Свойства чугуна и область применения
Чугун — прочный и долговечный металлический сплав для производства заготовок, деталей, конструкций промышленного и строительного предназначения. Множество практичных и полезных свойств постоянно расширяют сферу применения данного сплава.
Впервые чугун стал упоминаться еще в III-IV веках до нашей эры — в тот период он уже активно использовался мастерами Китая для производства стали и чугунных изделий. В Европе такой материал стал отливаться только в середине XV века — сплав производился в основном в Нидерландах, Италии и Бельгии. На тот период основным назначением чугуна было производство пушечных ядер, элементов вооружения. Уже в XVII веке из данного материала начинают выпускаться рельсы, колеса, домашняя утварь и некоторые ручные инструменты.
Состав чугуна
Чугун представляет собой сочетание двух основных структурных компонентов — железа и углерода. Причем на долю последнего приходится лишь от 2,14% до 6,67% всего состава. В качестве усиливающих добавок в состав чугуна также включаются:
В качестве усиливающих добавок в состав чугуна также включаются:
- кремний — в объеме не более 4,3%;
- сера, максимум содержания которой — 0,07%;
- марганец — не больше 2% всей структуры чугуна;
- фосфор — на его долю приходится до 2%.
Кроме указанных элементов в составе чугуна почти во всех марках присутствуют легирующие компоненты — алюминий, медь, молибден, цирконий, ванадий, хром, титан.
Виды чугунных сплавов
В производстве чугуна выделяют несколько его разновидностей, отличия которых касаются структурного состава и эксплуатационных характеристик:
- белый чугун — с высоким запасом прочности и повышенной хрупкостью, используется для переплавки в сталь;
- серый чугун — обладает повышенными свойствами пластичности и вязкости, имеет содержание фосфора 0,3-1,2%, за счет которого увеличивается износостойкость;
- легированный — отличается стойкостью к действию окислительных и коррозионных процессов, высоким уровнем твердости;
- половинчатый чугун — с высокой износостойкостью и сопротивляемостью динамичным усилиям, используется в станкостроении и машиностроении;
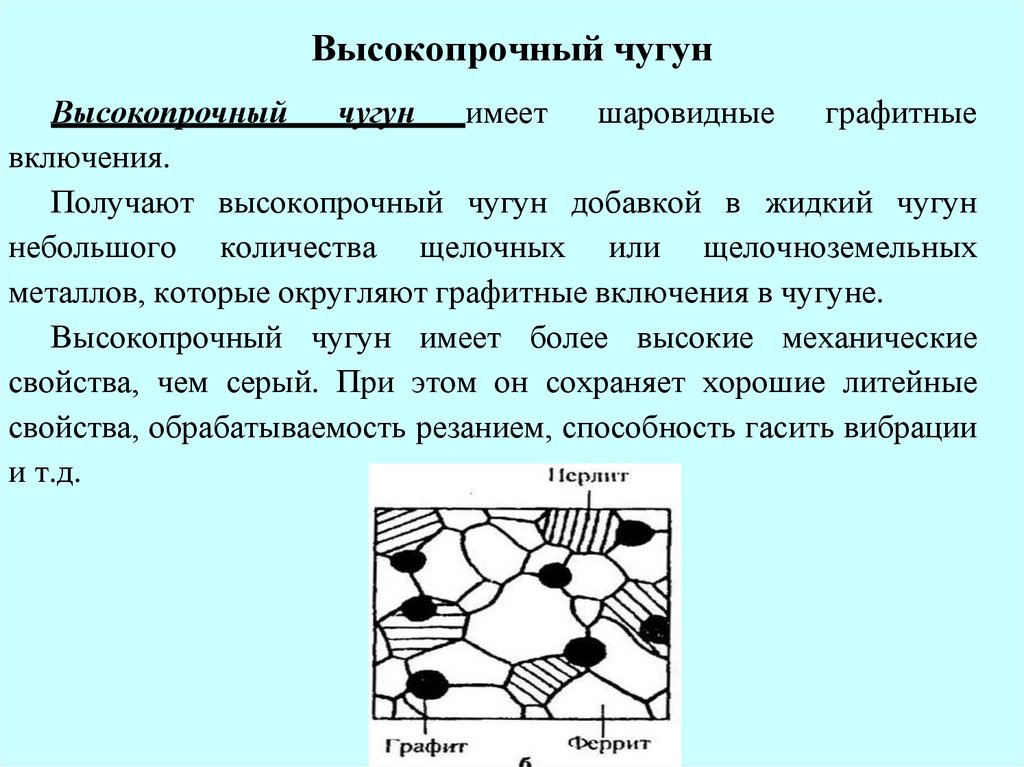
- высокопрочный — марка чугуна с повышенным ресурсом прочности и износостойкости, которые обеспечивает увеличенная доля кальция и магния в структуре;
- ковкий — образуется вследствие переплавки белого чугуна, обладает повышенной вязкостью и пластичностью, используется по всех промышленных отраслях;
- специальный — с большим объемом кремния и марганца, обладает антикоррозионными свойствами, низкой температурой плавления.

В зависимости от химической структуры, различают ферросплавы с преобладающим содержанием железа и минимальной долей вторичных компонентов, а также легированные марки чугуна с добавлением меди, титана, циркония, ванадия или хрома. Вторая категория более практична в результате повышенной износостойкости, термостойкости.
Среди легированных марок чугуна выделяется четыре разновидности с отличиями в эксплуатационных свойствах:
- жаростойкие чугуны;
- антифрикционные чугуны;
- стойкие к коррозии марки;
- жаропрочные чугунные сплавы.
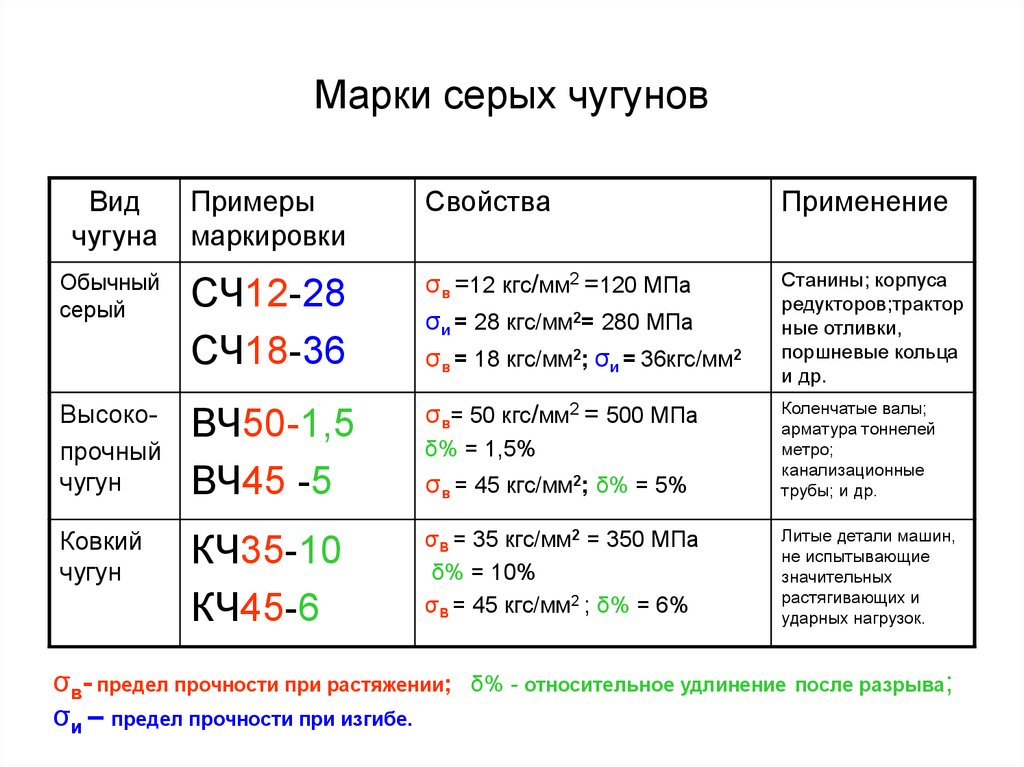
Свойства различных видов чугуна частично отображаются в маркировке. Например, СЧ — серый чугун, ВЧ — высокопрочный чугун, КЧ — ковкий чугун. Также в маркировке используются цифровые значения, указывающие на стойкость к растяжению, относительный коэффициент удлинения и твердость.
Свойства и характеристики
Все без исключения разновидности чугунного сплава обладают достойными эксплуатационными характеристиками:
- физические — стойкость к температурам и влажности;
- гидродинамические — чугун обладает отличной вязкостью, упрощающей трансформацию в стадию затвердевания;
- химические — устойчивость к агентам агрессивных сред;
- технологические — проявляются антивибрационными свойствами, стойкостью к коррозии и износостойкостью;
- механические — проявляются высокой прочностью материала.
В отличие от других металлов и сплавов, чугун обладает меньшей массой, более высокими литейными свойствами, возможностью обработки методом резания и деформации. Именно поэтому так популярная ковка художественных изделий из чугуна.
Применение чугунного сплава
Чугун всех марок может использоваться в строительстве и промышленности. Благодаря параметрам вязкости, прочности и другим свойствам, материал может использоваться в производстве блоков, тормозных колодок, посуды, отопительных радиаторов. Вместе с тем чугунные сплавы используются для конструктивных деталей транспорта, в машиностроении, для производства бытовых или промышленных резервуаров, в химической отрасли и в строительной сфере.
Основные свойства и области применения серого чугуна
В основу стандартизации серого чугуна заложен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении (В). В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение В определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85 и приведены в табл.1.2. Необходимо учитывать, что порядок подготовки и проведения механических испытаний серого и других чугунов отличаются от методов испытания стали. Например, для чугунных отливок контроль свойств проводят по ГОСТ 27208-87 «Отливки из чугуна. Методы механических испытаний», а способы получения заготовок для образцов из каждого чугуна регламентированы соответствующим стандартом (для серого – ГОСТ 24648 –81).
В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение В определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85 и приведены в табл.1.2. Необходимо учитывать, что порядок подготовки и проведения механических испытаний серого и других чугунов отличаются от методов испытания стали. Например, для чугунных отливок контроль свойств проводят по ГОСТ 27208-87 «Отливки из чугуна. Методы механических испытаний», а способы получения заготовок для образцов из каждого чугуна регламентированы соответствующим стандартом (для серого – ГОСТ 24648 –81).
Таблица 1.2 — Механические свойства и рекомендуемые составы серого чугуна (ГОСТ 1412-85)
K большинству чугунных отливок в силу особенностей их эксплуатации часто предъявляются различные условия, включающие другие (не предусмотренные ГОСТ 1412-85) требования по механическим свойствам, а также по физическим и теплофизическим показателям. На практике достаточно часто удается проследить связь между определенной группой физико-механических и теплофизических свойств чугуна и эксплуатационными показателями конкретного изделия. Наиболее часто встречающиеся показатели механических свойств серого чугуна, часть из которых не регламентируется ГОСТ 1412-85, приведены в табл.1.3-1.5.
На практике достаточно часто удается проследить связь между определенной группой физико-механических и теплофизических свойств чугуна и эксплуатационными показателями конкретного изделия. Наиболее часто встречающиеся показатели механических свойств серого чугуна, часть из которых не регламентируется ГОСТ 1412-85, приведены в табл.1.3-1.5.
Большое влияние на механические свойства чугуна имеет скорость охлаждения металла, а, следовательно, и толщина стенок отливок. В этом случае при оценке реальной прочности отливок рекомендуется изготавливать различного рода тестовые заготовки, которые соответствуют толщине отливок, и из них вырезать образцы для испытаний. Определенные представления о влиянии толщины стенки отливки на прочность и твердость чугуна можно получить, воспользовавшись данными табл.1.6.
Таблица 1.3 – Механические свойства серого чугуна при растяжении и изгибе
Основные показатели, характеризующие физические свойства чугуна (плотность, удельная теплоемкость, теплопроводность и коэффициент линейного расширения), приведены в табл.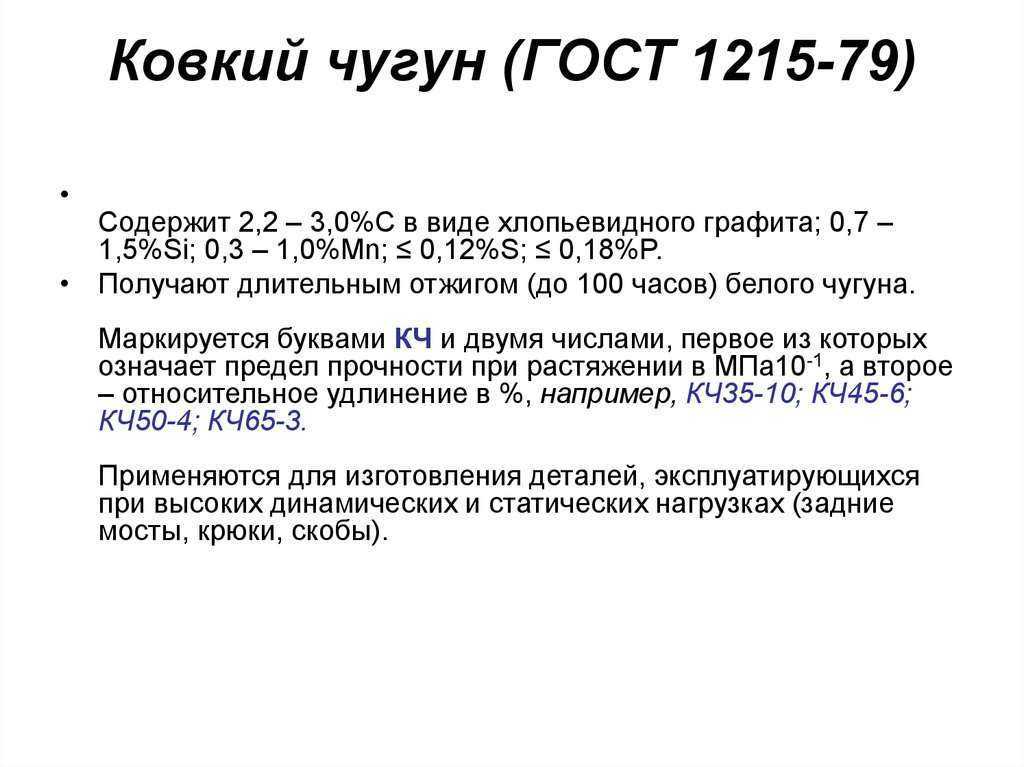 1.7 в соответствии с приложением № 2 ГОСТ 1412-85. Данные такого рода имеются также в стандартах других стран, например, Британский стандарт BS 1452 1977.
1.7 в соответствии с приложением № 2 ГОСТ 1412-85. Данные такого рода имеются также в стандартах других стран, например, Британский стандарт BS 1452 1977.
Модуль упругости чугуна зависит от размеров графитных пластин и уменьшается с увеличением их размера. Более высокий уровень пластичности серый чугун с пластинчатым графитом показывает при сжатии. Например, осадка серого чугуна в холодном состоянии при сжатии может составлять 20 – 40 %. При растяжении пластичность, как видно из табл. 1.3, не достигает и 1 % удлинения.
Таблица 1.4 – Механические свойства серого чугуна при сжатии
Таблица 1.5 – Механические свойства серого чугуна при кручении
Обобщая имеющиеся в литературе данные, необходимо заметить, что плотность чугуна тем выше, чем ниже содержания в нем углерода и кремния. Коэффициенты теплового расширения и удельной теплоемкости зависят не столько от химического состава чугуна, сколько от его структуры. При этом легирующие элементы слабо влияют на эти коэффициенты. Исключение составляет только медь. Теплопроводность чугуна, связанная с теплопроводностью структурных составляющих, оказывается наибольшей при максимальном содержании графита.
При этом легирующие элементы слабо влияют на эти коэффициенты. Исключение составляет только медь. Теплопроводность чугуна, связанная с теплопроводностью структурных составляющих, оказывается наибольшей при максимальном содержании графита.
Таблица 1.6 — Зависимость прочности (В) и твердости (НВ) серого чугуна от толщины стенок отливок
Таблица 1.7 – Физические свойства чугуна с пластинчатым графитом (ГОСТ 1412-85)
Как конструкционный материал серый чугун используются для широкого спектра изделий практически во всех отраслях машиностроительного комплекса. К числу наиболее крупных потребителей чугунного литья следует отнести автомобилестроение, станкостроение, тяжелое и металлургическое машиностроение, санитарно-техническую промышленность и пр.
В конструкции автомобилей и тракторов масса литых деталей из серого чугуна, например, составляет 15-25% от общей массы. Преимущественное применение серого чугуна обусловлено тем фактом, что в нем сочетаются высокая износостойкость и противозадирные свойства при трении с ограниченной смазкой, демпфирующая способность. Основная номенклатура изделий — это блоки, головки и гильзы цилиндров, крышки коренных подшипников двигателей, тормозные диски и диски сцепления, тормозные барабаны и другие детали, для которых серый чугун яв-ляется оптимально технологичным и экономичным конструкционным материалом.
Основная номенклатура изделий — это блоки, головки и гильзы цилиндров, крышки коренных подшипников двигателей, тормозные диски и диски сцепления, тормозные барабаны и другие детали, для которых серый чугун яв-ляется оптимально технологичным и экономичным конструкционным материалом.
Блоки цилиндров карбюраторных и дизельных двигателей изготавливают из низколегированных чугунов марки СЧ20, СЧ25, которые обеспечивают в стенках отливок толщиной 15-25 мм В =200-250 Н/мм2, а в более тонких стенках до 270 Н/мм2. Такого же типа чугуны обычно применяют для головок цилиндров дизельных двигателей и гильз цилиндров карбюраторных и дизельных двигателей. Основными требованиями к чугуну для гильз являются: перлитная структура матрицы (не более 5% феррита), графит среднепластинчатый неориентированный, твердость в пределах 200-250 НВ. В конструкции автомобильных дизельных, карбюраторных, а также тракторных двигателей широко применяют гильзы цилиндров из специальных легированных чугунов, чаще всего — фосфористые.
Для блоков и головок цилиндров тяжело нагруженных дизельных двигателей (автомобильных и судовых) применяют специальные легированные чугуны, а для головок цилиндров — высокоуглеродистые (более 3,5% С) легированные термостойкие чугуны. Эти требования выполняются при использовании для отливки гильз низколегированных чугунов, химический состав которых выбирают с учетом технологии формы, метода плавки, сечения отливки.
Чугунные распределительные валы дизельных и карбюраторных двигателей (легированные чугуны марки СЧ 25 и СЧ 30) имеют высокую износостойкость и широко применяются в автомобилестроении. Легирование молибденом, хромом, никелем обеспечивает хорошую закаливаемость и прокаливаемость чугуна, и заданную глубину отбеленного слоя (в отбеленных кулачках). Высокая твердость и износостойкость кулачков достигаются либо за счет поверхностной закалки чугуна, в структуре которого (в носике кулачков) имеются игольчатые карбиды, либо за счет поверхностного отбела чугуна в кулачках при кристаллизации в контакте с холодильником. Отбеленные кулачки предпочтительны в тяжелых условиях работы.
Отбеленные кулачки предпочтительны в тяжелых условиях работы.
Тормозные диски, барабаны и нажимные диски сцепления, работающие в условиях сухого трения с высокими скоростями скольжения должны обеспечивать в паре с фрикционной пластмассой стабильный коэффициент трения и износостойкость. При многократных циклах торможения, во время которых в контакте фрикционной пары выделяется тепло, а затем быстро отводится, на поверхности чугунной детали образуются термические трещины, снижающие прочность. Для тормозных барабанов и дисков средней нагруженности чаще всего применяют серый чугун марки СЧ20 или СЧ25. В условиях высокой нагруженности деталей, когда на поверхности трения образуются термические трещины, применяют специальные высокоуглеродистые термостойкие чугуны с повышенным уровнем легирования. Для наиболее тяжелых условий работы рекомендуется использовать перлитные чугуны с вермикулярным графитом.
Маховики в процессе работы вращаются с частотой порядка 2500-8000 об/мин.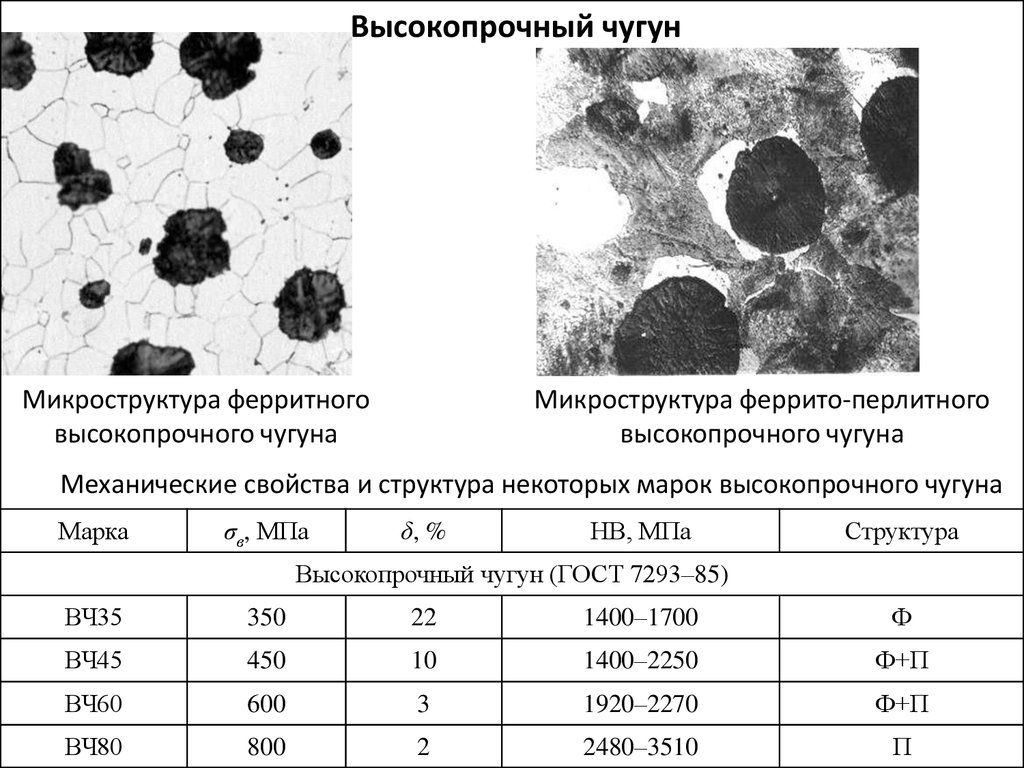 Соответственно, в них возникают большие растягивающие напряжения, а поверхность маховика периодически трется о сопряженную рабочую поверхность. Трение с большими скоростями приводит к выделению тепла на поверхности трения, образованию усталостных термических трещин, снижающих прочность маховика. Требования повышенной прочности с учетом большой массы маховиков и толщины сечения обусловили применение для их изготовления серых чугунов марки СЧ25, СЧ30, СЧ35 (чем больше сечение отливки, тем выше марка). Выбранная марка чугуна должна обеспечивать получение в теле отливки прочности не ниже 200-250 Н/мм2. Если прочность чугуна СЧ 35 недостаточна для обеспечения условий работы маховиков, то необходимо применять чугуны с вермикулярным или шаровидным графитом.
Соответственно, в них возникают большие растягивающие напряжения, а поверхность маховика периодически трется о сопряженную рабочую поверхность. Трение с большими скоростями приводит к выделению тепла на поверхности трения, образованию усталостных термических трещин, снижающих прочность маховика. Требования повышенной прочности с учетом большой массы маховиков и толщины сечения обусловили применение для их изготовления серых чугунов марки СЧ25, СЧ30, СЧ35 (чем больше сечение отливки, тем выше марка). Выбранная марка чугуна должна обеспечивать получение в теле отливки прочности не ниже 200-250 Н/мм2. Если прочность чугуна СЧ 35 недостаточна для обеспечения условий работы маховиков, то необходимо применять чугуны с вермикулярным или шаровидным графитом.
Крышки коренных подшипников из серого чугуна применяют в основном в карбюраторных двигателях легковых автомобилей. Для обеспечения перлитной структуры и твердости не менее 200 НВ крышки подшипников отливают из серого чугуна марки СЧ25. Для тяжело нагруженных карбюраторных двигателей и для дизельных двигателей применяют крышки подшипников из ковкого чугуна или чугуна с шаровидным графитом.
Для тяжело нагруженных карбюраторных двигателей и для дизельных двигателей применяют крышки подшипников из ковкого чугуна или чугуна с шаровидным графитом.
Выпускные коллекторы подвергаются воздействию горячих агрессивных выхлопных газов и в процессе работы подвержены окислению, термическим деформациям, а иногда — растрескиванию. Во многих случаях серый чугун является экономичным и достаточно долговечным материалом для этих деталей. Учитывая, что коллекторы имеют тонкие стенки (3-7 мм), их отливают из чугунов марки СЧ15, СЧ20, которые для повышения жаростойкости легируют небольшими добавками хрома и никеля. Для термически нагруженных коллекторов применяют ковкий чугун, чугун с шаровидным графитом, а иногда — аустенитный чугун с шаровидным графитом, имеющим высокую термостойкость и стойкость против окисления.
В станкостроении серый чугун применяют для широкой номенклатуры литых деталей с массой от 0,1 кг до 100 тонн с толщиной стенок от 4 до 200 мм, работающих в самых разнообразных условиях. Классификация станкостроительных литых деталей из серого чугуна с учетом этого разнообразия конструкций и условий работы осуществляется в соответствии с ОСТ 2 МТ 21-2-83. При выборе марки чугуна конструктор в зависимости от класса, группы детали и приведенной толщины стенки отливки определяет необходимый минимальный уровень твердости и микроструктуры.
Классификация станкостроительных литых деталей из серого чугуна с учетом этого разнообразия конструкций и условий работы осуществляется в соответствии с ОСТ 2 МТ 21-2-83. При выборе марки чугуна конструктор в зависимости от класса, группы детали и приведенной толщины стенки отливки определяет необходимый минимальный уровень твердости и микроструктуры.
С учетом специфики большинства станкостроительных деталей, работающих преимущественно на жесткость, а не на прочность, предпочтение отдают чугунам, обладающим повышенной твердостью и пониженной пластичностью. Такие чугуны по химическому составу отличаются повышенным (против рекомендаций ГОСТ 1412-85) содержанием кремния и марганца при пониженном содержании углерода. Если невозможно получить необходимый уровень твердости чугуна, в направляющих применяют легирование, формовку с холодильниками и др.
Отливки из серого чугуна весьма широко и успешно используются для определенной номенклатуры деталей сменного металлургического оборудования: сорто- и листопрокатные валки, всевозможные изложницы для разливки слитков, шлаковые чаши и т. п.
п.
- ← Раздел 1.1
- Раздел 1.3 →
Что такое чугун? — Определение, свойства и использование
Что такое чугун?
Чугун – группа сплавов железа с углеродом с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор. Чугун производится путем восстановления железной руды в доменной печи.
Жидкое железо разливается или отливается и затвердевает в сырые слитки, называемые чушками, а затем чушки переплавляются вместе с ломом и легирующими элементами в вагранках и снова отливаются в формы для производства разнообразных изделий.
Легирующие ингредиенты влияют на его цвет при разрушении: белый чугун имеет карбидные примеси, которые позволяют трещинам легко проходить, серый чугун имеет графитовые чешуйки, которые отклоняют проходящую трещину и вызывают бесчисленное количество новых трещин при разрушении материала, а ковкий чугун имеет шаровидные «узелки» графита, останавливающие трещину, препятствуют ее дальнейшему продвижению.
Чугун, за исключением ковкого чугуна, склонен к хрупкости. Благодаря относительно низкой температуре плавления, хорошей текучести, литейным свойствам, отличной обрабатываемости, сопротивлению деформации и износостойкости чугун стал конструкционным материалом с широким спектром применения.
Чугун используется в трубах, машинах и автомобильных деталях, таких как головки цилиндров, блоки цилиндров и коробки передач. Он устойчив к окислению, но плохо поддается сварке.
из чего сделан чугун?
Чугун производится из чугуна, который является продуктом плавки железной руды в доменной печи. Чугун можно производить непосредственно из расплавленного чугуна или путем повторного плавления чугуна, часто вместе со значительными количествами железа, стали, известняка, углерода (кокса), и предпринимая различные шаги для удаления нежелательных загрязнителей.
Фосфор и сера могут выгорать из расплавленного железа, но при этом также выгорает углерод, который необходимо заменить.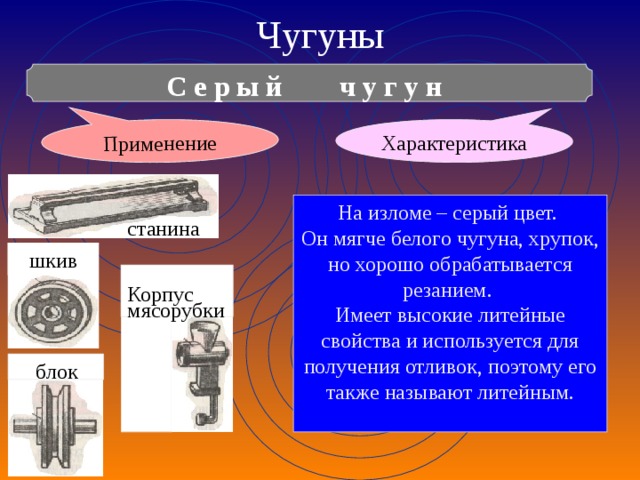 В зависимости от применения содержание углерода и кремния регулируется до желаемого уровня, который может составлять от 2 до 3,5% и 1-3% соответственно.
В зависимости от применения содержание углерода и кремния регулируется до желаемого уровня, который может составлять от 2 до 3,5% и 1-3% соответственно.
При желании в расплав добавляются другие элементы перед тем, как путем литья будет получена окончательная форма.
Чугун иногда плавят в доменных печах особого типа, известных как вагранки, но в современных применениях его чаще плавят в электрических индукционных печах или электродуговых печах. После завершения плавки расплавленный чугун заливают в раздаточный котел или ковш.
В чем разница между чугуном и сталью?
Основное различие между двумя элементами заключается в том, что сталь производится из железной руды и металлолома и называется сплавом железа с контролируемым углеродом. Принимая во внимание, что около 4% углерода в железе делает его чугуном, а менее 2% углерода делает его стальным.
Чугун дешевле большинства сталей. Кроме того, температура плавления чугуна ниже, чем у стали, но он обладает высокой прочностью на сжатие, высокой твердостью и высокой износостойкостью. Следовательно, важное различие между сталью и чугуном заключается в том, что сталь пластична и ковка, тогда как чугун закален и имеет высокую прочность на сжатие.
Следовательно, важное различие между сталью и чугуном заключается в том, что сталь пластична и ковка, тогда как чугун закален и имеет высокую прочность на сжатие.
В качестве еще одного важного различия между сталью и чугуном можно сказать, что углерод в стали находится в форме карбида железа, в то время как в чугуне углерод присутствует в виде графита или карбида железа, или того и другого. Кроме того, чугун обладает отличной текучестью, чего нет у стали.
Свойства чугуна
Некоторые общие механические свойства чугуна включают:
- Твердость. Чугун твердый и может быть закален нагреванием и внезапным охлаждением. Это делает его достаточно прочным. Мягкая сталь может быть закалена и отпущена с использованием соответствующих процессов.
- Прочность. Способность материала поглощать энергию
- Пластичность. Способность материала деформироваться без разрушения
- Эластичность. Способность материала возвращаться к своим первоначальным размерам после деформации
- Пластичность. Способность материала деформироваться при сжатии без разрыва
- Прочность на растяжение. Наибольшее продольное напряжение, которое материал может выдержать без разрушения
- Усталостная прочность. Наибольшее напряжение, которое материал может выдержать в течение заданного количества циклов без разрушения
- Температура плавления. Чугун имеет более низкую температуру плавления (12000°С) по сравнению с температурой плавления мягкой стали, которая находится в диапазоне от 13000°С до 14000°С.
- Возможность литья. С чугуном легче работать, когда речь идет о литье форм из материала. Из-за дополнительного углерода, присутствующего в чугуне, его расплавленная форма более жидкая, и это облегчает отливку материала в сложные формы.
- Обрабатываемость. Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.
 Способность материала возвращаться к своим первоначальным размерам после деформации
Способность материала возвращаться к своим первоначальным размерам после деформации Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.
Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.Состав чугуна
Чугун, сплав железа, который содержит от 2 до 4 процентов углерода, а также различные количества кремния и марганца и следы примесей, таких как сера и фосфор. Его получают путем восстановления железной руды в доменной печи.
Чугун также содержит небольшое количество примесей, таких как кремний, сера, марганец и фосфор, медь, никель, хром, которые влияют на его свойства в малых или больших масштабах. Действие этих свойств заключается в следующем.
- Кремний: В чугуне частицы кремния имеют до 4 процентов присутствия. Он способствует образованию графита, что делает его мягким и легко поддающимся обработке, а также повышает прокаливаемость и удельное электрическое сопротивление.
- Сера: Присутствует до 0,1 процента. Делает чугун твердым и хрупким.
- Марганец: Способствует карбидообразованию чугуна, что делает его элитным, твердым и повышает стойкость к износу и истиранию. Он присутствует до 0,75 процента.
- Хром: Также способствует образованию карбидов, что повышает прокаливаемость, износостойкость, коррозионную стойкость и стойкость к окислению.
- Никель: Повышает прочность на растяжение.
- Вольфрам: Повышает твердость и жаропрочность.
- Молибден: Повышает прокаливаемость.
- Ванадий: Повышает прокаливаемость и твердость в горячем состоянии.
- Алюминий: Действует как раскислитель в стали.
- Титан: Действует как раскислитель в стали.
- Ниобий: Снижает прокаливаемость и повышает пластичность, что приводит к повышению ударной вязкости.
- Кобальт: Уменьшает прокаливаемость и сопротивляется размягчению при повышенных температурах.

Типы чугуна
Четыре основных типа чугуна: белый чугун, серый чугун, ковкий чугун и ковкий чугун.
- Белое железо.
- Серый чугун.
- Ковкий чугун.
- Ковкий чугун.
1. Серый чугун
Самый распространенный тип, серый чугун, имеет графитовую микроструктуру, состоящую из множества мелких трещин. Его называют «серым железом», потому что наличие этих маленьких трещин создает видимость серого цвета.
При производстве серого чугуна трещины открываются и обнажают графит серого цвета под поверхностью. Серый чугун не такой прочный, как сталь, и не может поглощать такое же количество ударов, как сталь. Серый чугун обладает той же прочностью на сжатие, что и сталь. В результате он стал популярным выбором металла для применений, где важна прочность на сжатие.
Характеризуется графитом в микроструктуре, что дает:
- Хорошая обрабатываемость
- Хорошая стойкость к износу и истиранию
2.
 Белый чугун
Белый чугун
Белый чугун, хотя и не так распространен, как серый чугун, является еще одним типом, заслуживающим упоминания. Он получил свое название из-за грязно-белого цвета, который является результатом соединений железа, известных как цементит. Как и серый чугун, белый чугун имеет множество мелких трещин.
Разница в том, что под поверхностью белого чугуна находится цементит, а под поверхностью серого чугуна — графит. Графит дает серый цвет, а цементит — белый. Белый чугун твердый и обладает отличной стойкостью к истиранию.
Характеризуется преобладанием карбидов, ударных:
- Высокая прочность на сжатие
- Твердость
- Хорошая износостойкость
3. Ковкий чугун
Ковкий чугун, также известный как шаровидный чугун , пластичный, высокоуглеродистый сплав железа. Обычно он производится со следами других соединений, включая магний и церий.
При добавлении этих следовых соединений они снижают скорость роста графита, сохраняя металл мягким и пластичным. Ковкий чугун был изобретен в начале-середине 19 века.40с.
Ковкий чугун был изобретен в начале-середине 19 века.40с.
Серый чугун с небольшим содержанием магния и цезия образует узелки в графите, в результате чего получается
- Высокая прочность
- Высокая пластичность
4. Ковкий чугун
Наконец, ковкий чугун, с которым легко «работать». Обычно его изготавливают путем термообработки белого чугуна. Белый чугун нагревают до двух дней, а затем охлаждают. После завершения ковкое железо можно сгибать и манипулировать для получения уникальных форм и размеров.
Белый чугун, подвергнутый термообработке для улучшения
- Повышенная пластичность
5. Пятнистый чугун
Чугун имеет равное количество свободного углерода и карбида, известного как пятнистый чугун. Он имеет промежуточные свойства и цвет серого чугуна и белого чугуна.
6. Охлажденный чугун
Если белый чугун быстро охлаждается из расплавленного состояния, полученное железо называется отбеленным чугуном.
7. Легированный чугун
Легированный чугун получают путем добавления в чугун некоторых легирующих элементов, таких как никель, хром, медь и т. д. Он обладает повышенными свойствами в зависимости от легирующего элемента. Этот чугун производится для получения желаемых свойств чугуна.
Использование чугуна
Чугун можно использовать для многих типов материалов и изготовления различных инструментов и т. д.
- Серый чугун: Блоки цилиндров двигателей, маховики, корпуса коробок передач, станины станков.
- Белый чугун: Несущие поверхности.
- Ковкий чугун: Шестерни, распределительные валы, коленчатые валы, поршневые кольца.
- Многие виды санитарно-технической арматуры, такие как канализационные трубы, люки, водопроводные трубы, цистерны изготавливаются с использованием чугуна.
- Основание колонны и металлические колонны могут быть изготовлены из чугуна.
- Литейная форма, используемая для изготовления фонарных столбов, металлических лестниц, ворот и т. д.
- Колеса вагонов и рельсовые кресла изготовлены из чугуна.
- Из него можно изготовить различные виды сельскохозяйственной техники и инвентаря.
- Из чугуна можно изготавливать различные детали машин
- Применяется при изготовлении автомобильных деталей
- Применяется при изготовлении кастрюль, сковородок и посуды
- Применяется при изготовлении якорей для судов
 д.
д.Преимущества чугуна
- Обладает хорошими литейными свойствами
- Обладает хорошей чувствительностью
- Обладает отличной износостойкостью
- Хорошо поддается механической обработке.
- Очень низкая чувствительность к надрезам
- Низкая концентрация напряжения
- Низкая стоимость
- Долговечность
- Устойчивость к деформации
- Прочность на сжатие в три-пять раз выше, чем у стали.
- Обладает отличными антивибрационными (или демпфирующими) свойствами, поэтому используется для изготовления рам машин.
- Обладает постоянными механическими свойствами в диапазоне температур от 20 до 350 °C.
- Доступен в больших количествах, поэтому производится в массовом масштабе. Инструменты, необходимые для процесса литья, относительно дешевы и недороги. Это обуславливает низкую себестоимость ее продукции.
- Ему можно придать любую сложную форму и размер без применения дорогостоящих операций механической обработки
Недостатки чугуна
- Склонен к ржавчине
- Имеет низкую прочность на растяжение
- Имеет высокое отношение массы к прочности коэффициент
- Обладает высокой хрупкостью
- Обладает плохой ударной вязкостью
- По сравнению со сталью имеет плохую обрабатываемость
- Детали чувствительны к сечению; это связано с медленным охлаждением толстых секций.
- Выход из строя его частей внезапный и в целом не отражает предела текучести.
- Необрабатываемый (белый чугун).
Часто задаваемые вопросы.

Что такое чугун?
Чугун – это группа железоуглеродистых сплавов с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор. Чугун производится путем восстановления железной руды в доменной печи.
Каков состав чугуна?
Чугун – это группа железоуглеродистых сплавов с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор.
Какие бывают виды чугуна?
Существует четыре основных типа чугуна – белый чугун, серый чугун, ковкий чугун и ковкий чугун:
1. Белый чугун.
2. Серый чугун.
3. Ковкий чугун.
4. Ковкий чугун.
Каковы свойства чугуна ?
Свойства чугуна
1. Твердость. Чугун твердый, и его можно закалить путем нагревания и резкого охлаждения.
Твердость. Чугун твердый, и его можно закалить путем нагревания и резкого охлаждения.
2. Прочность. Способность материала поглощать энергию.
3. Пластичность. Способность материала деформироваться без разрушения.
4. Эластичность.
5. Пластичность.
6. Прочность на растяжение.
7. Усталостная прочность.
8. Температура плавления.
Каковы области применения чугуна?
Области применения чугуна
1. Используется для изготовления труб для транспортировки подходящих жидкостей.
2. Используется при изготовлении различных машин.
3. Используется при изготовлении автомобильных деталей.
4. Используется для изготовления кастрюль, сковородок и посуды.
5 Используется для изготовления корабельных якорей.
Кто изобрел чугун?
Англичанину Абрахаму Дарби приписывают революцию в чугунной посуде; в 1707 году он запатентовал метод отливки чугуна в относительно тонкие горшки и чайники, что удешевило их производство.
Читайте также
- Графит: свойства, применение и различные виды графита.
- Хром: свойства, применение и влияние на организм человека.
- Сталь: определение, типы и применение
- Нержавеющая сталь: определение, типы и применение
Свойства чугуна — Научные исследования
Нравится? Поделись!
Чугун можно переплавить в чугун, который можно использовать для ряда технических целей. Прочитайте эту статью ScienceStruck, чтобы узнать больше о свойствах этой разновидности железа.
Чугун, сплав железа (Fe) и углерода (C), приобрел популярность на рынке благодаря своей низкой стоимости. Он имеет возможность строить композитные конструкции. Количество углерода в чугуне составляет 2 – 4,5 % от его массы. Помимо железа и углерода, этот сплав содержит кремний (Si), небольшое количество марганца (Mn), серы (S) и фосфора (P). Изделия из чугуна обладают достаточной устойчивостью к коррозии. Он не податлив и не пластичен, и его нельзя закалить, как сталь. Плавится при температуре около 2100-2190ºF и имеет кристаллический или зернистый излом. Механические свойства этого сплава очень сильно зависят от морфологии содержащегося в нем углерода.
Плавится при температуре около 2100-2190ºF и имеет кристаллический или зернистый излом. Механические свойства этого сплава очень сильно зависят от морфологии содержащегося в нем углерода.
Углерод присутствует в виде пластин в сером чугуне, тогда как в белом чугуне он включен в виде соединения Fe 3 C (цементит). Чугун с шаровидным графитом, который имеет лучшую прочность на растяжение, чем серый чугун, содержит углерод в виде гранитных частиц сферической формы.
Низкая прочность на растяжение
Различные сорта чугуна используются в строительстве конструкций и машин. Чугун, имеющий предел прочности при растяжении 5 тонн на квадратный дюйм или менее, не имеет существенного значения для целей, где требуется, чтобы сплав обладал прочностью. Однако этот тип может использоваться в качестве балансировочных грузов, фундаментных блоков или для целей, где важным фактором является только вес. Некоторые сорта имеют прочность на растяжение до 19.тонн на квадратный дюйм.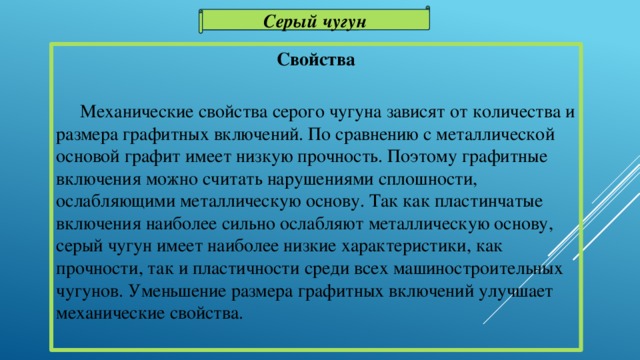 Однако средняя прочность составляет 7 тонн на квадратный дюйм. Добавление ванадия может дополнительно увеличить прочность чугуна.
Однако средняя прочность составляет 7 тонн на квадратный дюйм. Добавление ванадия может дополнительно увеличить прочность чугуна.
Высокая прочность на сжатие
Прочность на сжатие определяется как способность материала противостоять силам, которые пытаются его сжать или сжать. Чугун обладает высокой прочностью на сжатие, что делает его желательным для использования в колоннах и опорах зданий. Прочность на сжатие серого чугуна может быть такой же высокой, как у некоторых мягких сталей.
Низкая температура плавления
Температура, при которой этот сплав начинает плавиться, находится в диапазоне от 2100 до 2190°F. Тем не менее, многие передовые методы плавки, легирования и литья используются для получения чугуна, который не уступает стали.
Сопротивление деформации
Чугунные конструкции обеспечивают жесткую раму и, таким образом, демонстрируют устойчивость к деформации. Это можно понять из того, что при заливке расплавленного чугуна в изложницы более тонкая часть может отделиться от более толстой и далее разрушаться.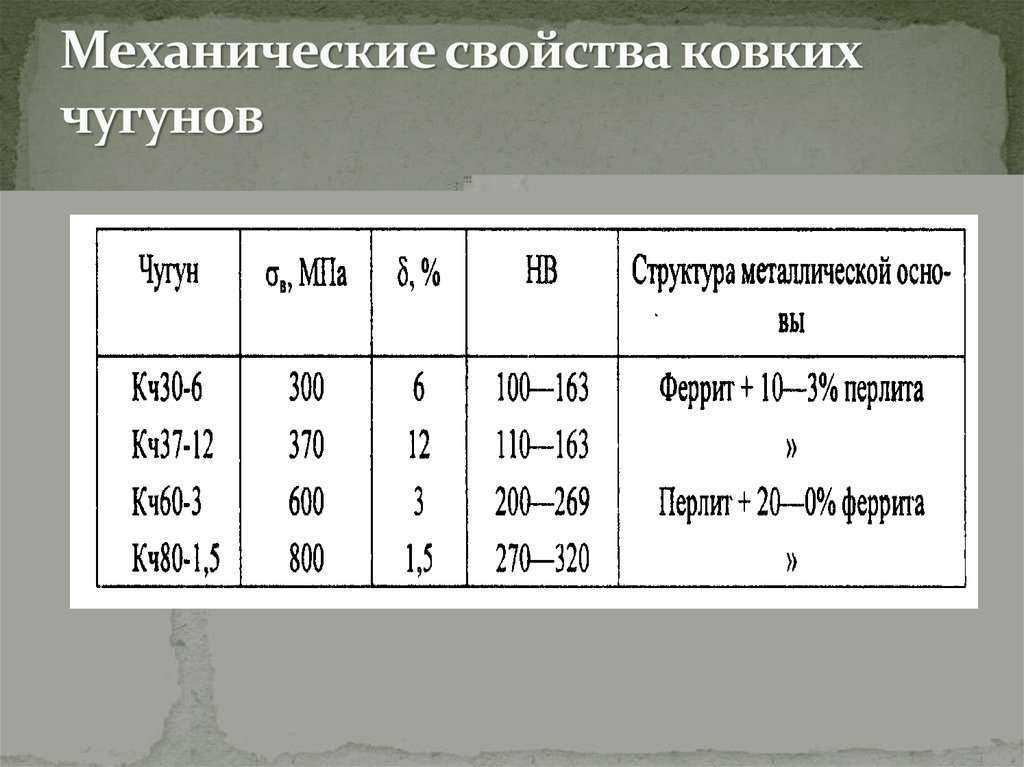

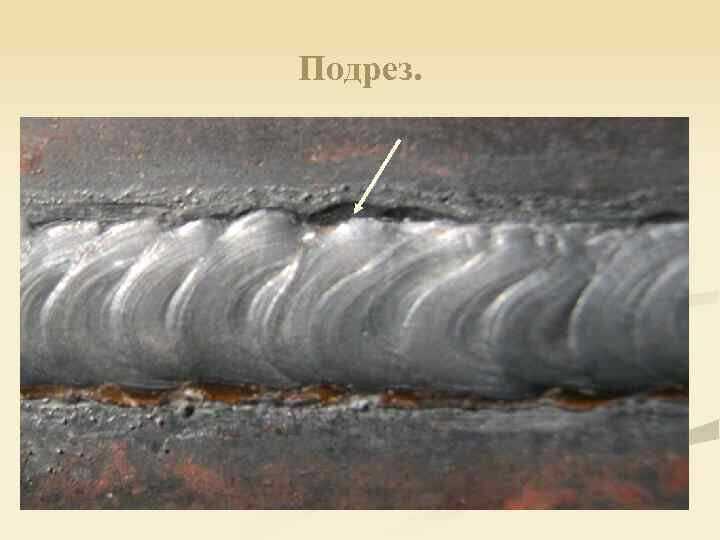
 Иногда пористость удлиняется и может иметь хвост.
Иногда пористость удлиняется и может иметь хвост.

 Разница в плотности обусловлена разницей в толщине материала.
Разница в плотности обусловлена разницей в толщине материала. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
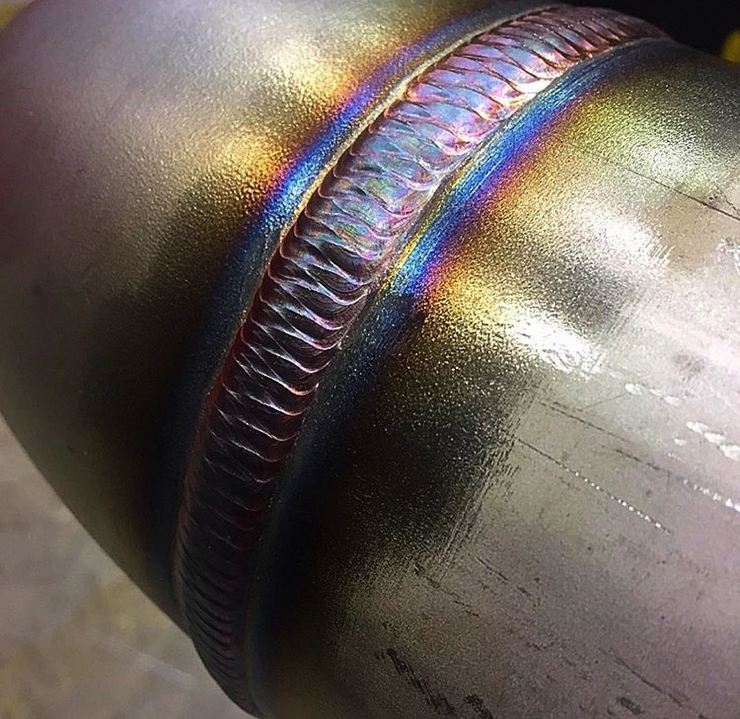
Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
 В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.
В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.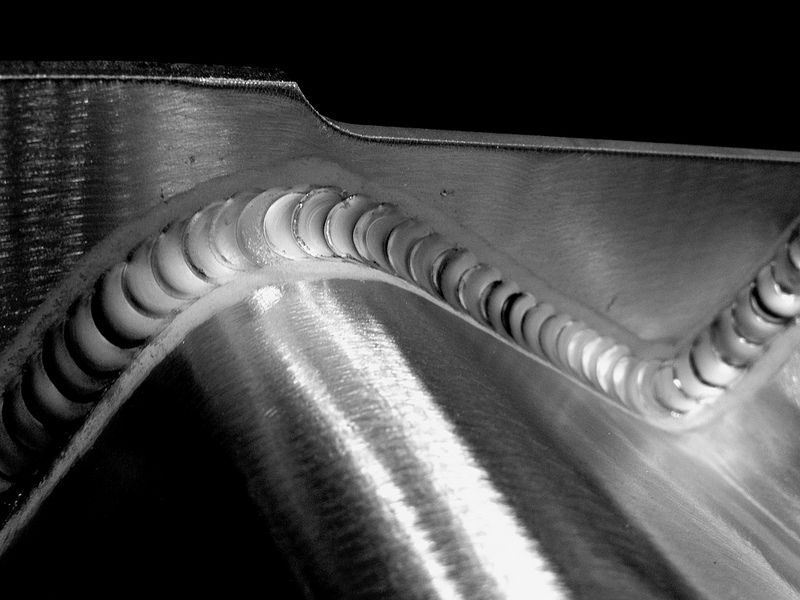 Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
 С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.

 Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.


/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg)












 045 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken.
045 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken. — welding stock-fotos und bilder
— welding stock-fotos und bilder ..
..
 Brennendes Lagerfeuer, Blaze-Effekt, leuchtendes orange und gelb leuchtendes Flare mit Dampf, 3D-Vektorrahmen, Rand
Brennendes Lagerfeuer, Blaze-Effekt, leuchtendes orange und gelb leuchtendes Flare mit Dampf, 3D-Vektorrahmen, Rand робототехника Steuern Automaticisierung Roboterarmmachine in der Fabrik Industrie. überwachung von daten und maschinellem lernen. robotik und digitaler fertigungsbetrieb. — сварочные стоковые фотографии и изображения
робототехника Steuern Automaticisierung Roboterarmmachine in der Fabrik Industrie. überwachung von daten und maschinellem lernen. robotik und digitaler fertigungsbetrieb. — сварочные стоковые фотографии и изображения ..
.. ..
.. ..
..




 Одним из довольно интересных вариантов можно считать казеиновый клей.
Одним из довольно интересных вариантов можно считать казеиновый клей. В 1892 году компоненты клеевого состава изменились для того, чтобы достигать высоких показателей устойчивости к продолжительному воздействию влаги. А технологическое и массовое производство клея было начато лишь в последние несколько десятков лет.
В 1892 году компоненты клеевого состава изменились для того, чтобы достигать высоких показателей устойчивости к продолжительному воздействию влаги. А технологическое и массовое производство клея было начато лишь в последние несколько десятков лет.

 Чаще всего выбирают молочную кислоту. Материалы вспомогательного типа – гашеная известность – пушонка, фтористый натрий и медный купорос, каустическая сода, керосин и кальцинированная сода. Пользователи добавляют по рецептуре наполнители – портланд-цемент марки от 400 до 600, костную муку, мел и жидкое стекло.
Чаще всего выбирают молочную кислоту. Материалы вспомогательного типа – гашеная известность – пушонка, фтористый натрий и медный купорос, каустическая сода, керосин и кальцинированная сода. Пользователи добавляют по рецептуре наполнители – портланд-цемент марки от 400 до 600, костную муку, мел и жидкое стекло.
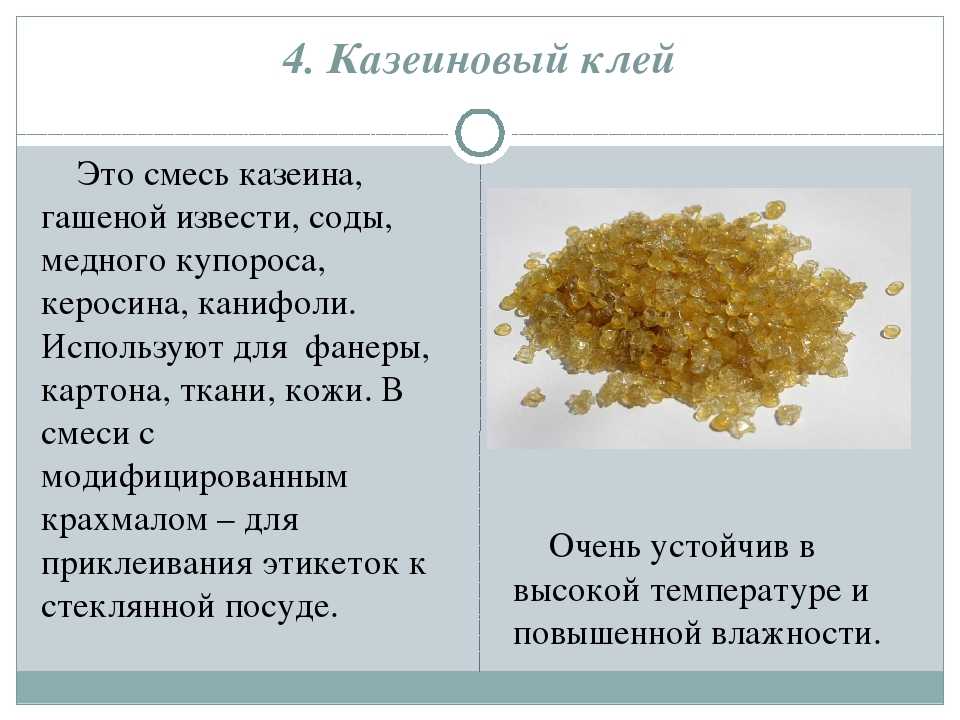 В его составе есть сера, азот, которые будут останавливать процессы гниения. Для улучшения характеристик клеевого состава для применения в иконописи, а его состав насыщается дополнительными компонентами.
В его составе есть сера, азот, которые будут останавливать процессы гниения. Для улучшения характеристик клеевого состава для применения в иконописи, а его состав насыщается дополнительными компонентами.

 Все будет зависеть от исходных компонентов дополнительно к воде и порошку, которые придают нужные характеристики. Для приготовления обычного клеевого состава будет достаточно просто выполнить простые действия, и это относится к порошку из хозяйственных магазинов.
Все будет зависеть от исходных компонентов дополнительно к воде и порошку, которые придают нужные характеристики. Для приготовления обычного клеевого состава будет достаточно просто выполнить простые действия, и это относится к порошку из хозяйственных магазинов.

 Дайте клею затвердеть в течение ночи.
Дайте клею затвердеть в течение ночи.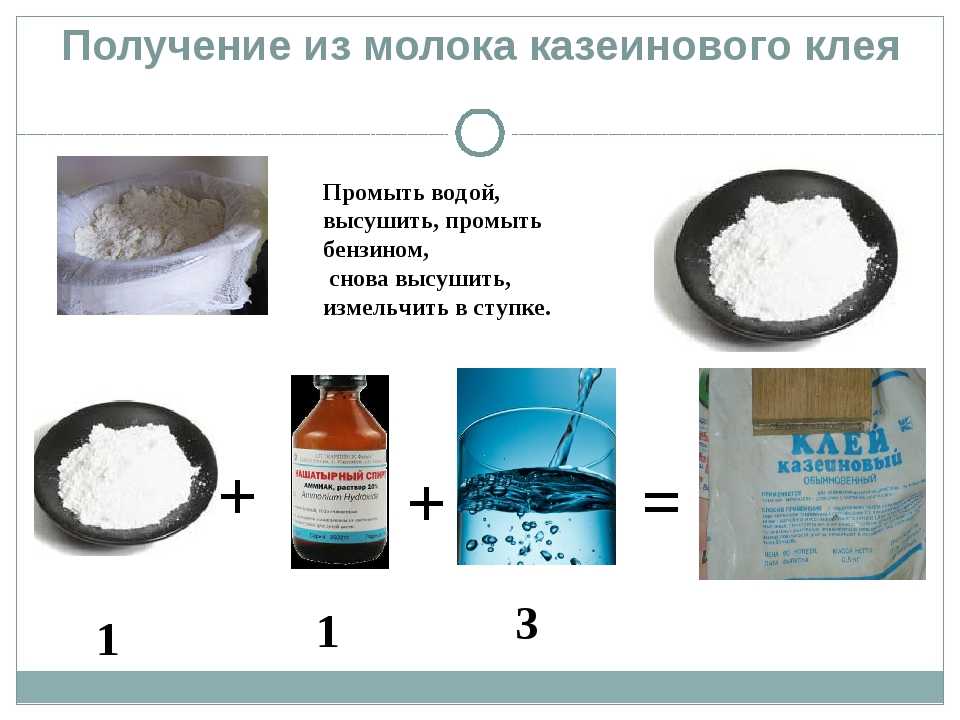 com предоставляет идеи проектов научной ярмарки для ознакомления
com предоставляет идеи проектов научной ярмарки для ознакомления За
За Казеиновый клей – это продукт, полученный путем растворения казеина, белка, получаемого из молока, в водном растворе. Казеин используется не только для улучшения адгезионных характеристик клеев; его можно добавлять в краски и различные покрытия. Его наиболее привлекательными характеристиками являются высокая адгезионная прочность и первоначальный захват и липкость.
Казеиновый клей – это продукт, полученный путем растворения казеина, белка, получаемого из молока, в водном растворе. Казеин используется не только для улучшения адгезионных характеристик клеев; его можно добавлять в краски и различные покрытия. Его наиболее привлекательными характеристиками являются высокая адгезионная прочность и первоначальный захват и липкость.

 В зависимости от назначения в его состав входит:
В зависимости от назначения в его состав входит:


 К ним относятся:
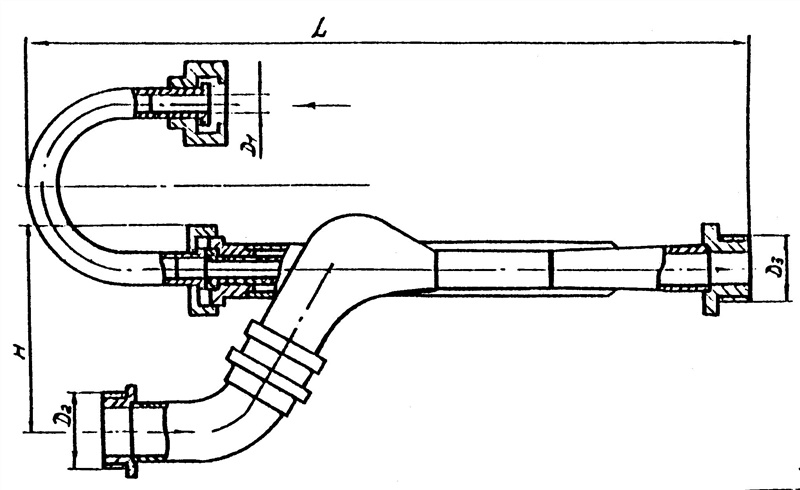
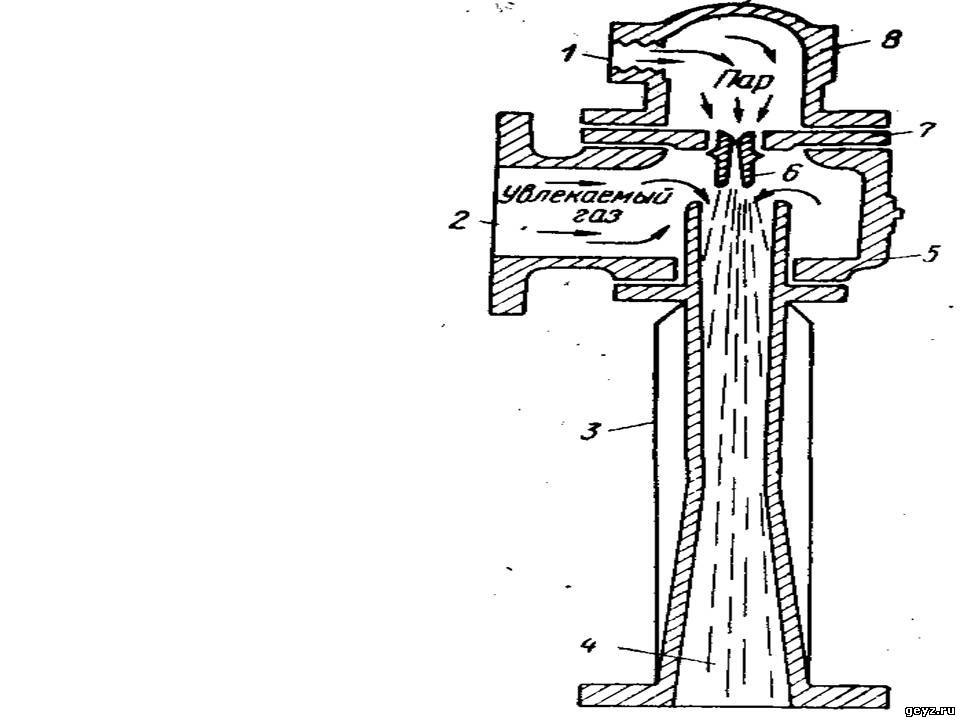
К ним относятся: Причем они могут использоваться как самостоятельные установки или вместе с другими насосными установками. Благодаря простоте конструкции и высокой надежности такие агрегаты незаменимы в работе на реакторах, в аварийных ситуациях с отключением воды, при пожаротушении.
Причем они могут использоваться как самостоятельные установки или вместе с другими насосными установками. Благодаря простоте конструкции и высокой надежности такие агрегаты незаменимы в работе на реакторах, в аварийных ситуациях с отключением воды, при пожаротушении. Часто выпускаются с изменяемым соплом.
Часто выпускаются с изменяемым соплом. По горизонтальной оси это расстояние не может превышать 400 метров.
По горизонтальной оси это расстояние не может превышать 400 метров. Более мощное и профессиональное оборудование может поднять воду из глубины 50 м.
Более мощное и профессиональное оборудование может поднять воду из глубины 50 м.
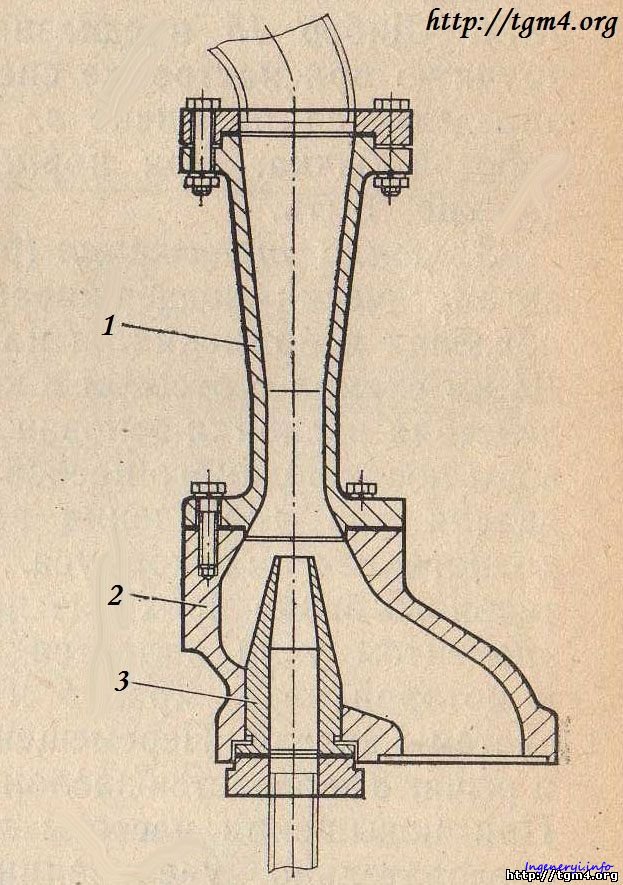
 1 1) Глубинный насос
1 1) Глубинный насос Диффузор этого насоса преобразует скорость жидкости в давление.
Диффузор этого насоса преобразует скорость жидкости в давление.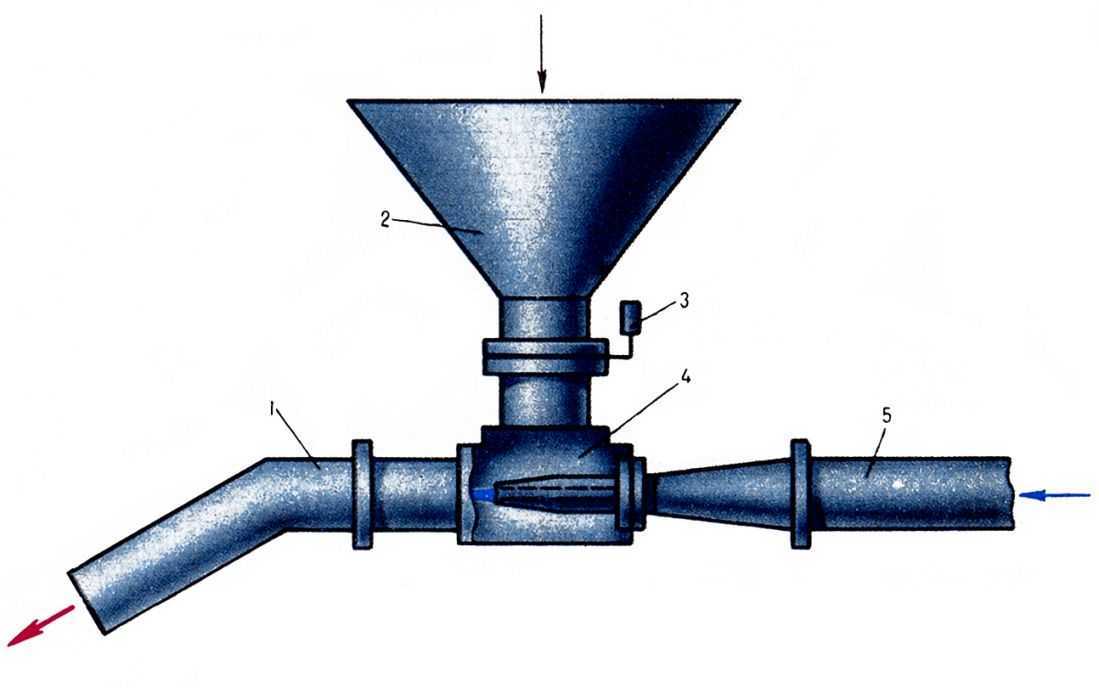
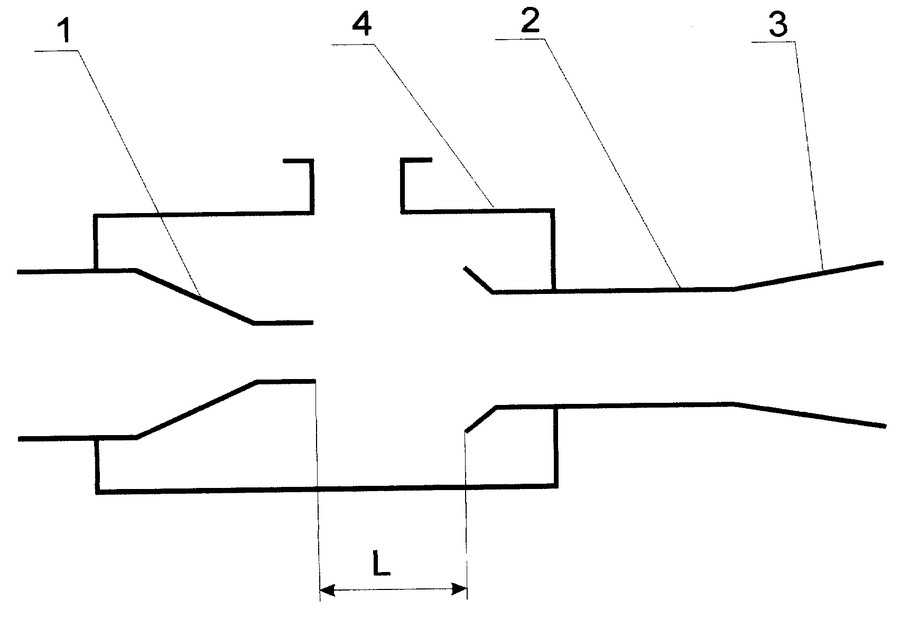
 В первую очередь насос наполняется водой. После соединения крыльчатка насоса вращается и пропускает воду и пузырьки воздуха. Во время этого процесса воздух выходит из аварийного запорного клапана, создавая непрерывную область низкого давления, которая естественным образом выталкивает грунтовые воды вверх.
В первую очередь насос наполняется водой. После соединения крыльчатка насоса вращается и пропускает воду и пузырьки воздуха. Во время этого процесса воздух выходит из аварийного запорного клапана, создавая непрерывную область низкого давления, которая естественным образом выталкивает грунтовые воды вверх.
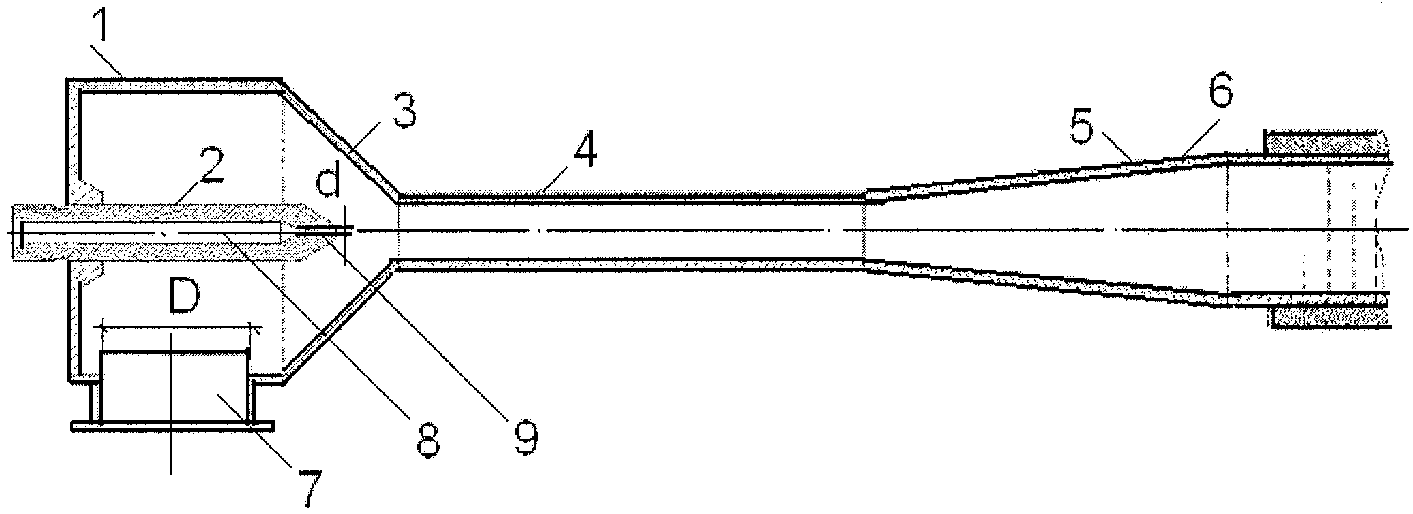
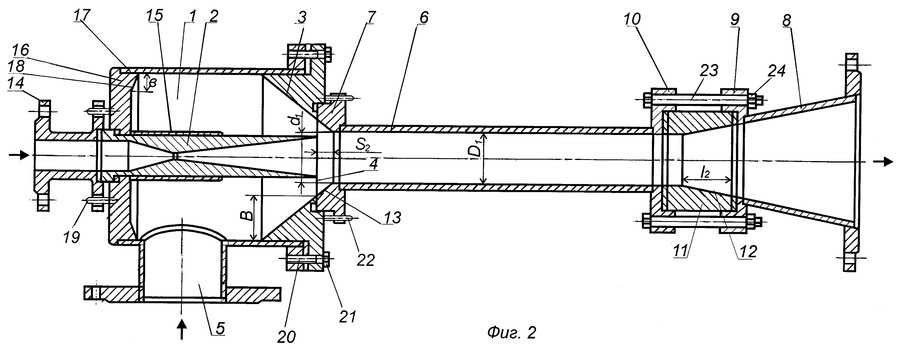
 Используя этот метод, запустите насос и отрегулируйте винт с круглой головкой (15), чтобы измерить скорость нагнетания.
Используя этот метод, запустите насос и отрегулируйте винт с круглой головкой (15), чтобы измерить скорость нагнетания.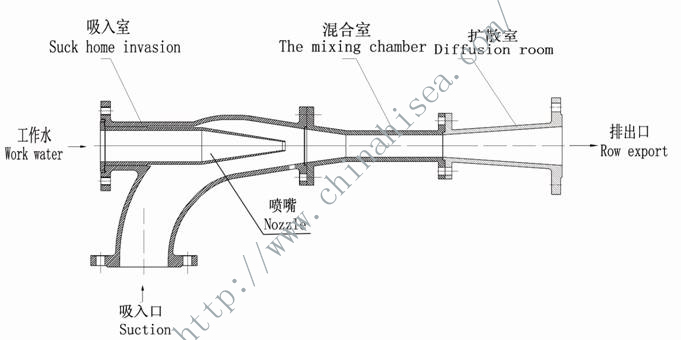
 Он также известен как водяной насос для глубокой скважины.
Он также известен как водяной насос для глубокой скважины.
 Это уменьшит глубину воды до менее чем 25 футов. Конвертируемые струйные насосы можно использовать в неглубоких или глубоких скважинах.
Это уменьшит глубину воды до менее чем 25 футов. Конвертируемые струйные насосы можно использовать в неглубоких или глубоких скважинах.
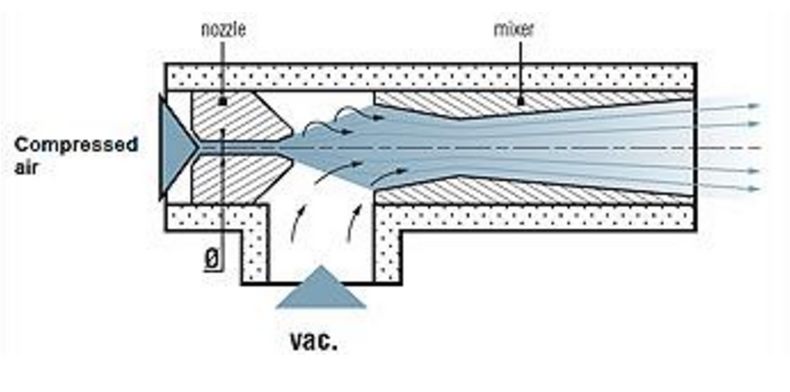

 Это создает силу всасывания жидкости в пространстве резервуара между мундштуком и горлышком.
Это создает силу всасывания жидкости в пространстве резервуара между мундштуком и горлышком. То есть его можно сконфигурировать для применения в глубоких или неглубоких скважинах.
То есть его можно сконфигурировать для применения в глубоких или неглубоких скважинах. В бытовых целях он используется для транспортировки сточных вод в канализационную систему. Для запуска насоса используются поплавковые датчики уровня и переключатели.
В бытовых целях он используется для транспортировки сточных вод в канализационную систему. Для запуска насоса используются поплавковые датчики уровня и переключатели. Если давление насоса постоянно растет, он запустился нормально. Если нет, повторите процесс запуска.
Если давление насоса постоянно растет, он запустился нормально. Если нет, повторите процесс запуска.
 Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.

 На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну. Небольшая обработка шлифовальной шкуркой устраняет дефект.
Небольшая обработка шлифовальной шкуркой устраняет дефект. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках))
При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках)) 5 Вт
5 Вт

 И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода. Важнейшим элементом комплекта лазерного гравера является док-станция (LaserDock). Он разработан специально для лазерных граверов по дереву и тех, кто использует наши лазерные головки PLh4D для работы с деревом и другими пылеобразующими материалами. Док-станция Opt Lasers позволяет поддерживать машину в чистоте при работе в запыленной среде.
Важнейшим элементом комплекта лазерного гравера является док-станция (LaserDock). Он разработан специально для лазерных граверов по дереву и тех, кто использует наши лазерные головки PLh4D для работы с деревом и другими пылеобразующими материалами. Док-станция Opt Lasers позволяет поддерживать машину в чистоте при работе в запыленной среде.
 01.01.01-00-0988/18-00
01.01.01-00-0988/18-00 Наше стандартное предложение включает в себя драйверы лазерных диодов в диапазоне тока от 1 А до 60 А и допустимом напряжении в диапазоне от 12 В до 48 В. Характеристики включают аналоговую полосу пропускания 100 кГц (-10 дБ, прямоугольная волна), регулировку тока поворотного потенциометра, смещение (смещение) для компенсации поведения порога, настроек ограничения тока, защиты от переходных процессов и электростатического разряда, компактных размеров, простоты монтажа и теплоотвода, а также встроенных контроллеров TEC. Мы можем создавать лазерные контроллеры с нуля или модифицировать готовые конструкции в соответствии с требованиями заказчика.
Наше стандартное предложение включает в себя драйверы лазерных диодов в диапазоне тока от 1 А до 60 А и допустимом напряжении в диапазоне от 12 В до 48 В. Характеристики включают аналоговую полосу пропускания 100 кГц (-10 дБ, прямоугольная волна), регулировку тока поворотного потенциометра, смещение (смещение) для компенсации поведения порога, настроек ограничения тока, защиты от переходных процессов и электростатического разряда, компактных размеров, простоты монтажа и теплоотвода, а также встроенных контроллеров TEC. Мы можем создавать лазерные контроллеры с нуля или модифицировать готовые конструкции в соответствии с требованиями заказчика. Драйвер имеет два независимых ввода питания для логической и лазерно-диодной части драйвера, что позволяет подобрать соответствующий блок питания для диодной линейки. Два потенциометра позволяют установить максимальное …
Драйвер имеет два независимых ввода питания для логической и лазерно-диодной части драйвера, что позволяет подобрать соответствующий блок питания для диодной линейки. Два потенциометра позволяют установить максимальное … Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует…
Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует… ..
.. ..
.. 00
00 По многочисленным запросам клиентов данная версия драйвера LPLDD-10A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов …
По многочисленным запросам клиентов данная версия драйвера LPLDD-10A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов … Схемы контроллера температуры питают всю логическую часть драйвера…
Схемы контроллера температуры питают всю логическую часть драйвера… ..
..
 Именно тогда на мониторе покажется так называемое «верхнее давление». Если это значение слишком высокое и больше рекомендуемого, тогда уменьшите его с помощью реле давления. Так называемое «нижнее давление» появиться при сливании воды. Его также отрегулировать можно при помощи реле давления.
Именно тогда на мониторе покажется так называемое «верхнее давление». Если это значение слишком высокое и больше рекомендуемого, тогда уменьшите его с помощью реле давления. Так называемое «нижнее давление» появиться при сливании воды. Его также отрегулировать можно при помощи реле давления.

 На заводе-изготовителе устанавливаются стандартные настройки: давление отключения 2,5 – 3,0 атм., включения – 1,5 – 1,8 атмосферы (в зависимости от производителя). При замеченных проблемах с напором воды в доме необходимо ответственно подойти к настройке реле давления, так как существует прямая зависимость межу настройкой реле, объемом гидроаккумулятора и напором.
На заводе-изготовителе устанавливаются стандартные настройки: давление отключения 2,5 – 3,0 атм., включения – 1,5 – 1,8 атмосферы (в зависимости от производителя). При замеченных проблемах с напором воды в доме необходимо ответственно подойти к настройке реле давления, так как существует прямая зависимость межу настройкой реле, объемом гидроаккумулятора и напором. Следует отметить, что воздух в баке всегда должен находиться под давлением, и при эксплуатации насосной станции его время от времени необходимо проверять и подкачивать в случае необходимости, что увеличит срок службы мембраны гидроаккумулятора.
Следует отметить, что воздух в баке всегда должен находиться под давлением, и при эксплуатации насосной станции его время от времени необходимо проверять и подкачивать в случае необходимости, что увеличит срок службы мембраны гидроаккумулятора. Для этого вращаем прижимную гайку большей пружины (по часовой стрелке – увеличиваем давление и наоборот). Затем открываем кран и даем воде стекать, при этом снижается давление в системе. Смотрим, когда включится насос и, если результат не устраивает, регулируем дальше, пока не добьемся требуемого результата..
Для этого вращаем прижимную гайку большей пружины (по часовой стрелке – увеличиваем давление и наоборот). Затем открываем кран и даем воде стекать, при этом снижается давление в системе. Смотрим, когда включится насос и, если результат не устраивает, регулируем дальше, пока не добьемся требуемого результата..
 Водонасосные станции редко используются для отвода воды с возвышенностей, поскольку во многих случаях гораздо проще просто выкопать канал и позволить воде течь естественным путем вниз к желаемому месту сбора. С другой стороны, очень распространены водяные насосные станции, подающие воду на возвышенность. Для жителей, живущих на склонах холмов, вода, которую они используют в своих домах, должна подниматься в гору, и в этом случае необходимы водонасосные станции.
Водонасосные станции редко используются для отвода воды с возвышенностей, поскольку во многих случаях гораздо проще просто выкопать канал и позволить воде течь естественным путем вниз к желаемому месту сбора. С другой стороны, очень распространены водяные насосные станции, подающие воду на возвышенность. Для жителей, живущих на склонах холмов, вода, которую они используют в своих домах, должна подниматься в гору, и в этом случае необходимы водонасосные станции. При работе с водой очень важно проверить коэффициент шероховатости, а также трение, которое жидкость оказывает на трубопровод. Жидкости, такие как вода, будут иметь очень небольшое трение.
При работе с водой очень важно проверить коэффициент шероховатости, а также трение, которое жидкость оказывает на трубопровод. Жидкости, такие как вода, будут иметь очень небольшое трение.
 Например, в Болотах (Ист-Мидлендс), которые представляли собой обширный участок болот вокруг реки Уз, водонасосные станции использовались для очистки большей части болотистой почвы и вместо этого для создания пахотных земель. Лучшее в этом типе изменения земли заключается в том, что это очень полезно для сельского хозяйства. Поскольку заболоченная земля осушается, питательные вещества и частицы воды остаются в почве, что делает грязь особенно полезной для роста растений.
Например, в Болотах (Ист-Мидлендс), которые представляли собой обширный участок болот вокруг реки Уз, водонасосные станции использовались для очистки большей части болотистой почвы и вместо этого для создания пахотных земель. Лучшее в этом типе изменения земли заключается в том, что это очень полезно для сельского хозяйства. Поскольку заболоченная земля осушается, питательные вещества и частицы воды остаются в почве, что делает грязь особенно полезной для роста растений.
 В этом расчете также важно учитывать различные свойства перекачиваемой жидкости. Таким образом, для воды крайне важно проверить фактор шероховатости, а также трение, которое жидкость оказывает на трубопровод. Жидкости, такие как вода, будут иметь очень небольшое трение, однако сточные воды и химические вещества могут быть агрессивными, и поэтому для их перемещения по трубопроводу потребуется более сильное давление.
В этом расчете также важно учитывать различные свойства перекачиваемой жидкости. Таким образом, для воды крайне важно проверить фактор шероховатости, а также трение, которое жидкость оказывает на трубопровод. Жидкости, такие как вода, будут иметь очень небольшое трение, однако сточные воды и химические вещества могут быть агрессивными, и поэтому для их перемещения по трубопроводу потребуется более сильное давление.





 .6 – бонки коллекторные для подсоединения 2-6 раб. механизмов
.6 – бонки коллекторные для подсоединения 2-6 раб. механизмов Купить гидростанцию, сегодня, не представляет труда, но только на первый взгляд. Для этого нужно знать множество нюансов, поскольку на гидростанцию цена не всегда бывает низкой. Следовательно, для того, чтобы не переплачивать, стоит выбирать внимательно и с должной ответственностью и вниманием.
Купить гидростанцию, сегодня, не представляет труда, но только на первый взгляд. Для этого нужно знать множество нюансов, поскольку на гидростанцию цена не всегда бывает низкой. Следовательно, для того, чтобы не переплачивать, стоит выбирать внимательно и с должной ответственностью и вниманием.
 Всегда готовы пойти навстречу клиентам, обеспечить дополнительные скидки и бонусы;
Всегда готовы пойти навстречу клиентам, обеспечить дополнительные скидки и бонусы;
 В чем тоже лучше разобраться сразу, для того, чтобы не ошибиться при выборе.
В чем тоже лучше разобраться сразу, для того, чтобы не ошибиться при выборе.
 Система редукционных клапанов обеспечивает постоянное стабильное давление в системе. Для обеспечения чистоты масла на насосе и обратной стороне установлены контролируемые фильтры. Фильтрация происходит всякий раз, когда насос(ы) работает. HPU снабжен аналоговыми датчиками уровня масла в баке, температуры и давления.
Система редукционных клапанов обеспечивает постоянное стабильное давление в системе. Для обеспечения чистоты масла на насосе и обратной стороне установлены контролируемые фильтры. Фильтрация происходит всякий раз, когда насос(ы) работает. HPU снабжен аналоговыми датчиками уровня масла в баке, температуры и давления.

 54
54

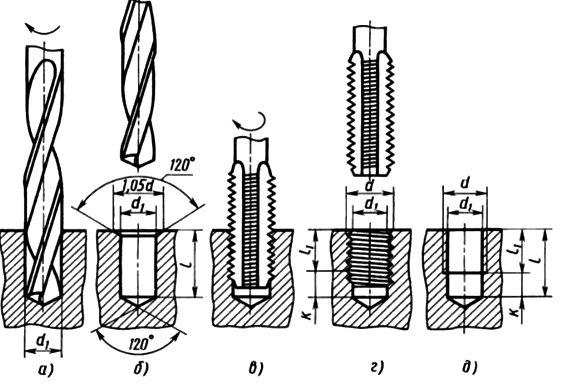
 Мы рекомендуем вам просверлить глубже на диаметр резьбы.
Мы рекомендуем вам просверлить глубже на диаметр резьбы.
 89 грн
89 грн 0 SATRA S-X38B Слесарный инструмент Сверло Кран Отвертка Ключ Гарантия 1г
0 SATRA S-X38B Слесарный инструмент Сверло Кран Отвертка Ключ Гарантия 1г Ровно
Ровно Львов
Львов 81 грн
81 грн

 Хороший способ решить, какой диаметр сверла выбрать, — это использовать справочную таблицу сверла для метчиков, как в примерах ниже. NC — Национальная крупная резьба, NF — Национальная тонкая резьба
Хороший способ решить, какой диаметр сверла выбрать, — это использовать справочную таблицу сверла для метчиков, как в примерах ниже. NC — Национальная крупная резьба, NF — Национальная тонкая резьба 0820
0820 1338
1338 1850
1850 2720
2720 3818
3818 5156
5156 7656
7656 1719
1719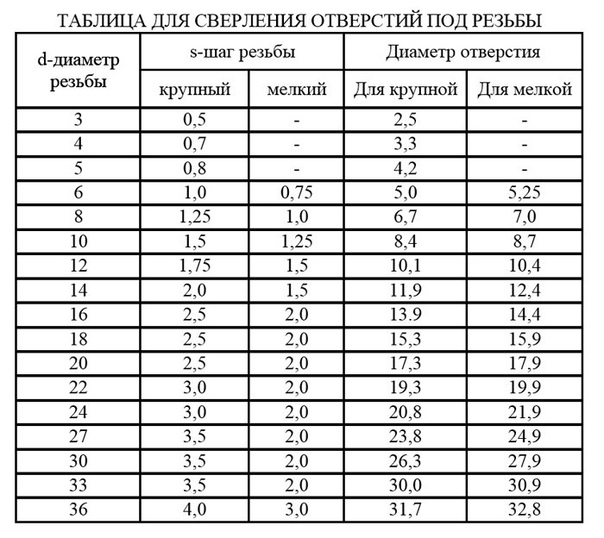 Несмотря на то, что оба имеют диаметр 3/8 дюйма, разница в шаге резьбы требует разных размеров сверл для каждого метчика.
Несмотря на то, что оба имеют диаметр 3/8 дюйма, разница в шаге резьбы требует разных размеров сверл для каждого метчика.
 Вкручиваемый саморез раздвигает стенки обоймы и расклинивает их в отверстии. Благодаря возросшей силе трения произвольное извлечение крепежа из пенобетонных блоков под весом зафиксированной конструкции без дополнительных усилий невозможно.
Вкручиваемый саморез раздвигает стенки обоймы и расклинивает их в отверстии. Благодаря возросшей силе трения произвольное извлечение крепежа из пенобетонных блоков под весом зафиксированной конструкции без дополнительных усилий невозможно. Это связано с тем, что при установке нередко наружу может выдавиться часть инъекционного раствора. Да и находящийся в его составе красящий пигмент способен повредить отделочные материалы.
Это связано с тем, что при установке нередко наружу может выдавиться часть инъекционного раствора. Да и находящийся в его составе красящий пигмент способен повредить отделочные материалы. Монтаж выполняется дрелью или мощным шуруповертом. Благодаря невысокой плотности материала никаких затруднений при установке не возникает.
Монтаж выполняется дрелью или мощным шуруповертом. Благодаря невысокой плотности материала никаких затруднений при установке не возникает.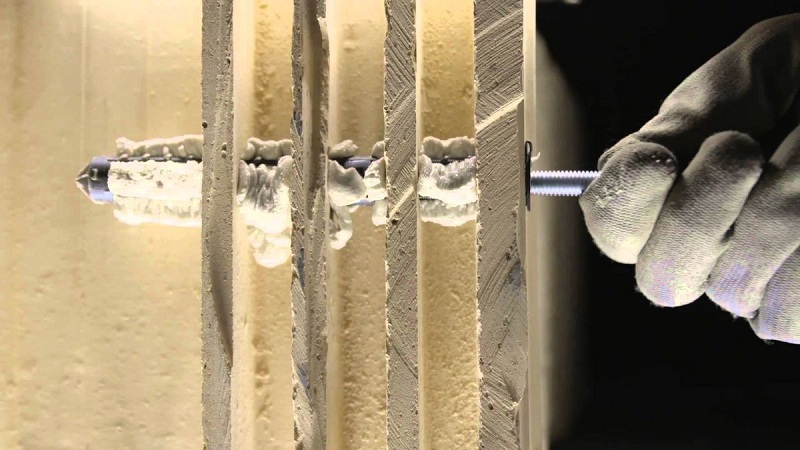
 В результате при закручивании или забивании они могут ломаться. Поэтому для наружных работ или монтажа в неотапливаемых помещениях зимой лучше выбрать крепеж из других материалов, например из нейлона.
В результате при закручивании или забивании они могут ломаться. Поэтому для наружных работ или монтажа в неотапливаемых помещениях зимой лучше выбрать крепеж из других материалов, например из нейлона.
 Они не гарантируют долговечность фиксации в длительной перспективе.
Они не гарантируют долговечность фиксации в длительной перспективе.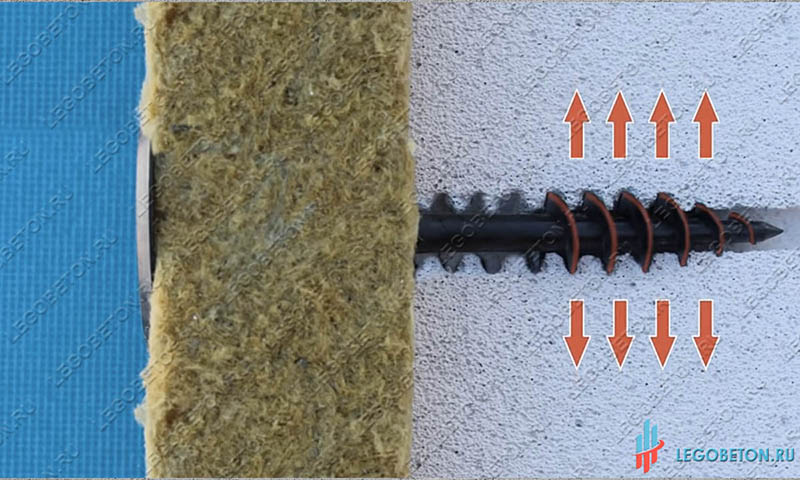
 При этом по прочностным показателям и несущей способности продукция российских и иностранных компаний не отличается.
При этом по прочностным показателям и несущей способности продукция российских и иностранных компаний не отличается. Основную роль играет способ монтажа:
Основную роль играет способ монтажа:
 Изготавливают его из цемента, смешанного с водой, песком и пенообразователем. В итоге получается гигроскопичный пористый материал с ячеистой структурой. Он отлично удерживает тепло, изолирует от шума, прекрасно выдерживает температурные перепады.
Изготавливают его из цемента, смешанного с водой, песком и пенообразователем. В итоге получается гигроскопичный пористый материал с ячеистой структурой. Он отлично удерживает тепло, изолирует от шума, прекрасно выдерживает температурные перепады. Они предназначаются для внутренних или наружных работ.
Они предназначаются для внутренних или наружных работ.

 Справляются с крепежом со средними нагрузками, например, осветительными приборами.
Справляются с крепежом со средними нагрузками, например, осветительными приборами. Достаточно 2-3 см и небольшого дюбеля, который выдержит её вес.
Достаточно 2-3 см и небольшого дюбеля, который выдержит её вес. Крепёж забивают резиновым молотком. Для надёжности конструкции поверхность блока оштукатуривают цементным раствором.
Крепёж забивают резиновым молотком. Для надёжности конструкции поверхность блока оштукатуривают цементным раствором. Некоторые дюбели, например, химические, демонтировать невозможно.
Некоторые дюбели, например, химические, демонтировать невозможно. Во время монтажа важно соблюдать технологию, не спешить, каждый этап выполнять качественно и тщательно.
Во время монтажа важно соблюдать технологию, не спешить, каждый этап выполнять качественно и тщательно. На выбор крепления для этого строительного материала влияют не только индивидуальные особенности ячеистых блоков, но и вид планируемых отделочных работ на рабочей поверхности пеноблоков. Особое внимание необходимо уделить нагрузке, которая будет приходиться на стену от навесной мебели или разного рода техники.
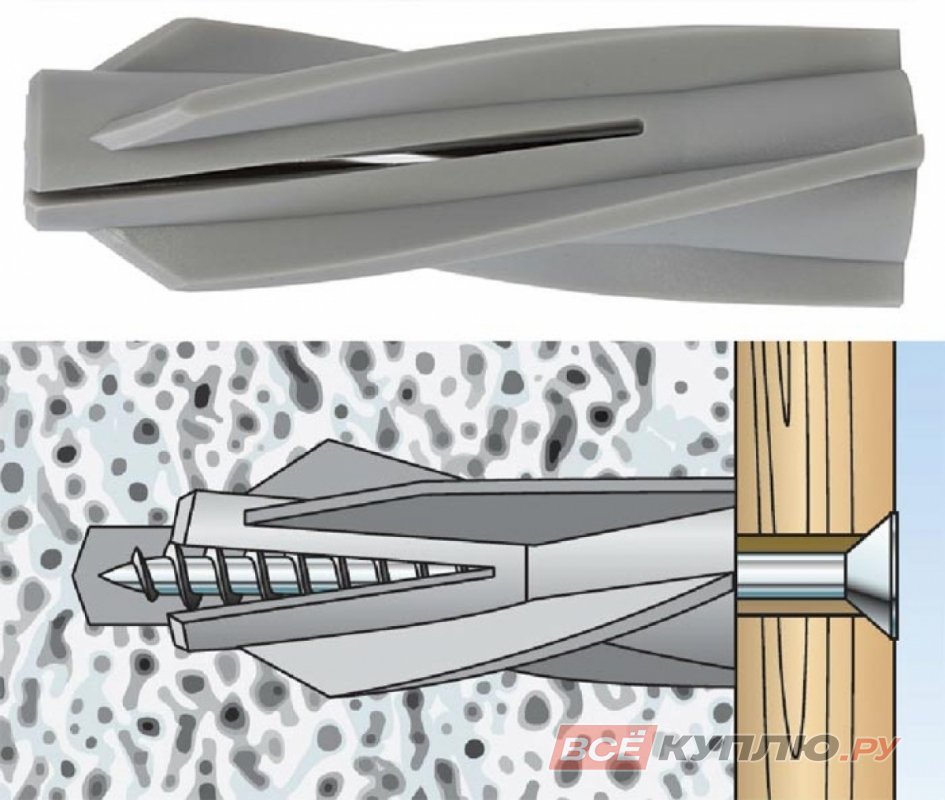
На выбор крепления для этого строительного материала влияют не только индивидуальные особенности ячеистых блоков, но и вид планируемых отделочных работ на рабочей поверхности пеноблоков. Особое внимание необходимо уделить нагрузке, которая будет приходиться на стену от навесной мебели или разного рода техники. Зубья на поверхности детали являются надежным препятствием для прокручивания детали при установке.
Зубья на поверхности детали являются надежным препятствием для прокручивания детали при установке.






 youtube.com/embed/g823OBYG9n4″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/g823OBYG9n4″ frameborder=»0″ allowfullscreen=»»>  США
США 00
00 00
00 США
США
 Их сфера применения чрезвычайно широка: химическая, нефтедобывающая, пищевая, фармацевтическая промышленность, энергетика.
Их сфера применения чрезвычайно широка: химическая, нефтедобывающая, пищевая, фармацевтическая промышленность, энергетика.
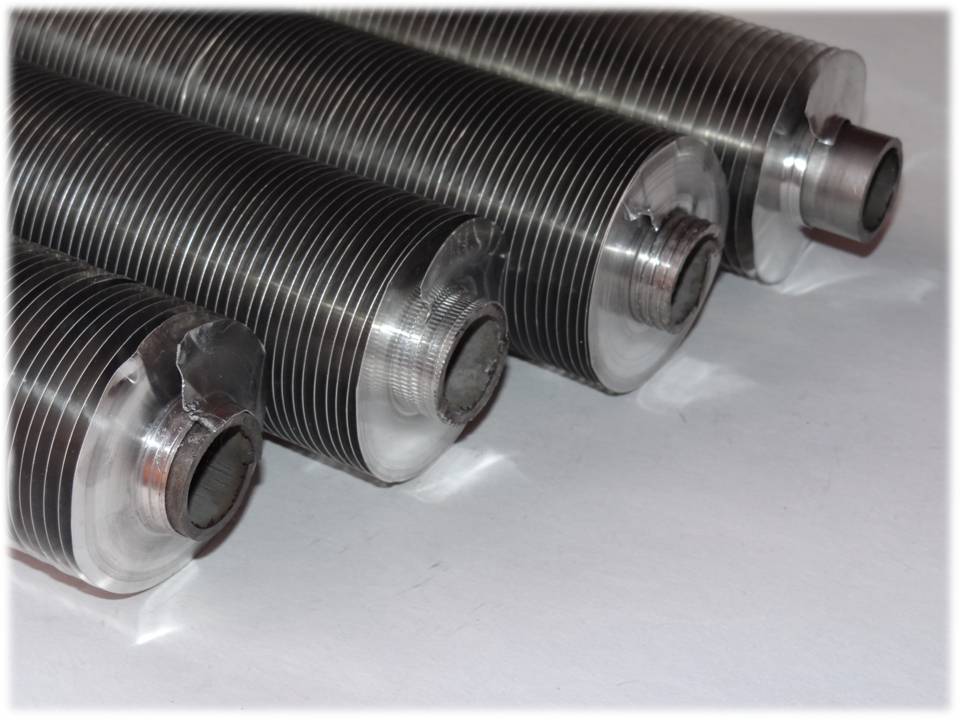
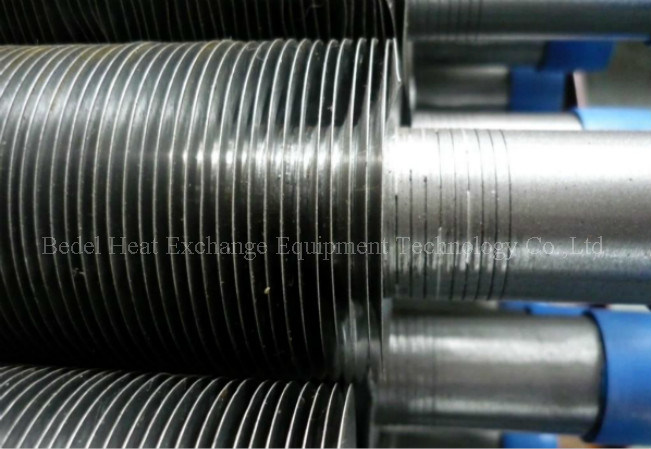
 Технология изготовления
Технология изготовления
 8-2.0
8-2.0 2×17, 1.5×20
2×17, 1.5×20 Другими словами, ребристые трубы используют свои «ребра» для увеличения площади поверхности, с которой контактирует внешняя жидкость. Затем трубка обменивается теплом между жидкостью внутри трубки и жидкостью снаружи трубки. Эти трубы часто изготавливаются из нержавеющей стали, особенно серий 300 и 400, из-за нескольких ключевых характеристик, которыми может похвастаться этот специальный металл.
Другими словами, ребристые трубы используют свои «ребра» для увеличения площади поверхности, с которой контактирует внешняя жидкость. Затем трубка обменивается теплом между жидкостью внутри трубки и жидкостью снаружи трубки. Эти трубы часто изготавливаются из нержавеющей стали, особенно серий 300 и 400, из-за нескольких ключевых характеристик, которыми может похвастаться этот специальный металл. Чем больше площадь поверхности, тем выше скорость переноса и тем меньше трубок требуется для данного применения. Это может значительно уменьшить общий размер оборудования и стоимость проекта. Вот почему увеличение площади внешней поверхности жизненно важно для эффективности теплопередачи. Ребристые трубки применяются в ряде отраслей промышленности, в том числе: змеевики для гибридных градирен, печатные машины, химическая промышленность, регенерация растворителей, производство поверхностных покрытий, деревообрабатывающая промышленность, охлаждение воздухозаборников турбин, теплицы и животноводство, производство литья пластмасс, антикоррозийная промышленность. змеевики для заморозки, текстильное производство, пищевая промышленность, бумажные и кожевенные заводы.
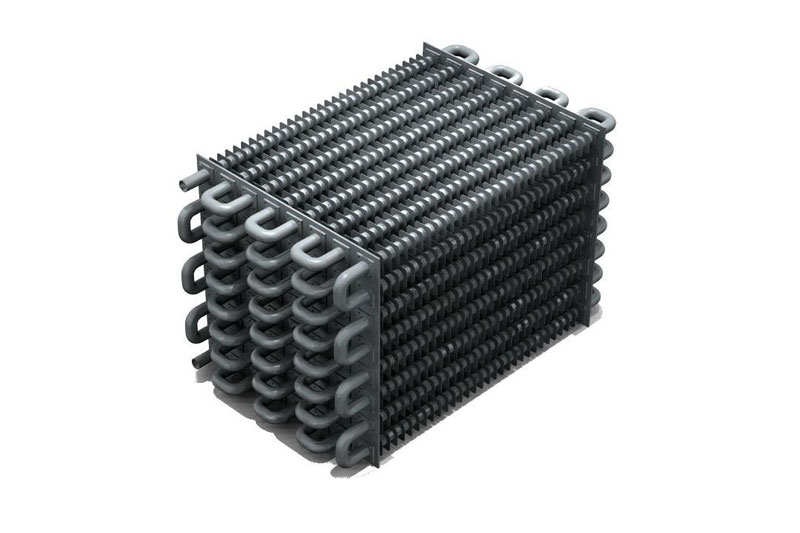
Чем больше площадь поверхности, тем выше скорость переноса и тем меньше трубок требуется для данного применения. Это может значительно уменьшить общий размер оборудования и стоимость проекта. Вот почему увеличение площади внешней поверхности жизненно важно для эффективности теплопередачи. Ребристые трубки применяются в ряде отраслей промышленности, в том числе: змеевики для гибридных градирен, печатные машины, химическая промышленность, регенерация растворителей, производство поверхностных покрытий, деревообрабатывающая промышленность, охлаждение воздухозаборников турбин, теплицы и животноводство, производство литья пластмасс, антикоррозийная промышленность. змеевики для заморозки, текстильное производство, пищевая промышленность, бумажные и кожевенные заводы. Большинство ребристых трубчатых теплообменников являются поперечноточными. Они действуют как отличный теплообменник, когда одной из переменных передачи является газ или воздух. Экструдированные ребристые трубы, трубы, изготовленные методом экструзии с радиальным раздавливанием футеровки, часто обеспечивают высокоэффективную площадь поверхности для трубы теплообменника. Типы передачи, для которых эти трубки часто используются в этом секторе, включают передачу от жидкости к газу, от теплоносителя к воздуху и от пара к газу.
Большинство ребристых трубчатых теплообменников являются поперечноточными. Они действуют как отличный теплообменник, когда одной из переменных передачи является газ или воздух. Экструдированные ребристые трубы, трубы, изготовленные методом экструзии с радиальным раздавливанием футеровки, часто обеспечивают высокоэффективную площадь поверхности для трубы теплообменника. Типы передачи, для которых эти трубки часто используются в этом секторе, включают передачу от жидкости к газу, от теплоносителя к воздуху и от пара к газу. Обработка, электроника, общественное питание, HVAC, медицина, судостроение, производство электроэнергии, нефть и газ, а также инструменты и штампы.
Обработка, электроника, общественное питание, HVAC, медицина, судостроение, производство электроэнергии, нефть и газ, а также инструменты и штампы. Это лишь некоторые из многих марок нержавеющей стали, которые есть в наличии у NKS. Когда дело доходит до оребренных труб, коррозионная стойкость может быть ключевым фактором. Вот почему клиенты обращаются к нам за материалами для этого приложения. Мы вас прикрыли.
Это лишь некоторые из многих марок нержавеющей стали, которые есть в наличии у NKS. Когда дело доходит до оребренных труб, коррозионная стойкость может быть ключевым фактором. Вот почему клиенты обращаются к нам за материалами для этого приложения. Мы вас прикрыли. В зависимости от вашего предполагаемого применения, мы можем посоветовать вам материал, который наилучшим образом соответствует вашим потребностям. Имея восемь продольно-резательных станков на четырех предприятиях в США и Мексике, мы предлагаем широкий диапазон толщин, а также линию поперечной резки. Свяжитесь с нами сегодня по телефону (800) 722-5029 или запросите расценки на нашем веб-сайте.
В зависимости от вашего предполагаемого применения, мы можем посоветовать вам материал, который наилучшим образом соответствует вашим потребностям. Имея восемь продольно-резательных станков на четырех предприятиях в США и Мексике, мы предлагаем широкий диапазон толщин, а также линию поперечной резки. Свяжитесь с нами сегодня по телефону (800) 722-5029 или запросите расценки на нашем веб-сайте. Трубка ребер типа L из нержавеющей стали, углеродистая сталь Трубка ребер типа L, медь Трубка ребер типа L
Трубка ребер типа L из нержавеющей стали, углеродистая сталь Трубка ребер типа L, медь Трубка ребер типа L 
 1-5
1-5 1-5
1-5 до 0,5мм.
до 0,5мм. )
)  Ребра приварены к основной трубе на концах полосы.
Ребра приварены к основной трубе на концах полосы.