Эксцентриковые тиски предназначены для зажима обрабатываемых деталей. Неподвижная щека отлита за одно целое с корпусом поз. 1. Подвижная щека поз. 2 перемещается по направляющим корпуса поз. 1; подвижное соединение обеспечивается пазовым болтом поз. 11 c гайкой поз. 13. Зажим обрабатываемой детали осуществляется эксцентриком поз. 4, который закреплен на опоре поз. 3 и при повороте вокруг болта поз. 6 своим эксцентриковым выступом перемещает подвижную щеку поз. 2. Контакт между подвижной щекой и эксцентриком поддерживается пружиной поp. 7, раздвигающей губки тисков. Раствор тисков регулируется перемещением болта поз. 6 по Т-образному пазу корпуса поз. 1.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
МЧ00.59.00.00 — Тиски эксцентриковые
Модель сборки. Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:МЧ00.59..
$20.00
МЧ00.59.00.01 — Корпус
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:МЧ00.59.00.01 — Корпус.cdwФайл модел..
$2.00
МЧ00.59.00.01 — Корпус — модель
В архиве находится файл модели. Версия программы Компас 16.МЧ00.59.00.01 — Корпус.m3d..
$1.00
МЧ00.59.00.01 — Корпус — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.МЧ00.59.00.01 — Корпус — чертеж.cdw..
$1.00
МЧ00.59.00.02 — Щека подвижная
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:МЧ00.59.00.02 — Щека подвижная.cdwФа..
$2.00
МЧ00.
59.00.02 — Щека подвижная — модель
В архиве находится файл модели. Версия программы Компас 16.МЧ00.59.00.02 — Щека подвижная.m3d..
$1.00
МЧ00.59.00.02 — Щека подвижная — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.МЧ00.59.00.02 — Щека подвижная — чертеж…
$1.00
МЧ00.59.00.03 — Опора
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:МЧ00.59.00.03 — Опора.cdwФайл модели..
$2.00
МЧ00.59.00.03 — Опора — модель
В архиве находится файл модели. Версия программы Компас 16.МЧ00.59.00.03 — Опора.m3d..
$1.00
МЧ00.59.00.03 — Опора — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.МЧ00.59.00.03 — Опора — чертеж.cdw..
$1. 00
МЧ00.59.00.04 — Эксцентрик
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:МЧ00.59.00.04 — Эксцентрик.cdwФайл м..
$2.00
МЧ00.59.00.04 — Эксцентрик — модель
В архиве находится файл модели. Версия программы Компас 16.МЧ00.59.00.04 — Эксцентрик.m3d..
$1.00
Показано с 1 по 15 из 31 (всего 3 страниц)
Быстрозажимные эксцентриковые тиски
Без слесарных тисков невозможно представить авторемонтную или домашнюю мастерскую независимо от того, с каким материалом приходиться работать: металлом, пластиком или деревом. Обычно везде пользуются классическими тисками с воротком, которые медленно зажимают и разжимают детали.
Совершенно нетрудно и в короткое время можно изготовить самодельные металлические тиски с эксцентриковым зажимом, которые отличаются компактными размерами, а также позволяют быстро и надежно фиксировать заготовки. Быстродействие тисков особенно будет полезным при выполнении больших объемов работ, отличающихся однообразием и монотонностью. Сделать самые простые металлические тиски с эксцентриковым зажимом можно своими руками из недорогих подручных материалов – остатков металлолома, которые практически всегда найдутся в домашней мастерской или гараже. Поэтому на материалах не будем останавливаться. Если будет необходимость оговорить их особенности, уточним это в процессе работы.
Нам для работы понадобятся самые обычные инструменты:
сварочный аппарат;
болгарка с отрезным диском;
сверлильный станок или дрель;
метчик для нарезки резьбы:
молоток;
клещи;
слесарные тиски и др.
Приступаем к изготовлению тисков
Чтобы работа спорилась, не мешает себе мысленно представить конечный результат работы, к которой мы только что приступаем: готовые быстрозажимные эксцентриковые тиски, радующие нас своей компактностью, цветовым разнообразием и поразительными возможностями быстро и надежно зажимать любые заготовки.
Ну, а теперь – к работе, чтобы мечта превратилась в реальность. Находим остаток ни к чему негодного швеллера, размечаем его с помощью линейки и маркера и отрезаем при помощи болгарки необходимый кусок. Он станет основание для подвижной и неподвижной губки наших тисков.
Из подходящего по размеру равнополочного уголка после разметки отрезаем два одинаковых по длине куска, которые в тисках станут основанием губок наших самодельных тисков.
В середине полки одного из уголков – будущей подвижной губке тисков, намечаем центр отверстия, которое просверливаем на сверлильном станке.
На перемычке заготовки швеллера по ее центральной оси ближе к одному концу намечаем границы прорези, по которой будет двигаться подвижная губка наших тисков. Отмеченные точки накерниванием и сверлим отверстия, которые и будут концами прорези.
Вырезаем с помощью болгарки полоску металла в перемычке швеллера между этими двумя отверстиями и выбиваем ее сужающимся бойком молотка. Эта прорезь будет задавать пределы перемещения подвижной губки тисков.
Отрезаем болгаркой из подходящей металлической полосы два куска, длина которых равна ширине полки уголка. Они будут служить ограничителями для подвижной губки при ее движении вдоль прорези.
Далее соединяем уголок и швеллер с помощью болта и гайки в положение, которые они будут занимать в готовых тисках.
Зажимаем эту конструкцию в слесарные тиски и привариваем к уголку поперечно с двух сторон швеллера ограничители, придерживая их клещами. Чтобы их случайно не приварить к полкам швеллера, между ними на время сварки помещаем тонкий кусок резины, пластика или другого диэлектрического материала.
Затем из отслужившего свое молотка с круглой головкой отрезаем болгаркой цилиндрическую болванку по высоте примерно равную диаметру – заготовку будущего эксцентрикового зажима.
Намечаем на его торце точку с некоторым эксцентриситетом – отступом от центральной продольной оси цилиндра. По метке сверлим сквозное отверстие, параллельное оси нашей заготовки.
Из толстой полосы металла после разметки вырезаем два куска по длине и высоте равных полке равнополочного уголка. Это будущие накладки на губки быстрозажимных тисков.
Сверлим в этих накладках по два отверстия по центру ближе к краям. Развертываем их с лицевой стороны под головки крепежных винтов. С помощью болгарки наносим насечку и зачищаем их. Пробуем качество закрепления накладок к полкам уголков (губкам) двумя болтами и гайками.
Один уголок (неподвижную губку) привариваем поперечно к перемычке швеллера со стороны, противоположной прорези. Вновь устанавливаем накладки на неподвижную и подвижную губки и уже окончательно прикручиваем их по месту, пользуясь ключом и отверткой.
Из довольно толстого металла вырезаем полоску по размеру равную длине уголка, а по ширине – расстоянию между концами полок по диагонали. Также и привариваем ее для обеспечения прочности и жесткости неподвижной губки.
Теперь берем более толстую полосу металла и сверлим с одного конца отверстие и нарезаем в ней резьбу с помощью метчика. Затем отрезаем от нее кусочек с резьбовым отверстием прямоугольной формы, чуть отличной от квадрата. Эта самодельная прямоугольная гайка будет удерживать эксцентрик на подвижной губке, и позволять им двигаться по перемычке швеллера (направляющей) в ту или другую сторону.
Чтобы гайка не вращалась под перемычкой швеллера, с двух сторон от нее продольно вдоль всей прорези с небольшим зазором отрезаем и привариваем два направляющих прута-ограничителя.
В эксцентрике сбоку примерно посередине его высоты сверлим глухое отверстие и нарезаем в нем резьбу под крепление ручки. Собираем подвижную губку тисков с заранее приваренными ограничителями, прикручивая к уголку двумя болтами готовую накладку с насечками.
Находим кусок листового железа достаточной толщины для обеспечения жесткости. Намечаем на нем контуры основания восьмиугольной формы с двумя отметками под отверстия для крепления. С помощью болгарки вырезаем его. Привариваем к нему швеллер (направляющую) с неподвижной губкой. Обрабатываем сварные швы и поверхности болгаркой для удаления ржавчины, наплывов металла, шероховатостей и округления граней.
Заклеиваем накладку губки и продольную прорезь с запасом по бокам строительным скотчем.
Красим с помощью аэрозольного баллончика основание, направляющую и неподвижную губку в черный цвет, подвижную губку (кроме накладки) – зеленой краской, а эксцентрик – бронзовой.
После высыхания краски и снятия скотча, все части наших эксцентриковых тисков в принципе готовы и только ждут окончательной сборки.
Для этого нам достаточно установить эксцентрик и подвижную губку на направляющую, пропустить через отверстия болт и снизу под направляющей установить прямоугольную гайку и завернуть в нее болт.
В эксцентрик сбоку вкручиваем ручку, а основание тисков двумя винтами закрепляем к прочному деревянному основанию. Наши быстрозажимные эксцентриковые тиски собственного изготовления полностью готовы к работе.
С их помощью одним движением ручки эксцентрика можно закрепить в них любые заготовки быстро, надежно и без лишних усилий.
Замечания в конце
Поскольку придется работать с болгаркой, сварочным аппаратом, сверлильным станком, то необходимо пользоваться индивидуальными средствами защиты, по крайней мере, очками для защиты глаз и перчатками на руки. Чтобы подвижные части эксцентриковых тисков работали без заеданий, их можно время от времени смазывать графитовой смазкой, а рычаг эксцентрика для удобства снабдить деревянной ручкой.
Смотрите видео
Glacern Machine Tools — Двойные тиски GDV-416DX
» Видео: Двойные тиски GDV
Компактные двойные тиски Glacern GDV-416DX (версия 2) 4″ Deluxe делают нашу популярную конструкцию машинных тисков еще лучше, улучшая предыдущую модель и добавляя новые функции. Увеличьте площадь своего стола VMC или HMC еще больше, прикрепив тиски к столу. /надгробие с нашими новыми обработанными сквозными отверстиями.GDV-416DX (Версия 2) имеет четыре сквозных отверстия, которые позволяют вам опустить длинный болт 1/2-13 через саму станину, чтобы прикрепить тиски к столу — полностью избавляя от необходимости бокового зажима.
Прецизионно плоские шлифованные стороны обеспечивают высокую плотность монтажа. Вес 55 фунтов делает эти тиски гораздо более удобной альтернативой большим тискам для мастерских, которые часто меняют настройки и не имеют доступа к мостовому крану. Идеально подходит для больших объемов работы с мелкими деталями, каждая станция может зажимать до 3,5 дюймов. При необходимости для более крупных работ центральную губку можно снять, а с помощью пластины для фиксации губок тиски можно превратить в одиночную станцию или 9,25-дюймовую станцию. перевернутые одностанционные тиски.
Работаете на Haas или Tormach? Все наши тиски теперь поставляются с ключами с Т-образным пазом 5/8 дюйма. Если вместо этого вы хотите 11/16 дюйма, отправьте нам электронное письмо после размещения заказа онлайн, чтобы сообщить нам, и мы с радостью поменяем размеры бесплатно. !
Новые возможности
Строительство
Технические характеристики
Принадлежности в комплекте
Дополнительные принадлежности
ГРВ-416DX
4-дюймовые двойные тиски Deluxe — V2
ФОТО
1399,00 $
В НАЛИЧИИ
GCJ-400
4-дюймовые жесткие губки для измельчения
ФОТО
169,99 $
В НАЛИЧИИ
ГВЖ-400
4-дюймовая закаленная V-образная губка
ФОТО
99,00 $
В НАЛИЧИИ
GXJ-400
4-дюймовые зубчатые твердые губки
ФОТО
139,99 $
В НАЛИЧИИ
ГДЖ-400-П
4-дюймовые оригинальные жесткие губки (пара)
ФОТО
119,99 $
В НАЛИЧИИ
ГСЖ-4АЛ
Мягкие губки — 4 дюйма, алюминий
ФОТО
59,00 $
В НАЛИЧИИ
ГСДЖ-460АЛ
Сверхширокие 6 алюминиевых мягких губок для 4-дюймовых тисков
ФОТО
59,00 $
В НАЛИЧИИ
ГРВ-CSJ400
4-дюймовые резные губки для тисков GDV
ФОТО
199,99 $
В НАЛИЧИИ
ГАК-625СТ
Стол 5/8 для ключей с Т-образным пазом тисков 11/16
ФОТО
49,99 $
В НАЛИЧИИ
ГАК-6875
11/16-дюймовые Т-образные ключи
ФОТО
49,99 $
В НАЛИЧИИ
ГАК-14ммСТ
Стол 14 мм для ключей с Т-образным пазом 11/16
ФОТО
49,99 $
В НАЛИЧИИ
ГАК-18ммСТ
Стол 18 мм для ключей с Т-образным пазом 11/16
ФОТО
49,99 $
В НАЛИЧИИ
ГАК-22ммСТ
Стол 22 мм для ключей с Т-образным пазом тисков 11/16
Многоцелевые модульные тиски GS Tooling для 5-осевых обрабатывающих центров, тип 1 — 382-520
Текущий запас:
Добавление в корзину… Товар добавлен
Многозадачные модульные тиски GS Tooling для 5-осевых обрабатывающих центров, тип 1 — 382-520
Линейка многозадачных тисков была специально разработана для 5-осевых станков. Работая с 5 сторон заготовки, он позволяет наилучшим образом оптимизировать цикл обработки. Благодаря компактной конструкции этот вид тисков можно устанавливать на все обрабатывающие центры. Использование губок GRIP настоятельно рекомендуется с многофункциональными тисками.
Характеристики:
Самоцентрирующаяся или эксцентриковая
Эксцентриковая регулировка кулачков с шагом 2 мм
Высочайшая точность позиционирования и выравнивания (±0,02 мм) благодаря шлифованным реечным зубьям как на основании, так и на неподвижных кулачках
Минимальный прогиб
Прочная, жесткая конструкция и максимальный коэффициент зажима по отношению к общей длине
Позиционирование через шлифованные отверстия или шпоночные пазы
Весь корпус закален до HRC60 для долговечности
Также доступны стояки и губки альтернативной конструкции.
Главное изображение на чертеже — Как сделать чертеж
Автор Admin На чтение 16 мин. Опубликовано
При составлении чертежа прежде всего решается вопрос правильного выбора и расположения главного изображения. Возможные при этом ошибки ведут к излишнему количеству изображений, нерациональному их составу и структуре (избытку штриховых линий невидимого контура, нецелесообразному распределению размеров и др.)г неверной ориентации положения детали в пространстве, неудачной компоновке чертежа, затруднительному его чтению. На рис. 1, а, например, показан случай неудачного выбора главного изображения. Правильный выбор (рис. 1, б) не требует второго изображения.
Рисунок 1. Пример неправильного выбора главного изображения
Школьники должны четко уяснить понятие «главное изображение». Под ним понимают наиболее характерное, дающее самое полное представление о форме изделия изображение, которое позволяет нанести наибольшее количество размеров и обеспечивает полное использование поля чертежа. За главный принимают тот вид детали, который передает ее характерный внешний контур, наибольшее количество видимых очертаний, важные конструктивные элементы, позволяющие судить о назначении и работе в механизме, а также дает возможность уменьшить количество других изображений.
Главным изображением может быть вид, разрез, сечение или комбинированное изображение. Различные случаи, встречающиеся в практике, систематизированы на рис. 2. Это может быть вид 1, разрез полный простой 2 или сложный 3. Для удлиненных деталей стандарт допускает вид с разрывом 4. В качестве главного изображения в отдельных случаях может выступать и сечение. В частности, для изогнутых изделий секущей поверхностью служит цилиндрическая, разворачиваемая затем в плоскость, с тем чтобы обеспечить нормальное поперечное сечение на фронтальной плоскости проекций 5.
Рисунок 2. Примеры главных изображений на чертеже
Главным может выступать и условное изображение. Например, цилиндрические пружины сжатия и растяжения из проволоки круглого сечения показываются условно: витки изображаются прямыми линиями, сечения пружины условно принимаются как окружности. При значительном количестве витков допускается изображение на ее концах только по 1—2 рабочих витка, а на всей длине проводятся только осевые линии через центры сечений витков 6. Изображается всегда правая навивка, а необходимые уточнения даются в технических требованиях.
На рис. 3 приведены примеры различных комбинаций видов, разрезов и сечений на главном изображении. Для симметричных деталей (тел вращения) половина вида соединяется по осевой линии с половиной разреза 1. В случаях совпадения линий контура или проекций ребер с осью симметрии часть вида и часть разреза соединяются по сплошной волнистой линии 2. Для детали с ребром на наружной поверхности показывается менее половины разреза 2, а с ребром на внутренней полости — более половины разреза 3. Соединение части вида и части разреза несимметричной детали осуществляется по волнистой линии 4. Главный вид может включать один — 5, а, два 5, б, а иногда и более местных видов.
Рисунок 3. Примеры различных комбинаций видов, разрезов, сечений на главном изображении
Нередко при соединениях половины разреза с половиной вида включают местный разрез, секущая плоскость которого не совпадает с секущей поверхностью основного разреза 6. На главном виде местный разрез симметричного элемента допускается разделять штрихпунктир- ной тонкой линией 7, а, вместо волнистой 7, б.
Главный вид может выступать не только в комбинации с разрезом, но и с сечением. Симметричные сечения можно располагать в разрыве между частями вида 8, полным 9 или частичным 10 наложением сечения на вид.
Для изготовления фасонных деталей из листового материала требуются развертки, которые на рабочем чертеже часто совмещаются с главным видом и наносятся тонкой штрихпунктирной линией с двумя точками 11.
В качестве главного изображения нередко используют разрезы, среди которых встречаются комбинации с местным видом неразрезаемого конструктивного элемента 12, с наложенной проекцией 13, с частично наложенным сечением 14, с местным разрезом условно не рассекаемого элемента 15, имеющего внутреннюю полость.
При выборе главного изображения учитываются формообразование детали, ее основная геометрическая и конструктивная особенность и назначение. Важное значение при этом придается положению детали на главном изображении. Однако в данном вопросе нет единого мнения. Одни авторы учебных и методических пособий отдают предпочтение преимущественно рабочему положению,» которое занимает деталь в механизме при эксплуатации, другие — положению детали в процессе ее изготовления. Многообразие конструктивных форм деталей не позволяет выработать однозначную рекомендацию на все случаи. Однако анализ производственных чертежей позволяет выделить следующие варианты расположения детали на главном изображении в порядке убывания распространенности:
Положение в процессе изготовления (разметки, основной обработки или сборки).
Положение в машине или механизме при эксплуатации.
Положение в машине или механизме, принятое в практике конструкторской деятельности, если изделие занимает различные положения в технологическом процессе и при эксплуатации.
В большинстве случаев на рабочих чертежах положение детали соответствует основной технологической операции при ее изготовлении. И это вполне объяснимо: разработчики руководствуются удобством использования чертежа в производстве, располагая детали на главном виде в положении, при котором заготовка подвергается обработке. Такая позиция целесообразна и для обучения. Во-первых потому, что она приближает его к производству, во-вторых — обеспечивает вооружение учащихся рациональными приемами графической деятельности, в-третьих, надо иметь в виду, что при выполнении графических работ школьники не всегда могут определить положение отдельной детали в машине.
Но сложность и многообразие форм, конструкций изделий, их функций, технологий изготовления не всегда предполагает рациональный выбор главного вида в соответствии с положением при обработке. Оптимальными могут быть положение при эксплуатации или расположение, традиционно используемое в конструкторской практике для данного типа изделий. В связи с этим, с методической точки зрения, необходима четкая группировка типов деталей по признаку расположения их при фронтальном изображении. Односторонний подход только с учетом формы, функции или с технологических позиций не обеспечивает рационального решения и приводит к той или иной крайности. В учебной практике необходимо руководствоваться принципом комплексного анализа изображаемой детали, включающего компоненты геометрического, конструктивного, технологического, функционального и экономического анализа (см.: Бе лан Е. П., Белан П. Т. Анализ графических изображений // Школа и производство. 1986. № 2).
Комплексный анализ отражает современные тенденции к поиску наиболее рациональных путей построения графических изображений, позволяет выделить следующие три группы. В первую входит значительное число деталей, при выборе главного изображения которых предпочтение отдается технологическому подходу. К ним относятся тела вращения (валы, оси, винты, шпиндели, штоки, втулки, шайбы, кольца, пробки, штифты, диски, шкивы и т. п.). На их главном виде располагают оси горизонтально, что соответствует положению при токарной обработке. При этом диаметры внешних ступенек следует помещать с возрастанием справа налево, а внутренних — наоборот. Резьбовые элементы необходимо располагать по ходу нарезания резьбы (справа налево). Такое расположение деталей и их элементов удобно для чтения и нанесения размеров с учетом технологии обработки.
С горизонтальным положением оси изображают зубчатые колеса, маховики, фасонные кулачки, эксцентрики и др. Подобным образом подходят к деталям типа рычага, тяги, шатуна, вилки, серьги и т. п. Их базовые отверстия, обработка которых является основной технологической операцией, располагают на главном изображении осью параллельно или перпендикулярно основной надписи в продольном разрезе.
Проекции деталей, заготовки которых получают литьем, ковкой, сваркой и прессованием из пластмасс (корпуса машин, редукторов, подшипников, приборов, крышки, фланцы и др.), помещают на главном виде так, как они располагаются при выполнении процесса сборки, контроля или разметки на разметочной плите, т. е. горизонтально. Механическая обработка этих деталей (точение, сверление, нарезание резьбы, фрезерование) осуществляется при разных их положениях, поэтому выделение главной механической операции, как правило, не представляется возможным. Фасонные детали из листового материала, получаемые штамповкой или гибкой, на главном изображении располагают в соответствии с их положением при изготовлении на прессе или гибочном станке.
Вторую группу составляют детали типа кронштейна, угольника, стойки, опоры, бабки, блока, станины, плиты, тройника, корпуса кранов, вентилей, насосов, которые на главном изображении показываются в рабочем положении при эксплуатации машин. Их опорные поверхности занимают рабочее горизонтальное, реже — вертикальное положение. Эти же поверхности, как правило, принимаются за базовые в процессе изготовления и обрабатываются в первую очередь.
В третью группу входят такие детали, положение которых при обработке на станках, а также в машинах при эксплуатации меняется. Типичным примером является поршень, расположение которого в двигателях внутреннего сгорания и компрессорах может быть вертикальным, горизонтальным или наклонным. При изготовлении (литье, механическая обработка, сборка) позиция его также различна. Поэтому на чертеже эту деталь принято изображать вертикально днищем вверх.
Таким образом, описанные группы охватывают практически все разновидности деталей, включенных в классификацию А. П. Соколовского (см.: Ботвинников А. Д. Справочник по техническому черчению. М.: Просвещение, 1974).
Выбор главного изображения упрощается при использовании знаков, надписей, обозначений, поскольку исключается та часть изображений, которую эта символика заменяет. Обычно детали цилиндрической формы (рис. 4) изображаются вдоль оси. Из двух определяющих показывают проекцию с расположением оси параллельно фронтальной плоскости проекций (рис. 4, а), а вторую заменяют знаком 0 (рис. 4, б). Для плоских деталей цилиндрической формы, как и для деталей из листового материала других очертаний, используют характерную проекцию в виде круга, а вторую заменяют буквой s, обозначающей толщину пластины (рис. 4, в). Аналогично изображается удлиненный цилиндр — проекцией, представляющей круглый профиль, а вторую заменяют буквой I с размерным числом, указывающим длину детали (рис. 4, г). В случае изображения плоской детали с глухим отверстием второе изображение не строят, а используют прием, показанный на рис. 5. Вслед за обозначением Ø размещают обозначение буквой h глубины отверстия.
Рисуноки 4 и 5. Примеры выбора главного изображения на чертежах
Зависимость расположения детали на главном изображении чертежа от ее положения при изготовлении или эксплуатации иллюстрируется схемой (рис. 6). Комплексный анализ детали позволяет определить первоначальное положение ее на главном изображении. При необходимости оно корректируется с помощью преобразования (поворота, вращения) с целью более наглядного отражения конструктивных элементов. После этого уточняется структура главного изображения путем его согласования с другими изображениями и удобства нанесения размеров.
Рисунок 6. Схема
На рис. 7 показана последовательность выбора главного вида ступенчатого валика, имеющего на одной части сквозное отверстие, а на другой — глухой шпоночный паз. Валик представляет тело вращения, поэтому при точении он располагается горизонтально. При рассмотрении естественным кажется показать видимыми отверстие и шпоночный паз (рис. 7, а). Однако детальная проработка показывает, что положение отверстия на главном виде не позволяет однозначно судить о том, глухое оно или сквозное. Построение второй проекции либо вынесенного сечения нельзя признать рациональным. Целесообразнее изменить пространственное положение валика, развернув его на 90° так, чтобы отверстие спроецировалось вдоль, а шпоночный паз расположился вверху (рис. 7, б). Согласуя главный вид с другими изображениями и принимая во внимание удобство нанесения размеров для полного отображения формы шпоночного паза, используют еще одно изображение — местный (контурный) вид и местные разрезы (рис. 7, в).
Рисунок 7. Последовательность выбора главного вида ступенчатого валика
Изложенные рекомендации предусматривают техникотехнологический подход к построению графических изображений. Он характерен для машиностроительного черчения, и использование его в школе показывает, что успешное овладение способами рационального выбора главного изображения зависит от исходных данных. В курсе черчения VIII класса разработка чертежей (эскизов) деталей с выполнением необходимых видов, разрезов и сечений осуществляется с натуры, по аксонометрической проекции, словесному описанию, сборочному чертежу (чертежу общего вида) и по мысленной модели.
Выбору графических изображений, как правило, предшествует восприятие материального или материализованного объекта и мысленное создание пространственного образа, которое имеет свои особенности и закономерности. В частности, наглядное изображение и сборочный чертеж, как исходные данные для построения чертежа детали, сами по себе уже включают своеобразные подсказки по выбору главного изображения. Аксонометрическая проекция строится в непосредственной связи с прямоугольными. Например, трем видам (спереди — фронтальная проекция, слева — профильная и сверху — горизонтальная) соответствуют три стороны детали на наглядном изображении. Поэтому при решении обратной задачи на построение ортогональных проекций по аксонометрической можно сразу ориентироваться на вид спереди, т. е. главный вид. Исключение составляют те случаи, когда на аксонометрической проекции необходимо перейти от левой системы координат к правой (например, показать предмет справа или представить раскрытым угол пространства при местном вырезе на правом конце детали).
Если чертеж детали строится по сборочному (чертежу общего вида), то следует учитывать, что в конструкторской практике сборочные чертежи, как и рабочие, разрабатываются на основе общих видов. Если проект не включает чертежи общих видов, то их функции дополнительно выполняют сборочные чертежи, которые и деталируют. Когда же сборочный чертеж служит исключительно для сборки, то главный вид на нем соответствует положению изделия в процессе выполнения этой операции, а не в рабочем положении. На чертежах общего вида сборочная единица на главном изображении обязательно располагается так, как при выполнении своих функций при эксплуатации. Сборочные чертежи, выполняющие и роль чертежей общих видов, широко распространены в учебной практике. На них главное изображение изделия показывается преимущественно в рабочем положении. Это позволяет ориентироваться на рабочее положение каждой детали в сборочной единице при выборе ее главного изображения. В зависимости от исходных данных учителю необходимо дополнять отсутствующую информацию, позволяющую уяснять принцип работы, функции, технологию изготовления и контроля деталей, на которые составляются чертежи.
Обучение школьников способам рационального выбора главного изображения должно осуществляться поэтапно. Первые умения формируются в курсе проекционного черчения VII класса на стадии геометрического анализа при построении проекций предметов. Наблюдения за работой учащихся по выбору главного изображения в условиях отсутствия у них сформированных рациональных способов показывают, что школьниками применяются следующие приемы: случайный выбор, манипулятивный, выбор по контуру, по общему характеру формы, комбинированием, на основе геометрического анализа, с помощью мысленного преобразования.
Наиболее низкий уровень работы отмечается при случайном выборе, а наиболее высокий — при мысленном оперировании пространственным образом в процессе выбора главного изображения. В первом случае школьники останавливаются на том виде, который имеет выделяющиеся особенности (выступы, углубления, вершины углов, резкие переходы контура, асимметрию и т. ‘д.). Они не являются определяющими, но уводят внимание от главного вида. Использование манипулирования натуры относительно наблюдателя полезно только на начальных стадиях развития подвижности пространственного мышления: наглядная опора сковывает умственные действия, не позволяет вырабатывать и проявлять способность к отвлеченному мышлению (см.: Ботвинников А. Д., Ломов Б. Ф. Научные основы формирования графических знаний, умений и навыков школьников. М.: Педагогика, 1979).
Выбор главного изображения по контуру осуществляется учащимися довольно часто. Контур является важным носителем формы предметов, особенно при наличии информативных элементов. К этому приему прибегают преимущественно те школьники, которые владеют приемами выполнения чертежа «от контура». Для натурных объектов, имеющих характерные контуры главных видов (например, типичные профили, тела вращения), школьники применяют упрощения чертежа, замену отдельных проекций знаками, надписями, обозначениями.
Если учащиеся владеют понятиями определяющих проекций и четко выделяют их для простых геометрических тел, то они без особых затруднений используют прием выбора главного изображения по общему характеру формы предмета. Этот прием может быть применен для построения чертежей таких предметов, которые в целом представляют собой простые формы с частной детализацией.
Встречаются случаи, когда школьники осуществляют выбор фронтальной проекции, прибегая к комбинированию, т. е. меняя сочетания трех проекций и поочередно рассматривая каждую из них в качестве главной, определяют наиболее представительную по характеру и объему графической информации. Такой прием используется учащимися, имеющими наклонность к комбинированным действиям.
Выбор главного изображения на основе геометрического анализа ведется школьниками целенаправленно. Предмет мысленно расчленяется на простые геометрические тела, для каждого из которых устанавливаются определяющие проекции и главный вид. Затем выбирается то направление проецирования на фронтальную плоскость, по которому определяется наибольшее количество главных видов простых тел, составляющих предмет. Если учащиеся владеют приемом выделения «блоков» простых тел, ориентированных в одном направлении (см.: Лешер В. Ю. Два подхода к обучению анализу формы предметов // Актуальные вопросы совершенствования графической подготовки учащихся. М.: НИИ СиМО АПН СССР, 1980), то решение значительно ускоряется.
Определение главного изображения с помощью мысленного преобразования свойственно учащимся с развитым пространственным мышлением. Им доступно умственное моделирование форм предметов.
В зависимости от формы предмета и его характерных особенностей возможно и сочетание названных приемов выбора главного изображения. Но как использование отдельных приемов, так и их комбинирование у школьников обычно не отличается систематичностью. Задача учителя состоит в том, чтобы обеспечить последовательное накопление ими опыта, потому что рассмотренные приемы являются составной частью методики выбора главного изображения.
В заключение следует отметить, что учащиеся испытывают трудности при определении положения главного вида. Это объясняется тем, что в структуре пространственного мышления оперирование созданным образом представляет собой уровень развития более высокого порядка. Формированию подвижного пространственного мышления способствуют задачи на преобразование, которые систематически публикуются в журнале.
Заметим в этой связи, что используемые в курсе черчения задачи на построение третьей проекции по двум заданным полезны с дидактической точки зрения, они способствуют выработке определенного стереотипа мышления: во всех случаях требуется построение трех проекций. В силу этого школьники, не особенно задумываясь, выполняют сразу три проекции предмета.
Чтобы исключить возможность появления этого стереотипа, необходимо еще на этапе освоения метода прямоугольного проецирования на плоскости проекций обращать вни мание на достаточное (минимальное) количество проекций для каждой модели. Что же касается задач на построение третьей проекции, то в их условие необходимо добавить еще один пункт: после построения третьей проекции отыскать избыточную и исключить ее. Показательными могут быть задачи, в которых лишней будет одна из двух заданных проекций.
Error
Sorry, the requested file could not be found
More information about this error
Jump to…
Jump to…ГОСТРАБОЧИЕ ТЕТРАДИУЧЕБНЫЕ ПОСОБИЯТеоретический материал Начертательная геометрия.Теоретический материал Инженерная графика (инженерная и компьютерная графика).ОбъявленияДОЛГИ (выполненные задания) загружать сюда Теоретический материал БИ-21И1Задания по Инженерной и компьютерной графике БИ-21И1 ЛЕКЦИИТитульный лист для отчета по РГРЗадания АТб-21А1/А2Задания по Инженерной графике (ТЛб-21Z1)Задание по Начертательной геометрии (ТЛб-21Z1)Задание по инженерной графике ЭУб-21Z1ТЕСТ к ЭКЗАМЕНУ — ЭУб-21Z1Задания по Начертательной геометрии (ЭУб-21Z1)Лекция № 1 Образование проекций. Лекция № 2 «Основные правила выполнения чертежей»Лекция № 3 «Проекции плоскости»Лекция № 4 «Сечения»Лекция 4.1 Сечение поверхности плоскостьюЛекция № 5 «Сложные разрезы»Лекция № 6 «Виды изделий»Лекция № 7 «Выполнение эскизов деталей машин»Лекция 8 «Проекции с числовыми отметками» ГОСТы, которые Вам помогуЗадания по Начертательной геометрии и инженерной графики (ГЕОб-21Z1)Итоговый тест ГЕОб-21Z1Графические работы АПб-21Z2Вопросы к экзаменуТЕСТ к ЭКЗАМЕНУ — АПб-21Z1/АПб-21Z2Теоретический материал Задание на графические работы по дисциплине «Компьютерная графика» Учебное пособиеНачертат геом установка ШИИЛекция 2Указания по выполнению заданийОформление работ заочниковГрафическая работа «Проекции с числовыми отметками»Графическая работа «Арх.- строит. чертеж здания»Отправка заданийГеометрическое компьютерное моделирование (Автокад) Отправка задания «ВАЛ» и «СОПРЯЖЕНИЕ»Отправка задания «План здания» (ГЕОб-20Z1)Задание для зачетаГрафическая работа № 1 Чертеж ВалаГрафическая работа № 2 СопряжениеГрафическая работа № 3 Проекционное черчениеВАЛСопряжениеРазвязкаЛекция 5 Кривые линии и поверхностиЛекция 6 Сечение поверхности плоскостью, построение развертокЛекция 7 Пересечение прямой с поверхностямиФлэш-плеер 1Флэш-плеер 23,4 и 5 темы загружать сюдаЛЕКЦИИ ЭУб-20А1ЗАДАНИЯ НА РАСЧЕТНО-ГРАФИЧЕСКИЕ РАБОТЫТитульный лист для отчета по РГРРешенные задачи (1 к. н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаРешенные задачи (3 к.н.) загружать сюдаЗадание Графическая работа № 2Графическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцераГр. работа 7. СоединенияГр. работа 8. ДеталированиеЛекция 2Лекция 4Лекция 5Лекция 6Лекция 7Лекция 8Macromedia Flash PlayerСписок 1й подгруппы группы АТб-20Z1Список 1й подгруппы группы АТб-20Z2Теоретический материалГрафические работыОтправка графических работ АТб-20Z1/АТб-20Z2Теоретический материалЗадание на графические работы по дисциплине «Компьютерная графика» АТб-20Z1/АТб-20Z2Учебное пособие для ЗаочниковЛекция часть 1Лекция часть 2Лекция часть 3Задание для ЗаочниковОтправка выполненных чертежей1. Теоретический материал 2. Проекционное черчение3. Компьютерное черчениеОтправка заданий на весенний семестрЭкзамен ЭУб-20Z1/ЭУб-20Z21. Теоретический материал Задание по инженерной и компьютерной графике1. Теоретический материал Задание по инженерной графикеГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Наклонное сечениеГр. работа 4. ИзометрияГр. работа 5. Эскиз валаГр. работа 6. Винтовая параГр. работа 7. Эскиз штуцераГр. работа 8. Эскиз зубчатого колесаГр. работа 9. ПриводВопросы к экзамену по Начертательной геометрииИнструкция для прохождения интернет-тестирования 11.01.2021 в 10:00Список студентов записанных на интернет-тестированиеMacromedia Flash PlayerЛекция 7Лекция 8Лекция 9Задание Графическая работа № 0Решенные задачи (1 к.н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюда Задание на графическую работу № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаФото отчета пройденного теста загружать сюдаТема 8Тема № 9Лекция ПЧОЗадание графическая работа № 1Решенные задачи (1 к. н.) загружать сюда Графическую работу № 1 загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаЗадание Графическая работа № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа «Проекции с числовыми отметками»Теоретический материалГОСТыГрафическая работа № 1Графическая работа № 2Графическая работа № 3 (ЭСКИЗ)Гр. работа № 4 План этажа здания1. Проекционное черчение (Сложный разрез)2. Сопряжение.3. СлоиВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюда (копия)Методические указания к работеИсходные чертежиВыполненную работу загружать сюдаТема 8Задание графическая работа (Инженерная графика)Решенные задачи (1 к.н.) загружать сюда Графическую работу (Инженерная графика) загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаЗадание ГР № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Решенные задачи (1 к. н.) загружать сюдаГрафическую работу загружать сюдаЗадание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаЗадание Графическая работа № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцера Гр. работа 7. СоединенияГр. работа 8. ДеталированиеЗадания для должников ГЕОб-20Д1Задание графическая работа № 1Решенные задачи (1 к.н.) загружать сюда Графическую работу № 1 загружать сюдаГрафическая работа № 2 (исходные чертежи)Графическая работа № 3 (задание)Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаГрафическую работу № 3 загружать сюда Решенные задачи (3 к.н.) загружать сюда Задание Графическая работа № 3Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Задание на графическую № 5 работу «Проекционное черчение»Графическую работу № 5 «Проекционное черчение» загружать сюдаГрафическая работа № 1Решенные задачи (1 к. н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2,3 загружать сюдаЭСКИЗ Решенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение»Графическую работу «Проекционное черчение» загружать сюдаЗадание Привод* Выполненные чертежи «Привод» загружать сюдаЗадание 3D модель 2* Выполненный чертеж «3D модель 2» загружать сюдаСоединенияГрафическая работа № 1Решенные задачи (1 к.н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2, 3 загружать сюдаЭСКИЗРешенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение» Графическую работу «Проекционное черчение» загружать сюда Занятие НТС-19Т2 15:25 27.05.2020Занятие CМб-19Т1 08:20 21.05.2020Занятие НТС-19Т2 15:25 20.05.2020Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации. Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал———ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн…» загружаем сюдаТеоретический материал——-Методические указания (Эскиз)Выполненные эскизы загружать сюдаВарианты заданияОбразецВыполненный чертеж винтовой пары загружать сюдаПринятые обозначения Лекция 1. Образование проекций. Метод Монжа. Проекции точки и прямой. Лекция 2. Проекции плоскоти. Прямая линия и точка в плоскости.Лекция 3. Взаимное положение плоскостей. Взаимное положение прямой и плоскости.Лекция 4. Способы преобразования чертежа. (Метрические задачи)Лекция 5. Кривые линии и поверхности.Лекция 6. Сечение поверхности плоскостью. Построение разверток поверхностей.Лекция 7. Пересечение прямой линии с поверхностями.Лекция 8. Взаимное пересечение поверхностей.Лекция 9 Аксонометрические проекцииВыполненный чертеж загружать сюдаРабочая тетрадь Решенные задачи загружать сюдаКарточки с исходным чертежом на ГР № 1 (по вариантам)Карточки с исходным чертежем на ГР № 2 (по вариантам)Методические указания по выполнению графических работПример выполнения ГР № 1Пример выполнения ГР № 2Загружать на проверку Графическую работа № 1 сюдаЗагружать на проверку Графическую работа № 2 сюдаТЕСТТеоретический материал Инженерная графика (инженерная и компьютерная графика)ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)Разъемные и неразъемные соединения (теория)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Выполненные чертежи Привода загружать сюдаВыполненный чертеж редуктора загружать сюдаГр. работа 6. Эскиз штуцера (копия)Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Теоретический материал—ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)ЗАДАНИЕ (исходный чертеж)Выполненный чертеж поршня загружать сюдаВилкаВкладышВыполненный чертеж поршня загружать сюдаЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал—-ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа № 3 ЭСКИЗЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал——-ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн. ..» загружаем сюдаТеоретический материал——Методические указания (Эскиз)Выполненные эскизы загружать сюдаПоследовательность выполнения работыТеоретический материал——Образец (пример)Задания по вариантамВыполненный чертеж железобетонной конструкции загружать сюдаЗанятие 13:45 27.05.2020Занятие 13:45 20.05.2020Занятие 15:25 15.05.2020Теоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные файлыВыполненную работу загружать сюдаТеоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные чертежи -Выполненную работу загружать сюдаЗАДАНИЕ (инженерная графика)Теоретический материал (инженерная графика)Задание № 1 загружать сюдаЗадание № 2 загружать сюдаЗадание № 3 загружать сюдаЗадание № 4 загружать сюдаТеоретический материал (компьютерная графика)Деталь № 1Деталь № 2Деталь № 3Деталь № 1 загружать сюдаДеталь № 2 загружать сюдаДеталь № 3 загружать сюдаЗанятия 1-4 (16. 06.2020 15:25 — 21:50)Занятия 5-6 (20.06.2020 13:45 — 16:55) ЭКЗАМЕНТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийЧертеж для занятия 13.11.2020ЗАДАНИЯ-Теоретический материал по теме (компьютерная графика)* Выполненные чертежи (1 файлом) загружать сюдаКонтроль выполнения ЗАДАНИЙ
Skip Statistics
Детальный чертеж — Проектирование зданий
Мы используем файлы cookie, чтобы обеспечить вам максимальное удобство на нашем веб-сайте. Вы можете узнать о наших файлах cookie и о том, как отключить файлы cookie, в нашей Политике конфиденциальности. Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Редактировать эту статью
Последняя редакция 06 января 2022
См вся история
Детальные чертежи содержат подробное описание геометрической формы части объекта, такого как здание, мост, туннель, машина, установка и т. д. Как правило, это крупномасштабные чертежи, на которых подробно показаны части, которые могут быть менее подробно включены в чертежи общего вида.
Чертежи деталей могут использоваться для демонстрации соблюдения правил и других требований, для предоставления информации о сборке и соединениях между компонентами, для демонстрации деталей конструкции, подробной формы и т. д., которые невозможно было бы включить более подробно. общие чертежи.
Они могут включать размеры, допуски, обозначения, символы и информацию о спецификациях, но они не должны дублировать информацию, включенную в отдельные спецификации, поскольку это может стать противоречивым и вызвать путаницу.
Они могут состоять из двухмерных ортогональных проекций, показывающих планы, разрезы и фасады, и могут быть нарисованы в масштабе от руки или подготовлены с использованием программного обеспечения автоматизированного проектирования (САПР). Однако информационное моделирование зданий (BIM) все чаще используется для создания подробных трехмерных представлений зданий и их компонентов.
Детальные чертежи можно спутать с «детальными чертежами проекта», которые могут описывать чертежи, созданные на этапе рабочего проекта (иногда называемые «разработанным проектом» или «определением»). Детальный проект — это процесс разработки проекта таким образом, чтобы он был правильным по размерам и согласованным, описывая все основные компоненты здания и то, как они сочетаются друг с другом. Не все чертежи, созданные на этом этапе, обязательно будут подробные чертежи .
Они также отличаются от определения «рабочих чертежей», которые содержат графическую информацию с размерами, которая может использоваться подрядчиком для строительства объекта, поставщиками для изготовления компонентов объекта или для сборки или установки компонентов. Опять же, не все рабочие чертежи обязательно будут чертежами деталей .
Исполнительные чертежи и отчетные чертежи.
Сборочный чертеж.
Информационное моделирование зданий.
Чертеж компонента.
Автоматизированное проектирование.
Концептуальный чертеж.
Демистификация процессов проектирования архитектурных деталей.
Конструктивные чертежи.
Электрический чертеж.
Инженерный чертеж.
Покомпонентное изображение.
Чертеж общего вида.
Геометрическая форма.
Монтажные чертежи.
Форматы бумаги для Северной Америки
Обозначения и символы.
Упаковка.
Размеры бумаги.
Производственная информация.
Проекции.
Жилой дизайн и 3D визуализация.
Чертеж в масштабе.
Чертеж в разрезе.
Магазинные чертежи.
Спецификация.
Технический чертеж.
Размеры ручек для технического рисования
Рабочие чертежи.
Доля
Добавить комментарий
Отправьте нам отзыв
Посмотреть история комментариев
Чертежи деталей: Общение с инженерами — Урок
(0 оценок)
Нажмите здесь, чтобы оценить
Quick Look
Уровень: 10 (9-12)
Необходимое время: 45 минут
Зависимость от урока: Нет
предметных областей: Наука и технологии
Доля:
TE Информационный бюллетень
Резюме
Студенты знакомятся с детальными чертежами и важностью четкого документирования и передачи своих проектов. Они знакомятся со стандартом Американского национального института стандартов (ANSI) Y14.5, который контролирует, как инженеры обмениваются и архивируют проектную информацию. Они знакомятся со стандартными размерами бумаги и соглашениями о видах чертежей, которые являются основными компонентами стандарта Y14.5. Затем они могут практиковать свои навыки рисования, выполняя соответствующие действия в соответствии с инженерными стандартами.
Инженерное подключение
Революционная идея имеет ценность только в том случае, если ее можно эффективно передать. Чтобы инженеры представляли, создавали и проектировали продукты, устройства и системы, оказывающие долгосрочное влияние на общество, они должны знать, как представлять и архивировать свои проекты таким образом, чтобы их понимали все инженеры, независимо от культурных и географических границ. Имея надлежащие подробные чертежи, производители точно знают, как создаются детали, без необходимости дополнительных устных объяснений со стороны инженеров. Чертеж детали стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера. Хорошо продуманные подробные чертежи сохраняют творческую работу от одного поколения к другому.
Цели обучения
После этого урока учащиеся должны уметь:
Определение семи видов чертежа узла.
Перечислите важные компоненты чертежа детали.
Перечислите размеры бумаги, используемые для детального чертежа.
Объясните роль стандартов в сохранении технологий.
Образовательные стандарты
Каждый урок или занятие TeachEngineering соотносится с одной или несколькими науками K-12, технологические, инженерные или математические (STEM) образовательные стандарты.
Все более 100 000 стандартов K-12 STEM, включенных в TeachEngineering , собираются, поддерживаются и упаковываются сетью стандартов достижений (ASN) , проект D2L (www. achievementstandards.org).
В ASN стандарты структурированы иерархически: сначала по источнику; напр. по штатам; внутри источника по типу; напр. , естественные науки или математика; внутри типа по подтипу, затем по сортам, и т.д. .
Международная ассоциация преподавателей технологий и инженерии – технологии
Обсудите, что все дизайны имеют разные характеристики, которые можно описать. (Оценки Пре-К — 2)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Используйте различные подходы к информированию о процессах и процедурах использования, обслуживания и оценки технологических продуктов и систем. (Оценки 9 — 12)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Предложите выравнивание, не указанное выше
Какое альтернативное выравнивание вы предлагаете для этого контента?
Подписывайся
Подпишитесь на нашу рассылку новостей, чтобы получать внутреннюю информацию обо всем, что связано с TeachEngineering, например, о новых функциях сайта, обновлениях учебных программ, выпусках видео и многом другом!
PS: Мы никому не передаем личную информацию и электронные письма.
Рабочие листы и вложения
Детальные чертежи Наглядные пособия (pdf)
Чертежи деталей Наглядные пособия (doc)
Викторина по чертежам деталей (pdf)
Викторина по чертежам деталей (doc)
Ответы на викторину по чертежам деталей (pdf)
Ответы на викторину по чертежам деталей (doc)
Посетите [www.teachengineering.org/lessons/view/cub_detdrawings_lesson01], чтобы распечатать или загрузить.
Больше учебных программ, подобных этому
Деятельность средней школы
Детальные чертежи
Учащиеся практикуются в создании элементарных чертежей деталей. Они практикуются в создании собственных рисунков трехмерного блока и специальной детали LEGO, а затем делают трехмерные эскизы неизвестного объекта, используя только информацию, предоставленную в его детальном чертеже.
Детальное рисование проектов
Деятельность средней школы
Видеть все стороны: Орфографический рисунок
Студенты узнают, как создавать двухмерные представления трехмерных объектов, используя методы ортогональной проекции. Они строят фигуры, используя кубические блоки, а затем рисуют ортогональные и изометрические виды этих фигур — виды сбоку, например, сверху, спереди, справа — без определения…
Видя все стороны: орфографический рисунок
Деятельность средней школы
Соедините точки: изометрические чертежи и закодированные планы
Учащиеся изучают изометрические рисунки и практикуются в рисовании на бумаге с треугольными точками форм, которые они создают из нескольких простых кубов. Они также узнают, как использовать закодированные планы для представления объектов и рисования их на бумаге с треугольными точками.
Соедините точки: изометрические чертежи и закодированные планы
Урок средней школы
Давай, вездеход
Во время этого урока студенты узнают о путешествии, в которое отправляется марсоход после того, как инженеры спроектировали его и перед тем, как подготовить к запуску. Студенты изучают методы изготовления, концепции допусков, сборку и полевые испытания, связанные с исследовательским марсоходом.
Давай, Ровер
Введение/Мотивация
Инженеры не производят свою собственную творческую работу, а обычно сообщают свои идеи высококвалифицированным механикам и производителям, которые затем создают различные компоненты, из которых состоят конструкции. Инженеры также должны представлять свои проекты таким образом, чтобы их понимали инженеры из разных стран и культур. Инженеры также оставляют наследие творческой мысли в своих проектах. Чтобы сохранить эту технологию от одного поколения к другому, она должна быть хорошо задокументирована. Как бы вы это сделали? Как это делают инженеры? А 9Детальный чертеж 0013 — это инструмент, используемый инженерами для передачи своих проектов производителям и сохранения их результатов для будущих поколений.
Чтобы облегчить обмен проектной информацией, инженеры создали единые стандарты, протоколы и инструменты. Один из этих стандартов называется ANSI Y14.5 и представляет собой описание того, как создать «детальный чертеж». Чертеж детали — это двухмерное представление инженерного проекта, которое содержит всю информацию, необходимую для его точного воспроизведения. Детальные чертежи особенно полезны, когда инженер хочет изготовить свою конструкцию. При наличии надлежащего чертежа детали производитель точно знает, как создать деталь без необходимости дополнительных словесных объяснений со стороны инженера. Детальный чертеж стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера.
(Покажите учащимся примеры чертежей деталей и опишите информацию из раздела «Предыстория урока». Используйте наглядные пособия по чертежам деталей, в которых представлены рисунки 1–3 в формате, подходящем для диапроекции или раздаточных материалов. Затем проведите прилагаемый тест и выполните соответствующее задание. .)
Предыстория урока и концепции для учителей
Детальный чертеж — это чертеж отдельного компонента, сборки из нескольких деталей или всей системы сборок. Детальный чертеж содержит полное и точное описание размеров, формы и способа изготовления детали. Чертеж детали должен быть кратким, поскольку он передает только информацию, необходимую для создания детали. Такая информация, как точный размер, тип материала, отделка, допуски и любые специальные производственные инструкции, необходимые для создания детали, включена в детальный чертеж.
Детальные чертежи создаются на бумаге стандартных размеров. «Североамериканский стандартный размер бумаги» определяется стандартом ANSI Y14.5 и используется в США. На рис. 1 показаны различные размеры бумаги, соответствующие стандартам Северной Америки. Наименьший размер обозначается буквой «А» и представляет собой размер типичного листа бумаги для ноутбука (8 ½ x 11 дюймов). Самый большой размер — «E», что эквивалентно 16 листам тетрадной бумаги.
Рис. 1. Серия североамериканских стандартных размеров бумаги ANSI, используемая для детальных чертежей.
Инженер «масштабирует» очень большие или маленькие объекты на своих чертежах. Например, компоненты, из которых состоит 1-дюймовый микроробот, слишком малы, чтобы их можно было нарисовать в масштабе из-за размеров элементов, которые трудно увидеть без увеличения. Подходящий масштаб, скажем, 1/10 дюйма = 1 дюйм, выбирается для передачи необходимых деталей, а затем выбирается соответствующий размер бумаги. Масштаб чертежа указан в основной надписи.
На чертеже детали должна быть следующая информация:
имя инженера
название детали
тип материала
чертежная шкала
дата и/или версия
необходимых видов (спереди, слева, справа, сверху, снизу и/или сзади)
изометрический вид
все необходимые размеры (ширина, глубина, высота, размер и т.д.)
На рис. 2 показан пример детального чертежа, содержащего всю необходимую информацию для создания этого компонента. Обратите внимание на следующее на этом чертеже:
имя инженера (Бен Терри)
название детали (трубка, основание . 3125 OD X .242 ID)
название детали (трубка, основание .3125 OD X .242 ID)
масштаб (5:1)
редакция (B-01)
размер бумаги: (A)
изометрический вид (правый верхний угол)
вид спереди (левый верхний угол)
вид снизу (нижний левый угол)
вид справа — в данном случае вид в разрезе (РАЗДЕЛ А-А)
размеры и допустимые допуски
В детальный чертеж включены виды для четкого описания трехмерного объекта посредством двухмерной бумаги. Вид спереди выбирается первым и является единственным видом, который является произвольным, то есть инженер определяет (решает), какой вид будет видом спереди. Все остальные виды основаны на выбранном виде спереди. Виды располагаются на бумаге в соответствии с соглашением, показанным на рис. 3.
Рис. 3. Иллюстрация семи чертежных видов (проекция под третьим углом).
Обратите внимание, что виды получаются путем поворота вида спереди. Например, вид спереди повернут на 90° влево, чтобы получить вид слева, вид спереди повернут на 90° вправо, чтобы получить вид справа, вид справа повернут на 90° вправо, чтобы получить вид сзади. , и так далее. Обратите внимание, что изометрический вид получается при рассмотрении компонента внутри кубической комнаты, смотрящего в противоположный нижний угол от верхнего угла. Представления не обязательно должны быть помечены, как на рисунке 3; их расположение на чертеже детали относительно вида спереди определяет каждый вид. Рисование видов вручную требует практики. Связанное с этим задание «Черчение проектов в деталях» дает учащимся возможность попрактиковаться в рисовании стандартных видов.
Условное обозначение, используемое на рис. 3, называется «проекция под третьим углом» и используется североамериканскими производителями. Другое соглашение, называемое «проекция первого угла», используется в Европе и Азии.
Связанные виды деятельности
Словарь/Определения
ANSI: аббревиатура от Американского национального института стандартов.
чертежный вид: двухмерный линейный рисунок объекта, видимый под определенным углом. Семь стандартных видов: спереди, сзади, сверху, снизу, слева, справа и изометрия.
Масштаб: Масштаб чертежа определяется как отношение расстояния на чертеже к соответствующему расстоянию на фактическом объекте.
проекция под третьим углом: соглашение о чертежных видах, используемое в Северной Америке. Простой способ визуализировать проекцию под третьим углом — поместить объект на дно воображаемой чаши. Если сдвинуть объект вверх по правому краю чаши, откроется вид с правой стороны, сдвинув вверх по левому краю чаши, откроется вид с левой стороны, и так далее.
допуск: допустимое отклонение фактического значения от заданного значения.
Оценка
Оценка итогов урока
Викторина : После урока предложите учащимся прилагаемую викторину по чертежам деталей, в которой им будет предложено определить перспективы чертежных видов и объяснить, почему правила и процедуры создания детальных чертежей настолько полны и подробны. Просмотрите их ответы, чтобы оценить их понимание предмета.
Бенджамин С. Терри; Стефани Ривейл; Дениз В. Карлсон
Программа поддержки
Комплексная программа преподавания и обучения, Инженерный колледж Колорадского университета в Боулдере
Благодарности
Содержание этой учебной программы цифровой библиотеки было разработано в рамках гранта Фонда улучшения послесреднего образования (FIPSE), Министерства образования США и Национального научного фонда, грант GK-12 №.
Самодельный заточной станок для строгальных ножей: как сделать своими руками
Острота ножа – один из главных параметров, влияющих на качество обработки древесины. Кроме того, данная характеристика влияет и на степень безопасности .
Зачастую человек не желает раз за разом бегать в поисках места, где бы он мог привести свои режущие инструменты в надлежащее состояние. В таком случае ему впору задуматься об изготовлении самодельного заточного станка, который бы решил вопрос остроты строгальных ножей раз и навсегда.
Содержание
Устройство точильных станков
Самодельный станок для заточки ножей
Вариант 1
Вариант 2
Итог
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.
Самодельный точильный станок.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Самодельные агрегаты могут в некоторых случаях даже быть более удобными, чем покупные варианты. Это связано с тем, что мастер самостоятельно решает, какие именно характеристики должны быть у данного устройства.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Самодельный станок для заточки ножей
чаще всего обусловлено двумя причинами. Первая – жажда сэкономить свои средства. Вторая – проявить свое мастерство и сделать все своими руками именно так, как того желает душа.
Чертеж устройства станка.
Например, очень часто можно столкнуться с необходимостью приведения в порядок только определенных инструментов. Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
В каждом конкретном случае необходим отдельный подход. Самостоятельная сборка станка позволит сделать удобный агрегат для работы с определенными элементами.
Кроме всего прочего наличие точильных агрегатов существенно сэкономит расходы, направленные на покупку новых ножей либо на их восстановление в сторонних мастерских.
Если же необходимо профессионально точить перечисленные выше инструменты, тогда все-таки следует отдать предпочтение покупным устройствам. Они являются более продуманными и проработанными.
Кроме того покупка в магазине гарантирует то, что аппарат будет решать поставленные задачи продолжительный срок. Также следует вспомнить о степени автоматизации. Конечно, в профессиональных устройствах применяется электроника, которую изготовить в домашних условиях без должного опыта просто невозможно.
Вариант 1
для заточки строгального станка позволит не только поддерживать инструмент в надлежащем состоянии, но и сэкономит время на походы в другие мастерские.
Одним из вариантов создания подобного устройства является использование двигателя с абразивным кругом, наждаком либо приспособлением для заточки с зафиксированным в нем ножом.
Самодельный станок для заточки строгальных ножей.
Изготовить данный аппарат можно частично из алюминия, металла и дерева. При этом используются подшипники и направляющие, сделанные из подручных материалов, например, уголков трубы или др.
При ровной установке ножей их можно затачивать на большом абразивном бруске. Если такового нет в наличии, следует использовать наждачную бумагу, наклеенную на ровную поверхность.
В зависимости от требований к конечному результату, можно варьировать скорость данного процесса. При наличии выщерблин необходимо предварительно использовать ленточно-шлифовальную машину, а в завершающем этапе обработать инструмент абразивным бруском либо самодельным из наждачной бумаги.
По конструкционным особенностям станки также могут отличаться друг от друга. Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении.
Брусок крепится к пруту, который вставляется в петлю подвижного фиксатора, расположенного на другом стержне. Недостатком данной конструкции является «гуляющий» угол из-за отсутствия жесткой фиксации.
Установка ножа осуществляется посредством двух стальных пластин, закрепленных на неподвижной площадке. Ослабив крепеж вставляют лезвие и зажимают его. Затем регулируют высоту бруска так, чтобы был выставлен требуемый угол.
Вариант 2
Второй тип конструкции предусматривает подвижную площадку, а также магнитный держатель. Этот вариант лишен недостатков предыдущего агрегата. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Нож, в свою очередь, устанавливается на подвижном столике. Выбор держателя остается за мастером. Можно использовать магнитный тип или обычный, из металлических платин и «барашков».
Важное требование к такому оборудованию – движение столика с режущим инструментом по строго горизонтальной поверхности. В качестве нее лучше всего использовать полимерную или мраморную столешницу.
Принцип заточки ножей на станке.
Как видите, для заточки ножей не так уж и сложно. Если возникают какие-либо проблемы, можно всегда воспользоваться помощью обучающих видео из интернета. При правильном соблюдении всех инструкций изготовить подобное оборудование сможет каждый.
Итог
Точильный станок для ножей – необходимое оборудование в мастерской каждого мастера, работающего с деревом. Своевременное решение проблемы заточки ножей поможет не только ускорить процесс обработки материала, но и сэкономит время и деньги.
Зачем ходить по другим мастерским, если можно самостоятельно изготовить необходимое оборудование своими руками?
7 идей как сделать заточной станок своими руками
Если нужно заточить сверла, поправить нож или выполнить другие мелкие работы по заточке, можно сделать заточной станок своими руками.
Содержимое
1 Заточной станок на основе аккумуляторного шуруповерта
1.1 Основные этапы работы
1.2 Видео
2 Шлифовально-заточной станок
2.1 Процесс изготовления заточного мини-станка
2.2 Видео
3 Станок заточный электрический своими руками
3.1 Основные этапы работ
3.2 Видео
4 Как сделать заточной станок из электродрели
4. 1 Приступаем к работе
4.2 Видео
5 Самодельный заточной станок на базе электродвигателя
5.1 Основные этапы работ
6 Точило электрическое своими руками
6.1 Основные этапы работ
6.2 Подводим итоги
6.3 Видео
7 Мощный заточной станок из бензопилы
7.1 Подготовительные работы
7.2 Изготовление самодельной конструкции
7.3 Видео
Заточной станок на основе аккумуляторного шуруповерта
Если нужно заточить нож или топор где-нибудь на охоте, рыбалке, даче, то можно воспользоваться портативным заточным станком, изготовленным на базе аккумуляторного шуруповерта.
Помимо шуруповерта, потребуется также редукторный блок с валом от болгарки. Отрезаем часть якоря, затем срезаем оставшуюся часть, чтобы остался только вал.
Читайте также: 3 способа изготовления кованых элементов из металла
Далее отрезаем кусок квадратной профильной трубы. Эту заготовку нужно будет прикрутить к корпусу редуктора УШМ.
Рекомендуем вам также прочитать обзорную статью на тему: как сделать своими руками распиловочный станок из фанеры и ручной циркулярной пилы.
Основные этапы работы
Читайте также: Что можно сделать из болгарки: 5 крутых самоделок для дома
На следующем этапе потребуется кусок металлической пластины с отверстием по центру. Прикручиваем пластину к корпусу редуктора. После этого надеваем на вал редуктора заточной круг и фиксируем его гайкой.
Далее останется только сделать подручник. Для этого автор отрезает кусок полосы металла и привариваем его к пластине под прямым углом.
Читайте также: Используем сломанную дрель для изготовления станка
Вставляем вал в патрон шуруповерта (в гараже при наличии электричества можно использовать дрель). После этого автор фиксирует шуруповерт в слесарных тисках.
Видео
Подробно о том, как сделать заточной станок на основе аккумуляторного шуруповерта, можно посмотреть на видео ниже. Идеей поделился автор YouTube канала Mr. DK DIY.
DIY Machine for Sharpening Knives from Cordless Drill and Old Angle Grinder
Шлифовально-заточной станок
Если нет возможности установить дома или в квартире стандартный наждак, но очень надо, можно собрать миниатюрный шлифовальный станочек из доступных подручных материалов.
Конструкция отличается простотой в эксплуатации и надежностью.
Причем такой самодельный заточной мини-станок позволит выполнять операции по шлифовке и полировке металлических и деревянных заготовок.
Читайте также: Как сделать горячий штамп по дереву
Из основных материалов для изготовления самодельного наждака потребуются: насадка-фланец для установки шлифовального и полировочного круга, корпусные подшипники для фиксации опорного вала. А также понадобится сам вал длиной 115 мм и диаметром 8 мм, большой и маленький шкивы из алюминия, электродвигатель серии 775 на 12V, рассчитанный на 3800 об/мин.
Процесс изготовления заточного мини-станка
В качестве основания для наждака будем использовать дощечку из фанеры с размерами 150х117 мм, из которой нужно вырезать с одной стороны кусок 85х35 мм.
Также потребуется два деревянных бруска толщиной 15 мм с размерами 55х25 мм и один брусок 82х36 мм.
На вал надеваем фланцы и корпусные подшипники, после чего крепим собранную конструкцию на деревянные бруски, которые нужно прикрутить к основанию.
На вал электродвигателя надеваем маленький шкив, а затем крепим мотор к листу фанеры, используя для этого металлическое крепление в виде уголка с отверстиями под крепления.
После этого соединяем большой и маленький шкивы при помощи резинового ремня. Также потребуется установить регулятор оборотов и кнопку включения электродвигателя.
Затем останется только сделать защитный корпус из фольги для двигателя и подшипников на валу, смастерить рабочий стол и надеть шлифовальный и полировочный круги. Теперь самодельный заточной мини-станок полностью готов к работе.
Видео
Подробный процесс сборки самодельного заточного станка смотрите в видео на сайте.
How to Make a Bench Grinder DIY polisher
Станок заточный электрический своими руками
Если вам для домашней мастерской нужен мощный универсальный заточной станок (наждак), то его можно сделать своими руками.
Для этого нам потребуются электродвигатель, куски листового металла, корпусные подшипники, вал, приводной ремень, строительный металлический уголок и некоторые другие детали.
Первым делом отрезаем заготовки из металлического уголка. Свариваем из них станину заточного станка.
К станине привариваем площадку для электродвигателя, вырезанную из толстого листового металла. Сверлим в ней крепежные отверстия.
Читайте также: как сделать универсальную самодельную тележку для заточки стамесок. Это приспособление будет особенно полезным в столярной мастерской.
Основные этапы работ
На следующем этапе необходимо будет сделать остальные детали для заточного станка: защитные кожухи, защиту для приводного ремня и др.
После этого все детали и станину надо зачистить и покрасить аэрозольной краской. На площадку устанавливаем электродвигатель, и крепим его болтами.
На вал двигателя надеваем шкив. Потом крепим к станине корпусные подшипники. В подшипники устанавливаем вал со шкивом, и натягиваем приводной ремень.
На вал надеваем заточной круг и зачистной диск по металлу, потом устанавливаем защитные кожухи и защиту для ремня.
На последнем этапе останется только прикрепить к станине лицевую металлическую пластину, и устанавливаем кнопку включения/выключения.
Видео
Подробно о том, как сделать мощный заточной станок (наждак) своими руками, можно посмотреть на видео ниже. Материал создан на основе видеоролика с YouTube канала Metal Extreme.
Como hacer un esmeril casero (parte 2 final) /homemade emery.
Как сделать заточной станок из электродрели
В домашней мастерской много режущего инструмента — это стамески, ножи от ручных рубанков, обычные ножи. Также к этой категории можно отнести и сверла.
Чтобы поддерживать инструмент и расходники (сверла) в работоспособном состоянии, их надо регулярно затачивать.
Для этого можно использовать ленточно-шлифовальный станок (гриндер) или электроточило. Эти станки вполне можно изготовить и самостоятельно. В сегодняшней статье рассмотрим, как сделать своими руками заточной станок из дрели.
Идеей самодельного приспособления принадлежит автору YouTube канала GreenSaw. Рекомендуем взять на заметку!
Необходимые материалы:
фанера или ДСП;
резьбовая шпилька;
подшипники;
наждачная бумага.
Приступаем к работе
Первым делом необходимо будет изготовить основание и короб, внутри которого будут находиться самодельные заточные круги. Можно сделать их из фанеры или ДСП. В данном случае автор взял за основу оба материала.
Основание изготавливаем из ДСП — вырезаем прямоугольную заготовку требуемого размера.
Затем из фанеры собираем короб, и крепим его к основанию. В боковых стенках короба установлены подшипники — вставляем в них резьбовую шпильку.
На следующем этапе нужно будет изготовить заточные круги.
Первый круг вырезаем из листа ДСП, и обрабатываем на шлифовальном станке. На ленточной пиле надо сделать косые пропилы, как показано на фото ниже.
Потом отрезаем полосу наждачной бумаги подходящей ширины, и надеваем на круг. Второй круг мастер сделал из МДФ — он будет использоваться для полировки.
Готовые заточные круги надеваем на резьбовую шпильку, и затем фиксируем их гайками с обеих сторон.
В завершении останется только изготовить опорную площадку для электродрели. Устанавливаем дрель, и фиксируем ее хомутами. Опорную площадку крепим к основанию.
Для удобства необходимо будет также изготовить регулируемый подручник.
В результате у нас получился простенький и бюджетный заточной станок, на котором можно точить ножи, стамески и даже сверла.
Самодельный заточной станок на базе электродвигателя
Сегодня расскажем, как изготовить своими руками заточной станок для домашней мастерской (на базе электродвигателя).
Сначала надо будет сделать основание станка. Для этого мастер использует профильную трубу.
Отрезаем четыре заготовки, свариваем прямоугольную рамку. Внутри привариваем еще два отрезка профтрубы.
Возможно, вас также заинтересует: как сделать станок для изготовления торсионов из стальной полосы и квадратного прутка.
После этого автор отрезает еще две небольших заготовки из профиля, и затем приваривает их к станине заточного станка. В коротышах сверлим отверстия под корпусные подшипники.
Основные этапы работ
На следующем этапе, после того, как установили корпусные подшипники, вставляем в них вал со шкивом. Далее на вал надеваем абразивные круги, и фиксируем их.
Из подходящих по размеру кусков металла автор изготавливает подручники, и крепит их к станине станка.
После этого устанавливаем на основание электродвигатель. На шкивы надеваем резиновый ремень.
Вот такой простой заточной станочек получился из электромотора. Дешево и сердито!
Самодельный станок можно использовать для разных нужд — заточить сверло или поправить режущую кромку на ноже.
Точило электрическое своими руками
Из основных деталей для изготовления самоделки потребуется стальной вал, а также пара корпусных подшипников.
Основные этапы работ
В первую очередь необходимо из стальной болванки выточить вал подходящего размера и формы, а затем по центру с одной стороны — нужно просверлить отверстие и нарезать в нем резьбу под болт М8.
Как ни крути, но без токарного станка на данном этапе не обойтись. Как вариант, можно обратиться к знакомому токарю.
Затем устанавливаем готовый вал в корпусные подшипники, после чего прикручиваем их к двум деревянным брускам, которые крепятся к рабочему столу или верстаку.
С одной стороны вала надеваем абразивный круг и фиксируем его болтом с шайбами, а хвостовик вставляем в патрон электродрели.
Причем для электрической дрели необходимо будет сделать небольшую опорную площадку из брусков, чтобы она находилась на одной высоте с валом.
В качестве крепления можно использовать стальной хомут.
В итоге получился простой заточной станок для дачи, домашней мастерской или гаража.
Подводим итоги
Понятно, что по мощности сетевая дрель уступает электродвигателю, однако если нет заточного станка и этого самого двигателя для его изготовления, такой вариант вполне способен выручить.
Заточить сверло или поправить нож — с этой задачей такой станочек справится без проблем, да и дрель при разумном использовании не перегреется.
Видео
wow amazing new drill hack
Мощный заточной станок из бензопилы
Автор YouTube канала Mr Novruz поделился своей новой самоделкой — заточным станком, который он изготовил из бензопилы.
Конечно, к этому изобретению есть целый ряд вопросов, включая и практическую пользу.
Но автор старается быть оригинальным, поэтому давайте рассмотрим его станок подробнее, а потом будем делать выводы.
Советуем прочитать статью-обзор: как сделать скользящий упор для ручного фрезера.
Подготовительные работы
Первым делом необходимо внести некоторые «правки» в конструкцию бензопилы. Вместо приводной звездочки автор устанавливает шкив. Барабан сцепления оставляем на своем месте.
Далее необходимо отрезать кусок швеллера подходящей длины — он будет выступать в качестве основания станка.
Отрезаем еще два куска уголка, которые надо приварить к основанию (к ним будут крепиться корпусные подшипники).
Изготовление самодельной конструкции
К основанию заточного станка крепится бензопила. Затем к уголкам мастер прикручивает корпусные подшипники. Устанавливаем вал, на одном конце которого находится шкив, на другом — заточной круг.
После этого останется только зачистить все металлические элементы конструкции, и покрасить их. И можно приступать к сборке.
Размещаем все элементы по своим местам, натягиваем на шкивы ремень. Самоделка готова.
Минусов у этой конструкции много. Самый очевидный — это то, что в процессе работы придется дышать выхлопными газами. То есть для использования внутри помещения этот станок явно не годится. Только на улице.
Видео
Пошаговый процесс изготовления заточного станка их бензопилы можно посмотреть на видео ниже.
Cool Idea You’ve Never Seen This Tool On Youtube
Как вам такая самоделка? Поделитесь своим мнением в комментариях. Спасибо за внимание.
Андрей Васильев
Задать вопрос
Как сделать машину для затопления пилы
Как сделать машину для затопления пилы
Post Автор: Vijay Suthar
Posttool Propated: 14 апреля 2020
Post Category: Powertool Project
Давайте посмотрим, как сделать
ВВЕДЕНИЕ:
Заточка — это процесс создания и улучшения острой кромки соответствующей формы на инструменте или приспособлении, предназначенном для резки. Заточка производится путем шлифовки материала на инструменте твердым абразивным веществом, более твердым, чем материал инструмента. Вещество на затачивающей поверхности точильного станка должно быть тверже затачиваемого материала. Алмаз очень твердый материал, поэтому алмазный круг очень эффективен для заточки инструмента.
Твердосплавный пильный диск обычно используется для резки дерева. После длительного использования твердосплавного пильного диска потребуется заточка зуба пильного диска.
Станок для заточки пил предназначен для шлифовки и заточки твердосплавных пил. На рынке доступно много типов станков для заточки, но стоимость таких станков очень высока. Поэтому я решил сделать станок для заточки пильных полотен для себя. Я использовал 4-дюймовую угловую шлифовальную машину, чтобы сделать это. Для заточки пильного полотна я использовал лезвие стеклореза диаметром 4 дюйма. Подача пильного диска к шлифовальному кругу осуществляется вручную. На данном станке для заточки пильных полотен возможна заточка зубьев пильных полотен диаметром от 4 до 8 дюймов.
Используемый материал:
Black & Decker 4 ”угловой шлифовка
Стеклянная режущая лезвия
Слиды ящика (8” длина):-
Слиды. Слиды Ключе. различных типов, позволяя выдвижным ящикам и другим вещам плавно входить и выдвигаться. Слайды ящика доступны в различных стилях и длинах согласно нашему требованию. Он используется в простых ящиках стола для тяжелых ящиков для хранения инструментов. Я использовал направляющие ящика длиной 8 дюймов для подачи пильного диска к алмазному отрезному кругу.
Лист фанеры (толщина 18 мм) :-
Я использовал лист фанеры толщиной 18 мм, чтобы сделать опорную плиту и верхнюю плиту станка для заточки пильных полотен. Размер базовой плиты составляет 22″ * 13″, а верхней пластины — 8″ * 8″.
Деревянный брусок и зажимы:-
Опора из деревянного бруска используется для поддержки угловой шлифовальной машины на опорной плите и обеспечения некоторой высоты угловой шлифовальной машины. Я использовал два зажима, чтобы закрепить угловую шлифовальную машину на опорной плите.
Болт и шайба AB:-
Болт и шайба AB используются для крепления твердосплавного пильного диска к верхней пластине точильного станка.
Винты :-
Винты используются для крепления направляющих ящика и опоры деревянного блока к опорной плите.
Как сделать :
Шаг 1: — опорная плита и верхняя плита
Первый шаг — вырезание листа фанеры для изготовления опорной плиты и верхней плиты. Базовая пластина 22” * 13” и верхняя пластина 8” * 8” распиливаются с помощью настольной пилы или циркулярной пилы. Легко режется настольной пилой.
Объявление
Шаг 2:- Прикрепите направляющие ящика и верхнюю пластину
Второй шаг – прикрепите направляющие ящика к опорной пластине и верхней пластине. Я использовал две направляющие ящика, чтобы переместить верхнюю пластину вперед. Это перемещает верхнюю пластину плавно и плавно. Маленькие винты используются для крепления направляющих ящика к опорной пластине и верхней пластине.
Шаг 3: Болт и шайба AB
Третий шаг – прикрепить болт и шайбу AB к верхней пластине, чтобы прикрепить твердосплавный пильный диск к верхней пластине, зубья которой должны быть острыми. Итак, прежде всего просверлите отверстие в верхней пластине и проденьте болт через это отверстие, а затем прикрепите шайбу AB и твердосплавное пильное полотно, зуб которого нужно сделать острым.
Реклама
Шаг 4: Установите угловую шлифовальную машину на опорную плиту в фиксированном положении
Четвертый и последний шаг – установите угловую шлифовальную машину в ее фиксированное положение на опорной плите. Сначала прикрепите деревянный брусок к опорной плите для поддержки УШМ, затем установите УШМ на деревянный брусок с помощью двух зажимов. Убедитесь, что между угловой шлифовальной машиной и опорной плитой нет никакого движения. Следующим шагом будет присоединение лезвия для резки стекла к угловой шлифовальной машине. Теперь станок для заточки пильных полотен готов к использованию.
Преимущества :
Его стоимость намного ниже, чем на рынке.
С помощью этого станка легко заточить пильное полотно.
Простая конструкция и простота изготовления.
Для лучшего понимания посмотрите видео ниже.
Объявление
Метки: УШМ поделка, самодельный станок для заточки пилы, как сделать станок для заточки, идеи электроинструментов, приспособление для заточки пилы, станок для заточки пилы, деревообрабатывающий инструмент
Заточка кухонного ножа на самодельном станке
Друг попросил наточить нож, который 3 года использовался на кухне для самых разных задач: разделка замороженного мяса и костей птицы. Клинок из стали 95Х18 не выдержал испытания, и на режущей кромке появилось несколько сколов, а первые 50 мм от острия изначально были «недостающими». Хозяин боялся делать какие-либо манипуляции самостоятельно, хотя у него на кухне есть абразивный брусок из строительного магазина.
Преимущества и недостатки «покупных» станков для заточки
Наиболее частая причина отказа при заточке ножа – сложность удержания его в таком положении, чтобы угол подхода оставался постоянным. Есть много устройств и машин, которые решают эту проблему. Основным преимуществом шлифовальных комплексов, изготовленных в производственных условиях, является их готовность к работе, ничего не нужно дорабатывать.
Однако у них есть и недостатки:
Большинство устройств могут работать только под фиксированными углами (кухонные электрические точилки, приборы типа Lansky).
Системы с хорошим функционалом, такие как Apex Edge Pro (Цена около 300 долларов), стоят немалых денег. Причем клонов и подделок в продаже больше, чем оригиналов.
Почти все механические точилки снимают огромное количество металла и перегревают режущую кромку. Исключения, такие как Tormek (Tormek T9 стоит более 50 тысяч рублей в минимальной комплектации. Оборудование для машины придется покупать отдельно и тоже дорого.), ADSCI дорогие.
Не все «заводские» конструкции достаточно жестко фиксируют лезвие.
Точилка самодельная
Самодельное приспособление, которым я пользуюсь, побывало не менее тысячи ножей, стамесок и других режущих инструментов, поэтому в его эффективности я не сомневаюсь. Конструкция предельно проста, и самое дорогое в ней — точильные камни. Я не буду давать конкретные размеры в описании, только общие идеи.
Кровать
Кровать представляет собой кусок железа из набора «Юный переплетчик». Он довольно габаритный и массивный, поэтому не шатается даже на «кривых» основаниях.
Стойка
Штатив от фотоувеличителя оказался отличным донором. Штатный подъемный механизм, который я использую для регулировки угла наклона камня относительно плоскости лезвия, работает плавно и надежно фиксируется.
Наклонный брусок
Калиброванный брусок диаметром 10 мм предназначен для удержания и перемещения точильного камня. К подъемному механизму крепится через шарнир — рулевой наконечник от картинга. На стержень надеваются следующие детали: пластиковая гайка, пружина, два хомута с крепежными винтами, гайка с обратной стороны (чтобы стержень не выпадал из шарнира). Такая конструкция позволяет работать с камнями разной длины и быстро их менять: я никогда не фиксирую стопорный винт ближнего зажима, а осадка удерживается силой пружины. Механизм фиксации лезвия
Элементы механизма:
Кронштейн. Изделие выполнено из дюралюминия и выполняет функцию зажима.
Втулка бронзовая с полукруглым пазом неподвижно зажата в кронштейне.
Вал посажен с зазором 0,1 — 0,15 мм, т.е. вращается свободно. Пружина прижимает запорную ось к втулке.
Швеллер закреплен на валу неподвижно.
Две пары губок с молотковыми болтами М8 свободно перемещаются по канавкам в канале. После затяжки гаек они прочно фиксируются в установленном положении. Угол между поверхностями челюстей, прилегающими к полкам канала, составляет около 75 градусов.
Втулка изготовлена на токарном станке, губки и канал на фрезеровании, скоба на дрели. Остальные детали и заготовки были найдены в гараже.
Порядок заточки
Если используемый нож затачивается и требуется выдержать значение угла подхода, то работы выполняются в следующем порядке. Зажимаем лезвие в губках, предварительно отрегулировав их положение по ширине. Перед установкой заклейте ножи с полированным лезвием малярным скотчем, чтобы не оставить царапин. Водостойким маркером рисуем режущую кромку. Устанавливаем абразивный блок с самым крупным зерном. Делаем несколько точных движений штангой от себя. По стиранию следов маркера определяем, правильно ли выбран угол. Если камень зацепится за край, то его надо увеличить, т. е. приподнять петлю. После исправления угла абразив должен удалить следы маркера по всей плоскости режущей кромки. Теперь можно приступать непосредственно к заточке. Делаем возвратно-поступательные движения бруском и двигаемся по кромке ножа до полного исчезновения сколов, складок и других дефектов. Легкий нажим делаем только при удалении от себя. Штанга должна вернуться в бездействующее состояние. В последних проходах ослабляйте давление на штангу.
Натягиваем швеллер на себя и поворачиваем на 180°. Точим до тех пор, пока ширина захода с обеих сторон не будет примерно одинаковой. Для визуального осмотра края не нужно постоянно сгибать. Одним из преимуществ используемого устройства является то, что нож крепится один раз, его можно вращать сколько угодно, и он всегда будет останавливаться в нужных положениях. Когда вторая сторона будет готова, на первой появится заусенец. Его не видно, но он отчетливо прощупывается пальцами. Нужно следить, чтобы заусенец образовался по всей длине, иначе потом будут «тупые» участки и работу придется переделывать. Заусенец необходимо контролировать движениями пальцев от обуха к режущей кромке, но не вдоль нее! В противном случае порезов не избежать.
Ширина режущей кромки по лезвию зависит от геометрии скатов. На этом ноже заход у острия толще, чем у остальных. Перед переходом на более мелкий абразив губкой или бумажным полотенцем удалите опилки. Снимаем риски с предыдущего камня с обеих сторон. При этом заусенец должен отделиться: не рассыпаться в виде пыли, а отвалиться тонкими нитями. В зависимости от размера зерна второй камень также может «пинать» заусенец. В моем случае было именно так. Затем перейдите к следующему семени. Проверяем результат работы на газете: делаем надрез протяжкой и контролируем его гладкость. Если дефекты останутся, они будут цепляться.
Если хочешь, можешь попробовать сбрить волосы на запястье.
Лучший способ проверить — разрезать ножом то, для чего он предназначен.
Абразивные камни
Использую набор алмазных брусков на металлической связке (4 шт.). Теплоноситель — водопроводная вода. Некоторые точилки смачивают алмазы мыльной эмульсией. Кто-то даже работает «всухую» (см. видео). В соответствии с инструкцией мастера по камню рекомендую смачивать брусок водой и периодически смывать щеткой металлические опилки.
Зернистость брусков (в мкм):
125/100 — формирование режущей кромки, изменение угла заточки;
Столярные тиски для верстака своими руками: чертежи, фото, видео
Как устроены тиски для выполнения столярных работ
Рекомендации по изготовлению столярных тисков
Мастерскую домашнего умельца, часто работающего с изделиями из дерева, сложно представить без такого полезного приспособления, как столярные тиски. Используя это зажимное устройство, которое несложно изготовить своими руками, можно выполнять различные технологические операции с деревянными деталями.
Конструкция столярных тисков не настолько сложна, чтобы отказываться от идеи сделать их своими руками
Многие, руководствуясь желанием сэкономить на приобретении столярных тисков, используют для фиксации деревянных деталей подручные приспособления (например, струбцины). Однако такие универсальные устройства не позволяют эффективно выполнять многие технологические операции по дереву, а их металлические зажимные элементы оставляют на мягких деревянных поверхностях неприглядные вмятины.
Если же обрабатываемые деревянные детали должны отличаться не только качеством, но и эстетичным видом, то без тисков, специально предназначенных для выполнения столярных работ, не обойтись. Серьезно сэкономить на приобретении серийных моделей можно и более оптимальным способом – изготовить столярные тиски своими руками.
Самодельный верстак с тисками
Как устроены тиски для выполнения столярных работ
Конструкция тисков для столярных работ состоит из следующих элементов:
опоры, которая одновременно является неподвижной зажимной губкой;
подвижной зажимной губки;
двух металлических направляющих, по которым перемещается подвижная губка;
воротка, за счет которого ходовому винту сообщается вращение.
Основные части тисков для столярного верстака
Неподвижная опора столярных тисков надежно фиксируется на поверхности верстака, для чего используются длинные шурупы или болтовые крепежные элементы. Во многих серийных моделях предусмотрена возможность использования сменных накладок на подвижную и неподвижную губки. Такие накладки, повышающие универсальность столярных тисков, могут быть изготовлены из металла и полимерных материалов.
Поскольку верстачные тиски часто используются для обработки габаритных деревянных изделий, в конструкции многих моделей предусмотрен пружинный механизм, который облегчает выполняемые манипуляции. Такой механизм, который может быть установлен и на самодельные столярные тиски, обеспечивает предварительный зажим детали (окончательно она фиксируется при помощи ходового винта). Если этот механизм в конструкции верстачных тисков отсутствует, то столяру придется долго держать на весу деревянную заготовку, прежде чем к ней подведется подвижная зажимная губка.
Самодельный фиксатор зажима губок
Рекомендации по изготовлению столярных тисков
Чтобы изготовить предназначенные для осуществления столярных работ деревянные тиски своими руками, необходимо сделать чертеж и подобрать соответствующие комплектующие. В качестве зажимных губок таких тисков используются деревянные бруски. Один из них, служащий неподвижной губкой, фиксируется на поверхности верстака и будет выступать в роли несущей опоры приспособления.
Вам также потребуется резьбовой винт диаметром не меньше 20 мм. От длины этого элемента, который отвечает за перемещение подвижной губки и, соответственно, за зажим обрабатываемой детали, зависят допустимые габариты заготовки, которую можно зафиксировать в самодельных столярных тисках. Для изготовления столярных тисков также потребуются две металлические направляющие, в качестве которых можно использовать любые штыри из металла (главное, чтобы они были ровными, а их диаметр составлял не меньше 10 мм).
Детали направляющих можно изготовить на металлообрабатывающих станках или использовать для них стойки от передних амортизаторов легкового автомобиля
Любые деревянные тиски, в том числе и самодельные, управляются при помощи воротка, вращение от которого передается ходовому винту. В качестве воротка можно использовать длинную металлическую рейку, которая будет вставляться в прорезь головки ходового винта. Такую прорезь необходимо предварительно проточить под толщину имеющейся рейки. Некоторые домашние мастера в качестве воротка для ходового винта используют обычный гаечный ключ, в который запрессована его головка.
Зажимной узел столярных тисков
Чтобы сделать самодельные верстачные тиски более удобными в использовании, лучше смонтировать на них полноценный вороток. Для этого вам понадобится сварочный аппарат. Сварка нужна для того, чтобы к концу ходового винта приварить гайку или шайбу, в отверстия которых и будет вставлена ручка-вороток. Сделав такой вороток, вы значительно упростите процесс управления столярными тисками, и работать с ними будет намного удобнее.
Чертеж ходового вала и воротка
Как говорилось выше, для изготовления подвижной и неподвижной губок столярных тисков вам потребуется два деревянных бруска. В качестве материала изготовления таких брусков лучше всего выбрать сосну: ее древесина достаточно мягкая и одновременно прочная. В обеих губках необходимо просверлить отверстия соответствующего диаметра: два – для направляющих, одно – для ходового винта. Чтобы такие отверстия на подвижной и неподвижной губках располагались точно относительно друг друга, необходимо сверлить их одновременно в двух брусках. Для выполнения такой процедуры бруски можно соединить при помощи гвоздей, а после выполнения отверстий снова разъединить их.
Чертеж деревянных губок для столярных тисков
После того как все подготовительные мероприятия будут выполнены, можно приступать к сборке самодельных столярных тисков. Первое, что необходимо сделать, – это надежно закрепить неподвижную губку-опору на поверхности верстака. После этого в отверстия опоры вставляются направляющие и ходовой винт.
Выступающие с задней стороны опоры концы направляющих необходимо зафиксировать, для чего можно нарезать на них резьбу и накрутить гайки. На выступающий конец винта также накручивается гайка. Для того чтобы обеспечить неподвижность такой гайки в процессе работы, ее можно поместить в предварительно подготовленную выборку на поверхности опоры, в которую она должна входить очень плотно.
Скрепление направляющих с подвижной губкой
Когда неподвижная опора столярных тисков, винт и направляющие смонтированы, можно установить на них подвижную губку, для чего в ней уже имеются подготовленные отверстия. На выступивший над передней поверхностью подвижной губки конец ходового винта необходимо надеть шайбу с большим внешним диаметром и накрутить две гайки, которые будут играть роль стопорного элемента.
Закрепление тисков на перевернутой столешнице
После крепления всех элементов можно соединить конец винта с воротком и начинать пользоваться столярными тисками. После того как вы начнете крутить вороток, винт будет вкручиваться в гайку неподвижной опоры, тем самым притягивая к ней подвижную зажимную губку.
Рабочие части губок лучше сделать съемными из твердой древесины
Изготовленные своими руками столярные тиски при необходимости модернизируют, приспосабливая их под деревянные заготовки разных размеров. Так, можно установить более длинный винт, что позволит обрабатывать заготовки большей ширины, менять положение направляющих элементов, что может понадобиться в том случае, если вы решите установить зажимные губки большей длины.
Таким образом, сделать деревянные тиски своими руками несложно. Справиться с такой задачей может даже человек, никогда ранее не занимавшийся изготовлением столярных приспособлений. Конструкция, описанная выше, является наиболее простой, но достаточно эффективной, адаптировать ее к решению определенных задач под силу любому домашнему умельцу.
Если какие-то моменты остались не до конца понятны, то приведенные ниже видео помогут разобраться с конструкцией тисков и процессом их изготовления.
Рекомендации, как сделать самодельные столярные тиски для верстака своими руками
Если вы решили оборудовать собственную мастерскую, верстак или рабочий стол, то могут однозначно понадобиться самодельные тиски. Это сравнительно несложное дело, а сделанный верстак или мастерская прослужат вам длительное время. Следует подробнее изучить вопрос о том, как сделать слесарные тиски своими руками и какие нюансы сопровождают этот процесс.
Двухвинтовое столярное устройство
Мини-тиски Моксона
Тиски для верстака
Деревянная конструкция
Дубовые тиски
Двухвинтовое столярное устройство
youtube.com/embed/nFMjFVOWUIo»>
Если вам необходимы столярные тиски для верстака, которые являются по-настоящему мощными, то лучше всего подойдет двухвинтовая модификация указанного устройства. Фаркоповые болты М20 дают усилие в несколько тонн, что является прекрасным вариантом для таких тисков. Порядок сборки такого устройства следующий:
Подготавливаем все необходимые инструменты;
Делаем соответствующие прорези и отверстия;
Вставляем болты и повороты;
Проверяем тиски на прочность и работоспособность.
Пошаговый и подробный инструктаж по сборке и самостоятельному созданию тисков для мастерской и верстака имеются на специализированных ресурсах и форумах в виде фотографий и рекомендаций.
Мини-тиски Моксона
Для уже готовых рабочих столов очень удобно сделать мини-тиски Моксона. Для начала понадобятся следующие материалы и инструменты:
Заготовки из дерева;
Винты, гайки и шайба;
Кожа для тисков;
Настольная пила и фрезер;
Наждачная бумага;
Долото и клей.
После того как заготовка была обрезана, необходимо отшлифовать края с помощью наждачной бумаги. Закругляем края колес сверлом и все той же наждачной бумагой. Чтобы изготовить винты, необходимо приобрести длинный резьбовой стержень и разрезать на две части металлические заготовки.
После этого необходимо вставить гайки в отверстия. Наклеиваете кожу на зажимы и убираете все лишнее. Защита поверхности обеспечивается тунговым маслом. Оно, в отличие от других средств для пропитки древесины, полимизируется внутри и снаружи дерева с быстрым проникновением в нижние слои. После того как масло высохнет, останется соединить все получившиеся части вместе — и тиски будут готовы к использованию.
Тиски для верстака
Их также легко изготовить своими руками. Для начала необходимо разрезать по размеру фанеру. Две гайки приварить к плоской панели для резьбового направляющего и прикрепить под столом винтами, так как это добавит стабильности рассматриваемой конструкции. Очень важно все грамотно выровнять, в противном случае она работать не будет.
После этого необходимо зубилом сделать выемку под гайку. На наружном замке просверливаете отверстие глубиной 3 см. Поэтому толщина фанеры должна быть равна 3 см.
Деревянная конструкция
Она является копией обычных тисков, только сделана из дерева. Из металлических деталей здесь следует использовать только винт длиной 45 см и толщиной 8 см. Подходит массированная фанера из сосны, хорошо просушенная.
Губки тисков делают из отдельных блоков, которые впоследствии склеивают вместе. Для придания им окончательной формы отшлифуйте их края наждачной бумагой. При этом для одного блока стоит выбрать более толстое дерево. Это компенсирует пространство между подвижной и неподвижной частями. Ручка через головку должна проходить в отверстие свободно, затем добавляем набалдашник и наковальню. По окончании снимите крепежные винты, покройте элементы тисков двумя слоями масляного полиуретана и оставьте сохнуть на всю ночь. Прикрепите болтами тиски к рабочему столу.
Дубовые тиски
Дизайн данной конструкции основан на старинных чертежах, корпус сделан из дубовой шпалы. Губки можно вырезать вручную или с помощью пилы. Канавки продалбливают вниз с обеих сторон от основания. Кронштейны добавляют прочности задней губке и хорошо крепят ее к основанию.
Верх тройника находится сверху прижимного болта. Также понадобятся большой болт и квадратная головка, закрепляемая в пазе корпуса в основании тисков. С каждой стороны основания внизу следует добавить стальную полосу, которая защитит боковые кронштейны от изнашивания.
Сделать самодельные тиски, как видим, оказывается, не так уж и сложно. В Интернете имеется немало сайтов и статей, которые подробно рассказывают об изготовлении устройств для различных верстаков и рабочих столов. Очень интересным является изготовление дубовых тисков, так как для них является идеальной массивная сосновая фанера. Хорошим дополнением является стальная полоса, так как она предотвращает изнашивание кронштейнов и тисков в целом. Удачной работы и изготовления самодельных верстаков!
Должен ли я построить или купить верстак?
За последнюю неделю я получил этот вопрос три или четыре раза. Ясно, что люди разрываются между сборкой и покупкой своего верстака. Я, конечно, не знаток верстаков, но мне нравится думать, что я привношу немного здравого смысла в область, загрязненную романтическими представлениями о традициях. Итак, давайте углубимся.
За свою карьеру столяра я построил ровно два верстака. Моим первым было то, что я называл «Home Depot Special». Верх представлял собой сэндвич из березовой фанеры (3 слоя) с цельной березовой юбкой. Основание было сделано из строительных пиломатериалов из дугласовой пихты и предназначалось для хранения. Я установил две дешевые металлические тиски, налепил слой полимера сверху и сказал, что готово. Он оказался на удивление прочным и некоторое время выполнял свою работу. Но он был слишком маленьким, слишком легким и определенно недостаточно плоским. Вскоре я не мог перестать сосредотачиваться на его недостатках. Хотите верьте, хотите нет, но у меня все еще есть этот верстак, и когда я со временем приобрету большую мастерскую, я возьму его в качестве универсального верстака для работы по металлу и заточки.
Пару лет спустя, обладая значительно большими навыками и знаниями в области деревообработки, я построил свой нынешний верстак. Я нашел кричащую сделку на несколько странных срезов клена, которые идеально подходили для скамейки. Цена была подходящей, время было подходящим….. так что я построил его! На верхней части есть несколько изящных и бесполезных акцентов в виде пурпурных сердечек, а на конце я установил тиски Vertias Twin Screw Vise. Эта скамья, безусловно, была шагом вперед по сравнению с моей предыдущей с точки зрения функциональности и внешнего вида. Я получил много приятных комментариев на форумах, и я был счастливым маленьким забывчивым столяром. Правда в том, что у этой скамьи есть несколько серьезных недостатков, а именно основание в виде эстакады. Несмотря на то, что он был сделан из довольно крепких кусков клена, он был слишком легким, а стойка недостаточно широкой. В то время это не было большой проблемой, потому что я использовал в основном электроинструменты. Но по мере того, как я начал использовать все больше и больше ручных инструментов в своей работе, а мои потребности в удерживании работы умножились, использование этой скамьи стало (и остается) упражнением в разочаровании. Живи и учись.
Я просмотрел эти истории, чтобы показать, что даже после нескольких лет серьезной работы с деревом (по крайней мере, в моей версии «серьезной») мне все же удалось построить неподходящий верстак. Хромой! Поэтому, когда кто-то новичок в этом ремесле решает, что его первым проектом будет традиционный верстак, я не могу не думать про себя, что он совершает ошибку. Готовы ли вы в начале своей карьеры в деревообработке принять решение об устройстве, которое будет с вами десятилетиями? Это как жениться на девушке, с которой только что познакомился. Что, если у нее будет ужасный утренний запах изо рта или она выдавит зубную пасту сверху?? Возможно, вам повезет, но в большинстве случаев вскоре вы поймете, что она вам не подходит!
Итак, я подумал, что было бы полезно обсудить несколько основных моментов, которые следует учитывать при принятии решения о создании или покупке верстака, и я выскажу свое мнение по каждому из них.
Стоимость
Это может быть труднее всего определить из-за высокой региональной изменчивости стоимости материалов. Быстрый неофициальный опрос мастеров по дереву от Южной Калифорнии до канадского Квебека показал, что цена твердого клена варьируется от 4 до 10 долларов за доску! Для некоторых есть более дешевые варианты, например, одобренная Шварцем южная желтая сосна. Это может быть доступно в каждой аптеке на углу на востоке, но для остальной части страны нашими стандартными строительными материалами будут либо сосна, либо пихта Дугласа. И, честно говоря, я не ставлю ни одного из них рядом с чем-то, что, как я ожидаю, потерпит поражение и останется на месте. Так что просто нечестно заявлять, что построить скамейку дешевле. Для некоторых людей это просто не так.
Но имейте в виду, что готовые верстаки хорошего качества будут стоить дорого. Малыш слева от Grizzly и стоит всего 275 долларов. Не плохая цена правда? Но я гарантирую вам, что если вы действительно ИСПОЛЬЗУЕТЕ эту скамью какое-то время, вы быстро возненавидите ее за ее дешевые тиски и маленькие жалкие куриные ножки. Посмотрите на модель Laguna в середине. Теперь мы говорим! Прочная конструкция, качественные тиски и даже места для хранения. При цене 1300 долларов мы начинаем входить в сферу качественного верстака. И взгляните на Lie-Nielsen Roubo справа. Этот верстак за 3500 долларов удовлетворит вас так, как может удовлетворить только французская разновидность! Для многих (если не для большинства) из вас работа по дереву — это хобби. Это означает, что это место, куда вы направляете свой располагаемый доход. Так что, если у вас есть бюджет на одну из этих готовых высококачественных скамеек, я говорю вам всю мощь!
Удобство
Несомненно, купить верстак будет удобнее, чем построить его. Но учтите тот факт, что если вы купите дешевый верстак, вы вполне можете потратить кучу времени на ремонт, замену и укрепление всего лишь для того, чтобы сделать верстак пригодным для использования. А это не очень удобно? Помните, что стиль верстака может существенно повлиять на его функциональность. Поэтому, когда вы покупаете его, вы в значительной степени зацикливаетесь на том стиле, который вы приобрели. Модификация и настройка могут оказаться трудными.
Развитие навыков
Да, это правда. Изготовление верстака требует определенных навыков. Я построил свой около 6 лет назад и с тех пор довольно много занимался деревообработкой. Но знаете ли вы, когда я в последний раз собирал и выравнивал столешницу из цельного дерева размером 65 x 24 дюйма? Когда я построил свой верстак. И в прошлый раз, когда я создал огромный 5-дюймовый вклинившийся шип? Когда я построил свой верстак! Как насчет того, когда я в прошлый раз обернул твердую столешницу гигантской плитой из твердых пород дерева 8/4? Когда я построил свой верстак!! А как насчет установки крупного оборудования, такого как тиски с двумя винтами Veritas? Да, вы уже догадались, когда я построил свой верстак!!!! Поэтому, хотя это хорошие навыки, которые нужно иметь за плечами, если вы не планируете строить много больших скамеек, я не уверен, что эти навыки пользуются чрезвычайно высоким спросом. Позвольте мне выразить это простыми словами: на мой взгляд, создание верстаков дает вам все навыки, необходимые для создания большего количества верстаков. И хотя в этом процессе содержатся некоторые ценные методы и уроки, это вещи, которые можно изучить и применить на практике в контексте обычных проектов по деревообработке. За время, необходимое для постройки скамейки, я мог бы построить пару проектов. Проекты, которые действительно содержат практические приемы и навыки, которые я буду часто использовать в своей работе.
Индивидуализация
Одна из замечательных особенностей создания собственной скамейки заключается в том, что вы можете настроить ее в соответствии со своими потребностями и вкусами. Продумайте все варианты работы-холдинга! Честно говоря, это ошеломляет, и вы можете сойти с ума, просто пытаясь решить, что включить в свою скамью. Но если вы сделаете это относительно простым, вы всегда можете добавить функции в будущем. Когда вы покупаете коммерческую скамейку, это будет намного сложнее. Так что, если вы тратите большие деньги, сделайте себе одолжение и убедитесь, что вы абсолютно уверены в том, какой стиль жима вам нужен.
Когда дело доходит до этого, это очень личное решение. Никто не может сказать вам, что правильно для вас. Но если вы все еще сомневаетесь, вот несколько советов, основанных на опыте столяра на определенном этапе его/ее карьеры в деревообработке.
Для новичков
Вы только начинаете. Вы не можете предвидеть все, что вам потребуется от верстака. Правильно построенный верстак может буквально прослужить вам всю жизнь. Таким образом, переход к одному дизайну на столь раннем этапе вашей кривой роста просто не имеет смысла. И не говоря уже о том, что у вас, вероятно, даже нет самодельного верстака, на котором можно построить новый верстак. Это курица и яйцо. Мой совет? ДЕШЕВЛЕ! Возьмите пару листов фанеры и несколько досок 2х4 и соорудите скамейку. Черт возьми, я знаю многих людей, которые используют дверь с твердым сердечником для своего рабочего стола с отличными результатами! Добавьте несколько тисков и собачьих отверстий и приступайте к работе. Вам действительно нужно некоторое время поработать на скамье, прежде чем вы точно поймете, что вам от нее нужно. В кратчайшие сроки вы начнете определять вещи, которые вы хотели бы иметь на своей импровизированной скамье. И имейте в виду, что ваши предпочтения в отношении инструментов также будут меняться со временем, поэтому, честно говоря, чем дольше вы можете откладывать сборку/покупку конечного верстака, тем лучше.
Для опытных
Так что, возможно, вы уже построили несколько скамеек в свое время, и это уже не вопрос мастерства и опыта. Вы точно знаете, что вам нужно, и вам интересно, возможно ли получить это из готовой скамьи. Ну а если деньги не проблема, то подходящую скамейку, безусловно, можно найти. Но будьте готовы платить через нос! Если у вас более скромный доход, я просто не знаю, найдете ли вы то, что ищете, в готовой скамье, учитывая уровень настройки, который потребуется большинству опытных столяров.
Компромисс
Итак, вот мое предложение, вдохновленное комментарием Майка Печока на Facebook на днях. Перейти на гибридный путь! Я знаю, что для меня построение верха, вероятно, наименее приятная часть процесса построения скамейки. Так почему бы не купить готовую верхнюю часть из цельного клена и не построить все остальное? Базу будет относительно легко построить, и именно на базе будет происходить большая часть настройки. У вас все еще есть возможность добавить место для хранения, толстую юбку 8/4, любой тип тисков, который вы хотите, скользящий мертвец, собачьи отверстия и этот список можно продолжить. Я не могу сказать, что это действительно сэкономит вам кучу денег, но для меня дело не в деньгах. У меня просто нет желания возиться с тяжелыми бревнами, необходимыми для изготовления столешницы из цельного дерева. Назовите меня ленивым….. но я знаю, что я здесь не один. Если вы ищете источник твердых кленовых столешниц для верстака, взгляните на них.
Выкинь из головы, что строительство верстака — это своего рода «право прохода». Верстак — это не более чем инструмент (ну, я думаю, более точным термином будет приспособление). И, как и другие инструменты, приспособления и приспособления в наших магазинах, некоторые люди предпочитают покупать их, а некоторые предпочитают изготавливать. Если вы относитесь к тому типу людей, которые любят делать свои собственные ручные рубанки, пилить салазки и использовать множество приспособлений, которыми пользуются плотники, то вы, вероятно, из тех, кто даже не подумает о покупке скамейки. Я падаю где-то посередине. Что-то я люблю делать, что-то предпочитаю покупать. Покупка скамейки не даст мне того, что я хочу, а ее сборка вызывает боль в спине. Вот почему эта гибридная концепция очень привлекательна для меня.
Сомневаюсь, что я решил здесь чью-то дилемму, но, возможно, я дал вам пищу для размышлений. И прежде чем что-то строить или покупать, сделайте себе одолжение и прочитайте книгу Криса Шварца «Рабочие столы». Он проделывает фантастическую работу, объясняя, какими характеристиками должна обладать хорошая скамья и, самое главное, ПОЧЕМУ. Это ценная информация, если в будущем у вас появится новый верстак! И просто к вашему сведению, используйте код купона WoodWhisperer20ww, и вы получите скидку 20% при покупке книги.
Изготовление и установка ножных тисков — Брюс А. Ульрих
ВВЕДЕНИЕ:
В этом проекте я делаю ножные тиски, которые крепятся сбоку моего недавно сделанного верстака. Если вы еще не видели проект традиционного столярного верстака, посмотрите его. Я купил комплект чертежей верстака у Джея Бейтса, и он включает в эти планы размеры ножных тисков. Это хорошие планы, поэтому я бы порекомендовал взять набор, если вы хотите сделать это. Следите за видео или продолжайте читать, чтобы узнать, как я его сделал и установил.
ПРЕДПОСЫЛКИ:
В моем магазине никогда не было тисков или держателей. Это впервые для меня, и с тех пор, как я закончил это, я обнаружил, что очень много раз бывает удобно иметь возможность использовать обе руки во время операции. Я очень рада, что теперь это есть в моем магазине!
У этих ножных тисков довольно уникальная история. Он сделан из красного дуба, который 14 лет назад унесло на землю моих родителей ураганом Катрина. Это был ужасный шторм для многих жителей Миссисипи (и не только), и это будет служить мне напоминанием каждый раз, когда я использую ножные тиски.
Клей для дерева Titebond II: https://amzn. to/2XVcefw
ШАГИ:
НАСТРОЙКА ОБОРУДОВАНИЯ:
Я хотел немного настроить свое оборудование. Я не планирую красить все свои инструменты в соответствии с моим логотипом, но это было быстрое и простое изменение, поэтому я пошел на это.
Я начал с очистки поверхности окрашенных деталей уайт-спиритом, чтобы удалить грязь и грязь. Затем я просто содрал краску и немного почистил стальной ватой. Это позволит новой краске лучше держаться. Затем я начал обклеивать все части, на которые не нужно было наносить краску.
Несколько тонких слоев аэрозольной краски Montana, которая была у меня в цвете моего логотипа, и я отложил ее в сторону, чтобы полностью высохнуть.
ТИСКИ ДЛЯ НОЖОК МАТЕРИАЛ:
Я использую красный дуб для тисков для ног, как я упоминал выше, но у меня не было ничего достаточно толстого. Так что я просто взял несколько кусков, которые были достаточно широкими, фрезеровал их плоско и параллельно и склеил вместе.
ЗАВЕРШИТЕЛЬНАЯ ФРЕЗЕРОВКА ТИСОК ДЛЯ НОГ:
После того, как клей высох, я отнес заготовку к фуганку и несколько раз прошелся по ней. Это установило одну плоскую сторону, которая была перпендикулярна одной из граней. Затем я взял его к своей настольной пиле и приложил эту недавно соединенную сторону к забору настольной пилы, а другую сторону разорвал параллельно.
Затем я воспользовался угловым упором, чтобы очистить один конец тисков, прежде чем отнести его на верстак, поставить на небольшой кусок фанеры толщиной 1/8 дюйма и провести линию в верхней части верстака. поверхность. Я отнес его обратно к настольной пиле и распилил почти до этой линии. Я оставил его немного гордым, чтобы я мог почистить его позже после установки с помощью ручного рубанка.
РАЗМЕЩЕНИЕ ДЛЯ ОБОРУДОВАНИЯ:
Затем я начал размечать место, где мне нужно было просверлить отверстие для установки оборудования. Я отнес его к сверлильному станку и просверлил насквозь.
ФОРМИРОВАНИЕ ТИСОК ДЛЯ НОГ:
Далее нужно немного придать форму тискам для ног. Для этого я выбрал место чуть выше середины, а затем место примерно на 2 дюйма или около того с каждой стороны внизу, провел линию и вырезал ее на ленточной пиле. Затем я перенес ножные тиски на торцовочную пилу и обрезал верхнюю переднюю поверхность примерно на 2/3 под углом 45 градусов. Это должно дать больше зазора, когда вы что-то зажимаете в тисках и используете пилу. Кроме того, это выглядит круто!
Я также вырезал клин из сосны на ленточной пиле. Это будет использоваться на полу, чтобы помочь удержать ножные тиски от скручивания, когда вы зажимаете что-то сверху. В конце поста я объясню, как это работает.
После того, как клин был вырезан и вычищен, я использовал его, чтобы провести линию той же формы на нижней стороне ножных тисков с обратной стороны. Затем я использовал ручную пилу, чтобы вырезать эту форму.
ДОБАВЛЯЕМ НЕКОТОРЫЕ УКРАШЕНИЯ:
Я хотел добавить свой логотип на эти тиски для ножек верстака, и вместо того, чтобы использовать клеймо, я использовал метод, который недавно использовал в некоторых других проектах. Я просверлил неглубокое отверстие в передней части ножных тисков. Затем я использовал свой лазерный гравер Glowforge, чтобы вырезать деревянный жетон с выгравированным на нем моим логотипом. Этот жетон точно соответствует размеру отверстия, которое я просверлил с помощью простого сверла Форстнера, поэтому он точно подходит. Затем я просто приклеиваю его, жду, пока клей высохнет, и шлифую его заподлицо.
УСТАНОВКА ОБОРУДОВАНИЯ:
Затем я провел пробную установку оборудования и отметил места, где мне нужно предварительно просверлить несколько отверстий. Я удалил оборудование, а затем использовал маленькое сверло, чтобы просверлить несколько отверстий для следующих винтов. Затем я поставил все оборудование обратно и закрепил его.
Перед тем, как установить оборудование обратно, я просверлил отверстие для небольшого штифта на задней стороне тисков. Это будет удерживаться на месте другим небольшим куском дерева, прикрепленным к основанию верстака, и предотвратит скручивание или раскачивание тисков из стороны в сторону. Он должен быть довольно тугим, но не слишком тугим. Мы хотим, чтобы эта штука работала очень легко.
Затем я просто подрезал дюбель по длине, как только все было правильно установлено, и я увидел, какой ход тисков необходим.
ИЗГОТОВЛЕНИЕ РУЧКИ:
Пришло время обратить внимание на ручку. Для ручки я использовал две клиновидные детали, которые были вырезаны из боковых сторон ножных тисков. Я склеил их вместе, а затем поднес заготовку к моему токарному станку, чтобы повернуть ее. Я начал с чернового станка, и, поскольку я вращал простой шпиндель, это было не слишком сложно. Я просто использовал штангенциркуль, чтобы выяснить, какой толщины мне нужно сделать ручку, и как только я смог надеть штангенциркуль на ручку, все было готово. Я отшлифовал до зернистости 800, а затем нанес немного масла грецкого ореха в качестве отделки.
Наконец, я закрепил ручку, предварительно просверлив пару отверстий по обеим сторонам основных тисков и добавив пару винтов с полукруглой головкой. Эти винты удерживают ручку от выпадения с любой стороны, и в итоге это оказалось довольно простым и приятным решением.
ДОБАВЛЕНИЕ КОЖИ НА ГУБКИ:
Итак, зачем вам вообще обшивать кожу губами ножных тисков?
Что ж, это действительно помогает с захватом, и из большей части того, что я видел и читал, вам нужно добавить кожу только на одну сторону челюстей. Таким образом, другая сторона остается большой плоской поверхностью для зажима.
Чтобы выяснить, сколько кожи мне нужно, я использовал старый трюк, который вы могли использовать, когда учились в начальной школе, со свежеопавшими листьями. Я сделал растирание. Я взял обычный лист бумаги и карандаш и просто потер край губок, чтобы показать, где находятся губки тисков. Затем я переложил эту бумагу на свою сторону кожи и немного надрезал линию. Я хотел иметь возможность обрезать его точно заподлицо после того, как я закрепил его в тисках для ног.
Для фиксации кожи я использовал контактный клей. Вещь вонючая, но работает. Просто нанесите обильное количество на обе поверхности, подождите около 15 минут, а затем склейте их вместе. Каждая поверхность, на которую нанесен контактный цемент, будет прилипать. Я зажал это и оставил на некоторое время, просто чтобы убедиться, что он хорошо закреплен.
Тогда я мог бы вернуться с острым лезвием бритвы и обрезать кожу точно заподлицо с ножными тисками.
ДОБАВЛЕНИЕ ПОКРЫТИЯ:
После окончательной ручной шлифовки с зернистостью 220 пришло время для некоторой отделки. Я делаю свой собственный полигон для этого проекта, но я не буду вдаваться в подробности в этом посте. Оставайтесь с нами, чтобы узнать больше об этой профессиональной отделке для дерева своими руками.
Легко наносится. Просто залейте поверхность лаком и протрите хлопчатобумажной тряпкой. Все вы. нужно обязательно вернуться и не оставлять полос, но это все!
КАК РАБОТАЮТ ТИСКИ ДЛЯ НОГ:
Эти тиски очень просты в эксплуатации и используют клин на полу, как я упоминал ранее. Как видно из этих фотографий, его можно легко использовать одним или двумя пальцами, и эта часть меня впечатлила.
Чтобы использовать его, просто возьмите деталь, которую хотите зажать в тисках. Закройте тиски, пока они немного не соприкоснутся в верхней части. Затем ногой вбейте клин, пока он не войдет в тиски внизу. Затем поверните ручку тисков еще примерно на 1/8 оборота, и она станет очень твердой. Я не могу поверить, что это все, что нужно, чтобы держать его так хорошо, вы даже не можете заставить его двигаться, когда бьете по нему!
ЗАКЛЮЧЕНИЕ:
Большое спасибо, что заглянули в очередной проект и дочитали до конца! Если вы еще этого не сделали, пожалуйста, посмотрите видео и поставьте мне палец вверх.
размеры, вес двутавра 20, 30, таблица, масса и расчет
Что из себя представляет двутавр? Если сказать простым языком, то это балка, которая имеет определенную форму и изготавливается из специальной профильной стали. В зависимости от конструктивных особенностей может выглядеть, как буква «Н».
Балка двутавр — это первичный вид стальных конструкций, которые используются при строительстве, как промышленных зданий, так и зданий гражданского назначения. Для того, чтобы все конструкции и перекрытия зданий отвечали определенным требованиям, необходимо знать, какие имеет двутавр размеры, вес и конструктивные особенности. Разобраться во всех этих тонкостях поможет данная статья.
Где находят применение двутавры?
Применение двутавров в конструкциях
Самое распространенное применение стальные двутавры находят при строительстве зданий, промышленных складов, мостов, самолетных ангаров, трубопроводов и других конструкций. Это связанно с тем, что металлоемкость двутавровых балок за счет подбора нужных размеров и веса, а также определенным образом подобранного сечения, всегда бывает намного эффективней, чем у простой горячекатаной балки.
Применяют их также в строительстве (в качестве элементов перекрытий), в автомобильной промышленности, а также при возведении колонн, подвесных путей, дорожных эстакад. Но наиболее частым применением является использование этих балок при установке каркасов с большими пролетами при строительстве промышленных зданий.
Основные преимущества двутавровых балок
Для того, чтобы жесткость и несущая способность конструкции из двутавра превысила возможности прокатного профиля следует использовать двутавр 30 или двутавр 20. Чаще всего производятся балки из металлопроката размером не больше 60Б.
Вес полученной конструкции снижается по сравнению с прокатной до 10% при выборе балки 30, которую довольно легко подобрать нужной длины.
Одна бистальная балка двутавр может включать разные марки металла: из высокопрочной стали начали делать те, которые более напряжены, а из малоуглеродистой стали — менее напряженные. Это существенно отразилось на цене, такие двутавровые балки стали стоить намного меньше.
Следует отметить и возможность безотходного использования двутавров, так как есть возможность заказать двутавровую балку нужной. Специалисты подсчитали, что при уменьшении отходов можно сэкономить до 15%.
Размеры двутавров и его характеристики (сортамент двутавров)
Все необходимые размеры двутавров, если это необходимо, можно найти в специальных ГОСТах. В этом документе описываются основные характеристики и геометрические размеры для разных наименований двутавров. Из всех представленных наименований составлен список, который называется сортиментом двутавров. Посмотрев этот сортимент, можно узнать, какие существуют двутавры, а также описание их основных параметров. Также сортимент двутавров вносит некоторые «аксиомы», которые являются некими непреложными истинами, и их нужно обязательно знать и помнить:
Всегда поперечное сечение двутавровой балки должно быть одинаковым с указанными параметрами в чертежах. Обозначение и существующие стандарты двутавров должны быть представлены в понятной всем форме.
Размеры, которые приводятся в таблицах сортимента двутавров, должны совпадать с их номинальными размерами (здесь имеются ввиду все основные параметры, такие как масса двутавра, вес и площадь сечения), ну и, конечно, должны быть одинаковые и другие физические характеристики.
Должна соблюдаться точность в прокатке двутавров. Их выделяют в два разных вида. Повышенная точность — Б и обычная точность — В. Если появляются другие варианты прокатки, то это не допустимо, и считается в данном случае некондицией двутавра.
Определение размеров, а также разновидности двутавров определяют по номерам проката, которые могут быть представлены следующими цифрами : 10, 12, 14, 16 и так далее.
Расчет веса двутавра
Чтобы определить вес двутавра, обязательно нужно узнать две его составляющие. Следует знать его номер, который должен соответствовать ГОСТу, и быть в таблице сортамента, где указаны основные параметры двутавра. Там же можно узнать и о его массе и сечении.
Но нужно помнить, что в таблицах указывается лишь условная масса двутавра. Если быть более точным, то в таблицах указанна масса всего лишь одного погонного метра. Если необходимо произвести расчет двутавра (требуемого количества), тогда это придется сделать самостоятельно. При этом можно воспользоваться табличными данными, которые указаны в сортаменте двутавров.
Приведем пример для расчёта веса необходимого количества двутавра
Допустим, что вы имеете 3 метра двутавра под номером 10. Открываем таблицу весов и находим необходимые данные: погонный метр двутавра 10 условно весит 9,46 килограмма. Вам остается только умножить на листке бумаги или с помощью калькулятора имеющееся у вас количество двутавра (у нас в примере — 3 метра) на найденное значение условного веса погонного метра (9,46), полученный результат будет означать общий вес двутавра (в нашем примере – 28,38 кг).
Итак, всем понятно, что для проведения практических расчетов необходимо иметь справочные данные об условном весе погонного метра (в соответствии с ГОСТом), которые содержит таблица двутавров.
Что нужно знать о полках двутавра?
Двутавр
Чтобы понять, что такое полка двутавра, достаточно взглянуть на его чертеж. Если посмотреть на него внимательно, то можно увидеть, что у него всего лишь две полки. А сама конструкция полок такова, что выглядят они абсолютно идентично друг другу. Что касается их размеров, то они также определяются существующими ГОСТами.
Для полок в двутаврах также имеют значение их размеры. Прежде всего, это такие параметры, как ширина всей полки и ее толщина. Обычно справочную информацию по этим двум параметрам можно тоже найти в сортаменте двутавров.
Важные параметры при расчете нагрузок
Как уже понятно из чертежей, сечение двутавра должно образовывать характерную фигуру определенной формы. Уже указывалось ранее, что форма поперечного сечения похожа на букву «Н».
Но для профессионалов, чтобы получить расчет двутавра, эта характеристика не играет важной роли. Здесь на первый план выступает такой параметр, как площадь поперечного сечения. Эту информацию очень часто также можно найти в соответствующих ГОСТах, она указывается в сортименте двутавров.
Сколько весит двутавр 30?
Чтобы ответить на данный вопрос и узнать, сколько будет весить данный вид металлических изделий, лучше всего обратиться к таблице веса двутавров или заглянуть в ГОСТ. Сортамент определяет, сколько весит всего лишь один метр погонный интересуемой продукции.
Вес двутавра 30 по ГОСТу — это своеобразный эталон, которым обязаны руководствоваться все производители, без каких-либо исключений, выпускающие металлопрокат.
Такое положение дел очень устраивает всех потребителей. В этом случае, если есть эталон, то можно заказать определенную марку продукции и быть уверенным, что размеры и другие характеристики будут одинаковыми у двутавров от разных производителей. В большинстве своем, масса двутавра подразумевает вес одного погонного метра.
Если следовать параметрам и показателям, указанным в ГОСТе, то вес двутавра 30 будет равен 36,5 кг, а вес двутавра 20 – 21 кг за один погонный метр.
С весом двутавра вроде бы все понятно, но иногда кроме веса необходимо получить и информацию по другим характеристикам металлических конструкций. В этом случае, если есть чертеж, то лучше ориентироваться по нему.
Вес двутавров
Приведем некоторые значения весов одного погонного метра разных двутавров из таблицы сортамента.
двутавр 10 — 9,46 кг один погонный метр
двутавр 12 — 11,5 кг один погонный метр
двутавр 14 — 13,7кг один погонный метр
двутавр 16 — 15,9кг один погонный метр
двутавр 18 — 18,4 кг один погонный метр
двутавр 20 — 21 кг один погонный метр
двутавр 24 — 27,3 кг один погонный метр
двутавр 30 — 36,5 кг один погонный метр
Чертеж двутавра — ясное представление информации в наглядном виде
Использование чертежей при выполнении расчетов удобно уже тем, что информация выглядит не запутанной, а представлена в наглядной и понятной форме. Все условные обозначения очень хорошо читаются и распознаются.
По этим обозначениям, впоследствии, можно легко разобраться в справочной информации в таблице двутавров, ведь они как раз строятся в соответствии с условными обозначениями. Таким образом, условные обозначения связаны с геометрическими характеристиками и размерами, которые, в свою очередь, привязываются к физическим параметрам, которые имеет балка двутавр.
Для примера рассмотрим основные обозначения при характеристике двутавров:
h — в основном этой буквой обозначают чаше всего высоту конструкции. Очень часто, бывает так, что некоторые строители понятие высота двутавра заменяют на ширину. Если люди работают давно друг с другом, то, конечно же, они понимают, что под шириной двутавра подразумевается его высота. Но когда произносят — ширина двутавра, а называют при этом параметр его высоты, это звучит очень неграмотно.
b- этой буквой обозначают ширину для полок двутавра. Это понятие тоже очень часто проходит трансформацию в устах строителей, и чаще всего, можно услышать «ширина граней». Такое название тоже некорректно, поэтому лучше сразу привыкать говорить правильно — ширина полок двутавра.
s — здесь тоже очень часто происходит путаница, но правильней будет называть этот параметр — толщина стенок двутавра.
t — следует особо подчеркнуть, что это параметр означает среднюю толщину полки двутавра. Нужно это обязательно запомнить, ведь часто в разных местах балки может быть разный уклон между внутренними гранями. Другими словами, в разных местах балки может быть разная толщина, маленькая на конце полки и чуть-чуть побольше в тех местах, где полка соприкасается со стеной двутавра.
Если посмотреть в справочники, то там под данным буквенным обозначением указывают именно среднюю толщину полки, которая измеряется в определенных местах.
Примерный чертеж двутавра
R — этой буквой описывают радиус внутреннего скругления у двутавров. Такое обозначение возникло в процессе изготовления двутавров. Так как внутренние грани у полки соединяются не под углом, а при помощи небольшого закругления. Это закругление и его радиус также прописаны в ГОСТе.
r — это тоже радиус, но обозначающий закругление полки. Наружная грань полки описанного двутавра представляет собой плоскую поверхность, а внутренняя грань изготавливается с небольшим скруглением при переходе в конец полки. Радиус этого скругления и указывается в ГОСТе, а также в качестве справочной информацией о длутаврах представлен и в таблице сортамента. Свой радиус закругления для полки имеет каждый номер соответствующего двутавра.
Таким образом, зная все характеристики и параметры металлических балок (в частности двутавров) можно с легкостью проводить различные расчеты для строительных нужд. А если будет сделан верный расчет двутавра, то это значит, что все конструкции, в которых будут использоваться двутавры, будут очень надежны и востребованы.
Вес двутавра основной серии (параллельными гранями полок) » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Вес двутавровых балок основной серии именуемые Двутавры нормальные, соотвествующие по своим характеристика, государственному стандарту ГОСТ 26020 (Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент) .
Номер профиля
Вес 1 метра (в кг)
Метров в тонне
10Б1
8,1
123,46
12Б1
8,7
114,94
12Б2
10,4
96,15
14Б1
10,5
95,24
14Б2
12,9
77,52
16Б1
12,7
78,74
16Б2
15,8
63,29
18Б1
15,4
64,94
18Б2
18,8
53,19
20Б1
22,4
44,64
23Б1
25,8
38,76
26Б1
28
35,71
26Б2
31,2
32,05
30Б1
32,9
30,40
30Б2
36,6
27,32
35Б1
38,9
25,71
35Б2
43,3
23,09
40Б1
48,1
20,79
40Б2
54,7
18,28
45Б1
59,8
16,72
45Б2
67,5
14,81
50Б1
73
13,70
50Б2
80,7
12,39
55Б1
89
11,24
55Б2
97,9
10,21
60Б1
106,2
9,42
60Б2
115,6
8,65
70Б1
129,3
7,73
70Б2
144,2
6,93
80Б1
159,5
6,27
80Б2
177,9
5,62
90Б1
194
5,15
90Б2
213,8
4,68
100Б1
230,6
4,34
100Б2
258,2
3,87
100Б3
285,7
3,50
100Б4
314,5
3,18
Полезная информация
Статья о видах двутавров, специфике, методах производства, и производителях: перейти
Вес двутавров с уклоном граней полок: перейти
Вес двутавров серии Ш: перейти
Вес двутавров серии К: перейти
Вес двутавров серии Д: перейти
Добро пожаловать на домашнюю страницу Turner Steel
ДОМАШНЯЯ СТРАНИЦА TURNER STEEL
СВЯЖИТЕСЬ С НАМИ
ИНВЕНТАРЬ КАТЕГОРИИ
ГОРЯЧЕКАТАНЫЕ БРУСКИ
ГОРЯЧЕКАТАНЫЙ ЛИСТ
ПЛАСТИНЫ
КОНСТРУКЦИИ A. S.T.M. А-36
Уголки
Стандартные каналы
Стрингерные каналы
Двутавровые балки
Широкие полочные балки
Корабельные и автомобильные каналы
Младшие балки
ТРУБКА
ИЗГОТОВЛЕННАЯ АРМАТУРА
ХОЛОДНООТДЕЛАННЫЕ УГЛЕРОДНЫЕ БРУТКИ
Балки с широкими полками
4 х 4
13,0
4,16
4.060
0,280
5 х 5
16,0
5,00
5.000
0,240
* 5 х 5
18,9
5,00
5.003
0,316
5 х 5
19,0
5,15
5.030
0,240
6 х 4
9,0
5,90
3,940
0,170
6 х 4
12,0
6,00
4. 000
0,230
6 х 4
16,0
6,25
4.030
0,260
6 х 6
15,0
5,99
5,990
0,260
6 х 6
20,0
6,20
6.020
0,365
6 х 6
25,0
6,38
6.080
0,455
8 х 4
10,0
7,90
3,940
0,170
8 х 4
13,0
8,00
4.000
0,230
8 х 4
15,0
8.12
4.015
0,245
8 х 5-1/4
18,0
8.14
5.250
0,230
8 х 5-1/4
21,0
8,28
5.270
0,250
8 x 6-1/2
24,0
7,93
6. 500
0,245
8 x 6-1/2
28,0
8.06
6,540
0,285
8 х 8
31,0
8,00
8.000
0,288
8 х 8
35,0
8.12
8.027
0,315
8 х 8
40,0
8,25
8.077
0,365
* 8 х 8
48,0
8,50
8.117
0,405
* 8 х 8
58,0
8,75
8.222
0,510
* 8 х 8
67,0
9,00
8.287
0,575
10 х 4
12,0
9,87
3,960
0,190
10 х 4
15,0
10.00
4.000
0,230
10 х 4
17,0
10.12
4. 010
0,240
10 х 4
19,0
10,25
4.020
0,250
10 х 5-3/4
22,0
10.17
5.750
0,240
10 х 5-3/4
26,0
10,33
5,770
0,260
10 х 5-3/4
30,0
10,47
5.810
0,300
10 х 8
33,0
9,75
7,964
0,292
10 х 8
39,0
9,94
7,799
0,318
10 х 8
45,0
10.12
8.022
0,350
10 х 10
49,0
10,00
10.000
0,340
* 10 х 10
54,0
10.12
10.028
0,368
* 10 х 10
60,0
10,25
10. 075
0,415
* 10 х 10
68,0
10.40
10.130
0,470
* 10 х 10
77,0
10,60
10.190
0,530
* 10 х 10
88,0
10,84
10,265
0,605
* 10 х 10
100,0
11.12
10.345
0,685
* 10 х 10
112,0
11,38
10.415
0,755
12 х 4
14,0
11,91
3,970
0,200
12 х 4
16,0
11,99
3,970
0,200
12 х 4
19,0
12.16
4.010
0,240
12 х 4
22,0
12.31
4.030
0,260
12 x 6-1/2
26,0
12. 22
6.490
0,230
12 х 6-1/2
30,0
12.34
6,520
0,260
12 x 6-1/2
35,0
12,50
6,560
0,300
12 х 8
40,0
11,94
8.000
0,294
12 х 8
45,0
12.06
8.042
0,336
* 12 х 8
50,0
12.19
8.077
0,371
* 12 х 10
53,0
12.06
10.000
0,345
* 12 х 10
58,0
12.19
10.014
0,359
* 12 х 12
65,0
12.12
12.000
0,390
* 12 х 12
72,0
12,25
12.040
0,430
* 12 х 12
79,0
12,38
12. 080
0,470
* 12 х 12
85,0
12,50
12.105
0,495
* 12 х 12
106,0
12,89
12.220
0,610
* 12 х 12
120,0
13.12
12.320
0,710
14 х 5
22,0
13,72
5.000
0,230
14 х 5
26,0
13,89
5,025
0,255
14 x 6-3/4
30,0
13,86
6,733
0,270
14 x 6-3/4
34,0
14.00
6.750
0,287
* 14 х 6-3/4
38,0
14.12
6,776
0,313
* 14 х 8
43,0
13,68
8.000
0,308
* 14 х 8
48,0
13,81
8. 031
0,339
* 14 х 8
53,0
13,94
8.062
0,370
Балки с широкими полками
* 14 х 10
61,0
13,91
10.000
0,378
* 14 х 10
68,0
14.06
10.040
0,418
* 14 х 10
74,0
14.19
10.072
0,450
* 14 х 10
82,0
14.31
10.130
0,510
* 14 х 14-1/2
90,0
14.02
14.520
0,440
* 14 х 14-1/2
99,0
14.16
14,565
0,485
* 14 х 14-1/2
109,0
14,32
14.605
0,525
* 14 х 14-1/2
120,0
14,48
14. 670
0,590
16 х 5-1/2
26,0
15,65
5.500
0,250
16 х 7
36,0
15,84
6,992
0,299
16 х 7
40,0
16.00
7.000
0,307
16 х 7
45,0
16.12
7.039
0,346
16 х 7
50,0
16,25
7,073
0,380
16 х 8-1/2
57,0
16,43
7.120
0,430
16 x 8-1/2
67,0
16,33
10.235
0,395
16 x 8-1/2
77,0
16,52
10,295
0,455
16 х 11-1/2
89,0
16,75
10,365
0,525
16 х 11-1/2
100,0
15,97
10. 425
0,585
18 х 6
35,0
17,71
6.000
0,298
18 х 6
40,0
17,90
6.180
0,316
18 x 7-1/2
46,0
18.06
6.060
0,360
18 x 7-1/2
50,0
18.00
7.500
0,358
18 x 7-1/2
55,0
18.12
7,532
0,390
18 x 7-1/2
60,0
18,25
7,558
0,416
18 x 8-3/4
64,0
17,87
8.715
0,403
18 x 8-3/4
71,0
18,47
7,635
0,495
18 х 11
76,0
18.21
11.035
0,425
18 х 11
86,0
18,39
11. 090
0,480
18 х 11
97,0
18,59
11.145
0,535
18 х 11
106,0
18,73
11.200
0,590
18 х 11
119,0
18,97
11.265
0,655
21 х 6-1/2
44,0
20,66
6.500
0,348
21 х 6-1/2
50,0
20,83
6.530
0,380
21 х 6-1/2
57,0
21.06
6,555
0,405
21 х 8-1/4
62,0
20,99
8.240
0,400
21 х 8-1/4
68,0
21.13
8.270
0,430
21 х 8-1/4
73,0
21.24
8.295
0,455
21 х 8-1/4
83,0
21. 43
8.355
0,515
21 х 8-1/4
93,0
21,62
8.420
0,580
21 х 12
111,0
21,51
12.340
0,550
21 х 12
122,0
21,68
12.390
0,600
21 х 12
132,0
21,83
12.440
0,650
21 х 12
147,0
22.06
12.510
0,720
24 х 7
55,0
23,55
7.000
0,396
24 х 7
62,0
23,74
7.040
0,430
24 х 9
68,0
23,71
8,961
0,416
24 х 9
76,0
23,91
8,985
0,440
24 х 9
84,0
24. 09
9.015
0,470
24 х 9
94,0
24,29
9.061
0,516
24 х 12
104,0
24.06
12.075
0,500
24 х 12
117,0
24,26
12.080
0,550
24 х 12
120,0
24.31
12.088
0,556
24 х 12
131,0
24,48
12.855
0,605
27 х 10
84,0
26,69
9,963
0,463
27 х 10
94.0
26,91
9,990
0,490
27 х 10
102,0
27.07
10.018
0,518
27 х 10
114,0
27,28
10.070
0,570
27 х 14
146,0
27. 38
13,965
0,605
27 х 14
161,0
27,59
14.020
0,660
27 х 14
178,0
17,81
14.085
0,725
30 х 10-1/2
99,0
29,64
11.458
0,522
30 х 10-1/2
108,0
29,82
10.484
0,548
33 x 11-1/2
118,0
32,86
11.484
0,544
33 x 11-1/2
130,0
33.10
11.510
0,580
36 х 12
135,0
35,55
11,945
0,598
36 х 12
150,0
35,84
11,972
0,625
Размеры балки для широких фланцев (W)
Размеры луча W
Номер секции
Вес. За фут (фунты)
Размеры
D
W
T
W8
10
7 7/8
4
3/16
15
8 1/8
4
16.05.
18
8 1/8
5 1/4
16.05.
21
8 1/4
5 1/4
3/8
24
7 7/8
6 1/2
3/8
31
8
8
7/16
Ш10
12
9 7/8
4
3/16
22
10 1/8
5 3/4
3/8
26
10 3/8
5 3/4
7/16
30
10 1/2
5 3/4
1/2
33
9 3/4
8
7/16
49
10
10
16 сентября
W12
14
11 7/8
4
1/4
22
12 1/4
4
7/16
26
12 1/4
6 1/2
3/8
35
12 1/2
6 1/2
1/2
40
12
8
1/2
45
12
8
16 сентября
53
12
10
16 сентября
65
12 1/8
12
5/8
Ш14
22
13 3/4
5
16. 05.
26
13 7/8
5
7/16
30
13 7/8
6 3/4
3/8
38
14 1/8
6 3/4
1/2
43
13 5/8
8
1/2
48
13 3/4
8
5/8
53
13 7/8
8
16.11
61
13 7/8
10
5/8
82
14 1/4
10 1/8
7/8
90
14
14 1/2
16.11
Ш16
26
15 3/4
5 1/2
3/8
36
15 7/8
7
7/16
45
16 1/8
7
16 сентября
50
16 1/4
7 1/8
5/8
57
16 3/8
7 1/8
16. 11
67
16 3/8
10 1/4
16.11
77
16 1/2
10 1/4
3/4
89
16 3/4
10 3/8
7/8
100
17
10 3/8
1
Ш18
35
17 3/4
6
7/16
40
17 7/8
6
1/2
50
18
7 1/2
16 сентября
60
18 1/4
7 1/2
16.11
65
18 3/8
7 5/8
3/4
71
18 1/2
7 5/8
13/16
76
18 1/4
11
16.11
W21
44
20 5/8
6 1/2
7/16
62
21
8 1/4
5/8
73
21 1/4
8 1/4
3/4
83
21 3/8
8 3/8
13/16
93
21 5/8
8 3/8
15/16
101
21 3/8
12 1/4
13/16
W24
55
23 5/8
7
1/2
68
23 3/4
9
16 сентября
84
24 1/8
9
3/4
94
24 1/4
9 1/8
7/8
104
24
12 3/4
3/4
131
24 1/2
12 7/8
15/16
146
24 3/4
12 7/8
1 1/16
162
25
13
1 1/4
W27
84
26 3/4
10
5/8
94
26 7/8
10
3/4
102
27 1/8
10
13/16
114
27 1/4
10 1/8
15/16
146
27 3/8
14
1
161
27 5/8
14
1 1/16
W30
124
30 1/8
10 1/2
15/16
132
30 1/4
10 1/2
1
148
30 5/8
10 1/2
1 3/16
Внимание! Все размеры и другая информация на этом веб-сайте могут быть изменены без предварительного уведомления.
Сварочный аппарат Ресанта САИ 250 технические характеристики
Наиболее популярным видом сварочного оборудования являются инверторы дуговой ручной сварки. Их выбирают в основном любители для работы на даче, студенты, новички, желающие получить опыт; домашние умельцы для подработки и решения собственных задач. Инверторы идеально подходят для выездного ремонта невысокого уровня сложности. Именно для таких целей производители выпускают десятки недорогих моделей, среди которых несложно выбрать наиболее приемлемый вариант.
Бренд «Ресанта» не стал исключением и представил на потребительском рынке свои сварочные аппараты бытового уровня. В каталоге производителя представлен достаточно широкий ассортимент бюджетных инверторов серии САИ. Среди моделей встречаются и отдельные модификации, которые выделяются техническими характеристиками, комплектацией и габаритами.
СОДЕРЖАНИЕ
Технические характеристики инвертора Ресанта САИ-250 (Ресанта 250А)
Сварочный аппарат Ресанта САИ 250ПРОФ
Сварочный инвертор Ресанта САИ 250ПН
Инверторный сварочный аппарат Ресанта САИ 250К
Технические характеристики инвертора Ресанта САИ-250 (Ресанта 250А)
Модель является одной из наиболее дорогих среди линейки САИ. На рынке она позиционируется как оборудование, предназначенное для бытового использования. Действительно, функционал дает возможность выполнять задачи среднего уровня. Это отличный выбор для дома или как учебное пособие для прохождения практики на производственном участке.
Максимально доступная сила сварочного тока составляет 250А. Для того, чтобы подготовить инверторный сварочный аппарат Ресанта САИ 250, достаточно подключить его к однофазной сети. Вес оборудования небольшой. Поэтому можно к корпусу прикрепить ремень и переносить его.
Из функционала аппарата важно отметить систему охлаждения и предварительного контроля температуры. Если сварка перегреется, то автоматика оповестит об этом пользователя. Металлический корпус достаточно прочный, а все детали хорошо подогнаны. Комплектация минимальна: с аппаратом идет инструкция и два питающих кабеля. Остальную оснастку придется покупать дополнительно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Технические характеристики:
Диапазон регулирования сварочного тока
10…250 А
Максимальный диаметр электрода
6,0 мм
Максимальный потребляемый ток
35 А
Эффективный потребляемый ток
29 А
Диапазон входных напряжений
140…260 В
Напряжение холостого хода
85 В
Защита от залипания
функция «ANTI STICK»
Функция горячий старт
есть
Длина кабеля держателя и массы
2 м
Защита от перегрева
автоматическая
Продолжительность нагружения
70% при сварочном токе 250 А
Напряжение дуги
30 В
Охлаждение
принудительное
Максимальная потребляемая мощность
7,7 кВт
Габаритные размеры, Д×Ш×В
310х130х185 мм
Температура окружающей среды
-10…+40 °С
Масса, не более
5 кг
Гарантийный срок эксплуатации
24 месяца
Класс защиты
IP21
Длина упаковки, мм
365
Ширина упаковки, мм
155
Вес, кг
6,5
Высота упаковки, мм
285
Объем упаковки, м³
0,0161
Из особенностей модели следует подчеркнуть возможность быстрого соединения кабелей, удобную регулировку рабочих параметров, простоту использования. Основные достоинства инвертора:
хорошо работает от бытовой сети. Не нуждается в подключении через дополнительный трансформатор;
инверторная система, собранная на транзисторах, в сочетании с другими техническими особенностями обеспечили небольшие размеры сварочного аппарата;
плюс небольшой вес, что дает возможность пользоваться оборудованием на выездных работах;
полная безопасность в эксплуатации;
эффективная система принудительной вентиляции позволяет работать более продолжительное время без перерыва и выполнить сложную задачу;
модель имеет в активе функции, облегчающие работу сварщика: антизалипание и горячий старт;
прочный металлический корпус хорошо защищает узлы от возможных повреждений;
имеет возможность преобразования тока высокой частоты и большой диапазон рабочих регулировок;
позволяет использовать электроды как для постоянного, так и для переменного тока;
аппарат не требует от сварщика специальных знаний. Его могут эксплуатировать даже новички.
Сварочный аппарат Ресанта САИ 250ПРОФ
Прочитав название модели, многие решат, что она предназначена для профессионалов. Это ошибка. Аппарат рассчитан на практикующих специалистов, освоивших азы мастерства и желающих развиваться дальше.
Технические характеристики 250ПРОФ мало чем отличаются от других устройств серии САИ. Максимальна сила тока составляет 250А, а выполнять работы можно электродами с покрытием диаметром до шести миллиметров. Предусмотрены функции, препятствующие залипанию электрода и упрощающие выполнение работы. Но в отличие от большинства других аналогов здесь предусмотрена функция форсажа дуги.
Благодаря тому, что схема выполнена на транзисторах аппарат обладает небольшими размерами. Но по весу он не очень подходит для частой транспортировки. Поэтому назвать его «походным» будет несправедливо, учитывая, что в «довесок» идет еще и маска с кабелями и комплектующими. Впрочем, если 9 кг кому-то покажется очень скромным весом, то устройство можно рассматривать как вариант для работ передвижного характера.
Среди достоинств аппарата – большой дисплей, информация на котором хорошо видна даже при очень ярком солнце. Панель управления защищена прозрачным щитком из пластика. Есть эффективная система охлаждения. Но нужно принять во внимание, что она стартует только в принудительном порядке. То есть, об автоматическом контроле температуры речь не идет. Если следить за показаниями датчика температуры, то выполнять сложные работы с такой сваркой можно.
Относительно панели управления и требований безопасности, то здесь нет ничего сложного. Интерфейс интуитивно понятен даже новичку, а силовые устройства под напряжением хорошо защищены. Модель можно рекомендовать даже новичкам, которые хотят обучиться сварному делу и приобрести сварочный инвертор с перспективой роста профессиональных навыков.
Сварочный инвертор Ресанта САИ 250ПН
Модель заинтересует дачников и домашних умельцев. Она обладает достаточным запасом мощности, чтобы выполнять даже очень сложные работы на частном подворье. Небольшие габариты являются залогом мобильности, что очень важно при выездном характере работ. Важное преимущество САИ 250ПН – возможность работы даже при пониженном напряжении сети, что не редкость в сельской местности. Индекс «ПН» так и расшифровывается – пониженное напряжение.
Для начала работы аппарат подключается к однофазной сети. На панели есть кнопка включения (выключения) питания. Нет потребности подключаться через стабилизаторы или другие аналогичные устройства. Все максимально упрощено для удобства использования техники.
У пользователей может сложиться мнение, что если аппарат работает на пониженном сетевом напряжении, то и сформировать сварной шов хорошего качества при таких условиях не составит проблем. Это совсем не так. Достойного качества соединение возможно только при оптимальных условиях сварки: хорошее напряжение, сила тока, правильно подобранные и качественные комплектующие. И конечно же, нужен достаточный уровень подготовки специалиста.
В активе оборудования удобная цифровая панель с защитным пластиковым щитком. Простые регулировки и подписи большим шрифтом на панели. Настроить аппарат на нужные параметры не составит труда даже человеку с плохим зрением. Функционал идентичен модели ПРОФ – полный набор функций, упрощающих работу сварщика.
Инверторный сварочный аппарат Ресанта САИ 250К
Среди других вариантов линейки САИ данная модель отличается самыми меньшими габаритами. Именно об этом информирует индекс «К» (компактный) в названии. По техническим характеристикам модель полностью идентична базовой САИ 250, а вот размерами значительно меньше. еще один несомненный плюс к компактности – небольшой вес. Всего лишь 5 кг, что дает возможность перевозить аппарат даже в общественном транспорте, переносить на ремне или в руках.
Эта модель предназначена именно для тех специалистов, работа которых носит исключительно разъездной характер. Нужно поехать в электричке на дачу или на маршрутке в училище – нет никаких преград, аппарат всегда можно взять с собой.
Читайте также: Лучшие инверторные сварочные аппараты для дома
Сварочный аппарат Ресанта САИ 250 и его модификации
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 3
Сварочный аппарат Ресанта САИ 250 (65/6)
Внимание! Для полноценной работы сайта необходимо включить в браузере поддержку JavaScript. Как это сделать?
Код
товара: 400288
Артикул: Ресанта САИ 250
В избранное
Сравнить
В избранное
Сравнить
Сварочный аппарат Ресанта САИ 250 (65/6)
Основные характеристики
Все сварочные инверторные аппараты «САИ» имеют защиту от перегрева, и оснащены функциями «ANTI STICK» (антизалипание), «HOT START» (горячий старт) и «ARC FORCE» (форсаж дуги).
Тип
Дуговая сварка (MMA)
Минимальный сварочный ток
10 А
Максимальный сварочный ток
250 А
Максимальный потребляемый ток
35 А
Максимальный диаметр электрода
6 мм
Защита от перегрузки
Есть
Класс защиты
IP21
Продолжительность включения
70% 250A
Тип источника питания
Инвертор
Ток
Переменный
Напряжение питания
220 В
Напряжение холостого хода
80 В
Номинальное рабочее напряжение
220 В
Количество фаз
1
Вес нетто
5 кг
Ссылка на описание на сайте производителя
http://www. resanta.ru
Характеристики Ресанта САИ 250 (65/6)
Характеристики
Тип
Дуговая сварка (MMA)
Минимальный сварочный ток
10 А
Максимальный сварочный ток
250 А
Максимальный потребляемый ток
35 А
Максимальный диаметр электрода
6 мм
Защита
Защита от перегрузки
Есть
Класс защиты
IP21
Другие характеристики
Продолжительность включения
70% 250A
Тип источника питания
Инвертор
Ток
Переменный
Напряжение питания
220 В
Напряжение холостого хода
80 В
Номинальное рабочее напряжение
220 В
Количество фаз
1
Вес нетто
5 кг
Ссылки
Ссылка на описание на сайте производителя
http://www. resanta.ru
Отзывы
Пока никто не оставил отзыв, но вы можете стать первым!
Выберите конфигурацию под свои нужды
Ресанта САИ 250 (65/6) сертифицирован для продажи в России.
Сварочный аппарат Ресанта САИ 250 (65/6) – фото, технические характеристики, условия доставки по Москве и России. Для того, чтобы купить сварочный аппарат Ресанта САИ 250 (65/6) в интернет-магазине Xcom-shop.ru, достаточно заполнить форму онлайн заказа или позвонить по телефонам: +7 (495) 799-96-69, +7 (800) 200-00-69.
Изображения товара, включая цвет, могут отличаться от реального внешнего вида. Комплектация также может быть изменена производителем без предварительного уведомления. Данное описание и количество товара не является публичной офертой.
Доставка товаров
изменить
Оформить заказ
Все сундуки и их содержимое
Крипт возвращается в Mortal Kombat 11 . Однако на этот раз игроки будут перенесены на остров Шанг Цунга, который представляет собой лабиринт с головоломками и секретными проходами, полными сундуков с сокровищами, содержащими снаряжение, фаталити, бруталити и многое другое. В Mortal Kombat 11 можно заработать практически на чем угодно. Другим для открытия нужны Сердца, которые можно заработать, выполняя фаталити и бруталити в бою.
Но какие предметы в каких сундуках? Мы протестировали Krypt на двух разных файлах сохранения, и сундуки у входа во дворец были одинаковыми, но другие области были разными.
ОБНОВЛЕНИЕ : NetherRealm подтвердила, что особые сундуки, такие как сундуки Шао Кана, имеют одинаковое содержимое и расположение для каждого игрока, но расположение остальных зависит от выбора игрока.
Вот текущий список сундуков в MK11 Krypt, которые мы обнаружили, с их координатами для облегчения поиска.
Приготовьтесь разбить несколько горшков в Mortal Kombat 11 Krypt Нижний мир
В эту область можно попасть, сломав ворота Молотом Шао Кана.
2288, 865 (2,300 Koins)
Leather Strips (x5)
2900, 1045 (7,450 Koins)
Kitana Sai — Gilittian Fishmonger
Kitana — Variation Icon
2798, 1694 (1,700 Koins)
Raiden — Значок вариации
Флакон защиты (x5)
2604, 1438 (5450 коинов)
Обидиан Шард (X5)
Метеоритный сердечный
Frost Augment — Frostbite
Frost Skin — Proudly Insubordinate
Боевая карта — Background (Frost)
1087, 2643 (6750 монет)
Cassie Cage Top S.F. Agent Prototype
Cassie Cage Variation Icon
1078, 3152 (13,400 Koins)
Baraka Augment — Penetrating Outburst
Baraka Skin — Dressed to Kill
Kombat Kart — Background (Baraka)
1733, 3440 ( 5650 коинов)
Kotal Kahn Brutality — Burnt
1136, 3892 (2900 коинов)
История Колликции — Среда (x2)
2865, -818 (13,150 KOINS) 9007
2865, -818 (13,150 KOINS) 9007
2865, -818 (13,150 KOINS) 9002
2865, -818.
GERAS Augment — Цифровая революция
Kombat Kard — Icon (GERAS)
2715, -1366 (2600 коинов)
Shao Kahn — Variation Icon
1680, 929 (14,8007. — Рука Шиннока
NOOB SAIBOT Augment — Harsh Light
1176, 1588 (1 950 коинов)
Кунг Лао Бритва — Фортуна и слава
Vial of Gonte (x5) 9 9000 2 111. В эту область можно попасть, ударив Молотом Шао Кана по стене рядом с сундуком, расположенным по адресу 1136, 3892. Здесь находится гонг, который открывает другие ворота в Крипте
Сундук Шао Кана: -62, 3876 (250 Сердца)
Джакс Брутальность — я сказал, что сон
Jax Briggs Skin — Fast Mover
Jax Briggs Bionic Arm Tectonic Force
-437, 3840 (10 450 коинов)
Скин Джонни Кейджа — Dead Sexy
Дополнение Johnny Cage — A-List Trash Talk
-995, 4009 (6,4 9009 Koins)0024
Liu Kang Nunchaku — First Heaven Defenders
-1207, 4412 (11 700 кот)
Скарлета AUGHT 5398 (11,050 коинов)
Кожа Китаны — Туры и горы
Умение Китаны — Комфорт памяти
1037, 4545 (12 900 коинов)
Кожа Kitan0026
1321, 4822 (6150 коинов)
Скарлетная маска — Темное искусство Кровавого Колдука
Скарлет Кровавый флакон — сок смешанного мяса
1146, 5478 (6 650 KINS 9007
1146, 5478 (6 650 KINS) 9007
1146, 5478 (6650 KIONS)
924
11. Ключ скелета
438, 6088 (1 650 коинов)
Рецепт: Амулет Шиннок
Эфирная броня (X3)
181, 6129 (6900 KOINS) 9007
181, 6129 (6900 KOINS) 9007
1129, 6129 (6900 KOINS) 9007
181, 6129 (6900 KOINS) 9007
181.0026
-219, 6143 (14 400 коинов)
Jax Briggs Skin — непревзойденная доблесть
Jax Briggs Augment — Raging Beatdown
-574, 5973 (680075
925-574, 5973 (680075
— 5973. Жестокость — что бы сделала Милина?
САДЫ
Получите доступ через зону двора-гонга после получения амулета Кроники из храма Накнадан, потратив 50 000 монет. Используйте амулет, чтобы открыть Дверь Баланса во дворе — Зона Гонга.
Kronika Vault — 6627, 4434 (5000 Koins)
Jacqui Briggs Skin — Double Tap
Sub-Zero Skin — Warrior’s Heart
Jade Mask — Kitana’s Loyal Friend
Cetrion Living Tendril — Struts Aetenae
Сундук Шао Кана: 5605, 5198 (250 сердец)
Жестокость Бараки — Разрезание
Скин Бараки — Осквернитель Мертвого Озера
Клинки Руки Бараки — Оракан Борьбы
Головной убор Бараки — Ченни Захватчик
Baraka War Banner — Ensign of the Hells
Baraka Augment — Rogs of Battle
соул Vault: 4486, 6164 (100 Souls)
Scord. (100 сердец)
Герас Накл Тряпка — Кулак полуночного часа
Кожа Гераса — Апофеоз
Корона богини Цетрион — Серратогга
Морозная маска — Порча
Кристал 9 Время 2000026
Кузнечный предмет — Обесточенное ядро Текунина
ДЕРЕВЯННЫЙ МОСТ
Чтобы получить доступ к этой области, вам понадобится копье Хандзо, чтобы опустить подъемный мост.
Для комфортного использования водоподающей сети необходим напор водного потока в соответствии с нормативами. Эти показатели влияют на работоспособность и исправность насосного устройства и санитарно-технических приборов. Если знать, какое давление воды должно быть в автономном водопроводе в частном доме, значения реально отрегулировать.
Содержание
Оптимальные значения для частного дома
Как измеряют давление
Причины повышения и понижения
Способы регулировки давления
Оптимальные значения для частного дома
Нормы давления для холодной воды варьируются от 0,3 до 6 бар, для горячей – от 0,3 до 4,5
Измеряют давление в водоснабжающей магистрали в барах и в атмосферах. Разница в обоих значениях небольшая – до сотых долей единиц. При напоре в одну атмосферу водный поток поступает на высоту до 10 м.
Согласно СНиП 2.0401-85, нормы для холодной воды варьируются от 0,3 до 6 бар, для горячей – от 0,3 до 4,5.
В централизованных магистралях показатель давления обычно соответствует 4–4,5 бара. Этого значения достаточно, чтобы обслуживать многоэтажки. Жильцам частных домов приходится проводить расчеты индивидуально. Если установлено автономное водоснабжение, возможно увеличение показателей напора в водопроводе больше утвержденных в нормативной документации. Они изменяются в диапазоне 2,5–7,5 бар, а порой повышаются до 10 бар.
Стандартные критерии для нормального функционирования трубопровода с напорной помпой находятся в пределах 1,4–2,8 бар, что согласуется с установленными на заводе значениями реле давления.
Определение необходимого напора воды для нормальной работы автономной водопроводной системы выполняется с учетом применяемых сантехприборов:
для джакузи потребуется напор в четыре бара;
для ванны, душа, приборов для тушения пожара – в полтора бара;
для стиральной машины – в два бара;
для поливочных работ – в пять бар.
Оптимальное значение рабочего напора для частного дома находится на отметке в четыре бара. Такого напора хватает для нормальной работы всех сантехприборов. Большая часть фасонных элементов, запорной и регулирующей арматуры может его выдержать без поломок.
Если напор будет чересчур большим, особо чувствительные устройства станут ломаться либо некорректно работать. По этой причине он не должен увеличиваться больше отметки 6,5 бар.
Давление в фонтанирующих артезианских скважинах достигает 10 бар. Подобный напор способны выдерживать только сварные соединения, большая же часть фасонных деталей, запорно-регулирующей арматуры под его воздействием выходят из строя, из-за чего появляются протечки на местах их установки.
Как измеряют давление
Предельное значение в водопроводном манометре — 6-7 бар
Для измерения в системе водоснабжения используется манометр. Его устанавливают рядом с водосчетчиком в точке ввода водопроводной трубы в здание. Также встроенным устройством оснащаются обогревательные котлы. Манометр позволяет самостоятельно провести измерения фактических значений и сравнение их с теми, что соответствуют технологическим нормативам и ГОСТам.
Следить за показателями этого прибора требуется регулярно. Ведь при низких значениях водная струя на водопотребителях будет крайне слабой.
Превышение нормативов представляет опасность для сантехнических и бытовых приборов. Водопроводный манометр оснащен измерительной шкалой с максимумом в семь атмосфер: при повышении напора больше этого показателя в сети образуются крупные неполадки. На участках сочленения трубных отрезков возникают протечки, чувствительные элементы ломаются.
Причины повышения и понижения
Наиболее часто низкий напор возникает из-за износа труб водопровода – если они проржавели или забились известковым налетом. Последнее происходит не только с течением времени, но и из-за чересчур жесткой воды. В такой ситуации трубопровод требует замены, другое решение проблемы пониженного напора отсутствует.
К иным причинам того, что нет нормального давления в системе водоснабжения в частном доме, относят:
Слабую напорную установку. В нецентрализованных магистралях воду требуется поднять из водоносной шахты и довести до всех водопотребителей, находящихся на различном удалении от насосного устройства и располагающихся на разной высоте.
Низкий дебит скважины. Пока шахта заполнена водой, давление в водопроводе падать не будет, но по мере опустошения источника напор станет снижаться, а дальше жидкость перестанет поступать в трубопровод.
Открытие всех потребителей одновременно. Это становится причиной снижения напора в магистрали. Поэтому при выполнении проектных работ учитывают общее число водопотребителей, которые можно открыть сразу.
Что касается избыточно высокого давления, оно возникает как из-за неправильно подобранного напорного оборудования – излишне мощного, так и из-за образования воздушных пробок в водоподводящем трубопроводе.
Способы регулировки давления
Настройка реле давления
Уменьшить напор помогает регулировка реле давления. Не допускается снижение менее 1,5 атмосфер, оптимальное значение в 3–4 бара. В идеале стоит установить автоматическую систему, которая будет управлять работой оборудования без вмешательства человека.
Стоимость реле давления
Также для снижения напора применяют предохранительные клапаны. При превышении этого значения, компенсатор спускает лишнее количество воды в канализационную систему.
Стоимость предохранительного клапана
Увеличить давление можно посредством установки:
повысительного насосного устройства;
гидроаккумулятора с мембраной;
накопительной емкости.
Стоимость гидроаккумулятора
Также можно заменить установленное насосное оборудование более мощным.
Включать в разводку повыситель для принудительного увеличения давления рационально, когда имеется достаточный объем жидкости в источнике, но к удаленным либо находящимся на высоте точкам потребления она поступает с большой потерей напора. К примеру, если в здании больше одного этажа. Управление возможно как вручную, так и автоматически. У второго варианта есть существенный плюс – контроль запуска и остановки насоса, когда это необходимо, автоматика осуществляет самостоятельно.
При недостаточном дебите применение повысительного насоса приведет лишь к усугублению проблемы.
В такой ситуации поможет лишь установка мембранного гидроаккумулятора. Резиновая диафрагма разделяет гидробак на два отсека – воздушный и водный. Пространство между мембранной поверхностью и корпусом гидравлического аккумулятора заполняется воздухом под высоким давлением. Благодаря этому водный поток под требуемым напором поступает к каждому потребителю. Подобная схема позволяет исключить напорные перепады и гидроудары, обеспечить бесперебойную работу всех элементов магистрали.
Еще один метод – применение накопительного резервуара большого объема. Если установить его в наиболее высоком месте дома, он будет заполняться посредством основной помпы, а к пользователю поступать самотеком. Но достичь приличного напора в такой ситуации вряд ли получится. Лучше приобрести дополнительный насос для перекачивания жидкости из накопителя. Тогда резервуар можно разместить где угодно, хоть в подвальном помещении.
Прежде чем выбирать способ, позволяющий повысить давление в водопроводной сети, стоит вызвать специалиста. Он проведет проверку состояния фильтрующего элемента, запорной арматуры, а также выполнит правильные измерения напора.
настройка, принцип работы, как отрегулировать, настроить в системе водоснабжения, схема подключения реле минимального давления, как подключить датчик
Содержание:
Описание устройства Необходимость настройки реле давления воды для насоса Термины, использующиеся при регулировке реле давления Давление в гидроаккумуляторе Правила настройки Полезные советы и рекомендации Видео
В насосной станции любого типа и размера есть один маленький, но незаменимый узел, речь идет о реле давления. Помимо установки с использованием схемы подключения реле давления воды, следует выполнить дополнительные настройки. Дело в том, что этот элемент осуществляет контроль состояния гидробака, а также включает и отключает необходимое оборудование.
Чтобы оборудование служило бесперебойно и долго необходимо грамотно выполнить регулировку и установку реле давления для насоса.
Описание устройства
Устройство практически всех разновидностей реле давления, которыми укомплектованы насосные станции, примерно одинаково. На металлическом основании зафиксированы рабочие элементы насоса:
Мембрана,
Поршень,
Металлическая платформа.
Электрические контакты.
Также имеется большая и маленькая пружина, все это размещено в пластиковом корпусе.
При подключении реле давления воды процесс протекает по следующему принципу: оказываемое давление заставляет мембрану толкать поршень, который поднимает платформу. Она, в свою очередь, оказывает давление на большую пружину и сжимает ее. Сопротивление большой пружины оказываемому давлению ограничивает движение поршня.
Между большой и малой регулировочной пружиной есть небольшое расстояние, однако его вполне хватает для регулировки работы комплекса приборов. Платформа, на которую воздействует мембрана под давлением, поднимается до края малой пружины.
В результате увеличения давления на платформу меняется ее положение. Это приводит к переключению контактов и изменению режима работы, следовательно, он выключается. Контакты переключаются с помощью специального шарнира с пружинкой. После прохождения платформой уровня расположения шарнира соответственно меняется положение электрических контактов и размыкается цепь электропитания.
В результате отключения насоса прекращается поступление воды. При расходе воды из гидроаккумулятора давление на мембрану постепенно снижается, и платформа начинает опускаться. Опустившись ниже уровня расположения пружинного шарнира электрических контактов, она вновь заставляет контакты подниматься и, соответственно, замыкать цепь. Не помешает знать, какой лучше регулятор давления воды, чтобы сделать правильный выбор.
Насос начинает работать, закачивает воду в гидробак, и цикл повторяется в автоматическом режиме.
Большой и маленькой пружине в механизме отводится своя функция. Большая пружина задает показатель давления, при котором требуется включение насоса, а маленькая пружина определяет разницу между допустимым и необходимым значением давления. Этот показатель очень важен при регулировке реле давления воды для насоса.
Необходимость настройки реле давления воды для насоса
Настройка реле самостоятельная или с привлечением квалифицированных специалистов требуется в любом случае при сборке насосной станции из отдельных частей. Не исключено, что настройка реле давления воды потребуется даже в том случае, когда готовая насосная станция приобретена в специализированном магазине.
Объясняется это тем, что для каждой водопроводной системы характерно наличие индивидуальных особенностей и потребности жильцов также разные. Степень напора воды в доме с душем, раковиной и ванной значительно отличается от просторного загородного дома с джакузи и гидромассажем. В этом случае требуется регулировка давления воды в системе водоснабжения и настройка оборудования индивидуально для каждого случая.
При решении вопроса, как подключить реле давления воды, следует помнить, что кроме первоначальной настройки, которая выполняется при монтаже насосного оборудования, в процессе эксплуатации необходимо контролировать и выполнять корректировку работы оборудования.
Кроме того в случае замены или ремонта отдельного элемента насосной станции также требуется дополнительная настройка реле регулятора давления воды. Стоит сказать, что процесс регулировки оборудования аналогичен процедуре его настройки.
Термины, использующиеся при регулировке реле давления
В процессе настройки реле давления и регулировки водяного насоса могут использоваться названия специфического типа, которые понятны квалифицированному специалисту. Что касается обычного потребителя, то он может столкнуться с некоторыми затруднениями. По этой причине следует ознакомиться с определенными понятиями, чтобы процесс настройки прошел без заминок.
В частности, речь идет о следующих терминах:
Давление включения. Этот термин обозначается индексом Рвкл , иногда он может называться верхним давлением. Уже по названию можно определить, что он обозначает давление, при котором возобновляется или начинается функционирование насоса, а в гидробак происходит подача воды. По умолчанию производитель указывает значение 1,5 бар.
Давление выключения. Для обозначения используется индекс Рвыкл и называется нижним давлением. На реле от производителя указано значение около 3 бар.
Перепад давления. Этот термин используется для обозначения разницы между нижним и верхним значением давления. В стандартных моделях с заводскими настройками значение этого показателя составляет примерно 1,5 бар.
Максимальное давление отключения. Название этого термина уже говорит о максимально допустимом значении давления в насосной системе и водопроводе. Отклонение в большую сторону может стать причиной повреждения водопроводной системы и насосного оборудования. По умолчанию от производителя указывается значение не более 5 бар.
Давление в гидроаккумуляторе
Знание устройства гидроаккумулятора позволяет избежать серьезных ошибок при самостоятельном решении задачи, как настроить реле давления воды (прочитайте: «Как выбрать и установить гидроаккумулятор для систем водоснабжения, принцип работы»).
Гидробаки делятся на два типа: одни оснащены резиновой вставкой в форме груши, другие оснащены резиновой мембраной. В обоих случаях этот элемент предназначен для разделения емкости на две не сообщающиеся части. Чаще всего одна часть наполняется водой, другой отсек заполнен воздухом.
Принцип работы в обоих случаях одинаковый: вода, поступающая в гидробак, оказывает давление на резиновую вставку, что обеспечивает перемещение воды в системе водоснабжения. По этой причине в гидроаккумуляторе всегда должно присутствовать определенное давление. Его значение может меняться в зависимости от объема воды и воздуха в камерах. Когда выполняется установка гидроаккумулятора для систем водоснабжения своими руками, все это нужно обязательно учитывать.
Корпус бака в большинстве случаев оснащен автомобильным ниппелем, через который можно закачать или спустить воздух в процессе регулировки рабочего давления внутри гидробака.
Прежде чем подключить реле минимального давления воды к насосу выполняют измерение текущего давления в гидробаке. Значение этого показателя производитель выставляет 1,5 бар, однако в процессе использования определенное количество воздуха выходит из емкости, что приводит к снижению давления.
Для измерения давления в гидробаке пользуются обычным автомобильным манометром. При этом рекомендуется брать прибор, на шкале которого установлен минимальный шаг градации. В этом случае можно получить более точные результаты измерений, до 0,1 бар. Кстати манометр, который идет в комплекте с насосным оборудованием, также должен соответствовать этому параметру.
Если производитель укомплектовал насос недорогим прибором, то при установке лучше выполнить замену манометра на более качественный и надежный прибор.
Что касается автомобильных манометров, то многих потребителей не устраивает их внешний вид. Хотя стоит отметить, что именно они помогут точно определить давление в емкости. Если есть желание приобрести электронный прибор измерения, то лучше сделать выбор в пользу более дорогого варианта от проверенного производителя. В этом случае простенькая пластиковая модель не гарантирует точные данные и может выйти из строя в любой, даже самый неподходящий, момент.
Очень важно помнить, что электронные манометры работают от сети электропитания, поэтому следует контролировать ситуацию в этом случае.
Измерение давления в гидробаке выполняют по довольно простой схеме: к ниппелю на емкости присоединяется манометр и замеряются показания. Если полученные значения находятся в пределах от 1 до 1,5, то такое давление можно считать нормальным.
При более высоких показателях обеспечивается хороший напор в системе, однако при этом снижается запас воды. Нельзя допускать работу системы под слишком высоким давлением, которое заставляет работать все части оборудования под нагрузкой. Результатом таких действий становится быстрый износ деталей агрегата. Для поддержки высокого давления в системе требуется постоянное пополнение запаса воды в гидробаке, следовательно, увеличивается нагрузка на насос и повышается расход электроэнергии.
Еще одним недостатком постоянного высокого давления можно назвать увеличение числа поломок. При слишком высоком или очень низком давлении в первую очередь страдает резиновая прокладка. Только правильная регулировка давления в системе водоснабжения частного дома позволит увеличить срок службы агрегатов и системы в целом.
Правила настройки
Под крышкой на корпусе прибора располагаются две пружины с большой и малой гайкой. Вращением этих пружин можно установить следующие параметры:
Регулировка посредством большой пружины позволяет установить нижнее давление в гидроаккумуляторе.
С помощью малой пружины — установить разницу между давлением включения и выключения.
Прежде чем приступить к настройке реле давления, необходимо понять, как работает реле давления, внимательно изучить прилагаемую техническую документацию непосредственно прибора и насосной станции, включая гидробак и другие элементы.
Инструкция реле давления воды содержит информацию о рабочих и предельных показателях используемого оборудования. Эти данные должны учитываться в процессе регулировки, так как их превышение приведет к быстрому износу прибора. Если в процессе настройки реле давления отдельные параметры достигают максимальных значений, то нужно вручную отключить насос и закончить регулировку в обычном режиме. Стоит отметить, что подобные ситуации являются редкостью, так как поверхностные насосы не имеют мощности, которая может вызвать скачок давления в системе.
Вопрос, как отрегулировать датчик давления воды в системе водоснабжения, должен решаться при пустом гидроаккумуляторе, в противном случае одновременно будут учитываться параметры давления воды и воздуха в емкости.
Регулировка реле давления выполняется по следующей схеме:
Устанавливают значения рабочего давления в гидробаке.
Включают насос.
Осуществляют подачу воды в емкость до достижения значений нижнего давления.
Отключают насос.
Вращают малую гайку до тех пор, пока насос не начнет работать.
Ждут наполнения емкости водой и отключают насос.
Открывают воду.
Начинают вращать большую пружину для установки давления включения.
Включают насос.
Заполняют емкость водой.
Корректируют положение малой пружины регулировки.
Чтобы правильно определить направление вращения пружины при настройке регулятора давления воды, нужно обратить внимание на расположенные рядом с ней знаки «плюс» и «минус». Для увеличения давления включения выполняют вращение пружины по часовой стрелке, для уменьшения – против часовой стрелки.
Вращать регулировочные пружины для настройки реле давления воды в системе водоснабжения следует очень осторожно, плавно поворачивая на четверть или половину оборота, так как эти элементы отличаются высокой чувствительностью. После повторного включения манометр должен показывать нижнее давление.
При решении вопроса, как отрегулировать реле давления, важно учесть несколько основных моментов:
Если при наполнении гидробака показатели манометра не меняются, значит, давление достигло предельных параметров. В этом случае сразу отключают насос.
Нормальные значения разницы между верхним и нижним давлением должно составлять примерно1-2 атм.
При отклонении от нормальных значений в большую или меньшую сторону следует повторно выполнить регулировку, учитывая при этом возможные ошибки.
Оптимальным значением разницы между установленным нижним давлением и тем, которое определено в начале в пустой емкости, не должно отклоняться от 0,1-0,3 атм.
Давление воздуха в емкости не должно опускаться ниже 0,8 атм.
Не исключено, что система автоматически будет включаться и выключаться при других установленных показателях. Однако указанные параметры позволяют минимизировать износ оборудования.
Полезные советы и рекомендации
Каждый владелец насосной станции желает, чтобы оборудование нормально функционировало на протяжении долгого времени. Для этой цели требуется изучение принципа работы реле давления и регулярный контроль над каждым элементом. В частности специалисты рекомендуют один раз в три месяца замерять показатели давления в гидроаккумуляторе. Регулярный контроль и настройка позволяют стабилизировать работу всей насосной станции. Кроме того в процессе контроля можно выявить недостатки и внезапные поломки оборудования, которые требуют скорейшего устранения.
Контроль состояния системы в большинстве случаев заключается в регулярной фиксации показаний водяного манометра при включении и выключении насоса. Нормальной считается работа оборудования при значениях, которые были установлены в процессе настройки реле давления.
Если замеры показывают отклонения в какую-либо сторону, необходимо выполнить замер давления в гидробаке и повторно провести регулировку реле давления. В некоторых ситуациях требуется всего лишь подать дополнительное количество воздуха в емкость, и показатели нормализуются. Читайте также: «Как выбрать и установить насос для повышения давления воды – важные нюансы».
При измерении давления не стоит забывать о погрешности в точности показаний манометра. Дело в том, что между подвижными частями прибора может возникать трение, что в некоторой степени влияет на показатели. Для получения более точных результатов измерения перед началом процесса можно смазать трущиеся детали измерительного прибора.
Недостатком любого механизма можно назвать его износ в процессе эксплуатации. Реле давления в этом случае не является исключением. По этой причине при выборе оборудования следует отдавать предпочтение более прочным изделиям. Кроме того следует понимать, что точная настройка водяного насоса и реле давления также позволяет продлить эксплуатационный период оборудования. Также необходимо уяснить, что постоянная работа при максимально допустимых значениях верхнего давления негативно сказывается на долговечности реле.
По мнению квалифицированных мастеров, небольшой запас давления, оставленный в процессе настройки, минимизирует износ всех деталей оборудования. При необходимости установки верхнего давления на высоком уровне рекомендуется выбирать реле давления с повышенными допустимыми рабочими нормами. Например, для системы с верхним давлением в 5 атмосфер подойдет реле, у которого предельно допустимые значения работы составляют 6 атмосфер. Конечно, поиск такого оборудования несколько усложнится, но приобретение его вполне реально. Читайте также: «Как установить насос для повышения давления воды в квартире – выбор, правила монтажа».
Очень часто причиной серьезных поломок регулятора давления воды для насоса становится грязная вода, которая течет по трубам водопроводной системы. В большинстве случаев такая ситуация возникает со старыми металлическими системами водоснабжения.
Перед тем как выполнить установку насосной станции рекомендуется провести тщательную очистку водопровода. В крайнем случае, может потребоваться полная замена старых металлических элементов системы более современными пластиковыми конструкциями.
В процессе настройки реле следует обратить внимание на регулировочные пружины, которые также требуют бережного обращения. Сильное сжатие пружин при регулировке реле может стать причиной погрешности в работе устройства. Кроме того срок службы пружины в этом случае существенно снижается, не исключены поломки реле давления после недолгого времени использования.
Проверяя работу насосной станции, важно обратить внимание на датчик реле давления воды: если давление выключения постоянно растет, то не исключено засорение устройства. Такая ситуация требует незамедлительной замены (прочитайте также: «Правильная регулировка реле давления насосной станции – нормы, советы и примеры»).
Для этой цели выполняют следующие действия:
Откручивают крепежные болты на корпусе реле.
Снимают мембранный узел.
Промывают внутреннюю часть и все мелкие отверстия.
В некоторых ситуациях не требуется разборка устройства, достаточно прочистить отверстия, просто сняв реле давления. При обнаружении засоров также можно прочистить всю насосную станцию.
Если замечены подтеки воды из корпуса реле давления для скважины, то можно предположить, что загрязнения повредили мембрану. Такое устройство подлежит полной замене.
Настройку реле давления нельзя назвать простым мероприятием, здесь требуется внимательность и осторожность. Изучив устройство реле давления, принцип его работы и особенности регулировки, можно самостоятельно справиться с поставленной задачей.
Руководство домовладельца по давлению воды
Фото: Томас Куайн
Многие проблемы с сантехникой в вашем доме возникают из-за проблем с давлением воды. Это может привести к проблемам со смывом душевых кабин и унитазов на одном конце и повреждению труб или приборов на другом. Проверить давление воды самостоятельно несложно, и это может помочь вам выявить потенциальные проблемы до того, как они станут дорогостоящими.
Стандартное давление воды
В зависимости от того, где вы живете, давление воды, поступающей из муниципальных водопроводных сетей, может сильно различаться. Это может создать проблемы, так как показатель давления может варьироваться от 20 до 100 фунтов на квадратный дюйм. Давление входящей воды никогда не должно превышать 75 фунтов на квадратный дюйм. Многие профессиональные сантехники считают идеальным значение 50 фунтов на квадратный дюйм, что также является настройкой по умолчанию для большинства регуляторов давления.
В больших домах требуется более высокое давление на входе, чем в небольших домах, так как вода будет немного замедляться каждый раз, когда она сталкивается с изгибом труб.
Найдите первый кран на линии подачи воды. Этот кран имеет самое высокое давление и сообщит вам, есть ли какие-либо проблемы с давлением в вашем доме или возникают в муниципальных линиях.
Убедитесь, что в доме не используется вода. Вы можете использовать отдельные запорные клапаны для кранов или унитазов, если планируете исключить их из теста.
Закройте главный запорный клапан.
Прикрепите манометр к крану.
Полностью откройте кран, чтобы получить показания давления.
Вы можете проверить другие смесители в доме, используя тот же метод, чтобы определить проблемы с давлением в самом доме, как только вы получите представление о начальном номинальном давлении. Это особенно полезно в тех случаях, когда вам нужно, чтобы сантехник проверил трубы, так как это обеспечивает гораздо меньшую площадь для поиска источника вашей проблемы с давлением.
Испытание существующего водопровода под давлением
Относительно легко проверить водопровод на наличие проблем с помощью теста под давлением воды. Альтернативой является проверка с использованием воздуха, хотя это обычно используется для новой сантехники. Вам понадобится воздушный компрессор и адаптер для подсоединения шланга компрессора к крану с резьбой. Для проверки с использованием давления воздуха вам необходимо сделать следующее:
Найдите главный запорный клапан и перекройте подачу воды.
Включите краны, чтобы слить воду из труб, и убедитесь, что все снова закрыто, как только трубы опустеют.
Присоедините манометр к резьбовому крану. Это может быть один в вашей прачечной или на открытом воздухе.
Подсоедините переходник к другому крану и подсоедините шланг компрессора.
Заправьте систему до номинального давления 60 psi и подождите 15 минут.
Перед повторным включением воды убедитесь, что давление не упало (указывает на утечку).
Испытание под давлением новой сантехники
Испытание новой сантехники с использованием воздуха сложнее, чем проверка существующей сантехники, хотя оно может быть намного эффективнее. Вам понадобятся несколько тестовых баллонов и тестовых сосисков, которые представляют собой надувные устройства с прикрепленными манометрами. Можно приобрести наборы для тестирования или приобрести отдельные компоненты в хозяйственном магазине.
Заблокируйте все стоки, фитинги вентиляционных труб (обычно называемые линиями DWV) и фланцы унитазов с помощью надувных контрольных баллонов. Вы захотите вставить их в Т-образные фитинги перед надуванием.
Приклейте контрольные заглушки к концам всех отводных труб. Это трубы, которые выступают из стен или пола для последующего прикрепления фитингов, таких как насадка для душа.
Найдите прочистной штуцер и вставьте тестовый сосиска. Перед накачиванием убедитесь, что манометр находится в вертикальном положении и легко читается.
Доведите давление в трубах до пяти фунтов на квадратный дюйм и подождите 15 минут, время от времени проверяя изменения давления.
При подозрении на утечку вы можете использовать цветной дым или прослушать шипящие звуки труб, которые могут указывать на утечку. Кроме того, вы можете нанести на стыки немного разбавленного средства для мытья посуды и наблюдать за появлением пузырьков воздуха.
Низкое давление может быть весьма неприятно. Это не только заставит ваши краны течь и замедлит работу стиральной машины, но также может привести к проблемам с туалетом или быть признаком серьезной проблемы. К счастью, низкое давление часто легко диагностировать и лечить, не обращаясь за профессиональной помощью.
Что вызывает низкое давление воды?
Существует множество потенциальных причин низкого давления, многие из которых легко устранить. Вот некоторые из наиболее распространенных проблем:
Одновентильный кран — часто возникает из-за мусора на сетке фильтра. Обычно один находится на конце крана, а иногда – внутри основания. Просто промойте и вытрите мусор, и поток воды сразу же улучшится.
Запорные клапаны – Обычно причиной низкого давления является главный запорный клапан для всего дома, а также клапаны, ведущие в ваши туалеты, раковины и т. д. Если они не полностью открыты, они могут ограничить расход воды, снижение давления.
Редукционный клапан e — Некоторые муниципалитеты подают воду под высоким давлением, и в вашем доме может быть установлен редукционный клапан для ограничения давления поступающей воды. Заводское значение по умолчанию обычно составляет 50 фунтов на квадратный дюйм, но предыдущий владелец мог установить его ниже или просто слишком низкое, чтобы должным образом снабжать дом большего размера. Регулировка настроек часто решает проблему.
Утечки – Низкое давление может быть признаком негерметичных труб. Выполните испытание под давлением и следите за манометром на наличие признаков утечки. Если давление меняется, вам может потребоваться нанять профессионала, чтобы найти и отремонтировать поврежденную трубу.
Как увеличить низкое давление воды в муниципальном водопроводе
В некоторых случаях вы можете обнаружить, что давление воды низкое из-за городских водопроводов. Такие проблемы обычно затрагивают и ваших соседей и потребуют установки усилителя давления воды. Это устройство состоит из насоса и напорного бака и устанавливается рядом с водомером.
Циферблат позволяет регулировать давление в диапазоне от 45 до 55 фунтов на квадратный дюйм, в то время как в резервуаре хранится дополнительная вода под давлением, чтобы сократить частоту включения насоса. Системы повышения давления могут быть дорогими инвестициями, часто стоимостью 9 долларов.00 и более, но это может быть единственным решением проблемы низкого городского давления.
В то время как низкое давление воды доставляет неудобства, высокое давление может стать кошмаром. Это может привести к разрыву труб, протечкам, взрыву котлов или резервуаров для воды и связанным с этим проблемам, таким как затопление или плесень. Существует несколько предупредительных признаков высокого давления воды, и вам следует проверить уровень давления в фунтах на квадратный дюйм, если вы столкнетесь с ними:
Включение или выключение крана вызывает стук или другие шумы из труб.
Плевки и утечки из кранов.
Туалеты иногда работают, когда они не используются.
Увеличение счетов за воду или канализацию без увеличения потребления воды.
Последний признак возникает из-за того, что за то же время используется больше воды, чем в трубах с более низким давлением. Таким образом, при открытии крана при давлении воды 150 фунтов на квадратный дюйм может использоваться в два-три раза больше воды, чем при давлении всего 50 фунтов на квадратный дюйм.
Что вызывает высокое давление воды
Наиболее распространенной причиной высокого давления воды является водопровод. В зависимости от требований в вашем регионе, водопроводной компании может потребоваться подача воды под высоким номинальным давлением. Это особенно актуально там, где им необходимо обслуживать высокие здания или участки, расположенные высоко над уровнем моря.
Другой возможной причиной является тепловое расширение. Высокие температуры в вашем доме могут способствовать небольшому нагреву водопроводных труб. Кроме того, ваш водонагреватель заставит воду немного расшириться. Чем горячее вода, тем большее давление она будет оказывать на трубы. По этой причине всегда лучше, чтобы ваш водонагреватель был настроен на низкую или умеренную температуру.
Как снизить давление воды
При высоком давлении водопроводной воды лучшим решением будет установка редукционного клапана. Этот клапан соединяется там, где вода входит в ваш дом, и снижает входящее давление. Обычно на заводе установлено значение 50 фунтов на квадратный дюйм, хотя вы можете отрегулировать настройку давления, чтобы обеспечить более высокое значение давления в фунтах на квадратный дюйм.
оптимальное исполнение, измерение и регулирование
Для комфортного пользования водопроводной сетью требуется напор потока воды в соответствии с нормами. Эти показатели влияют на работоспособность и исправность насосного устройства и сантехнических устройств. Если знать, какое давление воды должно быть в автономном водопроводе в частном доме, значения действительно можно скорректировать.
Содержание
Оптимальные значения для частного дома
Как измеряется артериальное давление?
Основания для повышения и понижения в должности
Способы регулирования давления
Оптимальные значения для частного дома
Нормы давления для холодной воды изменяются от 0,3 до 6 бар, для горячей воды — от 0,3 до 4,5
Давление в водопроводная линия измеряется в барах и в атмосферах. Разница в обоих значениях невелика — до сотых долей единицы. При давлении в одну атмосферу поток воды выходит на высоту до 10 м.
Согласно СНиП 2. 0401-85 нормы для холодной воды изменяются от 0,3 до 6 бар, для горячей воды — от 0,3 до 4,5.
В централизованных линиях показатель давления обычно составляет 4–4,5 бар. Этого значения достаточно для обслуживания высотных зданий. Жителям частных домов приходится проводить расчеты индивидуально. При установке автономного водопровода возможно увеличение показателей давления в водопроводе больше, чем утверждено в нормативной документации. Они колеблются в пределах 2,5–7,5 бар, а иногда поднимаются до 10 бар.
Стандартные критерии нормальной работы трубопровода нагнетательного насоса составляют от 1,4 до 2,8 бар, что соответствует заводским настройкам реле давления.
Определение необходимого напора воды для нормальной работы автономной системы водоснабжения проводят с учетом применяемой сантехники:
для джакузи требуется напор в четыре бара;
для ванн, душевых, устройств пожаротушения — штанги полуторные;
для стиральной машины — две планки;
для поливочных работ — на пять бар.
Оптимальное значение рабочего давления для частного дома составляет около четырех бар. Этого давления достаточно для нормальной работы всех сантехнических приборов. Большинство арматуры, запорной и регулирующей арматуры выдерживают его без поломок.
При слишком высоком давлении особенно чувствительные устройства могут сломаться или выйти из строя. По этой причине оно не должно превышать отметку 6,5 бар.
Давление в фонтанирующих артезианских скважинах достигает 10 бар. Такое давление выдерживают только сварные соединения, тогда как большинство арматуры, запорной и регулирующей арматуры под его воздействием выходит из строя, из-за чего в местах их установки появляются протечки.
Как измеряется кровяное давление?
Предельное значение по манометру воды — 6-7 бар
Манометр применяется для измерения в системе водоснабжения. Устанавливается рядом с водомером в месте входа водопровода в здание. Отопительные котлы также оснащены встроенным устройством. Манометр позволяет самостоятельно измерять фактические значения и сравнивать их с теми, которые соответствуют технологическим нормам и ГОСТам.
Необходимо регулярно контролировать работоспособность этого устройства. Ведь при низких значениях струя воды у водопотребителей будет крайне слабой.
Превышение норм представляет опасность для сантехники и бытовых приборов. Манометр водопровода снабжен измерительной шкалой максимум на семь атмосфер: при повышении давления выше этого показателя в сети образуются крупные неисправности. В местах стыков участков труб возникают протечки, ломаются чувствительные элементы.
Причины повышения и понижения в должности
Чаще всего низкое давление возникает из-за износа водопроводных труб — если они заржавели или засорились известковым налетом. Последнее случается не только со временем, но и из-за слишком жесткой воды. В такой ситуации требуется замена трубопровода; другого решения проблемы пониженного давления нет.
К другим причинам отсутствия нормального давления в системе водоснабжения частного дома относятся:
Установка слабого давления. В нецентрализованных магистралях воду необходимо поднимать из водоносного горизонта и подводить ко всем водопотребителям, находящимся на разном расстоянии от насосного устройства и расположенным на разной высоте.
Низкий дебит скважины. Пока шахта заполняется водой, давление в водопроводе не будет падать, но по мере опустошения источника давление будет уменьшаться, и тогда жидкость перестанет поступать в трубопровод.
Одновременное открытие всех потребителей. Это становится причиной снижения давления в магистрали. Поэтому при выполнении проектных работ учитывается общее количество водопотребителей, которые можно открыть сразу.
Что касается чрезмерно высокого давления, то оно возникает как из-за неправильно подобранного напорного оборудования — слишком мощного, так и из-за образования воздушных пробок в трубопроводе подачи воды.
Методы регулирования давления
Настройка реле давления
Регулировка реле давления помогает снизить давление. Понижение менее 1,5 атмосфер не допускается, оптимальное значение 3-4 бар. В идеале стоит установить автоматическую систему, которая будет контролировать работу оборудования без вмешательства человека.
Стоимость реле давления
Также предохранительные клапаны используются для снижения давления. При превышении этого значения компенсатор выпускает лишнюю воду в канализационную систему.
Предохранительный клапан стоимость
Повысить давление можно установив:
Бустерное насосное устройство;
гидроаккумулятор с мембраной;
объем памяти.
Аккумулятор стоимость
Также возможна замена установленного насосного оборудования на более мощное.
Рационально включать в разводку бустер для принудительного повышения давления, когда в источнике имеется достаточный объем жидкости, но она поступает к удаленным или расположенным на высоте точкам потребления с большой потерей напора. Например, если в здании больше одного этажа. Управление возможно как вручную, так и автоматически. У второго варианта есть существенный плюс – управление запуском и остановкой насоса при необходимости осуществляется автоматикой самостоятельно.
Если скорость потока недостаточна, использование бустерного насоса только усугубит проблему.
В такой ситуации поможет только установка мембранного аккумулятора. Резиновая диафрагма делит бак на два отсека – воздушный и водяной. Пространство между поверхностью диафрагмы и корпусом гидроаккумулятора заполнено воздухом высокого давления. За счет этого к каждому потребителю подается поток воды под необходимым давлением. Такая схема позволяет исключить перепады давления и гидроудары, обеспечить бесперебойную работу всех элементов линии.
Другой способ — использовать большой резервуар для хранения. Если установить его в самом высоком месте дома, то он будет наполняться через главный насос, и самотеком поступать к пользователю.
Обсадные трубы используются для удержания стенок скважины при бурении. Они должны обладать достаточными прочностными характеристиками, чтобы обеспечивать целостность конструкции скважины при ее сооружении.
Есть у них и другая, побочная задача – обеспечение герметичности. Это важно при обустройстве скважин водоснабжения, когда есть водоносные горизонты с непригодной для использования водой.
Технические требования к изделиям этого типа регламентируются по ГОСТ 632-80 «Трубы обсадные и муфты к ним».
Типы обсадных труб
Выбор обсадки зависит от назначения скважины.
Металлические обладают высокой прочностью и устойчивостью к механическим повреждениям, что позволяет использовать их в глубоких скважинах, где на стенки оказывается серьезное пластовое давление. Еще один плюс – использование резьбовых соединений на стыках, что обеспечивает герметичность.
С другой стороны, срок службы таких обсадных колонн ограничен из-за подверженности металлических изделий коррозии. К тому же, стоимость обсадки со стенками более 6 миллиметров высока, поэтому они применяются, в основном, в промышленности: в глубоких артезианских скважинах или при разработке месторождений полезных ископаемых.
Производятся такие трубы из стали марки 20 или из стали 45. Соединение колонны обсадных труб может быть ниппельное или «труба в трубу».
Обсадка из полимерных материалов (полипропилена, ПВХ или ПНД) имеет меньшую прочность по сравнению с металлической. Однако ее вполне хватит для укрепления неглубокой (до 50 – 60 метров) скважины водоснабжения в частном доме. К тому же, пластиковые изделия заметно дешевле, не подвержены коррозии и химически нейтральны (т.е., в воде не будет металлических примесей). В случае повреждения полимерной обсадной трубы достаточно легко купить новую и произвести замену.
Диапазон диаметров – от 80 до 200 миллиметров.
Чаще всего при производстве используется НПВХ (непластифицированный поливинилхлорид). Они достаточно прочны для противодействия давлению на небольших глубинах и, кроме того, обладают хорошими гидравлическими свойствами. Иными словами, они практически не получают повреждений из-за замерзания воды внутри них.
В случае, если выработка имеет изгиб, применяются изделия из полиэтилена, которые обладают определенной гибкостью.
Выбор обсадки для скважины
Для неглубокой скважины водоснабжения в частном доме оправдано применение труб из полимерных материалов. Если речь идет об известняковом водоносном горизонте, можно использовать пластиковую трубу или металлическую. Глубокие артезианские выработки (глубже 100 метров) следует обсаживать стальными трубами.
Компания «Геомаш» выпускает стальные обсадные трубы диаметром от 89 до 219 мм.
Подробности у менеждера
Контакты: ООО «Геомаш-Центр»
Номер: 8 (495)902-55-20
Почта: sales@geomash. ru
описание, назначение и разновидности, особенности самостоятельного монтажа
Каждое водозаборное устройство (скважины, колодцы) требует обстоятельного укрепления. Если его стенки обрушиваются, вырытое углубление закрывают и обустраивают новое. Чтобы предотвратить неприятные последствия, специалисты фиксируют стенки скважин обсадочными трубами. Знания об изделии пригодятся не только профессиональным монтажникам, но и горожанам, желающим возводить дом на собственном участке.
Назначение обсадных труб
Разновидности изделий
Металлические трубы
Трубы из пластика
Асбестоцемент
Устройство колонны и монтаж своими руками
Назначение обсадных труб
Они монтируются в специально подготовленные скважины, где представляют собой своеобразную укрепляющую колонну и удерживают стенки от обрушения. Далее, специалисты устанавливают внутрь трубы насосное оборудование, которое позволяет накапливаться воде. Свойства продукта — напор и качество жидкости, простота в установке, срок годности — определяются соответствием характеристик продукции к номинальным требованиям в документах. Любая обсадочная труба имеет два основных назначения:
Изделие предназначено для сохранения стенок пробурённого колодца. Каждая обсадная труба отличается высочайшей прочностью, позволяющей выдержать любые сдвиги грунтовой материи. Выбирая продукт, необходимо сразу обращать внимание на этот атрибут.
Второй важной особенностью изделия является полная герметичность. Это не позволяет проникать грязной и непригодной для питья жидкости в основной канал.
Важно! Для собственноручного монтажа специалисты рекомендуют выбирать продукт с резьбой. Такая труба успешно отталкивает от скважины «плохую» воду.
Разновидности изделий
Для защиты каналов используют различные типы обсадных изделий. К наиболее популярным относят: металлические, из пластика, а также из асбоцемента. Установка зависит от предлагаемых условий дальнейшей эксплуатации (объёмы водозабора и коэффициент подвижности грунта). Чтобы узнать, какой продукт подходит к тому или иному месту, следует ознакомиться с атрибутами каждого вида.
Металлические трубы
Трубы обсадные из металла подходят для бурения артезианских скважин и для сооружений на известняковых пластах. Такие трубы отличаются достаточной прочностью к внешнему механическому воздействию. Обыкновенно, толщина изделия составляет 5 или 6 см, что увеличивает срок службы до 50 лет. Для металлических труб особое значение имеет качество сварки.
Важно! Каждая пробурённая скважина во время эксплуатации покрывается илом. Чтобы применить очистительные приспособления, материал трубы обязан быть металлическим.
Однако такие конструкции обладают существенными минусами.
Обсадки подвержены коррозии, что провоцирует появление ржавчины в добываемой воде. Решение проблемы — в применении фильтров, сконструированных современным образом.
Толстостенная обсадная труба из металла, служащая продолжительный срок, стоит очень дорого. Этот аргумент отпугивает простых граждан, которые выбирают продукцию дешевле.
Трубы из пластика
Пластик сегодня широко используется в монтаже. Такое изделие хорошо справляется с нагрузками равномерного обжатия. К тому же такая обсадка стоит намного дешевле, чем из металла. В состав пластика входят: полипропилен, поливинилхлорид и ПНД (полиэтилен низкого давления). Толщина изделия варьируется от 90 до 225 мм и соответствует технической составляющей. Пластик обладает следующими преимуществами:
Труба располагает удобной формой и весом не более 4 кг, что облегчает самостоятельный монтаж.
Герметичность резьбы в пластике находится на высочайшем уровне.
Срок эксплуатации — 50 лет.
Обсадка наделена хорошей пластичностью, поэтому даже замершая вода не разрывает конструкцию.
Материал не вступает в контакт с реагентами при дезинфекции скважины.
Пластик не подвергается коррозии и изменениям структуры.
Внутренняя поверхность не обрастает осадками даже при высокой жёсткости воды.
Асбестоцемент
Такие колонны успешно применялись уже в середине XX века. Их стойкость и безопасность не вызывают сомнений, а срок эксплуатации практически неограничен.
Изделие совершенно не подвержено коррозии и нейтрально к воздействию различного химического состава.
Асбестоцементная продукция — самый дешёвый вариант для укрепления скважин.
Важно! Предполагается, что материал является канцерогеном и провоцирует рак пищеварительного тракта. Однако научными экспериментами этот миф не доказали. Впрочем, качественный фильтр удаляет все волокна асбеста из добываемой воды.
Основным недостатком таких обсадок является хрупкость стенок трубы. Чтобы нивелировать этот «минус» приходится утолщать изделие и рыть более толстую скважину, что сказывается на повышенной себестоимости, в сравнении с альтернативными вариантами. Мягкость материала усложняет процесс монтажа, а работы очистительными приборами в будущем запрещены. Сегодня эта разновидность практически не используется.
Устройство колонны и монтаж своими руками
Обсадка монтируется в самом начале процесса бурения или спустя некоторый момент. Специалисты рассчитывают время исходя из особенностей грунта. Обсадка создаётся с учётом дальнейшего применения и цели.
В первом отделении трубы устанавливают фильтрующее приспособление, избавляющее жидкость от песка и глины. Очищающее устройство изготавливают из нержавеющей проволоки.
Нижний торец оснащается донным фильтром на основе гравия.
Оголовок делают герметичным, чтобы при откачке в самой колонне создавалось отрицательное давление, что позволяет повышать приток воды.
Перед самостоятельным бурением убедитесь, что водоносный слой находится на глубине не более 15 метров. В процессе работы понадобятся соответствующие инструменты и напарник.
Вращайте бур в землю, периодически вытаскивая его и удаляя грунт из стакана. Проделайте двухметровое углубление и вставьте туда обсадочную трубу, которая защитит стенки от разрушения.
По мере продвижения бурильного устройства вниз следует соединять укрепляющие изделия.
Дойдя до уровня с достаточным количеством жидкости, необходимо закрепить обсадку и подсоединить к ней насос. Самостоятельная работа занимает два дня.
Сегодня на рынке представлен обширный ассортимент обсадочных колонн, которые призваны разрешить все необходимые задачи по установлению водозаборного оборудования. Отдавая предпочтение специализированной бригаде, вы экономите на ресурсах и снижаете риски, связанные с некорректной установкой.
Что такое обсадная труба?
Последнее обновление: 8 октября 2018 г.
Что означает обсадная труба?
Обсадная труба представляет собой полую стальную трубу, которую обычно вбивают в землю с помощью гидравлического или пневматического домкрата. После проходки перемещенный грунт удаляется, а труба продукта или несущая труба вставляется внутрь стальной трубы.
Обсадная труба также может называться просто обсадной или обсадной трубой.
Реклама
Объяснения Trenchlesspedia Обсадная труба
Обсадная труба редко является трубой для продукта и просто используется для создания отверстия. Этот тип труб чаще всего используется для защиты инженерных коммуникаций на коротких расстояниях. Обсадная труба может быть установлена секциями, а затем сварена или навинчена непосредственно перед установкой.
Диаметр обсадной трубы обычно составляет от 4 до 55 дюймов, хотя были успешные установки обсадных труб диаметром до 150 дюймов.
Связанный вопрос
Почему для набивки труб методом горизонтального бурения рекомендуется стальная обсадная труба?
Реклама
Синонимы
Обсадная труба
Поделись этим термином
Связанные термины
Метод обсадной трубы
Подъем трубы
Трамбовка труб
Гидравлический домкрат
Пневматическая трамбовка труб
Похожие материалы
Понимание различий между методами внутрискважинного и роботизированного контроля труб
Врезка труб: 5 методов горизонтально-направленного бурения
Горизонтальное бурение шнеком: преимущества знания того, когда его использовать
Подходит ли вкладыш CIPP для вашего проекта бестраншейной реабилитации?
Понимание различий между пневматическим и статическим/гидравлическим разрывом труб
Чугунная сантехника: очистка и устранение бугорков в трубах
5 лучших способов соединения труб, на которые всегда можно положиться
Бестраншейное строительство
Все, что вам нужно знать о подъеме труб
Бестраншейная реабилитация
Как узнать, есть ли в вашем доме асбестоцементные трубы
Что такое обсадная труба? | Eiffel Trading
Обсадная труба представляет собой полую стальную трубу, используемую в подземных строительных и инженерных проектах для защиты инженерных сетей и трубопроводов от повреждений, вызванных строительством или погодными условиями. Обсадную трубу также иногда называют «обсадной трубой». Этот тип трубы распространен в различных видах подземного бурения. В большинстве случаев его забивают под землю с помощью домкрата (гидравлического или пневматического) в буровое отверстие. Его вбивают в секции, а его секции соединяют с помощью сварки, резьбы на концах или замкового соединения с помощью замковой системы. Обсадная труба также может быть сварена в виде ленты и протянута через пробуренные участки под озерами, реками, автомагистралями и железными дорогами.
Применение
Обсадная труба используется для защиты газопроводов, водопроводов, оптоволоконных кабелей, силовых кабелей и т.д. Также используется для строительства глубокого фундамента. После того, как обсадная труба закреплена под землей, через нее проходят инженерные коммуникации и продуктопроводы, которые монтируются/закрепляются с помощью распорок обсадной колонны. Распорки корпуса могут быть изготовлены из стали, пластика или других материалов. После того, как линия или труба закреплена внутри обсадной трубы, конец обсадной трубы может быть герметизирован торцевым уплотнением, часто из резины, в конфигурации с обертыванием или натягиванием.
Типы обсадных труб
Стальные обсадные трубы бывают различных размеров, толщины и сортов. Обсадная труба обычно имеет диаметр от 4 до 60 дюймов, но иногда может быть и большего диаметра. Для большинства проектов не требуется определенной оценки, но когда она требуется, A.S.T.M. 139 Степень B является обычной. Марки определяются на основе минимальной текучести, прочности стали на растяжение, концентричности, прямолинейности и жесткости. А.С.Т.М. А-252 — еще одна популярная марка, поскольку она не требует гидростатических испытаний, а требования к ее проверке минимальны. Это также довольно недорого. Ранее использовавшаяся труба для газопровода также может использоваться в качестве обсадной трубы, когда требования к марке не так важны, как толщина и размер стенки.
Варианты приобретения обсадной трубы
Обсадную трубу можно приобрести как новую, так и бывшую в употреблении. Как и большинство типов стальных труб, используемых для строительства и инженерных коммуникаций, обсадные трубы рассчитаны на долгий срок службы и сохраняют свою прочность и общую целостность на протяжении многих лет. Излишки обсадных труб, которые не использовались для проекта, могут быть проданы по выгодной цене, что делает их привлекательным выбором для проекта, направленного на сокращение затрат. Текущая цена новой стали достаточно высока. Изучение бывших в употреблении вариантов может быть разумным финансовым выбором. Для проектов, требующих необычных спецификаций, лучшим вариантом может быть новая обсадная труба. Лучше всего изучить все доступные варианты и найти обсадную трубу, отвечающую потребностям проекта, по лучшей цене.
Обсадная труба может играть важную роль в проектах подземных инженерных коммуникаций или глубоких фундаментов, обеспечивая дополнительную защиту линий и труб, которые в ней нуждаются. Различные типы обсадных труб, представленные на рынке, гарантируют, что для каждого проекта будет подходящий тип обсадной трубы с точки зрения качества, прочности, диаметра, толщины и т. д. Независимо от того, покупаете ли вы новую или бывшую в употреблении обсадную трубу, вы можете положиться на обсадную трубу. работа хорошо.
Продажа обсадной трубы
Поскольку обсадная труба прочная и долговечная, существует большой спрос на бывшую в употреблении обсадную трубу. Кроме того, при пиковой цене на новую сталь вы можете заработать больше денег на стальной обсадной трубе в хорошем состоянии. Пришло время продавать!
Покупайте и продавайте с помощью Eiffel Trading
Eiffel Trading располагает надежными складскими запасами подержанной и избыточной стали; предлагаем труба стальная б/у (включая обсадную трубу!), шпунт стальной б/у , балка двутавровая свая б/у , использовались широкополочные балки , использовались стальные листы и многое другое.
Виды сварочных аппаратов: трансформаторы, выпрямители, инверторы, полуавтоматы, аппараты TIG сварки, аппараты плазменной резки — Статьи о сварке
Корзина: пусто
+7 (347) 240 17 17
Сварочные аппараты применяются для осуществления процесса сварки и резки различных металлов: стали, алюминия, мели, нержавейки и др. Сварочные аппараты подразделяются на следующие основные виды:
Трансформаторы
Выпрямители
Инверторы
Полуавтоматы
Аппараты TIG сварки
Аппараты плазменной резки
Трансформаторы – это самые простые сварочные устройства. В трансформаторах переменный ток электросети с большим напряжением преобразуется в переменный ток меньшего напряжения для создания электрической дуги и осуществления процесса сварки. Переменный ток не позволяет при сварке трансформатором создать постоянную и стабильную электрическую дугу, отсюда образующийся при сварке шлак и сильное разбрызгивание металла. Качество свариваемого шва снижается. Трансформаторы имеют существенный вес, при сварке трансформатор потребляет много энергии, а также трансформаторы чувствительны к перепадам сетевого напряжения. Сварочные трансформаторы широко применяются в строительстве и производстве. Трансформаторами варят только черные металлы, а сварщик должен иметь высокую квалификацию для качественной сварки.
Выпрямители – это трансформаторные сварочные аппараты, которые преобразовывают переменный сварочный ток в постоянный благодаря наличию диодных полупроводников. Сварка сварочными выпрямителями характеризуется стабильной дугой, качественным сварным швом, глубоким проваром при низком уровне разбрызгивания металла, меньшим, в сравнении с трансформаторами сварочными, энергопотреблением. Выпрямители сварочные используют для сварки черных металлов. Выпрямителями сварочными при обратной полярности можно варить алюминий. Помимо алюминия, выпрямителями варят чугун, нержавейку, высоколегированную сталь. Выпрямители для сварки имеют большой вес и высокую цену, поэтому применяются в промышленности и крупном строительстве.
Инверторы сварочные – это аппараты для сварки, которые имеют небольшой вес и малые габаритные размеры. Использование сварочных инверторов для сварки на постоянном токе характеризуется высоким качеством сварочного шва, снижением разбрызгивания металла, стабильной дугой. Принцип работы инвертора заключается в том, что переменный сварочный ток преобразовывается в постоянный ток, потом благодаря инверторному блоку (преобразователю частоты) ток снова преобразовывается в переменный ток высокой частоты, далее понижается напряжение тока и увеличивается его мощность. Инверторы сварочные имеют высокий КПД. Сварочные аппараты инверторного типа применяются для сварки черных и цветных металлов. Инверторы не чувствительны к перепадам напряжения.
Что такое сварочный выпрямитель, как он устроен и работает?
Сварочные выпрямители – устройства, назначением которых является преобразование переменного тока в постоянный, что необходимо при работе со средне- и высокоуглеродистыми марками стали, чугуном, цветными металлами и сплавами. Сварка на постоянном токе облегчает формирование аккуратных швов, снижает разбрызгивание металла, повышает прочность сварного соединения.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:
Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
Пусковая и измерительная аппаратура.
Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Разновидности выпрямительных устройств
В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Сварочные трансформаторы Выпрямители б/у для продажи. Dalex equipment & more
Sunshine Rectifier & Transformers начали свою деятельность в 2000 году. его опыт и навыки в производстве продукции мирового класса для удовлетворения потребностей различных клиентов. С 2000 года Sunshine специализируется на производстве продуктов питания для удовлетворения требований внутренних и международных клиентов. Компания Sunshine продолжила устойчивый рост за счет внедрения современных методов производства. Наши инженеры использовали свой инженерный опыт, опыт и навыки в проектировании и совершенствовании производственного процесса для повышения качества продукции. Мы являемся одним из ведущих производителей сварочных аппаратов MIG, сварочных выпрямителей постоянного тока, сварочных аппаратов TIG, печных трансформаторов, сервостабилизаторов напряжения, Станок плазменной резки, Сварочный трансформатор в Дели. .+ Подробнее
Характер деятельности
Производитель
Год создания
2000 г.
Юридический статус фирмы
Физическое лицо — Собственник
Номер GST
07АОЗПС6906G1Z6
Заинтересовал этот товар?
Получить лучшее предложение
Узнать последнюю цену
Серия сварочных выпрямителей Sun Shine с принудительным воздушным охлаждением, кремниевого типа, предназначена для обеспечения сварочного тока постоянного тока, где 3-фазная сеть переменного тока с частотой 50 Гц доступна при напряжении от 380 до 440 В. Сварочные выпрямители серии volt подходят для ручной дуговой сварки, особенно при сварке:
Мягкая сталь и низколегированная сталь на объектах, где требуются сварные швы высокого радиографического стандарта.
Мягкая сталь и низколегированная сталь из более легкой прочной стали, т. е. нержавеющая сталь.
низколегированные и коррозионно-термические и ползучести.
Цветные металлы.
Трубы во всех положениях.
Эти выпрямители могут поставляться с подходящим амперметром и вольтметром для прямого считывания сварочного тока и напряжения, а также устройством дистанционного управления за дополнительную плату.
Technical Specification:-
model Specifications
SSRT-400
SSRT-600
Supply Voltage
380 / 415 / 440
380 / 415 / 440
Primary current at Максимум. мощность
40 A
68 A
Напряжение холостого хода
80
80
Макс. длительный ток при 100% ПВ
300
420
кВА — Макс. Непрерывная
20
30
кВА — Макс.
26
43.2
Диапазон сварочного тока (в двух диапазонах) Соответствует
IS : 4559
IS : 4559
Макс. температура окружающей среды
40°С
40°С
Класс изоляции
E
E
Тип охлаждения (Принудительное)
Воздушное охлаждение
Воздушное охлаждение
9016 Размеры (ДхШхВ) мм
584x736x784
825x625x900
Прибл. Вес (кг.)
330
450
Посмотреть полную информацию
Да мне интересно!
Заинтересованы в этом товаре?
Получить лучшее предложение
Получить последнюю цену
Sunshine Mig/Mag Welding M/C представляет собой выпрямитель постоянного напряжения, источник питания для погружения и распыления автомобильная промышленность, вагоностроение Сахарные заводы и верфи, где требуется непрерывная сварка для улучшения качества сварки, увеличения производительности и снижения утомляемости сварщика.
Technical Specification:-
Model
SSRT 250
SSRT 400
SSRT 440
Welding Current
Upto 250
Upto 400
Upto 600
Open Circuit Voltage
18_38
18_54
20_65
Максимальный непрерывный сварочный ток
при 60% ПВ
25016
400
600
@ 100% Duty Cycle AMPS
180
315
480
Inputs Supply Rating
415/3PH 50HZ
415/3PH 50HZ
415/3PH 50HZ
@ 60% D.C.KVA
8.8
22.5
35
@ 100% D.C.KVA
6.5
17
27
Cooling
FORCED AIR
FORCED AIR
FORCED AIR
Insulationn
F
F
F
Dimension (LxWxH) mm
770X440X600
830X490X730
880X540X730
Weight KG
105
180
250
Диаметр проволоки, мм (сталь)
0,8,1,0
0,8,1,2,1,6 и 1,2 6,101
6
Wire Size mm (Aluminium)
1. 2
1.2,1.6
1.2,1.6
Speed Range
0_18
0_18
0_18
Drive Type
2 Roll
2 Roll
2 Roll
Roll
Spool Size
Spool Size
Spool Size
Overall Dia mm
300
300
300
Отверстие мм
50
50
50
Посмотреть полную информацию
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Узнать последнюю цену
Комплекты SUNSHINE также подходят для аргонно-дуговой сварки, где необходим постоянный ток, а дуга снабжена встроенным частотным гасителем.
Technical Specification:-
model Specifications
SSRT-400
SSRT-600
Supply Voltage
380 / 415 / 440
380 / 415 / 440
Primary current at Максимум. Выход
40 А
68 А
Напряжение холостого хода
80
80
Макс. длительный ток при 100% ПВ
300
420
кВА — Макс. Непрерывная
20
30
кВА — Макс.
26
43.2
Диапазон сварочного тока (в двух диапазонах) Соответствует
IS : 4559
IS : 4559
Макс. температура окружающей среды
40 °С
40 °С
Класс изоляции
E
E
Тип охлаждения (Принудительное)
Воздушное охлаждение
Воздушное охлаждение
9016 Размеры (ДхШхВ) мм
584x736x784
825x625x900
Прибл. Вес (кг.)
330
450
Посмотреть полную информацию
Да мне интересно!
Заинтересованы в этом товаре?
Получить лучшее предложение
Узнать последнюю цену
Компания Sunshine также производит трансформатор для дуговой сварки, который обеспечивает превосходное качество сварки по доступной цене. Трансформаторы для дуговой сварки Sunshine подходят как для цехов, так и для площадок.
Технические характеристики:-
Характеристики модели
SSRT-400
SSRT-600
Входное напряжение
380/415
380/415
Phase
2
2
Frequency
50
50
Rating KVA
Continuous
14
16.8
60% Duty cycle
18
24
Maximum
24
32
Open circuit voltage
80
80
Operating Arc Voltage
22.32
22.36
Welding Current Range
50.300
60.300
Maximum continouous hand welding current at 60% duty cycle
250
300
Максимальный непрерывный автоматический сварочный ток при 100% ПВ
190
230
Максимальный прерывистый сварочный ток
300
400
Диапазон сварочных электродов мин.
2
2
(в мм) макс.
5
6.3
Посмотреть полную информацию
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Узнать последнюю цену
Все электрическое оборудование рассчитано на определенное напряжение питания. Если они работают при напряжении питания ниже или выше номинального напряжения, это может привести к экономическим потерям. Есть много способов контролировать колебания на стороне потребителей. Стабилизатор напряжения сервопривода лучше, потому что
Имеют большую кратковременную перегрузочную способность
Их потери незначительны как на холостом ходу, так и при полной нагрузке.
Они не зависят от коэффициента мощности нагрузки
Они не создают волны из-за искажений
Они просты по конструкции и понятны
Они не требуют каких-либо расходных материалов
Их размер мал для их грузоподъемности
Высокая скорость коррекции напряжения
View Complete Details
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Получить последнюю цену
Специальная конструкция для питания печей, выбранная с помощью поворотного переключателя. Обмотка трансформатора имеет двойную обмотку и систему охлаждения с радиатором. Все трансформаторы поставляются с первой заливкой масла в комплекте с колесами и индикатором уровня масла. Емкость требуется в соответствии с требованиями заказчика.
Посмотреть полную информацию
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Получить последнюю цену
Машина для воздушно-плазменной резки, предоставляемая нами, организована и изготовлена нашими руками, чтобы удовлетворить различные требования к стеблю и изготовлению элементов в различных отраслях промышленности. Эта экономичная машина производится нами с использованием требовательных производственных процессов и способна пробивать различные металлы и цветные металлы с использованием сжатого воздуха ecf. Воздушная плазма может быть использована для резки следующих металлов: незапятнанная скоба, клементная скоба, копия и девальвация, алюминий и его сплавы, сепия, литье, бронза и зубной налет, металлическая скоба, специальные сплавы и т. д. Мы также можем поставить станки на заказ для Наши клиенты основаны на их требованиях к производству и выбору.
Основная характеристика:-
Достигнутая скорость резки обеспечивает высокую производительность.
Удвойте скорость за половину стоимости.
Предотвращает искажения и обеспечивает чистовую отделку реза.
Требуется очень мало операций постобрезки.
Потери металла сведены к минимуму.
Задание не перегревается. Технические характеристики:-
Модель
SP-6
SP-10
SP-16
SP-30
SP-40
Primary
380-440v
380-440v
380-440v
380-440v
380-440v
Voltage
3Phase 50Hz
3Phase 50Hz
3Phase 50Hz
3Phase 50Hz
3Phase 50Hz
Secondary
260-280 V
260-280 V
260-280 V
260-280 V
260-280 V
Voltage Line Текущий
12 А
24 А
32 А
44 А
60 А
Ток дуги
40 А
60 ампер.
80 Ампер.
100 Ампер.
135 Ампер.
O.C.V (No load)
300_320 VDC
300_320 VDC
300_320 VDC
300_320 VDC
300_320 VDC
Power Rating
6.8 KW
13.8 KW
20.0 KW
28.5 KW
38.5 KW
Insulation
F class
F class
F class
F class
F class
Duty cycle
100 % at Full loady current 40 Ампер.
100 % при токе полной нагрузки 60 А.
100 % при токе полной нагрузки 80 А.
100 % при токе полной нагрузки 100 А.
100 % при токе полной нагрузки 135 А.
cutting Capacity
6mm
15mm
20mm
35mm
45mm
For SS Clean Cut
10mm
20mm
25mm
40mm
50mm
For SS parting Cut
Посмотреть полную информацию
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Узнать последнюю цену
Sunshine также производит инверторные сварочные аппараты. Инверторная технология представляет собой систему преобразования напряжения, применяемую при сварке, что позволяет создавать компактные источники питания с низким энергопотреблением. В инверторных источниках питания постоянного тока используются новейшие достижения в области электроники, применяемые в сварке.
Технические характеристики:-
Модель
IGBT- 180
IGBT- 250
IGBT- 400
IGBT- 500
IGBT- 600
Input Supply
195V-265V
350V-465V
350V-465V
350V-465V
350V- 465 В
Фаза/Частота Макс. Установленная мощность HP
6
9
18
28
34
Input KVA @ 60%
4.8
11.9
15.9
23.9
29.9
Input KVA @ 100%
3. 7
9.2
13.7
15.6
17.1
OCV-DC
75-85V
75-85V
75-85V
75-85V
75-85V
Current Range Amps
3-180
5-220
5-400
5-500
10-600
Current @ 60%
160
220
350
500
600
current @ 100%
120
165
300
380
450
Class of Protection
IP 23
IP 23
IP 23
IP 23
IP 23
Class of Insulation
H
H
H
H
H
Cooling
Forced Air
Forced Air
Forced Air
Forced Air
Forced Air
Dimensions
195x430x270
210x500x320
260x680x360
420x540x720
420x540x720
Weight Kgs.
13
19
43
60
68
Посмотреть полную информацию
Да мне интересно!
Заинтересовал этот товар?
Получить лучшее предложение
Получить последнюю цену
Sunshine Tignetor Управление потоком газа с помощью соленоида Экономия при потреблении дорогостоящего газа аргона. Автоматическая высокочастотная отсечка после зажигания GVC во время сварки TIG постоянным током через 4 дорожки.
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь). Арматурная сталь периодического профиля: Стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном. Арматурная сталь гладкая: Круглые стержни с гладкой поверхностью, не имеющей рифления для улучшения сцепления с бетоном. Класс прочности арматуры: Установленное стандартом нормируемое значение физического или условного предела текучести стали. Угол наклона поперечных выступов арматуры: Угол между поперечными выступами (рифлением) и продольной осью стержня арматуры. Шаг поперечных выступов арматуры: Расстояние между центрами двух последовательных поперечных выступов арматуры, измеренное параллельно продольной оси стержня. Высота поперечных выступов арматуры: Расстояние от наивысшей точки поперечного выступа до поверхности сердцевины стержня периодического профиля, измеренное под прямым углом к продольной оси стержня. Номинальный диаметр арматурной стали периодического профиля (номер профиля) арматуры: Диаметр равновеликого по площади поперечного сечения круглого гладкого стержня. арматуры Номинальная площадь поперечного сечения арматуры: Площадь поперечного сечения, эквивалентная площади поперечного сечения круглого гладкого стержня того же номинального диаметра.
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000). Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы арматуры, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии арматуры. Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы арматуры, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля арматуры. Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы арматуры по винтовым линиям, имеющим с одной стороны профиля арматуры правый, а с другой — левый заходы. Относительные смещения винтовых выступов арматуры по сторонам профиля, разделяемых продольными ребрами, не нормируют. Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем арматуры в мотках. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней арматуры класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем арматуры.
Марки стали, применяемые для изготовления арматуры разных классов.
Класс арматурной стали
Диаметр профиля, мм
Марка стали
A-I (A240)
6 — 40
Ст3кп, Ст3пс, Ст3сп
A-II (A300)
10 — 40
40 — 80
Ст5сп, Ст5пс
18Г2С
Ac-II (Ac300)
10 — 32
36 — 40
10ГТ
A-III (A400)
6 — 40
6 — 22
35ГС, 25Г2С
32Г2Рпс
Параметры стержневой арматуры.
Номер профиля, мм
Масса 1 м профиля, кг
Количество метров в 1 тн
Площадь поперечного сечения, см2
6
0,222
4504,50
0,283
8
0,395
2531,65
0,503
10
0,617
1620,75
0,785
12
0,888
1126,13
1,131
14
1,210
826,45
1,540
16
1,580
632,91
2,010
18
2,000
500,00
2,540
20
2,470
404,86
3,140
22
2,980
335,57
3,800
25
3,850
259,74
4,910
28
4,830
207,04
6,160
32
6,310
158,48
8,040
36
7,990
125,16
10,180
40
9,870
101,32
12,570
45
12,480
80,13
15,000
50
15,410
64,89
19,630
55
18,650
53,62
23,760
60
22,190
45,07
28,270
70
30,210
33,10
38,480
80
39,460
25,34
50,270
Маркировка арматуры.
При отсутствии прокатной маркировки арматуры концы стержней или связки арматурной стали соответствующего класса должны быть окрашены несмываемой краской следующих цветов для арматуры:
арматура Ат400С — белой;
арматура Ат500С — белой и синей;
арматура Ат600 — желтой;
арматура Ат600С — желтой и белой;
арматура Ат600К — желтой и красной;
арматура Ат800 — зеленой;
арматура Ат800К — зеленой и красной;
арматура Ат1000 — синей;
арматура Ат1000К — синей и красной;
арматура Ат1200 — черной.
Рекомендуемые марки углеродистой и низколегированной стали для изготовления арматурной стали соответствующих классов арматуры.
Горячекатаная арматурная сталь класса А-I, А-II, А-III
204-0001
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 6 мм
204-0002
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 8 мм
204-0003
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 10 мм
204-0004
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 12 мм
204-0005
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 14 мм
204-0006
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 16-18 мм
204-0007
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 20-22 мм
204-0008
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 25-28 мм
204-0009
Горячекатаная арматурная сталь гладкая класса А-I, диаметром 32-40 мм
204-0010
Горячекатаная арматурная сталь гладкая класса А-I, диаметром более 45 мм
204-0011
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 10 мм
204-0012
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 12 мм
204-0013
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 14 мм
204-0014
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 16-18 мм
204-0015
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 20-22 мм
204-0016
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 25-28 мм
204-0017
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром 32-40 мм
204-0018
Горячекатаная арматурная сталь периодического профиля класса А-II, диаметром более 45 мм
204-0019
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 6 мм
204-0020
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 8 мм
204-0021
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 10 мм
204-0022
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 12 мм
204-0023
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 14 мм
204-0024
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 16-18 мм
204-0025
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 20-22 мм
204-0026
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 25-28 мм
204-0027
Горячекатаная арматурная сталь периодического профиля класса А-III, диаметром 32-40 мм
204-0101
Горячекатанная арматурная сталь класса А500 С, диаметром 40 мм
204-0102
Горячекатанная арматурная сталь класса А500 С, диаметром 36 мм
204-0103
Горячекатанная арматурная сталь класса А500 С, диаметром 32 мм
204-0104
Горячекатанная арматурная сталь класса А500 С, диаметром 28 мм
204-0105
Горячекатанная арматурная сталь класса А500 С, диаметром 25 мм
204-0106
Горячекатанная арматурная сталь класса А500 С, диаметром 20 мм
204-0107
Горячекатанная арматурная сталь класса А500 С, диаметром 18 мм
204-0108
Горячекатанная арматурная сталь класса А500 С, диаметром 16 мм
204-0111
Горячекатанная арматурная сталь класса А500 С, диаметром 14 мм
204-0109
Горячекатанная арматурная сталь класса А500 С, диаметром 12 мм
204-0110
Горячекатанная арматурная сталь класса А500 С, диаметром 10 мм
204-0134
Горячекатанная арматурная сталь класса А500 С, диаметром 8 мм
204-0135
Горячекатанная арматурная сталь класса А500 С, диаметром 6 мм
204-0112
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 10 мм
204-0113
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 12 мм
204-0114
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 14 мм
204-0115
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 16 мм
204-0116
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 18 мм
204-0117
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 20 мм
204-0118
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IIIC, диаметром 22 мм
204-0119
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 10 мм
204-0120
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 12 мм
204-0121
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 14 мм
204-0122
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 16 мм
204-0123
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 18 мм
204-0124
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 20 мм
204-0125
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-IV, диаметром 22 мм
204-0126
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 10 мм
204-0127
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 12 мм
204-0128
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 14 мм
204-0129
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 16 мм
204-0130
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 18 мм
204-0131
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 20 мм
204-0132
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 22 мм
204-0133
Сталь арматурная периодического профиля термомеханически и термически упрочненная класса Aт-V, диаметром 25-28 мм
Производство в Польше | Коммерческая металлургическая компания
Удовлетворение ваших потребностей в подкреплении
Узнать больше
#ПентакосияC ®
Сварная сетка
CMC Польша Sp. о.о. является одним из крупнейших производителей арматуры и проволочной сетки в Польше. Наша продукция используется в крупных транспортных и коммерческих проектах по всей Европе.
Являясь вертикально интегрированной компанией, наше производственное подразделение пользуется поддержкой нашего сталелитейного завода в Заверце, Польша, благодаря чему у нас всегда есть стальная продукция, необходимая для соблюдения вашего графика. Имея пять производственных площадок, у нас есть опыт и возможности для управления любым проектом, независимо от размера, графика спроса или местоположения. Современная строительная среда требует надежного и опытного партнера. Наша команда в CMC Poland является таким партнером.
ИЗГОТОВЛЕНИЕ АРМАТУРЫ
Готовые изделия из арматуры, а также арматуры в бухтах:
Резка и гибка арматуры по ТУ, предоставленным заказчиком
Дизайнерские формы по заказу клиента
Дуги различных размеров для фундаментов ветряных электростанций
Сборная арматура нестандартных и редких диаметров, обычно используемая для инфраструктурных проектов
Сборная арматура для производства сборных железобетонных изделий
Производство арматуры для небольших зданий
Мелкие работы
Арматурный стержень стандартной длины
Наше предприятие в Домброва-Гурнича также может предоставить:
Панели из сварной стальной сетки для армирования бетона
Арматура в бухтах для армирования бетона
Стержни ребристые выпрямленные для армирования бетона
Чтобы узнать больше о CMC Poland Sp. о.о. изготовление арматуры или запросить расценки, свяжитесь с нами сегодня.
Заверце — Продажа ул. Пилсудского 82 42-400 Заверце, Польша
Жирардув Якторовская 25 96-300 Жирардув, Польша
Жешув ул. Жолнежи I Армии Войска Польского 16 35-301 Жешув, Польша
ИЗГОТОВЛЕНИЕ СЕТКИ
Сетка сварная (ребристая, стандартная сетка, нестандартная сетка по проекту заказчика)
Диаметр проволоки: от 4,0 до 16,0 мм Максимальные размеры листа: 2500 x 12000 мм или 3700 x 8000 мм Шаг: 50 x 50 мм в зависимости от диаметра проволоки Спецификация: PN-EN 1992-1-1:2008 (Еврокод 2) Марка стали: B500A, класс пластичности A, B500SP, класс пластичности C Оцинкованная сетка
Холоднокатаные рулоны (ребристые)
Диаметр проволоки: от 4,0 до 16,0 мм Параметры размера рулона
Вес: 3200 кг (макс.)
Внешний диаметр: от 1000 до 1150 мм
Внутренний диаметр: 620 мм
Высота: от 650 до 850 мм
Марки стали: B500A
Прямые стержни (ребристые)
Диаметр проволоки: от 4,0 до 16,0 мм Марки стали: B500A
Горячекатаный прямой прокат (гладкий)
Диаметр проволоки: 6,0, 8,0, 10,0 мм Марки стали: S235JR
Чтобы узнать больше, посетите https://www. siatkizgrzewane.pl/en
КАЧЕСТВО
Поставка качественной продукции и качественное обслуживание
CMC Poland Sp. о.о. имеет сертификаты, необходимые для обеспечения того, чтобы наша продукция производилась в соответствии со строгими требованиями к качеству.
Сертификаты
Страна
Сертификаты
Стандартный сертификат
Прицел
Польша
Зетом 005-UWB-106
ИТБ-КОТ-2019/1001
Проволока ребристая в бухтах и стержнях B500A Ø 6,0 – 12,0
Польша
Зетом 005-UWB-100
ИБДИМ-КОТ-2019/0331
Проволока ребристая в мотках и стержнях B500A Ø 5,0 – 12,0
Польша
Зетом 005-UWB-022
PN H-93247-1:2008
Проволока ребристая в бухтах и стержнях B500A Ø 5,0 – 12,0
Польша
Зетом 005-UWB-105
ИТБ-КОТ-2019/1002
Ребристая сетка B500A Ø 6,0 – 12,0
Польша
Зетом 005-UWB-097
ИБДИМ-КОТ-2019/0330
Ребристая сетка B500A Ø 5,0 – 12,0
Польша
Зетом 005-UWB-052
ИТБ-КОТ-2018/0662
Ребристая сетка B500SP Ø8,0 — Ø12,0
Польша
Зетом 005-UWB-064
ИБДиМ-КОТ-2018/0237
Сетка ребристая B500SP Ø 8,0;Ø10,0; Ø 12,0
Польша
Зетом 005-UWB-144
PN H-93247-1:2008
Проволока ребристая в бухтах и стержнях Ø4,0 – Ø16,0
Ребристая проволока в мотках и стержнях B500A Ø 5,0 – 12,0
Словакия
ЦУС СК04-ЗСВ-2431
Апробата СК ТП — 17/0071
Сетка ребристая B500A Ø 4,0 – 9,5; 10,0; 11,0; 12,0
Словакия
ЦУС СК04-ЗСВ-2006
Апробата СК ТП-14/0113
Проволока ребристая в мотках и стержнях B500A Ø 5,0; 6,0; 7,0; 8,0; 9,0; 10,0; 12,0
Норвегия
GC 2002 GlobeCertAB
NS 3576 Часть 4
Ребристая сетка B500NA Ø 5-12 мм
Норвегия
GC 0821 GlobeCertAB
НС 3576-4
Ребристая сетка B500NA Ø5,0 — Ø16,0
Дания
ДК-ФК-053-10080-001 СИЛА Сертификация
DS/EN 10080, 2-е издание, 2006 г.
Ребристая сетка B550A Ø5,0-Ø12,0
Дания
ДК-ФК-053-10080-003 СИЛА Сертификация
DS/EN 10080, 2-е издание, 2006 г.
Ребристая сетка B550B Ø6,0-Ø12,0
Швеция
GC 0821 GlobeCertAB
EN 10080:2005 + SS212540:2014
Ребристая сетка NK500AB-W Ø5,0 — Ø16,0
Швеция
GC 0821 GlobeCertAB
EN 10080:2005 + SS212540:2014
Ребристая проволока K500AB-W Ø5,0 — Ø16,0
Для получения дополнительной информации о наших сертификатах свяжитесь с нами:
Изготовление сетки Roździenskiego 15 41-308 Домброва-Гурнича, Польша
Тел.: +48 32 735 54 01
Торговый отдел
Металлоторг — прокат
1 доступен в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн:
Представлены актуальные цены на металл. 1 доступен в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн. Внимание Цены указаны с предоплатой! На партию менее 1 тонны действует наценка, подробнее у менеджера.
Название продукта
Размер
Длина
Другое
Вес 1 шт/кг.
В наличии (тонн)
Цена 1 шт.
Цена 1 — 5 тонн
Цена 5 — 15 тонн
Цена > 15 тонн
Филиал
Посмотреть цену — Арматура конструкционная
Изделия стальные арматурные с гладким профилем из стали марки А-I ГОСТ 5781-82.
Гладкая арматура — арматура конструкционная стальная горячекатаная, стальной профиль круглого сечения, не имеет гофра, соответствует по прочности стали марки АИ (А240). По способу производства арматура гладкая подразделяется:
Изготавливается из углеродистых марок стали, соответствующих химическому составу ГОСТ 380-88 (ст3сп, ст3пс, ст3кп), или из низколегированной стали.
ГОСТ 5781-82
Настоящий стандарт распространяется на прокат горячекатаный круглый гладкий и рифленый, предназначенный для армирования железобетонных конструкций. Кроме гладкого профиля из стали марки А-I (А240), арматурную сталь по ГОСТ 5781 в зависимости от механических свойств подразделяют еще на стали марок А-II (А300), А-III (А400), А-IV ( А600), АВ (А800), А-ВИ (А1000).
Сталь арматурная марки А1 поставляется диаметром от 6 мм до 12 мм в мотках и прутках, от 12 мм до 40 мм — только в прутках. Длина прутка может быть:
— мерная длина — мерная длина с немерными остатками не более 2 м, массой не более 15% от массы партии — немерная длина
Применяется в производственных и бытовых строительство зданий и сооружений, для устройства заземления. Благодаря относительно высокой степени пластичности, гладкая арматура А1 А240 незаменима при заливке бетонных конструкций в уголках и переходах для армирования полов, перекрытий и стен, балок и прогонов. Из арматуры а1 ГОСТ 5781 82 изготавливают тканую сетку с нестандартными размерами ячеек, которая применяется при армировании тонкостенных железобетонных элементов. Арматура гладкая А1 применяется на различных предприятиях угольной промышленности, а также при добыче и транспортировке нефти и газа.
Таблица. Основной ассортимент арматуры гладкого профиля, сечением по ГОСТ 5781. Вес арматуры А1. Масса арматуры диаметром 8 мм Масса арматуры диаметром 10 мм. Вес арматуры а3 табл. Вес арматуры 12 метров.
Номер профиля
Площадь поперечного сечения, см2
Масса 1 метра, кг Масса арматуры по диаметру
Арматура диаметром 6 мм, вес а16 Арматура
0,283
0,222
Вес арматуры диаметром 8, арматура 8 a1
0,503
0,395
Вес арматуры диаметром 10, арматура 10 a1
0,785
0,617
Масса арматуры диаметром 12 мм, масса арматуры 12, арматуры 12 а1
 Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:МЧ00.59..
Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:МЧ00.59.. 59.00.02 — Щека подвижная — модель
59.00.02 — Щека подвижная — модель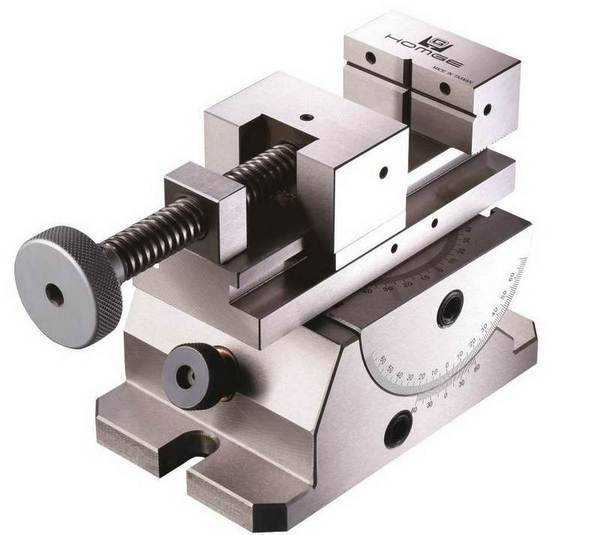 00
00 Быстродействие тисков особенно будет полезным при выполнении больших объемов работ, отличающихся однообразием и монотонностью.
Быстродействие тисков особенно будет полезным при выполнении больших объемов работ, отличающихся однообразием и монотонностью. 
 Эта прорезь будет задавать пределы перемещения подвижной губки тисков.
Эта прорезь будет задавать пределы перемещения подвижной губки тисков.



 Идеально подходит для больших объемов работы с мелкими деталями, каждая станция может зажимать до 3,5 дюймов. При необходимости для более крупных работ центральную губку можно снять, а с помощью пластины для фиксации губок тиски можно превратить в одиночную станцию или 9,25-дюймовую станцию. перевернутые одностанционные тиски.
Идеально подходит для больших объемов работы с мелкими деталями, каждая станция может зажимать до 3,5 дюймов. При необходимости для более крупных работ центральную губку можно снять, а с помощью пластины для фиксации губок тиски можно превратить в одиночную станцию или 9,25-дюймовую станцию. перевернутые одностанционные тиски. vimeo.com/video/170865683?color=ff9933″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»>
vimeo.com/video/170865683?color=ff9933″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»>  Работая с 5 сторон заготовки, он позволяет наилучшим образом оптимизировать цикл обработки. Благодаря компактной конструкции этот вид тисков можно устанавливать на все обрабатывающие центры. Использование губок GRIP настоятельно рекомендуется с многофункциональными тисками.
Работая с 5 сторон заготовки, он позволяет наилучшим образом оптимизировать цикл обработки. Благодаря компактной конструкции этот вид тисков можно устанавливать на все обрабатывающие центры. Использование губок GRIP настоятельно рекомендуется с многофункциональными тисками.
 При значительном количестве витков допускается изображение на ее концах только по 1—2 рабочих витка, а на всей длине проводятся только осевые линии через центры сечений витков 6. Изображается всегда правая навивка, а необходимые уточнения даются в технических требованиях.
При значительном количестве витков допускается изображение на ее концах только по 1—2 рабочих витка, а на всей длине проводятся только осевые линии через центры сечений витков 6. Изображается всегда правая навивка, а необходимые уточнения даются в технических требованиях.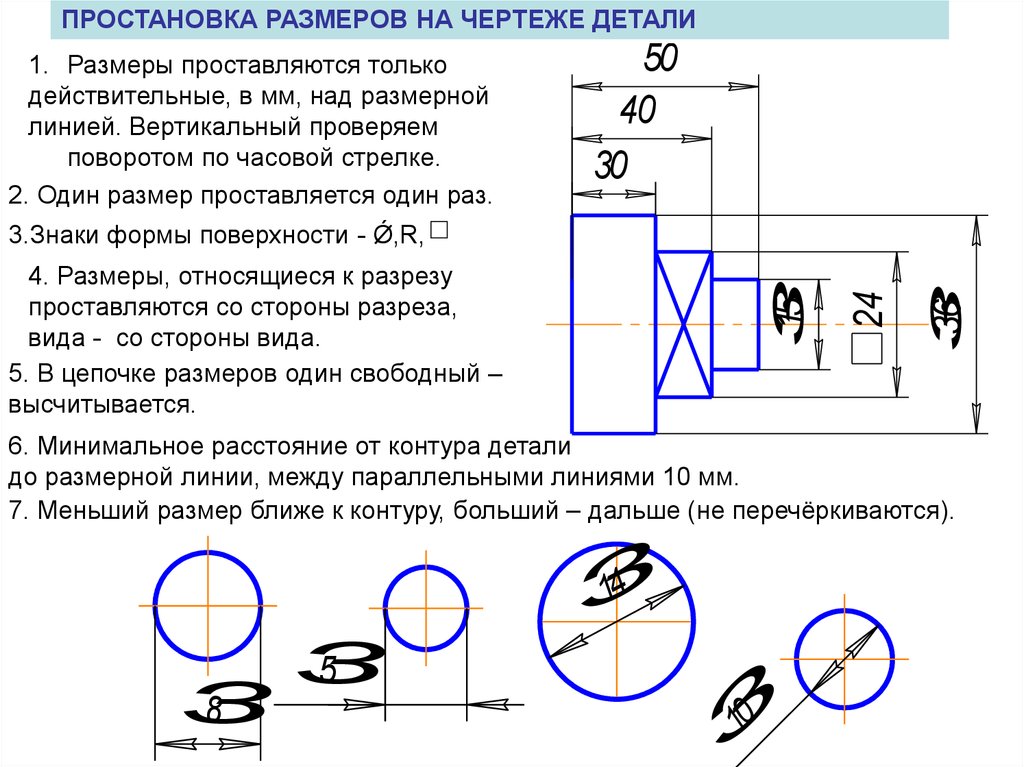 На главном виде местный разрез симметричного элемента допускается разделять штрихпунктир- ной тонкой линией 7, а, вместо волнистой 7, б.
На главном виде местный разрез симметричного элемента допускается разделять штрихпунктир- ной тонкой линией 7, а, вместо волнистой 7, б. Важное значение при этом придается положению детали на главном изображении. Однако в данном вопросе нет единого мнения. Одни авторы учебных и методических пособий отдают предпочтение преимущественно рабочему положению,» которое занимает деталь в механизме при эксплуатации, другие — положению детали в процессе ее изготовления. Многообразие конструктивных форм деталей не позволяет выработать однозначную рекомендацию на все случаи. Однако анализ производственных чертежей позволяет выделить следующие варианты расположения детали на главном изображении в порядке убывания распространенности:
Важное значение при этом придается положению детали на главном изображении. Однако в данном вопросе нет единого мнения. Одни авторы учебных и методических пособий отдают предпочтение преимущественно рабочему положению,» которое занимает деталь в механизме при эксплуатации, другие — положению детали в процессе ее изготовления. Многообразие конструктивных форм деталей не позволяет выработать однозначную рекомендацию на все случаи. Однако анализ производственных чертежей позволяет выделить следующие варианты расположения детали на главном изображении в порядке убывания распространенности: И это вполне объяснимо: разработчики руководствуются удобством использования чертежа в производстве, располагая детали на главном виде в положении, при котором заготовка подвергается обработке. Такая позиция целесообразна и для обучения. Во-первых потому, что она приближает его к производству, во-вторых — обеспечивает вооружение учащихся рациональными приемами графической деятельности, в-третьих, надо иметь в виду, что при выполнении графических работ школьники не всегда могут определить положение отдельной детали в машине.
И это вполне объяснимо: разработчики руководствуются удобством использования чертежа в производстве, располагая детали на главном виде в положении, при котором заготовка подвергается обработке. Такая позиция целесообразна и для обучения. Во-первых потому, что она приближает его к производству, во-вторых — обеспечивает вооружение учащихся рациональными приемами графической деятельности, в-третьих, надо иметь в виду, что при выполнении графических работ школьники не всегда могут определить положение отдельной детали в машине.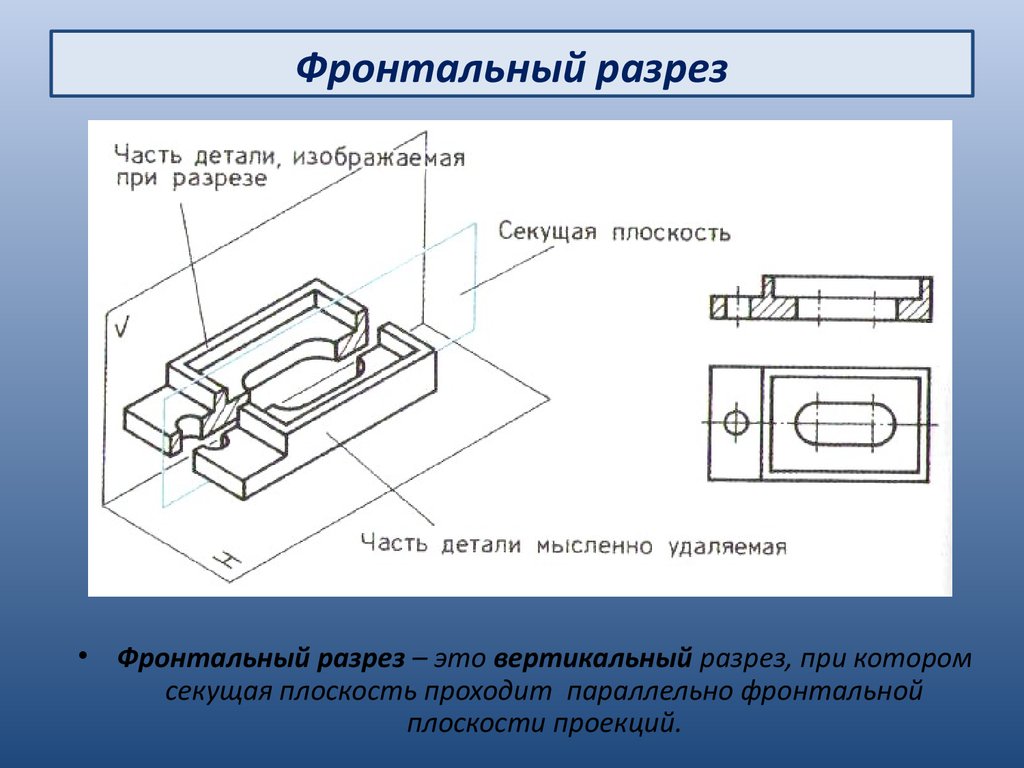 Односторонний подход только с учетом формы, функции или с технологических позиций не обеспечивает рационального решения и приводит к той или иной крайности. В учебной практике необходимо руководствоваться принципом комплексного анализа изображаемой детали, включающего компоненты геометрического, конструктивного, технологического, функционального и экономического анализа (см.: Бе лан Е. П., Белан П. Т. Анализ графических изображений // Школа и производство. 1986. № 2).
Односторонний подход только с учетом формы, функции или с технологических позиций не обеспечивает рационального решения и приводит к той или иной крайности. В учебной практике необходимо руководствоваться принципом комплексного анализа изображаемой детали, включающего компоненты геометрического, конструктивного, технологического, функционального и экономического анализа (см.: Бе лан Е. П., Белан П. Т. Анализ графических изображений // Школа и производство. 1986. № 2). При этом диаметры внешних ступенек следует помещать с возрастанием справа налево, а внутренних — наоборот. Резьбовые элементы необходимо располагать по ходу нарезания резьбы (справа налево). Такое расположение деталей и их элементов удобно для чтения и нанесения размеров с учетом технологии обработки.
При этом диаметры внешних ступенек следует помещать с возрастанием справа налево, а внутренних — наоборот. Резьбовые элементы необходимо располагать по ходу нарезания резьбы (справа налево). Такое расположение деталей и их элементов удобно для чтения и нанесения размеров с учетом технологии обработки. е. горизонтально. Механическая обработка этих деталей (точение, сверление, нарезание резьбы, фрезерование) осуществляется при разных их положениях, поэтому выделение главной механической операции, как правило, не представляется возможным. Фасонные детали из листового материала, получаемые штамповкой или гибкой, на главном изображении располагают в соответствии с их положением при изготовлении на прессе или гибочном станке.
е. горизонтально. Механическая обработка этих деталей (точение, сверление, нарезание резьбы, фрезерование) осуществляется при разных их положениях, поэтому выделение главной механической операции, как правило, не представляется возможным. Фасонные детали из листового материала, получаемые штамповкой или гибкой, на главном изображении располагают в соответствии с их положением при изготовлении на прессе или гибочном станке. Типичным примером является поршень, расположение которого в двигателях внутреннего сгорания и компрессорах может быть вертикальным, горизонтальным или наклонным. При изготовлении (литье, механическая обработка, сборка) позиция его также различна. Поэтому на чертеже эту деталь принято изображать вертикально днищем вверх.
Типичным примером является поршень, расположение которого в двигателях внутреннего сгорания и компрессорах может быть вертикальным, горизонтальным или наклонным. При изготовлении (литье, механическая обработка, сборка) позиция его также различна. Поэтому на чертеже эту деталь принято изображать вертикально днищем вверх. 4, в). Аналогично изображается удлиненный цилиндр — проекцией, представляющей круглый профиль, а вторую заменяют буквой I с размерным числом, указывающим длину детали (рис. 4, г). В случае изображения плоской детали с глухим отверстием второе изображение не строят, а используют прием, показанный на рис. 5. Вслед за обозначением Ø размещают обозначение буквой h глубины отверстия.
4, в). Аналогично изображается удлиненный цилиндр — проекцией, представляющей круглый профиль, а вторую заменяют буквой I с размерным числом, указывающим длину детали (рис. 4, г). В случае изображения плоской детали с глухим отверстием второе изображение не строят, а используют прием, показанный на рис. 5. Вслед за обозначением Ø размещают обозначение буквой h глубины отверстия. 7 показана последовательность выбора главного вида ступенчатого валика, имеющего на одной части сквозное отверстие, а на другой — глухой шпоночный паз. Валик представляет тело вращения, поэтому при точении он располагается горизонтально. При рассмотрении естественным кажется показать видимыми отверстие и шпоночный паз (рис. 7, а). Однако детальная проработка показывает, что положение отверстия на главном виде не позволяет однозначно судить о том, глухое оно или сквозное. Построение второй проекции либо вынесенного сечения нельзя признать рациональным. Целесообразнее изменить пространственное положение валика, развернув его на 90° так, чтобы отверстие спроецировалось вдоль, а шпоночный паз расположился вверху (рис. 7, б). Согласуя главный вид с другими изображениями и принимая во внимание удобство нанесения размеров для полного отображения формы шпоночного паза, используют еще одно изображение — местный (контурный) вид и местные разрезы (рис. 7, в).
7 показана последовательность выбора главного вида ступенчатого валика, имеющего на одной части сквозное отверстие, а на другой — глухой шпоночный паз. Валик представляет тело вращения, поэтому при точении он располагается горизонтально. При рассмотрении естественным кажется показать видимыми отверстие и шпоночный паз (рис. 7, а). Однако детальная проработка показывает, что положение отверстия на главном виде не позволяет однозначно судить о том, глухое оно или сквозное. Построение второй проекции либо вынесенного сечения нельзя признать рациональным. Целесообразнее изменить пространственное положение валика, развернув его на 90° так, чтобы отверстие спроецировалось вдоль, а шпоночный паз расположился вверху (рис. 7, б). Согласуя главный вид с другими изображениями и принимая во внимание удобство нанесения размеров для полного отображения формы шпоночного паза, используют еще одно изображение — местный (контурный) вид и местные разрезы (рис. 7, в).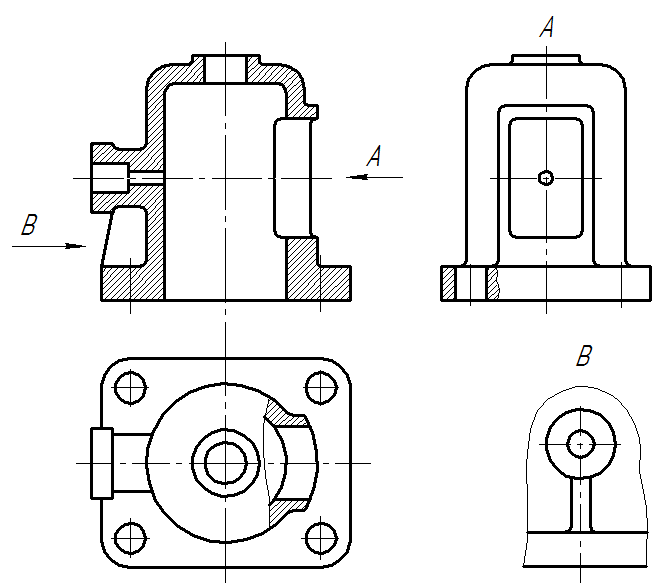 Он характерен для машиностроительного черчения, и использование его в школе показывает, что успешное овладение способами рационального выбора главного изображения зависит от исходных данных. В курсе черчения VIII класса разработка чертежей (эскизов) деталей с выполнением необходимых видов, разрезов и сечений осуществляется с натуры, по аксонометрической проекции, словесному описанию, сборочному чертежу (чертежу общего вида) и по мысленной модели.
Он характерен для машиностроительного черчения, и использование его в школе показывает, что успешное овладение способами рационального выбора главного изображения зависит от исходных данных. В курсе черчения VIII класса разработка чертежей (эскизов) деталей с выполнением необходимых видов, разрезов и сечений осуществляется с натуры, по аксонометрической проекции, словесному описанию, сборочному чертежу (чертежу общего вида) и по мысленной модели.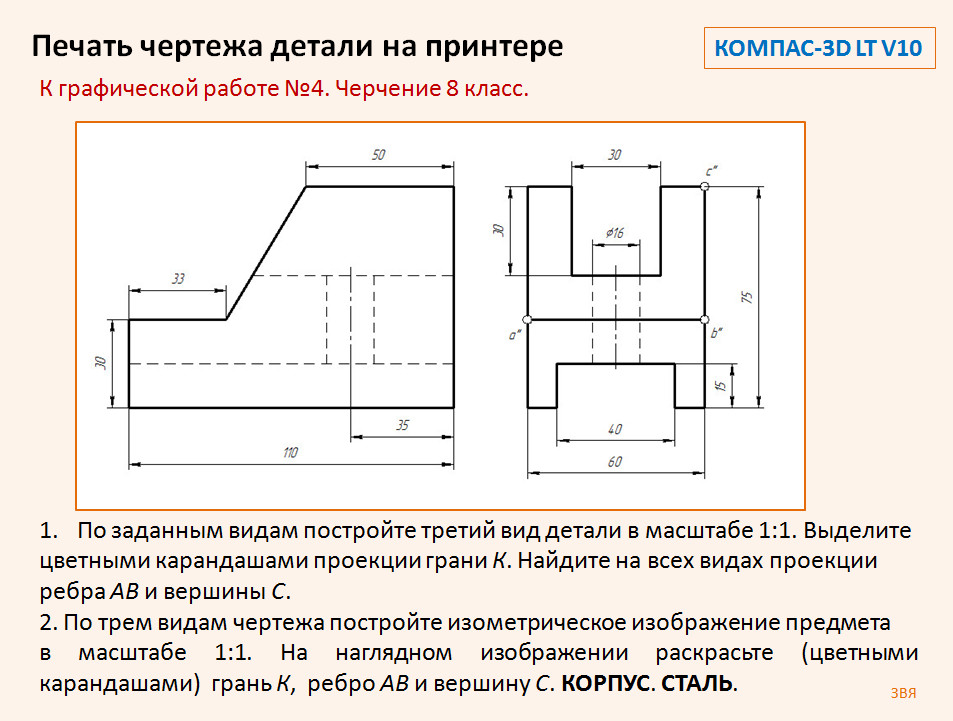 Поэтому при решении обратной задачи на построение ортогональных проекций по аксонометрической можно сразу ориентироваться на вид спереди, т. е. главный вид. Исключение составляют те случаи, когда на аксонометрической проекции необходимо перейти от левой системы координат к правой (например, показать предмет справа или представить раскрытым угол пространства при местном вырезе на правом конце детали).
Поэтому при решении обратной задачи на построение ортогональных проекций по аксонометрической можно сразу ориентироваться на вид спереди, т. е. главный вид. Исключение составляют те случаи, когда на аксонометрической проекции необходимо перейти от левой системы координат к правой (например, показать предмет справа или представить раскрытым угол пространства при местном вырезе на правом конце детали).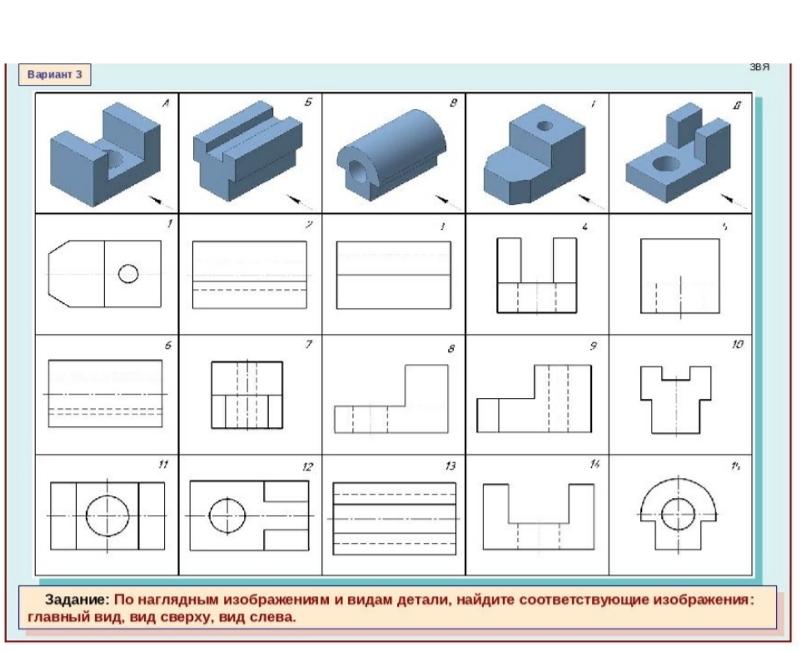 Сборочные чертежи, выполняющие и роль чертежей общих видов, широко распространены в учебной практике. На них главное изображение изделия показывается преимущественно в рабочем положении. Это позволяет ориентироваться на рабочее положение каждой детали в сборочной единице при выборе ее главного изображения. В зависимости от исходных данных учителю необходимо дополнять отсутствующую информацию, позволяющую уяснять принцип работы, функции, технологию изготовления и контроля деталей, на которые составляются чертежи.
Сборочные чертежи, выполняющие и роль чертежей общих видов, широко распространены в учебной практике. На них главное изображение изделия показывается преимущественно в рабочем положении. Это позволяет ориентироваться на рабочее положение каждой детали в сборочной единице при выборе ее главного изображения. В зависимости от исходных данных учителю необходимо дополнять отсутствующую информацию, позволяющую уяснять принцип работы, функции, технологию изготовления и контроля деталей, на которые составляются чертежи.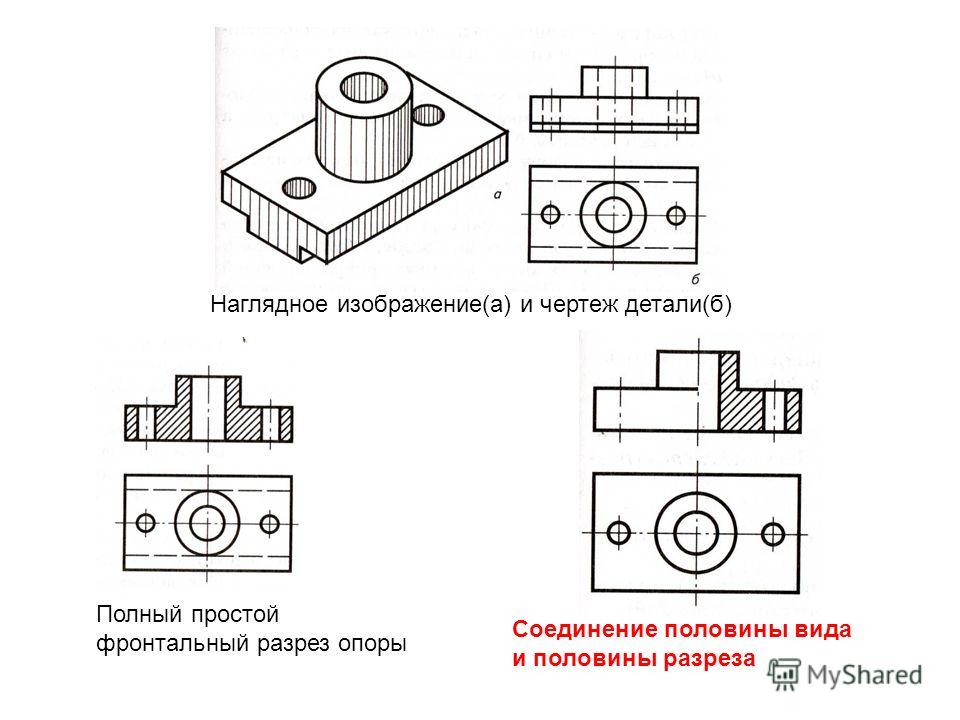
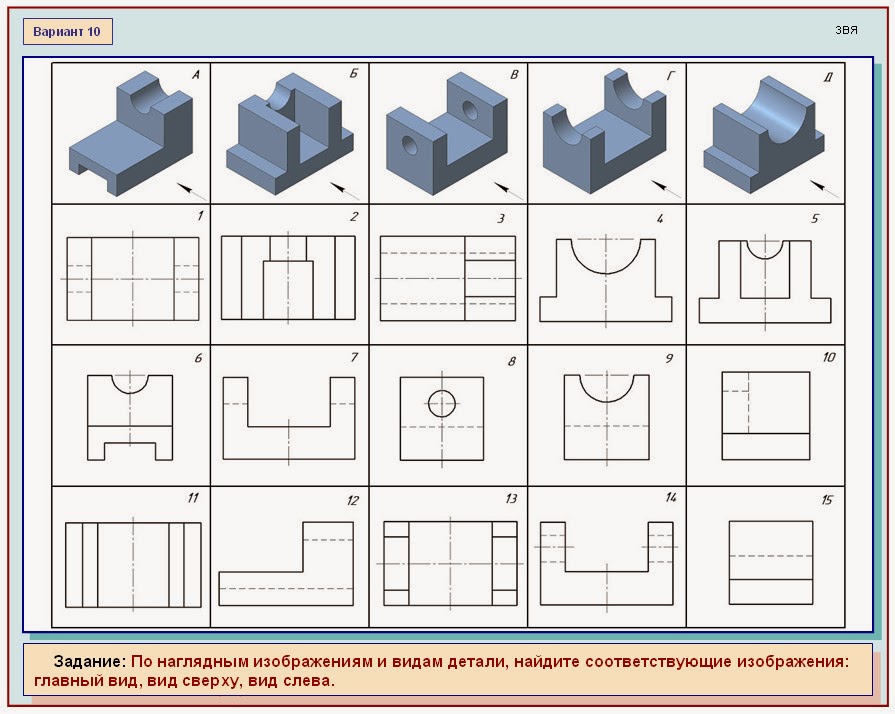 К этому приему прибегают преимущественно те школьники, которые владеют приемами выполнения чертежа «от контура». Для натурных объектов, имеющих характерные контуры главных видов (например, типичные профили, тела вращения), школьники применяют упрощения чертежа, замену отдельных проекций знаками, надписями, обозначениями.
К этому приему прибегают преимущественно те школьники, которые владеют приемами выполнения чертежа «от контура». Для натурных объектов, имеющих характерные контуры главных видов (например, типичные профили, тела вращения), школьники применяют упрощения чертежа, замену отдельных проекций знаками, надписями, обозначениями.
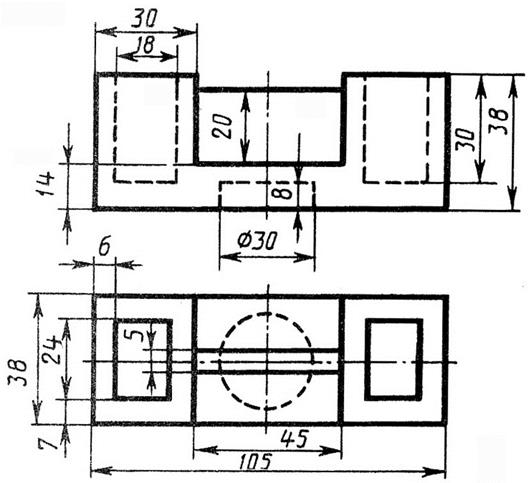 Но как использование отдельных приемов, так и их комбинирование у школьников обычно не отличается систематичностью. Задача учителя состоит в том, чтобы обеспечить последовательное накопление ими опыта, потому что рассмотренные приемы являются составной частью методики выбора главного изображения.
Но как использование отдельных приемов, так и их комбинирование у школьников обычно не отличается систематичностью. Задача учителя состоит в том, чтобы обеспечить последовательное накопление ими опыта, потому что рассмотренные приемы являются составной частью методики выбора главного изображения.
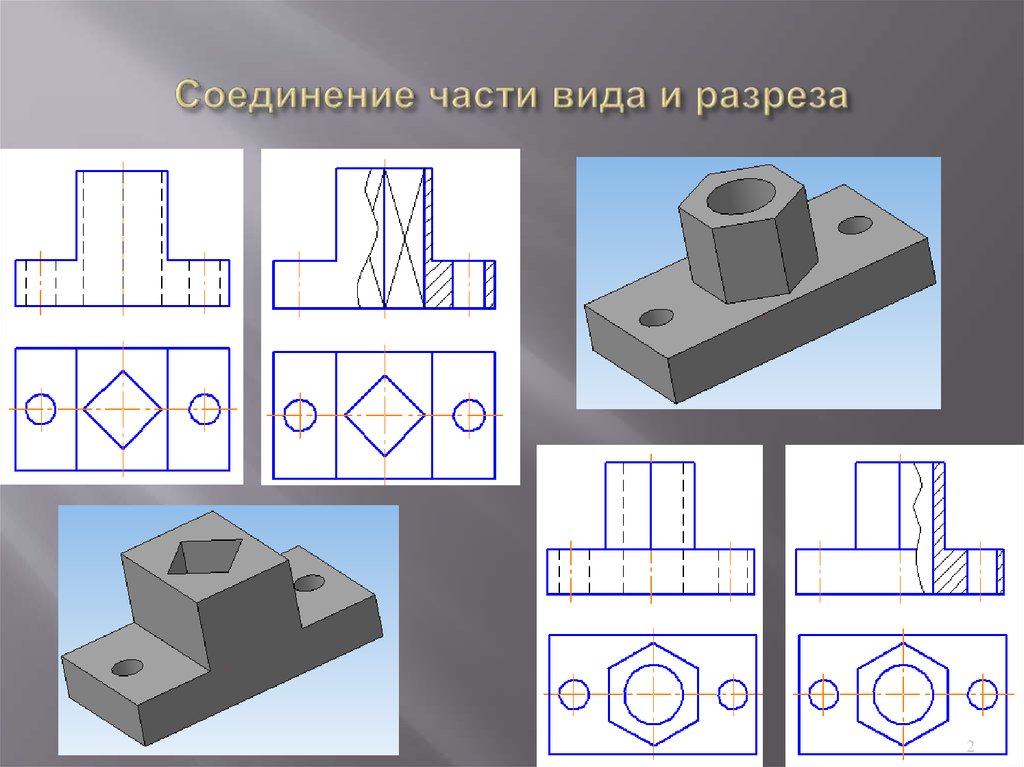 Лекция № 2 «Основные правила выполнения чертежей»Лекция № 3 «Проекции плоскости»Лекция № 4 «Сечения»Лекция 4.1 Сечение поверхности плоскостьюЛекция № 5 «Сложные разрезы»Лекция № 6 «Виды изделий»Лекция № 7 «Выполнение эскизов деталей машин»Лекция 8 «Проекции с числовыми отметками» ГОСТы, которые Вам помогуЗадания по Начертательной геометрии и инженерной графики (ГЕОб-21Z1)Итоговый тест ГЕОб-21Z1Графические работы АПб-21Z2Вопросы к экзаменуТЕСТ к ЭКЗАМЕНУ — АПб-21Z1/АПб-21Z2Теоретический материал Задание на графические работы по дисциплине «Компьютерная графика» Учебное пособиеНачертат геом установка ШИИЛекция 2Указания по выполнению заданийОформление работ заочниковГрафическая работа «Проекции с числовыми отметками»Графическая работа «Арх.- строит. чертеж здания»Отправка заданийГеометрическое компьютерное моделирование (Автокад) Отправка задания «ВАЛ» и «СОПРЯЖЕНИЕ»Отправка задания «План здания» (ГЕОб-20Z1)Задание для зачетаГрафическая работа № 1 Чертеж ВалаГрафическая работа № 2 СопряжениеГрафическая работа № 3 Проекционное черчениеВАЛСопряжениеРазвязкаЛекция 5 Кривые линии и поверхностиЛекция 6 Сечение поверхности плоскостью, построение развертокЛекция 7 Пересечение прямой с поверхностямиФлэш-плеер 1Флэш-плеер 23,4 и 5 темы загружать сюдаЛЕКЦИИ ЭУб-20А1ЗАДАНИЯ НА РАСЧЕТНО-ГРАФИЧЕСКИЕ РАБОТЫТитульный лист для отчета по РГРРешенные задачи (1 к.
Лекция № 2 «Основные правила выполнения чертежей»Лекция № 3 «Проекции плоскости»Лекция № 4 «Сечения»Лекция 4.1 Сечение поверхности плоскостьюЛекция № 5 «Сложные разрезы»Лекция № 6 «Виды изделий»Лекция № 7 «Выполнение эскизов деталей машин»Лекция 8 «Проекции с числовыми отметками» ГОСТы, которые Вам помогуЗадания по Начертательной геометрии и инженерной графики (ГЕОб-21Z1)Итоговый тест ГЕОб-21Z1Графические работы АПб-21Z2Вопросы к экзаменуТЕСТ к ЭКЗАМЕНУ — АПб-21Z1/АПб-21Z2Теоретический материал Задание на графические работы по дисциплине «Компьютерная графика» Учебное пособиеНачертат геом установка ШИИЛекция 2Указания по выполнению заданийОформление работ заочниковГрафическая работа «Проекции с числовыми отметками»Графическая работа «Арх.- строит. чертеж здания»Отправка заданийГеометрическое компьютерное моделирование (Автокад) Отправка задания «ВАЛ» и «СОПРЯЖЕНИЕ»Отправка задания «План здания» (ГЕОб-20Z1)Задание для зачетаГрафическая работа № 1 Чертеж ВалаГрафическая работа № 2 СопряжениеГрафическая работа № 3 Проекционное черчениеВАЛСопряжениеРазвязкаЛекция 5 Кривые линии и поверхностиЛекция 6 Сечение поверхности плоскостью, построение развертокЛекция 7 Пересечение прямой с поверхностямиФлэш-плеер 1Флэш-плеер 23,4 и 5 темы загружать сюдаЛЕКЦИИ ЭУб-20А1ЗАДАНИЯ НА РАСЧЕТНО-ГРАФИЧЕСКИЕ РАБОТЫТитульный лист для отчета по РГРРешенные задачи (1 к. н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаРешенные задачи (3 к.н.) загружать сюдаЗадание Графическая работа № 2Графическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцераГр. работа 7. СоединенияГр. работа 8. ДеталированиеЛекция 2Лекция 4Лекция 5Лекция 6Лекция 7Лекция 8Macromedia Flash PlayerСписок 1й подгруппы группы АТб-20Z1Список 1й подгруппы группы АТб-20Z2Теоретический материалГрафические работыОтправка графических работ АТб-20Z1/АТб-20Z2Теоретический материалЗадание на графические работы по дисциплине «Компьютерная графика» АТб-20Z1/АТб-20Z2Учебное пособие для ЗаочниковЛекция часть 1Лекция часть 2Лекция часть 3Задание для ЗаочниковОтправка выполненных чертежей1. Теоретический материал 2. Проекционное черчение3.
н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаРешенные задачи (3 к.н.) загружать сюдаЗадание Графическая работа № 2Графическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцераГр. работа 7. СоединенияГр. работа 8. ДеталированиеЛекция 2Лекция 4Лекция 5Лекция 6Лекция 7Лекция 8Macromedia Flash PlayerСписок 1й подгруппы группы АТб-20Z1Список 1й подгруппы группы АТб-20Z2Теоретический материалГрафические работыОтправка графических работ АТб-20Z1/АТб-20Z2Теоретический материалЗадание на графические работы по дисциплине «Компьютерная графика» АТб-20Z1/АТб-20Z2Учебное пособие для ЗаочниковЛекция часть 1Лекция часть 2Лекция часть 3Задание для ЗаочниковОтправка выполненных чертежей1. Теоретический материал 2. Проекционное черчение3. Компьютерное черчениеОтправка заданий на весенний семестрЭкзамен ЭУб-20Z1/ЭУб-20Z21. Теоретический материал Задание по инженерной и компьютерной графике1. Теоретический материал Задание по инженерной графикеГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Наклонное сечениеГр. работа 4. ИзометрияГр. работа 5. Эскиз валаГр. работа 6. Винтовая параГр. работа 7. Эскиз штуцераГр. работа 8. Эскиз зубчатого колесаГр. работа 9. ПриводВопросы к экзамену по Начертательной геометрииИнструкция для прохождения интернет-тестирования 11.01.2021 в 10:00Список студентов записанных на интернет-тестированиеMacromedia Flash PlayerЛекция 7Лекция 8Лекция 9Задание Графическая работа № 0Решенные задачи (1 к.н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюда Задание на графическую работу № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаФото отчета пройденного теста загружать сюдаТема 8Тема № 9Лекция ПЧОЗадание графическая работа № 1Решенные задачи (1 к.
Компьютерное черчениеОтправка заданий на весенний семестрЭкзамен ЭУб-20Z1/ЭУб-20Z21. Теоретический материал Задание по инженерной и компьютерной графике1. Теоретический материал Задание по инженерной графикеГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Наклонное сечениеГр. работа 4. ИзометрияГр. работа 5. Эскиз валаГр. работа 6. Винтовая параГр. работа 7. Эскиз штуцераГр. работа 8. Эскиз зубчатого колесаГр. работа 9. ПриводВопросы к экзамену по Начертательной геометрииИнструкция для прохождения интернет-тестирования 11.01.2021 в 10:00Список студентов записанных на интернет-тестированиеMacromedia Flash PlayerЛекция 7Лекция 8Лекция 9Задание Графическая работа № 0Решенные задачи (1 к.н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюда Задание на графическую работу № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаФото отчета пройденного теста загружать сюдаТема 8Тема № 9Лекция ПЧОЗадание графическая работа № 1Решенные задачи (1 к.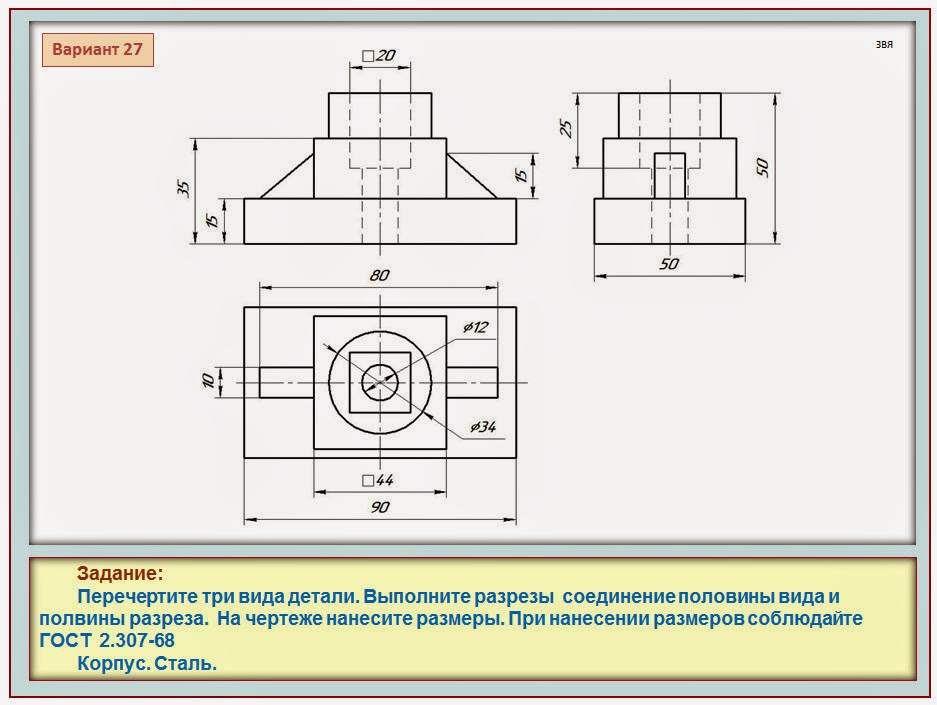 н.) загружать сюда Графическую работу № 1 загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаЗадание Графическая работа № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа «Проекции с числовыми отметками»Теоретический материалГОСТыГрафическая работа № 1Графическая работа № 2Графическая работа № 3 (ЭСКИЗ)Гр. работа № 4 План этажа здания1. Проекционное черчение (Сложный разрез)2. Сопряжение.3. СлоиВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюда (копия)Методические указания к работеИсходные чертежиВыполненную работу загружать сюдаТема 8Задание графическая работа (Инженерная графика)Решенные задачи (1 к.н.) загружать сюда Графическую работу (Инженерная графика) загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаЗадание ГР № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Решенные задачи (1 к.
н.) загружать сюда Графическую работу № 1 загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаЗадание Графическая работа № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа «Проекции с числовыми отметками»Теоретический материалГОСТыГрафическая работа № 1Графическая работа № 2Графическая работа № 3 (ЭСКИЗ)Гр. работа № 4 План этажа здания1. Проекционное черчение (Сложный разрез)2. Сопряжение.3. СлоиВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюда (копия)Методические указания к работеИсходные чертежиВыполненную работу загружать сюдаТема 8Задание графическая работа (Инженерная графика)Решенные задачи (1 к.н.) загружать сюда Графическую работу (Инженерная графика) загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаЗадание ГР № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Решенные задачи (1 к. н.) загружать сюдаГрафическую работу загружать сюдаЗадание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаЗадание Графическая работа № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцера Гр. работа 7. СоединенияГр. работа 8. ДеталированиеЗадания для должников ГЕОб-20Д1Задание графическая работа № 1Решенные задачи (1 к.н.) загружать сюда Графическую работу № 1 загружать сюдаГрафическая работа № 2 (исходные чертежи)Графическая работа № 3 (задание)Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаГрафическую работу № 3 загружать сюда Решенные задачи (3 к.н.) загружать сюда Задание Графическая работа № 3Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Задание на графическую № 5 работу «Проекционное черчение»Графическую работу № 5 «Проекционное черчение» загружать сюдаГрафическая работа № 1Решенные задачи (1 к.
н.) загружать сюдаГрафическую работу загружать сюдаЗадание Графическая работа № 1Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюдаЗадание Графическая работа № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаГр. работа 5. Эскиз зубчатого колесаГр. работа 6. Эскиз штуцера Гр. работа 7. СоединенияГр. работа 8. ДеталированиеЗадания для должников ГЕОб-20Д1Задание графическая работа № 1Решенные задачи (1 к.н.) загружать сюда Графическую работу № 1 загружать сюдаГрафическая работа № 2 (исходные чертежи)Графическая работа № 3 (задание)Решенные задачи (2 к.н.) загружать сюда Графическую работу № 2 загружать сюдаГрафическую работу № 3 загружать сюда Решенные задачи (3 к.н.) загружать сюда Задание Графическая работа № 3Графическую работу № 3 загружать сюдаЗадание Графическая работа № 4 «Проекции с числовыми отметками»Задание на графическую № 5 работу «Проекционное черчение»Графическую работу № 5 «Проекционное черчение» загружать сюдаГрафическая работа № 1Решенные задачи (1 к.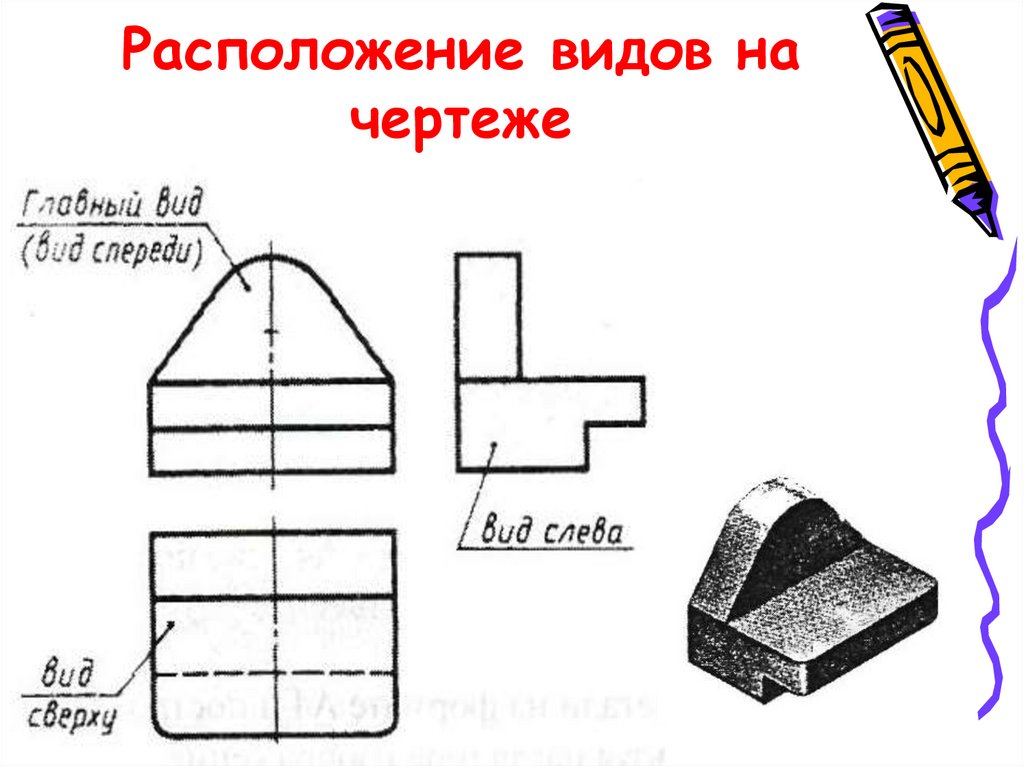 н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2,3 загружать сюдаЭСКИЗ Решенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение»Графическую работу «Проекционное черчение» загружать сюдаЗадание Привод* Выполненные чертежи «Привод» загружать сюдаЗадание 3D модель 2* Выполненный чертеж «3D модель 2» загружать сюдаСоединенияГрафическая работа № 1Решенные задачи (1 к.н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2, 3 загружать сюдаЭСКИЗРешенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение» Графическую работу «Проекционное черчение» загружать сюда Занятие НТС-19Т2 15:25 27.05.2020Занятие CМб-19Т1 08:20 21.05.2020Занятие НТС-19Т2 15:25 20.05.2020Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.
н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2,3 загружать сюдаЭСКИЗ Решенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение»Графическую работу «Проекционное черчение» загружать сюдаЗадание Привод* Выполненные чертежи «Привод» загружать сюдаЗадание 3D модель 2* Выполненный чертеж «3D модель 2» загружать сюдаСоединенияГрафическая работа № 1Решенные задачи (1 к.н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2, 3 загружать сюдаЭСКИЗРешенные задачи (3 к.н.) загружать сюдаГрафическую работу «Эскиз» загружать сюда Задание «Проекционное черчение» Графическую работу «Проекционное черчение» загружать сюда Занятие НТС-19Т2 15:25 27.05.2020Занятие CМб-19Т1 08:20 21.05.2020Занятие НТС-19Т2 15:25 20.05.2020Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.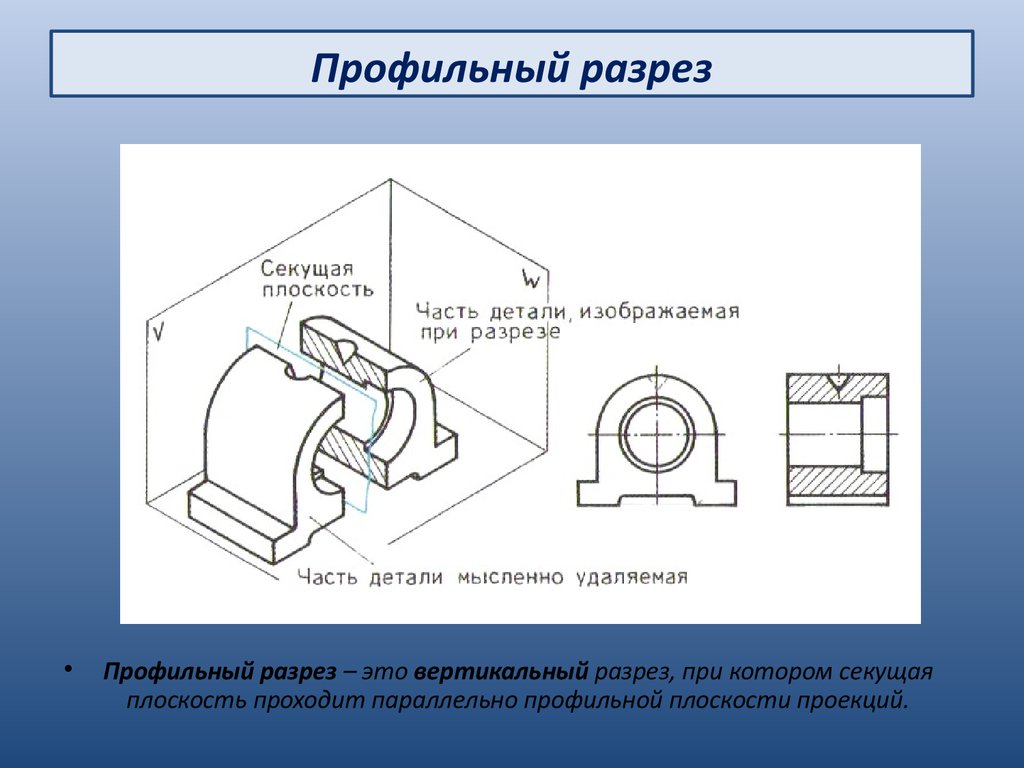 Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал———ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн…» загружаем сюдаТеоретический материал——-Методические указания (Эскиз)Выполненные эскизы загружать сюдаВарианты заданияОбразецВыполненный чертеж винтовой пары загружать сюдаПринятые обозначения Лекция 1. Образование проекций. Метод Монжа. Проекции точки и прямой.
Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал———ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн…» загружаем сюдаТеоретический материал——-Методические указания (Эскиз)Выполненные эскизы загружать сюдаВарианты заданияОбразецВыполненный чертеж винтовой пары загружать сюдаПринятые обозначения Лекция 1. Образование проекций. Метод Монжа. Проекции точки и прямой. Лекция 2. Проекции плоскоти. Прямая линия и точка в плоскости.Лекция 3. Взаимное положение плоскостей. Взаимное положение прямой и плоскости.Лекция 4. Способы преобразования чертежа. (Метрические задачи)Лекция 5. Кривые линии и поверхности.Лекция 6. Сечение поверхности плоскостью. Построение разверток поверхностей.Лекция 7. Пересечение прямой линии с поверхностями.Лекция 8. Взаимное пересечение поверхностей.Лекция 9 Аксонометрические проекцииВыполненный чертеж загружать сюдаРабочая тетрадь Решенные задачи загружать сюдаКарточки с исходным чертежом на ГР № 1 (по вариантам)Карточки с исходным чертежем на ГР № 2 (по вариантам)Методические указания по выполнению графических работПример выполнения ГР № 1Пример выполнения ГР № 2Загружать на проверку Графическую работа № 1 сюдаЗагружать на проверку Графическую работа № 2 сюдаТЕСТТеоретический материал Инженерная графика (инженерная и компьютерная графика)ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр.
Лекция 2. Проекции плоскоти. Прямая линия и точка в плоскости.Лекция 3. Взаимное положение плоскостей. Взаимное положение прямой и плоскости.Лекция 4. Способы преобразования чертежа. (Метрические задачи)Лекция 5. Кривые линии и поверхности.Лекция 6. Сечение поверхности плоскостью. Построение разверток поверхностей.Лекция 7. Пересечение прямой линии с поверхностями.Лекция 8. Взаимное пересечение поверхностей.Лекция 9 Аксонометрические проекцииВыполненный чертеж загружать сюдаРабочая тетрадь Решенные задачи загружать сюдаКарточки с исходным чертежом на ГР № 1 (по вариантам)Карточки с исходным чертежем на ГР № 2 (по вариантам)Методические указания по выполнению графических работПример выполнения ГР № 1Пример выполнения ГР № 2Загружать на проверку Графическую работа № 1 сюдаЗагружать на проверку Графическую работа № 2 сюдаТЕСТТеоретический материал Инженерная графика (инженерная и компьютерная графика)ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр.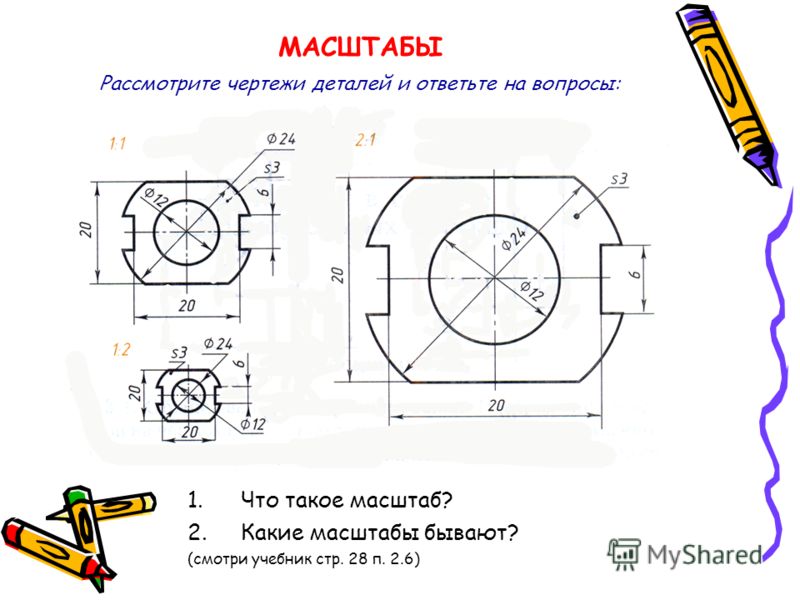 работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)Разъемные и неразъемные соединения (теория)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Выполненные чертежи Привода загружать сюдаВыполненный чертеж редуктора загружать сюдаГр. работа 6. Эскиз штуцера (копия)Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Теоретический материал—ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)ЗАДАНИЕ (исходный чертеж)Выполненный чертеж поршня загружать сюдаВилкаВкладышВыполненный чертеж поршня загружать сюдаЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения.
работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)Разъемные и неразъемные соединения (теория)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Выполненные чертежи Привода загружать сюдаВыполненный чертеж редуктора загружать сюдаГр. работа 6. Эскиз штуцера (копия)Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Теоретический материал—ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)ЗАДАНИЕ (исходный чертеж)Выполненный чертеж поршня загружать сюдаВилкаВкладышВыполненный чертеж поршня загружать сюдаЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал—-ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа № 3 ЭСКИЗЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал——-ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн.
Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал—-ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа № 3 ЭСКИЗЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал——-ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа «Привод»Пример выполнения спецификации «Привод»Пример выполнения чертежа «Корпус»Пример выполнения спецификации «Корпус»Пустые листы спецификацииВыполненные чертежи по заданию «Разъемные и неразъемн.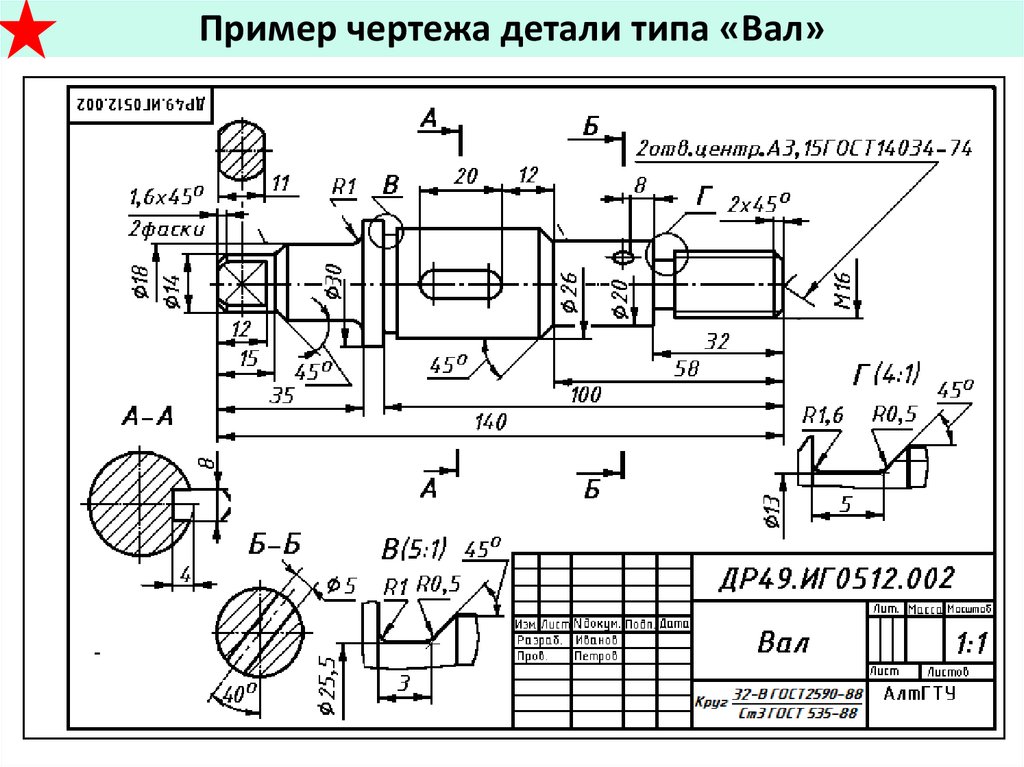 ..» загружаем сюдаТеоретический материал——Методические указания (Эскиз)Выполненные эскизы загружать сюдаПоследовательность выполнения работыТеоретический материал——Образец (пример)Задания по вариантамВыполненный чертеж железобетонной конструкции загружать сюдаЗанятие 13:45 27.05.2020Занятие 13:45 20.05.2020Занятие 15:25 15.05.2020Теоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные файлыВыполненную работу загружать сюдаТеоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные чертежи -Выполненную работу загружать сюдаЗАДАНИЕ (инженерная графика)Теоретический материал (инженерная графика)Задание № 1 загружать сюдаЗадание № 2 загружать сюдаЗадание № 3 загружать сюдаЗадание № 4 загружать сюдаТеоретический материал (компьютерная графика)Деталь № 1Деталь № 2Деталь № 3Деталь № 1 загружать сюдаДеталь № 2 загружать сюдаДеталь № 3 загружать сюдаЗанятия 1-4 (16.
..» загружаем сюдаТеоретический материал——Методические указания (Эскиз)Выполненные эскизы загружать сюдаПоследовательность выполнения работыТеоретический материал——Образец (пример)Задания по вариантамВыполненный чертеж железобетонной конструкции загружать сюдаЗанятие 13:45 27.05.2020Занятие 13:45 20.05.2020Занятие 15:25 15.05.2020Теоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные файлыВыполненную работу загружать сюдаТеоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные чертежи -Выполненную работу загружать сюдаЗАДАНИЕ (инженерная графика)Теоретический материал (инженерная графика)Задание № 1 загружать сюдаЗадание № 2 загружать сюдаЗадание № 3 загружать сюдаЗадание № 4 загружать сюдаТеоретический материал (компьютерная графика)Деталь № 1Деталь № 2Деталь № 3Деталь № 1 загружать сюдаДеталь № 2 загружать сюдаДеталь № 3 загружать сюдаЗанятия 1-4 (16.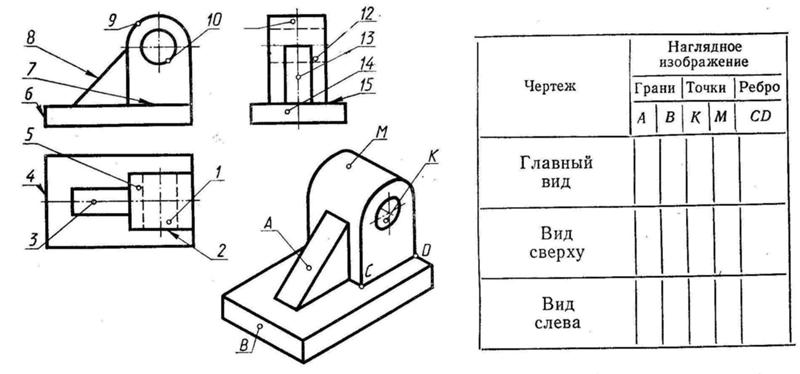 06.2020 15:25 — 21:50)Занятия 5-6 (20.06.2020 13:45 — 16:55) ЭКЗАМЕНТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийЧертеж для занятия 13.11.2020ЗАДАНИЯ-Теоретический материал по теме (компьютерная графика)* Выполненные чертежи (1 файлом) загружать сюдаКонтроль выполнения ЗАДАНИЙ
06.2020 15:25 — 21:50)Занятия 5-6 (20.06.2020 13:45 — 16:55) ЭКЗАМЕНТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийЧертеж для занятия 13.11.2020ЗАДАНИЯ-Теоретический материал по теме (компьютерная графика)* Выполненные чертежи (1 файлом) загружать сюдаКонтроль выполнения ЗАДАНИЙ д. Как правило, это крупномасштабные чертежи, на которых подробно показаны части, которые могут быть менее подробно включены в чертежи общего вида.
д. Как правило, это крупномасштабные чертежи, на которых подробно показаны части, которые могут быть менее подробно включены в чертежи общего вида.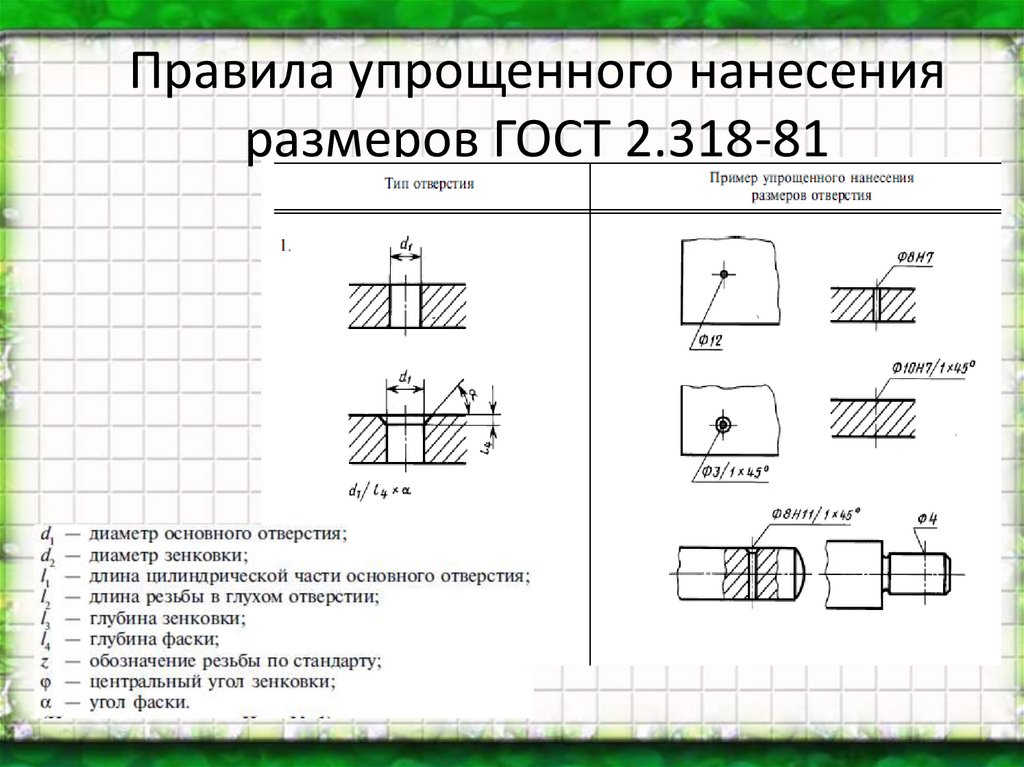
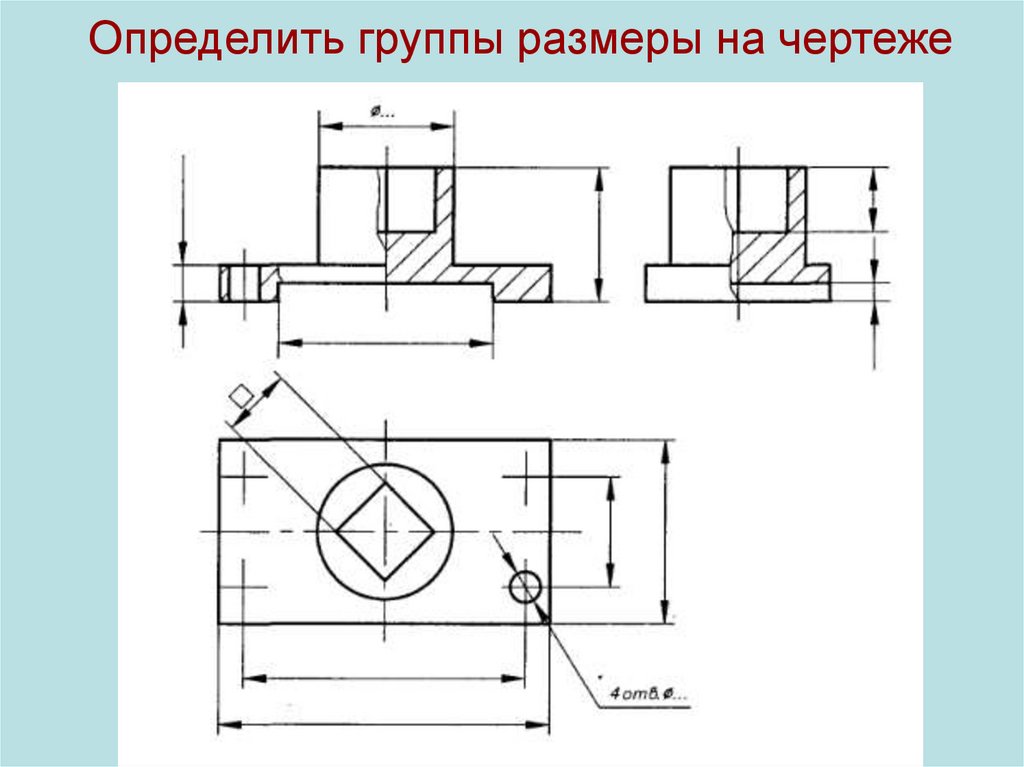
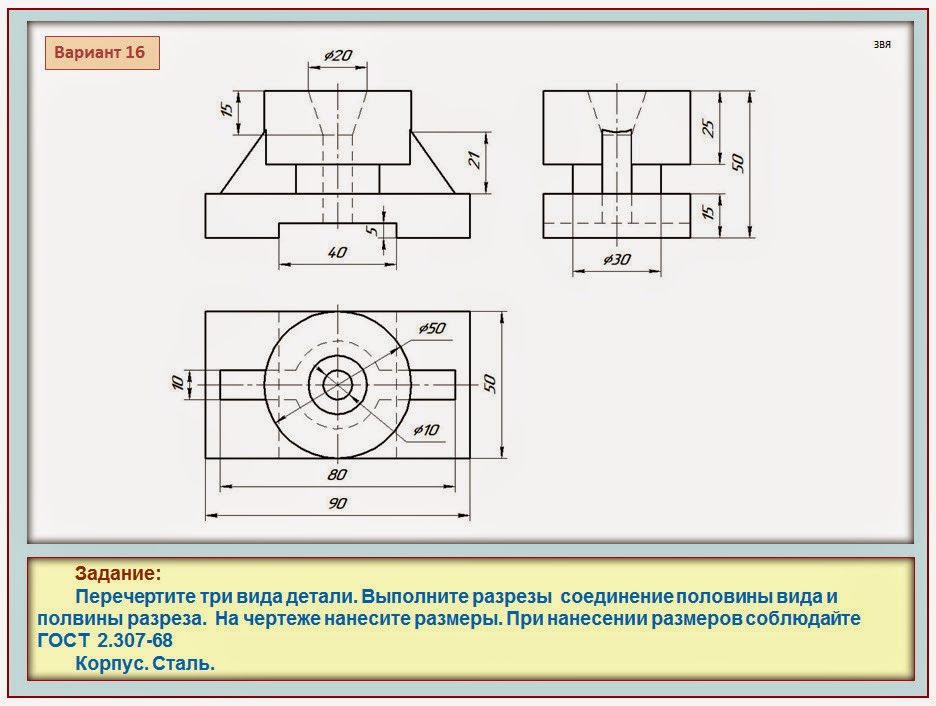 Они знакомятся со стандартом Американского национального института стандартов (ANSI) Y14.5, который контролирует, как инженеры обмениваются и архивируют проектную информацию. Они знакомятся со стандартными размерами бумаги и соглашениями о видах чертежей, которые являются основными компонентами стандарта Y14.5. Затем они могут практиковать свои навыки рисования, выполняя соответствующие действия в соответствии с инженерными стандартами.
Они знакомятся со стандартом Американского национального института стандартов (ANSI) Y14.5, который контролирует, как инженеры обмениваются и архивируют проектную информацию. Они знакомятся со стандартными размерами бумаги и соглашениями о видах чертежей, которые являются основными компонентами стандарта Y14.5. Затем они могут практиковать свои навыки рисования, выполняя соответствующие действия в соответствии с инженерными стандартами.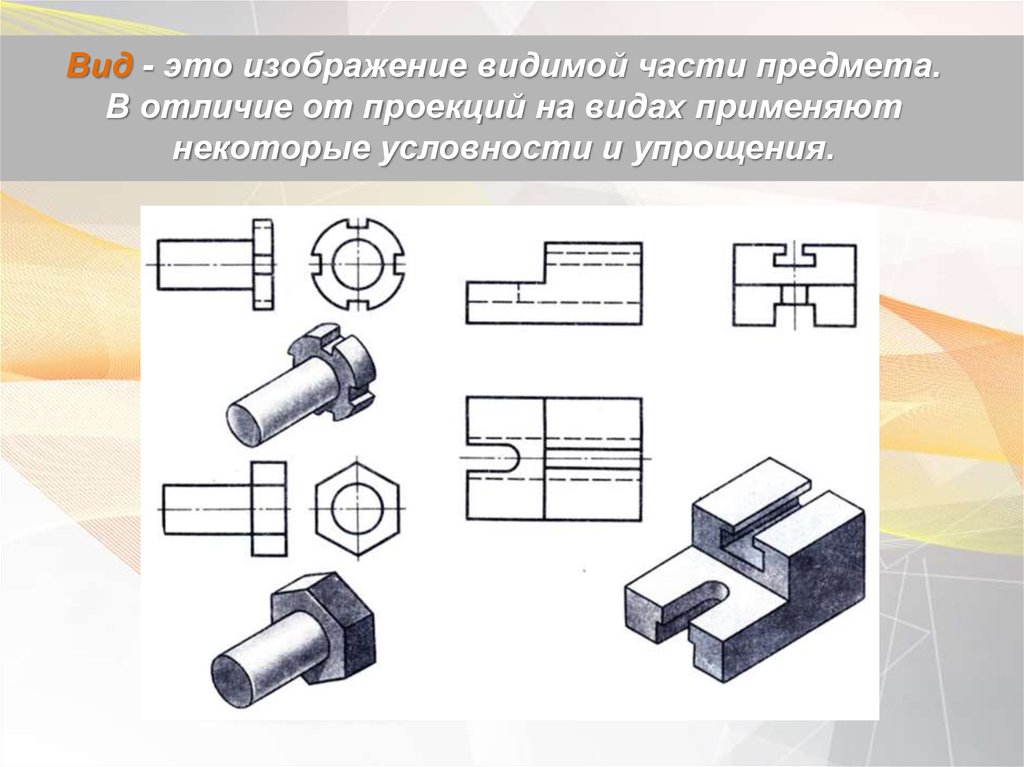 Чертеж детали стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера. Хорошо продуманные подробные чертежи сохраняют творческую работу от одного поколения к другому.
Чертеж детали стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера. Хорошо продуманные подробные чертежи сохраняют творческую работу от одного поколения к другому. achievementstandards.org).
achievementstandards.org).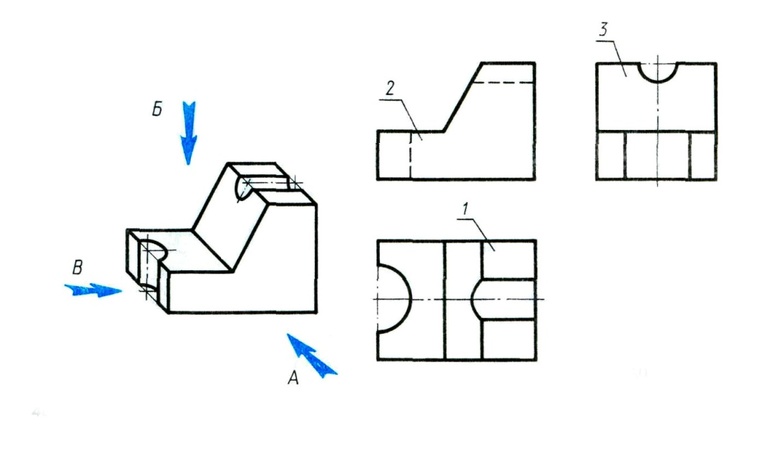
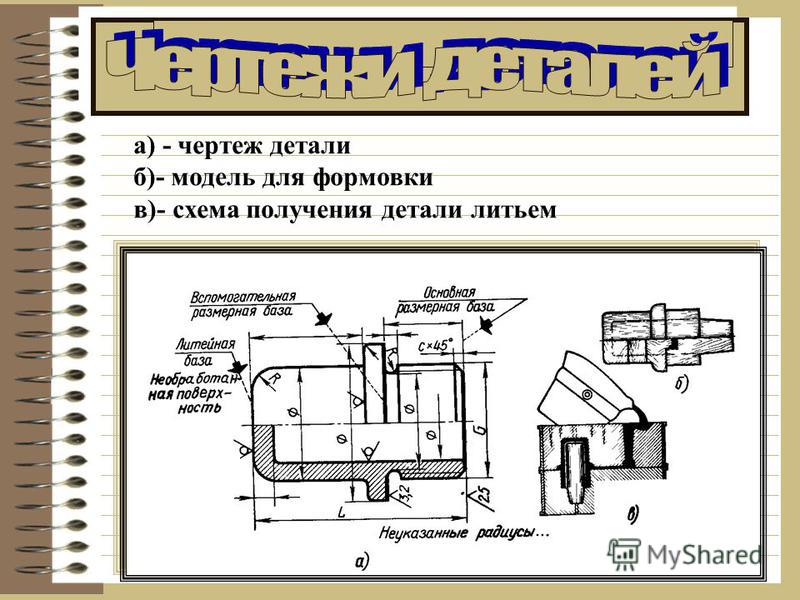
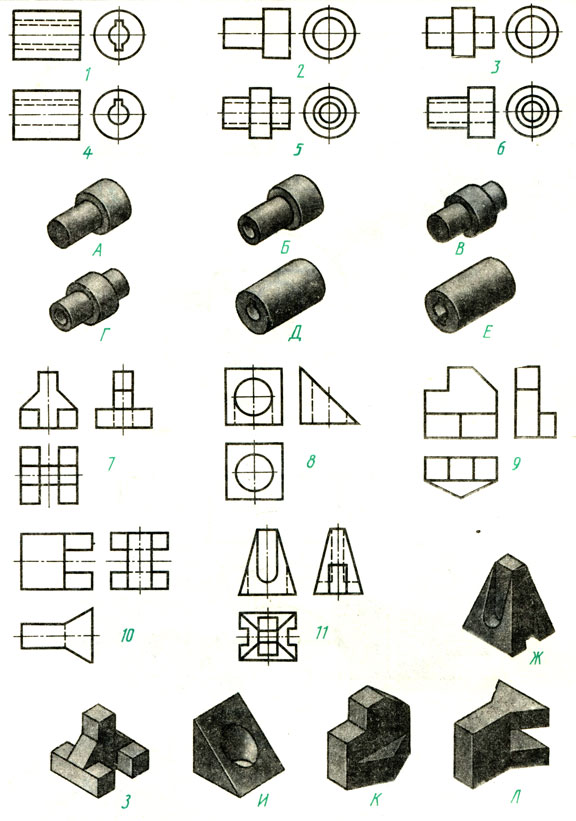
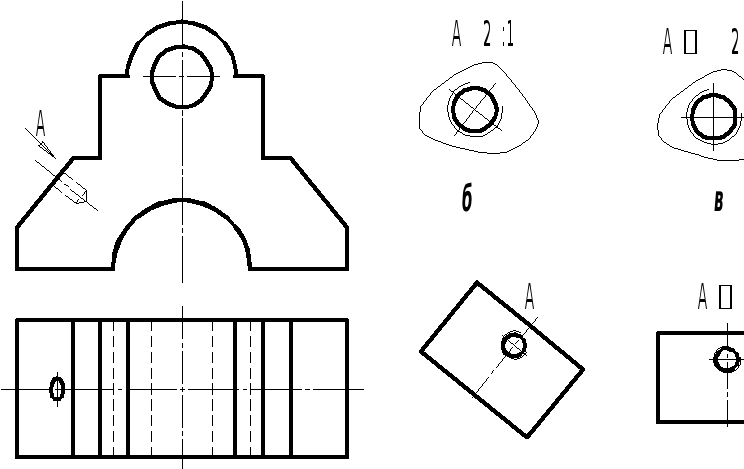 Они также узнают, как использовать закодированные планы для представления объектов и рисования их на бумаге с треугольными точками.
Они также узнают, как использовать закодированные планы для представления объектов и рисования их на бумаге с треугольными точками. Инженеры также должны представлять свои проекты таким образом, чтобы их понимали инженеры из разных стран и культур. Инженеры также оставляют наследие творческой мысли в своих проектах. Чтобы сохранить эту технологию от одного поколения к другому, она должна быть хорошо задокументирована. Как бы вы это сделали? Как это делают инженеры? А 9Детальный чертеж 0013 — это инструмент, используемый инженерами для передачи своих проектов производителям и сохранения их результатов для будущих поколений.
Инженеры также должны представлять свои проекты таким образом, чтобы их понимали инженеры из разных стран и культур. Инженеры также оставляют наследие творческой мысли в своих проектах. Чтобы сохранить эту технологию от одного поколения к другому, она должна быть хорошо задокументирована. Как бы вы это сделали? Как это делают инженеры? А 9Детальный чертеж 0013 — это инструмент, используемый инженерами для передачи своих проектов производителям и сохранения их результатов для будущих поколений. Детальный чертеж стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера.
Детальный чертеж стоит сам по себе, так сказать, и обеспечивает запись или архив точного намерения инженера.
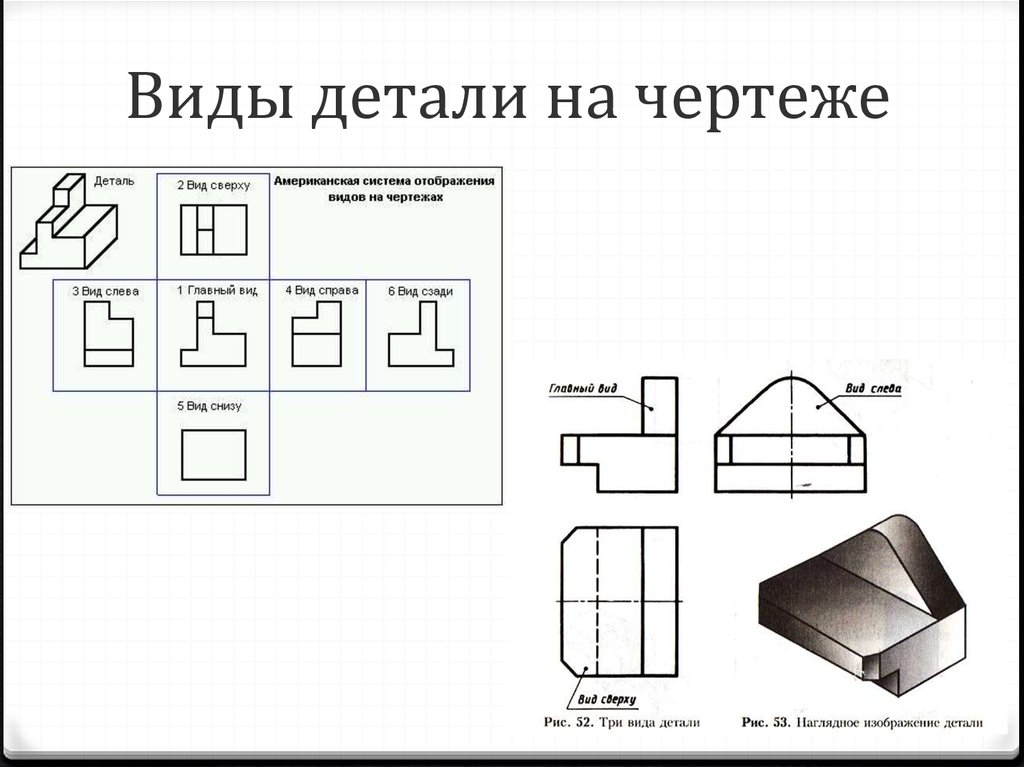 Подходящий масштаб, скажем, 1/10 дюйма = 1 дюйм, выбирается для передачи необходимых деталей, а затем выбирается соответствующий размер бумаги. Масштаб чертежа указан в основной надписи.
Подходящий масштаб, скажем, 1/10 дюйма = 1 дюйм, выбирается для передачи необходимых деталей, а затем выбирается соответствующий размер бумаги. Масштаб чертежа указан в основной надписи. 3125 OD X .242 ID)
3125 OD X .242 ID)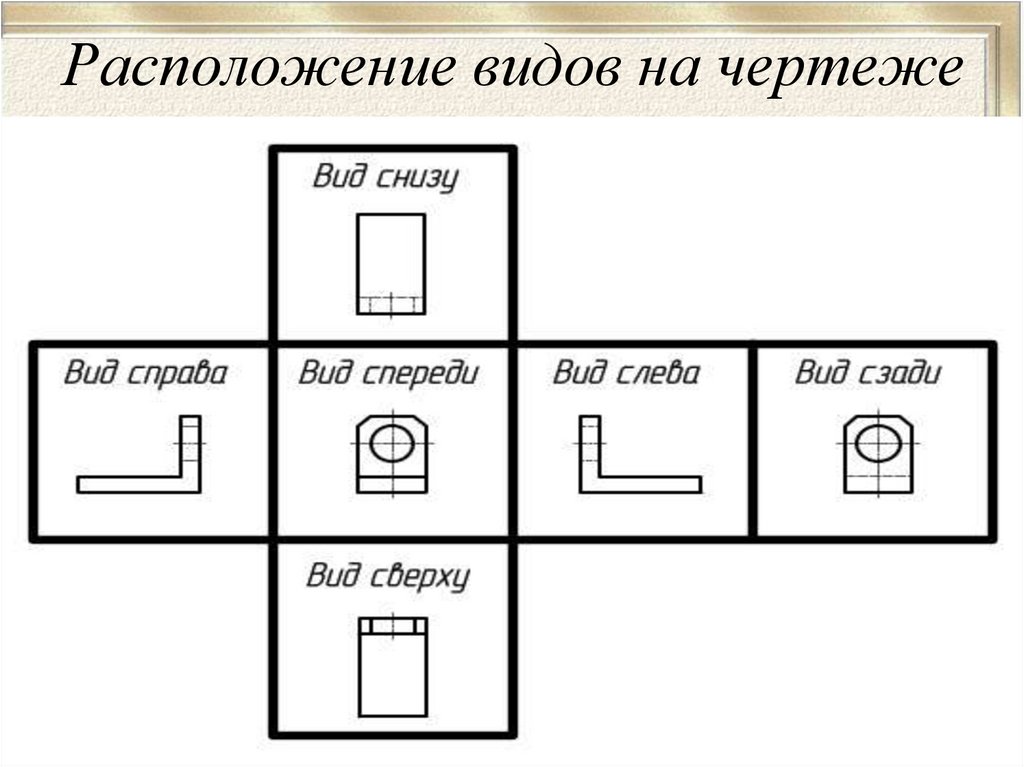 Терри, Программа ITL, Колорадский университет в Боулдере
Терри, Программа ITL, Колорадский университет в Боулдере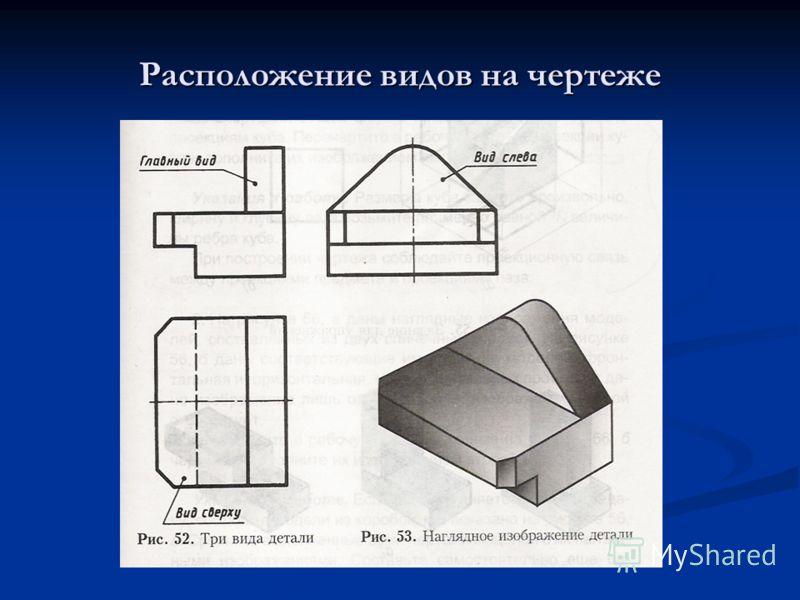
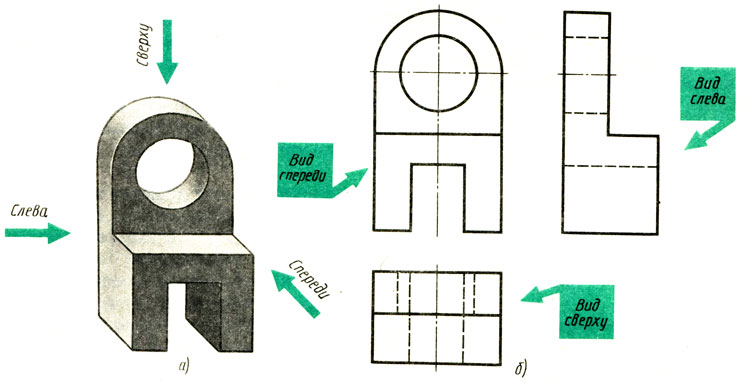


 Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
 Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении.
Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
 1 Приступаем к работе
1 Приступаем к работе Эту заготовку нужно будет прикрутить к корпусу редуктора УШМ.
Эту заготовку нужно будет прикрутить к корпусу редуктора УШМ. Идеей поделился автор YouTube канала Mr. DK DIY.
Идеей поделился автор YouTube канала Mr. DK DIY.
 Теперь самодельный заточной мини-станок полностью готов к работе.
Теперь самодельный заточной мини-станок полностью готов к работе.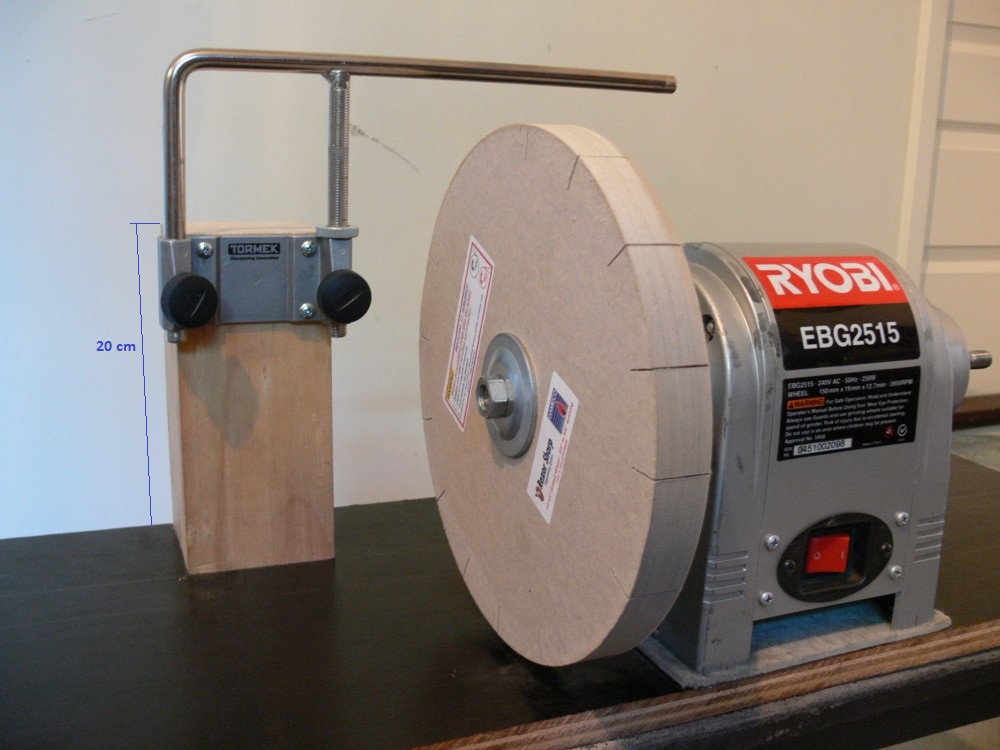
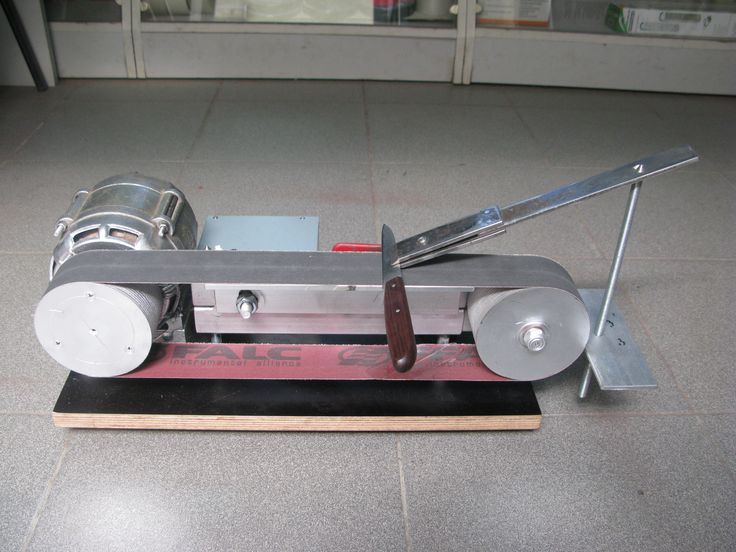 Также к этой категории можно отнести и сверла.
Также к этой категории можно отнести и сверла. 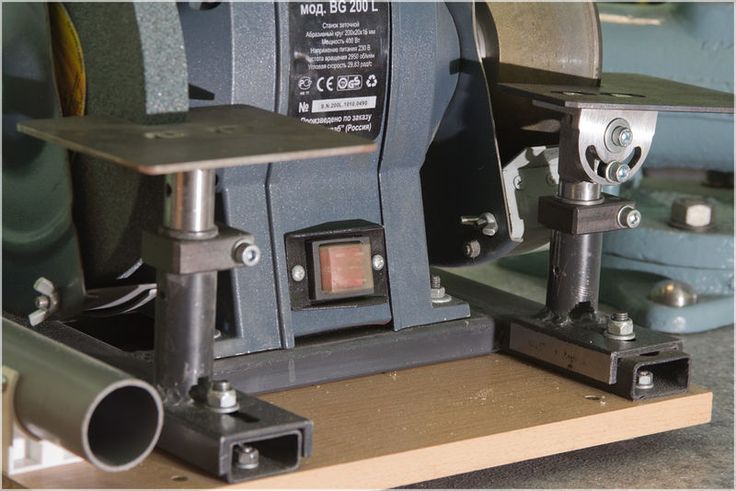





 Заточка производится путем шлифовки материала на инструменте твердым абразивным веществом, более твердым, чем материал инструмента. Вещество на затачивающей поверхности точильного станка должно быть тверже затачиваемого материала. Алмаз очень твердый материал, поэтому алмазный круг очень эффективен для заточки инструмента.
Заточка производится путем шлифовки материала на инструменте твердым абразивным веществом, более твердым, чем материал инструмента. Вещество на затачивающей поверхности точильного станка должно быть тверже затачиваемого материала. Алмаз очень твердый материал, поэтому алмазный круг очень эффективен для заточки инструмента.
 Я использовал два зажима, чтобы закрепить угловую шлифовальную машину на опорной плите.
Я использовал два зажима, чтобы закрепить угловую шлифовальную машину на опорной плите. Это перемещает верхнюю пластину плавно и плавно. Маленькие винты используются для крепления направляющих ящика к опорной пластине и верхней пластине.
Это перемещает верхнюю пластину плавно и плавно. Маленькие винты используются для крепления направляющих ящика к опорной пластине и верхней пластине. Убедитесь, что между угловой шлифовальной машиной и опорной плитой нет никакого движения. Следующим шагом будет присоединение лезвия для резки стекла к угловой шлифовальной машине. Теперь станок для заточки пильных полотен готов к использованию.
Убедитесь, что между угловой шлифовальной машиной и опорной плитой нет никакого движения. Следующим шагом будет присоединение лезвия для резки стекла к угловой шлифовальной машине. Теперь станок для заточки пильных полотен готов к использованию. Клинок из стали 95Х18 не выдержал испытания, и на режущей кромке появилось несколько сколов, а первые 50 мм от острия изначально были «недостающими». Хозяин боялся делать какие-либо манипуляции самостоятельно, хотя у него на кухне есть абразивный брусок из строительного магазина.
Клинок из стали 95Х18 не выдержал испытания, и на режущей кромке появилось несколько сколов, а первые 50 мм от острия изначально были «недостающими». Хозяин боялся делать какие-либо манипуляции самостоятельно, хотя у него на кухне есть абразивный брусок из строительного магазина. Причем клонов и подделок в продаже больше, чем оригиналов.
Причем клонов и подделок в продаже больше, чем оригиналов.

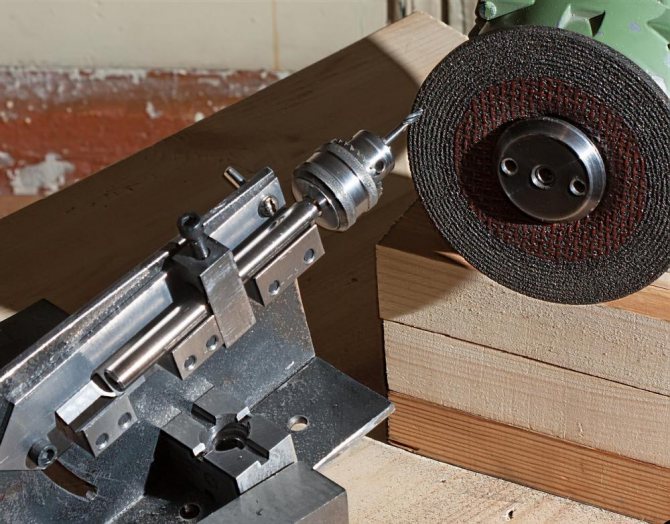



 Во многих серийных моделях предусмотрена возможность использования сменных накладок на подвижную и неподвижную губки. Такие накладки, повышающие универсальность столярных тисков, могут быть изготовлены из металла и полимерных материалов.
Во многих серийных моделях предусмотрена возможность использования сменных накладок на подвижную и неподвижную губки. Такие накладки, повышающие универсальность столярных тисков, могут быть изготовлены из металла и полимерных материалов. В качестве зажимных губок таких тисков используются деревянные бруски. Один из них, служащий неподвижной губкой, фиксируется на поверхности верстака и будет выступать в роли несущей опоры приспособления.
В качестве зажимных губок таких тисков используются деревянные бруски. Один из них, служащий неподвижной губкой, фиксируется на поверхности верстака и будет выступать в роли несущей опоры приспособления.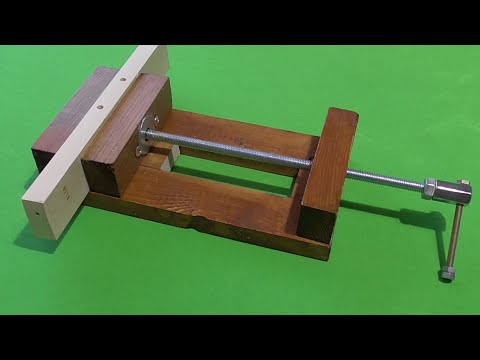 В качестве воротка можно использовать длинную металлическую рейку, которая будет вставляться в прорезь головки ходового винта. Такую прорезь необходимо предварительно проточить под толщину имеющейся рейки. Некоторые домашние мастера в качестве воротка для ходового винта используют обычный гаечный ключ, в который запрессована его головка.
В качестве воротка можно использовать длинную металлическую рейку, которая будет вставляться в прорезь головки ходового винта. Такую прорезь необходимо предварительно проточить под толщину имеющейся рейки. Некоторые домашние мастера в качестве воротка для ходового винта используют обычный гаечный ключ, в который запрессована его головка. В качестве материала изготовления таких брусков лучше всего выбрать сосну: ее древесина достаточно мягкая и одновременно прочная. В обеих губках необходимо просверлить отверстия соответствующего диаметра: два – для направляющих, одно – для ходового винта. Чтобы такие отверстия на подвижной и неподвижной губках располагались точно относительно друг друга, необходимо сверлить их одновременно в двух брусках. Для выполнения такой процедуры бруски можно соединить при помощи гвоздей, а после выполнения отверстий снова разъединить их.
В качестве материала изготовления таких брусков лучше всего выбрать сосну: ее древесина достаточно мягкая и одновременно прочная. В обеих губках необходимо просверлить отверстия соответствующего диаметра: два – для направляющих, одно – для ходового винта. Чтобы такие отверстия на подвижной и неподвижной губках располагались точно относительно друг друга, необходимо сверлить их одновременно в двух брусках. Для выполнения такой процедуры бруски можно соединить при помощи гвоздей, а после выполнения отверстий снова разъединить их. На выступающий конец винта также накручивается гайка. Для того чтобы обеспечить неподвижность такой гайки в процессе работы, ее можно поместить в предварительно подготовленную выборку на поверхности опоры, в которую она должна входить очень плотно.
На выступающий конец винта также накручивается гайка. Для того чтобы обеспечить неподвижность такой гайки в процессе работы, ее можно поместить в предварительно подготовленную выборку на поверхности опоры, в которую она должна входить очень плотно.

 youtube.com/embed/nFMjFVOWUIo»>
youtube.com/embed/nFMjFVOWUIo»> 
 Очень важно все грамотно выровнять, в противном случае она работать не будет.
Очень важно все грамотно выровнять, в противном случае она работать не будет. Прикрепите болтами тиски к рабочему столу.
Прикрепите болтами тиски к рабочему столу.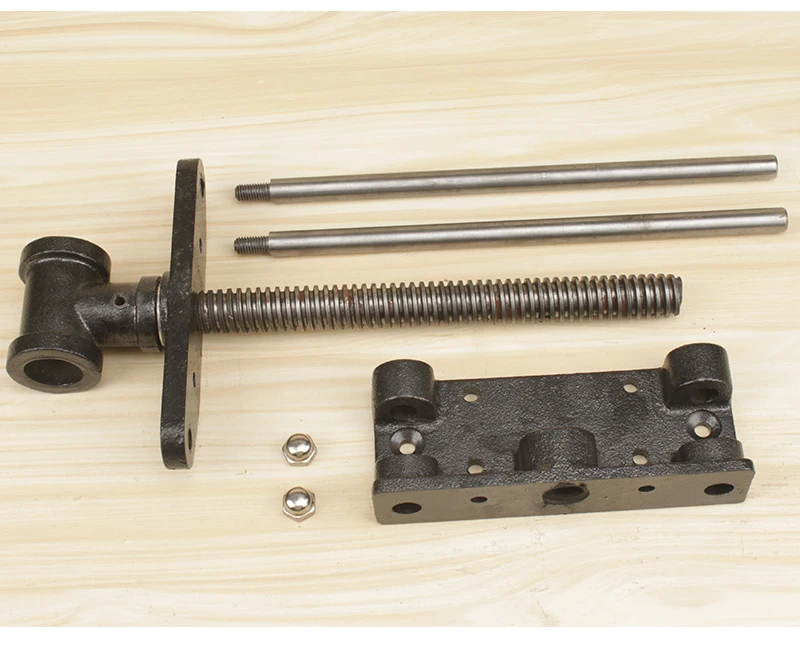 Хорошим дополнением является стальная полоса, так как она предотвращает изнашивание кронштейнов и тисков в целом. Удачной работы и изготовления самодельных верстаков!
Хорошим дополнением является стальная полоса, так как она предотвращает изнашивание кронштейнов и тисков в целом. Удачной работы и изготовления самодельных верстаков! Он оказался на удивление прочным и некоторое время выполнял свою работу. Но он был слишком маленьким, слишком легким и определенно недостаточно плоским. Вскоре я не мог перестать сосредотачиваться на его недостатках. Хотите верьте, хотите нет, но у меня все еще есть этот верстак, и когда я со временем приобрету большую мастерскую, я возьму его в качестве универсального верстака для работы по металлу и заточки.
Он оказался на удивление прочным и некоторое время выполнял свою работу. Но он был слишком маленьким, слишком легким и определенно недостаточно плоским. Вскоре я не мог перестать сосредотачиваться на его недостатках. Хотите верьте, хотите нет, но у меня все еще есть этот верстак, и когда я со временем приобрету большую мастерскую, я возьму его в качестве универсального верстака для работы по металлу и заточки. Правда в том, что у этой скамьи есть несколько серьезных недостатков, а именно основание в виде эстакады. Несмотря на то, что он был сделан из довольно крепких кусков клена, он был слишком легким, а стойка недостаточно широкой. В то время это не было большой проблемой, потому что я использовал в основном электроинструменты. Но по мере того, как я начал использовать все больше и больше ручных инструментов в своей работе, а мои потребности в удерживании работы умножились, использование этой скамьи стало (и остается) упражнением в разочаровании. Живи и учись.
Правда в том, что у этой скамьи есть несколько серьезных недостатков, а именно основание в виде эстакады. Несмотря на то, что он был сделан из довольно крепких кусков клена, он был слишком легким, а стойка недостаточно широкой. В то время это не было большой проблемой, потому что я использовал в основном электроинструменты. Но по мере того, как я начал использовать все больше и больше ручных инструментов в своей работе, а мои потребности в удерживании работы умножились, использование этой скамьи стало (и остается) упражнением в разочаровании. Живи и учись. Что, если у нее будет ужасный утренний запах изо рта или она выдавит зубную пасту сверху?? Возможно, вам повезет, но в большинстве случаев вскоре вы поймете, что она вам не подходит!
Что, если у нее будет ужасный утренний запах изо рта или она выдавит зубную пасту сверху?? Возможно, вам повезет, но в большинстве случаев вскоре вы поймете, что она вам не подходит! Так что просто нечестно заявлять, что построить скамейку дешевле. Для некоторых людей это просто не так.
Так что просто нечестно заявлять, что построить скамейку дешевле. Для некоторых людей это просто не так. Но учтите тот факт, что если вы купите дешевый верстак, вы вполне можете потратить кучу времени на ремонт, замену и укрепление всего лишь для того, чтобы сделать верстак пригодным для использования. А это не очень удобно? Помните, что стиль верстака может существенно повлиять на его функциональность. Поэтому, когда вы покупаете его, вы в значительной степени зацикливаетесь на том стиле, который вы приобрели. Модификация и настройка могут оказаться трудными.
Но учтите тот факт, что если вы купите дешевый верстак, вы вполне можете потратить кучу времени на ремонт, замену и укрепление всего лишь для того, чтобы сделать верстак пригодным для использования. А это не очень удобно? Помните, что стиль верстака может существенно повлиять на его функциональность. Поэтому, когда вы покупаете его, вы в значительной степени зацикливаетесь на том стиле, который вы приобрели. Модификация и настройка могут оказаться трудными. Позвольте мне выразить это простыми словами: на мой взгляд, создание верстаков дает вам все навыки, необходимые для создания большего количества верстаков. И хотя в этом процессе содержатся некоторые ценные методы и уроки, это вещи, которые можно изучить и применить на практике в контексте обычных проектов по деревообработке. За время, необходимое для постройки скамейки, я мог бы построить пару проектов. Проекты, которые действительно содержат практические приемы и навыки, которые я буду часто использовать в своей работе.
Позвольте мне выразить это простыми словами: на мой взгляд, создание верстаков дает вам все навыки, необходимые для создания большего количества верстаков. И хотя в этом процессе содержатся некоторые ценные методы и уроки, это вещи, которые можно изучить и применить на практике в контексте обычных проектов по деревообработке. За время, необходимое для постройки скамейки, я мог бы построить пару проектов. Проекты, которые действительно содержат практические приемы и навыки, которые я буду часто использовать в своей работе.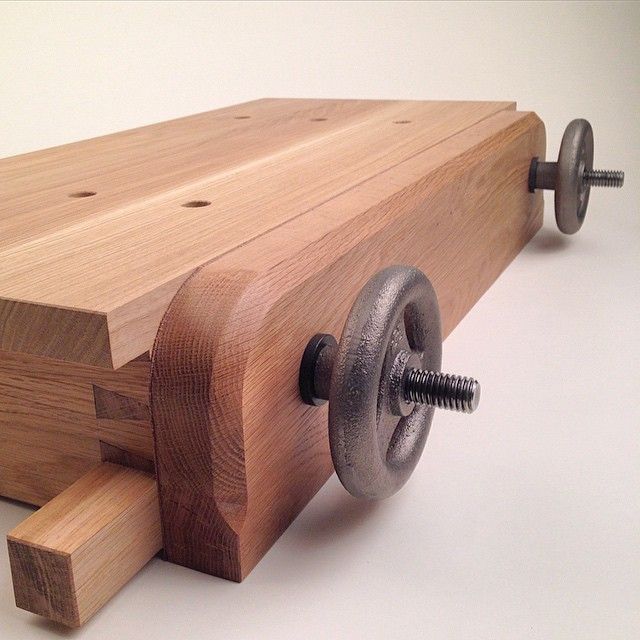 Так что, если вы тратите большие деньги, сделайте себе одолжение и убедитесь, что вы абсолютно уверены в том, какой стиль жима вам нужен.
Так что, если вы тратите большие деньги, сделайте себе одолжение и убедитесь, что вы абсолютно уверены в том, какой стиль жима вам нужен. Вам действительно нужно некоторое время поработать на скамье, прежде чем вы точно поймете, что вам от нее нужно. В кратчайшие сроки вы начнете определять вещи, которые вы хотели бы иметь на своей импровизированной скамье. И имейте в виду, что ваши предпочтения в отношении инструментов также будут меняться со временем, поэтому, честно говоря, чем дольше вы можете откладывать сборку/покупку конечного верстака, тем лучше.
Вам действительно нужно некоторое время поработать на скамье, прежде чем вы точно поймете, что вам от нее нужно. В кратчайшие сроки вы начнете определять вещи, которые вы хотели бы иметь на своей импровизированной скамье. И имейте в виду, что ваши предпочтения в отношении инструментов также будут меняться со временем, поэтому, честно говоря, чем дольше вы можете откладывать сборку/покупку конечного верстака, тем лучше. Перейти на гибридный путь! Я знаю, что для меня построение верха, вероятно, наименее приятная часть процесса построения скамейки. Так почему бы не купить готовую верхнюю часть из цельного клена и не построить все остальное? Базу будет относительно легко построить, и именно на базе будет происходить большая часть настройки. У вас все еще есть возможность добавить место для хранения, толстую юбку 8/4, любой тип тисков, который вы хотите, скользящий мертвец, собачьи отверстия и этот список можно продолжить. Я не могу сказать, что это действительно сэкономит вам кучу денег, но для меня дело не в деньгах. У меня просто нет желания возиться с тяжелыми бревнами, необходимыми для изготовления столешницы из цельного дерева. Назовите меня ленивым….. но я знаю, что я здесь не один. Если вы ищете источник твердых кленовых столешниц для верстака, взгляните на них.
Перейти на гибридный путь! Я знаю, что для меня построение верха, вероятно, наименее приятная часть процесса построения скамейки. Так почему бы не купить готовую верхнюю часть из цельного клена и не построить все остальное? Базу будет относительно легко построить, и именно на базе будет происходить большая часть настройки. У вас все еще есть возможность добавить место для хранения, толстую юбку 8/4, любой тип тисков, который вы хотите, скользящий мертвец, собачьи отверстия и этот список можно продолжить. Я не могу сказать, что это действительно сэкономит вам кучу денег, но для меня дело не в деньгах. У меня просто нет желания возиться с тяжелыми бревнами, необходимыми для изготовления столешницы из цельного дерева. Назовите меня ленивым….. но я знаю, что я здесь не один. Если вы ищете источник твердых кленовых столешниц для верстака, взгляните на них. И, как и другие инструменты, приспособления и приспособления в наших магазинах, некоторые люди предпочитают покупать их, а некоторые предпочитают изготавливать. Если вы относитесь к тому типу людей, которые любят делать свои собственные ручные рубанки, пилить салазки и использовать множество приспособлений, которыми пользуются плотники, то вы, вероятно, из тех, кто даже не подумает о покупке скамейки. Я падаю где-то посередине. Что-то я люблю делать, что-то предпочитаю покупать. Покупка скамейки не даст мне того, что я хочу, а ее сборка вызывает боль в спине. Вот почему эта гибридная концепция очень привлекательна для меня.
И, как и другие инструменты, приспособления и приспособления в наших магазинах, некоторые люди предпочитают покупать их, а некоторые предпочитают изготавливать. Если вы относитесь к тому типу людей, которые любят делать свои собственные ручные рубанки, пилить салазки и использовать множество приспособлений, которыми пользуются плотники, то вы, вероятно, из тех, кто даже не подумает о покупке скамейки. Я падаю где-то посередине. Что-то я люблю делать, что-то предпочитаю покупать. Покупка скамейки не даст мне того, что я хочу, а ее сборка вызывает боль в спине. Вот почему эта гибридная концепция очень привлекательна для меня.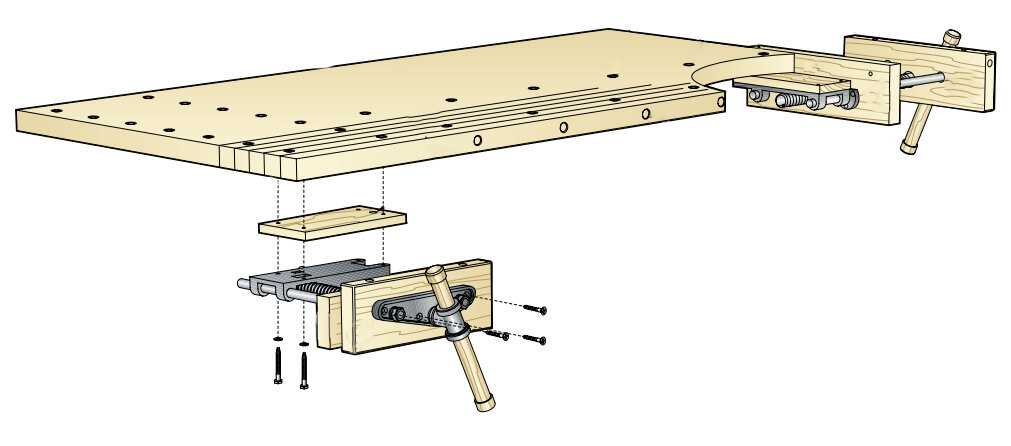
 Это был ужасный шторм для многих жителей Миссисипи (и не только), и это будет служить мне напоминанием каждый раз, когда я использую ножные тиски.
Это был ужасный шторм для многих жителей Миссисипи (и не только), и это будет служить мне напоминанием каждый раз, когда я использую ножные тиски. to/2XVcefw
to/2XVcefw Так что я просто взял несколько кусков, которые были достаточно широкими, фрезеровал их плоско и параллельно и склеил вместе.
Так что я просто взял несколько кусков, которые были достаточно широкими, фрезеровал их плоско и параллельно и склеил вместе.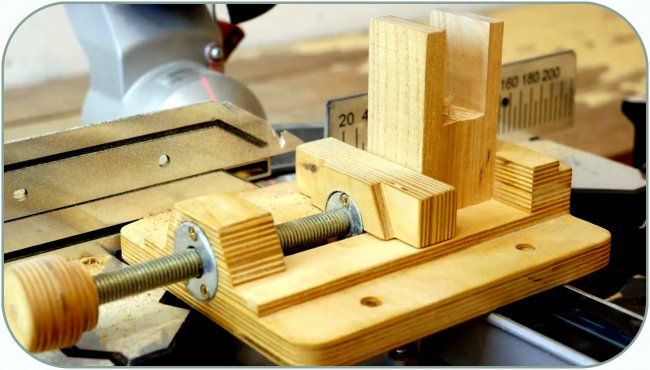
 Кроме того, это выглядит круто!
Кроме того, это выглядит круто! Этот жетон точно соответствует размеру отверстия, которое я просверлил с помощью простого сверла Форстнера, поэтому он точно подходит. Затем я просто приклеиваю его, жду, пока клей высохнет, и шлифую его заподлицо.
Этот жетон точно соответствует размеру отверстия, которое я просверлил с помощью простого сверла Форстнера, поэтому он точно подходит. Затем я просто приклеиваю его, жду, пока клей высохнет, и шлифую его заподлицо. Он должен быть довольно тугим, но не слишком тугим. Мы хотим, чтобы эта штука работала очень легко.
Он должен быть довольно тугим, но не слишком тугим. Мы хотим, чтобы эта штука работала очень легко. Я отшлифовал до зернистости 800, а затем нанес немного масла грецкого ореха в качестве отделки.
Я отшлифовал до зернистости 800, а затем нанес немного масла грецкого ореха в качестве отделки. Таким образом, другая сторона остается большой плоской поверхностью для зажима.
Таким образом, другая сторона остается большой плоской поверхностью для зажима.
 Как видно из этих фотографий, его можно легко использовать одним или двумя пальцами, и эта часть меня впечатлила.
Как видно из этих фотографий, его можно легко использовать одним или двумя пальцами, и эта часть меня впечатлила.
 Это существенно отразилось на цене, такие двутавровые балки стали стоить намного меньше.
Это существенно отразилось на цене, такие двутавровые балки стали стоить намного меньше. Обозначение и существующие стандарты двутавров должны быть представлены в понятной всем форме.
Обозначение и существующие стандарты двутавров должны быть представлены в понятной всем форме. Там же можно узнать и о его массе и сечении.
Там же можно узнать и о его массе и сечении.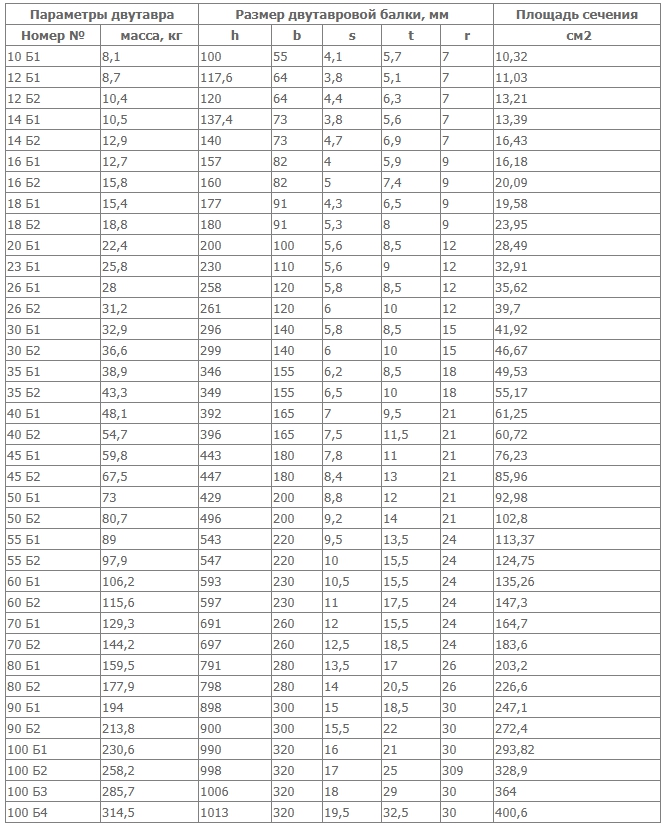
 Эту информацию очень часто также можно найти в соответствующих ГОСТах, она указывается в сортименте двутавров.
Эту информацию очень часто также можно найти в соответствующих ГОСТах, она указывается в сортименте двутавров.

 Такое название тоже некорректно, поэтому лучше сразу привыкать говорить правильно — ширина полок двутавра.
Такое название тоже некорректно, поэтому лучше сразу привыкать говорить правильно — ширина полок двутавра. Это закругление и его радиус также прописаны в ГОСТе.
Это закругление и его радиус также прописаны в ГОСТе. Сортамент) .
Сортамент) .
 S.T.M. А-36
S.T.M. А-36 000
000 500
500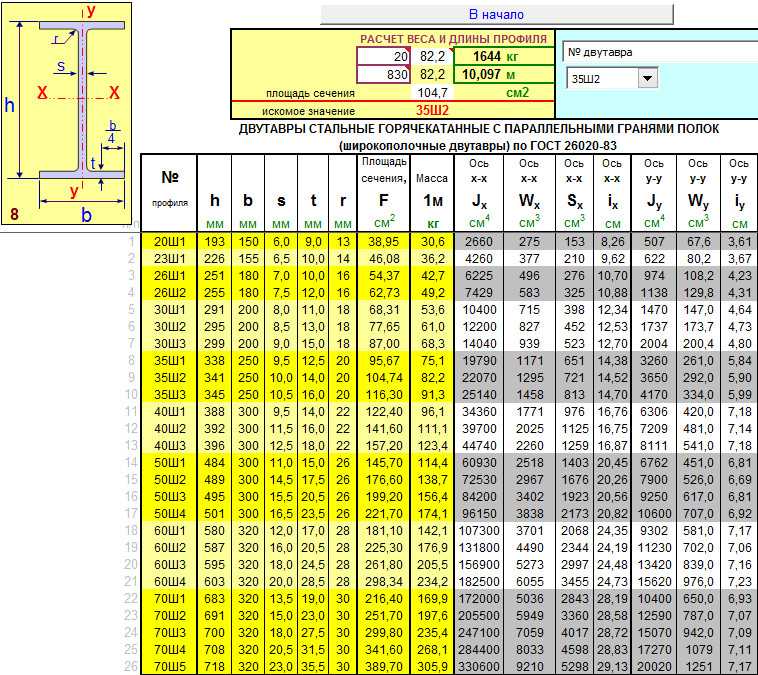 010
010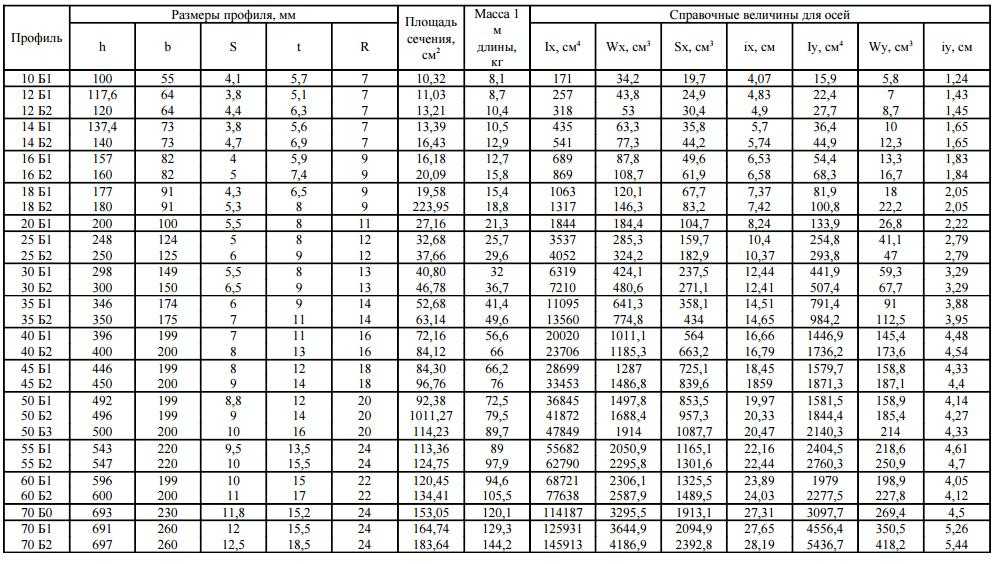 075
075 22
22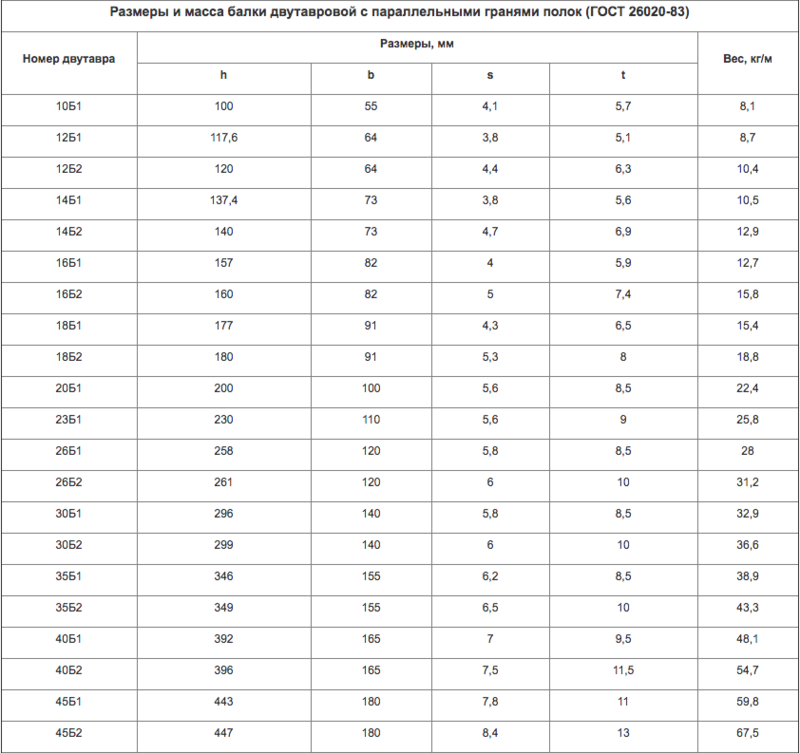 080
080 031
031 670
670 425
425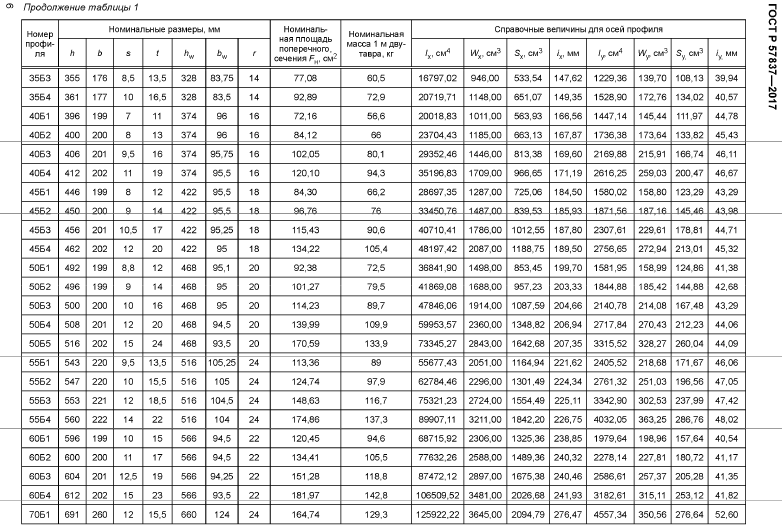 090
090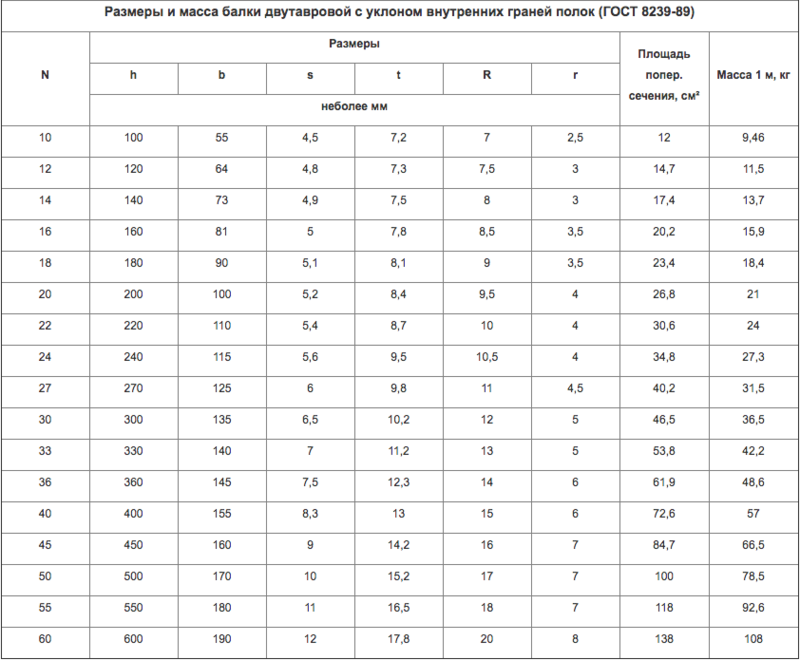 43
43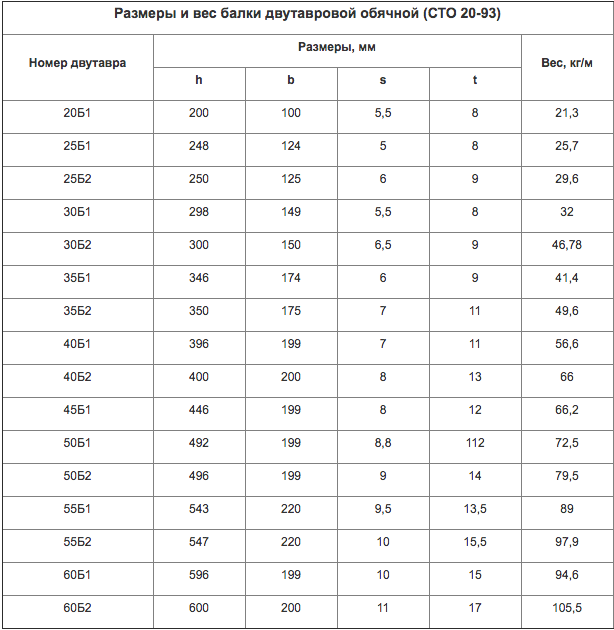 09
09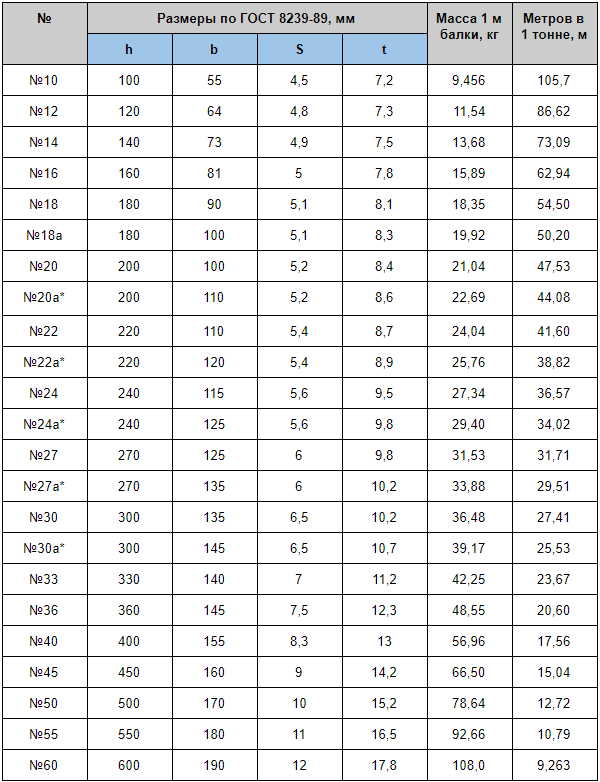 38
38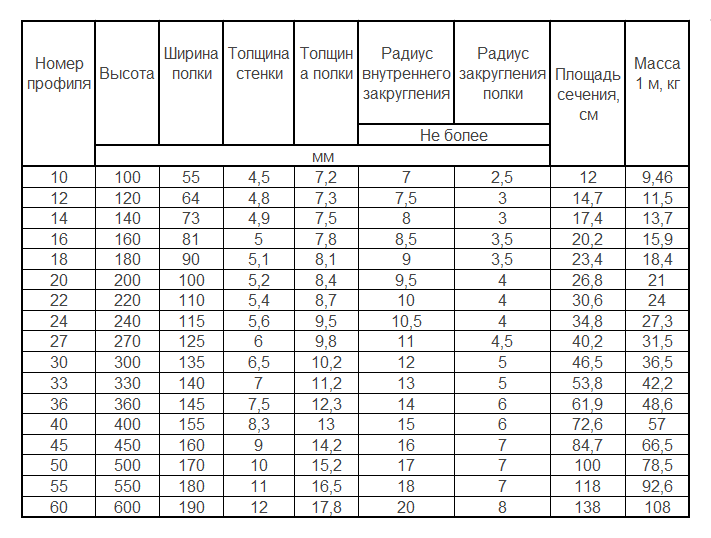 За фут (фунты)
За фут (фунты)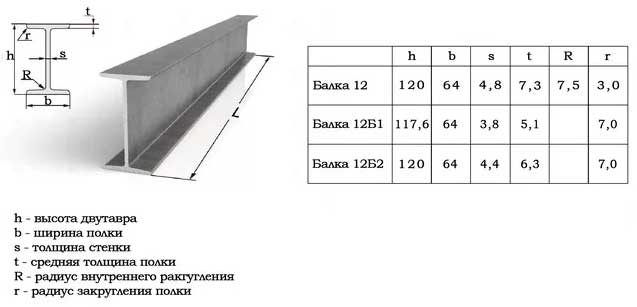 05.
05.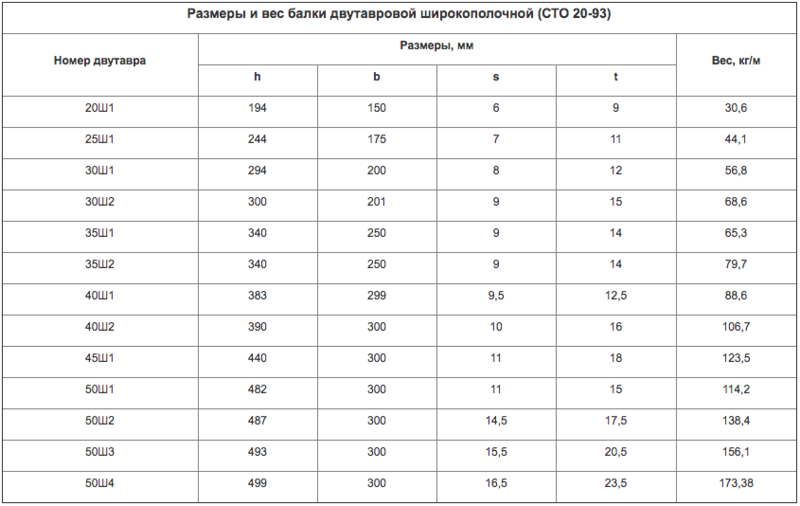 11
11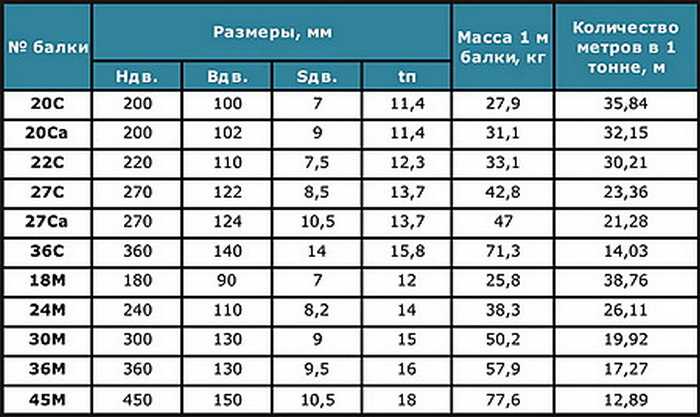

 Основные достоинства инвертора:
Основные достоинства инвертора: Его могут эксплуатировать даже новички.
Его могут эксплуатировать даже новички.
 Она обладает достаточным запасом мощности, чтобы выполнять даже очень сложные работы на частном подворье. Небольшие габариты являются залогом мобильности, что очень важно при выездном характере работ. Важное преимущество САИ 250ПН – возможность работы даже при пониженном напряжении сети, что не редкость в сельской местности. Индекс «ПН» так и расшифровывается – пониженное напряжение.
Она обладает достаточным запасом мощности, чтобы выполнять даже очень сложные работы на частном подворье. Небольшие габариты являются залогом мобильности, что очень важно при выездном характере работ. Важное преимущество САИ 250ПН – возможность работы даже при пониженном напряжении сети, что не редкость в сельской местности. Индекс «ПН» так и расшифровывается – пониженное напряжение. И конечно же, нужен достаточный уровень подготовки специалиста.
И конечно же, нужен достаточный уровень подготовки специалиста.

 resanta.ru
resanta.ru resanta.ru
resanta.ru Однако на этот раз игроки будут перенесены на остров Шанг Цунга, который представляет собой лабиринт с головоломками и секретными проходами, полными сундуков с сокровищами, содержащими снаряжение, фаталити, бруталити и многое другое. В Mortal Kombat 11 можно заработать практически на чем угодно. Другим для открытия нужны Сердца, которые можно заработать, выполняя фаталити и бруталити в бою.
Однако на этот раз игроки будут перенесены на остров Шанг Цунга, который представляет собой лабиринт с головоломками и секретными проходами, полными сундуков с сокровищами, содержащими снаряжение, фаталити, бруталити и многое другое. В Mortal Kombat 11 можно заработать практически на чем угодно. Другим для открытия нужны Сердца, которые можно заработать, выполняя фаталити и бруталити в бою. Kano (X2)
Kano (X2) (11,850 Koins)
(11,850 Koins) 4866286 (X5)
4866286 (X5)

 Ключ скелета
Ключ скелета (100 сердец)
(100 сердец)  -3787, -6000 (100 душ)
-3787, -6000 (100 душ)
 Такого напора хватает для нормальной работы всех сантехприборов. Большая часть фасонных элементов, запорной и регулирующей арматуры может его выдержать без поломок.
Такого напора хватает для нормальной работы всех сантехприборов. Большая часть фасонных элементов, запорной и регулирующей арматуры может его выдержать без поломок.

 При превышении этого значения, компенсатор спускает лишнее количество воды в канализационную систему.
При превышении этого значения, компенсатор спускает лишнее количество воды в канализационную систему.
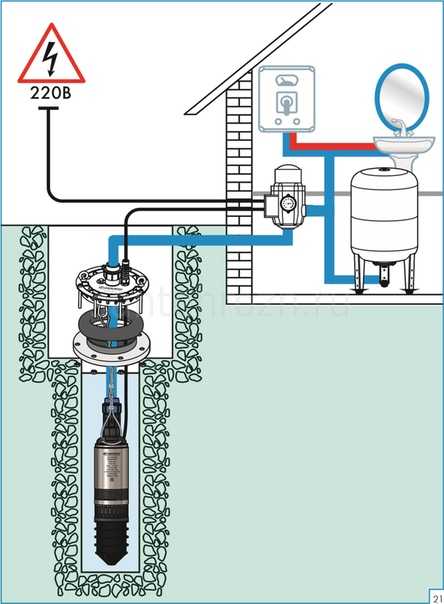 Он проведет проверку состояния фильтрующего элемента, запорной арматуры, а также выполнит правильные измерения напора.
Он проведет проверку состояния фильтрующего элемента, запорной арматуры, а также выполнит правильные измерения напора. Дело в том, что этот элемент осуществляет контроль состояния гидробака, а также включает и отключает необходимое оборудование.
Дело в том, что этот элемент осуществляет контроль состояния гидробака, а также включает и отключает необходимое оборудование.
 Сопротивление большой пружины оказываемому давлению ограничивает движение поршня.
Сопротивление большой пружины оказываемому давлению ограничивает движение поршня.
 Не помешает знать, какой лучше регулятор давления воды, чтобы сделать правильный выбор.
Не помешает знать, какой лучше регулятор давления воды, чтобы сделать правильный выбор.
 Степень напора воды в доме с душем, раковиной и ванной значительно отличается от просторного загородного дома с джакузи и гидромассажем. В этом случае требуется регулировка давления воды в системе водоснабжения и настройка оборудования индивидуально для каждого случая.
Степень напора воды в доме с душем, раковиной и ванной значительно отличается от просторного загородного дома с джакузи и гидромассажем. В этом случае требуется регулировка давления воды в системе водоснабжения и настройка оборудования индивидуально для каждого случая.
 Что касается обычного потребителя, то он может столкнуться с некоторыми затруднениями. По этой причине следует ознакомиться с определенными понятиями, чтобы процесс настройки прошел без заминок.
Что касается обычного потребителя, то он может столкнуться с некоторыми затруднениями. По этой причине следует ознакомиться с определенными понятиями, чтобы процесс настройки прошел без заминок.

 По этой причине в гидроаккумуляторе всегда должно присутствовать определенное давление. Его значение может меняться в зависимости от объема воды и воздуха в камерах. Когда выполняется установка гидроаккумулятора для систем водоснабжения своими руками, все это нужно обязательно учитывать.
По этой причине в гидроаккумуляторе всегда должно присутствовать определенное давление. Его значение может меняться в зависимости от объема воды и воздуха в камерах. Когда выполняется установка гидроаккумулятора для систем водоснабжения своими руками, все это нужно обязательно учитывать.
 В этом случае можно получить более точные результаты измерений, до 0,1 бар. Кстати манометр, который идет в комплекте с насосным оборудованием, также должен соответствовать этому параметру.
В этом случае можно получить более точные результаты измерений, до 0,1 бар. Кстати манометр, который идет в комплекте с насосным оборудованием, также должен соответствовать этому параметру.

 Только правильная регулировка давления в системе водоснабжения частного дома позволит увеличить срок службы агрегатов и системы в целом.
Только правильная регулировка давления в системе водоснабжения частного дома позволит увеличить срок службы агрегатов и системы в целом.
 Эти данные должны учитываться в процессе регулировки, так как их превышение приведет к быстрому износу прибора. Если в процессе настройки реле давления отдельные параметры достигают максимальных значений, то нужно вручную отключить насос и закончить регулировку в обычном режиме. Стоит отметить, что подобные ситуации являются редкостью, так как поверхностные насосы не имеют мощности, которая может вызвать скачок давления в системе.
Эти данные должны учитываться в процессе регулировки, так как их превышение приведет к быстрому износу прибора. Если в процессе настройки реле давления отдельные параметры достигают максимальных значений, то нужно вручную отключить насос и закончить регулировку в обычном режиме. Стоит отметить, что подобные ситуации являются редкостью, так как поверхностные насосы не имеют мощности, которая может вызвать скачок давления в системе.



 В некоторых ситуациях требуется всего лишь подать дополнительное количество воздуха в емкость, и показатели нормализуются. Читайте также: «Как выбрать и установить насос для повышения давления воды – важные нюансы».
В некоторых ситуациях требуется всего лишь подать дополнительное количество воздуха в емкость, и показатели нормализуются. Читайте также: «Как выбрать и установить насос для повышения давления воды – важные нюансы».

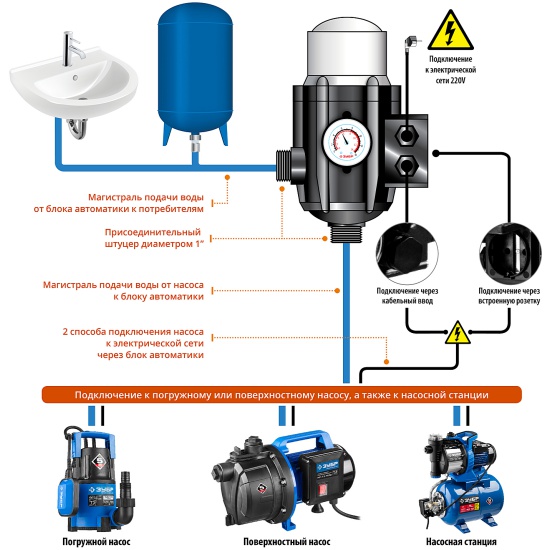 В крайнем случае, может потребоваться полная замена старых металлических элементов системы более современными пластиковыми конструкциями.
В крайнем случае, может потребоваться полная замена старых металлических элементов системы более современными пластиковыми конструкциями.

 Это может привести к проблемам со смывом душевых кабин и унитазов на одном конце и повреждению труб или приборов на другом. Проверить давление воды самостоятельно несложно, и это может помочь вам выявить потенциальные проблемы до того, как они станут дорогостоящими.
Это может привести к проблемам со смывом душевых кабин и унитазов на одном конце и повреждению труб или приборов на другом. Проверить давление воды самостоятельно несложно, и это может помочь вам выявить потенциальные проблемы до того, как они станут дорогостоящими. youtube.com/embed/IcBPZWT4MEg?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/IcBPZWT4MEg?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen» frameborder=»0″> 


 Обычно один находится на конце крана, а иногда – внутри основания. Просто промойте и вытрите мусор, и поток воды сразу же улучшится.
Обычно один находится на конце крана, а иногда – внутри основания. Просто промойте и вытрите мусор, и поток воды сразу же улучшится.
 ru
ru Любая обсадочная труба имеет два основных назначения:
Любая обсадочная труба имеет два основных назначения: Чтобы узнать, какой продукт подходит к тому или иному месту, следует ознакомиться с атрибутами каждого вида.
Чтобы узнать, какой продукт подходит к тому или иному месту, следует ознакомиться с атрибутами каждого вида. Этот аргумент отпугивает простых граждан, которые выбирают продукцию дешевле.
Этот аргумент отпугивает простых граждан, которые выбирают продукцию дешевле.
 Мягкость материала усложняет процесс монтажа, а работы очистительными приборами в будущем запрещены. Сегодня эта разновидность практически не используется.
Мягкость материала усложняет процесс монтажа, а работы очистительными приборами в будущем запрещены. Сегодня эта разновидность практически не используется.


 Обсадную трубу также иногда называют «обсадной трубой». Этот тип трубы распространен в различных видах подземного бурения. В большинстве случаев его забивают под землю с помощью домкрата (гидравлического или пневматического) в буровое отверстие. Его вбивают в секции, а его секции соединяют с помощью сварки, резьбы на концах или замкового соединения с помощью замковой системы. Обсадная труба также может быть сварена в виде ленты и протянута через пробуренные участки под озерами, реками, автомагистралями и железными дорогами.
Обсадную трубу также иногда называют «обсадной трубой». Этот тип трубы распространен в различных видах подземного бурения. В большинстве случаев его забивают под землю с помощью домкрата (гидравлического или пневматического) в буровое отверстие. Его вбивают в секции, а его секции соединяют с помощью сварки, резьбы на концах или замкового соединения с помощью замковой системы. Обсадная труба также может быть сварена в виде ленты и протянута через пробуренные участки под озерами, реками, автомагистралями и железными дорогами. После того, как линия или труба закреплена внутри обсадной трубы, конец обсадной трубы может быть герметизирован торцевым уплотнением, часто из резины, в конфигурации с обертыванием или натягиванием.
После того, как линия или труба закреплена внутри обсадной трубы, конец обсадной трубы может быть герметизирован торцевым уплотнением, часто из резины, в конфигурации с обертыванием или натягиванием.
 Различные типы обсадных труб, представленные на рынке, гарантируют, что для каждого проекта будет подходящий тип обсадной трубы с точки зрения качества, прочности, диаметра, толщины и т. д. Независимо от того, покупаете ли вы новую или бывшую в употреблении обсадную трубу, вы можете положиться на обсадную трубу. работа хорошо.
Различные типы обсадных труб, представленные на рынке, гарантируют, что для каждого проекта будет подходящий тип обсадной трубы с точки зрения качества, прочности, диаметра, толщины и т. д. Независимо от того, покупаете ли вы новую или бывшую в употреблении обсадную трубу, вы можете положиться на обсадную трубу. работа хорошо.
 Выпрямителями сварочными при обратной полярности можно варить алюминий. Помимо алюминия, выпрямителями варят чугун, нержавейку, высоколегированную сталь. Выпрямители для сварки имеют большой вес и высокую цену, поэтому применяются в промышленности и крупном строительстве.
Выпрямителями сварочными при обратной полярности можно варить алюминий. Помимо алюминия, выпрямителями варят чугун, нержавейку, высоколегированную сталь. Выпрямители для сварки имеют большой вес и высокую цену, поэтому применяются в промышленности и крупном строительстве.
 Для резки устанавливают высокое значение силы тока.
Для резки устанавливают высокое значение силы тока. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям. 75″ href=»/listings/15545806-dalex-tk-42-welding-transformers-rectifiers-in-wiesbaden-germany»>
75″ href=»/listings/15545806-dalex-tk-42-welding-transformers-rectifiers-in-wiesbaden-germany»> 75″ href=»/listings/4838402-1991-esab-power-tig-160-ltr-160-in-staufenberg-germany»>
75″ href=»/listings/4838402-1991-esab-power-tig-160-ltr-160-in-staufenberg-germany»> 75″ href=»/listings/8480743-murex-transarc-ocvr-ac-dc-open-circuit-voltage-reducers-power-sources-in-groby-united-kingdom»>
75″ href=»/listings/8480743-murex-transarc-ocvr-ac-dc-open-circuit-voltage-reducers-power-sources-in-groby-united-kingdom»> его опыт и навыки в производстве продукции мирового класса для удовлетворения потребностей различных клиентов. С 2000 года Sunshine специализируется на производстве продуктов питания для удовлетворения требований внутренних и международных клиентов. Компания Sunshine продолжила устойчивый рост за счет внедрения современных методов производства. Наши инженеры использовали свой инженерный опыт, опыт и навыки в проектировании и совершенствовании производственного процесса для повышения качества продукции. Мы являемся одним из ведущих производителей сварочных аппаратов MIG, сварочных выпрямителей постоянного тока, сварочных аппаратов TIG, печных трансформаторов, сервостабилизаторов напряжения, Станок плазменной резки, Сварочный трансформатор в Дели. .+ Подробнее
его опыт и навыки в производстве продукции мирового класса для удовлетворения потребностей различных клиентов. С 2000 года Sunshine специализируется на производстве продуктов питания для удовлетворения требований внутренних и международных клиентов. Компания Sunshine продолжила устойчивый рост за счет внедрения современных методов производства. Наши инженеры использовали свой инженерный опыт, опыт и навыки в проектировании и совершенствовании производственного процесса для повышения качества продукции. Мы являемся одним из ведущих производителей сварочных аппаратов MIG, сварочных выпрямителей постоянного тока, сварочных аппаратов TIG, печных трансформаторов, сервостабилизаторов напряжения, Станок плазменной резки, Сварочный трансформатор в Дели. .+ Подробнее Сварочные выпрямители серии volt подходят для ручной дуговой сварки, особенно при сварке:
Сварочные выпрямители серии volt подходят для ручной дуговой сварки, особенно при сварке: мощность
мощность
 2
2 Выход
Выход Трансформаторы для дуговой сварки Sunshine подходят как для цехов, так и для площадок.
Трансформаторы для дуговой сварки Sunshine подходят как для цехов, так и для площадок.
 д. Мы также можем поставить станки на заказ для Наши клиенты основаны на их требованиях к производству и выбору.
д. Мы также можем поставить станки на заказ для Наши клиенты основаны на их требованиях к производству и выбору.
 Инверторная технология представляет собой систему преобразования напряжения, применяемую при сварке, что позволяет создавать компактные источники питания с низким энергопотреблением. В инверторных источниках питания постоянного тока используются новейшие достижения в области электроники, применяемые в сварке.
Инверторная технология представляет собой систему преобразования напряжения, применяемую при сварке, что позволяет создавать компактные источники питания с низким энергопотреблением. В инверторных источниках питания постоянного тока используются новейшие достижения в области электроники, применяемые в сварке. 7
7

 Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.
Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.


 о.о. является одним из крупнейших производителей арматуры и проволочной сетки в Польше. Наша продукция используется в крупных транспортных и коммерческих проектах по всей Европе.
о.о. является одним из крупнейших производителей арматуры и проволочной сетки в Польше. Наша продукция используется в крупных транспортных и коммерческих проектах по всей Европе. о.о. изготовление арматуры или запросить расценки, свяжитесь с нами сегодня.
о.о. изготовление арматуры или запросить расценки, свяжитесь с нами сегодня. siatkizgrzewane.pl/en
siatkizgrzewane.pl/en 
 1 доступен в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн. Внимание Цены указаны с предоплатой! На партию менее 1 тонны действует наценка, подробнее у менеджера.
1 доступен в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн. Внимание Цены указаны с предоплатой! На партию менее 1 тонны действует наценка, подробнее у менеджера.


