Изделия из оцинкованной или покрытой полимером листовой стали, изготовленные путём её гофрирования и спиральной навивки, имеющие замкнутый круглый контур. Соединение листа выполняется замковым швом.
Подробнее
производство металлоконструкций из СВМГТ (ГМСТ)
Широкая область применения СВМГТ (ГМСТ) еще раз подтверждается основными особенностями данного продукта- это долговечность, минимальные сроки монтажа и низкая себестоимость сооружения.
Подробнее
производство оборудования для изготовления СВМГТ (ГМСТ)
Производство оборудования для изготовления гофрированных металлических спиральновитых труб, ООО «ЧЗГК» является единственным запатентованным производителем данного оборудования на территории РФ
Подробнее
Дополнительное производство
Остановочные павильоны
Остановочный павильон представляет собой металлоконструкцию предназначенную для ожидания общественного транспорта. Наша компания осуществляет производство и поставку остановочных комплексов как собственной разработки, так и по чертежам заказчика. Производство осуществляется только из качественных и проверенных материалов. Павильоны могут быть доукомплектованы дополнительными скамьями, урнами, рекламными щитами и т.д.
Осуществляем доставку по России и СНГ своим автотранспортом или службами доставки. Так же вы можете забрать готовый остановочный павильон самостоятельно.
где используется наша продукция
область применения СВМГТ (ГМСТ)
дорожное строительство
(ГИДРОТЕХНИЧЕСКИЕ СООРУЖЕНИЯ)
Применение труб СВМГТ (ГМСТ) для безнапорного водопропуска под насыпями автомобильных и железных дорог
ДОРОЖНОЕ СТРОИТЕЛЬСТВО
(ТЕХНОЛОГИЧЕСКИЕ ТОННЕЛИ)
Производство СВМГТ (ГМСТ) больших диаметров до 3,6 м дало возможность применения данных труб в сооружении пешеходных переходов под автомобильными и железными дорогами
промышленное строительство
Резервуары изготовленные из СВМГТ (ГМСТ) предназначены для хранения технической воды, нефтепродуктов, кислот, горючесмазочных материалов, масел
гражданское
СТРОИТЕЛЬСТВО
Строительство колодцев, шахт, кессонов, силосы, несъёмная опалубка
Полный обзор (видео презентация)
Защитный лоток Л1
Дополнительная защита от износа и коррозии
преимущества
и возможности СВМГТ (ГМСТ)
Скачать презентацию
от 0,5 до 3,5
МЕТРОВ В ДИАМЕТРЕ
Возможно изготовление СВМГТ (ГМСТ) различных диаметров
Различные марки металла, с разными видами покрытий
Сталь и алюминий, сталь оцинкованная и оцинкованная с дополнительным HDPE покрытием
от 1,5 до 4,5
ММ ТОЛЩИНА СТЕНОК
Возможно изготовление СВМГТ (ГМСТ) различной толщины
Производственные мощности
до 60 тонн в сутки
Производственные мощности линии позволяют выпускать до 60 тн готовой продукции в сутки.
Высокая скорость строительства
За счет простоты монтажа
минимальные затраты
строительные и экплуатационные
устойчивы к перепадам температур
и выдерживают высокие нагрузки
долговечность конструкций
срок эксплуатации конструкций с покрытием цинк 40-70 лет, с покрытием цинк и полимер 80-100 лет
Использование строительной техники малой грузоподъемности
Низкая стоимость погонного метра
за счёт уменьшения количества стыков у трубы и как следствие меньший расход металла
Ремонт без вскрытия дорожного полотна Выполнение работ по ремонту и капитальному ремонту аварийных железобетонных труб методом «гильзования»
Заполните форму для подготовки коммерческого предложения
после заполнения формы мы свяжемся с Вами в ближайшее время для уточнения информации по вашему проекту
Скачать презентацию
У нас очень активная компания. Мы живем не только работой: спорт, развлечения и креативный образ жизни — все это помогает нам создавать наилучшую продукцию в России. Наша энергия направлена в нужное русло!!! 🙂 В этом домашнем блоге мы рассказываем о жизни нашей компании, о наших достижениях, о наших победах, о процессе производства, а так же о вас — наших клиентах. Спасибо вам и надеемся на долгосрочное сотрудничество.
Производство, отдых, спорт. Сотрудники нашей компании многогранны. Все это способствует выпуску оригинальной и качественной продукции. Наши клиенты доверяют нам и ценят качество и логистические решения.
Благотворительность
Завод принимает активное участие в благотворительности, за что не раз был отмечен благодарственными письмами.
Подробнее
ВЫСТАВКА «ДОРОГА 2022»
Международная специализированная выставка «Дорога 2022» прошла с 12 по 14 октября 2022 года в одном из ведущих выставочных комплексов России «Казань-Экспо»
Подробнее
С НОВЫМ 2020 ГОДОМ!
Пусть новогодняя радость искрится в ваших сердцах, пусть любая дорога и начатый путь в новом году будут, несомненно, успешны и благополучны.
Подробнее
Online-выставка «ДорТрансЭКСПО»
ООО «ЧЗКГ» приняла участие в online-выставке «ДорТрансЭкспо» как производитель дорожно-строительных технологий, а также была проведена демонстрация оборудования и готовой продукции потенциальным клиентам.
Подробнее
Выставка «V Юбилейный специализированный форум и выставка УРАЛА»
За профессионализм, актуальность экспозиции и плодотворное сотрудничество!
сертификаты
ПОЧЕМУ МЫ ЛУЧШИЕ
Качество нашей продукции подтверждено сертификатами, протоколами испытаний, стандартами организаций и многочисленными благодарностями заказчиков.
Сертификат соответствия
Сертификат соответствия ЕАС
Стандарт организации
Сертификат соответствия
Сертификаты соответствия, Протокол испытаний, СТО и остальные документы
Вы можете скачать здесь
о нас говорят
наши клиенты
контакты
Свяжитесь с нами
Перспективные возможности гофрированных спиральновитых металлических труб
Говоря о применении габионных конструкций при возведении искусственных сооружений, невозможно обойти стороной такой вид конструкций как водопропускные трубы. В настоящей статье мы рассмотрим спиральновитые гофрированные металлические трубы (ГСМТ), которые по своим характеристикам во многом превосходят сборные гофрометаллические конструкции (СМГК).
Технология производства и технические характеристики ГСМТ
Гофрированные спиральновитые металлические трубы производятся по СТО 5249131240-001-2013, разработанному с учетом российских СНиПов и ГОСТов обозначенных в Федеральном Законе о «Техническом регулировании» №184-ФЗ и согласованы к применению ФДА «РОСАВТОДОР» и ГК «АВТОДОР». В отличие от сборных гофрометаллических конструкций, которые изготавляиваются из сегментов и затем собираются на площадке с помощью болтов и пластин по матрице, спиральновитые гофрометаллические трубы изготавливаются путем непрерывного гофрирования и спирального свивания металла в цельную трубу. При этом места спиральных стыков обеспечивают герметичные замковые соединения. Подробную техническую информацию о диапазонах диаметров и толщин ГСМТ для автомобильных и железных дорог можно изучить здесь. Применяемый тип гофра для труб диаметров от 0,5 до 0,8м — 68х13мм, для труб с диаметром от 0,8м до 3,5м — 125х26мм. Трубы соединяются между собой бандажными элементами, поскольку длина отрезков труб ограничена длиной кузова автомашины (максимальная длина 13,5м).
Производственные мощности
За сутки производственные мощности позволяют выпустить до 50т готовой продукции и до 1200м.п.в месяц. Для производства используется оцинкованная сталь, либо цинк с дополнительным двусторонним полимерным покрытием HDPE, что обеспечивает долговечность конструкций в цинке до 70 лет и до 100 лет с HDPE покрытием соответственно. Наличие полимера не требует дополнительного применения резино-битумных мастик для предотвращения коррозии. Толщина листового металла составляет от 1,0 до 4,2мм, наиболее распространенные толщины: 2,0мм, 2,5мм. Применение стали толщиной от 3,5мм технически не оправдано (редко встречаются водопропускные трубы с глубиной залегания выше 20м) и ведет к дополнительному износу оборудования.
Говоря о преимуществах на стадии производства, следует отметить, что спиральновитая гофрированная металлическая труба с толщиной стенки 2,5мм по своим характеристикам превосходит аналогичную сборную сегментную трубу с толщиной стенки 3,5мм.
Это обусловлено отсутствием соединительных элементов, болтов и пластин, ухудшающих прочностные и эксплуатационные характеристики водопропускной трубы. Во-вторых, от толщины стенки напрямую зависит и расход металла, что немаловажно в условиях жесткой экономии.
Сферы применения спиральновитых гофрометаллических труб
Как отмечалось ранее, основное применение ГСМТ — это водопропускные трубы под автомобильными и железными дорогами в сочетании с габионами. Можно провести замену изношенных труб путем гильзования с последующей заливкой пустот раствором.
Помимо этого ГСМТ применяются при строительстве пешеходных переходов под транспортными магистралями, при изготовлении пожарных резервуаров и накопительных емкостей, при строительстве вертикальных силосов, дренажных и очистных сооружений, а также ангаров, гаражей и подземных сооружений.
Основные преимущества ГСМТ в сравнении с СМГК
Несмотря на затраты при транспортировке гофрированные спиральновитые металлические трубы окупают затраты по логистике меньшими расходами по монтажу конструкций. К примеру, при сроках монтажа ГСМТ в 1 день (привез и установил в проектное положение непосредственно с машины), такую же сборную трубу из сегментов придется собирать около 2-х, 3-х недель. А это зарплаты рабочим, расходы на механизацию и энергоресурсы. В конечном итоге применение ГСМТ обойдется на 30-40% дешевле, нежели долговременная сборка конструктора, что при ограниченных сроках ввода объекта в эксплуатацию играет не последнюю роль.
Более того, расходы по транспортировке можно сократить путем перевозки ГСМТ методом гильзования (труда в трубе) при разных диаметрах. А при наличии собственного низкорамного транспорта расходы по логистике будут минимальными.
Подводя итог, на фоне технических нельзя не отметить и экономические преимущества применения ГСМТ: невысокая цена на гофрированные спиральновитые металлические трубы и отсутствие затрат на сборку конструкции. Именно поэтому, все больше заказчиков пересматривают свои взгляды в сторону применения спиральновитых труб, уходя от традиционного использования сборных сегментных конструкций.
Смотрите также:
О процессе укладки геоматов
Укрепление берега водоема: можно ли сделать самостоятельно?
Изготовление габионов
geofast.ru Адрес: 141407, г. Химки, Нагорное шоссе д.2 Тел.: +7 (495) 665-32-11 E-mail: [email protected]
создание сайтов IT-ГРУППА “Цитрон”
Заказать звонок
Оставьте свой номер телефона и наш Специалист перезвонит Вам в ближайшее время
Труба HEL-COR CMP от Contech Engineered Solutions
Описание
Техническая информация
Области применения
Брошюры
Техническая информация по этому продукту находится в центре раздела технических руководств.
Посмотреть техническую информацию
Особенности и преимущества труб HEL-COR
ХАРАКТЕРИСТИКИ
ПРЕИМУЩЕСТВА
Долгий срок службы
Срок службы превышает 100 лет при соблюдении всех требований к трубам AASHTO и ASTM.
Прочность
Может работать с высотой заполнения более 100 футов
Универсальный
Доступны различные формы и размеры; диаметр от 6 дюймов до 15 футов
Гибкий
Прощает во время суровых условий установки и допускает применение на крутых склонах
Легкий
Установка проще и дешевле, чем бетонная труба.
Оцинкованная сталь — гофрированная оцинкованная труба, изготовленная из стали, покрытой цинком для увеличения срока службы. Наиболее широко используемое и наиболее экономичное металлическое покрытие для стальных гофрированных труб.
Aluminized Steel™ Type 2 — Труба из стали, погруженной в технически чистый алюминий; обеспечивает 75 лет и более срока службы без технического обслуживания.
с полимерным покрытием — Труба из стали с толстостенным полимерным покрытием; защищает от истирания и коррозии, обеспечивая срок службы не менее 100 лет с гарантированным 80-летним «дополнительным» сроком службы в соответствии с исследованием CSP с полимерным покрытием 2012 года, проведенным NCSPA.
Асфальтовое покрытие — Стальная труба, покрытая асфальтом для увеличения срока службы; а также может быть использован для улучшения гидравлики.
Диапазон диаметров 12” – 144”
Толщина стенки 18, 16, 14, 12, 10 и 8 калибр
Доступен со спиральными или кольцевыми гофрами
Гофры 1-1/2” x 1/4” и 2-2/3” x 1/2” для экономичного и эффективного использования металла малых диаметров
3” x 1” и 5” x 1” обеспечивают высокие характеристики сечения в трубах большого диаметра
Стандартная длина 20–40 футов
Full Round — рекомендуется для большинства применений
Трубообразная арка — низкая, широкая трубчато-арочная конструкция распределяет площадь по горизонтали, чтобы обеспечить достаточную пропускную способность без повышения уровня
Аксессуары для труб HEL-COR
Конечные секции
Соединительные и бандажные системы
Фитинги
МОБИЛЬНАЯ ТРУБА®
Трубопроводы HEL-COR
Дренажные водопропускные трубы, каналы и ограждения канав
Ливневая канализация и дренажная труба
Задержание и инфильтрация ливневых вод
Восстановление канализационных, ливневых и малых водопропускных труб
Фундаменты ветряных турбин и вертикальные шахты
Гофрированная металлическая труба
для ливневой канализации, водопропускных труб, небольших мостов и систем ливневых стоков
Металлическая дренажная труба HEL-COR® со спиральным гофром обеспечивает способность выдерживать суровые условия окружающей среды и глубину залегания, связанную с дренажными системами, водопропускными трубами, ливневыми коллекторами и системами сбора ливневых стоков.
Срок службы HEL-COR превышает 100 лет при соблюдении всех требований к трубам AASHTO и ASTM, а высота заполнения превышает 100 футов.
Широкий выбор покрытий, включая оцинкованную сталь, алюминизированную сталь типа 2 (ALT2) и сталь с полимерным покрытием, позволяет удовлетворить различные требования к долговечности. Различные толщины стенок (калибров), гофры, диаметры и длины секций труб позволяют выбирать материалы в соответствии с конкретными требованиями рабочей площадки.
Стандартные фитинги включают тройники, тройники, колена, седловидные отводы, переходники и коллекторы для систем задержания. Люки и водосборники могут быть изготовлены в соответствии с конкретными рабочими требованиями.
HEL-COR изготавливается с непрерывными закрытыми швами с кольцевыми гофрированными концами, позволяющими использовать различные стандартные соединения, включая герметичные ленты HUGGER® и соединения QUICK STAB®.
Технические характеристики Стандартные детали
Тематические исследования
Изучите библиотеку тематических исследований
Проект Рабочие листы проекта
Ресурсные инструменты
Агентство/нормативное руководство
Наша команда готова предоставить вам экспертную консультацию и помощь в отношении местных нормативных требований, что приведет к более быстрому получению разрешений.
Разработка решения
Наши инженеры могут рассмотреть ваши требования, взвесить все варианты и порекомендовать оптимальное решение для интеграции с вашими проектами сайта.
Техническая экспертиза
Наши инженеры оказывают помощь, предоставляя технические расчеты для конкретного продукта, такие как гидравлика, плавучесть, реакции фундамента и размер блока.
Смета расходов
Мы можем быстро предоставить смету расходов инженера , чтобы помочь вам в процессе выбора решения.
Чертежи для конкретных объектов
Наши инженеры могут предоставить чертежи для конкретных объектов для предложений, совещаний по проекту и представлений, помогая вам более эффективно использовать свое время.
Помощь на месте
Подрядчики знают, что время — деньги, поэтому мы проводим встречи перед началом строительства, координируем доставку и оказываем поддержку при установке на месте, чтобы обеспечить своевременную и бесперебойную установку.
Дренажная труба CMP с прорезями от Contech Engineered Solutions
Описание
Техническая информация
Применение
Брошюры
Технические характеристики Стандартные детали
Тематические исследования
Изучите библиотеку тематических исследований
Ресурсные инструменты
Эстетически привлекательный патрубок для отвода поверхностных вод
Slotted Drain™ — это уникальная труба, которая отводит листовой поток без использования нескольких уклонов или устройств для направления воды.
Труба разрезается вдоль продольной оси и приваривается трапециевидная или прямоугольная решетка с армирующими распорными пластинами для образования щелевого отверстия шириной 1 3/4 дюйма. Щель собирает сток и направляет его в трубу, расположенную ниже, из которой он течет к соответствующему выпускному отверстию.
Щелевой слив изготавливается из оцинкованной стали для обеспечения исключительной прочности или из алюминированной стали типа 2 (ALT2), когда требуется повышенная коррозионная стойкость. №
В результате получился практичный и эстетичный водоприемник для отвода поверхностных вод с улиц, автомагистралей и парковок. Дизайнеры и инженеры, устанавливающие пешеходные дорожки и пешеходные дорожки вокруг спортивных стадионов, общественных центров, торговых центров, парков и других пешеходных площадей, использовали щелевой дренаж как неотъемлемую часть ландшафтной архитектуры.
В отличие от типовых парковок, требующих уклона в четырех направлениях для каждой ливневой решетки, для парковки с щелевым водостоком требуется только один поперечный и один продольный уклон для всей площади водоотвода. Это означает более низкую стоимость установки для подрядчика и владельца; и меньше разбивки для инженера. Из-за эффективности щелевого дренажа в удалении поверхностных вод требуется меньше коллекторов и меньше отводов под проезжей частью.
На проезжей части и автомагистралях замена бордюров и водосборных колодцев непрерывными участками щелевого дренажа открывает дорогу без препятствий и с одноуровневым уклоном, что значительно повышает эффективность обочины для повышения безопасности.
Характеристики и преимущества щелевого дренажа
ХАРАКТЕРИСТИКИ
ПРЕИМУЩЕСТВА
Изготовлен из гофрированной стальной трубы Contech
Прочная конструкция, поддерживает нагрузку H-20
Задерживает до 50 % больше стока, чем большинство стандартных решетчатых впускных устройств размером 2 x 2 фута.
Улучшенная эффективность дренажа
Только один поперечный и один продольный скат
Меньше коллекторов и отводов, установка дешевле
Устранены опасные уклоны и уклоны.
Повышенная безопасность
Решетка с прямыми стенками
Меньше проблем с мусором, меньше затрат на обслуживание
Покрытия дренажных труб с прорезями
Оцинкованная сталь — Труба изготовлена из стали, покрытой цинком для увеличения срока службы. Наиболее распространенное и наиболее экономичное металлическое покрытие для стальных гофрированных труб
.
Алюминизированная сталь, тип 2 (ALT2) — трубы, изготовленные из стали, погруженной в технически чистый алюминий; предлагает 75 лет или более срока службы без обслуживания
Свойства сливной трубы с прорезями
Диаметры от 12 до 36 дюймов доступны в калибрах 14 и 16
Диаметры 30” и 36” доступны в калибре 12
Принадлежности для дренажных труб с прорезями
Конечные секции
Бандажные системы
Фитинги
Щелевые сливы
Бордюрные входы
Впускная система поперек проезжей части
Плечевые дренажи вдоль срединных барьеров
Пешеходные проезды, торговые центры и велосипедные дорожки
Замена бордюров и бордюров, где эти препятствия нежелательны по соображениям безопасности
Полы на уровне земли с требованиями дренажа
Автостоянки или другие непрерывные мощеные поверхности
Боковые линии игровых площадок стадионов
Перроны аэропортов, рулежные дорожки, ангары и противообледенительные зоны
Железнодорожные интермодальные объекты с тяжелыми колесными нагрузками
Техническая информация по этому изделию находится в центре раздела технических руководств.
Посмотреть техническую информацию
Агентство/нормативное руководство
Наша команда готова предоставить вам экспертную консультацию и помощь в отношении местных нормативных требований, что приведет к более быстрому получению разрешений.
Разработка решения
Наши инженеры могут рассмотреть ваши требования, взвесить все варианты и порекомендовать оптимальное решение для интеграции с вашими проектами сайта.
Техническая экспертиза
Наши инженеры могут оказать помощь, предоставив технические расчеты для конкретного продукта, такие как гидравлика, плавучесть, реакции фундамента и размер блока.
Смета расходов
Мы можем быстро предоставить смету расходов инженера , чтобы помочь вам в процессе выбора решения.
Чертежи для конкретных объектов
Наши инженеры могут предоставить чертежи для конкретных объектов для предложений, совещаний по проекту и представлений, помогая вам более эффективно использовать свое время.
Настольный Токарно-Винторезный Станок METAL MASTER MasterTurn 2860G
Технические характеристики
Характеристики
2860G
Макс. диаметр над станиной
Ø 280 мм
Расстояние между центрами
610 мм
Ширина станины
150 мм
Макс. длина заготовки
560 мм
Диаметр отверстия шпинделя
26 мм
Диаметр патрона
125 мм
Количество передач
12
Диапазон скоростей шпинделя
45-2000 об/мин
Конус отверстия шпинделя
MT4
Конус шпинделя задней бабки
MT2
Поперечный ход салазок
130 мм
Продольный ход салазок
65 мм
Ход пиноли задней бабки
60 мм
Максимальная сечение резца
16х16 мм
Автоматическая продольная подача
0,044 — 0,437мм/ об (15 типов)
Диапазон нарезаемых метрических резьб
0,25 – 5 мм/об (24 типов)
Диапазон нарезаемых дюймовых резьб
6 — 96 ниток/дюйм (13 типов)
Мощность двигателя
0,75 кВт
Напряжение питания
220 В, 50 Гц
Габаритные размеры (ДхШхВ)
1350×650×700 мм
Вес нетто/брутто
225/256кг
Видеообзор
Видеообзор станка
Описание
Описание станка
Metal Master MasterTurn 2860G
Metal Master MasterTurn 2860G – это настольный токарно-винторезный станок, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель
Диаметр отверстия шпинделя составляет 26 мм
Цена деления лимба поперечной подачи – 0,1мм.
Цена деления лимба тонкой продольной подачи — 0.02 мм
Вылет пиноли задней бабки 60 мм
Цена деления лимба продольной подачи — 0.25 мм
В стандартной комплектации поставляется быстрозажимной трехкулачковый патрон 125мм
Станок оснащен приводами продольной и поперечной автоподачи.
Модель обладает удобной эргономикой управления, понятной любому токарю без переучивания
В стандартную комплектацию входит станочный светильник местного освещения.
Жесткость и долговечность конструкции
Станина станка отлита из серого чугуна и обеспечивает станку необходимую жесткость и виброустойчивость. Направляющие станка прошли закалку ТВЧ (48-52 HRC) и шлифовку, что способствует повышению уровня надежности и точности работы. Ходовой винт станка установлен на долговечных металлокерамических подшипниках и имеет трапецеидальный профиль, что обеспечивает возможность самоторможения. Шпиндель изготовлен из высококачественной стали и прошел термическую обработку. Данный узел смонтирован на специальных подшипниках, благодаря чему радиальное биение не превышает 9 мкм и достигается высокая точность обработки.
Функциональные возможности
Возможность поперечного смещения задней бабки для обработки длинных конусов и поворота верхней части каретки для точения коротких конусов. Станок имеет продольную и поперечную автоподачу. На станке можно нарезать метрические и дюймовые резьбы, сменные шестерни гитары привода подач позволяют расширить стандартный типоразмер нарезаемой резьбы. Шпиндель станка имеет механическое регулирование скорости вращения.
Конструктивные особенности
Станок имеет эргономичные органы управления (кнопки, ручки, маховики), защитный экран рабочей зоны, кнопку аварийной остановки, поддон для сбора стружки, а также специальный ящик для хранения инструментов. Все это помогает облегчить условия труда и делает работу на данном оборудовании более комфортной.
Удобство эксплуатации
Привод главного движения имеет простую конструкцию, состоящую из асинхронного двигателя и двух ременных передач (зубчатый и клиновой ремни немецкой фирмы Gates), что на практике обеспечивает простоту эксплуатации, высокую надежность и низкий уровень шума. Привод продольной и поперечной подачи станка имеет автоматический режим.
Безопасность
Концевой выключатель защищает оператора от работы на станке с открытой крышкой защиты и поднятым экраном рабочей зоны шпинделя. Металлический экран шпинделя защищает оператора от возможного вылета кулачка или заготовки.
Александр КуликовТехнический директор ООО «МеталМастер»
Технический директор ООО «МеталМастер»
Добрый день! Все шестерни изготовлены из металла.
Показать все отзывы и вопросы
Настольные токарные станки
Главная / Станки по металлу / Токарные станки по металлу / Настольные токарные станки
Настольный токарный станок ВСТ-028
Цена (руб):
по запросу
Узнать стоимость
Подробнее
Наше предложение лучшее в Москве. Узнать цену на 29.10.2022
Я согласен на обработку персональных данных
Компания Гигант предлагает широкий ассортимент токарного оборудования для обработки металла, в частности настольные токарные станки по металлу.
Настольный токарный станок предназначен для выполнения следующих задач:
обработка внешних, внутренних поверхностей;
работа с коническими поверхностями;
обработка цилиндрических форм;
нарезка резьбы – крупного метрического размера и небольшой дюймовой резьбы;
накатка деталей;
шлифовка заготовок;
заточка инструментов;
сверление и фрезеровка – при использовании специальной оснастки.
Данный тип оборудования используется как на производстве, так и частных мастерских.
Советы по выбору
При покупке токарного настольного станка необходимо учитывать его технические характеристики. Обращать внимание рекомендуем на следующие факторы:
мощность и масса;
отверстие шпинделя и высота центров;
привод и в среднем 4-6 скоростей;
самый большой диаметр и длина заготовки;
скорость вращения.
Сомневаетесь в выборе? Позвоните нам по телефону и мы с радостью проконсультируем.
Настольные токарный станки по металлу от ЗАО Гигант
Мы сами производим данное оборудование, поэтому гарантируем его отличное качество и конкурентоспособную стоимость. Мы не закладываем в цену торговую наценку и оплату посредникам.
Доставка продукции осуществляется по Москве, во все регионы России, а также в Казахстан и Белоруссию.
С техническими характеристиками станка вас ознакомят наши опытные менеджеры. Вы можете оставить заявку на покупку настольного токарного станка по телефону или по электронной почте. На сайте компании работает кнопка «обратный звонок». Сотрудники компании будут рады ответить на все ваши вопросы, ознакомить с актуальными ценами на товар.
Преимущества товара
К достоинствам настольного станка для выполнения токарных работ относятся такие качества:
Малые габариты. Благодаря небольшому размеру и весу станок может быть установлен на обычном столе или подставке, легко перенесен на другое место;
Простота эксплуатации. Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
Невысокая стоимость. Цена устройства доступна любому покупателю;
Прочность. Корпус выполнен из базовых литых чугунных конструкций;
Функциональность. Выполняет множество разнообразных видов обработки заготовок.
Как купить настольный токарный станок?
У нас вы можете купить настольный токарный станок по доступной цене в Москве. Наша компания предлагает выгодные скидки, проводит акции, предоставляет оборудование в лизинг. Для заказа позвоните нам по телефону: +7 (495) 258 82 89, или оставьте заявку на сайте.
Нужна консультация?
Рекомендуем также ознакомиться с каталогом Одностоечные токарно-карусельные станки (Китай).
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каждый точный и прочный токарный станок по металлу от Baileigh выдерживает строгие допуски в течение многих лет. Ищете ли вы небольшой токарный станок по металлу или большой промышленный токарный станок, у нас есть модель, которая подходит именно вам.
Зачем покупать токарный станок по металлу в Baileigh Industrial?
Большинство моделей включают DRO , уже подключенных и готовых к работе.
Жесткая конструкция , часто с чугунными основаниями и прецизионно отшлифованными направляющими, обеспечивает бесперебойную и точную работу каждого токарного станка на долгие годы.
У нас есть дополнительные приспособления для растачивания и обработки конусов. Если вы покупаете у другого производителя, вам, возможно, придется сделать свой собственный.
Большинство токарных станков поставляются полностью собранными . Просто распакуйте машину, подключите ее и приступайте к работе.
На все токарные станки распространяется годовая гарантия на детали .
У нас есть запасные части , чтобы мы могли отправить их вам быстро и напрямую.
Каждая модель токарного станка включает пожизненную техническую поддержку по телефону от нашей собственной группы поддержки с практическим опытом работы на станке.
Вопросы? Не знаете, какой токарный станок по металлу лучше для вас? Позвоните по телефону 1-920-684-4990 и поговорите с одним из наших компетентных представителей.
ПодробнееПодробнее
1825,00 $ $
Звоните по телефону
13,8” между центрами
от 100 до 2500 об/мин
Двигатель 110 В 3/4 л. с.
Качели 7”
Отверстие шпинделя 0,75 дюйма
4 139,00 $ $
В наличии
Межосевое расстояние 19,6 дюйма
от 50 до 2000 об/мин
Двигатель 110 В 1 л.с.
Качели 9,75 дюйма
Отверстие шпинделя 0,787 дюйма
$8 148,00 $
Звоните, чтобы узнать о доступности
36 дюймов между центрами
от 70 до 1400 об/мин
Однофазный двигатель 220 В
Качели 12 дюймов
Отверстие шпинделя 1,5 дюйма
8 845,00 $ $
Вызов доступности
Встроенный УЦИ
36” между центрами
от 70 до 1400 об/мин
Однофазный двигатель 220 В
Качели 12 дюймов
Отверстие шпинделя 1,5 дюйма
11 059 долларов США. 00 $
В наличии
Расстояние между центрами 39,36 дюйма
8 скоростей: от 70 до 2000 об/мин
Однофазный двигатель 220 В
Качели 13 дюймов
Отверстие шпинделя 1,5 дюйма
$12 845,00 $
В наличии
40” между центрами
от 90 до 1800 об/мин
2 л.с., 220 В, однофазный двигатель
Качели 14 дюймов
Отверстие шпинделя 1,5 дюйма
$16 609,00 $
Позвоните, чтобы узнать о доступности
Mitutoyo DRO
Быстросменный резцедержатель
40” между центрами
от 70 до 2000 об/мин
2 л. с., 220 В, однофазный двигатель
$26 469,00 $
Позвоните, чтобы узнать о доступности
Mitutoyo DRO
Основание из тяжелого чугуна
40” между центрами
от 30 до 2000 об/мин
7,5 л.с., 220 В, трехфазный двигатель
$28 439,00 $
В наличии
2-осевой УЦИ
Основание из листовой стали и чугуна
60” между центрами
от 25 до 1800 об/мин
7,5 л. с., 220 В, 3-фазный двигатель
$32 099,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
60” между центрами
18-дюймовая качалка над кроватью
от 80 до 2000 об/мин
7,5 л.с., 220 В, 3-фазный двигатель
$42 779,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
80” между центрами
Качели 20 дюймов
20 и 1500 об/мин
15 л. с., 220 В, трехфазный двигатель
$43 999,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
20-дюймовая качалка над кроватью
60” между центрами
от 20 до 1550 об/мин
15 л.с., 220 В, трехфазный двигатель
Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Металлические и промышленные токарные станки на продажу
Промышленные токарные станки для металлообработки и деревообработки
Токарный станок, считающийся «матерью всех станков», является одним из наиболее распространенных станков практически в любом механическом цехе или производственном предприятии. Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта.
С их помощью изготавливается так много предметов быта, что невольно задаешься вопросом: где бы мы были, если бы не были изобретены эти невероятные машины? Почти все, что сделано из металла, было в той или иной степени спроектировано на одной из этих машин.
Кроме того, каталог разнообразных продуктов, которые можно изготовить из них, бесконечен. Помимо придания формы детали, они могут помочь в сверлении, фрезеровании и шлифовании.
По всей стране их можно найти в школах, механических мастерских, фабриках или везде, где производятся детали. Их исключительная функциональность делает их необходимыми для всех, кто серьезно относится к производству.
Высокоточные токарные станки
Этот прецизионный токарный станок Birmingham с зубчатой головкой имеет размеры 12 x 36 дюймов и оснащен наклонным шпинделем, 9 скоростями шпинделя от 70 до 1400 стр/мин и кнопкой толчкового режима для удобства эксплуатации. Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения.
Этот высокоскоростной токарный станок с прецизионным двигателем GMC оснащен цифровым считывающим устройством SINO и конической насадкой. С габаритами 14 x 40 дюймов, мощностью 3 л.с. и 220 сводами вы также можете выбрать токарный станок с 3-фазным высокоскоростным прецизионным двигателем для большего контроля над мощностью вашего обрабатывающего оборудования.
Токарные станки для оружейников
Этот магазин Токарный станок Fox для оружейников с подставкой необходим любому оружейнику или производителю. Он оснащен подшипниками с высокими допусками для долговечности, внешними опорами отверстия шпинделя для стабильности и быстросменным редуктором для повышения работоспособности.
Токарные станки по дереву
Этот мощный токарный станок по дереву от Baileigh позволяет управлять скоростью шпинделя в диапазоне от 0 до 1200 об/мин и от 0 до 3200 об/мин. Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!
Настольные токарные станки и стойки
Настольный токарный станок с регулируемой скоростью от Baleigh предлагает исключительное удобство использования в прочной, но компактной раме, что делает его идеальным для небольших механических мастерских. Еще одним замечательным токарным станком для хобби является настольный токарный станок с ременным приводом от JET, который оснащен прецизионными коническими роликоподшипниками для плавной работы.
Наконец, эта подставка для шкафа JET идеально подходит для токарных станков размером 13 x 40 дюймов. Его полностью стальная конструкция обеспечивает надежную опору для ваших проектов, а запираемые дверцы на петлях обеспечивают легкий и безопасный доступ к вашим материалам.
Найдите мощные промышленные токарные станки в компании Penn Tool Co.
ГРАВИРОВКА МЕТАЛЛА СВОИМИ РУКАМИ. СОВЕТЫ НАЧИНАЮЩИМ.
Гравировка по металлу вот уже несколько столетий притягивает искушенные взгляды своей эстетичностью и выверенной точностью форм. С древнейших времен этим ремеслом кормились талантливые мастера кузнечного дела. Опытный мастер-гравер может превратить безжизненный кусок металла в настоящее произведение искусства, украсив его замысловатыми формами и фигурами. Внешне художественная резка металла кажется трудозатратным и сложным делом, однако при детальном изучении станет очевидно, что заняться им может каждый. Как сделать гравировку металла или иного материала своими руками?
С помощью гравировки декоративные узоры можно выполнить на табличках, ножах, пистолетах, кинжалах, саблях, раритетных металлических сувенирах, памятниках, наградных приспособлениях и т.д. Работа не требует больших вложений и покупки дорогостоящего оборудования, однако эффект от нее сохраняется на века. К слову, смыть или стереть рисунок обычным средствами практически нереально. Для работы подходят такие металлы, как сталь, алюминий, медь, латунь и сплавы некоторых металлов. Рисунок можно наносить на сталь, алюминий, латунь, медь, на сплавы металлов. Метод гравировки в домашних условиях крайне экологичный.
Опытные мастера рекомендуют новичкам развивать навык художественной росписи по металлу с простейших вещей, например, нанесения элементарных фигур или надписей на ложках или иных столовых приборах.
ЧТО НУЖНО ДЛЯ РАБОТЫ?
Лак для ногтей
Острая зубочистка
Поваренная соль
Зарядное устройство от мобильного
Кружка из фарфора или стекла
Жидкость для снятия лака.
ПОШАГОВАЯ ИНСТРУКЦИЯ
1.На ложку тщательно наносим лаковое покрытие. Во избежание брака, слой должен быть средней толщины.
2.Зубочисткой или толстой иглой аккуратно процарапываем изображение по эскизу.
4.Зарядку от телефона присоединяем к изделию (вывод должен быть плюсовым), минусовой вывод должен касаться любого металлического предмета (например, кусок проволоки, ложка, иной столовый прибор, алюминиевая проволока и т.д.) предварительно помещенного в стакан с соленой водой.
5.Подключаем зарядку от телефона к электричеству. В этот момент в стакане темнеет жидкость, поскольку происходит реакция травления.
6.Ждем 5 минут. За это время изделие получает нужную глубину травления.
7.По завершению процесса снимаем лаковое покрытие с помощью жидкости для снятия лака
Подобным методом можно производить гравировку любых металлических изделий малой формы в домашних условиях.
МЕТАЛЛИСТ ПРЕДУПРЕЖДАЕТ!
Домашний способ обработки крайне кустарный и сопряжен с рисками. Без должной бдительности и сноровки процесс может быть травмоопасным (например, неприятной неожиданностью может стать электрическое напряжение или возгорание лакового покрытия). Да и само качество гравировки может пострадать в результате кустарной обработки. Во избежание этих проблем мы рекомендуем приобрести специальный инструмент- гравер. Он может работать как от сети, так и от встроенного аккумулятора. Как правило, в комплекте идут резцы и буры разной формы. Ими можно выполнять гравировку не только по металлу, но и по пластмассе, дереву, стеклу и иным материалам.
Электрохимическая гравировка на металле своими руками
Сделать памятную надпись на дорогом сердцу изделии из металла или приготовить оригинальный подарок поможет гравировка на металле. Чаще всего для этих целей относят изделие мастеру-граверу. Однако гораздо приятнее и интереснее будет сделать все своими руками.
Подписать металлическую вещь можно следующими способами:
1. При помощи краски, наносимой по трафарету или вручную. Это самый простой, доступный, но при этом недолговечный вариант.
2. Посредством механической гравировки. Сделать это можно, используя специальный инструмент – гравер или фрез. Однако для такой работы требуются определенные навыки и умение четко и ровно писать (или рисовать) на необычной поверхности. С первого раза, без предварительной тренировки, выполнить даже простую надпись на металлической поверхности довольно сложно. Поэтому, если вы не уверены в своих возможностях, то все же на первом этапе лучше обраться в профессиональную граверную мастерскую. Мы рекомендуем обратить внимание на компанию Gravpro, найти подробную информацию о которой вы сможете здесь.
3. Используя лазер, который дает возможность наносить наиболее качественные надписи и рисунки, с четко обозначенными мельчайшими деталями, но требует дорогостоящего оборудования.
4. Посредством электрохимического процесса. Этот вариант не требует больших затрат и выдающихся художественных навыков, поэтому считается наиболее простым и доступным для использования в домашних условиях.
Электрохимический способ заключается в том, что нужная металлическая деталь помещается в раствор специальный раствор, после чего на нее воздействуют током. Деталь в этом случае является анодом, крепкий соляной раствор – электролитом, а дополнительная полоска нержавейки (это может быть обычная ложка), также помещенная в емкость с раствором, – катодом.
После воздействия на деталь с нанесенными на нее предварительно надписью или рисунком электрического тока начинается процесс электрохимического травления. В результате изображение прочно «закрепляется» на металле.
Для первоначального нанесения надписи, как правило, используется трафарет. Однако если есть неплохие художественные навыки, то можно наносить контуры надписи или рисунка сразу непосредственно на металл.
Что понадобится для работы для гравировки на металле?
Для самостоятельной гравировки металла понадобятся простые и доступные в каждом хозяйстве вещи и приспособления:
— источник тока, на роль которого подойдут блоки питания от электроаппаратуры, зарядки от мобильных телефонов, автомобильные аккумуляторы и т. п.; — два провода – их желательно оснастить зажимами; — утюг; — канцелярский скотч; — тонкий бумажный лист с глянцевой поверхностью либо самоклеящаяся пленка; — небольшой кусочек пластилина; — вата; — стакан воды + 2 чайные ложки соли; — бесцветный косметический лак.
Создание гравировки на металле: этапы
Работа начинается с подготовки электролита. Его наливают в емкость с достаточно широким горлышком (лучше всего стакан). Последующий процесс, в зависимости от того, будет использоваться шаблон или нет, может проходить по двум направлениям.
1. Без шаблона. Определившись с размером надписи или рисунка, на поверхность детали наносят прозрачный лак. Когда он немного застынет, тонким инструментом (это может быть игла или зубочистка) по поверхности вырезают рисунок.
После того как лак окончательно высохнет, помещают в соленую воду электроды и второй металлический предмет. Элемент, на который наносится гравировка, подключают к «+», а его соседа – к «-», после чего подают ток.
Время проведения операции зависит от размера самого изделия и глубины надписи. Обычно оно не превышает 5 мин. После завершения процесса, с детали снимают остатки лака, поверхность тщательно промывают и просушивают.
Чтобы рисунок получился выпуклым, лак наносят не на всю деталь, а только на надпись. В этом случае травлению подвергнется весь элемент, кроме защищенных контуров.
2. С шаблоном. Более затратный по времени вариант, но позволяет использовать самые витиеватые подписи и сложные рисунки.
В рамках подготовки к работе надо найти требуемый рисунок или надпись и перевести в зеркальном отражении. После чего отпечатать изображение на листе глянцевой бумаги или пленке (делается это исключительно на лазерном принтере). Распечатанный рисунок вырезается так, чтобы избежать контакта пленки с пальцами (лучше всего использовать перчатки).
Гравировка на металле довольно капризная процедура, поэтому в предварительной подготовке при таком варианте нуждается и металл, который тщательно очищается и обезжиривается ацетоном или спиртом. Только после этого трафарет можно закреплять на изделии.
Следующий шаг – проглаживание трафарета утюгом (минуты 2 при максимальном разогреве). Если поверхность детали не плоская, то после нагрева ее можно протереть ватой. Чтобы трафарет не двигался и не съезжал, его рекомендуется закрепить скотчем.
После этого металлу дают остыть и снимают с него трафарет. Если рисунок отпечатался недостаточно четко, то процедуру стоит повторить.
Дальше все действия осуществляются в таком же порядке, как и при первом варианте: травление, промывание, сушка.
Источник: https://gravpro.ru
Как гравировать вручную
Куксонголд
Серебряное дело
Сохранить на потом
Хотите научиться гравировать металл вручную? Ручная гравировка по металлу, идеально подходящая для точной работы и создания ювелирных украшений, является отличной техникой, используемой многими ювелирами. Если вы учитесь гравировать серебро вручную или другой сплав, наше удобное руководство даст вам все необходимые советы и рекомендации.
Что такое ювелирная гравировка?
Прежде чем научиться гравировать металл вручную, важно понять основы этой техники и то, что она делает. Термин «гравюра» может быть определен одним из двух способов:
Гравировка — это изображение или рисунок, нанесенный на поверхность.
Гравюра представляет собой изображение, напечатанное с пластины, на которой вырезаны рисунки.
История ювелирной гравировки
История гравюры восходит к римским временам. Традиционно он использовался для создания изображений на металлических пластинах или деревянных брусках, которые затем использовались для печати. Он использовался для украшения металлических предметов, в том числе ювелирных изделий, придавая текстуру, изображения и, чаще всего, надписи на предметах, которые в противном случае были бы простыми.
Что такое ручная гравировка?
Мы разобрались, что такое ювелирная гравировка, а что насчет ручной гравировки? Обычно это выполняется с помощью стальных фигурных ножей с заостренным краем, которые вставляются в деревянную рукоятку. Сами ножи поставляются очень большой длины, чтобы их можно было обрезать в соответствии с потребностями человека, который их использует. «Хвостовик» (заостренный конец ручки) не такой твердый, как сам инструмент для гравировки ювелирных изделий, и его можно отрезать для создания идеальной длины. Этот грубый конец следует отшлифовать и вставить в деревянную ручку, готовую к использованию в процессе ручной гравировки ювелирных изделий.
Узнайте, как гравировать вручную ниже.
Как гравировать в домашних условиях с помощью ручных гравировальных инструментов
Ювелирные гравюры можно наносить непосредственно на металл или переносить различными способами.
Краткое пошаговое руководство по гравировке металла вручную:
Возьмите заготовку для гравировки по металлу или ювелирному изделию в форме изделия, которое вы разрабатываете.
Нарисуйте или отштампуйте свой первоначальный дизайн на заготовке.
Аккуратно сотрите рисунок с помощью ручного инструмента для гравировки ювелирных изделий.
Совет: Если вы случайно поцарапаете металл, просто отполируйте его вручную или машинкой.
Сравните свой дизайн гравировки с оригиналом и продолжайте подкрашивать, пока не добьетесь желаемого результата.
Закончите работу как обычно.
Когда вы начнете чертить свою первую линию, ваш ручной гравировальный инструмент нужно нажимать вниз и вперед с равномерным усилием. Процесс повторяется до тех пор, пока не будет достигнута необходимая глубина каждого реза.
Инструменты для ручного гравирования следует держать под углом, который не должен быть ни слишком глубоким, ни слишком мелким, но только опыт и практика помогут вам научиться гравировать металл вручную. Вы обнаружите, что существует множество инструментов для гравировки ювелирных изделий. Для начинающих лучше всего использовать более простые ювелирные инструменты, например, V-образный гравер или нож-гравер для ручной гравировки металла.
Различные типы инструментов для ручной гравировки
Ключевым моментом в обучении ручной гравировке является правильный выбор инструмента для работы. Вот некоторые из стальных инструментов для ручной гравировки, которые вы можете использовать для обеспечения высококачественной отделки при ручной гравировке металла.
Скребок – используется для соскабливания металлической поверхности с целью ее очистки.
Вертел – используется для разрезания жидкостных линий.
Скапер – используется для резки и вырезания больших площадей при ручной гравировке металла. Доступны различные профили: плоские, с закругленными краями, овальные, изогнутые и другие, каждый из которых имеет фигурный вырез.
Гравер – используется для прорезания линий, которые набухают или сжимаются в металле, в зависимости от используемого угла. Используется для закрепки камня и гравировки ювелирных изделий, доступен в различных профилях, включая нож, долото, квадрат, ромб, плоскую кромку, круглую кромку, овал и другие
Механические инструменты для гравировки ювелирных изделий
Вы ищете альтернативу ручной гравировке ювелирных изделий, которая может быть немного быстрее? Стальные боры, идеально подходящие для крупногабаритных изделий и опытных ювелиров, могут использоваться во вращающейся дрели, подвесном двигателе или микродвигателе для получения мельчайших деталей на плоских поверхностях. Они особенно хороши для гравировки на стекле и более мягких металлах, таких как золото и серебро. Если вас интересует этот метод гравировки ювелирных изделий, ознакомьтесь с нашим руководством по борам , чтобы узнать, как использовать различные типы боров, и многое другое.
Вот как гравировать вручную! Готовы начать ручную гравировку украшений? В Cooksongold у нас есть все необходимое для точной гравировки ювелирных изделий, которые можно использовать для добавления уникальных и сложных гравировок в ваши проекты по изготовлению ювелирных изделий. Совершайте покупки в Интернете и просматривайте наш ассортимент ручных и электрических инструментов для гравировки сегодня
Сохраните это на потом
Написано
Куксонгольд
Поделки из металла своими руками — Учебник по травлению
Этот мастер-класс по травлению металла — отличное начало для создания поделок из металла своими руками. Это так же просто, как трафарет, а результат потрясающий!
Я никогда не думал, что травление металла станет чем-то, чем я смогу заниматься, но когда я увидел видео об этом на You Tube, я понял, что смогу это сделать. Оказывается… это довольно просто.
Я выбрал предметы из долларового дерева для своих поделок из металла своими руками, потому что я люблю их и люблю превращать что-то обычное в нечто необычное. Это включает в себя персонализацию или добавление отличного дизайна, чтобы сделать его уникальным и единственным в своем роде предметом или подарком. Но вы можете использовать любую металлическую поверхность, поэтому, если вы покупаете что-то еще или у вас уже есть что-то, что вы можете травить, это идеально.
Если вы ЛЮБИТЕ поделки и подарки из долларового дерева, то вы определенно попали по адресу.
И…
Если вам нравятся изделия из металла своими руками, нажмите здесь, чтобы найти больше вдохновения для создания изделий из металла!
Самодельные изделия из металла – Учебное пособие по травлению
Вам, наверное, интересно… можно ли травить металл? Ну, да, вы можете с продуктом под названием Хлорид железа.
Хлорид железа вызывает сильную коррозию большинства металлов, и при его использовании необходимо соблюдать меры безопасности. Я носил перчатки, когда использовал его, и пищевую соду, чтобы нейтрализовать его, когда я был готов. Это важные вещи, которые нужно помнить.
Иногда крафт может быть опасен, и необходимо соблюдать меры предосторожности.
Прежде чем мы начнем, позвольте мне ответить на несколько вопросов, которые могут у вас крутиться в голове.
1. Можно ли использовать крем для травления на металле?
Нет. Крем для травления представляет собой кислоту, которая воздействует на стекло, но не действует на нержавеющую сталь и другие металлы.
2. Какая кислота используется для травления металла?
Существует несколько кислот, которые могут травить нержавеющую сталь, включая соляную, азотную или серную кислота. Но хлорид железа является более сильной кислотой, поэтому действует быстрее. Это хорошо для крафта, но вы должны помнить о безопасности, надев перчатки.
3. Как выгравировать рисунок на металле?
Позвольте мне показать вам, как я сделал этот удивительный стакан для кофе с гравировкой из металла, лопатку из нержавеющей стали, подставку для торта и ведерко для цветов.
Необходимые материалы
Для вашего удобства я добавил несколько партнерских ссылок. Вы можете увидеть мое полное раскрытие здесь.
Хлорид железа
Металлические кусочки для травления
Снятие лака для ногтей (ацетон)
Васовые шарики
Лента для переноса
Миска для размещения ватных шариков после их использования
Перчатки
Шаг 1: Вырежьте трафарет
Для изготовления трафарета я использовала Cricut Maker и немного перманентного винила.
Если у вас нет станка для резки, вы можете сделать свой собственный трафарет, обведя рисунок на виниле и вырезав его. Или можно купить трафарет. Убедитесь, что он надежно закреплен и хлорид железа не просочится под него.
Эти дизайны можно бесплатно скачать в моей библиотеке ресурсов. Если у вас уже есть пароль, вы можете использовать эту ссылку!
Ищите их в разделе файлов SVG Cricut и Silhouette.
После загрузки дизайна загрузите его в пространство дизайна.
Вы можете настроить размер в соответствии с вашим проектом.
Затем, сгруппировав их, нажмите кнопку «Прикрепить» в правом нижнем углу экрана.
Когда вы дойдете до экрана с ковриком, вы можете переместить дизайн дальше от краев, чтобы вокруг рисунка был винил. Это гарантирует, что хлорид железа останется только в местах разреза и не выскользнет за край винила.
Шаг 2. Отредактируйте рисунок и добавьте переводную ленту
Используйте инструмент для прополки, чтобы удалить рисунок. Помните, что это трафарет, то, что мы обычно сохраняем, чтобы добавить к дизайну, который мы удаляем.
Обычно я добавляю переводную ленту поверх вырезанного рисунка, но на этот раз я поместил трафарет лицевой стороной вниз на копировальную бумагу. Что вам проще.
Используйте скребок, чтобы «полировать» переводную ленту. Это помогает предотвратить отрыв этих маленьких кусочков, когда вы этого не хотите.
Шаг 3: Подготовка поверхности металла
Убедитесь, что металл чистый и готов к химическому травлению металла.
Для этого используйте жидкость для снятия лака (ацетон) и ватный тампон, чтобы очистить поверхность, на которой будет находиться рисунок.
Шаг 4: Поместите трафарет и начните травление
Теперь вы готовы разместить трафарет.
Снимите защитную пленку с винила и аккуратно приложите трафарет к металлической поверхности.
Как только ваш рисунок будет готов, положите весь виниловый кусок вниз, чтобы кислота не попала на лишний металл. Снова используйте скребок, чтобы убедиться, что все края прилипли.
Снимите переводную ленту, чтобы увидеть дизайн, готовый к травлению кислотой.
Возьмите перчатки, миску и пищевую соду. Ох… и хлорид железа.
Наденьте перчатки и нанесите немного хлорида железа на ватный тампон. Похлопайте железной кислотой по рисунку, пока он полностью не покроется.
Когда вы закончите с ватным тампоном, поместите его в миску.
Подождите примерно 5 минут, возьмите новый ватный тампон и повторите процедуру.
После этого… еще раз, в общей сложности около 15 минут.
Последний ватный тампон должен быть в миске вместе с остальными. Затем добавьте пищевую соду ко всем ватным тампонам в миске, чтобы нейтрализовать кислоту. Вам также нужно будет нейтрализовать металлические части. Добавьте немного пищевой соды в верхнюю часть металлической детали прямо над дизайном, затем смойте ее в раковине.
Затем вы можете снять винил с трафарета, чтобы открыть выгравированный рисунок. Это всегда моя любимая часть!
Вот моя дорожная кофейная чашка.
Я также сделал лопаточку и подставку для тортов. Это будут отличные подарки на день рождения или Рождество.
Цветочное ведро получилось не таким хрустящим, как другие. Я думаю потому что он оцинкован. Но я все еще люблю это!
Вот инструкция, которую можно распечатать, если хотите.
Время подготовки 30 минут
Активное время 30 минут
Общее время 1 час
Сложность Easy
Ориентировочная стоимость $5
Материалы
Металлический предмет для травления
Дизайны для трафарета
Хлорид железа
Жидкость для снятия лака (ацетон)
Ватные шарики
Лом винила
Копировальная бумага
Пищевая сода
Инструменты
Cricut Maker или машина для резки
Инструмент для прополки
Перчатки
Чаша для набора ватных шариков
Инструкции
Загрузите дизайны для трафаретов из библиотеки ресурсов
Загрузите дизайн в пространство дизайна
Отрегулируйте размеры дизайна на основе металлической детали
Используйте функцию прикрепления, чтобы сохранить дизайн как есть, когда резка
Отодвиньте рисунок от угла коврика, чтобы вокруг рисунка был винил
Вырезать рисунок
Вырезать рисунок, удалив части, которые мы обычно сохраняем для создания трафарета
Наклеить переводную ленту на рисунок
Очистить и подготовить металлическую деталь с помощью жидкости для снятия лака и ватного тампона
Удалите подложку с трафарета и аккуратно поместите его на металлическую деталь
Хорошо отшлифуйте края, чтобы хлорид железа не просочился под винил
Наденьте перчатки и добавьте немного химиката для травления металла в ватный тампон
Похлопайте химикатом по рисунку, пока он полностью не покроется
Поместите ватный тампон в миску
Возьмите новый ватный тампон и повторите этот процесс.
Алюминий — свойства, харакретистики, обзорная статья
Алюминий – это пластичный и лёгкий металл белого цвета, покрытый серебристой матовой оксидной плёнкой. В периодической системе Д. И. Менделеева этот химический элемент обозначается, как Al (Aluminium) и находится в главной подгруппе III группы, третьего периода, под атомным номером 13. Купить алюминий вы можете на нашем сайте.
История открытия
В 16 веке знаменитый Парацельс сделал первый шаг к добыче алюминия. Из квасцов он выделил «квасцовую землю», которая содержала оксид неизвестного тогда металла. В 18 веке к этому эксперименту вернулся немецкий химик Андреас Маргграф. Оксид алюминия он назвал «alumina», что на латинском языке означает «вяжущий». На тот момент металл не пользовался популярностью, так как не был найден в чистом виде. Долгие годы выделить чистый алюминий пытались английские, датские и немецкие учёные. В 1855 году в Париже на Всемирной выставке металл алюминий произвёл фурор. Из него делали только предметы роскоши и ювелирные украшения, так как металл был достаточно дорогим. В конце 19 века появился более современный и дешёвый метод получения алюминия. В 1911 году в Дюрене выпустили первую партию дюралюминия, названного в честь города. В 1919 из этого материала был создан первый самолёт.
Физические свойства
Металл алюминий характеризуется высокой электропроводностью, теплопроводностью, стойкостью к коррозии и морозу, пластичностью. Он хорошо поддаётся штамповке, ковке, волочению, прокатке. Алюминий хорошо сваривается различными видами сварки. Важным свойством является малая плотность около 2,7 г/см³. Температура плавления составляет около 660°С. Механические, физико-химические и технологические свойства алюминия зависят от наличия и количества примесей, которые ухудшают свойства чистого металла. Основные естественные примеси – это кремний, железо, цинк, титан и медь.
По степени очистки различают алюминий высокой и технической чистоты. Практическое различие заключается в отличии коррозионной устойчивости к некоторым средам. Чем чище металл, тем он дороже. Технический алюминий используется для изготовления сплавов, проката и кабельно-проводниковой продукции. Металл высокой чистоты применяют в специальных целях. По показателю электропроводности алюминий уступает только золоту, серебру и меди. А сочетание малой плотности и высокой электропроводности позволяет конкурировать в сфере кабельно-проводниковой продукции с медью. Длительный отжиг улучшает электропроводность, а нагартовка ухудшает.
Теплопроводность алюминия повышается с увеличением чистоты металла. Примеси марганца, магния и меди снижают это свойство. По показателю теплопроводности алюминий проигрывает только меди и серебру. Благодаря этому свойству металл применяется в теплообменниках и радиаторах охлаждения. Алюминий обладает высокой удельной теплоёмкостью и теплотой плавления. Эти показатели значительно больше, чем у большинства металлов. Чем выше степень чистоты алюминия, тем больше он способен отражать свет от поверхности. Металл хорошо полируется и анодируется.
Алюминий имеет большое сродство к кислороду и покрывается на воздухе тонкой прочной плёнкой оксида алюминия. Эта плёнка защищает металл от последующего окисления и обеспечивает его хорошие антикоррозионные свойства. Алюминий обладает стойкостью к атмосферной коррозии, морской и пресной воде, практически не вступает во взаимодействия с органическими кислотами, концентрированной или разбавленной азотной кислотой.
Химические свойства
Алюминий — это достаточно активный амфотерный металл. При обычных условиях прочная оксидная плёнка определяет его стойкость. Если разрушить оксидную плёнку, алюминий выступает как активный металл-восстановитель. В мелкораздробленном состоянии и при высокой температуре металл взаимодействует с кислородом. При нагревании происходят реакции с серой, фосфором, азотом, углеродом, йодом. При обычных условиях металл взаимодействует с хлором и бромом. С водородом реакции не происходит. С металлами алюминий образует сплавы, содержащие интерметаллические соединения – алюминиды.
При условии очищения от оксидной пленки, происходит энергичное взаимодействие с водой. Легко протекают реакции с разбавленными кислотами. Реакции с концентрированной азотной и серной кислотой происходят при нагревании. Алюминий легко реагирует со щелочами. Практическое применение в металлургии нашло свойство восстанавливать металлы из оксидов и солей – реакции алюминотермии.
Получение
Алюминий находится на первом месте среди металлов и на третьем среди всех элементов по распространённости в земной коре. Приблизительно 8% массы земной коры составляет именно этот металл. Алюминий содержится в тканях животных и растений в качестве микроэлемента. В природе он встречается в связанном виде в форме горных пород, минералов. Каменная оболочка земли, находящаяся в основе континентов, формируется именно алюмосиликатами и силикатами.
Алюмосиликаты – это минералы, образовавшиеся в результате вулканических процессов в соответствующих условиях высоких температур. При разрушении алюмосиликатов первичного происхождения (полевые шпаты) сформировались разнообразные вторичные породы с более высоким содержанием алюминия (алуниты, каолины, бокситы, нефелины). В состав вторичных пород алюминий входит в виде гидроокисей или гидросиликатов. Однако не каждая алюминийсодержащая порода может быть сырьём для глинозёма – продукта, из которого при помощи метода электролиза получают алюминий.
Наиболее часто алюминий получают из бокситов. Залежи этого минерала распространены в странах тропического и субтропического пояса. В России также применяются нефелиновые руды, месторождения которых располагаются в Кемеровской области и на Кольском полуострове. При добыче алюминия из нефелинов попутно также получают поташ, кальцинированную соду, цемент и удобрения.
В бокситах содержится 40-60% глинозёма. Также в составе имеются оксид железа, диоксид титана, кремнезём. Для выделения чистого глинозёма используют процесс Байера. В автоклаве руду нагревают с едким натром, охлаждают, отделяют от жидкости «красный шлам» (твёрдый осадок). После осаждают гидроокись алюминия из полученного раствора и прокаливают её для получения чистого глинозёма. Глинозём должен соответствовать высоким стандартам по чистоте и размеру частиц.
Из добытой и обогащённой руды извлекают глинозём (оксид алюминия). Затем методом электролиза глинозём превращают в алюминий. Заключительным этапом является восстановление процессом Холла-Эру. Процесс заключается в следующем: при электролизе раствора глинозёма в расплавленном криолите происходит выделение алюминия. Катодом служит дно электролизной ванны, а анодом – угольные бруски, находящиеся в криолите. Расплавленный алюминий осаждается под раствором криолита с 3-5% глинозёма. Температура процесса поднимается до 950°С, что намного превышает температуру плавления самого алюминия (660°С). Глубокую очистку алюминия проводят зонной плавкой или дистилляцией его через субфторид.
Применение
Алюминий применяется в металлургии в качестве основы для сплавов (дуралюмин, силумин) и легирующего элемента (сплавы на основе меди, железа, магния, никеля). Сплавы алюминия используются в быту, в архитектуре и строительстве, в судостроении и автомобилестроении, а также в космической и авиационной технике. Алюминий применяется при производстве взрывчатых веществ. Анодированный алюминий (покрытый окрашенными плёнками из оксида алюминия) применяют для изготовления бижутерии. Также металл используется в электротехнике.
Рассмотрим, как используют различные изделия из алюминия.
Алюминиевая лента представляет собой тонкую алюминиевую полосу толщиной 0,3-2 мм, шириной 50-1250 мм, которая поставляется в рулонах. Используется лента в пищевой, лёгкой, холодильной промышленности для изготовления охлаждающих элементов и радиаторов.
Круглая алюминиевая проволока применяется для изготовления кабелей и проводов для электротехнических целей, а прямоугольная для обмоточных проводов.
Алюминиевые трубы отличаются долговечностью и стойкостью в условиях сельских и городских промышленных районов. Применяются они в отделочных работах, дорожном строительстве, конструкции автомобилей, самолётов и судов, производстве радиаторов, трубопроводов и бензобаков, монтаже систем отопления, магистральных трубопроводов, газопроводов, водопроводов.
Алюминиевые втулки характеризуются простотой в обработке, монтаже и эксплуатации. Используются они для концевого соединения металлических тросов.
Алюминиевый круг — это сплошной профиль круглого сечения. Используется это изделие для изготовления различных конструкций.
Алюминиевый пруток применяется для изготовления гаек, болтов, валов, крепежных элементов и шпинделей. Около 3 мг алюминия каждый день поступает в организм человека с продуктами питания. Больше всего металла в овсянке, горохе, пшенице, рисе. Учёными установлено, что он способствует процессам регенерации, стимулирует развитие и рост тканей, оказывает влияние на активность пищеварительных желёз и ферментов.
Алюминиевый лист
Алюминиевая плита
Алюминиевые чушки
Алюминиевые уголки
Алюминиевая проволока
При использовании алюминиевой посуды в быту необходимо помнить, что хранить и нагревать в ней можно исключительно нейтральные жидкости. Если же в такой посуде готовить, к примеру, кислые щи, то алюминий поступит в еду, и она будет иметь неприятный «металлический» привкус.
Алюминий входит в состав лекарственных препаратов, используемых при заболеваниях почек и желудочно-кишечного тракта.
Алюминий это металл или неметалл
Автор Марина Андреева На чтение 4 мин Просмотров 3.9к. Опубликовано
Алюминий это металл или неметалл
Один из самых распространенных в строительстве и технике металлов — алюминий. Он используется не только в чистом виде, но и в составе различных сплавов. В земной коре он тоже достаточно широко распространен, занимая почетное третье место, отставая только от кремния и кислорода. Если отдельно взвесить все компоненты, составляющие земную кору, то на алюминий придется 8% от общей массы.
Найти алюминий в периодической системе элементов можно в главной подгруппе III группы, или по новой классификации — в 13 группе. Кто знаком с основами построения таблицы, то безошибочно определит, что этот элемент — металл. В чистом виде найти алюминий не получится, он находится в виде соединений с другими элементами — полевой шпат, квасцы, бокситы, слюда, корунд. Даже в рубинах и сапфирах есть атомы алюминия.
Производится алюминий в промышленных масштабах из бокситов, сначала получают оксид алюминия, сильно нагревая сырье, затем подвергают расплав гидролизу. На катоде оседает металл, на аноде выделяется кислород в виде газа. Фильтрацией или другим способом чистый алюминий получить не удается.
Как устроен атом алюминия
В периодической системе алюминию присвоен 13 номер. В ядре элемента находится 13 нейтронов и 14 протонов. Электронная конфигурация элемента имеет вид 1s22s22p63s23p1, а конфигурация электронного распределения — +13Al)2)8)3. Три электрона из последней орбиты легко отделяются, что определяет высокий уровень окисления +3.
В естественном состоянии чистый алюминий существовать не может, поверхность слитка или изделия сразу же покрывается пленкой окислов, образующих герметичную оболочку. Это объясняет, почему алюминий не реагирует с водой и не поддается коррозии.
Физические и химические свойства алюминия
Если рассматривать физические свойства металла, то алюминий обладает небольшой массой, пластичен и хорошо проводит электричество. В нормальных условиях металл мгновенно покрывается защитной пленкой и не вступает в реакцию ни с водой, ни с кислотами. Это определяет популярность алюминиевой тары для транспортировки этих химических веществ. Кристаллическая структура определяет высокую пластичность металла.
Оксидная пленка снимается солями аммония, горячими щелочами и сплавами ртути, после чего металл вступает в реакцию со многими веществами, в частности с галогенами при комнатной температуре, а при нагревании — с фосфором, серой, азотом, углеродом. С водородом в реакцию металл не вступает. Степень окисления алюминия в соединениях всегда +3, в элементарном состоянии — 0.
Применение алюминия
Популярность металла во многом определена еще одним свойством, он не намагничивается. Это позволяет использовать его для изготовления корпусов различных машин, приборов, проводов. Отличная электропроводимость делает алюминий идеальным материалом для производства кабелей.
Алюминий плавиться при температуре 658 0С, в расплаве легко вступает в реакцию с другими элементами, меняя свою структуру и свойства. Сплавы на основе алюминия обладают таким же небольшим весом, но значительно тверже, легче в обработке и долговечнее, чем чистый металл.
Одна из форм использования элемента в технике и быту — алюминиевая пудра. Это измельченный до мелкодисперсного состояния чистый алюминий, смешанный с 3 – 3,5 % жирных веществ. Частицы металла имеют чешуйчатую форму, при использовании пудры в качестве краски, они ложатся плоской стороной на поверхность, создают прочную антикоррозионную защиту и придают изделию декоративный вид.
Кроме чистого алюминия в порошке могут находиться железо, кремний, медь в количестве 0,01 – 0,5%. Это просто примеси, которые не вступают с алюминием в реакцию и не оказывают влияния на свойства пудры. Мелкодисперсный металл также используется при производстве взрывчатки, смесей для фейерверков, газообразующих компонентов легких бетонов.
Алюминаты
В природе часто встречаются соли ортоалюминиевой H3 AlO3 и металюминиевой кислот HAlO2. Это различные вещества, в которых алюминий полностью потерял свои металлические свойства и приобрел новые. Так алюминат натрия NaAlO2 используется в промышленности как протравочный реактив, другие соединения, как добавки для бетонов и растворов, ускоряющее отвердевание и повышающие пластичность. Металлические свойства алюминия в этих соединениях никак не проявляются. Степень окисления алюминия в метаалюминиевой кислоте и солях такой же, как и в оксидах +3.
В природе алюминаты находятся в виде минералов, не зная их химических формул сложно сказать, что в их составе находится один из самых распространенных металлов на Земле. Это минералы шпинель, ганит, герценит, хризоберилл. Сама по себе металюминиевая кислота неустойчива, а вот соли вполне самостоятельные твердые вещества с хорошо выраженными свойствами.
Является ли алюминий металлом или металлоидом?
Тампа Стил
Алюминий
Ага. Алюминий, безусловно, металл. Фактически, это самый распространенный металл в земной коре. Мало того, это второй по распространенности материал в земной коре после кремния. И, к счастью для вас, Tampa Steel and Supply предлагает огромный выбор качественного алюминия.
Однако, как и большинство металлов, алюминий никогда не встречается в природе в чистом виде. На самом деле это хорошая новость, потому что чистый алюминий настолько реактивен, что мы вряд ли сможем использовать его для чего-либо. Алюминий, с которым мы сталкиваемся в повседневной жизни, обычно представляет собой сплав металла, то есть он был объединен с другим элементом. Когда алюминий соединяется с кислородом, образуется оксид алюминия, который придает металлу коррозионно-стойкие свойства. Вот еще несколько интересных фактов об этом универсальном, широко используемом металлическом элементе.
Около 8,2 процента земной коры состоит из алюминия, и если учесть, насколько велика наша планета, это довольно много. Мы используем алюминий для изготовления всего, от банок из-под газировки до ракетных кораблей. Возможно, вы даже сейчас держите в руках алюминий, если читаете это со своего смартфона. Алюминий также является одним из наиболее часто используемых металлов в строительстве. Поскольку он очень легкий, но в то же время очень прочный, алюминий идеально подходит для строительства небоскребов.
Алюминий легко перерабатывается
Алюминий — один из самых легко перерабатываемых материалов. По данным Алюминиевой ассоциации, может пройти всего 60 дней, прежде чем алюминий, использованный в банке, вернется на полки продуктовых магазинов в виде новой банки. Это означает, что всего два месяца назад ваша банка диетической колы могла быть Mountain Dew!
По данным Агентства по охране окружающей среды, на переработку алюминия уходит около 5 процентов энергии, необходимой для извлечения новой алюминиевой руды из земной коры. Это много энергии, сэкономленной за счет вторичной переработки!
5 интересных фактов об алюминии
Как только вы подумали, что мир алюминия не может быть интереснее; Вот еще несколько интересных фактов о металле:
Тонкий слой алюминия наносится на стекло для изготовления зеркал.
Алюминий
используется для изготовления синтетических рубинов и сапфиров, используемых в лазерах.
Ежегодно выплавляется около 41 миллиона тонн алюминия.
Количество энергии, необходимой для производства одной единицы алюминия, уменьшилось на 70 процентов за последние 100 лет.
Tampa Steel & Supply предлагает качественный алюминий, который вам нужен!
Итак, как вы только что узнали, алюминий — это не только металл, но и довольно изящный. Если вы считаете, что этот чрезвычайно универсальный, прочный и пригодный для вторичной переработки металл подходит для вашего следующего строительного проекта, Tampa Steel and Supply поможет вам. Чтобы получить качественные алюминиевые изделия, а также различные другие металлы и аксессуары, позвоните нам сегодня!
Запросите предложение онлайн или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Алюминий — (Al) — Химические свойства, воздействие на здоровье и окружающую среду
Название «алюминий» происходит от древнего названия квасцов (сульфат калия-алюминия), которое называлось «квасцы» (лат. означает «горькая соль»). Алюминий был первоначальным названием, данным элементу Хамфри Дэви, но другие называли его алюминием, и это название стало общепринятым в Европе. Однако в США предпочтительным названием был алюминий, и когда Американское химическое общество обсуждало этот вопрос в 1925, решил придерживаться алюминия. Алюминий — мягкий и легкий металл. Он имеет тусклый серебристый вид из-за тонкого слоя окисления, который быстро образуется при контакте с воздухом. Алюминий нетоксичен (как металл), немагнитен и не искробезопасен.
Алюминий имеет только один встречающийся в природе изотоп, алюминий-27, который не является радиоактивным.
Области применения
Серебристый и пластичный представитель группы бедных металлов, алюминий встречается главным образом в виде боксита руды и отличается своей устойчивостью к окислению (на самом деле алюминий почти всегда уже окислен, но его можно использовать в этой форма в отличие от большинства металлов), его прочность и легкий вес. Алюминий используется во многих отраслях промышленности для производства миллионов различных продуктов и очень важен для мировой экономики. Конструкционные компоненты, изготовленные из алюминия, жизненно важны для аэрокосмической промышленности и очень важны в других областях транспорта и строительства, где необходимы легкий вес, долговечность и прочность. Использование алюминия превышает использование любого другого металла, кроме железа. Чистый алюминий легко образует сплавы со многими элементами, такими как медь, цинк, магний, марганец и кремний. Почти все современные зеркала изготавливаются с использованием тонкого отражающего покрытия из алюминия на задней поверхности листа флоат-стекла. Зеркала телескопа также покрыты тонким слоем алюминия. Другими областями применения являются линии электропередачи и упаковка (банки, фольга и т. д.). Из-за его высокой проводимости и относительно низкой цены по сравнению с медью алюминий в значительной степени был внедрен в бытовую электропроводку в США в 19 веке.60-е годы. К сожалению, проблемы с функционированием были вызваны его большим коэффициентом теплового расширения и тенденцией к ползучести при постоянном постоянном давлении, что в конечном итоге привело к ослаблению соединения; гальваническая коррозия, увеличивающая электрическое сопротивление. Самая последняя разработка в области алюминиевой технологии — производство алюминиевой пены путем добавления в расплавленный металл соединения (металлического гибрида), которое выделяет газообразный водород. Перед этим расплавленный алюминий должен загустеть, что достигается добавлением волокон из оксида алюминия или карбида кремния. В результате получается твердая пена, которая используется в транспортных туннелях и в космических челноках.
Алюминий в окружающей среде
Алюминий является распространенным элементом в земной коре: считается, что его содержание составляет от 7,5% до 8,1%. Алюминий очень редко встречается в свободном виде. Алюминий вносит большой вклад в свойства почвы, где он присутствует в основном в виде нерастворимого гидроксида алюминия. Алюминий является химически активным металлом, и его трудно извлечь из руды, оксида алюминия (Al 2 O 3 ). Алюминий является одним из самых трудных для очистки металлов на земле, причина в том, что алюминий очень быстро окисляется и что его оксид представляет собой чрезвычайно стабильное соединение, которое, в отличие от ржавчины на железе, не отслаивается. Сама причина, по которой алюминий используется во многих приложениях, заключается в том, почему его так сложно производить. Несколько драгоценных камней сделаны из прозрачной кристаллической формы оксида алюминия, известной как корунд. Присутствие следов других металлов создает различные цвета: кобальт создает синие сапфиры, а хром — красные рубины. И то, и другое теперь легко и дешево производить искусственно. Топаз — это силикат алюминия, окрашенный в желтый цвет следами железа. Восстановление этого металла из металлолома (через переработку) стало важным компонентом алюминиевой промышленности. Промышленное производство нового металла во всем мире составляет около 20 миллионов тонн в год, и такое же количество перерабатывается. Разведанные запасы руд составляют 6 млрд тонн.
Алюминий является одним из наиболее широко используемых металлов, а также одним из наиболее часто встречающихся соединений в земной коре. Из-за этих фактов алюминий широко известен как невинное соединение. Но все же, когда человек подвергается воздействию высоких концентраций, это может вызвать проблемы со здоровьем. Водорастворимая форма алюминия вызывает вредное воздействие, эти частицы называются ионами. Обычно они находятся в растворе алюминия в сочетании с другими ионами, например, в виде хлора алюминия.
Поглощение алюминия может происходить через пищу, через дыхание и при контакте с кожей. Длительное потребление значительных концентраций алюминия может привести к серьезным последствиям для здоровья, таким как:
— Поражение центральной нервной системы — Деменция — Потеря памяти — Вялость — Сильная дрожь
Алюминий представляет опасность в определенных рабочие среды, такие как шахты, где его можно найти в воде. У людей, работающих на заводах, где в производственных процессах применяется алюминий, могут возникнуть проблемы с легкими, когда они вдыхают алюминиевую пыль. Алюминий может вызвать проблемы у пациентов с почками, когда он попадает в организм во время почечного диализа.
Сообщалось, что вдыхание мелкодисперсного порошка алюминия и оксида алюминия вызывает легочный фиброз и повреждение легких. Этот эффект, известный как болезнь Шейвера, осложняется присутствием во вдыхаемом воздухе кремнезема и оксидов железа. Также может быть причастен к болезни Альцгеймера.
Воздействие алюминия привлекло наше внимание, в основном из-за проблем с окислением. Алюминий может накапливаться в растениях и вызывать проблемы со здоровьем у животных, потребляющих эти растения.
Наиболее высокие концентрации алюминия наблюдаются в подкисленных озерах. В этих озерах численность рыб и земноводных снижается за счет реакций ионов алюминия с белками в жабрах рыб и зародышах лягушек. Высокие концентрации алюминия оказывают воздействие не только на рыбу, но и на птиц и других животных, потребляющих зараженную рыбу и насекомых, а также на животных, которые вдыхают алюминий через воздух. Последствия для птиц, потребляющих зараженную рыбу, заключаются в истончении яичной скорлупы и низкой массе тела при рождении. Последствиями для животных, которые вдыхают алюминий через воздух, могут быть проблемы с легкими, потеря веса и снижение активности.
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
1 221.97 грн
610.98 грн
Купить
Paid
Фреза концевая по металлу 4x50x4мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
510.71 грн
255.35 грн
Купить
Paid
Фреза концевая по металлу 2.5x50x4мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
510.71 грн
255.35 грн
Купить
Paid
Фреза концевая по металлу 1.5x50x4мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
510.71 грн
255.35 грн
Купить
Paid
Фреза концевая по металлу 10x75x10мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
2 224.73 грн
1 112.36 грн
Купить
Paid
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
1 240.62 грн
620.31 грн
Купить
Фреза концевая по металлу 4x50x4мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
529. 36 грн
264.68 грн
Купить
Фреза концевая по металлу 2.5x50x4мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
529.36 грн
264.68 грн
Купить
Фреза концевая по металлу 1.5x50x4мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
529.36 грн
264.68 грн
Купить
Фреза концевая по металлу 10x75x10мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
2 243.38 грн
1 121.69 грн
Купить
Фреза концевая по металлу 12x75x12мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
2 772.75 грн
1 386.37 грн
Купить
Paid
Фреза концевая по металлу 12x75x12мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
2 791.40 грн
1 395.70 грн
Купить
Набор ступенчатых сверл (конусных, шаговых, елочка) и сверл-фрез по металлу Step Drill
Доставка по Украине
840 грн
Купить
Rush Tools
Фреза концевая по металлу 3x50x4мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
510. 71 грн
255.35 грн
Купить
Paid
Фреза концевая по металлу 3x50x4мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
529.36 грн
264.68 грн
Купить
Смотрите также
Фреза концевая по металлу 6x50x6мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
778.89 грн
389.44 грн
Купить
Paid
Фреза корончатая по металлу Ø 14 мм HSS Pro (P6M5)
На складе в г. Днепр
Доставка по Украине
110 грн
88 грн
Купить
Спарк-Центр
Фреза корончатая по металлу Ø 16 мм HSS Pro (P6M5)
На складе в г. Днепр
Доставка по Украине
117 грн
93.60 грн
Купить
Спарк-Центр
Фреза корончатая по металлу Ø 18 мм HSS Pro (P6M5)
На складе в г. Днепр
Доставка по Украине
125 грн
100 грн
Купить
Спарк-Центр
Фреза корончатая по металлу Ø 20 мм HSS Pro (P6M5)
На складе в г. Днепр
Доставка по Украине
132 грн
105.60 грн
Купить
Спарк-Центр
Фреза корончатая по металлу Ø 22 мм HSS Pro (P6M5)
На складе в г. Днепр
Доставка по Украине
139 грн
111.20 грн
Купить
Спарк-Центр
Фреза концевая по металлу 6x50x6мм HRC50 твердосплавная сверло MZG DS
Доставка по Украине
797.54 грн
398.77 грн
Купить
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG
На складе
Доставка по Украине
по 485 грн
от 9 продавцов
485 грн
Купить
KRONS интернет- магазин
Фреза концевая по металлу 4x50x4мм HRC50 твердосплавная сверло MZG
На складе
Доставка по Украине
180 грн
Купить
KRONS интернет- магазин
Фреза концевая по металлу 2.5x50x4мм HRC50 твердосплавная сверло MZG
На складе
Доставка по Украине
180 грн
Купить
KRONS интернет- магазин
Фреза концевая по металлу 1. 5x50x4мм HRC50 твердосплавная сверло MZG
На складе
Доставка по Украине
180 — 236 грн
от 4 продавцов
180 грн
Купить
KRONS интернет- магазин
Фреза концевая по металлу 10x75x10мм HRC50 твердосплавная сверло MZG
На складе
Доставка по Украине
по 915 грн
от 3 продавцов
915 грн
Купить
KRONS интернет- магазин
Фреза корончатая по металлу 14 мм. MAXIDRILL 130-014
На складе
Доставка по Украине
94.40 грн
Купить
Pokrov Avto
Фреза концевая по металлу 1x50x4мм HRC50 твердосплавная сверло MZG PD
Доставка по Украине
510.71 грн
255.35 грн
Купить
Paid
Фрезы конусные по металлу в России
Главная
Продажа
Фрезы для станков с ЧПУ
Фрезы конусные по металлу
Вы можете очень быстро сравнить цены фрез конусных по металлу и подобрать оптимальные варианты из более чем 23534 предложений
Фреза Торцевая 160мм по металлу с твердосплавными пластинами, Дисковая Пазовая фреза 150мм по металлу
Состояние: Новый Производитель: Россия
В наличии
Фреза Торцевая 160мм по металлу с твердосплавными пластинами. Внутренний диаметр 50мм; Ширина фрезы 50мм; Ширина вставной пластины 30мм; 16 зубьев. 2,000р. Дисковая Пазовая фреза 150мм по металлу…
23.09.2018
Березники (Россия)
3 300
Фреза конусная R0.25x15x50x3.175
Состояние: Новый Производитель: Premium (Тайвань)
В наличии
Фреза конусная R0.25x15x50x3.175Конусные двухзаходные фрезы идельно подходят для 3D обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при…
Фреза конусная двухзаходная сферическая: диаметр хвостовика 6 мм;радиус режущей части 2 мм;длина режущей части 30,5 мм;общая длина 75 мм. Доставка по…
21.02.2022
Челябинск (Россия)
1 000
Фреза торцевая по металлу со сменными пластинами 315 мм
Состояние: Новый Производитель: СССР (Россия)
В наличии
Фреза торцевая по металлу со сменными пластинами , с хранения, производство СССР. В наличии 2 шт.
07.10.2020
Краснодар (Россия)
44 444
Фреза торцевая по металлу со сменными пластинами 315 мм
Состояние: Новый Производитель: СССР (Россия)
В наличии
Фреза торцевая по металлу со сменными пластинами , с хранения, производство СССР. В наличии 2 шт.
07.10.2020
Екатеринбург (Россия)
44 444
Фреза конусная с верхним подшипником ARDEN 220831
Состояние: Новый
Фреза конусная 60 градусов с верхним подшипником. R, мм 2,5 D, мм 25,4 I, мм 19 S, мм 8 L, мм 57
03.11.2022
Казань (Россия)
Фреза конусная R0.1x17x38x3.175
Состояние: Новый Производитель: Premium (Тайвань)
В наличии
Конусная фреза идельно подходит для 3D обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фреза имеет высокую прочность при маленьком диаметре кончика фрезы. Фреза…
12.08.2018
Краснодар (Россия)
1 121
Фреза конусная R0.25x30x75xD6
Состояние: Новый Производитель: Premium (Тайвань)
В наличии
Конусные двухзаходные фрезы идельно подходят для 3D обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы….
12.08.2018
Краснодар (Россия)
1 170
Фрезы по обработке металла в ассортименте и новые от 100 до 450 руб/шт
Состояние: Новый Производитель: USSR СССР (Россия)
В наличии
Фрезы шпоночные ОТРЕЗНЫЕ ДИСКОВЫЕ.ФРЕЗЫ ТОРЦЕВЫЕ С МЕХ. КРЕПЛЕНИЕМ 5 гран. ТВЕРДОСП. ПЛАСТИН,СВЕРЛА,РАЗВЕРТКИ,ДЕРЖАТЕЛИ ИНСТРУМЕНТА.,ЦАНГИ,КОНУСА И Т.Д. И Т.П. Цены 50-450 руб/шт
17.07.2016
Раменское (Россия)
100
Фреза конусная спиральная
Состояние: Новый Производитель: TOPINCITY (Россия)
В наличии
Назначение: Для 3D обработки древесины, пластиков, воска, мягкие металлы
03. 11.2022
Москва (Россия)
400
Твёрдосплавные фрезы для цветных металлов (2 зуба)
Состояние: Новый Производитель: TOPINCITY (Россия)
В наличии
Сплав: Мелкозернистый твёрдый сплав карбид-вольфрама, производство сплава: Германия. Назначение: Данные двухзубые фрезы предназначены для стандартного применения при фрезеровке алюминия и…
03.11.2022
Москва (Россия)
252
Твёрдосплавные фрезы для цветных металлов (3 зуба)
Состояние: Новый Производитель: TOPINCITY (Россия)
В наличии
Сплав: Мелкозернистый твёрдый сплав карбид-вольфрама, производство сплава: Германия. Назначение: Данные трёхзубые фрезы предназначены для стандартного применения при фрезеровке алюминия и. ..
03.11.2022
Москва (Россия)
252
Фреза для гравировок и снятия фасок
Состояние: Новый Производитель: TOPINCITY (Россия)
В наличии
Назначение: Двусторонняя мощная фреза для обработки металлов, дерева, алюминия и других материалов, где ломаются обычные конусы c одним ножом. Такими фрезами делаются глубокие конусные надписи…
03.11.2022
Москва (Россия)
1 600
фрезы для деревообрабатывающих станков, 32,40,60 мм
Состояние: Новый
В наличии
Продам фрезы по дереву.- для поперечного соединения древесины .- для филенки,для обработки древесины твёрдых пород, с вставками ВК 8, фирмы IRBIS.- вагонки,- половой доски -для выборки пазов и…
08. 01.2019
Гаврилов Ям (Россия)
1 000
Фрезы для гравирования
Состояние: Новый
В наличии
Фрезы для ЧПУ и ручного фрезера.Это инструмент, незаменимый при криволинейном раскрое, профилировании погонажных изделий, гравировании или резьбе рельефов. Для названных и многих других задач к нас…
02.09.2022
Нижний Новгород (Россия)
850
Фрезы для фрезерного станка
Состояние: Новый
В наличии
Фрезы концевые для фрезерных станков с ЧПУ из наличия по доступным ценам.Это инструмент, незаменимый при криволинейном раскрое, профилировании погонажных изделий, гравировании или резьбе рельефов….
Да кстати, на портале ProСтанки выбор предложений по фрезам конусным по металлу почти как на Авито и TIU
Видео фрез конусных по металлу
Дисковый резак, квадрат от 5 мм до 31 мм, набор из 10 штук с центральным расположением
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
4395 продаж |
4,5 из 5 звезд
€317,48
Загрузка
Мало на складе
Включены местные налоги (где применимо)
Убедитесь, что это ваше — осталось только 3, и у 1 человека это в корзине.
Внесен в список 26 сентября 2022 г.
11 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Быстросменная фреза с твердосплавным наконечником для отверстий 7/8 дюйма (22,2 мм). Режет sta
Основной контент начинается здесь
Greenlee
MFR: Greenlee
MFR #: 645-7/8
UPC: 783310056959
Артикул #: 160662
Greenlee
№ MFR: 645-7/8
UPC: 783310056959
Артикул №: 160662
Наличие
Местоположение
В наличии Кол-во
В наличии
13
32,35 доллара США каждый
Технические характеристики
Каталожный номер
645-7/8
Производитель
Гринли
Марка
Гринли
Страна происхождения
Китай
Сделано в США
№
Заявка
Нержавеющая сталь, мягкая сталь, алюминий, медь, латунь, стекловолокно и пластик
Специальные функции
Быстрое переключение между размерами фрезы без повторного зажима с помощью простого соединения «нажми и поверни».
Необходимость защиты металлов от коррозии возникла вместе с появлением первых металлических изделий.
В случае с металлами, говоря об их коррозии, имеют ввиду нежелательный процесс взаимодействия металла со средой. Физико-химическая сущность изменений, которые претерпевает металл при коррозии, является окисление металла.
По механизму процесса различают химическую и электрохимическую коррозию металла.
Химическая коррозия – это разрушение металла окислением его в окружающей среде без возникновения электрического тока в системе. Большой вред наносит разновидность химической коррозии — газовая коррозия. Металл реагирует с определенными газами, содержащимися в воздухе — кислородом, диоксидом углерода, диоксидом серы или сероводородом, образуя на поверхности металла оксид. Когда металл коррозирует, на его поверхности появляются маленькие углубления, и прочность металла уменьшается.
Наибольший вред наносит электрохимическая коррозия. В этом случае наряду с химическими процессами происходят и электрические процессы. Электрохимическую коррозию вызывают главным образом примеси других металлов и неметаллических веществ или неоднородность поверхности. Согласно теории электрохимической коррозии, в этих случаях при контакте металла с электролитом (электролитом может быть влага, адсорбированная из воздуха) на его поверхности возникают гальванические микроэлементы. При этом металл с более отрицательным потенциалом разрушается. Его ионы переходят в раствор, а электроны переходят к менее активному металлу. На скорость коррозии влияет и характер электролита. Чем выше его кислотность (то есть меньше pH), тем быстрее происходит коррозия. Также коррозия растет при повышении температуры.
Ещё в древние времена для защиты меди применялось горячее лужение, растительные масла, коррозионностойкие сплавы (оловянная бронза, латунь), для защиты железных и стальных изделий — полирование, воронение, лужение.
Основные методы антикоррозионной защиты
В начале 19 века был открыт электрохимический метод антикоррозионной защиты с помощью протекторов. В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
Система антикоррозионной защиты определяется условиями эксплуатации и механизмом коррозии металлов (электрохимическим или химическим). Все методы антикоррозионной защиты можно разделить на 2 основные группы: электрохимические, оказывающие влияние на потенциал металла и механические, изолирующие металл от воздействия окружающей среды созданием защитной плёнки и покрытий.
Применение различных методов защиты металлов от коррозии позволяет в какой-то степени свести к минимуму потери металла от коррозии.
Электрохимические методы защиты применяют для предотвращения коррозии морских судов, подземных и гидротехнических сооружений, а также химической аппаратуры, работающей с агрессивными электропроводными средами. Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия.
Антикоррозионные защитные покрытия
Для антикоррозионной защиты широко применяют защитные покрытия. Они делятся на металлические (чистые металлы и их сплавы) и неметаллические. В зависимости от потенциала металла покрытия могут быть анодными и катодными по отношению к защитному металлу.
Всё больше распространяются пластмассовые покрытия из полиэтилена, полиизобутилена, фторопласта, найлона, поливинилхлорида и др., обладающих высокой водо-, кислото- и щёлочестойкостью. Многие пластмассы используют как футеровочный материал для химических аппаратов и гальванических ванн (винипласт, фаолит и др. ). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).
Лакокрасочные покрытия имеют ряд преимуществ по сравнению с другими видами защитных покрытий:
простота нанесения;
возможность получения покрытия любого цвета;
возможность обработки металлоконструкций больших габаритов и сложной конфигурации;
экономичность по сравнению с другими видами защитных покрытий
высокие защитные свойства;
возможность восстановления в процессе эксплуатации.
Наиболее часто антикоррозионная защита заключается в нанесении на поверхность защищаемых конструкций слоев защитных покрытий на основе органических и неорганических материалов, в частности, лакокрасочных материалов.
Антикоррозионное защитное покрытие должно соответствовать следующим требованиям:
повышать сопротивляемость конструкции внешнему вредному воздействию;
должно подбираться с учетом специфики защищаемого материала;
должно обеспечивать изоляцию материала от негативной среды.
Выбор антикоррозионного покрытия и схемы антикоррозионной защиты металла (включая марку ЛКМ, количество наносимых слоёв и общую толщину покрытия) осуществляется с учётом характеристики среды эксплуатации металлической конструкции, а также с учётом условий при нанесении антикоррозионного покрытия.
Лакокрасочные материалы для антикоррозионной защиты металлоконструкций
Существуют различные антикоррозийные материалы и покрытия, применение которых зависит от агрессивности окружающей среды и особенностей эксплуатации.
Одними из наиболее распространенных лакокрасочных материалов используемых для антикоррозионной защиты металлоконструкций являются материалы на основе эпоксидных смол.
Практически всегда эпоксидные лакокрасочные материалы двухупаковочные. Основой эпоксидных лакокрасочных материалов служат эпоксидные смолы, которые представляют собой линейные простые полиэфиры, молекулярные цепи которых имеют реакционно-способные эпоксидные группы на обеих концах и вторичные гидроксильные группы, расположенные вдоль всей цепи.
Образование пространственных полимеров (отверждение смол) происходит в результате сшивки линейных молекул при взаимодействии их с органическими азотосодержащими соединениями (отвердителями). В процессе реакции происходит отверждение смолы и превращение ее в нерастворимое, неплавкое соединение трехмерного строения без выделения побочных продуктов реакции, поэтому почти не происходит усадки покрытия.
Перспективные разработки — лакокрасочные материалы без растворителей
Одним из наиболее перспективных лакокрасочных материалов являются материалы, не содержащие растворителей. Их получают на основе жидких эпоксидных смол. Для снижения вязкости в них вводят активные разбавители, которые придают лакокрасочному материалу малярные свойства без использования летучих растворителей. Особенно важно использовать лакокрасочные материалы без растворителей при окрашивании различных цистерн и других замкнутых объемов. Это позволяет резко снизить токсичность, пожаро- и взрывоопасность окрашивания.
Эпоксидные материалы для наружной и внутренней защиты магистральных трубопроводов
Основное достоинство покрытий на основе эпоксидных смол — сочетание хороших физико-механических и электроизоляционных свойств. Покрытия на основе эпоксидных смол обладают хорошей адгезией к металлу, дереву и другим материалам, высокой твердостью и химической стойкостью, отличной водостойкостью; они устойчивы к воздействию нефти и нефтепродуктов и многих растворителей.
Хорошая стойкость к щелочам и кислотам, алифатическим и ароматическим углеводородам, маслам, топливу, воде позволяют использовать эпоксидные материалы для наружной и внутренней защиты магистральных трубопроводов. Используя их можно получить покрытия с одинаково хорошей твердостью, эластичностью и ударной прочностью.
Поэтому антикоррозионные покрытия на основе эпоксидных смол с каждым годом становятся всё более востребованными в самых разных отраслях промышленности.
Защита металла от коррозии материалами ВМП, Антикоррозионная защита
Чтобы посмотреть представительство в Вашем регионе, перейдите в раздел контакты.
ВМП в социальных сетях:
Материал быстросохнущий
Материал атмосферостойкий
Материал термостойкий
Материал толстослойный
для нанесения при отрицательных температурах
Материал одноупаковочный
Степень подготовки поверхности St 2, St 3
для эксплуатации в морской и пресной воде
для эксплуатации в контакте с нефтью и нефтепродуктами
Материал цинкнаполненный
Материал содержит антикоррозионные пигменты
Материал содержит ингибитор коррозии
Материал c антистатическими свойствами
Главная — Антикоррозионная защита — Антикоррозионные материалы — Антикоррозионная защита металла от коррозии
Для надежной защиты металла от коррозии ВМП предлагает системы антикоррозионной защиты покрытий, разработанные на основе современных антикоррозионных материалов.
Широкий выбор продукции позволяет решать разнообразные задачи по защите металла от коррозии. ВМП осуществляет производство материалов на разных основах: полиуретановой, эпоксидной и винилово-эпоксидной, кремнийорганической и других.
Антикоррозионная защита металлоконструкций покрытиями ВМП
Для создания покрытий с высокими сроками службы холдингом разработаны материалы, содержащие эффективные антикоррозионные пигменты:
цинковый порошок, обеспечивающий протекторную защиту металла от коррозии;
фосфат цинка, применяемый для ингибирующей защиты металла от коррозии;
алюминиевая пудра и «железная» слюдка, создающие барьерную защиту металла от коррозии.
Покрытия ВМП предназначены для антикоррозионной защиты металлоконструкций с разной подготовкой поверхности: абразивоструйной, механической или ручной очисткой.
Система покрытия, применяемая для антикоррозионной защиты от коррозии, может состоять из одного либо нескольких слоев лакокрасочных материалов. Совместимость материалов между собой указана в подробных описаниях.
Квалифицированную помощь по подбору системы антикоррозионной защиты металла от коррозии Вам могут оказать специалисты холдинга ВМП: + 7 343 357-30-97, 8-800-500-54-00, On-line запрос.
Каталог. Материалы для защиты металла от КОРРОЗИИ
АЛЮМОТЕРМ
Термостойкая кремнийорганическая композиция с алюминиевой пудрой
АЛЮМОТАН
Полиуретановая композиция с алюминиевой пудрой
АЛПОЛ
Композиция на основе высокомолекулярного синтетического полимера и алюминиевой пудры
ВИНИКОР-акрил-013
Водоотталкивающая грунтовка
ВИНИКОР-акрил-51
Грунт-эмаль на основе полиакриловых смол
ВИНИКОР грунт-эмаль
Грунт-эмаль винилово-эпоксидная
ВИНИКОР-061
Винилово-эпоксидная грунтовка
ВИНИКОР-62 (Марка А)
Винилово-эпоксидная эмаль
ВИНИКОР-62 (Марка Б)
Винилово-эпоксидная эмаль
ВИНИКОР-марин, грунтовка
Эпоксидная грунтовка
ВИНИКОР-марин, эмаль
Эпоксидная эмаль
ВИНИКОР -марин АФ
Противообрастающая эмаль
ВИНИКОР-норд
Винилово-полиэфирная грунт-эмаль
ВИНИКОР-экопрайм
Эпоксидная грунт-эмаль
ВИНИКОР-экопрайм-01
Эпоксидная грунтовка
ВИНИКОР-терм
Грунт-эмаль термостойкая
ВИНИКОР 218
Грунт-эмаль алкидная
ВИНИКОР ЭП-1155
Лак на основе эпоксидной смолы
ВИНИКОР БЭП-5297
Эпоксидная эмаль
ВИНИКОР ЭП-5285
Эпоксидная эмаль с отвердителем полиамидного типа
ВИНИКОР ЭП-1155 Д
Эпоксидная эмаль
ИЗОЛЭП-арктик
Эпоксидная грунт-эмаль
ИЗОЛЭП-235
Эпоксидная грунт-эмаль
ИЗОЛЭП-mastic
Эпоксидная грунт-эмаль
ИЗОЛЭП-эполайн
Эпоксиуретановая композиция
ИЗОЛЭП-гидро
Эпоксидная грунт-эмаль
ИЗОЛЭП-mio
Эпоксидная эмаль c «железной» слюдкой
ИЗОЛЭП-про
Эпоксидная пенетрирующая грунтовка с высокой проникающей способностью
ИЗОЛЭП-SP-03
Межоперационная эпоксидная грунтовка
ИЗОЛЭП-eps
Межоперационная эпоксидная грунтовка
ИЗОЛЭП-primer
Эпоксидная грунтовка с фосфатом цинка и «железной» слюдкой
ИЗОЛЭП-oil
Толстослойная эпоксидная композиция
ИЗОЛЭП-oil 250
Эпоксидная композиция
ИЗОЛЭП-oil 350 AS
Эпоксидная композиция с антистатическими свойствами
Цинкнаполненная композиция на основе высокомолекулярного синтетического полимера
ЦИНОЛ
Цинкнаполненная композиция на основе высокомолекулярного синтетического полимера
ЦВЭС-МО
Цинкнаполненная этилсиликатная грунтовка для межоперационной защиты
ЦВЭС-А
Композиция защитно-фрикционная
ЦВЭС
Цинкнаполненная композиция на основе этилсиликатного связующего
ЦВЭС-SP
Межоперационная грунтовка (shop-primer)
ЭВОПОЛ-12
Грунт-эмаль на основе модифицированного акрилата
Шпатлевка ЭП-0010
Шпатлевка эпоксидная
4 типа металла, устойчивого к коррозии или не ржавеющего
03 октября 2018 г. Обновлено: 19 июля 2022 г. автор: ИМС
Свяжитесь с нами
металлы, Защита от ржавчины, Основы работы с металлом
Время чтения: 2 м 30 с
Обычно мы представляем ржавчину как оранжево-коричневые чешуйки, которые образуются на незащищенной стальной поверхности, когда молекулы железа в металле реагируют с кислородом в присутствие воды с образованием оксидов железа. Металлы также могут реагировать в присутствии кислот или агрессивных промышленных химикатов. Если ничто не остановит коррозию, чешуйки ржавчины будут продолжать отламываться, подвергая металл дальнейшей коррозии, пока он не распадется.
Ознакомьтесь с нашим выбором коррозионно-стойких металлов в IMS!
Опции из коррозионностойкого металла
Не все металлы содержат железо, но они могут ржаветь или тускнеть в результате других окислительных реакций. Чтобы предотвратить окисление и разрушение металлических изделий, таких как поручни, резервуары, приборы, кровля или сайдинг, вы можете выбрать металлы, которые «нержавеют» или, точнее, «не подвержены коррозии». В эту категорию попадают четыре основных типа металлов:
Нержавеющая сталь
Металлический алюминий
Медь, бронза или латунь
Оцинкованная сталь
Нержавеющая сталь
Типы нержавеющей стали, такие как 304 или 316, представляют собой смесь элементов, и большинство из них содержат некоторое количество железа, которое быстро окисляется с образованием ржавчины. Но многие сплавы из нержавеющей стали также содержат высокий процент хрома — не менее 18 процентов, — который еще более активен, чем железо. Хром быстро окисляется, образуя защитный слой оксида хрома на поверхности металла. Этот оксидный слой противостоит коррозии, предотвращая попадание кислорода в нижележащую сталь. Другие элементы в сплаве, такие как никель и молибден, повышают его устойчивость к ржавчине.
Металлический алюминий
Поскольку он легкий и устойчивый к коррозии, для производства многих деталей самолетов, автомобилей и велосипедов используется алюминий. Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл. Просмотр металлических изделий в IMS
Медь, бронза и латунь
Эти три металла практически не содержат железа и не ржавеют, но могут реагировать с кислородом. Медь со временем окисляется, образуя зеленую патину, защищающую металл от дальнейшей коррозии. Бронза представляет собой смесь меди, олова и небольшого количества других элементов и, естественно, гораздо более устойчива к коррозии, чем медь. Латунные металлы представляют собой сплавы меди, цинка и других факторов, устойчивые к коррозии.
Оцинкованная сталь
Оцинкованная сталь ржавеет долго, но рано или поздно она заржавеет. Этот тип представляет собой углеродистую сталь, оцинкованную или покрытую тонким слоем цинка. Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали. Industrial Metal Supply предлагает широкий ассортимент устойчивых к ржавчине металлов для различных применений.
Industrial Metal Supply — крупнейший в Юге поставщик всех типов металлических и металлообрабатывающих принадлежностей, включая продукты для защиты от ржавчины. Все металлы изготовлены из высококачественных материалов, предотвращающих ржавчину, в сочетании с металлической отделкой премиум-класса, которая обеспечивает расширенную защиту от ржавчины и гарантирует сохранение вашего металла в течение многих лет службы. Для получения дополнительной информации о предотвращении ржавчины посетите наш блог, посвященный 6 советам по предотвращению ржавчины.
металлы, Защита от ржавчины, Основы металла
Предыдущий пост: Креативные проекты из листового металла своими руками
Next Post: В чем разница между горячекатаной и холоднокатаной сталью?
Избранные категории
Защита от ржавчины Основы работы с металлом Серия инструкций Металлические формы Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Получайте ежемесячные обновления от IMS! Войдите в систему или используйте форму ниже, чтобы начать получать обновления.
Имя *
Фамилия *
Электронная почта *
Компания
Получать обновления
5 коррозионностойких металлических покрытий по сравнению с
Легкие металлы стали предпочтительным выбором в самых разных отраслях промышленности. Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
Некоторые легкие сплавы обладают превосходной коррозионной стойкостью даже в необработанном виде, но обработка поверхности неизбежно потребуется в готовом изделии для повышения производительности, долговечности и качества. Магний известен своей плохой коррозионной стойкостью, но менее известно, что некоторые алюминиевые сплавы, такие как 2xxx, 7xxx и другие высокопрочные семейства, содержащие медь или другие переходные металлы, также восприимчивы.
Выбор правильного метода коррозионной стойкости имеет важное значение для успешного проектирования и производства компонентов. Каждый метод имеет уникальный набор преимуществ и потенциальных проблем. Мы составили это сравнение различных методов лечения, чтобы помочь вам найти наиболее подходящее решение для ваших нужд.
1. Анодирование
Наиболее популярным методом повышения коррозионной стойкости алюминия является анодирование. Вообще говоря, он включает в себя четырехэтапный процесс для достижения защиты.
На первом этапе материал погружают в ванну с проводящим раствором (обычно в ванну с кислотой с низким pH) и соединяют сплав с анодом электрической цепи. При подаче электрического тока на поверхности металла происходит реакция окисления:
2Al (s) + 6OH — (aq) — 6E — AL 2 O 3 (S) + 3H 2 O (L)
Это вызывает натуральный поверхность металла утолщается, создавая защитный внешний слой из оксида алюминия. Толщина может быть изменена за счет увеличения времени нанесения покрытия, что обеспечивает широкий спектр применения:
При легком нанесении может обеспечить хорошую предварительную обработку перед покраской или последующими покрытиями
Особые цветовые эффекты могут быть достигнуты при окрашивании
При нанесении тонким слоем (обычно <20 мкм) становится полупрозрачным, что сохраняет металлическую эстетику, если это необходимо
Толщина покрытия играет ключевую роль в определении коррозионной стойкости. В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
Кроме того, механизм роста и столбчатая микроструктура вызвали широкое растрескивание по толщине на углах, что ограничивает защиту краев, обеспечиваемую анодирующими слоями. Затворы с горячей водой можно использовать для обеспечения более надежной защиты, но более эффективные уплотнения могут быть достигнуты за счет использования опасных химических растворов, таких как ацетат никеля или дихромат натрия.
В конечном счете, для материалов, которые требуют определенных эстетических качеств, сохраняя при этом высокую коррозионную стойкость при контакте с жидкостями, анодирование не является лучшим методом улучшения коррозионной стойкости.
2. ПЭО
Плазменное электролитическое оксидирование (ПЭО) включает использование плазменных разрядов для преобразования металлической поверхности легких металлов. Он образует клейкий оксидный слой, который является твердым и плотным.
Компоненты погружаются в ванну, и электрический ток используется для «выращивания» однородного слоя оксида на поверхности. ПЭО происходит в три этапа:
Окисление подложки (как происходит в процессе анодирования)
Соосаждение элементов из электролита в покрытие
Модификация полученного слоя плазменным разрядом
Хотите узнать больше о методологии PEO компании Keronite? Нажмите ниже, чтобы загрузить бесплатный технический документ.
ПЭО образует твердые, плотные и износостойкие покрытия для легких металлов, таких как алюминий, титан и магний. При непосредственном сравнении с анодированными покрытиями ПЭО образует покрытия с более высокой твердостью, химической пассивностью и выгодной нерегулярной структурой пор, которая обеспечивает высокую устойчивость к деформации и более сильную адгезию.
Помимо превосходных физических и химических характеристик, процесс ПЭО можно проводить экологически безопасным методом благодаря доступным для использования безопасным электролитам и нетоксичным побочным продуктам процесса окисления. Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются.
В результате получается гораздо более экологичное решение, чем альтернативы, а также ряд других преимуществ.
3. Хроматное конверсионное покрытие
Усиление государственного и нормативного контроля производственных процессов привело к постепенному отказу от хроматного конверсионного покрытия как метода защиты от коррозии, хотя это один из наиболее эффективных методов.
Химические реагенты для преобразования хромата широко варьируются, но многие из них включают применение растворов хромовой кислоты, натрия, хромата или дихромата калия для очистки металлической поверхности вместе с другими добавками. Использование таких добавок вызывает окислительно-восстановительные реакции с поверхностью, оставляя на металле подложки пассивную пленку, содержащую оксид хрома (IV) и гидратированные соединения. Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Высокая защита от коррозии обусловлена способностью соединений хрома (VI) восстанавливать защитную оксидную пленку на поврежденном участке покрытия при воздействии кислорода воздуха. Это называется самолечением. Аналогичный механизм используется для создания нержавеющей стали: добавленный в сплав хром естественным образом образует на поверхности очень тонкий пассивный слой оксида хрома, предотвращающий окисление железа. Это быстро восстанавливается, если поверхность повреждена, а подповерхностный хром подвергается воздействию атмосферы. Хромат также можно использовать в качестве добавки к краскам или в качестве герметика для анодирования, усиливая их защиту от коррозии.
Соединения шестивалентного хрома, используемые в хроматной конверсии, как теперь известно, обладают разрушительными и канцерогенными свойствами. Побочные продукты хроматных конверсионных покрытий очень опасны, и поэтому неудивительно, что в отношении материалов, использующих этот процесс, проводится жесткая линия.
Сегодня его использование запрещено во многих отраслях промышленности и строго регулируется. Он по-прежнему широко используется в аэрокосмической отрасли, не склонной к риску, но необходимость изменений в этой сфере растет. К сожалению, он остается лучшей химической пассивацией алюминия из-за его свойств самовосстановления. Интенсивные исследования начались в 1980-х, чтобы найти самовосстанавливающиеся альтернативы без хрома, но они еще не соответствуют его общему уровню защиты. Инженеры ищут альтернативы, такие как анодирование или обработка на основе ПЭО, для повышения производительности в суровых условиях.
4. Краски
Растворы для покрытия поверхностей, такие как краски, грунтовки и другие полимерные системы, кажутся безграничными как по наличию, так и по разнообразию. Наиболее привлекательным преимуществом работы с красками является то, что их можно окрашивать, обрабатывать или наносить разными способами.
Полимерные верхние покрытия также доступны в таком разнообразии и способах нанесения. Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
Краски представляют собой относительно недорогой метод повышения коррозионной стойкости. Однако задействованные процессы крайне неэффективны; во время нанесения до 50% покрытия может испариться, а при отверждении в печи образуются вредные побочные продукты, которые опасны и дороги в утилизации в больших объемах.
Предлагая отличную химическую и особенно коррозионную стойкость, как и другие полимерные углеводороды, краски мягкие (их твердость оценивается по сравнению с грифелем карандаша), что означает, что они легко царапаются и стираются.
5. Порошковые покрытия
Порошковые покрытия, как и краски, являются еще одним относительно недорогим вариантом. Хотя преимущества порошковых красок почти такие же, как у красок, но более толстые защитные слои можно наносить более эффективно и быстрее.
Покрытия толстые, что добавляет объемные слои (обычно вверх на 80 мкм), которые существенно повышают коррозионную стойкость материала. Платой за эту дополнительную защиту является добавленная толщина, а эстетические эффекты не такие привлекательные и неодинаковые для разных материалов.
Заключение
В этой статье мы попытались дать краткий обзор покрытий из легких материалов для повышения коррозионной стойкости в легких сплавах. На самом деле существуют сотни различных методов и процессов, доступных от разных поставщиков, каждый из которых имеет небольшие вариации в способах достижения результатов.
Выбор правильного покрытия жизненно важен, но сложен. Используйте целостный взгляд на процесс нанесения покрытия, начиная с ранних стадий проектирования компонентов. Геометрия компонентов, обеспечение подходящего дренажа, избежание несовместимых комбинаций материалов и выбор сплава — все это имеет решающее значение.
Для достижения наилучших результатов выберите предварительную обработку, обеспечивающую хорошую адгезию к основанию и любым последующим обработкам.
Метчики-сверла с шестигранным хвостовиком набор из 6 шт. для сверление, нарезание резьбы и снятие фаски
На складе в г. Мукачево
Доставка по Украине
667 грн/комплект
333.50 грн/комплект
Купить
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Полное руководство по сверлам по бетону, металлу, плитке и дереву
Ссылки для быстрой навигации:
Лучшие сверла по дереву
Лучшие сверла по металлу
Лучшие сверла по бетону
Лучшие сверла для плитки
Сверление отверстий — одна из самых распространенных задач, которую выполняет каждый рабочий проекта. Не имеет значения, является ли ваш материал деревом, металлом, бетоном или материалами с несколькими поверхностями. Важно то, что вы выбрали правильное сверло для работы.
Вы должны выбрать сверло, подходящее для вашей работы. Сверла могут сделать успех вашего проекта или разрушить его. Хитрость заключается не только в знании материалов. Это понимание различных типов сверл, для чего они предназначены и из чего они сделаны.
Использование неподходящей насадки может повредить или испортить основной материал. Неправильные биты могут замедлить работу или остановить вашу работу. Чтобы этого не случилось с вами, мы составили это подробное руководство по буровым долотам.
Материалы и покрытия для сверл
Не все сверла одинаковы, и не существует такого понятия, как универсальное или универсальное сверло. Лучшие сверла по дереву — это не то же самое, что лучшие сверла по бетону. Точно так же сверло для кирпича не будет хорошо работать с металлом.
Многие факторы влияют на разницу в сверлах. Одним из больших различий в битах является их физическая форма или геометрия. Со сверлами связано много терминов, и все они имеют важное значение. Вот наиболее важные части анатомии сверла:
Общая длина: Это простое описание физической длины сверла. Вы найдете сверла, классифицированные по их длине, которая определяет глубину, на которую они могут проникнуть. Типичные биты с коротким стержнем представляют собой инструменты с низким проникновением, такие как биты Форстера, используемые для прорезных работ. Биты с более длинным валом включают шнеки, используемые для бурения древесины, и удлинители, используемые для проникновения в углубления.
Диаметр: Вероятно, наиболее известным битовым термином является его диаметр. Проще говоря, это ширина отверстия, которое может прорезать сверло. Стандартные сверла варьируются от 1/16 дюйма до 1 1/2 дюйма. Вы также можете найти диаметры буровых долот, представленные в метрических единицах, причем долота обычно начинаются с 3 миллиметров.
Хвостовик: Хвостовик сверла — это отступающий конец, который входит в сверлильный патрон. Это та часть, за которую держится ваша электрическая дрель или ручная скоба. Хвостовики могут быть гладкими или шестигранными в зависимости от того, какой крутящий момент вам нужен. Обычно длина хвостовика меньше длины канавки и свинцовой части.
Канавка и поводок: Канавки представляют собой утопленную или внутреннюю часть канавки передней части или режущей части долота. Вводы — это внешняя поверхность, которая определяет диаметр отверстия и гарантирует, что долото остается на правильном пути. Канавки и наконечники в основном относятся к спиральным сверлам, которые являются наиболее распространенными битами, которые вы когда-либо использовали.
Точка: Это рабочий конец вашего сверла. Существует множество конфигураций точек сверления. При этом учитываются такие термины, как точка завинчивания, обычная точка и точка разделения, но наиболее важной характеристикой является угол вершины сверла. Типичные углы при вершине составляют 90° для быстрого резания, 118° для обычного сверления и 135° для более медленного сверления твердых материалов.
Как и в случае с формами сверл, существует много различных материалов для сверл. Крайне важно использовать правильный материал бит, разработанный и предназначенный для материала проекта, с которым вы работаете. Типы сверл по дереву имеют другой состав материала, чем типы сверл по металлу. Существуют также различные материалы, используемые для изготовления типов сверл, используемых для бетона, кирпича или плитки.
Почти все сверла изготовлены из металла. За немногими исключениями, металлические биты являются наиболее практичным выбором для любой поверхности, включая дерево, бетон, плитку, стекло и металлические поверхности. Что действительно отличает разные биты, так это их фактический металлический состав. Вот четыре материала, которые часто используются при изготовлении сверл:
Быстрорежущая сталь (HSS): Быстрорежущая сталь широко используется для бурения общего назначения. Подходящими материалами являются дерево, мягкие металлы и пластмассы. Биты HSS изготовлены из углеродистой стали с некоторыми добавками хрома и ванадия.
Кобальт: Для более тяжелых работ, таких как сверление нержавеющей стали, требуется более прочный материал сверла, чтобы выдерживать сопротивление и выделяемое тепло. Здесь кобальтовые сплавы превосходят другие. Обычно вы видите кобальтовые сверла с маркировкой HSS Co, что гарантирует вам качественное сверло для сложных поверхностей.
Твердосплавный наконечник: Твердый сплав — чрезвычайно прочный металл, выдерживающий огромную силу. Твердый сплав также дорог, поэтому производители инструментов часто используют быстрорежущую сталь для хвостовика, канавок и поводков, но добавляют кусок карбида к острию. Сверла с твердосплавными наконечниками популярны для сверления отверстий в кирпичной кладке, бетоне и плитке.
Цельный твердосплав: Для сверления самых твердых материалов с максимальной производительностью стоит инвестировать в цельные твердосплавные коронки. Это означает, что все долото имеет карбидную конструкцию, а не только наконечник. Цельные твердосплавные насадки хорошо работают с цветными металлами, а также с абразивными поверхностями, такими как стекловолокно.
Часто недостаточно изготовить сверла только из определенных металлов. Производители покрывают свои долота специальными присадками для повышения производительности, продления срока службы изделий и облегчения труда рабочих. Типичные покрытия сверл включают:
Черный оксид: Это покрытие помогает удерживать смазочные материалы и эффективно предотвращает ржавчину.
Покрытие TiN: Покрытие из нитрата титана обеспечивает длительный износ при сверлении твердых металлов.
Покрытие TiAIN: Титан-алюминийнитрат обеспечивает высокую стойкость к нагреву и истиранию.
С покрытием SG: Силиконовый многослойный — это специальное покрытие, используемое для особо плотных металлов.
Блестящая отделка: Bright — это не покрытие. Скорее это блестящая отделка, которую вы видите на большинстве бит, используемых для общей работы по дереву и мягким металлам. Биты с полированной отделкой недороги и долговечны при правильном использовании.
Лучшие сверла для работ по дереву
Большинство сверл, которые вы будете использовать для работ по дереву, будут иметь блестящую поверхность. При сверлении по дереву тип материала сверла и покрытия не так важны, как конструкция сверла.
Если вы столяр, вы оцените разнообразие пород дерева, из которых вы можете выбирать. В наличии огромный выбор хвойных и лиственных пород. У вас также есть бесконечный список проектов для работы. Это может быть что угодно, от сверления отверстий в мебели до сверления бревен при строительстве дома.
Из-за большого разнообразия проектов по деревообработке производители бит разработали несколько умных и специализированных инструментов. Есть короткие биты и длинные биты, тонкие биты и толстые биты и биты многих размеров и форм. Вот обзор наиболее распространенных сверл по дереву, которые вы можете найти на современном рынке:
Спиральные сверла: Вероятно, вы не найдете набор столярных инструментов, который не содержит спиральных сверл. Это спиралевидные отверстия-сверла, которые служили мастерским на протяжении нескольких столетий. Существует много различных типов спиральных сверл, в том числе стили джоббера, стабби, пилота и прентиса.
Зенковки: Для установки винтов и других крепежных элементов заподлицо с готовой поверхностью нет другого инструмента, кроме зенкерной насадки. Эти специальные элементы следуют за направляющим сверлом или предварительно просверленным пилотным отверстием и вырезают точную секцию, которая соответствует головке вашего крепежа. Не путайте зенкеры с зенковками. Это два разных инструмента.
Сверла: Сверла специально изготовлены для сверления глубоких отверстий в древесине. Они примечательны тугими поворотами поводков и флейт. Шнеки также имеют наконечник с резьбой на острие, за которым следует острая режущая кромка на лицевой стороне.
Биты лопаты: Если вы работаете с деревом, вы можете извлечь немало пользы из бит лопаты. Лопаты быстро и без усилий сверлят деревянные поверхности и позволяют быстро снять большой объем материала. Одним из недостатков лопаточных бит является их склонность проламывать древесину и оставлять шероховатую заднюю кромку.
Кольцевые пилы: Для сверления отверстий большого диаметра ничто не сравнится с кольцевой пилой. Эти гениальные инструменты на самом деле представляют собой два резака в одном. Кольцевые пилы имеют внутреннее спиральное сверло, которое устанавливает центрирующее направляющее отверстие, и внешнее чашевидное кольцо, содержащее зубья пилы. Кольцевые пилы одновременно сверлят и пилят, позволяя вырезать из материала заглушку определенного размера.
Сверла Форстнера: Другим специализированным, но бесценным инструментом для сверления является сверло Форстнера. Эти биты позволяют просверлить отверстие с плоским дном и не оставят случайно сломанной кромки. Сверла Форстнера идеально подходят для неглубокого сверления, например, для установки петель шкафа.
Наконечники: Сверла с остроконечными наконечниками создают глухие отверстия в любых проектах по дереву, которые вы выполняете. Если вы устанавливаете дюбели или шпильки, то вам понадобится сверло с острием. Они примечательны тем, что имеют выступы на внешних краях режущей поверхности и центральный винт, который предотвращает смещение сверла.
Сверла с уменьшенным хвостовиком: Если вы хотите просверлить отверстие большого диаметра с помощью патрона малого размера, лучшим выбором будут сверла с уменьшенным хвостовиком. Эта конструкция имеет хвостовик, диаметр которого меньше, чем у острия, грифа и флейты. Например, вы можете просверлить отверстие диаметром 1 дюйм сверлом с уменьшенным хвостовиком в патроне 3/8 дюйма.
Ступенчатые биты: Ступенчатые биты очень узнаваемы по сравнению с большинством других битов. Они представляют собой конусообразные инструменты, которые имеют пошаговые шаги, начиная от небольшого на конце и постепенно увеличиваясь по мере приближения раструба конуса к хвостовику. Конусные насадки идеально подходят, если вы хотите сделать отверстия разного размера, не меняя фактическую насадку.
Сверла с самоподачей: Сверла с самоподачей — еще один вариант сверления отверстий в древесине. Эти биты имеют центральный подающий винт, который направляет биту в древесину и помогает аккуратно просверливать большие отверстия. Их часто используют профессиональные сантехники или электрики для сверления больших отверстий под коммуникации.
Лучшие сверла для работ по металлу
Металлообработка — это особый навык, требующий отличных от деревообработки методов. Для этого также требуются различные инструменты, в том числе сверла, специально предназначенные для резки металла.
Как и дерево, существует множество различных металлических материалов. В зависимости от вашего проекта вы можете столкнуться с твердыми металлами, такими как нержавеющая сталь, и мягкими металлами, такими как медь, или что-то среднее между ними, включая алюминий, листовую сталь, латунь, бронзу, пружинную сталь, магний и чугун.
Одним из основных различий между сверлением дерева и сверлением металла является сопротивление материала. Существует зависимость между твердостью материала, скоростью сверления и усилием, прикладываемым к долоту. Как правило, чем тверже материал и чем выше соотношение скорость/сила, тем больше будет тепловыделение.
Для преодоления тепла, создаваемого сопротивлением сверлению, рабочие по металлу часто используют смазочные материалы для охлаждения своих долот и уменьшения износа. Иногда достаточно воды, но часто специальные масла облегчают работу. Состав сверла и покрытия могут помочь при сверлении металла, но, как и в случае с деревом, все зависит от конкретного типа сверла. Вот распространенные типы бит, которые вы можете использовать при сверлении металла:
Спиральные сверла: Для многих работ по металлообработке не требуется ничего более сложного, чем спиральное сверло, и слесари часто используют эти сверла. Однако кобальтовые или карбидные сверла у слесарей гораздо чаще, чем у столяров. Они также с большей вероятностью будут использовать биты с покрытием.
Ступенчатые насадки: Многие слесари используют свои ступенчатые насадки, чтобы в спешке прорезать отверстия различных размеров, особенно рабочие по металлу. Типичное ступенчатое сверло имеет диаметр от ¼ до 1,5 дюймов, что вполне соответствует диапазону кольцевой пилы.
Кольцевые пилы: Кольцевые пилы одинаково хорошо работают как с тонким металлом, так и с толстым деревом. Вы найдете кольцевые пилы для сверления металла диаметром до 4 дюймов. Но вы также найдете кое-что особенное в кольцевых пилах по металлу — состав зубьев на режущей поверхности пилы обычно состоит из карбида или алмаза.
Сверла с уменьшенным хвостовиком: Слесари, которым нужны отверстия большого диаметра, но которым нужен патрон малого размера, оценят инвестиции в сверла с уменьшенным хвостовиком. Размеры хвостовика обычно включают размеры 1/4 дюйма и 3/8 дюйма и широко доступны во многих композициях.
Зенковки: Многие рабочие по металлу гордятся сверхгладкими поверхностями. Для этого они зенкуют головки винтов и крепежных деталей с помощью зенкеров, изготовленных специально для металлоконструкций.
Ступенчатые сверла: Эти сверла являются еще одним вариантом для сверления металла, а также дерева. Ступенчатые сверла хороши для сверления отверстий в листовом металле и других тонких металлических материалах и часто используются электриками.
Лучшие сверла для бетонных и блочных работ
Бетонные и каменные блоки являются специальными изделиями. Их свойства значительно отличаются от металла и дерева. Таким образом, для них требуются биты другой конструкции, если вы собираетесь просверлить отверстие в их поверхности.
Существует множество продуктов на основе бетона, с которыми вы можете столкнуться. Популярные бетонные изделия заливаются или заливаются на место, как вы найдете в фундаменте или патио, сборных кирпичных блоках, кровельной черепице, цементно-волокнистых плитах и искусственном камне. Любой или все из этих продуктов могут потребовать сверления.
Бетон представляет собой смесь тонкоизмельченного портландцемента и более крупного каменного заполнителя. Когда вы просверливаете изделия из блоков и бетона, вы столкнетесь с непрерывной смесью твердых и мягких карманов. Возможно, вы бурите бетонный фундамент или прикрепляете выступ к стене из каменных блоков. Если это так, вам понадобится бит, который сделан для этой цели.
Вам также понадобится электрическая дрель, предназначенная для работы с бетоном и блоками. Двумя распространенными конструкциями являются перфораторы и сверла с приводным валом (SDS). Обе дрели используют ударные движения, которые разбивают бетонный заполнитель и порошок, а также разрезают его. Если вы собираетесь сверлить какие-либо бетонные объекты, вам понадобятся следующие совместимые биты:
Биты для каменной кладки: Поскольку изделия из каменной кладки твердые, абразивные и коррозионно-активные, вы редко найдете стандартные яркие биты, предлагаемые для этой работы. Вместо этого большинство битов для каменной кладки покрыты антикоррозийным покрытием, таким как черный оксид. Вы также должны приобрести биты для каменной кладки с твердосплавной поверхностью и конструкцией, совместимой с молотком или SDS.
Спиральные сверла: Вы, вероятно, найдете много спиральных сверл в секции резки бетона. Проверенная конструкция витых канавок и поводков быстро и без усилий удаляет пыль и мусор из просверленного отверстия, которые часто забиваются и мешают вашей работе. Большинство спиральных сверл, предназначенных для работы с бетоном, имеют специальный состав и головки, такие как твердосплавные поверхности и обработанные оксидом внешние поверхности.
Кольцевые пилы: Иногда возникает необходимость вырезать отверстия большого диаметра в бетоне и кирпичной кладке. В коммерческом бизнесе по резке бетона это называется кернением, и для него требуется прочная и острая кольцевая пила. Как правило, кольцевые пилы, предназначенные для резки бетона, имеют алмазные режущие кромки, а некоторые обходятся карбидной обработкой.
Долота SDS: Одним из лучших изобретений для буровых долот является система скользящего или шлицевого приводного вала. Благодаря конструкции хвостовика, напоминающей паз, биты SDS не проскальзывают в патроне. Они скользят вперед и назад в зависимости от нагрузки. Биты SDS также быстро меняются между размерами.
Кольцевые пилы: Иногда возникает необходимость вырезать отверстия большого диаметра в бетоне и кирпичной кладке. В коммерческом бизнесе по резке бетона это называется кернением, и для него требуется прочная и острая кольцевая пила. Как правило, кольцевые пилы, предназначенные для резки бетона, имеют алмазные режущие кромки, а некоторые обходятся карбидной обработкой.
Лучшие сверла для работ по плитке
Сверлить плитку потенциально сложнее, но будьте уверены, люди, знающие толк, всегда успешно справляются с этим. Один из таких трюков — правильно подобрать сверло для плитки и терпение, чтобы правильно с ним обращаться.
В строительстве используются три основных типа плитки. Наиболее популярна керамическая плитка. Керамика довольно мягкая, но хрупкая. Стеклянная плитка востребована для отделки. По плотности они равны керамическим и легче ломаются. Фарфоровая плитка самая твердая. Для сверления фарфора требуется особая сноровка и инструмент.
Сверла, специально предназначенные для сверления керамической, стеклянной и фарфоровой плитки, имеют две отличительные особенности. Одним из них является конфигурация точки сверления. Другой — материал сверла.
Лучшие сверла для работы с плиткой имеют твердые острые концы. Некоторые напоминают копье или наконечник стрелы. Высококачественные биты для плитки также имеют алмазные или твердосплавные режущие поверхности. Плитка требует жесткой поверхности сверла и требовательного прикосновения к спусковому крючку сверла. Вот три основных сверла, которые вам нужны для всех ваших проектов по сверлению плитки:
Биты для плитки и стекла: Это общая категория, охватывающая ряд битов, подходящих для работы с плиткой. Вы должны выбрать насадку, которую производитель оценивает как подходящую для типа плитки, с которой вы работаете. Помимо правильного диаметра отверстия, которое вам нужно, вы должны убедиться, что передняя кромка сверла входит в плитку и не разрушает ее.
Наконечники: Наконечники имеют игольчатый наконечник, который медленно входит в работу с небольшим контактом, а затем постепенно увеличивает отверстие. У вас есть широкий выбор наконечников копий как с твердосплавными, так и с алмазными режущими поверхностями.
Алмазные сверла: Не все алмазные сверла, предназначенные для резки плитки, имеют наконечники. Вы можете найти хороший выбор алмазных сверл в обычных конструкциях.
Выберите строительные крепежные детали и инструменты для всех ваших потребностей в буровых долотах
Строительные крепежные детали и инструменты — канадский эксперт по оборудованию. С 2001 года мы сотрудничаем с профессиональными подрядчиками и домашними мастерами, чтобы обеспечить исключительное обслуживание клиентов и высококачественные крепежные детали и инструменты. Мы особенно гордимся нашим широким выбором сверл и принадлежностей для сверления, которые охватывают широкий спектр материалов и проектов.
Независимо от того, сверлите ли вы дерево, металл, бетон или плитку, дружелюбный персонал компании Construction Fasteners and Tools предлагает вам специализированные знания и широкий ассортимент для успешного завершения ваших проектов. Просмотрите наш онлайн-инвентарь, чтобы найти подходящие сверла для вас. Для получения дополнительной информации позвоните нам сегодня по телефону 866-238-8880 или вы можете связаться с нами через Интернет.
Сверла по металлу, бетону и дереву в Ace Hardware
Лучшие категории
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishson. compare
Выбрать 2 или более продуктов для боковых функций сравнение. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
90 или более
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
SELECT 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения функций.
Лист стальной перфорированный 3 мм, 08пс, размеры: 1000×2000 мм, тип перфорации: Rv 3-5, отверстие круглое
6,593 Р
org/Offer»>
6,492 Р
Лист стальной перфорированный 3 мм, 08пс, размеры: 1000×2000 мм, тип перфорации: Rv 4-6, отверстие круглое
6,492 Р
org/Offer»>
43,539 Р
Лист стальной просечно-вытяжной 3 мм, ПВЛ 306, 8706-78, размеры: 1000×2000 мм, вес 1 кв. м. 12.90 кг, цена за тонну
43,539 Р
org/Offer»>
42,766 Р
Лист стальной гладкий 3 мм, горячекатаный, Ст3, Ст3пс, Ст3сп5, Ст3пс5, Ст3сп, 16523-97, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
42,766 Р
org/Offer»>
43,492 Р
Лист стальной гладкий 3 мм, горячекатаный, Ст3, Ст3пс, Ст3пс5, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
43,492 Р
org/Offer»>
43,492 Р
Лист стальной гладкий 3 мм, горячекатаный, Ст3сп, Ст3сп5, Ст3сп1, Ст3сп2, Ст3сп3, Ст3сп4, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
43,492 Р
org/Offer»>
44,765 Р
Лист стальной гладкий 3 мм, горячекатаный, 09Г1С-14, 09Г2С-12, 09Г2С, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
44,765 Р
org/Offer»>
45,210 Р
Лист стальной рифленый 3 мм, чечевица, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
45,210 Р
org/Offer»>
44,665 Р
Лист стальной рифленый 3 мм, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
44,665 Р
org/Offer»>
45,287 Р
Лист стальной просечно-вытяжной 3 мм, ПВЛ 306, 8706-78, размеры: 500-1250×1800-3500 мм, вес 1 кв. м. 12.90 кг, цена за тонну
45,287 Р
org/Offer»>
128,268 Р
Лист стальной гладкий 3 мм, холоднокатаный, 65Г, размеры: 450×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
128,268 Р
org/Offer»>
116,541 Р
Лист стальной гладкий 3 мм, холоднокатаный, 65Г, 19904-90, размеры: 450×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
116,541 Р
org/Offer»>
87,039 Р
Лист стальной гладкий 3 мм, холоднокатаный, 65Г, размеры: 460×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
87,039 Р
org/Offer»>
1,466 Р
Лист стальной рифленый 3 мм, 8568-77, размеры: 510×3000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за лист
1,466 Р
org/Offer»>
44,894 Р
Лист стальной гладкий 3 мм, горячекатаный, 20, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
44,894 Р
org/Offer»>
69,628 Р
Лист стальной гладкий 3 мм, горячекатаный, 35, 40, 45, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
69,628 Р
org/Offer»>
114,525 Р
Лист стальной гладкий 3 мм, горячекатаный, У8А, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
114,525 Р
org/Offer»>
123,585 Р
Лист стальной гладкий 3 мм, холоднокатаный, 60С2А, 65Г, 65С2ВА, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
123,585 Р
org/Offer»>
126,390 Р
Лист стальной гладкий 3 мм, холоднокатаный, 30ХГСА, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
126,390 Р
org/Offer»>
42,145 Р
Лист стальной гладкий 3 мм, холоднокатаный, 20, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
42,145 Р
Показать ещё 20 из 434
-10% на доставку
действует до 01. 11.2022
-10% на доставку
действует до 01.11.2022
-10% на доставку
действует до 01.11.2022
-15% на резку
действует до 01.11.2022
-10% на доставку
действует до 01.11.2022
-10% на доставку
действует до 01.11.2022
-15% на резку
действует до 01.11.2022
-15% на резку
действует до 01.11.2022
-10% на доставку
действует до 01.11.2022
-15% на резку
действует до 01.11.2022
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где изображение отсутствует. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле . htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Используйте SSH и текстовый редактор
Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок «Диспетчер файлов ».
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
При необходимости отредактируйте файл.
Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
Разница между сталью и алюминием: вес, прочность, коррозионная стойкость и стоимость
Разница между сталью и алюминием: вес, прочность, коррозионная стойкость и стоимость | Wenzel Metal Spinning
Перейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
Хром
Фаерфокс
Пограничный браузер Internet Explorer
Сафари
Адама Хорнбахера из компании Wenzel Metal Spinning
Нержавеющая сталь и алюминий – два наиболее популярных материала, используемых как для прядения металла, так и для штамповки металла . Каждый материал имеет определенный и четкий набор характеристик, которые делают его подходящим или неподходящим материалом для работы. При выборе материала для вашей прядильной детали важно учитывать следующее: стоимость, форму прядения и, самое главное, конечное применение.
Читать Подробнее сравнения ниже:
Стоимость
Коррозионная стойкость
Прочность и торговая температура
Различия веса
SpinningAlumin Spinning Spinning in Spectivelmine Spinnizing
. видел большой объем общих продуктов. Некоторыми из наших наиболее распространенных типов продуктов являются конусы, полусферы и крышки резервуаров.
Поговорите с экспертом
Какая разница в цене между алюминием и сталью?
Стоимость и цена всегда являются важным фактором, который следует учитывать при изготовлении любого продукта. Цена на сталь и алюминий постоянно колеблется в зависимости от мирового спроса и предложения, стоимости топлива, а также цены и наличия железной и бокситовой руды; однако сталь, как правило, дешевле (на фунт), чем алюминий (дополнительную информацию о стали см. в разделе «Гальванизация и нержавеющая сталь»). Стоимость сырья напрямую влияет на цену готового прядения. Есть исключения, но два одинаковых спиннинга (один из алюминия и один из стали) алюминиевая часть почти всегда будет стоить дороже из-за увеличения цены на сырье.
Какова коррозионная стойкость алюминия по сравнению со сталью?
Хотя пластичность очень важна для производства, самым важным свойством алюминия является его коррозионная стойкость без какой-либо дополнительной обработки после формования. Алюминий не ржавеет. С алюминием нет краски или покрытия, которое может стираться или стираться. Сталь или «углеродистая сталь» в мире металлов (в отличие от нержавеющей стали) обычно необходимо красить или обрабатывать после прядения, чтобы защитить ее от ржавчины и коррозии, особенно если стальная деталь будет работать во влажной, влажной или абразивной среде. Окружающая среда.
Какова прочность алюминия по сравнению со сталью?
Алюминий — очень востребованный металл, поскольку он более податлив и эластичен, чем сталь. Алюминий может создавать формы, которые сталь не может, часто образуя более глубокие или более сложные вращения. Особенно предпочтительным материалом для деталей с глубокими и прямыми стенками является алюминий. Сталь является очень прочным и эластичным металлом, но, как правило, ее нельзя довести до таких предельных размеров, как алюминий, без растрескивания или разрыва в процессе прядения.
Какая разница в весе алюминия и стали?
Даже при возможности коррозии сталь тверже алюминия. Большинство прядильных сплавов и сплавов алюминия легче вмятины, вмятины или царапины по сравнению со сталью. Сталь прочна и с меньшей вероятностью деформируется, деформируется или изгибается под действием веса, силы или тепла. Тем не менее, компромисс прочности стали заключается в том, что сталь намного тяжелее/намного плотнее, чем алюминий. Сталь обычно в 2,5 раза плотнее алюминия.
Окончательное применение детали в конечном счете определит, из какого материала будет изготовлена деталь, уравновешивая все ограничения и преимущества каждого материала. На некоторых спиннингах сделать колл легко, а на других принять более сложное решение. Если вы или ваши инженерные отделы столкнулись с дилеммой между сталью и алюминием, пожалуйста, свяжитесь с уполномоченным органом по металлическому прядению Wenzel Metal Spinning, Inc., и мы будем рады предоставить вам наше экспертное мнение и вспомогательную информацию. Дополнительную информацию о стали и алюминии можно найти на нашей странице материалов.
Химическое технологическое оборудование, лабораторные столы и оборудование, оборудование для борьбы с загрязнением, пищевое оборудование, конденсаторы, испарители
Для защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование или никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля для улучшения эстетичности. Нанесение такой пленки – процесс энергозатратный. Технологически сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида
Нередко появляется необходимость в покрытии декоративной пленкой тех изделий, которые изначально не подвергались процессу хромирования. Таким образом при желании можно, к примеру, изменить вид скульптуры, сделать современным интерьер любого жилого помещения. Можно украсить по своему вкусу автомобиль или мотоцикл. Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые
Основные методы хромирования
1. Процесс химической металлизации
2. Гальванизация
3. Вакуумное напыление
4. Высокотемпературная диффузия
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком или эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж Вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
Удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Также понадобиться газовая горелка с баллоном
Правила техники безопасности
1. Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
2. Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно
3. Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы
Порядок выполнения работы
1. Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка
2. Затем выполняется процесс лакировки с использованием лака
3. Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия
4. Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
5. Пока поверхность не высохла, наносится модификатор для металлизации, а за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха
6. Процесс металлизации занимает около 6 часов. После этого деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением соответствующих пигментов. Если Вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты заранее на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении Вашей домашней мастерской
Гальванизация
Гальванический способ – покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
Гальванизация требует создания гальванической установки. Нужен источник постоянного тока и набор реактивов. Набор состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких
Материалы для хромирования
Оборудование для хромирование
Реактивы для хромирования
Наборы для хромирования
Примеры наших работ
Хромирование автомобиля своими руками.
Часть 2
Илья [mrjoe]
28.10.2016, Просмотров: 2441
По итогам первой части статьи у нас получился раствор для активации поверхности. В этой части мы продолжим свои химические опыты и наконец-то покроем хромом необходимый предмет или как выразится более научно проведем химическую металлизацию.
Подготовка восстановителя для хромировки автомобиля
Следующим этапом будет подготовка раствора восстановителя. Данный раствор понадобится для финишного этапа (металлизации). Технология нанесения потребует некоторой сноровки, но об этом позже. Из чего же приготовим раствор. Нам понадобится дистиллированная вода, формалин и глюкоза. Наливаем воду в стакан и добавляем туда 0,45 мл формалина, тщательно перемешиваем. Далее добавляем в полученную смесь 2,5 гр глюкозы. Следим, чтобы глюкоза была без комочков, в противном случае она долго будет растворяться. Раствор готов и его следует перелить в пульверизатор. В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации.
Изготовление серебрильного раствора
Для этого нам понадобится 2 тары наполненные дистиллированной водой. В одной 100 мл, в другой 300. Из химических реактивов нам понадобится аммиак, гидроксид натрия и азотнокислое серебро.
В начале берем гидроксид натрия (2гр) и добавляем его в воду, перемешиваем до полного растворения. Во вторую тару с водой добавляем 2 гр азотнокислого серебра и тщательно растворяем его. Работать с серебром необходимо предельно осторожно, дабы не просыпать граммы заветного материала. Подобные потери (даже несколько грамм) больно бьют по карману.
Реактивы затворены водой, наступает время добавление аммиака. Нам понадобится шприц и 5 мл вещества. Набираем в шприц 5 кубиков и медленно по каплям начинаем добавлять в раствор с азотнокислым серебром. На данном этапе нам понадобится 2,5 мл аммиака, которое мы капаем в тару малыми дозами. Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть.
Берем оставшийся аммиак и начинаем добавлять в общий раствор, помешивая его до момента полного осветления полученной смеси. Вуаля, волшебное средство готово. Оно абсолютно прозрачное, если это не так, то проверьте пропорцию, чистоту тары и воды.
Переходим к подготовке поверхности и ее активацию
Процесс подготовки поверхности элементарен до безобразия, но потребует предельного внимания. Поверхность необходимо обезжирить, причем сделать это максимально качественно, так как прилипание серебра будет зависеть от того, насколько хорошо была обезжирена поверхность. Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем.
Обезжириватель готов, берем губку и начинаем протирать поверхность детали, выбранной для хромировки. Обезжириваем до тех пор, пока вода будет полностью покрывать поверхность нашего объекта. Важно, чтобы не осталось пустых мест, иначе к ним не пристанет серебро.
Приступаем к активации. Напомню, что активировать площадь под хромировку нужно для того, чтобы раствор серебра задержался на поверхности нашей детали, а не вступил в реакцию в сливной емкости. Активируем строго по технологии и в сжатые временные рамки. После обезжиривания в течении одной минуты обрызгиваем из пульверизатора деталь активирующим раствором. Ровно минуту не больше не меньше. Далее в течении трех минут обильно обрызгиваем нашу заготовку дистиллированной водой. Поверхность активирована и готова к серебрению.
Завершение процесса. Металлизация
Вот и приступаем к самому красочному и вожделенному мероприятию — металлизации. Берем в руки разбрызгиватели с раствором для серебрения и для восстановления. Потребуется небольшая сноровка и ловкость рук. Для тренировки советую потренироваться с цветными субстанциями, изготовленными из воды и пищевых красителей разных цветов, чтобы видеть как они смешиваются на поверхности. Тренировку необходимо производить заранее, а не когда уже все компоненты готовы. Итак, получили представление об алгоритме действий. Приступаем. Плавными движениями начинаем одновременно разбрызгивать растворы на поверхность, так чтобы они смешивались непосредственно на самом предмете. Обрызгиваем до появления зеркального блеска. Буквально, пол минуты и на нашей детали начнут проявляться зеркальны отблески. О чудо! Стакан стал хромированным. Далее все смываем дистиллированной водой и оставляем подсохнуть.
Это еще не все. Так как химическая металлизация, это не гальваника и вещество не вытравлено в детали, то оно не достаточно прочное как хром полученный электролизом, поэтому его необходимо защитить от агрессивной среды. Защищаем хромированные детали лаком. Лакирование будет выступать в двух ролях: как защита и визуальный эффект. Нанеся прозрачный лак мы получим глубину и яркость изделия. Однако, проявив фантазию, можно прибегнуть к лакам разных цветов, в частности к черному. Он придаст глубокий оттенок черного, но не закроет собой сам хром. Получится необычно, красиво и со вкусом. Лак необходимо нанести в 2-3 слоя с промежутком в 15 минут между каждым нанесением.
Для тех, кому сложно одновременно оперировать двумя разбрызгивателями, можно использовать контейнеры в качестве ванны для погружения объектов хромирования. Метод действенен для небольших изделий, ввиду дороговизны реагентов. Но раз уж решили прибегнуть к такому способу, то необходимо добавить в раствор восстановителя несколько капель Натрия Тиосульфата. Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе.
P.S. У вас все получилось. Поздравляю. Если нет, поработайте над ошибками.
Методы металлизации пластика (вакуумная металлизация, гальваническое покрытие пластика и т. д.)
Пластмассовые детали могут быть покрыты металлом в процессе металлизации, например вакуумной металлизации или гальваники, как для эстетических, так и для механических целей. Визуально кусок пластика с металлическим покрытием отличается повышенным блеском и отражательной способностью. Другие свойства, такие как стойкость к истиранию и электропроводность, которые не являются врожденными характеристиками пластика, часто получают путем металлизации. Металлизированные пластиковые компоненты используются в тех же целях, что и детали с металлическим покрытием, но, как правило, имеют меньший вес и более высокую коррозионную стойкость, хотя и не во всех случаях. Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки.
Процессы металлизации
Ниже приведены некоторые из распространенных методов и процессов металлизации пластика.
Вакуумная металлизация
Перед началом процесса пластиковый компонент промывают и покрывают грунтовкой, чтобы металлический слой был гладким и однородным. Затем металл (обычно алюминий) испаряется в вакуумной камере. Затем пар конденсируется на поверхности подложки, оставляя тонкий слой металлического покрытия. Весь процесс происходит в вакуумной камере для предотвращения окисления. Этот процесс осаждения также обычно называют физическим осаждением из паровой фазы. В зависимости от области применения компонента после нанесения может быть нанесено верхнее покрытие для повышения таких свойств, как стойкость к истиранию. Металлизированные пластиковые компоненты, на которые наносится покрытие с помощью этого процесса, находят применение в самых разных областях: от деталей салона автомобиля до некоторых типов фольги.
Вы можете использовать Платформу поиска поставщиков Томаса, чтобы найти компании, которые предоставляют услуги вакуумной металлизации.
Дуговое и пламенное напыление
При обычном пламенном напылении ручное устройство используется для напыления слоя металлического покрытия на подложку. При пламенном напылении основной силой осаждения является пламя горения, движимое кислородом и газом. Металлический порошок нагревается и плавится, поскольку пламя горения ускоряет смесь и выпускает ее в виде брызг. Этот процесс имеет высокую скорость осаждения и создает очень толстые слои, но покрытия имеют тенденцию быть пористыми и несколько шероховатыми. Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.
Дуговое напыление похоже на пламенное напыление, но источник питания другой. Вместо того, чтобы зависеть от пламени горения, дуговое напыление получает энергию от электрической дуги. Две проволоки, состоящие из материала металлического покрытия и проводящие постоянный электрический ток, соприкасаются своими концами — энергия, высвобождающаяся при соприкосновении двух проволок, нагревает и плавит проволоку, в то время как поток газа осаждает расплавленный металл на поверхность проволоки. субстрат, создавая металлическое покрытие. Как и при напылении пламенем, получаемое покрытие обычно имеет высокую пористость.
Вы можете использовать Платформу поиска поставщиков Томаса, чтобы найти компании, предоставляющие услуги газопламенного распыления.
Химическое покрытие пластика и гальваническое покрытие пластика
Покрытие обычно делится на две категории в зависимости от наличия электрического тока. При химическом покрытии электрический ток не используется; в гальванике используется электрический ток. Оба процесса, как правило, более эффективны, чем вакуумная металлизация, для получения металлических покрытий с сильной адгезией, хотя гальванопокрытие, как правило, более опасно.
Химическое покрытие часто используется для нанесения металлического никеля или меди на пластиковые подложки. Сначала поверхность пластика вытравливается окисляющим раствором. Поскольку поверхность становится чрезвычайно восприимчивой к образованию водородных связей в результате действия окисляющего раствора, это обычно увеличивается во время нанесения покрытия. Покрытие происходит, когда пластиковый компонент (пост-травление) погружается в раствор, содержащий ионы металлов (никеля или меди), которые затем связываются с пластиковой поверхностью в виде металлического покрытия.
Чтобы гальванопокрытие (или электролитическое покрытие) было успешным, пластиковая поверхность должна быть сначала сделана проводящей, что может быть достигнуто с помощью основного химического покрытия. Как только пластиковая поверхность становится проводящей, подложку погружают в раствор. В растворе находятся соли металлов, подключенные к положительному источнику тока (катоду). В ванну также помещают анодный (отрицательно заряженный) проводник, который вместе с положительно заряженными солями создает электрическую цепь. Соли металлов электрически притягиваются к подложке, где они создают металлическое покрытие. Когда происходит этот процесс, анодный проводник, обычно сделанный из того же типа металла, что и соли металлов, растворяется в растворе и заменяет источник солей металлов, который истощается во время осаждения.
Вы можете использовать платформу Thomas’s Supplier Discovery Platform, чтобы найти компании, которые предоставляют услуги гальванического покрытия пластика и гальванического покрытия пластика.
Другие изделия из пластика
Реакционное литье под давлением
Изделия, созданные с помощью экструзии пластика
Основы литья под давлением
Производство пресс-форм для литья под давлением
Дефекты пластикового литья
Процесс формования пакетов
Процесс экструзии пластика
Стандартные пластиковые профили
Типы пластиковых шнеков для экструзии
Сравнение термореактивных и термопластичных материалов
Производство пластиковых бутылок
ПЭТ-пластик: экономия денег и энергии благодаря вторичному пластику
Коэкструзия пластика
Машина для экструзии пластмасс – процесс и методы
Ведущие компании по литью под давлением в США
Производство пластиковых преформ
Технологии и методы изготовления пластмасс
Литье со вставкой и литье поверх — в чем разница?
Еще от Изготовление и изготовление на заказ
Поиск и устранение неисправностей металлизации | Midwest Tungsten
Вакуумная металлизация Поиск и устранение неисправностей
Есть несколько областей, в которых могут возникнуть проблемы с вакуумной металлизацией. Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией.
Нарушение адгезии
Если базовое покрытие не прилипает, вероятно, это связано с загрязнением материала либо внутри, либо на поверхности подложки. Чтобы определить загрязнение поверхности, промойте половину детали спиртом, а другую половину оставьте как есть перед нанесением основного покрытия. Вы можете определить внутреннее загрязнение, сжимая непокрытую часть в руках так сильно, как только можете. Если ваши руки становятся липкими, есть большая вероятность, что виновата внутренняя смазка. Если нет, возможно, вы используете неподходящее базовое покрытие для данного конкретного основания. Попробуйте один кусок с другим покрытием.
Если верхнее покрытие не держится, возможно, оно недостаточно отверждено. Если вы используете духовку, температура может быть не всегда одинаковой. Если это печь периодического действия, проверьте ее с помощью регистрирующего термометра; вы можете найти горячие или холодные точки.
Окисление алюминия также может быть проблемой, когда детали в течение длительного периода времени подвергаются воздействию сухой атмосферы перед нанесением верхнего покрытия. Если вы правильно вылечили верхний слой и если алюминий не сильно окислен, возможно, вы используете не тот верхний слой.
Шарики
Шарики испарителя, висящие на нити, создают две проблемы:
Из-за них нить изнашивается быстрее, чем должна была бы Мячи вызваны неправильной последовательностью стрельбы. Испаритель должен равномерно течь по проволоке и смачивать ее. В зависимости от размера камеры и степени вакуума на это уходит в среднем шесть секунд. Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.
Блистеры
Покрытие после сушки будет иметь время выдержки, необходимое для испарения растворителей. Если время выдержки недостаточно, а в покрытии есть скрытые растворители, они лопнут и образуют пузыри, когда всплывут на поверхность.
Пузыри также могут быть вызваны выделением из подложки летучих компонентов пластика, выделяющихся в процессе металлизации.
Уверенное знание ваших покрытий, замедлителей схватывания и разбавителей поможет вам в регулировании вашего покрытия, поможет вам точно определить и устранить многие из ваших проблем с металлизацией.
Паутина
Паутина проявляется в виде искажений покрытия, которые выглядят как паутина и означают, что ваша система растворителей высыхает слишком быстро, а вязкость, вероятно, слишком высока. Паутинка возникает чаще с виниловыми покрытиями, чем с другими покрытиями. См. наш TIP по растворителям.
Кратеры (Рыбий глаз)
Однажды увидев эти маленькие
кратеры, или, как их еще называют, «рыбьи глаза», сгруппированные вокруг определенных
областей, вы навсегда запомните их. Это вызвано силиконами либо на части или в воздухе. См. наш СОВЕТ по силиконам и помните, что они не должны находиться рядом с формовочной машиной или отделом распыления. Силиконы нельзя удалить смазкой или химическими веществами. Вы можете добиться частичного успеха в удалении силикона, тщательно промыв детали бытовым моющим средством, а затем промывая растворителями, которые не повредят пластик.
Покрытие деталей слишком тяжелое; в этом случае вам следует дополнительно уменьшить покрытие.
Требуется больше времени выдержки.
В лепке использовался перемолотый материал.
Медленное отверждение
Если отверждение слишком медленное, покрытие не схватится и останется липким. Если вы используете духовку, возможно, вам не хватает воздуха, поступающего в духовку, или у вас могут быть холодные/горячие точки в духовке.
Если в покрытии используется катализатор, возможно, ваш катализатор устарел и не представляет ценности, или при смешивании покрытия было использовано недостаточное количество катализатора.
Наплыв
Наплыв – это рисунок линий трещин на деталях после нанесения финишного покрытия; splay глубже, чем увлечение. Это может быть вызвано наличием воды в формовочном порошке, и в этом случае выпуклость выглядит как комета. Другой причиной расползания является воздействие растворителя на материал, в результате чего линии выскакивают.
Темный выстрел
Мы называем любую часть, имеющую синий, золотой, соломенный или черный цвет после вакуумной металлизации, «темным выстрелом». Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков:
Дегазация субстрата.
Утечка в вакуумной системе.
Разорванные нити в металлизаторе.
Базовое покрытие не полностью отверждено, растворители все еще вытекают.
Стойки и приспособления имеют сильное покрытие и требуют очистки.
Само покрытие выделяет газы. Убедитесь, что вы используете правильное покрытие.
Иногда детали располагаются слишком близко к нитям накала и получают ожог соломенного цвета. Держите детали на расстоянии не менее руки от нити накала.
Возможно, вы откачиваете слишком долго и слишком низко. Это может привести к выделению газа на некоторых зажимных приспособлениях или приспособлениях или даже на подложках, которые обычно не выделяют газ при стандартном давлении. Помните, что существует такая вещь, как перекачивание. Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
Вы стреляете с большей силой, чем вам кажется. Может быть виноват плохой вакуумметр.
Диффузионный насос может давать плохие результаты из-за необходимости замены масла.
Возможно, в системе существует утечка. Когда утечка в системе проявляется в виде черной области, вы можете предположить, что причина в масле насоса, если ожог находится в задней части камеры. Или, если ожог в передней части камеры, причина в негерметичности двери или иллюминатора. Если он находится в передней части камеры, есть вероятность, что масло выходит из вращающихся шестерен.
Грязь
Грязь приходит из многих мест. Это одна из причин, по которой отделение металлизации должно быть опечатано. Полы опечатаны, стены опечатаны, а свежий картон в отделение не пускают. Другие причины:
Грязь в воздухопроводах. У вас должны быть встроенные фильтры.
Выхлоп в покрасочной камере может быть настолько мощным, что он действует как пылесос, всасывающий грязь из помещения в покрасочную камеру.
В самом покрытии могут быть мелкие частицы грязи. Покрытие не всегда такое четкое, как хотелось бы; его всегда следует фильтровать, прежде чем он попадет в бак высокого давления.
У вас могут быть грязные фильтры при подпитке воздуха в этом районе.
Матовость
Отсутствие базового покрытия или слишком тонкий слой базового покрытия может вызвать матовость. Функция базового покрытия заключается в прилипании и придании блеска.
В этом районе могут находиться хлорированные растворители. Это одна из причин, по которой чистка металла не должна касаться покрытия пластика.
Неправильный растворитель или слишком сильный растворитель может повредить подложку и сделать ее матовой.
Существует также вероятность того, что у вас пестрый субстрат. Например, деталь, наполненная стеклом или тальком, может иметь области, лишенные смолы, и области, лишенные наполнителя, которые выглядят тусклыми.
Линия напряжения
Напряжение в некоторой степени связано с расхождением, за исключением того, что метка всегда будет в одном и том же месте. Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой.
Радужная радужность
Радужная радужность чаще всего вызывается смещением покрытий; то есть базовое покрытие или верхнее покрытие будут двигаться физически. Это дает призматический эффект. Возможные причины:
Верхний слой отверждался при температуре, равной температуре базового слоя или выше. Проверьте свою духовку на наличие горячих или холодных точек и/или времени.
Подпиточный воздух или циркуляция в печи были отключены.
Базовое покрытие могло быть очень легким, а верхнее покрытие очень тяжелым.
Деталь могла быть деформирована, так как она была отверждена при более высокой температуре, чем точка размягчения материала.
Бахрома Ньютона часто путается с призматической радужностью. Однако здесь цвета не соответствуют обычному спектральному рисунку радуги. Цвета бахромы Ньютона случайны и выглядят более размытыми, чем чистые спектральные цвета. Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью.
Наплывы
Если вы используете пистолет-распылитель, из-за слишком близкого расположения пистолета к детали могут образоваться наплывы. Возможно, у вас неправильное покрытие, но обычно пистолет держат слишком долго и слишком близко к участку (см. наш фильм о напылении). Существует также вероятность того, что если вы находитесь в холодном климате и ваши материалы подвергаются воздействию холода, краска истончается при достижении комнатной температуры, что приводит к изменению ее вязкости. Всегда давайте материалам достичь комнатной температуры перед смешиванием.
Тени
Испаряющееся вещество фактически ложится на деталь мелкими пластинками. Когда эти пластинки лежат плоско, они придают деталям отражающий блеск. Особенно это касается алюминия и меди. Если испаряющееся вещество ударяется о вертикальную стену и не имеет возможности лечь ровно, оно производит то, что мы называем «мечи и сабли». Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до
исправьте это, попробуйте изменить положение ваших частей или положение ваших нитей.
Апельсиновая корка
Эффект апельсиновой корки в покрытии является проблемой текучести; ваш растворитель может быть слишком быстрым или вязкость вашего покрытия может быть слишком высокой.
Впитывание
Когда покрытие впитывается в подложку, проблемой является область с низкой плотностью в подложке. Либо поговорите с формовщиком, либо повторно нанесите базовое покрытие для достаточного покрытия.
Морщины
Наиболее распространенной причиной складок является отсутствие выдержки или сушки на воздухе перед помещением в печь. Кроме того, если покрытие слишком толстое, оно может дать усадку при отверждении, что снова приведет к образованию складок.
В заключение
Если у вас возникла проблема, обязательно запишите подробности , такие как:
В какой момент во время операции чистовой обработки возникла проблема?
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
VT-metall предлагает услуги:
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
металл имеет меньшую температуру, снижается вероятность его прожигания;
происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
Слой материала, мм
0,5
1
1,5
2
2,5
Диаметр электрода, мм
1
1,6–2
2
2–2,5
3
Сила тока, ампер
10–20
32–35
45–55
60–70
75–80
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
постоянным;
переменным.
При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления. Для электродов размером 1,5 мм требуется ток 30–45 ампер, для 2 мм этот показатель устанавливается на уровне 40–60 ампер. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
Как варить инверторной сваркой: инструкция для новичков и не только
Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.
3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
Толщина металла, мм
0,5 мм
1,0 мм
1,5 мм
2,0 мм
Диаметр электрода, мм
1,0 мм
1,6 мм — 2 мм
2 мм
2,0 мм — 2,5 мм
Сила тока, А
10-20 ампер
30-35 ампер
35-45 ампер
50-65 ампер
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение
Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Читайте также: Как научиться варить электросваркой
Сварка тонкого металла электродом
Оцените, пожалуйста, статью
12345
Всего оценок: 17, Средняя: 3
Ручная сварка листового металла? Вот Как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка листового металла с помощью сварочного аппарата немного сложнее, особенно при сварке тонких листов металла. Подвод тепла при сварке электродом, как правило, выше, чем при других процессах ручной сварки, так как же предотвратить выбросы и создать хороший сварной шов?
Сварка листового металла стержнем может быть выполнена путем сварки отрицательным электродом постоянного тока с током 20-40 А, что примерно соответствует наименьшей силе тока, которая все еще позволяет зажигать дугу . Подходящие электроды: E6011 для ржавых или окрашенных поверхностей или E6013 для чистых поверхностей. Диаметр стержня должен быть как можно тоньше, поэтому хорошим вариантом будут электроды диаметром 1/8 дюйма или 1/16 дюйма.
В этой статье я расскажу о пошаговом процессе сварки листового металла электродами, а также о электродах и настройках, которые могу порекомендовать. Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я пробудил ваш интерес, продолжайте читать!
Когда использовать электродуговую сварку для листового металла
Для создания хорошего соединения между металлическими листами наиболее важна настройка. Сварка электродами, вообще говоря, представляет собой процесс сварки тупым предметом по сравнению со сваркой MIG или TIG. И если у вас есть полный спектр процессов на выбор, я бы посоветовал вам либо сварку TIG для более тонких листов металла, либо сварку MIG для сварки конструкционного типа. Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Однако, если одно из нижеперечисленного описывает вашу текущую ситуацию, то сварка электродом является вполне приемлемым вариантом:
При ограниченном бюджете: Сварка электродом — отличный процесс для начинающих, и хотя результаты могут не соответствовать другим процессам сварки, требования не такие суровые, как в промышленности. Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
В полевых условиях: Ручная сварка хороша с точки зрения простоты, портативности и чувствительности к неблагоприятным условиям окружающей среды, таким как ветер или высокая влажность из-за дождя (Слово или предупреждение: сварка непосредственно под дождем опасна и не рекомендуется! Я имею в виду открытый коровник, например, с сухим полом (об опасности поражения электрическим током читайте здесь). Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, электродуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
Итак, если вы по-прежнему полны решимости продолжать и считаете сварку электродами лучшим вариантом для текущей работы, позвольте мне дать вам пошаговый подход.
Выбор правильного электрода
Поскольку есть несколько вариантов, я бы рекомендовал стержень E6011 или E6013. Преимуществом этих электродов является высокое содержание целлюлозы в покрытии, что делает их удобными в использовании.
Электрод
Применение
E6011
E6011 обычно используется в качестве универсального электрода для автомобильных кузовных мастерских и сельскохозяйственного оборудования из мягкой стали. Другие области применения включают судостроение, мосты, котлы, баржи, железнодорожные вагоны, трубы, рамы грузовиков, сосуды под давлением, резервуары для хранения и оцинкованную сталь.
E6013
E6013 обычно используется для кузовов автомобилей, рам и кузовов грузовиков, декоративного железа, металлической мебели, сельскохозяйственных орудий, ограждений машин, резервуаров для хранения или везде, где важен или желателен внешний вид.
Преимущество E6011 в том, что вы получите меньший провис в сварном шве из-за более низкой скорости наплавки при использовании для сварки электродом. Однако по той же причине E6013 дает лучшие результаты при прогонке всего сварного шва от начала до конца. Высокая скорость осаждения позволяет ему проходить быстрее и снижает общее тепловложение по сравнению со стержнями E6011 или E6010.
Другим фактором является состояние свариваемого материала. Если на основном материале есть остатки краски или ржавчины, которые вы не можете очистить, лучшим выбором будет E6011. Помните, однако, что сварка грязных поверхностей приведет к худшим результатам. В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
Что касается диаметра стержня: в идеале диаметр стержня должен быть меньше толщины листового металла. Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа.
Настройка сварочного аппарата для сварки листового металла
Сварка листового металла Отрицательный электрод постоянного тока (DCEN) является наилучшей настройкой из-за более высокой скорости наплавки. А DCEP имеет более глубокое проникновение в основной материал, чего мы также хотели бы избежать. Таким образом, это означает, что мы присоединяем вилку зажима электрода к выходному отверстию с маркировкой «-» на сварочном аппарате.
Брэндон Лунд создал очень хорошее сравнительное видео, чтобы визуализировать различия между DCEN и DCEP для электродов 1/16″ (см. ниже). Он показывает разницу в проплавлении и лучшую текучесть электрода E6013 по сравнению с электродом E6011.
youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.
Относительно настроек: На упаковке электродов указана рекомендуемая сила тока. Однако, в зависимости от того, насколько тонкие листы, вы хотите соединиться. Даже более низкая настройка может привести к тому, что вы прожжете материал. Поэтому, если вы прожигаете материал, несмотря на достаточно быстрое перемещение электрода, рассмотрите возможность уменьшения настроек A до 20-40A.
В этот момент нужно найти золотую середину, где ваш сварочный аппарат все еще зажигает дугу, и минимально возможное количество тепла, чтобы не прожечь лист. К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Советы и устранение неполадок
Электрод слишком сильно скручивается вверх и вниз: Поддерживайте электрод немного ближе к сварочной ванне или используйте наполовину использованные электроды, чтобы лучше попадать в цель.
Дуга не зажигается: Попробуйте очистить поверхность материала или постепенно увеличивать силу тока.
Прожигание сквозных отверстий: Быстрее перемещайте горелку или постепенно уменьшайте силу тока. Другими шагами являются получение меньшего диаметра электрода и уменьшение зазора между листами. Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь.
Деформация листа: Хорошо прижмите лист к сварочному столу или другому прочному металлическому предмету. Зажатие поможет как в качестве механического противодавления, так и в качестве теплоотвода для поглощения энергии доступа. Рассмотрите возможность постепенного уменьшения настроек. Увеличьте скорость движения. Выберите стержень меньшего диаметра для электрода.
Заключительные мысли
Склеивание листового металла, особенно для более тонких листов, несколько сложнее по сравнению с альтернативными способами сварки TIG и сварки MIG. Однако я надеюсь, что статья побудила вас попробовать, так как это определенно возможно при правильной настройке. Скорее всего, результаты будут чуть менее презентабельными по сравнению с конкурентами, но шов должен быть прочным, и сварка электродом справится со своей задачей.
В случае частой сварки листового металла электродами, однако ваш сварочный аппарат не имеет функции горячего пуска, рассмотрите возможность модернизации до сварочного аппарата, который позволяет выполнять сварку в более «холодном» режиме.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Можете ли вы приклеить сварку тонкого металла? И как это сделать — WeldPundit
Если вы новичок в сварке электродами (SMAW), скорее всего, вы пробовали сваривать очень тонкий металл, например листовой металл. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вы можете склеивать тонкий металл, например, менее 1/8″ (3,2 мм) с удовлетворительными результатами, если вы используете надлежащее сварочное оборудование, настройки и технику. Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Сварка стержнем дает хорошие результаты при толщине металла 1/8″ и выше, но это не идеальный процесс сварки для сварки более тонких заготовок. Прежде чем приступить к сварке тонким металлом, вам нужно больше информации об этом.
Содержание
Почему трудно склеивать тонкий металл?
Какие проблемы возникают при сварке тонкого металла?
Какой самый тонкий металл можно сваривать?
Какой источник питания нужен для сварки тонким металлом?
Какая полярность лучше всего подходит для сварки тонкого металла?
Какой сварочный пруток использовать для тонкого или листового металла?
Как подготовить тонкий металл к сварке электродом?
Вам нужен охладитель для тонкого металла?
Какое положение сварки лучше всего подходит для тонкого металла?
Какие методы используются для электродуговой сварки тонкого металла?
Какие у вас есть альтернативы?
Заключительные мысли
Можно ли сваривать тонкую нержавеющую сталь методом сварки стержнем?
Почему трудно приклеить тонкий металл?
Сварка тонкого металла стержнем трудна, потому что этот процесс создает сильную дугу, которая нагревает соединение. Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Этот избыточный нагрев помогает сваривать толстые детали с хорошим проплавлением и плавлением, но делает сварку более тонких очень трудной.
Какие проблемы при сварке тонкого металла?
Все упирается в то, что в тонкую заготовку уходит слишком много тепла. Это тепло вызывает:
1. Высокий риск прожечь металл
Самое худшее, что может случиться, это прожечь металл. Высокая сила тока и низкая скорость движения с паузами приведут к высокой концентрации тепла в ванне.
Тонкие края заготовки не выдерживают нагрева и оплавляются. Сама лужа становится слишком большой и громоздкой и в какой-то момент проваливается в дыру.
2. Деформация металла или коробление металла
Деформация – это постоянный изгиб, который происходит с заготовкой из-за неравномерного и быстрого нагрева и охлаждения во время сварки.
Тонкие металлы очень чувствительны к деформации, поскольку они не могут достаточно быстро поглощать тепло. И у них нет сил сопротивляться силам неравномерного сжатия и усадки.
Вы можете предотвратить деформацию, контролируя тепло, идущее в стыке, часто делая закрепки, используя соответствующие методы направления и т. д. Они описаны далее в статье.
Нержавеющая сталь в целом очень чувствительна к деформации и чрезвычайно трудно прилипает к сварному шву, когда она тонкая.
Не так сложно избежать продувки отверстий в тонком металле, но очень трудно избежать деформации, если заготовка тонкая и маленькая.
3. Дефекты зоны термического влияния (ЗТВ)
ЗТВ – это область вокруг валика, которая не расплавилась, но подверглась металлургическому воздействию тепла сварки.
Количество и скорость нагрева металла определяют размер и уровень дефектов ЗТВ. Можно минимизировать, но нельзя избежать ЗТВ при сварке любой толщины.
Если вы работаете со сталью прочнее, чем с мягкой сталью, ЗТВ может стать тверже при остывании, что может привести к растрескиванию.
Если вы свариваете нержавеющую сталь, ЗТВ будет сильно затронута даже при соблюдении надлежащих методов, поскольку она не может очень быстро поглощать поступающее тепло.
В результате вы получите некрасивый сварной шов с высокой деформацией и более низкой прочностью и коррозионной стойкостью. Ручная сварка тонкой нержавеющей стали вообще не рекомендуется.
Тонкую нержавеющую сталь лучше сваривать MIG или TIG. То же самое относится и к алюминию.
4. Слишком много наплавленного металла в соединении
При сварке электродом и присадочным металлом используется один и тот же электрод. У вас нет прямого контроля над присадочным металлом, как при сварке TIG. Он плавится непрерывно с постоянной скоростью.
Это приводит к отложению большого количества присадочного металла в стыке. Сварной шов будет плохо выглядеть и может стать причиной плохой подгонки, в зависимости от проекта.
Если вы попытаетесь удалить лишний металл с помощью угловой шлифовальной машины, вы рискуете удалить слишком много металла и сделать соединение непрочным. Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Какой самый тонкий металл можно сваривать?
Имея некоторый опыт, вы можете склеивать низкоуглеродистую сталь толщиной 3/32″ (2,4 мм) с приемлемыми результатами. Сварщик, хорошо разбирающийся в управлении нагревом, может склеить сварной шов до толщины 1/16 дюйма (1,6 мм) или даже меньше.
Предыдущие номера возможны, но они требуют больших знаний, внимания и практики. Но если вы тщательно выбирали снаряжение и потратили много времени на оттачивание соответствующих приемов, у вас все получится.
Результаты будут приемлемыми в разумных пределах, так как сварка электродом не подходит для соединения тонких металлов.
Теперь давайте посмотрим, какое оборудование вам нужно и как выполнять сварку тонкими металлами.
Какой источник питания нужен для сварки тонким металлом?
Инвертор постоянного тока (DC) — лучший источник сварочного тока для сварки тонких металлов электродами. Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Переменный ток (AC) требует немного большей силы тока для того же диаметра стержня, и дуга не такая стабильная, как при постоянном токе.
Кроме того, большинство удилищ работают от постоянного тока, а не от переменного тока, поэтому у вас есть выбор.
Сварочные аппараты с инвертором могут обеспечить малую силу тока, например 20-40А, необходимую для сварки очень тонких металлов.
Кроме того, многие инверторы оснащены такими функциями, как горячий старт и форсирование дуги, которые позволяют контролировать поведение дуги для достижения лучших результатов.
Какая полярность лучше всего подходит для сварки тонкого металла?
Если у вас есть сварочный аппарат постоянного тока, используйте отрицательный электрод постоянного тока (DCEN или DC-) при сварке тонких металлов. Это подключение электрододержателя или жала к DC- и рабочего зажима к DC+. Некоторые сварщики могут иметь переключатель для выбора полярности.
DCEN отдает меньше тепла в заготовку, чем DCEP, и имеет меньшее проникновение.
Чтобы улучшить ситуацию, стержень плавится быстрее, так что вы можете проводить его с более высокой скоростью над суставом и подводить к суставу еще меньше тепла. Это предотвратит продувание металла и высокую деформацию заготовки.
Какой сварочный электрод использовать для тонкого или листового металла?
Сварочный стержень E6013 лучше всего подходит для сварки очень тонкой низкоуглеродистой стали и известен как стержень для листового металла. E6013 имеет флюсовое покрытие с высоким содержанием рутила. Рутил создает самую гладкую дугу с легким проникновением, которая не прожигает заготовку так часто, как другие стержни.
E6013 очень прост в использовании, и вы можете легко остановить и снова запустить дугу. Это полезно для методов, которые вводят меньше тепла в заготовку.
Если у вас есть сварочный аппарат постоянного тока, вы можете использовать DCEN с E6013. Как упоминалось ранее, эта полярность еще меньше нагревает заготовку.
Кроме того, вы можете найти E6013 с самым тонким диаметром 1/16″ (1,6 мм). Этот диаметр стержня имеет низкий диапазон силы тока, около 20-40А.
С тонким 1/16″ E6013 у вас есть небольшая лужа, которой требуется всего несколько ампер для хорошей работы. В результате в заготовку поступает небольшое количество тепла.
Другие рутиловые стержни, такие как E6012 или E7014, хорошо подходят для сварки тонкого металла. Но не так хороши, как E6013, да и найти их непросто, особенно в тонких диаметрах.
Помимо рутиловых стержней, многие сварщики используют целлюлозные стержни, такие как E6011. Эти стержни создают самую горячую и сильную дугу, и их трудно сваривать. Но вы можете сваривать относительно тонкие металлы при правильной технике и большой практике.
Целлюлозные стержни хорошо подходят для сварки тонких металлов в вертикальном и потолочном положениях, поскольку они очень быстро затвердевают.
AdvertisementsКак подготовить тонкий металл к сварке электродом?
Для сварки тонкого металла встык соединение должно иметь плотную и ровную посадку. Кроме того, чистый металл имеет важное значение и помогает луже течь лучше. Наконец, частая прихватка вдоль стыка и предварительный нагрев помогут предотвратить деформацию.
1. Убедитесь, что у вас хорошая подгонка
Тонкие металлы не могут поглощать много тепла и очень легко плавятся, если у вас нет соединения с хорошей подгонкой.
Если в стыке имеются неравномерные зазоры или края не имеют одинаковой толщины, тепло будет концентрироваться на слабых частях и расплавлять их.
Тонкие детали не нуждаются в широком раскрытии корня для полного проникновения. Небольшое корневое отверстие обеспечит прочные сварные швы, в то же время поглощая остаточные напряжения от усадки.
Если вы пытаетесь сваривать тонкий листовой металл, лучше создать и сварить кромочные или нахлестные соединения, которые лучше переносят нагрев, чем обычные стыковые соединения.
Наконец, во время сборки вы можете расположить металлы таким образом, чтобы предвидеть любую деформацию, чтобы в итоге металлы стабилизировались в том положении, в котором вы хотите.
2. Очистите заготовку
Очистите соединение и место, где вы собираетесь разместить рабочий (заземляющий) зажим. Это обеспечит лучшую стабильность дуги и увлажнение лужи.
Если на соединении есть прокатная окалина, ржавчина, краска или другие загрязнения, они действуют как изоляция для электричества. После прихватки удалите весь шлак с помощью отбойного молотка и проволочной щетки.
Дуга зажигается с трудом и не так стабильна при сварке. Кроме того, расплавленная лужа не может смачиваться должным образом и остается ограниченной. Это даст вам более узкую, но более высокую бусину, которую вам придется стачивать позже.
Чистое соединение поможет избежать шлаковых включений, которые являются обычным явлением, если вы собираетесь использовать рутиловые стержни или часто включать и выключать дугу.
Хотя электродная сварка хорошо подходит для сварки грязных металлов, ее следует избегать для тонких деталей.
3. Частые прихваточные швы
Было бы полезно, если бы вы делали частые низкопрофильные прихваточные швы вдоль стыка, например, каждые 2 дюйма (5 см) или меньше после зажима заготовки.
Если прихватки выпуклые, отшлифуйте их, чтобы они стали плоскими. Зажим и прихватка перед сваркой очень поможет предотвратить деформацию.
4. Предварительный нагрев заготовки
Я оставил предварительный нагрев напоследок, но на самом деле это лучшее, что вы можете сделать, чтобы избежать деформации перед началом сварки.
Предварительный нагрев минимизирует неравномерное и быстрое распределение тепла в холодном изделии. Кроме того, равномерно нагретая заготовка будет симметрично и медленно остывать, что предотвратит заворачивание.
Но предварительно нагреть маленькую заготовку сложно, т.к. ее нужно прогреть идеально ровно, например, поставив в печь.
Вы можете использовать такие процессы, как кислородно-ацетиленовый, для предварительного нагрева заготовки, но это требует большого опыта. Если предварительно разогреть заготовку неравномерно, она свернется, даже если вы ее не сварите.
Если вы хотите сварить тонкую аустенитную нержавеющую сталь, например, 304 или 316, вы никогда не используете предварительный нагрев.
Вам нужен охладитель для тонкого металла?
Если вы можете использовать охлаждающую пластину из алюминия или, что еще лучше, из меди, то при сварке тонких металлов значительно облегчится сварка стыком. Эти охлаждающие стержни могут поглощать тепло с высокой скоростью. Более быстрым и дешевым решением было бы использование стального стержня. Сталь не так хороша, как медь или алюминий, но это лучше, чем ничего.
Выберите охлаждающий стержень (или опорный стержень) толщиной 1/8 дюйма (3,2 мм) или больше. Чем толще, тем лучше. Очень крепко закрепите заготовку на охлаждающей пластине. Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Еще лучше было бы добавить больше брусков поверх заготовки и зажать ее как бутерброд, оставив открытым только стык.
Охлаждающие пластины поглощают большую часть тепла и снижают риск деформации или прогорания металла.
Какое положение сварки лучше всего подходит для тонкого металла?
По возможности старайтесь приваривать тонкий металл в горизонтальном положении, так как это проще всего и обеспечивает лучший контроль и комфорт. Если вам необходимо сварить в вертикальном положении, сделайте это, потянув стержень вниз.
Вертикальное положение вниз лучше подходит для тонкого металла, так как вы можете сваривать быстрее. Это будет меньше нагревать соединение.
Если сваривать в вертикальном положении, то очень легко прожечь заготовку. Особенно при сварке конца стыка, потому что он перегревается.
Многие тонкие стержни лучше работают при сварке вертикально вниз, чем их более толстые версии с большей силой тока.
Какие методы используются для дуговой сварки тонкого металла?
Способ создания валика имеет важное значение при сварке тонких металлов. Это самая сложная часть, где вы должны сделать все возможное и сделать предыдущие шаги продуктивными.
При контактной сварке тонкого металла очень часто происходит переваривание соединения. Сварка по своей природе очень прочная. Тонкие детали не требуют большого количества сварки, чтобы скрепить их вместе.
При сварке необходимо использовать небольшую ванну, которая выделяет небольшой объем присадочного металла и выделяет тепло. Больше наплавленного металла не добавит полезной прочности и приведет к большим искажениям.
Техника, которую вы используете для сварки тонкого металла, должна потреблять как можно меньше тепла.
1. Небольшой прямой валик
Если шов короткий, например, 1″ (2,5 см), можно сделать прямой валик (или стрингер). Скорость, которую вы используете для сварки, является наиболее важным параметром, на который вы должны обратить внимание.
Лучше всего сделать это без малейшей паузы и как можно быстрее, не создавая из этого никаких дефектов. Если у вас есть хорошо сформированный шарик с проникновением и сплавлением, все в порядке.
При контактной сварке тонкого металла не рекомендуется переплетать стержень. Это снижает скорость и требует много сварочного металла и тепла.
2. Стыковая сварка
Если соединение длинное, вы не сможете выполнить непрерывный валик, так как это приведет к перегреву соединения. Было бы лучше использовать такие методы, как стежковая (или скиповая, или, официально, прерывистая) сварка.
При стыковой сварке вы привариваете короткий валик, например, 1/2″ (1,27 см). Затем вы оставляете зазор равной или большей длины. После этого вы повторяете процедуру, пока не закончите соединение.
Последовательность наложения стежков для деформации сварки
Основное преимущество сварки стежками заключается в том, что вы подвергаете заготовку гораздо меньшему нагреву.
Вы можете оставить соединение таким, и это нормально. Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Но если вы хотите, чтобы это выглядело лучше или чтобы в зазорах не было грязи, вы можете приварить их, когда заготовка остынет. Вы можете подождать 15-30 минут или обдуть его сжатым воздухом, чтобы он быстрее остыл.
3. Сварка с обратным шагом
С помощью метода обратного шага вы наклеиваете небольшие валики, которые имеют направление, противоположное основному направлению сварки.
Например, если основное направление сварки идет справа налево, каждый валик сваривается слева направо. Вы начинаете сварку с правого края соединения.
Последовательность обратного наплавления для искажения сварки
При сварке стыковым швом направление распространения и концентрации тепла совпадает с направлением сварки. В предыдущем примере он идет в левую часть заготовки.
Если маленькие валики имеют противоположное направление, выделяемое ими тепло распространяется в направлении, противоположном основному направлению сварки. Это распределяет тепло по заготовке более симметрично, а не непрерывно от одной точки к другой. В результате будет меньше искажений.
Вы можете приварить каждую маленькую бусину рядом с предыдущей. Если вы хотите меньше подводимого тепла, вы можете сваривать каждый второй или третий сегмент, например, сварку в пропускном режиме.
4. Симметричная сварка
При симметричной сварке вы начинаете сварку электродами в центре соединения. Вы свариваете сегмент слева, затем один справа. Затем вы привариваете слева от первого валика, затем справа от второго валика и повторяете до тех пор, пока не закончите соединение. Изображение ниже описывает это лучше.
Симметричная последовательность наплавки для деформации при сварке
Центр заготовки часто деформируется из-за слишком сильного нагрева. Техника симметричной сварки занимает больше времени, но лучше всего решает эту проблему.
5. Закройте стык прихватками
Другой способ, если заготовка очень тонкая, а стык короткий, заключается в выполнении множества прихваточных швов вдоль стыка, пока вы его не закроете.
Повторяющаяся прихватка — это еще один способ избежать перегрева соединения, поскольку металл остывает между каждой прихваткой. Но требуется много времени и хорошая концентрация, чтобы повторно зажечь дугу без дефектов.
Один из способов сделать это — сделать серию непрерывных перекрывающихся закрепок, одну рядом с другой. Таким образом, вы имитируете импульсную функцию более дорогих сварочных аппаратов.
Другой способ — после того, как вы закончите прикреплять инициалы по краям, вы приметаете их посередине. После этого вы снова прихватываете середину каждой половины, пока не заполните стык прихваточными сварными швами.
Но не нужно заполнять весь стык прихватками, если заготовка маленькая и не выдержит нагрузки.
Когда удилище новое, его трудно удерживать в устойчивом положении, и это затрудняет прихватку. Удержание стержня в сухих сварочных перчатках помогает сделать стержень более стабильным и облегчить прихватку. Он хорошо работает до тех пор, пока удилище не нагреется, но после этого оно становится короче и легче правильно обращаться с ним и продолжать прихватку.
В этих методах используется много перезапусков, что увеличивает риск дефектов, но в целом это лучше, чем дыры или искажения. Они также увеличивают нагрузку на источник питания, снижая рабочий цикл.
Какие у вас есть альтернативы?
Теперь давайте рассмотрим два варианта сварки тонких металлов с помощью обычного сварочного аппарата.
1. Используйте электроды для пайки пайкой
Альтернативой для соединения тонких металлов является использование стержней для пайки вместо обычных стержней. Прутки для сварки припоем отлично снижают опасность повреждения тонких заготовок и облегчают и ускоряют работу. Они используют то же оборудование для сварки стержнем и конструкцию соединения.
Прутки для сварки припоем изготовлены на основе меди и плавятся при более низкой температуре, чем сталь. Более низкая температура является огромным преимуществом, так как нет расплавленной лужи. Расплавленный стержень прилипает к поверхности основного металла, не проникая в нее.
В результате тепло, которое уходит в основной металл, намного ниже. Это имеет огромное значение для предотвращения прожигания металла или его деформации.
Наиболее распространенными стержнями для припоя являются кремниевая бронза (ECuSi или SiB), фосфористая бронза (ECuSn) и алюминиевая бронза (ECuAl).
ECuSi и ECuSn имеют более низкую прочность на растяжение (50 тысяч фунтов на квадратный дюйм), чем мягкая сталь (60+ тысяч фунтов на квадратный дюйм). Тем не менее, прочности на растяжение в 50ksi более чем достаточно для большинства проектов из листового металла. ECuAl имеет прочность на растяжение 70ksi, как и стержень E7014.
Основными недостатками сварки пайкой являются:
Низкая прочность на растяжение и более слабое соединение, так как нет проплавления. Но оба не нужны для большинства проектов из тонкого металла . Вы можете приварить валик большего размера для дополнительной прочности, если считаете это необходимым.
Металл сварного шва на основе меди теряет прочность при высоких температурах. Это около 930°F (500°C). Однако он отлично выдерживает температуру до 400°F (200°C).
Соединение необходимо тщательно очистить, чтобы металл припоя мог свободно течь и образовывать прочную связь с заготовкой.
Прутки для пайки стоят дороже, чем обычные стальные стержни, но они предохраняют тонкую заготовку от повреждений, вызванных перегревом.
Наконец, не соответствует цвету , так как бусина всегда имеет золотистый цвет.
2. Обновите свой сварочный аппарат для сварки электродом до базового аппарата для сварки TIG
Существует еще одно решение для сварки тонкого металла с помощью аппарата для сварки электродом в среде защитного газа, если у вас есть некоторый опыт сварки TIG или вы все равно планируете этому научиться.
К аппарату для ручной сварки можно подключить горелку TIG со специальным газовым контроллером. Затем подключите его к баллону с аргоном с газовым регулятором. Теперь у вас есть очень простой сварочный аппарат TIG без необходимости покупать дополнительный блок питания.
У вас не будет настоящего сварочного аппарата TIG, но после некоторой практики с зажиганием дуги с нуля вы сможете сваривать тонкую сталь с гораздо лучшими результатами. С помощью этого метода можно даже сваривать листовой металл толщиной 24 мм (0,5 мм).
Кроме того, если ваш сварочный аппарат имеет функцию подъема, вы можете использовать ее, чтобы облегчить запуск дуги и реже притачивать вольфрамовый электрод. Вместо того, чтобы царапать электрод, вы касаетесь поверхности и поднимаете ее на расстояние сварки, и дуга загорается.
Имейте в виду, что для этого вам понадобится сварочный аппарат постоянного тока, и всегда подключайте горелку TIG к разъему постоянного тока.
Заключительные мысли
При хорошей подготовке и опыте можно сваривать тонкие металлы. Но трудно иметь красивые суставы или идеально предотвращать искажения.
Кроме того, непроизводительно, если нужно сварить много тонкого металла. Вам необходимо использовать более подходящий процесс сварки.
Сварка MIG идеально подходит для длинных металлических листов. Также хорошо, если у вас нет большого опыта сварки и вы хотите работать сразу с тонкими металлами. Тот, который поддерживает импульсную сварку, будет идеальным.
Если вы хотите получить красивые соединения или работать с тонкими и дорогими металлами, такими как нержавеющая сталь, вам следует использовать сварку TIG. Использование сварочных стержней для пайки значительно снижает риск ожогов и искажений.
Смежные вопросы
Можете ли вы сварить тонкую нержавеющую сталь с помощью дуговой сварки?
Ручная сварка тонкой нержавеющей стали очень трудна для соучастника. Нержавеющая сталь не может быстро рассеивать тепло сварки и подвержена перегреву. Чрезмерное искажение, жгучие мысли и сильное падение коррозионной стойкости — основные дефекты. Лучшими альтернативами являются сварка MIG или TIG или использование прутков для припоя.
Попытка склеить сварной шов из нержавеющей стали тоньше 1/8 дюйма (3,2 мм) является сложной и напряженной задачей. Это требует большого опыта и концентрации. Кроме того, если вы хотите, чтобы соединение было красивым, вам нужно много шлифовать и полировать.
Возможно, более простой альтернативой является использование стержней для сварки припоем, описанных ранее в статье. Кроме того, охлаждающие стержни творят чудеса с тонкой нержавеющей сталью, так как лучше держать ее как можно более холодной.
Другие статьи Weldpundit
Как приклеить сварной чугун: с предварительным подогревом и без него
Как приклеить сварной шов из нержавеющей стали к углеродистой стали: шаг за шагом.
Можно ли держать электрод во время сварки электродом? Когда и как.



 Наша энергия направлена в нужное русло!!! 🙂 В этом домашнем блоге мы рассказываем о жизни нашей компании, о наших достижениях, о наших победах, о процессе производства, а так же о вас — наших клиентах. Спасибо вам и надеемся на долгосрочное сотрудничество.
Наша энергия направлена в нужное русло!!! 🙂 В этом домашнем блоге мы рассказываем о жизни нашей компании, о наших достижениях, о наших победах, о процессе производства, а так же о вас — наших клиентах. Спасибо вам и надеемся на долгосрочное сотрудничество.
 В настоящей статье мы рассмотрим спиральновитые гофрированные металлические трубы (ГСМТ), которые по своим характеристикам во многом превосходят сборные гофрометаллические конструкции (СМГК).
В настоящей статье мы рассмотрим спиральновитые гофрированные металлические трубы (ГСМТ), которые по своим характеристикам во многом превосходят сборные гофрометаллические конструкции (СМГК). Применяемый тип гофра для труб диаметров от 0,5 до 0,8м — 68х13мм, для труб с диаметром от 0,8м до 3,5м — 125х26мм. Трубы соединяются между собой бандажными элементами, поскольку длина отрезков труб ограничена длиной кузова автомашины (максимальная длина 13,5м).
Применяемый тип гофра для труб диаметров от 0,5 до 0,8м — 68х13мм, для труб с диаметром от 0,8м до 3,5м — 125х26мм. Трубы соединяются между собой бандажными элементами, поскольку длина отрезков труб ограничена длиной кузова автомашины (максимальная длина 13,5м).
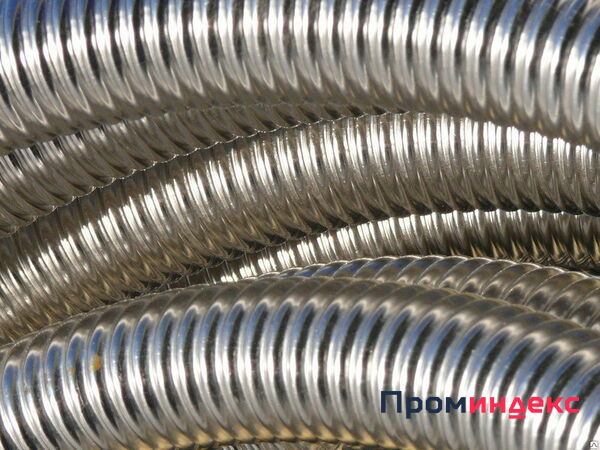
 Именно поэтому, все больше заказчиков пересматривают свои взгляды в сторону применения спиральновитых труб, уходя от традиционного использования сборных сегментных конструкций.
Именно поэтому, все больше заказчиков пересматривают свои взгляды в сторону применения спиральновитых труб, уходя от традиционного использования сборных сегментных конструкций.











 Шпиндель станка имеет механическое регулирование скорости вращения.
Шпиндель станка имеет механическое регулирование скорости вращения.
 com
[photom] =>
[photob] =>
[photo2m] =>
[photo2b] =>
)
1
com
[photom] =>
[photob] =>
[photo2m] =>
[photo2b] =>
)
1

 03.2021 в 11:50
03.2021 в 11:50
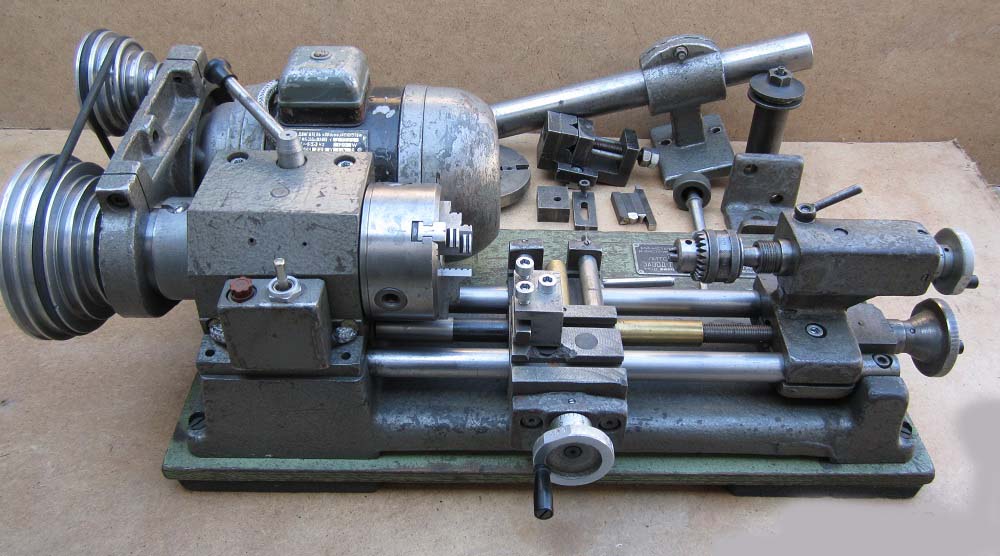 237.187.100
[name] => Вячеслав
[text] => Подскажите размер трехкулачкового патрона.
[answer] => Здравствуйте! Трехкулачковый патрон размера - 125 мм.
[type] => product
[date] => 2021-02-20 12:50:00
[approved] => 1
[phone] =>
[photo] =>
[photo2] =>
[photoOtvet] =>
[photoOtvet2] =>
[email] =>
237.187.100
[name] => Вячеслав
[text] => Подскажите размер трехкулачкового патрона.
[answer] => Здравствуйте! Трехкулачковый патрон размера - 125 мм.
[type] => product
[date] => 2021-02-20 12:50:00
[approved] => 1
[phone] =>
[photo] =>
[photo2] =>
[photoOtvet] =>
[photoOtvet2] =>
[email] => 
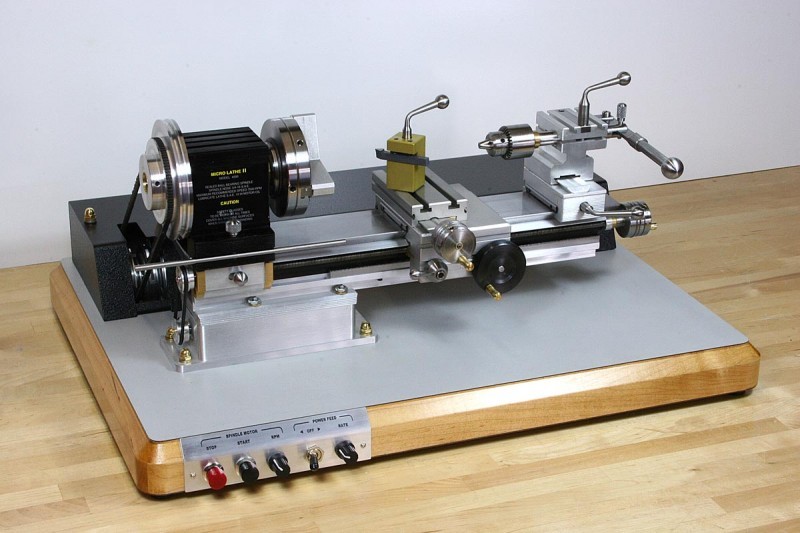 02.2021 в 11:34
02.2021 в 11:34
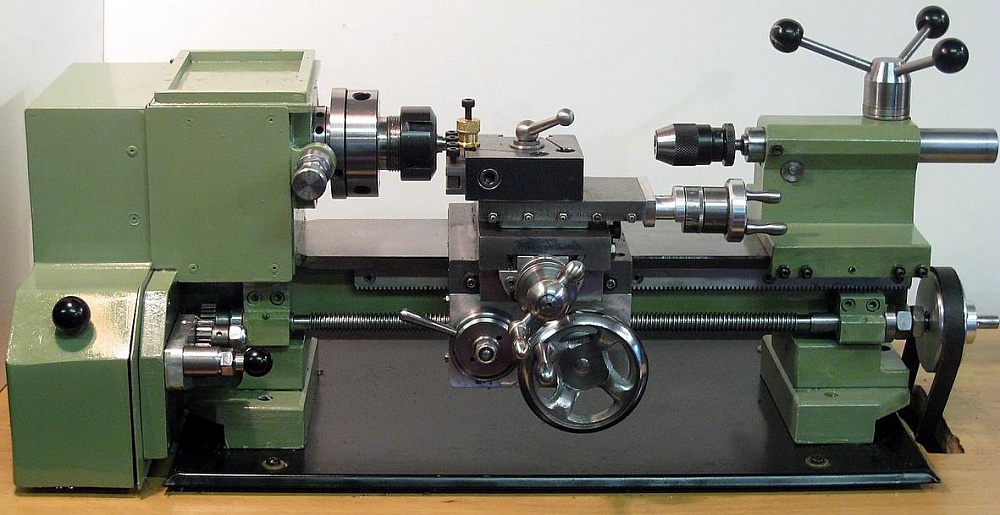 Узнать цену на 29.10.2022
Узнать цену на 29.10.2022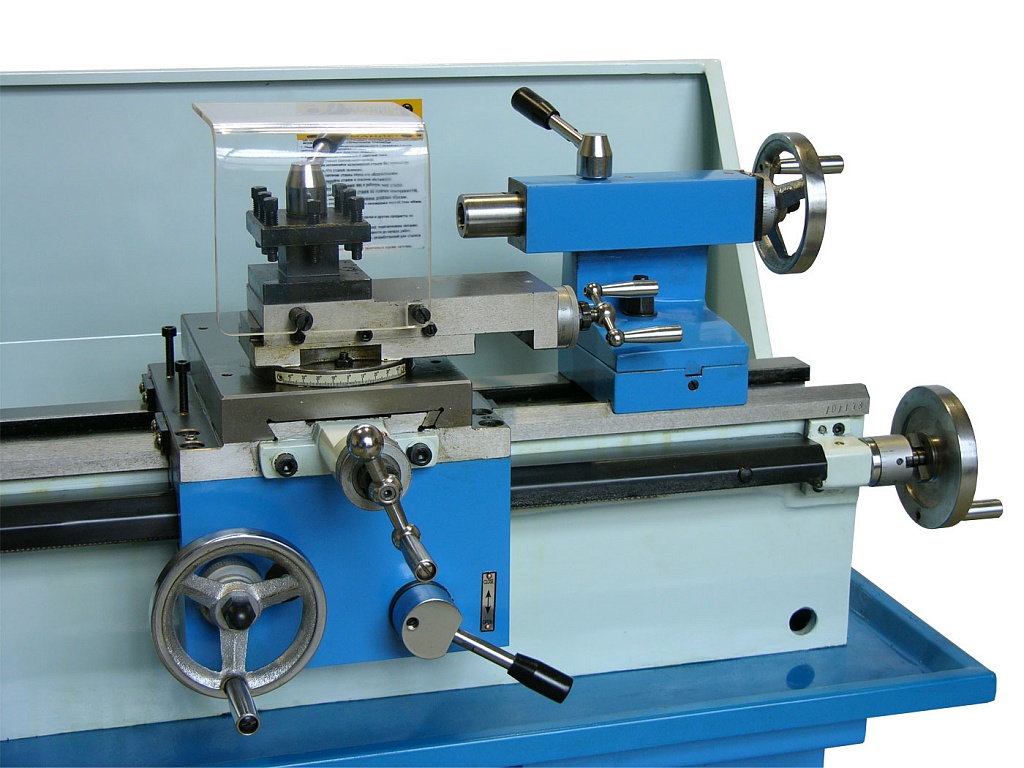
 Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
 Просто распакуйте машину, подключите ее и приступайте к работе.
Просто распакуйте машину, подключите ее и приступайте к работе. с.
с. 00
00 с., 220 В, однофазный двигатель
с., 220 В, однофазный двигатель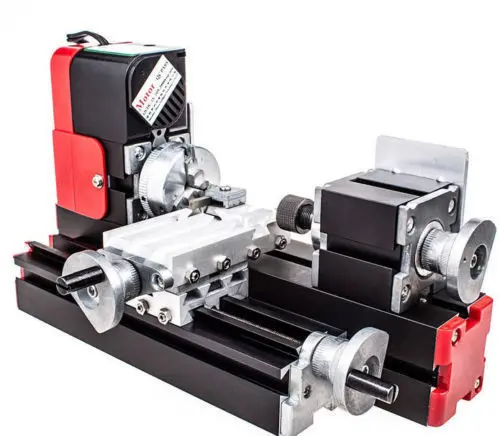 с., 220 В, 3-фазный двигатель
с., 220 В, 3-фазный двигатель с., 220 В, трехфазный двигатель
с., 220 В, трехфазный двигатель Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта.
Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта. Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения.
Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения.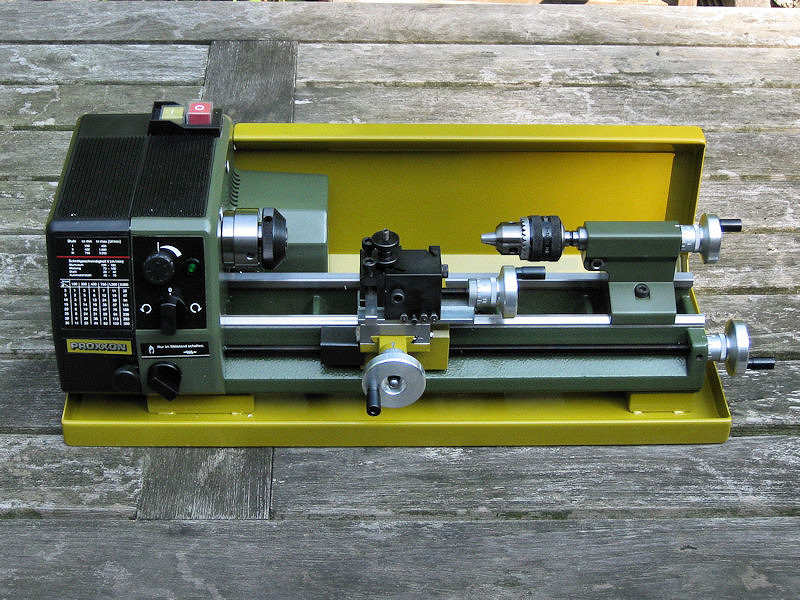 Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!
Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!
 Во избежание брака, слой должен быть средней толщины.
Во избежание брака, слой должен быть средней толщины. Без должной бдительности и сноровки процесс может быть травмоопасным (например, неприятной неожиданностью может стать электрическое напряжение или возгорание лакового покрытия). Да и само качество гравировки может пострадать в результате кустарной обработки. Во избежание этих проблем мы рекомендуем приобрести специальный инструмент- гравер. Он может работать как от сети, так и от встроенного аккумулятора. Как правило, в комплекте идут резцы и буры разной формы. Ими можно выполнять гравировку не только по металлу, но и по пластмассе, дереву, стеклу и иным материалам.
Без должной бдительности и сноровки процесс может быть травмоопасным (например, неприятной неожиданностью может стать электрическое напряжение или возгорание лакового покрытия). Да и само качество гравировки может пострадать в результате кустарной обработки. Во избежание этих проблем мы рекомендуем приобрести специальный инструмент- гравер. Он может работать как от сети, так и от встроенного аккумулятора. Как правило, в комплекте идут резцы и буры разной формы. Ими можно выполнять гравировку не только по металлу, но и по пластмассе, дереву, стеклу и иным материалам. При помощи краски, наносимой по трафарету или вручную. Это самый простой, доступный, но при этом недолговечный вариант.
При помощи краски, наносимой по трафарету или вручную. Это самый простой, доступный, но при этом недолговечный вариант.
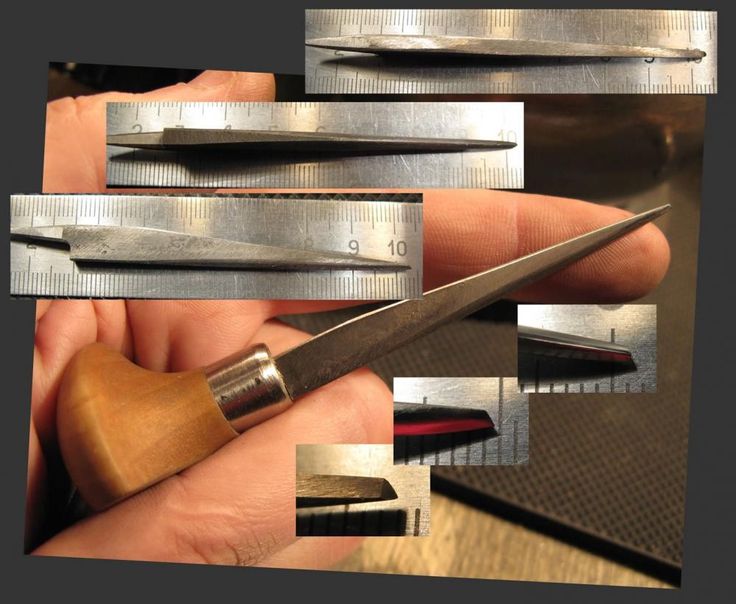 п.;
п.;
 Только после этого трафарет можно закреплять на изделии.
Только после этого трафарет можно закреплять на изделии.
 Сами ножи поставляются очень большой длины, чтобы их можно было обрезать в соответствии с потребностями человека, который их использует. «Хвостовик» (заостренный конец ручки) не такой твердый, как сам инструмент для гравировки ювелирных изделий, и его можно отрезать для создания идеальной длины. Этот грубый конец следует отшлифовать и вставить в деревянную ручку, готовую к использованию в процессе ручной гравировки ювелирных изделий.
Сами ножи поставляются очень большой длины, чтобы их можно было обрезать в соответствии с потребностями человека, который их использует. «Хвостовик» (заостренный конец ручки) не такой твердый, как сам инструмент для гравировки ювелирных изделий, и его можно отрезать для создания идеальной длины. Этот грубый конец следует отшлифовать и вставить в деревянную ручку, готовую к использованию в процессе ручной гравировки ювелирных изделий.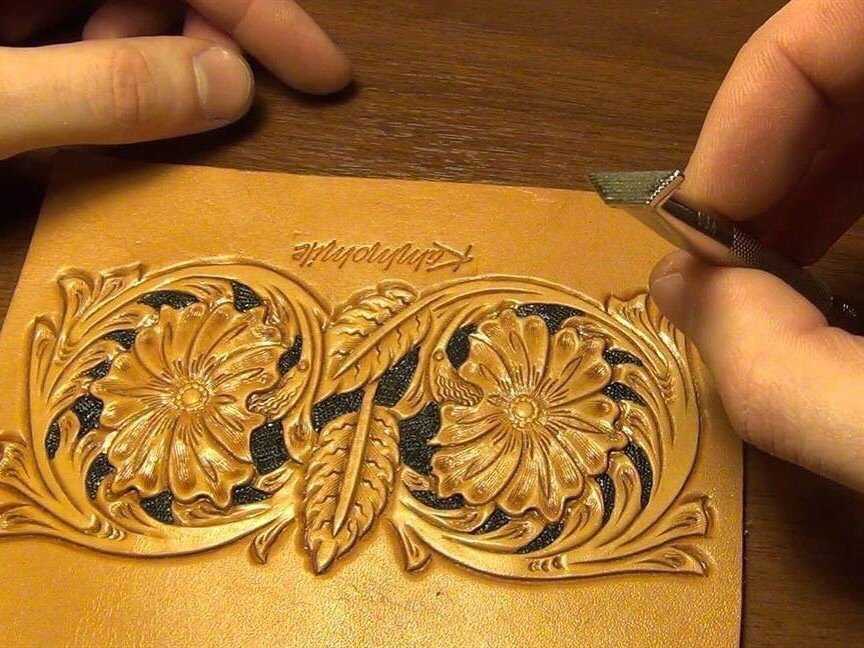
 Вот некоторые из стальных инструментов для ручной гравировки, которые вы можете использовать для обеспечения высококачественной отделки при ручной гравировке металла.
Вот некоторые из стальных инструментов для ручной гравировки, которые вы можете использовать для обеспечения высококачественной отделки при ручной гравировке металла. Они особенно хороши для гравировки на стекле и более мягких металлах, таких как золото и серебро. Если вас интересует этот метод гравировки ювелирных изделий, ознакомьтесь с нашим руководством по борам , чтобы узнать, как использовать различные типы боров, и многое другое.
Они особенно хороши для гравировки на стекле и более мягких металлах, таких как золото и серебро. Если вас интересует этот метод гравировки ювелирных изделий, ознакомьтесь с нашим руководством по борам , чтобы узнать, как использовать различные типы боров, и многое другое. Оказывается… это довольно просто.
Оказывается… это довольно просто. Я носил перчатки, когда использовал его, и пищевую соду, чтобы нейтрализовать его, когда я был готов. Это важные вещи, которые нужно помнить.
Я носил перчатки, когда использовал его, и пищевую соду, чтобы нейтрализовать его, когда я был готов. Это важные вещи, которые нужно помнить.




 Технический алюминий используется для изготовления сплавов, проката и кабельно-проводниковой продукции. Металл высокой чистоты применяют в специальных целях.
Технический алюминий используется для изготовления сплавов, проката и кабельно-проводниковой продукции. Металл высокой чистоты применяют в специальных целях. 

 В состав вторичных пород алюминий входит в виде гидроокисей или гидросиликатов. Однако не каждая алюминийсодержащая порода может быть сырьём для глинозёма – продукта, из которого при помощи метода электролиза получают алюминий.
В состав вторичных пород алюминий входит в виде гидроокисей или гидросиликатов. Однако не каждая алюминийсодержащая порода может быть сырьём для глинозёма – продукта, из которого при помощи метода электролиза получают алюминий.
 Алюминий применяется при производстве взрывчатых веществ. Анодированный алюминий (покрытый окрашенными плёнками из оксида алюминия) применяют для изготовления бижутерии. Также металл используется в электротехнике.
Алюминий применяется при производстве взрывчатых веществ. Анодированный алюминий (покрытый окрашенными плёнками из оксида алюминия) применяют для изготовления бижутерии. Также металл используется в электротехнике.
 Если же в такой посуде готовить, к примеру, кислые щи, то алюминий поступит в еду, и она будет иметь неприятный «металлический» привкус.
Если же в такой посуде готовить, к примеру, кислые щи, то алюминий поступит в еду, и она будет иметь неприятный «металлический» привкус. Кто знаком с основами построения таблицы, то безошибочно определит, что этот элемент — металл. В чистом виде найти алюминий не получится, он находится в виде соединений с другими элементами — полевой шпат, квасцы, бокситы, слюда, корунд. Даже в рубинах и сапфирах есть атомы алюминия.
Кто знаком с основами построения таблицы, то безошибочно определит, что этот элемент — металл. В чистом виде найти алюминий не получится, он находится в виде соединений с другими элементами — полевой шпат, квасцы, бокситы, слюда, корунд. Даже в рубинах и сапфирах есть атомы алюминия.
 С водородом в реакцию металл не вступает. Степень окисления алюминия в соединениях всегда +3, в элементарном состоянии — 0.
С водородом в реакцию металл не вступает. Степень окисления алюминия в соединениях всегда +3, в элементарном состоянии — 0.
 Это минералы шпинель, ганит, герценит, хризоберилл. Сама по себе металюминиевая кислота неустойчива, а вот соли вполне самостоятельные твердые вещества с хорошо выраженными свойствами.
Это минералы шпинель, ганит, герценит, хризоберилл. Сама по себе металюминиевая кислота неустойчива, а вот соли вполне самостоятельные твердые вещества с хорошо выраженными свойствами. Алюминий, с которым мы сталкиваемся в повседневной жизни, обычно представляет собой сплав металла, то есть он был объединен с другим элементом. Когда алюминий соединяется с кислородом, образуется оксид алюминия, который придает металлу коррозионно-стойкие свойства. Вот еще несколько интересных фактов об этом универсальном, широко используемом металлическом элементе.
Алюминий, с которым мы сталкиваемся в повседневной жизни, обычно представляет собой сплав металла, то есть он был объединен с другим элементом. Когда алюминий соединяется с кислородом, образуется оксид алюминия, который придает металлу коррозионно-стойкие свойства. Вот еще несколько интересных фактов об этом универсальном, широко используемом металлическом элементе. По данным Алюминиевой ассоциации, может пройти всего 60 дней, прежде чем алюминий, использованный в банке, вернется на полки продуктовых магазинов в виде новой банки. Это означает, что всего два месяца назад ваша банка диетической колы могла быть Mountain Dew!
По данным Алюминиевой ассоциации, может пройти всего 60 дней, прежде чем алюминий, использованный в банке, вернется на полки продуктовых магазинов в виде новой банки. Это означает, что всего два месяца назад ваша банка диетической колы могла быть Mountain Dew!
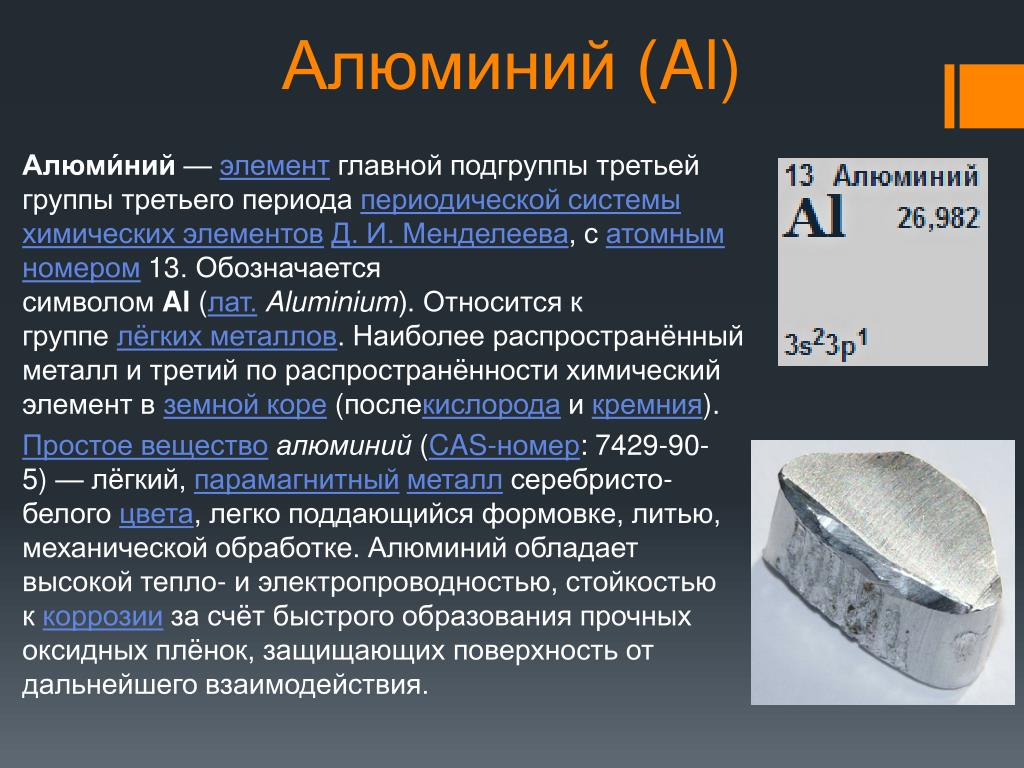 Однако в США предпочтительным названием был алюминий, и когда Американское химическое общество обсуждало этот вопрос в 1925, решил придерживаться алюминия.
Однако в США предпочтительным названием был алюминий, и когда Американское химическое общество обсуждало этот вопрос в 1925, решил придерживаться алюминия. 
 Перед этим расплавленный алюминий должен загустеть, что достигается добавлением волокон из оксида алюминия или карбида кремния. В результате получается твердая пена, которая используется в транспортных туннелях и в космических челноках.
Перед этим расплавленный алюминий должен загустеть, что достигается добавлением волокон из оксида алюминия или карбида кремния. В результате получается твердая пена, которая используется в транспортных туннелях и в космических челноках.
 Водорастворимая форма алюминия вызывает вредное воздействие, эти частицы называются ионами. Обычно они находятся в растворе алюминия в сочетании с другими ионами, например, в виде хлора алюминия.
Водорастворимая форма алюминия вызывает вредное воздействие, эти частицы называются ионами. Обычно они находятся в растворе алюминия в сочетании с другими ионами, например, в виде хлора алюминия. Этот эффект, известный как болезнь Шейвера, осложняется присутствием во вдыхаемом воздухе кремнезема и оксидов железа. Также может быть причастен к болезни Альцгеймера.
Этот эффект, известный как болезнь Шейвера, осложняется присутствием во вдыхаемом воздухе кремнезема и оксидов железа. Также может быть причастен к болезни Альцгеймера.
 71 грн
71 грн Днепр
Днепр 5x50x4мм HRC50 твердосплавная сверло MZG
5x50x4мм HRC50 твердосплавная сверло MZG Внутренний диаметр 50мм; Ширина фрезы 50мм; Ширина вставной пластины 30мм; 16 зубьев. 2,000р. Дисковая Пазовая фреза 150мм по металлу…
Внутренний диаметр 50мм; Ширина фрезы 50мм; Ширина вставной пластины 30мм; 16 зубьев. 2,000р. Дисковая Пазовая фреза 150мм по металлу… Доставка по…
Доставка по… Доставка по…
Доставка по…
 Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы….
Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы…. 11.2022
11.2022 ..
.. 01.2019
01.2019 5-8000pM3-8000pM4-6000pM5-7000pM6 шаг 0.5-9000pM6 шаг 1-7000pM8 шаг 0.75-11000pM8 шаг 1.25-9000pM10-11000pM12-15000pM12 шаг…
5-8000pM3-8000pM4-6000pM5-7000pM6 шаг 0.5-9000pM6 шаг 1-7000pM8 шаг 0.75-11000pM8 шаг 1.25-9000pM10-11000pM12-15000pM12 шаг…

 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
 В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
 Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия.
Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия. ). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).
). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).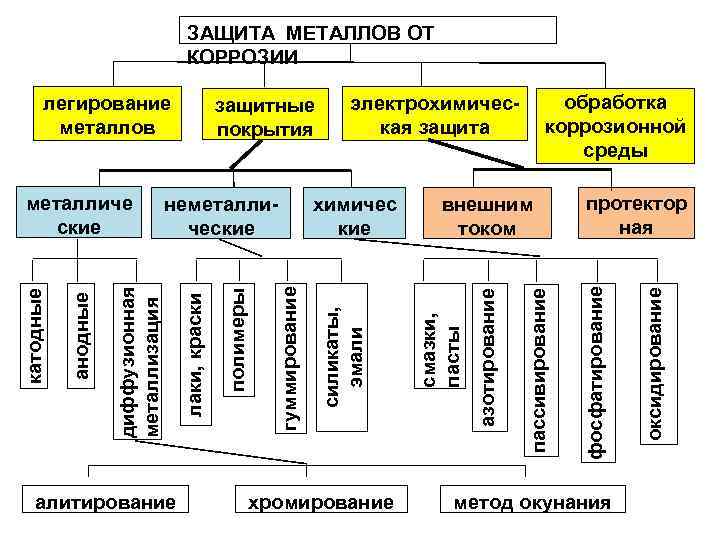

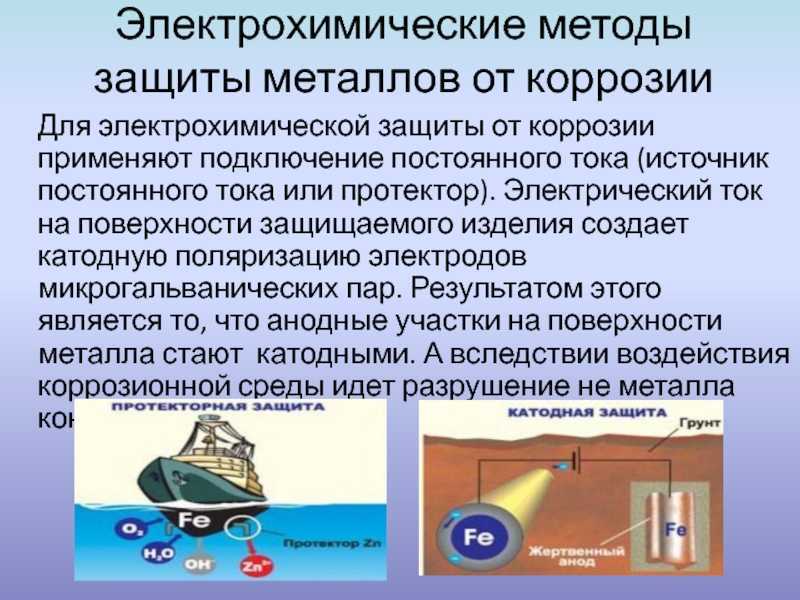

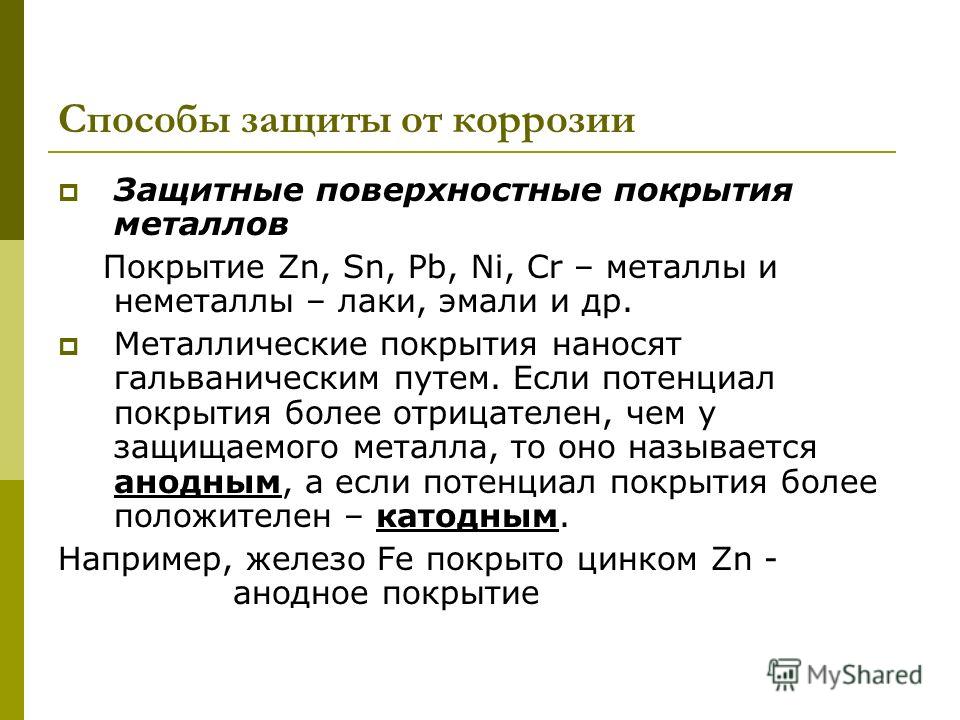 Совместимость материалов между собой указана в подробных описаниях.
Совместимость материалов между собой указана в подробных описаниях.

 В эту категорию попадают четыре основных типа металлов:
В эту категорию попадают четыре основных типа металлов: Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл.
Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл.  Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали.
Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали. 
 Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
 В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым. Он образует клейкий оксидный слой, который является твердым и плотным.
Он образует клейкий оксидный слой, который является твердым и плотным. Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются.
Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются. Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
 Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.

 3 (Сестрорецк)
3 (Сестрорецк) MATRIX
MATRIX для сверление, нарезание резьбы и снятие фаски
для сверление, нарезание резьбы и снятие фаски Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных … Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2 Хитрость заключается не только в знании материалов. Это понимание различных типов сверл, для чего они предназначены и из чего они сделаны.
Хитрость заключается не только в знании материалов. Это понимание различных типов сверл, для чего они предназначены и из чего они сделаны. Вы найдете сверла, классифицированные по их длине, которая определяет глубину, на которую они могут проникнуть. Типичные биты с коротким стержнем представляют собой инструменты с низким проникновением, такие как биты Форстера, используемые для прорезных работ. Биты с более длинным валом включают шнеки, используемые для бурения древесины, и удлинители, используемые для проникновения в углубления.
Вы найдете сверла, классифицированные по их длине, которая определяет глубину, на которую они могут проникнуть. Типичные биты с коротким стержнем представляют собой инструменты с низким проникновением, такие как биты Форстера, используемые для прорезных работ. Биты с более длинным валом включают шнеки, используемые для бурения древесины, и удлинители, используемые для проникновения в углубления. Обычно длина хвостовика меньше длины канавки и свинцовой части.
Обычно длина хвостовика меньше длины канавки и свинцовой части. Крайне важно использовать правильный материал бит, разработанный и предназначенный для материала проекта, с которым вы работаете. Типы сверл по дереву имеют другой состав материала, чем типы сверл по металлу. Существуют также различные материалы, используемые для изготовления типов сверл, используемых для бетона, кирпича или плитки.
Крайне важно использовать правильный материал бит, разработанный и предназначенный для материала проекта, с которым вы работаете. Типы сверл по дереву имеют другой состав материала, чем типы сверл по металлу. Существуют также различные материалы, используемые для изготовления типов сверл, используемых для бетона, кирпича или плитки.
 Цельные твердосплавные насадки хорошо работают с цветными металлами, а также с абразивными поверхностями, такими как стекловолокно.
Цельные твердосплавные насадки хорошо работают с цветными металлами, а также с абразивными поверхностями, такими как стекловолокно. Скорее это блестящая отделка, которую вы видите на большинстве бит, используемых для общей работы по дереву и мягким металлам. Биты с полированной отделкой недороги и долговечны при правильном использовании.
Скорее это блестящая отделка, которую вы видите на большинстве бит, используемых для общей работы по дереву и мягким металлам. Биты с полированной отделкой недороги и долговечны при правильном использовании. Вот обзор наиболее распространенных сверл по дереву, которые вы можете найти на современном рынке:
Вот обзор наиболее распространенных сверл по дереву, которые вы можете найти на современном рынке: Шнеки также имеют наконечник с резьбой на острие, за которым следует острая режущая кромка на лицевой стороне.
Шнеки также имеют наконечник с резьбой на острие, за которым следует острая режущая кромка на лицевой стороне. Эти биты позволяют просверлить отверстие с плоским дном и не оставят случайно сломанной кромки. Сверла Форстнера идеально подходят для неглубокого сверления, например, для установки петель шкафа.
Эти биты позволяют просверлить отверстие с плоским дном и не оставят случайно сломанной кромки. Сверла Форстнера идеально подходят для неглубокого сверления, например, для установки петель шкафа. Они представляют собой конусообразные инструменты, которые имеют пошаговые шаги, начиная от небольшого на конце и постепенно увеличиваясь по мере приближения раструба конуса к хвостовику. Конусные насадки идеально подходят, если вы хотите сделать отверстия разного размера, не меняя фактическую насадку.
Они представляют собой конусообразные инструменты, которые имеют пошаговые шаги, начиная от небольшого на конце и постепенно увеличиваясь по мере приближения раструба конуса к хвостовику. Конусные насадки идеально подходят, если вы хотите сделать отверстия разного размера, не меняя фактическую насадку. В зависимости от вашего проекта вы можете столкнуться с твердыми металлами, такими как нержавеющая сталь, и мягкими металлами, такими как медь, или что-то среднее между ними, включая алюминий, листовую сталь, латунь, бронзу, пружинную сталь, магний и чугун.
В зависимости от вашего проекта вы можете столкнуться с твердыми металлами, такими как нержавеющая сталь, и мягкими металлами, такими как медь, или что-то среднее между ними, включая алюминий, листовую сталь, латунь, бронзу, пружинную сталь, магний и чугун. Однако кобальтовые или карбидные сверла у слесарей гораздо чаще, чем у столяров. Они также с большей вероятностью будут использовать биты с покрытием.
Однако кобальтовые или карбидные сверла у слесарей гораздо чаще, чем у столяров. Они также с большей вероятностью будут использовать биты с покрытием. Размеры хвостовика обычно включают размеры 1/4 дюйма и 3/8 дюйма и широко доступны во многих композициях.
Размеры хвостовика обычно включают размеры 1/4 дюйма и 3/8 дюйма и широко доступны во многих композициях. Популярные бетонные изделия заливаются или заливаются на место, как вы найдете в фундаменте или патио, сборных кирпичных блоках, кровельной черепице, цементно-волокнистых плитах и искусственном камне. Любой или все из этих продуктов могут потребовать сверления.
Популярные бетонные изделия заливаются или заливаются на место, как вы найдете в фундаменте или патио, сборных кирпичных блоках, кровельной черепице, цементно-волокнистых плитах и искусственном камне. Любой или все из этих продуктов могут потребовать сверления. Вместо этого большинство битов для каменной кладки покрыты антикоррозийным покрытием, таким как черный оксид. Вы также должны приобрести биты для каменной кладки с твердосплавной поверхностью и конструкцией, совместимой с молотком или SDS.
Вместо этого большинство битов для каменной кладки покрыты антикоррозийным покрытием, таким как черный оксид. Вы также должны приобрести биты для каменной кладки с твердосплавной поверхностью и конструкцией, совместимой с молотком или SDS.

 Вы должны выбрать насадку, которую производитель оценивает как подходящую для типа плитки, с которой вы работаете. Помимо правильного диаметра отверстия, которое вам нужно, вы должны убедиться, что передняя кромка сверла входит в плитку и не разрушает ее.
Вы должны выбрать насадку, которую производитель оценивает как подходящую для типа плитки, с которой вы работаете. Помимо правильного диаметра отверстия, которое вам нужно, вы должны убедиться, что передняя кромка сверла входит в плитку и не разрушает ее. Мы особенно гордимся нашим широким выбором сверл и принадлежностей для сверления, которые охватывают широкий спектр материалов и проектов.
Мы особенно гордимся нашим широким выбором сверл и принадлежностей для сверления, которые охватывают широкий спектр материалов и проектов. compare
compare Сравните
Сравните Сравните
Сравните
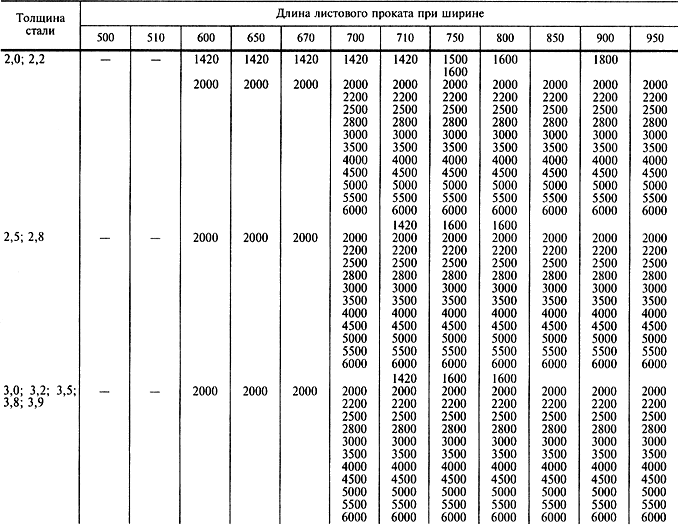 ; размер 1,25 × 2,5м. Ширина: 2500мм, Толщина: 3мм
; размер 1,25 × 2,5м. Ширина: 2500мм, Толщина: 3мм ; размер 1,0 × 4м. Ширина: 4000мм, Толщина: 3мм
; размер 1,0 × 4м. Ширина: 4000мм, Толщина: 3мм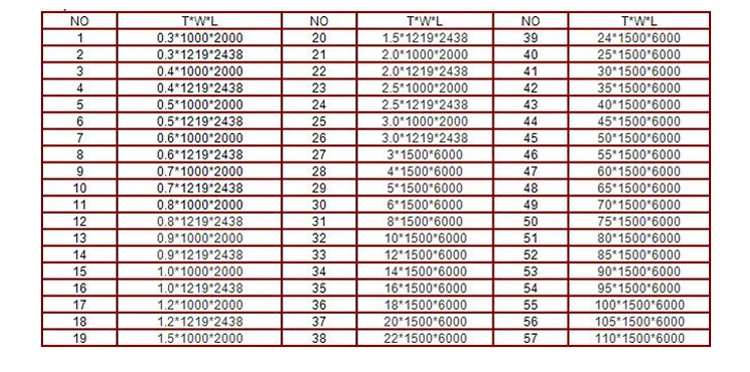 products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»>
products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»>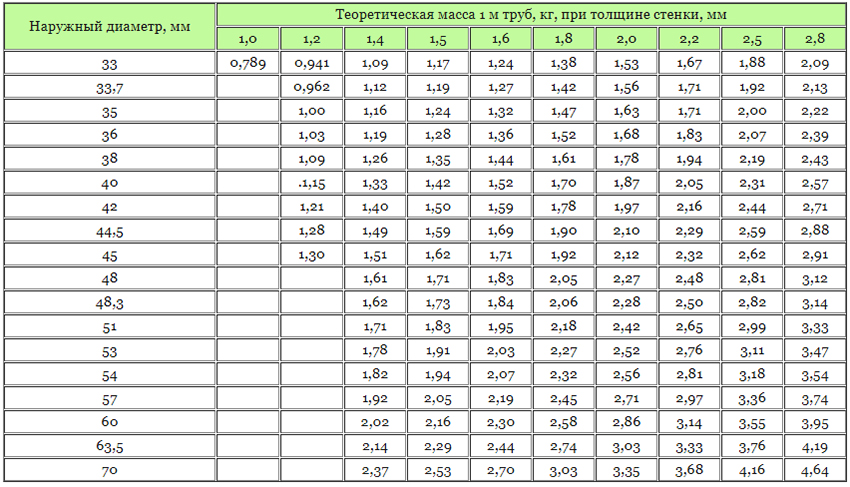 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>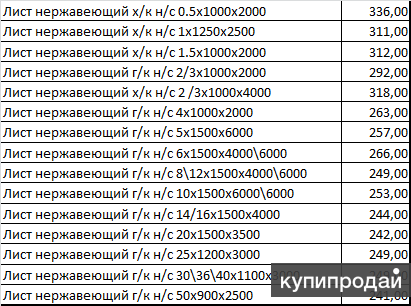 org/Offer»>
org/Offer»>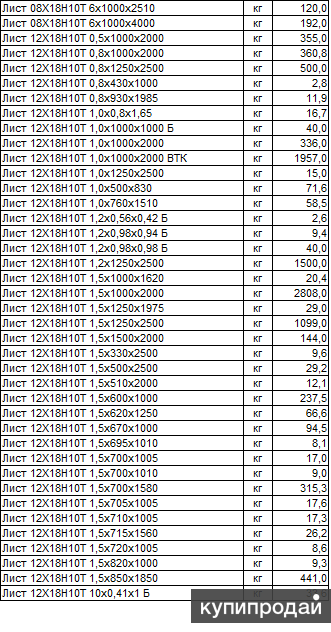 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>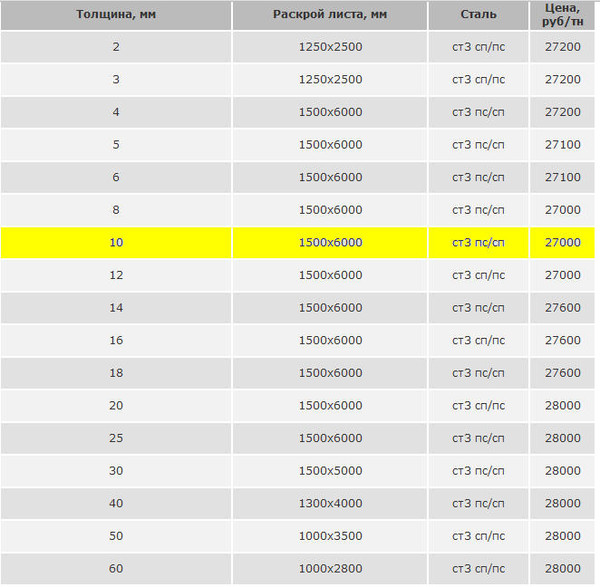 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>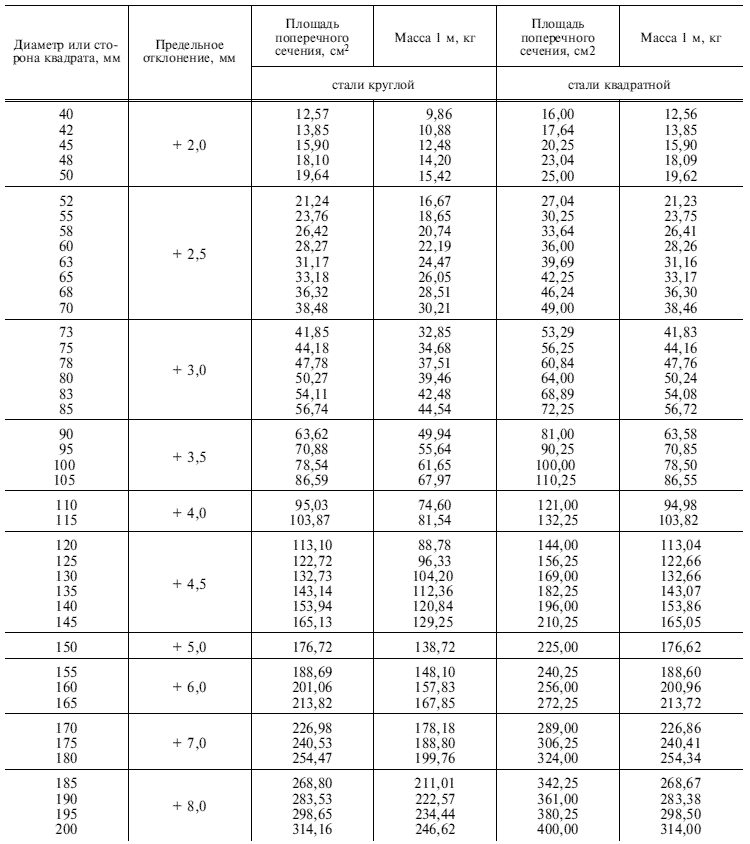 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>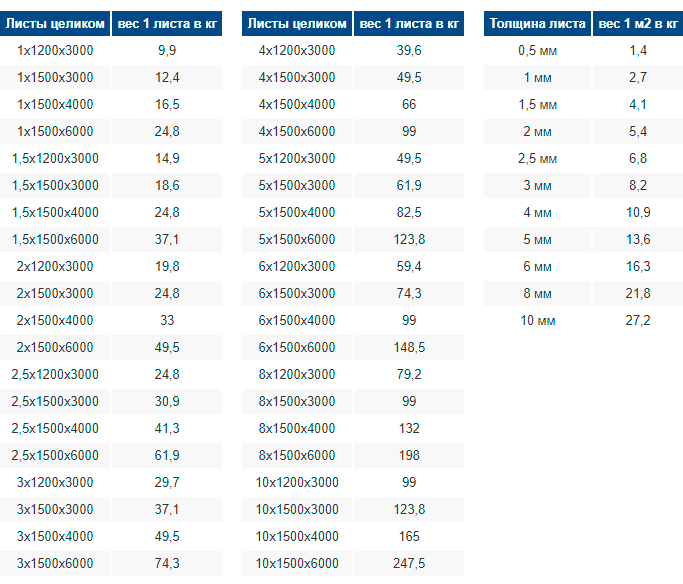 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022
 На платформах с учетом регистра e xample и E xample не совпадают.
На платформах с учетом регистра e xample и E xample не совпадают.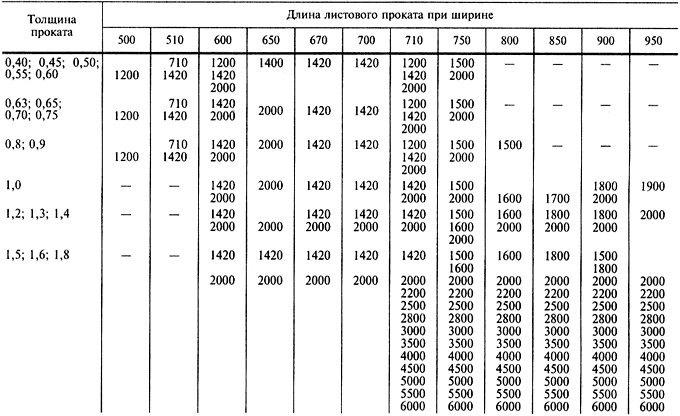 На платформах с учетом регистра символов PNG и png не совпадают.
На платформах с учетом регистра символов PNG и png не совпадают.
 htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.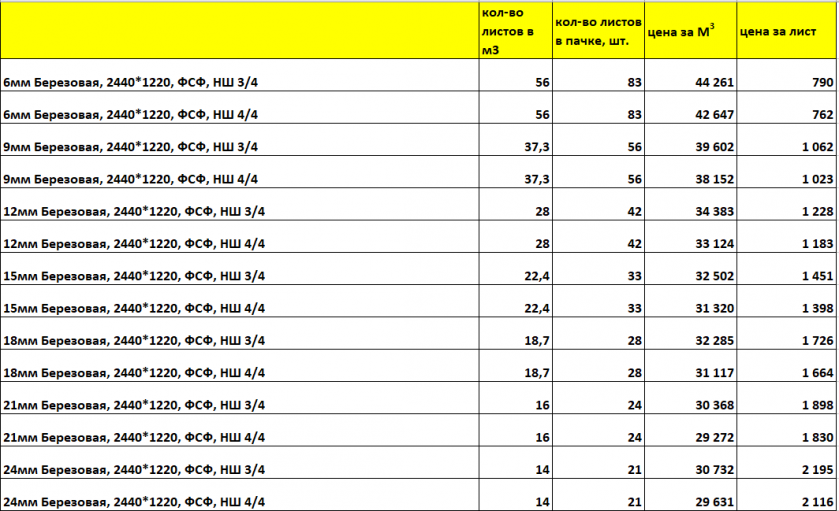
 Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.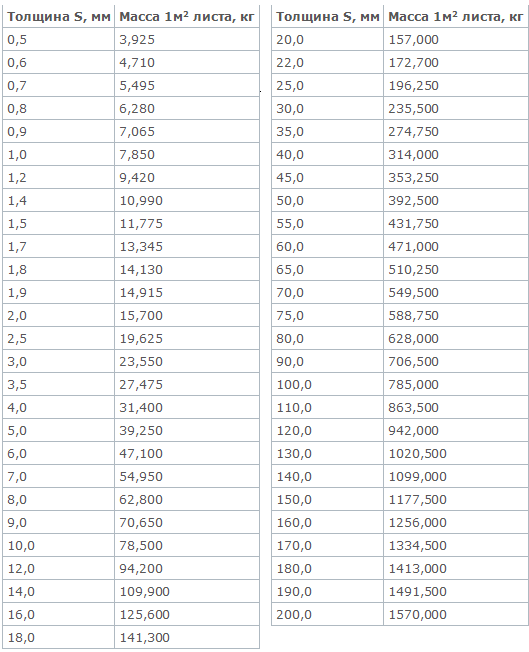
 Некоторыми из наших наиболее распространенных типов продуктов являются конусы, полусферы и крышки резервуаров.
Некоторыми из наших наиболее распространенных типов продуктов являются конусы, полусферы и крышки резервуаров. Алюминий не ржавеет. С алюминием нет краски или покрытия, которое может стираться или стираться. Сталь или «углеродистая сталь» в мире металлов (в отличие от нержавеющей стали) обычно необходимо красить или обрабатывать после прядения, чтобы защитить ее от ржавчины и коррозии, особенно если стальная деталь будет работать во влажной, влажной или абразивной среде. Окружающая среда.
Алюминий не ржавеет. С алюминием нет краски или покрытия, которое может стираться или стираться. Сталь или «углеродистая сталь» в мире металлов (в отличие от нержавеющей стали) обычно необходимо красить или обрабатывать после прядения, чтобы защитить ее от ржавчины и коррозии, особенно если стальная деталь будет работать во влажной, влажной или абразивной среде. Окружающая среда. Большинство прядильных сплавов и сплавов алюминия легче вмятины, вмятины или царапины по сравнению со сталью. Сталь прочна и с меньшей вероятностью деформируется, деформируется или изгибается под действием веса, силы или тепла. Тем не менее, компромисс прочности стали заключается в том, что сталь намного тяжелее/намного плотнее, чем алюминий. Сталь обычно в 2,5 раза плотнее алюминия.
Большинство прядильных сплавов и сплавов алюминия легче вмятины, вмятины или царапины по сравнению со сталью. Сталь прочна и с меньшей вероятностью деформируется, деформируется или изгибается под действием веса, силы или тепла. Тем не менее, компромисс прочности стали заключается в том, что сталь намного тяжелее/намного плотнее, чем алюминий. Сталь обычно в 2,5 раза плотнее алюминия.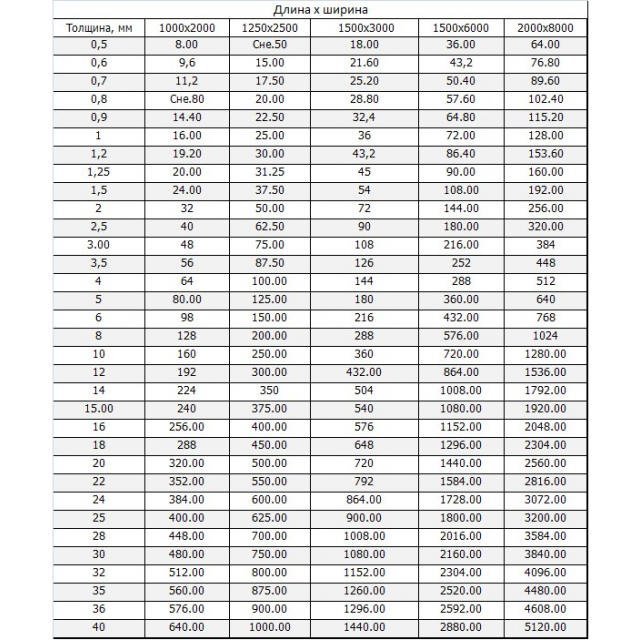

 Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
 При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
 Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
 Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
 Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
 Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
 Часть 2
Часть 2 В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации.
В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации. Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть.
Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть. Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем.
Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем. Поверхность активирована и готова к серебрению.
Поверхность активирована и готова к серебрению.
 Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе.
Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе. Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки.
Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки. Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.
Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.


 Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией.
Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией. Попробуйте один кусок с другим покрытием.
Попробуйте один кусок с другим покрытием. Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.
Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.  См. наш TIP по растворителям.
См. наш TIP по растворителям.
 Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков:
Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков: Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
 Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой.
Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой. Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью.
Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью. Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до
Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до



 Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки. После чего для соединения элементов используют один из таких методов:
После чего для соединения элементов используют один из таких методов: По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.



 Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно. И только поле этого можно приступать к формированию сплошного шва.
И только поле этого можно приступать к формированию сплошного шва.

 Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Для этого можно использовать шлифмашинку или ручные абразивные материалы.
 Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.

 Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа.
Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа. youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.
youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.


 Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?