Чем и как сверлить глубокие и большие отверстия в металлических деталях
Содержание
1 Особенности создания
2 Приспособления для дрелей
3 Особенность глубоких отверстий
4 Особенность отверстий большого диаметра
5 Сверление без лишних хлопот
5.1 Конусное сверло
5.2 Коронка по металлу
6 Пресс для отверстий
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Содержание
Особенности создания
Приспособления для дрелей
Особенность глубоких отверстий
Особенность отверстий большого диаметра
Сверление без лишних хлопот
Конусное сверло
Коронка по металлу
Пресс для отверстий
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
производить создание пропилов диаметром до 30 мм;
забыть о неровных краях;
проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
коронка;
центровочная насадка;
хвостовик изделия;
винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
На последнем этапе и происходит пробитие при помощи пуансона.
В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Сверление отверстий в металле большого и малого диаметра: как правильно делать?
Главная » Инструменты и оборудование » Механизированные » Шуруповерты, дрели и перфораторы
Опубликовано: Рубрика: Шуруповерты, дрели и перфораторыАвтор: Andrey Ku
Обработка металла относится к числу достаточно сложных операций. Сверление может потребоваться при выполнении ремонта помещений или собственного автомобиля, а также изготовления различных конструкций на дачном участке. Как и в случае с любыми другими отверстиями нам потребуется ручная дрель, которая может быть дополнена различными дополнительными устройствами. Хотя дрель и является очень популярным и востребованным инструментом, имеющийся практически в каждом доме, требуется обладать немалым опытом именно в плане обработки металла. В нашей статье мы расскажем о сверлении металла, сверлах и некоторых особенностях этого трудоемкого процесса.
Инструменты и сверла – что нам потребуется для сверления
Сверление отверстий в металле представляет собой особую технологию, которая заключается в снятия определенного слоя материала за счет одновременного вращательного и поступательного движения сверла. Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
При работе с металлом используются сверла, изготовленные из стали марки Р6М5
Нам потребуются следующие инструменты для работы с металлом:
Дрель ручная или электрическая
Спиральное сверло
Молоток
Кернер
Защитные очки и перчатки
Достичь успеха в планируемом мероприятии будет невозможно без соответствующего сверла. Выбор данного элемента – очень важный момент, ведь различные сверла подбираются исхода из свойств металла, а также диаметра будущего отверстия. Свёрла обычно производятся из быстрорежущей стали. Самыми распространенными считаются изделия, изготовленные из стали марки Р6М5. В некоторых случаях используются кобальтовые добавки, которые способствуют увеличению долговечности и износостойкости сверла. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
Следует знать, что далеко не все дрели способны проделать именно те отверстия, которые вам требуются. Так, производителя обычно указывают соответствующую информацию в руководстве по эксплуатации. К примеру, просверлить отверстие большого диаметра дрелью, мощность которой составляет 700 Вт, не получится. Ведь данное оборудование предназначено для создания отверстия максимального размера 13 мм в поперечнике.
Приспособления для дрелей – как облегчить себе жизнь
Сверление металла вызывает трудности у многих людей, даже опытных мастеров. Одна из причин заключается в физической сложности самого процесса. Ведь необходимо в течение длительного времени держать тяжелую дрель под прямым углом в четко зафиксированном положении. Однако всегда можно воспользоваться дополнительными приспособлениями, призванными облегчить весь процесс.
Кондукторы для сверления позволяют надежно зафиксировать сверло дрели
В строительных магазинах можно приобрести следующие механизмы для перпендикулярного сверления отверстия в металлических изделиях:
Кондукторы для сверления
Направляющие для дрели
Стойки для дрели
Огромной популярностью пользуются кондукторы, именно с их помощью специалисты делают отверстия в изделиях. Сам механизм представляет собой своеобразный бокс, удобный для удержания, в котором расположены направляющие втулки. Подходит для работы со сверлами различных диаметров. Втулки выполняются из очень твердых сортов металла, гораздо более твердого, нежели само сверло. Поэтому не стоит волноваться, что при работе с дрелью они повредятся.
Вам требуется всего лишь расположить кондуктор над местом будущего отверстия, предварительного отмеченного кернером, после чего включить дрель. Сверло будет прочно зафиксировано втулками, поэтому от заданного направления оно не уйдет. Особенно полезным кондуктор считается при сверлении цилиндрической формы, к примеру, труб, поскольку наконечник сверла постоянно соскальзывает с округлой формы трубы.
Также можно приобрести направляющие для ручной дрели – это полезный опорный механизм, где дрель фиксируется за шейку для достижения неподвижности во время работы. Подошва, удерживаемая свободной рукой, устанавливается на самой заготовке. При таком положении дел инструмент перемещается исключительно вертикально, без малейших отклонений или перекосов.
На сегодняшний день выпускаются универсальные конструкции, оборудованные угловым держателем. Благодаря этому вы сможете сверлить отверстия дрелью даже под углом. Правда, в случае с металлом сверлить под углом при помощи направляющих очень сложно, поскольку боковые перегрузки практически сразу же ломают сверло. Поэтому необходимо позаботиться о покупке изделия из твердого металла.
Еще одно приспособление, которое упрощает процесс изготовления отверстий, называется стационарная стойка. По своей сути, данное оборудование представляет собой несколько упрощенный сверлильный станок, правда, с меньшим функционалом, но и существенно меньшей стоимостью. Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Глубокие отверстия – в чем их особенность
Процесс сверления отверстий в изделиях из металла существенно отличается в зависимости от толщины заготовки. Глубокие отверстия сделать гораздо сложнее по сравнению с обычными. Специалисты для таких случаев используют токарные станки, причем вращаться должна именно заготовка, а не само сверло на станке. Важным моментом является отвод отходов и стружки из детали, а также охлаждение сверла.
При сверлении глубоких отверстий важным является своевременный отвод стружки
Естественно, в домашних условиях воспользоваться токарным станком вряд ли получится. Единственный выход из положения – это приобретение направляющих для дрели, которые были описаны выше. Длина сверла имеет большое значение, поскольку сверло может делать отверстия лишь на две трети своей длины. Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
При отсутствии направляющих можно постараться сверлить и без данного оборудования, если вы уверены в своих силах. Однако угол сверления менять категорически запрещено, поскольку это может полностью испортить как сверло, так и заготовку.
Про охлаждение и отвод стружки также забывать ни в коем случае нельзя. Проще всего воспользоваться мыльной водой, в которую предварительно следует обмакнуть наконечник сверла. Некоторые специалисты рекомендуют обмазать сверло растительным маслом или свиным салом. Это существенно уменьшит трение изделия о металл и, как следствие, самым положительным образом скажется на охлаждении сверла.
Если же говорить об извлечении стружки, то этим необходимо заниматься с регулярной частотой, периодически извлекая отходы от бурения. Проще всего перевернуть заготовку, чтобы стружка под действием гравитации, освободила отверстие. Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Отверстия большого диаметра – самая сложная операция
Просверлить большое отверстие в металле еще сложнее, чем сделать отверстие большой глубины. Здесь есть несколько подходов: либо конусным сверлом делать отверстие большого диаметра в металле за несколько подходов, либо воспользоваться специальной коронкой. Стоимость конусных сверл очень велика, тогда как эффективность ниже, чем у коронки.
Именно поэтому специалисты утверждают, что правильнее сверлить металл именно при помощи коронки. В центральной части расположено сверло, тогда как по краям находится режущая поверхность с остро заточенными зубьями. Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Понравилась статья? Поделиться с друзьями:
Wie bohrt man ein großes Loch in Metall?
Das Bohren durch Metall kann in den besten Zeiten eine Herausforderung sein, aber der Versuch, ein Loch mit großem Durchmesser zu schaffen, kann ein noch größeres Dilemma darstellen, insbesondere bei einem massn Stahlträger oder einer Platte.
Wie kann es also gemacht werden?
Traditionelle Methoden пал в drei Kategorien.
Aber wie bohrt man am besten große Löcher in dickes Metall schnell und ohne Bohrer durchzubrennen?
Ответ: с VersaDrive HoleCutter.
Der VersaDrive HoleCutter ist eine Mischung aus Räumwerkzeug und herkömmlicher Lochsäge und bietet das Beste aus beiden Werkzeugen in einer flexiblen und tragbaren Lösung.
Der VersaDrive HoleCutter ähnelt im Design einem Räumwerkzeug und verfügt über hochwertige, einzeln gelötete Sandvik-Wolframkarbidzähne, die unglaubliche Stärke, höchste Leistung und eine 10-mal längere Lebensdauer als herkömmliche Bimetall-Lochsägen bieten.
Sie arbeiten wie ein Räumwerkzeug, indem sie Metall am Rand des Lochs und nicht über dessen gesamten Bereich entfernen, was zu schnellen Schnitten und minimalem Verschleiß des Werkzeugs führt, was wiederum die Lebensdauer weit verchängängängsängauber die eiderum herköngerts
Im Gegensatz zu einem Räumwerkzeug hat der VersaDrive HoleCutter jedoch die Flexibilität, in leichten, tragbaren Antriebswerkzeugen wie kabellosen Pistolenbohrern verwendet zu werden.
Dies ersetzt die Notwendigkeit schwerer, umständlicher Magnetbohrer und bietet eine leistungsstarke Lösung zum Bohren, die sich perfekt für den Einsatz vor Ort, an abgelegenen Orten oder an Orten mit eingeschränktem Zugang eignet und Werkstücke nicht entfernt und in eine Werkstatt zurückgebracht werden können.
Отверстие VersaDrive HoleCutter состоит из двух шнитленгенов, 55 мм и 100 мм, стержней и шляпы Fähigkeit, Löcher durch dicke Bleche, Kastenprofile undere Tiefbohranwendungen zu erzeugen.
Ultimative Flexibilität
Als Teil des einzigartigen VersaDrive-Systems profitiert der VersaDrive HoleCutter von einer Reihe zusätzlicher Funktionen, die bei herkömmlichen Schneidlösungen für große Löcher unübertroffen sind.
Erstens Passt Sein Patentierter Sechskantschaft auf all 1/2 «-bohrfutter und sorgt für einen festen sitz und rutschfesten einsatz. Er is auch mit alenrive-schnellvershlussdaptern und-werlergererger wodrive-schnellvershlushnaptern und-werlemerlershererlardershererlershlersherersherersherershlersherlersherersherersherersherlerr das Bohren außerhalb der Reichweite oder den Schnellwechseleinsatz für mehrere Antriebswerkzeuge.
Влажные штампы, исключающие HMT-Designs, kann der VersaDrive HoleCutter mit handgeführten Rotationsbohrern, SDS+-Bohrern (nur im Rotationsmodus), Säulenbohrern verwendet oder sogar für den Einsatz in Magnetbohrern als Räumderwerkzeug and. Dies bietet die größte Flexibilität aller verfügbaren Schneidlösungen für große Löcher.
Ein einteiliger, austauschbarer, federbelasteter Pilotbohrer dient auch dazu, das Werkzeug während des Gebrauchs zu zentrieren, um sicherzustellen, dass es während des Schnitts nicht „wandert“, während er auch den Ferwinesenti Loft achinerenti Lofts ung achinerenti Metallrest nach.
Альтернативный вариант сверла VersaDrive HoleCutter с узким шлицем, эффективным и экономичным креплением, а также дополнительными опциями на рынке übertrifft und überdauert.
Für weitere Informationen und Antworten auf häufig gestellte Fragen klicken Sie hier
Почта Альтерер
Нойерер Пост
Как увеличить или выровнять отверстие в металле
Увеличение отверстий или выравнивание несоответствующих отверстий в металле — это работа инструмента, известного как развертка.
Процесс, с помощью которого это делается, называется развертыванием и отличается от традиционного сверления тем, что в качестве отправной точки требуется существующее отверстие или несколько отверстий. Развертка не может создать отверстие с нуля, только увеличивает размер текущего отверстия.
Ниже вы найдете пошаговое руководство по развёртыванию вместе с техническими рекомендациями, практическими рекомендациями и информацией о доступных развёртках HMT и примерах, в которых их лучше всего использовать.
Как увеличить или выровнять (развернуть) отверстие в металле:
Во-первых, убедитесь, что заготовка надежно закреплена и не собирается двигаться.
Во-вторых, если у вас уже есть отверстие, которое вы хотите увеличить или выровнять, выберите наиболее подходящий развертку для нужного вам размера отверстия. Например, если вы хотите перейти от отверстия диаметром 8 мм к отверстию диаметром 16 мм, не рекомендуется делать это за одну операцию. Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера.
Установите развертку на приводной инструмент.
При использовании развертки VersaDrive с технологией Holemaker Technology в ударном гайковерте, магнитной дрели или дрели SDS выберите правильный адаптер, установите его на приводной инструмент и вставьте развертку.
При установке развертки ImpactaMag на магнитную дрель просто вставьте ее в оправку и затяните установочные винты.
Вставьте расширитель в расширяемое отверстие. Развертки VersaDrive и ImpactaMag представляют собой конические развертки, также известные как мостовые развертки, которые самоцентрируются благодаря своим наклонным коническим сторонам. (Развертки, используемые в магнитной дрели, могут самоцентрироваться только при выключенном магните, чтобы сверло могло двигаться в правильное положение. )
Когда все будет готово, слегка отведите расширитель, чтобы он не касался стенок отверстия, и запустите его вращение.
Начните резку, применяя постоянное давление подачи на протяжении всей операции.
Когда развертка достигает своего самого широкого места, резка завершена, и развертку можно остановить и извлечь.
Практические рекомендации:
Проверьте требования к минимальному крутящему моменту для используемого инструмента.
Прилагайте сильное, постоянное давление подачи на протяжении всего резания, применяя подачу очень медленно и осторожно в течение первого 1 мм резания.
Чтобы максимально увеличить срок службы инструмента, не пытайтесь увеличить существующий диаметр отверстия более чем на 2–3 мм. Если требуется больший размер готового отверстия, то следует использовать развертку следующего размера для «шага вперед», пока не будет достигнут диаметр готового отверстия.
Избегайте бокового перемещения или наклона, которые могут привести к повреждению инструмента
Обеспечьте регулярное применение качественной смазочно-охлаждающей жидкости, особенно при сверлении толстых или закаленных материалов.
Резка пламенем, лазерная резка или пробивка отверстий с помощью ударного гайковерта могут оказаться невозможными. В этой ситуации отверстие можно рассверлить низкоскоростной магнитной дрелью с разверткой ImpactaMag или VersaDrive.
Следуйте указаниям, чтобы установить правильную скорость вращения. Неверное число оборотов может привести к сокращению срока службы или поломке инструмента.
Обеспечьте отсутствие мусора на поверхности стали достаточной толщины для надежного удержания магнита при сверлении магнитом.
Регулярно проверяйте, чтобы направляющие, рукоятки, оправки и подвижные части магнитной дрели не расшатались со временем.
Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов.
Подробную техническую информацию о рекомендуемых скоростях и подачах см. в конце статьи.
Теперь вы знаете как, зачем вам рассверливать отверстие?
Существует множество причин, по которым необходимо модифицировать отверстия после их создания. Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
Какова бы ни была причина увеличения отверстия, его традиционно трудно выполнить точно на месте и вдали от стационарных прецизионных фрезерных и сверлильных станков, особенно в твердых материалах, таких как сталь.
Вопрос «как это сделать быстро и правильно» тогда стал настоящим вызовом.
Желание найти решение этих проблем привело нас к созданию двух совершенно новых продуктов – линейки разверток VersaDrive и ImpactaMag для строительства и производства.
Ударные развертки VersaDrive
Развертки VersaDrive — это идеальный инструмент для выравнивания и расширения отверстий, предназначенный для слесарей и монтажников металлоконструкций, позволяющий продолжать работу, когда отверстие смещено или имеет неправильный размер для крепления.
Обладая специально разработанной геометрией режущей кромки с 6 зубьями и титановым покрытием, развертки VersaDrive™ полностью рассчитаны на ударную вязкость и работают быстрее всего при использовании с ударным гайковертом, обеспечивая максимальную производительность резания практически без отдачи электроинструмента.
Развертки VersaDrive имеют запатентованный нескользящий шестигранный хвостовик, подходящий для использования в любом стандартном сверлильном патроне 1/2 дюйма для аккумуляторных или пистолетных дрелей или для использования с адаптером VersaDrive Rapid Lock для использования с широким спектром электроинструментов, таких как магнитные дрели. .
Прецизионная конструкция с 6 зубьями для гладкой резки
Безопасное развертывание с минимальной отдачей
Специально закалены для использования с ударным гайковертом
Высококачественная инструментальная сталь для высокой точности и длительного срока службы
Титановое покрытие Goldmax с низким коэффициентом трения для предотвращения выгорания
Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов
Развертки с ударным приводом не рекомендуются для отверстий, прорезанных пламенем или плазмой. Используйте с магнитной дрелью
Развертка должна вращаться перед началом резки, и через разрез следует использовать постоянное давление подачи
Для материалов толще 20 мм рекомендуется использовать развертки ImpactaMag
Развертка HMT ImpactaMag
Развертка ImpactaMag™ HSS — это уникальная развертка двойного назначения для расширения и выравнивания отверстий в металлах и твердых материалах.
Специально разработанная геометрия режущей кромки позволяет использовать инструмент в ударном гайковерте или магнитной дрели. При использовании в ударном гайковерте он закрепляется в специальном адаптере, что упрощает управление инструментом, применение правильной скорости подачи и извлечение из готового отверстия, что увеличивает срок службы инструмента. Эта развертка также подходит для стандартной магнитной оправки Weldon.
Коническая форма позволяет вводить узкий конец развертки ImpactaCut в существующее отверстие и точно центрировать его.
Вращательный/ударный удар точно срезает стружку с каждой стороны отверстия, вплоть до самого широкого размера расширителя.
Идеально подходит для монтажа металлоконструкций и мостовых работ
Идеально подходит для модификации и увеличения отверстий
Крепится непосредственно к ударному гайковерту
Может использоваться с любой стандартной магнитной дрелью
Доступны промежуточные размеры
Уникальная конструкция с 6 зубьями для более быстрой и плавной резки
Подготовьте отверстия для установки TCB и болтов фрикционной рукоятки
Так как же узнать, какой из них вам подходит?
Правильный инструмент для работы зависит от используемого приводного инструмента, размера требуемого окончательного отверстия и материала, который вы расширяете.
Когда развертки VersaDrive являются лучшим вариантом:
При использовании переносного электроинструмента, такого как ударный шуруповерт или ударный гайковерт, и требуемый окончательный размер отверстия меньше 26 мм, рекомендуется использовать ударную развертку VersaDrive. Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Развертки VersaDrive также можно использовать с аккумуляторными дрелями, магнитными дрелями или сверлами на столбах, поэтому для операций, требующих отверстий диаметром до 26 мм в материалах толщиной до 20 мм, развертки VersaDrive по-прежнему идеально подходят для этой задачи.
Если лучше использовать развертку ImpactaMag:
Если вы используете магнитную дрель без адаптера, размер отверстия должен составлять 26–39 мм или материал имеет толщину более 20 мм, то рекомендуется использовать развертку ImpactaMag.
Имея хвостовик Weldon, развертка ImpactaMag помещается непосредственно в стандартную оправку 19,05 мм, а ее конструкция идеально подходит для обработки более толстых материалов глубиной более 20 мм.
Многие специалисты в области строительства дадут показания.
Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов.
В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки.
На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается.
Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки.
В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел.
Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках.
Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль).
Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба.
Реклама:
Читать далее:
Слесарное опиливание
Статьи по теме:
Брак при правке и гибке металла и правила безопасной работы
Навивка пружин
Гибка и вальцевание труб
Гибка полосового и пруткового материала
Общие сведения о гибке металла
Главная → Справочник → Статьи → Блог → Форум
Слесарная правка — Гибка и правка металла
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка. В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Реклама:
Читать далее:
Слесарная гибка
Статьи по теме:
Брак при правке и гибке металла и правила безопасной работы
Навивка пружин
Гибка и вальцевание труб
Гибка полосового и пруткового материала
Общие сведения о гибке металла
Главная → Справочник → Статьи → Блог → Форум
Основы гибки труб и трубок
Гибка труб и трубок — это метод изготовления, используемый для формирования металлических труб путем их сгибания под нужными углами и формами. Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Эта статья содержит все основы гибки труб и трубопроводов. Продолжайте читать, чтобы узнать больше о:
Металлические трубы и металлические трубы
Цель гибки труб
Что такое радиус изгиба?
Общие методы гибки труб и трубок
Базовый процесс гибки труб и трубок
Получите экспертную поддержку от специалиста по гибке труб
Металлические трубы и металлические трубы
Металлическая труба обычно поставляется и изготавливается из стали и большинства сплавов алюминия, нержавеющей стали, никеля и даже экзотических сплавов, таких как титан и цирконий. Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Металлическая трубка обычно поставляется и изготавливается из стали, нержавеющей стали, латуни, меди и алюминия, но также изготавливается из многих других сплавов. Металлическая труба, как правило, легче, чем труба, и ее легче формовать с помощью соответствующего оборудования, и ее можно сгибать и формировать более сложные формы без необходимости использования колен или фитингов.
Внешний диаметр (НД) трубок является номинальным размером, в то время как наружный диаметр трубы варьируется и не равен номинальному размеру. Более толстые стенки трубы позволяют использовать резьбовые концы для соединения отрезков с муфтами или резьбовыми фитингами. Большая часть труб также используется без резьбы, где отрезки соединяются или фитинги прикрепляются сваркой или другими способами.
Цель гибки труб
Трубы и трубки имеют множество применений и в основном используются для безопасной и эффективной транспортировки воды, жидкостей, газов и химикатов для различных коммунальных услуг и функций в домах, школах, предприятиях, промышленные, торговые и производственные объекты. Трубы и трубки имеют более высокую структурную целостность, чем многие другие металлические формы. Но прямые трубы не могут использоваться для многих целей внутри здания, поэтому их часто нужно формировать и изгибать под разными углами. В зависимости от проекта сложные решения по гибке могут даже исключить многие фитинги.
Гибка труб не ограничивается каким-либо конкретным металлом, и используются различные металлы и сплавы из-за их уникальных характеристик. Существует множество различных вариантов гибки и формовки труб и труб для удовлетворения всех типов уникальных потребностей. Каждый метод имеет свои преимущества, недостатки и затраты.
Что такое радиус изгиба?
Отводы труб классифицируются по радиусу осевой линии отвода (CLR) как отношению к номинальному диаметру трубы. Например, 4-дюймовая труба NPS, согнутая на 6-дюймовом CLR, классифицируется как колено 1½D (в 1½ раза больше номинального диаметра трубы). При изгибе на 12-дюймовом CLR изгиб классифицируется как 3D.
Большинство холодных гибов выполняются на радиусе 1½D. Основная причина выбора 1½D заключается в том, что он взаимозаменяем с отводами большого радиуса для стыковой сварки (колено 4 дюйма с длинным радиусом 90° имеет длину 6 дюймов от центра до конца). В результате нет необходимости изменять конструкцию, чтобы обеспечить изгиб. Стандартный приварной фитинг можно использовать при модификации существующей формованной системы или наоборот.
В качестве альтернативы изгибу 1½D, когда ограничение потока может быть проблемой, можно использовать радиусы изгиба 3D. Исследования также показали потенциальную экономию энергии за счет увеличения радиуса изгиба. 3D-гибка может потребовать особого внимания при проектировании
Общие методы гибки труб и трубок
Существует четыре основных процесса гибки труб и трубок. Все четыре являются стандартными для всех материалов и диаметров труб. Наиболее важными факторами при определении того, какой метод будет работать лучше всего, являются требуемая толщина стенки, желаемый радиус и конфигурация готовой детали.
Гибка с вращающейся вытяжкой
Гибка с вращающейся вытяжкой — это универсальный процесс, включающий зажим наружной части трубы и ее гибку на штампе с требуемым радиусом вашей трубы или трубы. Этот метод эффективен для гибки, требующей меньшего радиуса, потому что матрица помогает предотвратить деформацию трубы в овальную форму во время гибки. Давление зажима необходимо тщательно поддерживать во время процесса, чтобы избежать внешних складок и гарантировать, что внешние части не станут слишком тонкими. Выбор правильных материалов и поддержание постоянного давления зажима помогает предотвратить эти проблемы.
Гибка с помощью домкрата
Простой и недорогой метод гибки труб и труб, сгибание с помощью домкрата включает в себя забивание гидравлическим домкратом коротких сегментов трубы, которые крепятся к поворотному блоку или ролику. Труба сдвигается, и процесс повторяется в нескольких местах для достижения желаемого радиуса. Изгиб ползуна предлагает ограниченный контроль и не обладает некоторой точностью, необходимой для приложений, требующих жестких допусков.
Сжатие Изгиб
Гибка сжатием аналогична гибке с вращательным вытягиванием. Этот процесс включает в себя зажим трубы, а затем протягивание ее вокруг матрицы для создания желаемого радиуса. Этот процесс не имеет такого же контроля, как гибка с вращательным вытягиванием, и не рекомендуется для жестких допусков.
Роликовая гибка
Роликовая гибка формирует трубы и трубки в изгибы с помощью оборудования, которое имеет два неподвижных ролика и подвижный внутренний ролик. Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Основной процесс гибки труб
Шаг 1. Подумайте, для чего вам нужна труба
Прежде чем приступить к гибке трубы или трубы подумать о том, для чего вам нужен ваш продукт. Задайте себе следующие вопросы:
Требуются ли для вашего применения тяжелые или легкие материалы?
Должен ли материал быть устойчивым к ржавчине или коррозии?
Должен ли материал проводить тепловую энергию?
Вам также необходимо учитывать внутренний диаметр (ID) и внешний диаметр (OD) вашей трубы или трубки. Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Шаг 2. Установка трубогибочного станка
Трубогибочное оборудование может быть оснащено инструментами для труб и трубок, которые вы используете. Гибочное оборудование имеет механические и гидравлические регулировки, помогающие оператору производить качественные гибки. При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
Шаг 3. Выровняйте трубку
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба.
Шаг 4. Согните трубу
Следуйте инструкциям, прилагаемым к трубогибу или трубогибу, и начните процесс гибки. Направления между гибочным оборудованием могут различаться, поэтому убедитесь, что вы ссылаетесь на рекомендации вашей конкретной модели.
Шаг 5. Отсоедините детали
Отсоедините трубу или трубку от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Операторы должны всегда соблюдать осторожность при безопасном удалении трубы или трубки, поскольку пружинение и другие факторы могут привести к травме.
Получите экспертную поддержку от специалиста по трубам и гибке труб
Будь то химические линии на заводе-изготовителе, газопроводы для больниц, коммерческая сантехника или любой другой тип труб или проектов труб, имеющих трубы и tube, которая увлечена быстрым выпуском высококачественной продукции, может быть трудно найти. При выборе партнера по гибке труб ищите того, кто разбирается в вашей отрасли и найдет время, чтобы разобраться в вашей уникальной ситуации. Этот тип партнерства может дать невероятное преимущество, которое может оказать существенное влияние на вашу прибыль.
Компания APEX лидирует в отрасли по гибке труб с малым радиусом и развальцовке труб внахлестку, в том числе из сплавов с высоким содержанием никеля и титана. Наше оборудование изгибает и формирует трубы, конструкционную сталь и листовой прокат для различных целей. Наши возможности гибки и развальцовки труб исключают дорогостоящие сварочные операции и обеспечивают более высокую целостность трубопроводов, более быстрое изготовление и более низкие затраты на неразрушающий контроль. Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Что делает холодную гибку необходимой
В большинстве случаев металл, используемый для изготовления труб, должен быть нагрет, прежде чем его можно будет согнуть в нужную форму. Однако бывают случаи, когда нагрев металла невозможен. Некоторые металлы можно гнуть в холодном состоянии, если используется правильный процесс. Это не рекомендуется для некоторых металлов, таких как латунь, так как они могут треснуть или даже расколоться. Кроме того, это не рекомендуется для меньших изгибов, так как это может привести к перекручиванию меньших изгибов. В большинстве случаев холодная гибка используется для труб, требующих больших изгибов.
Валковая гибка
Холодная гибка также известна как валковая гибка из-за процесса, наиболее часто используемого для гибки ненагретого металла. Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Другие методы холодной гибки
Холодная гибка также может выполняться другими методами, хотя это не всегда рекомендуется. Изгиб металла, который не подвергался нагреву, так же сложен, как кажется, и есть причина, по которой большинство профессиональных компаний используют вальцегибочные станки. Однако холодная гибка металла возможна с помощью тисков и щипцов. Металл плотно удерживается на месте тисками, а щипцы используются для захвата и сгибания металла. В качестве альтернативы, некоторые слесари любят сгибать листовой металл или стержни вокруг наковальни. Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Зачем нужна холодная гибка
Холодная гибка, особенно когда она выполняется с помощью вальцегибочного станка, может использоваться, когда нет возможности нагреть металл перед гибкой. Он также используется, когда необходимо получить большой плавный изгиб трубы или листового металла. В частности, трубы должны иметь более пологие изгибы, чтобы вместить воду или другие жидкости, которые могут проходить через них, и холодная гибка иногда является единственным способом создания этих изгибов и больших изгибов. Холодная гибка также во многих случаях дешевле; оборудование и материалы, необходимые для работы с нагретым металлом, дороги. Работая с холодным металлом, когда это возможно, производители труб и слесари могут сэкономить на производственных затратах.
Все привыкли к тому, что самодельный фрезеры с ЧПУ легкие и представляют собой механизмы для обработки дерева, в крайнем случае — для гравировки металла.
Но в этой статье речь пойдет об изготовлении ЧПУ станков для обработки стали.
Посмотрите на картинку выше, впечатляет, не правда ли? Вот об изготовлении таких красавцев мы и будем вести речь ниже.
Всякое изготовление самодельных станков, как ЧПУ, так и обычных начинается с проектирования.
Программы можно использовать любые, благо сейчас есть выбор, от SketchUp до Autodesk Fusion 360 и другого ПО. Практически ко всем ним можно найти библиотеки готовых деталей и материалов. И вам не придется отрисовывать тот же профиль, рельсы или крепеж для шагового двигателя.
Многие программы 3D моделирования позволяют создать связи механизмов между собой и посмотреть — как будет работать готовое устройство.
Если кто то думает, что сделать самодельный ЧПУ фрезер для обработки металла — это бюджетное решение, то стоит вас разочаровать! Да, тяжелый фрезер выйдет дешевле, чем его продающаяся в магазине версия, но, все равно придется вложиться финансами и не мало, так как при изготовлении используются массивные заготовки из стали.
Тяжесть — это хорошо, тяжесть — это надежно! (с) Именно так! Для станкостроения массивность деталей имеет решающее значение, а все потому, что чем массивнее деталь и толще металл в заготовке, тем меньше будет влияние изгибающей нагрузки передающейся от фрезы при работе станка.
Рама самодельного фрезера изготавливается из профильной трубы, оцените размеры профтрубы — такие используются при строительстве многоэтажных домов!
Соединение заготовок рамы производится с помощью сварки. Если решите повторить — то помните, сначала прихватываем со всех сторон, проверяем и павим геометрию, а уже затем провариваем.
Это делается таким образом потому, что, если начать проваритваь сразу, то шты будут изгибать конструкцию, геометрия & quot;поплывет» и на восстановление параллельности и перпендикулярности уйдет много времени и сил. А в некоторых случаях и вовсе — проще выбросить поведенную сварочными швами конструкцию и сделать заново.
Сваривать основание лучше полуавтоматом, но можно и обычной электродной сваркой.
Когда основание готово, можно заняться изготовлением осей. На мощную пластину наносится разметка отверстий, засверливается, нарезается резьба и устанавливаются рельсовые направляющие.
Стоит отметить, плоские рельсовые направляющие наиболее предпочтительны для изготовления мощного ЧПУ фрезера, так как они меньше подвержены деформации во время работы.
При установке необходимо добиться параллельности направляющих, иначе при движении осей они будут подклинивать, а это грозит быстрым износом и искажениями в готовых деталях обрабатываемых на станке.
Проще всего проверять параллельность с помощью часового индикатора — катаем его по одной оси и подправляем вторую ось добиваясь четкого нуля на индикаторе при движении по всему ходу оси.
Как я уже писал выше — тяжесть это хорошо! Но для сборки придется воспользоваться лебедкой или закрепленным на стреле блоком уменьшающим усилие по подъему тяжести.
Электронику управления ЧПУ станком лучше всего собрать на небольшом самодельном щитке. Можно использовать и готовый из магазина, но в самодельном тоже нет ничего сложного — кусок фанеры и динрейки.
Преимущество щитка в том, что все провода будут аккуратно распределены между собой, не создавая хаоса в виде спагетти. если возникнет какая либо проблема с электроникой ее легко будет локализовать.
Где разместить ПК для управления самодельным фрезером по металлу — вопрос удобства. Как вариант — можно сделать небольшую передвижную стойку с монитором, полочкой под мышку и клавиатуру и тумбочкой под сам ПК.
Теперь о самом главном — шпинделе для мощного фрезерного станка по металлу.
Для того что бы хорошо и бвстро обрабатывать металл необходим мощный мотор и это не обсуждается.
Он должен и нагрузки выдерживать и мощности иметь достаточно, что бы не завязла фреза при обработке стали. Да и для уменьшения погрешностей необходимо использовать не патрон, а фрезы с конусом Морзе.
А вот крепеж шпинделя — самодельный.
Режется, варится, красится и крепится на ось Z.
Как говорится — мощному фрезеру и шпиндель мощный! Если планируются долговременные работы на фрезерном станке, то необходимо озадачится и организацией охлаждения шпинделя.
Активное охлаждение не только позволит увеличить срок службы фрезерного шпинделя, но и позволит увеличить скорость работы станка за счет его непрерывной работы.
Шпиндель закреплен, можно начинать проверку станка.
Если станок собран без косяков и вся электроника настроена, то точность его работы превзойдет самые смелые ожидания.
Посмотрите видео работы станка и его сборку.
Согласитесь, такой самодельный фрезер с ЧПУ оправдывает вложения на его сборку! Времени и материалов(причем совсем небюджетных) потребуется немало,но и результат получается достойным!
Конечно, при желании кое какие детали можно и удешевить, не все детали испытывают нагрузку, а значит и не везде нужна сталь, в иных местах можно использовать и пластик, при этом, часть деталей сложной формы можно напечатать на 3D принтере.
Этот фрезерный станок с ЧПУ сделан с использованием деталей напечатанных на 3D принтере, на его работе — точности и скорости обработки заготовок, это никак не сказывается.
Вы можете выбрать любой путь построения своего ЧПУ фрезера для гаража или мастерской — сделать полностью стального монстра или разбавить сталь пластиком.
Самодельный ЧПУ станок
Фрезерный станок по металлу с ЧПУ своими руками + Фото 10
В нынешнее время существует огромное количество приспособлений и станков, которые осуществляют фрезеровочную деятельность. Можно обрабатывать практически все металлы, которые пригодны для тех или иных работ. Можно купить новый инструмент, а можно собрать точно такой же своими руками. Но двигатель прогресса шагает вперёд. Вместе с тем, использование простого ручного станочка становится нецелесообразным. На сегодняшний день, всё технологическое оборудование оснащено числовым программным обеспечением. Ниже будет представлена информация о фрезерном оборудовании по металлу с ЧПУ.
Содержание
1 Общие понятия
1. 1 Предназначение
1.1.1 Разновидность
1.1.2 Конструкция самодельного станка по металлу ЧПУ
1.1.3 Принцип работы
1.1.4 Сборка по чертежам своими руками
1.1.5 Наладка оборудования
1.2 Техника безопасности
1.3 Видео обзоры
Автоматическое управление консолью с фрезой или порталом с фрезером позволяет получить самые точные детали из металла, сделать различные пазы, отверстия, обработка сложных контуров и многое другое. Как правило, под обработку попадает чёрный и цветной металл. Для обработки металлических изделий используют различные фрезы.
Совет: Для обработки металла более большой толщины следует собирать конструкцию прочнее, чтобы не допустить поломки оборудования!
Предназначение
Прямое назначение фрезеровочного оборудования — это обработка металла и изготовление различных металлических деталей и изделий. Существует огромное множество агрегатов для фрезерной обработки металла. Однако, различные модификации фрезерных установок, будь то на производстве или в домашних условиях, работают по одинаковому принципу. А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
Разновидность
Стационарный фрезерный станок с ЧПУ
Бытовой фрезерный станок по металлу с ЧПУ
Настольный фрезерный станок с ЧПУ
Самодельный фрезерный станок по металлу с ЧПУ
Станки по обработке металла различаются на несколько категорий:
Стационарное оборудование
Располагается на производствах и предназначено для масштабного производства. Как правило, имеют огромный вес и размеры конструкции. Такие приспособления способны обрабатывать толстый металл больших размеров.
Бытовое оборудование
В готовом виде, которые можно с лёгкостью приобрести в интернет — магазине. В основном применяются в быту, для изготовления тех или иных, необходимых изделий или деталей. Имеют небольшие размеры, что даёт возможность расположить такой инструмент в любом месте. Такие приспособления способны производить мелкие детали, для каких — либо механизмов. Для работы используется не толстый материал, чтобы добиться более точной обработки.
Настольные
Такой вид станков применяется как на производствах, так и в быту. Имеют преимущественно малые размеры и не подходят для обработки толстых материалов. В отличие от бытовых станков, на данном станочке можно обрабатывать чуть более толстый материал. Однако размеры заготовок не должны превышать размеры рабочего стола, чтобы фреза или шпиндель могли свободно передвигаться по всей площади обрабатываемой заготовки. За счёт жёсткой конструкции, есть возможность производства серийными партиями. При этом качество получаемой продукции будет замечательным.
Самодельные
прототипы бытовых и настольных, созданные из подручных средств, что существенно экономит семейный бюджет, а также установочное место. Такие приспособления способны заменить бытовые станки. Обработка металла целиком и полностью зависит от жёсткости всей конструкции. С помощью такого аппарата можно изготовить различные детали, предназначенные для механизмов, сделать отверстия в заготовке и многое другое. В домашнем пользовании такой инструмент незаменим.
Совет: В не зависимости от выбранной модели, необходимо определиться, что вы будете делать на этом станке, какой материал будете обрабатывать. В зависимости от этого следует подумать о жёсткости конструкции!
Теперь, когда вы имеете хоть какое — нибудь представление о таком оборудовании, можно рассмотреть конструкцию и сборку самодельного фрезерного станка. Если бюджет ограничен, то достаточно подобрать подходящие элементы для вашего детища и заказать электронику для полноценной работы. Если же у вас есть компьютер, достаточно будет установить профессиональную программу для направленной работы. Эти программы существуют в свободном доступе на просторах интернета. Самые распространённые программы — это:
Mach4
ArtCAM
Machine
Kcam4
Это ещё не все программы. Их очень много.
Конструкция самодельного станка по металлу ЧПУ
Основные детали фрезерного станка по металлу с ЧПУ
Основные элементы такого станка перечислены на фото. Перечислим их:
ШВП оси Z — шарико — винтовая передача
Предназначена такая передача для конвертирования вращательных движений в возвратно — поступательные движения и в обратном направлении.
Вертикальные направляющие
Предназначены для осуществления движения портала со шпинделем по вертикали.
Поперечные направляющие
Предназначены для движения рабочего стола вправо и влево.
Продольные направляющие
Они располагаются непосредственно на станине станка и позволяют двигаться по ним рабочему столу и всей колонне.
Колонна, как правило, в этом элементе станка располагается противовес, который предназначен для компенсации веса шпиндельного узла.
Основание
Самая главная часть станочного оборудования, на котором располагается вся оснастка.
Шпиндель
Рабочая часть узла, которая, посредством закреплённой в нём фрезы, производит обработку металлических заготовок.
Рабочий стол
Это плоскость, на которой непосредственно производятся фрезеровочные работы.
Как правило, на таких станках ещё используют систему охлаждения фрезеровочного инструмента, которая предназначена для предотвращения перегрева фрезы и шпиндельного узла.
Теперь зная конструкцию основных элементов агрегата, можно рассмотреть принципы работы станочного узла.
Совет: Для экономии вашего бюджета, при создании собственноручных фрезерных, можно брать принтерные каретки.
Принцип работы
Как уже говорилось, любой фрезерный станок, оснащённый программным обеспечением, работает непосредственно по командам, посылаемым с компьютера. Всё чаще используют электронику фирмы Arduino. Специальная программа, в которой создаётся будущее изделие, с точностью и наоборот рассчитывается в специальные G — коды, в свою очередь которые распознаёт контроллер и распределяет сигналы на шаговые двигатели. ШГ (шаговые двигатели) по заданной программе перемещают шпиндель или фрезер по нескольким плоскостям, проектируя на заготовке заданную деталь посредством фрезы.
Как видно, процесс этот довольно не сложный. Главное произвести правильную сборку и установку, а также программного управления и электроники. Рассмотрим ниже процесс сборки фрезеровочного аппарата.
Совет: В процессе сборки, одним из главных процессов, за которым необходимо следить, является скольжение по направляющим. Ведь если не обеспечить плавного скольжения, что происходит при неправильной сборке, можно сломать станок при запуске или испортить все металлические заготовки.
Сборка по чертежам своими руками
Начало сборки фрезерного станка
Промежуточный этап сборки
Заключительный этап сборки
Рассмотрим схему с размерами и разберёмся, какие элементы и куда крепятся, а также как сделатьсамодельный станок своими руками. Кстати, полную инструкцию по сборке можно скачать бесплатно здесь. Разберём основные этапы сборки:
Начало сборки
Первым и главным этапом сборки вашего агрегата является сборка станины. Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Промежуточный этап сборки
В этом этапе производится установка консоли фрезера, колонны, шаговых двигателей и остальных направляющих. В данном процессе главное, чтобы скольжение по направляющим было гладким и плавным. А также, необходимо проверить работу и крепление всех механизмов. После этого можно смело переходить к следующему этапу сборки. В инструкции будет наглядно показано, какие детали, какое их количество будет необходимо для данного этапа сборки.
Заключительный этап
На данном этапе проверяется работоспособность всего фрезерного узла в целом. Скольжение по направляющим, работа шаговых двигателей и т.д. По завершении сборки важным и неотъемлемым этапом является установка электроники на станок.
Установка контроллера и программного обеспечения на компьютер
Схема контроллера представлена ниже. На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
Схема контроллера
После того, как все вышеуказанные этапы успешно пройдены, можно приступать к первому запуску станочного оборудования и первому пропуску металлической заготовки.
Наладка оборудования
Перед первым запуском необходимо установить все необходимые драйвера и программу на компьютер или ноутбук. Конечно же, программа располагается в свободном доступе в интернете. Поэтому, когда программа установлена на ПК, следует загрузить в неё нужные эскизы для изготовления деталей или необходимых элементов (выемок, пазов, отверстий различных диаметров и многое другое). Когда всё сделано, можно загружать материал на рабочую поверхность и приступить к подбору непосредственного инструмента — фрезы, для последующей обработки металла.
Когда фреза подобрана, можно проводить первый прогон на вашем станочке.
Совет: При обработке металла, необходимо задать тонкое снятие металлического слоя, чтобы не сжечь фрезу и материал.
Когда всё выполнено, можно смело начинать работать на вашем изобретении. Однако, без соблюдения правил безопасности ни в коем случае нельзя даже притрагиваться к станку без ознакомления правил и техники безопасности.
Техника безопасности
Все правила и техники безопасности одинаковы, однако, при работе с металлом они должны быть особенным. Рассмотрим их ниже:
При работе с металлом самым главным средством защиты является защита от металлической стружки, чтобы она случайно не попала в глаза.
Нельзя допускать перегрева фрезерного узла, в противном случае она может разлететься и причинить серьёзный вред вашему здоровью.
Строго настрого должна присутствовать система охлаждения фрезы.
Вся электроника и станок должны иметь заземление.
Дети не должны находиться в свободном доступе к станку, ведь если станок будет работать, стружка может отскочить в лицо ребёнка.
В электрической сети должны присутствовать автоматические пакеты, чтобы предотвратить пожар при коротком замыкании.
Полный список всех правил безопасности можно найти в интернете. Задав соответствующий запрос в поисковой строке.
Видео обзоры
обзор фрезерного станка с ЧПУ по металлу
Видео обзор по сборке
Видео обзор бюджетного примера
Видео обзор изготовления изделий на станке с ЧПУ
Станок с ЧПУ для стали своими руками?
25-02-2016
#2
Привет, Люк,
. Я вижу, тебя впечатлили видеоролики других людей, в которых они режут сталь на своих фрезерах. Итак, давайте резать дерьмо — ответ:
Если вы хотите правильно резать металл — купите или сделайте правильный металлорежущий станок.
Подробно, я записываю это для пользы других в будущем, которые будут обращаться сюда с подобными вопросами:
— с машиной, которую вы нарисовали, было бы почти невозможно. Забудьте об алюминии, все должно быть из стали, все должно быть закреплено во всех направлениях, чем толще и тяжелее, тем лучше. Вы можете использовать алюминий, но он должен быть усилен сталью.
-Шпиндель. Есть резка, есть то, что мы называем царапаньем. Этот шпиндель НЕ предназначен для резки стали. Означает, что подшипники выйдут из строя в один момент. Эти подшипники имеют срок службы 1 год, если машина работает 8 часов в день. Так заявляет китайский производитель. И что пойдут дрова. Многие люди, в том числе и я, использовали их гораздо чаще и на таких материалах, как алюминий.
Идеальным шпинделем для небольшого станка по резке металла является шпиндель BT30, оснащенный пневматическим выпуском для смены инструмента и ременным приводом от серводвигателя. Это около 2000$ из Китая. Если вы сварите и у вас есть механический цех, вы можете собрать раму. Они /Китай/ продают очень хорошую раму VMC для этой установки, но она дорогая. Это одна из причин, по которой вы не увидите на форумах много самодельных мельниц. Потому что дешевле и лучше купить и переоборудовать старую мельницу.
— необходимая мощность Стоит отметить, что да, если у вас очень прочная установка, вы используете маленькие биты, имеете жесткий стол, надлежащее охлаждение и правильно рассчитываете скорость и подачу, вы можете обрабатывать мягкую сталь. Я не понимаю, как это произойдет, если вы не используете какое-либо программное обеспечение, такое как HSMAdvisor или Gwizard, для точного расчета того, что именно вы делаете. Оттуда вы увидите задействованные силы и силу, необходимую для этого.
Я сам использую HSMAdvisor, внутри есть профиль шпинделя 3kw 18k rpm, используйте его, чтобы посмотреть, что произойдет. Я настоятельно рекомендую получить 3 кВт вместо 2,2 кВт для металла. Имейте в виду, что в большинстве шпинделей полностью или частично используются керамические подшипники. Существуют специальные высокоскоростные шпиндели для металла, которые стоят дороже и, как говорят, с лучшими подшипниками. У меня нет информации, это реальность или китайские уловки.
-конструкция станка Так что да, если вы пойдете по этому пути, лучше починить портал. Сделайте свое исследование и посмотрите раздел сборки на форуме. Там обсуждаются машины, сделанные именно для того, о чем вы говорите.
— лично я я бы купил себе маленькую мельницу или модернизировал бы большую. На самом деле я просто заканчиваю очень прочную сборку, которая определенно может делать то, что вы хотите, но не планирую трахать мой шпиндель, режущий сталь
Надеюсь, это поможет
PS. ниже фрагмент от HSMAdvisor, как вы видите, мощность шпинделя не является ограничивающим фактором. это будет жесткость. ползунки отрегулированы для стандартной жесткой машины/фрезы/
Последний раз отредактировал Боян Силявский; 25 февраля 2016 г., 05:22.
проект 1 , 2, пыльник …
Резка/фрезерование металла на станке с ЧПУ blackToe
Резка/фрезерование металла на станке с ЧПУ blackToe
Марк Готтшалк уже некоторое время занимается резкой металла на своем станке с ЧПУ blackToe длиной 8 футов. Как он это делает? Это баланс глубины за проход, скорости подачи, правильной концевой фрезы и охлаждения; однако можно резать металлы без охлаждения.
Вот в чем дело: особенно алюминий, этот металл плавится примерно при 1200 градусов по Фаренгейту, и когда вы применяете концевую фрезу, вращающуюся с высокой скоростью (например, 13000 об/мин), концевая фреза сильно нагревается и плавит алюминий во время процесс фрезерования. Алюминий – легкоплавкий металл. Сравните это со сталью, которая плавится при температуре 2100 градусов по Фаренгейту, и некоторые машинисты скажут, что мягкую сталь легче резать, чем алюминий, просто потому, что концевая фреза может фрезеровать с меньшей скоростью подачи и выкапывать материал.
Существует множество способов контроля температуры концевой фрезы. Первый и наиболее широко используемый метод заключается в том, чтобы на концевую фрезу лить жидкость во время резки. Это специальная жидкость, которая смешивается со смазочно-охлаждающей жидкостью для обеспечения наилучшей эффективности резки. Во-вторых, на концевую фрезу можно распылять только смазочно-охлаждающую жидкость, что обычно делается вручную. Сначала Марк использовал изопропиловый спирт. В-третьих, холодный воздух может быть направлен на концевую фрезу. Марк использует этот метод, в котором используется вихревая система, которая направляет воздух температурой -50 градусов по Фаренгейту с одного конца сопла и очень горячий воздух с другого конца. Последний метод заключается в простом нахождении правильного баланса между глубиной за проход, числом оборотов шпинделя, скоростью подачи, канавкой концевой фрезы и углом наклона спирали для достижения сухого резания. Этот последний метод действительно востребован в обрабатывающей промышленности (** добавить источник **).
Достичь этого баланса непросто, и последнее заявление о том, что отрасль движется в этом направлении, создает впечатление, что отрасль еще не осознала этого. На самом деле это практикуется, но не с идеальными параметрами, а найти эти идеальные параметры и есть святой Грааль резки металла.
Давайте поговорим конкретно о резке алюминия и о том, как добиться хороших результатов. Баланс: работа станка с ЧПУ с высокой скоростью подачи и очень малой глубиной прохода позволит вам поддерживать охлаждение концевой фрезы. Концевая фреза будет проходить по новому алюминию достаточно быстро, чтобы охладить концевую фрезу, но если вы задержитесь слишком долго (медленная скорость подачи и большая глубина за проход) в одном и том же месте, концевая фреза нагреется и расплавит алюминий за счет трения. Учитывая это, станки с ЧПУ всех типов могут успешно резать алюминий. Приведу аналогию: взрослый человек может выкопать яму довольно быстро и каждый раз с большим количеством земли в лопате. Ребенок тоже может копать грязь, но каждый раз только царапая поверхность. В конце концов ребенок доберется до той же глубины, что и взрослый, но на это потребуется немного больше времени. Проблема: ребенок не использует лопату максимально эффективно, потому что острый кончик лопаты затупляется быстрее, чем верхняя часть лопаты, а взрослый равномерно изнашивает всю лопату. Это касается и концевых фрез. Чем глубже вы можете пройти концевой фрезой, тем равномернее будет изнашиваться концевая фреза, что продлит срок службы концевой фрезы.
Итак, какие параметры должны быть отправной точкой? Это важный вопрос, потому что результат может дорого обойтись. Что ж, у нас есть хороший пример от Марка Готтшалка. Помните, что он использует вихревую воздушную систему для обдува концевой фрезы воздухом с температурой -50 градусов. Он режет алюминий 6061, который представляет собой конструкционный сорт алюминия, и его толщина составляет 3/16 дюйма, но толщина не имеет значения, поскольку резка выполняется за много проходов. Чем толще материал, тем больше времени потребуется, чтобы получить до последнего прохода. Он использует фрезерный станок Porter Cable со скоростью 13 000 об/мин. Скорость подачи (скорость, с которой концевая фреза перемещается в разрезе) устанавливается в пределах от 12 до 17 дюймов в минуту (дюймов в минуту). Чем медленнее, алюминий будет начала плавления.Глубина за проход является критическим параметром и должна быть тщательно выбрана.Onsrud, крупный производитель концевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущего конца концевой фрезы. Для концевой фрезы 1/8 дюйма это будет около 0,0625 дюйма, но Марк предпочитает 0,03 дюйма (около 1/4 диаметра) для своих резов, так как это оставляет хорошую отделку.
В случае концевых фрез врезание, как правило, является наиболее вредным для концевой фрезы, поэтому следует использовать выдавливание (вытягивание концевой фрезы на определенную глубину) или медленное врезание. Марк устанавливает скорость погружения для алюминия на 6 дюймов в минуту. Если требуется глубокое врезание материала, может быть лучше разметить отверстия концевой фрезой с небольшим врезанием и закончить ее на сверлильном станке, или выполнить сверлильные части работы с помощью сверлильного станка (концевая фреза). с заостренным кончиком). Для погружения в начало профиля лучше всего врезаться в материал (когда концевая фреза совершает горизонтальное движение, а ось Z движется вниз или погружается).
При резке металла вибрация становится проблемой, которую необходимо решать. Марк использует шурупы для гипсокартона, чтобы прикрепить алюминий к спойлеру. Какой бы метод зажима или крепления ни использовался, убедитесь, что он вообще не двигается и что источник зажима (винты, зажим) находится как можно ближе к резанию.
Последние слова Марка: Получилась отличная машина. Это позволило мне делать вещи, которые я бы никогда не смог сделать, не разорившись на банк. Я люблю работать с ним.
Калий — девятнадцатый элемент периодической таблицы Менделеева, относится к щелочным металлам. Это простое вещество, которое при нормальных условиях пребывает в твердом агрегатном состоянии. Закипает калий при температуре 761 °С. Температура плавления элемента — 63 °С. Калий имеет серебристо-белую окраску с металлическим блеском.
Химические свойства калия
Калий — элемент, обладающий высокой химической активностью, поэтому его нельзя хранить на открытом воздухе: щелочной металл моментально вступает в реакцию с окружающими веществами. Этот химический элемент относится к I группе и IV периоду таблицы Менделеева. Калий обладает всеми характерными для металлов свойствами.
Он взаимодействует с простыми веществами, к которым относятся галогены (бром, хлор, фтор, иод) и фосфор, сера, азот и кислород. Взаимодействие калия с кислородом называется окислением. В течение этой химической реакции кислород и калий расходуются в молярном соотношении 4:1, в результате чего образуется оксид калия в количестве двух частей. Такое взаимодействие можно выразить уравнением реакции:
4К + О₂ = 2К₂О
Во время горения калия наблюдается пламя ярко-фиолетового цвета.
Такое взаимодействие считается качественной реакцией на определение калия. Реакции калия с галогенами называются в соответствии с названиями химических элементов: это фторирование, иодирование, бромирование, хлорирование. Такие взаимодействия являются реакциями присоединения. Пример — реакция между калием и хлором, в результате которой образуется хлорид калия. Для проведения такого взаимодействия берут два моля калия и один моль хлора. В результате образуется два моля калия:
2К + СІ₂ = 2КСІ
Молекулярное строение хлорида калия
[Wikimedia]
При горении на открытом воздухе калий и азот расходуются в молярном соотношении 6:1. В результате такого взаимодействия образуется нитрид калия в количестве двух частей:
6К + N₂ = 2K₃N
Соединение представляет собой кристаллы зелено-черного цвета. С фосфором калий реагирует по такому же принципу. Если взять 3 моля калия и 1 моль фосфора, получится 1 моль фосфида:
3К + Р = К₃Р
Калий реагирует с водородом, образуя гидрид:
2К + Н₂ = 2КН
Все реакции присоединения происходят при высоких температурах
Взаимодействие калия со сложными веществами
К сложным веществам, с которыми вступает в реакцию калий, относятся вода, соли, кислоты и оксиды. Так как калий — активный металл, он вытесняет атомы водорода из их соединений. Пример — реакция, происходящая между калием и соляной кислотой. Для ее проведения берется по 2 моля калия и кислоты. В результате реакции образуется 2 моля хлорида калия и 1 моль водорода:
2К + 2НСІ = 2КСІ + Н₂
Более детально стоит рассмотреть процесс взаимодействия калия с водой. Калий бурно взаимодействует с водой. Он движется по поверхности воды, его подталкивает выделяющийся водород:
2K + 2H₂O = 2KOH + H₂↑
В ходе реакции в единицу времени выделяется много тепла, что приводит к воспламенению калия и выделяющегося водорода. Это очень интересный процесс: при контакте с водой калий мгновенно воспламеняется, фиолетовое пламя потрескивает и быстро передвигается по поверхности воды. В конце реакции происходит вспышка с разбрызгиванием капель горящего калия и продуктов реакции.
Реакция калия с водой
[Wikimedia]
Основной конечный продукт реакции калия с водой — гидроксид калия (щелочь). Уравнение реакции калия с водой:
4K + 2H₂O + O₂ = 4KOH
Внимание! Не пытайтесь повторить этот опыт самостоятельно!
При неправильном проведении эксперимента можно получить ожог щелочью. Для реакции обычно используют кристаллизатор с водой, в который помещают кусочек калия. Как только водород прекращает горение, многие хотят заглянуть в кристаллизатор. В этот момент происходит завершающая стадия реакции калия с водой, сопровождающаяся слабым взрывом и разбрызгиванием образовавшейся горячей щелочи. Поэтому в целях безопасности стоит держаться на некотором расстоянии от лабораторного стола, пока реакция не завершится полностью. Здесь вы найдете самые зрелищные опыты, которые можно проводить с детьми дома.
Строение калия
[Deposit Photos]
Атом калия состоит из ядра, в котором содержатся протоны и нейтроны, и электронов, вращающихся вокруг него. Количество электронов всегда равно количеству протонов, находящихся внутри ядра. При отсоединении электрона или при присоединении к атому он перестает быть нейтральным и превращается в ион. Ионы делятся на катионы и анионы. Катионы обладают положительным зарядом, анионы — отрицательным. При присоединении к атому электрона он превращается в анион; если же один из электронов покидает свою орбиту, нейтральный атом превращается в катион.
Порядковый номер калия в периодической таблице Менделеева — 19. Значит, протонов в ядре химического элемента находится тоже 19. Вывод: электронов вокруг ядра расположено 19. Количество протонов в структуре атома определяется так: от атомной массы отнять порядковый номер химического элемента. Вывод: в ядре калия находится 20 протонов. Калий принадлежит к IV периоду, имеет 4 «орбиты», на которых равномерно располагаются электроны, пребывающие в постоянном движении. На первой «орбите» расположены 2 электрона, на второй — 8; на третьей и на последней, четвертой «орбите», вращается 1 электрон. Этим объясняется высокий уровень химической активности калия: его последняя «орбита» не заполнена полностью, поэтому элемент стремится соединиться с другими атомами. В результате электроны последних орбит двух элементов станут общими.
Исследование ab initio для изучения реакций йодирования на металлических поверхностях анодов Li–I2 аккумуляторов
Чжисяо Лю, и
Ванюй Ху, и
Фэй Гао аб а также
Хуэйцю Дэн * около
Принадлежности автора
*
Соответствующие авторы
и
Колледж материаловедения и инженерии Хунаньского университета, Чанша 410082, Китай
Электронная почта: hqdeng@hnu. edu.cn
б
Кафедра ядерной инженерии и радиологических наук, Мичиганский университет, Анн-Арбор, Мичиган, 48109, США
с
Школа физики и электроники Хунаньского университета, Чанша 410082, Китай
Аннотация
Литий-йодные батареи
(Li-I 2 ) считаются конкурентоспособным кандидатом для электрохимических накопителей энергии следующего поколения. Высокая растворимость I 2 в апротонных растворителях или водных системах растворителей и возникающий в результате челночный эффект могут привести к коррозии металлических литиевых анодов. В настоящем исследовании используются подходы к моделированию в атомистическом масштабе для понимания взаимодействия между поверхностями лития и частицами йода. Установлено, что металлическая поверхность Li (100) и поверхность Li (110) очень активно захватывают I 2 молекул и облегчают диссоциацию этих молекул. Согласно моделированию молекулярной динамики ab initio , поведение при йодировании зависит от покрытия. Когда покрытие йодом составляет всего 12,5%, диссоциированные атомы I не будут разрушать поверхность анода. По мере увеличения покрытия до 100% образуется тонкий слой LiI, который может отслаиваться от поверхности Li, что приводит к необратимой потере активных материалов. Если покрытие достигает 200%, толстая пленка LiI может образовываться на литиевом аноде и осаждаться на литиевой подложке. Как LiNO 9Добавка 0042 3 защищает анод батареи Li–I 2 . Установлено, что атомы O и N от разложения нитрата диффундируют быстрее, чем атомы I в металлическом аноде. Следовательно, между металлическим металлическим литием и йодсодержащими частицами может образоваться слой оксинитрида лития, который может отсекать прямое взаимодействие между анодом и молекулами I 2 .
Что это такое, его польза и сколько вы должны есть ежедневно
Авторы редакторов WebMD
В этой статье
Польза йодированной соли для вашего здоровья
Риски для здоровья при дефиците йодированной соли
Сколько йода делает Тебе нужно?
Йодированная соль – это соль, содержащая небольшое количество йодида натрия или йодида калия. Это обычная соль, обработанная йодатом калия. На вид и на вкус одинаковые! Большая часть поваренной соли, используемой в настоящее время, йодирована, и она имеет много преимуществ.
Польза йодированной соли для вашего здоровья
Йодированная соль необходима для вашего здоровья, но ее следует употреблять в умеренных количествах. Йод является микроэлементом, распространенным в молочных продуктах, морепродуктах, злаках и яйцах. Люди комбинируют йод с поваренной солью, чтобы уменьшить дефицит йода. Есть много других преимуществ для здоровья от использования йодированной соли в вашем рационе.
Повышает функцию щитовидной железы . Ваша щитовидная железа зависит от йода для увеличения производства гормонов щитовидной железы, таких как трийодтиронин и тироксин. Эти гормоны жизненно важны для вашего здоровья, поскольку они регулируют кровяное давление, температуру тела и частоту сердечных сокращений. Правильное развитие костей и мозга во время беременности и в младенчестве также зависит от этих гормонов щитовидной железы. Недостаток йода в вашем рационе также может вызвать увеличение щитовидной железы. Это состояние называется зобом.
Позволяет контролировать вес. Ваш метаболизм напрямую зависит от здоровья вашей щитовидной железы. Когда у вас очень высокий метаболизм, вы можете не набрать здоровый вес. Медленный метаболизм позволяет организму накапливать больше жира, что приводит к набору веса. Поскольку ваша щитовидная железа зависит от здоровой дозы йода для выполнения своих обязанностей, ваш метаболизм также зависит от уровня йода.
Поддерживает здоровую беременность. Йодированная соль не только способствует развитию костей и мозга, но также может помочь в борьбе с кретинизмом, который влияет как на умственное, так и на физическое развитие будущего ребенка. После рождения кретинизм может привести к потере речи и слуха, а также повлиять на движения тела ребенка. Сбалансированный уровень йода у беременных также может помочь предотвратить выкидыши и гипотиреоз . Гипотиреоз возникает, когда организм не может вырабатывать достаточно гормонов щитовидной железы. Любые проблемы со щитовидной железой могут начаться или усугубиться во время беременности, и часто им можно помочь, повысив уровень йода.
Выводит токсины и препятствует размножению бактерий. Йодированная соль противодействует вредным металлам, таким как ртуть и свинец. Он действует, чтобы отталкивать эти токсины и восстанавливать правильный уровень pH в вашем теле. Йодированная соль также помогает предотвратить размножение вредных бактерий в кишечнике. Исследования показывают, что вредные бактерии могут вызывать усталость, запоры и головные боли.
Способствует здоровью сердца и предотвращает обезвоживание . Йодированная соль помогает вырабатывать гормоны, которые регулируют частоту сердечных сокращений и кровяное давление. Это также помогает сжигать лишние жировые отложения, которые могут привести к сердечным заболеваниям. Соль способствует здоровому уровню гидратации и создает баланс электролитов. Этот баланс имеет решающее значение для правильного функционирования клеток, мышц, тканей и органов.
Заклепки для заклепочника: виды, размеры, применение |
Автор статьи: pkmetiz.ru
Содержание
1 Что такое заклепка
2 Классификация заклепок
3 Перед покупкой
3.1 Резьбовые заклепки
3.2 Вытяжные заклепки
3.3 Обычные заклепки
4 Чем работают с вытяжными и резьбовыми заклепками
Что такое заклепка
Крепление листов металла или другого материала при помощи заклепок — самый древний и самый популярный способ соединения отдельных частей в целую конструкцию. Заклепка, подобранная с учетом специфики веса и материала, лучше выдерживает нагрузку и служит дольше, чем сварное соединение. Особенно это заметно при вибрациях или переменном давлении. Разберемся вместе какие бывают заклепки и как с ними работать. Основной характеристикой метиза является размер и толщина стержня. Диаметр может быть от 1 до 36 мм при длине от 2 до 180 мм. Важно понимать, что эти параметры влияют на то, получится у вас «долгожитель» или хлипкая развалина. Сталь толщиной в 10 мм может оказаться прочнее медных заклепок более 20 мм в диаметре. Какие бывают виды заклепок? На первый взгляд классификация заклепок огромна, и обывателю проще простого запутаться в ней. Но это фикция. Немного информации — и вы почувствуете себя мастером в этом деле!
Классификация заклепок
Итак, виды заклепок бывают следующие:
Обычная заклепка (забивная). Она используется в большинстве строительных работ. Определить эту заклепку очень легко по форме в виде гриба, которая у специалистов называется системой с замыкающей головкой. Обладает достойной прочностью и длительным сроком службы практически при любых нагрузках.
Вытяжная заклепка. Если доступ к поверхности вашего рабочего материала только с одной стороны, то вытяжная заклепка — ваш спаситель. Какие бывают вытяжные заклепки, поговорим позже.
Резьбовая заклепка. Популярна, так как обеспечивает разборное резьбовое соединение.
Заклепки по хрупким, мягким и рыхлым материалам. Они бесконечно разнообразны, и в каждой сфере используются свои типы. Для определения нужного вам метиза лучше всего отталкиваться от конструкции. При изготовлении мебели, например, используют лепестковые заклепки из алюминия.
Перед покупкой
Применение заклепок всегда обусловлено тремя важными нюансами. Во-первых, первостепенную роль играет прочность соединения. Во-вторых, проверьте, какое у вас оборудование и какие комплектующие к нему подойдут. И в-третьих, разберитесь с экономической целесообразностью работы и планируемых покупок. При любой деятельности, какие бы материалы вы не крепили и какими бы соединителями не пользовались, всегда важно помнить, что любой заклепочный материал обладает своей вязкостью и пластичностью, на основе которых и строится сам алгоритм действия такого соединения. Заклепки ВСЕГДА изготавливают из меди, малоуглеродистой стали или алюминиевых легкодеформируемых сплавов. Внимательно изучайте типы заклепок при планировании работ.
Резьбовые заклепки
Перейдем к резьбовым заклепкам. Работа с ними – самый универсальный способ соединения составляющих элементов конструкции. Виды резьбовых заклепок разнообразны, но суть едина. Алгоритм прост и гениален: заклепка накручивается на «дорн» заклёпочника вставляется в отверстие, фиксирует соединяемые материалы. При этом заклепка деформируется, образуя надежное соединение, прочно удерживающее отдельные части при вибрации и движении. Самый главный плюс — это низкая вероятность повредить при клепании соединяемые части, которые практически не испытывает нагрузки, не царапается и не сминается. Потому резьбовые заклепки применяют в бытовой технике, облицовке автомобилей и отделке помещений. Такие комплектующие изготавливают из алюминия, стали, нержавеющей стали. Типы резьбовых заклепок, их особенности и состав всегда указаны на упаковке.
Вытяжные заклепки
Другой известный вид заклепок — вытяжные. Они дешевле резьбовых, справиться с ними проще и быстрее, потому они при деле там, где необходимо закрепить лист металла сотнями или даже тысячами заклепок. Виды вытяжных заклепок различаются, в основном, моделью буртика. Так называют края «шляпки», расположенной на теле заклепки. Разные типы вытяжных заклепок изготавливаются обычно из стали, нержавеющей стали, алюминия, меди. В отличие от предыдущего типа гильза деформируется, благодаря стержню, который запрессовывается в гильзу, образуя жесткое соединение. Основной плюс этих комплектующих – высокая скорость и простота работы с ними.
Обычные заклепки
Классическая заклепка — это самый распространенный метиз для клепки листов металла, известный с самых древних времен. В нашей стране забивные заклепки зафиксированы требованиями ГОСТа еще в советские годы. Имеют широкое распространение в строительстве и вообще во всех сферах, связанных с наличием высоких нагрузок на металлические конструкции, так как такими заклепками можно соединять листы толще 30 мм. Однако установка этих метизов возможна только с учетом наличия опоры со стороны, обратной плоскости соединения, так как это компенсирует ударную нагрузку во время закрепления заклепки.
Алгоритм действий выглядит следующим образом:
Происходит наметка будущих соединений.
Листовой материал фиксируется струбцинами или иными способами. Иногда имеет место сварка. Высверливаются сначала крайние точки. Заклепки вставляются так, чтобы головка находилась с обратной стороны поверхности, которую соединяют.
Собственно, сам процесс расклепывания с помощью молотка или специального ударника, при котором хвостовик расплющивается во вторую головку.
В процессе обязательно сверяйтесь с ГОСТом, так как слишком тонкое тело заклепки может не полностью заполнить отверстие, что может привести к обрыву соединений при перерезывающей боковой нагрузке. Слишком длинный хвостовик также может навредить конструкции, так как металл будет подвергаться неправильной деформации. Существуют марки заклепок, которых обязательно надо прогреть до высокой температуры для увеличения пластичности. Также многие заклепки обрабатываются специальными составами, предотвращающими электромеханическую коррозию. Внимательно изучите упаковку перед приобретением.
Чем работают с вытяжными и резьбовыми заклепками
В домашних условиях для заклепок вам понадобится обычный ручной заклёпочник — инструмент, специально разработанный для соединения листовых материалов. Для конвейерного производства придется уже рассмотреть электрический, пневматический или гидро-пневматический инструмент.
Резьбовые заклепки и их виды, способ монтажа | Крепмикс
Резьбовые заклепки часто их называют гаечные заклепки, заклепки с внутренней резьбой, заклепки гайки или бонки. Заклепки такого типа представляют из себя втулку с внутренней резьбой выполненной примерно на половину длины и не большим фланцем (бортиком) необходимым для надежного крепления заклепки в металле.
Изготавливают такие заклепки из различных материалов таких как оцинкованная сталь, нержавеющая сталь, алюминиевые сплавы и EPDM резина. Помимо материала резьбовые заклепки отличаются диаметром резьбы а так же формой корпуса и видом бортика.
Назначение
Предназначение гаечных заклепок это создание резьбы в металле толщина которого может быть от 0,3 мм до 6,0 мм, для последующего соединения деталей при помощи винтов или болтов.
Установка резьбовых (гаечных) заклепок
Для правильной установки резьбовых заклепок используют специальный инструмент так называемые резьбовые заклепочники. Резьбовой шток заклепочника ввинчивается в гаечную заклепку и заклепка помещается в заранее подготовленное отверстие в базовом материале. (Диаметр отверстия зависит от размера заклепки и определяется по каталогу производителя).
Далее резьбовой стержень втягивается в корпус заклепочника и часть заклепки не имеющая внутренней резьбы деформируется надежно фиксируя заклепку в отверстии. (Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)
После установки резьбовой стержень заклепочника выкручивается из заклепки, на этом процесс установки завершен.
Основные преимущества резьбовых заклепок
При помощи гаечных заклепок можно создать резьбу в тонких листах металла толщиной от 0,3 мм, при этом доступ к месту установки заклепки нужен только с одной стороны что позволяет их применять для создания резьбы в различных полых профилях и трубах.
Установка таких заклепок происходит полностью механическим способом без применения сварки.
При необходимости покраски деталей в которых нужно создать резьбу гаечные заклепки могут быть установлены после окраски, что избавляет от лишних операций на производстве по очистки резьбы или ее защиты перед покраской.
Ремонтопригодность, если резьба в заклепке повреждена, то такую заклепку можно заменить путем высверливания сверлом того же диаметра что и отверстие под эту заклепку.
Диаметры резьбы заклепок
Гаечные заклепки изготавливаются с метрической резьбой М3, М4, М5, М6, М8, М10 и М12 со стандартным шагом.
Формы корпуса резьбовых заклепок
Цилиндрические
Самый распространенный вид резьбовых заклепок бывают без насечки гладкие и с насечками, специальным рифлением расположенным вдоль корпуса заклепки и препятствующим её проворачиванию. Устанавливаются в круглое отверстие определенного диаметра.
Шестигранные и полушестигранные
Заклепки с такой формой корпуса применяются в местах где необходимо исключить возможность проворачивания заклепки в процессе эксплуатации. Для правильной установки заклепки отверстие в металле должно иметь шестигранную форму.
Глухие (закрытые)
Закрытые резьбовые заклепки защищают резьбу и внутреннюю часть изделия от попадания жидкостей и грязи, глухими бывают цилиндрические, шестигранные и полушестигранные заклепки.
Лепестковые
Применяются для установки в мягких или хрупких материалах таких как пластик. За счет своей формы образуют гораздо большую площадь соприкосновение с основанием чем стандартные резьбовые заклепки.
Виды бортика резьбовых заклепок
Стандартный бортик (цилиндрический бортик)
Бортик такой формы увеличивает площадь прижимной поверхности и после установки резьбовой заклепки на поверхности металла остается видимая часть бортика в форме шайбы толщиной от 0,8 до 2 мм и с внешним диаметром от 8 до 23 мм, в зависимости от диаметра резьбы заклепки.
Уменьшенный бортик (уменьшенный потайной бортик)
Используется когда нужно после установки резьбовой заклепки получить максимально ровную поверхность, благодаря своей небольшой толщине подходит для монтажа в потай на металлах толщиной от 0,3 мм без применения зенковки.
Потайной бортик
Резьбовые заклепки с потайным бортиком позволяют после установки получить идеально ровную поверхность, высота бортика от 1,5 до 2 мм. Для правильной установки заклепок с потайным бортиком зенковка отверстий обязательна.
Резьбовыезаклепки (прайс-лист)
Выбор правильного способа соединения деталей из листового металла
Сварка и клепка являются широко распространенными процессами соединения двух металлических частей, и они имеют разные области применения и характеристики. Поэтому, если вы проектируете деталь, которую вам нужно соединить, чтобы сформировать законченный объект, крайне важно понимать сравнение клепки и сварки. В этой статье также приводится обоснование определения, плюсов и минусов, а также применения сварки и клепки, которые помогут вам получить более прочные и долговечные детали. Давайте углубимся в это.
Что такое клепка?
Клепка представляет собой полупостоянный и нетермический метод соединения, который включает использование механической застежки/заклепки (металлической детали с куполообразной головкой) для соединения деталей из листового металла.
Клепка включает в себя просверливание отверстия в двух деталях из листового металла, которые вы хотите соединить, и установку заклепки. Установка зависит от типа заклепок, с которыми вы работаете, так как вам, возможно, придется поместить, просверлить или пробить заклепки в отверстие.
После установки заклепок в отверстие необходимо деформировать хвостик заклепки. Это достигается путем удара или разбивания его. Вместе с формованной головкой сплющенный хвостик препятствует удалению заклепок.
Типы заклепочных соединений
Заклепочные соединения выполняются путем вставки заклепки в просверленное отверстие в двух частях листового металла. Однако существует три основных категории заклепочных соединений.
В зависимости от расположения заклепок
Существует два типа заклепочных соединений в зависимости от расположения:
Соединение внахлестку : Вы можете создать соединение внахлест, наложив две детали из листового металла внахлест и установив заклепку на перекрывающуюся часть. Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок.
Соединение встык : Вы можете создать соединение встык, соединив два компонента вместе (отсюда и название стыковых соединений) и используя дополнительный материал (накладную пластину или ремень), чтобы соединить их с одной или обеих сторон. Затем вы заклепываете накладку.
В зависимости от количества накладок
Накладки — это материалы, которые крепятся к заготовкам, чтобы их можно было просверлить. Эта категория заклепочных соединений относится к стыковым соединениям.
Стыковое соединение с одной лентой : Чтобы сформировать стыковое соединение с одной лентой, поместите основные пластины друг против друга, не перекрывая друг друга. Затем поместите накладку на одну сторону основной пластины и заклепайте ее.
Двойное стыковое соединение : Это похоже на стыковое соединение одинарной лямки. Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.
На основе расположения заклепок
В этой категории рассматривается расположение заклепок, используемых при соединении деталей из листового металла. Существует два типа:
Цепное заклепочное соединение : Чтобы сформировать цепное заклепочное соединение, убедитесь, что ряды заклепок расположены строго напротив друг друга и по прямой линии.
Зигзагообразное заклепочное соединение : В отличие от цепного соединения встык, ряды заклепок зигзагообразного соединения не дополняют друг друга.
Плюсы и минусы клепки
Клепка является популярным методом соединения в большинстве услуг по изготовлению листового металла. Однако у него есть свои плюсы и минусы.
Pros
Клепка — метод соединения металлов без нагрева
Больше подходит для деталей из разнородных и цветных металлов.
Flexible design
It is more efficient and reliable
It is easy to perform quality inspection
Disassembling does not lead to damaged riveted parts
Cons
High overall cost
Increase in overall вес
Заклепочные соединения создают больше шума.
В зоне заклепок может возникнуть коррозия, что приведет к увеличению затрат на обслуживание
Из-за отверстий пластины становятся слабыми
Что такое сварка?
Сварка – это термический процесс, используемый для соединения двух одинаковых или разнородных металлических деталей. Это непрерывный процесс, который включает в себя выравнивание металла, плавление металлических деталей и их охлаждение, чтобы детали могли образовывать жесткие соединения.
Существует множество способов сварки, которые можно использовать для соединения двух деталей из листового металла. Вот популярные методы:
· Дуговая сварка в среде защитного металла (SMAW)
SMAW или сварка электродом представляет собой метод сварки, при котором используется электрод с флюсовым покрытием, подключенный к источнику питания, для сварки деталей из листового металла.
Расплавленный электрод заполняет пространство между двумя соединяемыми деталями из листового металла. Флюс плавится вместе с электродом, но образует газ и шлак, которые защищают расплавленный электрод и электрическую дугу.
Сварка электродом представляет собой простой, портативный и недорогой метод, подходящий для сварки черных металлов, таких как низколегированные и высоколегированные стали, углеродистые стали, чугун и никелевый сплав.
· Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Также известная как сварка TIG (вольфрам в среде инертного газа), GTAW подходит для черных и цветных металлов, таких как нержавеющая сталь, алюминий и титан. Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
Сварка ВИГ не использует флюс и требует большой точности. Тем не менее, он обеспечивает прочные и качественные сварные соединения.
· Дуговая сварка металлическим газом (GMAW)
Этот метод является наиболее распространенным методом сварки, используемым при сварке многих материалов. GMAW, также известный как сварка MIG (металл в инертном газе), представляет собой полуавтоматический или полностью автоматический метод, в котором для сварки заготовок используется непрерывный сплошной проволочный электрод (аналогичный заготовкам). Он также сопровождается защитным газом, который защищает их от загрязнений. В отличие от других методов, он не дает шлепков и является непрерывным.
· Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) представляет собой процесс сварки на открытом воздухе, подходящий для работы с толстыми и загрязненными материалами из чугуна, нержавеющей стали, углеродистой стали, -никелевых сплавов и низколегированных сталей происхождения.
При этом используется сплошной электрод из полой проволоки с флюсовым компаундом. При этом также образуется шлак, который необходимо удалить, чтобы сваренная деталь выглядела лучше и чище.
Типы сварных соединений
Сварные соединения выполняются путем вставки заклепок в просверленные отверстия двух деталей из листового металла. Общие сварные соединения включают:
Сварка встык : Сварка встык является наиболее распространенным и простым типом сварного соединения. Он заключается в размещении свариваемых металлов в одной плоскости перед сваркой.
Сварные соединения внахлест : Сварные соединения внахлест представляют собой модифицированные стыковые соединения, образованные путем наложения листового металла внахлест и сварки их вместе с одной или обеих сторон. Это наиболее подходящие сварные соединения для листового металла различной толщины.
Сварка тройника : Сварка тройника выполняется путем пересечения двух материалов под углом 90°. Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений).
Сварка угловых соединений : Угловые соединения аналогичны тройниковым сварным соединениям, хотя металл расположен в углу. Это приводит к формированию L-образной формы.
Плюсы и минусы сварки
Сварка является более популярным методом при сравнении заклепок и сварки . Однако сварка имеет свои плюсы и минусы.
Плюсы
Сварные соединения сплошные
Подходят для однородных и разнородных материалов
Лучше эстетически за счет формирования гладкого внешнего вида
Имеются различные формы и направления работы
Минусы
Имеют хрупкие соединения с меньшей усталостной прочностью
Дополнительные нагрузки из-за деформации
Требуются квалифицированные операторы, что может увеличить стоимость рабочей силы
Требуется электричество, что может увеличить эксплуатационные расходы
и клепка
Как сварка, так и клепка имеют свои преимущества и недостатки и подходят для многих продуктов. Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный.
· Материалы
Два способа соединения подходят для сходных и разнородных материалов. Однако клепка — лучший метод, если вы хотите соединить разнородные материалы. В отличие от сварки, он не учитывает температуру плавления деталей из листового металла, что является неотъемлемой частью сварки.
· Скорость
Это существенная разница между клепкой и сваркой . По сравнению с клепкой сварка имеет более высокую производительность. Это автоматизированный процесс, идеально подходящий для соединения различных металлических деталей. Клепка, с другой стороны, требует нескольких процессов, включая сверление отверстий, крепление и сплющивание заклепок.
· Стоимость
С точки зрения общей стоимости клепка является более дорогостоящим методом, чем сварка. Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат.
· Прочность
Сварка обеспечивает неразъемное и жесткое соединение, более прочное, чем заклепочное соединение. Следовательно, они идеально подходят для соединения металлов, используемых при изготовлении жестких рам. Прочность суставов — огромная разница. Поэтому сварка является лучшим методом для изделий, требующих таких свойств.
· Безопасность
Оба метода в определенной степени безопасны. Однако, поскольку большинство сварочных процессов автоматизировано, сварка безопаснее. Другим аспектом было бы рассмотрение использования тепла, и здесь клепка является более безопасным выбором.
· Применение
Клепка используется в авиационной промышленности, мостостроении, судостроении и производстве товаров народного потребления. Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности.
Сварка лучше клепки?
Лучший метод соединения деталей из листового металла зависит от того, что вы хотите. Поэтому вместо того, чтобы искать лучший метод, поймите факторы, которые играют роль в обоих методах. Поэтому лучше исходить из вопроса «когда выбрать сварку или клепку».
Когда выбирать сварку
Ниже приведены несколько условий, которые следует учитывать при выборе сварки:
– Чувствительность к весу
Если вы пытаетесь изготовить изделие и вам важна его масса, лучше всего подойдет сварка. В отличие от клепки, он не увеличивает конечный вес изделия до степени клепки, так как при соединении листового металла не добавляются никакие другие материалы.
– Эффективность
Если вы цените эффективность, сварка также является лучшим методом соединения. Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
– Эстетика
Сварка является более эстетичным методом, так как после постобработки получается гладкая поверхность. Это отличается от клепки, когда многие люди считают выпуклость заклепки эстетически непривлекательной.
– Прочность соединения
Сварка приводит к неразъемному и жесткому соединению, которое прочнее заклепочного соединения. Сварные соединения представляют собой прочные, долговечные и жесткие каркасы. Поэтому они являются лучшим методом для изготовления прочных и жестких изделий.
– Различные формы
Сварка является более подходящим методом при работе с различными формами. В отличие от клепки, вы можете соединить цилиндрические металлические детали, используя любой из процессов, перечисленных выше.
Когда следует выбирать клепку
Несмотря на то, что сварка является более популярным методом, в некоторых ситуациях вам может потребоваться использовать клепку. Ниже приведены несколько условий для выбора клепки вместо сварки при изготовлении листового металла.
– Типы материалов
При работе с разнородными материалами с разными температурами плавления сварка может быть не лучшим методом, поскольку производители листового металла должны учитывать температуру плавления. Тем не менее, клепка является лучшим методом, так как вам нужно только просверлить материал и прикрепить заклепку или застежку.
– Тепловая нагрузка
Для материалов, не требующих тепла, клепка является лучшим методом. Например, алюминий термически нестабилен, и соединение нескольких деталей из алюминиевого листа с использованием высокой температуры в большинстве случаев нецелесообразно. Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари.
– Разборка
Клепаные изделия можно разбирать без повреждения каждой детали. Таким образом, метод соединения подходит для деталей, которые нуждаются в дополнительной проверке качества или деталей, которые постоянно заменяются из-за коррозии. Это отличается от сварки, где соединения неразъемные, что делает это одним из значительных преимуществ клепки перед точечной сваркой в некоторых продуктах.
– Гибкая конструкция
С точки зрения гибкости, только верхний процентиль может обеспечить гибкость при сварке. Клепка — лучший метод обработки продукта без потери структурной целостности.
Заключение
Существует множество способов соединения деталей из листового металла. Однако самыми популярными методами являются сварка и клепка. Оба имеют разные процессы, преимущества и недостатки. Следовательно, выбор может быть проблемой.
Несмотря на то, что в этой статье была представлена разница между обоими методами, вам может понадобиться эксперт, который посоветует лучший метод для вашего проекта. Поэтому, если у вас есть вопросы, связанные с выбором или использованием сварки или клепки, вы можете связаться с нами по адресу RapidDirect, и мы дадим вам профессиональный совет.
Кроме того, мы являемся профессиональным поставщиком услуг по изготовлению листового металла, известным своим качеством и эффективностью производства по конкурентоспособной цене. Мы стремимся создавать прототипы и детали высочайшего качества с использованием точных производственных процессов и специальной рабочей силы. Чтобы начать свой проект, просто загрузите файл дизайна и получите расчет стоимости и анализ DfM в течение нескольких часов.
Начните свой проект по изготовлению листового металла
Часто задаваемые вопросы
Клепка постоянная или временная?
Клепка – это метод полупостоянного соединения деталей из листового металла. Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены.
Какой метод дает более высокую прочность, клепка или сварка?
Сварка имеет более высокую прочность, чем клепка. Благодаря термическому процессу сварные соединения становятся более жесткими и прочными. Поэтому сварка более применима при изготовлении изделий, требующих высокой прочности и долговечности.
Клепать дешевле, чем клепать?
Обычно клепка обходится дороже, чем сварка. Несмотря на то, что используемые заклепки имеют низкую цену, накопление затрат, например, материалов и труда, увеличивает общую стоимость.
Сварка или заклепка: сплавление деталей из листового металла
Если вы разрабатываете деталь, которая требует сплавления двух кусков листового металла вместе, пришло время подумать о сварке или заклепке. Зная сильные и слабые стороны каждого метода, вы получите более прочную и долговечную деталь.
Сварка: преимущества
Все мы знаем, что за сваркой приятно наблюдать (конечно, в специальных щитках или очках), а после шлифовки и полировки сварные швы приобретают красивый внешний вид. Для конструкторов сварка также предлагает большую свободу, поскольку вам не нужно проектировать фланцы для заклепки или точечной сварки, а геометрия может быть более динамичной. Итак, суть в том, что сварка обеспечивает, по сути, постоянную связь между двумя поверхностями.
Для сплавления кусков листового металла часто используется метод сварки, так как он обеспечивает прочное соединение между двумя поверхностями.
Клепка: преимущества
Одним из самых больших преимуществ клепки является то, что ваши две детали не обязательно должны быть сделаны из одного и того же типа материала. Алюминий к стали? Без проблем. Нержавейку на оцинковку? Все хорошо! Наиболее часто используемые заклепки в прецизионных сборках листового металла и соединениях деталей — это заклепки POP, также известные как глухие заклепки . Пока вы можете получить доступ к одной стороне отверстия с помощью инструмента для установки заклепок, все готово.
Лучше всего то, что клепка выполняется быстро. Заклепки просты в установке и не требуют какой-либо очистки после установки. Этот процесс даже быстрее, чем использование винтов и гаек для скрепления соединения, если соединение должно быть неразъемным.
Сварка: Ограничения
Сварка может выглядеть великолепно, но может отнимать много времени. Чтобы сделать это правильно, требуются значительные навыки, которые могут значительно увеличить стоимость и время выполнения детали или сборки.
Еще одно ограничение заключается в том, что тепло, необходимое для сварки, может деформировать и обесцветить металлические поверхности, особенно если они тонкие. Наконец, сварка требует подготовки поверхности и очистки после сварки, что увеличивает время выполнения заказа и требует, чтобы квалифицированный сварщик делал все правильно.
Основным преимуществом клепки является то, что две детали не обязательно должны быть сделаны из одного и того же типа материала.
Заклепки: ограничения
Заклепки работают быстро, но если вы хотите сделать соединение невидимым, они не подойдут. Что бы вы ни делали, ваши заклепки будут на виду. Даже потайные заклепки будут немного выступать над поверхностью. Некоторые дизайнеры могут счесть это неприемлемым по эстетическим соображениям.
При использовании заклепок также необходимо учитывать расположение отверстий по двум причинам. Чтобы добиться структурной целостности, вам нужно, чтобы отверстие было на приличном расстоянии от края вашей детали.
Вам также потребуется достаточно места для размещения заклепочного инструмента, особенно когда речь идет о размещении внутри. В некоторых случаях вам, возможно, придется добавить материал в сборку, чтобы усилить заклепочное соединение.
И последнее, но не менее важное: клепка обычно не так прочна, как сварка. Если вам нужно, чтобы две детали были способны выдерживать силы, которые раздвигают детали, заклепочные соединения будут более подвержены разрушению по сравнению с правильно сваренным соединением.
Сварка или клепка: что использовать?
В конце концов, решение о том, использовать клепку или сварку, зависит от ваших потребностей, как эстетических, так и конструктивных. Эта таблица может помочь вам принять решение.
Эстетика
Прочность
Скорость
Различные материалы деталей
Стоимость
Сварка
✔
✔
Клепка
✔
✔
✔
Если у вас есть вопросы или дополнительная помощь, обращайтесь к инженеру Protolabs по телефону 877-479.
Вы можете очень быстро сравнить цены фрез для гравировки по металлу и подобрать оптимальные варианты из более чем 23038 предложений
Фреза Торцевая 160мм по металлу с твердосплавными пластинами, Дисковая Пазовая фреза 150мм по металлу
Состояние: Новый Производитель: Россия
В наличии
Фреза Торцевая 160мм по металлу с твердосплавными пластинами. Внутренний диаметр 50мм; Ширина фрезы 50мм; Ширина вставной пластины 30мм; 16 зубьев. 2,000р. Дисковая Пазовая фреза 150мм по металлу…
23.09.2018
Березники (Россия)
3 300
Фреза 4-заходная 6х4х15х60 (металл)
Состояние: Новый
В наличии
Фреза спиральная четырехзаходная по металлу:диаметр хвостовика 6 мм;диаметр режущей части 4 мм;длина режущей части 15 мм;общая длина 60 мм. https://www.cnc-studio.ru/product/1608172309/
21.02.2022
Челябинск (Россия)
200
Фреза 4-заходная 6х5х20х60 (металл)
Состояние: Новый
В наличии
Купить фрезу по металлу для фрезерного станка с ЧПУ:диаметр хвостовика 6 мм;диаметр режущей части 5 мм;длина режущей части 20 мм;общая длина 60 мм.Доставка по…
21.02.2022
Челябинск (Россия)
200
Волоконный лазерный маркер для гравировки по металлу XTL-F100
Состояние: Новый
Оптоволоконный лазерный маркер XTL-F — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Волоконный лазерный маркер для гравировки по металлу XTL-F30
Состояние: Новый
Оптоволоконный лазерный маркер XTL-F — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Волоконный лазерный маркер для гравировки по металлу XTL-F50
Состояние: Новый
Оптоволоконный лазерный маркер XTL-F — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Волоконный лазерный маркер для гравировки по металлу XTL-F20
Состояние: Новый
Оптоволоконный лазерный маркер XTL-F — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Волоконный лазерный маркер для гравировки по металлу LF20
Состояние: Новый
Оптоволоконный лазерный маркер LF — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Волоконный лазерный маркер для гравировки по металлу LF30
Состояние: Новый
Оптоволоконный лазерный маркер LF — это высокоточное, современное маркирующее оборудование, отличающееся большой надежностью и исключительным качеством маркировки. В настоящий момент данное…
01.11.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по фрезам для гравировки по металлу почти как на Авито и TIU
Видео фрез для гравировки по металлу
Фрезы для гравера по металлу в категории «Инструмент»
Набор из 10 бор — фрез по металлу из карбид вольфрама для гравера Dremel
Доставка из г. Львов
561 грн
Купить
Hobby tool
Насадки(Фрезы)Шарожки по Металлу и Дереву Для(Гравера)Прямой Шлифмашины Набор(Комплект)6 шт YATO YT-61712
На складе
Доставка по Украине
по 419 грн
от 2 продавцов
419 грн
Купить
ООО «ВЕГА КОМФОРТ»
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама HS
Доставка по Украине
1 228. 50 грн
614.25 грн
Купить
Hot Shopping
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама HS
Доставка по Украине
1 544.40 грн
772.20 грн
Купить
Hot Shopping
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама DB
Доставка по Украине
1 210.31 грн
605.15 грн
Купить
DomeBuys
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама DB
Доставка по Украине
1 525.13 грн
762.56 грн
Купить
DomeBuys
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама WL
Доставка по Украине
1 228.96 грн
614.48 грн
Купить
WebLine
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама WL
Доставка по Украине
1 543.78 грн
771.89 грн
Купить
WebLine
Борфреза сферическая 3*3 -1 шт по металлу из карбид вольфрама для гравера Dremel
Доставка из г. Львов
115 грн
Купить
Hobby tool
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама VN
Доставка по Украине
1 245. 29 грн
622.64 грн
Купить
V-Nalichii
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама VN
Доставка по Украине
1 560.11 грн
780.05 грн
Купить
V-Nalichii
Набор из 20 борфрез по металлу из карбид вольфрама для гравера Dremel
Доставка из г. Львов
640 грн
Купить
Hobby tool
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама
На складе в г. Ровно
Доставка по Украине
485 грн
Купить
KRONS интернет- магазин
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама
На складе в г. Ровно
Доставка по Украине
по 485 грн
от 9 продавцов
485 грн
Купить
Магазин «Панас»
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама
На складе в г. Ровно
Доставка по Украине
620 — 784 грн
от 14 продавцов
620 грн
Купить
Магазин «Панас»
Смотрите также
Набор бор фрез по дереву, пластику (20 шт) для гравера ,бормашинки, Dremel
На складе в г. Львов
Доставка по Украине
358 — 484 грн
от 2 продавцов
484 грн
Купить
SENATOR
Набор из 10 борфрез по металлу для гравера
На складе
Доставка по Украине
550 грн
Купить
Вініл-Аксессуар
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама KB, КОД: 7422770
Доставка по Украине
1 100 грн
769.99 грн
Купить
Интернет-каталог скидок «BAGSPACE»
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама MD, КОД: 7422770
Доставка по Украине
1 100 грн
769.99 грн
Купить
Интернет-каталог скидок «МОДНИК»
Набор из 20 борфрез по металлу из карбид вольфрама для гравера Dremel
Доставка из г. Львов
605 грн
Купить
Hobby tool
Набор из 10 борфрез,шарошек по металлу Domast для гравера Dremel карбид вольфрама
На складе в г. Днепр
Доставка по Украине
519 грн
Купить
Domast
Набор из 10 борфрез, шарошек по металлу удлиненные 10мм Domast для гравера Dremel карбид вольфрама
На складе в г. Днепр
Доставка по Украине
840 грн
Купить
Domast
Набор из 20 борфрез по металлу ВТВ для гравера Dremel карбид вольфрама SK, КОД: 7290281
Доставка по Украине
1 240 грн
867.99 грн
Купить
Аутлет-маркет «Скидкослав»
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама EV, КОД: 7422770
Доставка по Украине
1 100 грн
769.99 грн
Купить
Эврика! Здесь найдется всё!
Набор из 20 борфрез по металлу ВТВ для гравера Dremel карбид вольфрама SM, КОД: 7290281
Доставка по Украине
1 240 грн
867.99 грн
Купить
Интернет-магазин «КЕН»
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама FE, КОД: 7422770
Доставка по Украине
1 100 грн
769.99 грн
Купить
Пятый Элемент — всё, что вам нужно
Набор из 20 борфрез по металлу для гравера Dremel карбид вольфрама PK, КОД: 7422770
Доставка по Украине
1 100 грн
769. 99 грн
Купить
База скидок «ПромоКот»
Набор из 20 борфрез по металлу ВТВ для гравера Dremel карбид вольфрама PK, КОД: 7290281
Доставка по Украине
1 240 грн
867.99 грн
Купить
База скидок «ПромоКот»
Набор из 10 борфрез по металлу для гравера Dremel карбид вольфрама
На складе в г. Ровно
Доставка по Украине
485 — 605 грн
от 2 продавцов
485 грн
Купить
Магазин «Freedelivery»
Линейка лазерных станков
| Epilog Laser
Laser Machine:
Максимальная площадь гравировки:
Толщина материала:
Типы лазерных трубок:
Мощность лазерной трубки:
Драйвер принтера и программное обеспечение:
Внутренняя память:
Режимы работы:
Система камеры IRIS™:
Максимальная скорость гравировки (дюймы/метры в секунду):
Ускорение:
Сверхтихие вентиляторы охлаждения:
Связь:
Система движения:
Отслеживание работы:
Автофокус:
Сенсорный экран:
Индикатор состояния:
В комплекте Таблица:
Откидная дверь:
Воздушный компрессор:
Защитные элементы:
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 30 или 40 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 накладные расходы
60 дюймов в секунду (1,5 м/с)
3,5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Высокоскоростные шаговые двигатели
В комплекте
В комплекте
В комплекте
—
Стол для векторной резки (сетчатый)
—
Не включено
В комплекте
Подробнее
24 x 12 дюймов (610 x 305 мм)
7 дюймов (178 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 30, 40, 50 или 60 Вт Волокно: 30 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
1 накладные расходы
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
Включено
В комплекте
—
Стол для векторной резки (сетчатый)
—
Не включено
В комплекте
Узнать больше
24 x 24 дюйма (610 x 610 мм)
10 дюймов (254 мм)
СО 2 : Металлокерамическая волноводная трубка с воздушным охлаждением, 10,6 мкм
CO 2 : 40, 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладных
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Стол для векторной резки (сетчатый)
—
Не включено
В комплекте
Узнать больше
36 x 24 дюйма (914 x 610 мм)
10 дюймов (254 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 : 50 или 60 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 надбавки
120 кадров в секунду/3,05 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Стол для векторной резки (сетчатый)
—
Не включено
Включено
Узнать больше
24 x 24 дюйма (610 x 610 мм)
9 дюймов (228 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
СО 2 : 60 или 80 Вт Оптоволокно: 30 или 50 Вт Двойной источник: 60 Вт CO 2 и 30 Вт оптоволокно
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
В комплекте
Стол для векторной резки (сетчатый)
В комплекте
Не включено
В комплекте
Узнать больше
36 x 24 дюйма (914 x 610 мм)
9 дюймов (228 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 микрометра Волокно (только двойной источник): С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 60 или 80 Вт Двойной источник: 60 Вт CO 2 и 30 Вт оптоволокно или 80 Вт CO 2 и оптоволокно 50 Вт
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
В комплекте
Стол для векторной резки (сетчатый)
В комплекте
Не включено
В комплекте
Узнать больше
48 x 36 дюймов (1219 x 914 мм)
12,25 дюйма (311 мм)
CO 2 : С воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм Волокно: С воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 : 80 или 120 Вт Двойной источник: 120 Вт CO 2 и 50 Вт Волокно
Laser Dashboard™, диспетчер заданий Epilog™
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Оптимизированный растровый, векторный и комбинированный режимы.
2 накладные + регистрация
165 кадров/с/4,2 м/с
5G
В комплекте
Встроенные опции Ethernet, USB и беспроводной связи
Бесщеточные серводвигатели постоянного тока
В комплекте
В комплекте
В комплекте
—
Рабочая пластина
Включено
В комплекте
В комплекте
Узнать больше
Технические характеристики и конфигурации продукта могут быть изменены без предварительного уведомления.
Серия лазеров Fusion Edge — лазер Epilog
Лазерный станок:
Рабочая зона:
24 x 12 дюймов (610 x 305 мм)
24 x 24 дюйма (610 x 610 мм)
36 x 24 дюйма (914 x 610 мм)
Толщина материала:
7 дюймов (178 мм)
10 дюймов (254 мм)
10 дюймов (254 мм)
Типы лазерных трубок:
CO 2 — с воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
Волокно — с воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 — с воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 — с воздушным охлаждением, металлическая волноводная трубка, 10,6 мкм
Мощность лазерной трубки:
CO 2 : 30, 40, 50 или 60 Вт
Волокно: 30 Вт
CO 2 : 40, 50 или 60 Вт
CO 2 : 50 или 60 Вт
Система камер IRIS™:
1 накладная
2 накладных
2 накладные
Беспроводное подключение:
В комплекте
В комплекте
В комплекте
Объективы в комплекте:
2″ — CO 2
3″ — оптоволокно и двойной источник
2″ — CO 2
2″ — CO 2
Дополнительные линзы:
1,5″ или 4″ — CO 2
1,5″ или 4″ — CO 2
1,5″ или 4″ — CO 2
Разрешение:
Полностью гибкий и управляемый пользователем от 75 до 1200 dpi
Полностью гибкий и управляемый пользователем от 75 до 1200 dpi
Полностью гибкий и управляемый пользователем от 75 до 1200 dpi
Максимальная скорость гравировки (дюймы/метры в секунду):
120 дюймов в секунду (3,05 м/с) с ускорением 5G. Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим.
Драйвер принтера и программное обеспечение:
Laser Dashboard™, диспетчер заданий Epilog™
Laser Dashboard™, Epilog Job Manager™
Laser Dashboard™, диспетчер заданий Epilog™
Внутренняя память:
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Режимы работы:
Оптимизирован растровый, векторный и комбинированный режимы.
Оптимизирован растровый, векторный и комбинированный режимы.
Оптимизирован растровый, векторный и комбинированный режимы.
Сверхтихие вентиляторы охлаждения:
В комплекте
В комплекте
В комплекте
Система движения:
Бесщеточные серводвигатели постоянного тока
Бесщеточные серводвигатели постоянного тока
Бесщеточные серводвигатели постоянного тока
Подшипники оси X:
Шлифованная и полированная нержавеющая сталь, самосмазывающиеся подшипники с тефлоновым покрытием.
Сверление глубоких отверстий: на что обратить внимание
Использование металлических деталей, отличающихся большой длиной, в машиностроении не редкость. Чтобы просверлить в них отверстие, применяется особая технология глубокого сверления, которая требует специфичного подхода.
Сверление называется глубоким, если диаметр выполняемого отверстия минимум в 5 раз меньше его длины.
Чем больше длина отверстия, тем сложнее выполнить его качественно. Ведь в процессе работы приходится одновременно бороться сразу с несколькими проблемами: плохим стружкоотведением, сильным нагревом инструмента и возможным смещением сверла. Поэтому так важно перед началом обработки выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение.
Проблема первая: стружкоотведение
Во время сверления всегда возникают трудности с ликвидацией стружки из зоны обработки. Это может привести к смещению инструмента с заданной траектории. Причем, чем глубже отверстие, тем проблема актуальнее. Как её решить?
Для обработки металлов, которые в процессе их резания образуют длинную стружку, предпочтительно применять инструмент, в котором канавки для стружкоотведения максимально гладкие и отполированные.
Проблема вторая: подача СОЖ
Применение смазочно-охлаждающей жидкости во время сверления необходимо для снижения сил трения и эффективного охлаждения заготовки и обрабатывающего инструмента. Подача, как правило, происходит под давлением, что помогает не только снизить температуру в зоне обработки, но и удалить оттуда металлическую стружку.
Использовать в работе стоит только качественную смазочно-охлаждающую жидкость. Она не вызывает коррозии на обрабатываемом материале, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло. Ещё одно преимущество применения СОЖ – повышение скорости обработки. К примеру, при сверлении нержавеющей стали производительность возрастает на 30%, а при обработке чугуна – на 40%.
Проблема третья: точная центровка сверла
Чтобы просверлить глубокое отверстие качественно, важно точно центровать инструмент и исключить его отклонение от намеченной траектории. Для этого в первую очередь нужно минимизировать вибрации.
Кроме того, сверло нельзя вращать на полных оборотах вне обрабатываемой детали, так как это может привести к смещению режущей части с требуемой траектории.
Подведём итог
Технология глубокого сверления металла не предполагает спешки. В процессе работы нужно время от времени останавливать сверление, чтобы ликвидировать стружку. Также важно выбрать качественный инструмент от проверенных производителей. Как это сделать, читайте в нашем блоге.
Пример качественного инструмента – сверло от американского производителя Kennametal, которое способно сделать отверстие глубиной до 72 диаметров.
Расточка применяется для обработки отверстий, уменьшения износа, исправление оси сверления. Расточка и сверление могут достигать Ø 60-120 мм и глубину 2 000 мм. Расточка может применяться, как координатно-расточная, так и горизонтальная, в зависимости от детали.
Механическое сверление представляет собой резание отверстий путем вращения самой детали или сверла. Если требуется создать отверстие глубже 10 мм применяется такой метод сверления, как глубокое сверление. При этом глубина проделываемого отверстия намного превосходит его диаметр.
Глубокое сверление является трудоемкой операцией и требует значительной тщательности и внимания от мастера во избежания искривления оси выполняемого отверстия, попадания стружки в отверстие. В компании «Промснаб» услуги глубокого сверления металла выполняются только высококвалифицированными профессионалами с большим стажем работы и имеющими допуски на данный вид работ.
Глубокое сверление отверстий в металле требуется при необходимости изготовления труб, теплообменников, деталей к бойлерам, осей, втулок, колоколов, цилиндров, муфт, валов, роторов, труб буровых установок и многих других промышленных деталей.
Услуги глубокого сверления металла востребованы в таких отраслях, как: нефтегазовая, машиностроительная, металлургическая, аэрокосмическая, сельскохозяйственная, лесопромышленная, деревообрабатывающая, >целлюлозно-бумажная и мн. др.
Классификация сверления глубоких отверстий
Существует несколько различных видов сверл для сверления глубоких отверстий:
пушечные с проемом для удаления стружки, однорезцового типа;
спиральные однорезцового типа;
ружейные, полностью вылитые из твердых металлов и с фиксированными пластинами;
эжекторные, которые устанавливаются на станки горизонтально.
В компании «Промснаб» глубокое сверление металла выполняется по нескольким технологиям:
Сверление вращающейся заготовки. При этом сам инструмент остается в неподвижном состоянии. Такой метод сверления является одним из самых распространенных.
Сверление, при котором происходит вращение как заготовки, так и сверла, при этом инструмент и деталь вращаются в противоположных направлениях. Этот способ считается одним из самых быстрых и эффективных.
Особенности глубокого сверления
Сверление глубоких отверстий совершается в несколько этапов:
I. На первом этапе коротким сверлом высверливается небольшое отверстие.
II. Далее применяется специальное длинное сверло. Во время данного процесса мастеру-фрезеровщику необходимо регулярно проверять отверстие, поскольку в нем может собираться стружка.
III. Организация дробления стружки, окончательное ее удаление. Здесь требуется особая тщательность со стороны оператора. Ведь при совершения даже самых мельчайших ошибок – деталь может поломаться, как и само сверло.
Станки глубокого сверления
В компании «Промснаб» для глубокого сверления металла применяются специальные глубокосверлильные станки, которые позволяют проводить работу наиболее тщательно и эффективно. Глубокое сверление на ЧПУ станках производится в том случае, если на оных настроена система СОЖ. Данная концепция устраняет стружку, отводя ее по специальным каналам. СОЖ также позволяет охлаждать инструмент и уменьшать его силовые нагрузки, тем самым сохраняя как саму деталь, так и инструмент.
Станок глубокого сверления также должен соответствовать таким требованиям как: высокая производительность, современность и надежность. Наши глубокосверильные станки отвечают всем вышеуказанным условиям и регулярно проходят техническое обслуживание.
Сотрудники компании «Промснаб» выполняют глубокое сверление с предельно высокой точностью, используя все возможные технологии в данном процессе. Особое внимание уделяется процедуре удаления стружки во время сверления, во избежание ее скопления, приводящее к поломке детали.
Наше оборудование разработано с учетом всех технических тонкостей, а операторы обладают достаточным опытом и знаниями для безошибочного и точного выполнения глубокого сверления.
Для расчета обработки ваших деталей присылайте чертежи на почту — Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Что такое Gundrilling? Как работает Gundrilling и когда его использовать
Начните здесь: Обзор глубокого сверления
Gundrilling — это процесс глубокого сверления, в котором используется длинный тонкий режущий инструмент для создания отверстий в металле с высоким отношением глубины к диаметру. Пистолетное сверление эффективно при диаметрах от 1 до 50 мм [0,04–2,00 дюйма]. Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Процесс ружейного сверления позволяет сверлить глубокие отверстия, превышающие то, что возможно с помощью обычного оборудования и инструментов, таких как спиральные сверла, с использованием охлаждающей жидкости под высоким давлением для чистого отвода стружки даже на экстремальных глубинах.
Оружейное сверление изначально было разработано для изготовления оружейных стволов, где прямолинейность и долговечность ствола были важны для правильного функционирования ствола. Процесс сверления огнестрельным оружием и инструменты были усовершенствованы для обеспечения максимальной производительности и использования на современном специализированном оборудовании. Огнестрельное оружие по-прежнему является распространенным применением для стрельбы из огнестрельного оружия. Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Пистолетное сверление может выполняться с ограниченной производительностью на обычных станках с ЧПУ. Отверстия с отношением глубины к диаметру 20:1 или выше обычно требуют специального оборудования для достижения максимальной производительности и надежности процесса, и могут достигать экстремальных соотношений 400:1 или выше.
Сверление с помощью пистолета по сравнению со сверлением с помощью BTA
Процесс сверления с помощью пистолета идеально подходит для отверстий меньшего диаметра, до 50 мм [2,00 дюйма]. Процесс сверления пистолетом отличается от сверления BTA из-за входа охлаждающей жидкости и удаления стружки; Gundrills вводят охлаждающую жидкость внутрь через небольшое отверстие в инструменте, а стружка удаляется охлаждающей жидкостью через канавку за пределами длины инструмента. В сверлильных станках BTA охлаждающая жидкость подается извне, через узел вокруг инструмента, а стружка удаляется через само сверло.
Узнайте больше о сверлении BTA
Оптимальные характеристики процесса сверления с применением огнестрельного оружия
Сверление с применением огнестрельного оружия — идеальный процесс для просверливания глубоких отверстий различной глубины и диаметра. Чрезвычайно глубокие отверстия и отверстия малого диаметра используют пушечное сверление со специальным оборудованием для сохранения прямолинейности и точности.
Диаметр сверления пистолета
1–3 мм
Возможно при соответствующем оборудовании
3–25 мм
Общий
25–50 мм
Общий
50–75 мм
Возможно, но менее продуктивно, чем бурение БТА
Соотношение D:d для сверления пистолетом
5:1
Обычные спиральные сверла
10:1
Высокопроизводительные спиральные сверла со сквозной подачей СОЖ
20:1
Специальные инструменты для глубокого сверления со сквозной подачей СОЖ
100:1
Инструменты для сверления пистолета на специальном станке для сверления пистолета
200:1
Инструменты для сверления пистолета на высокопроизводительном станке для сверления пистолета
400:1
Экстремальный диапазон бурения, требуются собственные процессы и оборудование
Сверлильный станок для огнестрельного оружия
Сверлильные станки для огнестрельного оружия спроектированы и изготовлены для достижения требуемых допусков в глубоких отверстиях. Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Узнать больше >
Инструменты для сверления выбираются и интегрируются в систему глубокого сверления для достижения максимально возможных стандартов допуска.
Найдите инструменты для дрели >
Что такое глубокое сверление
Глубокое отверстие определяется его отношением глубины к диаметру (D:d), и обычно отверстия больше 10:1 считаются глубокими отверстиями. Глубокое сверление в металле имеет широкий спектр применений в нескольких отраслях, его происхождение восходит к потребности в более прямых и точных стволах оружия и расширяется по мере того, как другие отрасли интегрировали процессы глубокого сверления для улучшения своих собственных приложений.
Сверление глубоких отверстий состоит из сверления BTA и сверления пистолетом с дополнительными процессами, разработанными для конкретных целей допуска и обычно выполняемыми на станках для глубокого сверления типа BTA. Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок.
Процессы глубокого сверления работают с использованием специальных инструментов и приспособлений для подачи СОЖ под высоким давлением, чистого отвода стружки и выполнения отверстий в металле с такой глубиной и диаметром, которые недоступны для обычного станка с ЧПУ. Это позволяет производителям надежно, точно и эффективно выполнять свои производственные допуски и производственные требования.
Сверление глубоких отверстий обычно выполняется на специальных станках для глубокого сверления, которые изготавливаются и собираются для оптимизации процессов для обеспечения прямолинейности и эффективности. Достижения в области технологий позволяют обрабатывающим центрам с ЧПУ, оснащенным подачей СОЖ через шпиндель под высоким давлением, выполнять пушечное сверление с ограниченным отношением глубины к диаметру. UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.
Процесс глубокого сверления
Вращающийся инструмент
Обычно используется для несимметричных компонентов или круглых деталей со смещенными от центра отверстиями
Скорость резания определяется скоростью шпинделя инструмента
Смещение сверла может быть значительным по сравнению с вращением заготовки или процессом вращения в противоположных направлениях
Вращающаяся заготовка
Обычно используется для круглых деталей с глубоким центральным отверстием
Скорость резания определяется деталью, сбалансированной для обеспечения высоких скоростей вращения
Смещение сверла уменьшено по сравнению только с вращающимся инструментом
Инструмент и заготовка, вращающиеся в противоположных направлениях
Идеальный процесс для круглых деталей с глубоким центральным отверстием
Скорость резания определяется комбинацией вращения инструмента и заготовки
Обеспечивает оптимальную прямолинейность и концентричность отверстия
Инструменты для глубокого сверления
Инструменты для сверления Gundrill
Gundrilling используется для сверления небольших отверстий, обычно диаметром 1–50 мм [0,04–2,00 дюйма]
СОЖ под высоким давлением подается через шпиндель и центр сверла
Стружка отводится через V-образный паз по длине инструмента
Наконечники Gundrill отшлифованы для достижения целей сверления и увеличения срока службы инструмента
Поиск инструментов Gundrill >
Инструмент BTA
Глубокое сверление BTA используется для сверления более крупных отверстий, обычно диаметром 20–200 мм [0,80–8,00 дюйма]
СОЖ под высоким давлением подается снаружи инструмента через узел напорной головки
Стружка отводится через центр инструмента, через бурильную трубу и шпиндель станка
Сверление BTA обычно выполняется в 5-7 раз быстрее, чем ружейное сверление, и требует более высокой мощности
Дополнительные увеличенные диаметры могут быть просверлены на станках BTA с дополнительными операциями глубокого сверления, такими как зенковка
Инструменты BTA >
Обработка глубоких отверстий и другие процессы
После сверления дополнительные методы обработки могут дополнительно улучшить концентричность глубоких отверстий, прямолинейность, чистоту поверхности и добавить сложные элементы.
В каких случаях какая арматура лучше: металлическая или стеклопластиковая
На строительном рынке недавно появилась арматура для ЖБИ-изделий из композитного материала – стеклопластика. Продавцы ее активно продвигают, и она уже заняла значительную потребительскую нишу. Арматура из стеклопластика характеризуется неплохими эксплуатационными параметрами и ассортиментным разнообразием, но всегда ли целесообразно ее использование?
Давайте попробуем разобраться, какая арматура лучше металлическая или стеклопластиковая. В каких случаях рационально использовать тот или иной вариант.
Содержание
Состав изделий из металла и стеклопластика
Достоинства и недостатки
Область применения
Ценовой аспект использования при строительстве
Состав изделий из металла и стеклопластика
Стальная арматура производится и используется давно, на сегодняшний день разработано много ее видов. Их принято классифицировать по таким параметрам:
конфигурация профиля;
нагрузкам, которые может принять изделие;
способ распределения нагрузок;
принцип работы;
технологии производства.
При изготовлении железобетонных конструкций чаще всего используются такие варианты стальной арматуры:
Рабочая. Прутки прекрасно принимают все нагрузки на растяжение, и оптимально выдерживают – соскальзывающие воздействия.
Распределительная. Эти стержни удерживают арматурную конструкцию в определенном положении, и однородно распределяют нагрузки между ее частями.
Монтажная. Применяется для формирования каркаса.
Анкерная. Этот вид используется в качестве закладных конструкций.
По принимаемым нагрузкам арматурная продукция подразделяется:
Продольная. Она предназначена для купирования растягивающих нагрузок, она предотвращает появление трещин вертикального направления, в том числе в «узких местах».
Поперечная. Этот вид препятствует формированию разрывов по наклону, которые формируются в зоне опор от скользящих напряжений.
По способу распределения нагрузок различают:
единичные стержни;
каркасы;
армирующие сетки.
По технологии изготовления арматуру из металла классифицируют:
проволока
стержни
канаты
Арматура стеклопластик или металл в обязательном порядке классифицируется по эксплуатационным параметрам. А композитные изделия еще принято различать по типу использованного материла в изготовлении волокон, помимо стекловолокна:
базальт;
арамид;
углерод.
Волокна пропитывают полимером. Чаще в производстве используется эпоксидная смола. Стержни отправляются в печь для просушки. После этого изделие является готовым, его можно использовать в производстве железобетонных конструкций. Диаметр прутков может варьироваться от 0,4 до 1,8 см, длина стандартных стержней может достигать 12 метров. На поверхности стеклопластиковых изделий сформированы спиралеобразные ребра, подобно металлической продукции, для надежного соединения с железобетоном.
Сначала рассмотрим свойства металлической арматуры, хотя, ее достоинства очевидны – дома, построенные в начале XX века с применением этих изделий, до сих пор не только сохранились, но и вполне функциональны. Стержни из стали характеризуются такими преимуществами:
высокая прочность на изгиб, сжатие и другие деформации;
прутки универсальны в применении;
хорошо адгезируются с бетоном;
широчайший диапазон рабочих температур;
монтируются стандартно, с применением сварочных установок.
Но в сравнении с новой композитной продукцией, изделия из металла проявляют следующие недостатки:
они имеют значительную массу;
металл подвержен коррозии;
металл характеризует высокая способность проводить температуру, что вызывает промерзание конструкций в холодное время года;
высокая стоимость, включая транспортировку.
Композитная продукция привлекает потребителей своей ценой, которая вдвое ниже. У арматуры стеклопластиковой технические характеристики также весьма высоки:
высокая устойчивость к коррозии;
небольшая масса;
нейтральность к большинству агрессивных веществ;
эластичность;
стеклопластик не проводит электроток;
не формирует радио- и электронных помех, не создают преграду электромагнитным волнам.
Сравнение стальной и стеклопластиковой арматуры формирует понимание недостатков материала из композита:
стержни из стекла и пластика плохо переносят нагрузки на изгиб, что обуславливает невозможность их использования в конструкциях, подверженных таким нагрузкам: балки, перекрытия и подобные элементы;
небольшой диапазон рабочих температур, особенно к низким значениям;
установка арматуры сложна, поскольку композитные стержни не подлежат технологии обработки сваркой.
Из сопоставления двух типов арматур становится понятно, что стеклопластиковые изделия следует применять строго, согласно техническим характеристикам. В противном случае железобетонные конструкции будут ненадежны.
Область применения
Не смотря на все имеющиеся достоинства стеклопластиковой арматуры, использовать ее следует с большой осторожностью. Лучше предварительно проконсультироваться со специалистами, которые не заинтересованы в раскрутке данной продукции. Главная причина тому – кардинальные отличия материалов: бетона и стеклопластика.
На самом деле не существует результатов независимых экспертиз, все технические характеристики заявлены производителями, после локальных экспериментов. Тем более что компании порой делают совершенно различные заявления, поскольку их технологии производства различаются существенно. Рекламации производителей остаются только рекламациями, и не являются нормативной базой. Так, прочность стеклопластика на растяжении выше, чем у металла, в 4 раза, но поведение материала напрямую зависит от направления вектора нагрузки. Поэтому реальные показатели данного параметра до сих пор остаются инкогнито.
Арматура из металла, сваренная в конструкции
Относительно применения стеклопластиковой арматуры разработан СНиП52-01, но он содержит лишь общие предписания. Поэтому целесообразно для ответственных железобетонных конструкций использовать металлические изделия.
Ценовой аспект использования при строительстве
При выборе арматуры чаще покупатели руководствуются ценовым аспектом в отношении единицы веса готового изделия. Но данный подход в сравнении стоимости арматуры из металла и стеклопластика абсолютно не верен, поскольку материалы имеют различную плотность. Так, тонна арматурной продукции из композита, благодаря меньшему значению вышеназванного параметра, может иметь в партии до 5 раз больше изделий, в сравнении с металлической, такого же диаметра. Поэтому сложно определить, какая арматура дешевле металлическая или стеклопластиковая, поскольку следует учитывать параметры расхода бетона, затраты на транспортировку и качество готовых железобетонных конструкций. Следует понимать, что по завершении гарантийного срока, у предприятия, которое возвело ненадежное сооружение или изделие остается законодательная и моральная ответственность.
Стальная или композитная арматура, что выбрать для фундамента?
Важнейшим элементом любого здания является фундамент
Некачественно выполненное основание недостаточной прочности быстро разрушится и приведет к повреждению и остальных элементов строения. Для усиления основания зданий используется особый вид строительных материалов – арматура для фундамента. Сегодня арматура для монолитного фундамента переживает свое второе рождение – сталь, традиционно используемая для ее изготовления, постепенно уступает свои позиции современным композитным материалам. Их существует достаточно много разновидностей, и многие из них в качестве эксперимента используют для производства арматуры. Количество разновидностей, как всегда, порождает проблему выбора. Попробуем разобраться во всех тонкостях данного вопроса.
Композитные материалы
Это строительные материалы, ставшие доступными для производства с развитием технологий. Они обладают свойствами, которых нет у материалов природного происхождения. Различия в свойствах веществ, имеющих одинаковый химический состав, но различную молекулярную структуру, иногда бывают огромны. Именно поэтому среди множества предложений «композитная арматура для ленточного фундамента» стоит выбирать только те, качество и наличие соответствующих свойств, необходимых для использования в монолитном строительстве, не вызывает никаких сомнений.
Арматура для фундамента — выбор очевиден
Перед тем, как начать рассчитывать, сколько арматуры на фундамент Вашего здания необходимо использовать для его надежного усиления, необходимо учесть тот факт, что стеклопластик способен выдерживать нагрузки, в несколько раз превышающие усилие на разрыв стальных стержней аналогичной толщины. Это позволяет уменьшить расход арматуры на фундамент за счет использования более редкой сетки либо избежать дополнительного расхода материала в тех случаях, когда для прочности металлических стержней недостаточно и требуется обвязка арматуры каркаса фундамента дополнительными армирующими элементами. Проводя расчет арматуры для ленточного фундамента, стоит принимать в учет еще и тот факт, что размер арматуры может быть уменьшен по сравнению с габаритами необходимой для аналогичной жесткости стальной арматуры.
Расположение арматуры в фундаменте монолитного здания предусматривает постоянный контакт усиливающего стержня с агрессивной средой бетона. Такое соседство оказывает крайне негативное влияние на металл, и он быстро съедается коррозией. Независимо от того, какое количество арматуры в фундаменте было заложено изначально, прочность здания существенно теряется именно по причине разрушения стержней арматуры. Обвязка фундамента арматурой из стеклопластика гарантирует высокую надежность строения, ведь укладка арматуры в фундамент не нарушает ее свойств и не приводит к разрушениям. Стеклопластик химически абсолютно инертен, благодаря чему гарантированный срок егослужбы составляет 200 лет.
Стеклопластиковая арматура весит в 4 раза меньше, чем стальная. Учитывая, сколько арматуры надо на фундамент при традиционном выборе металла, общий вес конструкции увеличивается на несколько тонн. Помимо обеспечиваемых лучших технических характеристик, малый вес – эффективный инструмент для снижения общих затрат на строительство.Как связать арматуру для фундамента с реальными затратами на ее монтаж? Посчитать, во сколько обходится работа крана и транспортировки стержней металла к месту их укладки – выгода станет очевидной.
Низкий коэффициент теплопроводности. Расчет арматуры всегда учитывает ее прочность, несущую способности и долговечность. При этом ситуация, в которой перед тем, как рассчитать арматуру для фундамента, учитываются ее энергосберегающие параметры – редкое исключение из правил. И это крайне негативно сказывается на теплоизоляционных параметрах здания. Применение стеклопластика вместо стали позволяет снизить потери энергиичерез металлические стержни в 100 раз. Разница поражает! А учитывая, сколько нужно арматуры, количество тепла, сохраняемого внутри основания здания, впечатляет еще больше.
Основную роль в минимизации затрат играет особое внутреннее устройство арматуры фундамента, выполненной из стеклопластика: ее прочность, легкость и долговечность позволяют использовать меньший диаметр арматуры для фундамента, либо делать армирующую сетку реже. Принимая во внимание примерно равную стоимость стержня из металла и стеклопластика равной толщины, вывод об экономической целесообразности применения композитной арматуры напрашивается сам собой.
Арматура из стекловолокна и стальная арматура: преимущества и недостатки
Арматура из стекловолокна и стальная арматура: преимущества и недостатки | Однокомпозитный
Арматура из стекловолокна , также известная как арматура из стеклопластика, представляет собой новый тип композитного материала. Многие клиенты впервые знакомятся с этим продуктом и не знают, чем он отличается от стальной арматуры. Зачем использовать арматуру из стекловолокна? Далее мы представим преимущества и недостатки арматуры из стекловолокна и стальной арматуры. После сравнения посмотрите, может ли арматура из стекловолокна заменить стальную арматуру?
Арматура из стекловолокна
Конструкция каркаса, армированного стекловолокном
Что такое стекловолокно?
В качестве нового высокоэффективного конструкционного материала стеклопластиковая арматура широко используется в тоннелях метро (щитах), автомагистралях, мостах, аэропортах, доках, станциях, проектах водного хозяйства, метро машиностроение и другие направления. Агрессивные среды, такие как электролизеры, крышки люков и проекты береговой обороны. Стеклопластиковые стержни могут решить многие инженерные проблемы, компенсировать недостатки традиционной стали и открыть новые возможности для развития гражданского и строительного машиностроения.
Преимущества и недостатки обычной арматуры и арматуры из стекловолокна
Высокая несущая способность, сильная способность к растяжению, прочность тела стержня в два раза выше, чем у стального стержня с резьбой того же диаметра, но вес всего 1/ 4 стальных стержня;
Модуль упругости стабилен, около 1/3~2/5 стального стержня;
Электрическая и тепловая изоляция, коэффициент теплового расширения ближе к цементу, чем к стали;
Хорошая коррозионная стойкость, подходит для использования во влажной или другой коррозионной среде, такой как водное хозяйство, мосты, доки и туннели;
Прочность на сдвиг низкая, а прочность на сдвиг обычных стержней из стекловолокна составляет всего 50 ~ 60 МПа, что обеспечивает отличные режущие характеристики. Он в основном аналогичен стальным стержням по характеристикам, имеет хорошую адгезию к бетону и в то же время обладает высокой прочностью на растяжение и низкой прочностью на сдвиг, что позволяет легко резать его непосредственно на станке с композитным экраном, не вызывая ненормального повреждения инструмента.
Разница между арматурой из стекловолокна и арматурой из стали
С точки зрения периода строительства, по сравнению с обычными стальными стержнями, арматура из стекловолокна настраивается производителями. Поскольку его нельзя обработать на месте, необходимо точно контролировать размер. Как только материал будет обрезан неправильно, период строительства будет отложен. Его форма настраивается напрямую, что сокращает этапы обработки обычных стальных стержней, а метод соединения внахлестку заменяет процесс сварки, что экономит время производства арматурного каркаса.
С точки зрения сложности конструкции, несущая способность стеклопластиковой арматуры на изгиб и сдвиг сильно отличается от обычных стальных стержней, а вес меньше, поэтому устойчивость арматурного каркаса не так хороша, как у обычных стальных каркасов во время подъем, опускание и заливка клетки, и легко показаться рассеянным. Специальные условия, такие как клети, клети, плавающие и т. д., требуют особого внимания при производстве и подъеме каркасов для сухожилий.
С точки зрения безопасности строительства, по сравнению с широко используемым в настоящее время методом строительства с частичным или полным разрушением диафрагмы армированной клетки на концах щита, армированная стекловолокном стена диафрагмы клетки может быть пробита защитной машиной напрямую, избегая легкого выброса бурового раствора. , Опасные условия, такие как выбросы воды и песка, снижают затраты на разрушение стенки диафрагмы и уменьшают загрязнение, такое как пыль и шум.
С точки зрения экономичности, по сравнению с обычными стальными стержнями, стержни из стекловолокна легче, а изменение направления снижает затраты на изготовление и установку каркаса стержня. В то же время, из-за большей клетки из стекловолокна, ширина стенки диафрагмы уменьшается, а трудозатраты на стыковку стенки диафрагмы сохраняются. Количество стальных балок или запорных труб позволяет сэкономить средства.
Характеристики арматуры из стекловолокна
Высокая прочность на разрыв: Прочность на растяжение стержней из стекловолокна лучше, чем у обычных стальных стержней, что на 20% выше, чем у стальных стержней той же спецификации, и имеет хорошая устойчивость к усталости.
Легкий вес: Качество стержней из стекловолокна составляет лишь 1/4 того же объема стальных стержней, а плотность составляет от 1,5 до 1,9 (г/см3).
Высокая коррозионная стойкость: Коррозионная стойкость химических веществ, таких как кислота и щелочь, может противостоять коррозии ионов хлорида и растворов с низким значением pH, особенно коррозионная стойкость соединений углерода и соединений хлора.
Сильное сцепление материалов: Коэффициент теплового расширения стекловолоконной арматуры ближе к цементу, чем стали, поскольку сила сцепления стекловолокна и бетона выше.
Сильное конструктивное исполнение: Модуль упругости ребра из стекловолокна стабилен, размер стабилен при термическом напряжении, изгиб и другие формы могут быть термоформованы произвольно, а показатели безопасности хорошие. Столкновение не производит искр.
Сильная проницаемость магнитных волн: армированное стекловолокном стекловолокно является своего рода немагнитным материалом, и его не нужно размагничивать в немагнитных или электромагнитных бетонных компонентах.
Удобство в строительстве: стеклопластиковые стержни могут изготавливаться в стандартных и нестандартных частях различного сечения и длины в соответствии с требованиями пользователя, а для обвязки на месте можно использовать неметаллические натяжные ремни, которые просты в эксплуатации. Когда вы продаете стекловолокно оптом, вы должны выбрать обычный производителей стекловолокна купить.
Арматура из стекловолокна дорогая или арматура дорогая?
Арматура из стеклопластика φ12 более 10 000 за тонну, 5 000 метров; арматура более 4000 на тонну, 1100 метров; если цена рассчитывается из метров, то стеклопластиковая арматура ниже арматуры; если цена рассчитывается от тонны, арматура выше, чем арматура из стекловолокна; Согласно информации о рыночных ценах, сталь, армированная стекловолокном, немного дороже, чем армированная сталь, и в то же время она также снижает стоимость разрушения железобетона примерно на 30 000 юаней при использовании обычных диафрагменных стен для входа и выхода из тоннеля щита. В целом, стоимость использования стальных стержней из стекловолокна в определенной степени снижается, а использование диафрагменных стен из стекловолокна снижает риски безопасности, такие как попадание грязи, песка и воды во время строительства железобетонных диафрагменных стен, и сокращает срок строительства на 7-10. небо.
Выше приведено введение в преимущества и недостатки арматуры из стекловолокна и стальной арматуры. Как новый высокоэффективный конструкционный материал, арматура из стекловолокна широко используется в туннелях метро (защитных туннелях), автомагистралях, мостах, аэропортах, доках, станциях, проектах водного хозяйства, подземных инженерных работах и других областях, она может адаптироваться к агрессивным средам, таким как как очистные сооружения, химические заводы, электролизеры, крышки люков и проекты береговой обороны. Арматура из стеклопластика может решить многие инженерные проблемы, компенсировать недостатки традиционной стали и открыть новые возможности для развития гражданского и строительного машиностроения.
GFRP против черной стали | Арматура из стекловолокна
Черная сталь недорога и доступна в изобилии. Это отличное укрепление, если вы не несете ответственности за долгосрочное обслуживание бетонной конструкции.
Как видно из этого фото (зеленые столбики — это стеклопластик) черная сталь практически не обладает коррозионной стойкостью, часто она попадает на место работы уже ржавеющей. Часто даже чрезмерно заржавевшая арматура продается конечному потребителю. Ржавчину называют раком бетона; он часто разрушается, и на поверхностях армированных им конструкций часто появляются уродливые пятна ржавчины.
Конструкции, построенные из черной стали, обычно нуждаются в некотором восстановлении всего через 5–10 лет, а капитальный ремонт часто требуется в течение 20 лет.
Коррозионное воздействие на стеклопластик не обнаружено; по самым скромным оценкам, железобетонные конструкции из стекловолокна прослужат более 100 лет. Надлежащим образом армированные бетонные плиты из стеклопластика, подвергающиеся большим усталостным нагрузкам (например, подъездные пути, настилы мостов), будут иметь меньше трещин и, по прогнозам, прослужат до 20 раз дольше, чем аналогичные конструкции, армированные обычной черной сталью.
Ржавая новая арматура по сравнению с незаржавевшей опалубочной стяжкой из стеклопластика
Основной причиной использования стеклопластика является долговечность бетона. Хотя черная сталь недорога, она в конечном итоге разрушит ваш бетон. Использование грязного масла в вашем новом автомобиле не имеет смысла… и не имеет смысла вводить раковые клетки в здоровый организм. Многие правительства, муниципалитеты и предприятия пришли к выводу, что они больше не могут позволить себе краткосрочные или долгосрочные расходы, связанные с черной сталью. Размещение незащищенной ржавой арматуры в новых бетонных конструкциях ставится под сомнение и исключается во многих частях Северной Америки.
Сколько стоит арматура TUF-BAR из стекловолокна (GFRP) по сравнению с арматурой из черной стали Grade 40?
– Сравнение стоимости стеклопластика и обычной черной стали, октябрь 2009 г.
В зависимости от объема, арматурный стержень № 3 диаметром 10 мм из черной стали марки 40 может стоить 1/3 стоимости арматурного стержня № 3 диаметром 10 мм из стекловолокна. По мере увеличения диаметра стержней этот зазор сужается до такой степени, что 22-миллиметровый стальной стержень из простой черной стали № 8 лишь немного дешевле, чем арматурный стержень № 8 из стекловолокна диаметром 22 мм.
В некоторых случаях меньшее бетонное покрытие и меньшие затраты на гидроизоляцию приводят к снижению первоначальной стоимости проекта.
Во что обойдется строительство небольшой конструкции из стеклопластика по сравнению с черной сталью?
Используя высокую цену на стеклопластик и очень низкую цену на арматуру из черной стали, стоимость строительства гаражной площадки размером 20 футов x 20 футов из черной стали по сравнению со стеклопластиком будет следующей:
Бетонный настил из черной стали марки 40 4000–6000 долларов США
Железобетонное перекрытие из стеклопластика 4 400–6 400 долл. США
Стоимость жизненного цикла
Было завершено множество исследований стоимости жизненного цикла, сравнивающих черную сталь и стеклопластик. Последовательно приходят к выводу, что стоимость защиты, сохранения и ремонта черной стали в бетоне очень высока. На самом деле настолько высока, что даже бесплатная арматура из черной стали все еще имеет более высокую стоимость установки, чем стеклопластик в некоторых приложениях.
Как это может быть?
Рассмотрим наш пример гаражной площадки.
Если владелец хотел продлить срок службы бетона, у него есть несколько вариантов, и они дороги:
Больше бетонного покрытия на более толстой плите
Бетон с высокими эксплуатационными характеристиками
Добавки для предотвращения коррозии бетона
Добавьте защитную мембрану
Растрескивание трудно контролировать в любой конструкции. Риск того, что меры по защите черной стали не сработают, если в бетоне появятся трещины, очень высок. Как только эти меры не дают результата, цикл коррозии стали начинается снова.
Хотя доказано, что он продлевает срок службы бетона в неповрежденном состоянии. Коммерческие мембраны обычно не используются в гаражных площадках из-за дороговизны.
Если мы возьмем в качестве примера гаражную площадку; коммерческая мембрана увеличивает стоимость прокладки из черной стали на 600–3300 долларов. Прокладка теперь будет стоить от 4999 до 9700 долларов в зависимости от трудозатрат и качества мембраны. Прокладка, усиленная черной сталью, будет стоить на 600–3300 долларов больше, чем прокладка из стеклопластика.
Стоимость мембраны может превышать стоимость арматуры. Структура все еще будет подвержена усталостному растрескиванию с течением времени.
http://www.024pharma.com/ambien.html
Эффект усталости
Исследования настила моста, моделирующие интенсивное движение по бетонным плитам, показали, что правильно армированные арматурные плиты из стеклопластика испытывают:
Растрескивание в 2,5 раза меньше, чем у плит, армированных сталью
Срок службы в 20 раз дольше, чем у плит, армированных сталью, при воздействии тяжелых усталостных нагрузок
Исследователи считают, что это связано с различиями в модулях упругости между стеклопластиком и сталью.
Как выбрать и установить полотно для ножовки по металлу
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно, многое зависит от технологии работы с металлом и навыков использования ножовки, но, в первую очередь, нужно уметь сделать правильный выбор полотна.
Национальная энциклопедия строительства ProfiDom.com.ua рассказывает о выборе и видах полотен для ножовок и правильной методике работы с ними.
Виды ножовочных полотен
Существующий ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом, толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует, также, значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
Марки Х6ВФ.
Марки В2Ф.
Быстрорежущей, марок Р6М5, Р12 или Р18.
В специализированных торговых сетях широко распространены, так называемые, алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой.
На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Как выбрать полотно для ножовки
Критериями выбора полотна служат:
Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет, также, качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе, такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен, важно — правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время, популярны так называемые, биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Другие материалы в этой категории: « Что представляет из себя инструмент «пинпоинтер» Что такое «Сверло Левиса» и как с ним работать »
Наверх
Полотно для ножовки по металлу.
Как выбрать и как поставить?
Поменял и забыл |
04.10.2017
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
Марки Х6ВФ.
Марки В2Ф.
Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
Критериями выбора служат:
Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу?
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Быстрорез для стекла. Необычная «швабра» стекольщика
Ленточная пила по металлу. «Болгарка» для серьёзных работ!
Направление полотна ножовки. Как изменить/установить блейд?
Ножовки — популярные ручные пилы, используемые в различных целях. С правильным типом ножовочного полотна вы можете резать самые разные материалы. Но каково правильное направление лезвия ножовки и почему это имеет значение?
Разве пила не будет работать так же хорошо, если лезвие повернуто в противоположном направлении?
Давайте узнаем:
Направление зубьев ножовочного полотна
Ножовочные полотна обычно устанавливаются зубьями вниз и вперед. Это означает, что направление лезвия таково, что оно режет при нажимном ходе.
Резка нажимным ходом позволяет приложить больше усилий, что ускоряет процесс резки. Это также позволяет выполнять более точную резку, поскольку вы можете аккуратно вести пилу вдоль намеченной линии реза.
Ножовка — это тяга или толкание?
Как правило, ножовки предназначены для резки при нажатии.
В некоторых случаях ножовочное полотно следует устанавливать в обратном направлении, чтобы оно пилилось при движении тяги. Это полезно при резке мягких материалов, таких как резина, или очень тонких срезов. Здесь лезвие испытывает немного большее напряжение во время резки, что снижает вероятность того, что оно может качаться во время резки. Более стабильное лезвие гарантирует, что материал, окружающий намеченную линию разреза, не будет поврежден.
Поскольку ножовки имеют D-образную раму, к которой с обоих концов прикреплены лезвия, лезвия уже натянуты. Вот почему резка металла при нажимном ходе возможна в первую очередь.
Ручные пилы, такие как японские деревообрабатывающие пилы с тонкими лезвиями, которые не натянуты, будут установлены для резки при ходе тяги, чтобы компенсировать это.
Может ли ножовка пилить в обоих направлениях?
При резке мягких материалов, таких как пластик, ножовка может удалять материал в обоих направлениях. Однако имейте в виду, что полотно ножовки предназначено для резки в направлении зубьев, обращенных к заготовке.
Если приложить давление во время обратного хода, избыточное тепло будет вызвано трением и может повредить/сломать лезвие.
Направление полотна младших ножовок
Как правило, младшие ножовки с 6-дюймовыми полотнами также следует устанавливать так, чтобы зубья были направлены вниз и вперед к заготовке.
Некоторые младшие ножовки имеют простую раму из металлической проволоки без колесика для затягивания лезвия. В этом типе ножовки рама может быть сжата во время резки в тяжелых условиях, и полотно может выскользнуть из стопорных штифтов. В таких случаях установка лезвия в обратном направлении и выбор тянущей резки может дать лучший результат.
Установка ножовочного полотна
Установка ножовочного полотна — простой процесс, если вы знаете, как это сделать. Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.
Пошаговое руководство по замене полотна ножовочной пилы
Во-первых, важно понимать состав ножовки. D-образная рама удерживает лезвие в натянутом состоянии. Лезвие крепится к этой раме с помощью барашковой гайки и металлического стержня на одном конце и штифтов на другом конце.
Снимите лезвие
Ослабьте барашковую гайку. Это часть, удерживающая лезвие в напряжении. Как правило, это означает поворот барашковой гайки против часовой стрелки. Это уменьшает натяжение лезвия.
После того, как лезвие будет достаточно ослаблено, отсоедините его от штифтов.
Установите лезвие
Убедитесь, что барашковая гайка ослаблена.
Поместите лезвие в раму, зацепив лезвие за штифты на раме.
Убедитесь, что зубья направлены вниз и в сторону от рукоятки.
Затяните барашковую гайку, повернув ее по часовой стрелке. Это потянет металлический стержень, увеличивая натяжение лезвия. Делайте это до тех пор, пока лезвие не будет достаточно натянуто.
Насколько тугим должно быть лезвие?
Лезвие должно получать достаточное натяжение, чтобы оставаться на месте во время резки, но не настолько, чтобы оно сломалось.
Ослабленные лезвия будут перемещаться на штифтах, предназначенных для удержания их на месте. В тяжелых случаях лезвие могло даже оторваться от рамы. Незакрепленные лезвия также трудно контролировать, что приводит к неточным и грязным разрезам.
Перетянутые лезвия могут сломаться, травмируя оператора или заготовку.
Хорошим правилом является то, что лезвие не должно двигаться по штифтам, но должно слегка изгибаться в центре при нажатии пальцем. Вы также можете проверить натяжение лезвия, сделав пробный надрез. Для этого зажать в тиски ненужный кусок материала. Материал должен соответствовать обрабатываемой детали. Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.
НАБОР зубьев ножовочных полотен
Постановка зубьев пильного полотна относится к расположению режущих зубьев. Зубья обычно не выровнены по прямой линии, а слегка изогнуты влево или вправо, поэтому полотно ножовки может вырезать канавку немного шире, чем толщина полотна.
Такое зигзагообразное расположение режущих зубьев также обеспечивает лучший отвод стружки и свободное перемещение лезвия внутри пропила, а не застревание.
Посадка зубьев на лезвии делится на три категории: установка волной, альтернативная установка и установка грабель.
1. Настройка волны
В наборе волн конфигурация резки имитирует волну. Здесь несколько зубов постепенно смещаются вправо, а затем несколько зубов смещаются влево. Этот рисунок повторяется по всей длине лезвия.
Настройка волны обычно используется для тонких и сверхтонких полотен для резки твердых материалов.
2. Альтернативный НАБОР
Здесь чередующиеся зубья отогнуты в противоположных направлениях по всей длине лезвия. Это означает, что один зуб смещается влево, а следующий — вправо.
Этот тип расположения лучше всего подходит для грубых лезвий с большими зубьями (низкий TPI).
Двойной чередующийся
Это разновидность чередующейся расстановки зубов, при которой два последовательных зуба смещаются в одном направлении, а следующие два зуба смещаются в противоположном направлении.
3. Настройка ГРАБЛИ
В лезвии с грабельными зубьями первые два зуба сдвинуты в противоположных направлениях, а третий зубец расположен прямо. Это означает, что режущие зубья изогнуты влево, вправо и прямо, и рисунок продолжается.
Преимущество набора RAKER заключается в том, что они обеспечивают более качественную отделку, чем альтернативный набор, но режут быстрее. Они также полезны при резке пластика и металлов, таких как литье, которые образуют стружку.
Содержание
Направление зубьев ножовочного полотна
Ножовку можно тянуть или толкать?
Можно ли резать ножовкой в обоих направлениях?
Направление полотна ножовочной пилы Junior
Установка полотна ножовки
Пошаговое руководство по замене полотна ножовки
Снятие полотна
Установка полотна
Насколько туго должно быть полотно?
НАБОР зубьев ножовочных полотен
1. Настройка волны
2. Альтернативный набор
Двойной альтернативный
3. ГРАБЛИ Настройка
Главная » Ручной инструмент
Как заменить ножовочное полотно?
Магазин ножовок
Обратите внимание: Способ выполнения зависит от производителя и модели. Один из методов показан ниже:
Как крепится лезвие?
Ножовка имеет съемное полотно, закрепленное в металлической раме. Как и у всех рамных пил, полотно должно быть натянуто, чтобы резать эффективно. Лезвие удерживается на месте двумя металлическими штифтами на обоих концах рамы. Эти штифты зацепляются за два соответствующих отверстия на обоих концах полотна ножовки.
Снятие лезвия
Шаг 1. Ослабьте барашковую гайку
.
Поверните барашковую гайку против часовой стрелки. Это контролирует положение металлического стержня на конце рычага рамы.
Этот стержень удерживает один конец лезвия. Поворот барашковой гайки против часовой стрелки толкает планку вперед, так что она больше не растягивает лезвие.
Шаг 2. Отсоедините лезвие от штифтов
.
После снятия достаточного напряжения вы можете снять лезвие, отсоединив его от штифтов.
Установка лезвия
Обратите внимание: ножовочные полотна бывают двух размеров: 250 и 300 мм. Убедитесь, что вы выбрали правильный для вашей ножовки.
Шаг 1 – Ослабьте барашковую гайку
Убедитесь, что барашковая гайка ослаблена, прежде чем зацепить лезвие за штифты.
При установке лезвия убедитесь, что зубья находятся снаружи рамы и обращены в сторону от рукоятки. Это необходимо для того, чтобы ножовка пилила при нажимном ходе
.
Шаг 2 – Затяните барашковую гайку
После установки лезвия поверните барашковую гайку по часовой стрелке. Это заставит металлический стержень двигаться назад, плотно растягивая лезвие в раме.
Насколько туго должно быть лезвие?
Если лезвие слишком ослаблено, оно будет двигаться на штифтах и даже может упасть. Лезвие со слишком большим движением также затруднит управление пилой во время работы.
Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент
формат pdf
размер 18.91 МБ
добавлен 13 декабря 2011 г.
М,, Машиностроение, 1976, 440с. Изд. 3-е, перерзб. и доп. Учебник для машиностроительных техникумов. В книге изложены основы учения о резании металлов и металлорежущем инструменте. Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, стружкообразование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и конструированию наиболее распространенных видов режущего инструмента. Книга предназначена в качестве учебника для учащихся машиностроительных техникумов.
Читать онлайн
Смотрите также
формат djvu
размер 11. 43 МБ
добавлен 16 января 2012 г.
Изд. 3-е, перераб. и доп. — Учебник для машиностроительных техникумов. — М.: «Машиностроение», 1975. — 440 с. В книге изложены основы учения о резании металлов и металлорежущем инструменте. Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, стружкообразование, силы, действующие в процессе резания, износ и стойкость режущего инструмента, приведены методика назначения элементов режима резания, а также материалы по рас…
формат djvu
размер 19.69 МБ
добавлен 10 апреля 2009 г.
М,, Машиностроение, 1976, 440с. Изд. 3-е, перерзб. и доп. Учебник для машиностроительных техникумов. В книге изложены основы учения о резании металлов и металлорежущем инструменте. Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, сружкооборазование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и кон…
формат chm
размер 91.55 МБ
добавлен 15 января 2010 г.
Chm — файл. Не является рекламой. Использовать только для подготовки контрольных, лабораторных, курсовых и дипломных работ по техническим специальностям связанным с механической обработкой металлов. В нем представлен краткая информация по следующим металлорежущим инструментам: ФРЕЗЫ, СВЕРЛА, РЕЗЦЫ, МЕТЧИКИ, ПЛАШКИ, РАЗВЕРТКИ. ПРОТЯЖКИ, ЗЕНКЕРЫ, Резание металлов, а так же ГОСТы по данным видам инструментов. Режущий инструмент. Машиностроение. Реза…
формат pdf
размер 65. 69 МБ
добавлен 02 апреля 2010 г.
Кожевников Д. В., Гречишников В. Л., Кирсанов С. В., Кокарев В. И., Схиртладзе А. Г. Режущий инструмент: Учебник для вузов / Под редакцией С. В. Кирсанова. — 2-е изд. доп. М.: Машиностроение, 2005. — 528 с: ил. Рассмотрены вопросы проектирования основных видов металлорежущих инструментов и оптимизации их конструктивных я геометрических параметров. Описаны современные конструкции режущих инструментов, изложены тенденции их развития с учетом отечес…
Практикум
формат doc
размер 3.35 МБ
добавлен 25 ноября 2010 г.
НовГУ. под ред. Косенко А. И. Методические указания для лабораторных работ по предметам: «Резание материалов» и «Резание материалов и режущий инструмент». 140 с. Содержание: Эффективность СОЖ при сверлении Углы резца Силы резания при точении Эффективность современных режущих материалов Пластические деформации при резании Исследование свойств динамометра Оптимальный износ режущего инструмента Геометрические параметры режущего инструмента Влияние…
формат djvu
размер 22.29 МБ
добавлен 08 апреля 2009 г.
5-е изд., перераб. и доп.- М.: Машиностоение, 1990.- 448 с. Сборник задач и примеров по резанию металлов и режущему инструменту: Учеб. пособие для техникумов по предмету «Основы учения о резании металлов и режущий инструмент» Эта книга является основой для конструирования режущего инструмента, а также расчета режимов резания и основного времени. В сборнике приведены примеры расчетов для точения, строгания, сверления, зенкерования, развертывания,…
формат tif
размер 18. 78 МБ
добавлен 12 марта 2010 г.
5-е изд., перераб. и доп.- М.: Машиностоение, 1990.- 448 с. Сборник задач и примеров по резанию металлов и режущему инструменту: Учеб. пособие для техникумов по предмету «Основы учения о резании металлов и режущий инструмент» Эта книга является основой для конструирования режущего инструмента, а также расчета режимов резания и основного времени. В сборнике приведены примеры расчетов для точения, строгания, сверления, зенкерования, развертывания,…
формат pdf
размер 2.55 МБ
добавлен 05 февраля 2011 г.
Иваново: ИГЭУ, 2002 — 87с. Учебная дисциплина «Резание металлов» является первой дисциплиной технологического цикла, формирующей у студентов основы знаний по механической обработке металлов, она является отправным пунктом в изучении таких учебных дисциплин, как «Режущие инструменты», «Оборудование машино-строительного производства» и «Технология машиностроения»; знания по «Резанию металлов» необходимы для осознанного восприятия и оценки всех сопр. ..
patent
формат pdf
размер 211.27 КБ
добавлен 24 ноября 2011 г.
МКИ B 23 B 27/ 00. / В.Ф. Дрожин, В.Л. Доброскок, В.С. Мурас, В.И. Кононенко, Д.Э. Белявский. № 4685011/08; Заявлено 03.05.89; Опубл. 07.01.92, Бюл. № 1. — 3 с. ил. Формула изобретения 1. Режущий инструмент, содержащий корпус и головку с режущим элементом, выполненным из двух частей, отличающийся тем, что, с целью расширения технологических возможностей за счет оптимизации геометрических параметров, по крайней мере одна из частей режущего элемент…
Практикум
формат docx
размер 142.81 КБ
добавлен 09 июня 2011 г.
Методические указания для курсового проекта по дисциплине «Резание материалов и режущий инструмент» Проектирование протяжек для обработки цилиндрических отверстий: Метод. указания/Сост. Л. А. Резников. – Тольятти: ТГУ, 2008. – С.10 Приведен алгоритм расчета геометрических параметров круглых протяжек и даны указания по выбору элементов их конструкции. Для студентов специальностей 151001 и 151002.rn
Научные основы резания металлов. DjVu
Допущено Министерством высшего и среднего специального образования СССР в качестве учебного пособия для машиностроительных техникумов
Издательство МАШИНОСТРОЕНИЕ Москва 1966
В данном учебном пособии рассматриваются научные основы резания металлов в объеме программы учебного курса машиностроительных, станкостроительных и инструментальных техникумов.
От существующих учебных пособий по этому курсу данное пособие отличается системой изложения и более детальным рассмотрением оптимальной геометрии режущего инструмента.
Книга предназначена для учащихся машиностроительных техникумов.
Рецензент канд. техн. наук Е. Н. Малючков Редактор канд. техн. наук О. Б. Арбузов
ВВЕДЕНИЕ
От существующих учебных пособий по данному курсу это пособие отличается системой изложения научных основ резания металлов. Эти особенности требуют пояснений, представляющих интерес главным образом для преподавателей. Именно к ним и обращено настоящее предисловие.
В техникумах изучается объединенный курс «Основы учения о резании металлов и режущий инструмент», в котором не менее половины объема занимают вопросы расчета и конструирования металлорежущих инструментов. Положения науки о резании металлов являются научной основой для этих вопросов. Следовательно, они должны рассматриваться после изучения научных основ резания металлов, и поэтому в курсе «Основы учения о резании металлов и режущий инструмент» должно быть не одиннадцать, а только два раздела: «Основы резания металлов» и «Основы расчета и проектирования металлорежущего инструмента». В данном пособии рассматриваются вопросы первого раздела. Система изложения этого раздела и требует пояснений.
Преподавание резания металлов в технических учебных заведениях началось примерно 35 лет назад. В то время объем знаний о резании металлов ограничивался экспериментальными материалами по точению и строганию. О фрезеровании, сверлении, протягивании и других методах резания представления были очень скудными. Поэтому учебный курс строился так, что сначала изучались закономерности резания и методы расчета режимов резания при точении, а потом, в конце курса, рассматривались только возможности «приложения теории резания к другим инструментам».
В последующие годы в результате включения в программу курса большого количества новых материалов, накопленных наукой, без изменения построения курса прежние «приложения теории резания к другим инструментам» превратились в крупные разделы, содержание которых в основном составляют сведения справочного характера и неоднократные повторения ранее рассмотренных закономерностей процесса резания, но при других видах обработки. В настоящее время единство научных основ процесса резания для всех видов обработки сомнений не вызывает, но случайно сложившаяся система изложения курса по видам обработки существует до сих пор.
Для обработки металлов резанием применяется не так уж много различных видов обработки. В основе каждого из них лежит работа резца. Основные физические параметры процесса резания, определяющие закономерности всех его явлений, величину сил резания и стойкость инструмента, одни и те же для всех видов обработки, а именно: скорость резания, толщина и ширина среза.
Геометрия режущей части любого инструмента определяется одними и теми же параметрами, играющими одну и ту же роль и одинаково влияющими на процесс резания при работе любыми из них.
Различные виды обработки отличаются друг от друга только кинематикой рабочих движений, конструктивной формой режущего инструмента и взаимосвязью физических параметров процесса резания с технологическими, причем такие виды обработки, как зенкерование, сверление, развертывание, отличаются от точения только конструктивной формой инструмента.
Все перечисленные, отличия различных видов обработки не затрагивают физической стороны процесса резания. Следовательно, нет никаких оснований для последовательного изучения в курсе резания металлов различных видов обработки, как особых методов резания, принципиально отличающихся от точения.
Более того, как писал проф. А. И. Каширин еще в 1953 г., изложение курса резания металлов по видам обработки «мешает созданию правильного понимания сущности процесса обработки металлов резанием не только у учащихся технических учебных заведений, но даже и у инженеров, работающих на производстве»1. Поэтому — писал он — «в современном курсе по резанию металлов должны рассматриваться общие закономерности процесса резания независимо от видов обработки».
Эти соображения и положены в основу построения данного учебного пособия.
Весь материал курса разбит на восемь глав, не связанных с каким-либо одним видом обработки. Исключение составляет гл. VIII «Шлифование металлов», отличающееся специфическими условиями процесса. Кроме того, в настоящее время нет еще достаточных научных и экспериментальных данных для рассмотрения шлифования совместно с другими видами обработки.
В первой главе рассматриваются основные понятия и кинематика рабочих движений при различных видах обработки, геометрия типового инструмента, применяемого при данном виде
1 «Сланки и инструмент», 1953, № 8.
обработки, и взаимосвязь физических параметров резания с технологическими параметрами. Стойкостные же и силовые зависимости, а также методы расчета режима резания рассматривав ются совместно для всех видов обработки после изучения физических основ процесса резания и инструментальных материалов.
Основу всех расчетных формул для сил резания и скорости резания, рассматриваемых в курсе резания металлов, составляют одни и те же стойкостные и силовые зависимости, выражаемые эмпирическими формулами (35) и (58). Эти формулы и физические закономерности процесса реЗания, следствием которых они сами являются, и составляют научные основы учебного курса по резанию металлов. Поэтому в данном учебном пособии обстоятельно объясняются указанные единые для всех видов обработки стойкостные и силовые зависимости. А расчетные формулы для различных видов обработки рассматриваются как следствие этих зависимостей.
При таком построении курса устраняется большое количество ненужных повторений, достигается единство понятий и закономерностей процесса резания и постепенное знакомство учащихся с курсом и закономерностями процесса резания. Возможно широкое использование для объяснений научных основ курса наиболее показательных примеров и фактов из любого вида обработки, что делает изложение более понятным и убедительным.
Вопрос о построении и методике изложения учебного курса по резанию металлов обсуждается в педагогических кругах уже более десяти лет.
Автор надеется, что данное учебное пособие будет способствовать разработке более совершенной системы изложения курса резания металлов. Автор с благодарностью примет все критические замечания.
ОСНОВНЫЕ ПОНЯТИЯ О МЕТОДАХ ОБРАБОТКИ
И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРАХ ИНСТРУМЕНТА
§ 1. ОБЩИЕ ПОНЯТИЯ О ПРОЦЕССЕ РЕЗАНИЯ
В современном машиностроении металлические детали обрабатывают различными методами — обтачивают, сверлят, строгают, фрезеруют, развертывают, долбят, протягивают и шлифуют. При всех этих способах обработки металл режут. Для этого применяют много разнообразных станков и еще большее количество различных инструментов — резцов, фрез, плашек, протяжек, долбяков и т. д.
Стружка срезается в результате движений инструмента относительно обрабатываемой детали. Методы обработки отличаются применяемым инструментом, а также кинематикой резания, т. е. сочетанием рабочих движений, сообщаемых станком инструменту и обрабатываемой детали.
Несмотря на имеющиеся различия в методах обработки резанием, геометрия инструмента и основные понятия, применяемые для изучения процесса резания различными инструментами, по своему существу одинаковы.
Рассмотрение их и является задачей первой главы.
Физические параметры процесса резания. При любом способе обработки процесс резания характеризуется одними и теми же физическими параметрами: скоростью резания о, толщиной а и шириной о среза (рис.Л).
Скоростью резания называют путь перемещения режущих кромок инструмента относительно поверхности заготовки в единицу времени.
Срезом называется поперечное сечение срезаемого слоя.
Шириной среза называют длину контакта режущей кромки инструмента с обрабатываемой заготовкой.
Толщиной среза называют величину среза, измеренную по перпендикуляру к поверхности резания (рис. 1).
Поверхности при резании. После любого способа резания (строгания, точения, сверления, фрезерования и т. д.) на детали
Режущий
образуется новая поверхность, называемая обработанной поверхностью (рис. 2). Поверхность же детали, с которой срезается стружка, называется обрабатываемой поверхностью.
Рис. 2. Поверхности и рабочие движения при строгании (d) и при точении (б):
1 — обрабатываемая поверхность; 2 — поверхность резания;
2 — обраоотанная поверхность
При изучении процесса резания важную роль играет поверхность, образуемая непосредственно режущими кромками инструмента, т. е. поверхность резания. Характерная особенность этой поверхности состоит в том, что ее положение на обрабатываемой заготовке изменяется с изменением положения инструмента. Эта поверхность существует только в процессе резания,
а после окончания обработки исчезает полностью или частично сохраняется на детали как обработанная поверхность.
Рабочие движения при резании. Для обработки резанием необходимо два рабочих движения инструмента относительно обрабатываемой поверхности. Одно из этих движений, определяющее скорость резания, называется главным рабочим движением, а второе, определяющее толщину стружки (или толщину среза), называется движением подачи.
Траектория рабочих движений зависит от формы обрабатываемой поверхности и применяемого метода обработки. Так, например, одним и тем же резцом, изменяя характер рабочих движений, можно производить строгание, точение и фрезерование.
§ 2. СТРОГАНИЕ И ТОЧЕНИЕ
При строгании (рис. 2, а) резец совершает прямолинейное возвратно-поступательное движение вдоль обрабатываемой поверхности. Двигаясь в одном направлении, он срезает стружку; при движении в обратную сторону стружка не срезается. Таким образом, имеется два хода — рабочий и холостой. Для уменьшения времени, расходуемого на непроизводительные холостые ходы, скорость холостого хода vx делают в т раз больше скорости рабочего хода vp.
После каждого холостого хода резец получает необходимое для срезания следующего слоя металла второе движение, перемещаясь в поперечном направлении на s мм. Это второе рабочее движение резца называется подачей.
Эти формулы показывают, что толщину а и ширину b среза можно изменить, не меняя глубины резания t и подачи s. Для этого достаточно изменить угол ф. Чем меньше угол ф, тем меньше толщина среза, но его ширина при этом увеличится. Площадь же поперечного сечения среза от угла ф не зависит, т. е.
Свободное и несвободное резание. При свободном резании (см. рис. 1) металл срезается одной режущей кромкой резца или другого инструмента. Для несвободного же резания применяется резец или любой другой инструмент с двумя режущими кромками (см. рис. 3). Одна из них срезает металл по поверхности CD, а вторая — по поверхности DF. Главную работу производит кромка, срезающая металл по поверхности CD. Поэтому ее называют главной режущей кромкой. Обычно поверхность CD в десятки и сотни раз шире поверхности DF. Срезание металла по поверхности DF имеет второстепенное или вспомогательное значение. В связи с этим и режущая кромка DM, срезающая металл по поверхности DF, называется вспомогательной режущей кромкой.
KOHEЦ ФPAГMEHTA КНИГИ
10 простых способов быстрой резки металла
Наши лучшие советы по правильному выполнению вашего проекта.
1 / 11
Семейный мастер на все руки
Быстрая резка металла
Нет ничего плохого в использовании старой хорошей ножовки по металлу, но есть более быстрые и простые способы резки металла. Мы покажем вам советы по работе с электроинструментами и способы резки металлов различных типов и толщины, с которыми чаще всего приходится сталкиваться домашним мастерам.
И хотите ли вы построить нестандартные автомобили или просто починить треснувшую палубу газонокосилки, обучение сварке значительно улучшит вашу игру «Сделай сам».
2 / 11
Семейный мастер на все руки
Откажитесь от абразивных шлифовальных дисков
Угловая шлифовальная машина, оснащенная абразивным диском для резки металла, хорошо подходит для резки всех видов металла, включая болты, уголок, арматуру и даже листовой металл. Но диски быстро изнашиваются, медленно режут и уменьшаются в диаметре по мере их использования. Вместо этого мы рекомендуем использовать алмазный диск, предназначенный для резки черного металла. Они прослужат намного дольше, режут быстрее и чище и изнашиваются намного медленнее, чем абразивные диски.
3 / 11
Резка металла циркулярной пилой
Возможно, это не очевидный выбор, но с правильным диском циркулярная пила — отличный инструмент для резки металла. В нашем тесте он прорезал арматуру, как горячий нож сквозь масло. Вы можете резать низкоуглеродистую сталь толщиной примерно до 3/8 дюйма, используя лезвие для резки черных металлов. Однако будьте осторожны! Горячая металлическая стружка будет летать повсюду. Наденьте защитное снаряжение, не допускайте посторонних и покройте металлической стружкой все, что вы не хотите. Существует два типа: недорогие лезвия со стальными зубьями и лезвия с твердосплавными зубьями. Лезвия с твердосплавными зубьями дороже, но служат дольше.
Не имеет значения, являетесь ли вы давним мастером-сделай сам или только начинаете работу над некоторыми проектами, есть несколько инструментов, которые имеют решающее значение для выполнения работы.
4 / 11
Резка алюминия с помощью торцовочной пилы
Делать точные пропилы на алюминиевых стержнях, трубах и уголках легко с помощью торцовочной пилы и диска, предназначенного для резки цветных металлов (см. этикетку). Если корпус двигателя вашей пилы открыт и может собирать металлическую стружку, закройте отверстия куском ткани, чтобы защитить обмотки двигателя и подшипники, пока вы режете алюминий. (Не забудьте снять его, когда пила вернется в обычный режим работы, иначе двигатель перегреется.) Захват алюминия деревянной подложкой, как показано, снижает опасность разлета металлических осколков и облегчает удержание металла на месте для резки. Этот совет особенно важен, когда вы режете тонкостенные детали. Без подложки лезвие часто цепляется за металл, деформирует его и делает непригодным для использования.
5 / 11
Семейный мастер на все руки
Советы по безопасной резке металла
При резке или шлифовке металла везде остаются крошечные стружки или осколки металла. И они могут быть горячими и острыми. Во избежание травм глаз, порезов, ожогов и других травм при резке металла соблюдайте следующие правила:
Прочтите и соблюдайте меры предосторожности, напечатанные на отрезных дисках и дисках по металлу.
Носите защитные очки, защитную маску и средства защиты органов слуха.
Накройте все открытые участки кожи перчатками, рубашкой с длинными рукавами и брюками.
Прежде чем прикасаться к свежесрезанному металлу, дайте ему остыть.
Надевайте перчатки при работе с металлом, который может иметь острые края.
Надежно зажмите металл перед его резкой.
Никогда не позволяйте никому приближаться к вам, пока вы режете металл, если они не используют средства защиты органов слуха и зрения.
6 / 11
Резка нержавеющей стали шлифовальным кругом
Существует множество типов нержавеющей стали, и некоторые твердые сорта трудно резать. Для небольших работ, таких как резка плитки фартука из нержавеющей стали, отлично подойдет вращающийся инструмент, оснащенный абразивным диском для резки металла. Для более крупных работ установите абразивный диск в угловую шлифовальную машину.
7 / 11
Simple Score and Snap
Подрядчики по сайдингу и кровельщики регулярно надрезают и защелкивают алюминиевый сайдинг и гидроизоляцию, чтобы получить прямые и точные разрезы. И вы можете использовать ту же технику в любое время, когда вам нужен прямой рез алюминия или другого тонкого листового металла, даже стали. Зажмите или держите линейку или угольник вдоль меток резки и сделайте надрезы кончиком острого лезвия универсального ножа. Затем несколько раз согните лист вперед и назад, чтобы он защелкнулся. Вы можете использовать тот же прием, чтобы разрезать металлические шпильки. Отрежьте две стороны. Затем проведите линию между надрезами и согните шпильку, чтобы сломать ее.
8 / 11
Работа в труднодоступных местах с помощью осциллирующего инструмента
Когда доступ ограничен или вам нужно выполнить пропил заподлицо, осциллирующий инструмент, оснащенный режущим лезвием по металлу, решит эту проблему. Заржавевшие монтажные гайки на унитазах и смесителях легко срезать вибрирующим инструментом. Вы также можете использовать осциллирующий инструмент для резки сантехнических труб, автомобильных болтов, гвоздей и других металлических предметов в местах, где инструмент большего размера не подходит. Просто убедитесь, что лезвие предназначено для резки металла.
9 / 11
Семейный мастер на все руки
Подберите лезвие к металлу
С помощью подходящего лезвия или шлифовального круга вы сможете резать практически любой металл. Главное, чтобы лезвие соответствовало материалу. Металл бывает двух видов: черный и цветной. (Термин «черный» происходит от латинского слова «ferrum», что означает «железо».) Любой металл, содержащий железо, является черным металлом и требует лезвия для резки черных металлов. Стальной уголок, стальная кровля, арматура и стальные болты являются примерами строительных материалов из черных металлов. Большинство лезвий и дисков для резки металла предназначены для резки цветных или черных металлов.
Двумя наиболее распространенными цветными металлами, которые приходится резать домашним мастерам, являются алюминий и медь. Цветные металлы обычно мягче и их легче резать, чем черные металлы.
10 / 11
Режьте умнее: используйте сабельную пилу
В следующий раз, когда вы потянетесь за ножовкой, возьмите вместо нее сабельную пилу. Установите полотно для резки металла на сабельную пилу, и вы получите мощную ножовку для резки болтов, стержней, труб и уголков. Сабельная пила с лезвием для резки металла также отлично подходит для реконструкции сноса, когда нужно отрезать гвозди и трубы. Вот несколько советов по резке металла сабельной пилой:
Установите пилу прямо, а не качайтесь, если есть выбор.
Продлите срок службы пилы за счет снижения скорости пилы.
Выберите полотно с 20–24 TPI (зубьев на дюйм) для тонкого металла, от 10 до 18 TPI для металла средней толщины и около 8 TPI для толстого металла.
Купите диски с биметаллическими или твердосплавными зубьями, чтобы увеличить срок их службы.
11 / 11
Разрезать металлическую решетку и сетку на шлифовальном станке
Металлическую рейку и металлическую ткань можно резать ножницами по металлу, но есть способ попроще. Установите алмазный диск в угловую шлифовальную машину и используйте его как пилу, чтобы разрезать сетку. Мы рекомендуем использовать алмазный диск, помеченный как диск для резки черных металлов, но многие мастера используют обычный алмазный диск для каменной кладки с хорошими результатами.
Первоначально опубликовано: 18 апреля 2018 г.
Блог по резке металла
Мобильное меню
Ресурсы
/
Блог
/
Есть вопросы о нашей продукции?
Узнайте больше о решениях Kennametal и получите ответы на свои вопросы от одного из наших экспертов.



 Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.


 Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже.
Необходимо зафиксировать дрель в одном положении, чтобы сверло не шевелилось при работе. Именно это является главным условием правильного и безопасного выполнения работ. Чтобы ось дрели оказалась в фиксированном положении, можно воспользоваться одним из многочисленных приспособлений, речь о которых пойдет ниже. В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.
В таком случае в маркировке товара появляется литера К. Для очень твердых металлов применяются сверла, оборудованные небольшой напайкой на кончике, что обеспечивает необходимый уровень сверления материала.

 Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими.
Дрель двигается по штанге при помощи рычага. Для фиксации заготовки используются струбцины или тиски. По качеству сверления данный агрегат находится на порядок выше прочих своих конкурентов. Однако его цена также выше по сравнению с кондукторами или направляющими. Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок.
Так что требуется приобрести длинное сверло, но достаточно прочное, которое не сломается под воздействием огромных перегрузок. Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла.
Если же изделие очень тяжелое, то в ход идут подручные приспособления, в том числе крючки или магниты. В противном случае стружка способна закупорить канавки, имеющиеся на сверле, что в дальнейшем приведет к блокировке вращения, а также к поломке сверла. Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.
Благодаря сверлу, коронка фиксируется в одном положении и не двигается во время работы. Сверление осуществляется на низких оборотах дрели, причем все делать надо очень аккуратно и внимательно, чтобы не повредить коронку.

 Dies bietet die größte Flexibilität aller verfügbaren Schneidlösungen für große Löcher.
Dies bietet die größte Flexibilität aller verfügbaren Schneidlösungen für große Löcher.
 Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера.
Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера. )
)
 Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
 Используйте с магнитной дрелью
Используйте с магнитной дрелью
 Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
 Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше. Их устанавливают на прочном и устойчивом основании.
Их устанавливают на прочном и устойчивом основании. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
 Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов. Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.

 3D-гибка может потребовать особого внимания при проектировании
3D-гибка может потребовать особого внимания при проектировании
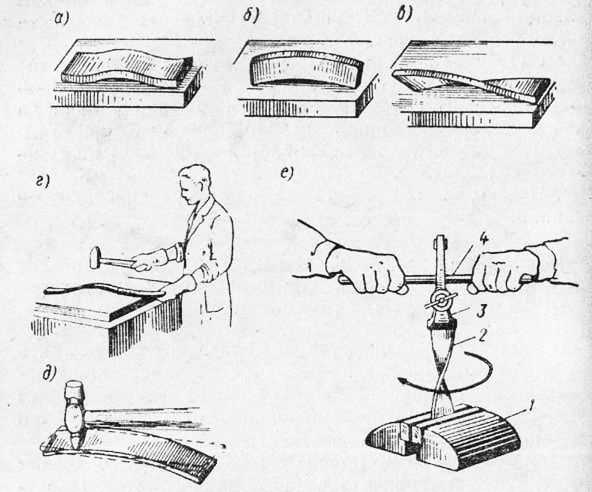 Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики. Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл. При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
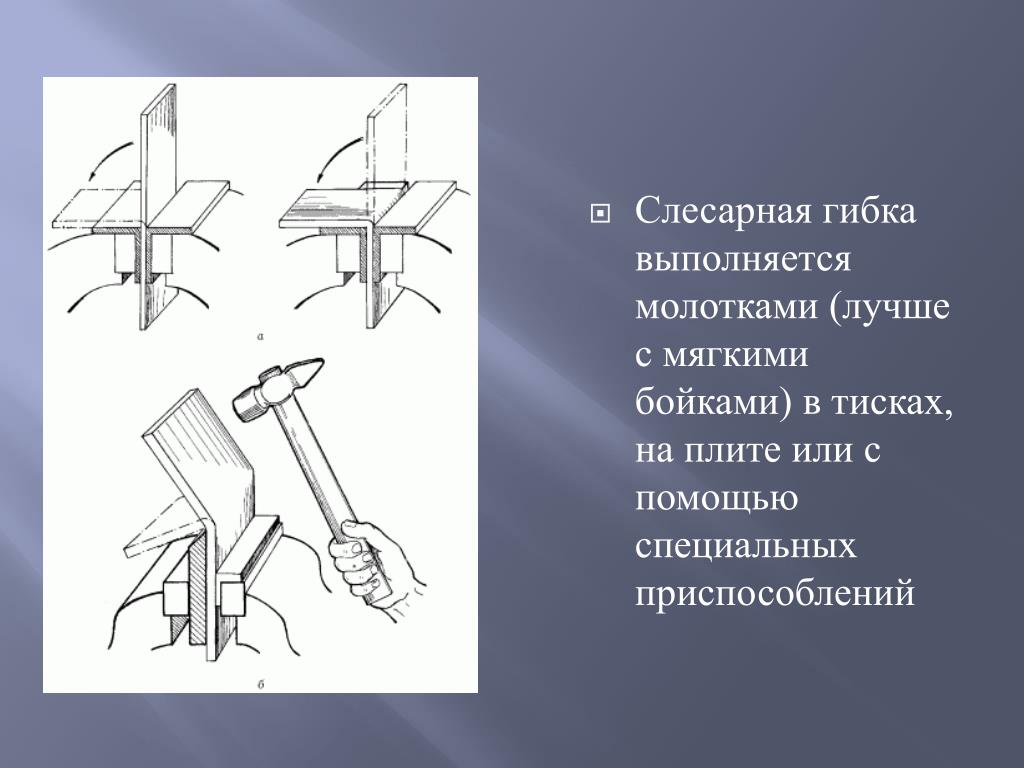 Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом. Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно. Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.



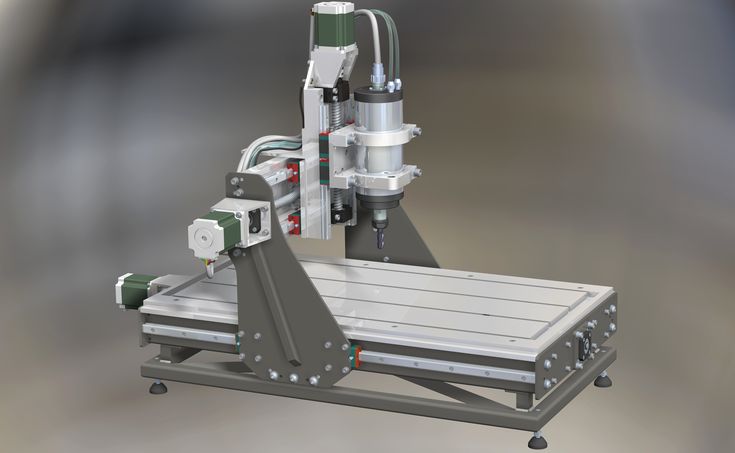 1 Предназначение
1 Предназначение А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования. Для работы используется не толстый материал, чтобы добиться более точной обработки.
Для работы используется не толстый материал, чтобы добиться более точной обработки. В домашнем пользовании такой инструмент незаменим.
В домашнем пользовании такой инструмент незаменим.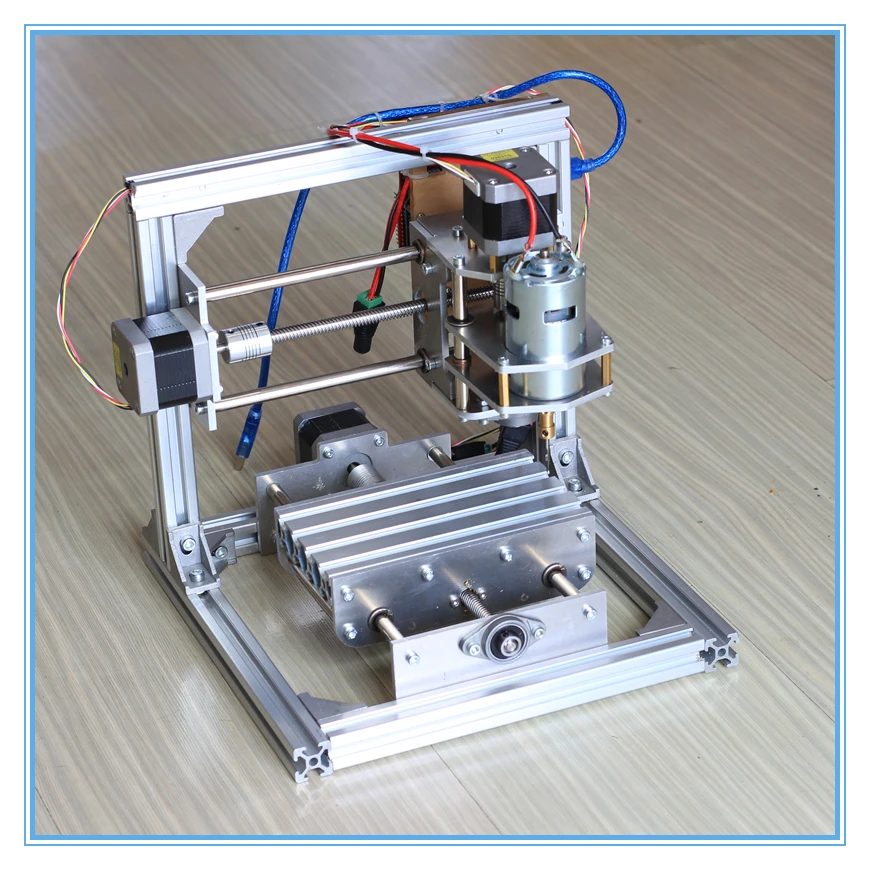 Перечислим их:
Перечислим их: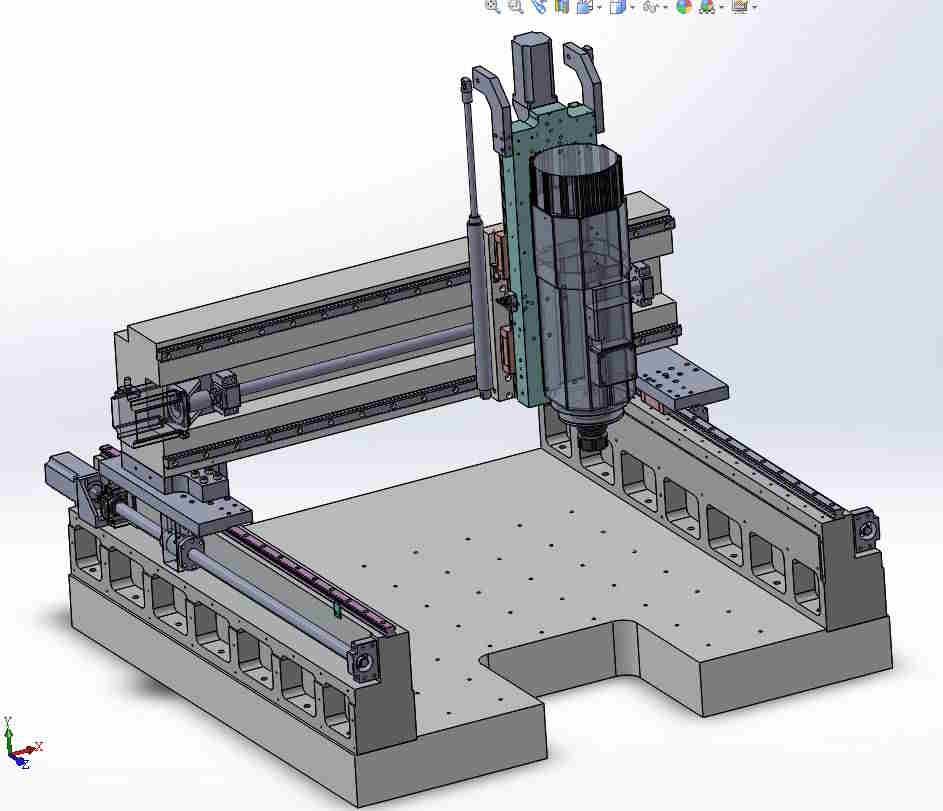

 Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности. На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.

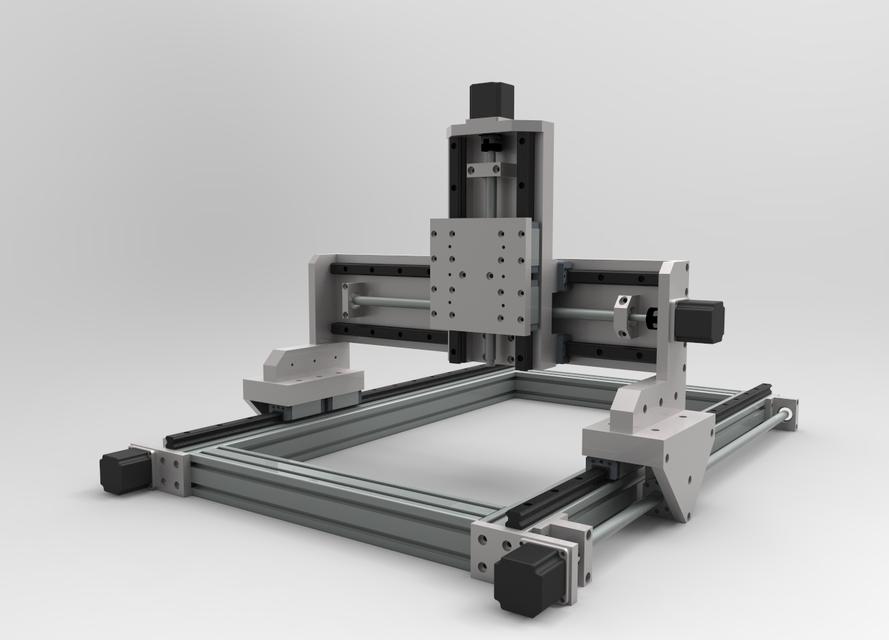 Я вижу, тебя впечатлили видеоролики других людей, в которых они режут сталь на своих фрезерах. Итак, давайте резать дерьмо — ответ:
Я вижу, тебя впечатлили видеоролики других людей, в которых они режут сталь на своих фрезерах. Итак, давайте резать дерьмо — ответ:
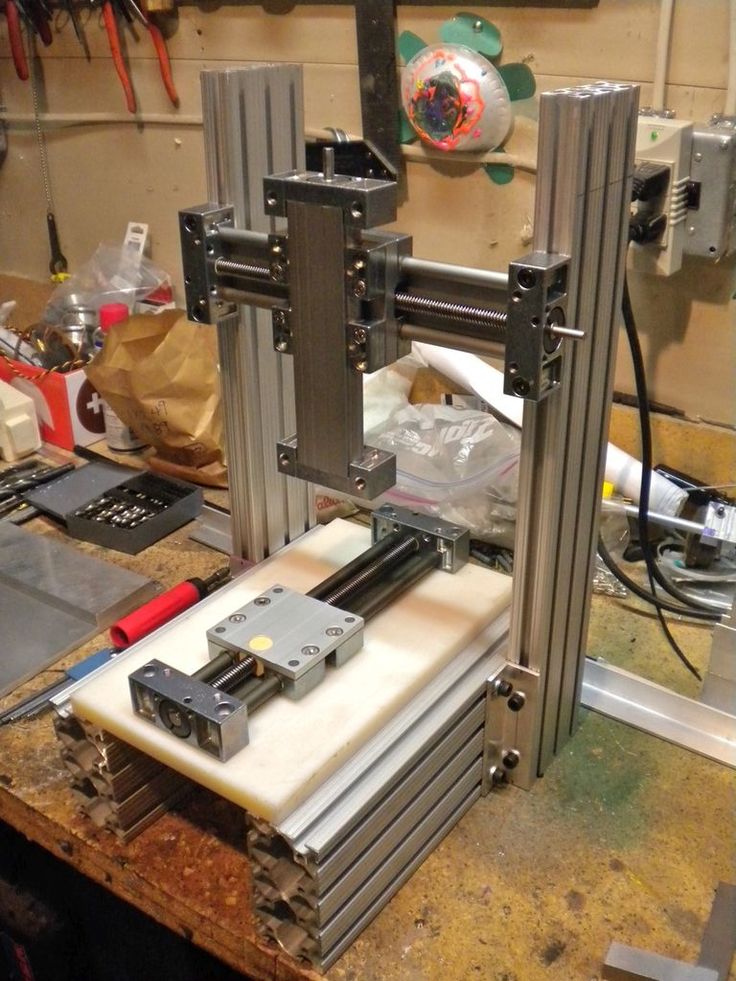
 ниже фрагмент от HSMAdvisor, как вы видите, мощность шпинделя не является ограничивающим фактором. это будет жесткость. ползунки отрегулированы для стандартной жесткой машины/фрезы/
ниже фрагмент от HSMAdvisor, как вы видите, мощность шпинделя не является ограничивающим фактором. это будет жесткость. ползунки отрегулированы для стандартной жесткой машины/фрезы/ Алюминий – легкоплавкий металл. Сравните это со сталью, которая плавится при температуре 2100 градусов по Фаренгейту, и некоторые машинисты скажут, что мягкую сталь легче резать, чем алюминий, просто потому, что концевая фреза может фрезеровать с меньшей скоростью подачи и выкапывать материал.
Алюминий – легкоплавкий металл. Сравните это со сталью, которая плавится при температуре 2100 градусов по Фаренгейту, и некоторые машинисты скажут, что мягкую сталь легче резать, чем алюминий, просто потому, что концевая фреза может фрезеровать с меньшей скоростью подачи и выкапывать материал. Последний метод заключается в простом нахождении правильного баланса между глубиной за проход, числом оборотов шпинделя, скоростью подачи, канавкой концевой фрезы и углом наклона спирали для достижения сухого резания. Этот последний метод действительно востребован в обрабатывающей промышленности (** добавить источник **).
Последний метод заключается в простом нахождении правильного баланса между глубиной за проход, числом оборотов шпинделя, скоростью подачи, канавкой концевой фрезы и углом наклона спирали для достижения сухого резания. Этот последний метод действительно востребован в обрабатывающей промышленности (** добавить источник **). Учитывая это, станки с ЧПУ всех типов могут успешно резать алюминий. Приведу аналогию: взрослый человек может выкопать яму довольно быстро и каждый раз с большим количеством земли в лопате. Ребенок тоже может копать грязь, но каждый раз только царапая поверхность. В конце концов ребенок доберется до той же глубины, что и взрослый, но на это потребуется немного больше времени. Проблема: ребенок не использует лопату максимально эффективно, потому что острый кончик лопаты затупляется быстрее, чем верхняя часть лопаты, а взрослый равномерно изнашивает всю лопату. Это касается и концевых фрез. Чем глубже вы можете пройти концевой фрезой, тем равномернее будет изнашиваться концевая фреза, что продлит срок службы концевой фрезы.
Учитывая это, станки с ЧПУ всех типов могут успешно резать алюминий. Приведу аналогию: взрослый человек может выкопать яму довольно быстро и каждый раз с большим количеством земли в лопате. Ребенок тоже может копать грязь, но каждый раз только царапая поверхность. В конце концов ребенок доберется до той же глубины, что и взрослый, но на это потребуется немного больше времени. Проблема: ребенок не использует лопату максимально эффективно, потому что острый кончик лопаты затупляется быстрее, чем верхняя часть лопаты, а взрослый равномерно изнашивает всю лопату. Это касается и концевых фрез. Чем глубже вы можете пройти концевой фрезой, тем равномернее будет изнашиваться концевая фреза, что продлит срок службы концевой фрезы. Он режет алюминий 6061, который представляет собой конструкционный сорт алюминия, и его толщина составляет 3/16 дюйма, но толщина не имеет значения, поскольку резка выполняется за много проходов. Чем толще материал, тем больше времени потребуется, чтобы получить до последнего прохода. Он использует фрезерный станок Porter Cable со скоростью 13 000 об/мин. Скорость подачи (скорость, с которой концевая фреза перемещается в разрезе) устанавливается в пределах от 12 до 17 дюймов в минуту (дюймов в минуту). Чем медленнее, алюминий будет начала плавления.Глубина за проход является критическим параметром и должна быть тщательно выбрана.Onsrud, крупный производитель концевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущего конца концевой фрезы. Для концевой фрезы 1/8 дюйма это будет около 0,0625 дюйма, но Марк предпочитает 0,03 дюйма (около 1/4 диаметра) для своих резов, так как это оставляет хорошую отделку.
Он режет алюминий 6061, который представляет собой конструкционный сорт алюминия, и его толщина составляет 3/16 дюйма, но толщина не имеет значения, поскольку резка выполняется за много проходов. Чем толще материал, тем больше времени потребуется, чтобы получить до последнего прохода. Он использует фрезерный станок Porter Cable со скоростью 13 000 об/мин. Скорость подачи (скорость, с которой концевая фреза перемещается в разрезе) устанавливается в пределах от 12 до 17 дюймов в минуту (дюймов в минуту). Чем медленнее, алюминий будет начала плавления.Глубина за проход является критическим параметром и должна быть тщательно выбрана.Onsrud, крупный производитель концевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущего конца концевой фрезы. Для концевой фрезы 1/8 дюйма это будет около 0,0625 дюйма, но Марк предпочитает 0,03 дюйма (около 1/4 диаметра) для своих резов, так как это оставляет хорошую отделку. Марк устанавливает скорость погружения для алюминия на 6 дюймов в минуту. Если требуется глубокое врезание материала, может быть лучше разметить отверстия концевой фрезой с небольшим врезанием и закончить ее на сверлильном станке, или выполнить сверлильные части работы с помощью сверлильного станка (концевая фреза). с заостренным кончиком). Для погружения в начало профиля лучше всего врезаться в материал (когда концевая фреза совершает горизонтальное движение, а ось Z движется вниз или погружается).
Марк устанавливает скорость погружения для алюминия на 6 дюймов в минуту. Если требуется глубокое врезание материала, может быть лучше разметить отверстия концевой фрезой с небольшим врезанием и закончить ее на сверлильном станке, или выполнить сверлильные части работы с помощью сверлильного станка (концевая фреза). с заостренным кончиком). Для погружения в начало профиля лучше всего врезаться в материал (когда концевая фреза совершает горизонтальное движение, а ось Z движется вниз или погружается).
 В результате такого взаимодействия образуется нитрид калия в количестве двух частей:
В результате такого взаимодействия образуется нитрид калия в количестве двух частей: Он движется по поверхности воды, его подталкивает выделяющийся водород:
Он движется по поверхности воды, его подталкивает выделяющийся водород: Как только водород прекращает горение, многие хотят заглянуть в кристаллизатор. В этот момент происходит завершающая стадия реакции калия с водой, сопровождающаяся слабым взрывом и разбрызгиванием образовавшейся горячей щелочи. Поэтому в целях безопасности стоит держаться на некотором расстоянии от лабораторного стола, пока реакция не завершится полностью. Здесь вы найдете самые зрелищные опыты, которые можно проводить с детьми дома.
Как только водород прекращает горение, многие хотят заглянуть в кристаллизатор. В этот момент происходит завершающая стадия реакции калия с водой, сопровождающаяся слабым взрывом и разбрызгиванием образовавшейся горячей щелочи. Поэтому в целях безопасности стоит держаться на некотором расстоянии от лабораторного стола, пока реакция не завершится полностью. Здесь вы найдете самые зрелищные опыты, которые можно проводить с детьми дома. При присоединении к атому электрона он превращается в анион; если же один из электронов покидает свою орбиту, нейтральный атом превращается в катион.
При присоединении к атому электрона он превращается в анион; если же один из электронов покидает свою орбиту, нейтральный атом превращается в катион. 6
6 edu.cn
edu.cn Высокая растворимость I 2 в апротонных растворителях или водных системах растворителей и возникающий в результате челночный эффект могут привести к коррозии металлических литиевых анодов. В настоящем исследовании используются подходы к моделированию в атомистическом масштабе для понимания взаимодействия между поверхностями лития и частицами йода. Установлено, что металлическая поверхность Li (100) и поверхность Li (110) очень активно захватывают I 2 молекул и облегчают диссоциацию этих молекул. Согласно моделированию молекулярной динамики ab initio , поведение при йодировании зависит от покрытия. Когда покрытие йодом составляет всего 12,5%, диссоциированные атомы I не будут разрушать поверхность анода. По мере увеличения покрытия до 100% образуется тонкий слой LiI, который может отслаиваться от поверхности Li, что приводит к необратимой потере активных материалов. Если покрытие достигает 200%, толстая пленка LiI может образовываться на литиевом аноде и осаждаться на литиевой подложке.
Высокая растворимость I 2 в апротонных растворителях или водных системах растворителей и возникающий в результате челночный эффект могут привести к коррозии металлических литиевых анодов. В настоящем исследовании используются подходы к моделированию в атомистическом масштабе для понимания взаимодействия между поверхностями лития и частицами йода. Установлено, что металлическая поверхность Li (100) и поверхность Li (110) очень активно захватывают I 2 молекул и облегчают диссоциацию этих молекул. Согласно моделированию молекулярной динамики ab initio , поведение при йодировании зависит от покрытия. Когда покрытие йодом составляет всего 12,5%, диссоциированные атомы I не будут разрушать поверхность анода. По мере увеличения покрытия до 100% образуется тонкий слой LiI, который может отслаиваться от поверхности Li, что приводит к необратимой потере активных материалов. Если покрытие достигает 200%, толстая пленка LiI может образовываться на литиевом аноде и осаждаться на литиевой подложке. Как LiNO 9Добавка 0042 3 защищает анод батареи Li–I 2 . Установлено, что атомы O и N от разложения нитрата диффундируют быстрее, чем атомы I в металлическом аноде. Следовательно, между металлическим металлическим литием и йодсодержащими частицами может образоваться слой оксинитрида лития, который может отсекать прямое взаимодействие между анодом и молекулами I 2 .
Как LiNO 9Добавка 0042 3 защищает анод батареи Li–I 2 . Установлено, что атомы O и N от разложения нитрата диффундируют быстрее, чем атомы I в металлическом аноде. Следовательно, между металлическим металлическим литием и йодсодержащими частицами может образоваться слой оксинитрида лития, который может отсекать прямое взаимодействие между анодом и молекулами I 2 .

 Любые проблемы со щитовидной железой могут начаться или усугубиться во время беременности, и часто им можно помочь, повысив уровень йода.
Любые проблемы со щитовидной железой могут начаться или усугубиться во время беременности, и часто им можно помочь, повысив уровень йода.

 Внимательно изучайте типы заклепок при планировании работ.
Внимательно изучайте типы заклепок при планировании работ. Они дешевле резьбовых, справиться с ними проще и быстрее, потому они при деле там, где необходимо закрепить лист металла сотнями или даже тысячами заклепок. Виды вытяжных заклепок различаются, в основном, моделью буртика. Так называют края «шляпки», расположенной на теле заклепки.
Они дешевле резьбовых, справиться с ними проще и быстрее, потому они при деле там, где необходимо закрепить лист металла сотнями или даже тысячами заклепок. Виды вытяжных заклепок различаются, в основном, моделью буртика. Так называют края «шляпки», расположенной на теле заклепки. Однако установка этих метизов возможна только с учетом наличия опоры со стороны, обратной плоскости соединения, так как это компенсирует ударную нагрузку во время закрепления заклепки.
Однако установка этих метизов возможна только с учетом наличия опоры со стороны, обратной плоскости соединения, так как это компенсирует ударную нагрузку во время закрепления заклепки.

 (Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)
(Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)




 Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок.
Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок. Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.
Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.

 Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
 Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений).
Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений). Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный.
Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный. Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат.
Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат. Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности.
Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности. Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
 Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари.
Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари. Следовательно, выбор может быть проблемой.
Следовательно, выбор может быть проблемой. Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены.
Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены. Зная сильные и слабые стороны каждого метода, вы получите более прочную и долговечную деталь.
Зная сильные и слабые стороны каждого метода, вы получите более прочную и долговечную деталь. Пока вы можете получить доступ к одной стороне отверстия с помощью инструмента для установки заклепок, все готово.
Пока вы можете получить доступ к одной стороне отверстия с помощью инструмента для установки заклепок, все готово.


 В настоящий момент данное…
В настоящий момент данное… В настоящий момент данное…
В настоящий момент данное… 50 грн
50 грн 29 грн
29 грн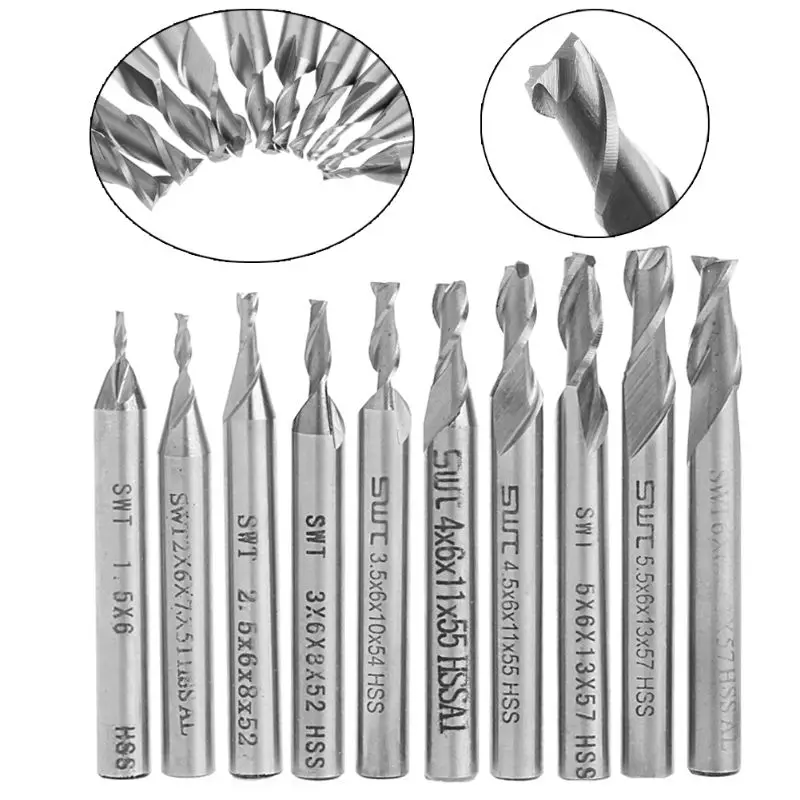 Львов
Львов Днепр
Днепр 99 грн
99 грн Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера.
 Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Гравировка файлов любого размера.
Гравировка файлов любого размера. Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим.
Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим.

 youtube.com/embed/Icy9jPx_ryw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Icy9jPx_ryw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
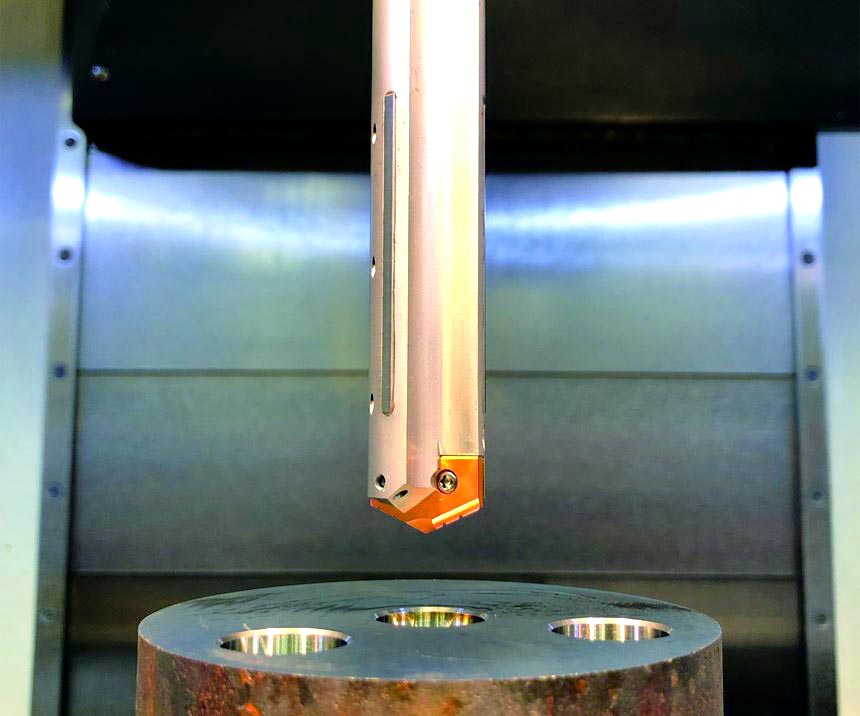

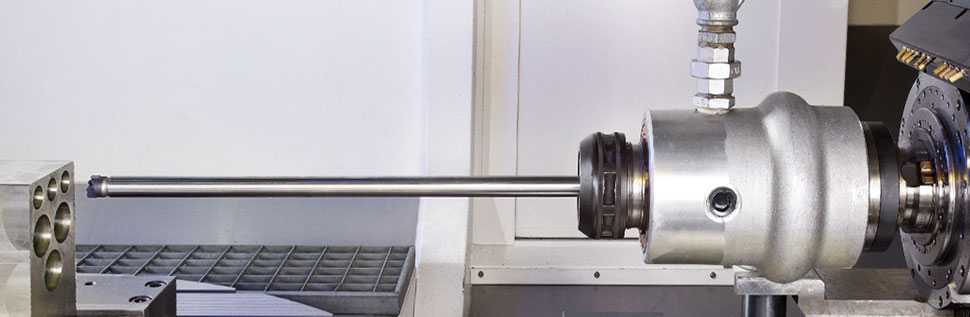
 Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку. Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
 Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия. Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок.
Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок. UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.
UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.

 Стержни из стали характеризуются такими преимуществами:
Стержни из стали характеризуются такими преимуществами:
 Главная причина тому – кардинальные отличия материалов: бетона и стеклопластика.
Главная причина тому – кардинальные отличия материалов: бетона и стеклопластика. Но данный подход в сравнении стоимости арматуры из металла и стеклопластика абсолютно не верен, поскольку материалы имеют различную плотность. Так, тонна арматурной продукции из композита, благодаря меньшему значению вышеназванного параметра, может иметь в партии до 5 раз больше изделий, в сравнении с металлической, такого же диаметра. Поэтому сложно определить, какая арматура дешевле металлическая или стеклопластиковая, поскольку следует учитывать параметры расхода бетона, затраты на транспортировку и качество готовых железобетонных конструкций. Следует понимать, что по завершении гарантийного срока, у предприятия, которое возвело ненадежное сооружение или изделие остается законодательная и моральная ответственность.
Но данный подход в сравнении стоимости арматуры из металла и стеклопластика абсолютно не верен, поскольку материалы имеют различную плотность. Так, тонна арматурной продукции из композита, благодаря меньшему значению вышеназванного параметра, может иметь в партии до 5 раз больше изделий, в сравнении с металлической, такого же диаметра. Поэтому сложно определить, какая арматура дешевле металлическая или стеклопластиковая, поскольку следует учитывать параметры расхода бетона, затраты на транспортировку и качество готовых железобетонных конструкций. Следует понимать, что по завершении гарантийного срока, у предприятия, которое возвело ненадежное сооружение или изделие остается законодательная и моральная ответственность. Сегодня арматура для монолитного фундамента переживает свое второе рождение – сталь, традиционно используемая для ее изготовления, постепенно уступает свои позиции современным композитным материалам. Их существует достаточно много разновидностей, и многие из них в качестве эксперимента используют для производства арматуры. Количество разновидностей, как всегда, порождает проблему выбора. Попробуем разобраться во всех тонкостях данного вопроса.
Сегодня арматура для монолитного фундамента переживает свое второе рождение – сталь, традиционно используемая для ее изготовления, постепенно уступает свои позиции современным композитным материалам. Их существует достаточно много разновидностей, и многие из них в качестве эксперимента используют для производства арматуры. Количество разновидностей, как всегда, порождает проблему выбора. Попробуем разобраться во всех тонкостях данного вопроса.
 Такое соседство оказывает крайне негативное влияние на металл, и он быстро съедается коррозией. Независимо от того, какое количество арматуры в фундаменте было заложено изначально, прочность здания существенно теряется именно по причине разрушения стержней арматуры. Обвязка фундамента арматурой из стеклопластика гарантирует высокую надежность строения, ведь укладка арматуры в фундамент не нарушает ее свойств и не приводит к разрушениям. Стеклопластик химически абсолютно инертен, благодаря чему гарантированный срок егослужбы составляет 200 лет.
Такое соседство оказывает крайне негативное влияние на металл, и он быстро съедается коррозией. Независимо от того, какое количество арматуры в фундаменте было заложено изначально, прочность здания существенно теряется именно по причине разрушения стержней арматуры. Обвязка фундамента арматурой из стеклопластика гарантирует высокую надежность строения, ведь укладка арматуры в фундамент не нарушает ее свойств и не приводит к разрушениям. Стеклопластик химически абсолютно инертен, благодаря чему гарантированный срок егослужбы составляет 200 лет.

 Агрессивные среды, такие как электролизеры, крышки люков и проекты береговой обороны. Стеклопластиковые стержни могут решить многие инженерные проблемы, компенсировать недостатки традиционной стали и открыть новые возможности для развития гражданского и строительного машиностроения.
Агрессивные среды, такие как электролизеры, крышки люков и проекты береговой обороны. Стеклопластиковые стержни могут решить многие инженерные проблемы, компенсировать недостатки традиционной стали и открыть новые возможности для развития гражданского и строительного машиностроения. Он в основном аналогичен стальным стержням по характеристикам, имеет хорошую адгезию к бетону и в то же время обладает высокой прочностью на растяжение и низкой прочностью на сдвиг, что позволяет легко резать его непосредственно на станке с композитным экраном, не вызывая ненормального повреждения инструмента.
Он в основном аналогичен стальным стержням по характеристикам, имеет хорошую адгезию к бетону и в то же время обладает высокой прочностью на растяжение и низкой прочностью на сдвиг, что позволяет легко резать его непосредственно на станке с композитным экраном, не вызывая ненормального повреждения инструмента. Специальные условия, такие как клети, клети, плавающие и т. д., требуют особого внимания при производстве и подъеме каркасов для сухожилий.
Специальные условия, такие как клети, клети, плавающие и т. д., требуют особого внимания при производстве и подъеме каркасов для сухожилий.
 Столкновение не производит искр.
Столкновение не производит искр. В целом, стоимость использования стальных стержней из стекловолокна в определенной степени снижается, а использование диафрагменных стен из стекловолокна снижает риски безопасности, такие как попадание грязи, песка и воды во время строительства железобетонных диафрагменных стен, и сокращает срок строительства на 7-10. небо.
В целом, стоимость использования стальных стержней из стекловолокна в определенной степени снижается, а использование диафрагменных стен из стекловолокна снижает риски безопасности, такие как попадание грязи, песка и воды во время строительства железобетонных диафрагменных стен, и сокращает срок строительства на 7-10. небо.

 По мере увеличения диаметра стержней этот зазор сужается до такой степени, что 22-миллиметровый стальной стержень из простой черной стали № 8 лишь немного дешевле, чем арматурный стержень № 8 из стекловолокна диаметром 22 мм.
По мере увеличения диаметра стержней этот зазор сужается до такой степени, что 22-миллиметровый стальной стержень из простой черной стали № 8 лишь немного дешевле, чем арматурный стержень № 8 из стекловолокна диаметром 22 мм. Последовательно приходят к выводу, что стоимость защиты, сохранения и ремонта черной стали в бетоне очень высока. На самом деле настолько высока, что даже бесплатная арматура из черной стали все еще имеет более высокую стоимость установки, чем стеклопластик в некоторых приложениях.
Последовательно приходят к выводу, что стоимость защиты, сохранения и ремонта черной стали в бетоне очень высока. На самом деле настолько высока, что даже бесплатная арматура из черной стали все еще имеет более высокую стоимость установки, чем стеклопластик в некоторых приложениях. Коммерческие мембраны обычно не используются в гаражных площадках из-за дороговизны.
Коммерческие мембраны обычно не используются в гаражных площадках из-за дороговизны.

 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен. Как выбрать и как поставить?
Как выбрать и как поставить?
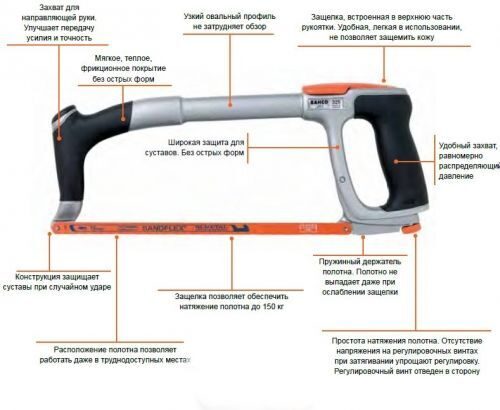
 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.



 Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.
Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.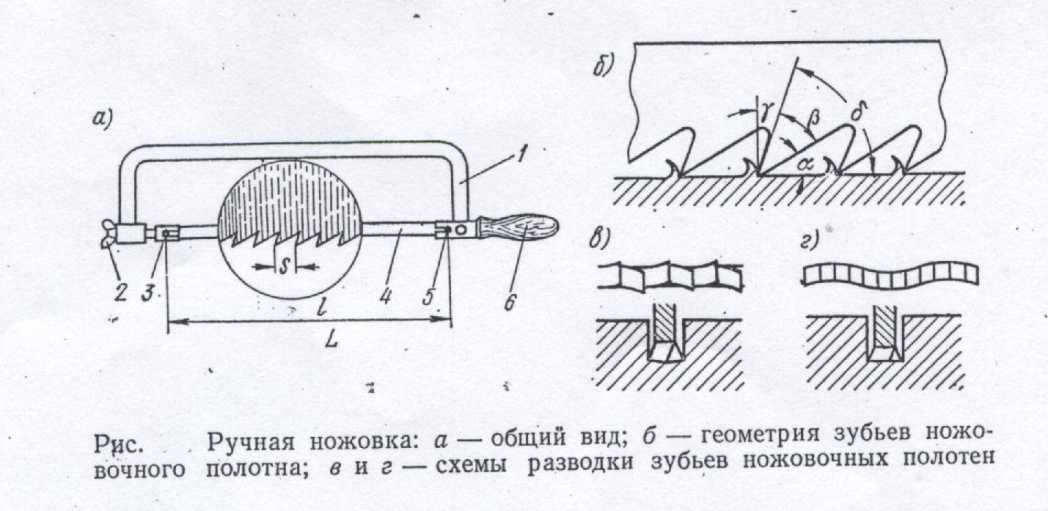
 Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.
Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.

 Один из методов показан ниже:
Один из методов показан ниже:


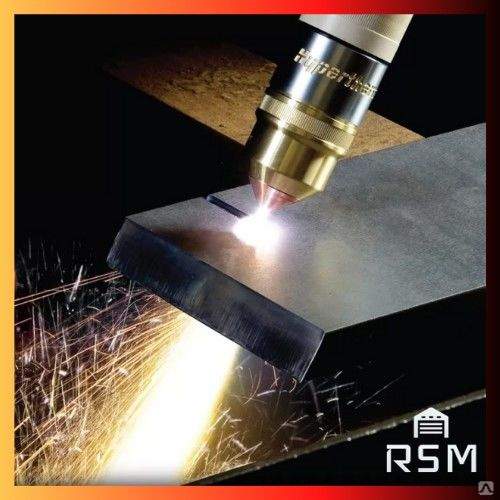 Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, сружкооборазование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и кон…
Рассмотрены геометрические элементы режущей части инструмента и срезаемого слоя, сружкооборазование, силы, действующие в процессе резания, износ и стойкость режущего инструмента; приведены методика назначения элементов режима резания, а также материалы по расчету и кон… 69 МБ
69 МБ 140 с. Содержание: Эффективность СОЖ при сверлении Углы резца Силы резания при точении Эффективность современных режущих материалов Пластические деформации при резании Исследование свойств динамометра Оптимальный износ режущего инструмента Геометрические параметры режущего инструмента Влияние…
140 с. Содержание: Эффективность СОЖ при сверлении Углы резца Силы резания при точении Эффективность современных режущих материалов Пластические деформации при резании Исследование свойств динамометра Оптимальный износ режущего инструмента Геометрические параметры режущего инструмента Влияние…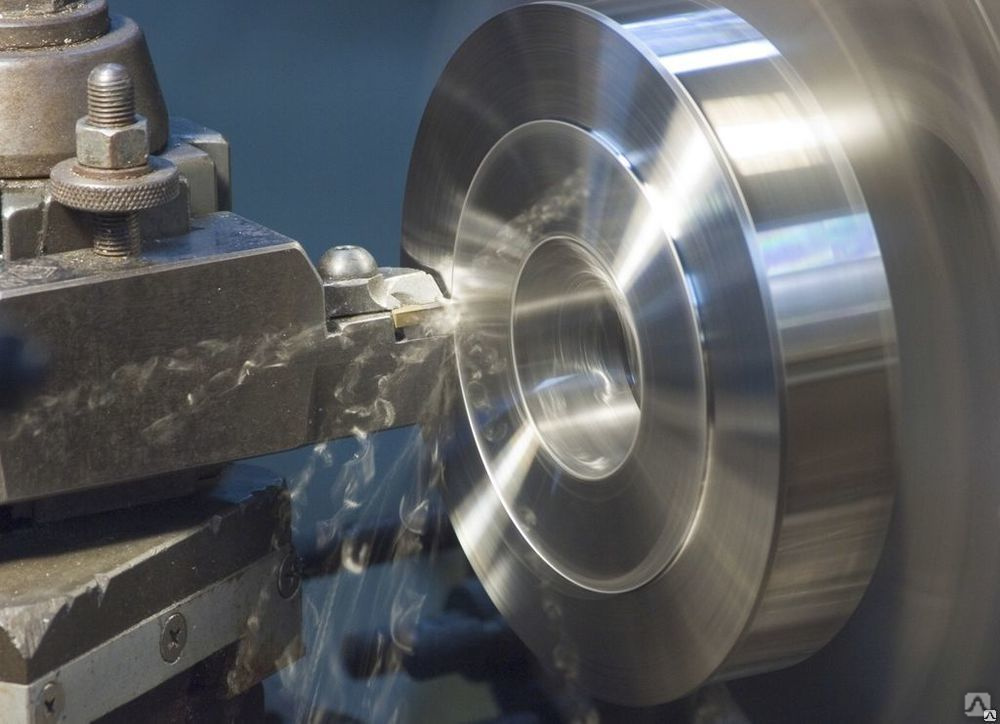 78 МБ
78 МБ ..
..

 В данном пособии рассматриваются вопросы первого раздела. Система изложения этого раздела и требует пояснений.
В данном пособии рассматриваются вопросы первого раздела. Система изложения этого раздела и требует пояснений.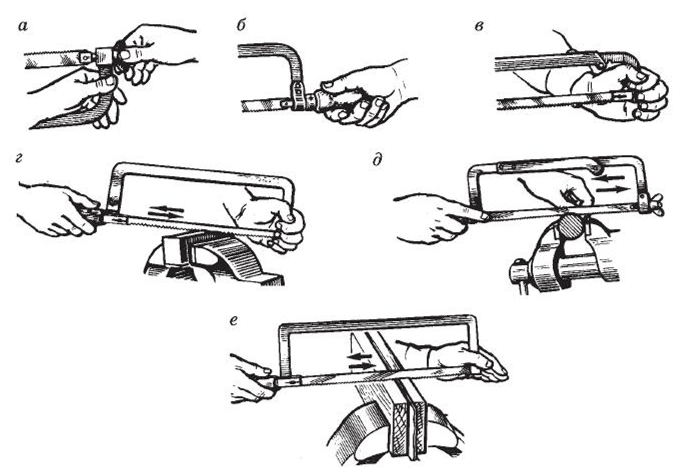 В настоящее время единство научных основ процесса резания для всех видов обработки сомнений не вызывает, но случайно сложившаяся система изложения курса по видам обработки существует до сих пор.
В настоящее время единство научных основ процесса резания для всех видов обработки сомнений не вызывает, но случайно сложившаяся система изложения курса по видам обработки существует до сих пор.
 Кроме того, в настоящее время нет еще достаточных научных и экспериментальных данных для рассмотрения шлифования совместно с другими видами обработки.
Кроме того, в настоящее время нет еще достаточных научных и экспериментальных данных для рассмотрения шлифования совместно с другими видами обработки. Поэтому в данном учебном пособии обстоятельно объясняются указанные единые для всех видов обработки стойкостные и силовые зависимости. А расчетные формулы для различных видов обработки рассматриваются как следствие этих зависимостей.
Поэтому в данном учебном пособии обстоятельно объясняются указанные единые для всех видов обработки стойкостные и силовые зависимости. А расчетные формулы для различных видов обработки рассматриваются как следствие этих зависимостей.

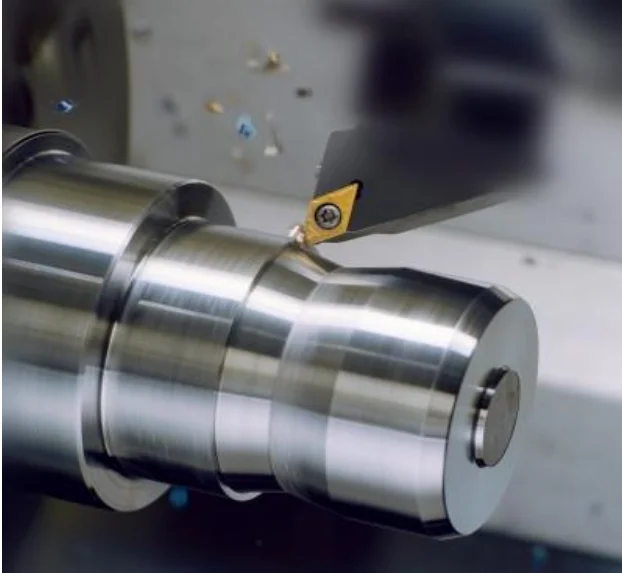
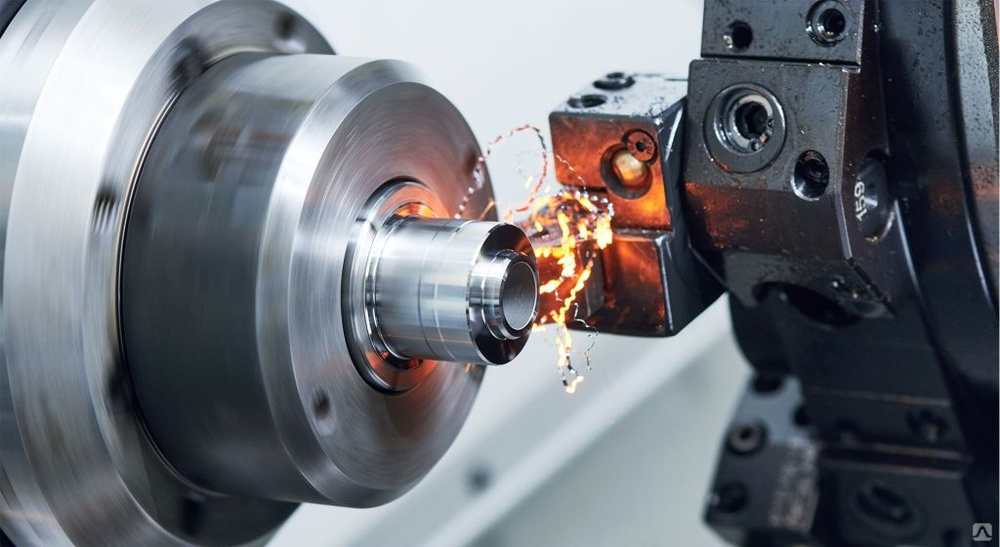
 Для этого достаточно изменить угол ф. Чем меньше угол ф, тем меньше толщина среза, но его ширина при этом увеличится. Площадь же поперечного сечения среза от угла ф не зависит, т. е.
Для этого достаточно изменить угол ф. Чем меньше угол ф, тем меньше толщина среза, но его ширина при этом увеличится. Площадь же поперечного сечения среза от угла ф не зависит, т. е.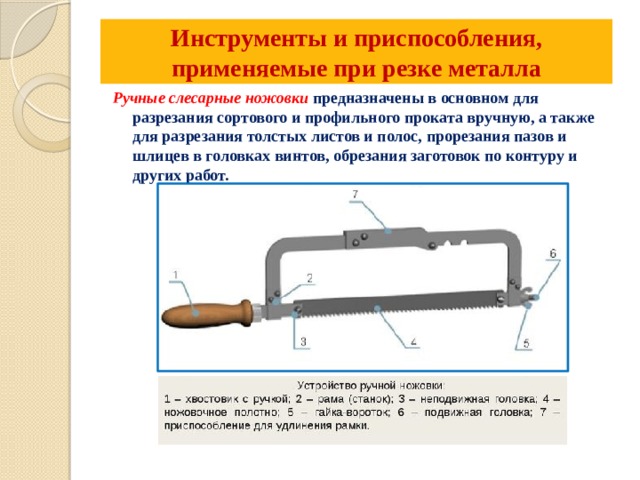
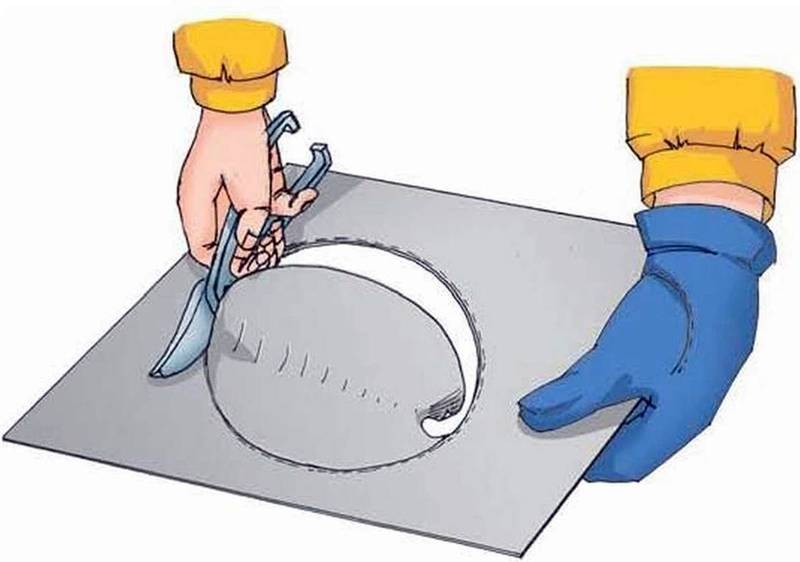 Вместо этого мы рекомендуем использовать алмазный диск, предназначенный для резки черного металла. Они прослужат намного дольше, режут быстрее и чище и изнашиваются намного медленнее, чем абразивные диски.
Вместо этого мы рекомендуем использовать алмазный диск, предназначенный для резки черного металла. Они прослужат намного дольше, режут быстрее и чище и изнашиваются намного медленнее, чем абразивные диски.
 И они могут быть горячими и острыми. Во избежание травм глаз, порезов, ожогов и других травм при резке металла соблюдайте следующие правила:
И они могут быть горячими и острыми. Во избежание травм глаз, порезов, ожогов и других травм при резке металла соблюдайте следующие правила: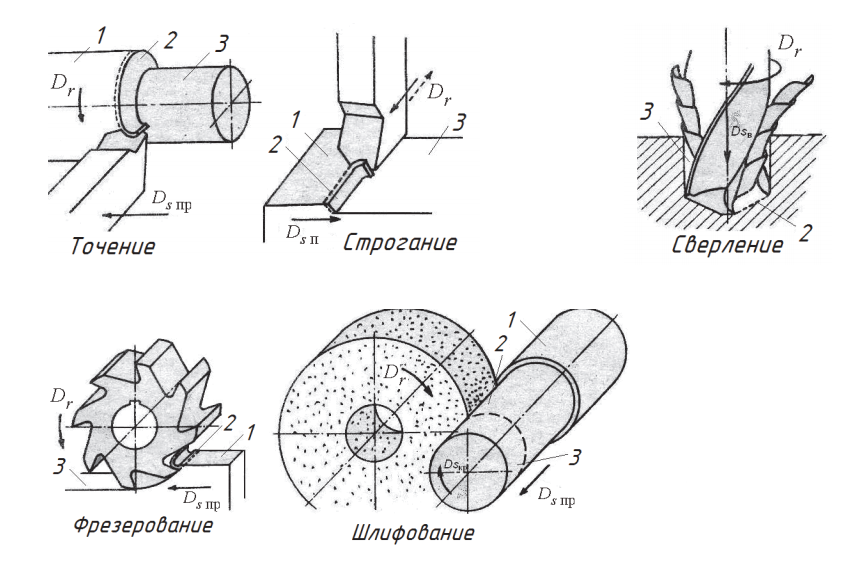 Для более крупных работ установите абразивный диск в угловую шлифовальную машину.
Для более крупных работ установите абразивный диск в угловую шлифовальную машину. Заржавевшие монтажные гайки на унитазах и смесителях легко срезать вибрирующим инструментом. Вы также можете использовать осциллирующий инструмент для резки сантехнических труб, автомобильных болтов, гвоздей и других металлических предметов в местах, где инструмент большего размера не подходит. Просто убедитесь, что лезвие предназначено для резки металла.
Заржавевшие монтажные гайки на унитазах и смесителях легко срезать вибрирующим инструментом. Вы также можете использовать осциллирующий инструмент для резки сантехнических труб, автомобильных болтов, гвоздей и других металлических предметов в местах, где инструмент большего размера не подходит. Просто убедитесь, что лезвие предназначено для резки металла.