В первой части нашей статьи мы рассказали о видах ржавчины и причинах её появления. Теперь стоит рассмотреть варианты «борьбы» с ней.
Что ускоряет разрушение металла? Окружающая среда, загрязненная факторами технического прогресса, воздействует на металл разрушая его. Полностью исключить это влияние невозможно, но можно найти способы замедляющие процесс ржавления.
Выделяют три основные группы способов, способные замедлить скорость разрушения металла:
Конструкционный
Активный
Пассивный
Конструкционный
Первоначально, на что стоит обратить внимание — внутренняя защита: химический состав и структура металла. Добавление таких примесей как никель, титан, при производстве стали, повышает ее коррозионную стойкость. Такой процесс называется легирование. При добавлении хрома, на поверхности металла образуется оксидная пленка, переводящая металл в пассивное состояние.
Ещё один вид легированной стали — кортен, на взгляд кажется бронзой, хотя на поверку — она просто ржавая — после образования слоя ржавчины, её окисная пленка больше не размывается водой и процесс разрушение останавливается. При добавлении меди в состав металлического сплава, стойкость к коррозии повышается в несколько раз.
Активный
Метод, при котором изменяют потенциал электрического поля на поверхности металла. Такая защита ещё называется электрохимической. Этот метод можно разделить на две большие группы: катодную защиту и анодную.
При катодной защите изменение потенциала достигается путем подключения защищаемого объекта к источнику тока. При этом изделие будет выполнять функцию катода, а анодом будут служить вспомогательные инертные электроды. Их ещё называют «жертвенные» аноды. Они состоят из более активного материала, который будет разрушаться, тем самым защищая наше изделие.
Анодная защита основана по тому же принципу, что и катодная. Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается.
Электрохимический способ применяется в тех случаях, когда нет возможности обновить защитное покрытие (металлическое, лакокрасочное). К примеру — в подземных трубопроводах или на днищах морских судов, на буровых платформах и крупных свайных фундаментах.
Пассивный
К методу относятся такие мероприятия как обработка жиром, маслом, различными металлами и другими материалами. Для удобства, разделим их на металлические и неметаллические покрытия.
Защита неметаллическими покрытиями
Лакокрасочные и полимерные материалы образуют защитный слой на поверхности металла, тем самым исключая возможность контакта с водой и агрессивными средами. Удобство ЛКМ заключается в том, что процесс покраски довольно прост и экономичен. В случае повреждения покрытия, его всегда можно «подкрасить» прямо на месте.
В роли защитных покрытий могут выступать полимеры — эпоксидные смолы, поливинилхлорид, полиэтилен.
Виды красок и способы их нанесения мы рассмотрим подробнее в следующей статье.
Защита железа покрытиями из металлов
Среди металлических покрытий можно выделить два типа: протекторные (цинком, алюминием и кадмием) и коррозиестойкие (покрытие серебром, медью, никелем, хромом и свинцом). Так, первая группа металлов имеет большую электроотрицательность по отношению к железу, вторая — электроположительность.
Большой популярностью пользуется оловянное покрытие и оцинковка, поскольку технология нанесения довольно проста. Более эффективным решением будет алюминиевое покрытие, обладающее большей устойчивостью к агрессивным веществам.
Важной деталью при использовании пассивных методов является то, что защита от коррозии на 80 % зависит от правильной подготовки металла, и на 20 % от качества применяемых материалов и способа их нанесения.
Легкое и быстрое средство предварительной подготовки поверхности — механическая абразивная обработка. Более затратным способом является лазерная очистка, работающая с помощью импульсов, удаляющих грязь, окислы и другие загрязнения. Самый распространенный вариант очистки — химический.
Дополнительные возможности защиты
Напоследок, стоит упомянуть ещё об одном аспекте. Все это время мы рассматривали возможности защиты металла от окружающей среды, но не учитывали тот факт, что агрессивность среды тоже можно понизить.
От электрохимического разрушения металла можно защититься применяя неметаллические ингибиторы. Необходимо минимизировать количество элементов вызывающих электрохимическую реакцию. На практике такими действиями будет снижение кислотности почв, изменения состава водных сред, непосредственно контактирующих с металлом. К примеру, в электроэнергетике практикуется очищение воды от хлоридов. Для уменьшения коррозии некоторых металлических изделий (из меди, латуни, цинка и др. ) из жидкостей удаляют кислород и диоксид углерода.
Как и чем можно защитить металл от коррозии
Люди используют множество различных материалов, список которых будет иметь огромную длину. Металлы относятся к наиболее распространенным материалам, которые используются повсеместно и для разных целей. Металлов также существует огромное количество (если считать сплавы), у всех у них есть как свои плюсы, так и минусы. Одним из главных минусов является коррозия, которая разрушает металлы. Мы называем это «ржавлением». И в этой статье мы подробно поговорим о причинах коррозии, о том, какие металлы подвержены ей больше всего и самое главное — как их защитить от этого. А если не хотите читать теорию, то переходите сразу в третий раздел нашего материала.
Коротко о коррозии
Мы не будем подробно вдаваться в химические процессы, но некоторые основные моменты знать стоит. В том числе и мифы. Во-первых, стоит сказать, что собственно коррозии подвержены прежде всего черные металлы: сталь, чугун, железо. Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
Любой тип коррозии происходит из-за определенных химических реакций, а взаимодействовать между собой могут разные вещества. Какие-то металлы или сплавы будут активно ржаветь в воде, другие на воздухе, для третьих требуется кислая среда, четвертые разрушаются в среде электролитов (это называется электрохимической ржавчиной). И это далеко не все варианты, но по понятным причинам нас интересует как защитить металлы в привычных для нас условиях, где они контактируют с водой или воздухом.
Также каждый металл имеет свои особенности. Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
Типы защиты от появления ржавчины (о чем мы подробно поговорим дальше) бывают разные. Есть как фундаментальные (добавление различных материалов), так и такие, которые со временем могут пропасть (защитные покрытия). Второй вариант чаще всего дешевле, поэтому и применяется чаще. И именно поэтому зачастую и возникает вопрос, как и чем защитить изделие из металла от коррозии при том, что защитный слой уже поврежден. Ничего сложного (и дорого здесь нет), главное действовать быстро и не ждать, пока ржавчина проникнет вглубь металла.
Способы защиты от коррозии
Способы защиты можно разделить на две большие группы: промышленные и бытовые. Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
Пассивация металлов. При этом способе металл (или его поверхность) переводят в состояние, которое препятствует появлению коррозии (оно называется неактивным или пассивным). Чаще всего это делают с помощью добавления легирующих присадок, таких как хром, никель и т.д. Например, во всем известную нержавеющую сталь добавляется хром.
Нанесение защитных лакокрасочных покрытий, которые препятствуют контакту металла с внешней средой. Это, пожалуй, один из самых распространенных способов в виду своей дешевизны и простоты. Минус в том, что при повреждении лакокрасочного покрытия, металл начнет ржаветь.
Защитное покрытие может быть в виде слоя другого металла, который устойчив к коррозии не вступает в реакцию с другим металлом. Такое покрытие будет надежнее, но и стоимость станет выше.
Это основные промышленные способы, но существует и множество других, которые применяются реже: термообработка, фаолитирование, ингибирование, изменение окружающей среды и т.д.
Бытовые же способы по большей части представляют собой различные защитные покрытия. Это могут быть как лакокрасочные материалы, так и специальные антикоррозийные средства. Здесь есть просто огромное разнообразие и об этом мы подробно поговорим ниже. Существуют даже преобразователи ржавчины, которые наносят на уже поврежденные участки металлической детали. Они способы частично восстановить поврежденный участок, но степень восстановления зависит от уровня повреждений.
Бытовые антикоррозийные средства
Сегодня существует довольно много антикоррозийных составов, которые могут очень сильно отличаться по своей цене. Разница в стоимости объясняется прежде всего их долговечностью, надежностью и другими свойствами, которые обусловлены химическим составом. Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
Классифицируют их по разному, например, краски делят по типу связывающей основы, где выделяют алкидные, эпоксидные и акриловые. Также они разделяются на две большие группы: обычные и термостойкие, которые способны выдерживать высокие температуры и не терять свои свойств. Также у них есть и другие параметры, такие как скорость высыхания, срок службы и т.д. Помимо красок можно выделить следующие группы антикоррозийных средств:
Пасты и смазки, которые производят на основе минеральных масел с добавлением воска или парафина. В зависимости от типа металла в них могут добавлять и другие вещества, например, в смазки для изделий из стали добавляют щелочь. Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.
Резиновые защитные антикоррозийные покрытия можно отнести как к промышленным, так и к бытовым. Суть в нанесении покрытия из эбонита или резины, которое может иметь совершенно разные характеристики. Например, широкий температурный диапазон эксплуатации, ее способность выдерживать нагрузки разных видов (растягивающие, ударные и т.д.), мягкость. Чаще всего подобные антикоррозийные покрытия делают еще на этапе производства.
Полимерные покрытия это достаточно большой класс, который сделан на основе полиэтилена, поливинилхлорида и других синтетических материалов. Как и в предыдущем случае, этот вариант используется чаще всего при производстве, но есть и бытовое применение.
В быту чаще всего приходится использовать лакокрасочные средства. Самыми распространенными являются алкидные эмали, в том числе и отечественного производства. Но сегодня подобные антикоррозийные составы выпускают даже в спреях, что является одним из самых удобных вариантов с точки зрения эксплуатации. Их легко наносить, можно создать равномерный слой и защитить даже самые труднодоступные местах.
Также стоит отметить, что для действительно надежной защиты используют не только собственно защитные покрытия, но и грунтовку, которая проникает в структуру металла и обеспечивает более внушительную защиту. Про них вы можете прочитать в этом материале, здесь же скажем, что использование грунтовок это всегда дополнительные расходы (а хорошие стоят дорого), но если нужно действительно надежно защитить металл, то их использование можно считать обязательным. Есть и средства для удаления ржавчины.
Популярные вопросы
В заключение ответим на несколько распространенных вопросов, которые чаще всего задают по теме защиты металла от коррозии.
В чем разница между горячим и холодным цинкованием?
Разница в самом процессе. С точки зрения потребителя принципиальной разницы нет, оба варианта будут хорошей защитой от ржавчины. Также заметим, что изделия, которые защитили с помощью холодного цинкования являются ремонтопригодными, кроме того, данный метод можно использовать не только на производстве.
От чего зависит срок защиты металла?
Факторов здесь много. Во-первых, это само защитное покрытие, во-вторых, его устойчивость к внешним воздействием. Любопытно, что в разных случаях наиболее важными могут быть разные факторы. Большинство лакокрасочных покрытий являются самыми недолговечными, срок защиты обычно от 3 до 5 лет.
Что такое патина и является ли она коррозией?
Патина — это пленка, которая образуется на поверхности изделий из меди или ее сплавов. Ее появление не относится к коррозийным покрытиям, наоборот, это получается своего рода защитный слой, который со временем образуется от естественных причин.
Возможно ли остановить процесс коррозии?
Это возможно при помощи специальных составов, о которых мы писали выше. Но, конечно, все зависит от степени ржавления металла, если все слишком запущенно, то уже никакие средства не помогут. Это не значит, что это изделия нельзя использовать, все зависит от того, где его применяют. И это не значит, что если металл уже подвергся коррозии, то его не нужно защищать.
А чем красить ржавый металл?
Средств существует очень много, про них можно даже отдельную статью написать, но если коротко, то можно использовать лакокрасочные материалы, которые содержат в своем составе преобразователи ржавчины.
Что лучше, отечественные средства или импортные?
Однозначно ответить нельзя, все зависит от конкретного средства, его состава и т.д. Разумеется, покупая продукцию известных брендов (вроде Weicon) вы гарантированно получите хороший результат, но за это придется заплатить больше. Но и это не значит, что более дешевые средства будут работать хуже.
Как предотвратить появление ржавчины на металлических перилах, мебели и других конструкциях — Боб Вила
Фото: istockphoto.com найти металл. Мебель для патио, грили для барбекю, поручни, заборы и ворота — это лишь некоторые из металлических деталей, характерных для помещений за пределами наших входных дверей. Благодаря заслуженной репутации металла в отношении долговечности, мы не часто задумываемся о требованиях по уходу за материалом. Но когда дело доходит до предотвращения ржавчины — смертельного врага металла — домовладельцы должны время от времени вмешиваться, чтобы гарантировать, что их металлические изделия для улицы будут выглядеть и работать наилучшим образом. Следуйте этим простым рекомендациям, чтобы железо, сталь и другие металлы прослужили как можно дольше.
Коррозионно-стойкие и антикоррозийные металлы
Поскольку железо является ключевым компонентом ржавчины, только металлы, содержащие железо, такие как чугун и сталь, вызывают коррозию. Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.
Ржавчина возникает, когда железо вступает в реакцию с кислородом воздуха и водой с образованием соединения, называемого оксидом железа. Как и железо, медь реагирует на воду и воздух, вызывая химическую реакцию, в результате которой на внешней стороне металла образуется зеленый налет. На самом деле именно содержание меди в стерлинговом серебре вызывает его потускнение, а в латуни — зеленоватый оттенок.
Хотя реакции схожи, воздействие на металл совершенно разное. В то время как ржавчина разрушительна, ослабляет и в конечном итоге разрушает металл, зеленый налет, который образуется на меди, служит щитом, защищающим металл под ней от элементов.
Коррозионно-активные металлы
Коррозионно-активные металлы — это те металлы, которые легко теряют электроны в сочетании с элементом, который их поглощает. Например, железо легко отдает электроны кислороду, когда оба вступают в контакт с водой, создавая ржавчину.
Реклама
Железо
Сталь
Антикоррозийные металлы
Один из способов предотвращения грилей, наклоняющихся, ограждающих, и вождей из-за того, что они используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют эти коррозионностойкий.
Нержавеющая сталь: Нержавеющая сталь представляет собой сплав элементов, который включает в основном железо и не менее 18 процентов хрома. В то время как железо в сплаве восприимчиво к ржавчине, хром создает защитный слой вокруг поверхности металла, который противостоит коррозии, не позволяя кислороду и воде достигать железа под ним.
Алюминий: Алюминий является популярным материалом для автомобилей не только потому, что он легкий, но и потому, что он устойчив к коррозии. Алюминий, представляющий собой сплав, содержит очень мало железа, являющегося ключевым компонентом образования ржавчины. Когда алюминий подвергается воздействию воды, он создает на металле пленку оксида алюминия, которая защищает металл под ним от коррозии.
Оцинкованная сталь: Оцинкованная сталь состоит из углеродистой стали с тонким слоем цинка поверх нее. Цинковое покрытие защищает сталь, предотвращая попадание на нее воды и кислорода. Однако защита обычно носит временный характер. Слой цинка со временем стирается, в результате чего сталь под ним в конечном итоге ржавеет.
Медь или латунь: Не всякая коррозия плоха. Хотя ржавчина разрушает железо, на самом деле она помогает сохранить медь. Медь становится ярко-зеленой при контакте с водой, кислородом и углекислым газом, а этот процесс занимает годы. Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий.
Фото: istockphoto.com
Как защитить металл от ржавчины
Хотя выбор антикоррозийных металлов является одним из способов избежать ржавчины, эта стратегия не всегда возможна. Есть причина, по которой у нас есть Человек из стали и Железный человек, а не супергерои с именами Алюминиевый или Медный человек: железо и сталь гораздо более прочные металлы. После использования самодельного средства для удаления ржавчины попробуйте один из приведенных ниже способов.
1. Выбирайте металлы с покрытием.
После того, как осадки и суровые погодные условия сговорились и разрушили покрытие на металле, появление ржавчины является лишь вопросом времени. Разумный выбор металлов — лучшая профилактика. Вы получите наибольшую долговечность от продуктов с запеченной эмалью или поверхностями с порошковым покрытием. По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла.
2. Оцинковать металл.
Одним из способов защиты стали и железа от ржавчины является покрытие их металлом, устойчивым к ржавчине: цинком. Оцинкованные гвозди и листовой металл, которые вы найдете в магазине товаров для дома, покрыты расплавленным цинком, что делает их пригодными для использования вне помещений. Эти изделия изготавливаются путем погружения стали в расплавленный цинк. Хотя у большинства домашних мастеров нет средств для нагрева цинка до 800 градусов, необходимых для его плавления, есть более простой способ.
Составы для холодного цинкования поставляются в аэрозольных баллончиках и продаются в большинстве магазинов товаров для дома. Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор.
Реклама
3. Используйте технику воронения.
Одним из способов защиты стали от ржавчины является использование метода, известного как воронение, процесса, обычно используемого владельцами оружия для предотвращения коррозии. Этот процесс окисляет поверхность стали, создавая защитный слой, предотвращающий образование на ней ржавчины.
Наиболее распространенными методами являются холодное воронение и горячее воронение. Горячее воронение — это сложный метод, требующий нагревания металла в смеси химических веществ. Холодное воронение намного проще и включает в себя использование заранее приготовленного раствора для воронения, который втирают в металл для создания покрытия. Этот метод идеально подходит для защиты небольших предметов, таких как инструменты и столовые приборы, и работает с любым железным металлом или сплавом, за исключением нержавеющей стали. Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину.
Фото: istockphoto.com
4. Защитите свою металлическую мебель, поддерживая ее в чистоте и порядке.
Металлическая уличная мебель имеет свои особенности. Чтобы ваша мебель прослужила долго, возьмите в привычку выполнять эти простые процедуры:
Какая разница в чистоте! Не реже двух раз в год тщательно осматривайте металлические столы и стулья. Использование смеси теплой воды и жидкого моющего средства для удаления ржавчины должно помочь. Нанесите раствор губкой; возьмите старую зубную щетку, чтобы почистить труднодоступные места. Используйте шланг, чтобы смыть все следы моющего средства, затем высушите металл тряпкой; в теплый день оставьте сушиться на солнце.
Старайтесь не повредить металлическое покрытие. Простое действие, такое как звяканье двух металлических поверхностей, может привести к поломке одной или обеих частей, а перетаскивание ножки стула или стола может привести к царапинам, которые оставят мебель уязвимой для ржавчины. Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга.
Кроме того, если вы живете где-то с муссонным летом, суровой зимой или другими суровыми погодными условиями, подумайте о том, чтобы занести свою уличную металлическую мебель в помещение, будь то краткосрочное укрытие, когда угрожает сильный шторм, или на весь сезон впадает в спячку при понижении температуры. Нет места для хранения в подвале, подвале или сарае? Разумная альтернатива – обтянуть мебель воздухопроницаемой тканью на время непогоды.
Объявление
5. Ремонтируйте, как только обнаружите ржавчину.
Несмотря на все ваши усилия, металл на вашем участке может начать проявлять признаки износа. Не ждите, пока небольшая проблема перерастет в более серьезную. Когда вы обнаружите небольшое пятно ржавчины, тщательно очистите область (как описано выше), за исключением того, что в процедуру добавьте мелкозернистую наждачную бумагу. Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.
6. При необходимости зачистить металл и полностью отполировать.
Более обширные повреждения металла требуют больше времени и усилий и могут потребовать повторной обработки металла. Здесь важна подготовка. Прежде чем вы сможете начать ремонтный проект, вы должны перейти к голому металлу. Это гораздо легче сказать, чем сделать. Используйте проволочную щетку — или, чтобы ускорить и облегчить работу, используйте насадку с проволочным колесом на дрели — и соскребите старое покрытие. Обратите особое внимание на любые щели или завитки, которые могут быть частью дизайна. После того, как вы закончите соскабливать, протрите металл влажной тканью (или промойте его из шланга), затем подождите, пока все высохнет, прежде чем наносить грунтовку по металлу и краску по металлу.
Фото: istockphoto.com
Часто задаваемые вопросы о предотвращении образования ржавчины
Если у вас остались вопросы о защите от ржавчины, прочитайте ответы на несколько часто задаваемых вопросов по этой теме.
В. Что можно распылить под машиной, чтобы предотвратить ржавчину?
Лучший способ предотвратить образование ржавчины на ходовой части автомобиля — использовать спрей для грунтовки. Эти продукты выпускаются в удобных для нанесения аэрозольных баллончиках и защищают грунтовку автомобиля от камней, соли, влаги и других веществ, вызывающих коррозию металла.
Реклама
В. Масло останавливает ржавчину?
Как подтвердит Железный Дровосек, масло останавливает ржавчину, но только временно. Масло создает пленку, которая предотвращает контакт кислорода и влаги с металлом, что приводит к образованию ржавчины. Имейте в виду, что масляные покрытия стираются довольно быстро, поэтому масло необходимо регулярно наносить повторно, чтобы предотвратить образование ржавчины.
В. Как долго сохраняется защита от ржавчины?
Хорошая защита от ржавчины должна сохраняться в течение нескольких лет в зависимости от суровых погодных условий, которым подвергался металлический предмет. Хорошим практическим правилом является проверка работы по защите от ржавчины раз в год и точечная обработка любых участков, на которых видны признаки коррозии.
В. Ржавый металл слабее?
Покрытый ржавчиной металл значительно слабее металла без ржавчины. Когда образуется ржавчина, металл становится шелушащимся и ломким, ослабляя его до такой степени, что его можно разбить пальцами.
Заключительные мысли
Обнаружение ржавчины на садовой мебели, гриле или днище автомобиля может вызывать тревогу. Если не остановить, ржавчина может быстро проесть эти предметы и разрушить их. К счастью, есть способы предотвратить ржавчину и коррозию. Если вы покупаете уличную мебель или ограждение, подумайте о покупке предметов, изготовленных из материалов, не подверженных коррозии. Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно.
Реклама
13 советов, которые действительно работают
Все мы слышали о «ржавчине» — оранжево-коричневом хлопьевидном остатке, который образует железо или любую металлическую поверхность, в состав которой входит железо. Это происходит при контакте металла с водой и воздухом. Ржавчина на самом деле является формой коррозии, которая имеет тенденцию быть особенно разрушительной и неприглядной. Поэтому особенно важно знать правильные методы, как остановить ржавчину на металле.
Если вам интересно, что такое ржавчина ? Это оксид железа , который образуется при окислении железа в металл.
Прежде всего, вам необходимо убедиться, что ваши металлические предметы не заразились ржавчиной . На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь .
В этой статье мы перечислим различные способы убедиться, что ржавчина не разрушит ваши металлические предметы.
Во-первых, давайте рассмотрим способы , как остановить ржавчину до ее начала.
1. Используйте нержавеющую сталь
В последнее время нержавеющая сталь стала довольно популярной среди специалистов по металлоконструкциям. Основная причина этого заключается в том, что он был составлен для предотвращения ржавчины. По сути, это устойчивый к ржавчине . Сплав содержит железо, которое подвержено ржавчине. Однако в нем содержится более высокий процент хрома, который обладает высокой реакционной способностью.
Этот хром, присутствующий в нержавеющей стали, довольно быстро окисляется, образуя защитный слой оксида хрома на поверхности металла. В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла .
2. Используйте технику воронения
Проще говоря, воронение — это пассивация стали, при которой она частично защищается от коррозии. Защитную отделку можно увидеть как черно-синее покрытие, отсюда и название. Техника воронения в основном используется оружейниками, производителями или владельцами оружия для улучшения его косметического вида.
Мало того, он обеспечивает определенную степень устойчивости к ржавчине или аналогичной коррозии окружающей среды . Итак, если вам интересно , как предотвратить ржавчину , воронение поможет сделать это отличным способом.
3. Катодная защита
Если вам интересно как предотвратить ржавчину на металле , этот конкретный процесс является одним из лучших вариантов. Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях.
Катодная защита осуществляется путем превращения металла в катод в электрохимической ячейке. Этот простой, но эффективный метод помогает защитить топливные трубопроводы, воду из стали , резервуары для хранения, водонагреватели, корпуса лодок и так далее.
4. Предотвращение появления царапин и трещин
Хотите знать , как остановить ржавчину на металле , сначала нужно позаботиться о трещинах и царапинах. Сломанная металлическая поверхность подвергается воздействию воды на более глубоких уровнях, чем обычно. Это приводит к накоплению влаги в глубине металла.
Чтобы избежать внезапных трещин или царапин, вы можете использовать холоднокатаную сталь по сравнению с горячекатаной, потому что это позволяет создать более гладкую поверхность без текстуры, которая задерживает или удерживает воду.
5. Контроль влажности
Правильный способ предотвратить появление ржавчины на металле – защитить его от влаги. Однако это возможно не во всех случаях. Если у вас есть металлические предметы, которые достаточно малы для хранения, убедитесь, что вы храните их в герметичных контейнерах.
С другой стороны, более крупные металлические предметы в доме можно защитить от ржавчины с помощью соответствующих кондиционеров, которые помогают удерживать влагу.
6. Держите металл в чистоте и сухости
Как только начинается процесс ржавчины, коррозии , его трудно контролировать. Таким образом, лучше всего было бы убедиться, что он не подвергается воздействию комбинации кислорода + влаги. Всегда ищите поставщика, который обеспечивает надлежащую упаковку и доставку вашего имущества, чтобы предотвратить содержание влаги.
Кроме того, всегда держите металлический предмет в чистоте и сухости, используя сухие салфетки или средства для кондиционирования, которые помогают продлить срок его службы благодаря средству защиты от ржавчины .
7. Регулярное техническое обслуживание
Прежде чем приступить к процессу технического обслуживания металла, важно знать, что вызывает ржавчину на металле .
К элементам, которые могут вызвать ржавчину, относятся:
Влага (вода)
Кислород
Соль
Таким образом, поиск методов защиты металла от этих разрушающих факторов может помочь начать процесс технического обслуживания.
8. Правильное предварительное проектирование
Перед покупкой любого металла убедитесь, что он был разработан с учетом методов предотвращения ржавчины . Убедитесь, что вы воздерживаетесь от использования углеродистой стали , , которая, как известно, легко ржавеет.
Итак, если вы ищете нержавеющий металл для своего автомобиль , который хранится вне , убедитесь, что вы рассмотрели его предварительный дизайн. С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги.
9. Правильное хранение для предотвращения ржавчины
Еще одним фактором, гарантирующим, что ваш металл не ржавеет, является обеспечение надлежащего хранения. В то время как металлические предметы, предназначенные для использования на улице, нельзя хранить в течение длительного времени, другие можно поместить в герметичные контейнеры.
Кроме того, вы можете проверить компании, которые выбирают оптимальные складские помещения перед отправкой продукции ее законным потребителям. Нет смысла покрывать металлическую поверхность антикоррозионными средствами, если влага уже просочилась глубоко в металл, вызывая тем самым ржавчину.
4 основных способа предотвратить дальнейшее распространение ржавчины
10. Используйте атмосферостойкую сталь
Если вы не можете позволить себе нержавеющую сталь , вы можете использовать атмосферостойкую сталь, чтобы предотвратить дальнейшее ржавление. Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях.
Проще говоря, обычная сталь имеет тенденцию к образованию ржавчины, состоящей из крошечных пор на поверхности. Эти крошечные поры позволяют ржавчине проникать глубже в металл, что делает его невосприимчивым.0007 остановить процесс. Однако у атмосферостойкой стали заражается только внешний слой, так как он минимально пористый и не проникает глубже в металл.
11. Используйте оцинкованный металл
Если вы только что увидели начало ржавчины на вашем металле, вы можете получить покрытие из цинка. Это покрытие называют оцинкованным металлом. Это цинковое покрытие помогает предотвратить коррозию и ржавление намного дольше, чем краска.
Оцинкованная сталь продлится целых 50 лет. Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более.
12. Нанесение антикоррозийных покрытий
Чтобы предотвратить появление ржавчины, вы можете попробовать несколько профилактических покрытий, таких как масляное покрытие, сухое покрытие, окраска, порошковое покрытие, пенопласт и многое другое.
Масляное покрытие работает на основе того, что масло и вода не смешиваются, и, следовательно, образует защитный слой на металле. Это покрытие проникает глубоко в оксидную воду металла и помогает стабилизировать его.
На рынке имеется несколько продуктов, которые можно использовать для сухого покрытия для предотвращения ржавчины. Процесс сухого покрытия помогает создать барьер на металлических деталях, не оставляя следов. Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины.
Покраска металла также замедляет процесс коррозии, предотвращая попадание влаги внутрь металла.
Порошковое покрытие — это процесс нанесения слоя винила, акрила, эпоксидной смолы или подобных веществ. Эти вещества помогают предотвратить просачивание влаги в металл и, следовательно, предотвращают ржавление.
Fozz представляет собой процедуру нанесения сбалансированной смеси фосфорной кислоты с другими химическими веществами, наполнителями и смачивающими агентами. Этот процесс помогает растворить существующую ржавчину, предотвращая дальнейшее разрушение. По сути, Fozz представляет собой грунтовку, которая подготавливает металл к нанесению краски.
13. Нанесите ингибиторы ржавчины
Если ваш металлический предмет был заражен ржавчиной, использование ингибиторов ржавчины может помочь предотвратить дальнейшее разрушение. Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.
Тем не менее, помните о , чтобы очистить существующую ржавчину наждачной бумагой перед нанесением ингибиторов ржавчины, чтобы предотвратить дальнейшее ухудшение состояния металла.
Часто задаваемые вопросы для предотвращения ржавчины
1. Имеется ли какое-либо покрытие для предотвращения ржавчины?
Да. Ржавчину можно предотвратить, используя цинк для цинкования металла. Это достигается путем горячего цинкования или методом гальваники.
2. Помогает ли WD-40 предотвратить ржавление?
Да, WD-40 помогает предотвратить ржавчину. Вы можете распылить WD-40 на металлические детали, чтобы избавиться от нежелательной грязи или грязи. Это также помогает уменьшить трение или любой износ, который может привести к коррозии или ржавчине.
3. Помогает ли окраска предотвратить ржавление металлов?
Покраска или гальваническое покрытие помогают предотвратить воздействие молекул воды на металлическую поверхность. Этот процесс помогает противодействовать взаимодействию кислорода с металлом и предотвращает появление ржавчины с течением времени.
4. Какой вариант масла может предотвратить ржавчину?
Льняное масло идеально подходит для очистки и нанесения антикоррозионного покрытия на металлическую поверхность. Нанесение этого масла тонким слоем на места ржавчины минимум на 10 минут гарантирует, что металл не ухудшится в дальнейшем.
5. Нужно ли закрашивать уже проржавевшие металлы?
Прежде чем красить ржавый металл, убедитесь, что вы очистили рыхлую ржавчину и отслоившуюся краску. Почистите ржавые участки металла с помощью мягкой проволочной щетки или наждачной бумаги. Наконец, прежде чем наносить краску, нанесите на нее слой грунтовки, чтобы эффект сохранялся в течение года.
Yubi Steel Industry
Yubi Steel Industry является одним из поставщиков высококачественного металла в небольших количествах из Китая. Мы являемся вашим экспертом по труднодоступной специальной стали и предоставляем качественное обслуживание клиентов и продукцию с 2010 года.
Мы поставляем широкий спектр металлов для различных применений. Наш запас включает в себя: нержавеющая сталь , легированная сталь , оцинкованная сталь , инструментальная сталь , алюминий , латунь, бронза и медь .
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая прутки, трубы, листы и плиты. Мы можем спроектировать и изготовить металл по вашим точным спецификациям.
Вода камень режет или что такое гидроабразивная резка
В народе уже давно используется такая поговорка: «Вода камень точит». И это не просто абстрактное, но и прямое выражение. Дело в том, что не только мрамор, но и плотный гранит можно на самом деле точить при помощи направленной струи воды. Вот и возникает вопрос: а можно ли резать камень водой и если «да», то, как выполняется такая технология?
Вода камень режет
Сегодня на производстве используются несколько способов обработки разных материалов. Это касается как натурального, так и искусственного камня. Один из способов называется Water — Jet, поэтому становится понятно, что речь идет про воду, а точнее про струю воды. Хотя в народе этому методу дали другое название — «гидрорезка» или даже просто «водорезка». При помощи такой технологии любой камень не только обрабатывается по сторонам, но и режется.
Для этого используется струя воды под очень большим давлением, которое достигает 4100 атмосфер, и даже больше, в зависимости от используемого насоса. Используя такую технологию, из любого плоского материала удастся придать необходимую геометрию, потому что точность резки достигает 0,1 — 0,2 мм. Благодаря этому дизайнеры могут создавать декор из камня, как для интерьера, так и экстерьера. Ведь даже твердые породы минералов легко поддаются обработке, поэтому благодаря данной технологии, можно создавать различные художественные шедевры.
Технология гидрорезки камня
На самом деле, гидроабразивная резка камня, является более ускоренным природным явлением, которое каждый внимательный человек может наблюдать в природе. На пляжах часто можно находить камни с настолько гладкими и закругленными сторонами, что их приятно держать в руках. И про это позаботилась морская вода, столетиями обтачивая куски камней при помощи прибоев и приливов. И при этом внутренняя структура минерала не разрушается.
Но ведь в такой обработке камня используется не только вода, здесь обязательно присутствует и песок, выступающий в роли абразива. В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.
История появления технологии
Разработки такой технологии начались давно, еще со второй половины XX столетия. Причем, одновременно, как в СССР, так и в США. В этих странах задались вопросом, режется ли камень при помощи воды и как это выполнить правильно? Прототип насоса для гидрорезки был создан в 1970 году в Чикаго, а уже через 3 года начало выпускаться подобное оборудование для промышленного сектора.
В качестве абразива обычно берется гранатовый песок. Чтобы не происходило разрушение смесительного сопла станка, его изготовляют из карбид вольфрама, так называемых корундов, а водяные сопла, через которое подается струя воды, изготавливаются из промышленных алмазов или сапфиров.
Преимущества гидрорезки камня
На выходе из станка тонкая струя воды с абразивом достигает сверхзвуковой скорости — до 1200 м/сек. То есть, она в три раза превышает скорость звука. Ее направляют на обрабатываемый камень, где она образует линию разреза, которая может быть, как прямой, так и криволинейной. Важно и то, что сам поток не нагревает материал, и максимальная температура поверхности обрабатываемого материала не превышает +60 градусов по Цельсию. Ведь при нагревании любой камень способен разрушаться.
Можно назвать несколько очень важных преимуществ водоабразивной резки камня водой.
Таким способом удается разрезать любые породы камня.
Удается создавать не только прямой, но и криволинейный разрез.
Отсутствуют ударные нагрузки, так что обрабатываемый камень можно не закреплять.
Производить резку материала можно с любого места, даже с его средины.
Минимальный отход при раскрое камня.
Универсальность процесса раскроя.
К этому стоит добавить еще один очень важный момент: так как ширина разреза составляет от 0.8 до 1.5мм, практически нет ни каких отходов. Это важно, если происходит обработка дорогостоящего природного минерала. Поэтому, когда возникает вопрос, чем разрезать камень, нужно использовать этот метод.
Такую методику можно применять для следующих целей:
создавать уникальные дизайн-проекты, которые используются для оформления интерьеров и экстерьеров;
точно подгонять элементы из разных материалов, например, скело + камень, камень + металл;
Методика Water-Jet применяется для резки не только камня, но также фарфора, керамики, графита, стекла, любых цветных сплавов металлов, которые по ряду причин, не возможно обработать другими способами.
ВОДА КАМЕНЬ РЕЖЕТ | Наука и жизнь
Мало кто знает, что в Москве работает
уникальная, быть может, единственная в стране установка. Она режет любые
материалы — от твердого гранита до пористой синтетической губки — струей
воды. Причем может вести разрез с точностью в доли миллиметра, наперед
заданной компьютером. До последнего времени считалось, что на это способны
только лазерные станки. Установка работает в производственном объединении
«Прогрессивная технология воды».
Струя воды, вырываясь из сопла под давлением около пяти тысяч атмосфер, легко режет любой материал.
Наука и жизнь // Иллюстрации
Гидростатический усилитель давления.
Снаряд, разрезанный струей воды вместе с взрывчаткой.
Броневая плита толщиной 70 мм, прорезанная насквозь струей воды.
‹
›
Открыть в полном размере
Материал разрушается, когда энергия воздействия
на него — в данном случае сила давления — становится больше сил энергии
связи между его атомами или молекулами. Традиционно это воздействие оказывали
различные пилы, сверла и резцы. Режущие кромки их делают из твердых сплавов
и технических алмазов, однако в процессе работы они все равно быстро изнашиваются. Кроме того, существуют технические сложности и ряд технологических ограничений.
Нельзя, скажем, сразу начать выпиливать в пластине отверстие; приходится
сначала сверлить в ней дыру, чтобы пропустить пилу. Криволинейный разрез
имеет довольно большой радиус кривизны, зависящий от ширины полотна: слишком
крутой поворот сломает стальную ленту (именно поэтому пилки для лобзика,
которым вырезают узоры из фанеры, делают очень тонкими).
В 1947 году один российский инженер получил
авторское свидетельство на новый способ резки твердых материалов — струей
воды. Идея была проста. Если давление в струе сделать достаточно высоким,
вода будет резать материал не хуже стальной пилы. Расчеты, однако, показывали,
что давление должно достигать нескольких тысяч атмосфер, и получить его
было очень непросто.
Остроумное техническое решение позволило
сконструировать надежную и компактную установку.
Вода под давлением 4700 атмосфер поступает
к соплу, смонтированному на каретке, способной перемещаться по двум направлениям. Движением каретки управляет компьютер при помощи заложенной в него «рисовальной
программы». Листовой материал — плиты из природного камня или керамики
укладывают на координатный стол под кареткой. Струя воды толщиной в десятую
долю миллиметра ведет разрез со скоростью десятки сантиметров в минуту,
выпиливая в материале самые сложные узоры.
Такая технология имеет множество преимуществ
перед традиционной. Во-первых, «инструмент» не подвержен износу. Во-вторых,
струйка воды, начиная вырезать отверстие, может пробить материал в любом
месте. И, в-третьих, линия разреза может быть любой кривизны, иметь острые
углы и крутые повороты.
Еще одно не менее важное качество этого
метода состоит в том, что он универсален. Как правило, все способы обработки
имеют ограниченное применение. Лазерный луч, например, хорошо режет углеродистую
сталь, в медном листе «вязнет», а стекло проходит насквозь. Совсем другое
дело гидродинамическая установка: она с одинаковым успехом и безо всякой
переналадки режет твердый гранит, прозрачное стекло (в том числе триплекс
для смотровых щелей бронемашин, который выдерживает удар пули), хрупкую
керамику и мягкую губчатую синтетику типа поролона и все композитные материалы,
в том числе особо прочные, вроде кевлара, в любых сочетаниях.
Струей воды можно резать и продукты питания:
мясо (замороженное и свежее), рыбу, хлеб, кондитерские изделия. Стальные
ножи окисляются при работе и портят продукт, а вода экологически чиста
и абсолютно безвредна. Чтобы ускорить обработку особо твердых веществ,
в струю воды подмешивают абразив — гранатовую крошку размером в десятые
доли миллиметра.
Установка совершенно безопасна в работе.
При разрыве трубки, ведущей к соплу, давление в системе мгновенно падает,
и вода не вылетает из нее смертоносной струей, а начинает медленно сочиться
по каплям.
Гидродинамическая установка применяется
в реставрационных работах: восстанавливает утраченные узоры полов и стен
из цветного камня в церквах и во дворцах. По эскизам художников и архитекторов
она вырезает детали оформления новых особняков и административных зданий.
Передвижной ее вариант, смонтированный
на грузовике, «трудился» на строительстве моста через Москву-реку. Струя
воды в считанные минуты срезала старые железобетонные столбы вместе с арматурой.
Применяли ее и для уничтожения оружия и
военной техники. Струей воды можно разрезать танк, ракету вместе с топливом
и снаряды со взрывчаткой — безопасность метода позволяет сделать и это:
температура воды в месте разреза не превышает 70оС.
Благодаря своим качествам — простоте метода,
точности, универсальности и дешевизне — прогрессивная технология воды должна
получить широкое распространение везде, где требуется быстрая и точная
обработка самых разнообразных материалов.
Производственное объединение «Прогрессивная технология воды» (ПТВ-М) находится по адресу: Москва, Раушская наб., д. 26.
Телефон: (095) 241-07-12; факс: (095)220-28-52.
Генеральный директор объединения Шевченко Юрий Борисович.
Гидроабразивная резка металла | Станок для гидроабразивной резки металла
полное руководство по часто задаваемым вопросам
1.
Что такое гидроабразивная резка металла?
Водоструйный резак по металлу — это инструмент, который использует струю воды под высоким давлением для резки металла. Вода смешивается с абразивом и проходит через отверстие для драгоценного камня в гидроабразивной резке металла, создавая струю высокого давления, способную быстро разрушать металлы и легко прорезать их.
2. Каков состав станка для гидроабразивной резки металла?
Компоненты, из которых состоит станок для гидроабразивной резки металла:
Насос высокого давления – Он нагнетает воду и подает ее к соплу, так что струя воды может выходить через режущую головку.
Трубопровод из нержавеющей стали – Подает воду под высоким давлением от насоса к форсунке.
Блок управления – Это система, содержащая предустановленные программы, с помощью которых оператор может управлять движением режущей головки в соответствии со своими потребностями.
Сопло для гидроабразивной резки — Внутри сопла вода под высоким давлением проталкивается через отверстие в виде драгоценного камня, создавая струю. Эта струя затем вводится в абразивы, и они образуют связную струю, скорость и сила которой позволяют резать металлы.
Оборудование для перемещения или система перемещения по осям X-Y – Позволяет режущей головке свободно перемещаться по водоструйному столу для вырезания требуемого рисунка.
Стол для гидроабразивной резки – Прочный и прочный стол, на котором можно резать металл.
Улавливающий бак – Нейтрализует и собирает использованную воду и абразивы в процессе резки.
3. Зачем использовать гидроабразивный резак для резки металла?
Вот 8 основных преимуществ, которые оправдывают использование гидроабразивных станков для резки металлов:
Минимальный пропил – Меньший пропил означает, что можно достичь большей точности, особенно при резке сложных форм.
Холодная резка – Поскольку при использовании водяной струи выделяется минимальное количество тепла, отсутствует риск деформации от перегрева или повреждения разрезаемого материала.
Superior Edge Finish – Гидроабразивная резка обеспечивает более гладкую поверхность и сводит к минимуму необходимость вторичной обработки.
Экологичность – При гидроабразивной резке в окружающую среду не выбрасываются опасные отходы или пары.
Энергоэффективность – Вода и абразивы обычно пригодны для повторного использования. Кроме того, благодаря высокой точности и качеству кромки образование брака сведено к минимуму, а вторичная обработка не требуется. Это делает его энергоэффективным.
Более безопасный процесс . Он повышает безопасность оператора благодаря надежным системам управления, которые постоянно удерживают оператора на безопасном расстоянии.
Простое техническое обслуживание – Гидроабразивная резка избавляет от хлопот, связанных с обслуживанием лезвия в виде заточки, переключения или замены.
Снижение затрат в долгосрочной перспективе – Благодаря точности и качеству кромок гидроабразивные резаки минимизируют отходы. Затраты на техническое обслуживание значительно ниже, и процесс также является энергоэффективным. Это сокращение затрат в долгосрочной перспективе.
4. Как работает станок для гидроабразивной резки металла?
Вода под высоким давлением поступает в сопло водомета и проходит через отверстие, сделанное из драгоценного камня, такого как сапфир, рубин или алмаз. Это создает струю, которая входит в секцию сопла, называемую камерой Вентури. Здесь абразив подается в струю сбоку. Затем вода и абразив поступают в смесительную трубку, где они смешиваются до образования сплошного потока. Вы можете узнать больше о гидроабразивной резке из Wiki.
Когда струя, наконец, выходит из режущей головки, она обладает силой и энергией, чтобы вызвать быструю эрозию разрезаемого материала, создавая первоначальное сквозное отверстие. После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления.
Некоторые современные водоструйные станки для резки металла могут выполнять резку мелких деталей с допуском до ±0,025 мм. В большинстве случаев можно ожидать допуск не менее ±0,05 мм.
6. Какой толщины можно резать на станке гидроабразивной резки металла?
С экономической точки зрения водоструйные станки для резки металла могут резать сталь толщиной до 7,5 см. Хотя можно резать более толстую сталь, это занимает значительно больше времени, что увеличивает стоимость резки. Усовершенствованные водометы могут резать и сталь толщиной около 23 см, но такие особые требования возникают довольно редко.
7. Каково качество обработки кромки гидроабразивной резки металла?
Гидроабразивная резка известна своим превосходным качеством кромок. Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка.
Качество кромок водоструйных резаков обычно обозначается классами Q1-Q5, где Q1 и Q5 обеспечивают самое грубое и самое гладкое качество кромки соответственно.
8. Какой металл нельзя резать гидроабразивным резчиком по металлу?
Алмазы и другие материалы, близкие к алмазам по шкале твердости, нельзя резать струей воды. Закаленное стекло разбивается, когда его пытается разрезать струя воды. Некоторые композитные материалы также могут быть сложными для резки гидроабразивной струей, поскольку вода может не просочиться через разные слои.
9. Сколько стоит эксплуатация водоструйного станка?
Стоимость эксплуатации гидроабразивной резки металла зависит от типа разрезаемого материала, модели станка и соотношения воды и абразива. В среднем это может стоить от 20 до 40 долларов в час.
10. Какие абразивы используются при гидроабразивной резке металлов?
Наиболее эффективным и широко используемым абразивом для гидроабразивной резки металлов является гранат. По твердости он близок к алмазу, но гораздо доступнее аналогичных материалов. Другие материалы, используемые в качестве абразивов, включают кварцевый песок, оксид алюминия, карбид кремния, оливин и так далее.
11. Каковы преимущества резки металла струей воды по сравнению с лазерной резкой?
С помощью техники лазерной резки можно резко резать тонкие металлы. Но с помощью техники гидроабразивной резки вы можете резать любые металлы/материалы. Также с помощью лазерной резки можно гравировать простые рисунки, серийные номера и т.д., с другой стороны, водоструйная резка позволяет выполнять 3D резку металла.
12. Каковы преимущества резки металла с помощью гидроабразивной резки по сравнению с газовой резкой?
С газовой резкой вы можете носить с собой необходимые вещи куда угодно, т. е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
13. В чем преимущества резки металла струей воды по сравнению с плазменной резкой?
С одной стороны, можно использовать технику гидроабразивной резки любых материалов, т.е. она универсальна. Кроме того, это гораздо более безопасный вариант; в результате им может пользоваться любой любитель. Техника водоструйной резки не выделяет вредных газов и не повреждает края зоны реза из-за нагрева. В то же время плазменная резка также является эффективным способом резки таких металлов, как медь, алюминий или нержавеющая сталь. Кроме того, он придает металлам более изысканный вид и намного эффективнее, чем метод пламени.
14. Как струя воды режет сталь?
Гидроабразивная струя может прорезать сталь с помощью высокоскоростной воды, которая вытекает из сужающегося, украшенного драгоценными камнями сопла. Струя воды поддерживает постоянную скорость, что позволяет ей резать такие металлы, как сталь.
15. Может ли вода прорезать сталь?
Да, вода может прорезать сталь с помощью машины, известной как водомет. Вода, выходящая из сопла этой машины, ударяет по стали с большой силой и консистенцией, что, в свою очередь, помогает ей прорезаться.
16. Какую толщину стали можно резать гидроабразивной струей?
Гидроабразивная резка позволяет резать сталь толщиной до 3 дюймов.
17. Какое давление требуется для гидроабразивной резки стали?
Для точного реза гидроабразивная резка требует давления 60 000–90 000 фунтов на квадратный дюйм. Чем выше давление, тем лучше будет резка.
18. Является ли гидроабразивная резка лучшим решением для резки металла?
Да, гидроабразивная резка — лучшее решение для резки металлов. В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
19. Что можно посоветовать при резке металла струей воды?
Если вы хотите резать металл струей воды, помните об этих нескольких советах.
Если вы режете материал толщиной менее 0,100 дюйма, вы можете выбрать комбинацию параметров мощностью 25 л.с. и использовать несколько головок. Это поможет увеличить ваше производство.
Старайтесь не прорезать воздушные зазоры более 0,020 дюйма
Используйте меньшие отрывные выступы, чтобы повысить эффективность резки более твердого металла
Уделите особое внимание вращению планок
Всегда режьте материал под водой
Утилизируйте все абразивные отходы
Проверьте программу очистки бака
Изменить настройку проверки сопла
20. Какие отрасли в настоящее время используют станки гидроабразивной резки металла?
Станки для гидроабразивной резки металла имеют несколько заметных преимуществ, поэтому они широко используются в нескольких отраслях промышленности.
Аэрокосмическая промышленность : Станки для гидроабразивной резки металла могут эффективно резать сплавы и другие материалы, включая пластиковое стекло, композит из углеродного волокна и т. д. Это относится к холодной резке, без последующей обработки и не наносит ущерба свойствам материала.
Военная промышленность: Может резать легковоспламеняющиеся и летучие установки, бронеплиту боевой повозки.
Железная дорога: Популярность железных дорог во всем мире растет.
Автомобильная промышленность: Это полезный инструмент для автомобильной промышленности. Это заслуга его способности резать все металлические и неметаллические композитные материалы, отвечающие требованиям современного автомобильного производства.
Пивная промышленность: В процессе производства пива нержавеющая сталь, вероятно, является наиболее важным материалом для сохранения подлинного вкуса пива. Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли.
21. Как определить, какая система нужна вашему станку для гидроабразивной резки металла?
Гидроабразивная резка – это высокоточная машина для резки. Машина использует поток воды под очень высоким давлением для резки и нарезки различных предметов. Как правило, давление воды колеблется от 45 000 до 60 000 фунтов на квадратный дюйм для стандартного гидроабразивного резака. Однако существуют также водоструйные резаки сверхвысокого давления, создающие давление воды около 94 000 фунтов на квадратный дюйм.
Существует несколько типов гидроабразивных резаков, в зависимости от компонентов, типа работы, функций и т. д. Чтобы определить, какая система нужна вашему гидроабразивному резаку по металлу, вам необходимо сосредоточиться на этих факторах.
Во-первых, существует два типа гидроабразивных резаков – гидроабразивные и гидроабразивные. Чистая гидроабразивная струя использует только давление и силу воды, чтобы прорезать предметы. Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты.
Поскольку вы будете заниматься резкой металлов, лучше использовать абразивный гидроабразивный резак. Это уменьшит нагрузку на вашу гидроабразивную резку, и вы сможете эффективно резать при относительно меньшем давлении. Абразивная гидроабразивная резка позволяет резать металлические листы толщиной 12 дюймов при правильном давлении и скорости резки. Чтобы вырезать из металла различные формы, вы можете рассмотреть пятиосевую режущую головку с оптимизированным программным обеспечением для резки.
Кроме того, для работы гидроабразивной резки металла вам потребуется насосная система с усилителем. Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла.
22. Как вы используете станки для гидроабразивной резки металла, чтобы ваш бизнес быстро развивался?
Тенденция резки металлов расширяется день ото дня. Походная гидроабразивная резка металла обладает способностью быстро диагностировать потребности клиентов, а затем исправлять их в режиме реального времени. Кроме того, это помогает повысить надежность технологии производства.
Этот станок отлично подходит для обработки практически всех видов материалов. Плюс не происходит нарушений механических свойств металла. Следовательно, несколько крупных отраслей промышленности требуют использования машин для гидроабразивной резки. Соответственно, вы увидите, как быстро растет бизнес.
23. Предоставляет ли SAME техническую поддержку станков для гидроабразивной резки металла?
Да, Подходящая система управления или SAME предоставляет тройные системы управления: Ncstudio, IGEMS и Beckhoff. Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности.
24. Сколько стоит станок для гидроабразивной резки металла с ЧПУ?
Станок для гидроабразивной резки металла с ЧПУ предлагает лучшую цену для своих клиентов. Вы можете узнать больше об их разновидностях и стоимости, просмотрев их веб-сайт.
25. На что следует обратить внимание при покупке гидроабразивной резки металла?
При рассмотрении вопроса о покупке гидроабразивной резки обязательно ознакомьтесь с этими характеристиками во время осмотра.
Усилитель: Водоструйный резак оснащен электрическим насосом для создания высокого давления, необходимого для резки твердых материалов. Итак, убедитесь, что уплотнение насоса не имеет утечек.
Форсунка: Всегда проверяйте форсунку на отсутствие вмятин и ржавчины.
Электрический шкаф: При покупке попробуйте разобраться с электрическим шкафом. Часто он запутывается и требует много времени, чтобы разобраться.
Система управления: Перед покупкой обязательно проведите демонстрацию. Это помогает выявить, остается ли проблема, поскольку невозможно проверить все, взглянув на систему. Если вы получите поврежденную систему управления, это серьезно затруднит работу вашего станка гидроабразивной резки.
Металлы, такие как алюминий, медь, олово, нержавеющая сталь и многие другие
Водяные струи позволяют легко резать любой металл струей воды под высоким давлением. Быстро текущая вода может сделать точные разрезы на ваших металлических компонентах. Вы должны поддерживать постоянство потока воды, чтобы резать металлы. При этом водометы не тускнеют, и нет риска перегрева. Именно поэтому производители металлических изделий отдают предпочтение гидроабразивной резке в своих производственных целях. Гидроабразивная резка металла может облегчить их задачу.
Категория
Types of metals to be cut with waterjet
Stainless steel
Carbon steel
Aluminum
Titanium
Copper
Bronze
Brass
Tool Steel (hardened and annealed)
Would you хотите узнать больше о гидроабразивной резке металла?
Свяжитесь с нами сейчас
Связанный проект
Гидроабразивная резка металла
Приложения
Применение гидроабразивной резки металла для изготовления различных изделий
Металлы имеют широкий спектр применения в обрабатывающей промышленности. Листы из черного и цветного металла используются для различных продуктов. Некоторые производители полагаются на инструменты для обработки металлов для изготовления различных предметов. От промышленного оборудования до предметов повседневного обихода металлы являются универсальными компонентами для производства различных предметов. Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды.
Узнайте больше о применении гидроабразивной резки
Ювелирные изделия
Посуда
Автомобили
Архитектурные сооружения
Вооружение
Научные инструменты
Спортивное оборудование
Монеты
Значки
Преимущества
Почему гидроабразивная резка металла так популярна среди производителей?
Процесс гидроабразивной резки с использованием гранулированных абразивов позволяет создавать сложные формы металлов. Вы можете обрабатывать большие и плоские металлические листы с помощью гидроабразивной резки. Для абразивной гидроабразивной резки металла нет необходимости применять тепло. Таким образом, ваши металлические изделия не имеют проблем с короблением, деформацией и плавлением. Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла.
Функции и преимущества гидроабразивной резки металла
Резка металлов без использования тепла
Основная причина выбора гидроабразивной резки металла заключается в том, что вам не нужно использовать тепло. Процесс холодной резки помогает вам с качественными разрезами. Нет никаких шансов плавления, горения и растрескивания. Таким образом, вы можете выбрать гидроабразивную резку как подходящий вариант для резки любого термочувствительного металла. Вы можете избежать затрат на повреждение, вызванное термической деформацией. Термические процессы приводят к упрочнению поверхности, выделению ядовитых газов и проблемам коробления. Но гидроабразивные струи предотвращают любые из этих тепловых нагрузок. Вы получите желаемые результаты от них.
Резка любого типа металлов
Поскольку металлы бывают разных типов, вы можете найти разницу в их уровнях толщины. Тем не менее, металлы легко резать гидроабразивной струей. Прочные металлические листы можно разрезать на различные формы с помощью современных технологий гидроабразивной резки. Несмотря на то, что ваши металлические предметы имеют неровную поверхность, гидроабразивная резка может справиться с ними должным образом.
Получение сложных форм при гидроабразивной резке металла
Ваш проект по резке металла будет успешным благодаря гидроабразивной резке. Гидроабразивная резка очень выгодна, так как экономит ваше время. Вы можете сверлить отверстия и вырезать металлические листы любой сложной формы. Кроме того, вы можете создавать формы с минимальным внутренним радиусом.
Гидроабразивная резка металла – лучшее экологичное решение
В процессе гидроабразивной резки металла не образуются опасные отходы. Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
Отзывы
Обзор клиентов
Германия
Лия Девайн
Выдающийся продукт
Гидроабразивный резак по металлу, который я купил, используется уже давно и работает отлично! Я очень доволен работой и услугами вашей компании, и мое следующее решение будет продолжать работать с вами.
5/5
Канада
Терри Оливия
Выдающийся продукт
Когда я выбираю станок для гидроабразивной резки, я думаю, что сотрудники отдела продаж вашей компании очень профессиональны, спасибо за помощь в выборе наиболее подходящего для меня станка.
5/5
Австралия
Джосс Ноулз
Выдающийся продукт
Я получил машину во второй раз, и я так же доволен, как и раньше. Благодарим ваших технических специалистов за терпеливое руководство по установке и использованию машины. Теперь я очень хорошо владею машиной.
5/5
Рекомендуемый продукт SAME
Станок для гидроабразивной резки металла
3-осевая серия : гидроабразивная резка для форматов до 4000 x 2000 мм
Советы по использованию
Гидроабразивная резка металла
Насколько толщину металла можно обрабатывать с помощью гидроабразивной резки?
С помощью гидроабразивной резки можно резать толстую сталь толщиной от 2 до 3 дюймов. Однако, когда вам нужно резать более толстую сталь и другие металлы, время резки будет увеличиваться. Процедура не занимает много времени и очень доступна.
Можно ли вырезать детали, проверяя оригинал?
Гидроабразивная резка — это процесс механической обработки с ЧПУ. Вот почему вы можете создать компьютерную модель. Хотя это очень маленькая деталь, вы можете поместить ее под сканер.
Почему гидроабразивная резка лучше плазменной?
Некоторые производители используют плазменную резку для резки металла. Но лучшая альтернатива для них – водяная струя. Экологически безопасный процесс гидроабразивной резки предотвращает образование отходов. Ваше рабочее место будет чистым.
Какой размер сопла выбрать для резки металлических деталей струей воды?
В большинстве случаев расстояние сопла от наконечника не превышает 0,060 дюйма. Его минимальный размер составляет 0,030 дюйма. Вы должны знать, как правильно поддерживать это расстояние. Профессиональные производители всегда сосредотачиваются на удалении, чтобы сделать проект успешным.
Помогает ли струя воды резать металлические детали с любого направления?
Одним из самых больших преимуществ гидроабразивной резки металла является то, что вы можете резать деталь под любым углом и в любом направлении. Результат вашего проекта будет безупречным благодаря современной технике гидроабразивной резки. У вас будут точные разрезы от процесса.
При гидроабразивной резке металла возникает раздражающий шум?
Некоторые производители утверждают, что гидроабразивная резка металла отличается высоким уровнем шума. Тем не менее, лучший трюк — правильно разместить децибелметр. Зазор между сверхзвуковой струей и расходомером должен быть идеальным. При подводной резке металла уровень шума не может превышать 75 дБ. Но при большом расстоянии между металлической деталью и трубкой шум может достигать 95 дБ.
Какой размер стола идеально подходит для гидроабразивной резки металла?
ГОСТ 22786-77. Трубы биметаллические бесшовные для судостроения
Трубы биметаллические, многослойные по ТУ
1. 3.7. ХОЛОДНОДЕФОРМИРОВАННЫЕ КРЕКИНГОВЫЕ
ГОСТ 550-75. Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности
Полезные материалы и ссылки — Фирма Скат в Екатеринбурге
Как выбрать профильную трубу?
Профилированная труба незаменима в каркасном строительстве, и ещё не скоро появится материал, который смог бы сравниться с ней по соотношению качества и стоимости. Главные преимущества этого стройматериала – это удобство эксплуатации, универсальность и долговечность. И при соответствующем уходе конструкции на его основе прослужат владельцу не один десяток лет.
ТУ 14-162-68-2000
Настоящие технические условия распространяются на трубы электросварные прямошовные и с поперечными стыками, из углеродистой или низколегированной сталей, предназначенные для изделий неответственного назначения
Плазменная резка относится к одному из самых востребованных способов раскройки металла максимально быстро и с высоким уровнем точности.
Марочник сталей
В марочнике сталей перечислены свойства основных марок сталей и сплавов.
Труба цельногнутая, труба бесшовная: особенности и применение
Основная цель производства цельногнутых труб и других разновидностей бесшовных труб – получить монолитные изделия с однородной структурой. Изделие подобной структуры отличается надежностью, высокой устойчивостью к коррозии и высокому давлению.
ГОСТ 8240-89, сортамент швеллеров
Настоящий стандарт устанавливает сортамент швеллеров с уклоном внутренних граней полок и швеллеров с параллельными гранями полок.
ГОСТ 8639-82, сортамент стальных квадратных труб
Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки
ГОСТ 13663-86, технические требования к профильным трубам
Настоящий стандарт распространяется на профильные бесшовные и сварные трубы общего назначения из углеродистой и легированной стали
Настоящий стандарт распространяется на стальные бесшовные горячекатанные, холоднотянутые и электросварные прямоугольные трубы
ГОСТ 30245-2003, технические условия стальных квадратных и прямоугольных профилей
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Настоящий стандарт распространяется на трубы стальные бесшовные холоднодеформированные.
ГОСТ 10704-91, сортамент труб электросварных
Настоящий стандарт распространяется на стальные электросварные прямошовные трубы.
ГОСТ 10705-80, технические условия труб электросварных
Настоящий стандарт распространяется на стальные электросварные прямошовные трубы диаметром от 10 до 530 мм из углеродистой и низколегированной стали, применяемые для трубопроводов и конструкций различного назначения.
ГОСТ 3262-75, технические условия водогазопроводных труб
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
Настоящий стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
ГОСТ 550-75, технические условия стальных бесшовных труб
Настоящий стандарт распространяется на стальные трубы, предназначенные для нефтеперерабатывающей и нефтехимической промышленности.
ГОСТ 8568-77, технические условия стальных листов с рифлением
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
ГОСТ 14918-80, технические условия стальных оцинкованных листов
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
ГОСТ 19904-90, сортамент листа холоднокатаного
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,35 до 5,00 мм, рулонах толщиной от 0,35 до 3,5 мм.
ГОСТ 9045-93, технические характеристики проката тонколистового холоднокатаного
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки.
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,40 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
ГОСТ 5781-82, технические условия стали горячекатаной для армирования железобетонных конструкций
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь)
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат круглого сечения диаметром от 5 до 270 мм
ГОСТ Р 57837-2017, технические условия двутавров стальных горячекатаных с параллельными гранями полок
Настоящий стандарт распространяется на стальные горячекатаные двутавровые профили с параллельными гранями полок из нелегированной и легированной стали
ГОСТ 27772-2015, общие технические условия проката для строительных стальных конструкций
Настоящий стандарт распространяется на горячекатаный листовой, широкополосный универсальный, фасонный прокат и гнутые профили, изготовленные из горячекатаного листового проката
Настоящий стандарт распространяется на стальные гнутые равнополочные швеллеры, изготовляемые на профилегибочных станах из холоднокатаной и горячекатаной рулонной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат квадратного сечения с размерами сторон от 6 до 200 мм включительно.
ГОСТ 1050-88, общие технические условия проката сортового, калиброванного, со специальной отделкой поверхности из углеродистой качественной конструкционной стали
Настоящий стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25,30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также прокатакалиброванного и со специальной отделкой поверхности всех марок.
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат шестигранного сечения диаметром вписанного круга d от 8 до 103 мм включительно.
Настоящий стандарт распространяется на сортовой стальной горячекатаный полосовой прокат общего назначения и стальной полосовой прокат для гаек толщиной от 4 до 80 мм включительно и шириной от 10 до 200 мм включительно.
ГОСТ 3282-74, технические условия проволоки стальной низкоуглеродистой общего назначения
Настоящий стандарт распространяется на круглую низкоуглеродистую стальную проволоку, предназначенную для изготовления гвоздей, увязки, ограждений и других целей.
ГОСТ 17375-2001, конструкция деталей трубопроводов бесшовных приварных из углеродистой и низколегированной стали, отводов крутоизогнутых типа 3D (R~1,5DN).
Настоящий стандарт распространяется на бесшовные приварные отводы из углеродистой и низколегированной стали типа 3D (R ≈ 1,5 DN) и θ = 45°, θ = 60°, θ = 90° и θ = 180°, изготавливаемые из труб методами штамповки или протяжки по рогообразному сердечнику.
Metal Pipes — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Структурный диапазон (круглая труба) – мягкая сталь | Сталь и трубы для Африки — Ограждение | Трубка | Автоматизация двигателей ворот | Сталь | Лист | Кровля | Армирование | Поручни | Ограждение частоколом | Болты и гайки | Замки | Оцинкованная сталь | Сварочные материалы | Краска | Электроинструменты
Steel & Pipes для Африки является крупнейшим поставщиком Robor Steel Tubing (ISO & SABS SEABS), а также широкий ассортимент стальных и высококачественных аппаратных продуктов
жидкий и сухой варианты, инструкция по применению и советы
Когда человек впервые слышит о необычайных возможностях холодной сварки, его реакция почти по Станиславскому — «не верю!», и в принципе, это объяснимо. Отчасти подобное восприятие — следствие самого названия, которое является довольно удачным маркетинговым решением. Как происходит соединение стальных труб, видели все: слепящие, завораживающие искры разлетались в разные стороны, а мама ещё в детстве строго запрещала смотреть туда: «Глаза заболят!»
Виды холодной сварки
Свойства и возможности метода
Советы специалистов
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси. Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции.
Свойства и возможности метода
Специалисты утверждают, что полученное соединение не такое прочное, как классическая сварка, но крепче, чем-то, которое формируется при употреблении эпоксидки для склеивания. Эта особенность обуславливает сферу применения холодной сварки и в определённой степени сдерживает энтузиазм её сторонников. Дело в том, что реконструировать таким способом можно те детали и элементы конструкции, которые не подвергаются силовому воздействию, то есть не являются несущими. Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким.
Изначально разрабатывался способ быстрого и одновременно надёжного ремонта машин. Теперь область применения нового метода существенно расширилась:
автомобили: для восстановления треснувших кузовов, бензобаков, глушителей, радиаторов — и в мастерской, и в пути;
сантехника: для ремонта труб, насосов, фитингов и так далее, серийно выпускается и специальный состав для работы под водой;
для герметизации металлопластиковых окон;
для соединения разных металлов между собой, например, алюминия с медью или латунью;
используется при ремонте газотехнического оборудования;
годится для реставрации керамических изделий непищевого назначения;
подходит для склеивания половых покрытий внахлёст, встык, к бетону.
Особенности каждого конкретного случая поломки требуют индивидуального подхода. Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
Порой звучат негативные отзывы: пробовали, ничего не получилось. Если детально разобраться в причинах подобных высказываний, чаще всего выясняется, что исполнитель допустил нарушения: решил воспользоваться холодной сваркой для металла, инструкцию по применению не читал. Или поспешил и проигнорировал, счёл излишней принципиально важную рекомендацию.
Советы специалистов
Применяйте приобретённую профильную сварку строго по назначению. То, что прекрасно соединяет металл, может не сработать, если вы захотите склеить дерево или пластик. Водостойкий или высокотемпературный варианты также ничем полноценно заменить не удастся.
Универсальная сварка выручит во многих случаях, но по свойствам уступает специализированным составам.
Чтобы гарантировать качество ремонта, обязательно подготовьте участок, куда будете наносить клейкую смесь: тщательно очистите металл от краски, ржавчины, жира и влаги.
Точно и последовательно придерживайтесь инструкции.
Вы уже использовали это удивительное изобретение? Поздравляем, есть причина с чистой совестью в последнее воскресенье мая праздновать День сварщика!
Холодная сварка для металла термостойкая:инструкция,характеристики
Современный клей повышенной прочности, к которым относится холодная сварка для металла, нашел свое применение во многих сферах. Несмотря на более низкие качества соединения, в сравнение с обыкновенной сваркой, здесь получается достаточно качественный и надежный результат. Это позволяет использовать его как в частной сфере, так и в промышленной. Активное применение ведется при ремонте автомобилей, в сантехнической сфере, при ремонте труб, восстановлении резьбы, заделке трещин и дыр. Иными словами, везде, где могла бы пригодиться настоящая сварка, но по тем или иным причинам она примениться не может.
Холодная сварка для металла
Холодная сварка для металла производится согласно ГОСТ 2601-74. При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
Преимущества холодной сварки по металлу
Клей холодная сварка для металла является доступным, так как встретить его можно во многих магазинах;
Для его использования не требуется специальная подготовка и практические умения;
Заделывать трещины и дыры на отдельных деталях можно без их демонтажа;
Процесс не оказывает температурного воздействия на металл, что очень хорошо для теплочувствительных веществ;
Время высыхания, а соответственно и весь процесс обработки, занимает не так уж много времени;
Свойства крепости некоторых составов получаются более высокими, чем на металле из обрабатываемой детали;
Для подготовки не требуется каких-либо специальных инструментов и все можно сделать с помощью подручных средств;
Состав образует очень сильное неразъемное соединение;
Возможность использования высокотемпературных разновидностей клея, которые могут эксплуатироваться при температуре выше 1 000 градусов Цельсия.
Недостатки холодной сваки
Крепость соединения уступает настоящей сварке и для промышленных масштабов не всегда годится;
Нельзя использовать для заделки крупных неполадок;
При выкладывании нескольких слоев материала общий срок ремонта заметно увеличивается;
Требует тщательной очистки поверхности, так как без этого качества сцепления заметно ухудшается.
Разновидности
Холодная сварка для металла имеет несколько разновидностей, которые могут иметь принципиальные отличия в особенностях применения.
Самым распространенным является универсальный состав, который может использоваться не только для склеивания металла, но и для других веществ, причем не обязательно однородных;
Автомобильный применяется для ремонта небольших трещин и дыр в металлических частях автомобиля, таких как бак, радиатор, проводящие трубки и прочее;
С металлическим наполнителем, который может быть из стали, чугуна, алюминия и прочих разновидностей, которые служат для усиления свойств состава и повышения возможности к сопротивлению температурному и механическому воздействию;
Водостойкая холодная сварка двухкомпонентная для металла, которая применяется в сантехнике для ремонта труб;
Высокотемпературная холодная сварка для металла, которая может примениться в температурном диапазоне от -60 до +1500 градусов Цельсия.
Состав холодной сварки
Все основные свойства определяются составом материала, а также его соотношением. Для склейки металлов требуются особые вещества, которые входят в большинство марок современного производства:
Эпоксидная смола – основной элемент, который служит для связывания различных материалов. Именно благодаря ей появляется возможность связывать между собой различные вещества, в том числе и металл.
Металлический наполнитель, который выступает в качестве главного элемента, добавляющего прочности всей конструкции, а также придающий температурную стойкость и надежность;
Также имеется ряд дополнительных элементов, таких как сера и прочие, наличие которых зависит от конкретного состава. Каждый добавочный элемент вносит свои особенности к свойствам.
Состав холодной сварки
Благодаря всем этим компонентам холодная сварка для металла заметно отличается от остальных большей надежностью и крепостью.
Технические характеристики различных производителей холодной сварки
Производитель
Первичное высыхание, м
Окончательное высыхание, ч
Температура, градусы Цельсия
Максимальная температура эксплуатации, градусы Цельсия
Алмаз
20
3
18
1316
Penosil
5
1
17
120
Alteco
20
2,5
18
260
Zollex
60
18
20
260
Nowax
15-20
3
18-20
180
Poxipol
30
3
16-18
260
Выбор холодной сварки для металла
У многих людей, которые собираются подобрать себе такой клей, возникает вопрос, какая холодная сварка лучше для металла. На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
Одним из первых факторов, на который стоит обратить внимание,является наличие и разновидность наполнителя. Для операций с металлом, даже если это простое склеивание, оказывается достаточно важным, чтобы все было максимально однородным. В данном случае наполнитель должен максимально соответствовать тому металлу, с которым идет работа, или быть хотя бы не менее прочным.
Также важным фактором является максимальная и минимальная температура, при которой холодная сварка для металла сохраняет технические характеристики. Многие металлические детали могут использоваться при непосредственном контакте с источниками открытого огня или в просто в среде с повышенной температурой.
«Обратите внимание! При этом не стоит забывать о нижнем пределе, так как он оказывается не столь высоким и сильно низкая температура также может оказать негативное влияние. »
Время засыхания имеет значение, если ремонт нужно проводить как можно быстрее. В таком случае желательно иметь два варианта холодной сварки, для быстрого ремонта, которая сохнет за час, и стандартную, время застывания которой может достигать около суток. Второй вариант, в большинстве случаев, оказывается более прочным и надежным.
Инструкция применения холодной сварки для металла
Подобрать качественный вариант – это только начало дела, так как далее следует его правильно применить. Все начинается с подготовки деталей. Их поверхность нужно очистить и обезжирить. Некоторые составы могут работать с влажными и жирными поверхностями другие же теряют качества сцепления от посторонних налетов, грязи и ржавчины. В любом случае, лучше позаботиться о том, чтобы сцепляемые поверхности были максимально чистыми.
Применение холодной сварки для металла
Сначала нужно достать нужное количество материала из упаковки.
«Важно! Не стоит готовить массу с запасом, так как лишний материал потом невозможно будет использовать повторно. »
При подготовке, будь то жидкая двухкомпонентная холодная сварка или пластилинообразный брусок, следует тщательно перемешать все. В итоге должна получиться однородная масса, которая имеет пластичные свойства и может применяться для заделки трещин, принимая любую заданную форму. «Обратите внимание! Срок действия такой массы составляет до 10 минут, за которые нужно успеть применить ее, пока не начнется затвердевание, в ином случае она окажется попросту негодной к дальнейшему использованию.»
Далее следует размятый материал нанести на место, где требуется ремонт или склейка. Здесь образуется аналог сварочного шва, который и будет скрепляющим элементом, поэтому, все должно прилегать максимально плотно и быть герметичным. Для усиления эффекта, особенно для труб, желательно использовать обтягивающие жгуты, которые должны находиться до первичного высыхания.
После выжидания времени которое написано в инструкции для каждой марки, следует проверить качество соединения. Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Меры безопасности
В целом, холодная сварка для металла является достаточно безопасной, если правильно соблюдать меры безопасности. Основным положением здесь является уберечь себя от непосредственного контакта с материалом. Не стоит допускать его попадания на кожу, а тем более на слизистую оболочку. Если это все же случилось, то следует как можно быстрее промыть данное место и обратиться к врачу. В составе имеется много химических веществ, которые в засохшем виде не несут ни какого вреда, но если контактировать с ними, то это может оказаться вредно для здоровья.
Такое же положение относится и к посуде, в которой идет подготовка. Она не должна потом использоваться для каких-либо целей, предполагающих контакт с человеком, приготовление ищи и так далее. Лучшим решением будет устранить от смеси все вещи, которые к ней не относятся. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Особенности применения
Двухкомпонентная холодная сварка требует перемешивания, поэтому, работать с ней требуется только в специальных перчатках. Посуду и инструменты для перемешивания желательно выбирать неметаллические, чтобы исключить преждевременное схватывание с поверхностью. Время высыхания является самым уязвимым для смеси, поэтому, нужно обеспечить изоляцию от воздействия посторонних факторов. После проведения всех процедур зачастую остаются различные мелкие части материала, которые следует сразу убрать, так как после засыхания это будет сложно сделать. Если нужно сделать несколько слоев замазки, то следует выжидать полного круга прохождения процедуры с высыханием, и только тогда наносить второй слой. Также не рекомендуется превышать толщину в 5 мм.
Производители и популярные марки
Mastix;
Алмаз
Weicon;
Момент;
Permatex;
ABRO;
Loctite;
Poxipol;
Hi-Gear;
Devcon.
Что такое холодная сварка и как она работает?
Последнее обновление
Сварка должна быть горячей, верно? Много искр, может загореться тряпка или штанина — вот что мы думаем, когда слышим «сварка». Так как же сварка может быть холодной? Холодная сварка, или контактная сварка, представляет собой процесс сварки в твердом состоянии. Обычно мы не думаем о сварке таким образом, но технически процессы дуговой сварки находятся в жидком состоянии. То есть дуга разжижает металл, чтобы он мог плавиться.
Как металл может плавиться по-другому? Один из способов – холодная сварка. Холодная сварка заключается в удалении оксидного слоя на кусках металла путем удаления смазки и очистки металла проволочной щеткой. Затем металл прижимают друг к другу достаточно сильно, чтобы он соединился.
Существует некоторая путаница с терминологией, которую мы рассмотрим. Часто сварщики, когда слышат термин «холодная сварка», думают либо о сварке холодным переносом металла, либо о сварке JB. Частично это происходит из-за разрыва между тем, что делают инженеры «наверху», и тем, что делают сварщики и изготовители на уровне земли цеха. Итак, давайте попробуем объединить оба мира и получить целостное представление о том, что может означать «холодная сварка».
Как это работает?
Когда металл формируется на сталелитейном заводе, окисление не обязательно является частью производственного плана. Вместо этого после охлаждения начинает происходить окисление (воздействие кислорода). Это происходит с разной скоростью в зависимости от типа металла. Например, калий, который является чрезвычайно мягким металлом (вы можете разрезать его ножом для очистки овощей), окисляется в течение нескольких секунд на воздухе. Другие черные (с высоким содержанием железа) металлы окисляются медленнее.
В любом случае перед холодной сваркой необходимо удалить этот оксидный слой с любого типа металла, поскольку он препятствует склеиванию. Почему? Когда обнажается голый, неокисленный металл, два соединительных элемента могут соединиться под достаточным давлением. Это связано с тем, что общая кристаллическая форма металлов имеет молекулярную структуру, имеющую решетчатую структуру. Между атомами решеток находятся электроны, которые, если они не охвачены окислением, могут свободно течь, вызывая соединение обоих элементов соединения на поверхности. Все это делается без тепла или электричества любого рода, индуцированного в материале.
Какие бывают виды холодной сварки?
Как мы уже упоминали, когда люди слышат «холодную сварку», они обычно думают о вещах, отличных от того, о чем мы говорили до сих пор, имея в виду контактную сварку. Итак, мы рассмотрим еще пару видов «холодной сварки».
О холодной сварке мы говорили как о контактной сварке. Оксидный слой металлов удаляется, так что электроны в молекулярной структуре каждого металла могут свободно течь к другому соединительному элементу. Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала.
Когда люди слышат «холодную сварку», они часто думают о процессе сварки плавлением, в котором используется электрическая дуга. В данном случае холод – гораздо более относительное понятие. Холодный перенос металла (CMT) — это процесс сварки MIG, при котором выделяется примерно на 90 % меньше тепла, чем при обычной сварке MIG. Существенное различие между этим процессом и контактной сваркой заключается в том, что это процесс дуговой сварки, тогда как контактная сварка использует давление. Поскольку CMT представляет собой процесс дуговой сварки, в нем используется электродная проволока, подаваемая в расплавленную сварочную ванну. Это контролируется электроникой, которая регистрирует короткое замыкание дуги, чтобы провод втягивался. Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG.
Существует также процесс сварки TIG, также известный как холодная сварка. Иногда аппарат для сварки ТИГ, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодной». Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки ТИГ, возникает эффект «защелки». То есть он вводится только на долю секунды. Этого времени вряд ли хватит, чтобы расплавить любой присадочный металл, но если вы это сделаете, предпочтительнее использовать более мягкие металлы, такие как алюминий. Холодная установка обычно используется для сплавления двух кусков металла, которые могут окислиться или расплавиться при слишком сильном нагреве.
JB Weld
JB Weld — торговая марка эпоксидной связующей системы. Это рекламируется как «оригинальная холодная сварка». Собственно говоря, это вообще не сварка. Нет расплавленной сварочной ванны, так как не используется электричество, а также нет молекулярного контакта между свариваемыми деталями. Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает.
Где используется?
Контактная сварка
Вряд ли вы увидите его в обычном цехе по производству стали. Это для очень специфических приложений, которые должны быть предварительно одобрены инженером. Инженер может назначить контактную сварку, потому что слишком много тепла, введенного в материал, может привести к деформации или ослаблению материала. Контактная сварка чаще всего используется для сварки проволокой, которая должна быть пригодной для сварки сплавов. Например, никелевая проволока и проволока из мягкой стали могут быть сварены в холодном состоянии.
Холодный перенос металла
CMT часто используется в тех случаях, когда металл не может деформироваться, как при контактной сварке. Автомобильная промышленность и производство листового металла широко используют CMT.
JB Weld
JB Weld десятилетиями пользуется популярностью у профессионалов и домашних мастеров. При отверждении соединение может быть таким же прочным, как сталь. Его можно использовать на чем угодно, от сцепки прицепа до старых барных стульев. Это очень удобно.
Преимущества холодной сварки
Очевидным преимуществом холодной сварки является то, что тепло не передается материалу. Это снижает вероятность деформации или ослабления материала. Он также позволяет соединять металлы разных типов, не обладая такими же навыками или ловкостью, как дуговая сварка.
Недостатки холодной сварки
Конечно, сварка JB и некоторые «холодные» настройки аппаратов для сварки TIG широко доступны даже для домашнего использования. Но контактная сварка — это отдельная ниша. Аппараты для сварки давлением могут быть дорогими и труднодоступными.
Часто задаваемые вопросы (FAQ)
Что такое холодная сварка?
И снова в дело вмешивается другое понимание термина «холодная сварка». Холодный сварной шов – это дефект сварного шва при дуговой сварке. Это также описывается как отсутствие слияния. Здесь скорость перемещения электрода слишком мала. Сварной шов начинает накапливаться и не плавится должным образом. Металл сварного шва также может попасть перед дугой во время движения. Это не связано с процессом контактной сварки.
Вам нужен газ для холодной сварки?
Для контактной сварки защитный газ не требуется, так как используется давление только после удаления оксидного слоя металлов. Однако для CMT требуется защитный газ, поскольку это процесс сварки MIG.
Прочна ли холодная сварка?
Хотя для соединения двух соединительных элементов не используется плавление или нагрев, холодная сварка может быть чрезвычайно прочной. По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.
Заключение
Термин «холодный» сбивает с толку, когда речь идет о сварке. Частично это связано с отсутствием связи между инженерами. Люди на первом этаже производственного цеха вряд ли сталкивались с контактной сваркой. Но они хорошо знакомы с машиной, работающей в холодном состоянии, или JB Weld. Все эти процессы имеют огромное значение. Вопрос лишь в том, что больше подходит для проекта.
Избранное изображение предоставлено: Мануэль Тринидад Меса, Shutterstock
Как это работает?
Какие бывают виды холодной сварки?
Где используется?
Преимущества холодной сварки
Недостатки холодной сварки
Часто задаваемые вопросы (FAQ)
Что такое холодная сварка?
Вам нужен газ для холодной сварки?
Прочна ли холодная сварка?
Заключение
Наука холодной сварки: соединение металлов без нагрева
Наука холодной сварки: соединение металлов без нагрева
Опубликовано 3 марта 2020 г.
Что такое холодная сварка?
Как вы могли догадаться по термину «холодная сварка», никакого нагревания не происходит. Холодная сварка — это процесс соединения двух металлов или материалов без использования тепла.
Теперь это может показаться невозможным и противоречит всему, что вы раньше думали, что знаете о сварке. Но металлы можно соединять без нагрева, и холодная сварка на самом деле является одним из самых популярных методов сварки. Наряду с этим наиболее общепризнанными и известными являются: дуговая сварка, сварка трением, лазерная сварка и ультразвуковая сварка.
Холодная сварка, также известная как холодная сварка давлением или контактная сварка, представляет собой процесс сварки в твердом состоянии, при котором соединение двух металлов происходит без плавления или нагрева на границе раздела двух свариваемых частей. Это означает, что в процессе соединения и соединения не присутствует жидкая или расплавленная фаза. Этот метод был впервые признан в 1940-х годах, его использование и популярность росли в эпоху и достижения космических путешествий и исследований.
Как работает холодная сварка? Как можно соединять металлы без нагревания?
Процесс холодной сварки с использованием давления для соединения двух металлов или материалов. Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом. Это в основном связано с наличием оксидного слоя или тонкого барьера на поверхности двух материалов, который предотвращает их совместную диффузию.
Тем не менее, холодная сварка решает эту проблему за счет предварительной подготовки металлов. Эта подготовка включает очистку и чистку металлов щеткой до такой степени, что этот верхний барьер или оксидный слой удаляется.
Благодаря обезжириванию и очистке металла проволочной щеткой перед сваркой можно получить желательную чистую поверхность, на которой металлы могут быть спрессованы вместе с нужным усилием и, таким образом, сварены вместе.
Наконечники для материалов для холодной сварки: материалы не должны подвергаться сильной закалке и должны быть пластичными.
Стальная труба 30 мм особенно востребована в различных сферах промышленности. Это универсальный тип металлопроката, который относится к группе малоразмерных. В большинстве случаев трубы применяют для обустройства систем водо- и теплоснабжения. Изготовление стальных труб 30 мм осуществляется в соответствии со стандартами ГОСТ 10704-91, 3262-75 и 8732-78.
Стальные трубы 30 мм подразделяются на следующие виды:
электросварные прямошовные: толщина стенок этих труб составляет от 1,2 до 2,5 мм для нержавеющей и от 1 до 2,5 мм для обычной стали. Электросварные трубы применяют для транспортировки разных сред, изготовления мебели, опор, различных каркасов;
бесшовные холоднодеформированные: производство труб этого вида осуществляется в соответствии с ГОСТом 8734-75. Толщина стенок этих конструкций составляет 0,4-8 мм. Отличие данных конструкций — отсутствие спирального сварного шва. Трубы этого типа применяют в сфере строительства и прокладки трубопроводов;
бесшовные горячедеформированные: эти конструкции соответствуют ГОСТу 8732-78. При горячем деформировании толщина стенок труб составляет 2,5-8 мм. Изготовление таких изделий осуществляется при высоких температурах. Благодаря отсутствию сварных швов изделиям обеспечивается максимальная прочность.
Благодаря изобилию продукции подобрать наиболее подходящие стальные трубы 30 мм не составит особенного труда. В ходе производства изделия подвергаются тщательной проверке на наличие сколов, трещин и других изъянов. Благодаря этому заказчик гарантировано получает изделия высокого качества.
Покупка стальной трубы 30 мм у нас
Независимо от характеристик и размеров стальных труб, представители нашей компании с радостью выполнят любой заказ. Для формирования заказа достаточно посетить официальный сайт, добавить товары в корзину. Если возникли какие-либо вопросы, для получения консультации достаточно позвонить по номеру телефона, который указан в шапке сайта. Доставка изделий осуществляется в оговоренные сроки.
На этой странице вы можете найти все трубы диаметром 30 мм. представленные в нашем каталоге.
Труба стальная от производителя | Северный Металлургический Резерв
ГлавнаяМагазин Труба стальная
МЕТАЛЛИЧЕСКАЯ ТРУБА И ЕЕ ХАРАКТЕРНЫЕ ОСОБЕННОСТИ
Металлические материалы, особенности из категории стальных материалов, являются одними из наиболее долговечных, надежных, износостойких и недорогих материалов, которые только известны человечеству на данный момент. Стальные компоненты используются в различных отраслях индустриального, промышленного и строительного направления. Из стали изготавливают отопительные коммуникации и системы, системы водоснабжения, газопроводные магистрали, трубы стальные, цена на которые не так высока, как на современные пластиковые и металлопластиковые аналоги стальных труб, и многое другое. Обладая особенными отличительными характеристиками, труба металлическая применяется повсеместно, практически в каждой системе, связанной с многокилометровой трубопроводной транспортировкой каких-либо жидкостей и газообразных веществ.
ТРУБА МЕТАЛЛИЧЕСКАЯ И ЕЕ ИЗГОТОВЛЕНИЕ
Труба стальная может изготавливаться как бесшовной цельной конфигурации, так и сварного типа. Трубы стальные покупать лучше всего цельного типа производства, поскольку они значительно более надежны, прочны и долговечны в эксплуатации, особенно после обработки их наружной и внутренней поверхности специальным цинковым покрытием. Сортамент труб стальных позволяет поставлять в продажу огромнейший выбор труб, отличающихся типов состава стали и диаметром поперечного сечения. Трубы стальные купить можно на специализированных крупных рынках, металлобазах и производственно-индустриальных местах и, желательно, чтобы это были именно бесшовные трубы, поскольку некачественное производство труб стальных сварного типа, может повлечь за собой случайное протекание воды.
ТРУБА СТАЛЬНАЯ И ЕЕ ПРЕИМУЩЕСТВА
Основными и главными преимуществами труб металлических являются повышенный уровень стальной прочности, высокие свойства теплопроводности, существенно более низкий коэффициент линейного температурного расширения.
Труба стальная цену имеет невысокую по сравнению со своими аналогичными продуктами металлопроката из цветных металлов, что делает ее еще более востребованной и популярной.
СОРТАМЕНТ ТРУБ СТАЛЬНЫХ
Труба стальная, цена на которую имеет более низкий уровень, чем среднестатистические цены вокруг, должна вызывать подозрение, ведь даже большой сортамент труб стальных не позволяет получить гарантию на качество стальной продукции. А, если труба стальная покупается в неспециализированном месте, то можно попасть на некачественный товар, который впоследствии может доставить некоторые неудобства или значительные финансовые потери, когда применяется труба стальная такого уровня качества.
Еще один небольшой недостаток, который имеет труба металлическая – это тот же высокий уровень теплопроводности, но по отношению к холодным жидкостям, которые на больших магистральных протяженностях нагреваются до нежелательного уровня. Именно поэтому сортамент труб стальных необходимо тщательно подбирать, чтобы избежать нежелательных последствий при дальнейшем монтаже и использовании по назначению приобретенной продукции. Ведь труба стальная, цену имеет невысокую и может с успехом применяться практически в любом строительстве, различных коммуникациях и так далее.
ПРИОБРЕТЕНИЕ СТАЛЬНОЙ ТРУБОПРОКАТНОЙ ПРОДУКЦИИ
Трубы стальные купить можно всегда в свободном доступе, поскольку такая металлопрокатная продукция, как труба стальная, цену имеет невысокую и производится в больших количествах. Сортамент труб стальных насчитывает много разных параметров продукции, поэтому среди ее огромного ассортимента трубы металлической можно всегда подобрать необходимый материал, чтобы трубы стальныекупить по достаточно низкой цене.
ОДОБРЕН GRAINGER Ассортимент трубных ниппелей: черная сталь, номинальный размер трубы 3/4 дюйма, 66 шт., резьба на обоих концах, NPT — 6KC73|6KC73
ГРЕЙНГЕР ОДОБРЕН
Вещь # 6КС73
производитель Модель #
6КС73
UNSPSC #
40142318
№ страницы каталога
2772
2772
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Этот ассортимент трубных ниппелей, одобренных компанией Grainger, включает ниппели, взаимозаменяемые с черным чугуном или сталью. Подходит для сантехники низкого давления, включая воздух, воду, масло, природный газ и пар.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ГРЕЙНГЕР ОДОБРЕН
Вещь # 6КС73
производитель Модель #
6КС73
UNSPSC #
40142318
№ страницы каталога
2772
2772
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Этот ассортимент трубных ниппелей, одобренных компанией Grainger, включает ниппели, взаимозаменяемые с черным чугуном или сталью. Подходит для сантехники низкого давления, включая воздух, воду, масло, природный газ и пар.
DOM & HREW Круглые трубы — Горячекатаные круглые трубы
Круглые трубы
Круглые трубы представляют собой полую экструдированную форму с гладкой и бесшовной внутренней частью. O’Neal Steel поставляет горячекатаные круглые трубы, которые можно использовать в различных областях. Наш ассортимент круглых труб включает в себя как тянутые на оправке (DOM), так и горячекатаные электросварные трубы (HREW), что облегчает вам поиск необходимого металлического материала.
Отрасли, которые мы обслуживаем
В зависимости от материала, толщины стенки и метода сварки, круглая труба может использоваться в ряде бытовых и промышленных применений. Некоторые распространенные области применения круглых труб включают перила, двигатели, металлические леса и вентиляцию.
Круглая труба также широко используется в производстве для различных других отраслей промышленности, таких как:
Производство грузовых автомобилей и прицепов
Производство сельскохозяйственного оборудования
Производство коммерческого и промышленного оборудования
Производство конвейерного оборудования
Ваш надежный поставщик круглых труб
Если ваш следующий проект касается производства тяжелого оборудования или строительства прочных конструкций, у O’Neal Steel есть круглая труба, которая вам нужна! Изучите наш обширный ассортимент круглых труб и других металлических изделий в PRONTO® прямо сейчас.
Нужна ли круглая трубка, адаптированная для конкретного применения? Наша команда обработки здесь, чтобы помочь! Мы предлагаем широкий спектр услуг по обработке металла, чтобы помочь начать ваш проект, поставляя металл, который вам нужен, именно в том виде, в котором он вам нужен! Свяжитесь с нашей командой сегодня, чтобы узнать больше или запросить расчет стоимости обработки.
Круглая трубка Определено
DOM vs HREW
Предлагаем трубы DOM (протянутые на оправке) и HREW (горячедеформированные электросварные). Основное различие между ними заключается в их силе.
Натянутая на оправку (DOM)
Трубка DOM начинается со сварной трубы, которая затем продавливается через штамп, чтобы придать ей желаемую форму. В результате получается труба, бесшовная внутри и снаружи, с пределом текучести до 70 тысяч фунтов на квадратный дюйм (килограмм на квадратный дюйм).
Горячекатаный электросварной (HREW)
Трубы HREW, наоборот, имеют видимый шов внутри и снаружи трубы, а предел текучести составляет 40 тысяч фунтов на квадратный дюйм.
Готовы запросить цену на круглую трубу?
СВЯЖИТЕСЬ С НАМИ
Типы круглых труб
Горячекатаная
ГОРЯЧЕКАТАНАЯ СТАЛЬ VS. ХОЛОДНООТДЕЛОЧНАЯ СТАЛЬ
Существует много различий между горячекатаной и холоднокатаной сталью.
Физические свойства металлов и общее применение металлической связи в таблице (9 класс, химия)
4.2
Средняя оценка: 4.2
Всего получено оценок: 296.
4.2
Средняя оценка: 4.2
Всего получено оценок: 296.
Физические свойства металлов отличают их от неметаллов. Все металлы, кроме ртути, – твёрдые кристаллические вещества, являющиеся восстановителями в окислительно-восстановительных реакциях.
Положение в таблице Менделеева
Металлы занимают I-II группы и побочные подгруппы III-VIII групп. Металлические свойства, т.е. способность отдавать валентные электроны или окисляться, увеличиваются сверху вниз по мере увеличения количества энергетических уровней. Слева направо металлические свойства ослабевают, поэтому наиболее активные металлы находятся в I-II группах, главных подгруппах. Это щелочные и щелочноземельные металлы.
Определить степень активности металлов можно по электрохимическому ряду напряжений. Металлы, стоящие до водорода, наиболее активны. После водорода стоят слабоактивные металлы, не вступающие в реакцию с большинством веществ.
Рис. 1. Электрохимический ряд напряжений металлов.
Строение
Вне зависимости от активности все металлы имеют общее строение. Атомы в простом металле расположены не хаотично, как в аморфных веществах, а упорядоченно – в виде кристаллической решётки. Удерживает атомы в одном положении металлическая связь.
Такой вид связи осуществляется за счёт положительно заряженных ионов, находящихся в узлах кристаллической ячейки (единицы решётки), и отрицательно заряженных свободных электронов, которые образуют так называемый электронный газ. Электроны отделились от атомов, превратив их в ионы, и стали перемещаться в решётке хаотично, скрепляя ионы вместе. Без электронов решётка бы распалась за счёт отторжения одинаково заряженных ионов.
Различают три типа кристаллической решётки. Кубическая объемно-центрированная состоит из 9 ионов и характерна хрому, железу, вольфраму. Кубическая гранецентрированная включает 14 ионов и свойственная свинцу, алюминию, серебру. Из 17 ионов состоит гексагональная плотноупакованная решётка цинка, титана, магния.
Рис. 2. Виды кристаллических решёток.
Свойства
Строение кристаллической решётки определяет основные физические и химические свойства металлов. Металлы блестят, плавятся, проводят тепло и электричество. Промышленность и металлургия нашли применение физическим свойствам металлов в изготовлении деталей, фольги, корпусов машин, зеркал, бытовой и промышленной химии. Особенности металлов и их использование представлены в таблице физических свойств металлов.
Свойства
Особенности
Примеры
Применение
Металлический блеск
Способность отражать солнечный свет
Наиболее блестящими металлами являются Hg, Ag, Pd
Изготовление зеркал
Плотность
Лёгкие – имеют плотность меньше 5 г/см3
Na, K, Ba, Mg, Al. Самый лёгкий металл – литий с плотностью 0,533 г/см3
Изготовление облицовки, деталей самолётов
Тяжёлые – имеют плотность больше 5 г/см3
Sn, Fe, Zn, Au, Pb, Hg. Самый тяжёлый – осмий с плотностью 22,5 г/см3
Использование в сплавах
Пластичность
Способность изменять форму без разрушений (можно раскатать в тонкую фольгу)
Hg (38,9°С), Ga (29,78°С), Cs (28,5°С), Zn (419,5°C)
Производство радиотехники, жести
Тугоплавкие – температура плавления выше 1000°С
Cr (1890°С), Mo (2620°С), V (1900°С). Наиболее тугоплавкий – вольфрам (3420°С)
Изготовление ламп накаливания
Теплопроводность
Способность передавать тепло другим телам
Лучше всего проводят ток и тепло Ag, Cu, Au, Al
Приготовление пищи в металлической посуде
Электропроводность
Способность проводить электрический ток за счёт свободных электронов
Передача электричества по проводам
Рис. 3. Примеры применения металлов.
Что мы узнали?
Из урока 9 класса узнали о физических свойствах металлов. Кратко рассмотрели положение металлов в периодической таблице и особенности строения кристаллической решётки. Благодаря строению металлы обладают пластичностью, твёрдостью, способностью плавиться, проводить электрический ток и тепло. Свойства металлов неоднородны. Различают лёгкие и тяжёлые металлы, лёгкоплавкие и тугоплавкие, мягкие и твёрдые. Физические свойства используются для изготовления сплавов, электрических проводов, посуды, мыла, стекла, конструкций различной формы.
Тест по теме
Доска почёта
Чтобы попасть сюда — пройдите тест.
Лидия Маслова
10/10
Оценка доклада
4.2
Средняя оценка: 4.2
Всего получено оценок: 296.
А какая ваша оценка?
Физические свойства металлов и сплавов. Сварка
Физические свойства металлов и сплавов. Сварка
ВикиЧтение
Сварка Банников Евгений Анатольевич
Содержание
Физические свойства металлов и сплавов
К физическим свойствам металлов и сплавов относятся:
• температура плавления;
• плотность;
• температурный коэффициент;
• электросопротивление;
• теплопроводность.
Физические свойства металлов и сплавов обусловлены их составом и структурой.
Данный текст является ознакомительным фрагментом.
Физические свойства почвы
Физические свойства почвы Все свойства почвы, относящиеся к категории физических, можно разделить на основные и функциональные. К первой группе относятся удельный и объемный вес, пластичность, твердость, пористость, связность, спелость и липкость, а ко второй –
Характеристика свойств металлов и сплавов
Характеристика свойств металлов и сплавов В настоящее время известно 65 металлов. Но чистые металлы применяют редко, в основном в технике применяются сплавы. Например, сплав железа с углеродом насчитывает более 12 000 железных сплавов, главным образом сталей. Все металлы и
Механические свойства металлов и сплавов
Механические свойства металлов и сплавов Основные механические свойства:• прочность;• пластичность;• твердость;• ударная вязкость.Приложение внешней нагрузки вызывает в твердом теле напряжение и деформацию.Напряжение – это нагрузка (сила), отнесенная к площади
Химические свойства металлов и сплавов
Химические свойства металлов и сплавов К химическим свойствам относится способность к химическому взаимодействию с агрессивными
Технологические свойства металлов и сплавов
Технологические свойства металлов и сплавов Технологические свойства – это способность материала подвергаться различным методам горячей и холодной обработки.У металлов и сплавов такими свойствами являются:• литейные свойства определяются жидкотекучестью, усадкой
Эксплуатационные свойства металлов и сплавов
Эксплуатационные свойства металлов и сплавов Эксплуатационные, или служебные, свойства металлов и сплавов определяются условиями работы машин или конструкций, изготовленных из этих материалов. В зависимости от условий работы выделяют:• коррозионную стойкость –
Глава 16 Технология производства сварки цветных металлов и их сплавов
Глава 16 Технология производства сварки цветных металлов и их сплавов Особенности сварки цветных металлов Цветные металлы и сплавы по своим физико-химическим свойствам резко отличаются от сталей, что необходимо учитывать при выборе вида сварки и технологии. По
Глава 14 Физические свойства кала
Глава 14 Физические свойства кала Определяют суточное количество кала, консистенцию кала, его форму, цвет, запах, наличие видимых остатков пищи, патологических примесей и паразитов.Количество калаСуточное количество кала колеблется в значительных пределах даже у
Свойства металлов и неметаллов
Мы можем разделить элементы на металлы и неметаллы на основе их химических и физических свойств. Этили определяются как элементы, обладающие такими свойствами, как ковкость, пластичность, звучность и хорошие проводники тепла. и электричество. В то время как неметаллы — это те элементы, которые не податливы, пластичны, звучны и являются плохими проводниками тепла и электричества. На следующем рисунке в периодической таблице выделены металлы и неметаллы, а также металлоиды.
(Изображение будет загружено в ближайшее время)
В этой статье мы подробно обсудим свойства металлов и неметаллов и разницу между ними на основе их свойств (с исключениями).
Что такое металл?
Металл в химии определяется как элемент, который может легко образовывать положительные ионы, называемые катионами, и имеет тенденцию образовывать металлические связи. Металлы отличаются своими химическими и физическими свойствами, такими как ковкость, пластичность, ионизационные и связующие свойства и т. д.
Свойства металлов
Примерами металлов являются золото, алюминий, железо, магний и т. д. Они обладают следующими свойствами.
Физические свойства металлов: Некоторые из основных физических свойств металлов приведены ниже.
Металлы можно ковать в тонкие листы. Это значит, что они обладают свойством податливости.
Металлы пластичны. Их можно втянуть в провода.
Металлы являются хорошими проводниками тепла и электричества.
Металлы блестящие, что означает, что они имеют блестящий вид.
Металлы обладают высокой прочностью на растяжение. Это означает, что они могут держать тяжеловесов.
Металлы звонкие. Это означает, что когда мы ударяем их, они издают звонкий звук.
Металлы твердые. Это означает, что их нельзя легко разрезать.
Химические свойства металлов: Некоторые химические свойства металлов приведены ниже.
Металл + кислород Оксид металла
Оксид металла + вода Основание
Пример. Магний представляет собой металл, и при взаимодействии с кислородом он образует оксид магния. Когда мы растворяем оксид магния в воде, получается гидроксид магния. Реакции приведены ниже.
2Mg + O2 2MgO
MgO + h3O Mg(OH)2
Водный раствор оксида металла превращает красную лакмусовую бумажку в синюю.
Реакция с водой — Металлы реагируют с водой. Когда металл реагирует с водой, образуются гидроксид металла и газообразный водород.
Металл + вода Гидроксид металла + водород
Пример. Металлический натрий реагирует с водой с образованием гидроксида натрия и газообразного водорода. Реакция приведена ниже –
Na + h3O NaOH + h3
Металл + Кислота Соль металла + водород
Пример. Металлический магний реагирует с соляной кислотой и образует хлорид магния и водород. Реакция представлена ниже –
Mg + 2HCl MgCl2 + h3
Металл + соль основного металла + водород
Пример. Металлический алюминий реагирует с гидроксидом натрия с образованием алюмината натрия и газообразного водорода. Реакция приведена ниже –
Al + NaOH NaAlO2 + h3
Пример – Железо более реакционноспособно, чем медь. Таким образом, он вытесняет медь из соли. Реакция приведена ниже –
CuSO4 + Fe FeSO4 + Cu
Что такое неметалл?
Неметалл в химии можно определить как химический элемент, который обычно в химической реакции получает электроны при взаимодействии с металлом. Он имеет тенденцию образовывать кислоту в сочетании с кислородом и водородом. Неметаллы демонстрируют большее разнообразие цветов и состояний по сравнению с металлами.
Свойства неметаллов
Примерами неметаллов являются хлор, углерод, бром, сера, фосфор и т. д. Они проявляют следующие свойства:
Физические свойства неметаллов: некоторые из основных физических свойств неметаллы приведены ниже.
Неметаллы нельзя забивать в тонкие листы. Это означает, что они не обладают свойством податливости. Вместо этого они хрупкие, так как при ударе молотком распадаются на куски.
Неметаллы не пластичны. Их нельзя втягивать в провода.
Неметаллы являются плохими проводниками тепла и электричества.
Неметаллы не блестят, что означает, что они не блестят. Вместо унылого вида.
Неметаллы имеют низкую прочность на растяжение. Это означает, что они не могут удерживать тяжеловесов.
Неметаллы не звонкие. Это означает, что когда мы ударяем их, они не издают ни звука.
Неметаллы мягкие. Это означает, что их можно легко разрезать ножом.
Химические свойства неметаллов: Некоторые химические свойства элементов приведены ниже.
Неметалл + кислород Оксид неметалла
Оксид неметалла + вода Кислота
Пример. Сера является неметаллом и при взаимодействии с кислородом образует диоксид серы. Когда мы растворяем диоксид серы в воде, получается сернистая кислота. Реакции приведены ниже.
S + O2 SO2
SO2 + h3O h3SO3
Водный раствор оксида неметалла превращает синюю лакмусовую бумажку в красную.
Неметаллы обычно не реагируют с водой.
Неметаллы не реагируют с разбавленными кислотами, хотя могут реагировать с концентрированными кислотами.
Пример – C + конц. 4HNO3 CO2 + 4NO2 + 2h3O
Пример – 4S + 8NaOH Na2SO4 + 3Na2S + 4h3O (при >600 ℃)
Пример. Бром более активен, чем йод. Таким образом, он замещает йод в соединениях йодида калия. Реакция приведена ниже –
2KI + Br2 2KBr + I2
Разница между металлами и неметаллами
Мы различаем металлы и неметаллы по их физическим и химическим свойствам. Здесь разница между металлом и неметаллом представлена в виде таблицы с исключениями для лучшего понимания. Приведенные выше физические и химические свойства металлов и неметаллов сравниваются здесь.
Серийный номер
Property
Metal
Nonmetal
Exceptions
1
Malleability
Malleable
Not malleable
—
2
Ductility
Ductile
Not ductile
—
3
Brittle
Not brittle
Brittle
—
4
Проводимость
Хороший проводник тепла и электричества
Плохой проводник тепла и электричества
Алмаз – неметалл, но хороший проводник тепла.
Графит – неметалл, но хороший проводник электричества.
5
Luster
Listrous
Dull
Diamond and Iodine –1000.
6
Прочность
Высокая прочность на растяжение
Низкая прочность на растяжение
Натрий и калий являются металлами, но имеют низкую прочность на растяжение.
7
Sonority
Sonorous
Not sonorous
—
8
Hardness
Hard
Soft
Натрий и калий — это металлы, но они мягкие и могут резаться ножом.
Алмаз — неметалл, но очень твердое вещество. Это самое твердое известное природное вещество.
9
Reaction with oxygen
Metal + Oxygen Metal oxide
2Mg + O2 2MgO
Nonmetal + Oxygen Nonmetal oxide
S + O2 SO2
—
10
Реакция с водой
Metal + Water Metal hydroxide + hydrogen
Na + h3O NaOH + h3
No reaction with water
—
11
Reaction with acid
Металл + Кислота Соль металла + водород
Mg + 2HCl MgCl2 + h3
Неметаллы не реагируют с разбавленной кислотой, но реагируют с концентрированной кислотой.
С + конц. 4HNO3 CO2 + 4NO2 + 2h3O
—
12
Reaction with base
Metal + Base Metal salt + hydrogen
Al + NaOH NaAlO2 + h3
React с сильными основаниями и не выделяют газообразный водород.
4S+8NaOH Na2SO4+3Na2S+4h3O0003
Реакция замещения
Более активный металл вытесняет менее активный металл из его соли.
Железо более реакционноспособно, чем Cu.
CuSO4 + Fe FeSO4 + Cu
Более активный неметалл вытесняет менее реакционноспособный неметалл из его соли.
Бром более активен, чем йод.
2KI + Br2 2KBr + I2
—
14
Nature of oxides
Basic
Acidic
—
15
The action of oxides on litmus paper
Metal oxides turn red litmus paper в синий.
Оксиды неметаллов превращают синюю лакмусовую бумагу в красную.
—
16
Реакции оксидов с водой
Оксиды металлов реагируют с водой и образуют соответствующие гидроксиды.
MgO + h3O Mg(OH)2
Оксиды неметаллов реагируют с водой и образуют кислоты.
SO2 + h3O h3SO3
—
Прочитав эту статью, вы сможете решать задачи по теме. Мы получаем необходимые базовые знания, связанные с металлами и неметаллами. Если вы ищете решения проблем с учебниками NCERT, основанные на этой теме, войдите на веб-сайт Vedantu или загрузите приложение Vedantu Learning. Таким образом, вы сможете получить доступ к бесплатным PDF-файлам с решениями NCERT, а также к примечаниям к изменениям, пробным тестам и многому другому.
Обзор физических свойств металлов
Физические свойства являются важным способом отличить один материал от другого. При изучении и применении металлургии физические свойства часто считаются более широкой категорией, чем механические свойства, но не все свойства пересекаются. Физические свойства легче всего отличить от механических методом испытаний. В то время как для измерения механических свойств требуется приложение усилий, физические свойства можно измерить без изменения материала.
Тем не менее, физические свойства меняются в разных средах. Например, большинство металлов имеют более высокую плотность при более низких температурах из-за принципов теплового расширения и сжатия . Цвет и внешний вид, которые также являются физическими свойствами, изменяются в зависимости от ряда факторов окружающей среды.
Чтобы узнать больше о механических свойствах металлов, ознакомьтесь с нашим сообщением в блоге здесь.
Физические свойства металлов включают:
Коррозионная стойкость
Плотность
Температура плавления
Термические свойства
Теплоемкость
Теплопроводность
Тепловое расширение
Электропроводность
Магнитные свойства
Что такое сплав?
Слово сплав появляется в блоге Eagle Group, особенно в этой серии. Сплав представляет собой однородную смесь, состоящую из комбинации отдельных элементов, когда хотя бы один из элементов является металлом. Обычные сплавы включают бронзу, которая представляет собой смесь меди (Cu) и олова (Se). Сталь представляет собой смесь железа (Fe) и углерода (C), а нержавеющая сталь включает другие легирующие добавки, такие как хром (Cr), никель (Ni) и марганец (Mn).
Коррозионная стойкость
Могут возникать многие виды коррозии. Коррозия — это процесс, при котором материал восстанавливается до более стабильного состояния посредством химической реакции, часто связанной с атмосферой или условиями эксплуатации. Ржавчина, часто встречающаяся на незащищенных изделиях из черных металлов, является одной из наиболее распространенных форм коррозии.
Коррозионная стойкость , с другой стороны, это способность материала сопротивляться реакции перехода к более стабильному состоянию в окружающей среде.
Необработанный алюминий, кремний, титан и их сплавы обладают естественной коррозионной стойкостью благодаря нереакционноспособному слою, который быстро образуется на их поверхности. Распространенным сплавом для многих применений, требующих коррозионной стойкости, является нержавеющая сталь. В отличие от углеродистой стали, сплавы нержавеющей стали способны противостоять поверхностной коррозии при воздействии сред, которые обычно вызывают коррозию, включая влажную, кислотную или высокую температуру.
Нажмите здесь, чтобы прочитать нашу запись в блоге «Коррозионная стойкость»
Плотность
Плотность объекта определяется по простой формуле: масса объекта (M) делится на его объем (V). Сначала практическое применение плотности заключалось в определении подлинности золота, как в истории с золотой короной. Золото — отличный кандидат для проверки плотности, потому что это гораздо более плотный материал, чем другие металлы, со средней плотностью 1206 фунтов. за кубический фут.
Сплавы, чаще используемые в производстве, имеют меньшую плотность. Сталь в среднем около 494 фунта на кубический фут, в то время как из нержавеющей стали немного меньше. Плотность титана составляет примерно половину плотности стали, а алюминия — около одной трети. На практике это означает, что деталь из стали будет весить примерно в три раза больше, чем точно такая же деталь из алюминия. Однако у стали есть и другие преимущества, такие как твердость и прочность, поэтому меньшие объемы или толщина материала могут обеспечить такие же или лучшие характеристики в сравнении.
Eagle Alloy и Eagle Precision часто производят сложные тонкостенные отливки из различных сплавов углеродистой и нержавеющей стали. Сплав влияет на конструкцию, производственный процесс и методы отделки, используемые для изготовления каждой литой детали.
Точка плавления
Точка плавления материала определяется как температура, при которой он переходит из твердого состояния в жидкое при атмосферном давлении . Температура плавления может быть основным фактором при принятии решения о возможности использования сплава для конкретного продукта. Различные сплавы имеют разные диапазоны температур плавления, что определяется элементами их химического состава. Например, сплав с высоким процентным содержанием олова или алюминия будет плавиться при гораздо более низкой температуре, чем сплав, состоящий в основном из железа и никеля.
Температура плавления является важным фактором для производителей металлов. На многих литейных предприятиях используются методы литья в песчаные формы, такие как воздушная установка или литье в оболочковые формы, поскольку неметаллические формы могут выдерживать более высокие температуры, необходимые для плавления стали. Алюминий, с другой стороны, можно отливать в многоразовых стальных формах, так как он имеет гораздо более низкую температуру плавления, чем сталь.
Тепловые свойства
Тепловые свойства включают теплоемкость, теплопроводность и тепловое расширение. В производстве все три свойства являются важными факторами при выборе правильного сплава.
Теплоемкость , также известная как удельная теплоемкость , представляет собой количество энергии, необходимое для изменения температуры материала, и является ключевым компонентом прогнозирования затвердевания отливки.
Теплопроводность определяется как скорость, с которой тепло может передаваться через материал, и у металлов есть одна общая черта — высокая теплопроводность. Электропроводность — это другое свойство, но оно пропорционально коррелирует с теплопроводностью. Такие металлы, как медь и золото, известные как хорошие электрические проводники, также являются хорошими теплопроводниками.
Тепловое расширение относится к тому, как металлы расширяются при нагревании и сжимаются при охлаждении. Это свойство особенно важно при конструировании оснастки для литья металлов. Выкройки и формы должны быть больше конечной детали, чтобы учесть усадку при охлаждении.
Нажмите здесь, чтобы прочитать наш пост «Электропроводность» для получения дополнительной информации о тепло- и электропроводности
Магнитные свойства
Магнитные свойства см. способ, которым материал реагирует на приложенное внешнее магнитное поле . Этот магнитный отклик можно классифицировать как диамагнитный, парамагнитный, ферромагнитный, антиферромагнитный или ферримагнитный.
Диамагнетики — отталкиваются магнитными полями
Парамагнетик — не показывает магнитный порядок
Ферромагнитный — самый сильный тип магнетизма
Антиферромагнитный — может существовать при достаточно низких температурах, но исчезает при температуре Нееля 9 или выше0020
Ферримагнетик — слабая форма ферромагнетизма
Железо является одним из наиболее магнитных металлов, поэтому черные металлы (металлы, содержащие железо), такие как сталь, также проявляют различные степени магнетизма, в частности ферромагнетизм.
Хотя приведенные выше свойства ни в коем случае не являются исчерпывающими, они представляют собой многие из наиболее важных свойств, связанных с выбором материала для литья металлов или обработки на станках с ЧПУ. В Eagle Group наши эксперты по металлургии имеют опыт оценки потребностей продукта и, основываясь на отзывах клиентов, в конечном итоге предлагают оптимальный сплав для работы.
Сверление закаленной стали – чем просверлить калёную сталь, какое нужно сверло, как отпустить каленый металл
Сталь лучше сверлить еще до процесса каления, поскольку это не вызовет никаких затруднений. Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
В домашних условиях
Порой, чтобы получить отверстие, достаточно сделать прорезь болгаркой. Через нее пропустить винт, далее закрепить заготовку. Чтобы отверстие вышло меньше, его нужно делать с 2 сторон. Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Перед работами сталь необходимо обследовать на твердость. Уже отталкиваясь от этого выбирать метод. Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Во время работ заготовка сильно прижимается дрелью, и ставятся большие обороты. Место сверления предварительно смазывается. Лучше будет изначально использовать сверло меньшего диаметра, а потом заменить на больший. Так снижается площадь сопротивления, повышается эффективность.
Если используется специальное сверло из углеродистых сталей, требуется работать, учитывая следующие тонкости:
Дрель сильно не прижимать к заготовке;
Не включать большие обороты.
Следующий метод займет от 2 часов. Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
Также отверстие делается обычным сварочным аппаратом. Само место прожигается, либо «отпускается», а далее просто просверливается. Оплавленные края необходимо зашлифовать.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Зенкерование
Применяется для литых обработанных заготовок с предварительно просверленными отверстиями. Зенкеры помогают улучшить чистоту поверхности, повышают точность для дальнейшей развертки. В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
Развертка
Инструмент, который предварительно и окончательно обрабатывает отверстие с необходимой точностью. Диаметр отверстия, которое подготавливается для развертки, должно быть меньше на пол сантиметра самой развертки. Обороты шпинделя должны быть не большие, 50-200 в минуту. При развертке также используется смазочная жидкость.
Расточка
Во время расточки используются резцы:
Расточный изогнутый. Обрабатывает сквозное отверстие перед черновой обработкой;
Расточный подрезной. Обрабатывает глухие отверстия. Подрезает внутренние углы торцов;
Канавочный. Применяется не часто. По большей части для резьбовых канавок. Изготавливают резцы из твердой стали;
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Как просверлить толстый, каленый металл и отверстие большого диаметра в стали
Сегодня из металла человек может сделать заготовку любой формы и размера. Это материал, который широко используют в различных отраслях промышленности, он незаменим при производстве механизмов и различных деталей.
Сегодня в распоряжении мастеров десятки инструментов, которые позволяют резать, сверлить, менять заготовки. Поэтому, если вы хотите просверлить отверстие в металле, сделать это сможете с лёгкостью.
Как просверлить в металле отверстие большого диаметра
Изготовление больших отверстий — занятие кропотливое. Для подобной работы необходимо использовать специальные коронки нужного диаметра или конусные свёрла. Коронки, предназначенные для работы с металлом, похожи на аналогичные устройства для бетона или гипсокартона.
Они могут иметь специальное алмазное напыление для более чёткой, аккуратной и быстрой резки. Для работы часто используют специальные конусные свёрла (могут иметь шестигранные или цилиндрические хвостовики). Режущая кромка может снять заусенцы и стружку, что позволяет сразу получить ровное отверстие.
Как быстро просверлить толстый металл
Если вам необходимо просверлить глубокое отверстие, лучше всего отдать предпочтение не электрическим дрелям, а токарным станкам. Такой аппарат обеспечивает точную и аккуратную обработку материалов любой толщины и прочности. При работе важно обеспечить качественное охлаждение режущего элемента и принудительное удаление стружки.
Как просверлить калёный металл
Калёная сталь — прочный материал, который может выдерживать довольно сильные нагрузки. Именно поэтому работать с ним непросто. Но если вам нужно просверлить калёную сталь в домашних условиях, можете воспользоваться одним из таких методов:
работа при помощи сварочного аппарата — используя такой инструмент можно сделать отверстие в изделии, но после этого его придётся обработать режущими инструментами или напильниками. Также, используя сварочный аппарат, можно опустить сталь в зоне воздействия, а после этого воспользоваться сверлом и сделать отверстие необходимого размера;
сверление при помощи специальных свёрл для закалённой стали — метод имеет один существенный недостаток. Такие свёрла очень дорогие, изготавливаются они из высокоуглеродистой стали и имеют алмазное напыление. При работе очень важно не допускать перегрева свёрла и сильного нажима — в противном случае велик риск испортить заготовку.
Если вам нужно сделать отверстие в калёной стали, а специального аппарата у вас нет, можно воспользоваться другими методами:
травление стали кислотой (борной, азотной, хлорной) — для работы необходимо сделать ограничивающий бортик и налить внутрь кислоту;
если материал не очень твёрдый и тонкий, сделать отверстие можно с помощью специального пробойника.
Как просверлить нержавеющую сталь
Главное отличие «нержавейки» — её повышенная вязкость. Это и преимущество, и недостаток. Ведь при обработке нержавеющего металла сверло практически сразу нагревается, а значит, нужно заранее продумать его охлаждение при работе. Обычно сразу применяют специальную смесь, в которую входит машинное масло, сера.
Для обработки нержавеющей стали может использоваться как электрическая дрель, так и сверлильный станок. И в первом, и во втором случае необходимо ставить аппарат на минимальные обороты. Несколько советов для тех, кто хочет работать с нержавеющей сталью:
при работе с толстым листом материала сначала необходимо просверлить небольшое отверстие тонким инструментом и после этого использовать сверло с необходимым сечением;
если вы работаете с листами размером 1-2 мм, используйте стандартные свёрла, при условии, что их режущая кромка заточена на 120 градусов;
если толщина меньше 1 мм, обработка должна осуществляться ступенчатыми свёрлами.
Если вы решили просверлить металл своими руками в домашних условиях, воспользуйтесь этими простыми советами.
В поисках сверла для сверления закаленной стали
(Image/Wayne Scraba)
Многие статьи, о которых я писал инструменты вращаются вокруг более сложных, можно сказать, экзотических предметов.
Сегодня мы отклонимся и поговорим о чем-то, казалось бы, простом — о специальном сверле.
Возможно, кому-то из вас это поможет то, что на первый взгляд может показаться простой дилеммой:
Мне нужно было просверлить отверстие насквозь закаленная сталь — в данном случае кусок стали — это то, что осталось от нижнего рычаг переключения передач на рулевой колонке.
Рулевая колонка была сборка «три на дереве» преобразована в приложение для смены пола с новым чаша, но части рычага переключения передач остались. Идея заключалась в том, чтобы обрезать остатки, а затем просверлите отверстие в том, что осталось, чтобы его можно было закрепить страховочной проволокой. закрыть.
Я знал, что войду в это, разрезая (с отрезной круг) и шлифовка соединения, чтобы оно затвердело. Это не кажется слишком большой проблемой, потому что я мог бы отжечь его после обрезки до форма.
После отжига детали я попытался просверлите отверстие диаметром 1/8 дюйма в соединении обычным высокоскоростным сверлом.
В процессе я перепробовал почти все в моих ящиках для инструментов. Я пытался просверлить отверстие тремя разными сверлами. обычный 3/8-дюймовый электрический Makita с регулируемой скоростью, Mac Tools с пневматическим приводом дрель и перфоратор Makita ½ дюйма.
Я потратил на это не менее двух часов. Ничего такого работал.
Итак, я пошел к местному машинисту.
Он перетащил файл через связь и быстро пришел к выводу, что сталь на самом деле закалена (и не очень по мне). Затем он отжег его с помощью сварочного аппарата TIG.
После охлаждения вал колонны был зажат в тисках мельницы Бриджпорта. Конечный результат (после нескольких попытки — все с дополнительным отжигом) была небольшая вмятина на закаленном рычаге переключения передач с помощью биты 1/8 дюйма. Глубина этой «вмятины» составляла примерно 0,010 дюйма. Это не выглядел хорошо.
Проверено на паре других машин магазинах, и, услышав эту историю, никто не хотел к ней прикасаться.
После этого я мог упакуйте деталь и отправьте ее в специализированный магазин для электроэрозионной обработки (электроразряда). Обработка) для точной дуговой обработки отверстия за 200 долларов или для покупки других 1/8-дюймовые сверла и попробуйте еще раз (используя каждое из трех использованных сверл). до).
Подумав об этом, я понял, что нечего было терять, пробуя разные сверла.
Первый бит, который я попробовал, был свежим, острое сверло из быстрорежущей стали. Он даже не поцарапал поверхность.
Вторая бита, которую я попробовал, была с титановым покрытием. Парень из магазина инструментов сказал, что это абсолютно точно, 100-процентное сверление закаленной стали. Об этом даже было написано на упаковке. Оба парень с инструментами и пакет были неправильными. Это не сработало.
Я искал ответы в Интернете. Я нашел сообщение на доске объявлений, где кто-то сказал, что сверло по каменной кладке сработает. идеально подходит для моей дилеммы. Купил каменную крошку. К сожалению, это не работать либо.
Вернуться к Интернету.
Я нашел еще одно сообщение на доске объявлений где кто-то предложил мне использовать сверло, предназначенное для работы с ударной дрелью.
Поскольку у меня был перфоратор, я решил, что мне нечего терять. Я был уверен, что это сработает. Парень у магазин поставки инструмента договорился. В конце концов, ударная дрель обеспечивает много ворчания. я купил и попробовал причудливое сверло с перфоратором. И получилось не лучше, чем другие. Очевидно, что грубая сила тоже не сработает.
Я был расстроен, и это выглядело так работа EDM была моим единственным вариантом.
Наконец, порывшись в различные сверла в Home Depot, я заметил дурацкое на вид одно без канавок предназначен для сверления гранитной плитки.
Я не думал, что у него когда-либо был шанс пройдя через закаленную сталь, но мне было нечего терять.
Пробовал с 3/8-дюймовым приводом переменной скоростная дрель (на низкой).
И знаете что? Этот странно выглядящий сверло прошло через закаленную сталь, как масло. Мне это обошлось примерно в 13 долларов.
Я настоятельно рекомендую вам попробовать его, если вам нужно просверлить закаленную сталь. Для более подробного ознакомления с выбором сверл, через который я прошел в процессе, посмотрите прилагаемые фотографии.
Здесь началась сага. Я снял и отрезал несколько частей рычага переключения передач (с колонкой вне автомобиля), и то, что осталось от этой рулевой колонки с тремя на дереве, я пытался просверлить. Вы бы подумали, что это будет кусок пирога! (Изображение/Wayne Scraba) В моей коллекции инструментов есть четыре разных сверла, и я использовал три из них в своем маленьком проекте. Я был уверен, что если ничего не получится, ударная дрель Makita прожжет стальную деталь. В конце концов, я сверлил только отверстие диаметром 1/8 дюйма. (Image/Wayne Scraba) Вот набор 1/8-дюймовых сверл, которые я пробовал, но они не сработали. Слева направо: свежее, острое сверло из быстрорежущей стали, сверло с титановым покрытием, «предназначенное для сверления закаленной стали», сверло по каменной кладке и, наконец, причудливое перфораторное сверло. (Image/Wayne Scraba) Это было решением: забавно выглядящее сверло диаметром 1/8 дюйма на самом деле предназначено для сверления гранитной плитки. И, мальчик, он когда-либо прорезал закаленную сталь (используя 3/8-дюймовую дрель с регулируемой скоростью)! (Image/Wayne Scraba) Вот крупный план. Обратите внимание, что у него нет флейт. (Изображение/Wayne Scraba) В этом вся цель сверления отверстия: я просто хотел прикрепить проволокой остатки рычага переключения передач к колонке, чтобы чаша рулевой колонки не болталась. Поначалу казалось, что это достаточно простая задача! (Изображение/Уэйн Скраба)
Простое сверление закаленной стали
Если вы умеете сверлить металл, то, конечно же, вам не следует бояться сверления закаленной стали, потому что применяются те же методы. Прочтите ниже, что говорят клиенты о своем опыте сверления закаленных металлов, а затем посмотрите видеоролики о сверлах TTP HARD в действии.
Сверление закаленной стали: видеоролики
Посмотрите видеоролики о сверлении закаленного металла с помощью кобальтовых сверл TTP HARD. Вы увидите, как легко можно сверлить Hardox 450 при правильной скорости, давлении и большом количестве смазочной пасты. Так же 12.9Болт с цилиндрической головкой легко просверливается, когда сверло работает, а периоды отдыха предотвращают перегрев сверла. Наконец, вы увидите, как маховик BMW и даже стальной фаркоп JCB сверлят без каких-либо усилий, используя правильную скорость, давление и смазку.
A) Лучшие буровые биты для закаленной стали: обзоры клиентов
B) Как просверлить закаленную сталь
(см. Ниже) 9A) Лучшие сверла для закаленной стали: отзывы клиентов Вы увидите, что независимо от того, сверлите ли вы закаленный болт 12,9 или шпильку выпускного коллектора, следуя основным принципам сверления, вы добьетесь одинакового успеха.
Отзывы покупателей
«СВЕРЛЕНИЕ ШПИЛЬОК ВЫПУСКНОГО КОЛЛЕКТОРА»
«Они потрясающие. У меня все еще не было времени использовать их по прямому назначению — высверливать шпильки выпускного коллектора, но я попробовал их на паре болтов, чтобы увидеть, как они работают, и был очень впечатлен! Рассказал о них кучке друзей. Надеясь получить совместный заказ вместе. Я хочу больше размеров или один из наборов!»
R Scott Martin
«СВЕРЛЕНИЕ СКВОЗНОЙ ЗАГОТОВКИ»
«Эти сверла работают исключительно хорошо. Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».
Брайан Уоттс
«СВЕРЛЕНИЕ БОЛТОВ НА РАСТЯЖЕНИЕ»
«Я был очень доволен покупкой прочных сверл, они позволили мне высверлить несколько сломанных болтов на растяжение из головки блока цилиндров 25-летнего мотоцикла. , неудача в этом означала бы поиск нового руководителя или отказ от проекта».
ДЖИМ Дж.
«ПРОШЕЛ БОЛТ 8 КЛАССА»
«Я давно этим занимаюсь и никогда не видел таких хороших бит. На моем тесте они скрутили болт гр 8 на прессе со смазанным маслом. Когда я тестировал хордовую дрель, я обнаружил, что можно сломать сверло, если оно не идеально прямоугольное. На машине со сломанной шпилькой выхлопа это было фантастика, они кусаются как сумасшедшие. Я собираюсь подарить их своим мучительным друзьям».
Роберт Саклоу
B) Как сверлить закалённую сталь
Вам следует прочитать наше 6-шаговое руководство по сверлению металла, потому что те же самые правила применимы и к сверлению твёрдых сплавов.
Еще одно хорошее руководство — советы семейного мастера по сверлению отверстий в металле.
Если вы можете сверлить металл, то, конечно же, вам не следует бояться сверления закаленной стали, потому что применяются те же методы. Прочтите ниже, что говорят клиенты о своем опыте сверления закаленных металлов, а затем посмотрите видеоролики о сверлах TTP HARD в действии.
Сверление закаленной стали: видеоролики
Посмотрите видеоролики о сверлении закаленного металла с помощью кобальтовых сверл TTP HARD. Вы увидите, как легко можно сверлить Hardox 450 при правильной скорости, давлении и большом количестве смазочной пасты. Точно так же болт с головкой под головку 12,9 легко просверливается, когда сверло работает, а периоды отдыха предотвращают перегрев сверла. Наконец, вы увидите, как маховик BMW и даже стальной фаркоп JCB сверлят без каких-либо усилий, используя правильную скорость, давление и смазку.
a) Лучшие буровые биты для закаленной стали: обзоры клиентов
B) Как тренировать закаленную сталь
(См. Подробное)44444444444444444444444444444444444444444444444444444444444444444444н. сверла для закаленной стали: отзывы клиентов
Мы выбрали несколько отзывов клиентов, чтобы дать вам представление о некоторых закаленных металлах и сталях, которые можно просверливать кобальтовыми сверлами TTP HARD. Вы увидите, сверлите ли вы закаленный 12,9болт или шпилька выпускного коллектора, следуя основным принципам сверления, вы добьетесь такого же успеха.
Отзывы покупателей
«СВЕРЛЕНИЕ ШПИЛЬОК ВЫПУСКНОГО КОЛЛЕКТОРА»
«Они потрясающие. У меня все еще не было времени использовать их по прямому назначению — высверливать шпильки выпускного коллектора, но я попробовал их на паре болтов, чтобы увидеть, как они работают, и был очень впечатлен! Рассказал о них кучке друзей. Надеясь получить совместный заказ вместе. Я хочу больше размеров или один из наборов!»
R Scott Martin
«СВЕРЛЕНИЕ ЧЕРЕЗ ЗАКАЛЕННЫЙ ПРУТОК»
«Эти сверла работают исключительно хорошо. Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».
Брайан Уоттс
«СВЕРЛЕНИЕ РАСТЯЖНЫХ БОЛТОВ»
«Я был очень доволен покупкой прочных сверл, они позволили мне высверлить несколько сломанных растяжимых болтов из головки блока цилиндров мотоцикла 25-летней давности, неудача в этом означала бы поиск новой головки или отказ от проекта. ».
ДЖИМ Дж.
«ПРОШЕЛ БОЛТ 8 КЛАССА»
«Я давно этим занимаюсь и никогда не видел таких хороших бит. На моем тесте они скрутили болт гр 8 на прессе со смазанным маслом. Когда я тестировал хордовую дрель, я обнаружил, что можно сломать сверло, если оно не идеально прямоугольное. На машине со сломанной шпилькой выхлопа это было фантастика, они кусаются как сумасшедшие.
Как работает плазменная резка? Преимущества и недостатки
Резку металла можно разделить на две категории — механическую и термическую. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ.
Это один из широко используемых методов резки толстых металлических листов, но также он может использоваться для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи — твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние — результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.
Плазма — это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Процесс плазменной резки — это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другой вариант — метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ — использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
Сжатый воздух;
Кислород;
Азотно-кислородная смесь;
Азот;
Аргоно-водородная смесь.
Воздух
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.
Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом. Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Преимущества и недостатки плазменной резки:
Преимущества:
Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
Хорошее качество для толщины до 50 мм;
Максимальная толщина до 150 мм;
Может резать в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума;
Меньший пропил по сравнению с газовой резкой;
Более высокая скорость резки, чем при резке кислородом.
Недостатки:
Большая ЗТВ по сравнению с лазерной резкой;
Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
Допуски не такие точные, как при лазерной резке;
Не достигает такой толщины, как гидроабразивная или газовая резка;
Оставляет ЗТВ, которой нет при гидроабразивной струе;
Более широкий пропил, чем при лазерной резке;
Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
Заготовку необходимо располагать строго перпендикулярно.
Во время резки металла в воздух выбрасывается большое количество вредных газов.
Принцип плазменной резки. Работа на плазменной резке.
2.1 Нечто большее, чем просто одно из состояний вещества?
Как правильно понимать источники плазменной резки? Плазма представляет собой нагретый до высокой температуры газ, обладающий электропроводимостью, который состоит из положительно и отрицательно заряженных частиц, а также возбужденных и нейтральных атомов и молекул. Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
Рисунок 1: Плазма — четвертое состояние вещества
Для того чтобы создать плазму для технических потребностей, газ либо сильно разогревается с помощью источника тепла, либо подвергается действию сильного электрического поля, так чтобы перевести его в ионизированное состояние.
2.2 Принцип плазменной резки
Плазменная резка – это процесс термической резки, при котором плазменная дуга обжимается, проходя через сопло. Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Плазменные газы в дуге частично подвергаются диссоциации и ионизации, что делает их электропроводящими. Благодаря высокой плотности энергии и температуре плазма расширяется и движется по направлению к изделию со скоростью, которая в три раза превышает скорость звука.
Благодаря рекомбинации атомов и молекул на поверхности изделия потреблённая энергия сразу же высвобождается и усиливает тепловой эффект воздействия плазменной дуги на изделие. В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
Для начала процесса резки в первую очередь зажигается пилотная дуга между соплом и электродом путём подачи высокого напряжения. Эта низкоэнергетическая пилотная дуга подготавливает пространство между плазменным резаком и изделием, вызывая частичную ионизацию. Когда пилотная дуга контактирует с изделием (резка с лёта), благодаря автоматическому увеличению мощности зажигается основная плазменная дуга.
Рисунок 2: Принцип плазменной резки с помощью дуги прямого действия
Металлический материал плавится и частично испаряется благодаря тепловой энергии дуги и плазменного газа. Расплавленный металл выдувается из реза под действием кинетической энергии плазменного газа. В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
Выбор используемого плазменного газа зависит от того, какой материал требуется разрезать. Например, одноатомный газ аргон и/или двухатомные газы, такие как водород, азот, кислород и смеси этих газов, а также очищенный воздух, используются в качестве плазменного газа и режущего газа.
Резаки могут иметь как водяное, так и газовое охлаждение. В зависимости от того, где используются процессы плазменной резки, различают процессы, выполняемые над водой и на ней, а также такие, которые производятся под поверхностью воды.
2.3 Оборудование для плазменной резки
2.3.1 Источник питания для плазменной резки
Источник питания для плазменной резки подаёт рабочее напряжение и ток резки для основной и вспомогательной дуги. Напряжение источника питания для плазменной резки без нагрузки находится в диапазоне между 240 и 400 В. В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
Рисунок 3: Пример установки для плазменной резки
Источники питания для плазменной резки либо имеют круто падающую кривую вольтамперной характеристики (рис. 6), либо постоянную токовую характеристику (рис. 7), в связи с чем при удлинении дуги мощность резки изменяется незначительно или остаётся неизменной.
Рис.6: Источник питания для плазменной резки с крутоубывающей (крутопадающей характеристикой) кривой напряжения и тока
Рис. 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение)
2.3.2 Электрод и сопло плазменного резака
Повышение эффективности плазменной резки в большой степени зависит от конструкции плазменного резака. Чем плотнее плазменная дуга обжимается, тем выше скорость резки и качество кромки реза.
Важнейшими деталями плазменного резака являются плазменное сопло и электрод. Как плазменное сопло, так и электрод являются быстроизнашивающимися деталями. Неправильный подбор, либо неверное использование сопла или электрода могут значительно сократить срок их службы и повредить резак.
Срок службы электрода в значительной степени определяется силой тока резки, количеством зажиганий, а также типом используемого плазменного газа. Кроме того, управление газом и мощностью вначале и в конце резки, а также рассеяние тепла от электрода также играет ключевую роль. Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Ключевые факторы, влияющие на срок службы сопла:
диаметр на выходе сопла
масса и теплопроводность материала сопла
выход (произведение силы тока резания на напряжение резания)
время действия плазменной дуги
количество зажиганий
последовательность прожигания отверстий
и интенсивность охлаждения.
Водяное охлаждение является более интенсивным. Воздушное охлаждение требует большего количества газа.
Таблица 1: Типовые величины для расходных деталей, применяемых с плазменными резаками
Материал
Усл. обозн-ие
Температура плавл. [°C]
Используемый газ
Теплопроводность при 20°С [Вт/м·К]
Вольфрам
W
≈ 3400
Ar
≈ 174
Оксид вольфрама
WO3
≈ 1473
Ar/H2
Цирконий
Zr
≈ 1852
O2
≈ 22
Оксид циркония
ZrO2
≈ 2700
Воздух
≈ 2,5
Нитрид циркония
ZrN
≈ 2982
Гафний
Hf
≈ 2227
Оксид гафния
HfO2
1700
O2
Нитрид гафния
HfN
3305
Воздух
≈ 29
Медь
Cu
1083
Оксид меди
Cu2O
1235
Все
≈ 400
Серебро
Ag
961
Все
≈ 429
(Источник: информационный листок DVS 2107)
2.
3.3 Изделие
При плазменной резке с помощью плазменной дуги прямого действия разрезаемый материал должен обладать электрической проводимостью, так как изделие является частью электрической цепи. Заземление подсоединённого изделия должно проектироваться таким образом, чтобы обеспечивалось непрерывное прохождение тока.
2.3.4 Подаваемый газ
Системы плазменной резки работают с инертными, восстановительными газами или с газами с низкой реакционной способностью, а также с химически активными газами и их смесями. Подробное описание систем подачи газа и информация по выбору газов, а также рекомендации по качеству применяемого газа приведены в главе 4.
2.3.5 Системы циркуляции охладителя
Поскольку плазменная резка сопряжена с большими тепловыми нагрузками, необходимо эффективное охлаждение. Различают интегрированные и внешние контуры циркуляции водяного охлаждения и газового охлаждения. Резаки, работающие с током около 100 ампер и более, обычно охлаждаются водой.
2.3.6 Система воспроизведения
Требования, относящиеся к точности воспроизведения, а также эксплуатационные характеристики систем воспроизведения устанавливаются стандартом ISO 8206.
2.3.7 Стол для резки и система вытяжки
Столы для плазменной резки служат стабильной основой для расположения металлического листа, который требуется разрезать. Размеры стола зависят от размера, толщины и массы листа металла. Выделения, которые сопровождают процесс резки можно значительно уменьшить, используя плазменный резак в сочетании с вытяжной системой для удаления дыма и пыли, либо с водяным бассейном.
Плазменно-дуговая резка. Вопросы процесса и оборудования
Процесс плазменной дуги всегда рассматривался как альтернатива кислородно-топливному процессу. В этой части серии описываются основы процесса с акцентом на рабочие характеристики и преимущества многих вариантов процесса.
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Основы процесса
Процесс плазменной резки показан на Рис. 1 . Основной принцип заключается в том, что дуга, образующаяся между электродом и заготовкой, сужается медным соплом с мелким отверстием. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000°C, а скорость может приближаться к скорости звука. При резке поток плазмообразующего газа увеличивается так, что глубоко проникающая плазменная струя прорезает материал, а расплавленный материал удаляется в вытекающей плазме.
Процесс отличается от кислородно-топливного процесса тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло экзотермической реакции плавит металл. . Таким образом, в отличие от кислородно-топливного процесса, плазменный процесс можно применять для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, необходимый для плазменно-дугового процесса, должен иметь падающую характеристику и высокое напряжение. Хотя рабочее напряжение для поддержания плазмы обычно составляет от 50 до 60 В, напряжение холостого хода, необходимое для зажигания дуги, может достигать 400 В постоянного тока.
При инициировании вспомогательная дуга формируется внутри корпуса горелки между электродом и соплом. Для резки дуга должна быть перенесена на заготовку в так называемом «перенесенном» режиме дуги. Электрод имеет отрицательную полярность, а заготовка – положительную, так что большая часть энергии дуги (примерно две трети) используется для резки.
Состав газа
В традиционной системе с использованием вольфрамового электрода плазма является инертной, образованной с использованием либо аргона, либо аргона-H 2 или азот. Однако, как описано в Варианты процесса , можно использовать окисляющие газы, такие как воздух или кислород, но электрод должен быть из меди с гафнием.
Поток плазмообразующего газа имеет решающее значение и должен быть установлен в соответствии с текущим уровнем и диаметром отверстия сопла. Если расход газа слишком мал для текущего уровня или уровень тока слишком высок для диаметра отверстия сопла, дуга сломается, образуя две последовательные дуги: электрод к соплу и сопло к заготовке. Эффект «двойной дуги» обычно катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как и при кислородно-топливном процессе. Однако, поскольку плазменный процесс режет плавлением, характерной чертой является более высокая степень плавления по направлению к верхней части металла, что приводит к закруглению верхней кромки, плохой прямоугольности кромки или скосу кромки реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступно несколько конструкций горелок, улучшающих сужение дуги и обеспечивающих более равномерный нагрев в верхней и нижней части реза.
Варианты процесса
Варианты процесса, Рис. 2а-2е , в основном были разработаны для улучшения качества резки и стабильности дуги, снижения шума и образования дыма или увеличения скорости резки.
Двойной газ
Процесс работает в основном так же, как и обычная система, но вокруг сопла вводится вторичный газовый экран, Рис. 2a . Положительные эффекты вторичного газа заключаются в усилении сужения дуги и более эффективном «выдувании» окалины. Плазмообразующий газ обычно представляет собой аргон, аргон-H 2 или азот, а вторичный газ выбирается в зависимости от разрезаемого металла.
Сталь
воздух, кислород, азот
Нержавеющая сталь
азот, аргон-H 2 , CO 2
Алюминий
аргон-H 2 , азот/CO 2
Преимущества по сравнению с обычной плазмой:
Снижение риска «двойного искрения»
Более высокие скорости резания
Уменьшение закругления верхней кромки
Впрыск воды
В качестве плазмообразующего газа обычно используется азот. Вода впрыскивается радиально в плазменную дугу, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается, достигая 30 000°C.
Преимущества по сравнению с обычной плазмой:
Улучшение качества и прямоугольности резки
Повышенная скорость резания
Меньший риск «двойного искрения»
Уменьшение эрозии сопла
Водяной кожух
Плазма может работать либо с водяным кожухом, Рис. 2c , либо даже с заготовкой, погруженной на глубину от 50 до 75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
Удаление дыма
Снижение уровня шума
Увеличенный срок службы сопла
В типичном примере уровня шума при высоком токе 115 дБ для обычной плазмы водяной экран эффективно снижает уровень шума примерно до 96 дБ, а под водой — до 52–85 дБ.
Поскольку водяной экран не увеличивает степень сужения, прямоугольность режущей кромки и скорость резания заметно не улучшаются.
Воздушная плазма
Инертный или нереакционноспособный плазмообразующий газ (аргон или азот) можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония, закрепленный в медном держателе, Рис. 2d . Воздух также может заменить воду для охлаждения горелки. Преимущество воздушно-плазменной горелки в том, что в ней вместо дорогостоящих газов используется воздух.
Следует отметить, что хотя электрод и сопло являются единственными расходными материалами, электроды с гафниевым наконечником могут быть дороже по сравнению с вольфрамовыми электродами.
Плазменная резка с высоким допуском
В попытке улучшить качество резки и конкурировать с превосходным качеством резки лазерных систем, доступны системы плазменной дуговой резки с высоким допуском (HTPAC), которые работают с сильно сжатой плазмой. Фокусировка плазмы осуществляется за счет закручивания плазмы, генерируемой кислородом, когда она входит в отверстие для плазмы, а вторичный поток газа впрыскивается ниже по потоку от плазменного сопла, Рис. 2e . Некоторые системы имеют отдельное магнитное поле, окружающее дугу. Это стабилизирует струю плазмы за счет поддержания вращения, вызванного закрученным газом. Преимущества систем HTPAC:
Качество резки находится между обычной плазменной дугой и лазерной резкой
Узкий пропил
Меньшая деформация благодаря меньшей зоне термического влияния
HTPAC — это механизированная техника, требующая точного и высокоскоростного оборудования. Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем у обычных плазменных процессов, и составляет примерно 60-80% скорости лазерной резки.
Эта статья была подготовлена Биллом Лукасом в сотрудничестве с Дерриком Хилтоном, BOC
Как работает плазменная резка? Преимущества и недостатки
Резка металла может быть разделена на две категории – механическая и термическая резка. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Это один из наиболее широко используемых методов резки толстых металлических листов, но он также доступен и для листового металла. Прежде чем углубиться в преимущества и возможности плазменной резки, следует решить еще один вопрос.
Что такое плазма?
Вы наверняка слышали о трех основных состояниях материи – твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних слоях атмосферы Земли. Знаменитое полярное сияние — результат действия солнечных ветров, состоящих из плазмы. Освещение и высокотемпературный огонь также включают плазму. И наши тела тоже.
В целом он составляет около 99% видимой части Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, плазменных резаках.
Плазма представляет собой электропроводящее ионизированное газообразное вещество . Это означает, что у некоторых атомов отсутствуют электроны, а также есть свободные электроны.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Поэтому плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время он ведет себя аналогично жидкостям с точки зрения своей способности течь под действием электрического и магнитного полей.
Как работает плазменный резак?
Как работает плазменная резка
Процесс плазменной резки является методом термической резки. Это означает, что он использует тепло для плавления металла, а не для его механической резки.
Общая механика системы всегда одинакова. Плазменные резаки используют сжатый воздух или другие газы, такие как азот. Происходит ионизация этих газов с образованием плазмы.
Обычно сжатые газы вступают в контакт с электродом, а затем ионизируются, создавая большее давление. Когда давление возрастает, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая струю плазмы. Затем наносится на заготовку. Поскольку плазма является электропроводной, заготовка соединяется с землей через режущий стол.
Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть вообще малобюджетная версия под названием высокочастотный контакт . Это недоступно для плазменных резаков с ЧПУ, поскольку высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Создание искры происходит, когда плазмотрон касается металла. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другим вариантом является метод вспомогательной дуги . Во-первых, искра создается внутри горелки с помощью цепи высокого напряжения и слабого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга создается, когда вспомогательная дуга касается заготовки. Теперь оператор может начать процесс резки.
Третий способ заключается в использовании подпружиненной головки плазменной горелки . Прижатие горелки к заготовке создает короткое замыкание, в результате чего начинает течь ток.
Сброс давления устанавливает вспомогательную дугу. Дальнейшее аналогично предыдущему способу. Это приводит дугу в контакт с заготовкой.
Преимущества и недостатки
Преимущества
Может резать все токопроводящие материалы. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
Отличное качество для толщины до 50 мм.
Максимальная толщина до 150 мм.
Относительно дешев для пропилов средней толщины.
Лучший способ резки нержавеющей стали и алюминия средней толщины.
Доступны станки с ЧПУ
, обеспечивающие высокую точность и повторяемость.
Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
Меньший пропил по сравнению с газовой резкой.
Более высокая скорость резки, чем при кислородной резке.
Недостатки
Большая ЗТВ по сравнению с лазерной резкой.
Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
Допуски не такие точные, как при лазерной резке.
Не достигает такой толщины, как пламенная или гидроабразивная резка.
Оставляет ЗТВ, чего не делает гидроабразивная резка.
Более широкий пропил, чем при лазерной резке.
Выбор метода резки
Выбор между различными методами резки зависит от материала, его толщины и применения деталей.
Рекомендуемая толщина реза для плазменной резки составляет от 15 до 50 мм .
Рекомендуемый верхний предел толщины материала для плазменной резки составляет около 50 мм для углеродистой и нержавеющей стали. Алюминий не должен превышать 40 мм.
Все вышеперечисленное относится к области гидроабразивной и газовой резки.
Услуги лазерной резки должны быть предпочтительным вариантом для листового металла и более тонких пластин из-за более высокого качества и скорости резки. Но верхний предел лазерной резки где-то в районе 25…30 мм.
Кроме того, плазменная резка выполняется быстрее и, следовательно, дешевле для пластин толщиной от 15 мм. Опять же, вопрос упирается в требуемое качество. Тем не менее, всегда можно получить хороший и плавный результат с помощью постобработки.
Таблица: Металлорукав — основные параметры и размеры: диаметр наружный, внутренний и условного прохода, радиус изгиба, разрывное усилие, вес
Ø Диаметр условного прохода, мм
Наименьший внутреннийдиаметр Ø, d. мм
Наибольший наружный диаметр Ø, Д нар, мм
Наименьший эксплуатационный радиус изгиба, мм
Разрывное усилие
Н (кгс) не менее
Масса 1м, кг, не более
Металлорукав 9
8,7 мм
12,9 мм
45 мм
98,1 (10)
0,105 кг
Металлорукав 10
9,1 мм
13,4 мм
45 мм
147,2 (15)
0,110 кг
Металлорукав 11
10,0 мм
14,0 мм
50 мм
196,2 (20)
0,113 кг
Металлорукав 12
10,9 мм
14,9 мм
60 мм
245,3 (25)
0,115 кг
Металлорукав 14
13,0 мм
17,0 мм
100 мм
294,3 (30)
0,117 кг
Металлорукав 15
13,9 мм
19,2 мм
100 мм
368,0 (37)
0,120 кг
Металлорукав 18
16,9 мм
21,9 мм
100 мм
392,4 (40)
0,168 кг
Металлорукав 20
18,7 мм
24,0 мм
100 мм
451,3 (46)
0,184 кг
Металлорукав 22
20,7 мм
26,0 мм
130 мм
470,9 (48)
0,194 кг
Металлорукав 25
23,4 мм
27,5 мм
130 мм
490,5 (50)
0,198 кг
Металлорукав 26
24,3 мм
29,0 мм
180 мм
519,9 (53)
0,221 кг
Металлорукав 32
30,4 мм
38,0 мм
250 мм
539,6 (55)
0,264 кг
Металлорукав 38
36,4 мм
41,1 мм
250 мм
588,6 (60)
0,336 кг
Металлорукав 40
38,3 мм
43,0 мм
250 мм
637. 7 (65)
0,360 кг
Металлорукав 50
48,0 мм
55,0 мм
250 мм
667,1 (68)
0,485 кг
Металлорукав 60
58,0 мм
68,0 мм
350 мм
706,3 (78)
0,582 кг
Металлорукав 75
73,0 мм
80,0 мм
420 мм
745,6 (76)
0,727 кг
Металлорукав в ПВХ изоляции — основные параметры и размеры
Металлорукав 9 в пвх
8,7 мм
12,9 мм
55 мм
98,1 (10)
0,149 кг
Металлорукав 10 в пвх
9,1 мм
14,4 мм
55 мм
147,2(15)
0,156 кг
Металлорукав 11 в пвх
10,0 мм
15,0 мм
100 мм
196,2(20)
0,160 кг
Металлорукав 12 в пвх
10,9 мм
15,9 мм
100 мм
245,3(25)
0,163 кг
Металлорукав 14 в пвх
13,0 мм
18,0 мм
100 мм
294,3(30)
0,166 кг
Металлорукав 15 в пвх
13,9 мм
20,2 мм
100 мм
368,0(37)
0,175 кг
Металлорукав 18 в пвх
16,9 мм
21,5 мм
120 мм
392,4(40)
0,238 кг
Металлорукав 20 в пвх
18,7 мм
25,0 мм
150 мм
451,3(46)
0,261 кг
Металлорукав 22 в пвх
20,7 мм
25 мм
150 мм
470,9(48)
0,275 кг
Металлорукав 25 в пвх
23,4 мм
28,5 мм
180 мм
490,5(50)
0,281 кг
Металлорукав 26 в пвх
24,3 мм
30,0 мм
180 мм
519,9(33)
0,314<span&
Таблица диаметров металлорукава
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Цл-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Цл-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Цл-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Цл-20
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗ-Цл-22
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗ-Цл-25
25
30,8 мм
23,7 мм
25 м
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Цл-Х-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Цл-Х-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Цл-Х-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Цл-Х-20
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗ-Цл-Х-22
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗ-Цл-Х-25
25
30,8 мм
23,7 мм
25 м
Таблица диаметров: Металлорукав лёгкой серии с термостойким уплотнением, РЗ-Цл-Т (t — до 300С).
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Цл-Т-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Цл-Т-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Цл-Т-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Цл-Т-20
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗ-Цл-Т-22
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗ-Цл-Т-25
25
30,8 мм
23,7 мм
25 м
Таблица диаметров: Металлорукав с протяжкой лёгкой серии, без уплотнения, Р3-Цл.
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗл-Ц-12 с протяжкой
12
15,9 мм
10,9 мм
50 м
Металлорукав РЗл-Ц-15 с протяжкой
15
18,9 мм
13,9 мм
50 м
Металлорукав РЗл-Ц-18 с протяжкой
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗл-Ц-20 с протяжкой
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗл-Ц-22 с протяжкой
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗл-Ц-25 с протяжкой
25
30,8 мм
23,7 мм
50 м
Таблица диаметров: Металлорукав с протяжкой лёгкой серии с х/б уплотнением, РЗ-Цл-Х.
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗл-ЦХ-12 с протяжкой
12
15,9 мм
10,9 мм
50 м
Металлорукав РЗл-ЦХ-15 с протяжкой
15
18,9 мм
13,9 мм
50 м
Металлорукав РЗл-ЦХ-18 с протяжкой
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗл-ЦХ-20 с протяжкой
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗл-ЦХ-22 с протяжкой
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗл-ЦХ-25 с протяжкой
25
30,8 мм
23,7 мм
50 м
Таблица диаметров: Металлорукав с протяжкой лёгкой серии с термостойким уплотнением, РЗ-Цл-Т (t — до 300С).
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗл-ЦТ-12 с протяжкой
12
15,9 мм
10,9 мм
50 м
Металлорукав РЗл-ЦТ-15 с протяжкой
15
18,9 мм
13,9 мм
50 м
Металлорукав РЗл-ЦТ-18 с протяжкой
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗл-ЦТ-20 с протяжкой
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗл-ЦТ-22 с протяжкой
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗл-ЦТ-25 с протяжкой
25
30,8 мм
23,7 мм
50 м
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Ц-3,8
3,8
6,2 мм
3 мм
100 м
Металлорукав РЗ-Ц-6
6
9,8 мм
5,1 мм
100 м
Металлорукав РЗ-Ц-8
8
11,6 мм
7,8 мм
100 м
Металлорукав РЗ-Ц-10
10
13,9 мм
9,1 мм
100 м
Металлорукав РЗ-Ц-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Ц-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Ц-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Ц-20
20
24,0 мм
18,7 мм
50 м
Металлорукав РЗ-Ц-22
22
26,0 мм
20,7 мм
50 м
Металлорукав РЗ-Ц-25
25
30,8 мм
23,7 мм
25 м
Металлорукав РЗ-Ц-32
32
38 мм
30,4 мм
25 м
Металлорукав РЗ-Ц-38
38
44 мм
36,4 мм
25 м
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Ц-Х-6
6
9,8 мм
5,1 мм
100 м
Металлорукав РЗ-Ц-Х-8
8
11,6 мм
7,8 мм
100 м
Металлорукав РЗ-Ц-Х-10
10
13,9 мм
9,1 мм
100 м
Металлорукав РЗ-Ц-Х-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Ц-Х-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Ц-Х-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Ц-Х-20
20
24 мм
18,7 мм
50 м
Металлорукав РЗ-Ц-Х-22
22
26 мм
20,7 мм
50 м
Металлорукав РЗ-Ц-Х-25
25
30,8 мм
23,7 мм
25 м
Металлорукав РЗ-Ц-Х-32
32
38 мм
30,4 мм
25 м
Металлорукав РЗ-Ц-Х-38
38
44 мм
36,4 мм
25 м
Металлорукав РЗ-Ц-Х-50
50
58,7 мм
46,5 мм
20 м
Металлорукав РЗ-Ц-Х-60
60
70,3 мм
56,5 мм
10 м
Металлорукав РЗ-Ц-Х-75
75
85,5 мм
71,5 мм
10 м
Металлорукав РЗ-Ц-Х-100
100
110 мм
96 мм
10 м
Таблица диаметров: Металлорукав стандартной серии с термостойким уплотнением, РЗ-Цл-Т (t — до 300С).
Наименование
Dу м/рукава
Наибольший наружный диаметр, мм
Наименьший внутренний диаметр, мм
Размер бухты
Металлорукав РЗ-Ц-Т-10
10
13,9 мм
9,1 мм
100 м
Металлорукав РЗ-Ц-Т-12
12
15,9 мм
10,9 мм
100 м
Металлорукав РЗ-Ц-Т-15
15
18,9 мм
13,9 мм
100 м
Металлорукав РЗ-Ц-Т-18
18
21,9 мм
16,9 мм
50 м
Металлорукав РЗ-Ц-Т-20
20
24 мм
18,7 мм
50 м
Металлорукав РЗ-Ц-Т-22
22
26 мм
20,7 мм
50 м
Металлорукав РЗ-Ц-Т-25
25
30,8 мм
23,7 мм
25 м
Металлорукав РЗ-Ц-Т-32
32
38 мм
30,4 мм
25 м
Металлорукав РЗ-Ц-Т-38
38
44 мм
36,4 мм
25 м
Металлорукав РЗ-Ц-Т-50
50
58,7 мм
46,5 мм
20 м
Металлорукав РЗ-Ц-Т-60
60
70,3 мм
56,5 мм
10 м
Металлорукав РЗ-Ц-Т-75
75
85,5 мм
71,5 мм
10 м
Металлорукав РЗ-Ц-Т-100
100
110 мм
96 мм
10 м
Металлический шланг – McGill Hose & Coupling, Inc.
ГИБКИЕ МЕТАЛЛИЧЕСКИЕ РУКАВА В СБОРЕ
Гофрированный плетеный шланг из нержавеющей стали и металлический шланг с полосовой навивкой
шланг в оплетке из нержавеющей стали) и металлические шланги в сборе с полосовой навивкой. .
Наша команда McGill, состоящая из экспертов по шлангам и фитингам, приветствует любые вопросы о продуктах или возможностях их изготовления. Если вам нужен уникальный в своем роде специальный продукт, крупносерийный продукт или вам просто нужна помощь в начале работы, вы можете пообщаться в чате с экспертом на нашем веб-сайте, позвонив нам по телефону 413.525.39.77 или отправьте нам электронное письмо.
Функция металлического шланга:
Обработки температуры крайности
Химическое сопротивление
нулевое проницаемость
Пожарная стойкая
Полные вакуумы. решающее значение в определении успеха. Команда McGill Hose & Coupling использует свой многолетний опыт, чтобы помочь найти наилучшее возможное решение для ваших потребностей в металлических шлангах, консультируя вас по различным приложениям и предшествующей истории. Мы хорошо разбираемся во многих областях применения металлических шлангов, что делает McGill Hose & Coupling лучшим выбором в регионе. К ним относятся приложения, требующие коррозионной стойкости, устойчивости к экстремально высоким и низким температурам или высокой долговечности среди многих других.
КОМПЛЕКСНОЕ ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКИХ РЛАНГОВ НА СОБСТВЕННОСТИ
McGill Hose является лидером в производстве гибких металлических шлангов в сборе с 1962 года. Наши шланги разработаны и изготовлены в соответствии со спецификациями Института безопасности шлангов NAHAD, что обеспечивает стабильное качество и безопасность сборки. Кроме того, наши сварщики сертифицированы по ASME IX B31.1, добровольному стандарту, обеспечивающему безопасность и надежность при работе с напорными трубопроводами. (Пожалуйста, посетите www.asme.org для получения дополнительной информации об этом стандарте.)
Компания McGill Hose предлагает металлические шланги диаметром от 3/16 до 8 дюймов из различных сплавов, номинальных значений давления и вариантов гибкости. У нас есть полные рулоны продукции, что делает длинномерные сборки общим решением проблем, которые мы можем поставить.
Узнайте больше о наших металлических рукавах в сборе и производстве
Fast-Flow в наличии Узлы:
Металлические шланги в сборе являются краеугольным камнем нашей программы Fast-Flow. Резьбовые и фланцевые соединения стандартного размера доступны для доставки в тот же день. Ознакомьтесь с нашим прайс-листом, вариантами размеров и материалов, посетив нашу страницу шлангов в сборе Fast-Flow.
ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКИХ ШЛАНГОВ И ПРЕДЛОЖЕНИЯ:
Индивидуальные сборки – наша специализация. Мы дополняем наше производство металлических шлангов собственным механическим цехом для специальных фитингов и нашим оборудованием для гибки труб специальной формы для труднодоступных соединений. Мы можем быстро и точно работать от концепции до дизайна и окончательной готовой к использованию сборки.
На собственных производственных мощностях McGill Hose & Coupling наши сварщики ASME IX B31.1 могут изготавливать на заказ узлы, которые могут заменить OEM-детали, которые больше не доступны, предоставить лучшую альтернативу неэффективным установкам или даже помочь с один от потребности и построить по спецификации.
Corrugated Metal Hose Assemblies:
Fast-Flow Stock Assemblies
Pump Connectors / Vibration Eliminators
Annuflex
Masterflex
Pressureflex HP
Pressuremax HP
Chemking
Cholorsafe
Cryogenic Hose Assemblies
Formaflex
Extraflex
Hydraflex
Bronzeflex
Металлические рукава с полосовой навивкой:
Грубый канал
Interflex
T-REX
Smoothbore
Ultraflex
T-REX SB
. шланги выглядят одинаково, необходимо задать множество важных вопросов и учесть факторы/характеристики, чтобы разработать наилучшее индивидуальное решение для шланга для вашего конкретного применения.
Чтобы правильно спроектировать металлорукав в сборе для конкретного применения, необходимо учитывать следующие факторы:
S размер – В.Д. О.Д. и длина
T температура – Внутренние и внешние температуры, которым подвергается сборка.
A приложение – Текущий используемый шланг или обсудить оборудование и области применения, для которых предназначен шланг.
M aterial – Определите все материалы/химические вещества, воздействию которых будет подвергаться каждый компонент сборки как внутри, так и снаружи. P давление – Определите рабочее и вакуумметрическое давление.
E nd Фитинги – Определите необходимые фитинги и нестандартные концы.
D Доставка – Время выполнения, количество, специальная маркировка или требования к упаковке.
ЗАПИСАТЬСЯ НА КОНСУЛЬТАЦИЮ ПО ПРОДУКЦИИ С ОДНИМ ИЗ НАШИХ СПЕЦИАЛИСТОВ ПО СБОРКЕ ШЛАНГА0003
Соответствует ISO 10380
Серия 812 изготавливается из шланга из нержавеющей стали 321 с оплеткой из нержавеющей стали 304
Серия 813 изготавливается из шланга из нержавеющей стали T316 с оплеткой из нержавеющей стали T316 от криогенных до 1500˚F
Соответствует или превышает стандарт ISO 10380b
Продается только в виде шланга в оплетке
Серия 800 — кольцевой, из нержавеющей стали, шланг высокого давления и оплетка
Nominal Hose Size (in.)
Diameter Hose Size (DN)
Braid Layers
Nominal Outside Diameter
Nominal Inside Diameter
Minimum Centerline Bend Radius (дюймы)
Номинальное давление при 70°F (PSIG)a W
Оплетка Обжимной наружный диаметр (дюймы)
Вес на фут (фунты)
Static
Static
6
Динамический
Макс. Рабочий
Макс. Test
Nominal Burst
¼e
8
1
0.51
0.32
2.25
4.5
2500
3750
10000
0.59
0.19
2
0,56
3
6
3250
4875
13000
0,64
0,960
3⁄8
10
1
0.67
0.42
3
6
2625
3938
10500
0.78
0.31
2
0.73
4
8
3250
4875
13000
0.87
0.51
1⁄2
15
1
0.83
0.53
4.5
7. 5
2000
3000
8000
0.93
0.39
2
0.89
6
10
3200
4800
12800
1.03
0.63
3⁄4
20
1
1,16
0,81
6
1525
2288
1525
2288
1525
2288
1525
2288
1525
228
1525
228
0192
2
1.26
8
12
2625
3938
10500
1.37
0.96
1
25
1
1.43
1.03
6.75
10.5
1375
2063
5500
1.57
0.73
2
1. 54
9
14
2050
3075
8200
1.71
1.10
1 1⁄4
32
1
1.87
1.26
4.5
13.5
1125
1688
4500
2.02
1.32
2
1.98
6
18
1800
2700
7200
2.19
2.02
1 1⁄2
40
1
2.19
1.55
5.25
16.5
1025
1538
4100
2.32
1.56
2
2.25
7
22
1750
2625
7000
2.46
2.55
2
50
1
2. 65
2
6.75
18
850
1275
3400
2.83
1.93
2
2.78
9
24
1325
1988
5300
2.94
3.14
2 1⁄2
65
1
3.42
2.61
7.5
19.5
625
938
2500
—
2.72
2
3.53
10
26
1125
1688
4500
—
4.23
3
80
1
3.98
3.10
11.25
24
563
844
2250
—
3.20
2
4.09
15
32
1000
1500
4000
—
4. 72
4
100
1
4.92
3.98
15
30
363
544
1450
—
3.79
2
5.03
20
40
625
938
2500
—
5.48
5
125
1
5.85
5.03
20
40
300
450
1200
—
6.02
2
5.98
25
50
500
750
2000
—
9.03
6
150
1
7.12
6.03
22.5
45
275
413
1100
—
7. 01
2
7.26
30
60
413
619
1650
—
9.57
8
200
1
9.34
7.96
30
60
200
300
800
—
11.38
2
9.56
40
80
300
450
1200
—
15.45
Шланг OmegaFlex и соответствующая оплетка должны использоваться в сочетании для достижения номинального давления.
Размеры шлангов от 3⁄8″ до 2″ соответствуют требованиям ISO 10380 к сроку службы в 50 000 циклов при максимальном номинальном рабочем давлении, указанном выше.
Узлы размером от 2½” до 8″ должны включать пуловерную оплетку с конструкцией горлышка вниз, чтобы соответствовать указанным номинальным значениям давления.
Ленточные пилы по металлу — полезная информация Ленточнопильные станки по металлу
Ленточная пила для металла используется для распила заготовок различной формы, для резки прокатных изделий: уголков, труб, профилей, швеллеров в непрерывном режиме. Ленточнопильный станок позволяет обрабатывать детали из цветных и черных металлов, а также из неметаллических материалов.
Высокие показатели точности и эффективности при распиле заготовок достигаются за счет применения в качестве оснастки пильной ленты, выполненной в виде кольца. Полотна изготавливают из стали с высокими показателями прочности, а также производят их армировку при помощи включений из кобальта или твердых сплавов металла.
Ленточная пила по металлу широко используется в промышленности: на больших заводах или малых производственных цехах, в мастерских учебных заведений, станций технического обслуживания, и даже в бытовых нуждах. Конструкция данного оборудования позволяет разрезать не только под прямым углом, но и под необходимым наклоном, что обеспечивает поворотная рама.
Классификация ленточных пил по степени автоматизации оборудования
станки ручного типа, в которых опускание рамы пилы производится при помощи мышечной силы оператора, а возврат оснастки в исходное положение происходит за счет пружины или гидравлического привода. Установку, фиксацию в тисках заготовки также производит оператор оборудования.
полуавтоматические ленточнопильные станки в автоматическом режиме производят опускание пильной ленты на заготовку, обратный ее возврат, а также фиксацию в гидравлических тисках. Оператору в ручную необходимо только осуществлять подачу заготовок. Самый распространенный вид ленточнопильных станков благодаря оптимальным соотношениям цены и функциональности.
автоматическое оборудование, применяемое для серийного производства резки заготовок по заданной оператором программе. В основном используются на крупных промышленных предприятиях для резки различных профилей, труб в непрерывном режиме.
Рабочие характеристики оборудования
При выборе ленточнопильного станка рекомендуется обращать своей внимание на следующие основные параметры:
мощность станка, величина которой влияет на работу с различными материалами;
габаритные размеры заготовки, допустимой к обработке на устройстве;
угол наклона рамы пильной ленты;
параметры реза: ширина, длина, глубина;
скорость вращения полотна;
темп подачи заготовки;
масса и размеры станка в рабочем состоянии;
цена ленточной пилы по металлу.
Компания «РуСтан» предлагает приобрести ленточные пилы в Москве с возможностью доставки или самостоятельного вывоза заказа со склада компании. Доставка осуществляется по Москве, Московской области и всей территории России. У нас можно купить модели ленточнопильных станков под любые задачи и по очень выгодной цене.
Другие статьи по теме:
… смотреть все ->
как правильно выбирать и что учитывать при выборе
Ленточная пила – это строительный инструмент, который широко применяется с целью нарезания металлов и других строительных материалов. Чтобы после покупки ленточная пила по металлу или другому материалу надежно и долго вам служила, выбирать ее нужно грамотно с учетом тех или иных критериев. Как это сделать, мы и расскажем ниже.
Как правильно выбирать ленточную пилу
Чтобы правильно выбрать ту или иную модель ленточной пилы по металлу, не забывайте принимать во внимание такие вещи:
каковы будут масштабы планируемых работ, и как часто вы их планируете проводить;
в каких условиях будет использоваться пила;
требуемые параметры зубцов;
размеры полотна;
производитель;
заточка ленточной пилы.
Правильно подобранные параметры пилы по металлу и не только будут влиять на качество работ, сделанных с ее помощью, в частности, на такие моменты:
наличие или отсутствие трещин в толще листа из металла;
прямоту линии среза;
степень вибрации;
наличие сколов на срезе.
Классификация ленточных пил
В зависимости от способа применения и обрабатываемого материала ленточные пилы подразделяются на такие:
пилы для камня;
по дереву;
по металлу;
для нарезки синтетических материалов.
При работе с полотнами, которые рекомендуют использовать с более твердыми материалами, применяется усиление при использовании максимально прочных сплавов.
В ленточных пилах режущим элементом выступают такие металлы, как:
сталь;
твердые сплавы;
композиционные сплавы.
Так, например, при выборе ленточной плиты для резки металла нужно учитывать ее технические характеристики и тот вид металла, который вы планируете обрабатывать с ее помощью:
чтобы хорошо нарезать износостойкие и жаростойкие материалы, выбирайте пилы марки SP;
биметаллическое полотно , например, М – 42 подойдет для нарезки низкоуглеродистых и среднеуглеродистых сталей;
пилы марки М- 51на основе композиционных сплавов подходят для обработки высокоуглеродистой стали;
а ТСТ подходит для материалов повышенной твердости , например, титана или никелевых сплавов.
Особенности выбора ленточной пилы
Перед тем как выбрать ту или иную модель ленточной пилы по металлу или другому материалу, помните, что для применения на крупных промышленных производствах для частого применения лучше всего брать более дорогой вариант с высокими показателями прочности. А вот для домашнего нерегулярного применения будет достаточно более дешевого варианта со стандартными прочностными показателями.
Выбор пилы по размерам
Длину и ширину инструмента нужно также подбирать в зависимости от условий использования. Так, нужно соотносить инструкцию оборудования с параметрами режущего инструмента. Если такие данные в сертификате пилы отсутствуют, тогда примите во внимание следующее:
срез будет ровнее, если полотно пилы будет более широким;
при работе с грубыми заготовками из металла тонкое лезвие пилы быстро деформируется;
чем меньше толщина металла, который вы пилите, тем больше вероятность того, что детали деформируются, если пила слишком толстая;
чтобы выполнить контурную или фигурную нарезку, нужно соотнести ширину режущего элемента и возможность отрезать металл под требуемым углом.
Ширина пила чаще всего колеблется от 14 до 80 мм. Наиболее оптимальный вариант – это показатель порядка 40 мм.
Выбор нужных параметров зубьев ленточной пилы
Для начала нужно обратить внимание на их количество, тут стоит помнить следующее:
чем больше зубьев, тем более качественным будет пропил металла с толстыми стенками;
а если зубьев меньше, то снижается нагрузка на всю площадь полотна пилы;
при распиливании металла напряжение распределяется равномерно на всю поверхность пилы с большим количеством режущих кромок.
В большинстве случаев количество зубьев на пиле ленточного типа варьируется от 3 до 24 штук.
Также нужно учитывать не только количество зубьев, но и их размеры. Рекомендации по выбору будут такие:
зубцы большего размера смогут совершать глубокие пропилы, например, их лучшего брать для нарезки стволов деревьев;
для распила тонкостенных металлических листов лучше всего, чтобы режущая кромка имела небольшую высоту.
Также шаг зубьев должен соответствовать по размеру ответной части, расположенной на станке. При более рациональном применении требования к шагу следующие:
при формировании тонкого металлического листа небольшого размера выбирайте постоянный крупный шаг;
для резки больших полотен нужно выбирать модели с частным и равномерным размещением зубцов;
для обработки мягких материалов разной природы берите переменный зуб, при этом пила не засоряется и скорость работы будет большей.
Также немаловажный параметр – это разводка зубцов. Она влияет на качество самой работы и на уровень вибрации. Делать выбор нужно согласно следующим рекомендациям:
волнистый профиль подходит для тонкого металла или небольших заготовок;
стандартный профиль, где все элементы режущей кромки размещены равномерно с обеих сторон с одним дополнительным зубом по центру, используется для раскройки объемных металлов, для контурной нарезки или же для установки вертикального станка;
переменный профиль имеет попарное размещение зубьев справа и слева. Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Качество заточки пилы
Обязательно при выборе ленточной пилы обращайте внимание на качество ее заточки. Проверить этот параметр можно так:
проверьте зубья на остроту;
убедитесь в том, что материал конструкции однороден;
проверьте, насколько ровна линия на режущей кромке.
Также при выборе наиболее подходящей для вас модели пилы обязательно уточняйте, есть ли возможность перезаточить пилу , если в этом будет необходимость, а также сколько существует циклов обновления кромки для той или иной модели пилы ленточного типа.
Производители ленточных пил
При покупке пилы обращайте внимание на компанию-производителя. Такие инструменты производятся как в России, так и за рубежом. Отличить оригинал от подделки можно благодаря сертификатам качества и правильной маркировке товара.
Наиболее известные марки на рынке ленточных пил – это:
Arntz (Германия). Старый производитель, который хорошо известен не только в Европе, но и во всем мире, также он имеет филиалы далеко за пределами Германии. Качество продукции очень тщательно контролируется, постоянно проводятся исследования в области технологий. Ленточные пилы данной марки целиком соответствуют всем текущим требованиям к качеству. Наиболее популярные модели – твердосплавные;
Lenox (США). Тоже достаточно популярный бренд на этом рынке. Особенностью производства является нанесение на все пилы специального защитного покрытия на основе нитрида алюминия-титана. Благодаря этому покрытию изделия более прочны и износостойкие, также их можно применять в условиях повышенной нагрузки и бесперебойной работы. Так, они отлично справятся с нарезкой материалов, имеющих большую абразивность. Также при работе станка скорость не ограничена. Единственный минус таких пил – это их достаточно высокая стоимость;
Wikus – данный бренд на рынке ленточных пил тоже очень известен, выпускает эту продукцию этот производитель тоже достаточно давно. Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности;
Forezienne (Франция) – все ленточные пилы этой марки изготавливаются из стали, в основе которой содержится обогащенная руда. В процессе формирования сырья выполняются чередующиеся процессы по закалке и отпуске, а также горячий и холодный прокат. Все это обеспечивает высокие показатели пилы в плане режущих характеристик и ее прочности;
Lennartz (Германия) – данный производитель является крупнейшим в своей области на территории Европы. Особое внимание он уделяет производству пил на основе композиционных сплавов. Фирменная технология предусматривает, что на основе высокопрочной стали сделано не только режущее полотно, но и закалки. А зубчатая кромка сделана отдельно из быстрорежущей стали и потом приваривается;
Doall (США) – этот производитель не относится к сильно крупным, но его продукция тоже достаточно популярна в США и за ее пределами. Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
Что учитывать при использовании пилы
Вполне естественно, что срок эксплуатации ленточной пилы будет зависеть не только от выбора производителя и ее характеристик, но также и от того, насколько правильно вы будете ее использовать.
Помните, что применение ленточной пилы должно осуществляться согласно требуемым условиям рабочего процесса:
тип пилы и разрезаемый материал должны подбираться правильно по отношению друг к другу;
должна соблюдаться правильная скорость раскройки;
режущая часть пилы не должна перегреваться;
пила должна быть правильно натянута;
вы обязаны разумно распределять время работы инструмента.
Если вам для профессиональной деятельности или для бытовых нужд потребуется ленточная пила по металлу или другому материалу, вы будете знать, что нужно учитывать при выборе этого инструмента, чтобы работа была выполнена качественно и на совесть.
Автор: Фёдор Ильич Артёмов
Распечатать
Оцените статью:
(4 голоса, среднее: 4 из 5)
Поделитесь с друзьями!
6 особенностей, которые следует учитывать перед покупкой горизонтальной ленточной пилы
Автор: Southern Fabricating Machinery Sales | Опубликовано: 16 октября 2020 г.
Пилы и системы пиления
Если вы занимаетесь деревообработкой или металлообработкой, у вас, вероятно, есть ленточная пила. У многих людей есть ленточная пила в гараже или сарае для инструментов, однако, если вы хотите приобрести ленточную пилу для профессионального использования, они становятся немного более подробными. Когда дело доходит до ленточных пил, существует множество вариантов, но в первую очередь важно определить, какой тип пилы вам нужен для промышленной резки металла. Они поставляются в легких или промышленных системах резки металла (о которых рассказывается в этой статье). Существуют также различные типы дисков, которые будут резать разные материалы, приводимые в действие двигателями и редукторами разного размера, чтобы обеспечить правильную скорость диска для вашего применения.
Что такое горизонтальная ленточная пила?
Горизонтальная ленточная пила промышленного класса — это мощный инструмент, использующий очень острое гибкое полотно для резки различных материалов, чаще всего дерева, металла и пластика. Эти машины могут резать одну деталь за раз или могут быть оснащены функциями пакетной резки, чтобы резать стопку деталей за один проход. Лезвие установлено на ряд роликов, приводимых в действие комбинацией двигателя и редуктора (машины для легких/домашних хобби будут системами с прямым приводом). Если вы подумываете о покупке, вот несколько особенностей, на которые стоит обратить внимание.
6 Особенности, которые следует учитывать при покупке ленточной пилы
При покупке ленточной пилы по-прежнему важно учитывать ваш бюджет, требуемую мощность и тип материала, для которого в основном будет использоваться пила.
Тип ленточной пилы
Существует два основных типа горизонтальных промышленных ленточнопильных станков; стиль поворота и двойной столбец. Пилы типа Pivot менее дороги, но предлагают меньшую режущую способность и приводы с меньшей мощностью. Системы с двумя колоннами обеспечивают гораздо большую производительность резки и более жесткую и прочную раму, контролирующую скорость резки и подачу с гораздо большей скоростью. Хотя системы с двумя колоннами дороже, они предназначены для последних поколений при производственном использовании. Они также, как правило, имеют больше функций. Выбор между поворотным и двухстоечным станком больше всего зависит от вашего бюджета и общего применения, для которого вы собираетесь использовать пилу.
Размер лезвия
Ленточные пилы имеют разные размеры полотен, а большие пилы имеют более широкие полотна. Чем шире лезвие, с которым может справиться ваша машина, тем прочнее пила, ровнее будет срез и дольше прослужит лезвие. При выборе промышленной пилы размер полотна должен быть важным критерием, определяющим жесткость и прочность пилы.
Автоматическая подача
Наличие на пиле системы автоматической подачи (или поворотного стола) превращает ее из ручной или полуавтоматической пилы в полноценное производственное оборудование. Затраты на добавление этих автоматизированных систем подачи минимальны, и в течение срока службы вашей пилы вы можете сэкономить десятки тысяч долларов за счет потери производительности, неправильно измеренных деталей и поломок лезвий, поскольку контроллер пилы позаботится об этом за вас. Если ваши потребности включают резку нескольких деталей (а большинство из них так и делают), автоматическая система подачи/челнока является разумным вложением.
Емкость
Мощность вашего станка зависит не только от обрабатываемых деталей. Емкость следует учитывать, если вы выполняете пакетную резку или резку под углом, где емкость значительно уменьшается с увеличением угла. Выберите пилу с производительностью, превышающей минимальную потребность в будущем росте, и убедитесь, что вы покрываете возможность резки под углом, не опускаясь ниже ваших потребностей в производительности резки.
Возможность сглаживания
Каждый производитель промышленных пил предлагает пилы с возможностью резки под углом. Либо поворачивая головку пилы под углом к заготовке, либо также вращая основание пилы. Без этой важной функции резка под углом 45° на пиле превращается в уловку с зажимом, зависание материала в проходах и, вероятно, разочарование со стороны операторов пилы. Выбирайте пилу с возможностью скоса, но будьте осторожны, так как производительность быстро уменьшается по мере увеличения достигнутого угла.
Резка пучков
Если вы режете какую-либо продукцию в своем магазине, вам обязательно стоит рассмотреть возможность добавления опции пакетной резки. Эта функция добавляет зажим на пилу сверху, чтобы не только закрепить детали для резки по отдельности, но и зажать стопку или связку материала. Эта опция позволяет очень быстро выполнять распиловку для производственных циклов, экономя время оператора, материал и срок службы диска.
Новые и бывшие в употреблении ленточные пилы
Если вас беспокоит цена новой ленточной пилы, подумайте о покупке подержанной, так как часто у машин остаются годы эксплуатации. Поскольку почти все детали являются заменяемыми, эти машины могут прослужить много лет, сэкономив вам 50% и более от стоимости новых. Однако, если ваше приложение является требовательным, вы можете приобрести новую машину, зная, что она снабжена надежной конструкцией и гарантией, которая гарантирует, что ваша машина будет работать с первого дня.
Просмотрите наш инвентарь или просто позвоните нам здесь в Южный отдел продаж машиностроения . Мы использовали товары, поступающие ежедневно, и полный набор лучших новых систем распиловки для промышленного использования. Мы также предлагаем финансирование, торги, брокерские услуги по оборудованию и многое другое, чтобы убедиться, что вы получаете оборудование, необходимое для выполнения работы. Обладая более чем 100-летним опытом, мы здесь, чтобы помочь.
Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) является экспертом в области покупки, продажи и брокерских услуг подержанных машин и бывшего в употреблении промышленного оборудования с 1980-е годы. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваш, и работаем с тем самым оборудованием, которое мы теперь предлагаем в качестве решения для ваших производственных нужд!
Лучшие ленточные пилы для резки металла [2022]: вертикальные и горизонтальные
Ленточные пилы могут работать с различными материалами, но для мастерских по металлу вам нужна лучшая ленточная пила для резки металла. Помимо названия бренда, вам нужно знать, на что обращать внимание, чтобы избежать несчастных случаев и убедиться, что ваш проект соответствует ожиданиям. Наша команда собрала несколько подходящих вариантов ниже, чтобы обеспечить безопасность вашей мастерской при резке металла.
Лучший в целом
Shop Fox W1715 ¾ HP металлическая режущая полоса
Лучший премиум
Клатч металлическая режущая полоса
Лучшая для бюджета
Kaka Industrial Mini Metal Runtrand Saw Saw
Kaka Industrial Mini Metal Runtroug Ленточнопильный станок для резки металла W1715 может развивать впечатляющую скорость для резки металлов различной толщины и твердости. Ленточная пила очень портативна, а также имеет автоматическое отключение.
Это немного дорого, но ленточная пила по металлу Klutch имеет 4 регулируемые скорости вращения полотна и даже безопасную гидравлическую подачу вниз для максимальной безопасности и контроля. Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза.
Миниатюрная ленточная пила по металлу Kaka Industrial — бюджетный вариант, но также и самый компактный выбор для ограниченного пространства. Мини ленточная пила компактна, но на результат это не влияет. Из-за своего меньшего профиля пила также имеет малый вес.
Узнать сегодняшнюю цену
Узнать сегодняшнюю цену
Узнать сегодняшнюю цену
Лучший в целом
Магазин Fox W1715 ¾ Ленточнопильный станок HP для резки металла
Магазин Fox W1715 обеспечивает впечатляющую скорость резки металлов и банок. различной толщины и жесткости. Ленточная пила очень портативна, а также имеет автоматическое отключение.
Проверить сегодняшнюю цену
Best Premium
Ленточная пила для резки металла Klutch
Это немного дорого, но ленточная пила по металлу Klutch имеет 4 регулируемые скорости вращения полотна и даже безопасную гидравлическую подачу вниз для максимальной безопасности и контроля. Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза.
Проверить сегодняшнюю цену
Лучшее предложение по бюджету
Промышленная мини-ленточная пила по металлу Kaka
Промышленная мини-ленточная пила по металлу Kaka — бюджетный вариант, но также и самый компактный вариант для ограниченного пространства. Мини ленточная пила компактна, но на результат это не влияет. Из-за своего меньшего профиля пила также имеет малый вес.
Проверить сегодняшнюю цену
Обзоры лучших ленточных пил по металлу
1. Магазин Fox W1715 ¾ HP Metal Cutting Bandsaw
Магазин Fox известен своими пилами, а ленточная пила W1715 – одна из их шедевры. Пила позволяет работать с разными видами металла благодаря разным настройкам скорости.
Пила поставляется с собственной подставкой на колесиках, которая повышает портативность, а также довольно легкая для своего размера. Shop Fox W1715 способен резать как круглые, так и прямоугольные заготовки, поскольку они не могут сравниться с его мощным однофазным двигателем мощностью ¾ л.с. со скоростью вращения 1725 об/мин.
Помимо регулируемой скорости резки, еще одной особенностью W1715, которая понравилась нашим экспертам, является горизонтальная вертикальная конструкция ленточной пилы. Вы можете резать с любого направления и создавать кривые или узоры.
What We Like
Вертикальная и горизонтальная ленточная пила
Вы можете регулировать скорость пилы
Имеет подставку с ручками и колесами для переноски
Чугунный упор
019 CAN CUN CURVE и Patterns
Система автоматического отключения
Строительство шарикового подшипника
Мощный мотор
Что нам не нравится
.
отделка машины может быть улучшена
Проверить сегодняшнюю цену
Другие магазины
Grizzly
HomeDepot
Acme
2. Промышленная мини-ленточная пила для резки металла Kaka
Промышленная мини-ленточная пила для резки металла Kaka является одним из самых компактных вариантов, рекомендованных нашей командой. Она лучше всего подходит для экономии места и портативности. Это очень легкая конструкция из алюминиевого литья, которая по-прежнему прочна и обеспечивает стабильность.
В этой модели также можно регулировать скорость вращения лезвий, но вы можете воспользоваться бесступенчатой регулировкой скорости, которой нет в других моделях.
Эта ленточная пила проста в использовании и может поворачиваться на 45 градусов для выполнения более универсальных и сложных разрезов, что облегчает нарезание кругов этой пилой. У пилы также есть устройство подачи блоков для обеспечения безопасности и функция автоматического отключения.
(Для других бюджетных вариантов вы также можете просмотреть наш список отличных недорогих ленточных пил здесь)
Что нам нравится
Регулятор скорости
Автоматическое отключение
5
9016 Поворотный рычаг0022
Adjustable roller blade guide
Small version
Lightweight yet stable
Great for space saving
Portable
30 day return period
What We Don’t Like
Шариковый подшипник может быть лучше
Не лучший вариант для крупных работ
Проверить сегодняшнюю цену
Другие магазины
3. Grizzly Industrial G0561-7” x 12” Ленточная пила по металлу HP, 1 л.
с. . Эта ленточная пила по металлу также немного дороже с точки зрения цены, но она того стоит из-за мощных настроек скорости резки и двигателя мощностью 1 л.с. [1].
Эта ленточная пила по металлу Grizzly Industrial G0561 также оснащена гидравлическим регулятором подачи, помогающим контролировать материал и выполнять точные пропилы. Это ленточная пила с подставкой на колесиках для удобства перемещения ленточной пилы на рабочем месте.
What We Like
Adjustable blade guides
Cooling system
Worm gearbox
Gear step lade speeds
Hydraulic downfeed
Automatic shutoff
Durable steel base
Тиски быстросхватывающиеся
Что нам не нравится
Высокая цена
Coolant can come close to rollers
Check Today’s Price
More Stores
Grizzly
US Tools
HomeDepot
4.
WEN 3975 T 4-7/8-inch x 5 Настольная ленточная пила для резки металла, дюймовая
Wen также является отличным брендом, если рассматривать только производителя. Наша команда считает, что эта ленточная пила очень универсальна и компактна. Скорость лезвия регулируется для работы с несколькими материалами, а угол наклона можно регулировать до 60 градусов.
На ленточнопильные станки Wen по металлу предоставляется 2-летняя гарантия, но благодаря прочной конструкции Wen 3975 после покупки будет минимум суеты.
Небольшая, но мощная ленточная пила Wen отличается высокой устойчивостью благодаря встроенным тискам, которые помогают захватывать материал при соприкосновении полотна ленточной пилы.
Что нам нравится
Маленький, но мощный
Универсальный инструмент
Регулируемая скорость лезвия
Bevel до 60-градусов
2-летняя гарантия от WEN
Подходит для разнообразных металлов
Onboard VISE
619. лезвие
Что нам не нравится
Горловина может быть сложной для регулировки
Может быть шумной
Проверка сегодняшняя цена
Больше магазинов
WEN
HOMEDEPOT
WALMART
5. Урезанная металлическая полоса. это одна из лучших ленточных пил для металла. Двигатель намного мощнее, чем другие варианты, на 1-1/2 л.с., и есть 4 регулировки скорости вращения лезвия. Даже на высоких скоростях лезвие без проблем режет металл благодаря биметаллической конструкции лезвия.
Для вашей безопасности ленточная пила Klutch для резки металла оснащена безопасным гидравлическим механизмом опускания, который помогает вам контролировать процесс. Остальная часть машины имеет антикоррозийное покрытие, встроенную систему охлаждения и ролики для обеспечения мобильности.
Что нам нравится
Автоматическое отключение
С подставкой на колесиках
Варианты быстрой скорости лезвия
Прочное лезвие из биметалла 90
9 Встроенная система охлаждающей жидкости
Анти-коррозионная отделка
Целевые виды для удержания материала
.
Очень большой
Проверить сегодняшнюю цену
Другие магазины
Northern Tool + Equipment
Ленточная пила для резки металла Руководство покупателя
Для резки металла вам понадобится значительно более мощная пила, чем для дерева. Ноги в минуту лезвия, конструкция машины и мощность двигателя — все это влияет на работу по резке. Есть и другие факторы, которые могут повлиять на производительность машины, и наши эксперты перечислили их ниже.
Дизайн и размер
Лучшие ленточнопильные станки по металлу должны дополнять ваше пространство. Горизонтальные и вертикальные ленточнопильные станки доступны в различных размерах. Самое большое соображение при выборе размера ваших ленточных пил по металлу — это масштаб ваших проектов и объем вашей работы. Чем крупнее ваши проекты, тем больше должны быть ваши ленточные пилы по металлу.
Еще одна особенность, которую следует учитывать, — горизонтальная вертикальная конструкция. Горизонтальная ленточная пила требует, чтобы вы отрегулировали руку, чтобы распилить материал. Наша команда предлагает лучший горизонтальный ленточнопильный станок для тех, кто хочет точности в своих резах и имеет более крупные проекты. Горизонтальная ленточная пила по металлу отлично подходит для прямых пропилов.
С другой стороны, вертикальная ленточная пила является стационарной и требует подачи материала. Поскольку вам нужно настроить материал через машину, этот инструмент предлагается нашими экспертами для сложных проектов.
Вы также можете найти модели с несколькими регулировками ширины лезвия, что даст вам еще больше гибкости.
В идеале наша команда предлагает различные скорости резки на станке. В старых моделях эти функции могут отсутствовать, а в новых — есть. Регулируемые настройки скорости расширят диапазон материалов, которые может резать инструмент, и, таким образом, дадут вам больше универсальности.
Чтобы понять скорость, нужно посмотреть на двигатель, который измеряется в амперах. Чем выше число, тем больше силы вы получаете. Например, двигатель на 3,5 ампера мощнее, чем на 2. Сила тока двигателя будет влиять на число футов в минуту лезвия.
В зависимости от материалов, которые вы режете, вам может понадобиться ленточная пила, способная разрезать металл практически без проблем.
Средства безопасности
Эксплуатация лучшей ленточной пилы по металлу не так важна, как функции безопасности при деревообработке, которыми она оснащена. Помимо защитного снаряжения, которое вы должны носить, режущий станок также должен быть оснащен дополнительными средствами безопасности. К таким функциям относятся защитный кожух лезвия, система охлаждения для отвода тепла и функция автоматического отключения, которая останавливает лезвие после резки.
Дополнительные функции включают в себя встроенный поддон для стружки, который улавливает мусор, и замки колес, чтобы удерживать лучшие ленточные пилы по металлу на месте. Для ленточных пил, которые поставляются со стойкой, вам необходимо убедиться, что машина неподвижна во время работы.
Тип ленточнопильного станка для резки металла
Как наша команда кратко упомянула ранее, существует два типа ленточнопильных станков для резки металла: вертикальный и горизонтальный.
Вертикальные ленточнопильные станки идеально подходят для резки небольших кусков материала. Вы будете вращать и маневрировать металлом вместо инструмента. Это позволяет машине выполнять более детальные и сложные разрезы.
Что касается горизонтальной ленточной пилы, то она оснащена регулируемым рычагом и притягивается пользователем к материалу для создания разрезов. Горизонтальная ленточная пила — это то, что наши эксперты рекомендуют для более точных, прямых распилов и более крупных проектов, не требующих сложности.
Материал и долговечность
Вы бы хотели, чтобы такие огромные вложения прослужили довольно долго, поэтому наша команда предлагает искать электроинструмент, созданный с максимальной долговечностью. Например, чугун — популярный материал, способный выдержать испытание временем. Однако чугун значительно тяжелее, чем, например, алюминий, поэтому пользователям, которым нужна портативность, в идеале следует искать более легкую конструкцию из более легких, но прочных металлов.
Некоторые модели, такие как популярные ленточные пилы Jet, имеют подставку с покрытием. У них есть инструмент с антикоррозийным покрытием, которое также поможет защитить ленточнопильный станок от непогоды.
Функции ленточной пилы для резки металла
Некоторые из вас могут задаваться вопросом о функциях инструмента для резки металла и почему бы не использовать другие типы для резки металла. Наши специалисты готовы ответить на ваши вопросы и рассказать, на что способна пила для резки металла.
Этот электроинструмент может предоставить пользователю максимальную универсальность, поскольку они могут быть как горизонтальными, так и вертикальными, или даже и теми, и другими в одной машине. Если вы найдете модель, которая может выполнять и то, и другое, вы можете сэкономить на затратах.
Если вам нужно распилить большой объем материала, наши эксперты говорят, что ленточные пилы идеально подходят, поскольку они не требуют больших усилий с вашей стороны для работы. Это уменьшит усталость вашей руки, а также на этих машинах есть некоторые программируемые функции, которые могут выполнять повторяющуюся работу.
Конечно, эти пилы предназначены для резки металла и могут обрабатывать латунь, алюминий и т. д. и даже сталь! Вы можете прорезать большие или маленькие куски материала и выполнять простые прямые разрезы до более точных рисунков.
Пилы для резки металла также являются отличным вариантом для обеспечения вашей безопасности. Наша команда обнаружила, что многие из моделей, особенно те, которые мы перечислили, включают в себя такие функции, как функция автоматического отключения, защита лезвий и многое другое, чтобы защитить ваши пальцы от повреждений.
Также проверьте:
Как правильно пользоваться переносной ленточной пилой
Как правильно распиливать замки
Какая ленточная пила по металлу лучше?
Лучшей ленточной пилой по металлу является Shop Fox W1715. Портативная ленточная пила представляет собой два типа в одном, способные выполнять вертикальные и горизонтальные пропилы. Мало того, есть регулировка скорости, а также функция автоматического отключения для безопасности среди многих других функций.
Наш лучший выбор ленточной пилы для резки металла:
Shop Fox W1715
Узнать сегодняшнюю цену
Из всех протестированных нами лучших ленточнопильных станков для резки металла наша команда остановилась на W1715 от Shop Fox как лучший выбор. Помимо того, что это гибридная модель 2-в-1, способная выполнять как горизонтальную, так и вертикальную резку, W1715 также обладает высокой портативностью благодаря подставке на колесиках, может резать различные материалы благодаря регулируемой скорости и имеет встроенные функции безопасности, чтобы сохранить ты от вреда.
Неважно, вырезаете ли вы кривые или прямые линии, W1715 справится с любой задачей.

 Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается.
Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается. 

 ) из жидкостей удаляют кислород и диоксид углерода.
) из жидкостей удаляют кислород и диоксид углерода. Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
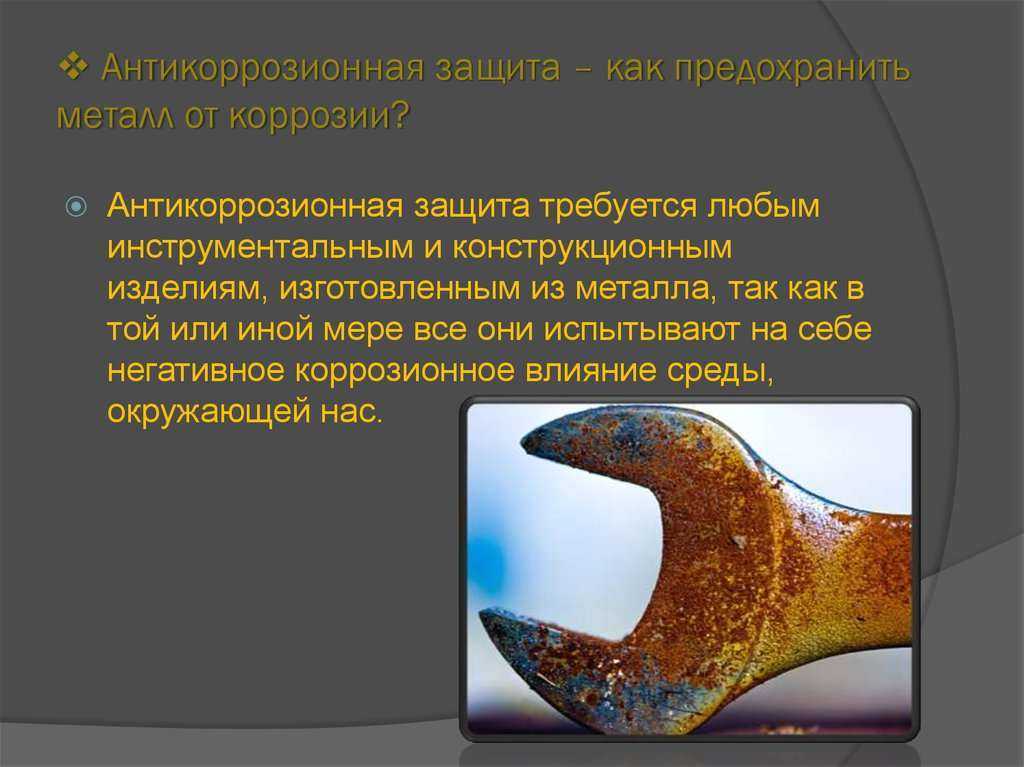 Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
 Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
 Такое покрытие будет надежнее, но и стоимость станет выше.
Такое покрытие будет надежнее, но и стоимость станет выше.
 Такое покрытие будет надежнее, но и стоимость станет выше.
Такое покрытие будет надежнее, но и стоимость станет выше.
 Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
 Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.
Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.



 Но и это не значит, что более дешевые средства будут работать хуже.
Но и это не значит, что более дешевые средства будут работать хуже.
 Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.
Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.

 Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий.
Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий. По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла.
По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла. Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор.
Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор. Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину.
Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину. Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга.
Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга. Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.
Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.

 Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно.
Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно. На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь .
На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь . В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла .
В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла . Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях.
Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях. Контроль влажности
Контроль влажности 
 С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги.
С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги. Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях.
Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях. Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более.
Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более. Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины.
Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины. Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.
Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.


 В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.
В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.

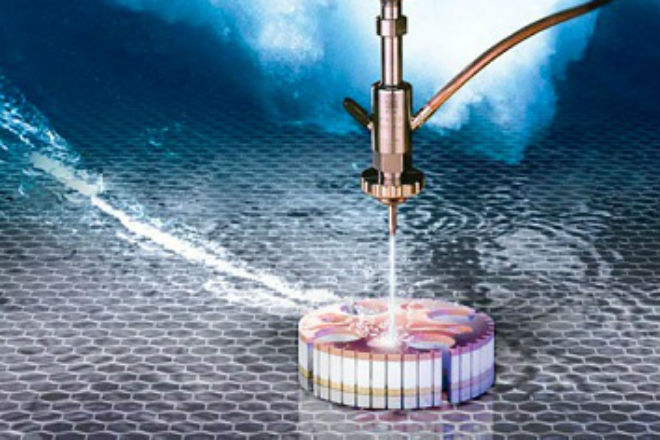 Она режет любые
Она режет любые



 Струя
Струя
 Что такое гидроабразивная резка металла?
Что такое гидроабразивная резка металла?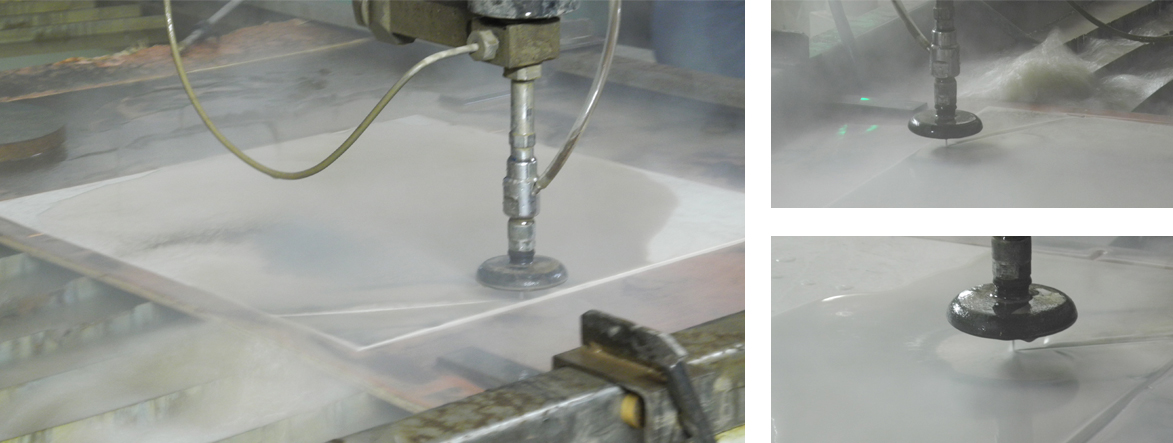


 После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления.
После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления. Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка.
Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка. В среднем это может стоить от 20 до 40 долларов в час.
В среднем это может стоить от 20 до 40 долларов в час. е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
 В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
 Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли.
Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли. Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты.
Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты. Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла.
Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла. Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности.
Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности.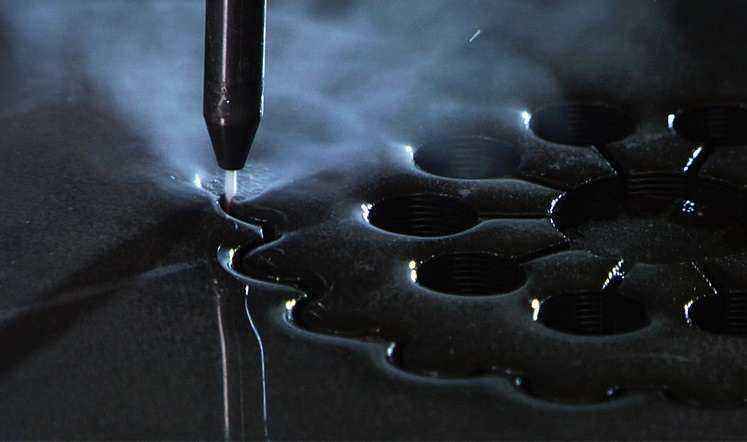 Часто он запутывается и требует много времени, чтобы разобраться.
Часто он запутывается и требует много времени, чтобы разобраться.
 Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды.
Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды. Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла.
Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла. Вы получите желаемые результаты от них.
Вы получите желаемые результаты от них. Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
 Процедура не занимает много времени и очень доступна.
Процедура не занимает много времени и очень доступна.
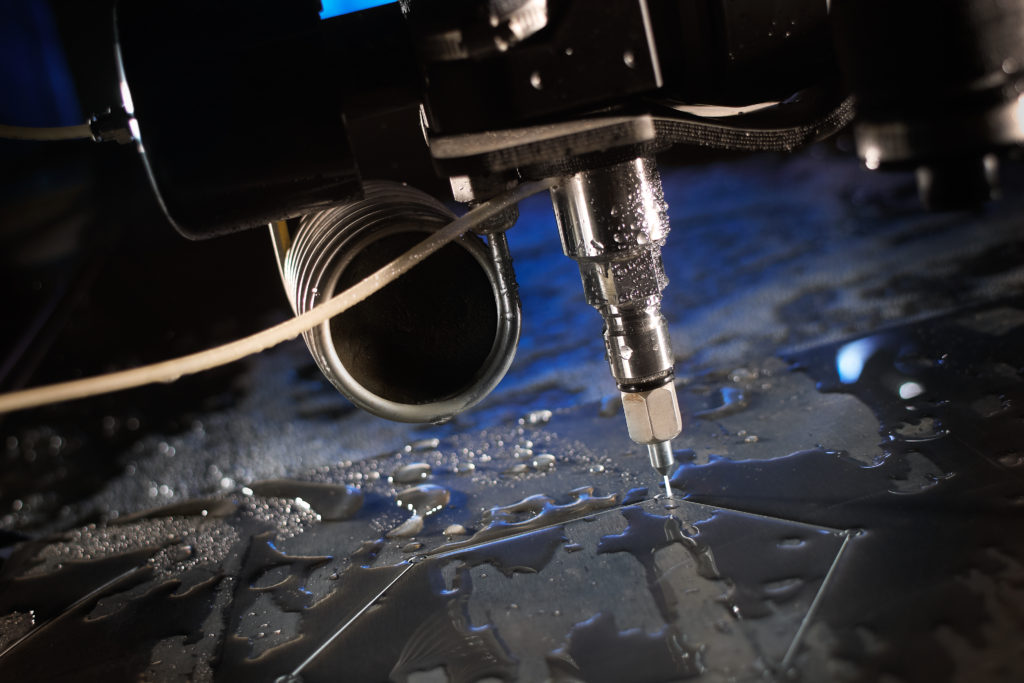
 Трубы электросварные из коррозионностойкой стали
Трубы электросварные из коррозионностойкой стали 2.2.2. СВАРНЫЕ СРЕДНИХ ДИАМЕТРОВ СПИРАЛЬНОШОВНЫЕ
2.2.2. СВАРНЫЕ СРЕДНИХ ДИАМЕТРОВ СПИРАЛЬНОШОВНЫЕ 3.1. ХОЛОДНОДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
3.1. ХОЛОДНОДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ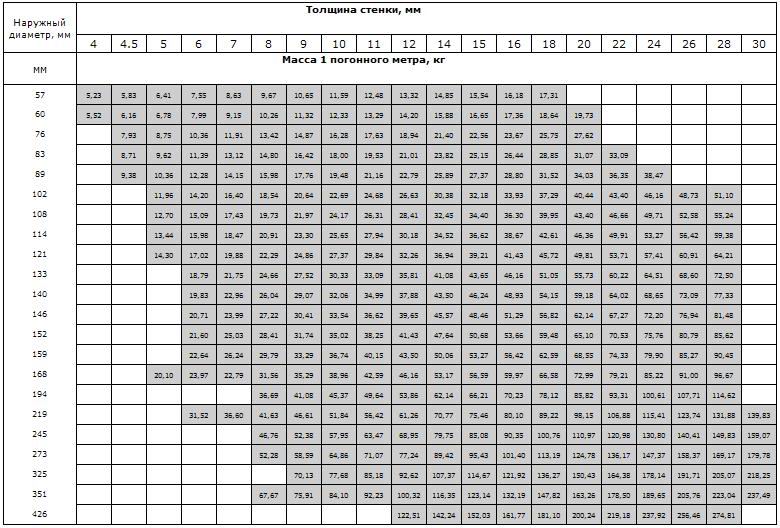 Трубы бесшовные из коррозионностойкой стали для энергомашиностроения
Трубы бесшовные из коррозионностойкой стали для энергомашиностроения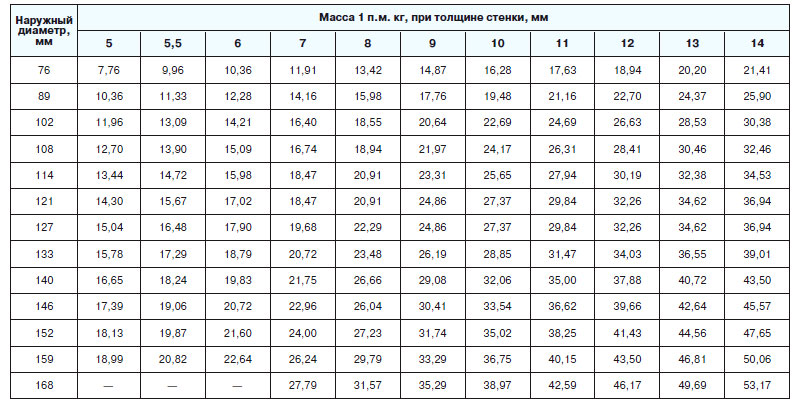 3.7. ХОЛОДНОДЕФОРМИРОВАННЫЕ КРЕКИНГОВЫЕ
3.7. ХОЛОДНОДЕФОРМИРОВАННЫЕ КРЕКИНГОВЫЕ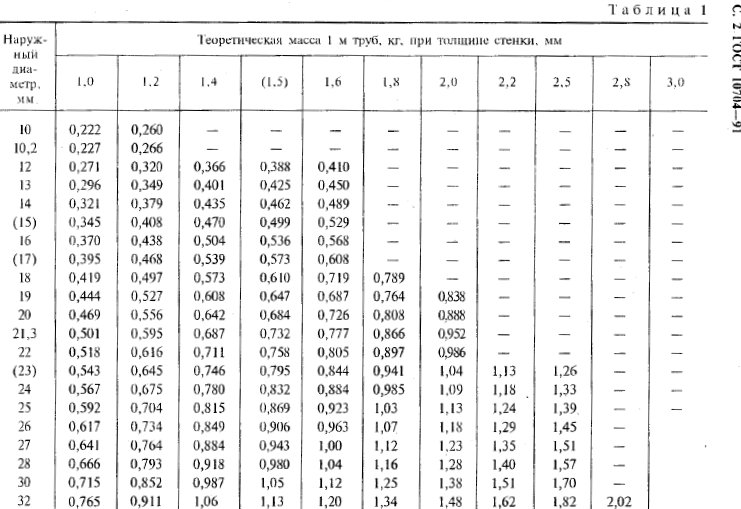
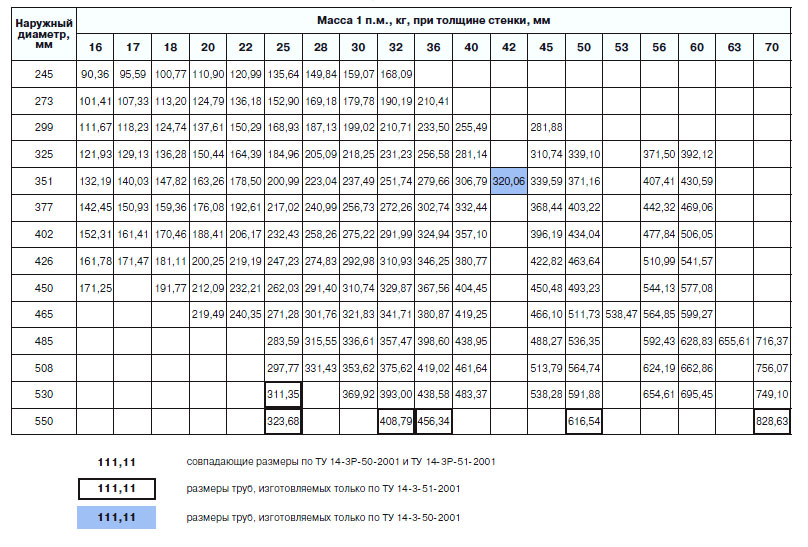


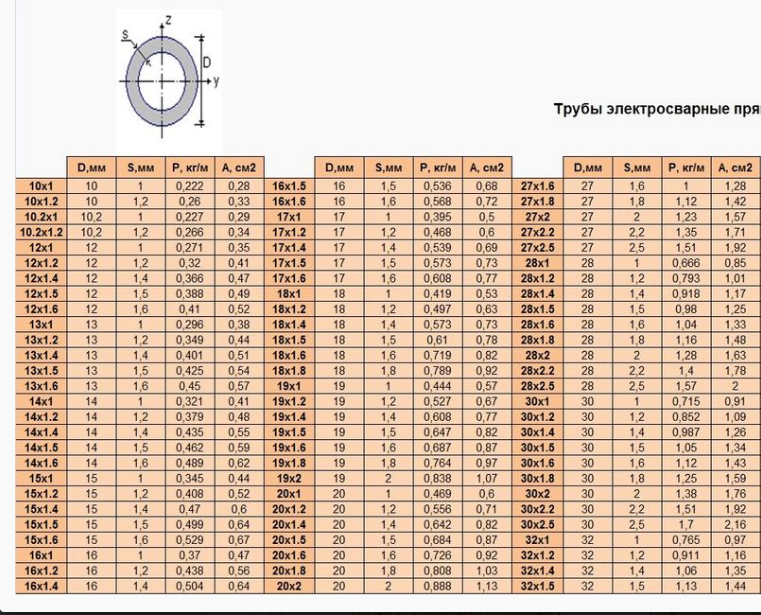
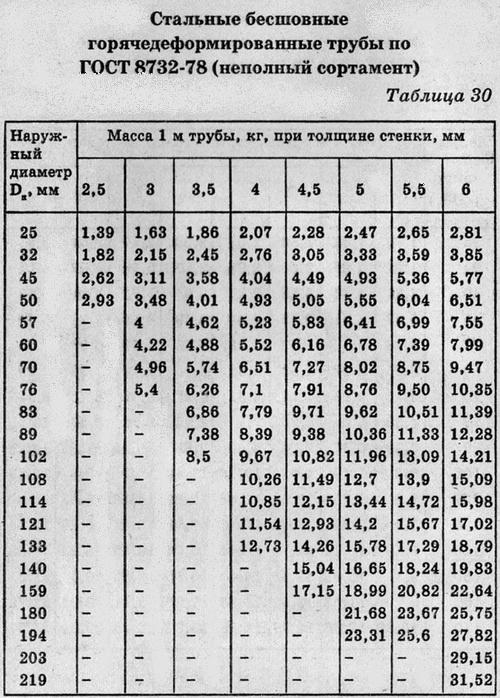


 40
40 10
10 33
33
 Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества. Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким.
Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким. Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
 При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.

 На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости. »
» »
» Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.


 Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала.
Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала. Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG.
Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG. Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает.
Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает. Автомобильная промышленность и производство листового металла широко используют CMT.
Автомобильная промышленность и производство листового металла широко используют CMT.
 По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.
По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.


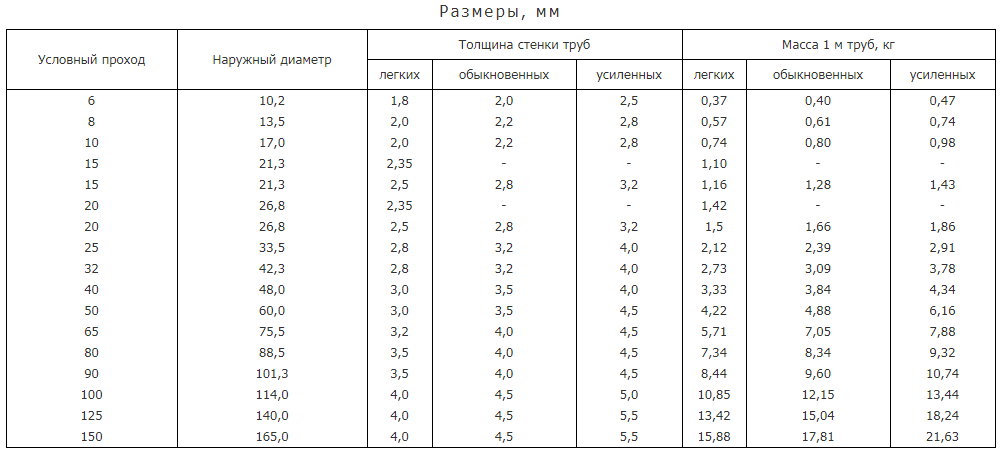 представленные в нашем каталоге.
представленные в нашем каталоге.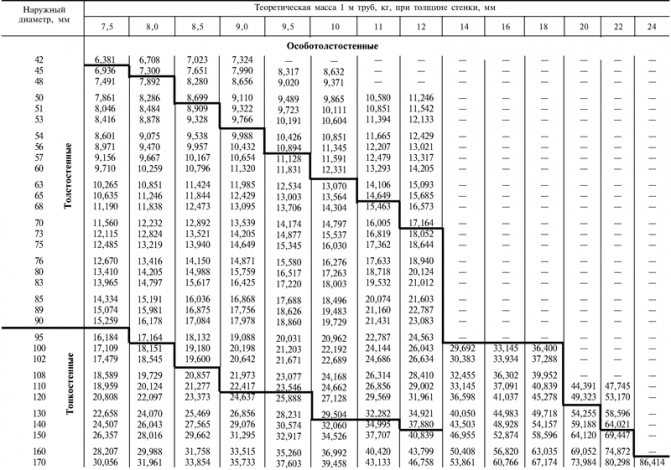 76 кг.
76 кг. 32 кг.
32 кг. 8
8 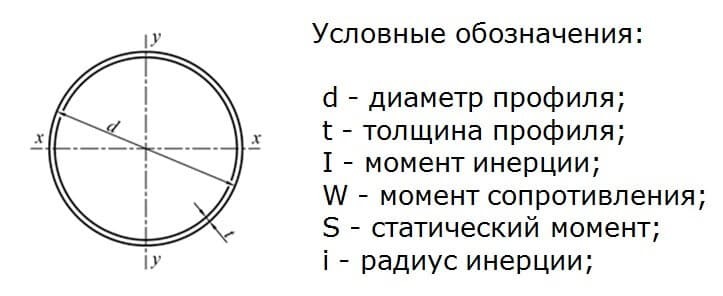 5648 кг.
5648 кг.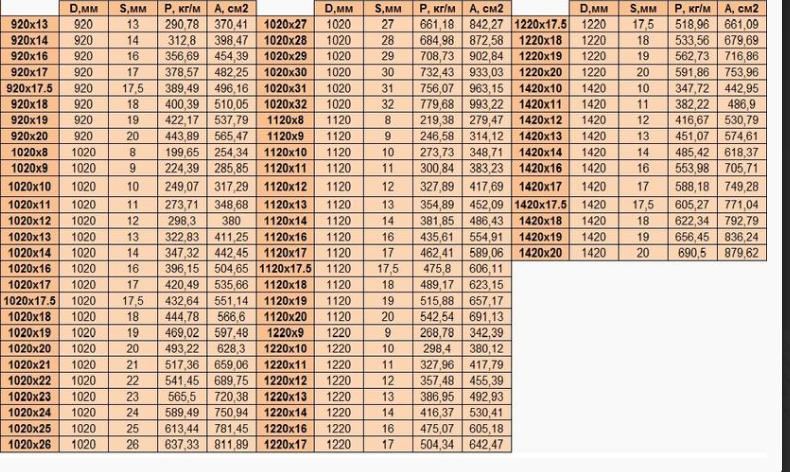 3404 кг.
3404 кг.
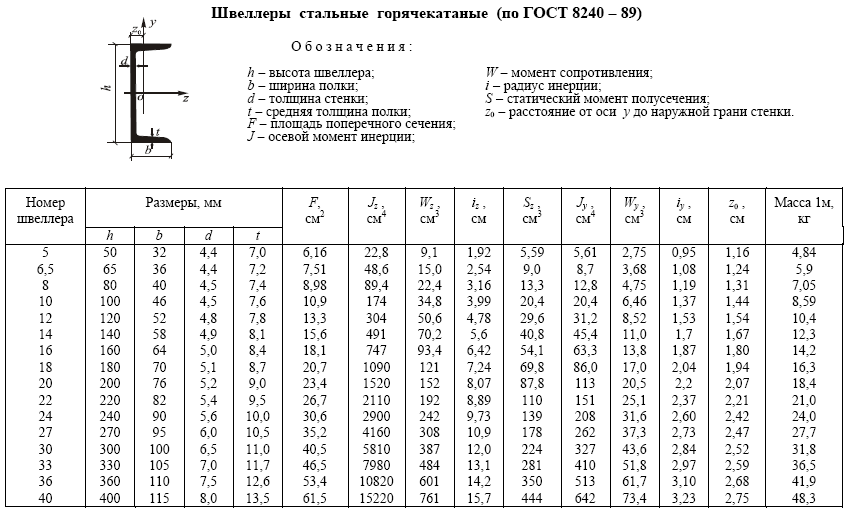
 Именно поэтому сортамент труб стальных необходимо тщательно подбирать, чтобы избежать нежелательных последствий при дальнейшем монтаже и использовании по назначению приобретенной продукции. Ведь труба стальная, цену имеет невысокую и может с успехом применяться практически в любом строительстве, различных коммуникациях и так далее.
Именно поэтому сортамент труб стальных необходимо тщательно подбирать, чтобы избежать нежелательных последствий при дальнейшем монтаже и использовании по назначению приобретенной продукции. Ведь труба стальная, цену имеет невысокую и может с успехом применяться практически в любом строительстве, различных коммуникациях и так далее.
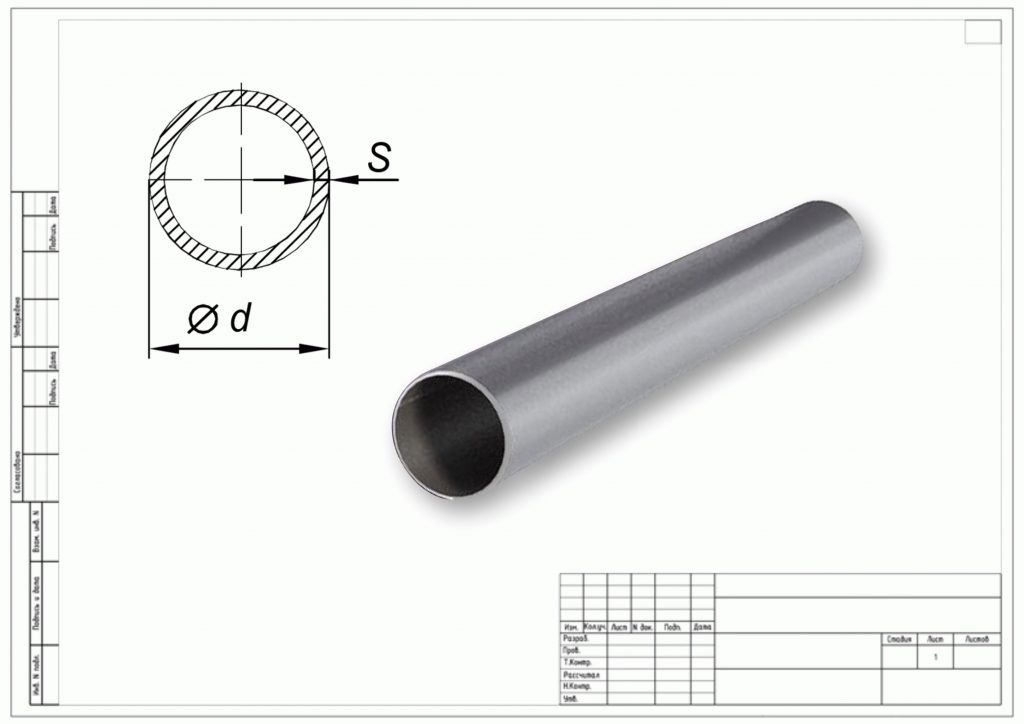

 Некоторые распространенные области применения круглых труб включают перила, двигатели, металлические леса и вентиляцию.
Некоторые распространенные области применения круглых труб включают перила, двигатели, металлические леса и вентиляцию.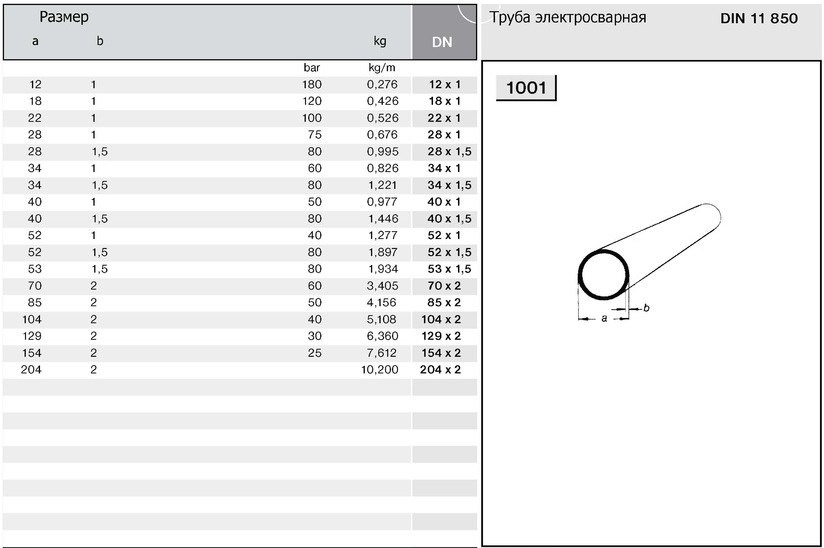
 Из 17 ионов состоит гексагональная плотноупакованная решётка цинка, титана, магния.
Из 17 ионов состоит гексагональная плотноупакованная решётка цинка, титана, магния. Самый лёгкий металл – литий с плотностью 0,533 г/см3
Самый лёгкий металл – литий с плотностью 0,533 г/см3 Наиболее тугоплавкий – вольфрам (3420°С)
Наиболее тугоплавкий – вольфрам (3420°С) Физические свойства используются для изготовления сплавов, электрических проводов, посуды, мыла, стекла, конструкций различной формы.
Физические свойства используются для изготовления сплавов, электрических проводов, посуды, мыла, стекла, конструкций различной формы.
 Все металлы и
Все металлы и В зависимости от условий работы выделяют:• коррозионную стойкость –
В зависимости от условий работы выделяют:• коррозионную стойкость – Этили определяются как элементы, обладающие такими свойствами, как ковкость, пластичность, звучность и хорошие проводники тепла. и электричество. В то время как неметаллы — это те элементы, которые не податливы, пластичны, звучны и являются плохими проводниками тепла и электричества. На следующем рисунке в периодической таблице выделены металлы и неметаллы, а также металлоиды.
Этили определяются как элементы, обладающие такими свойствами, как ковкость, пластичность, звучность и хорошие проводники тепла. и электричество. В то время как неметаллы — это те элементы, которые не податливы, пластичны, звучны и являются плохими проводниками тепла и электричества. На следующем рисунке в периодической таблице выделены металлы и неметаллы, а также металлоиды. д. Они обладают следующими свойствами.
д. Они обладают следующими свойствами. Это означает, что когда мы ударяем их, они издают звонкий звук.
Это означает, что когда мы ударяем их, они издают звонкий звук. Когда металл реагирует с водой, образуются гидроксид металла и газообразный водород.
Когда металл реагирует с водой, образуются гидроксид металла и газообразный водород. Он имеет тенденцию образовывать кислоту в сочетании с кислородом и водородом. Неметаллы демонстрируют большее разнообразие цветов и состояний по сравнению с металлами.
Он имеет тенденцию образовывать кислоту в сочетании с кислородом и водородом. Неметаллы демонстрируют большее разнообразие цветов и состояний по сравнению с металлами.
 Когда мы растворяем диоксид серы в воде, получается сернистая кислота. Реакции приведены ниже.
Когда мы растворяем диоксид серы в воде, получается сернистая кислота. Реакции приведены ниже. Здесь разница между металлом и неметаллом представлена в виде таблицы с исключениями для лучшего понимания. Приведенные выше физические и химические свойства металлов и неметаллов сравниваются здесь.
Здесь разница между металлом и неметаллом представлена в виде таблицы с исключениями для лучшего понимания. Приведенные выше физические и химические свойства металлов и неметаллов сравниваются здесь.




 Сплав представляет собой однородную смесь, состоящую из комбинации отдельных элементов, когда хотя бы один из элементов является металлом. Обычные сплавы включают бронзу, которая представляет собой смесь меди (Cu) и олова (Se). Сталь представляет собой смесь железа (Fe) и углерода (C), а нержавеющая сталь включает другие легирующие добавки, такие как хром (Cr), никель (Ni) и марганец (Mn).
Сплав представляет собой однородную смесь, состоящую из комбинации отдельных элементов, когда хотя бы один из элементов является металлом. Обычные сплавы включают бронзу, которая представляет собой смесь меди (Cu) и олова (Se). Сталь представляет собой смесь железа (Fe) и углерода (C), а нержавеющая сталь включает другие легирующие добавки, такие как хром (Cr), никель (Ni) и марганец (Mn). Распространенным сплавом для многих применений, требующих коррозионной стойкости, является нержавеющая сталь. В отличие от углеродистой стали, сплавы нержавеющей стали способны противостоять поверхностной коррозии при воздействии сред, которые обычно вызывают коррозию, включая влажную, кислотную или высокую температуру.
Распространенным сплавом для многих применений, требующих коррозионной стойкости, является нержавеющая сталь. В отличие от углеродистой стали, сплавы нержавеющей стали способны противостоять поверхностной коррозии при воздействии сред, которые обычно вызывают коррозию, включая влажную, кислотную или высокую температуру. Плотность титана составляет примерно половину плотности стали, а алюминия — около одной трети. На практике это означает, что деталь из стали будет весить примерно в три раза больше, чем точно такая же деталь из алюминия. Однако у стали есть и другие преимущества, такие как твердость и прочность, поэтому меньшие объемы или толщина материала могут обеспечить такие же или лучшие характеристики в сравнении.
Плотность титана составляет примерно половину плотности стали, а алюминия — около одной трети. На практике это означает, что деталь из стали будет весить примерно в три раза больше, чем точно такая же деталь из алюминия. Однако у стали есть и другие преимущества, такие как твердость и прочность, поэтому меньшие объемы или толщина материала могут обеспечить такие же или лучшие характеристики в сравнении. Например, сплав с высоким процентным содержанием олова или алюминия будет плавиться при гораздо более низкой температуре, чем сплав, состоящий в основном из железа и никеля.
Например, сплав с высоким процентным содержанием олова или алюминия будет плавиться при гораздо более низкой температуре, чем сплав, состоящий в основном из железа и никеля.
 Этот магнитный отклик можно классифицировать как диамагнитный, парамагнитный, ферромагнитный, антиферромагнитный или ферримагнитный.
Этот магнитный отклик можно классифицировать как диамагнитный, парамагнитный, ферромагнитный, антиферромагнитный или ферримагнитный.
 Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
 Их называют конусами Морзе.
Их называют конусами Морзе.
 После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
 В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
 Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.



 Несколько советов для тех, кто хочет работать с нержавеющей сталью:
Несколько советов для тех, кто хочет работать с нержавеющей сталью:


 я купил
я купил Вы бы подумали, что это будет кусок пирога! (Изображение/Wayne Scraba) В моей коллекции инструментов есть четыре разных сверла, и я использовал три из них в своем маленьком проекте. Я был уверен, что если ничего не получится, ударная дрель Makita прожжет стальную деталь. В конце концов, я сверлил только отверстие диаметром 1/8 дюйма. (Image/Wayne Scraba) Вот набор 1/8-дюймовых сверл, которые я пробовал, но они не сработали. Слева направо: свежее, острое сверло из быстрорежущей стали, сверло с титановым покрытием, «предназначенное для сверления закаленной стали», сверло по каменной кладке и, наконец, причудливое перфораторное сверло. (Image/Wayne Scraba) Это было решением: забавно выглядящее сверло диаметром 1/8 дюйма на самом деле предназначено для сверления гранитной плитки. И, мальчик, он когда-либо прорезал закаленную сталь (используя 3/8-дюймовую дрель с регулируемой скоростью)! (Image/Wayne Scraba) Вот крупный план. Обратите внимание, что у него нет флейт. (Изображение/Wayne Scraba) В этом вся цель сверления отверстия: я просто хотел прикрепить проволокой остатки рычага переключения передач к колонке, чтобы чаша рулевой колонки не болталась.
Вы бы подумали, что это будет кусок пирога! (Изображение/Wayne Scraba) В моей коллекции инструментов есть четыре разных сверла, и я использовал три из них в своем маленьком проекте. Я был уверен, что если ничего не получится, ударная дрель Makita прожжет стальную деталь. В конце концов, я сверлил только отверстие диаметром 1/8 дюйма. (Image/Wayne Scraba) Вот набор 1/8-дюймовых сверл, которые я пробовал, но они не сработали. Слева направо: свежее, острое сверло из быстрорежущей стали, сверло с титановым покрытием, «предназначенное для сверления закаленной стали», сверло по каменной кладке и, наконец, причудливое перфораторное сверло. (Image/Wayne Scraba) Это было решением: забавно выглядящее сверло диаметром 1/8 дюйма на самом деле предназначено для сверления гранитной плитки. И, мальчик, он когда-либо прорезал закаленную сталь (используя 3/8-дюймовую дрель с регулируемой скоростью)! (Image/Wayne Scraba) Вот крупный план. Обратите внимание, что у него нет флейт. (Изображение/Wayne Scraba) В этом вся цель сверления отверстия: я просто хотел прикрепить проволокой остатки рычага переключения передач к колонке, чтобы чаша рулевой колонки не болталась. Поначалу казалось, что это достаточно простая задача! (Изображение/Уэйн Скраба)
Поначалу казалось, что это достаточно простая задача! (Изображение/Уэйн Скраба) Ниже) 9A) Лучшие сверла для закаленной стали: отзывы клиентов Вы увидите, что независимо от того, сверлите ли вы закаленный болт 12,9 или шпильку выпускного коллектора, следуя основным принципам сверления, вы добьетесь одинакового успеха.
Ниже) 9A) Лучшие сверла для закаленной стали: отзывы клиентов Вы увидите, что независимо от того, сверлите ли вы закаленный болт 12,9 или шпильку выпускного коллектора, следуя основным принципам сверления, вы добьетесь одинакового успеха. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».
Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».
 Подробное)44444444444444444444444444444444444444444444444444444444444444444444н. сверла для закаленной стали: отзывы клиентов
Подробное)44444444444444444444444444444444444444444444444444444444444444444444н. сверла для закаленной стали: отзывы клиентов Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».
Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Любите их».


 При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы: Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
 Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла. Также снижает уровень шума;
Также снижает уровень шума; Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.  Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки. В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.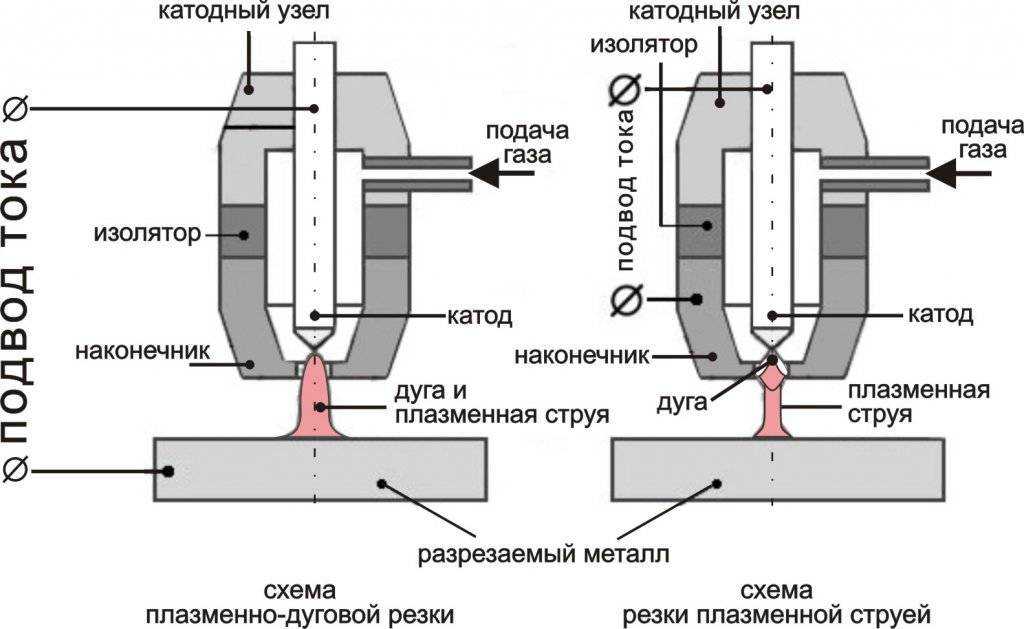 В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества. В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу. 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение)
7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
 3.3 Изделие
3.3 Изделие




 Вода впрыскивается радиально в плазменную дугу, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается, достигая 30 000°C.
Вода впрыскивается радиально в плазменную дугу, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается, достигая 30 000°C.
 2e . Некоторые системы имеют отдельное магнитное поле, окружающее дугу. Это стабилизирует струю плазмы за счет поддержания вращения, вызванного закрученным газом. Преимущества систем HTPAC:
2e . Некоторые системы имеют отдельное магнитное поле, окружающее дугу. Это стабилизирует струю плазмы за счет поддержания вращения, вызванного закрученным газом. Преимущества систем HTPAC:

 Это означает, что он использует тепло для плавления металла, а не для его механической резки.
Это означает, что он использует тепло для плавления металла, а не для его механической резки.
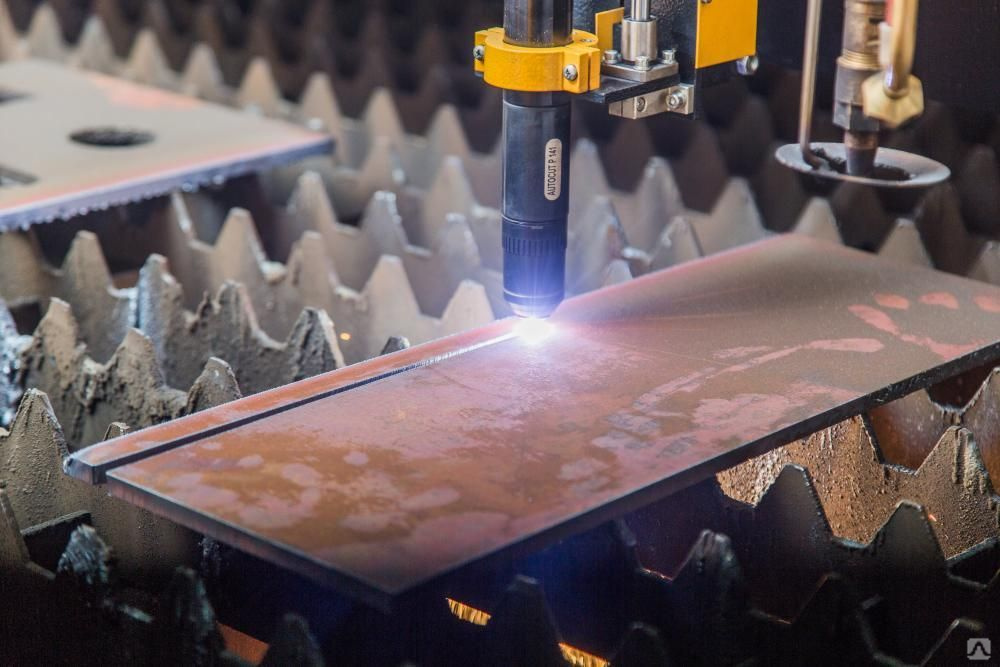 Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.







 Мы хорошо разбираемся во многих областях применения металлических шлангов, что делает McGill Hose & Coupling лучшим выбором в регионе. К ним относятся приложения, требующие коррозионной стойкости, устойчивости к экстремально высоким и низким температурам или высокой долговечности среди многих других.
Мы хорошо разбираемся во многих областях применения металлических шлангов, что делает McGill Hose & Coupling лучшим выбором в регионе. К ним относятся приложения, требующие коррозионной стойкости, устойчивости к экстремально высоким и низким температурам или высокой долговечности среди многих других.  У нас есть полные рулоны продукции, что делает длинномерные сборки общим решением проблем, которые мы можем поставить.
У нас есть полные рулоны продукции, что делает длинномерные сборки общим решением проблем, которые мы можем поставить. Мы можем быстро и точно работать от концепции до дизайна и окончательной готовой к использованию сборки.
Мы можем быстро и точно работать от концепции до дизайна и окончательной готовой к использованию сборки. шланги выглядят одинаково, необходимо задать множество важных вопросов и учесть факторы/характеристики, чтобы разработать наилучшее индивидуальное решение для шланга для вашего конкретного применения.
шланги выглядят одинаково, необходимо задать множество важных вопросов и учесть факторы/характеристики, чтобы разработать наилучшее индивидуальное решение для шланга для вашего конкретного применения.
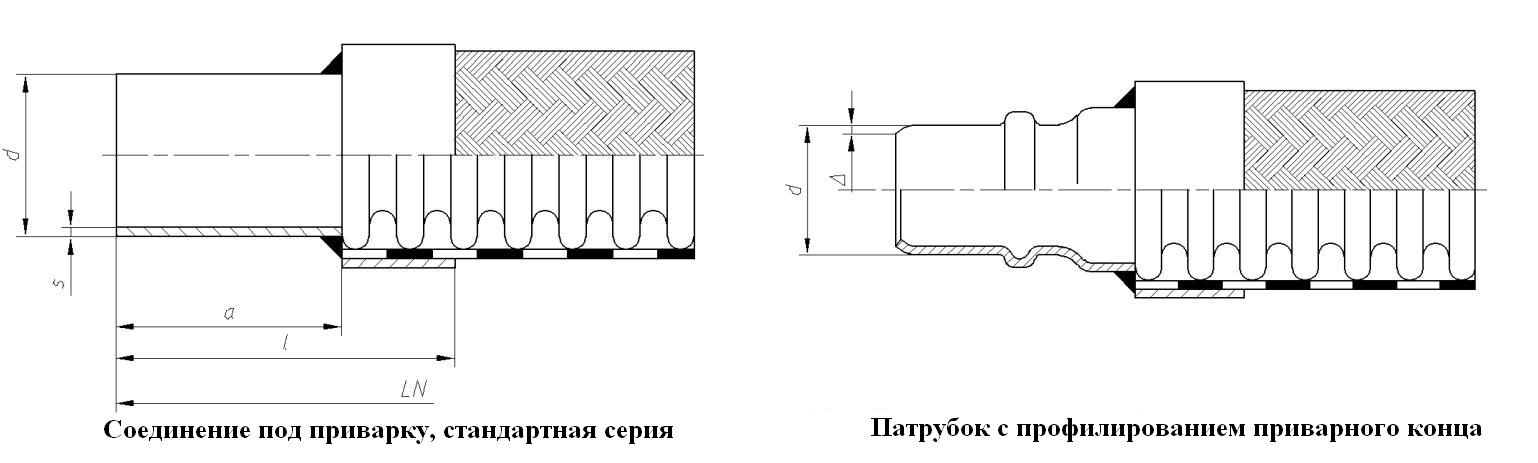
 5
5 54
54 65
65 72
72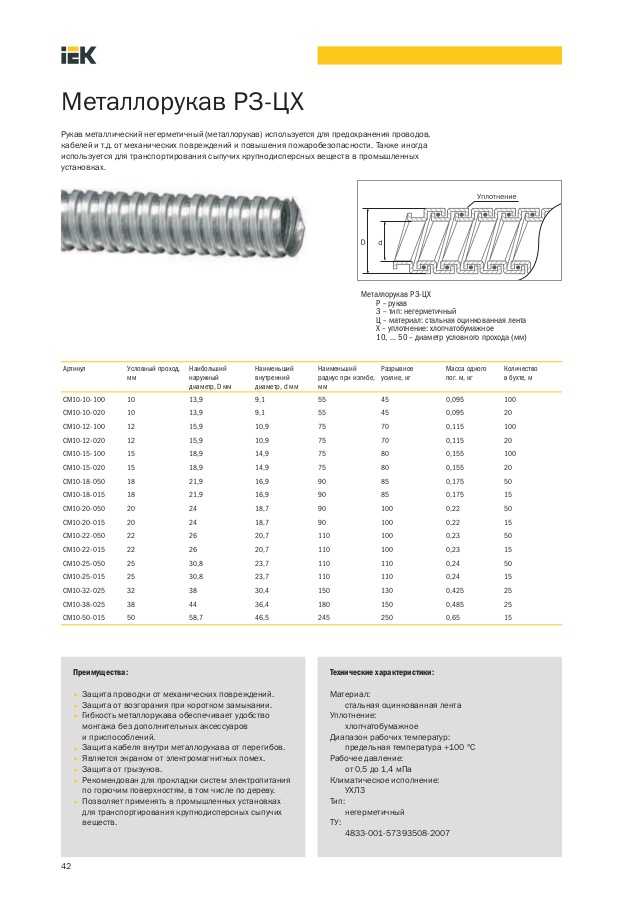 01
01




 Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
 Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности;
Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности; Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
 Когда дело доходит до ленточных пил, существует множество вариантов, но в первую очередь важно определить, какой тип пилы вам нужен для промышленной резки металла. Они поставляются в легких или промышленных системах резки металла (о которых рассказывается в этой статье). Существуют также различные типы дисков, которые будут резать разные материалы, приводимые в действие двигателями и редукторами разного размера, чтобы обеспечить правильную скорость диска для вашего применения.
Когда дело доходит до ленточных пил, существует множество вариантов, но в первую очередь важно определить, какой тип пилы вам нужен для промышленной резки металла. Они поставляются в легких или промышленных системах резки металла (о которых рассказывается в этой статье). Существуют также различные типы дисков, которые будут резать разные материалы, приводимые в действие двигателями и редукторами разного размера, чтобы обеспечить правильную скорость диска для вашего применения. Если вы подумываете о покупке, вот несколько особенностей, на которые стоит обратить внимание.
Если вы подумываете о покупке, вот несколько особенностей, на которые стоит обратить внимание.



 Помимо названия бренда, вам нужно знать, на что обращать внимание, чтобы избежать несчастных случаев и убедиться, что ваш проект соответствует ожиданиям. Наша команда собрала несколько подходящих вариантов ниже, чтобы обеспечить безопасность вашей мастерской при резке металла.
Помимо названия бренда, вам нужно знать, на что обращать внимание, чтобы избежать несчастных случаев и убедиться, что ваш проект соответствует ожиданиям. Наша команда собрала несколько подходящих вариантов ниже, чтобы обеспечить безопасность вашей мастерской при резке металла. Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза.
Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза. Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза.
Входящие в комплект тиски для быстрого позиционирования помогут зафиксировать материал для ровного и точного разреза. Shop Fox W1715 способен резать как круглые, так и прямоугольные заготовки, поскольку они не могут сравниться с его мощным однофазным двигателем мощностью ¾ л.с. со скоростью вращения 1725 об/мин.
Shop Fox W1715 способен резать как круглые, так и прямоугольные заготовки, поскольку они не могут сравниться с его мощным однофазным двигателем мощностью ¾ л.с. со скоростью вращения 1725 об/мин. отделка машины может быть улучшена
отделка машины может быть улучшена с. . Эта ленточная пила по металлу также немного дороже с точки зрения цены, но она того стоит из-за мощных настроек скорости резки и двигателя мощностью 1 л.с. [1].
с. . Эта ленточная пила по металлу также немного дороже с точки зрения цены, но она того стоит из-за мощных настроек скорости резки и двигателя мощностью 1 л.с. [1]. WEN 3975 T 4-7/8-inch x 5 Настольная ленточная пила для резки металла, дюймовая
WEN 3975 T 4-7/8-inch x 5 Настольная ленточная пила для резки металла, дюймовая лезвие
лезвие
 Горизонтальная ленточная пила требует, чтобы вы отрегулировали руку, чтобы распилить материал. Наша команда предлагает лучший горизонтальный ленточнопильный станок для тех, кто хочет точности в своих резах и имеет более крупные проекты. Горизонтальная ленточная пила по металлу отлично подходит для прямых пропилов.
Горизонтальная ленточная пила требует, чтобы вы отрегулировали руку, чтобы распилить материал. Наша команда предлагает лучший горизонтальный ленточнопильный станок для тех, кто хочет точности в своих резах и имеет более крупные проекты. Горизонтальная ленточная пила по металлу отлично подходит для прямых пропилов. Чем выше число, тем больше силы вы получаете. Например, двигатель на 3,5 ампера мощнее, чем на 2. Сила тока двигателя будет влиять на число футов в минуту лезвия.
Чем выше число, тем больше силы вы получаете. Например, двигатель на 3,5 ампера мощнее, чем на 2. Сила тока двигателя будет влиять на число футов в минуту лезвия.
 Однако чугун значительно тяжелее, чем, например, алюминий, поэтому пользователям, которым нужна портативность, в идеале следует искать более легкую конструкцию из более легких, но прочных металлов.
Однако чугун значительно тяжелее, чем, например, алюминий, поэтому пользователям, которым нужна портативность, в идеале следует искать более легкую конструкцию из более легких, но прочных металлов.
 Портативная ленточная пила представляет собой два типа в одном, способные выполнять вертикальные и горизонтальные пропилы. Мало того, есть регулировка скорости, а также функция автоматического отключения для безопасности среди многих других функций.
Портативная ленточная пила представляет собой два типа в одном, способные выполнять вертикальные и горизонтальные пропилы. Мало того, есть регулировка скорости, а также функция автоматического отключения для безопасности среди многих других функций.