 В, имеют вес не более 5 кг;
- аппараты MMA+TIG предназначены для сварки тугоплавким вольфрамовым электродом с ручной подачей присадочного материала в зону плавления, работа происходит в среде инертного газа;
- агрегаты MIG/MAG с полуавтоматической подачей сварочной проволоки в зону шва и работе в среде защитного или активного газа.

Наиболее недорогим и приемлемым для обучения является лёгкий инвертор ММА, который очень дружелюбен к новичкам, поскольку у него, как и у большинства инверторов, присутствуют функции антизалипания электродов, форсажа дуги и горячего старта. Также он может работать в режиме постоянного или импульсного переменного тока и имеет довольно широкий диапазон регулировок.
В комплекте поставки присутствует ремень для переноски, что даёт возможность сваривать металл инвертором даже в труднодоступных местах или на высоте. Также заслуживает внимания новичка аппараты MMA+TIG, которые дают дополнительные возможности при сварке сплавов и разнородных металлов в среде инертного газа.
Сварочные работы
Для обучения сварке инвертором существуют разнообразные курсы и обучающие программы, но не все находят время и деньги для таких занятий. Чтобы наилучшим образом понять, как научиться сваривать металл выслушать советы для начинающих совершенно необходимо. Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Перед началом работ располагают инструменты в пределах шаговой доступности, и подключают кабели к инвертору. Далее необходимо настроить сварочную маску и убедиться в её срабатывании, направив на источник яркого света.
Обучение лучше начинать с электрода диаметром 3 мм, соответствующего по параметрам материалу заготовки для проб. До того как сварить две детали между собой, необходимо приобрести навык розжига дуги. Нужно подключить инвертор к сети, вставить электрод в держатель, включить питание и надеть маску. После этого, подключить прищепку массы к детали и постукивающими или чиркающими движениями добиться розжига и устойчивого горения дуги на черновом куске металла. Сварочный ток выставляется по следующему принципу:
- при толщине металла от 1 до 2 мм используем электрод диаметром 2 мм и выставляем значение тока в пределах от 50 до 70 А;
- толщина от 3 до 5 мм, подразумевает электрод от 3 до 4 мм в диаметре и сварочный ток от 110 до 150 А;
- заготовки толщиной от 6 до 8 мм сваривают электродами 4 мм и током от 130 до 160 А;
- детали толщиной 9−10 мм варятся электродом от 4 до 5 мм при токе от 170 до 260 А.

Эти данные являются ориентировочными и индивидуальны для каждого инвертора, поэтому требуют корректирования в ходе работ. После того как вы подобрали необходимый ток и научились поджигать дугу, нужно сделать на заготовке пробный шов. Таким образом, вы научитесь получать ровный и протяжённый валик с надлежащим проваром, отрегулировать скорость сварки, и подкорректировать ток.
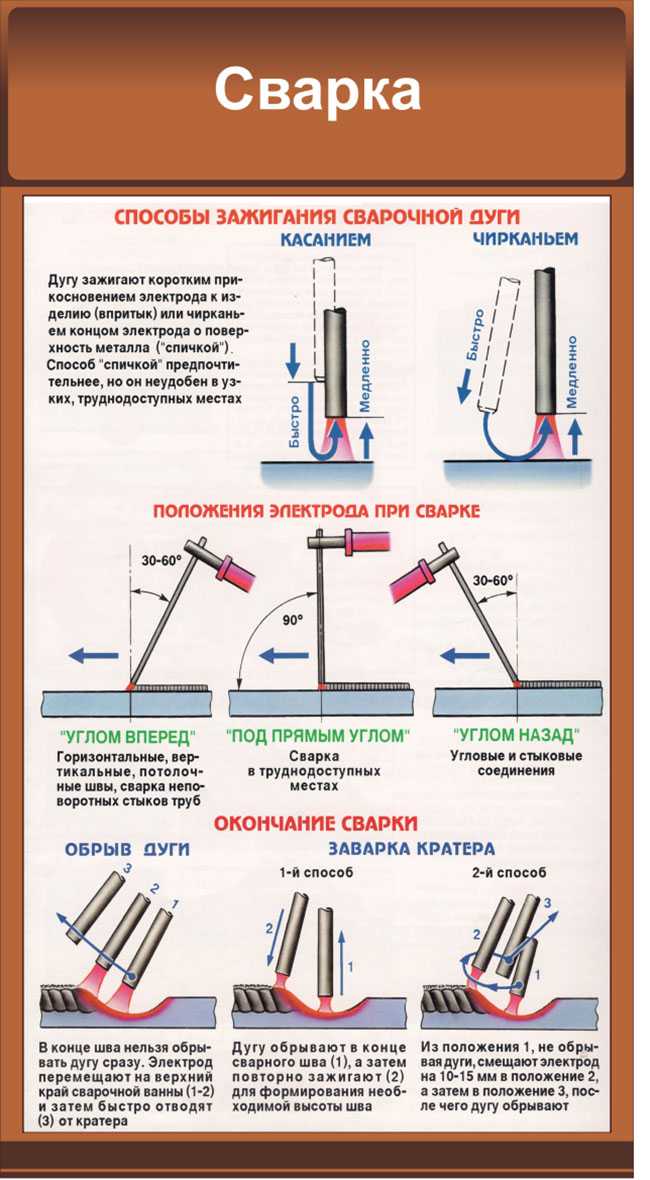
Длина дуги должна находиться в пределах от 2 мм до 5 мм, если она будет длиннее, то это приведёт к плохому прогреву заготовок и потере качества соединения. Электрод следует держать под наклоном в сторону движения либо углом вперёд, либо углом назад под 30−60о от вертикали. Теперь можно произвести пробное соединение двух деталей между собой, соблюдая технику безопасности при сварочных работах.
Подводим итог
Для начинающего сварщика важна забота о своём здоровье, знание принципа работы аппаратуры и состава соединяемых заготовок. Научиться сваривать различные металлы и сплавы, зная технологию работ, не так уж и сложно. Современные инверторы изготовлены с учётом потребностей человека и обладают удобными функциями для улучшения обучения и повышения качества сварочных работ.
Сергей Одинцов
tweet
советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
- Правила инверторной сварки
- Принцип работы
- Как правильно сваривать металл инвертором
- Как варить вертикальный шов
- Полярность при сварке
- Советы для «чайников»
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.

Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
 После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.Полярность при сварке
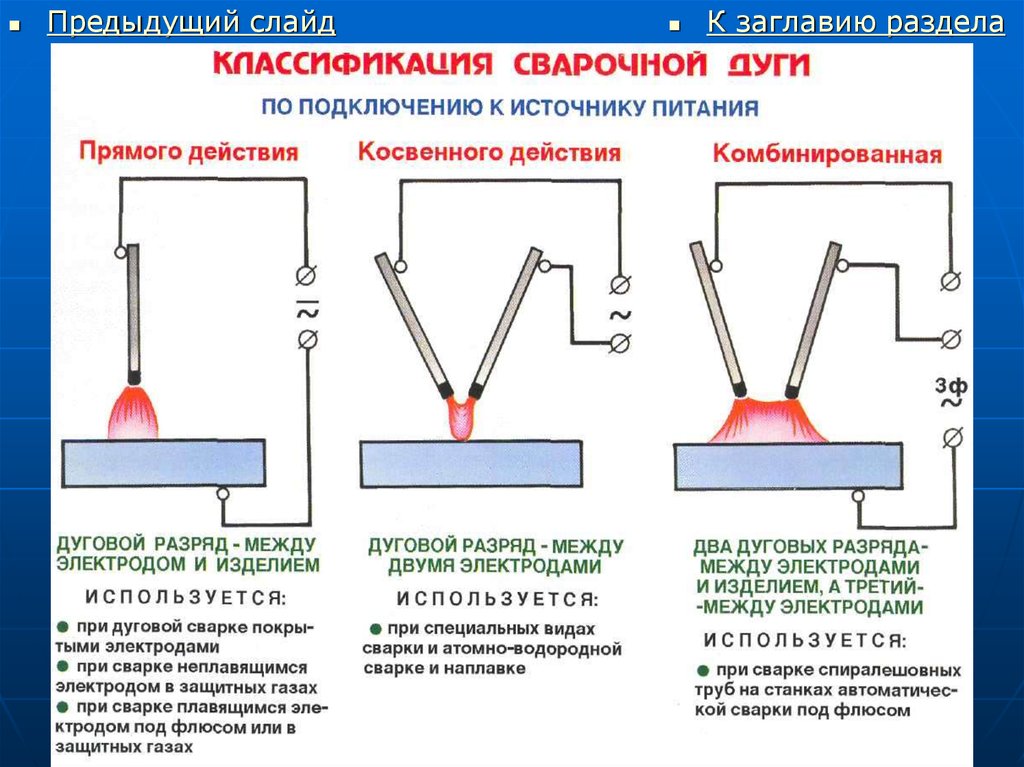
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.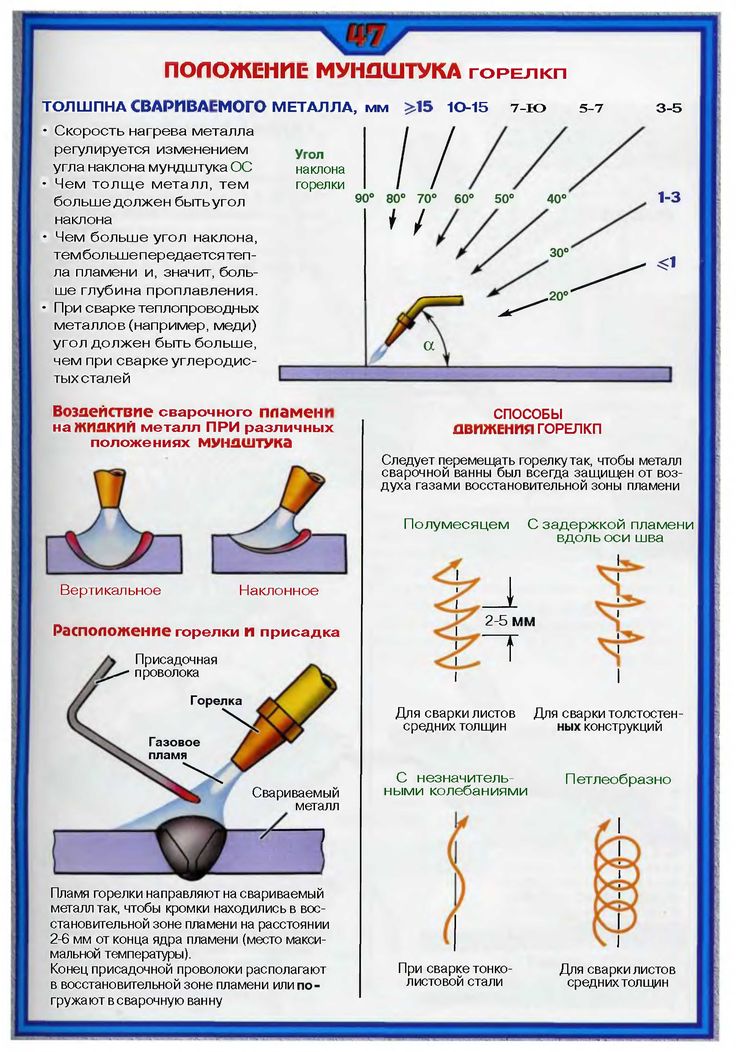
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Сварка 101: Как научиться сварке
перейти к содержанию
WeldingMetal
Кристин Арцт
Что такое сварка?
Сварка – это производственный процесс соединения металлов с использованием тепла.
Существует множество различных видов сварки: кислородно-ацетиленовая газовая сварка, дуговая или электродуговая сварка, сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Каждый из этих видов сварки использует газ, электричество или и то, и другое для сплавления металлов. Тип сварки, который вы выберете, зависит от типа металлов, которые вы хотите сварить, и доступных ресурсов.
- Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
- Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Сварка стержнем – Дуговая сварка в защитном металле (SMAW)
- Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW)
- Сварка энергетическим лучом (EBW)
- Сварка атомным водородом (AHW)
- Кислородно-ацетиленовая сварка
- Плазменно-дуговая сварка
Чем занимается сварщик?
По сути, основная задача сварщика — соединение металлических деталей. Проект может быть любым: от сварки художественной скульптуры до устранения структурных повреждений здания. Сварщик может выполнять производственные и ремонтные работы, такие как сварка трубопроводов, ворот, кораблей, подводных лодок, мостов, зданий, нефтеперерабатывающих заводов, автомобилей и т. д.
Первым шагом в сварке, как правило, является составление плана путем изучения чертежей и инженерных чертежей, которые необходимо подготовить и безопасно приступить к работе.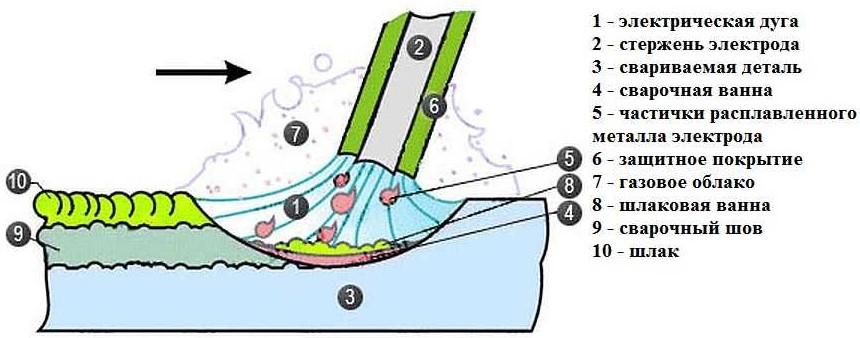 После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта.
После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта.
Как научиться сварке
Вы можете научиться сварке у друга, в художественной школе, с помощью онлайн-видеоурока или в профессионально-технической школе. Сварка – чрезвычайно техническая и трудоемкая область, требующая практики и точности. Сварщики управляют большим оборудованием и работают с хрупкими материалами, используя высокую температуру. Убедитесь, что вы готовы, прежде чем начать учиться сварке.
Проведите исследование
Прежде чем начать, изучите различные типы сварки и решите, какой из них подходит именно вам. Четко определите, что именно вы хотите получить от своего нового навыка: вас интересует сварка как хобби, вид искусства или новая карьера?
Знайте свои цели
Есть много возможностей, когда вы только начинаете заниматься сваркой. Это отличный способ делать дома забавные проекты — дворовые и садовые рисунки или скульптуры. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере.
При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере.
Найдите курсы рядом с вами
В зависимости от того, какие цели вы ставите перед собой, когда начнете изучать сварку, вы обнаружите, что есть несколько способов начать работу. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Если вы заинтересованы в сварке для личных проектов или просто хотите узнать, какой тип сварки подходит именно вам, The Crucible предлагает широкий выбор классов по сварке, которые открыты для публики.
Сварка в The Crucible
В Crucible начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке MIG и сварке TIG. Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Сварка МИГ
Сварка МИГ (металл в инертном газе) часто считается лучшей сваркой для новичков, надеющихся быстро научиться. Сварочный аппарат MIG, который часто сравнивают с клеевым пистолетом, скоро будет сваривать сложные конструкции и большие конструкции. Сварочный аппарат MIG фокусирует электричество вдоль движущейся металлической проволоки, подаваемой по шлангу к ручной горелке. На уроке в The Crucible ученики учатся управлять этой горелкой, пока электричество плавит проволоку и создает сварной шов.
Дуговая сварка
Дуговая сварка — более старый вид сварки и единственная сварка, которую можно безопасно проводить под водой. Овладение искусством создания дуги с помощью аппарата для дуговой сварки сравнительно сложнее, чем сварка MIG. Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка стержнем. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки, а также использовать электрические и ручные инструменты для завершения работы. Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
Сварка ВИГ
Если вы хотите сваривать другие металлы, кроме стали, сварка ВИГ (вольфрам в инертном газе) будет вашим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и часто педаль. TIG или GTAW (газовая вольфрамовая дуговая сварка) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Класс сварки TIG с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности. Вы также научитесь сваривать другие виды металлов, уделяя особое внимание алюминию и нержавеющей стали.
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кузнечная сварка
Кузнечная сварка — это процесс, используемый для соединения двух кусков металла путем нагревания их до высокой температуры и последующего сбивания их вместе. Несмотря на то, что на практике и технических навыках она отличается от электрической и газовой сварки, кузнечная сварка является одним из старейших методов соединения металлов. Ознакомьтесь с нашим руководством по кузнечной сварке, чтобы узнать больше.
3-часовые дегустаторы
The Crucible предлагает короткие 3-часовые занятия по сварке, которые знакомят вас со сваркой и дают вам возможность сделать небольшой сварной проект. Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа.
Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа.
Часто задаваемые вопросы по сварке
Трудно ли научиться сварке?
Поначалу это может пугать, но после нескольких искр научиться сварке несложно. Однако потребуются годы практики, чтобы стать по-настоящему мастером в этом деле. Масштабы сложности зависят от типа сварки, которую вы практикуете, и от того, делаете ли вы несущие, функциональные объекты или визуально интересные скульптурные объекты.
В общем, сварка МИГ является самой простой и распространенной сваркой для изучения, но можно освоить все виды сварки. Крусибл начинает обучать сварке молодежь в возрасте 12 лет. Когда вы впервые учитесь сварке, вы, вероятно, обнаружите, что это довольно сложно. Как только вы поймете технические основы сварки, потребуются годы практической практики, чтобы овладеть ею.
Можно ли научиться сварке дома?
Полезно учиться лично у инструктора, чтобы обеспечить обратную связь, и при этом вы можете учиться быстрее, чем заниматься дома самостоятельно. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги.
Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги.
Нужен ли сертификат сварщика из программы или школы?
Для сварки не требуется свидетельство или лицензия сварщика. Вы можете научиться сварке публично на занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям.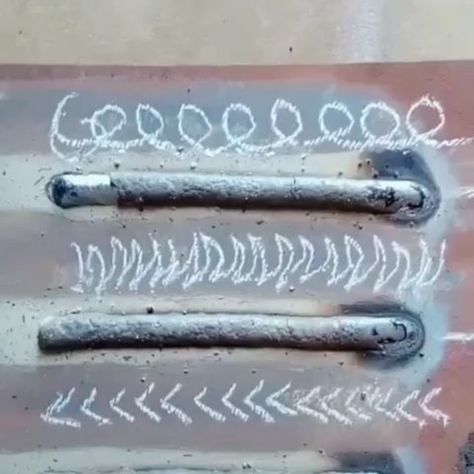 Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации.
Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Сварка TIG, как правило, является самым прочным и точным типом сварки. Он обеспечивает более чистые и качественные сварные швы, чем сварка MIG или другие методы сварки.
Сколько зарабатывают сварщики?
Средняя ставка сварщика в США составляет 17,60 долларов в час, что в сумме составляет около 45 000 долларов в год. Опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
…
Читать далее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.

Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Сварка кислородом и ацетиленом
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, вернуться в древнюю Грецию. В этом курсе студенты познакомятся со сжиганием газа…
В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (сварка вольфрамовым электродом в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового знакомства со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных. ..
..
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом. Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
..
Узнать больше и зарегистрироваться →
Молодежь Сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, обеспечивающий чистые и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, в этом творческом классе по развитию навыков и созданию проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, которым обучают в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
..
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая сварка (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T11:51:44-07:00
Ссылка для загрузки страницы
Перейти к началу
7 Советы по сварке для начинающих
Если вы хотите научиться сварке, возможно, вам будет полезно прочитать мои 7 советов для начинающих сварщиков. они написаны на основе моего собственного опыта, и я надеюсь, что вы найдете их полезными.
Содержание
1
1. Знать основы сварки
Процесс сварки прост. Он заключается в нагревании двух кусков металла до точки, при которой они плавятся. Расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают.
Третий источник металла, также известный как наполнитель, обычно вводится и расплавляется вместе с двумя основными металлами, чтобы увеличить общую массу сварного шва. Эти присадочные металлы будут либо электродами, присадочными прутками, либо проволокой с непрерывной подачей, в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как точечные отверстия, и будет хорошо стыковаться с основным металлом на внешних краях. Хороший сварной шов также должен проникать через нижнюю часть основных металлов и полностью сплавлять их.
СОВЕТ: Посмотрите мой пост о нескольких основных терминах сварки.
2. Решите, какой метод сварки изучать в первую очередь
Это личное предпочтение, но я считаю, что обучение дуговой сварке электродом — отличное начало. Однако вам нужно учитывать одну вещь: над какими проектами вы планируете работать.
Не существует единого метода сварки, подходящего для всех случаев применения.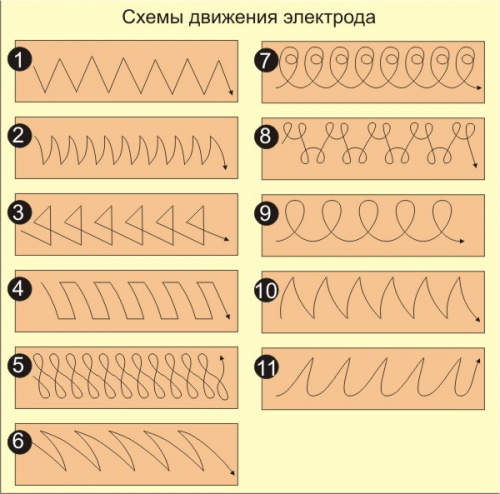
Если рассматривать три основных метода сварки, то между ними есть некоторое пересечение, но есть и специфические вещи, которые каждый из них делает лучше, чем два других.
- Сварка ВИГ – лучший выбор для сварки хромомолибдена, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сварки чугуна вам понадобится сварочный аппарат.
- Вы можете выбрать один из трех методов сварки стали или нержавеющей стали. Просто имейте в виду, что вам потребуется значительно больше времени, чтобы сварить сталь с помощью сварщика TIG, чем с помощью MIG или сварочного аппарата.
- Если вы свариваете снаружи или в местах со сквозняком, вам не понадобится сварка стали методом MIG, если вы сначала не переключитесь на проволоку с флюсовой сердцевиной.
- Если вы планируете сваривать металлы толщиной от 1/4″ до 5/16″ снаружи или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше подойдет электродуговая сварка.
- Работая с более тонкой сталью и находясь в помещении почти без ветра, вероятно, лучше сначала изучить сварку MIG.
Не пугайтесь выбора, так как сварщики-любители работают исключительно со сталью. Таким образом, вы сужаете свой выбор методов сварки электродом или методами MIG.
Современным эквивалентом моего 30-летнего заводского сварочного аппарата переменного/постоянного тока, которым я до сих пор регулярно пользуюсь, является сварочный аппарат Lincoln Electric Stick, показанный на рисунке ниже.
Сварочный аппарат MIG, который я использую в магазине, это Lincoln Easy MIG 180:
СОВЕТ: Проверьте мой пост о типах сварки.
3. Защищайте глаза во время сварки или наблюдения
Никогда не смотрите прямо на сварочную дугу даже на долю секунды без сварочной маски. Непрямое воздействие сварочной дуги может повредить глаза даже в качестве стороннего наблюдателя.
Качественный сварочный шлем обязателен. Планируете ли вы наблюдать за инструктором по сварке, другом или наставником, неплохо иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Планируете ли вы наблюдать за инструктором по сварке, другом или наставником, неплохо иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Начните с хорошего автозатемняющегося шлема с регулируемой функцией затемнения. Хороший можно получить, не нарушая банк. Ваши глаза являются одним из самых ценных элементов оборудования, которым вы владеете.
Проверьте 3 лучших шлема, которые я рекомендую:
| Editor’s Choice | Best Overall | Best Value for Money | Best on a Budget | |
| Product | Lincoln Electric K3034-4 Viking 3350 | Antra AH7-360-000 | Yeswelder Солнечный сварка Solar Solar Solar | |
| Предварительный просмотр | Полная защита лица и шеи, высокочувствительные датчики дуги | Подходит для сварки TIG, MIG, MMA, увеличенный срок службы батареи | ||
| Подробнее | Узнать последнюю цену | Проверить последнюю цену | 9 3 |
Или прочитайте мой пост полностью и проверьте мой выбор из 10 лучших сварочных шлемов, доступных в настоящее время.
Как новый сварщик, ваш опыт будет улучшен с регулируемой функцией затемнения. Отличный способ убедиться в его эффективности — посмотреть, как кто-то сварит.
Позволяет регулировать затемнение шлема под огнем, не отвлекаясь. Качество сварки должно улучшаться быстрее благодаря возможности более четко видеть, что вы делаете.
ПРИМЕЧАНИЕ: Вы не хотите, чтобы регулировка была слишком легкой, чтобы дуга ослепляла вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
4. Найдите наставника по сварке
Если возможно, запланируйте посещение курсов по сварке. Хороший наставник может оказаться бесценным, если это не вариант для вас. Это может быть друг или знакомый, имеющий опыт сварки того типа, которому вы хотели бы научиться в первую очередь.
Как уже говорилось ранее, я предлагаю вам сначала изучить сварку электродом, также известную как «палка», или сварку MIG. Общение с другим человеком, задавание вопросов, относящихся к вашему пониманию, поможет вам учиться намного быстрее.
Общение с другим человеком, задавание вопросов, относящихся к вашему пониманию, поможет вам учиться намного быстрее.
Но есть и другие способы изучить основы, если у вас нет наставника.
Отличный набор обучающих DVD-дисков для начинающих, начинающихся с процесса дуговой сварки, — это видеоролики Steve Bleile Arc Welding I и II.
Даже если у вас есть наставник, возможность вернуться к основам, представленным опытным сварщиком, таким как Стив, может уберечь вас от вредных привычек, от которых вам придется отвыкать позже.
5. Практика, практика, практика
Потратьте некоторое время в начале, просто накладывая бусины поверх цельного куска более толстой стали. Сконцентрируйтесь на бассейне, который представляет собой небольшой бассейн расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть довольно круглым.
Сварка – это бассейн, его формирование и обслуживание сварщиком. Укладка десятицентовиков — это термин, придуманный для описания хорошего сварного шва. Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Теперь представьте себе ту же монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина — над основным металлом. Теперь представьте себе цепочку десятицентовиков, перекрывающих друг друга по длине сварного шва.
Вы сложите несколько десятицентовиков, если сделаете это с правильной силой тока, скоростью и длиной дуги.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо ток слишком мал, либо вы свариваете слишком быстро.
И наоборот, если валик имеет форму от продолговатой до каплевидной с острием каплевидной формы на задней кромке, возможно, вы свариваете слишком медленно или напряжение может быть слишком высоким.
СОВЕТ: я настоятельно рекомендую проверить два моих лучших сварочных проекта для начинающих.
6. Настройтесь на успех
В зависимости от размера и масштаба вашего проекта, вы, по крайней мере, какое-то время можете столкнуться со сваркой в нерабочем положении. Но для начала обустройте небольшой участок для сварки, желательно металлический стол или что-то подобное.
Но для начала обустройте небольшой участок для сварки, желательно металлический стол или что-то подобное.
Сядьте перед своим основным металлом, положив его на стол. Из удобного положения начните последовательно создавать хорошие бусины.
После того, как вы повысите качество сварки и почувствуете, что готовы, соедините два куска металла встык, оставив между ними небольшой зазор, и потренируйтесь сваривать их вместе. Далее устанавливаем тройник.
Положите один кусок металла на стол, а другой — перпендикулярно ему, чтобы получилась перевернутая буква Т. Сварите два основных металла вместе в месте их соединения.
Другим распространенным соединением является соединение внахлестку. Вы можете попрактиковаться в этом, положив два куска стали друг на друга и слегка сдвинув верхнюю часть в сторону.
Сварите их вместе в точке, где край верхней части проходит вдоль нижней. Когда вы научитесь хорошо сваривать эти три типа соединений, вы станете сварщиком.
7.



 Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность. Фреза сборного типа с заточкой по шаблону.
Фреза сборного типа с заточкой по шаблону. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Производят раскрой и подрезку торцов с минимальным расходом металла в стружку. Радиус фрезы соответствует ширине паза.
Радиус фрезы соответствует ширине паза.
 В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
 Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу. Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон;
Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон; Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна; Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов. На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой. Доступные во многих формах и размерах, эти фрезы, используемые в нескольких фрезерных станках , играют жизненно важную роль в этом процессе. Сегодня это наиболее часто используемый процесс в промышленности и механических мастерских. Выбрать фрезу непросто. Вы должны думать об их диаметре, материале, из которого они сделаны, и т. д. при выборе фрезы.
Доступные во многих формах и размерах, эти фрезы, используемые в нескольких фрезерных станках , играют жизненно важную роль в этом процессе. Сегодня это наиболее часто используемый процесс в промышленности и механических мастерских. Выбрать фрезу непросто. Вы должны думать об их диаметре, материале, из которого они сделаны, и т. д. при выборе фрезы. Применяется при фрезеровании плоских поверхностей с осью фрезы, параллельной фрезеруемой поверхности. Обработка обычно производится зубьями на цилиндрической поверхности фрезы.
Применяется при фрезеровании плоских поверхностей с осью фрезы, параллельной фрезеруемой поверхности. Обработка обычно производится зубьями на цилиндрической поверхности фрезы. Для создания концевых фрез используется быстрорежущая сталь (HS или HSS) или твердый сплав.
Для создания концевых фрез используется быстрорежущая сталь (HS или HSS) или твердый сплав. Имеются различные формы и размеры, режущие зубья доступны на периферии и по бокам. Торцевой и боковой резак делает одностороннюю резку простой и эффективной.
Имеются различные формы и размеры, режущие зубья доступны на периферии и по бокам. Торцевой и боковой резак делает одностороннюю резку простой и эффективной. Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов.
Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов. Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
 Его способность быстро удалять большое количество материала выделяет его.
Его способность быстро удалять большое количество материала выделяет его.
 Эта продольная пила имеет зубья только на периферийной поверхности.
Эта продольная пила имеет зубья только на периферийной поверхности. Срезы, производимые здесь, всегда чистые и точные.
Срезы, производимые здесь, всегда чистые и точные. Выпуклые фрезы облегчают изготовление вогнутых форм.
Выпуклые фрезы облегчают изготовление вогнутых форм. Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
 С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
 Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая уменьшает трение между заготовкой, корпусом фрезы и самой стружкой.
Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая уменьшает трение между заготовкой, корпусом фрезы и самой стружкой. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
 Так проводят золочение, серебрение, родирование металлов для придания им красоты, долговечности, износостойкости и других необходимых изделию свойств.
Так проводят золочение, серебрение, родирование металлов для придания им красоты, долговечности, износостойкости и других необходимых изделию свойств. Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе.
Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).


 Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
 Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
 После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса.
После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
Плохая очистка поверхности самая значимая ошибка гальванических процессов.
 Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.Накопление примесей в драгоценных металлах нельзя допускать.
Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку.
Испорченные же электролиты подлежат длительной проработке, либо утилизации.На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
На форму из непроводящего материалы осаждается слой металла, чаще всего это медь. С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии.
С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии. Выберете ту, которая подойдет именно…
Выберете ту, которая подойдет именно… Это делается путем погружения двух выводов, называемых электродами, в электролит и соединения их в цепь с аккумулятором или другим источником питания. Электроды и электролит сделаны из тщательно подобранных элементов или соединений. Когда электричество протекает через цепь, которую они образуют, электролит распадается, и некоторые из атомов металла, которые он содержит, осаждаются тонким слоем поверх одного из электродов — он покрывается гальваническим покрытием. Таким способом можно покрывать все виды металлов, включая золото, серебро, олово, цинк, медь, кадмий, хром, никель, платину и свинец.
Это делается путем погружения двух выводов, называемых электродами, в электролит и соединения их в цепь с аккумулятором или другим источником питания. Электроды и электролит сделаны из тщательно подобранных элементов или соединений. Когда электричество протекает через цепь, которую они образуют, электролит распадается, и некоторые из атомов металла, которые он содержит, осаждаются тонким слоем поверх одного из электродов — он покрывается гальваническим покрытием. Таким способом можно покрывать все виды металлов, включая золото, серебро, олово, цинк, медь, кадмий, хром, никель, платину и свинец.
.jpg)

 Ионы меди (которые заряжены положительно) притягиваются к отрицательно заряженному латунному электроду и медленно осаждаются на нем, образуя позже тонкую медную пластину. Тем временем сульфат-ионы (которые заряжены отрицательно) достигают положительно заряженного медного анода, высвобождая электроны, которые движутся через батарею к отрицательному латунному электроду.
Ионы меди (которые заряжены положительно) притягиваются к отрицательно заряженному латунному электроду и медленно осаждаются на нем, образуя позже тонкую медную пластину. Тем временем сульфат-ионы (которые заряжены отрицательно) достигают положительно заряженного медного анода, высвобождая электроны, которые движутся через батарею к отрицательному латунному электроду.
 Но для многих это не только преимущество, но и недостаток: пластик дешевый и именно так он и выглядит. Одно из решений — покрыть дешевый пластик тонким слоем металла, чтобы придать ему все преимущества пластика с привлекательной блестящей поверхностью металла. Таким способом можно покрыть множество различных пластиков, включая АБС-пластик, фенольные пластики, карбамидоформальдегид, нейлон, и поликарбонат. Вы часто найдете детали на автомобилях, сантехнике, бытовом и электрическом оборудовании, которые выглядят металлическими, но на самом деле сделаны из пластика. Они легче, дешевле, устойчивы к ржавчине и не требуют полировки после нанесения покрытия.
Но для многих это не только преимущество, но и недостаток: пластик дешевый и именно так он и выглядит. Одно из решений — покрыть дешевый пластик тонким слоем металла, чтобы придать ему все преимущества пластика с привлекательной блестящей поверхностью металла. Таким способом можно покрыть множество различных пластиков, включая АБС-пластик, фенольные пластики, карбамидоформальдегид, нейлон, и поликарбонат. Вы часто найдете детали на автомобилях, сантехнике, бытовом и электрическом оборудовании, которые выглядят металлическими, но на самом деле сделаны из пластика. Они легче, дешевле, устойчивы к ржавчине и не требуют полировки после нанесения покрытия.
 Есть несколько этапов. Во-первых, пластик необходимо тщательно очистить, чтобы удалить пыль, грязь, жир и следы с поверхности. Затем его протравливают кислотой и обрабатывают катализатором (ускорителем химической реакции), чтобы обеспечить прилипание покрытия к его поверхности. Затем его окунают в ванну с медью или никелем (медь более распространена), чтобы получить очень тонкое покрытие из электропроводящего металла (толщиной менее микрона, 1 мкм или одной тысячной миллиметра). Как только это будет сделано, его можно гальванизировать, как на металл. В зависимости от того, сколько износа должна выдержать металлическая деталь, толщина покрытия может быть от 10 до 30 микрон.
Есть несколько этапов. Во-первых, пластик необходимо тщательно очистить, чтобы удалить пыль, грязь, жир и следы с поверхности. Затем его протравливают кислотой и обрабатывают катализатором (ускорителем химической реакции), чтобы обеспечить прилипание покрытия к его поверхности. Затем его окунают в ванну с медью или никелем (медь более распространена), чтобы получить очень тонкое покрытие из электропроводящего металла (толщиной менее микрона, 1 мкм или одной тысячной миллиметра). Как только это будет сделано, его можно гальванизировать, как на металл. В зависимости от того, сколько износа должна выдержать металлическая деталь, толщина покрытия может быть от 10 до 30 микрон.

 Металлы, такие как олово и цинк (которые не особенно привлекательны на вид), покрываются гальваническим покрытием, чтобы впоследствии обеспечить им защитный внешний вид. Например, пищевые контейнеры часто покрывают оловом, чтобы сделать их устойчивыми к коррозии по той же причине.
Металлы, такие как олово и цинк (которые не особенно привлекательны на вид), покрываются гальваническим покрытием, чтобы впоследствии обеспечить им защитный внешний вид. Например, пищевые контейнеры часто покрывают оловом, чтобы сделать их устойчивыми к коррозии по той же причине.

 Металлическое покрытие дает множество преимуществ изделиям из металла и других материалов. В основном это достигается с помощью гальванического покрытия, для которого требуется электрический ток, или с помощью химического покрытия, которое представляет собой автокаталитический химический процесс. Эти методы, а также некоторые другие, приводят к одному или нескольким из следующих преимуществ:
Металлическое покрытие дает множество преимуществ изделиям из металла и других материалов. В основном это достигается с помощью гальванического покрытия, для которого требуется электрический ток, или с помощью химического покрытия, которое представляет собой автокаталитический химический процесс. Эти методы, а также некоторые другие, приводят к одному или нескольким из следующих преимуществ: В дополнение к гальваническому покрытию элемент наносится методом шерардизации, погружением в ванну с расплавом и распылением. В электролитическом или холодном процессе изделие, подлежащее покрытию, устанавливается в качестве катода в электролитическую ванну с растворимыми солями цинка вместе с анодом из металлического цинка. В результате получается очень пластичное покрытие из чистого цинка, толщину и однородность которого можно точно контролировать.
В дополнение к гальваническому покрытию элемент наносится методом шерардизации, погружением в ванну с расплавом и распылением. В электролитическом или холодном процессе изделие, подлежащее покрытию, устанавливается в качестве катода в электролитическую ванну с растворимыми солями цинка вместе с анодом из металлического цинка. В результате получается очень пластичное покрытие из чистого цинка, толщину и однородность которого можно точно контролировать. В процессе горячего погружения образуется слой цинково-железного сплава, прилегающий к основному металлу, который может быть несколько хрупким и влиять на адгезию внешних слоев.
В процессе горячего погружения образуется слой цинково-железного сплава, прилегающий к основному металлу, который может быть несколько хрупким и влиять на адгезию внешних слоев. Производители самолетов указали его из-за его жертвенных характеристик защиты и его естественной смазывающей способности для компонентов, которые часто снимались и переустанавливались. Он особенно подходит для морской среды, где хорошо выдерживает воздействие пресной и соленой воды. Из соображений безопасности его использование в качестве материала для покрытия с годами сократилось, хотя он все еще доступен. Многие производители аэрокосмической техники обратились к покрытию сплавом цинка и никеля.
Производители самолетов указали его из-за его жертвенных характеристик защиты и его естественной смазывающей способности для компонентов, которые часто снимались и переустанавливались. Он особенно подходит для морской среды, где хорошо выдерживает воздействие пресной и соленой воды. Из соображений безопасности его использование в качестве материала для покрытия с годами сократилось, хотя он все еще доступен. Многие производители аэрокосмической техники обратились к покрытию сплавом цинка и никеля. Таким образом, покрытия должны быть нанесены надлежащим образом для обеспечения соответствующей защиты от коррозии.
Таким образом, покрытия должны быть нанесены надлежащим образом для обеспечения соответствующей защиты от коррозии.
 Кроме того, учитывайте твердость и чистоту золота при определении таких факторов, как оптимальная смесь для ванны и продолжительность погружения.
Кроме того, учитывайте твердость и чистоту золота при определении таких факторов, как оптимальная смесь для ванны и продолжительность погружения. В дополнение к обеспечению коррозионной стойкости олово нетоксично и обеспечивает покрытие, которое помогает стали легко формироваться (благодаря смазывающей способности, которую обеспечивает олово), а также легко сваривается и паяется. В процессе пассивации жестяная пластина покрывается пищевым маслом, что также улучшает адгезию лаков. Листы белой жести могут иметь различную толщину олова на каждой стороне, чтобы лучше соответствовать потребностям внутренней и внешней поверхностей контейнера в окружающей среде. Жесть также используется в других упаковочных целях, от банок из-под краски до банок из-под жира. Белая жесть почти всегда изготавливается методом горячего погружения. Лужение также используется при изготовлении электронных компонентов.
В дополнение к обеспечению коррозионной стойкости олово нетоксично и обеспечивает покрытие, которое помогает стали легко формироваться (благодаря смазывающей способности, которую обеспечивает олово), а также легко сваривается и паяется. В процессе пассивации жестяная пластина покрывается пищевым маслом, что также улучшает адгезию лаков. Листы белой жести могут иметь различную толщину олова на каждой стороне, чтобы лучше соответствовать потребностям внутренней и внешней поверхностей контейнера в окружающей среде. Жесть также используется в других упаковочных целях, от банок из-под краски до банок из-под жира. Белая жесть почти всегда изготавливается методом горячего погружения. Лужение также используется при изготовлении электронных компонентов. Сегодня свинец исключен, а олово наносится на нержавеющую сталь для создания коррозионно-стойкой кровли, на которой образуется смягченная патина. Материал может служить в два раза дольше, чем медная кровля.
Сегодня свинец исключен, а олово наносится на нержавеющую сталь для создания коррозионно-стойкой кровли, на которой образуется смягченная патина. Материал может служить в два раза дольше, чем медная кровля.

 Спустя 35 лет гальваническое покрытие было «открыто заново» российскими и английскими учеными, работавшими независимо друг от друга.
Спустя 35 лет гальваническое покрытие было «открыто заново» российскими и английскими учеными, работавшими независимо друг от друга.
 Борта резервуара облицованы мешками или шариками из гальванического металла. Опорная рама, удерживающая деталь, подключается к отрицательной клемме источника электрического тока. Покрываемый металл подключается к плюсовой клемме. Постоянный ток напряжением до 6 вольт растворяет металл покрытия, который проходит через воду, прикрепляясь к отрицательно заряженной детали, подлежащей покрытию. Процесс может занять от нескольких минут для тонкого покрытия до нескольких часов для толстого покрытия.
Борта резервуара облицованы мешками или шариками из гальванического металла. Опорная рама, удерживающая деталь, подключается к отрицательной клемме источника электрического тока. Покрываемый металл подключается к плюсовой клемме. Постоянный ток напряжением до 6 вольт растворяет металл покрытия, который проходит через воду, прикрепляясь к отрицательно заряженной детали, подлежащей покрытию. Процесс может занять от нескольких минут для тонкого покрытия до нескольких часов для толстого покрытия.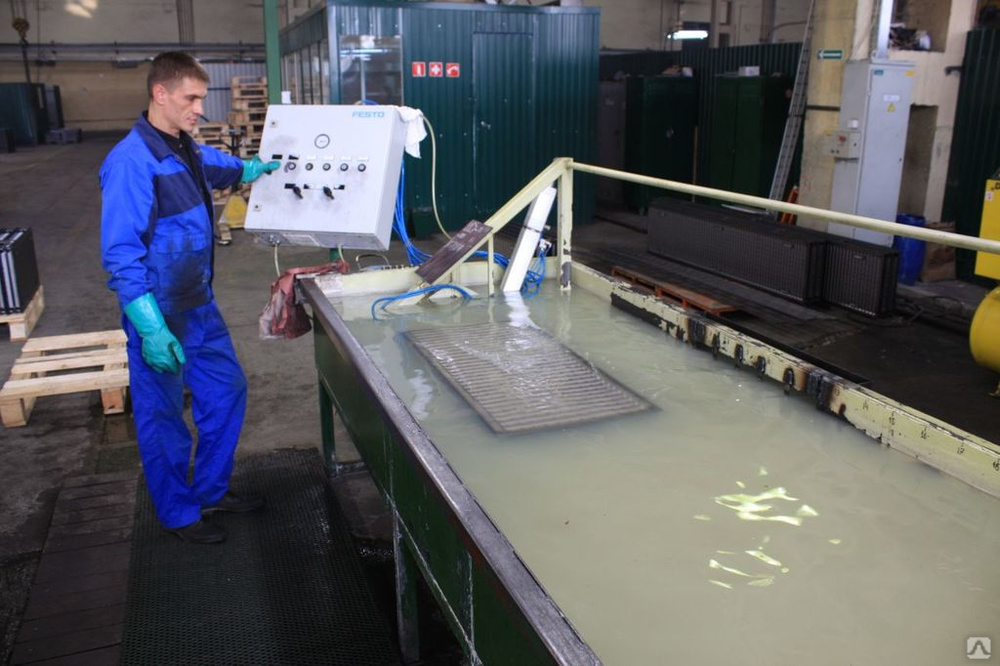 Он использует непроводящие подложки, и процесс не требует электричества. Сложно контролировать параметры гальванического покрытия, а срок службы гальванической ванны ограничен.
Он использует непроводящие подложки, и процесс не требует электричества. Сложно контролировать параметры гальванического покрытия, а срок службы гальванической ванны ограничен.
 Этот процесс используется при гальванике небольших деталей или при более низком уровне требований/стандартов обработки. Потребление промывочной воды велико, а скорость уноса также высока.
Этот процесс используется при гальванике небольших деталей или при более низком уровне требований/стандартов обработки. Потребление промывочной воды велико, а скорость уноса также высока. Задача состоит в том, чтобы смоделировать время, необходимое для возникновения коррозии, поэтому было разработано несколько типов испытаний, имитирующих течение времени.
Задача состоит в том, чтобы смоделировать время, необходимое для возникновения коррозии, поэтому было разработано несколько типов испытаний, имитирующих течение времени.


 д.16 мм
д.16 мм
 Однако иногда их можно заменить гибкие шланги.
Однако иногда их можно заменить гибкие шланги.
 л
л л
л диаметр, 12 дюймов л
диаметр, 12 дюймов л диаметр, 36 дюймов л
диаметр, 36 дюймов л Металлические шланги изготавливаются трех основных видов: гофрированные, с замком и с квадратным замком. В данной статье мы будем рассматривать только гофрированные (гофрированные) внутренние трубы с наружной плетеной оболочкой.
Металлические шланги изготавливаются трех основных видов: гофрированные, с замком и с квадратным замком. В данной статье мы будем рассматривать только гофрированные (гофрированные) внутренние трубы с наружной плетеной оболочкой. Следовательно, при заданном давлении гибкость трубы можно получить, регулируя толщину и конфигурацию гофры. Другим вариантом решения проблемы гибкости является длина гибкой трубы. Длина должна быть достаточно большой, чтобы обеспечить гибкость, но достаточно короткой, чтобы избежать провисания и других проблем с дизайном в конкретном приложении. Тщательный выбор труб, конструкция сборки и установка имеют решающее значение для обеспечения оптимального срока службы.
Следовательно, при заданном давлении гибкость трубы можно получить, регулируя толщину и конфигурацию гофры. Другим вариантом решения проблемы гибкости является длина гибкой трубы. Длина должна быть достаточно большой, чтобы обеспечить гибкость, но достаточно короткой, чтобы избежать провисания и других проблем с дизайном в конкретном приложении. Тщательный выбор труб, конструкция сборки и установка имеют решающее значение для обеспечения оптимального срока службы. В этом случае гибкая труба не предназначена для осевого перемещения. Сжатие гибкой трубы снижает нагрузку на плетеную сетку и может привести к избыточному давлению на внутреннюю гофрированную трубу и преждевременному выходу из строя.
В этом случае гибкая труба не предназначена для осевого перемещения. Сжатие гибкой трубы снижает нагрузку на плетеную сетку и может привести к избыточному давлению на внутреннюю гофрированную трубу и преждевременному выходу из строя.

 Истирание указывает на то, что гибкая труба подвергалась значительным изгибающим нагрузкам. Известно, что во время установки возникают чрезмерные изгибающие нагрузки, которые в сочетании с нормальной рабочей циклической нагрузкой (вибрация, вызванная потоком) вызывают растрескивание гибкой трубы.
Истирание указывает на то, что гибкая труба подвергалась значительным изгибающим нагрузкам. Известно, что во время установки возникают чрезмерные изгибающие нагрузки, которые в сочетании с нормальной рабочей циклической нагрузкой (вибрация, вызванная потоком) вызывают растрескивание гибкой трубы.

 00
00
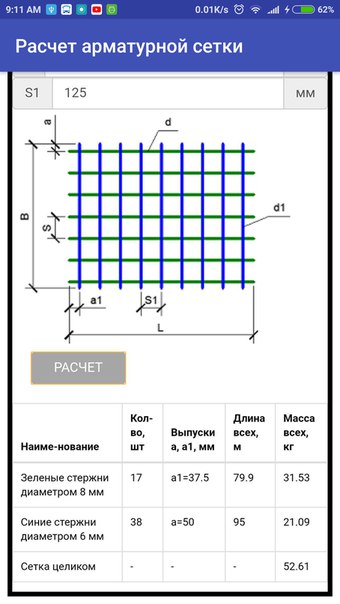
 Сделать это вам поможет наша программа. С помощью калькулятора арматуры можно, зная вес и длину одного стержня узнать общий вес необходимой вам арматуры, либо необходимое количество стержней и их общую длину. Эти данные помогут быстро и легко рассчитать объем арматуры для выполнения необходимых вам работ.
Сделать это вам поможет наша программа. С помощью калькулятора арматуры можно, зная вес и длину одного стержня узнать общий вес необходимой вам арматуры, либо необходимое количество стержней и их общую длину. Эти данные помогут быстро и легко рассчитать объем арматуры для выполнения необходимых вам работ.

 875
875 
 Калькулятор веса арматуры — это хороший способ узнать общий вес рейбера.
Калькулятор веса арматуры — это хороший способ узнать общий вес рейбера.
 Калькулятор арматуры для фундаментов удобен, чтобы найти арматуру для плитного фундамента. Общая оценка арматуры на 8 дюймов ширины фундамента. Если вы придерживаетесь этого расчета для 16-дюймовой арматуры, вам потребуется 2 арматурных стержня и так далее для ширины фундамента 24,32 дюйма. Для быстрой оценки вам может потребоваться использовать онлайн-инструмент, известные расчеты бетонной арматуры, чтобы найти оценку арматуры для ширины фундамента.
Калькулятор арматуры для фундаментов удобен, чтобы найти арматуру для плитного фундамента. Общая оценка арматуры на 8 дюймов ширины фундамента. Если вы придерживаетесь этого расчета для 16-дюймовой арматуры, вам потребуется 2 арматурных стержня и так далее для ширины фундамента 24,32 дюйма. Для быстрой оценки вам может потребоваться использовать онлайн-инструмент, известные расчеты бетонной арматуры, чтобы найти оценку арматуры для ширины фундамента. Калькулятор арматуры для перекрытий лучше всего подходит для определения размера арматуры.
Калькулятор арматуры для перекрытий лучше всего подходит для определения размера арматуры.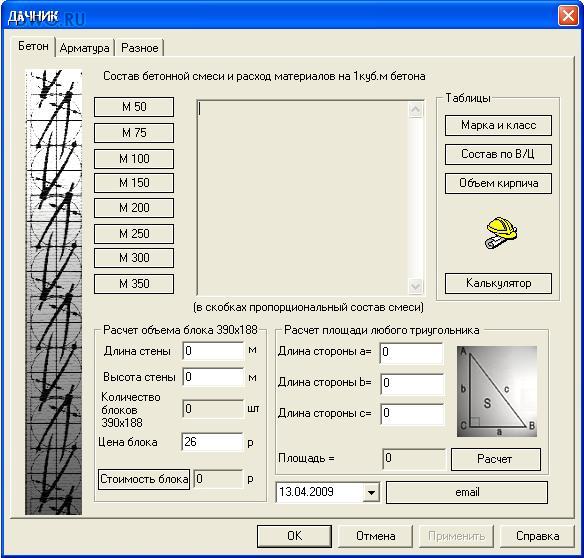 Арматурная проволока изготавливается из узорчатой стали и улучшает адгезию. Эти арматурные проволоки размещаются таким образом, чтобы создать сетку. Поскольку проволока Rebar изготовлена из специально обработанной стали, это увеличивает срок службы бетонных плит.
Арматурная проволока изготавливается из узорчатой стали и улучшает адгезию. Эти арматурные проволоки размещаются таким образом, чтобы создать сетку. Поскольку проволока Rebar изготовлена из специально обработанной стали, это увеличивает срок службы бетонных плит.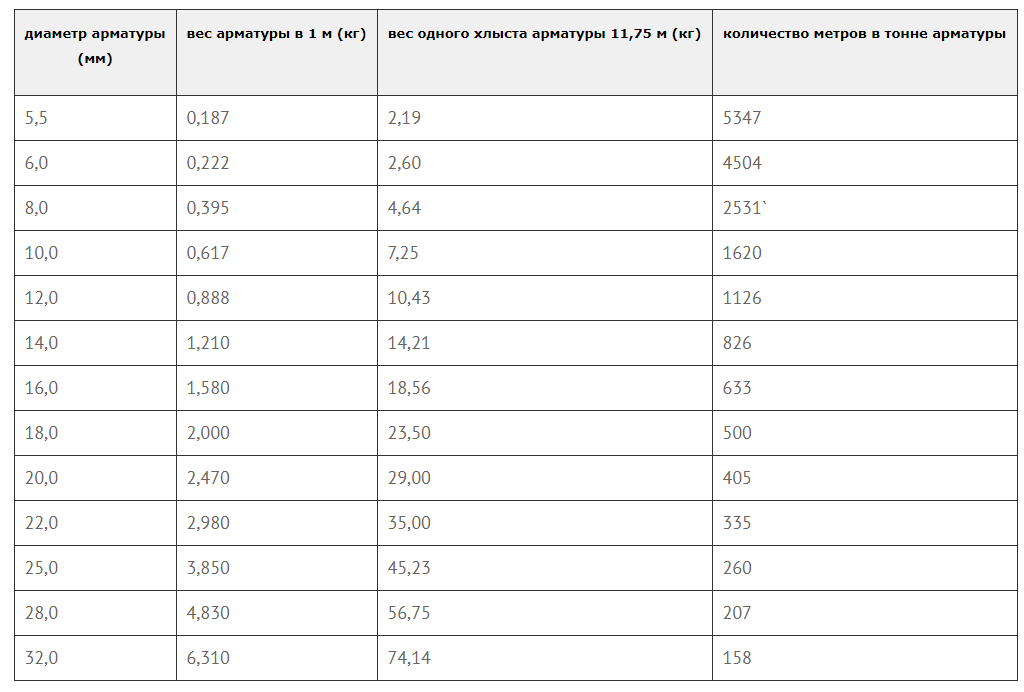
 Арматура используется в строительстве железобетонных конструкций уже более 500 лет и до сих пор широко используется.
Арматура используется в строительстве железобетонных конструкций уже более 500 лет и до сих пор широко используется.
 5 грн
5 грн 3 кВт, 370 мм, 220 В)
3 кВт, 370 мм, 220 В)

 размер резца, мм 12 x 12
размер резца, мм 12 x 12 Гарантия 2 года.
Гарантия 2 года. Также Вы можете оформить заказ по телефону 8-800-7000-462 (звонок по России бесплатный) или по емайл
Также Вы можете оформить заказ по телефону 8-800-7000-462 (звонок по России бесплатный) или по емайл  youtube.com/embed/sOkJpDabIug»/>
youtube.com/embed/sOkJpDabIug»/>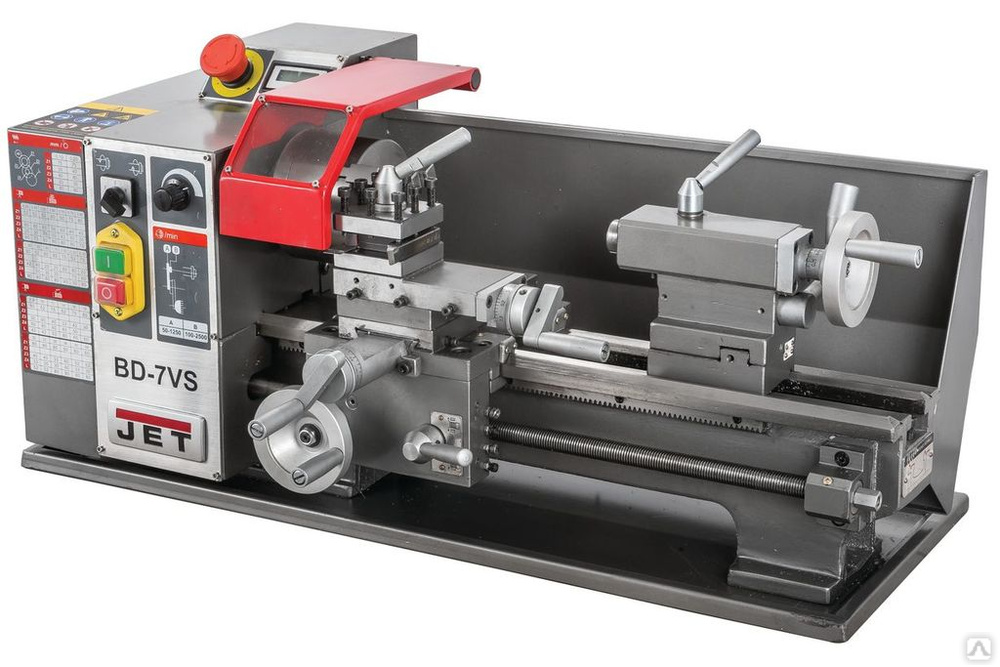 Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться. Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться. Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя. Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты. Минимальные и максимальные размеры заготовок должны быть соблюдены. Удалять стружку и заготовки только при остановленном станке. Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой. Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что заготовка надежно закреплена. Не превышайте размер зажима патрона. Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с небольшой зажимной длиной.
Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты. Минимальные и максимальные размеры заготовок должны быть соблюдены. Удалять стружку и заготовки только при остановленном станке. Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой. Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что заготовка надежно закреплена. Не превышайте размер зажима патрона. Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с небольшой зажимной длиной. Заготовка должна плотно прилегать к кулачкам. Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя. Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может согнуться при обработке. Никогда не переставляйте заднюю бабку или пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой. Производите контрольные и регулировочные работы только при выключенном станке. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
Заготовка должна плотно прилегать к кулачкам. Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя. Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может согнуться при обработке. Никогда не переставляйте заднюю бабку или пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой. Производите контрольные и регулировочные работы только при выключенном станке. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
 005 — .011
005 — .011 75″ href=»/listings/73619820-2017-haas-ds-30ssy-in-engelskirchen-germany»>
75″ href=»/listings/73619820-2017-haas-ds-30ssy-in-engelskirchen-germany»> 75″ href=»/listings/40695584-jet-evs-1440b-in-harrison-nj»>
75″ href=»/listings/40695584-jet-evs-1440b-in-harrison-nj»>

 Например, так делает железо:
Например, так делает железо: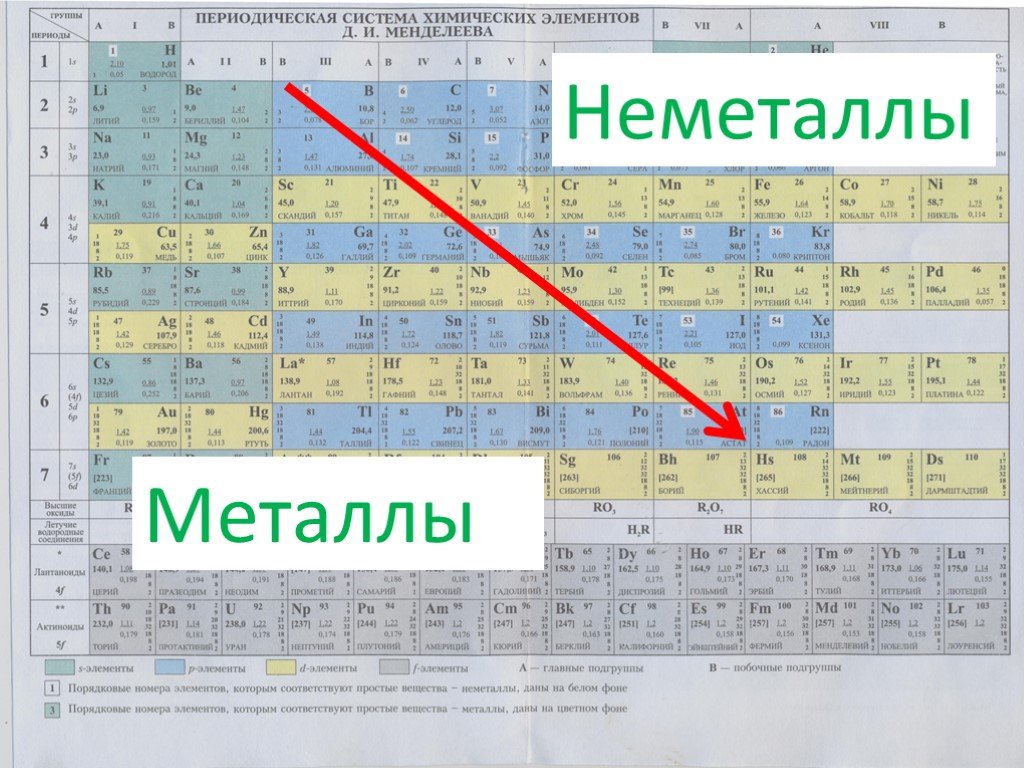
 Результат данной реакции — образование оксида.
Результат данной реакции — образование оксида.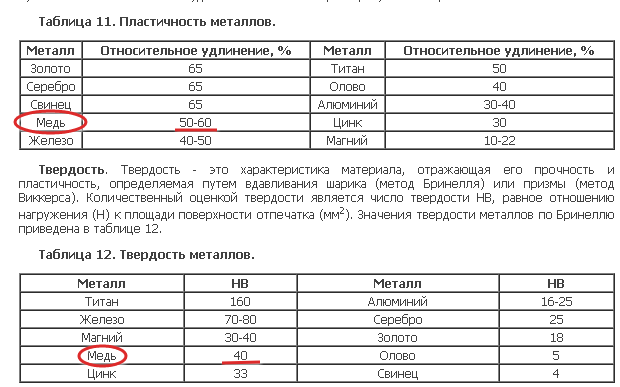

 Простые вещества — металлы в окислительно-восстановительных реакциях являются восстановителями. По положению металла в электрохимическом ряду можно судить о том, насколько активно он способен вступать в химические реакции (т. е. насколько сильно у металла проявляются восстановительные свойства).
Простые вещества — металлы в окислительно-восстановительных реакциях являются восстановителями. По положению металла в электрохимическом ряду можно судить о том, насколько активно он способен вступать в химические реакции (т. е. насколько сильно у металла проявляются восстановительные свойства).
 Плюс ко всему методом штамповки возможно изготовление поковки из металлопроката любого сечения, нарезав ее предварительно по размеру штампа.
Плюс ко всему методом штамповки возможно изготовление поковки из металлопроката любого сечения, нарезав ее предварительно по размеру штампа. 0955
0955 На каждое изделие оказывается давление в несколько тонн. В отличие от поковки стальной штампованной, кованные изделия получаются высокопрочными, однако их размеры не так точны;
На каждое изделие оказывается давление в несколько тонн. В отличие от поковки стальной штампованной, кованные изделия получаются высокопрочными, однако их размеры не так точны; Такие поковки стальные соответствуют общим техническим условиям ISO.
Такие поковки стальные соответствуют общим техническим условиям ISO. Основой сырья является углеродистая сталь, поэтому изделия характеризуются повышенной прочностью и устойчивостью к износу;
Основой сырья является углеродистая сталь, поэтому изделия характеризуются повышенной прочностью и устойчивостью к износу;
 Металлическая упаковка не только хорошо выглядит, но и полезна.
Металлическая упаковка не только хорошо выглядит, но и полезна. Чтобы аэрозольный баллончик работал, он должен быть герметичным и герметичным. Обычно аэрозольные баллончики изготавливают из стали или алюминия. Они также содержат газ-вытеснитель, который выталкивает продукт из банки.
Чтобы аэрозольный баллончик работал, он должен быть герметичным и герметичным. Обычно аэрозольные баллончики изготавливают из стали или алюминия. Они также содержат газ-вытеснитель, который выталкивает продукт из банки.
 13. Конфеты до сих пор продаются в алюминиевой упаковке.
13. Конфеты до сих пор продаются в алюминиевой упаковке.
 Независимо от того, используете ли вы алюминий или сталь, упаковки непрозрачны и препятствуют проникновению солнечного света внутрь продукта. Металлическая упаковка также может быть герметичной, не пропуская кислород, который может привести к порче продукта.
Независимо от того, используете ли вы алюминий или сталь, упаковки непрозрачны и препятствуют проникновению солнечного света внутрь продукта. Металлическая упаковка также может быть герметичной, не пропуская кислород, который может привести к порче продукта. Алюминий и сталь являются двумя наиболее перерабатываемыми материалами в мире, и уровень переработки каждого из них высок. Вместо того, чтобы добывать новый металл из земли, большинство компаний, использующих металлическую упаковку, используют материалы, которые хотя бы частично перерабатываются.
Алюминий и сталь являются двумя наиболее перерабатываемыми материалами в мире, и уровень переработки каждого из них высок. Вместо того, чтобы добывать новый металл из земли, большинство компаний, использующих металлическую упаковку, используют материалы, которые хотя бы частично перерабатываются.
 Уменьшение веса означает снижение затрат на доставку для вашей компании, а также повышение удобства для людей, которые покупают вашу продукцию.
Уменьшение веса означает снижение затрат на доставку для вашей компании, а также повышение удобства для людей, которые покупают вашу продукцию.
 Коррозия возникает, когда металл вступает в реакцию с окружающей его средой и начинает разрушаться. Если вас беспокоит коррозия упаковки, вы можете выбрать неметаллический материал или исследовать использование металлов, известных своей коррозионной стойкостью. Например, алюминий обладает отличной коррозионной стойкостью. Луженая нержавеющая сталь также обладает хорошей коррозионной стойкостью. То, как и где вы храните металлическую упаковку, также может повлиять на ее коррозию или ржавчину.
Коррозия возникает, когда металл вступает в реакцию с окружающей его средой и начинает разрушаться. Если вас беспокоит коррозия упаковки, вы можете выбрать неметаллический материал или исследовать использование металлов, известных своей коррозионной стойкостью. Например, алюминий обладает отличной коррозионной стойкостью. Луженая нержавеющая сталь также обладает хорошей коррозионной стойкостью. То, как и где вы храните металлическую упаковку, также может повлиять на ее коррозию или ржавчину.
 2 Как сделать столярную струбцину своими руками: пошаговые инструкции с чертежами
2 Как сделать столярную струбцину своими руками: пошаговые инструкции с чертежами Лучше использовать фанеру из дерева твёрдых пород (бук, ясень, берёза или дуб).
Лучше использовать фанеру из дерева твёрдых пород (бук, ясень, берёза или дуб). Чтобы правильно сделать струбцину своими руками из металла, нужно следовать пошаговым инструкциям с фото и видео мастер-классам.
Чтобы правильно сделать струбцину своими руками из металла, нужно следовать пошаговым инструкциям с фото и видео мастер-классам.
 С пружинным механизмом можно работать и одной рукой, используется при малых усилиях сжатия.
С пружинным механизмом можно работать и одной рукой, используется при малых усилиях сжатия. Такой агрегат изображен на фото.
Такой агрегат изображен на фото.

 Чтобы сделать корпус струбцины из арматуры, потребуется вырезать две заготовки длиной 65 и 55 см. Прутки греют на паяльной лампе и загибают на стальной оправке под прямым углом согласно чертежу.
Чтобы сделать корпус струбцины из арматуры, потребуется вырезать две заготовки длиной 65 и 55 см. Прутки греют на паяльной лампе и загибают на стальной оправке под прямым углом согласно чертежу. На нижней полке укладывают небольшой кусочек металла — столик, который прижимают вывернутым винтом. Нужно только сделать несколько сварочных точек или швов, чтобы приварить столик и гайку, и струбцина готова.
На нижней полке укладывают небольшой кусочек металла — столик, который прижимают вывернутым винтом. Нужно только сделать несколько сварочных точек или швов, чтобы приварить столик и гайку, и струбцина готова. Конструктивно такое приспособление состоит из двойного корпуса и намоточного штифта.
Конструктивно такое приспособление состоит из двойного корпуса и намоточного штифта. Еще один вариант – просверлить отверстие в уголке и нарезать в нем при помощи метчика внутреннюю резьбу. Ширину рабочего зазора подбирают с учетом величин потенциальных заготовок, но слишком большой ход прижимного воротка снижает прочность их фиксации.
Еще один вариант – просверлить отверстие в уголке и нарезать в нем при помощи метчика внутреннюю резьбу. Ширину рабочего зазора подбирают с учетом величин потенциальных заготовок, но слишком большой ход прижимного воротка снижает прочность их фиксации. Для выполнения таких операций нужно воспользоваться приспособлением, изготовленным из металлических пластин. Нужно:
Для выполнения таких операций нужно воспользоваться приспособлением, изготовленным из металлических пластин. Нужно: Для зажатия детали нужно использовать винты.
Для зажатия детали нужно использовать винты.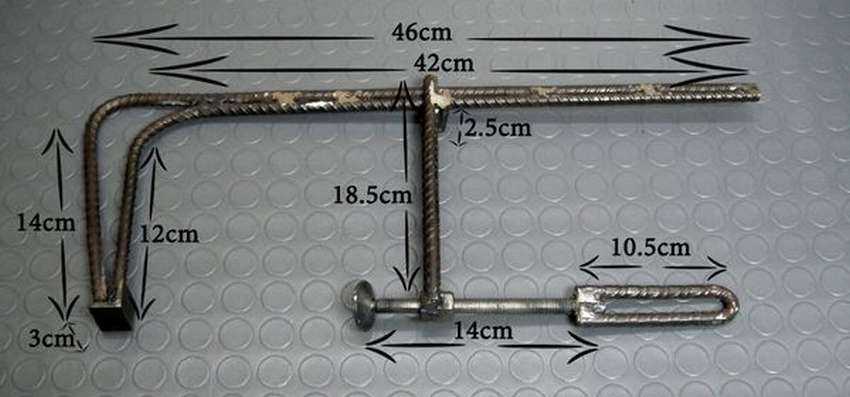 Длинные болты, или металлические пруты, с нарезанной резьбой, и используются в качестве фиксирующего элемента. В качестве губок приваривается на один конец плоская металлическая пластина, а на другой рычаг, для повышения удобства использования устройства.
Длинные болты, или металлические пруты, с нарезанной резьбой, и используются в качестве фиксирующего элемента. В качестве губок приваривается на один конец плоская металлическая пластина, а на другой рычаг, для повышения удобства использования устройства.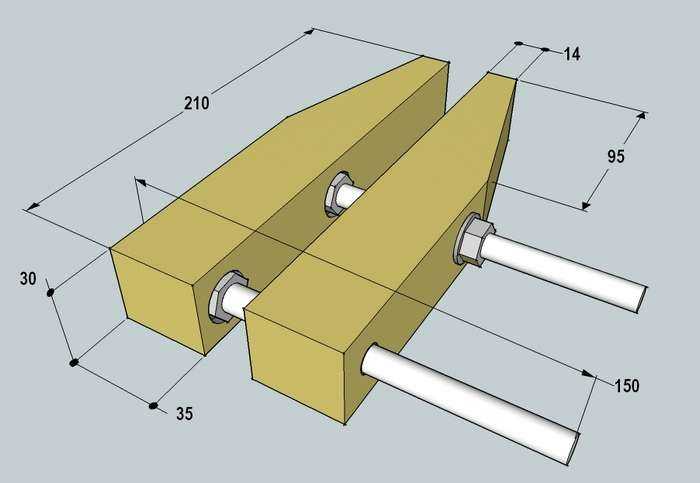
 Инструмент эффективен при работе с тяжёлыми, крупными заготовками простой формы.
Инструмент эффективен при работе с тяжёлыми, крупными заготовками простой формы. Очень редко встречаются специализированные струбцины, позволяющие располагать заготовки под острым или тупым углом.
Очень редко встречаются специализированные струбцины, позволяющие располагать заготовки под острым или тупым углом.
 Мы предлагаем вам самостоятельно выбрать масштаб, но в остальном лучше не отклоняться от следующей последовательности действий:
Мы предлагаем вам самостоятельно выбрать масштаб, но в остальном лучше не отклоняться от следующей последовательности действий: На рабочие поверхности наклейте мягкие накладки.
На рабочие поверхности наклейте мягкие накладки. Обработайте все внешние и внутренние поверхности деталей напильником, а после — наждачной бумагой.
Обработайте все внешние и внутренние поверхности деталей напильником, а после — наждачной бумагой. При наличии сварочного аппарата, процесс изготовления струбцины сводится к такому алгоритму:
При наличии сварочного аппарата, процесс изготовления струбцины сводится к такому алгоритму: guru/oborudovanie/kak-izgotovit-svoimi-rukami-uglovuyu-strubcinu.html
guru/oborudovanie/kak-izgotovit-svoimi-rukami-uglovuyu-strubcinu.html guru/instrumenty-i-oborudovanie/kak-izgotovit-svoimi-rukami-bystrozazhimnuyu-strubtsinu.html
guru/instrumenty-i-oborudovanie/kak-izgotovit-svoimi-rukami-bystrozazhimnuyu-strubtsinu.html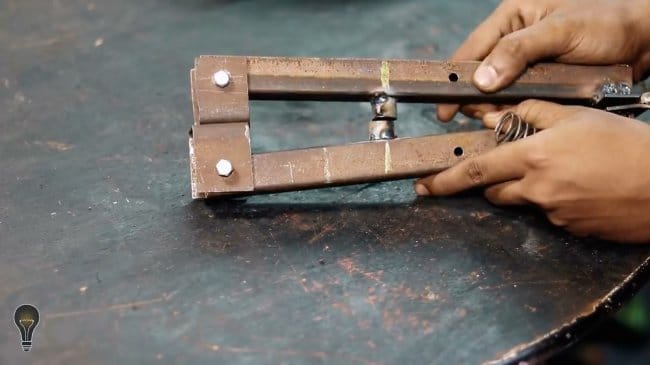 Второй вариант часто выбирают профессионалы. Проще придумать собственную конструкцию, чем искать вариант для индивидуальных задач.
Второй вариант часто выбирают профессионалы. Проще придумать собственную конструкцию, чем искать вариант для индивидуальных задач. Это такой же уголок с наваренной упорной гайкой или утолщением, в котором нарезана резьба в соответствии со шпилькой-воротком. Ширина рабочего зазора подбирается под потенциальные заготовки.
Это такой же уголок с наваренной упорной гайкой или утолщением, в котором нарезана резьба в соответствии со шпилькой-воротком. Ширина рабочего зазора подбирается под потенциальные заготовки. Подойдет сосна. Слишком твердая древесина будет оставлять следы на заготовке при сильной фиксации;
Подойдет сосна. Слишком твердая древесина будет оставлять следы на заготовке при сильной фиксации; Червячная система привычная – мебельные гайки и шпилька-вороток. Неподвижный упор прочно закрепляется на одном конце направляющей рейки. На самой рейке вырезаются углубления для фиксации подвижного механизма.
Червячная система привычная – мебельные гайки и шпилька-вороток. Неподвижный упор прочно закрепляется на одном конце направляющей рейки. На самой рейке вырезаются углубления для фиксации подвижного механизма. Для этого существует самозажимная струбцина. На иллюстрации видно, как сделать металлический или деревянный кронштейны.
Для этого существует самозажимная струбцина. На иллюстрации видно, как сделать металлический или деревянный кронштейны.

 Задняя челюсть и головная челюсть опираются на перекладину лицом друг к другу. Головная губка расположена на передней части зажима, а ее положение регулируется с помощью винта путем поворота рукоятки. Задняя губка расположена сзади зажима и может быть заблокирована, когда она находится в желаемом положении. В промышленных металлических стержневых зажимах задняя и головная губки обычно изготавливаются литьем или прессованием как отдельные детали. Так как в любительской мастерской сделать это не представляется возможным, то в нашем плане эти детали изготавливаются сваркой нескольких простых деталей
Задняя челюсть и головная челюсть опираются на перекладину лицом друг к другу. Головная губка расположена на передней части зажима, а ее положение регулируется с помощью винта путем поворота рукоятки. Задняя губка расположена сзади зажима и может быть заблокирована, когда она находится в желаемом положении. В промышленных металлических стержневых зажимах задняя и головная губки обычно изготавливаются литьем или прессованием как отдельные детали. Так как в любительской мастерской сделать это не представляется возможным, то в нашем плане эти детали изготавливаются сваркой нескольких простых деталей

 Пришло время взять на себя управление и построить идеальную подставку для зажимов, которая будет держать их в порядке и сортировать.
Пришло время взять на себя управление и построить идеальную подставку для зажимов, которая будет держать их в порядке и сортировать.  .
. У меня есть проверенная измерительная лента, и я могу с уверенностью сказать, что почти овладел искусством ее чтения в дробях. Не то чтобы я когда-либо делал это, но я слышал истории о людях, которые обрезали свой материал на дюйм короче. Вот почему измеряйте, измеряйте и еще раз измеряйте, прежде чем начать производить опилки.
У меня есть проверенная измерительная лента, и я могу с уверенностью сказать, что почти овладел искусством ее чтения в дробях. Не то чтобы я когда-либо делал это, но я слышал истории о людях, которые обрезали свой материал на дюйм короче. Вот почему измеряйте, измеряйте и еще раз измеряйте, прежде чем начать производить опилки. Остальная часть рамы из квадратной трубы 1 x 1 или квадратной трубы ½ дюйма. Не забудьте тщательно отшлифовать его перед сваркой.
Остальная часть рамы из квадратной трубы 1 x 1 или квадратной трубы ½ дюйма. Не забудьте тщательно отшлифовать его перед сваркой.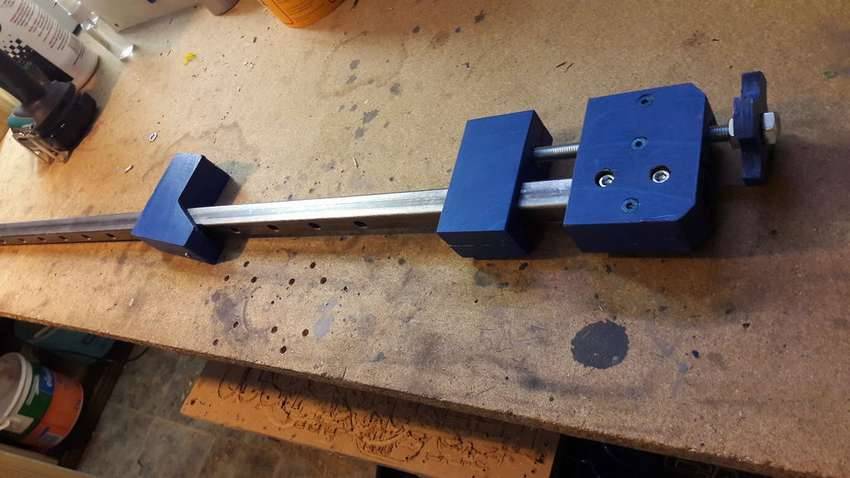 Верно? НЕПРАВИЛЬНЫЙ !! Вы всегда должны строить свои металлические проекты с приспособлениями для регулировки фундамента.
Верно? НЕПРАВИЛЬНЫЙ !! Вы всегда должны строить свои металлические проекты с приспособлениями для регулировки фундамента. 
 Из минусов — после перезаточки сверло по металлу с покрытием из нитрида титана твёрдость на режущей части уменьшается до стандартных 63HRс. Из плюсов: Покрытие нитрида титана имеет пониженный коэффициент трения, поэтому при работе таким сверлом снижается объем потребления электроэнергии. Сверла с титаном дают точность центровки при сверлении.
Из минусов — после перезаточки сверло по металлу с покрытием из нитрида титана твёрдость на режущей части уменьшается до стандартных 63HRс. Из плюсов: Покрытие нитрида титана имеет пониженный коэффициент трения, поэтому при работе таким сверлом снижается объем потребления электроэнергии. Сверла с титаном дают точность центровки при сверлении.
 А так-же насосное, компрессорное, сварочное и тепловое оборудование, ручной инструмент и комплектующие. У нас есть товары для дачников и садоводов, для автолюбителей и фермеров, для ремонта или строительства, есть подарки для мужчин на любой праздник.
А так-же насосное, компрессорное, сварочное и тепловое оборудование, ручной инструмент и комплектующие. У нас есть товары для дачников и садоводов, для автолюбителей и фермеров, для ремонта или строительства, есть подарки для мужчин на любой праздник. Они особенно хорошо подходят для сверления более твердых металлов, таких как нержавеющая сталь. Это связано с тем, что добавление кобальта позволяет сверлу работать при более высоких температурах, а также помогает уменьшить накопление тепла.
Они особенно хорошо подходят для сверления более твердых металлов, таких как нержавеющая сталь. Это связано с тем, что добавление кобальта позволяет сверлу работать при более высоких температурах, а также помогает уменьшить накопление тепла.




 К ним относятся HSS, титан, карбид, кобальт и вольфрам.
К ним относятся HSS, титан, карбид, кобальт и вольфрам.
 Изучение различий поможет вам избежать траты денег и использования неправильных насадок для неправильных материалов.
Изучение различий поможет вам избежать траты денег и использования неправильных насадок для неправильных материалов. Обычно имеет смысл заменить их, а не перекрашивать. Поэтому, несмотря на то, что они тверже кобальта, их кромка неглубокая.
Обычно имеет смысл заменить их, а не перекрашивать. Поэтому, несмотря на то, что они тверже кобальта, их кромка неглубокая.
