Характеристики трубы из нержавеющей стали и её особенности
- Блог
- 2020-06-27
Труба из нержавеющей стали
Нержавеющая труба может применяться при монтаже современных систем водоснабжения и отопления, а также при индивидуальной обвязке обогревающих радиаторов, котлов, бойлеров и сопутствующего инженерного оборудования. Она не требует специальной обработки, покраски либо лакировки и отличается своей прочностью и долговечностью, что безусловно является большим плюсом для использования.
Расшифровка аббревиатуры Нержавеющая Сталь: Легированная Коррозионно-Стойкая Сталь.
Технические характеристики и достоинства
- Повышенная надёжность и долговечность;
- Практичность при эксплуатации;
- Нулевое окисление поверхности метала в агрессивных средах;
- Сопротивление к кислородному воздействию;
- Прочность к механическому воздействию;
- Не требует специальной обработки красящими средствами;
- Эстетический внешний вид при наружном монтировании;
Благодаря презентабельному внешнему виду рекомендуется применять данный тип трубопроводов с открытым монтажом в помещении, где не предусматривается нанесение на них краски или теплоизоляционных материалов.
Жидкие Системы
Срок службы при долговременной эксплуатации
Чтобы обеспечить максимальный период эксплуатации, необходимо создать приемлемые условия. Они напрямую зависят от качества монтажа и состава жидкости, которая транспортируется по трубопроводу. Срок службы трубы из нержавеющей стали составляет не менее 100 лет, а соединительных фитингов до 30 лет.
Способы монтажа и соединения трубопроводных систем из нержавеющей стали
Соединение труб может осуществляться с помощь спаивания специальным припоем или при использовании пресс клещей через компрессионные фитинги. Оба способа соответствуют требуемым нормам качества и могут отлично ремонтироваться при поломке.
Электрический пресс инструментРоликовый труборезВнутренний гратоснимательНаружный гратоснимательГазовая горелка
Популярные производители трубопроводов из нержавеющей стали
- Tece | Германия;
- Viega | Германия;
- Valtec | Китай;
Обращаем ваше внимание
Вся информация, опубликованная в данном материале, была взята с официальных источников производителя. По мере поступления новых данных она будет обновляться. Если обнаружите какие-либо ошибки, пожалуйста сообщите нам о них.
По мере поступления новых данных она будет обновляться. Если обнаружите какие-либо ошибки, пожалуйста сообщите нам о них.
Организация « Жидкие Системы » является надёжным поставщиком огромного количества оригинальной и качественной продукции от известных производителей.
Актуальные услуги
Устанавливаем надёжные системы холодного и горячего водоснабжения с автономной рециркуляцией горячей воды.
Подробнее
Монтаж эффективных систем индивидуального отопления с максимальной экономией энергоресурсов.
Подробнее
Монтаж отопления и водопровода из нержавеющих и медных труб Екатеринбург-Стройуровень
Медные и нержавеющие трубы под пресс-фитинги
Что первое приходит в голову, когда речь заходит о выборе труб для систем отопления и водоснабжения? Обычно застройщик думает о трубах из полипропилена, сшитого полиэтилена или металлопластика. Они широко распространены на рынке, хорошо себя зарекомендовали, а монтажники любят с ними работать. А что вы скажете о металлических трубах? Но прогресс не стоит на месте. Сегодня ведущие производители отопительного и инженерного оборудования предлагают вам современную альтернативу. Это — водопровод и отопление из нержавеющих и медных труб под пресс.
А что вы скажете о металлических трубах? Но прогресс не стоит на месте. Сегодня ведущие производители отопительного и инженерного оборудования предлагают вам современную альтернативу. Это — водопровод и отопление из нержавеющих и медных труб под пресс.
Система отопления и водоснабжения на основе медных, нержавеющих труб и пресс-фитингов
Владелец городской квартиры или загородной недвижимости хочет заменить старые трубы или смонтировать систему отопления и водоснабжения с нуля. Какими условиями он станет руководствоваться при выборе труб? Скорее всего будет составлен такой список:
Трубопроводы должны быть долговечными.
Соединения не должны протекать и требовать периодического обслуживания.
Трубы должны обладать коррозионной стойкостью, выдерживать высокое давление и температуру.
Трубопроводы должны быть сделаны из экологических чистых материалов.
При этом заказчик хочет получить максимальный результат за разумные деньги.
Монтаж отопления из нержавеющих труб под пресс
Монтаж отопления происходит следующим путем: индивидуальный теплый пункт доставляется на объект в разобранном виде, что обеспечивает наилучшую сохранность оборудования при перевозке. После сборки на месте индивидуальный теплый пункт проходит этап пусконаладочных работ и запуска в эксплуатацию. Только убедившись в полной работоспособности механизмов, специалисты сдают работу заказчику «под ключ».
Под заказ устанавливаются приборы контроля и учета. Потреблять меньше энергии помогает автоматизация процессов распределения теплоносителя. На полностью автоматизированных индивидуальный теплый пункт экономия достигает 30%.
В дальнейшем требуется сервисное обслуживание теплопункта, с заменой расходников и устранением мелких неполадок. При возникновении серьезных проблем выполняется срочный ремонт. Когда этим занимаются опытные профессионалы, теплоснабжение практически не прерывается или прекращается на незначительное время.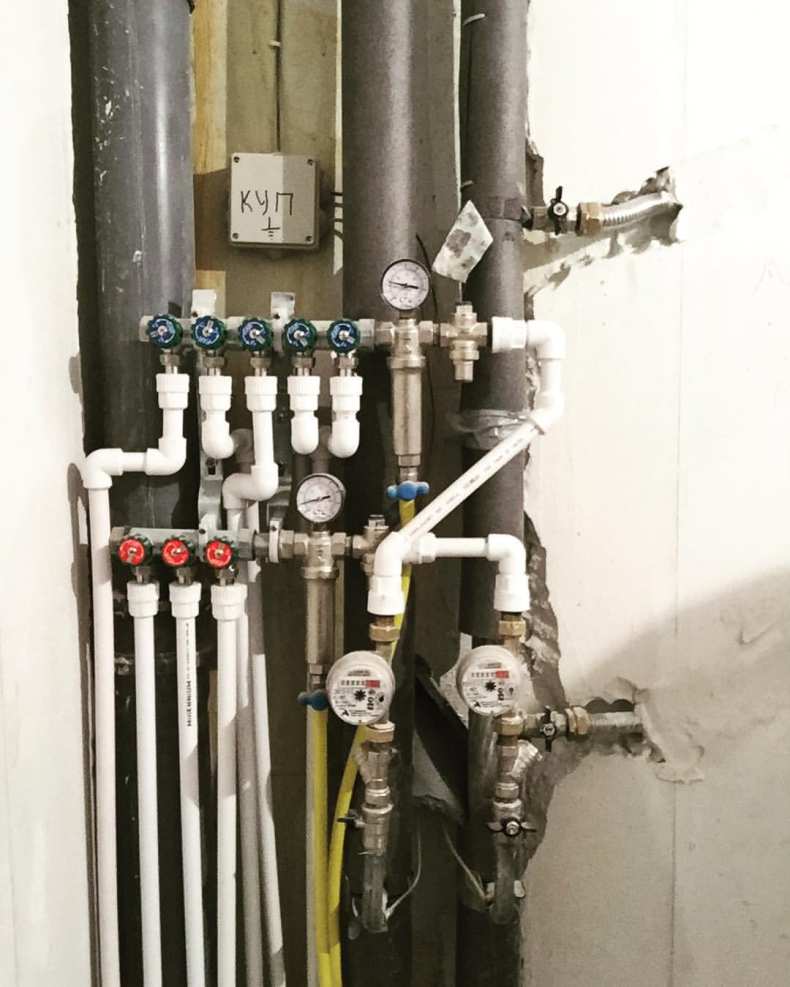
При проектировании индивидуальный теплый пункт важно учитывать, нужно потребителям только отопление или также горячее водоснабжение. Схема снабжения, состав и расположение основных узлов в этих случаях существенно различается.
О системах отопления из стальных труб
Сейчас это широко распространенный способ обогрева нескольких помещений одним котлом или печью. Контур из стальных труб зарекомендовал себя очень давно, еще с водопроводом и, особенно со снабжением горячей водой. Только для большей долговечности сейчас повсеместно используют трубы из нержавеющей стали – сплава со специальными добавками.
Как показывает практика, при должном обращении отопление из нержавеющей трубы будет работать десятки лет до капитального ремонта, а сама труба способна сохранять пригодность к эксплуатации веками. Причем система не станет рассадником всякой заразы. Внешне стальные трубы смотрятся лаконично и надежно, при желании можно их красить в любой цвет.
Большой плюс труб из нержавейки в том, что внутри не накапливаются продукты окисления металла, сужая просвет и повышая давление в системе.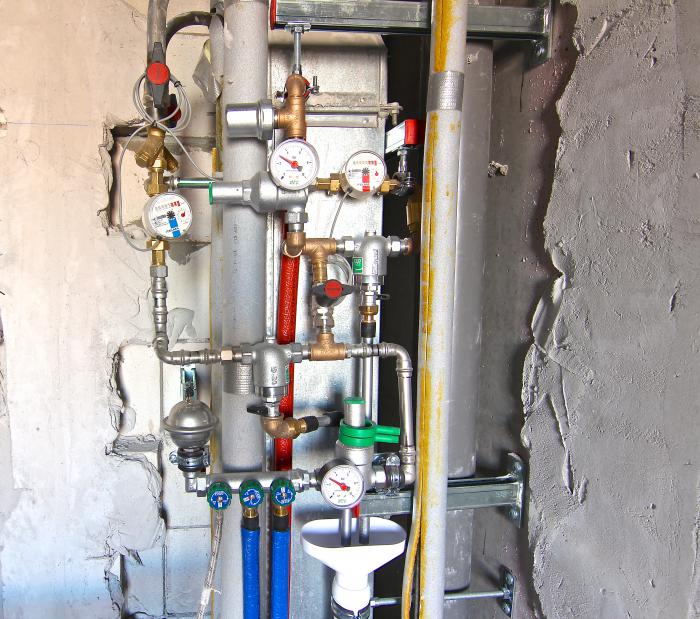 И в воде оказывается меньше примесей, что актуально для здоровья людей и разных бытовых нужд. Есть общепринятые критерии для определения свойств действительно нержавеющей стали в изделиях, используемых для обустройства отопления и водоснабжения. К примеру, хрома в составе сплава должно быть не меньше 13%. А если его содержание достигает 17%, такая труба способна перенести даже попадание кислоты без снижения эксплуатационных параметров.
И в воде оказывается меньше примесей, что актуально для здоровья людей и разных бытовых нужд. Есть общепринятые критерии для определения свойств действительно нержавеющей стали в изделиях, используемых для обустройства отопления и водоснабжения. К примеру, хрома в составе сплава должно быть не меньше 13%. А если его содержание достигает 17%, такая труба способна перенести даже попадание кислоты без снижения эксплуатационных параметров.
Об особенностях эксплуатации и не только
Надо сказать, что поверхность труб из нержавейки хорошо противостоит не только кислотам, но и щелочам. А если чистота циркулирующего теплоносителя оставляет желать лучшего, тогда дольше сохранить работоспособность системы помогает нержавеющая гофрированная труба.
Разумеется, стоят такие трубы дороже незащищенных от коррозии. Зато контур из них не надо регулярно обслуживать и систему не придется менять через 10-15 лет. В долгосрочной перспективе, в наших реалиях проблемы может доставить только хлор, используемый для обеззараживания воды и для дезинфекции систем. Поэтому надо время от времени проверять состав жидкости, циркулирующей в контуре, а после дезинфекции хлором (и не только) – тщательно промывать трубы.
Поэтому надо время от времени проверять состав жидкости, циркулирующей в контуре, а после дезинфекции хлором (и не только) – тщательно промывать трубы.
Гофрированные стальные трубы являются гибкими, они годятся для обустройства теплого пола и газоснабжения, противопожарных систем. Отлично переносят морозы и гидроудары, удобны для монтажа в труднодоступных местах, относительно немного весят. Соединять их можно фланцами, опрессовкой, сваркой.
Разновидности монтажа
Существуют сварные, фланцевые и опрессовочные виды соединений.
Сварка является наиболее сложным, требующим не только специального оборудования, но и квалифицированного специалиста.
Фланцы или 2 кольцевых элемента, соединённых шпильками или болтами, позволяют придать соединению герметичность. Их недостатком является низкая резистентность к колебаниям температур, приводящая к утрате свойств.
Пресс-фитинги (соединительные части трубопровода) с силиконовой прокладкой в состоянии обеспечить требуемый уровень герметичности, что обусловливает их высокую востребованность.
Сравнение труб из меди и нержавейки
При выполнении монтажных работ популярностью пользуются трубы из меди и нержавеющей стали. Они взаимозаменяемые, и их выбор определяется лишь индивидуальными предпочтениями. Трубы из меди отличаются большей компактностью и этот металл проще монтировать на пресс-фитинги.
Заказывать или приобретать трубы следует в сертифицированных компаниях или строительных гипермаркетах. Монтаж отопления, водопровода из нержавеющих и медных труб под пресс можно заказать в ООО «СтройУровень». Обратившись в «СтройУровень», заказчик может рассчитывать на комплекс ремонтно-отделочных работ любой степени сложности под ключ. Получить консультативную помощь можно по телефонам, указанным на сайте, либо по электронной почте.
Специалисты Стройуровень всегда ответят на ваши вопросы по телефону 8-906-801-29-72, 8-919-360-55-87
Разводка водопроводных труб в квартире: схемы обустройства системы
Вода является ключевым элементом жизнеобеспечения каждого дома. А грамотная разводка труб водопровода в квартире позволяет обеспечить бесперебойную подачу воды ко всем точкам водозабора – сантехнике и оборудованию.
А грамотная разводка труб водопровода в квартире позволяет обеспечить бесперебойную подачу воды ко всем точкам водозабора – сантехнике и оборудованию.
Проект системы основан на гидравлическом расчете, определении возможных потерь давления и выборе диаметра трубы. Немаловажное значение будет играть и сама схема подключения – коллекторная или последовательная. Согласитесь, на первый взгляд все кажется сложным и запутанным. Однако это не так.
Поможем разобраться с нюансами обустройства внутренней водопроводной сети, наметим принципы и схемы магистрали. Изучив материал, вы справитесь с проектированием и разводкой водопроводных труб самостоятельно.
Содержание статьи:
- Проектирование водопровода в квартире
- Гидравлический расчет квартирного водопровода
- Расчет диаметра водопроводных труб
- Расчет потерь напора воды
- Схемы разводки воды
- Последовательная разводка воды
- Коллекторный водопровод квартиры
- Трубы для квартирного водопровода
- Соединения металлических труб
- Нюансы сборки пластиковых труб
- 2 Выводы и полезное видео по монтажу труб
- 2 тема
Проектирование водопровода в квартире
Составление проекта правильной разводки водопровода позволит избежать проблем как на этапе монтажа труб, так и в дальнейшем, при использовании водопотребляющего оборудования.
Следует точно определить перечень сантехнического и водопотребляющего стационарного бытового оборудования, установка которого будет производиться в квартире. Затем начертите план квартиры в масштабе, обозначьте на нем положения устройств, требующих подключения к водопроводу.
Осталось определить схему развязки трубопровода с учетом плана всего водопотребляющего стационарного оборудования. Помимо водопотребителей на схеме указывают оборудование, входящее в состав водопроводной сети (насосы и др.), длину участков трубопровода и диаметры труб.
Водные коммуникации практичнее проводить вдоль стен — в воротах или поверху. При необходимости можно обшить наземную линию коробом из пластика, гипсокартона (+)
В идеале схема должна учитывать расположение и характеристики (размеры, тип) переходников, штуцеров, муфт и т. д. Однако это возможно только для сантехники. Без этих «деталей» проще подготовить проект, пойти с ним в магазин сантехники и показать проект продавцу. Он поможет подобрать необходимые «мелкие» компоненты.
Он поможет подобрать необходимые «мелкие» компоненты.
Но прежде чем идти за трубами и фитингами, нужно сделать гидравлический расчет конструкции водопровода. Это позволит убедиться в отсутствии значительного падения давления в проектируемой системе водоснабжения, ее способности обеспечивать водой всех потребителей при их одновременной работе.
Гидравлический расчет поквартирного водоснабжения
Под гидравлическим расчетом водопровода подразумевается расчет по трем параметрам:
- расход воды на отдельных участках трубопровода;
- скорость воды в трубопроводе;
- диаметр трубы , при котором допустимо падение давления.
Если с учетом потерь на движение по трубопроводу напор окажется ниже нормы, потребуется установка стимулирующего насоса на водопроводе.
Водопроводы на тройниках проще монтировать и скрывать от глаз. Однако последнему водопотребляющему устройству может не хватать давления (+)
Установить норматив водопотребления для определенного сантехнического оборудования можно либо из его паспорта, либо в обобщенном виде по СП 30. 13330.2012 (приложение А1).
13330.2012 (приложение А1).
Информация о нормативном расходе из вышеуказанного приложения, применимого к бытовой сантехнике, указана в таблице на рисунке.
Чем больше оборудования подключено к водопроводной сети и чем чаще оно используется одновременно, тем
выше риск недостаточного давления. Это особенно верно для последовательных конвейеров (+)
Так как сантехнические приборы в квартире находятся в контуре одной водопроводной сети и предполагается их одновременное использование, то затраты суммируются.
Например, в квартирной водопроводной сети есть умывальник, душ и унитаз, одновременная работа которых вполне возможна. Суммируем наибольшие секундные расходы первых двух устройств: 0,15+0,2=0,35 л/с.
Применительно к унитазу в таблице указан максимальный расход воды в секунду на смыв, а не на набор бачка. Следовательно, нужно посчитать в секундах средний часовой расход для данного сантехнического прибора: 4:3600 = 0,0011 л/с. Суммарный секундный расход для трех устройств составит: 0,35 + 0,0011 = 0,3511 л/с.
Расчет диаметра водопроводных труб
Сечение водопровода, точнее площадь сечения, определяется по формуле:
S = π 2 ,
Где:
- S — площадь поперечного сечения трубы, м 2 ;
- π — число «пи» с достаточным значением 3,14;
- r — радиус внутреннего сечения, м
Как правило, в отношении стальных труб значение радиуса равно половине значения их номинального прохода (ДУ). У пластиковых труб номинальный наружный диаметр и внутренний диаметр обычно отличаются на ступень. Например, у полипропиленовой трубы 40 мм внутренний диаметр составляет примерно 32 мм.
Используя только формулу расчета площади сечения труб, не получится рассчитать необходимые пропускные параметры водопровода.
Необходимо использовать еще одну формулу:
Q = V · S ,
Где:
- Q — расход воды, м 3 ;
- В — расход воды, м/с;
- S — площадь поперечного сечения трубы, м 2 .


Нормы для систем хозяйственно-питьевого водоснабжения ограничивают диапазон скорости воды в пределах 0,7-1,5 м/с. Если вода будет двигаться с большей скоростью, то водопроводные трубы . Определяем внутреннее сечение трубопровода с учетом наибольшей допустимой скорости движения воды.
Чем выше скорость жидкости в водопроводных трубах, тем больше сопротивление ее продвижению. Тем более
при падении давления в трубопроводе 16 мм из-за недостаточного сечения подкачивающий насос не поможет (+)
Сначала переведем расчетный расход воды, используя приведенные выше расчетные данные для умывальника, унитаза и душа, в кубометры в секунду: 0,3511 · 0,001 = 0,0003511 м 3 /с.
Теперь можно будет рассчитать минимальную площадь поперечного сечения трубопровода, применив вторую формулу и введя максимально допустимое значение скорости воды: S = 0,0003511: 1,5 = 0,000234 м 2 .
Определяем радиус внутреннего сечения водопровода по первой формуле: r 2 = 0,000234: 3,14 = 0,00007452. Вычисляем корень из полученного значения и получаем: r = 0,00863 м. Соответственно в миллиметрах радиус внутреннего сечения будет 8,63 мм.
Вычисляем корень из полученного значения и получаем: r = 0,00863 м. Соответственно в миллиметрах радиус внутреннего сечения будет 8,63 мм.
Умножив полученное значение радиуса на два, находим необходимый диаметр трубы для водопровода: 8,63·2 = 17,26 мм. Те. оптимальное дистанционное управление трубопроводом 20 мм (округление в большую сторону).
Расчет потерь напора воды
Формула для определения потерь напора в трубопроводе определенной длины следующая:
H = iL · (1 + K) ,
Где:
- H — величина потери напора, м;
- и — гидравлический уклон труб водопроводной сети квартиры;
- L — длина водопроводных труб, м;
- К — коэффициент, связанный с назначением водопроводной сети.
Для трубопроводов питьевой воды коэффициент К равен 0,3.
Вообще, наибольшая сложность с этой формулой возникает в отношении непонятного параметра «гидравлический уклон». Под ним понимается сопротивление движению воды, оказываемое трубой.
Под ним понимается сопротивление движению воды, оказываемое трубой.
Параметры, влияющие на гидравлический уклон:
- Скорость течения . Больше скорость — выше гидравлическое сопротивление трубопровода.
- Диаметр водопроводной трубы . Чем он меньше, тем выше значение гидравлического сопротивления.
- Степень гладкости внутренних стенок трубы . Эта характеристика зависит от материала трубопровода (труба из ПНД более гладкая, чем стальная) и продолжительности его службы (известковые отложения, ржавчина).
Наиболее удобным способом расчета гидравлического уклона является таблица Ф.А. Шевелева. С его помощью можно будет относительно быстро определить гидравлический уклон с учетом диаметра, материала трубопровода и скорости движения воды.
Если количество водопотребляющих приборов превышает 7 единиц и длина водопровода более 25 м,
потребуется либо построить магистраль на коллекторной гребенке, либо использовать трубу 20 мм (+)
Однако информация из таблицы Шевелева несколько устарела – современная сантехника работает под более высоким избыточным давлением, чем сантехника прошлого века. Сегодня нормальное превышение должно быть не менее 0,3 кгс/м.
Сегодня нормальное превышение должно быть не менее 0,3 кгс/м.
Выполним для примера потери давления в водопроводе из пластиковой трубы диаметром 20 мм, общей длиной 23 м и наибольшей скоростью воды 1,5 м/с.
Гидравлический уклон трубопровода с указанными параметрами составит 232,7 при длине 1000 м (1000i). Чтобы найти значение i, используемое в формуле расчета перепада давления, необходимо разделить на 1000, т. е. 232,7:1000 = 0,2327.
Учитывая значение коэффициента 0,3 (питьевое водоснабжение), рассчитываем по формуле: H = 0,2327 · 23 · (1 + 0,3) = 6,95 м.
Тех. избыточное давление на последнем (концевом) сантехническом приборе в 0,5 атмосферы будет достигнуто, если давление в хозяйственной водопроводной сети будет 0,5 + 0,695 = 1,195 кгс/см 2 .
Так как давление в магистральном трубопроводе обычно не ниже 2,5 атмосфер, то условие функционирования рассматриваемой в примере системы водоснабжения вполне выполняется.
Схемы разводки воды
Выбор оптимальной схемы подключения водопотребляющего сантехнического оборудования зависит от количества потребителей, стадии ремонта, в котором находится квартира и финансовых возможностей ее владельца.
На сегодняшний день наиболее распространены два способа распределения водоснабжения внутридомовых потребителей:
- Последовательный . От стояков, подающих воду, отводится единственный трубопровод магистрального типа, поочередно питающий водопровод и бытовые приборы.
- Коллектор . Через водораспределитель, именуемый «гребенкой», жидкость по отдельным трубам поступает к потребителям в квартире.
Часто в квартирных водопроводах сочетают оба вида разводки, это удобно и выгодно. Рассмотрим эти схемы более подробно.
Последовательное водоснабжение
При планировании строительства квартирного водопровода по тройникам (последовательному) важно не ошибиться с диаметром труб. Правильно выбрать сечение магистрали позволит в том числе и расчет потерь напора воды.
Участки трубопровода, соединяющие водопровод с подающей магистралью, подключаются к ней через тройники или водовыпуски (+)
Этот способ построения водопровода в квартирах широко применялся в советском прошлом по следующим причинам — небольшая площадь жилья, простота и низкая стоимость работ.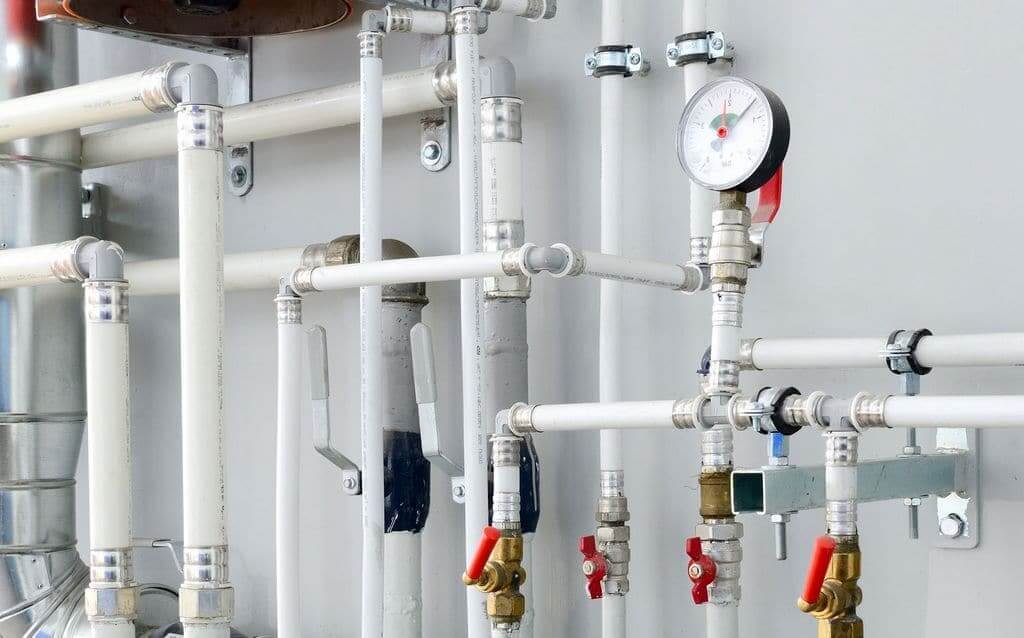
Недостатки серийной линии выражаются в значительном снижении напора воды на подключаемом к ней новейшем сантехническом оборудовании. В системах горячего водоснабжения вода значительно остывает, приходится ее опускать и ждать, пока жидкость нужной температуры дойдет по трубе до потребителя.
Фотогалерея
Фото
Последовательная схема подключения труб и водопровода к стояку выполняется с использованием традиционных тройников. Поэтому ей был присвоен второй эффективный сантехнический термин — тройник
В тройниковом водопроводе все сантехнические приборы подключаются поочередно, из-за чего напор в самом дальнем из них обычно значительно ниже, чем в ближних к стояку
Последовательная, иначе тройниковая, схема сборки водопровода подводящие трубопроводы считается наиболее экономичным. Для его реализации требуется минимальный метраж труб и количество фитингов
Падения давления можно избежать, организовав водопровод по кольцевой схеме. В этом случае вода будет поступать во все точки водоразбора с одинаковым напором
Тройник монтажный водопроводный
Принцип работы тройниковой системы
Уменьшенный расход труб при монтаже
Скрытая разводка трубопроводов
Однако при небольшой протяженности водопровода выбор тройниковой схемы подачи оправдывает ее сравнительную дешевизну .
Коллекторный водопровод для квартиры
От серийного трубопровода коллекторную линию отличает допустимость применения труб меньшего сечения без потери давления. Индукционный водяной насос на гребенке не нужен.
Принцип коллекторной разводки напоминает систему отопления «теплый пол» — потоки воды распределяются по нескольким веткам трубопровода небольшой длины (+)
Для больших квартир такая фановая разводка идеальна.
Во-первых, объемы подачи воды в каждый отдельный трубопровод позволяют точно регулировать. Специальные механизмы на коллекторной «гребенке» настроены на подачу необходимого объема жидкости.
Галерея изображений
Фото
Коллекторная разводка предполагает подачу горячей и холодной воды к каждому сантехническому прибору одновременно. Давление во всех точках системы будет равнозначным
Существенным преимуществом коллекторной разводки является то, что можно использовать две и более водоразборных точек, не опасаясь, что в ней будет недостаточно воды и изменится температурный баланс
Существенный минус коллекторной разводки – повышенный расход труб и фитингов. Как минимум для каждой ветки нужен свой запорный кран
Как минимум для каждой ветки нужен свой запорный кран
Из-за малой эстетичности многочисленных трубопроводов в схеме коллекторного водопровода их стараются скрыть в стяжках и в штробах
Для монтажа водопроводов коллекторы выпускаются с количеством выводов от двух до четырех . При желании их количество можно увеличить, соединив две коллекторные гребенки последовательно
Коллекторная проводка идеальна для систем с тремя-четырьмя водоразборными точками в пределах одного стояка. Желающим увеличить количество обслуживаемой сантехники рекомендуется не увлекаться и не подключать более десятка водопотребителей
На каждую ветку коллекторного водопровода можно поставить «свой» регулятор давления для регулировки давления в соответствии с потребностью сантехники и индивидуальными предпочтениями
Коллекторный принцип сборки системы может быть применен в тройниковых водопроводах. Однако преимущества последовательной схемы уменьшаются, так как увеличивается расход труб и фитингов
Подача горячей и холодной ветки к каждому устройству
Водоразборные розетки для смесителя и крана с холодной водой
Прокладка ответвлений по схеме коллектора
Скрытая прокладка труб в приоритете
Коллекторы для систем водоснабжения
Максимальное количество обслуживаемых приборов
Установка кранов и регуляторов давления
Применение коллекторного принципа в тройниковой разводке
3
Это особенно удобно для управления ГВС – в любой момент можно уменьшить расход ГВС до конкретной точки потребления. Но контуры коллекторной воды имеют сложную архитектуру и требуют большего количества труб для строительства.
Но контуры коллекторной воды имеют сложную архитектуру и требуют большего количества труб для строительства.
Трубы для бытового водоснабжения
Точно определяет возможные способы их монтажа. В быту используются трубы четырех основных типов: стальные, медные, металлические и гибкие трубы, называемые водопроводными.
Фотогалерея
Фото
Трубы в водопроводе
Металлопластиковые трубы в коллекторном исполнении
Тройник из полипропиленовых труб
Открытый способ прокладки медных и стальных труб
Стальные трубы наиболее прочный, а потому надежный. Поэтому в квартирах вся проводка, подсоединенная к стоякам воды, делается только из стали. Наиболее стойкими к ржавчине являются оцинкованные.
Медные трубы более надежны, чем стальные или пластиковые. Но только при условии профессиональной сборки
. Пайка медных отрезков связи — занятие не любительское
Сборка водопровода осуществляется посредством сварных и раструбных соединений, а также с применением . Для оцинкованных труб сварка неприменима, так как разрушит защитный слой.
Для оцинкованных труб сварка неприменима, так как разрушит защитный слой.
Отличаются высокой надежностью и долговечностью, но являются самыми дорогими. Медные трубы обладают высокой теплоотдачей; теплоизоляция для них обязательна. Соединение медных труб осуществляется капиллярной пайкой и фланцами — резьбовыми и пресс-фитингами.
При всем удобстве пластиковых труб в качестве водопроводных коммуникаций они имеют эксплуатационные ограничения — работа с водой при температуре не выше 95°С и под давлением не выше 10 атмосфер. Сборка отрезков ПВХ при строительстве водопроводной сети осуществляется с помощью специальной арматуры.
Самый распространенный . Они хорошо подходят для внутренней разводки в квартире. Основным недостатком сантехнического металлопластика является низкая устойчивость к механическим повреждениям. Такие трубы монтируются только врезкой в стену, их нельзя выводить открыто.
Гибкий водопроводный шланг заключен в металлическую обмотку. Благодаря обмотке он способен держать высокое давление, но неустойчив к внешним повреждениям.
Этот тип подводки используется в границах одного помещения, например, для подключения раковины, посудомоечной или стиральной машины, водонагревателя к источнику воды.
Соединения металлических труб
Крепление секций труб таким способом выполняется на резьбовое соединение. Соединяемые участки труб должны иметь внутреннюю резьбу (один сегмент) и внутреннюю резьбу (второй сегмент). Диаметр резьбы указан в дюймах. Резьбы изготавливаются диаметром 1/2, 3/4, один дюйм, полтора, два дюйма и т. д.
Сборка водопроводных труб без специальных ключей будет особенно сложной. Внешне простой газовый ключ
позволит затянуть гайку и удерживать трубу, а также выполнять эти работы одной рукой
Различать трубную и крепежную резьбу. Первый режется на трубы, второй на муфты и прочий крепеж (фитинги).
Для соединения двух жестко закрепленных участков трубопровода используются разъемные соединения — выступы. На одном отрезке трубы делается длинная резьба — достаточная, чтобы полностью затянуть муфту и подвести ко второму отрезку с коротко нарезанной резьбой.
Галерея изображений
Фото
Если требуется выполнить разъемное соединение стальных водопроводных труб, используется длинная резьба. Для установки фасонных элементов нарезается короткая, используется для формирования неразъемных соединений
Резьба может быть нарезана электрическим или ручным инструментом, отверткой, непосредственно на объекте. Однако лучше перед сборкой системы обратиться в мастерскую, в которой эта работа будет выполнена намного точнее и качественнее.
Для выполнения линейных соединений нарезают как короткую, так и длинную резьбу. Шаг резки должен быть идеальным. Резьба 1/2 и 3/4 дюйма нарезается плашкой за один проход, если диаметр больше, то в два приема
Предварительно изогнутые и прямые прогоны с резьбой, расположенной на обоих концах, можно приобрести вместе с трубами при покупке материала для системы
Нарезание резьбы на сантехнических трубах осуществляется с помощью отверток и метчиков. Перед нарезкой место воздействия обрабатывают олифой. Применяется также при работе для охлаждения места реза и инструмента
Применяется также при работе для охлаждения места реза и инструмента
Для формирования резьбы подходящего диаметра в наборах сантехнических режущих инструментов имеются клуппы и метчики соответствующего размера
Сантехнические резьбовые соединения собираются с использованием уплотнителей: льняной или полимерной нити. Перед намоткой резьбу обрабатывают белилами или суриком
Все резьбовые соединения сначала накручиваются вручную. Затяжка разводным трубным ключом
Детали для сборки линейного разъемного соединения
Резьбовые трубы и фитинги
Ступенька для резки труб для разъемного соединения
Заводские автомобили
Ручная отвертка и метчики для сантехнических работ
Набор инструментов для резьбы разного диаметра
Сборка резьбового сантехнического соединения
Затяжка резьбового соединения
Осталось открутить муфту с первой трубы на короткую резьбу второй, соединенной с первой.
Порядок сборки привода следующий:
- Для герметизации короткой резьбы на нее накручивается полотняная обмотка, промазанная масляной краской (например, сурик). Можно перемотать пластиковой фум-лентой.
- На отрезок трубы с длинной резьбой навинчивается контргайка. Он необходим для фиксации муфты.
- Муфта навинчивается на длинную резьбу до контргайки.
- Выровняв соединяемые трубы, наверните муфту на короткий участок резьбы. Осталось затянуть льняной нитью участок длинной резьбы между контргайкой и муфтой, навернуть контргайку на муфту так, чтобы уплотнение оказалось в фаске контргайки.
 Можно перемотать пластиковой фум-лентой.
Можно перемотать пластиковой фум-лентой.Для формирования привода удобно использовать специальные трубные ключи — Волевача и двухрычажные системы.
Водопроводный коллекторный комплекс лучше всего собирать полностью из металлических элементов. Тогда
распределительный узел будет самым надежным, его сегменты гарантированно не ослабнут
Помимо муфт металлические трубы можно соединять пресс-фитингами, предназначенными для медных или стальных труб. Пресс-фитинги внешне аналогичны обычным муфтам, но имеют дополнительное оборудование – уплотнительные кольца. Последние используются для опрессовки труб (нужны специальные хомуты), соединяемых пресс-фитингом.
Последние используются для опрессовки труб (нужны специальные хомуты), соединяемых пресс-фитингом.
Самые прочные сварные соединения, однако качественно выполнить их способен только специалист. Напомним, что оцинкованные трубы сваривать нельзя, так как сойдет слой цинка.
Капиллярная пайка, применяемая при сооружении прогона на медном водопроводе, осуществляется горелкой, развивающей температуру 150 о С. Припой плавится в зазоре 0,4 мм (не более!) между штуцером и труба, прочно соединяющая водные сегменты. Учтите, что такую пайку проводит только профессионал, неспециалисту это не под силу.
Способы соединения медных труб будут представлены следующей фотоподборкой:
Галерея изображений
Фото
Монтаж медных водопроводов рекомендуется всем владельцам настенных газовых котлов с медными теплообменниками. В этом случае не нужно устанавливать дополнительный переходник между трубой и агрегатом
Медные трубы соединяются с помощью фитингов из меди и латуни. Выпускаются для низко- и высокотемпературной пайки, для опрессовки пресс-клещей и компрессионных соединений
Выпускаются для низко- и высокотемпературной пайки, для опрессовки пресс-клещей и компрессионных соединений
Пресс-фитинги устанавливаются с помощью обжимных клещей. Внутрь соединительного элемента закладывается уплотнение, обеспечивающее герметичность после обжатия инструментом
Компрессионные фитинги предполагают стягивание резьбы гаечными ключами с образованием герметичного узла
Наиболее прочные и надежные разновидности соединений медных труб представляют собой паяные низкотемпературные и высокотемпературные варианты
Применение низкотемпературной или высокотемпературной пайки зависит от категории жесткости медных труб. Они бывают мягкими, полутвердыми и твердыми. Первые поставляются в бухтах, вторые и третьи в стержнях
Пайку сплошных и полутвердых медных труб осуществляют с помощью ацетиленовой или пропановой горелки и стержневого припоя
Трубопроводы из мягких медных труб пайку осуществляют с помощью обычной паяльной лампы и низкотемпературного припоя, свернутого в бухты
Соединительные медные трубы к настенному котлу
Медные фитинги в соединение медных труб
Обжимной пресс-фитинг и медная труба клещами
Монтаж обжимного фитинга
Пайка медных труб в сборке водопровода
Мягкие и твердые медные трубы
Пайка медной трубы газовой горелкой
Паяльная лампа для низкотемпературной сварки
Нюансы сборки пластиковых труб
Монтаж осуществляется специальным инструментом: , калибратором, оправками для прогиб труб (внутренний и внешний), пресс-инструмент и ключи.
Соединение металлопластиковых труб обычно производится компрессионными или пресс-фитингами. Принцип монтажа свесов через компрессионные фитинги довольно прост, основан на резьбовом соединении. Сборка с использованием пресс-фитингов сложнее, рассмотрим ее подробнее.
Надежность сборки водопровода из пластиковых труб во многом связана с фитингами, качеством их изготовления и монтажа на коммуникациях. Выбор фитингов только по цене неправильный (+)
Конструкция пресс-фитингов, используемых при монтаже металлопластиковых коммуникаций, включает внутренний фитинг и компрессионную втулку. В центре пресс-фитинга находится кольцо из пластика-диэлектрика.
Перед началом монтажа труба подрезается, при этом место среза на ней меняет форму на овальную. Для возврата на конец круглой пластиковой трубы используется специальный инструмент — калибратор.
Внешне напоминает многоярусную детскую пирамидку, только неподвижные кольца. Для выравнивания обрезанного конца трубы по определенному радиусу в него с помощью рукоятки вкручивается калибратор.
Фотогалерея
Фото
Устройство системы с использованием компрессионных фитингов
Зажим сборки пресс-клещами
Устройство змеевика водяного теплого пола
Разводка трубопроводов за фальшконструкциями
последовательно установить на трубу гайку с разрезным кольцом, аккуратно вставить штуцер в трубу, после чего затянуть гайку.
Для соединения пресс-фитингом на трубу надевается обжимное кольцо, затем вставляется фитинг и с помощью втулки обжимается.
Фотогалерея
Фото
При формировании соединений металлопластиковых труб по компрессионной технологии используются латунные фитинги
Сборка металлопластикового трубопровода с использованием компрессионных фитингов считается самой простой и доступной для всех технологией . Ей не нужно использовать специализированный инструмент, достаточно простого гаечного ключа
Фитинг компрессионного типа включает накидную гайку, разрезное кольцо и фитинг. При затяжке накидной гайки разрезное кольцо сжимается и плотно прилегает к внутренней стенке трубы
Часто при строительстве одного водопровода используются как обжимные фитинги, так и обжимные фитинги. Все зависит от того, предстоит ли предстоящая замена разъема.
Все зависит от того, предстоит ли предстоящая замена разъема.
Способ соединения с помощью компрессионного фитинга
Простой и доступный способ установки
Компоненты компрессорной арматуры
Конструкция системы по обеим технологиям
Металлопластиковая труба крепится к поверхностям с помощью специальных клипс, предварительно закрепленных на полу или стенах.
Так как пластиковые трубы хорошо гнутся, нет необходимости подрезать их фитингом в зоне изгиба. Для придания такой трубе изогнутой формы применяют внутренние или внешние гибкие оправки.
Выводы и полезное видео по теме
Сборка водопровода из металлопластиковых труб в исполнении мастера-сантехника:
Практическая видео-инструкция по установке муфт для металлопластиковых труб, монтажу ВЛ и промежуточных участков водопровода:
Видео-инструкция по капиллярной пайке медных труб для водопровода:
 youtube.com/embed/N9QwpYEQpUw»>
youtube.com/embed/N9QwpYEQpUw»>
Правила выбора трубы полипропиленовые для водопровода:
Построение работоспособной системы водоснабжения в квартире невозможно без внимания к деталям на каждом этапе — проектировании, выполнении гидравлических расчетов или сборке выбранной схемы разводки. Однако полагаться на стандартные решения или строить эффективную систему водоснабжения на долгие годы – решать вам.
Поделитесь с читателями личным опытом организации разводки водопровода. Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждении материала. Поле обратной связи находится ниже.
пластиковые и какие выбрать, стальные в квартире, виды для водопровода, какие бывают
Как выбрать трубы
При выборе продукции необходимо учитывать визуальные характеристики труб, а также др. особенности:
- Материалы должны быть однородными, не содержать включений;
- Трубы должны быть маркированы и указаны ГОСТ, по которому они изготовлены;
- В таких трубах не должно быть неприятного запаха;
- Толщина стенки должна быть одинаковой по всей длине изделия;
- Поверхность трубы должна быть гладкой.

При полном соответствии выбранной трубы всем вышеперечисленным пунктам товар можно назвать достаточно качественным. Такая труба отлично подходит для монтажа магистрали в системе холодного водоснабжения. Некачественная продукция может быть использована только для удовлетворения самых простых технических нужд.
Труба, которую можно устанавливать в систему холодного водоснабжения, маркируется синей полосой по всей длине изделия, окрашенной в черный цвет. Трубы, используемые для таких целей, также окрашиваются в синий цвет.
Трубы ПНД для систем холодного водоснабжения часто маркируются тиснением, либо печатаются, на изделиях указывается следующая информация:
- Назначение и ГОСТ;
- Габаритные размеры или соотношение толщины стенки и диаметра;
- Коэффициент прочности изделия. Коллекторы PE100 высокого качества. трубы ПЭ80 более низкого класса;
- Название производителя;
- Метраж указывается не всеми производителями.

Стоимость продукции также требует внимания в процессе выбора подходящего товара. Если цена метра трубы ниже по сравнению со среднерыночным показателем, значит, покупателю идет подделка, либо товар, предназначенный для простейших бытовых нужд.
Трубы полиэтиленовые
Трубы полиэтиленовые маркируются в соответствии с их назначением, аналогично изделиям из других возможных материалов. Изделия можно наматывать на шпули и мотки, если они имеют небольшой диаметр. Высокая эластичность трубы может сохраняться даже в морозную зиму. Поэтому полиэтиленовая водопроводная система достаточно морозоустойчива. Стенки трубы будут лишь слегка растянуты льдом. Трубы вернутся к своему первоначальному размеру после того, как лед растает.
Рассмотрим области применения полиэтиленовых труб:
- Трубы водопроводные подземные;
- Вводы водопроводные;
- Дачные системы и временные съемные летние водопроводы.
Срок службы таких устройств не менее 50 лет. Допустимое рабочее давление 6-16 кгс/кв.см.
Допустимое рабочее давление 6-16 кгс/кв.см.
Полипропилен
Полипропиленовые трубы для холодной воды привлекают многих домовладельцев доступной ценой. Стоимость изделий может достигать 20-25 рублей за погонный метр при стандартном диаметре трубы 20 мм. Для соединения таких труб используются специальные фитинги, которые также доступны по цене.
Пользователей могут порадовать и другие качественные характеристики:
- Продолжительность эксплуатационного периода изделий, температура рабочей среды в которых не превышает 20 градусов, может составлять 50 лет и более.
- Показатель рабочего давления может быть от 10 до 20 кг/кв.см;
- Сварные соединения прочны и герметичны.
Полипропиленовые трубы можно спрятать в канавки или цементную стяжку без протечек в ближайшее время.
Современные пластиковые трубы для водоснабжения: тип
Отличаются пластиковыми трубами на основе полипропилена, полиэтилена и поливинилхлорида. В результате получается доступный материал для водоснабжения дома или квартиры. Для долгой службы советуют отдать предпочтение пластику.
В результате получается доступный материал для водоснабжения дома или квартиры. Для долгой службы советуют отдать предпочтение пластику.
Пластик чаще всего используется для подачи холодной воды, так как материал не выдержит температуру выше 80 градусов. Этот вариант идеален для наружного водоснабжения из колодца или колодца.
Пластиковые трубы можно установить самостоятельно. Поливинилхлорид используется для строительства самотечной канализации с рабочей температурой не выше 40 градусов. А вот вопрос выбора материала для водопровода в квартире с определенным напором жидкости остается открытым.
Особенности применения полипропилена для горячего водоснабжения:
- Термостойкость выше 140 градусов;
- Устойчив к давлению.
Установка таких изделий может происходить двумя способами. Первый предполагает холодную сварку. Для этого достаточно склеить трубу и муфту. В результате получается плотный и прочный шов.
Монтаж также может осуществляться диффузионной сваркой. Концы труб плавятся, а затем соединяются. Но разобрать такую конструкцию без разреза невозможно. Этот недостаток нивелируется устойчивостью шва к высоким давлениям.
Армированный пластик
Это композитные изделия, состоящие из алюминиевых сердечников и нескольких полиэтиленовых оболочек, которые соединяются на клею с помощью сердечника.
Для оболочки могут использоваться следующие материалы:
- Полиэтилен низкого давления PE;
- Сшитый материал PEX обладает высокой механической прочностью и довольно высокой термостойкостью.
- PERT – это высокотермостойкий материал, выдерживающий рабочие температуры до 110 градусов.
Стаж эксплуатации более 50 лет. Показатель рабочего давления составляет 10-16 атмосфер.
Для монтажа могут использоваться несколько видов фитингов:
- Компрессионный, при котором на фитинг «елочка» надевается труба, после чего она обжимается с помощью специального разрезного кольца. Главным преимуществом таких устройств является отсутствие необходимости использования сложных инструментов при монтаже.
- Пресс-фитинги, в которых вместо кольца используется специальная втулка из нержавеющей стали. Для установки требуются электрические плоскогубцы или аналогичные механические приспособления. Этот тип соединения не подлежит разборке и дальнейшему обслуживанию.
 Главным преимуществом таких устройств является отсутствие необходимости использования сложных инструментов при монтаже.
Главным преимуществом таких устройств является отсутствие необходимости использования сложных инструментов при монтаже.Второй тип соединений отличается высокой надежностью.
Огласить весь список
- Какие материалы труб для водоснабжения предлагает современный рынок?
Вот список наиболее востребованных решений:
| Фото | Описание |
Черные водопроводные и газопроводные трубы (см. Черные трубы для водопровода и водоснабжения | 1 9). Высокая прочность и термостойкость сочетаются с незащищенностью труб от коррозии и склонностью к зарастанию отложениями и ржавчиной. Срок службы от 10 до 15 лет. |
Оцинкованная на открытом складе | Оцинкованная сталь имеет преимущества черной стальной трубы и лишена ее слабых мест. Ведомственные строительные нормы ВСН 58-88 оценивают срок службы оцинкованной стали в 20-30 лет; на практике оцинкованный водопровод служит не менее полувека. |
Пластичность меди позволяет поставлять ее в бухтах | Медная труба, как и стальная, не боится скачков давления и перегрева. Благодаря пластичности металла выдерживает без разрушения до 4-5 разморозок водопровода. Кроме того, медь обладает бактерицидными функциями и обеззараживает воду. |
Гофрированная нержавеющая труба Нептун отечественного производства | Благодаря форме своей поверхности гофрированная нержавеющая труба хорошо выдерживает гидроудары и изгибается с минимальным радиусом изгиба, что позволяет экономить на арматуре и значительно упрощает монтаж. Основным недостатком является чрезвычайно высокое гидравлическое сопротивление водопровода, что приводит к значительным потерям напора на длинных участках. |
Конструкция металлопластиковая | Металлопластиковой трубой называют трубу с алюминиевым сердечником и полиэтиленовой внешней и внутренней оболочками. Полиэтилен может быть как обычным (PE), так и сшитым (PEX) или термостойким PERT). Трубопровод обладает гибкостью, средней прочностью на растяжение и умеренной термостойкостью. |
Полиэтиленовые водопроводные трубы маркируются черным цветом (часто с синими продольными полосами) | Полиэтилен: чрезвычайно низкая термостойкость (до 65°С) в сочетании с эластичностью даже при низких температурах. Применяется только для холодной воды. Идеально подходит для монтажа наружных водопроводов и водопроводов, так как прекрасно переносит морозы и подвижки грунта. |
Трубы Rehau из сшитого полиэтилена для водоснабжения | Сшитый полиэтилен отличается от обычного полиэтилена наличием поперечных связей между молекулами полимера. С практической стороны прошивка резко повышает механическую прочность и термостойкость материала, а также придает ему любопытное свойство — память формы. С практической стороны прошивка резко повышает механическую прочность и термостойкость материала, а также придает ему любопытное свойство — память формы. |
PERT подходит для скрытого водораспределения | Термостойкий (термомодифицированный) полиэтилен, обладающий несколько меньшей прочностью по сравнению с сшитым полиэтиленом, обладает более высокой термостойкостью. |
Полипропилен, армированный минеральным волокном | Полипропилен — термостойкий пластик с чрезвычайно высоким коэффициентом удлинения при нагревании (см. Полипропиленовые трубы — что это такое). Последнее свойство частично компенсируется армированием минеральными волокнами или алюминиевой фольгой. |
Сантехнические виниловые трубы | ПВХ – еще один материал с низкой термостойкостью, предназначенный только для использования в холодной воде. В отличие от полиэтилена, в основном используется для внутренних систем водоснабжения. |
Видео в этой статье позволит вам больше узнать о том, какие трубы выбрать для своей сантехники.
Ограничения
- Какие материалы труб для внутреннего водоснабжения можно использовать в многоквартирном доме?
В начале — небольшая лекция о системе горячего водоснабжения в большинстве домов старого фонда.
ГВС подается в квартиру напрямую от теплотрассы через врезки на подаче и обратке элеваторного узла. Температура подаваемой воды (в зависимости от наружной температуры воды) может варьироваться от 60 до 150 градусов. Переключение подачи воды между подачей и обраткой производится вручную, что делает фактические условия работы системы водоснабжения полностью зависимыми от так называемого человеческого фактора.
Черная труба — Заправка ГВС с врезками на подаче и обратке элеватора
Дополнительно: в любом контуре с постоянной циркуляцией воды высока вероятность гидроудара.
 При скачке давления достаточно моментально остановить поток, быстро закрыв вентиль или шаровой кран.
При скачке давления достаточно моментально остановить поток, быстро закрыв вентиль или шаровой кран.Отсюда ограничения в выборе материала: в домах с ГВС через элеваторный узел ГВС можно использовать только металлические трубы. Их всего четыре вида – стальные (черные и оцинкованные), медные и из нержавейки. Все пластмассы очень плохо переносят сочетание высоких температур и скачков давления: в лучшем случае сочетание этих факторов приводит к ускоренной деградации стенок водопровода, в худшем — к его мгновенному разрушению.
Примечание: если собственник дома заменил водопровод с использованием материалов, не предусмотренных проектом здания, весь ущерб от затопления соседей должен будет возместиться им.
Последствия затопления квартиры кипятком
Срок службы
- Какой срок службы водопроводных труб?
Вот официальные данные для разных материалов:
- Черная сталь — 10-15 лет;
Типовое состояние стального водопровода после 15 лет эксплуатации
- Оцинкованная — 20-30 лет;
Любопытно: открытые автором водопроводные трубы, стояки и трубы отопления из оцинкованной стали неизменно находились в идеальном состоянии.
 Эксплуатация водопроводных труб в течение 50-60 лет не приводила к появлению отложений и коррозии. Поэтому, по мнению автора, эти сроки можно считать заниженными.
Эксплуатация водопроводных труб в течение 50-60 лет не приводила к появлению отложений и коррозии. Поэтому, по мнению автора, эти сроки можно считать заниженными.- Медь — с 50 лет;
Примечание: самые старые медные водопроводные трубы находятся в эксплуатации во втором веке и до сих пор отлично выполняют свои функции.
- Для гофрированных нержавеющих труб заявлен вообще неограниченный срок службы с единственным уточнением: через 30 лет нужно менять уплотнительные кольца в фитингах;
Рифленая нержавейка – официальный чемпион среди долгожителей
- ПВХ и ПЭ служат в холодной воде не менее полувека;
- Для других видов труб (полипропиленовые, из сшитого и термостойкого полиэтилена, металлопластиковые) срок службы обычно составляет 50 лет для холодной воды и 25 для горячей воды.
Уточним: для горячего водоснабжения эти сроки службы верны только при соблюдении температурных норм, рекомендованных производителем.
 Чем выше температура воды, тем быстрее разлагается полимер.
Чем выше температура воды, тем быстрее разлагается полимер.Зависимость между температурой, давлением и сроком службы для полипропилена
Трубы ПНД
Домовладельцы, решающие проблему водопровода в частном доме, слышали о таких материалах, как ПНД. Новичкам в этом деле желательно разобраться в видах труб ПНД, которые можно использовать для монтажа.
Аббревиатуры, указанные на изделиях (ПНД, ПВХ и др.), помогают определить материал, из которого изготовлена труба. HDPE – это полиэтилен низкого давления. Это исходное сырье, используемое для изготовления изделий из ПЭ, в частности труб.
Качество изделий из полиэтилена высокой плотности может различаться. Основные свойства используемого сырья влияют на характеристики производимых труб. Эти основные свойства материала также влияют на эксплуатационные характеристики и потенциальную продолжительность использования.
Некоторые застройщики устанавливают трубопровод из ПНД, который можно будет использовать 45-50 лет. Некоторые изделия приходят в негодность через 1,5-2 года эксплуатации. В этом вопросе решающую роль играют качественные характеристики исходного сырья. Поэтому нужно понимать, как правильно выбрать полиэтиленовые трубы.
Некоторые изделия приходят в негодность через 1,5-2 года эксплуатации. В этом вопросе решающую роль играют качественные характеристики исходного сырья. Поэтому нужно понимать, как правильно выбрать полиэтиленовые трубы.
Материал трубы
Сантехнические трубы могут быть изготовлены из различных материалов. Эксплуатационные качества каждого материала в обязательном порядке прописаны в нормативных актах.
Итак, виды труб, пригодных для водопровода, в зависимости от материала изготовления:
Трубы стальные
Это высокопрочный материал. Они защищены от внешних воздействий, от перепадов температуры воды и высокого давления.
Однако, кроме преимуществ, есть и существенные недостатки в использовании данного вида труб. Имеют плохую коррозионную стойкость.
Кроме того, вес этих конструкций велик и монтаж таких водопроводов очень сложен. Их нужно разрезать, соединить сваркой.
Сталь покрыта цинковым составом для большей устойчивости к коррозии.
Насос для дачи: виды, описание современных моделей, критерии выбора и основные параметры насоса (125 фото)
Клапан обратный для воды: назначение, советы по выбору и установке своими руками. 130 фото подбора и установки обратного клапана
Изоляция труб — советы по выбору лучших материалов и способов утепления водопроводных труб (115 фото)
 Но со временем он изнашивается и трубы становятся более уязвимыми. Стальные трубы изготавливаются различной плотности и толщины стенки.
Но со временем он изнашивается и трубы становятся более уязвимыми. Стальные трубы изготавливаются различной плотности и толщины стенки.Трубы медные
самый прочный и безопасный. Он не подвергается коррозии, и в воду не попадают вредные примеси. Они служат около 70 лет, что намного дольше других вариантов. Тем более, что в этом варианте присутствуют все положительные качества стальных изделий.
Медные трубы используются для строительства наружных и подземных трубопроводов. Сантехника с внешним расположением при использовании этого материала выглядит привлекательно и не портит эстетику помещения.
Единственным недостатком является высокая цена медных водопроводных труб.
Пластиковые трубы
Во многих отношениях они превосходят другие типы водопроводных труб. Они легкие, не подвержены коррозии и просты в установке.
Но стоит отметить, что внешние повреждения у этого типа труб возникают часто. Несмотря на это, пластиковые трубы для водопровода по-прежнему пользуются наибольшей популярностью.
Подключение бойлера: схемы подключения, рекомендации по водоснабжению, советы и общие рекомендации по правильной установке (105 фото) 105 фото основных видов и советы по их установке своими руками
Затопили соседи сверху: пошаговая инструкция, порядок действий и советы, куда обращаться в случае наводнения с цинковым покрытием внутри и снаружи. Цинкование позволяет получить совершенно новый материал, устойчивый к коррозии и засорам в трубах. Раньше в так называемые сталинки оцинкованные изделия устанавливались без сварки с использованием чугунных уголков или специальных тройников.
Даже после нескольких десятков лет успешной эксплуатации стальные оцинкованные трубы остались в хорошем состоянии.Относительная сложность монтажа – один из основных недостатков таких изделий. Крайне нежелательно использовать синтетические материалы для герметизации швов. Лучше всего себя зарекомендовали такие традиционно используемые вещества, как лен, пропитанный олифой или краской.
Сталь
Не все могут монтировать стальные трубы. Чтобы придать им нужный угол изгиба, требуется специальный станок. Трубы режут слесарным инструментом, что долго и неудобно. Соединение элементов трубопровода осуществляется сваркой или муфтами и тройниками. Для обеспечения герметичности резьбовых соединений при сборке необходимо получить навыки наматывания пакли. Может не получиться с первого раза.
Срок службы стальных труб более 25 лет. Они продаются от 75 руб/м, фурнитура к ним – от 10 руб. за штуку
Стальные водопроводные трубы постоянно подвержены коррозии. Поэтому снаружи периодически покрывают краской.
Трубы стальные выдерживают давление выше 70 атм и температуру не ниже +200°С. Но внешний вид их непривлекателен.
Таблица размеров стальных труб для водоснабжения.
Правильный выбор диаметра
Для выбора трубы подходящего диаметра необходимо воспользоваться специально составленными гидродинамическими таблицами.
Таблицы содержат следующую информацию:
- Оптимальный расход воды;
- Материал, из которого изготовлены трубы, и показатель его шероховатости;
- Длина водопроводной конструкции;
- Количество витков, предусмотренных в трубопроводе;
- Уменьшение внутреннего диаметра из-за зарастания отложениями.
Металлопластиковые, медные или оцинкованные трубы изготавливаются таким образом, что их внутренний диаметр не уменьшается со временем.
Для монтажа в частном доме можно использовать стальную оцинкованную трубу с внутренним диаметром ¾; также подходят изделия из полипропилена или полиэтилена с внешним диаметром 25 мм.
Нужно понимать, что полиэтилен можно использовать только для систем холодного водоснабжения. В здании лучше устанавливать медные и оцинкованные изделия с внутренним сечением ½. Внешний диаметр металлопластиковых изделий может быть 16 мм. Внешний диаметр полипропилена должен быть 20 мм.
Какие трубы выбрать
Чаще всего в домах устанавливают стальные трубы для холодного водоснабжения. Недостатки такого трубопровода очевидны:
- неприятный вкус, цвет и запах воды из-за коррозии материала; быстрое разрушение труб в местах стыков.
Несколько лучше по качеству воды, подаваемой в дом, трубы оцинкованные. Но оцинковка тоже имеет неприятное свойство взаимодействовать с водой и насыщать ее соединениями цинка. Кроме того, в местах стыков труб очень быстро разрушается цинковое покрытие, и трубы снова начинают ржаветь.
Трубы из нержавеющей стали практически идеальны:
- не ржавеют, не меняют цвет и вкус воды; не загрязнять воду; прослужит достаточно долго.
Единственная причина, по которой они не используются так широко, как стальные трубы для холодной воды или оцинкованные трубы, заключается в их стоимости. Но если вы хотите иметь чистую воду в своем доме, то вам придется потратиться.
Чугунные трубы – уникальный и наиболее популярный материал для магистральных трубопроводов. Срок службы таких труб составляет почти 100 лет. Если вы хотите провести воду в дом и практически навсегда забыть о водопроводе, остановитесь на этом материале.
К достоинствам чугуна можно отнести то, что он не взаимодействует с водой, не ржавеет и не влияет на вкус воды. Важным преимуществом чугунных труб является их способность выдерживать большие нагрузки: на заводах их испытывают давлением свыше 50 атмосфер.
Возможно применение труб из чугуна как для хозяйственно-питьевого водоснабжения, так и для устройства канализации.
Другой вариант – пластиковые трубы. Довольно популярный и бюджетный вариант, а простота монтажа и долгий срок службы сделали их любимым материалом строителей.
Считается, что пластик не взаимодействует с водой.Общие указания по установке
При выборе подходящих материалов желательно отдавать предпочтение изделиям с неразъемным соединением. На достаточно длинных участках можно установить компенсационные петли или U-образные колена.
После завершения монтажа доступ к каждому установленному стыку должен быть открыт, за исключением паяных и сварных швов. В первую очередь такие требования предъявляются к металлопластиковым изделиям. Срок использования бытовых приборов или отдельных элементов бытовой сантехники будет продлен в ситуации, когда на вводе в здание в водопроводе установлено фильтрующее устройство. Владельцам жилья предоставляется на выбор большое количество всевозможных коммуникаций, фурнитуры, крепежных элементов, арматуры и т. д.
Преимущества полимерных труб и технических изделий
Рассмотрим основные преимущества технических труб:
- Малый вес значительно облегчает процесс монтажа;
- Трубы устойчивы к коррозии;
- Соединение трубных конструкций осуществляется как сваркой шва, так и с использованием специальных фитингов из ПВХ.
 Даже после нескольких десятков лет успешной эксплуатации стальные оцинкованные трубы остались в хорошем состоянии.
Даже после нескольких десятков лет успешной эксплуатации стальные оцинкованные трубы остались в хорошем состоянии.


 Считается, что пластик не взаимодействует с водой.
Считается, что пластик не взаимодействует с водой.
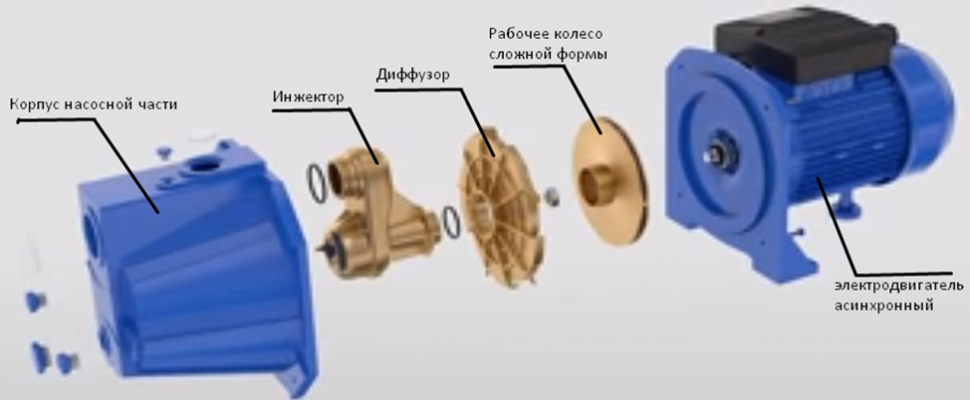
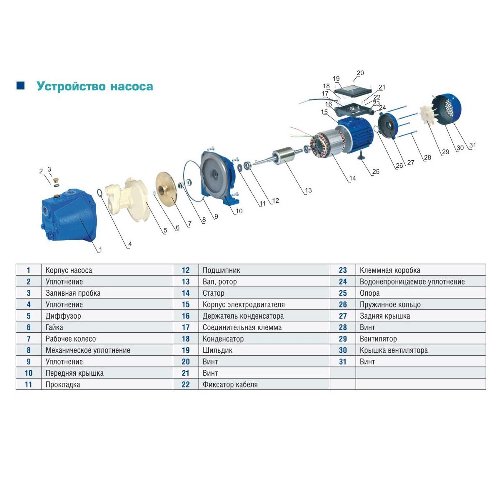
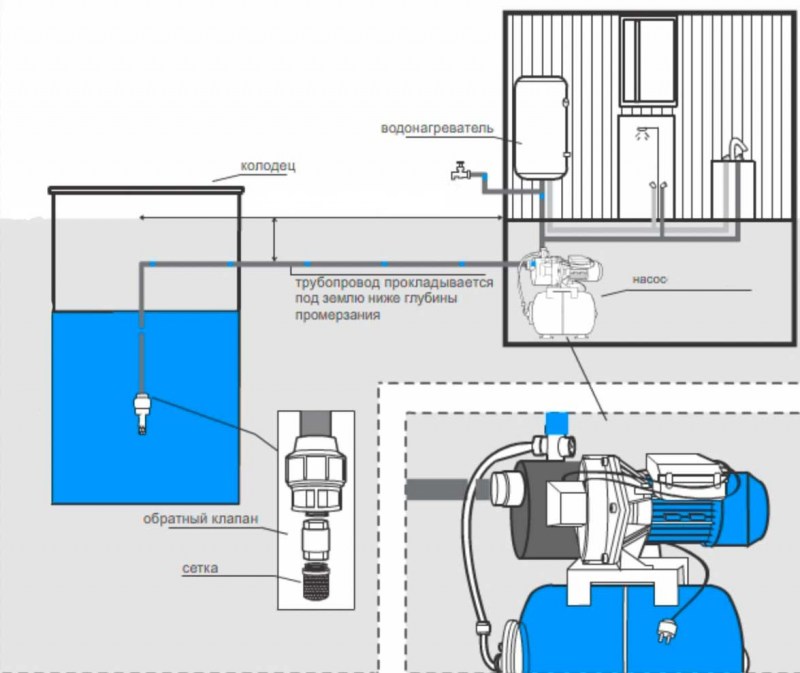 Для того чтобы разобраться в устройстве станции нужно понять назначение узлов:
Для того чтобы разобраться в устройстве станции нужно понять назначение узлов:
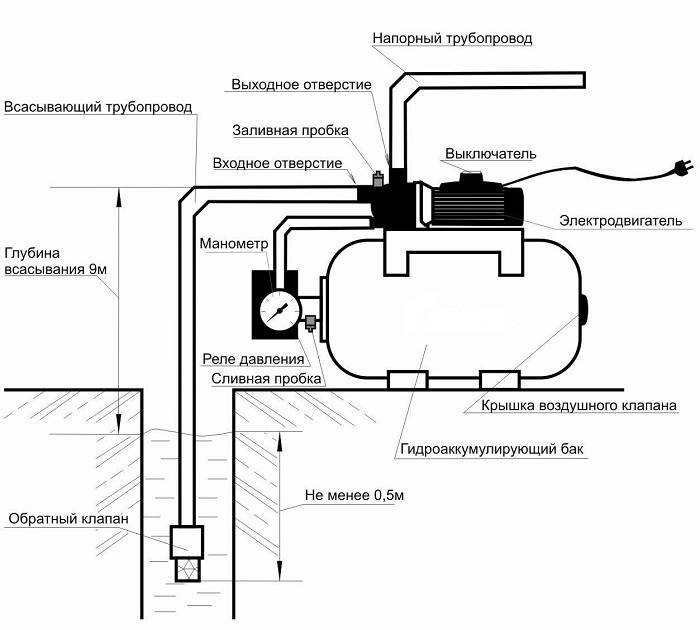
 Станция сначала устанавливается в заранее подготовленном месте, защищенном от плохих погодных условий и попадании мусора, и подключается к сети. Затем устройство подсоединяется к трубопроводу. Существует две схемы подключения: однотрубная, для колодцев либо скважин глубиной 8-10 м и двухтрубная для установки с выносным эжектором, рассчитанная на источники глубиной от 10, 20 м и больше.
Станция сначала устанавливается в заранее подготовленном месте, защищенном от плохих погодных условий и попадании мусора, и подключается к сети. Затем устройство подсоединяется к трубопроводу. Существует две схемы подключения: однотрубная, для колодцев либо скважин глубиной 8-10 м и двухтрубная для установки с выносным эжектором, рассчитанная на источники глубиной от 10, 20 м и больше.
 По мере наполнения бака увеличивается давление в системе, вследствие чего происходит отключение насосной станции, за счет срабатывания реле.
По мере наполнения бака увеличивается давление в системе, вследствие чего происходит отключение насосной станции, за счет срабатывания реле.
 Ведь от того насколько точно Вы просчитаете потребление воды и учтете нужды и потребности зависит, эффективность водоснабжения.
Ведь от того насколько точно Вы просчитаете потребление воды и учтете нужды и потребности зависит, эффективность водоснабжения.
 Прикиньте сами, какое давление вы при этом получите. Для обычного дома оно составит в лучшем случае чуть более половины атмосферы. Причем, давление это не увеличится, даже при установке бака большей емкости.
Прикиньте сами, какое давление вы при этом получите. Для обычного дома оно составит в лучшем случае чуть более половины атмосферы. Причем, давление это не увеличится, даже при установке бака большей емкости..png)
 Изменяя давление воздуха , можно регулировать некоторое наибольшее количество воды, которое может находиться в баке. Кроме того, можно подключать баки в любом количестве параллельно друг другу.
Изменяя давление воздуха , можно регулировать некоторое наибольшее количество воды, которое может находиться в баке. Кроме того, можно подключать баки в любом количестве параллельно друг другу. У него максимальное давление составляет более 6-ти атмосфер. В водопроводе мне такое давление не нужно. В этом случае необходимо использовать расширительный бак и обычное реле давления. А вот если насос очень маленький и не развивает давления более четырех атмосфер, да к тому же используется для значительных и длительных заборов воды, например, для полива, то в таком случае автоматика давления без применения накопительного бака поможет сэкономить копеечку. Кстати, ничто не мешает, во-первых, использовать автоматику давления совместно с накопительным баком, и во-вторых, стоимость хорошего реле давления не намного меньше стоимости автоматики.
У него максимальное давление составляет более 6-ти атмосфер. В водопроводе мне такое давление не нужно. В этом случае необходимо использовать расширительный бак и обычное реле давления. А вот если насос очень маленький и не развивает давления более четырех атмосфер, да к тому же используется для значительных и длительных заборов воды, например, для полива, то в таком случае автоматика давления без применения накопительного бака поможет сэкономить копеечку. Кстати, ничто не мешает, во-первых, использовать автоматику давления совместно с накопительным баком, и во-вторых, стоимость хорошего реле давления не намного меньше стоимости автоматики. youtube.com/embed/E7Q3Ur9hfFY» frameborder=»0″>
youtube.com/embed/E7Q3Ur9hfFY» frameborder=»0″> 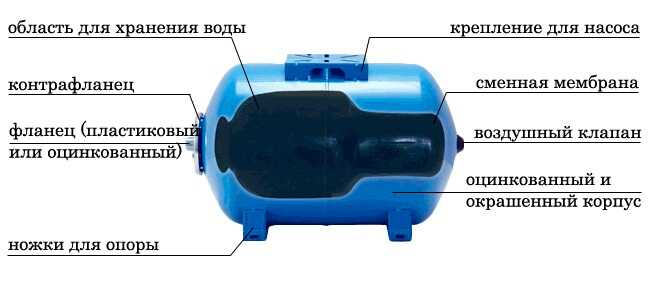 37) Это труба, которую опустим в колодец. И, чтобы вода не возвращалась обратно, нужно замонтировать обратный клапан. Конец шланга прикрепляем к самому клапану, далее крепим насос и сетку, которая предохраняет клапан от попадания сторонних частичек.
37) Это труба, которую опустим в колодец. И, чтобы вода не возвращалась обратно, нужно замонтировать обратный клапан. Конец шланга прикрепляем к самому клапану, далее крепим насос и сетку, которая предохраняет клапан от попадания сторонних частичек.
 Устанавливаемые в сухих или мокрых колодцах, насосы доставляют стоки на конечную насосную станцию. Поскольку большинство насосных станций не оборудованы экранами, насосы должны справляться с трудными материалами, такими как волокнистые санитарно-технические изделия и упаковочные материалы.
Устанавливаемые в сухих или мокрых колодцах, насосы доставляют стоки на конечную насосную станцию. Поскольку большинство насосных станций не оборудованы экранами, насосы должны справляться с трудными материалами, такими как волокнистые санитарно-технические изделия и упаковочные материалы. Система в основном предназначена для насосных станций в сетях сбора сточных вод и для защиты от наводнений, но также может использоваться для контроля другого вращающегося оборудования, например, воздушного компрессора. Базовая версия включает удаленный онлайн-мониторинг с поддержкой географической карты и интерфейсом к станциям.
Система в основном предназначена для насосных станций в сетях сбора сточных вод и для защиты от наводнений, но также может использоваться для контроля другого вращающегося оборудования, например, воздушного компрессора. Базовая версия включает удаленный онлайн-мониторинг с поддержкой географической карты и интерфейсом к станциям. Он подходит для использования в таких приложениях, как резервуары, небольшие ямы или стандартные коммерческие приложения с однофазным источником питания 1/230/N/PE.
Он подходит для использования в таких приложениях, как резервуары, небольшие ямы или стандартные коммерческие приложения с однофазным источником питания 1/230/N/PE. Они напрямую подключаются к насосам мощностью до 5,5 кВт (12 А) и имеют трехфазную и однофазную версии. Ex-версии также доступны.
Они напрямую подключаются к насосам мощностью до 5,5 кВт (12 А) и имеют трехфазную и однофазную версии. Ex-версии также доступны.

 Он имеет прочную конструкцию и легко монтируется на стандартную DIN-рейку шириной 35 мм. MD 124 идеально подходит для измерения уровня жидкости по принципу «пузырьковой трубки».
Он имеет прочную конструкцию и легко монтируется на стандартную DIN-рейку шириной 35 мм. MD 124 идеально подходит для измерения уровня жидкости по принципу «пузырьковой трубки».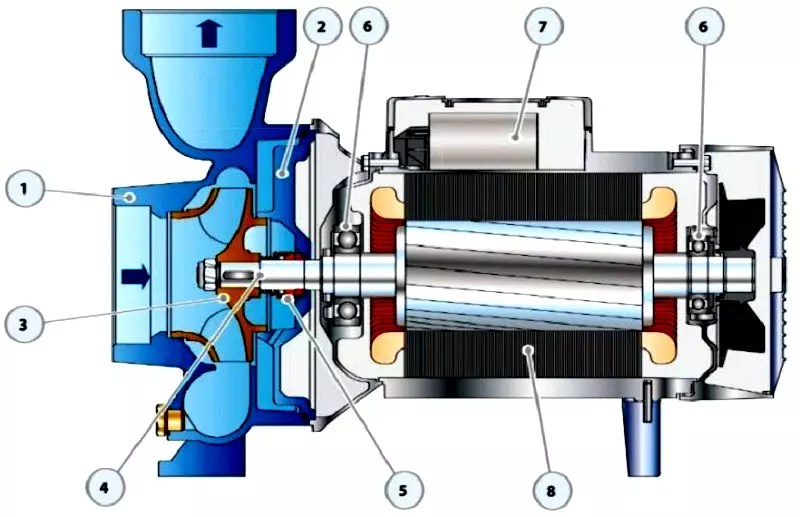 Его многочисленные функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.
Его многочисленные функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.
 При последовательном подключении 2-проводного датчика с питанием от контура к источнику питания постоянного тока MD 127 выдает выходной сигнал от 4 до 20 мА, пропорциональный уровню жидкости.
При последовательном подключении 2-проводного датчика с питанием от контура к источнику питания постоянного тока MD 127 выдает выходной сигнал от 4 до 20 мА, пропорциональный уровню жидкости. Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока.
Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока. Эта серия сложных процессов предотвращает попадание сточных вод в наши источники пресной воды, озера и пруды.
Эта серия сложных процессов предотвращает попадание сточных вод в наши источники пресной воды, озера и пруды.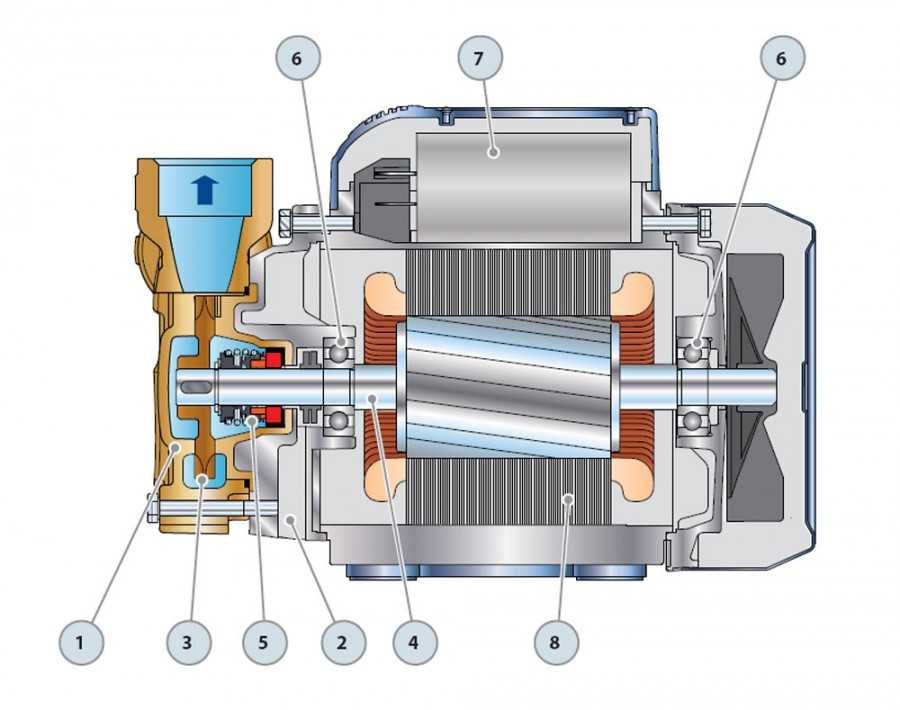 Наши решения по мониторингу сточных вод используют локальную сотовую сеть, что устраняет необходимость прокладки выделенных телефонных проводов к вашему оборудованию. Это ускоряет монтаж и снижает затраты.
Наши решения по мониторингу сточных вод используют локальную сотовую сеть, что устраняет необходимость прокладки выделенных телефонных проводов к вашему оборудованию. Это ускоряет монтаж и снижает затраты. SCADA или OmniSite против. Звонилки по телефону.
SCADA или OmniSite против. Звонилки по телефону.
 – Кэрри Хатсон, главный оператор завода Noblesville Utilities.
– Кэрри Хатсон, главный оператор завода Noblesville Utilities.

 Для того что бы через систему циркуляционный насос смог прокачать теплоноситель при этом с заданной скоростью необходимо что бы напор был больше, чем общее гидравлическое сопротивление системы.
Для того что бы через систему циркуляционный насос смог прокачать теплоноситель при этом с заданной скоростью необходимо что бы напор был больше, чем общее гидравлическое сопротивление системы. Поэтому для определения гидравлических потерь задаются оптимальной скоростью движения теплоносителя для металлических труб 0,3…0,5 м/с, для полимерных 0,5…0,7 м/с. При такой скорости движения теплоносителя гидравлическое сопротивление на прямолинейных участках трубопровода будет составлять 100…150 Па/м, в зависимости от диаметра труб, чем труба толще, тем потери меньше.
Поэтому для определения гидравлических потерь задаются оптимальной скоростью движения теплоносителя для металлических труб 0,3…0,5 м/с, для полимерных 0,5…0,7 м/с. При такой скорости движения теплоносителя гидравлическое сопротивление на прямолинейных участках трубопровода будет составлять 100…150 Па/м, в зависимости от диаметра труб, чем труба толще, тем потери меньше.
 Благодаря такому циркуляционному насосу удается добиться того, что все помещения в доме нагреваются наиболее равномерным образом. Установка такого устройства предполагает проведение некоторых расчетов. Расчет насоса для отопления может зависеть от некоторых определенных обстоятельств. Для начала, необходимо определиться с типом насоса. Насос может быть «мокрым» или «сухим». Их отличие состоит в том, что у первого насоса рабочая область находится под слоем воды, то есть, в перекачиваемой среде.
Благодаря такому циркуляционному насосу удается добиться того, что все помещения в доме нагреваются наиболее равномерным образом. Установка такого устройства предполагает проведение некоторых расчетов. Расчет насоса для отопления может зависеть от некоторых определенных обстоятельств. Для начала, необходимо определиться с типом насоса. Насос может быть «мокрым» или «сухим». Их отличие состоит в том, что у первого насоса рабочая область находится под слоем воды, то есть, в перекачиваемой среде. В этой же точке будет произведена его установка. Расход и напор воды будут показателями, характеризующими позицию насоса. Для измерения расхода воды используется такое значение, как кубические метры воды в час (скорость насоса в системе отопления), а напор измеряется в метрах. Такие показатели во многом зависят от того, какими характеристиками обладает насос.
В этой же точке будет произведена его установка. Расход и напор воды будут показателями, характеризующими позицию насоса. Для измерения расхода воды используется такое значение, как кубические метры воды в час (скорость насоса в системе отопления), а напор измеряется в метрах. Такие показатели во многом зависят от того, какими характеристиками обладает насос.

 Пар, который образуется, собирается в пузырьки, и если они лопаются, то, тем самым, наносят повреждение материалу, из которого изготовлены трубы или другие компоненты системы отопления.
Пар, который образуется, собирается в пузырьки, и если они лопаются, то, тем самым, наносят повреждение материалу, из которого изготовлены трубы или другие компоненты системы отопления.
 Вы установили его. И теперь вам нужно заставить его работать.
Вы установили его. И теперь вам нужно заставить его работать. В одной системе для полной циркуляции воды может потребоваться одна минута, а в другой – 5 минут.
В одной системе для полной циркуляции воды может потребоваться одна минута, а в другой – 5 минут.
 Первый довольно прост и требует установки насоса на самую медленную скорость, а затем медленное увеличение скорости с течением времени. Однако этот метод, на наш взгляд, занимает слишком много времени и, честно говоря, далек от точности.
Первый довольно прост и требует установки насоса на самую медленную скорость, а затем медленное увеличение скорости с течением времени. Однако этот метод, на наш взгляд, занимает слишком много времени и, честно говоря, далек от точности.

 Некоторые теоретические сведения в сочетании с практическими советами для установщика, все сосредоточено на
Некоторые теоретические сведения в сочетании с практическими советами для установщика, все сосредоточено на  Возьмем контур зарядки бака горячей воды для бытового потребления. Сопротивление змеевика теплообменника постоянно, и единственный сигнал поступает от термостата, который сообщает, что горячая вода в баке становится чуть теплой. Котел запускается и включает насос в контуре. Здесь нужно помнить две важные вещи. Во-первых, этот насос будет работать только час в день или два, если в доме есть дочери-подростки. Во-вторых, мы не можем рассматривать насос отдельно, но нам всегда нужно учитывать общую эффективность системы.
Возьмем контур зарядки бака горячей воды для бытового потребления. Сопротивление змеевика теплообменника постоянно, и единственный сигнал поступает от термостата, который сообщает, что горячая вода в баке становится чуть теплой. Котел запускается и включает насос в контуре. Здесь нужно помнить две важные вещи. Во-первых, этот насос будет работать только час в день или два, если в доме есть дочери-подростки. Во-вторых, мы не можем рассматривать насос отдельно, но нам всегда нужно учитывать общую эффективность системы.
 Проще говоря, в погожий мартовский полдень, когда в воздухе витает весна, только в некоторых комнатах на северной стороне дома могут быть открыты термостатические вентили, в то время как в подавляющем большинстве дома достаточно тепло. Сопротивление системы будет очень высоким, а требуемый расход воды низким. Однако холодным декабрьским утром все наоборот: все помещения требуют тепла, вентили открыты, сопротивление системы крайне низкое, а требуется большой поток.
Проще говоря, в погожий мартовский полдень, когда в воздухе витает весна, только в некоторых комнатах на северной стороне дома могут быть открыты термостатические вентили, в то время как в подавляющем большинстве дома достаточно тепло. Сопротивление системы будет очень высоким, а требуемый расход воды низким. Однако холодным декабрьским утром все наоборот: все помещения требуют тепла, вентили открыты, сопротивление системы крайне низкое, а требуется большой поток.
 Самый очевидный из них — во время ночных неудач. Ваш котел снижает температуру подачи в соответствии с настройкой таймера, чтобы дать птичнику остыть ночью. Все термостатические клапаны реагируют немедленно и полностью открываются, так как они чувствуют, что в помещении слишком холодно. И насос раскручивается до максимальных оборотов, несмотря на то, что весь этот поток на самом деле не нужен.
Самый очевидный из них — во время ночных неудач. Ваш котел снижает температуру подачи в соответствии с настройкой таймера, чтобы дать птичнику остыть ночью. Все термостатические клапаны реагируют немедленно и полностью открываются, так как они чувствуют, что в помещении слишком холодно. И насос раскручивается до максимальных оборотов, несмотря на то, что весь этот поток на самом деле не нужен. По этой причине функцию ночного режима можно отключить.
По этой причине функцию ночного режима можно отключить.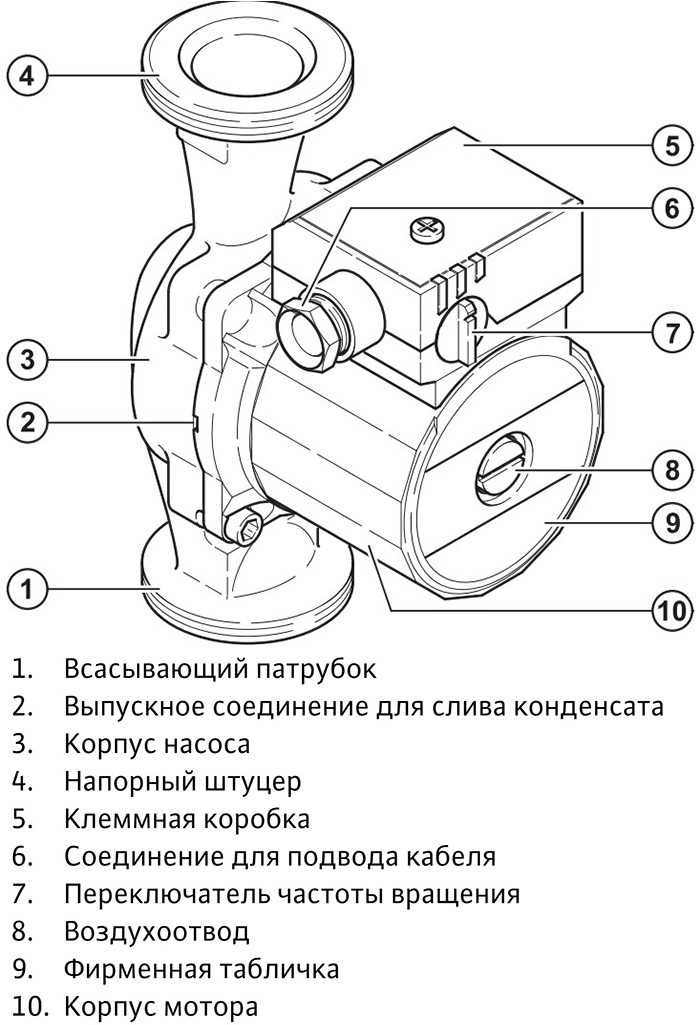 Для обогрева дома обычно требуется более чем в 100 раз больше энергии. Даже если мы учтем тот факт, что электрическая энергия более ценна, чем тепло, должно быть ясно, что первостепенной задачей всегда должно быть максимальное повышение эффективности всей системы. Если вы можете немного снизить максимальную температуру подачи, уменьшив дельта-t в контуре за счет более высокой настройки насоса, сэкономленная тепловая энергия в большинстве случаев значительно превысит дополнительное потребление насоса.
Для обогрева дома обычно требуется более чем в 100 раз больше энергии. Даже если мы учтем тот факт, что электрическая энергия более ценна, чем тепло, должно быть ясно, что первостепенной задачей всегда должно быть максимальное повышение эффективности всей системы. Если вы можете немного снизить максимальную температуру подачи, уменьшив дельта-t в контуре за счет более высокой настройки насоса, сэкономленная тепловая энергия в большинстве случаев значительно превысит дополнительное потребление насоса.
 42
42 4
4 56
56 4
4 84
84 1
1 68
68 6
6 2
2 48
48 2
2 Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения.
Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения. Листы из алюминия и алюминиевых сплавов. Скачать (pdf, 537 кБ)
Листы из алюминия и алюминиевых сплавов. Скачать (pdf, 537 кБ) 28
28 84
84 8
8 12
12 8
8 68
68 2
2 36
36 2
2 4
4 96
96 4
4 Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения.
Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения. Технические условия. Скачать (pdf, 507 кБ)
Технические условия. Скачать (pdf, 507 кБ) Эта классическая американская твердая древесина была свежеспилена. в октябре 2022 года и был полностью запечатан воском.Это один из лучших запасов, которые у нас когда-либо были, и он идеально подходит для многих проектов по деревообработке.
Эта классическая американская твердая древесина была свежеспилена. в октябре 2022 года и был полностью запечатан воском.Это один из лучших запасов, которые у нас когда-либо были, и он идеально подходит для многих проектов по деревообработке. в октябре 2022 года и полностью запечатан воском.0003
в октябре 2022 года и полностью запечатан воском.0003



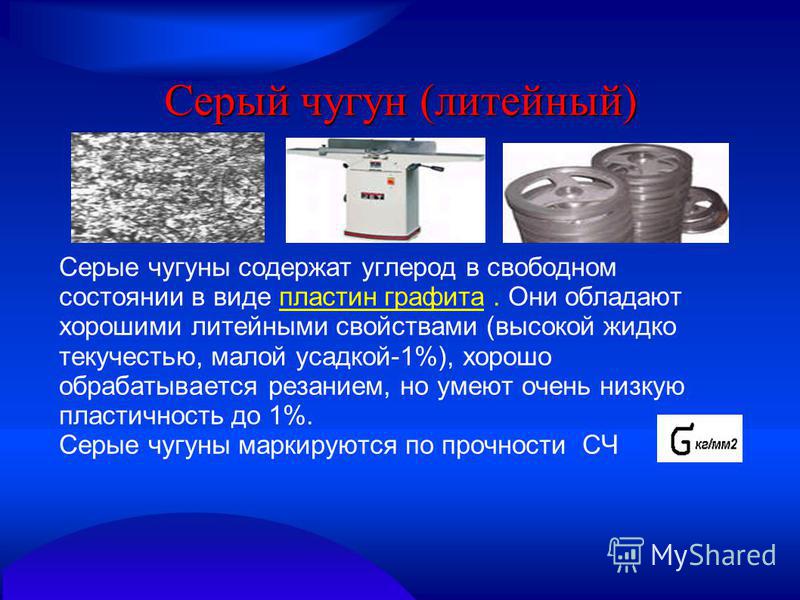
 Выпущенная, с использованием литья, продукция отличалась простотой в производстве и низкой себестоимостью.
Выпущенная, с использованием литья, продукция отличалась простотой в производстве и низкой себестоимостью. Эти марки обладают высокой теплостойкостью.
Эти марки обладают высокой теплостойкостью. Этот элемент может присутствовать в структуре в виде:
Этот элемент может присутствовать в структуре в виде: Так, существуют сплавы СЧ20, СЧ30 и т.д. Для высокопрочных чугунов технологи используют обозначение «ВЧ», а к цифрам, указывающим прочность, добавляется показатель относительного удлинения (%). К примеру, ВЧ50-2.
Так, существуют сплавы СЧ20, СЧ30 и т.д. Для высокопрочных чугунов технологи используют обозначение «ВЧ», а к цифрам, указывающим прочность, добавляется показатель относительного удлинения (%). К примеру, ВЧ50-2.
 дюйм (115-700 МПа)
дюйм (115-700 МПа) Серый чугун очень устойчив к окислению. Серый чугун образует на поверхности защитную пленку или окалину, что делает его более устойчивым к коррозии, чем кованое железо или низкоуглеродистая сталь.
Серый чугун очень устойчив к окислению. Серый чугун образует на поверхности защитную пленку или окалину, что делает его более устойчивым к коррозии, чем кованое железо или низкоуглеродистая сталь.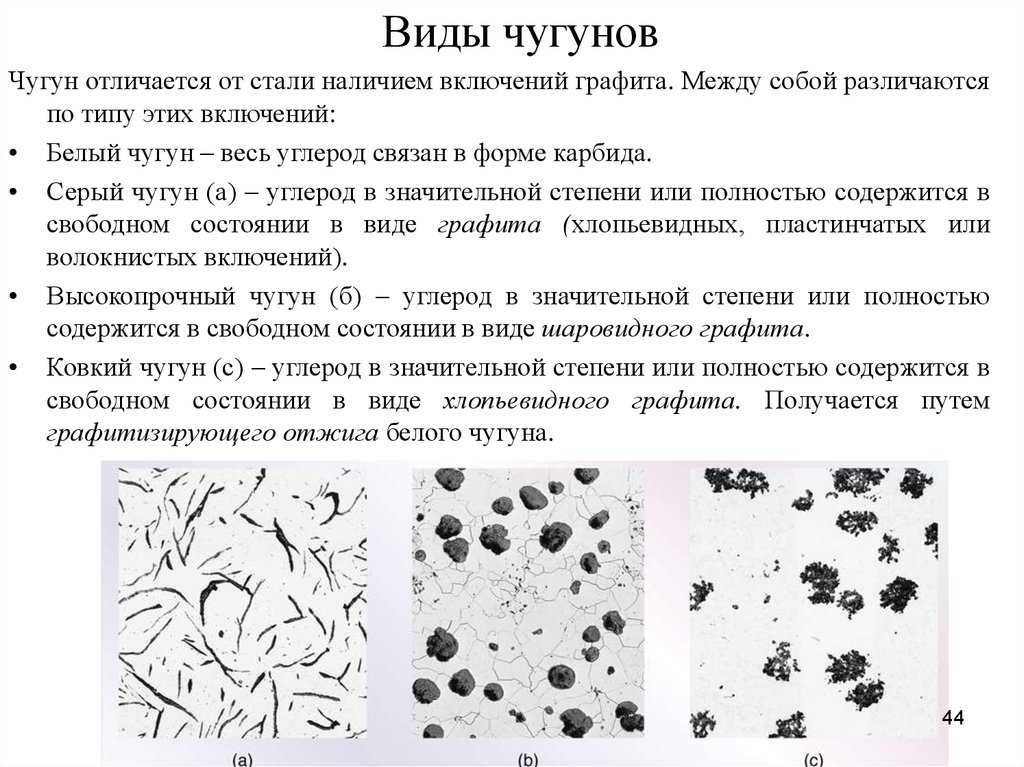


 ) SBR16UU на Z (4 шт.)
) SBR16UU на Z (4 шт.)
 Берем винты класса прочности 8.8 они есть в любом хозмаге.
Берем винты класса прочности 8.8 они есть в любом хозмаге. Крепим винтами М5. Смотрим рисунок.
Крепим винтами М5. Смотрим рисунок.
 Подтягиваем винты.
Подтягиваем винты.


 Отправьте в формате .pdf для 2D-проектов, как указано для 2.5-3D
Отправьте в формате .pdf для 2D-проектов, как указано для 2.5-3D Его также можно использовать для вырезания фигур 2,5-3D из более мягких материалов, таких как пластик и пенопласт. Конструкции во всех случаях должны быть преимущественно плоскостными.
Его также можно использовать для вырезания фигур 2,5-3D из более мягких материалов, таких как пластик и пенопласт. Конструкции во всех случаях должны быть преимущественно плоскостными. pdf. Убедитесь, что чертеж выполнен в масштабе 1:1 для выреза кровати размером 48 x 48 дюймов.
pdf. Убедитесь, что чертеж выполнен в масштабе 1:1 для выреза кровати размером 48 x 48 дюймов. Он запросит у вас следующую информацию.
Он запросит у вас следующую информацию. ЧПУ означает компьютерное числовое управление.
ЧПУ означает компьютерное числовое управление.

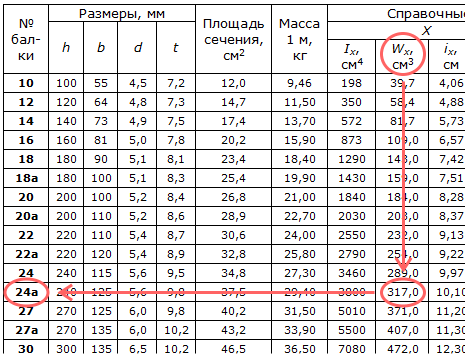



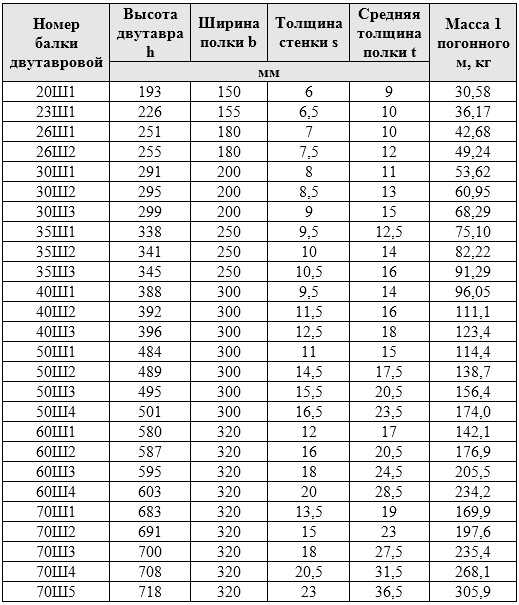
 9
9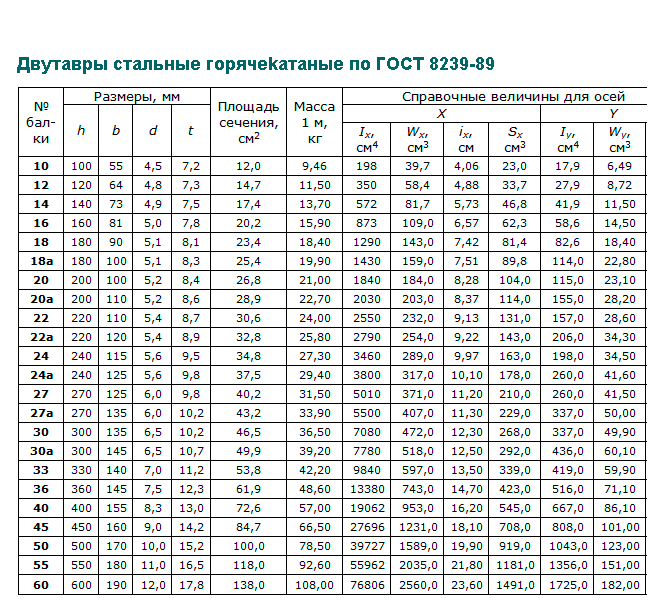 3
3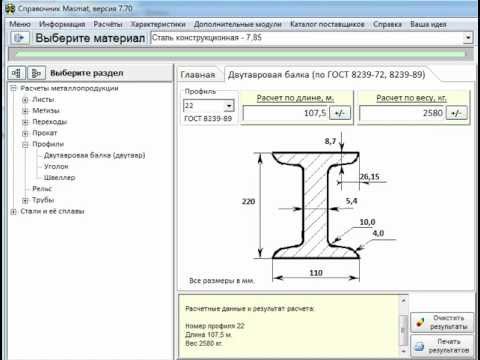 5
5 5
5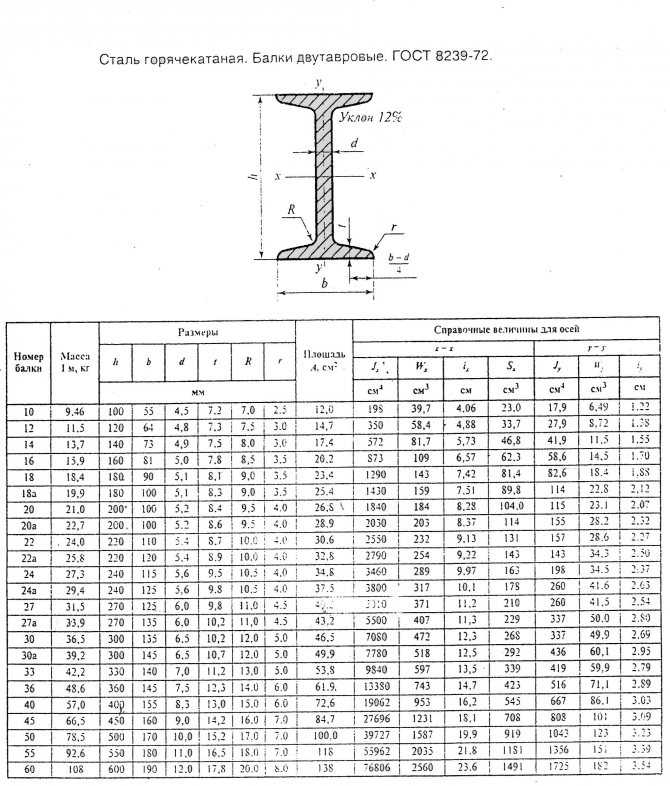 6
6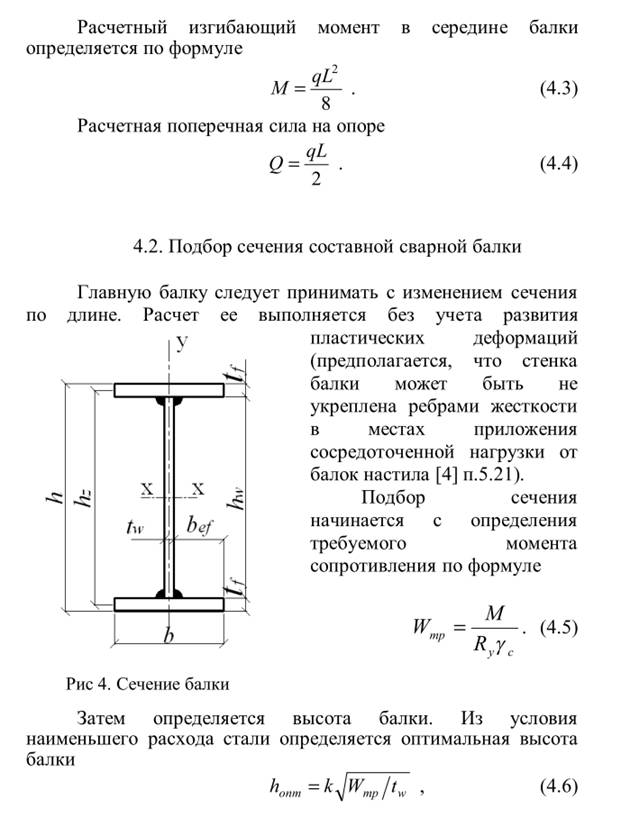 71
71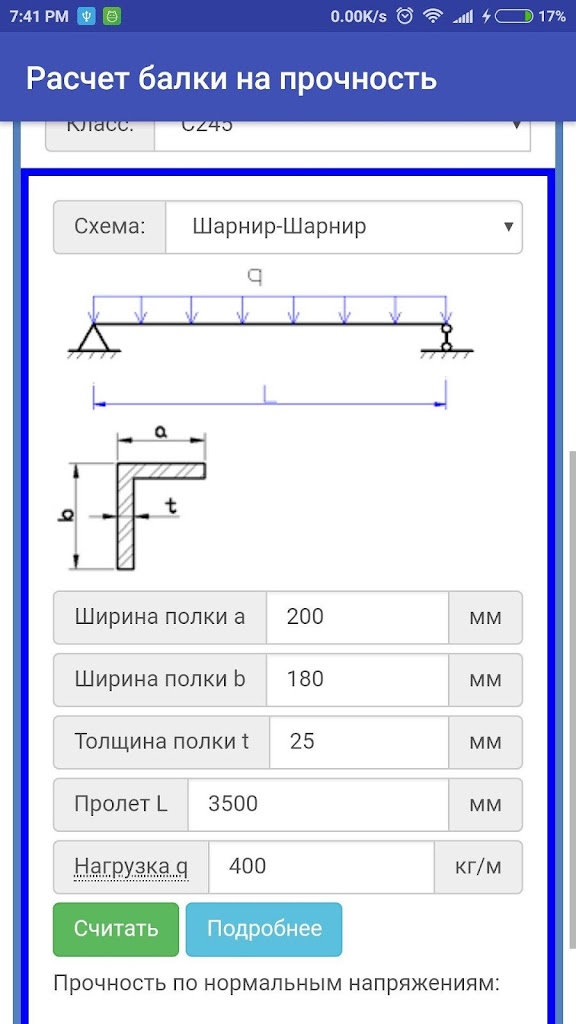 2
2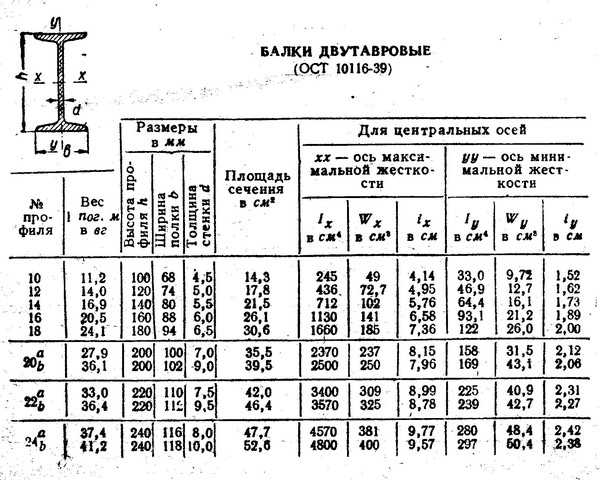 6
6 3
3 1
1 9
9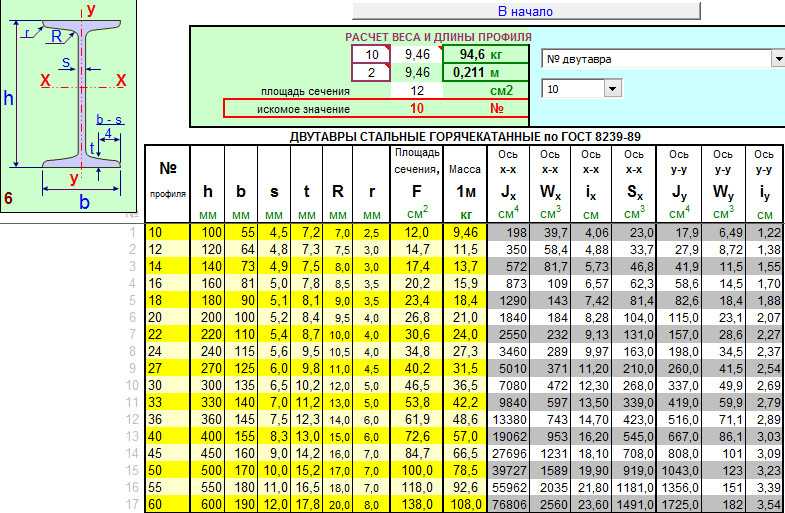 5
5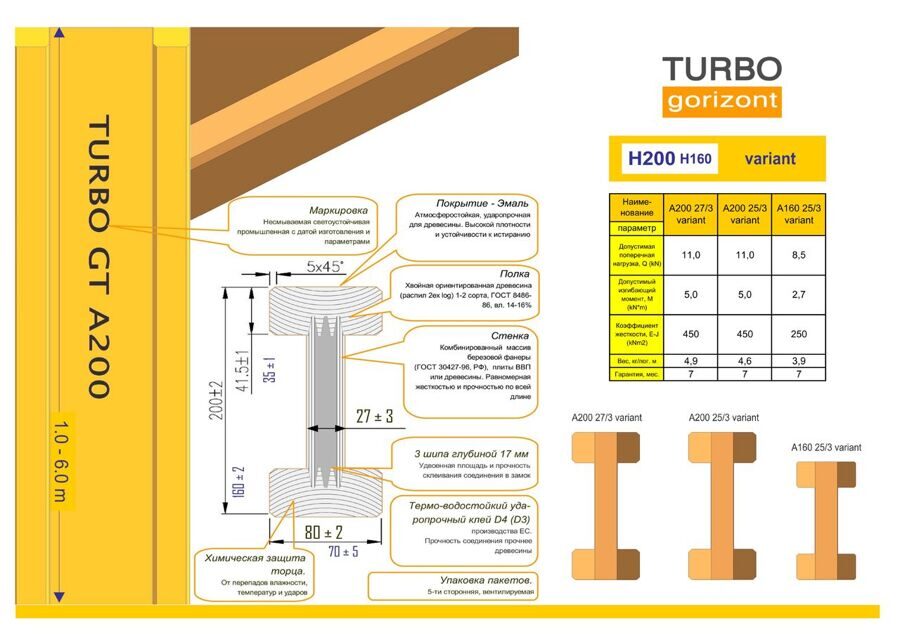 2
2 1
1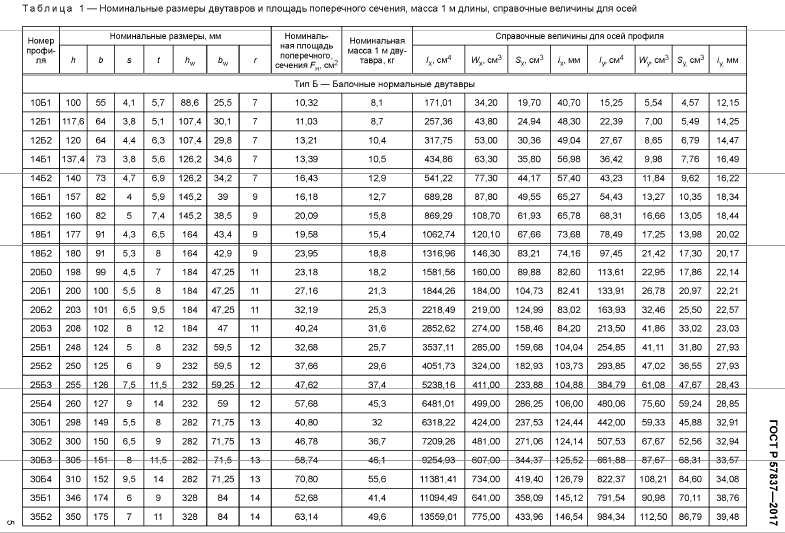 5
5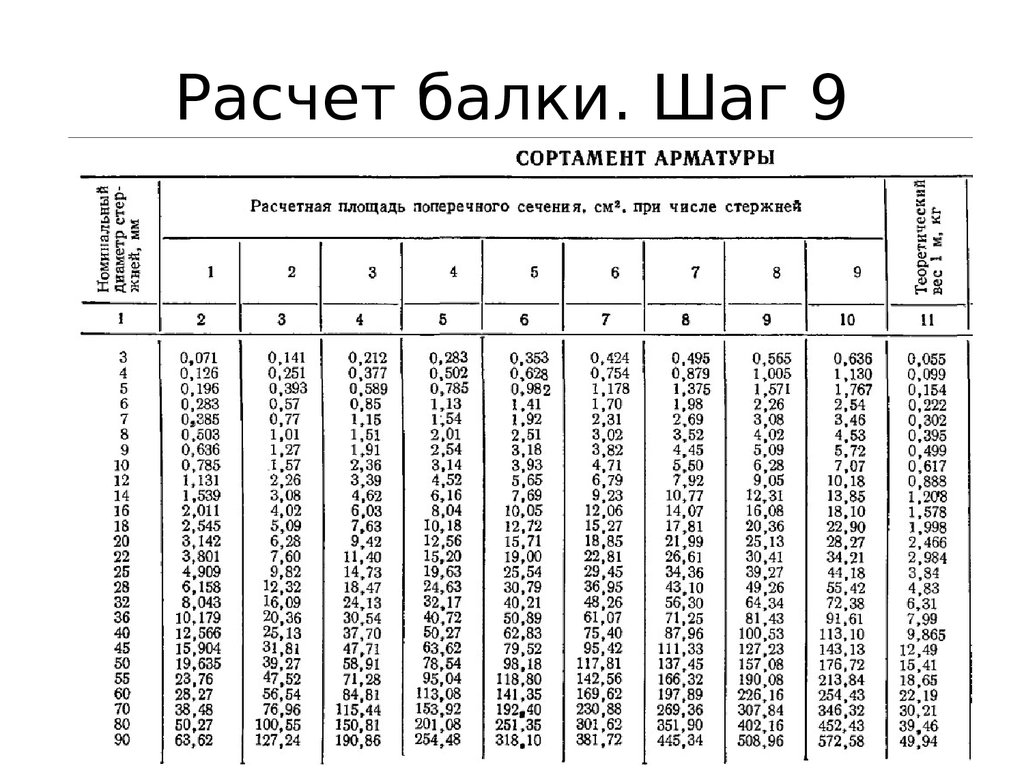 Название профиля и вес
Название профиля и вес 21
21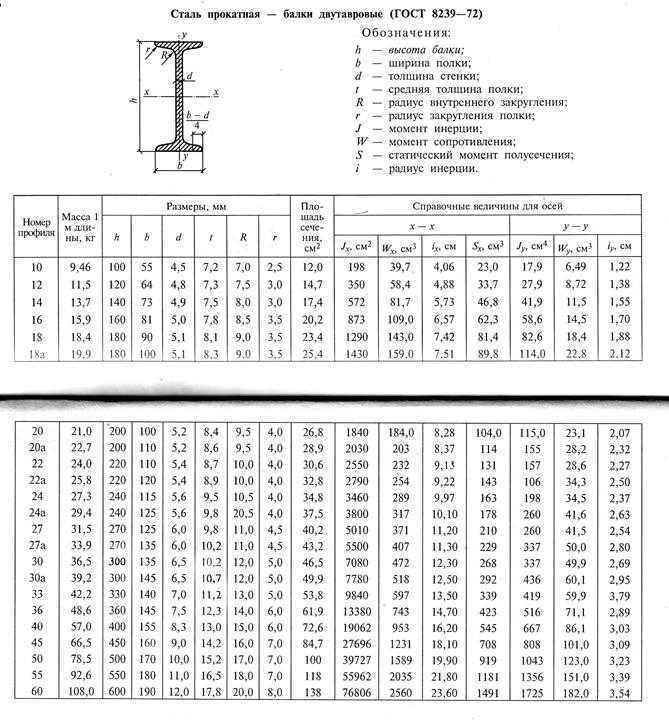 Из неё строится основа здания, которую затем обшивают другими элементами.
Из неё строится основа здания, которую затем обшивают другими элементами. Другие предприятия выпускают этот прокат при наличии соответствующего заказа, конечно заказ должен быть большим. Так как балка это продукция со специфическими свойствами, её иногда закупают за рубежом.
Другие предприятия выпускают этот прокат при наличии соответствующего заказа, конечно заказ должен быть большим. Так как балка это продукция со специфическими свойствами, её иногда закупают за рубежом.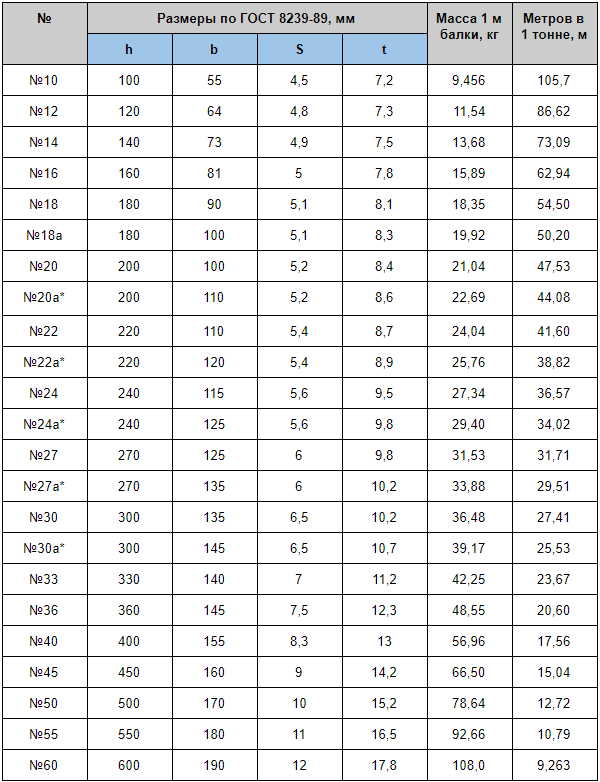
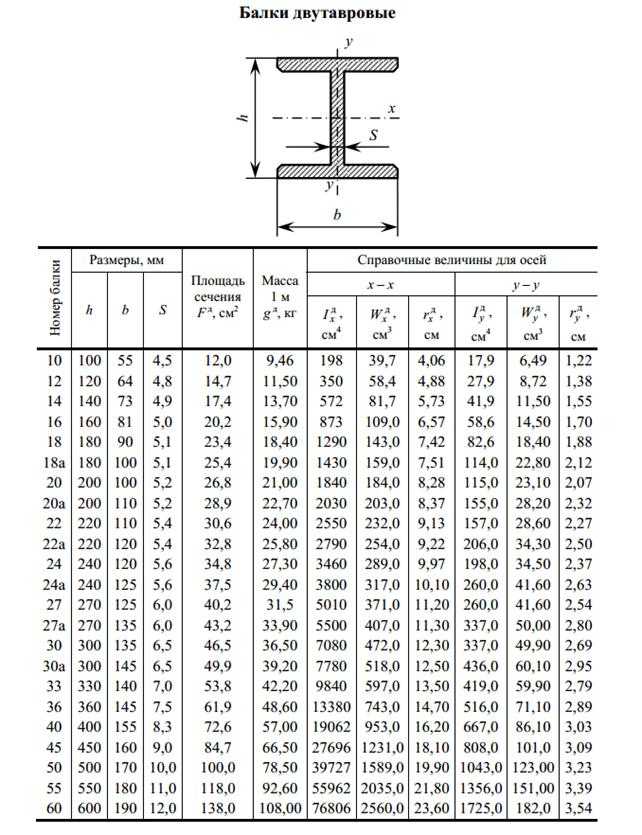
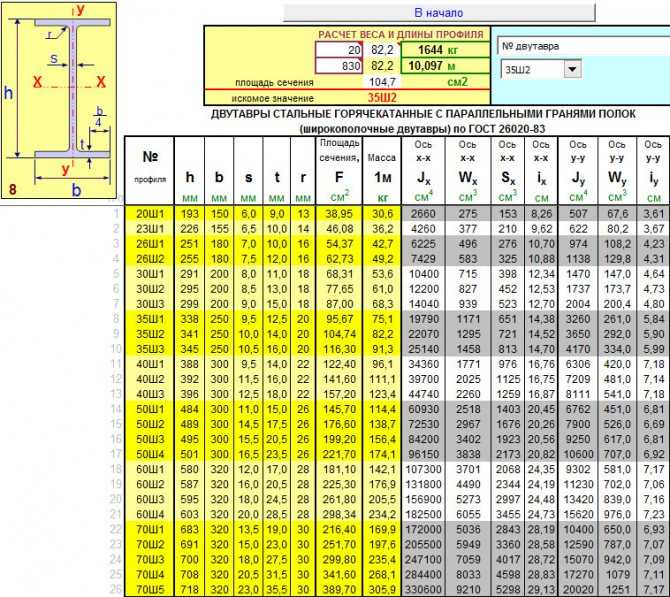 .) конструкционной широкополочной балки, является расчетным значением для
.) конструкционной широкополочной балки, является расчетным значением для
 моментный баланс может быть выражен как
моментный баланс может быть выражен как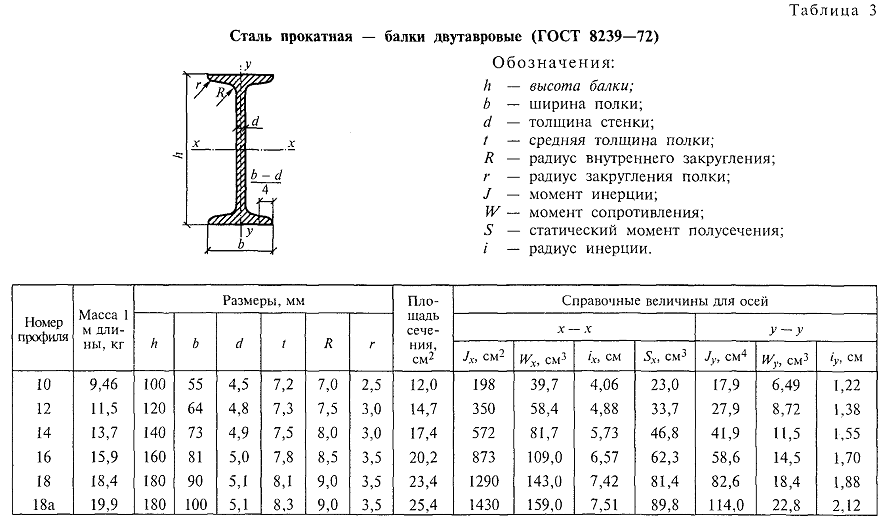

 Так 40х25х2 обозначает, что размеры профиля – 40х25, а толщина – 2 мм. Длина изготовляемых швеллеров составляет 3-6 метров. Они легко поддаются резке, самостоятельно можно подобрать требуемую длину. Профили бывают стандартными и изготовленными по отдельному заказу.
Так 40х25х2 обозначает, что размеры профиля – 40х25, а толщина – 2 мм. Длина изготовляемых швеллеров составляет 3-6 метров. Они легко поддаются резке, самостоятельно можно подобрать требуемую длину. Профили бывают стандартными и изготовленными по отдельному заказу.
 Размеры и форма записываются иначе, чем у круглой, например: 50х50х2, 40х40х3. Стандартные значения – от 1 до 6 метров.
Размеры и форма записываются иначе, чем у круглой, например: 50х50х2, 40х40х3. Стандартные значения – от 1 до 6 метров.
 Свое название получил из-за характерной формы в виде буквы П, такая конструктивная особенность обеспечила малый вес и конкурентные технические характеристики.
Свое название получил из-за характерной формы в виде буквы П, такая конструктивная особенность обеспечила малый вес и конкурентные технические характеристики. Отличаются долговечностью, хорошими антикоррозийными свойствами, малый вес способствует уменьшению нагрузной способности на несущие конструкции стен;
Отличаются долговечностью, хорошими антикоррозийными свойствами, малый вес способствует уменьшению нагрузной способности на несущие конструкции стен;

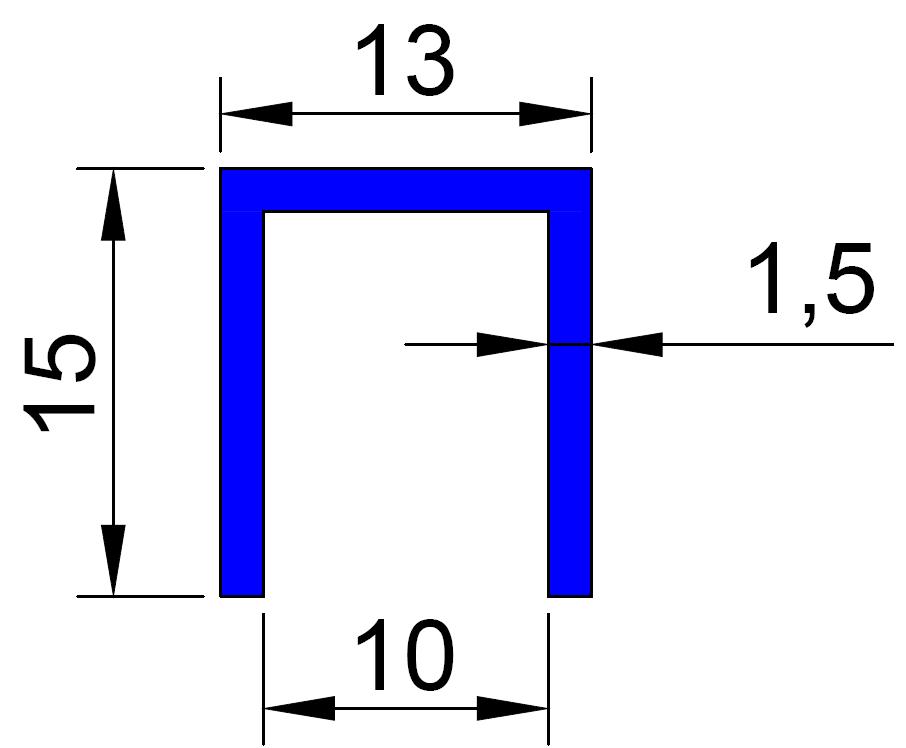
 snapback, риск изогнутый контакт с женщинами
snapback, риск изогнутый контакт с женщинами  Подходит для хлопка.
Подходит для хлопка. 
 Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.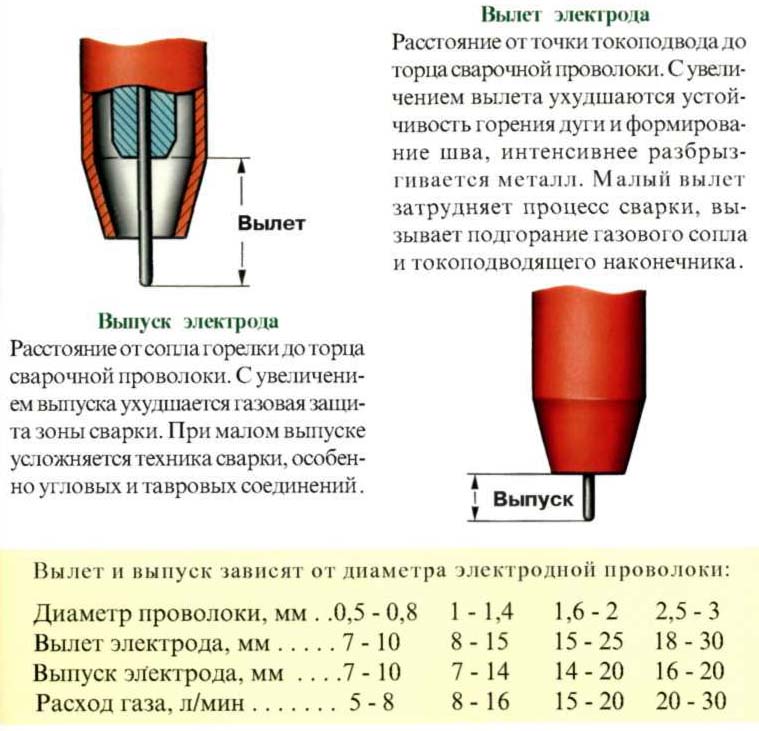 Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами. Окружающая поверхность не забрызгается каплями расплавленного металла.
Окружающая поверхность не забрызгается каплями расплавленного металла. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами. Размеры электродов для сварки от различных производителей:
Размеры электродов для сварки от различных производителей: 46
46
 Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.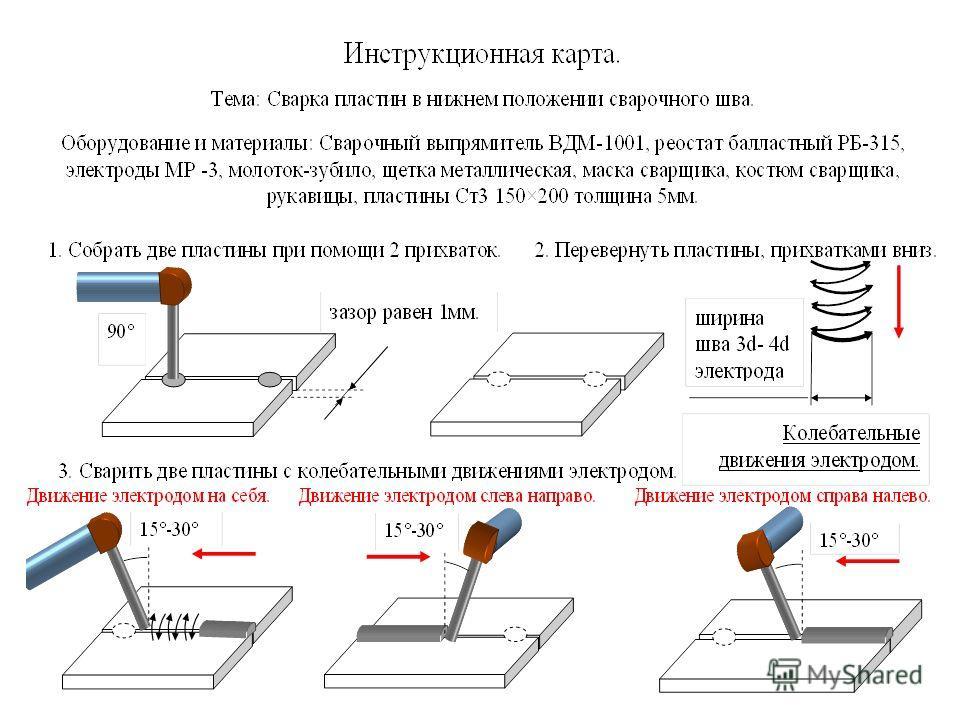 Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
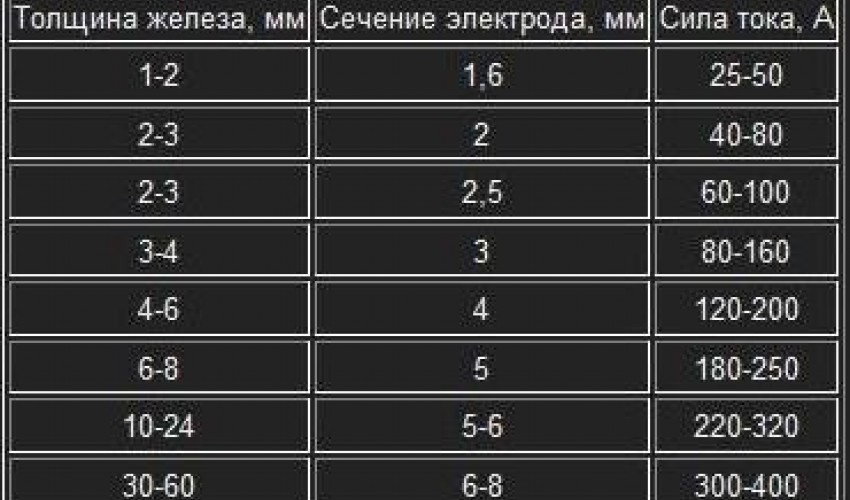 Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.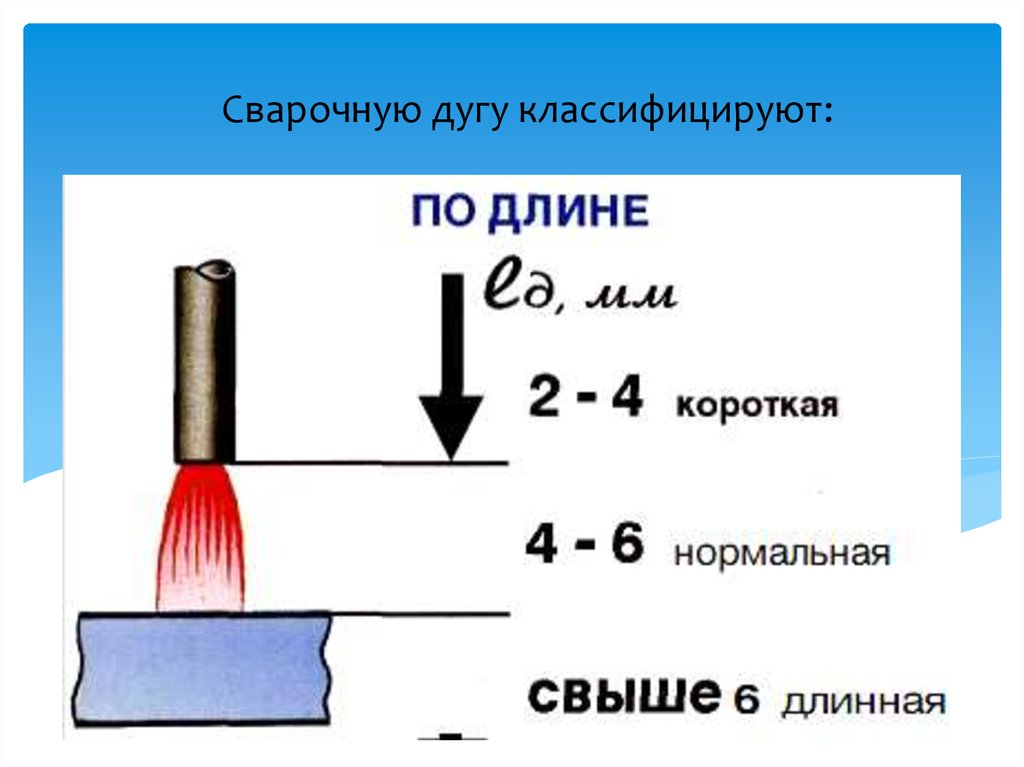 Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки. Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
 Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
 , Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М.
, Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М. doi: 10.1111/j.1540-8159.1993.tb01630.x.
doi: 10.1111/j.1540-8159.1993.tb01630.x.
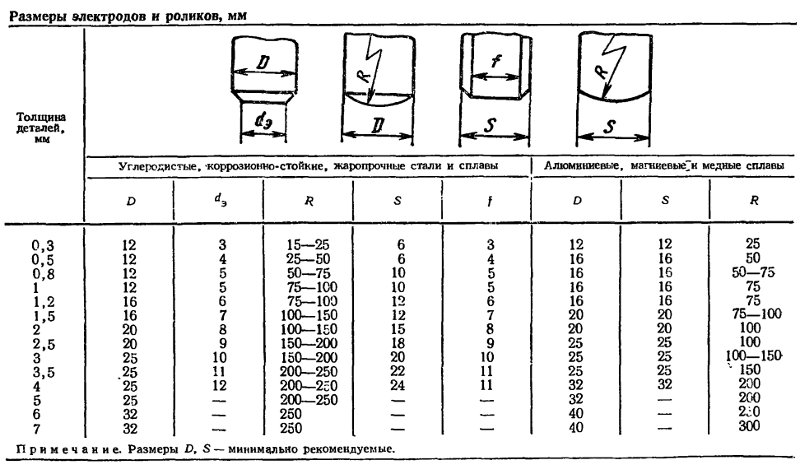
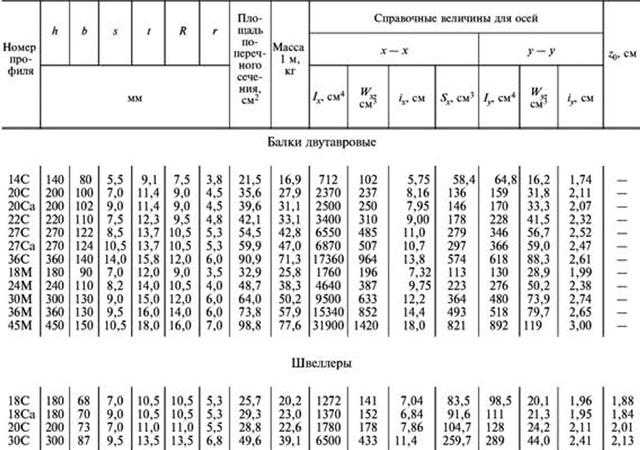 Нанесение цинкового слоя повышает антикоррозийные свойства, что применяется при изготовлении профнастила.
Нанесение цинкового слоя повышает антикоррозийные свойства, что применяется при изготовлении профнастила.

 метра, кг
метра, кг
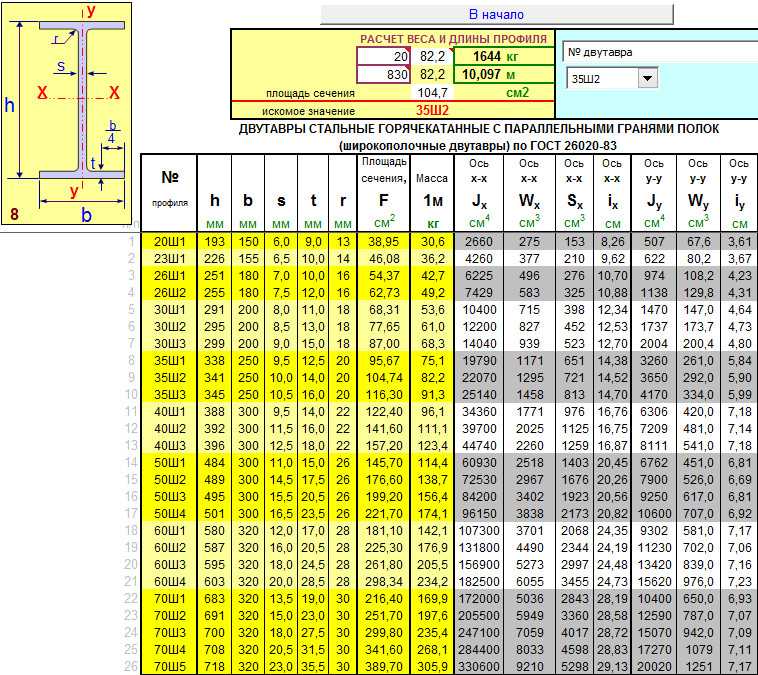
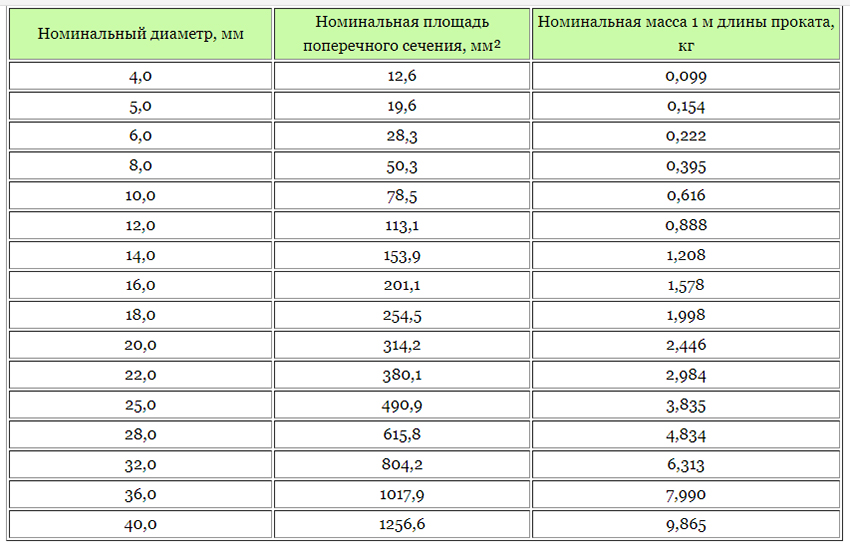
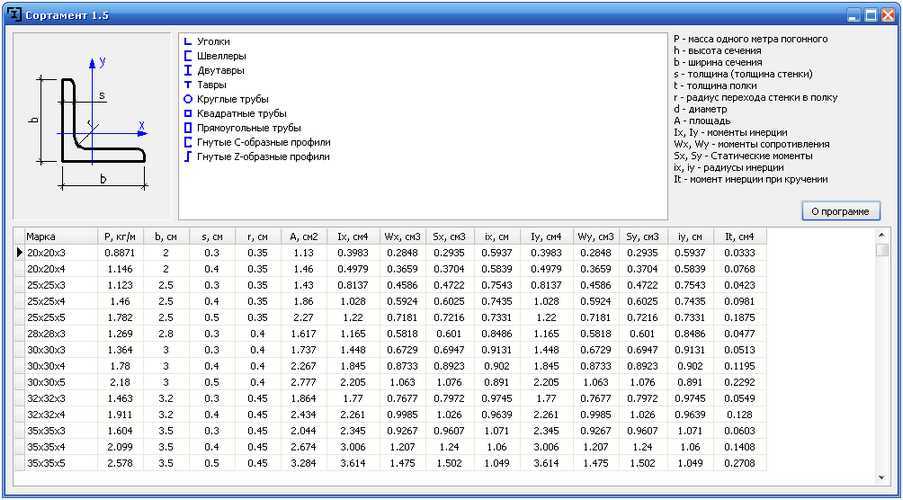


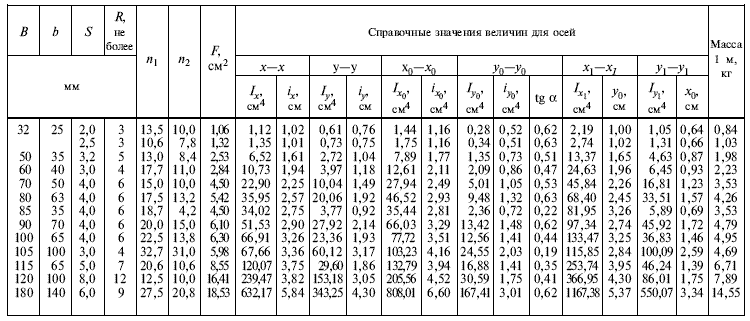
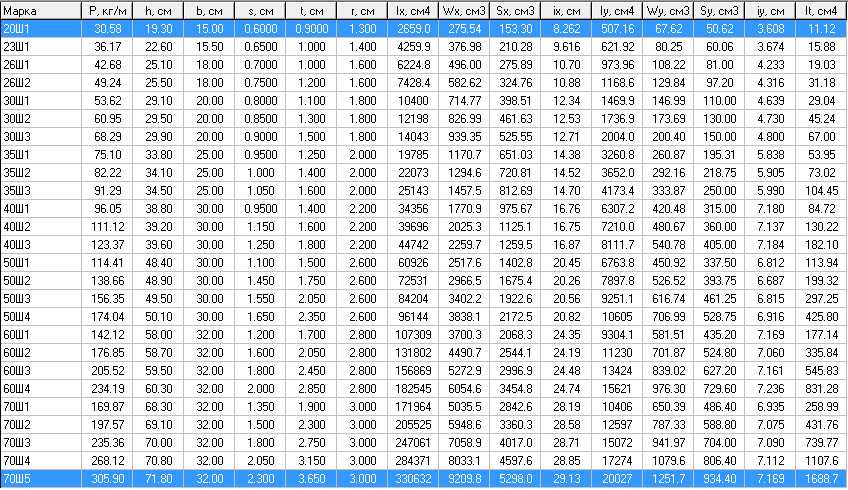 Поскольку переменные решения и ограничения обычно входят в логические группы, вам часто потребуется использовать диапазоны ячеек в электронной таблице для их представления.
Поскольку переменные решения и ограничения обычно входят в логические группы, вам часто потребуется использовать диапазоны ячеек в электронной таблице для их представления. Например, значение 15 в ячейке C9 означает, что для изготовления поддона панелей в тихоокеанском стиле требуется 15 часов прессования. Эти числа получены непосредственно из формул для ограничений, показанных ранее. Имея эти значения, мы можем ввести формулу в ячейку F8, чтобы вычислить общее количество клея, используемого для любого количества произведенных поддонов:
Например, значение 15 в ячейке C9 означает, что для изготовления поддона панелей в тихоокеанском стиле требуется 15 часов прессования. Эти числа получены непосредственно из формул для ограничений, показанных ранее. Имея эти значения, мы можем ввести формулу в ячейку F8, чтобы вычислить общее количество клея, используемого для любого количества произведенных поддонов: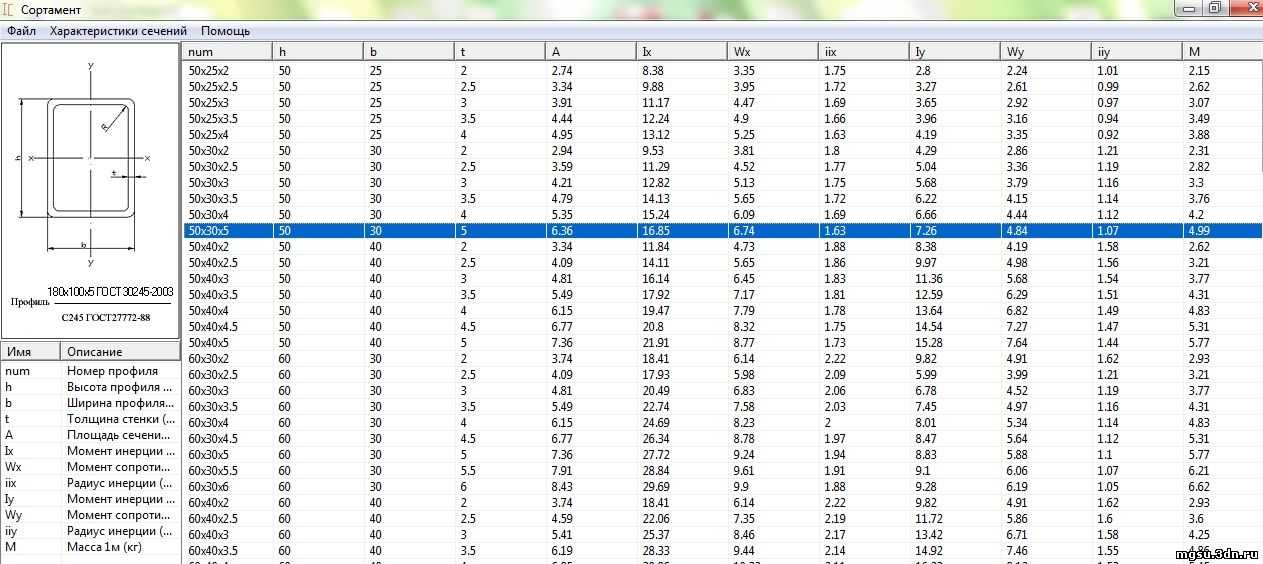 Мы можем ввести этот набор ограничений непосредственно в диалоговых окнах Решателя вместе с условиями неотрицательности :
Мы можем ввести этот набор ограничений непосредственно в диалоговых окнах Решателя вместе с условиями неотрицательности :  В своей простейшей форме задача о наборе продуктов заключается в том, как определить количество каждого продукта, которое должно быть произведено в течение месяца, чтобы максимизировать прибыль. Ассортимент продукции обычно должен соответствовать следующим ограничениям:
В своей простейшей форме задача о наборе продуктов заключается в том, как определить количество каждого продукта, которое должно быть произведено в течение месяца, чтобы максимизировать прибыль. Ассортимент продукции обычно должен соответствовать следующим ограничениям:
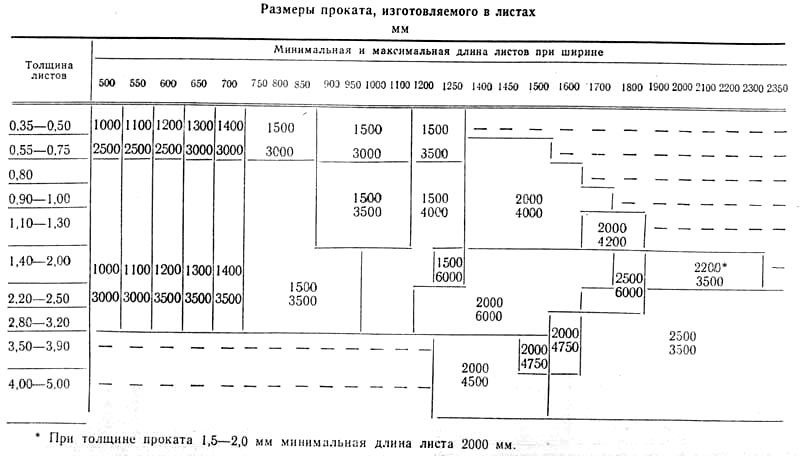 Затем мы будем использовать метод проб и ошибок, чтобы варьировать ассортимент продукции для оптимизации прибыли, не используя больше рабочей силы или сырья, чем доступно, и не производя никаких лекарств сверх спроса. Мы используем Солвер в этом процессе только на этапе проб и ошибок. По сути, Solver — это механизм оптимизации, который безупречно выполняет поиск методом проб и ошибок.
Затем мы будем использовать метод проб и ошибок, чтобы варьировать ассортимент продукции для оптимизации прибыли, не используя больше рабочей силы или сырья, чем доступно, и не производя никаких лекарств сверх спроса. Мы используем Солвер в этом процессе только на этапе проб и ошибок. По сути, Solver — это механизм оптимизации, который безупречно выполняет поиск методом проб и ошибок.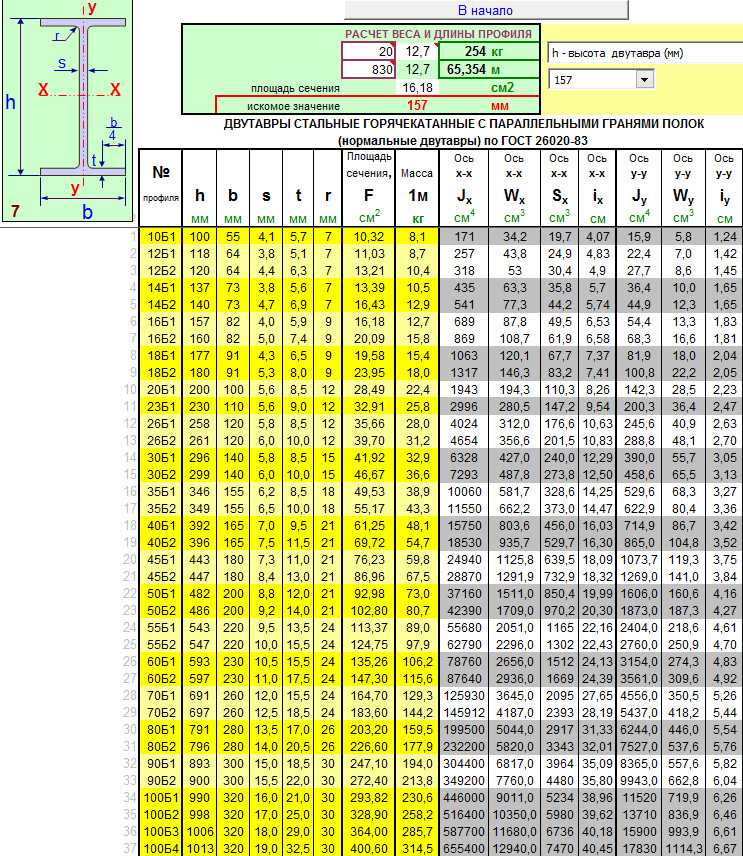 Наше использование рабочей силы рассчитывается на
Наше использование рабочей силы рассчитывается на Формула в ячейке D15 вычисляет использование сырья.
Формула в ячейке D15 вычисляет использование сырья.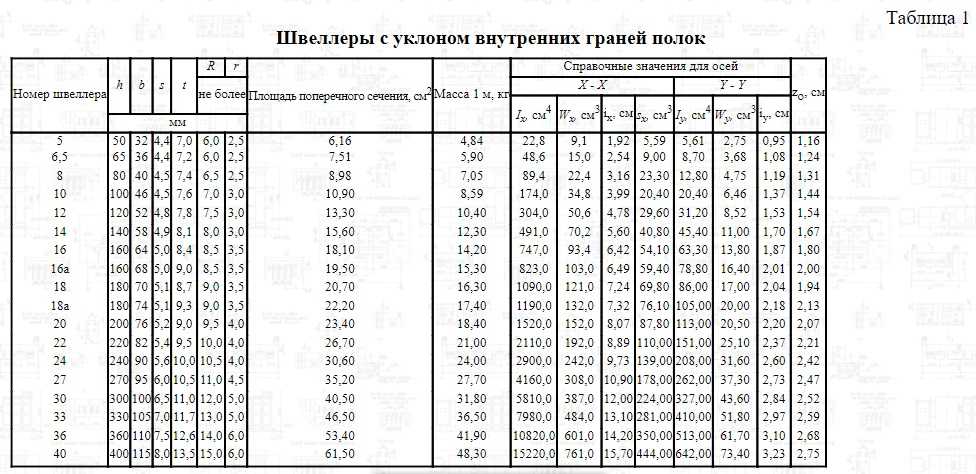 Количество произведенных фунтов каждого продукта (указано в диапазоне ячеек D2:I2)
Количество произведенных фунтов каждого продукта (указано в диапазоне ячеек D2:I2) org/ListItem»>
org/ListItem»> Щелкните поле «Изменение ячеек», а затем укажите диапазон D2:I2, который содержит количество фунтов, произведенных каждым лекарством. Теперь диалоговое окно должно выглядеть, как показано на рис. 27-3.
Щелкните поле «Изменение ячеек», а затем укажите диапазон D2:I2, который содержит количество фунтов, произведенных каждым лекарством. Теперь диалоговое окно должно выглядеть, как показано на рис. 27-3.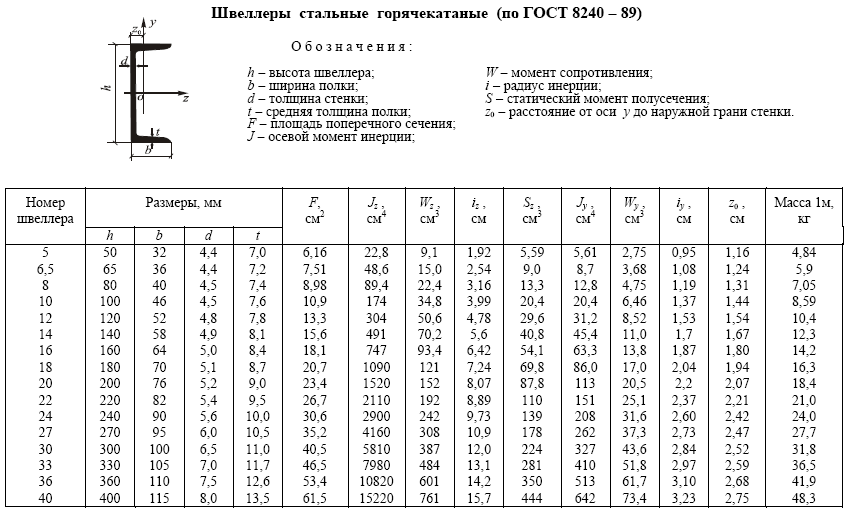 Щелкните Добавить, чтобы ввести ограничения спроса. Заполните диалоговое окно Add Constraint, как показано на рисунке 27-6.
Щелкните Добавить, чтобы ввести ограничения спроса. Заполните диалоговое окно Add Constraint, как показано на рисунке 27-6.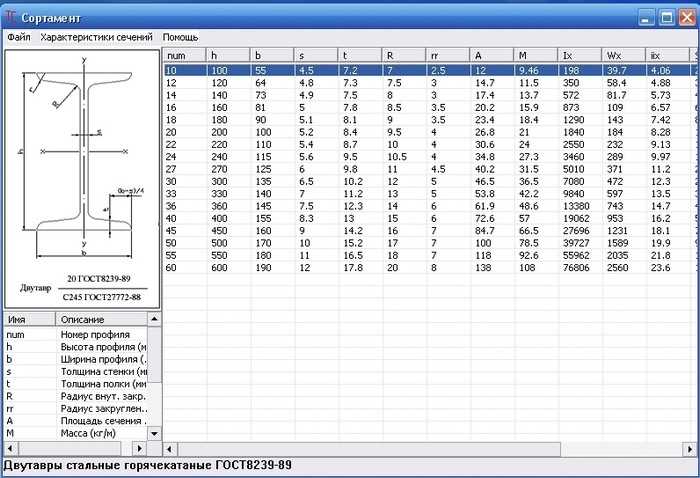 org/ListItem»>
org/ListItem»> Установите флажок «Предполагать линейную модель» и поле «Предполагать неотрицательное», как показано на рис. 27-8 на следующей странице. Нажмите «ОК».
Установите флажок «Предполагать линейную модель» и поле «Предполагать неотрицательное», как показано на рис. 27-8 на следующей странице. Нажмите «ОК». Это означает, что каждое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой.
Это означает, что каждое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой.
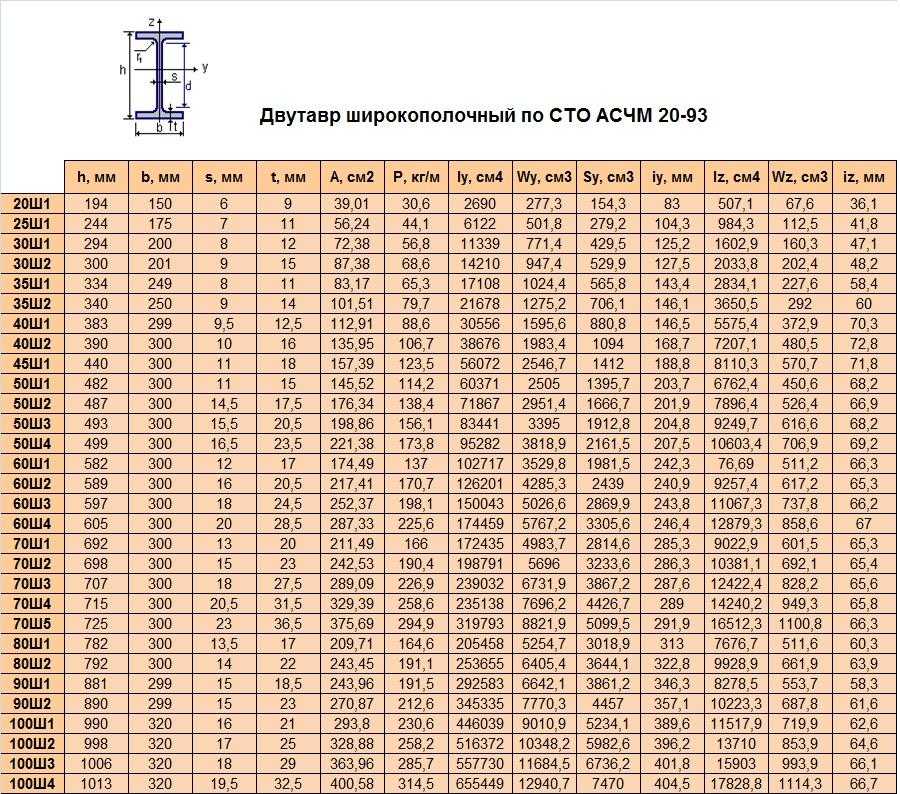 org/ListItem»>
org/ListItem»> Как я говорил в главе 26, оптимальным решением для модели ассортимента продуктов будет набор изменяющихся значений ячеек (фунтов, произведенных каждым лекарством), который максимизирует прибыль по сравнению с набором всех возможных решений. Опять же, допустимое решение — это набор изменяющихся значений ячеек, удовлетворяющих всем ограничениям. Изменение значений ячеек показано на рис. 27-9.являются допустимым решением, потому что все уровни производства неотрицательны, уровни производства не превышают потребности, а использование ресурсов не превышает доступных ресурсов.
Как я говорил в главе 26, оптимальным решением для модели ассортимента продуктов будет набор изменяющихся значений ячеек (фунтов, произведенных каждым лекарством), который максимизирует прибыль по сравнению с набором всех возможных решений. Опять же, допустимое решение — это набор изменяющихся значений ячеек, удовлетворяющих всем ограничениям. Изменение значений ячеек показано на рис. 27-9.являются допустимым решением, потому что все уровни производства неотрицательны, уровни производства не превышают потребности, а использование ресурсов не превышает доступных ресурсов. org/ListItem»>
org/ListItem»>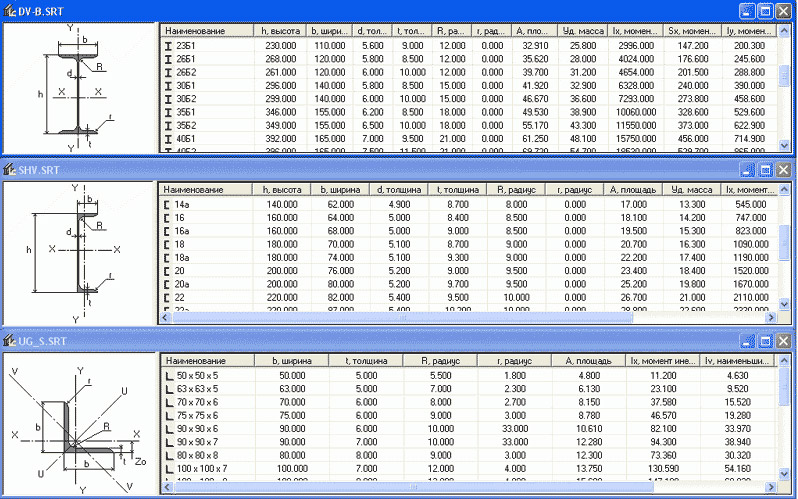 (См. рабочий лист No Feasible Solution в файле Prodmix.xlsx.) Затем мы должны изменить наши ограничения спроса с D2:I2<=D8:I8 до D2:I2>=D8:I8 . Для этого откройте Solver, выберите зависимость D2:I2<=D8:I8, а затем нажмите кнопку «Изменить». Появится диалоговое окно «Изменить ограничение», показанное на рис. 27-12.
(См. рабочий лист No Feasible Solution в файле Prodmix.xlsx.) Затем мы должны изменить наши ограничения спроса с D2:I2<=D8:I8 до D2:I2>=D8:I8 . Для этого откройте Solver, выберите зависимость D2:I2<=D8:I8, а затем нажмите кнопку «Изменить». Появится диалоговое окно «Изменить ограничение», показанное на рис. 27-12.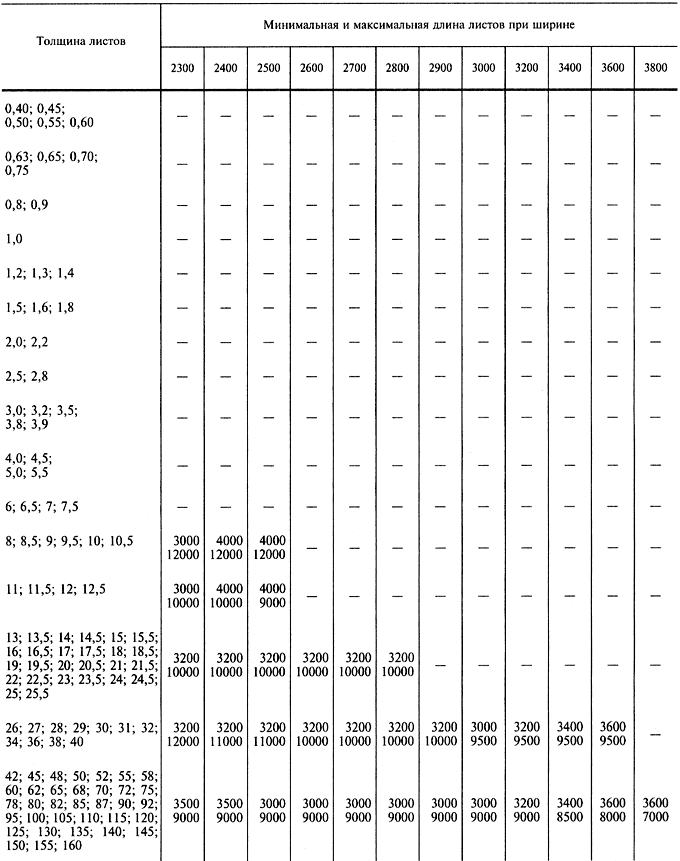 (Вы можете увидеть эту проблему Решателя на рабочем листе Set Values Do Not Converge в файле Prodmix.xlsx.) Чтобы найти оптимальное решение для этой ситуации, откройте Решатель, нажмите кнопку «Параметры» и снимите флажок «Предполагать неотрицательное». . В диалоговом окне «Параметры решателя» выберите ограничение потребности D2:I2<=D8:I8, а затем нажмите «Удалить», чтобы удалить ограничение. Когда вы нажимаете «Решить», «Поиск решения» возвращает сообщение «Установить значения ячеек не сходятся». Это сообщение означает, что если целевая ячейка должна быть максимизирована (как в нашем примере), существуют допустимые решения с произвольно большими значениями целевой ячейки. (Если целевая ячейка должна быть минимизирована, сообщение «Установить значения ячеек не сходятся» означает, что существуют возможные решения с произвольно малыми значениями целевых ячеек.) В нашей ситуации, допуская отрицательное производство лекарства, мы фактически «создаем ресурсы, которые можно использовать для производства сколь угодно больших количеств других наркотиков.
(Вы можете увидеть эту проблему Решателя на рабочем листе Set Values Do Not Converge в файле Prodmix.xlsx.) Чтобы найти оптимальное решение для этой ситуации, откройте Решатель, нажмите кнопку «Параметры» и снимите флажок «Предполагать неотрицательное». . В диалоговом окне «Параметры решателя» выберите ограничение потребности D2:I2<=D8:I8, а затем нажмите «Удалить», чтобы удалить ограничение. Когда вы нажимаете «Решить», «Поиск решения» возвращает сообщение «Установить значения ячеек не сходятся». Это сообщение означает, что если целевая ячейка должна быть максимизирована (как в нашем примере), существуют допустимые решения с произвольно большими значениями целевой ячейки. (Если целевая ячейка должна быть минимизирована, сообщение «Установить значения ячеек не сходятся» означает, что существуют возможные решения с произвольно малыми значениями целевых ячеек.) В нашей ситуации, допуская отрицательное производство лекарства, мы фактически «создаем ресурсы, которые можно использовать для производства сколь угодно больших количеств других наркотиков.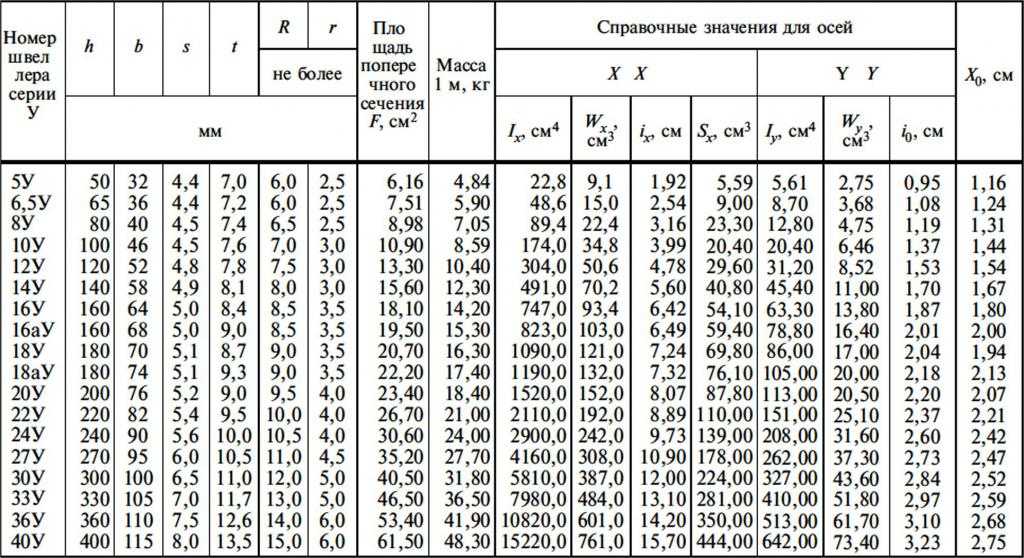 Учитывая наш неограниченный спрос, это позволяет нам получать неограниченную прибыль. В реальной ситуации мы не можем заработать бесконечное количество денег. Короче говоря, если вы видите «Установленные значения не сходятся», в вашей модели действительно есть ошибка.
Учитывая наш неограниченный спрос, это позволяет нам получать неограниченную прибыль. В реальной ситуации мы не можем заработать бесконечное количество денег. Короче говоря, если вы видите «Установленные значения не сходятся», в вашей модели действительно есть ошибка. Техник А может производить только продукты 1 и 3. Техник Б может производить только продукты 1 и 2. Техник C может производить только Продукт 3. Техник D может производить только Продукт 2. Каждая произведенная единица продукции приносит следующую прибыль: Продукт 1 — 6 долларов; Продукт 2, 7 долларов; и Продукт 3, 10 долларов. Время (в часах), необходимое каждому специалисту для производства продукта, составляет:
Техник А может производить только продукты 1 и 3. Техник Б может производить только продукты 1 и 2. Техник C может производить только Продукт 3. Техник D может производить только Продукт 2. Каждая произведенная единица продукции приносит следующую прибыль: Продукт 1 — 6 долларов; Продукт 2, 7 долларов; и Продукт 3, 10 долларов. Время (в часах), необходимое каждому специалисту для производства продукта, составляет: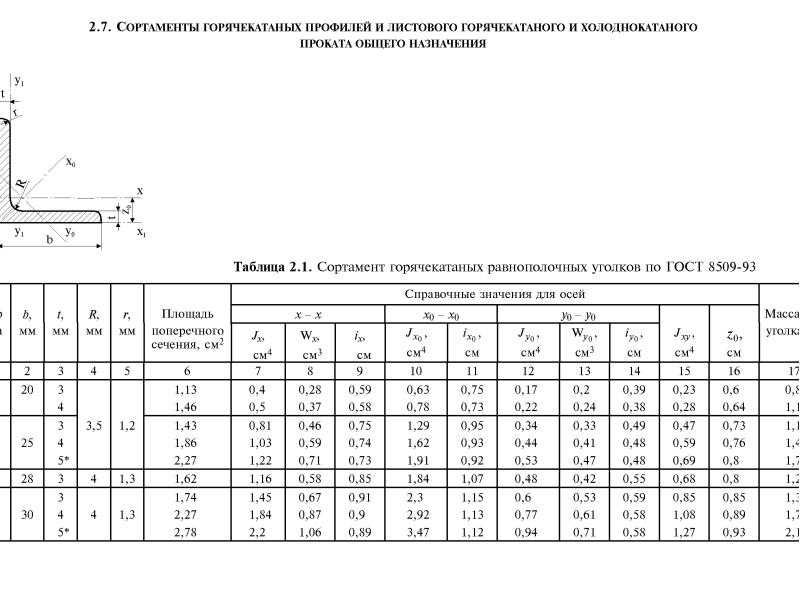 org/ListItem»>
org/ListItem»> 2 часа
2 часа org/ListItem»>
org/ListItem»>