описание и разновидности, преимущества, основные характеристики
Занимаясь строительными или ремонтными работами, практически каждый сталкивается с необходимостью разрезать какую-либо заготовку из металла. Для выполнения этой процедуры можно воспользоваться болгаркой, фрезой, ручными ножницами по металлу.
Но что делать, если разрезать металлический лист необходимо, а таких инструментов под рукой нет? Решить проблему можно с помощью обыкновенной дрели и специальной насадки, которую можно купить в любом строительном магазине.
Что представляют собой насадки для резки металла
Такое приспособление, по сути, является шплинтоном или пуансоном, которое множеством повторных движений с помощью матрицы пробивает металл. В результате этого в разрезаемой металлической детали образуется полоска нужной формы и ширины в 3,1 мм.
Благодаря точечному воздействию на металл, целостность защитных слоёв изделия сохраняется максимально.
С помощью насадки можно обработать материал, который имеет толщину:
алюминий – до 2 мм;
медь, латунь, листовое железо, чистый цинк и сталь, имеющая покрытие из цинка – до 1,5 мм;
нержавеющая сталь – до 0,8 мм.
В действие инструмент для резки приводит патрон дрели, на который он и закрепляется. Стоит отметить, что разрезать металл насадка сможет только в том случае, если количество оборотов дрели будет не мене 2700 об/мин.
Преимущества насадок
По сравнению с болгаркой, насадка на дрель имеет большое количество преимуществ.
Высокое качество реза.
Экономия средств за счёт того, что не нужно тратиться на расходные материалы.
Производительность.
Универсальность.
Удобный процесс резки, так как инструмент оборудован специальной ручкой.
Возможность работы от электрической или пневмодрели.
Простота в применении и обслуживании.
Возможность проделывать отверстия любой формы.
Однако, несмотря на все достоинства инструмента, чтобы обеспечить высокое качество резки, для работы с ним необходимы определённая сноровка и навыки.
Специальная насадка «Сверчок» на дрель для резки металла
Строительные магазины предлагают несколько видов приспособлений на дрели для резки металла.
Насадка «Сверчок». Приспособление «Сверчок» — это высечные (вырубные) ножницы, которые способны выполнить ровный срез. Инструмент используют для резания не только гладких, но и профильных металлических листов.
Кроме металла, ими можно резать пластик и поликарбонат. Используется Сверчок для раскроя тонколистовых изделий:
Максимальная толщина листовой стали должна быть в 1,5 мм.
Максимальная толщина нержавейки – 1,2 мм.
Максимальная толщина меди и алюминия – 2 мм.
Толщина пластика – 2 мм.
С помощью насадки Сверчок можно резать на горизонтальных и вертикальных поверхностях, а также выполнять внутренние резы. Чтобы внутренний рез получился качественным, заготовку предварительно следует просверлить.
Инструмент незаменим при выполнении кровельных работ, во время которых требуется обработка металлочерепицы или профнастила. После применения Сверчка, используемые материалы не будут деформированы, а рез получится ровным и красивым.
Если есть необходимость сделать художественную резку или высверлить в листе большое круглое отверстие, то насадка «Сверчок» легко справиться с такой задачей.
Насадка «Стальной бобёр»
Приспособление предназначено для резки плоских и профильных листов (профнастил, металлочерепица). Оно имеет режущий механизм, работа которого схожа с обработкой материалов вырубными ножницами.
В процессе обработки металла с помощью инструмента «Стальной бобёр» не образуются искры и не сжигается защитный слой металлического покрытия.
Основные характеристики:
резка производится при скорости вращения дрели в 1500–3 тыс. об/мин;
максимальная толщина алюминиевого и медного листа должна быть в 2 мм;
листы из нержавеющей стали должны иметь толщину не более 1,2 мм;
максимальная толщина стального листа может быть до 1,8 мм;
изменение направления и угла реза – 360 градусов;
минимальный радиус реза – 12 мм.
Модели насадок для дрели и их применение
Специальными насадками на дрели можно выполнять как прямолинейные, так и криволинейные резы. Делать фигурные резы для установки желобов водосточной системы или вентиляционных деталей кровли, резать в вертикальном и горизонтальном направлении.
После применения инструмента срез получается аккуратным. Насадка не требует регулировки и проста в обслуживании.
На строительном рынке насадки для дрели представлены несколькими моделями:
ACKO YT-160A.
EDMA NIBBLEX.
Sparky NP 1,8 L.
«Сверчок» от производителей Энкор.
По большому счёту все модели насадок для дрели работают по одинаковым параметрам. Исключение может составлять толщина металлического листа, которую сможет разрезать тот или иной инструмент.
После применения приспособлений кромка получается острая, ровная и не мятая. Необходимо только проследить, чтобы обороты применяемой дрели соответствовали характеристикам насадки.
У тех, кто занимается строительством или ремонтом иногда возникает необходимость в резке металла. И, если нет возможности приобрести дорогостоящий инструмент, то процесс резки можно доверить дрели с насадкой.
Для домашних мастеров этот инструмент станет оптимальным решением и отличным помощником. При этом стоит иметь в виду, что процесс резки можно доверить специалистам, которые обладают опытом работы и определёнными навыками.
youtube.com/embed/FM88l8spBrU»/>
Автор: Александр Романович Чернышов
Распечатать
Оцените статью:
(8 голосов, среднее: 4.1 из 5)
Поделитесь с друзьями!
Насадки На Дрель Своими Руками
Приспособления для шлифовки
Есть разные приспособления для ручной и механизированной шлифовки. Что остается сделать нашему клиенту их делят на два главных вида.
Инструменты, выполняющие конкретно саму обработку детали. ручные устройства, где относятся шлифблоки (колодки, бруски) и шлифовальные насадки на дрель либо болгарку, представляющие из себя различные опорные тарелки и барабаны.
Устройства, обеспечивающие нужное положение шлифовального инструмента относительно детали. направляющие, опорные поверхности и т.п.
К отдельному виду можно причислить приспособления для пылеотвода, которыми по причине богатства и вредности шлифовальной пыли также не имеет смысла третировать.
Ручные приспособления для шлифовки
К более обычным ручным устройствам относятся шлифовальные колодки, которые конечно носить наименования: шлифблоки, шлифовальные бруски и т.п. Зависимо от их формы ими обрабатывают как плоские, так и фасонные поверхности.
Шлифовальная колодка состоит из 3-х главных частей. корпуса с рабочей поверхностью, на которую натягивается шкурка, зажимного механизма, фиксирующего шкурку на колодке, и ручки, к в которой требуется прилагают усилие при шлифовке. Последняя как самостоятельного элемента может и отсутствовать, при таких обстоятельствах ее роль делает корпус. Зажимной механизм также может заменяться принципами элементами, выполняющими его функцию, к примеру, или липучкой.
Выпускается огромное количество видов фирменных колодок, отличающихся между собой формой и методом крепления наждачной шкурки. Корпус в большинстве случаев делается из пластмассы, рабочая поверхность в которой требуется покрыта мягеньким материалом, содействующим сглаживанию неровностей.
Простые колодки для шлифования несложно сделать и самому. Идеальнее всего для этой цели вам подходит дерево. Рабочую поверхность лучше оклеить иначе говоря оббить мягеньким материалом, к примеру войлоком.
Более обычная конструкция бруска по сути есть два кусочка доски или ДСП, стянутых между собой саморезами. таким макаром, чтоб шкурка обтягивала нижний кусочек, а ее концы зажимались меж деталями.
Если приложить чуток чем просто старания, то можно сделать более многофункциональный брусок, в каком зажим шкурки будет осуществляться барашковой гайкой, что проворнее и удобнее, чем использовать для этой цели саморезы.
Для обработки огромных поверхностей, если по каким-то причинам не подходит электроинструмент, идеальнее всего сделать для себя шлифовальный рубанок. Его вероятная конструкция приведена на рисунке ниже. Она так ординарна, что не нуждается в пояснениях. Размеры устройства определяются определенными критериями работы. параметрами обрабатываемой плоскости и физическими данными работающего.
Для шлифовки кромок, располагаемых под углом строго 90° к смежной поверхности, полезным будет приспособление, позволяющее обеспечить требуемый прямой угол. Оно изображено схематично, определенная реализация вам понравятся хоть какой.
Одной из главных задач в процессе изготовления самодельных брусков является надежное крепление сюда шкурки. Не считая механических зажимов (посредством саморезов, гаек и т.п.) в самодельных шлифовальных брусках используют и другие методы крепления наждачной бумаги.
Конечно просто прибить ее по торцам малеханькими гвоздями. Способ прост в реализации, но неудобен, если приходится нередко поменять шкурку.
Приемлемый метод закрепления наждачной бумаги. ее приклеивание. Для этой цели годятся клеи, дозволяющие относительно просто отделять шкурку от базы при ее подмене.
Время от времени используют крепление шкурки клиньями. В бруске делают пропилы, на которых заправляются края шкурки и загоняются из дерева клинья. Пропилы и клинья будут неоднозначными по размерам.
Приспособления для дрели и болгарки
КРУТЫЕ НАСАДКИ НА ДРЕЛЬ И ШУРУПОВЁРТ СВОИМИ РУКАМИ! КРЕАТИВНЫЕ ИДЕИ НА РУЧНОЙ ИНСТРУМЕНТ!
Дрели, шуруповерты и другой электроинструмент. подобрать и приобрести по наилучшей стоимости! E-katalog Наша родина: .
НАСАДКИ НА
ДРЕЛЬ И ШУРУПОВЕРТ СВОИМИ РУКАМИ! СДЕЛАЙ И СЕБЕ ПОЛЕЗНОЕ ПРИСПОСОБЛЕНИЕ СВОИМИ РУКАМИ!
Желаю продолжить тему. КРУТЫЕ НАСАДКИ НА ДРЕЛЬ И ШУРУПОВЕРТ, которые выполняют СВОИМИ РУКАМИ!
. Эти насадки представляют собой диск из пластика или резины, к которому крепится наждачная шкурка в виде круга. Пластиковые тарелки имеют мягкую или не очень мягкую прослойку между основой и липучкой, для лучшего прилегания шкурки к обрабатываемой поверхности. Тарелки для дрели имеют хвостовик в виде стержня, для УШМ. резьбу для наворачивания их на выходной вал болгарки. Насадку для шлифования на болгарку можно превратить в насадку для дрели, ввернув в нее адаптер с хвостовиком.
Но из-за жесткости насадки для болгарки, строго вертикальное расположение дрели относительно плоскости при шлифовании практически неосуществимо. При использовании жесткой тарелки (гибкой работать легче) любой небольшой наклон приводит к вгрызанию края тарелки в заготовку и попытке дрели вырваться из рук, что приводит к увеличению наклона и более глубокому вгрызанию края круга. Это приводит к хорошо заметным углублениям на обрабатываемой поверхности. Поэтому на дрель подходят только насадки для шлифовки способные компенсировать наклоны дрели: либо резиновые, либо с толстым мягким слоем между пластмассовой основой и липучкой, либо имеющие подвижное крепление штыря.
Жесткие тарелки годятся только для работы с закрепленной дрелью, например как изображено ниже.
Если не найти в продаже подходящую насадку на дрель для шлифовки, и есть жесткая насадка, то можно своими руками сделать толстый мягкий слой между пластмассовой основой и липучкой.
Липучка аккуратно отрезается канцелярским (строительным) ножом, а в качестве мягкого слоя приклеивается большая круглая губка для мытья тела. При сжатии губки в процессе шлифования, может нарушаться симметрия (липучка со шкуркой смещается в какую-то сторону) но при оборотах дрели (3000 об/мин) это не критично, с болгаркой возможно работать не будет.
Выпускаются комбинированные насадки для шлифования на дрель, в которых хвостовик может находиться в двух положениях относительно рабочей поверхности. быть жестко заблокированным с ней или иметь степень свободы (разблокированным). В последнем случае рабочая поверхность инструмента имеет возможность адаптироваться к наклону дрели, благодаря чему обработка получается без образования углублений. Но цена таких приспособлений близка к цене орбитальных шлифовальных машин.
Чтобы сделать хвостовик подвижным, скручивается конусная гайка (на фото ниже с аналогичным приспособлением, она скручена к патрону).
Шкурка крепится к тарелкам с помощью липучки. Этот способ крепления требует специальной наждачной бумаги, на которую нанесен ответный слой липучки.
Шлифовальные барабаны. Шлифовальные барабаны представляют собой цилиндр с хвостовиком, на цилиндре закреплена шлифовальная бумага в виде бесконечной ленты (лента наждачной шкурки, склеенная концами) или полоска наждачки со свободными концами. В отличие от опорной тарелки, у которой рабочая поверхность располагается перпендикулярно оси вращения, у барабанов она расположена параллельно ей.
Чтобы шкурка плотно сидела на барабанах, последние имеют различные механизмы натяжения. По принципу действия их два. увеличение наружного диаметра барабана (применяется для бесконечной ленты) и натяжение абразивной ленты с помощью специального механизма (применяется для незамкнутых лент). Увеличение диаметра барабанов реализуется разными способами. их подкачиванием (у пневматических моделей), сжатием в осевом направлении (у барабанов с резиновыми элементами). По-разному может быть выполнено и натяжение незамкнутой ленты. Чаще всего это делается с помощью вращающегося винта, который натягивает концы наждачной бумаги. Ниже приведено несколько вариантов барабанов с различным типом натяжения шкурки.
Барабан под шлифовальные бесконечные ленты можно изготовить, поместив резиновые прокладки между деревянными дисками. При затягивании осевого болта резина раздавливается, расширяясь в радиальном направлении и надежно фиксируя шлифовальную бумагу, надетую на барабан.
Шлифовальные приспособления с использованием дрели. Шлифовать детали тарелкой или барабаном, держа дрель в руках, не так просто, как это может показаться тому, кто сам никогда этого не делал. Во многих случаях более качественной поверхности удается достигнуть, закрепив инструмент неподвижно. Особенно при обработке небольших деталей, которыми легко манипулировать, держа их в руках. Существуют приспособления для шлифования, позволяющие закрепить электроинструмент, сделав его полностью или частично неподвижным.
Можно использовать фирменные направляющие для дрели, которые предназначены главным образом для сверления, но могут быть с успехом использованы и для шлифования. в основном барабаном. Работать с их помощью можно двумя способами. Закрепив дрель в направляющей неподвижно и смещая относительно инструмента заготовку (фото А ниже), или перемещая направляющие вместе с дрелью относительно заготовки, прижимая к последней опорную поверхность направляющих (фото Б ниже). И в том и другом случае наклон барабана исключается, благодаря чему обеспечивается обработка поверхности под нужным углом.
Можно самостоятельно изготовить простейшее приспособление для шлифовки из двух досок, позволяющее обеспечить угол шлифуемой кромки по отношению к главной поверхности равным точно 90°.
Удаление пыли. При шлифовании дерева образуется много пыли, которая не только создает неудобства, но и вредит здоровью при её вдыхании. С пылью необходимо бороться. Самый простой способ для этого. отсасывание её пылесосом, поместив шланг поближе к зоне шлифовки.
Источник
Набор сверл с круглым хвостовиком WESTWARD: общая длина 3 дюйма_4 дюйма_6 дюймов, 7 сверл, 2 режущие головки — 6PTC5|6PTC5
ЗАПАД
Вещь # 6PTC5
производитель Модель #
6PTC5
UNSPSC #
27112801
№ страницы каталога
709
709
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти наборы содержат несколько сверл с круглым хвостовиком различных размеров для создания отверстий в кирпичной кладке. Биты устанавливаются в ручные вращающиеся дрели со стандартными трехкулачковыми патронами и не предназначены для ударного бурения.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЗАПАД
Вещь # 6PTC5
производитель Модель #
6PTC5
UNSPSC #
27112801
№ страницы каталога
709
709
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти наборы содержат несколько сверл с круглым хвостовиком различных размеров для создания отверстий в кирпичной кладке. Биты устанавливаются в ручные вращающиеся дрели со стандартными трехкулачковыми патронами и не предназначены для ударного бурения.
RYOBI A972501 Набор сверл с круглым хвостовиком из черного оксида
Вещь #: A972501 от RYOBI
УПК №: 033287199105
Посмотреть отзывы
$37,94 /шт.
СОХРАНИТЕ ДО 3,79
Покупайте оптом
Наведите курсор на изображение, чтобы увеличить его
Вещь #: A972501 от RYOBI
УПК №: 033287199105
Посмотреть отзывы Посмотреть отзывы
$37,94 /шт.
СОХРАНИТЕ ДО 3,79
Покупка оптом
Специальный заказ*Обычно доставка в течение 1-2 недель
+ Добавить в список желаний
Купить оптом
Цитата большого заказа
Покупайте с уверенностью
Простой возврат в течение 30 дней. Мы являемся крупнейшим поставщиком самых адаптируемых, персонализированное оборудование в отрасли. Мы прилагаем все усилия, чтобы вы остались довольны нашей продукцией.
Размер пакета
1
Би -битный материал
Черный оксид
Тип бурового бита
Комбинированный битовой набор
Тип (S). Тип
Сверла и фрезы
Глубина изделия (дюймы)
1,85
Высота изделия (дюймы)
10
Ширина изделия (дюймы) Тип
907
0,80003
Прямые
Инструменты Тип продукта
Электроинструмент
UNSPSC
27112800
RYOBI представляет набор из 25 сверл с круглым хвостовиком для черных оксидов. Этот ассортимент сверл идеально подходит для таких материалов, как дерево, металл и пластик. Биты изготовлены из быстрорежущей стали с черным оксидным покрытием, что обеспечивает превосходную прочность и в 3 раза более длительный срок службы. Еще одной особенностью этих битов является точка разделения 135° для сверления при контакте и предотвращения смещения биты.
Ленточная шлифовальная машина своими руками (26 фото + описание изготовления)
Самая простая ленточная шлифовальная машина своими руками, подробное описание изготовления с фото и видео.
Всем любителям по мастерить, привет! Хочу показать очередную самоделку из двигателя от стиральной машины — ленточная шлифмашина.
Если Вас заинтересовала самоделка, предлагаю ознакомиться с конструкцией более детально.
— фанера;
— двигатель от стиральной машинки;
— сантехническая муфта и кусок трубы;
— резьбовой стержень, болты, гайки, шайбы;
— клей;
— кусок ДСП;
— подшипники;
— включатель.
Далее смотрим фото изготовления шлифовального станка.
Первым делом, нарезаем заготовки из ДСП, для изготовления корпуса будущей шлифмашинки.
Далее? нам понадобится двигатель от стиральной машины. Установим ведущий ролик на вал двигателя, для таких целей подбираем соединительную муфту для пластиковых труб такого диаметра, чтобы ее можно было плотно надеть на шкив вала. Чтобы подогнать шкив вала до нужного размера, включаем двигатель и работаем напильником как на токарном станке. Далее муфту аккуратно набиваем на шкив, она должна держаться крепко, в качестве дополнительной фиксации можно использовать клей.
В муфту вставляется кусок сантехнической трубы, которая и служит ведущим роликом. Для лучшего сцепления со шлифовальной лентой, ролик можно обклеить резиной от велосипедной камеры.
Собираем корпус, также устанавливаем двигатель, надежно прикручиваем его болтами с гайками. В столешнице будет два отверстия, одно под ведомый ролик, а другое под ведущий.
Ведомый ролик делаем тоже из куска сантехнической трубы, в трубу нужно запрессовать два подшипника. В качестве оси используем длинный болт или резьбовой стержень. Ось ведомого ролика крепится к специальной платформе из фанеры, эта платформа может двигаться под столешницей в горизонтальном направлении, в результате чего и будет осуществляться натяжка шлифовального ремня.
Для удобной натяжки ремня, можно приспособить, длинный резьбовой стержень с гайкой, который тянет платформу, тем самым натягивая шлифовальный ремень. Что касается центровки ремня, то тут такая функция не предусмотрена. Важно закрепить ролики так, чтобы оси они не сходились, а немного раздвигались, если смотреть сверху, тогда ремень не будет слетать.
Крепим опорную площадку для наждачной ленты.
Одеваем на ролики, шлифовальную ленту.
Самодельная ленточная шлифмашина, полностью справляется с обработкой древесины, отличная самоделка для домашней мастерской!
Также, прилагается видео, где подробно показан процесс изготовления ленточной шлифовальной машины своими руками.
Ленточная шлифовальная машина своими руками
Самая простая ленточная шлифовальная машина своими руками, подробное описание изготовления с фото и видео.
Всем любителям по мастерить, привет! Хочу показать очередную самоделку из двигателя от стиральной машины — ленточная шлифмашина.
Если Вас заинтересовала самоделка, предлагаю ознакомиться с конструкцией более детально.
Понадобятся материалы:
— фанера;
— двигатель от стиральной машинки;
— сантехническая муфта и кусок трубы;
— резьбовой стержень, болты, гайки, шайбы;
— клей;
— кусок ДСП;
— подшипники;
— включатель.
Далее смотрим фото изготовления шлифовального станка.
Первым делом, нарезаем заготовки из ДСП, для изготовления корпуса будущей шлифмашинки.
Далее? нам понадобится двигатель от стиральной машины. Установим ведущий ролик на вал двигателя, для таких целей подбираем соединительную муфту для пластиковых труб такого диаметра, чтобы ее можно было плотно надеть на шкив вала. Чтобы подогнать шкив вала до нужного размера, включаем двигатель и работаем напильником как на токарном станке. Далее муфту аккуратно набиваем на шкив, она должна держаться крепко, в качестве дополнительной фиксации можно использовать клей.
В муфту вставляется кусок сантехнической трубы, которая и служит ведущим роликом. Для лучшего сцепления со шлифовальной лентой, ролик можно обклеить резиной от велосипедной камеры.
Собираем корпус, также устанавливаем двигатель, надежно прикручиваем его болтами с гайками. В столешнице будет два отверстия, одно под ведомый ролик, а другое под ведущий.
Ведомый ролик делаем тоже из куска сантехнической трубы, в трубу нужно запрессовать два подшипника. В качестве оси используем длинный болт или резьбовой стержень. Ось ведомого ролика крепится к специальной платформе из фанеры, эта платформа может двигаться под столешницей в горизонтальном направлении, в результате чего и будет осуществляться натяжка шлифовального ремня.
Для удобной натяжки ремня, можно приспособить, длинный резьбовой стержень с гайкой, который тянет платформу, тем самым натягивая шлифовальный ремень. Что касается центровки ремня, то тут такая функция не предусмотрена. Важно закрепить ролики так, чтобы оси они не сходились, а немного раздвигались, если смотреть сверху, тогда ремень не будет слетать.
Крепим опорную площадку для наждачной ленты.
Одеваем на ролики, шлифовальную ленту.
Самодельная ленточная шлифмашина, полностью справляется с обработкой древесины, отличная самоделка для домашней мастерской!
Также, прилагается видео, где подробно показан процесс изготовления ленточной шлифовальной машины своими руками.
Источник
Создайте свою собственную ленточно-шлифовальную машину с помощью этого простого руководства
Если видеопроигрыватель не работает, вы можете нажать на эту альтернативную ссылку на видео.
Если вы искали идеальный ленточный шлифовальный станок, но продолжаете находить его с пустыми руками, то, возможно, пришло время спроектировать и построить свой собственный. Узнайте, как с помощью этого простого руководства.
Источник: Sek Austria/YouTube
Как вы понимаете, прежде чем приступить к работе, вам потребуются некоторые инструменты и материалы.
Пластина из мягкой стали толщиной 15/64 дюйма (6 мм)
Инструмент для нарезания резьбы
Настольная дрель
Магазин Токарный мини-станок Fox
Угловая шлифовальная машина
Основные инструменты (гаечный ключ, отвертки и т. д.)
DEKOPRO Сварочное оборудование и защитное оборудование
Различные гайки и болты
Со всеми вашими материалами и инструментами пришло время приступить к сборке.
Шаг 1: Подготовьте двигатель
Первый шаг — это взять асинхронный двигатель и древесину красного дерева. Вырежьте из дерева грубый восьмиугольный блок и проделайте отверстие в середине, достаточно большое, чтобы установить его на вал асинхронного двигателя.
Подсоедините деревянный брусок к валу. Сделав это, включите двигатель и превратите блок в цилиндр. Как вариант, это можно сделать на токарном станке.
Источник: Sek Austria/YouTube
Сделав это, частично разберите двигатель, чтобы снять основную торцевую крышку с конца вала двигателя. Просверлите в нем три отверстия, как показано на рисунке, и нарежьте резьбу в каждом, чтобы позже вставить болты.
Шаг 2: Изготовьте крепление основной ленточной шлифовальной машины
Затем возьмите пластину из мягкой стали и поместите на нее деревянный цилиндр. Возьмите ленту наждачной бумаги и поместите ее вокруг цилиндра и пластины, чтобы отметить, как вы хотите, чтобы он работал.
Растяните бумагу, используя серию шарикоподшипников, и отметьте их положения, готовые к установке на пластину из мягкой стали, в данном случае примерно треугольной формы.
После этого снимите детали и поместите модифицированную торцевую пластину двигателя на пластину из мягкой стали. Также отметьте положение монтажных отверстий на пластине из мягкой стали.
Источник: Sek Austria/YouTube
После этого отметьте ненужные лишние куски пластины из мягкой стали.
Возьмите пластину из мягкой стали и просверлите и/или засверлите отмеченные точки для шарикоподшипников, деревянного цилиндра и торцевой пластины двигателя по мере необходимости. Затем отрежьте все лишние части пластины из мягкой стали с помощью угловой шлифовальной машины.
Источник: Sek Austria/YouTube
Сделав это, возьмите 1-дюймовый вал и обработайте на токарном станке размер, соответствующий внутреннему диаметру шарикоподшипника 6204. Навинтите подшипники на вал и закрепите их на месте с помощью зажима.
Снимите подшипники и приварите модифицированный вал к пластине из мягкой стали.
Шаг 3: Соберите основной узел ленточной шлифовальной машины
После этого возьмите торцевую пластину двигателя и прикрепите ее к пластине из мягкой стали с помощью болтов, шайб и гаек по мере необходимости.
Источник: Sek Austria/YouTube
Затем соберите двигатель и при необходимости закрепите торцевую пластину на месте. Добавьте шарикоподшипники еще раз к валу.
Также прикрепите деревянный брусок к основному валу двигателя. Сделав это, теперь вы можете сделать основной механизм слежения за лентой.
Используйте для этого еще несколько пластин из мягкой стали, а именно некоторые обрезки. Добавьте еще 1-дюймовый стальной вал и приварите по мере необходимости. Затем возьмите цилиндрические шарниры и приварите их к узлу слежения за лентой по мере необходимости.
Источник: Sek Austria/YouTube
После этого установите направляющий узел на главный двигатель, как показано на рисунке. После этого установите газовую стойку. Затем добавьте шарикоподшипники 6205 к валу шлифовальной машины с верхней лентой.
Сделав это, добавьте ленту наждачной бумаги поверх деревянного цилиндра и шарикоподшипников. Установленная газовая стойка позволит вам нажать на верхний шкив для установки.
Источник: Sek Austria/YouTube
После этого изготовьте заднюю пластину и платформу и установите их по мере необходимости. Если это еще не сделано, полностью перестройте двигатель.
Теперь ваша ленточная шлифовальная машина готова. Теперь положите его на почетное место в своей мастерской и приступайте к использованию.
Если вам понравилась эта простая сборка, возможно, вы захотите сделать еще несколько инструментов своими руками? Как насчет, например, собственного трубогибочного станка?
Самодельный ленточный шлифовальный станок
Подробный обзор того, как сделать ленточный шлифовальный станок. Он включает в себя многочисленные обзоры статей о сборке ленточной шлифовальной машины, обсуждения на форумах (включая наш форум HomemadeTools. net и другие) и видеоролики о сборке ленточной шлифовальной машины своими руками или ленточной шлифовальной машины своими руками. Восемь из этих сборок включают подробные планы самодельных ленточных шлифовальных машин.
Чтобы мгновенно загрузить бесплатную электронную версию этой статьи в формате PDF, нажмите здесь.
Компоненты ленточной шлифовальной машины
Статьи и обсуждения на форуме о ленточно-шлифовальном станке Видео ленточной шлифовальной машины
Ленточно-шлифовальный станок строится с чертежами
Преобразование существующих инструментов в ленточные шлифовальные машины
Форумы для самодельных ленточных шлифовальных машин
В основном мы сосредоточимся на ленточных шлифовальных машинах 2×72. Тем не менее, у нас есть несколько упоминаний о небольших ленточных шлифовальных машинах, переоборудованных ручных ленточных шлифовальных машинах и самодельных ленточных шлифовальных машинах с ремнями короче 72 дюймов. множество других способов сэкономить деньги, пока вы делаете свою собственную ленточную шлифовальную машину.0005
Высококачественная новая ленточная шлифовальная машина 2×72 стоит более 2000 долларов, даже если она собрана из комплекта ленточной шлифовальной машины. Некоторые строители дома делают свои самодельные шлифовальные машины практически бесплатно, в то время как другие покупают новые колеса, новый двигатель и другие вкусности, которые могут быстро поднять стоимость до 500 долларов. Тем не менее, хорошую самодельную ленточно-шлифовальную машину 2×72 можно купить за 1/10 розничной цены — около 250 долларов. Если вы можете недорого приобрести некоторые запасные части и компоненты (в основном двигатель), эту стоимость можно легко сократить вдвое, примерно до 125 долларов.
Все сборки, представленные здесь, полностью принадлежат первоначальным сборщикам и имеют ссылки на каждую соответствующую страницу сборки или видео. Мы сделали все возможное, чтобы связаться со всеми упомянутыми здесь, но если вы видите здесь свою сборку — поздравляем, вы стали интернет-известным :). Если у вас есть сборка ленточной шлифовальной машины, которую вы хотите, чтобы мы добавили, напишите об этом на нашем форуме самодельных инструментов.
Компоненты ленточной шлифовальной машины
Ленточная шлифовальная машина может быть разумно разделена на пять компонентов, перечисленных ниже. Если вы хотите собрать ленточно-шлифовальный станок, но не знаете, с чего начать, рассмотрите каждый компонент отдельно.
1. Рама . Обычно это сталь, но может быть и дерево. Металлический каркас обычно сваривается вместе, но вы также можете скрепить его болтами. Отличный трюк — купить скамью со свободными весами на Craigslist и разрезать ее, чтобы использовать в качестве рамы.
2. Колеса . Вы можете приобрести готовые ленточные шлифовальные круги в Beaumont Metal Works, хотя они довольно дороги. Если у вас есть навыки обработки, вы можете обрабатывать свои собственные колеса. Вы можете найти колеса (любимые колеса для скейтборда). Вы также можете сделать свои собственные колеса из дерева или нескольких слоев МДФ. Натяжные колеса можно снять с двигателей. Колеса должны быть коронованы для правильного отслеживания. Коронку можно выточить или даже сделать малярным скотчем. Однако венчик может стереться подкладкой на ремнях 2×72.
3. Источник питания . Почти всегда это будет электродвигатель. Вы можете купить новый двигатель. Чтобы сэкономить деньги, вы можете удалить двигатель из существующего инструмента или устройства.
Любимый трюк — бесплатно получить беговую дорожку на Craigslist с хорошим двигателем и элементами управления, которые позволят вам изменять скорость ленточной шлифовальной машины. Чтобы получить приблизительное представление о состоянии двигателя беговой дорожки, осмотрите полотно беговой дорожки и посмотрите, насколько изношены наиболее распространенные кнопки или элементы управления. Двигатель беговой дорожки обычно находится в отличном состоянии; вы, вероятно, не получите хорошо используемую беговую дорожку от олимпийского спортсмена. При поиске с Craigslist рассмотрите возможность поиска с орфографическими ошибками; в этом случае ваше наиболее распространенное неправильное написание слова «беговая дорожка» будет «беговая дорожка». Кроме того, иногда это слово пишется двумя словами: «беговая дорожка».
Вот несколько видеороликов по идентификации и подключению двигателей беговой дорожки для использования в самодельных инструментах.
Как подключить двигатели постоянного тока, универсальные двигатели и двигатели беговой дорожки. Включает подробную информацию о включении регуляторов скорости. Джереми Филдинг.
Вы также можете преобразовать существующий инструмент в ленточный шлифовальный станок; настольная шлифовальная машина является фаворитом для этого. Ленточные шлифовальные машины меньшего размера могут приводиться в действие электрической дрелью или даже вращающимся инструментом, таким как Dremel.
Герметичный двигатель защитит его от пыли и мусора. Вы также можете построить свой собственный защитный корпус. Вы не узнаете, насколько сильна вибрация, пока впервые не воспользуетесь шлифовальной машиной. Пока просто рассмотрите варианты монтажа, минимизирующие вибрацию.
Возможно, вы захотите отрегулировать скорость двигателя, и один хороший способ сделать это — использовать ступенчатый шкив. Некоторые строители обнаруживают, что после учета регулировки скорости с помощью частотно-регулируемого привода, ступенчатого шкива или какого-либо другого метода они все равно редко используют разные скорости.
4. Механизм слежения . Ремень необходимо правильно отследить, чтобы он правильно двигался по колесам. Для многих начинающих строителей ленточных шлифовальных машин это запоздалая мысль, которая превращается в огромную головную боль при первом испытании ленточной шлифовальной машины. К счастью, отслеживание довольно легко и обычно достигается с помощью болта с проушиной. Отслеживание обычно необходимо корректировать при изменении скорости.
5. Механизм натяжения . Ремень на ленточной шлифовальной машине необходимо натянуть для работы, а затем ослабить, чтобы снять ремень. Один из приемов заключается в установке двигателя на шарнирную пластину, которая затем используется в качестве натяжного устройства. Еще одна замечательная методика — извлечь двигатель наклона из беговой дорожки, который используется для изменения наклона беговой дорожки, чтобы человек мог идти или бежать «в гору» на беговой дорожке. Этот двигатель наклона можно использовать в качестве двигателя натяжения.
В дополнение к вышеупомянутым пяти компонентам существуют различные надстройки, которые вы можете рассмотреть в будущем, в том числе:
-Шлифовальные остатки различных типов. — Насадки для дисковой шлифовальной машины или полировального круга. -Колеса или ролики для переноски (один из приемов — использовать недорогую подставку для двигателей Harbour Freight). -Бункер для сбора искр.
После того, как ленточная шлифовальная машина будет собрана, эти надстройки будет довольно легко собрать и настроить для вашего использования. Обычно имеет смысл собрать ленточный шлифовальный станок, запустить его, а затем настроить по своему усмотрению. Большинство производителей самодельных инструментов никогда полностью не завершают сборку; им нравится добавлять к нему и корректировать его с течением времени. Ваша ленточная шлифовальная машина, вероятно, никогда не будет полностью закончена — вы делаете инструмент, а не бутерброд.
Статьи о ленточных шлифовальных машинах и обсуждения на форуме
Вот наша тщательно подобранная подборка статей и обсуждений на форуме о стандартных конструкциях ленточных шлифовальных машин (видео, планы и прочее о других конструкциях ленточных шлифовальных машин находятся ниже). Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Изготовлен из металлического листа с алюминиевым ломом для роликов и шкива. Вячеслав.Неволя.
Изготовлен из металлолома и двигателя на 2800 об/мин. По рендоману.
2×72 с подставкой, двигателем 1/2 л.с. и колесами с eBay. По частоте.
Наклонная шлифовальная машина с металлической трубчатой рамой и колесами из МДФ. Роджер Сюэ.
Подробная сборка с несколькими фото и видео. Переключение между вертикальным и горизонтальным режимом работы; построенный с обработкой CNC. Вертолет Джон.
Высококачественная ленточно-шлифовальная машина для изготовления ножей. Включает в себя множество 3D-рендеринга. Автор Владислав.
Точильщик ножей 2×60. Изготовлен из алюминия, с фанерными направляющими колесами, менее чем за 200 долларов. Дэйв Вуд.
Маленькая ленточно-шлифовальная машина 1×30 из фанеры. Много фотографий, подробностей сборки и видео. Дэйв Вирт.
Видео о ленточной шлифовальной машине
Вот подборка видеороликов о сборке ленточной шлифовальной машины.
Видео на YouTube лучше смотреть с учетом контроля скорости. Для многих сборок мы рекомендуем сначала просмотреть сборку на скорости 1,5x или 2x. Вы можете легко настроить это на YouTube с помощью шестеренчатого меню в нижней правой части любого видео. С другой стороны, вы можете захотеть просмотреть часть видео в замедленном режиме. Для этого приостановите видео, а затем пролистайте кадр за кадром, используя клавишу точки, чтобы перейти на один кадр вперед, и клавишу запятой, чтобы вернуться на один кадр назад. Вы также можете использовать клавишу L, чтобы пропустить 10 секунд вперед, и клавишу J, чтобы вернуться на 10 секунд назад.
На самом деле на YouTube есть сотни видеороликов о создании ленточных шлифовальных машин; вы могли бы наблюдать за ними неделями. Мы отбраковали видео с плохим освещением или звуком и сосредоточились на более коротких видео. Некоторые из лучших видео, которые мы включили, действительно длиннее (20+ минут) или являются частью серии похожих видео. Вы также можете использовать удвоенный трюк со скоростью, упомянутый выше, чтобы сократить получасовое видео до управляемых 15 минут.
Шлифовальный станок 2×72, построенный из беговой дорожки и скамьи для тяжелой атлетики. Майкманмейд.
Here’s our curated selection of belt sander builds that include plans. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Комплексная сборка со списком материалов, фотографиями и советами по сборке. Майкл Клерк.
Шлифовальный станок с бывшим в употреблении двигателем и частотно-регулируемым приводом. Включает планы для ленточной шлифовальной машины и отдельные планы для обработки колес. Дэн Комо.
Шлифовальный станок 30″/48″ с точеными алюминиевыми шкивами и поворотным столом. Включает в себя множество технических чертежей. По дигр.
Шлифовальная машина 2×72 с двигателем мощностью 2 л.с. с регулировкой скорости. Включает технические чертежи. Майк Коннер.
Простая шлифовальная машина меньшего размера с фанерной рамой и обычными колесами. Включает в себя 1 базовый технический чертеж. Роберт Фринк.
Преобразование существующих инструментов в ленточные шлифовальные машины
Самый простой способ построить настольную ленточно-шлифовальную машину — это прочно установить переносную ленточную шлифовальную машину. Это будет не самодельная ленточно-шлифовальная машина 2х72, но стоимость минимальная, иногда даже бесплатная. Надежное крепление переносного инструмента для использования в качестве стационарного — это хорошо известный прием самодельных мастеров, который применим ко многим различным инструментам. Вот несколько примеров сборок с установленными переносными ленточно-шлифовальными машинами. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Базовое крепление на верстак для переносной ленточной шлифовальной машины. Автор 1dmaxpwr.
Зажим переносной ленточной шлифовальной машины в тисках. По Бойнтонсту.
Простое деревянное приспособление для настольной установки переносной ленточной шлифовальной машины. Шандор Нагишаланчи.
Деревянное крепление для старинной ручной ленточной шлифовальной машины Rockwell. Бруклин Бей.
Ручная дрель/шуруповерт или вращающийся инструмент Dremel никогда не будут достаточно мощными для ленточной шлифовальной машины 2×72. Тем не менее, приводить в действие ленточный шлифовальный станок с помощью этих инструментов разумно, и о нем стоит упомянуть, хотя и вкратце. Вот несколько примеров ленточных шлифовальных машин с приводом от дрели и Dremel. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Насадка для ленточной шлифовальной машины Dremel. Автор Туомас.
Портативная ленточно-шлифовальная машина с приводом от Dremel. Автор: Барберорп.
Ленточно-шлифовальный станок из фанеры. Показывает весь процесс сборки, а также измерения всех компонентов. Гекмен АЛТУНТАШ.
Еще одна стратегия состоит в том, чтобы собрать ленточный шлифовальный станок из настольного шлифовального станка. Вот несколько примеров ленточных шлифовальных машин, сделанных из настольных шлифовальных станков. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Двухленточная шлифовальная машина с приводом от настольного шлифовального станка, с литой алюминиевой рамой. Карлос Б.
Двухленточный шлифовальный станок на базе настольного шлифовального станка. Автор: Гарикуллен.
Базовая ленточная шлифовальная машина, сделанная из настольного шлифовального станка, с механически обработанными шкивами. Непослушный.
Форумы по самодельным ленточно-шлифовальным станкам
Вы можете найти всевозможные самодельные инструменты на форуме самодельных инструментов, но форумы, посвященные изготовлению ножей, также являются отличным ресурсом для сборки самодельных ленточно-шлифовальных станков. Вот список форумов с информацией о том, как сделать собственную ленточно-шлифовальную машину.
АвстралийскийBladeForums.com
BladeForums.com
BladesmithsForum.com
CanadianKnifemaker.ca
Самодельные ленточные шлифовальные станки Группа Facebook
Форум HomemadeTools.net
KnifeDogs.com
KnifeNetwork.com
Новые сообщения форума
Высококачественные черно-белые фотографии больших старых машин и инструментов от mansworld 30.10.2022 20:47:07
Сверло по кафелю 6мм Производитель: FIT, Диаметр: 6мм, Длина: 70 мм
ПОДРОБНЕЕЕще цены и похожие товары
Алмазные коронки Diamond Industrial Сверло по керамограниту, стеклу и керамике перьевое 6мм Diamond Industrial
ПОДРОБНЕЕЕще цены и похожие товары
Сверло по кафелю и стеклу, Ø 6мм, GROSSMEISTER Производитель: Grossmeister, Диаметр: 6мм, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Сверло для плитки и стекла 6мм AR-XP-0901 Производитель: Без бренда, Диаметр: 6мм, Длина: 170 мм
ПОДРОБНЕЕЕще цены и похожие товары
Перо с 4-мя режущими лезвиями D= 6мм, по стеклу и керамике, шестигранный хвостовик (A-7162006кр) (35-4-006орм)
ПОДРОБНЕЕЕще цены и похожие товары
Сверло по металлу, алмазное, по бетону, по дереву сверло по керамике и стеклу ЗУБР Профи 29865-06 6мм комплектация: штучная, типоразмеры: 6×30 мм, диаметр: 6мм
ПОДРОБНЕЕЕще цены и похожие товары
Перо по керамограниту в категории «Инструмент»
Сверло, перо по керамограниту 4мм, ZHWEI
Доставка по Украине
51 грн
Купить
ИнструментPRO
Сверло, перо по керамограниту 5мм, ZHWEI
Доставка по Украине
57 грн
Купить
ИнструментPRO
Сверло, перо по керамограниту 6мм, ZHWEI
Доставка по Украине
63 грн
Купить
ИнструментPRO
Сверло, перо по керамограниту 8мм, ZHWEI
Доставка по Украине
80 грн
Купить
ИнструментPRO
Сверло, перо по керамограниту 10мм, ZHWEI
Доставка по Украине
103 грн
Купить
ИнструментPRO
Коронка алмазная Gulbant по керамограниту, плитке,керамике,стеклу 100 мм с направляющим пером
Доставка по Украине
480 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 80 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
500 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 70 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
350 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 68 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
330 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 65 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
310 грн
Купить
Торговый Дом Вербицкий
Сверло, перо по керамограниту 12мм, ZHWEI
Доставка по Украине
120 грн
Купить
ИнструментPRO
Коронка алмазная 50 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
260 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 45 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
180 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 40 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
250 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 35 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
160 грн
Купить
Торговый Дом Вербицкий
Смотрите также
Коронка алмазная 30 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
140 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 28 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
120 грн
Купить
Торговый Дом Вербицкий
Коронка алмазная 26 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
120 грн
Купить
Торговый Дом Вербицкий
Сверло 6 мм по плитке «Quadro Gres Pro» Zhwei
На складе
Доставка по Украине
70 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло 6 мм по плитке и стеклу Zhwei
На складе
Доставка по Украине
45 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло 8 мм по плитке и стеклу Zhwei
На складе
Доставка по Украине
55 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Коронка алмазная 22 мм Gulbant по керамограниту, стеклу, керамике с направляющим пером
Доставка по Украине
120 грн
Купить
Торговый Дом Вербицкий
Набор сверл по стеклу 10шт 3 — 13мм
Доставка по Украине
350 грн
Купить
Doctor Smarts
Сверло 8 мм по плитке и стеклу «Quadro Pro» Zhiwei
Доставка по Украине
по 68 грн
от 2 продавцов
68 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло 10 мм по плитке и стеклу «Quadro Pro» Zhiwei
Доставка по Украине
по 85 грн
от 2 продавцов
85 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло 6 мм по плитке и стеклу «Quadro Pro» Zhiwei
На складе
Доставка по Украине
70 грн
67. 90 грн
Купить
Vitools
Сверло 6 мм по плитке и стеклу «Ceramic Pro» Zhiwei
На складе в г. Киев
Доставка по Украине
45 грн
Купить
Vitools
Сверло 8 мм по плитке и стеклу «Ceramic Pro » Zhiwei
На складе в г. Киев
Доставка по Украине
55 грн
Купить
Vitools
Сверло 8 мм по керамограниту спиральное «Quadro Gres Pro» Zhiwei
На складе
Доставка по Украине
107 грн
Купить
Vitools
Как сделать и использовать подглазурные карандаши, ручки, мелки и трейлеры
Ищите в Daily
Опубликовано 7 марта 2022 г.
Подглазурные карандаши, ручки и мелки могут отлично подойти фон в живописи или рисунке. Если вы привыкли работать с кистями, пастелью или карандашами для создания изображений, то к погружению изделия в ведро с глазурью или попытке рисовать глазурями, которые сразу же впитываются в пористую поверхность бисквита, может потребоваться некоторое время, чтобы привыкнуть. А еще есть тот факт, что необожженный цвет глазури часто не такой, как после обжига. Вот где на помощь приходят подглазурные краски. Подглазурные краски представляют собой в основном материалы на основе глины с добавлением керамических красителей и оксидов металлов, и они бывают разных форм: жидкие, сухие, мелки, ручки и подглазурные карандаши.
В сегодняшнем посте, отрывке из статьи Создание меток: знакомство с керамической поверхностью , покойный Робин Хоппер рассказывает о различных доступных вариантах подглазурной краски и даже объясняет, как сделать подглазурные карандаши, ручки, мелки и акварели с нуля. . – Дженнифер Поэллот Харнетти, редактор
PS. Вот отличная статья в архиве по изготовлению самодельной подглазурной глазури!
Для тех, кто в восторге от графических возможностей керамической поверхности и любит использовать инструменты для рисования, которые имеют что-то острое, царапающее или линейное, следы, сделанные карандашами, ручками, мелками и трейлерами, вероятно, сделают их любимые средства самовыражения. Эти инструменты являются основой письменного или пиктографического общения в западной цивилизации, тогда как кисть является основой для нанесения знаков в большинстве восточных цивилизаций. Воспитанные в западных традициях обычно больше нравятся колючие инструменты для рисования, чем мягкие каллиграфические кисти. К счастью, ассортимент инструментов для декорирования керамики включает в себя как мягкие, так и твердые варианты.
Карандаши керамические подглазурные
Обычные карандаши, с тем, что мы называем «грифелями», на самом деле изготавливаются из графита различной степени твердости от 6Н (чрезвычайно твердые) до 6В (чрезвычайно мягкие). Следы, сделанные графитными карандашами на керамических поверхностях, при обжиге выгорают. что может быть очень удобно, так как обжиг стирает направляющие или сетки, используемые для рисования или рисования узоров и рисунков керамическими пигментами. Направляющие также можно нарисовать ярко-красной акварельной краской, которая также выгорает.
Карандаши керамические подглазурные (для нанесения не выгорающих при обжиге рисунков) изготавливаются из комбинаций тугоплавких материалы, глины и красители и обычно имеются в продаже только с одним уровнем твердости, который, вероятно, соответствует рейтингу HB графитового карандаша. Твердость HB находится посередине между 6H и 6B. Компании, производящие керамические карандаши имеют привычку приходить и уходить, но большинство поставщиков керамики обычно могут их найти и поставить. Карандаши коммерчески доступны в очень ограниченном разнообразии цветов.
Керамические карандаши обычно используются на обожженной глине, которая достаточно затвердела, чтобы выдерживать давление, необходимое для удовлетворительного нанесения отметок. Поскольку прицепы, керамические ручки и «грифель» карандаша могут быть довольно хрупкими при использовании, чем ровнее поверхность глины, тем лучше рисунок.
Бисквитные поверхности можно сгладить путем шлифования влажной и сухой бумагой из карбида кремния или оксида алюминия, или поверхность зеленой посуды можно опрыскать или покрыть кистью с покрытием terra sigillata перед обжигом бисквитного фарфора для обеспечения более прочной обработки поверхность. Керамические карандаши можно использовать на керамической поверхности так же, как их графитовый эквивалент на бумаге. Хотя заостренные концы имеют тенденцию быстро изнашиваться на абразивной керамической поверхности, сочетание следов от кончика карандаша, отпечатков боковой стороны карандаша, а возможность создавать тона с помощью растирания пальцами или растушевки мягкого изображения дает широкие возможности для развития рисованных образов.
Если Имеющиеся в продаже подглазурные карандаши слишком мягкие для удовлетворительного использования, их довольно легко сделать самостоятельно и затвердеть до более удовлетворительного и менее рассыпчатого состояния. Керамические карандашные рисунки можно обжигать на обожженной глине для затвердевания. их перед глазированием, или, в качестве альтернативы, они могут быть обожжены на неглазурованных высокообожженных глинах, таких как фарфор или керамическая посуда, без необходимости нанесения глазури.
Выбор красителей или смесей красителей, используемых при окраске «свинца», будет контролировать эффективность рисунков при высоких температурах, но большинство из них выдерживают конус 10.
Для изготовления керамических карандашей и пастели используйте шликер фарфорового типа с 50-процентным содержанием белой глины для обжига или пластикового каолина. Для прочности в сухом состоянии в сыром состоянии следует добавить 3% макалоида или 5% бентонита.
Материалы, включая красители, должны быть просеяны в сухом виде через сито 80 меш для обеспечения тщательного смешивания. Для цвета можно использовать минеральные оксиды, карбонаты и готовые морилки. Разнообразие комбинаций дает широкий спектр цветов, хотя важно подобрать красители, которые не выгорают при высоких температурах; не многие, но кадмий / селен и дихромат калия, вероятно, сделают это. Количество красителя может составлять до 15 процентов. Более того, это приведет к потере пластичности в необработанном состоянии, что затрудняет формирование карандашей. Чем больше красителя используется, тем интенсивнее цвет.
Смешайте сухие материалы примерно с 45 процентами воды, к которой был добавлен 1 процент силиката натрия на 100 грамм смеси сухих материалов. Это немного дефлокулирует шликер, придавая дополнительную силу грину, а также усиливая некоторые красителей.
Сформируйте карандаши, высушив цветной листок до пластичного состояния, а затем раскатав в рулоны или выдавив отрезки нужной толщины. Затем их можно оставить в виде карандашей или разрезать на более короткие отрезки длиной 1–2 дюйма. Когда высохнет, обожгите карандаши от 1472°F (800°C) до 1742°F (950°C) в зависимости от желаемой твердости. Меньший обжиг даст более мягкий «свинец»; выше стрельба, жестче «упреждение». Короткие длины могут быть помещены в чертеж захвата когтями. карандаш (чертежный карандаш Koh-I-Noor № 48 может вмещать грифели диаметром до ¼ дюйма).
Пастель обычно используется в сыром состоянии и не подвергается предварительному обжигу, если только она не становится слишком рыхлой для удобного использования. Чтобы сделать пастель, используйте базовый рецепт, описанный выше, и просто сформируйте из глины рулоны или экструзии нужного размера для использования. Если они оказываются слишком хрупкими, их можно обжигать при температуре от 1112°F (600°C) до 1472°F (800°C), не делая их чрезмерно твердыми. Рисунки керамической пастелью следует обжигать на керамическом предмете, чтобы они затвердели перед нанесением глазури; в противном случае, порошкообразная поверхность, вероятно, будет испорчена при нанесении глазури или обращении с ней. Поверхностный порошок также может вызвать расползание из-за отсутствия адгезии к глазури.
Мелки
Чтобы сделать восковые мелки, смешайте сухой рецепт, указанный выше, с обычным восковым резистом. Сформируйте мелок и дайте ему высохнуть. Так как мелок будет содержать немного латекса, он также будет оказывать небольшое сопротивление работе, особенно при использовании на бисквитном обжиге. посуда. Чтобы мелок обладал большей устойчивостью, размешайте красители в воске, дайте остыть, скатайте воск в стержни разной ширины и нарежьте стержни на удобную длину.
Подглазурные фломастеры
Подглазурные фломастеры подобны супертонким лакам, содержащим «чернила», которые обеспечивают хорошую текучесть для рисования. Они доступны на коммерческой основе от ряда производителей, или вы можете сделать свой собственный с помощью доступных прекрасных трейлеров. Вы можете также обмакивайте в керамические чернила любое перо с заостренным кончиком, от острого пера для картографирования до перьев или заостренного бамбука.
Тщательно перемешайте эти ингредиенты всухую, затем добавьте смесь воды и 5-процентного силиката натрия (100 миллилитров воды на 5 граммов силиката натрия). Дважды пропустите через сито с размером ячеек 100 меш. Разбавьте чернила в соответствии с вашими потребностями. Эта тушь должна работать при всех температурах до конуса 12. Его можно разбавлять для создания рисунков, похожих на перо и размытие, или использовать с керамической акварелью или глазурью. С этой основой можно использовать и другие красители.
Акварельные краски
Для акварели материалы смешивают вместе, затем добавляют достаточное количество воды, чтобы получился шликер, который пропускают через сито 80 меш и выливают на поверхность гипса. Когда акварельные пирожные становятся сухими на ощупь, их можно делать круглыми или квадратными. цветного шликера и дайте им полностью высохнуть. Затем их можно использовать как обычные детские акварели, смачивая поверхность водой и нанося кистью.
Прицепы
А Широкий ассортимент прицепов для шликера, краски, глазури или надглазурной глазури можно приобрести у поставщиков керамики, в кухонных магазинах и аптеках. Обычно они состоят из резиновой или неопреновой груши или контейнера и насадки с тонкой апертурой или иногда несколько советов. Проще всего найти бутылочку с аппликатором для окрашивания волос или резиновую грушу для детской клизмы из аптеки.
Поставщики керамических изделий часто предлагают концевые наконечники с тонкими наконечниками, иногда со сменными наконечниками с разным отверстием. Требуемое отверстие наконечника зависит от толщины продавливаемого материала. Тонкие чернила проходят через тонкий наконечник без засорение, но может потребоваться широкий наконечник, чтобы шликеры или глазури текли должным образом.
Как и с любыми другими инструментами, вам нужно попрактиковаться, чтобы получить правильное «чувство» и достичь наилучших результатов. Держите под рукой инструмент с тонкой иглой при работе с прицепами, потому что тонкие иглы довольно легко забиваются.
** Впервые опубликовано в 2009 году.
Темы: Керамические глазури и подглазки
Керамическое искусство и художники
Керамические артисты
Функциональные гонча0005
Химия глазурки
Рецепты высокой пожарной глазурь
Рецепты среднего класса
Рецепты с низкой огненной глазурью
Керамические поставки
Ceramic Colorants
Ceramic Clazes и нижние значения
Ceramic Saw и оборудование
Инструменты для украшения керамики
Печи для обжига керамики
Инструменты для изготовления глины
Инструменты для метания колес
Техника обжига
Электрическая печь для стрельбы
Газовая печь.
Изготовление керамической плитки
Техника метания колес
Керамическая плитка Joy Lavender 3/4×10 Pen
Информация о продукте
Обзоры товаров
Доставка и возврат
Образцы заказов
Установка
Информация о продукте
JOY Керамическая стенка Жизнь в движении. Всплески цвета создают взрыв стиля. Очень тонкая глянцевая текстура, которая формирует настенную плитку из белой массы с различными источниками вдохновения: горизонтальное выравнивание плитки метро, несовершенное очарование деревенского остекления и цвета чрезвычайно чувственной палитры.
КОРОБКА
ПК
СФ
фунтов
48
2,58
8,93
Обзоры товаров
Доставка и возврат
ДОСТАВКА • **БЕСПЛАТНАЯ ДОСТАВКА ПО КОНТИНЕНТАЛЬНОЙ СТРАНЕ США НА ВСЕ ЗАКАЗЫ НА МОЗАИЧНУЮ ПЛИТКУ И ПОЛИФОН НА СУММУ СВЫШЕ 1999 ДОЛЛАРОВ США** • Если товары в вашем заказе имеют право на «Бесплатную доставку» (общая стоимость продукта 1999 долларов США или более только для мозаики и молдингов), ваш заказ доставляется БЕСПЛАТНО! ** • Мы отправляем по всей территории Соединенных Штатов Америки. ** •** Исключая Гавайи и Аляску •Гарантия*: Н/Д ВОЗВРАТ • Мы принимаем возврат для обмена или возврата через 7 календарных дней после доставки товара. По нашему собственному усмотрению через 7 календарных дней мы предложим только обмен или кредит в магазине. • Возврат и обмен принимаются только при соблюдении условий, указанных ниже: • Предметы должны быть в «новом, неизмененном и неиспользованном состоянии». Товары и упаковка не имеют признаков износа или повреждений. Коробки оригинальной формы. • Запрос на возврат должен быть размещен в течение 7 календарных дней с даты доставки (после 7 дней возврат не допускается). • Оригинал товарного чека и RMA (форма разрешения на возврат материала) должны сопровождать все возвраты. Никакие возвраты не будут приняты без RMA. • Чтобы получить номер RMA, свяжитесь с нами по адресу [email protected]. Для получения более подробной информации ознакомьтесь с политикой нашего магазина. https://tileandmosaicdepot.com/pages/store-policy
Заказ образцов
Мы предлагаем бесплатные образцы для ваших клиентов.
Гальваника. Рецепт электролита и работа с блоком питания. Часть 2
Живая Медь Украшения. Мария
Эта публикация является продолжением моей первой статьи по гальванике. Сегодня мы рассмотрим еще один рецепт электролита, а также работу с блоком питания.
Этот электролит я называю электролитом гладкого меднения. Методика его приготовления такая же, как любого сернокислого электролита и об этом я писала в предыдущей статье. Во всех моих рецептах количество серной кислоты указано в расчете на использование автомобильного аккумуляторного электролита.
Итак, рецепт:
200 г медного купороса;
140 -145 мл серной кислоты;
0,07 г тиомочевины;
0,07 г повареной соли (мелкой «экстра»).
Плюсы данного электролита:
1) Хорошее, ровное, досточно блестящее покрытие.
2) Хорошая скорость закрытия и наращивания меди (экономит элетричество).
3) Отлично поддается любой полировке.
Минусы:
1) Достаточно чувствителен к силе тока.
2) Покрытие не слишком пластично, при попытке изменить форму может дать трещины.
При достаточном количестве тиомочевины и правильно выбранной силе тока должен получиться вот такой листик, гладкий, но имеющий на поверхности тонкую матовую пленку.
Пленка быстро убирается любой полировальной пастой
Если тиомочевины в электролите недостаточно — мы можем получить вот такую интересную мелкокрупитчатую поверхность изделия. Она чуть более блестящая, чем при матовом меднении и лучше поддается полировке. При патинировке на такой поверхности можно добиться интересного слегка перламутрового эффекта. Фото до и после полировки.
А теперь поговорим о самом, пожалуй, важном — ТЕХНИКЕ БЕЗОПАСНОСТИ.
Любые работы с электролитом ОБЯЗАТЕЛЬНО, ВСЕГДА, БЕЗ ИСКЛЮЧЕНИЙ проводятся в перчатках, очках и фартуке. Сейчас буду пугать!
1. Перчатки — тонкие латексные. Буквально через несколько дней работы без перчаток начинают слоиться ногти и сглаживаться папиллярные линии на подушечках пальцев из за чего пальцы теряют чувствительность. Нам, рукодельницам, это надо?
2. Очки — строительные, плотно прилегающие к лицу. Поверьте, не раз и не два у вас будет случаться ПЛЮХ!. Кошка под ногу подвернулась, проволочка оборвалась… Химический ожог роговицы — не самое приятное переживание в жизни.
3. Фартук — прорезиненный или клеенчатый, покупается в магазине спецодежды. Электролит очень быстро прожигает дыры в одежде. За первые 2 месяца гальванических работ (еще без фартука) я потратила на домашнюю одежду больше, чем за 10 предыдущих лет. Не думайте, что вам удасться избежать случайного попадания электролита на одежду!
При смешивании электролита очень желательно надеть респиратор или хотя бы влажную марлевую повязку во избежание попадания пыли медного купороса в дыхательные пути.
Гальваническую ванну лучше всего поставить на большой лист пластика. Рядом обязательно должна быть миска с водой. Вынимаем изделие, прополаскиваем в воде и прямо так, в миске, несем к раковине. Не стоит капать кислотой на ламинат.
Даже небольшая ванночка (1-2 л) должна находиться в хорошо проветриваемом помещении. Подоконник отлично подойдет.
Пожалуйста, всегда будьте внимательны и осторожны!!!! Помните, что вы работаете с опасными реактивами!!!
Ну, и в завершение, несколько слов о работе с блоком питания. Иногда люди жалуются, что изготовив по моему рецепту электролит электрохимической полировки, не получают блестящего изделия. Или что при использовании электролита матового меднения структура меди на поверхности получается крупитчатой и осыпается. Это все — ошибки в работе с блоком питания.
Самое главное — у нас должен быть блок питания с вольтметром и амперметром.
Итак, начинаем: сначала мы наш листочек покрыли графитовым лаком в 3 слоя (не экономьте на лаке) и обратили внимание на то, что проволочная намотка на черешке листа тоже покрыта лаком.
Погружаем листочек в ванну и выставляем на БП 0,8-0,9 вольт. Ждем пока на амперметре на появится 0.13-0,15 Ампер и повышаем вольтаж до 1,1 Вольт. Опять ждем, пока на амперметре не покажется 0,35 А. Теперь повышаем вольтаж до рабочей величины.
А вот эту саму рабочую величину мы определяем эмпирически. Например, на достаточно крупный березовый лист, опущенный в электролит гладкого меднения нужно подать около 1,6 Вольт.
За полностью закрытым листом внимательно следим.
Изделие блестящее по краям, но матовое в центре — прибавить силу тока. Наоборот: изделие, блестящее в центре, но матовое по краям — силу тока убавить.
При чрезмерной силе тока изделие начинает «пригорать» по краям. На кончиках листьев возникают утолщения и наплывы меди.
Можно использовать этот эффект в декоративных целях, например при изготовлении шапочек для бусин, меднении кристаллов или лэмпворка и т.д. Можно, добившись нужного эффекта, убавить силу тока, чтобы эти наплывы покрылись слоем гладкой меди, для дальнейшей полировки.
А теперь скажите мне, пожалуйста, какая тема вас больше всего интересует (чтобы я знала, о чем писать следующую статью):
1) Восстановление электролита.
2) Полировка и химическое оксидирование.
3) Электрохимическое оксидирование.
Рейтинг
★
★
★
★
★
5.0 (7 голосов)
Живая Медь Украшения. Мария
Россия, Нижний Новгород
Магазин (41)
Блог (33)
Следите за творчеством мастера
Публикации по теме
Ключевые слова
Ключевые слова
гальваника
гальванопластика
электроформинг
гальваника дома
гальваника начинающим
гальваника бп
блок питания
медный лист
меднение
меднение дома
гальванический электролит
рецепт электролита
гладкое меднение
зеркальное меднение
электролит для гальваники
сернокислый электролит
гальваника для начинающих
гальваника начало
гальванопластика начало
Рубрики публикаций
Идеи и вдохновение Всё о продажах Мода, стиль, тенденции Хендмейд как бизнес Материалы и инструменты Организация мастерской История рукоделия Занимательные истории Интервью Хитрости и советы / Lifehack
Приготовление и восстановление электролита меднения для гальваники
Сернокислые электролиты для меднения делятся на кислые и медные. Кислые это те, в которых кислоты по рецепту больше чем медного купороса. Медные наоборот, кислоты меньше чем медного купороса. Пропорции кислоты и медного купороса выбираются в зависимости от используемого блеска.
Кислые сернокислые электролиты
К кислым относятся добавки Cupracid-TP и J-Plate Cu-400, рецепты электролитов для них описаны ниже.
Рецепты кислых растворов
1. J-Plate Cu-400
CuSO4*5h30 — 90 гр./л. h3SO4 плотность 1,84 гр./см3 — 200 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 540 гр./л. (взвешиваем на весах). NaCL — 0,125 гр./л. Добавка J-PLATE CU 400 — 6 мл./л. Вода до 1 литра.
Плотность тока 0,1-8 А/дм.кв, оптимальное 2-3 А/дм.кв.
Температура 20-30 градусов, скорость осаждения при плотности тока 3 А/дм.кв. равна 0,66 мкм/мин.
2. Cupracid TP
CuSO4*5h30 — 60 гр./л. h3SO4 плотность 1,84 гр./см3 — 230 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр. /см3 — 621 гр./л. (взвешиваем на весах). NaCL — 0,120 гр./л. Cupracid TP Leveller / Купрацид ТП выравниватель — 20 мл./л. Cupracid Brightener / Купрацид ТП блескообразователь — 2 мл./л. Cupracid Starter / Купрацид стартёр — 2 мл./л. Вода до 1 литра.
Плотность тока 1,4-3,5 А/дм.кв, оптимальное 2 А/дм.кв.
Температура 20-26 градусов, скорость осаждения при плотности тока 2 А/дм.кв. равна 0.6 мкм/мин.
Медные сернокислые электролиты
К медным относятся добавки Chemeta RV-T, ЦКН-74, Cupracid 210, составы электролитов для них описаны ниже.
Рецепты медных растворов
1. Chemeta RV-T
CuSO4*5h30 — 220 гр./л. h3SO4 плотность 1,84 гр./см3 — 60 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 162 гр./л. (взвешиваем на весах). NaCL — 0,09 гр./л. Добавка Chemeta RV-T — 4 мл./л. Вода до 1 литра.
Плотность тока 2-8 А/дм.кв, оптимальное 4,5 А/дм.кв.
Температура 20-28 градусов, скорость осаждения при плотности тока 4,5 А/дм.кв. равна 1 мкм/мин.
2. ЦКН-74
CuSO4*5h30 — 150 гр./л. h3SO4 плотность 1,84 гр./см3 — 80 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 216 гр./л. (взвешиваем на весах). NaCL — 0,09 гр./л. Добавка ЦКН-74 — 5-7 мл./л. Вода до 1 литра.
Плотность тока 1-4 А/дм.кв, оптимальное 3 А/дм.кв.
Температура 18-28 градусов, скорость осаждения при плотности тока 3 А/дм.кв. равна 0,6 мкм/мин.
3. Cupracid 210
CuSO4*5h30 — 220 гр./л. h3SO4 плотность 1,84 гр./см3 — 63 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 170 гр./л. (взвешиваем на весах). NaCL — 0,12 гр./л. Добавка Купрацид 210 — 10 мл./л. Добавка 210 A — 0,5 мл./л. Добавка 210 Б — 0,5 мл./л. Вода до 1 литра.
Плотность тока 1-6 А/дм.кв, оптимальное 3 А/дм. кв.
Температура 20-30 градусов, скорость осаждения при плотности тока 3 А/дм.кв. равна 0,7 мкм/мин.
Приготовление электролита меднения с добавкой J-PLATE CU-400
Далее для примера посмотрим приготовление самодельного электролита с добавкой J-PLATE CU-400 на 10 литров.
J-Plate Cu-400 рецепт на 1 литр.
CuSO4*5h30 — 90 гр./л. h3SO4 плотность 1,84 гр./см3 — 200 гр./л. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 540 гр./л. (взвешиваем на весах). NaCL — 0,125 гр./л. Добавка J-PLATE CU 400 — 6 мл./л. Вода до 1 литра.
Пересчитаем количество реактивов на 10 литров, получим следующий рецепт для приготовления своими руками электролита гальванического меднения.
CuSO4*5h30 — 900 гр. h3SO4 плотность 1,84 гр./см3 — 2 кг. или автомобильный аккумуляторный электролит плотностью 1,27 гр./см3 — 5,4 кг. (взвешиваем на весах). NaCL — 1,25 гр. Добавка J-PLATE CU 400 — 60 мл. Вода до 10 литров.
Взвешиваем медный купорос 900 грамм и пересыпаем его в канистру.
Взвешиваем аккумуляторный электролит 5,4 кг и переливаем его в емкость с медным купоросом.
Доливаем в емкость воду до уровня 10 литров.
Данная статья опубликована на сайте whoby.ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/elektrolit-dlja-galvaniki
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Растворяем полностью медный купорос, путем бултыхания канистры и затем добавляем туда 1,25 грамм соли NaCl.
Далее нужно добавить в раствор активированный уголь из аптеки, из расчета 3 грамм на 1 литр. В нашем случае добавляем 30 грамм, это 12 пачек по 10 таблеток весом 0,25 грамм (фото данного процесса нет).
Хорошо перемешиваем и даем постоять электролиту меднения 2 часа. В течении этого времени нужно изредка перемешивать раствор с интервалом примерно 15 минут.
После того, как пройдет 2 часа, отфильтровать электролит от угля через фильтр.
После фильтрации прирабатываем электролит. Для этого берем фольгированный текстолит (если не жалко) или латунную или медную пластину.
Предварительную приработку электролита меднения нужно проводить в течении 5 часов на плотности тока 0.2 А/дм.кв. В моем случае фольга имела размеры 150х120 мм, площадь которой равна 1,8 дм.кв.
У фольги 4 стороны, значит общая площадь равна 1.8*4 = 7.2 дм.кв. На источнике выставляем ток 7.2*0.2 = 1,44 ампера, опускаем в ванну заготовку и держим там ее в течении 5 часов используя качалку (заготовка поствоянно движется в электролите).
После 5 часов приработки, добавляем в ванну 60 мл блескообразующей добавки J-PLATE CU-400. После тщательного перемешивания прирабатываем электролит меднения на плотности тока 1 А/дм.кв. в течниии 1 часа. На источнике выставляем ток 7.2*1 = 7.2 ампера.
После приработки электролита, проверим его на реальной плате. Для этого активируем текстолит и покрываем его химической медью. Это можно не делать, взять обычный фольгированный текстолит и провести тест на нем (мне жалко портить текстолит для этого, поэтому я сделал так, как описано ниже).
Обезжириваем, затем активируем текстолит.
Покрываем химической медью текстолит.
Погружаем плату в ванну для гальваники, и держим там 50 минут. В результате получаем вот такое покрытием. Если учесть, что это первая гальваника в данном электролите и используемый текстолит не первой свежести (весь поцарапанный), то считаю результат отличный.
Результат работы электролита для гальваники с блеском J-Plate Cu-400
Хочу предоставить несколько фото плат, гальваника медью которых была проведена в этом кислом электролите меднения. Данные фото предоставил mial пользователь форума радиокот, за что ему отдельная благодарность.
В результате работы ванны гальваники, в электролит меднения попадает органика, что приводит к ухудшению работы электролита и появлению некачественных покрытий.
Чтобы избавиться от органики, электролит меднения нужно обработать перекисью водорода и активированным углем.
Делается это так, электролит нагревается до 50 градусов, затем в него добавляется 30% перекись водорода из расчета 3 мл на 1 литр раствора. Все хорошо перемешивается и выдерживается 1 час.
Потом в электролит меднения добавляется активированный уголь из аптеки из расчета 3 грамма на 1 литр раствора. Все перемешивается и выдерживается 1 час, затем электролит фильтруется от угля.
После фильтрации прирабатываем раствор на плотности тока 0,2 А/дм.кв. в течении 2 часов. После добавляем необходимое рецептурное количество блеска и прирабатываем еще раз электролит на плотности тока 1 А/дм.кв в течении 1 часа.
Хочу отметить, что данная процедура восстановления применима для всех рецептов сернокислых электролитов для гальваники.
На этом все, желаю не дырявых штанов и качественных плат.
Статью написал: Admin Whoby.Ru
Гальваника — Химия LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
272
Гальваника — это процесс нанесения одного металла на другой путем гидролиза, чаще всего в декоративных целях или для предотвращения коррозии металла. Существуют также особые виды гальванического покрытия, такие как меднение, серебрение и хромирование. Гальваническое покрытие позволяет производителям использовать недорогие металлы, такие как сталь или цинк, для большей части продукта, а затем наносить различные металлы на внешнюю сторону, чтобы обеспечить внешний вид, защиту и другие свойства, необходимые для продукта. Поверхность может быть металлической или даже пластиковой.
Введение
Иногда отделка носит исключительно декоративный характер, например, продукты, которые мы используем в помещении или в сухой среде, где они вряд ли будут подвержены коррозии. На эти типы продуктов обычно наносится тонкий слой золота или серебра, что делает их привлекательными для потребителя. Гальваническое покрытие широко используется в таких отраслях, как автомобилестроение, авиастроение, электроника, ювелирные изделия и игрушки. В общем процессе гальванического покрытия используется электролитическая ячейка, которая состоит из нанесения отрицательного заряда на металл и погружения его в раствор, содержащий соль металла (электролиты), которые содержат положительно заряженные ионы металла. Затем из-за отрицательного и положительного зарядов два металла притягиваются друг к другу.
Цели гальваники:
Внешний вид
Защита
Специальные свойства поверхности
Инженерные или механические свойства
Исходная информация
Катод представляет собой деталь, подлежащую покрытию, а анод может быть либо расходуемым анодом, либо инертным анодом, обычно либо платиновым, либо углеродным (графитовая форма). Иногда покрытие происходит на стеллажах или бочках для повышения эффективности при покрытии многих продуктов. Пожалуйста, обратитесь к электролизу для получения дополнительной информации. На рисунке ниже Ag 9Ионы 0044 + притягиваются к поверхности ложки, и в конце концов она покрывается металлом. Процесс осуществляется с использованием серебра в качестве анода и винта в качестве катода. Электроны переходят от анода к катоду и претерпевают раствор, содержащий серебро.
Рис. 1 : Нанесение серебра на ложку.
История гальваники
Гальванизация была впервые открыта Луиджи Бруньятелли в 1805 году благодаря использованию процесса электроосаждения для гальванопокрытия золота. Однако его открытие не было отмечено, так как его игнорировала Французская академия наук, а также Наполеон Бонапарт. Но спустя пару десятилетий Джону Райту удалось использовать цианистый калий в качестве электролита для золота и серебра. Он обнаружил, что цианид калия на самом деле является эффективным электролитом. Позже, в 1840 году, двоюродные братья Элкингтон использовали цианистый калий в качестве электролита и сумели создать реальный метод гальванического покрытия золота и серебра. Они получили патент на гальваническое покрытие, и этот метод получил широкое распространение по всему миру из Англии. Метод гальванического покрытия постепенно стал более эффективным и продвинутым за счет использования более экологически чистых формул и использования источников питания постоянного тока.
Выбор электролитов
Существует множество различных металлов, которые можно использовать для гальванопокрытий, поэтому выбор правильного электролита важен для качества гальванопокрытий. Некоторые электролиты представляют собой кислоты, основания, соли металлов или расплавленные соли. При выборе типа электролита следует помнить о таких вещах, как коррозия, сопротивление, яркость или отражательная способность, твердость, механическая прочность, пластичность и износостойкость.
Подготовка поверхности
Целью подготовки поверхности перед началом нанесения на нее другого металла является обеспечение ее чистоты и отсутствия загрязнений, которые могут помешать склеиванию. Загрязнение часто предотвращает осаждение и отсутствие адгезии. Обычно это делается в три этапа: очистка, обработка и ополаскивание. Очистка обычно заключается в использовании определенных растворителей, таких как щелочные очистители, вода или кислотные очистители, для удаления слоев масла с поверхности. Обработка включает модификацию поверхности, заключающуюся в упрочнении деталей и нанесении металлических слоев. Промывка приводит к получению конечного продукта и является последним штрихом гальванического покрытия. Два определенных метода подготовки поверхности — это физическая очистка и химическая очистка. Химическая очистка заключается в использовании растворителей, которые являются либо поверхностно-активными химическими веществами, либо химическими веществами, вступающими в реакцию с металлом/поверхностью. При физической очистке применяется механическая энергия для удаления загрязнений. Физическая очистка включает трение щеткой и ультразвуковое перемешивание.
Типы гальванопокрытия
Существуют различные процессы, с помощью которых люди могут гальванизировать металлы, такие как массовая гальваника (также гальваническая гальваника), гальваническая гальваника, непрерывное гальванопокрытие и гальваническое покрытие. Каждый процесс имеет свой собственный набор процедур, которые позволяют получить идеальное покрытие.
Таблица 1: Методы гальванического покрытия
Массовое покрытие
Не подходит для деталей с деталями, так как неэффективен для предотвращения царапин и запутывания. Тем не менее, этот процесс эффективно размещает большое количество объектов.
Покрытие стойки
Дороже, чем массовое покрытие, но эффективно как для крупных, так и для хрупких деталей. Часто имеет детали, погруженные в растворы со «стойками».
Непрерывное покрытие
Такие детали, как провода и трубки, постоянно проходят через аноды с определенной скоростью. Этот процесс немного дешевле.
Линейное покрытие
Дешевле, так как используется меньше химикатов и используется производственная линия для нанесения покрытия на детали.
Гальванические металлы
Большинство гальванических покрытий можно разделить на следующие категории:
Жертвенное покрытие
Декоративное покрытие
Функциональные покрытия
Мелкие металлы
Необычное металлическое покрытие
Покрытия из сплава
используется в основном для защиты. Металл, используемый для покрытия, расходуется в реакции. Общие металлы включают: цинк и кадмий (в настоящее время запрещены во многих странах).
используется в основном для привлекательности и привлекательности. Общие металлы включают: медь, никель, хром, цинк и олово.
— это покрытия, сделанные в зависимости от необходимости и функциональности металла. Обычные металлы включают: золото, серебро, платину, олово, свинец, рутений, родий, палладий, осмий и иридий.
обычно представляют собой железо, кобальт и индий, потому что на них легко наносить покрытие, но они редко используются для покрытия.
— это металлы, которые еще реже используются для гальванического покрытия, чем второстепенные металлы. К ним относятся: As, Sb, Bi, Mn, Re, Al, Zr, Ti, Hf, V, Nb, Ta, W и Mo.
Сплав — это вещество, обладающее металлическими свойствами и состоящее из двух или более элементов. Эти покрытия изготавливаются путем нанесения двух металлов в одну и ту же ячейку. Общие комбинации включают: золото-медь-кадмий, цинк-кобальт, цинк-железо, цинк-никель, латунь (сплав меди и цинка), бронза (медь-олово), олово-цинк, олово-никель и олово-цинк. кобальт.
Ссылки
Канани, Н. Гальваника: основные принципы, процессы и практика; Передовые технологии Elsevier: Оксфорд, Великобритания, 2004 г.
.
Ловенхайм, Фридрих Адольф. Современная гальваника . 3-е изд. Нью-Йорк, штат Нью-Йорк: J. Wiley and Sons, 1974.
.
Блюм, Уильям и Джордж Б. Хогабум. Принципы гальваники и гальванопластики (электротипирование) . 3-е изд. Нью-Йорк, штат Нью-Йорк: McGraw-Hill Book Company Inc., 19.49. Печать.
Петруччи, Ральф Х., Харвуд, Уильям С., Херринг, Ф.Г., и Мадура Джеффри Д. Общая химия: принципы и современные приложения. 9-е изд. Река Аппер-Сэдл: Pearson Education, Inc., 2007.
.
Проблемы
Каковы цели гальваники?
Как работает гальваника?
Почему важно подготовить поверхность перед началом гальванического покрытия?
Какие бывают виды гальваники?
Какие разные металлы можно использовать? (имя 5)
Ответы
Обычно гальваническое покрытие используется либо в декоративных, либо в функциональных целях, а также для предотвращения коррозии металла.
Гальванические работы через электролизер с катодом и анодом. Катод — это металл, который необходимо покрыть.
Важно подготовить поверхность перед началом процедуры, так как иногда на поверхности есть загрязнения, которые могут привести к плохим результатам гальванического покрытия.
Существуют различные типы гальваники: массовая гальваника (также гальваническая гальваника), гальваническая гальваника, непрерывная гальваника и гальваника в линии.
Пять металлов, которые можно использовать в гальванике: цинк, кобальт, железо, олово и платина
Авторы и ссылки
Вайшали Миттал (Калифорнийский университет в Дэвисе)
Electroplating распространяется по незадекларированной лицензии, автором, ремиксом и/или куратором является LibreTexts.
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Показать страницу TOC
№ на стр.
Теги
гальваника
Как работает гальваническое покрытие — Объясните это Stuff
Криса Вудфорда. Последнее обновление: 30 октября 2021 г.
Не существует такой вещи, как алхимия — волшебным образом превращающая обычные химические элементы в редкие и ценные, — но гальванопокрытие — это, возможно, следующая лучшая вещь. Идея состоит в том, чтобы использовать электричество для покрытия относительно обыденных вещей. металл, например медь, с тонким слоем другого, более драгоценного металла, например, золота или серебра. Гальваника имеет много других применений, кроме того, что дешевые металлы выглядят дорого. Мы можем использовать его, чтобы сделать вещи, устойчивые к ржавчине, например, для производства различных полезных сплавы, такие как латунь и бронза, и даже сделать пластик похожим на металл. Как работает этот удивительный процесс? Давайте посмотрим поближе!
Фото: гальваника в действии — выставка в Think Tank (музей науки в Бирмингеме, Англия). Эти две вилки являются электродами, и синий раствор (сульфат меди) используется для медного покрытия одного из них.
Содержание
Что такое гальваника?
Как работает гальваника?
Можно ли гальванизировать пластмассы?
Зачем использовать гальваническое покрытие?
Какой толщины гальваническое покрытие?
Узнать больше
Что такое гальваника?
Фото: Позолоченный: когда астронавт Эд Уайт совершил первый американский выход в открытый космос в 1965 году, на его шлеме был позолоченный козырек для защиты глаз от солнечного излучения. Фото любезно предоставлено НАСА на Викискладе.
Гальваника включает пропускание электрического тока через раствор, называемый электролит. Это делается погружением двух клемм, называемых электроды в электролит и соединение их в цепь с аккумулятором или другим источником питания. Электроды и электролит изготавливается из тщательно подобранных элементов или соединений. Когда электричество течет по цепи, которую они образуют, Электролит распадается, и часть содержащихся в нем атомов металла нанесенный тонким слоем поверх одного из электродов — он становится гальваническим. Все виды металлов могут быть покрыты таким образом, включая золото, серебро, олово, цинк, медь, кадмий, хром, никель, платина и свинец.
Гальваника очень похожа на электролиз (использование электричества для разделения химического раствора), что является обратным процессом, с помощью которого батареи производят электрический ток. Все эти вещи являются примерами электрохимия: химические реакции, вызванные или производящие электричество, которое дает научно или промышленно полезные конечные продукты.
Фото: Серебряные столовые приборы стоят дорого и тускнеют; нержавеющая сталь, покрытая хромом, является хорошей заменой для многих людей. Несмотря на то, что он устойчив к ржавчине и долговечен, покрытие со временем стирается, как вы можете видеть в коричневатой области ручки этого сервера пирогов. Маркировка «EPNS» на столовых приборах является окончательным признаком гальванического покрытия: это означает гальванопокрытие из нейзильбера.
Как работает гальваника?
Во-первых, вы должны выбрать правильные электроды и электролит, выяснив химическая реакция или реакции, которые вы хотите, чтобы произошло, когда электрический ток включен. Атомы металла, покрывающие ваш объект, исходят из электролит, поэтому, если вы хотите что-то омеднить, вам нужен электролит из раствора соли меди, а для золочения нужен электролит на основе золота — и так далее.
Затем вы должны убедиться, что электрод, который вы хотите покрыть, полностью чист. В противном случае при осаждении атомов металла из электролита на это, они не образуют хорошей связи, и они могут просто снова стереться. Как правило, очистка выполняется путем погружения электрода в сильный кислотным или щелочным раствором или (на короткое время) подключив гальваническая схема в обратном порядке. Если электрод действительно чистый, атомы из металлического покрытия эффективно связываются с ним, присоединяясь к очень сильно на внешние края его кристаллической структуры.
Теперь мы готовы к основной части гальваники. Нам понадобятся два электрода из различные проводящие материалы, электролит и электричество поставлять. Как правило, один из электродов сделан из металла, который мы используем. пытаются пластины и электролит представляет собой раствор соли тот же металл. Так, например, если мы покрываем медью латунь, мы нужен медный электрод, латунный электрод и раствор соединения на основе меди, такие как раствор сульфата меди. Металлы, такие как золото и серебро не растворяются так легко, поэтому их нужно превращать в решения с использованием сильнодействующих и опасно неприятных химикатов на основе цианидов. Электрод, на который будет нанесено покрытие, обычно изготавливается из более дешевого материала. металл или неметалл, покрытый проводящим материалом, таким как графит. В любом случае, он должен проводить электричество или не проводить электричество. ток будет течь и никакого покрытия не произойдет.
Работа: Меднение латуни: вам понадобится медный электрод (серый, слева), латунный электрод (желтый, справа) и немного раствора сульфата меди (синий). Латунный электрод становится отрицательно заряженным и притягивает из раствора положительно заряженные ионы меди, которые прилипают к нему и образуют внешнее покрытие медной пластины.
Мы погружаем два электрода в раствор и соединяем их в цепь так, чтобы медь становится положительным электродом (или анодом), а латунь становится отрицательным электродом (или катодом). Когда мы включаем мощности раствор сульфата меди расщепляется на ионы (атомы со слишком мало или слишком много электронов). Ионы меди (положительно заряженные) притягиваются к отрицательно заряженному латунному электроду. и медленно наносить на него, создавая тонкий позже медной пластины. Между тем сульфат-ионы (отрицательно заряженные) достигают положительно заряженного медного анода, высвобождая электроны которые движутся через батарею к отрицательному латунному электроду.
Требуется время, чтобы гальванизированные атомы накопились на поверхности отрицательного электрода. Как долго именно зависит от силы электрического тока, который вы использования и концентрации электролита. Увеличение любого из это увеличивает скорость, с которой ионы и электроны движутся через схема и скорость процесса покрытия. Пока поскольку ионы и электроны продолжают двигаться, ток продолжает течь, и процесс покрытия продолжается.
Можете ли вы гальванизировать пластмассы?
Фото: Плакированный пластик часто используется для деталей, которым требуется блестящая поверхность металла без его прочности или тяжести, и вот три примера из моего собственного дома. Вверху: переключатель, стрелки и безель (окружение циферблата) этого будильника выглядят блестящими и металлическими, но на самом деле они пластиковые. Посередине: Сантехнические детали, которые не должны быть прочными, часто изготавливаются из пластика с покрытием, поэтому они остаются прохладными на ощупь и гармонируют с металлическими трубами. Регулятор температуры в этом душе (справа, с красной кнопкой) сделан из пластика, но внешне похож на основные металлические компоненты слева. Внизу: этот компьютерный USB-микрофон имеет блестящее покрытие, чтобы он выглядел дорого и качественно.
Недорогой, легко формируемый, легкий и одноразовый пластик быстро стал самым распространенным и гибким материалом в мире в 20-м веке. Но для многих людей это такой же недостаток, как и преимущество: пластик дешев и сердитен — и именно так он и выглядит. Одним из решений является покрытие дешевого пластика тонким слоем металла, чтобы придать ему все преимущества пластика с привлекательным блестящим покрытием. металл. Таким способом можно наносить покрытие на множество различных пластиков, в том числе АБС, фенолопласт, карбамидоформальдегид, нейлон, и поликарбонат. Вы часто найдете детали автомобилей, сантехники, бытовой и электрической арматуры, которые выглядят металлическими, но на самом деле изготовлены из пластика с гальваническим покрытием. Они легче, дешевле, устойчивы к ржавчине и не требуют полировки после покрытия.
Как наносится гальваническое покрытие пластмасс?
» … мой приятель … сказал мне, что у него есть процесс металлизации пластика. Я сказал, что это невозможно, потому что нет проводимости; нельзя прикрепить провод. Но он сказал, что может металлизировать что угодно…»
Вы, конечно, шутите, мистер Фейнман! Ричард Фейнман
Если вы хоть что-нибудь знаете о пластике, то сразу же обнаружите очевидную проблему: пластик обычно не проводит электричество. Теоретически это должно полностью исключить гальваническое покрытие; на практике это просто означает, что мы должны дополнительно обработать наш пластик, чтобы сделать его электропроводным, прежде чем мы начнем. Есть несколько различных шагов. Во-первых, пластик необходимо тщательно очистить, чтобы удалить такие вещи, как пыль, грязь, жир и поверхностные следы. Затем его протравливают кислотой и обрабатывают катализатором (ускорителем химической реакции), чтобы обеспечить прилипание покрытия к его поверхности. Затем его погружают в ванну с медью или никелем (медь встречается чаще), чтобы получить очень тонкое покрытие из электропроводящего металла (толщиной менее микрона, 1 мкм или одной тысячной миллиметра). Как только это будет сделано, его можно гальванизировать так же, как металл. В зависимости от того, какой износ должна выдерживать гальваническая деталь, толщина покрытия может составлять от 10 до 30 микрон.
Зачем использовать гальваническое покрытие?
Фото: Это автомобильное колесо изготовлено из алюминиевого сплава с никель в более экологически чистом процессе, разработанном Metal Arts Company, Inc. В процессе Microsmooth™ используется примерно на 30 процентов меньше электроэнергии, почти на 60 процентов меньше природного газа и в два раза меньше воды, чем в обычных процессах гальванического покрытия. Фото Metal Arts Company, Inc. любезно предоставлено Министерством энергетики США (DOE).
Нанесение гальванических покрытий обычно выполняется по двум совершенно разным причинам: украшение и защита.
Такие металлы, как золото и серебро, покрываются для украшения: дешевле иметь золото или серебро. посеребренные украшения, чем цельные изделия из этих тяжелых, дорогие, драгоценные вещества. Поскольку разные металлы имеют разный цвет, гальваническое покрытие можно использовать для изготовления таких вещей, как кольца, цепочки, значки, медали и т. п. широкий выбор привлекательных, декоративных отделок, включая блестящие, матовые и старинные вариации золота, серебра, меди, никеля и бронзы.
Металлы, такие как олово и цинк (которые не особенно привлекательны на вид), покрываются металлом, чтобы придать им привлекательный внешний вид. защитный внешний позже. Например, контейнеры для пищевых продуктов. часто луженые, чтобы сделать их устойчивыми к коррозии, в то время как многие предметы повседневного обихода из железа покрыты цинк (в процессе, называемом гальванизацией) по той же причине.
Фото: Замки и ключи часто имеют гальваническое покрытие. Этот мой старый навесной замок сделан из цельной латуни, но дужка (изогнутая серебристая часть, которая открывается и закрывается) сделана из хромированной стали, чтобы сделать ее более надежной. Ключ также сделан из латуни, относительно мягкого и недорогого металла, который легко обрезать и не изнашивает ваш замок. Первоначально этот ключ был покрыт никелем серебристого цвета, который сейчас стирается, и под ним отчетливо видна латунь.
Некоторые формы гальванопокрытий являются одновременно защитными и декоративными. Автомобильные крылья и «отделка», например, когда-то широко изготовлен из прочной стали с покрытием с хромом, чтобы сделать их привлекательными блестящими и устойчивы к ржавчине (недорогие и естественно устойчивые к ржавчине пластмассы сейчас скорее вместо этого использовать на автомобилях). Такие сплавы, как латунь и бронза, также могут быть покрыты гальваническим покрытием. чтобы электролит содержал соли всех металлов, должны присутствовать в сплаве.
Гальваника также используется для изготовление дубликатов печатных форм в процессе, называемом гальванопластики и для гальванопластики (альтернатива литье предметов из расплавленных металлов).
Какой толщины гальваническое покрытие?
Фото: Медные музыкальные инструменты выглядят золотыми и серебряными, потому что они покрыты очень тонким слоем покрытия этих металлов. Серебряное покрытие на них, вероятно, имеет толщину 10–20 микрон (примерно 0,01–0,02 миллиметра). Фото Майкла Б. Келлера предоставлено армией США, опубликовано на Flickr по лицензии Creative Commons (CC BY 2.0).
Независимо от того, покрываются ли вещи для украшения или защиты, толщина слоя покрытия является еще одним важным фактором. рассмотрение. Очевидно, что чем толще покрытие, тем дольше оно прослужит и тем большую защиту даст. но даже самое толстое покрытие намного тоньше, чем можно было ожидать. Типичная толщина плакированного металла варьируется от примерно от 0,5 микрон (0,5 миллионных метра или 0,0005 миллиметра) до примерно 20 микрон (20 миллионных долей метра или 0,02 миллиметра) — так это очень тонкий. (Чтобы дать вам некоторое представление, алюминиевая кухонная фольга находится примерно в середине этого диапазона, с самая толстая и прочная фольга имеет толщину около 10–20 микрон.) Что-то вроде позолоченного корпуса часов будет иметь 20-микронное покрытие, которое может легко выдержать повседневную грубость. и валяться несколько десятков лет.
Узнайте больше
На этом сайте
Atoms
Электричество
Электролизеры и электролиз
Металлы
Занятия
Гальваника — это то, с чем вы можете легко поэкспериментировать в школе или (с помощью взрослого) дома. Вот некоторые сайты, которые вы можете безопасно исследовать:
Гальваническое покрытие от копейки до копейки: простое занятие от Венчурного инженерного и научного лагеря Университета Макмастера.
Instructables: простое и дешевое гальванопокрытие: еще один эксперимент по гальванике своими руками с использованием простых предметов домашнего обихода.
Видеоролики
Гальваника — как это делается: четкое введение в теорию и практику гальванизации и огромный спектр повседневных вещей, для которых она используется. Также рассказывается, как можно гальванизировать пластмассы и почему гальваническое покрытие часто необходимо наносить несколькими отдельными слоями или «слоями».
Книги
Для читателей постарше
Гальваническое покрытие: инженерный справочник Лоуренса Дж. Дерни (ред.). Springer, 2014. Еще один подробный справочник, в основном предназначенный для людей, работающих в сфере отделки металлов.
Гальваника: основные принципы, процессы и практика, Нассер Канани. Elsevier, 2004. Подробное введение для студентов-химиков, а также производителей.
Современное гальванопокрытие Мордехая Шлезингера, Милана Пауновича (редакторы). Wiley, 2011. Большое и исчерпывающее руководство с главами по гальванике всех распространенных металлов, включая медь, никель, золото и олово; плюс освещение электроосаждения, полупроводников, органических пленок и многих других тем.
Вы, конечно, шутите, мистер Фейнман! Ричард П. Фейнман. Vintage, 1992. Глава под названием «Главный химик-исследователь корпорации «Метапласт» (стр. 41 моего издания) представляет собой короткий, но забавный анекдот о гальванике пластмасс, в которой Фейнман, как оказалось, был пионером по воле случая.
Для младших читателей
Лучше всего подходят для детей в возрасте 9–12 лет, но эксперименты можно адаптировать для детей старшего или младшего возраста.
Химия для каждого ребенка: 101 простой эксперимент, который действительно работает Дженис ВанКлив. Jossey-Bass, 2010. Очень хорошее практическое введение в химию (при необходимости с добавлением небольшого количества физики и биологии). Первоначально опубликовано в 1989, но так же актуален и сегодня. Упражнение 43 (Зеленые пенни) является примером металлизации.
Пошаговые научные эксперименты по химии Дженис ВанКлив. Rosen, 2013. Более новая и короткая подборка от того же автора.
«Элементарно», Роберт Уинстон. ДК, 2007/2016. Общее введение детей в химию, посвященное элементам, для детей 8–10 лет.
Артикул
Современное покрытие
Нержавеющая сталь произвела революцию в еде после столетий неприятного привкуса во рту Марка Миодовника. «Гардиан», 29 апреля. , 2015. Материаловед превозносит достоинства гальванического покрытия.
Дешевый (НО рискованный) способ позолотить ваши Apple Watch от Меган Логан. Wired, 14 апреля 2015 г. Не можете дотянуться до золотых часов Apple? Как насчет того, чтобы позолотить обычный?
Исторические статьи из архивов
Древнеегипетское покрытие сурьмой медных предметов: заново открытое древнеегипетское ремесло Колина Г. Финка и Артура Х. Коппа, Metropolitan Museum Studies, Vol 4, No 2, 19 марта33, стр. 163–167. Простое гальванопокрытие использовалось в Египте более 5000 лет назад.
Новая гальваника быстрее: Du Pont демонстрирует процесс, который также снижает стоимость: The New York Times, 18 октября 1938 г.
Патенты
Для получения более подробной технической информации стоит просмотреть:
Патент США 6,527,920: Аппарат для гальванопокрытия меди Стивеном Т. Майером и др., Novellus Systems, Inc. 4 марта 2003 г. Подробное описание типа гальванических процессов, используемых при изготовлении интегральных схем.
Центробежные насосы наиболее распространенный вид, применяются в качестве поверхностного и погружного оборудования. Это потому, что у них достаточно простая конструкция и сравнительно большая производительность.
Но, к сожалению, как и вся техника насосы ломаются и требуют проведения технического обслуживания. Ремонт центробежных насосов следует проводить в специализированном сервисном центре, но в некоторых случаях обслуживание можно сделать самостоятельно и в домашних условиях.
1 Устройство
Название устройств объединяет большой класс изделий, которые, в зависимости от производителя и конструктивного исполнения, следует обслуживать по-разному. Соответственно и варианты поломок и ремонта центробежного насоса одного подвида имеют существенные отличия от подвида другого.
Чтобы отремонтировать водяной насос, не снизить при этом производительность, следует четко разобраться в его строении, наличии особенностей. Для этого в изделие вместе с документацией вкладывается схема и перечень составных и запасных частей.
В процессе выяснения работы насосного оборудования, можно определить практически все неисправности центробежных насосов.
Устройство центробежного насоса
Мощные центробежные насосы для подъёма води на большую высоту и подачи ее с большим напором набираются из секций. Примером такого секционного представителя является погружной глубинный насос.
Части центробежного насоса:
Отвечающая за создаваемый напор – крыльчатка – приводимая в движение от вала электрического двигателя, создает центробежную силу для засасывания и выталкивания водяной массы в патрубок подающе-распределяющей трубы.
Приводящая в движение всю конструкцию насоса – электромотор, который кстати является еще и приводом как внутреннего, так и внешнего охлаждения.
Вмещающая составные элементы – корпус – предохраняет от повреждения в работе, монтаже/демонтаже.
Вспомогающие конструктивные элементы – уплотнения, сальники, подшипники, втулки, тепловая защита – непосредственно влияющие на правильную, бесшумную и качественную работу насосного оборудования.
к меню ↑
1.1 Организационные основы работы изделия
Принципиально при запуске центробежного насоса электрический привод производит вращение роторного вала, на котором закреплена насосная крыльчатка с лопастями. Вращаясь, конструктивный элемент создает центробежную силу, перемещая воду между лопастями и прижимая ее к краям цилиндрической камеры (стакана). Под воздействием силы жидкость перемещается с рабочей камеры в патрубок общей системы водоснабжения. При этом новая порция воды поступает из подающего патрубка путем создания всасывательного разрежения на входе насоса.
Следует понимать, что наличие воды на входе обязательно, поскольку насос не работает «на сухую», так как перекачиваемая через него жидкость является основным его охладителем. Без охлаждения конструктивные части будут перегреваться и показывать не правильную работу аж до выхода из строя. Особенно это актуально для погружных насосов, которым физически невозможно организовать воздушное охлаждение.
Профессиональный ремонт промышленного центробежного насоса
Охлаждение воздухом организовано в поверхностных представителей данного вида оборудования. В насосных приспособлениях приводной двигатель снабжен вентиляторной крыльчаткой, которая прогоняет потоки воздуха непосредственно по корпусной поверхности чем дополнительно отводит тепло образованное работой механизма.
Особенностью центробежного оборудования является рекомендация работы с чистой водой без вкраплений и примесей, которые могут влиять на функциональность и продолжительность качественной работы. Так крупные частицы и песок могут забить входные каналы, рабочую камеру, застопорить лопастную крыльчатку, чем неизменно выведут насос из строя или значительно повлияют на мощность выходного напора. Уменьшение количества таких попаданий во внутрь изделия увеличит срок его эксплуатации и упростит обслуживание. к меню ↑
2 Обслуживание
Чтобы уменьшить затраты на техническое обслуживание насоса следует проводить визуальный осмотр вверенного оборудования хотя бы два раза в год. Поломку легче предотвратить, чем устранить ее в дальнейшем.
Для этого:
Если помпа погружная, следует вынуть ее на поверхность. Возможно это будет достаточно трудное занятие и без помощи не обойтись, но в дальнейшем предотвратит еще большие хлопоты.
После подъема необходимо осмотреть крепление и визуально убедится в целостности кабельных подключений и корпусной целостности, загрязненности и коррозийных областей. Если возникают сомнения, обязательно провести проверку, чтобы избежать повторения первого пункта еще раз.
Верным решением при проверке будет запустить устройство на малый промежуток времени и прислушаться – шум в работе будет сигнализировать о возможных неполадках.
Работы при периодическом осмотре значительно отдаляют капитальный ремонт центробежных насосов с возможными значительными затратами. Наличие ила или песка на насосе будет первым сигналом о заиливании источника воды и необходимости действий по его чистке или раскачке. Игнорирование приведет к поломке оборудования. к меню ↑
2.1 Как отремонтировать своими руками?
Разбирать подключенный насос запрещается правилами БЭЭП и техники безопасности. Свой прибор необходимо обесточить ровно, как и всю принадлежащую ему автоматику и защиту, и, только убедившись в этом, начинать работу.
Шлифовка рабочего колеса центробежного насоса
Коротко процесс ремонта описывается следующим образом:
Разборка производится после вытаскивания насоса из воды на чистой гладкой поверхности, чтобы не произошла утеря соединительных элементов и частей конструкции. Для надежности следует подписать/пронумеровать все демонтируемые части приспособления. Весь процесс можно сопровождать фотофиксацией или видеосъёмкой;
Визуальным осмотром обнаружить изношенные элементы и произвести их замену предварительно купив у производителя или дилера оборудования. Только полностью соответствующий аналог предоставит дальнейшую безопасную работу;
Очистить другие конструктивные элементы и при необходимости внести смазочный материал;
В обратном порядке произвести сборку оборудования и проверить его работоспособность. Если пользователь забыл, как подключить насос обратно в систему водяного снабжения или к электросети, необходимо эти действия согласовать с идущими в комплекте схемами и рекомендациями инструкции.
к меню ↑
3 Некоторые поломки
Неполадки центробежного оборудования делятся на:
Механические повреждения и деформации;
Управленческие неисправности.
По статистике сервисов оборудования, частыми являются поломки по вине неумелых пользователей устройств, а также по причине не проводимых технических осмотров, чистки оборудования от загрязнения.
К механическим принадлежат дефективные поломки сборки, а также износ деталей со временем.
Брак продукта выявляется практически сразу, возможно, даже при первом включении в сеть. В таком случае следует обменять устройство по гарантии у продавца.
При изношенности некоторых элементов насос: к меню ↑
3.1 Дает малое давление, гудит
Элементарной проблемой может оказаться изношенный шланг или питающий патрубок. Но также этот диагноз характерен при изношенной или смещенной крыльчатке.
Чистка погружного центробежного насоса
Возвратить насос в нужный режим поможет замена ремкомплекта, включающий в свой состав уплотнители и изношенный элемент. к меню ↑
3.2 Перегрев и вибрационные движения
Простейшей проблемой могут оказаться кавитационные процессы в рабочей камере насоса или попросту – завоздушивание. Минусом в конструкции является невозможность работы насоса без воды, даже небольшой промежуток времени такой работы может значительно навредить насосу и вывести его из строя.
Более сложной является поломка подшипников центробежных насосов. При исправном узле пуск и остановка центробежного насоса являются плавными, без лишних шумов. При наличии проблемы необходима разборка не только отделения насоса, но скорее всего и двигательной части.
После замены подшипников следует проверить все втулочные части насоса, что могли вызвать проблему и воспользоваться ремкомплектом. к меню ↑
3.3 Клин
«Поймать клин» оборудование может при попадании крупного мусора в корпусную часть, забивании пути следования воды песком и илом. Для восстановления функций изделия следует прочистить водяные ходы и заборники.
Если же в наличии изношенный конструктивный элемент мешающий нормальной работе, следует его извлечь и заменить новым. к меню ↑
3.4 Протекание перекачиваемой жидкости
В этом случае однозначно виноваты уплотняющие материалы и нужна их срочная замена. Отличным указателем проблемных мест могут служить коррозийные области на корпусе изделия.
Ремонт погружного центробежного насоса
К неисправностям системы управления причисляют:
Проблемное электропитание;
Рабочий режим без воды;
Сломанный электропривод.
Нарушенная изоляция – основная причина плохого контакта, повреждения провода и выход из строя насосной установки.
Для избегания работы без воды устанавливают специальные датчики контроля уровня, что помогают отключить насос в опасных для него положениях. Выход их из строя приводит к поломке привода.
Нерабочий приводной двигатель – это сложная поломка, которую помогут решить работники сервиса или же повод для покупки нового центробежного насоса. к меню ↑
3.5 Ремонт БЦНМ (видео)
Главная страница » Насосы
Ремонт центробежных насосов, причины и частые поломки
Содержание
Особенности устройства
Механизм работы конструкции
Подбор оборудования
Рекомендации по обслуживанию
Правила использования оборудования
Частые поломки
Устранение неисправностей
Коротко о главном
Несмотря на то, что данный тип устройств считается надежным, он через некоторое время может сломаться. Причиной поломок может быть, как неправильная эксплуатация, так и качество перекачиваемого теплоносителя. Если пользователь обнаружил, что конструкция работает неправильно, следует осуществить ремонт центробежных насосов.
Пример данного вида устройства
Особенности устройства
Оборудование центробежного типа считается наиболее распространенным типом и используется в качестве поверхностной и погружной конструкции. Оно используется для водообеспечения частного дома. Устройство обладает простой конструкцией и обладает большой производительностью. Через некоторое время все приборы ломаются и нуждаются в проведении технического обслуживания. Ремонт центробежных насосов можно осуществить в сервисном центре или самостоятельно. Каждая поломка обладает своими особенностями. Чтобы отремонтировать конструкцию и не снизить его производительность, нужно знать ее строение и особенности работы. Перед тем как приступить к разбору прибора, нужно ознакомиться с техпаспортом агрегата, в которой указана схема и основные компоненты. Мощные модели могут поднять теплоноситель на большую высоту и подать ее с нужным напором. Зачастую устройство состоит их двух основных частей – встроенного мотора и многоступенчатого узла для закачивания воды. Двигатель расположен в нижней части агрегата и контактирует с жидкостью.
Схематическое изображение устройства
В скважины устанавливают центробежные модели. Они считаются более долговечными и надежными. В конструкции основная роль принадлежит отводу с лопатками. Она не перегревается за счет контакта с теплоносителем, которая одновременно охлаждает весь механизм. Основными частями оборудования являются:
крыльчатка, которая приводит в движение другие элементы;
мотор;
корпус, который защищает агрегат от механических повреждений;
дополнительные элементы, обеспечивающие работу устройства.
Большинство агрегатов оснащены автоматикой, которая может защитить прибор от работы без воды и перепадов напряжения в сети. Все компоненты размещены в герметичной емкости.
Установленный агрегат в систему
Механизм работы конструкции
Чтобы прибор проработал как можно дольше, необходимо вовремя проводить обслуживание центробежных насосов. Однако, чтобы не разрушить элементы, необходимо знать, как они работают. Механизм работы агрегата достаточно простой. Крыльчатка вращается на валу и создает центробежную силу. Вследствие этого жидкость передвигается по трубам. После чего новая порция жидкости снова всасывается. Важно! Оборудование должно работать с водой, так как она является охлаждающим элементом. В противном случае, конструкция может перегреться и быстро выйдет из строя. В приборах, которые погружаются в скважину, нет охлаждения воздухом. Такой тип охлаждения возможен, если конструкция поверхностная. В них устанавливают мотор с вентилятором, который прогоняет поток воздуха и отводит тепло от механизма. Посмотреть внутреннее строение и работу агрегата можно в видео
youtube.com/embed/hQ-IHN6OcZM?rel=0″>
Специалисты рекомендуют использовать прибор с чистой жидкостью без наличия грязи и твердых элементов, которые могут спровоцировать неисправность. Камни и взвешенные частицы могут застрять во входных шлангах конструкции. Они значительно снижают мощность прибора. В такой ситуации пользователь устанавливает фильтр, который увеличивает период использования оборудования и упрощает его обслуживание.
Подбор оборудования
Чтобы подобрать необходимое устройство, которое способно поднять жидкость с большой глубины, следует учесть следующие нюансы:
Мощность агрегата. Если глубина скважины больше тридцати метров, нужно приобрести оборудование с параметром не ниже полтора киловатт.
Результативность. Семья из четырёх человек можно расходовать около двухста литров жидкости в сутки. Поэтому конструкция должна перекачивать около пятидесяти литров в минуту. Такой производительности должно хватить, чтобы полить огород или нормально работать бытовой технике.
Различные типы устройства
Встроенная защита. Прибор может быть оснащён поплавковым выключателем и другими элементами. Они помогут увеличить эксплуатационный период использования устройства.
Размеры агрегата. Каждая модель обладает своим определенным весом и размером. Перед ее приобретением следует учесть сечение скважины.
Напор теплоносителя. Во время расчета параметров прибора, нужно учесть сведения, указанные в техпаспорте. Если глубина скважины не больше сорока метров, то данная величина должна быть на уровне семидесяти метров.
Важно! Перед приобретением устройства, нужно учесть метод охлаждения. Лучше купить агрегат с водяным охлаждением. Он не нуждается в особом уходе и может работать без внешнего вмешательства.
Рекомендации по обслуживанию
Многие пользователи полагают, что проводить самому уход за элементами конструкции затруднительно. Это не так. Оборудование обладает сложной структурой и нуждается в уходе. Периодичность профилактических мероприятий будет зависеть от интенсивности использования, типа теплоносителя, наличие твердых частиц, особенностей установки и условий использования.
Установленная конструкция в скважине
Чем условия работы конструкции критичнее, тем интервалы между мероприятиями должны сокращаться. Проведением периодической профилактики поможет избежать возникновения серьезных поломок и обеспечить длительный эксплуатационный период прибора. Помните! Для уменьшения затрат на техническое обслуживание центробежного насоса, следует проводить осмотр основных компонентов агрегата несколько раз в год. Неисправность легче предотвратить, чем потом устранять ее в будущем. В ходе проведения диагностики необходимо:
Если установлена погружная модель, ее нужно вынуть на поверхность.
После этого следует просмотреть крепление и убедиться в целостности подключенных проводов и корпуса, наличия грязи и ржавчины. Если у потребителя возникли сомнения, нужно провести диагностику, чтобы избежать повторения проблемы.
Целесообразно включить оборудование на короткое время и послушать, есть ли шум или вибрация. Если помехи присутствуют, это свидетельствует о возникновении неполадок.
Вмонтированное оборудование в систему
Периодическая ревизия помогает избежать капитального ремонта с большими финансовыми затратами. Если в воде присутствует песок, значит источник нужно промыть, а все элементы оборудования очистить.
Правила использования оборудования
Для увеличения периода использования устройства и, чтобы сталкиваться с ремонтом центробежных насосов для воды как можно реже, нужно правильно эксплуатировать агрегат. Пользователю желательно соблюдать такие правила:
нужно удостовериться, что в рабочей емкости есть жидкость, перед включением прибора;
следует вмонтировать фильтр в магистраль, который сможет защитить от проникновения твердых элементов, содержащихся в воде;
благодаря установке специальной задвижки, удается защитить привод мотора от перегрузки;
глубина источника не должна быть больше допустимой величины, который указан в техпаспорте;
всасывающий шланг должен обладать маленьким количество изгибов и соединений;
основная труба, по которой теплоноситель перемещается, должен располагать горизонтально под небольшим уклоном к месту подачи воды.
Различные типы насосного оборудования
Если потребитель заметил поломки во время использования конструкции, нужно ее выключить и тщательно проверить каждый узел.
Частые поломки
Зачастую у потребителя может возникнуть проблема, когда износился сальник. Это может произойти по следующим причинам:
вал приводного мотора наравномерно вращается и бьется;
болты на креплении слишком сильно затянуты;
перегрелся мотор;
неправильно выполнено техническое обслуживание герметичного насоса и другое.
Осуществление ремонта оборудования
Ознакомиться с основными неисправностями и их причинами можно в таблице
Поломки
Причина
Оборудование после подключения к сети не качает теплоноситель
Произошел залив оборудования, напор выше, чем нужно, трубы засорились, сальник пропускает воздух, неправильный монтаж конструкции.
Оборудование работает рывками
Рывки в работе техники могут наблюдаться во время перепада напряжения, если сальники пропускают воздух, в рабочее колесо попала грязь, наличие механических повреждений, износились уплотнительные кольца, увеличилось сопротивление трубы.
Конструкция собрана неверно, есть механические повреждения, повысилось напряжение, напор меньше, чем нужно
Вибрация оборудования и шум
Болты крепления ослаблены, монтаж осуществлен с ошибками, вал прогнулся, заели вращающиеся элементы, высота всасывания не соответствует модели
Корпус, сальники и подшипники сильно нагреваются
Оборудование работает при закрытой задвижке, недостаточное количество смазки в элементах, чрезмерно затянуты болты
Осуществление разбора механизма
Еще одной часто причиной неправильной работы оборудования является неправильная центровка мотора. В итоге сальники быстрее разрушаются. К подшипникам нужно относится внимательно. Периодически пользователю следует проверять количество смазки в них.
Устранение неисправностей
Текущий ремонт центробежного насоса нужно осуществлять только после отключения устройства от питания. Ремонтные работы требуют наличия определённых знаний и навыков у мастера. Поэтому, если вы не уверены в собственных силах, то лучше такое ответственное дело доверить квалифицированным специалистам. Весь процесс состоит из следующих этапов:
разбор оборудования и тщательный осмотр его внутренних элементов;
проверка технического состояния ротора и выполнение необходимых замеров зазоров;
замена изношенных и вышедших из строя деталей на новые;
проверка геометрических параметров шеек вала и выявление дефектов;
после исправления всех недочетов, нужно собрать конструкцию и проверить ее на герметичность и правильность сборки.
Посмотреть особенности устранения неисправностей устройства можно в видео
Вышеописанные мероприятия проводят через каждые четыре с половиной тысячи часов работы устройства. Более сложным ремонт нужно проводить после двадцати шести тысяч часов работы. Помните! Во время профилактических мероприятий нужно соблюдать схему по сборке оборудования. Если будут допущены ошибки, последствия будут очень серьезные.
Коротко о главном
Для водообеспечения жилого помещения многие специалисты советуют установить насос. Он помогает жидкости перемещаться по трубам. Однако, через некоторое время техника может выйти из строя. В таком случае необходимо знать, как осуществить ремонтные работы устройства, основные причины поломок и на какие нюансы следует обратить внимание. Специалисты советуют периодически проводить профилактику неисправностей, следить за количеством смазки в элементах и уровнем жидкости в системе.
Как вы считаете, на сколько трудно самостоятельно осуществить ремонт оборудования?
Центробежные насосы Проблемы и решения
Центробежные насосы являются одними из наиболее распространенных типов насосов, используемых в промышленности, поскольку они спроектированы так, чтобы не требовать особого обслуживания, высокоэффективны и просты в эксплуатации. Тот факт, что они широко используются, не означает, что вы не столкнетесь с какими-либо проблемами. Вот что вам нужно знать об этих насосах, кто их использует, а также о наиболее распространенных проблемах с центробежными насосами и их возможных решениях.
Что такое Центробежный насос ?
Типичный центробежный насос состоит из вала роторного насоса с прикрепленным к нему одним или несколькими рабочими колесами. Поскольку крыльчатки вращаются синхронно, насос преобразует достаточно энергии для перемещения жидкости в нужном направлении.
Центробежные насосы могут быть радиальными или осевыми, при этом радиальные насосы проталкивают энергию через нижний трубопровод, а осевые насосы создают подъемный эффект всасывания с помощью рабочих колес. Либо достаточно простые процессы, но что-то может пойти не так. Когда это произойдет, вам нужно будет устранить неполадки и устранить проблему.
Различные области применения Центробежные насосы
Центробежные насосы широко используются в различных промышленных, коммерческих и бытовых целях. Примеры применения центробежных насосов:
Противопожарные системы
Производство продуктов питания и напитков
Водоснабжение жилых районов
Удаление сточных вод/шлама
Промышленные операции с нефтью и газом
Химическое производство
Общий Проблемы с центробежным насосом и решения
Если центробежный насос перестал работать должным образом, пора заменить его или вызвать специалиста? Ни то, ни другое может не понадобиться, если вы сможете разобраться в проблеме и решить ее самостоятельно. Вот некоторые из наиболее распространенных проблем с центробежными насосами и способы их решения.
1. Насос работает всухую
Если у вас нет потока после запуска центробежного насоса, это может быть вызвано несколькими различными причинами и способами устранения.
Воздух в насосе — Убедитесь, что трубопровод и насос полностью заполнены жидкостью.
Высота всасывания слишком высока — Проверьте наличие препятствий на входе и убедитесь в правильности статической высоты.
Реверсирование операции — Проверьте направление вращения рабочего колеса, чтобы убедиться, что оно не реверсивно.
Неправильная скорость — Проверьте напряжение и частоту источника питания и убедитесь, что двигатель не имеет обрыва фазы.
Засоренные детали — Проверьте и очистите клапан, рабочее колесо и сетчатый фильтр.
2. Неправильное вращение рабочего колеса
Крыльчатка, вращающаяся в неправильном направлении, является распространенной проблемой центробежных насосов. Если рабочие колеса повернутся не в ту сторону, они могут серьезно повредить насос. При подключении питания к двигателю насоса очень важно проверить, в какую сторону вращается двигатель. Для этого можно «запустить» двигатель.
3. Утечка насоса
Другой распространенной проблемой центробежных насосов этого типа является утечка. Когда материалы выходят из насоса и создают беспорядок, это серьезная проблема. Чрезмерная температура, коррозия или давление могут ослабить соединения и уплотнения, что приведет к утечке жидкости и мусора.
Но может быть простое решение. Остановить протекающую помпу можно так же просто, как затянуть крепежные детали, окружающие соединения. Однако в других случаях может потребоваться замена прокладки или механического уплотнения.
4. Медленная повторная заливка насоса
Возможно, с вашей помпой что-то не так, если повторная заливка занимает слишком много времени. Наиболее распространенной причиной медленной повторной заливки насоса является чрезмерный зазор, что приводит к неэффективности и перегреву. Но существуют и другие возможные причины, такие как протекающая прокладка, забитый порт рециркуляции или изношенная улитка.
5. Заклинивание насоса
Заклинивание насоса может произойти по нескольким причинам, включая попадание в насос посторонних предметов, работу с низким расходом и нестандартные условия. Сначала осмотрите насос на наличие посторонних предметов и мусора, а затем проверьте рабочие колеса и источник питания.
6. Вибрация помпы
Когда вы начинаете замечать слишком сильную вибрацию помпы или замечаете обычные шумы, исходящие от устройства, это может означать серьезную проблему. Часто вибрации и шумы говорят о том, что у вас вышли из строя подшипники или внутри насоса застрял посторонний предмет.
Начните с самого простого и найдите мусор или посторонние предметы. Когда шум и вибрация возникают вместе, насос может испытывать кавитацию и может потребовать осмотра профессионалом.
7. Мусор в насосе
Мусор в насосе может повредить многие его части и системы. Если ваш насос не качает или менее эффективен, чем вы хотите, проверьте, не забита ли всасывающая труба или мусор в крыльчатке.
8. Перегрузка привода насоса
В центробежных насосах перегрузка возникает, когда приводной двигатель потребляет избыточный ток, что приводит к повышенному энергопотреблению. Насосы должны запускаться с минимальной нагрузкой при открытых нагнетательных клапанах. Если мощность, потребляемая насосом, возрастает слишком сильно, это может в конечном итоге привести к отключению или перегрузке двигателя. Некоторые из наиболее распространенных причин перегрузки привода насоса включают:
Слишком высокая скорость насоса
Установлено увеличенное рабочее колесо
Изношенные или поврежденные подшипники
Технологические жидкости повышенной вязкости
Изогнутый вал
Несоосность между приводом и насосом
Механическое уплотнение слишком сильно давит на седло
Неподвижные части, соприкасающиеся с вращающимися частями
Насос работает слишком далеко от оптимального диапазона
9. Низкая эффективность
Если вы заметили, что насос больше не работает эффективно, то есть ему требуется слишком много времени для откачки жидкости, наиболее распространенными причинами этой проблемы являются следующие.
Негерметичная прокладка
Неправильное вращение рабочего колеса
Поврежденное или изношенное рабочее колесо, изношенное кольцо или поврежденная изнашиваемая пластина
Открытый перепускной клапан
Засорение впускного отверстия насоса, нагнетательного трубопровода или рабочего колеса
10. Вопросы химической совместимости
Если ваш центробежный насос подвергся коррозии, это может быть связано с проблемой химической совместимости. Смачиваемые части насоса могут быть изготовлены из различных материалов — керамики, металлов, термопластов и эластомеров. Стойкость этих деталей к различным жидкостям, химикатам и температурам будет разной. Таким образом, вы должны выбрать насос, разработанный с учетом вашего конкретного применения.
11. Перегрев подшипника
Центробежные насосы не должны быть горячими на ощупь. Когда они это делают, это признак проблемы и то, что вы хотите решить немедленно. Возможно, засорился всасывающий фильтр, порт рециркуляции, клапан или открытая линия нагнетания. Помпа будет менее эффективной, если вы проигнорируете проблему, и в конечном итоге может выйти из строя.
В наличии имеется широкий ассортимент центробежных насосов, которые обеспечат вашему предприятию необходимые услуги по перекачке жидкости в долгосрочной перспективе. Это отличные недорогие решения для большинства ситуаций с высокой производительностью и низким давлением. Но если ваш центробежный насос работает неэффективно или вообще не работает, этот список распространенных проблем может помочь вам устранить проблему.
Если вы не можете решить проблему с центробежным насосом или вам неудобно справляться с ней самостоятельно, у нас есть ресурсы вам в помощь. Если в настоящее время у вас нет проблем с центробежным насосом, то сейчас самое время изучить профилактическое обслуживание , чтобы гарантировать, что проблемы не возникнут в будущем.
Знание основ ремонта насосов может упростить профилактическое обслуживание.
Технические руководства с такими спецификациями, как допуски и давления, являются важными инструментами для устранения трудноустранимых проблем. При ремонте насосов также могут помочь обычные ремонтные инструменты, а также ряд гаечных ключей, головок и отверток. Съемники уплотнений, смазочные шприцы и соответствующие смазочные материалы экономят время и деньги.
В дополнение к этим физическим инструментам, ремонт большинства насосов требует, чтобы пользователь обладал определенной глубиной знаний при осмотре или обслуживании. Проблемы с насосами обычно имеют основную причину отказа, которая часто выходит за рамки неисправного элемента. Методы технического обслуживания, описанные ниже, составляют часть базовых знаний, необходимых для обслуживания.
Сальник
При проверке сальника обратите внимание на чрезмерную утечку и при необходимости замените уплотнение. При чрезмерной утечке обслуживающий персонал должен затянуть сальник. Имейте в виду, что утечка не должна быть полностью остановлена, потому что вода служит охлаждающей жидкостью для набивки в сальниковой коробке.
Неправильно отрегулированный сальник без утечки
Уплотнение вокруг вала должно быть затянуто ровно настолько, чтобы обеспечить примерно 20 капель в минуту. Если толкатель больше не может быть отрегулирован должным образом, насос необходимо переупаковать соответствующим уплотнением. При выборе набивки учитывайте давление и скорость вращения вала.
Повторная упаковка насоса
При повторной упаковке насоса убедитесь, что привод и насос надежно изолированы и что соблюдены все меры предосторожности. Никогда не добавляйте новую упаковку поверх старой. Начните с удаления всей упаковки и фонарного кольца. После удаления старой набивки очистите сальник и осмотрите втулку вала на предмет необычного износа. Следует использовать соответствующие инструменты — никогда не используйте отвертку. Использование неподходящих инструментов может привести к повреждению сальниковой коробки или втулки вала.
Новое уплотнение должно располагаться вокруг вала без зазоров в местах соединений. Расположите стык второй части набивки на 90 градусов от стыка первой части набивки. Сместите каждый сустав на 90 градусов от предыдущего; убедитесь, что фонарное кольцо совмещено с отверстием для охлаждающей жидкости. Этот метод расположения швов предотвращает утечку воды через швы. Выполняйте этот процесс до тех пор, пока сальник не заполнится.
Сальник должен располагаться поверх набивки. Подтяните последователей. Регулируйте толкатели на одну плоскость или на ¾ оборота каждые 30 минут или до тех пор, пока не будет контролироваться утечка. Ощупайте сальник (будьте осторожны с вращающимся валом), чтобы убедиться, что сальник слишком горячий или неровный, что может привести к повреждению вала насоса.
Чрезмерная утечка через сальник
Подшипники
Перегрев подшипников возникает из-за трения, которое может быть вызвано недостатком смазки. При осмотре подшипника все фитинги и пресс-масленки должны быть очищены перед смазкой, чтобы удалить грязь. Частицы грязи могут вызвать загрязнение подшипника и его преждевременный выход из строя. Смазка подшипника должна выполняться в соответствии с рекомендациями производителя. Добавление смазки сверх рекомендованного количества может привести к перегреву подшипников.
Перед смазкой подшипника снимите все предохранительные заглушки. Удаление заглушек позволяет выкачивать старую смазку по мере того, как новая смазка закачивается в корпус. Проведите осмотр старой смазки и поищите металлические частицы или металлическую стружку. Любые частицы, обнаруженные в старой смазке, указывают на износ, который необходимо устранить.
Муфты
Как и подшипники, муфты требуют смазки. При выполнении технического обслуживания муфт следите за соблюдением техники безопасности. При проведении профилактического обслуживания снимите защитный кожух муфты, чтобы открыть гибкую решетку. Снимите сетку и осмотрите ее на предмет износа. Всякий раз, когда обнаруживаются металлические частицы, проверяйте несоосность. Немедленно осмотрите смазку на наличие металлических частиц.
После того, как будет установлено, что муфту можно использовать повторно или если требуется новая, очистите все детали, чтобы убедиться в отсутствии грязи или песка на решетке или полумуфтах. При повторной сборке сетка надевается на приводной конец двигателя и приводной конец насоса. Установите болт муфты на место и снимите предохранительную заглушку. Новую смазку следует закачивать в пресс-масленку до тех пор, пока она не выйдет из разгрузочного отверстия. Не допускайте чрезмерной смазки муфты, так как это может повредить резиновое уплотнение на полумуфтах.
Осмотр
Осмотры играют жизненно важную роль в программе профилактического обслуживания. Проверки проводятся для определения рабочего состояния насосов и сопутствующего оборудования и помогают предсказать, какое корректирующее или профилактическое обслуживание потребуется для предотвращения серьезных проблем. Проверка не может быть пропущена или фальсифицирована. Это должно быть рутиной — ежедневной или даже еженедельной.
Во время визуального осмотра оператор должен обращать внимание на забитые дренажные линии, чрезмерную утечку из сальников, перегретые подшипники или подшипники, работающие при температурах, превышающих нормальные.
Неправильно отрегулированный сальник без утечки
При визуальном осмотре прислушивайтесь к необычному шуму, вибрации или другим необычным явлениям. Вибрация связана с работой насоса и должна быть устранена немедленно, прежде чем возникнут серьезные проблемы и насос в конечном итоге выйдет из строя. Шумные подшипники могут быть вызваны вибрацией от незакрепленных подшипников на валу или неисправной муфтой вала.
Контрольный список — отличный способ убедиться, что ничего не упущено. Я настоятельно рекомендую операторам технического обслуживания иметь при себе копию данных прошлых проверок для сравнения новых результатов. Это позволит операторам по техническому обслуживанию обнаруживать любые новые проблемы и выявлять тенденции в обычных операциях.
Рабочие условия могут быть не идеальными для запуска и остановки оборудования. Однако проверка должна быть проведена до следующего цикла проверки.
Вы, возможно, обращали внимание, что на дорогих велосипедах некоторые запчасти и компоненты не покрашены и не отполированы, а как будто покрыты каким-то исключительно гладким и красивым материалом. Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Суть явления
Не будем здесь вдаваться в лютую физику и прочие инженерные дебри. Поэтому опишем коротко и понятно. Говорим об анодировании, особенно в велосипедной теме, — скорее всего подразумеваем, что наша деталь сделана из алюминия. Этот процесс применяется и к другим металлам, но в процентном соотношении безоговорочный лидер именно алюминий.
Итак, анодирование — это процесс, при котором деталь погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Благодаря этому на поверхности детали образуется оксидный слой, который защищает ее от зла и добавляет целую пачку полезных свойств. Поскольку деталь является «анодом» в этом электролитическом процессе, то весь процесс и называют «анодированием».
Методов анодирования и составов растворов довольно много. В зависимости от химического состава используемого раствора и дополнительных добавок варьируется цвет покрытия готовой детали. Как правило, это разнообразные оттенки желтого, оранжевого или коричневого цветов, а также черный. Однако существуют специальные красители для анодирования, которые позволяют получить на выходе почти любой цвет.
Зачем это нужно
Это все ясно, но зачем же это все нужно в велоиндустрии? Как только цена велосипеда взлетает вверх использовать в нем сталь становится малость не комильфо. Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Можно выделить три взаимодополняющих назначения анодирования в велотеме.
Защита от коррозии.
Любому будет неприятно, если ваша любимая деталь вдруг покроется противными пятнами и со временем просто-напросто сгниет. Анодирование, пока оно цело, отлично защищает детали от этой напасти. Главное не забывайте следить. К тому же, в случае таких важных деталей как ноги вилки и шток амортизатора повреждение анодирования повлечет за собой помимо коррозии, окисления и некрасивого вида массу неприятностей, таких как, например, протекание масла через образовавшуюся щель.
Антифрикционные свойства анодированного покрытия.
Если речь идет не о руле или звездах, а о ногах вилки на первый план выходят именно эти свойства анодирования. Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Ну и, разумеется, определенное значение имеет эстетический момент. Анодированные детали отличаются внешне от крашеных. Для тех, кому важны внешний вид и цветовая гамма байка рынок предлагает огромный ассортимент разноцветных анодированных деталей, начиная от выносов и педалей, заканчивая бонками и колпачками на камеры. В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
Особенности ухода за анодированным покрытием
Речь пойдет о вилках и амортизаторах. Царапина или потертость на анодированном руле скорее всего ничего кроме проблем с эстетикой не сулит. А вот с подвижными ногами все намного сложнее и драматичнее. Начнем с того, что даже маленькая царапина на ноге может повлечь огромные проблемы, особенно если расположена в наиболее подвижной части ноги. Поэтому, в идеале надо стараться вообще не допускать царапин и потертостей на ногах.
Если злой рок все-таки оказался неизбежен, то постарайтесь аккуратно наждачкой-нулевкой убрать все образовавшиеся заусенцы. Иначе они будут царапать башинг и пыльники, а те в отместку будут развивать объем царапины, и придет все к тому, что образуется цель такого диаметра, что из нее начнет со свистом вытекать масло.
В случае, если царапина или потертость прям масштабная и неумолимая, несите в ремонт. Там применят сильное колдовство, начиная от лака для ногтей и заканчивая восстановлением покрытия. В таком случае вам повезло, но так бывает не всегда. Возможно все очень плохо и ремонту не подлежит вообще. Тут выход один — донорство. Причем в обе стороны.
Старайтесь следить за состоянием пыльников и башингов, потому что, будучи забиты песком, они имеют неприятную особенность начинать обирать ноги. А также следите за тем, чтобы вилка не работала на сухую. Чревато теми же проблемами.
Резюме
Если вы гордый обладатель спортивного горного велосипеда, скорее всего на нем установлена вилка, имеющая ноги с анодированным покрытием. Это хорошо, она легкая, долговечная и отзывчивая в работе. Следите за ней, вовремя меняйте масло, не кладите велосипед на ноги, проверяйте башинги и по возможности делайте регулярное ТО, особенно после эксплуатации велосипеда в жестких условиях с обилием грязи и пыли. И тогда ваш велосипед принесет вам много положительных эмоций.
Статья по анодированию алюминия переменным током
Анодирование алюминия – это образование особенного защитного покрытия на поверхности изделий электрическим методом. Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Для проведения процесса анодирования алюминия нужно приготовить два насыщенных раствора – поваренной соли и питьевой соды. Делают их в течение не менее получаса, иногда помешивая получившийся раствор. После этого растворы отстаиваются в течение пятнадцати минут и фильтруют. Затем нужно приготовить электролит, смешав девять объемных частей питьевой соды с одной объемной частью раствора соли.
Перед тем как проводить анодирование деталей, нужно тщательно зачистить наждачной бумагой или напильником, а потом обезжирить. После этого нужно провести химическое полирование. Для этого алюминиевая деталь помещается на десять минут в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом. Анодировка длится обычно примерно 90 минут. Окончательным этапом является уплотнение пор пленки, которые уплотняются после кипячения детали в воде примерно в течение двадцати минут.
Анодированные детали имеют серый, золотистый, оливковый, черный или коричневый оттенок и незначительную приятную шероховатость. Качество анодировки можно проверить следующим образом: по анодированной поверхности нужно провести черту химическим карандашом. Если черта не смоется проточной водой, то процедура выполнена хорошо.
Анодирование переменным током
Если анодировать деталь не постоянным током, как описано выше, а переменным, то все подготовительные и заключительные операции нужно проводить так, как уже было описано. Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
При анодировании деталь можно окрасить. Делается это в растворе анилинового красителя. Когда проводится цветное анодирование, красящий раствор должен содержать 15 грамм красителя и 1 миллиграмм уксусной кислоты на литр воды. Окрашивание должно проводиться в подогретом растворе. Деталь нужно выдерживать в растворе красителя не менее 10-15 минут. Для того чтобы закрепить окраску, покрашенную деталь нужно выдержать в кипящей воде в течение 1-1,5 минут.
Что такое анодирование? Отделка на выбор
Что такое анодирование? — Совет по анодированию алюминия
Анодирование представляет собой электрохимический процесс, при котором поверхность металла превращается в декоративное, прочное, коррозионно-стойкое покрытие из анодированного оксида . Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с основной алюминиевой подложкой , поэтому он не может отколоться или отслаиваться. Он имеет высокоупорядоченную пористую структуру, которая допускает вторичные процессы, такие как окрашивание и запечатывание.
Анодирование осуществляется путем погружения алюминия в ванну с кислым электролитом и пропускания электрического тока через среду. Катод крепится к внутренней части ванны для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита соединиться с атомами алюминия на поверхности анодируемой детали. Таким образом, анодирование представляет собой строго контролируемое окисление, усиливающее естественное явление.
Узнайте больше об анодировании…
Применение анодированного алюминия
Историческая перспектива
Преимущества анодирования
Анодирование и окружающая среда
Определения и методы анодирования
Анодирование рулона
Текущие процессы анодирования
Характеристики анодного покрытия
Обозначения анодного покрытия
Сплавы, подходящие для анодирования
Руководство по размещению заказов и ценовым предложениям
Как определить отделку алюминия
Анодированная отделка сделала алюминий одним из самых уважаемых и широко используемых материалов сегодня в производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
Защищает спутники от неблагоприятных условий космоса.
Используется в одном из самых высоких зданий мира — Уиллис-Тауэр в Чикаго, штат Иллинойс.
Обеспечивает привлекательный, требующий минимального обслуживания, очень прочный внешний вид, крыши, навесные стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
Произвел революцию в производстве компьютерного оборудования, стендов для выставок, научных инструментов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
Считается экологически безопасным, оказывает незначительное вредное воздействие на землю, воздух или воду.
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование — ключевой этап производства
алюминиевые детали с ЧПУ . Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с
алюминий , другие подложки могут быть анодированы, включая магний и
титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также основные преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших
услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Давайте разобьем процесс на следующие простые шаги:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для
изготовленные на заказ алюминиевые детали
). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые необходимо учитывать при анодировании:
При настройке этих параметров свойства материала, измененные анодированием, включают: тем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим
Страница Surface Finish Service или посетите наш
Справочный центр .
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.
ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок желаемого материала покрытия, например, золота. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать участки детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать изделию бронзовый или черный цвет, погрузите его в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать краску погружением, которая заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
В этом методе, менее энергозатратном, чем горячая герметизация, используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые взаимодействуют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Химические препараты для холодной герметизации обычно включают составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный
алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует ее долговечность. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс является экономически эффективным, как и стоимость обслуживания детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, необходимо помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования.
Для строительства загородных домов из бревна, профилированного и двойного бруса используют древесину, которая проходит специальную сушку. Сушка древесины удаляет жидкость при помощи испарения. Без подобного процесса деревянные изделия и материалы рассыхаются и деформируются. Технология сушки древесины проводится несколькими способами.
Дерево можно сушить естественным способом на открытом воздухе под навесом. Такой метод занимает несколько месяцев и требует специального места. Поэтому большей популярностью пользуются сушка в специальных сушильных камерах. Этот способ используют большинство компаний по изготовлению пиломатериалов.
Однако он приводит к появлению трещин и снижает качество изделий. Наиболее оптимальной является конденсационное высушивание. Давайте рассмотрим подробнее виды сушки древесины, плюсы и минусы каждой.
Виды сушки
Тип
Преимущества
Недостатки
Естественная
Простой и доступный способ, не требует соблюдения температуры и влажности, минимальное количество трещин
Процесс длится несколько месяцев, требует много места для материалов, влажность не опускается менее 18%
Камерная
Высыхание длится неделю, влажность падает до 10-18%, выбор температуры и контроль процесса в зависимости от целей и вида материалов
Разрушение структуры древесины, появление трещин и производственного брака, неравномерное просушивание
Инфракрасная
Быстрая и равномерная, дерево не растрескивается и сохраняет целостность, высокое качество и рациональный расход электричества, легкость в использовании
Не подходит для использования в закрытом помещении, так как в процессе пиломатериалы плесневеют
Вакуумная
Самая быстрая, подходит для любых пиломатериалов, не приводит к растрескиванию
Высокая стоимость оборудования и большое потребление электроэнергии
Конденсационная
Быстрая и равномерная, высокое качество изделий, отсутствие трещин и производственного брака, доступность оборудования и эксплуатации
Не подходит для мелких материалов (опилки, пеллеты, дрова и пр. )
Естественная
Естественный процесс сушки древесины происходит медленно и долго. Это наиболее щадящий процесс, при котором появляется минимум трещин и других дефектов, чем при агрессивном воздействии в камерах. Для организации такого метода нужно специальное место, где древесина будет защищена от попадания прямых солнечных лучей и осадков.
Естественные условия снижают влажность древесины до 18-22%, тогда как влажность свежесрубленного дерева составляет 50-100% в зависимости от породы и климатических условий региона произрастания. Это легкая и доступная организация сушки, которая не требует специального оборудования и соблюдения температурного режима. Главный минус — малая интенсивность и длительность процесса.
Искусственная камерная
Искусственная сушка в камерах — более быстрый и выгодный вариант. Он снижает влажность древесины до 10-18%, позволяет контролировать процесс и регулировать температуру. Для правильной организации работы камеры пиломатериалы укладывают в штабеля или пакеты. Штабель должен состоять из изделий одной породы и толщины.
Главное преимущество заключается в оперативности. Сушилка высушит древесину за одну неделю. Кроме того, в процессе материал можно обработать специальными защитными средствами от негативного влияния окружающей среды. Такая обработка защитит живой брус или бревно от гнили, плесени и растрескивания.
Из недостатков искусственного метода выделим появление больших трещин в материалах. В камере из-за высокой температуры влага испаряется слишком быстро, а древесина высушивается неравномерно. Влага внутри материала испаряется медленнее, чем с поверхности. Это приводит к образованию трещин и при изготовлении, и в процессе эксплуатации уже после строительства дома.
Инфракрасная
Инфракрасная сушка древесины — современный способ с использованием оборудования, которое передает тепло с помощью инфракрасного излучения. Это один из самых быстрых вариантов сушки пиломатериалов, который занимает 3-7 дней в зависимости от вида дерева. Время сушки опилок составит полчаса. Процесс происходит при температуре 50-60 градусов, что сохраняет структуру дерева и защищает его от растрескивания.
Инфракрасные камеры равномерно удаляют влагу. Они экономичны и комфортны в использовании. Однако при использовании камеры в помещении из-за отсутствия воздушных потоков на некоторых участках пиломатериалов появляется плесень. Поэтому сушить лучше только на открытом воздухе под навесом.
Вакуумная
Вакуумная сушка древесины предполагает использование камеры, в которой образуется вакуум. Этот универсальный способ подходит для любого вида пиломатериалов и древесины. Он объединяет старые технологии и совмещает с современными. Процесс отличает высокое качество и оперативность. На сушку бревна диаметром 250 мм или на брус сечением 150х150 уходит 17-20 часов.
Сушка в вакууме проходит равномерно и не приводит к растрескиванию дерева. Кроме того, она удаляет смолу. Вакуумные сушильные камеры легки в использовании и пожаробезопасны. Но при этом они не пользуются спросом, так как стоят дорого и тратят много энергии. Это повышает затраты на производство и на готовые пиломатериалы.
Конденсационная
Конденсационная сушка древесины — самый популярный метод, который оптимально сочетает стоимость и качество. Древесина сохнет при низких температурах с использованием печи и холодильного оборудования. Удаление влаги происходит при помощи конденсата, что делает сушку равномерной и щадящей. Поэтому изделия получаются качественными и прочными без трещин и производственного брака.
Сушка при помощи конденсата потребляет мало энергии, что делает пиломатериалы доступными и недорогими. Бревна и брус получаются ровными и эстетически привлекательными без трещин и других дефектов. Однако использование такой сушка не рационально для мелких пиломатериалов и изделий. Но она подходит для крупногабаритных лесоматериалов с большим сечением, которые нуждаются в бережной и щадящей сушке.
Поэтому компания “МариСруб” использует для бруса и бревен камерную сушку. Мы самостоятельно заготавливаем сырье и изготавливаем пиломатериалы. Для защиты живой древесины от влаги, ультрафиолета и насекомых обрабатываем изделия на этапе изготовления, сборки сруба и финишной отделки. Мастера “МариСруб” контролируют каждый этап производства, в том числе и сушку в конденсационных камерах.
Сушка древесины. Технологии сушки. ← Все статьи » УфаСтройСнаб-Лес
Влажность древесины
Влажность — одна из основных характеристик древесины. При неравномерном распределении влаги при сушке древесины в ней могут образовываться внутренние напряжения, то есть напряжения, возникающие без участия внешних сил. Внутренние напряжения могут являться причиной изменения размеров и формы деталей при механической обработке древесины.
Свойства древесины напрямую определяют свойства деревянных изделий. При избыточной или недостаточной влажности древесина обычно впитывает или отдает влагу, соответственно увеличиваясь или уменьшаясь в объеме. При высокой влажности древесина может разбухать, а при недостатке влаги она, как правило, усыхает, поэтому все деревянные изделия, например, напольные покрытия и мебель требуют тщательного ухода. При резком изменении температурно-влажностного режима в древесине возникают внутренние напряжения, которые могут приводить к трещинам и деформациям, поэтому на всех стадиях производства и эксплуатации необходимо контролировать влажность деревянных изделий.
Свежеспиленное дерево имеет естественную влажность. Но это не значит, что влажность всей древесины примерно одинакова.
Совсем не одинаковую влажность будет иметь сосна, росшая на сухом месте и елка, спиленная в болоте. Влажность может быть и еще выше, например, когда при сплавлении по реке дерево набрало в себя влаги столько, сколько смогло. Если изготовить из такой древесины доски, не просушив её предварительно, то доски, конечно, получатся, но со временем они обязательно рассохнутся и покоробятся. В результате придется отрывать прибитую к стене обшивочные доски — перебирать обшивку. И даже если для обивки использовать вагонку с европрофилем, все равно в обшивке появятся щели, которые будут тем больше, чем больше ширина используемой вагонки. Правда самих щелей будет меньше. (Чем шире вагонка, тем меньше щелей, но сами они больше. И наоборот — чем уже, тем меньше щели, но больше их количество.) И это если обшивать сырым материалом по сухому. Если и материал основы сырой, и обшивочный сырой, то последствия будут еще хуже и печальнее. Это просто один из вариантов выбрасывания денег «на ветер».
Дерево при усушке теряет от 5 до 7% своих размеров по ширине и толщине, и всего до 1% по длине. Это значит, что если в этом году Вы сложили сруб высотой 3 метра, то через год его высота вполне может оказаться на 10, а то и 20 сантиметров меньше. А вот по длине и ширине он останется практически таким же, каким и был. Именно по этой причине большинство строительных фирм предлагает своим клиентам в первый год сложить дом из бруса и только в следующем году производить его отделку. Чтобы всего этого не происходило, необходимо древесину предварительно просушивать. Именно поэтому ГОСТОМ определяется и влажность используемой древесины. Так для внутренней обшивки должна применяться древесина с влажностью до 15%, для наружной — до 20%. Влажность половой доски так же не должна превышать 15% влажности.
Так что же такое влажность???
Влажность древесины бывает абсолютной и относительной:
Абсолютной влажностью древесины называется отношение массы влаги, находящейся в данном объеме древесины, к массе абсолютно сухой древесины.
Относительная влажность древесины — это отношение массы влаги, содержащейся в древесине, к массе древесины во влажном состоянии.
Различают две формы воды, находящейся в древесине: связанную и свободную. Из них складывается общее количество влаги в древесине. Связанная (или гигроскопичная) влага содержится в клеточных стенках древесины, а свободная занимает полости клеток и межклеточное пространство. Свободная вода удаляется легче, чем связанная, и в меньшей степени влияет на деформацию и растрескивание древесины.
По степени влажности древесину различают на следующие виды: — Мокрая древесина. Ее влажность составляет более 100%. Это возможно только при условии, что древесина долгое время находилась в воде. — Свежесрубленная. Ее влажность составляет от 50 до 100%. — Воздушно-сухая (транспортная). Такая древесина обычно долгое время хранится на воздухе. Ее влажность может составлять 15-20%, в зависимости от климатических условий и времени года. — Комнатно-сухая древесина. Ее влажность обычно равна 8-10%. — Абсолютно сухая. Ее влажность равна 0%.
При продолжительной сушке вода из древесины испаряется, что может повлечь за собой значительные деформации материала. Процесс потери влаги продолжается до тех пор, пока уровень влаги в древесине не достигнет определенного предела, который напрямую зависит от температуры и влажности окружающего воздуха. Аналогичный процесс происходит при сорбции, то есть поглощении влаги. Уменьшение линейных объемов древесины при удалении из нее связанной влаги называется усушкой. Удаление свободной влаги усушки не вызывает.
Усушка неодинакова по разным направлениям. В среднем полная линейная усушка в тангенциальном направлении составляет 6-10%, а в радиальном — 3.5%.
При полной усушке (то есть такой, при которой вся связанная влага удалена) влажность древесины снижается до предела гигроскопичности, то есть до 0%.
Абсолютно сухую древесину можно получить только в лабораторных условиях, высушивая её в сушильном шкафу. При сушке древесины в первую очередь высыхают её поверхностные слои, внутренние слои могут очень длительное время удерживать влагу. На это следует обращать внимание при градуировке влагомеров. Для правильного определения влажности древесины сушильно-весовым методом её рекомендуется предварительно расщепить на мелкие куски и только затем её высушивать.
.
Атмосферная (естественная) сушка
Древесину для атмосферной сушки укладывают в штабеля, а агентом сушки является воздух. Температура, влажность и скорость движения воздуха в процессе атмосферной сушки имеют такое же значение, как и при камерной. Однако при атмосферной сушке состояние воздуха почти не поддается управлению, так как зависит от климатических условий данной местности, времени года и погоды. В течение суток параметры воздуха также изменяются: днем воздух нагревается и становится суше, а ночью охлаждается и увлажняется. Состояние воздуха в штабеле, кроме того, зависит от плотности укладки материала. Чем плотнее уложены пиломатериалы, тем ниже температура воздуха в штабелей выше его относительная влажность. Поэтому соответствующим пространственным размещением древесины в штабеле можно в некоторой степени влиять на интенсивность ее просыхания.
Преимущества атмосферной сушки древесины.
Это самый древний и самый простой способ сушки древесины. Она производится на открытом воздухе под навесом. Атмосферная сушка позволяет снизить влажность древесины до 18-22%. Продолжительность сушки зависит от температуры и влажности воздуха, времени года, породы и сечения материала, начальной и конечной его влажности, способа укладки.
— простота организации и проведения процесса сушки,
— отсутствие затрат теплоты на подогрев воздуха и материала.
— остаточные напряжения при атмосферной сушке значительно меньше, чем при камерной.
Кроме того, за счет сочетания природных условий с правильным выбором места для склада и рациональным его использованием, регулировки плотности укладки материала, защиты торцов досок от растрескивания можно добиться вполне удовлетворительных результатов.
Недостатки атмосферной сушки древесины.
— малая интенсивность и, следовательно, большая длительность процесса.
— для размещения древесины, проходящей атмосферную сушку, требуются большие площади складов.
— при атмосферной сушке, так же как и при камерной, доски могут растрескиваться и коробиться.
Атмосферная сушка древесины находит применение на лесопильно-дерёвообрабатывающих предприятиях, особенно при сезонной отгрузке пиломатериалов. Правила атмосферной сушки пиломатериалов хвойных пород регламентируются ГОСТ 3808.1-80, твердых лиственных пород — ГОСТ 7319-80.
Устройство штабелей и способы укладки пиломатериалов хвойных пород.
На складах атмосферной сушки для хвойных пиломатериалов применяют два способа укладки штабелей: штучный и пакетный. Штабеля, уложенные этими способами, называются соответственно рядовыми и пакетными.
При штучном способе доски укладывают в штабель рядами на прокладках. Если в качестве прокладок используют эти же доски, которые укладывают в штабель для сушки, то такой рядовой штабель называется круглым; если в качестве прокладок используют специально подготовленные сухие рейки, то штабель называется реечным. В круглые штабеля укладывают пиломатериалы шириной до 150 мм всех сортов и шириной более 150 мм — 4-го сорта.
Пакетные штабеля составляют из заранее подготовленных пакетов.
Штабель формируют на подштабельном основании, которое обеспечивает устойчивость штабеля и отвод отработавшего воздуха. Высота подштабельных оснований (от уровня земли до нижнего ряда досок) 500 мм, в районах с большим количеством осадков 750 мм.
Подштабельные основания состоят из деревянных или бетонных опор и укладываемых на них прогонов. Расположение опор в подштабельном основании зависит от способа укладки штабеля и применяемых механизмов.
В один штабель помещают одинаковые по породам и размерам пиломатериалы. Правильная укладка досок в штабель обеспечивает хорошую циркуляцию воздуха как в вертикальном, так и горизонтальном направлениях. Концы досок не должны провисать и коробиться. Торцы их защищают от растрескивания и прямого попадания солнечных лучей.
Пиломатериалы укладывают в рядовой штабель горизонтальными рядами. Ряды досок отделяют прокладками, благодаря чему обеспечивается горизонтальная циркуляция воздуха. Прокладки изготовляют из сухой хвойной древесины сечением 25 X х 40 мм.
Камерная (искусственная) сушка.
Она является наиболее распространенным способом сушки древесины. Источником теплоты для сушки в камерах может быть пар, поступающий из парового котла, или топочные газы, получаемые от сжигания топлива в специальных топках. Пар, обогревающий камеру, подается в систему металлических труб, так называемые калориферы. По типу среды, высушивающей материал, сушильные камеры делят на паровоздушные и газовые. С помощью нагревательного прибора повышается температура воздуха в камере.
Для подачи тепла непосредственно к высушиваемому материалу используется естественное или принудительное движение пара (газа), называемое циркуляцией.
По способу циркуляции различают камеры с естественной циркуляцией, где движение пара через штабель происходит за счет разных удельных весов более и менее нагретых частиц воздуха, и камеры с принудительной циркуляцией, где движение пара происходит с помощью вентиляторов.
Нагретый воздух, подгоняемый вентилятором или путем естественной циркуляции, отдает тепло влажной древесине и одновременно забирает из высушиваемого сортимента исходящую в виде пара влагу. Если воздух в камере слишком сухой или относительная влажность слишком низкая, то процесс сушки будет протекать слишком быстро и может вызвать повреждения древесины, например образование трещин. С помощью разбрызгивающего оборудования можно установить желаемую относительную влажность воздуха в камере.
Воздух в зависимости от температуры может принять только определенное количество водяного пара. При сушке температура не меняется. Для поддержания процесса сушки необходим постоянный приток свежего воздуха, так называемого сухого воздуха, через приточный клапан в сушильную камеру. В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине также обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
В зависимости от режима работы различают сушильные камеры периодического и непрерывного действия.
В камерах периодического действия загрузка сырого и выгрузка сухого материала происходят с одного конца камеры.
В камерах непрерывного действия сырой материал загружается на одном конце камеры (сыром), а сухой — выгружается на другом (сухом). Температура и влажность сушильного агента в камере изменяются от сырого конца к сухому: температура повышается, а относительная влажность уменьшается.
Сушки для пиломатериалов бывают разных размеров:
маленькие сушки для обьема древесины примерно от 0,5 до 6,0 м3, средние сушки для объема древесины примерно от 10 до 40 м3, сушки для большого объема древесины примерно от 100 до 200 м3.
В зависимости от температуры воздуха сушки разделяют на низкотемпературные, нормальные и высокотемпературные.
Низкотемпературная сушка: древесина высушивается при температуре ниже 45°С. Процесс сушки длится медленнее, древесина высушивается бережнее и без напряжений (так называемая мягкая сушка). Этот метод применяется для толстой, трудно поддающейся сушке и склонной к изменению цвета древесины. Значение конечной влажности составляет примерно 20%, то есть речь идет о предварительном подсушивании.
Сушка при нормальной температуре: температура воздуха в сушильной камере лежит в интервале от 45 до 90°С. Этот диапазон температур подходит для древесины хвойных пород и для легко сохнущих лиственных пород. Начальная влажность не ограничена. Этим методом древесину можно высушивать до достижения конечного значения влажности.
Высокотемпературная сушка: температура воздуха в сушильной камере лежит в интервале от 100 до 130°С. При такой быстрой и резкой сушке существует опасность возникновения повреждений древесины, например образования трещин усушки, изменения цвета и т. д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах начиная с уровня влажности древесины менее 30%.
При высокотемпературной сушке различают сушку горячим воздухом и горячим паром. При сушке горячим воздухом используют горячий сухой воздух (паровоздушную смесь), сушка является резкой. При сушке горячим паром применяют перегретый водяной пар без примешивания воздуха. Такое высушивание является более мягким.
Камерная сушка состоит из следующих основных этапов:
— подготовки сушильной камеры; — подготовки материала; — сушки материала; — выгрузки и выдержки в остывочном помещении; — контроля влажности материала.
Преимуществами камерной сушки являются
— возможность высушивания материала до необходимой влажности (ниже 18-20%;
— осуществление постоянного контроля и возможность регулирования процесса сушки (причем для каждой породы можно подбирать наивыгоднейший режим), экономия времени для подготовки древесины к обработке и сокращение производственных площадей;
— срок сушки значительно короче атмосферной сушки; для хранения лесоматериалов требуются меньшие площади;
— можно защищать материалы от заражения гнилью и синевой в процессе сушки. Горячий и влажный воздух (с температурой 60° и выше) уничтожает споры и гифы грибов, а также личинки жуков-точильщиков.
К недостаткам камерной сушки следует отнести:
— необходимость значительных затрат на оборудование сушилок и большой расход тепла на нагревание воздуха.
Вакуумная сушка древесины
В 1964 году доктором Паньоцци была разработана технология вакуумной сушки древесины, которая позволяла использовать более жесткие режимы сушки, при этом экономя пространство и электроэнергию. Нет сомнения в том, что деревообработчики заинтересовались подобной технологией и начали ее испробовать на практике.
Вакуумные сушильные камеры – это не особо распространённый тип сушильных камер. Технология сушки предполагает, что для ускорения процесса создаётся вакуум, таким образом, появляется необходимая для сушки древесины энергия. Вакуумная сушильная камера многофункциональна и универсальна, в ней можно сушить пиломатериал по любой категории качества и быстрее, чем в других сушильных камерах.
Кроме того, в вакуумных сушильных камерах можно сушить круглые бревна без образования наружных и внутренних трещин, можно изменять цвет древесины, пропитывать пиломатериал химическими составами, придавать пиломатериалу любую криволинейную форму и закреплять ее без нарушения структуры дерева. Технология сушки древесины в вакуумных сушильных камерах объединяет принципы сушки всех классических сушильных камер и современные технологии.
Вакуумная сушка древесины, происходит в сушильных камерах с предварительным извлечением воздуха (созданием вакуума). В процессе сушки древесины под действием градиентов влажности, температуры и давления происходит равномерное движение свободной и связанной влаги от центра к поверхности. Мягкие температурные режимы — от 45°C до 62°С — и разрежение воздуха способствуют равномерному изменению тепло-влажностных характеристик древесины
Сухие верхние клетки древесины впитывают влагу от влажных, расположенных в сердцевине доски. Вакуумный метод обеспечивает равномерную сушку, в процессе которой устраняются внутренние напряжения, а значит, значительно снижается вероятность коробления или возникновения трещин.
Контактная сушка
Ей подвергаются плоские материалы в форме листов, которые зажимаются между двумя нагретыми до температуры 150°С металлическими плитами. Основное преимущество состоит в том, что сушка протекает в течение нескольких минут. Таким способом высушивают тонкие древесные материалы — шпон, фанеру; при этом объемы материала, как правило, небольшие. Влажность – 10-12%. Недостатком такого способа является относительное потемнение древесины снаружи при чрезмерной выдержке.
Сушка древесины в жидкостях
Она происходит, например, в петролатуме. (петролатум — густой, мазеобразный продукт переработки нефти соломенно-желтого цвета, с температурой плавления 56°С и температурой вспышки 250°С). Сырая древесина опускается в ванну с некоторым маслянистым веществом, которое нагревают до температуры 100°С. Пар, который образуется при кипении воды в древесине, имеет упругость больше атмосферного давления. Поэтому, преодолевая сопротивление масла, в котором находиться древесина, он будет стараться выйти на воздух.
На этом физическом явлении основан способ сушки дерева емкостях с петролатумом. Очищенное высоковязкое масло и отходы от химической переработки нефти — смесь парафинов и церозиев, таков состав петролатума. При сушке дерева в петролатуме, температура которого 120°-130°, процесс осуществляется в 5-7 раз быстрее, чем в сушильных камерах. Однако, у этого способа есть один большой недостаток.
Это проникновение петролатума в древесину. Это ведет к тому, что загрязненная петролатумом древесина плохо поддается механической обработке, ее сложно склеить и невозможно провести качественную отделку лаком. Из-за этого сушку в жидкостях применяют только в том случае, если не требуется дальнейшая механическая обработка дерева. Обычно такую сушку используют мелкие предприятия, выпускающие шпалы и детали для инженерных сооружений.
Слой масла, который пропитывает дерево, иногда бывает очень полезен, ведь он защищает древесину от намокания.
Способ выпаривания
Способ выпаривания или запаривания использовали на Руси еще с давних времен. Заготовки распиливают на части с учетом размера будущего изделия, закладывают в обыкновенный чугун, подсыпают опилки из такой же заготовки, заливают водой и ставят на несколько часов в протопленную и остывающую русскую печь “томиться” при t=60-70C. При этом происходит “выщелачивание” – выпаривание древесины; из заготовки выходят естественные соки, дерево окрашивается, приобретая теплый густо-шоколадный цвет, с ярко выраженным природным рисунком текстуры. Такая заготовка легче обрабатывается, а после окончания сушки меньше растрескивается и коробится.
Сушка в электрическом поле токов высокой частоты (ТВЧ)
Высокая интенсивность отличает сушку в электрическом поле токов высокой частоты (ТВЧ).
Сушка основана на нагревании древесины между двумя или несколькими металлическими пластинами, подключенными к источнику ТВЧ. Пластины и размещенная между ними древесина образуют конденсатор, в котором диэлектриком является древесина. Электрическое поле часто изменяет свой знак, в результате чего в пиломатериале возникают диэлектрические потери, дерево является плохим проводником электричества, вследствие чего древесина нагревается и из нее испаряется влага.
В процессе TВЧ-сушки влага из древесины удаляется выпариванием. Если парообразование во влажном материале происходит при температуре влаги равной или выше 100 С, процесс сушки называют выпариванием, а при температуре ниже 100 С процесс называется испарением. TВЧ-сушка древесины происходит в среде перенасыщенного пара и древесина от начала и до конца находится в пропаренном состоянии. В камере образуется среда с ассоциированными молекулами. При сушке древесины различными способами в ней могут возникнуть трещины и покоробленности. Основной причиной их возникновения является то, что древесина сохнет в направлении от периферии к центру.
При способе сушки ТВЧ материал прогревается очень быстро, и влага испаряется моментально. Из всех способов, которые применяются при сушке дерева — это самый дорогостоящий, учитывая современные отпускные цены на электричество. Так же для него требуется непростое оборудование и из-за этого его не применяют в промышленности.
Ротационная сушка
Использование центробежной силы лежит в основе ротационной сушки. На карусель, установленную внутри отапливаемого помещения, укладывается штабель материалов, разделенный прокладками. Центробежная сила, направленная вдоль досок, создаваемая при вращении карусели, заставляет свободную влагу передвигаться из внутренней части древесины к ее торцам и наружным поверхностям. Загруженный пиломатериал просыхает в сроки более короткие, чем при сушке в камере.
Происходит это потому, что при вращении создается активное направленное движение горячего воздуха внутри штабеля досок. Мощность привода вентилятора значительно больше мощности привода карусели, у которой она совершенно незначительна. Громоздкая конструкция и неудобная блокировка не дает применять карусельные камеры в промышленности.
Радиационная сушка
Радиационная сушка основана на подаче тепла к древесине от очень сильно нагретого тела прямым лучеиспусканием. Электрические лампы или плиты (они могут быть чугунные или керамические) нагреваются до красного каления, именно они служат источниками тепла. Создается поток инфракрасных лучей, которые создает лучистая теплота. Так как он распространяется прямолинейно, то задерживается различными экранами и телами, встречающимися на пути потока.
Лучистая теплота может высушить только те части предметов, которые непосредственно облучаются со стороны источника тепла. Лучистая теплота с легкостью проникает в дерево на глубину 10-12 мм, это доказано исследованиями советских ученых. Можно сделать вывод, что прогревая доски хвойных пород толщиной 20-25 мм с обеих сторон, их можно высушить в течение короткого времени.
Камерная сушка древесины в десятки раз медленнее. Но при этом доски должны сушиться в свободном, а не в зажатом состоянии, что приводит к их обязательному короблению. Именно это служит основным препятствием применения радиационной сушки древесины.
Сушка в камерах ПАП
Рассмотрим сушку в камерах ПАП. Проведено множество опытов по сушке древесины в бескалориферных, рециркуляционных камерах из металла, оборудованных аэродинамическим подогревом типа ПАП. Ротор центробежного вентилятора с лопатками специального профиля используется в качестве генератора тепла и одновременно он перемещает воздух в этих камерах. Ротор, вращаясь, создает в замкнутом контуре поток воздуха, большая часть механической энергии, используемой в вентиляторе, становиться тепловой. При этом воздух нагревается до высоких температур. Изменением мощности воздушного потока можно регулировать температуру нагревания.
Высокая скорость циркуляции приводит к тому, что горячий воздух нагревает древесину, которая сушится чисто конвективным путем. Для осуществления любых режимов сушки в камерах ПАП необходимо в отдельные периоды процесса сушки подавать увлажняющий пар низкого давления (до 0,5 ати), это доказано опытным путем. В камерах ПАП нет сложного оборудования, эксплуатация их несложная. Основной недостаток этих камер – высокий расход электричества.
Рекомендации по сушке пиломатериалов лиственных пород
Хэнк Штельцер
Государственный специалист по лесному хозяйству Школа природных ресурсов
На протяжении веков свежеспиленные пиломатериалы сушились в зависимости от температуры и влажности окружающего воздуха, также известных как условия окружающей среды. . В результате были высушены на воздухе или выдержаны на воздухе пиломатериалы, которые в штате Миссури обычно имеют влажность (MC) от 12 до 14 процентов.
Содержание влаги определяется как:
MC в процентах = (сырой вес − пересушенный вес)/пересушенный вес × 100
сырой или сырой вес – это вес «как есть». Сухой вес определяется путем сушки при температуре 212 градусов по Фаренгейту до достижения постоянного веса.
Затем произошли два важных изменения, которые в значительной степени исключили использование пиломатериалов воздушной сушки для многих целей. Первым была разработка способов контроля температуры окружающей среды и влажности воздуха, окружающего пиломатериалы. Это развитие привело к сушке в печи, что ускорило процесс сушки. Более быстрая сушка сократила время, в течение которого пиломатериалы простояли, занимая ценную землю.
Вторым изменением стало широкое использование кондиционеров в зданиях. Большинство систем кондиционирования воздуха производят воздух с более низкой влажностью, чем наружный воздух. Содержание влаги в древесине, используемой для внутренних работ, обычно колеблется от 6 до 10 процентов в штате Миссури. Это означает, что высушенные на воздухе пиломатериалы, принесенные в эту среду, продолжают сохнуть, что приводит к большей усадке пиломатериалов. Это сделало больший упор на согласование надлежащих методов сушки с желаемым конечным использованием продукта.
В этой публикации представлены некоторые важные моменты, которые следует помнить при рассмотрении вопроса о сушке пиломатериалов из твердой древесины. Вы можете получить более подробную информацию по этому вопросу из публикаций, перечисленных в разделе «Дополнительная информация».
Как сохнет древесина
Для сушки пиломатериала необходимы три элемента:
Атмосфера, способная впитывать водяной пар
Энергия для удаления воды из древесины
Движение воздуха вокруг пиломатериала
Проще говоря, сушка нужны воздух, тепло и ветер. Летом низкая влажность окружающей среды, преобладающие ветры и солнце обеспечивают три необходимых ингредиента для сушки 1-дюймовых досок из красного дуба до 20% MC за два-три месяца. Помните, однако, что уровень влажности в кондиционируемых жилых или коммерческих зданиях приводит к влажности древесины от 6 до 10 процентов или ниже в зимние месяцы.
Когда сырая или влажная древесина начинает сохнуть, вода, которая удаляется первой, называется свободной водой. Энергия, необходимая для испарения этой воды, такая же, как и для кипячения воды. Когда вся свободная вода удалена, древесина достигает точки насыщения волокна (FSP). FSP варьируется от 25 до 30 процентов MC, в зависимости от породы дерева.
Вода, которая остается в древесине ниже FSP, называется связанной водой и требует значительно более высоких уровней энергии, чтобы разрушить ее связи с древесиной. Фактически, когда содержание влаги падает, энергия, необходимая для сушки древесины, резко возрастает.
Со временем древесина достигает уровня влажности, который находится в равновесии с окружающим воздухом и влажностью. В то время как 1-дюймовая доска из красного дуба может сохнуть на воздухе от двух до трех месяцев, 2-дюймовая доска может сушиться от шести до восьми месяцев, а даже более толстая древесина может занять годы.
Часто пиломатериалы восточных лиственных пород, такие как красный дуб, сушат на воздухе до 25–30% MC, а затем помещают в сушильную печь, где скорость сушки можно увеличить и контролировать. Время и затраты, связанные с этой практикой, должны учитываться потенциальными пользователями, прежде чем инвестировать в сушильные установки. Однако вознаграждение может быть значительным. Для многих целей сухие пиломатериалы предпочтительнее или даже необходимы.
Ускоренная воздушная сушка
Воздушная сушка может быть ускорена путем укладки пиломатериалов в камеру или навес, обеспечивающий защиту от непогоды, и использования вентиляторов для нагнетания воздуха через пиломатериалы.
Установки обычно называют предварительными осушителями. Конструкции варьируются от очень простых зданий столбового типа с временными внешними стенами до промышленных низкотемпературных сушильных камер. Вместимость будет варьироваться от нескольких сотен досковых футов (BF) до более 1 миллиона досковых футов.
Многие из этих установок для сушки воздуха не имеют дополнительного тепла. Когда тепло включено, температура воздуха обычно не превышает 120 градусов по Фаренгейту. Дополнительное тепло может быть обеспечено несколькими способами, включая солнечное тепло.
В более стационарных конструкциях также могут использоваться некоторые средства контроля влажности для обеспечения сухости воздуха. Пиломатериал из красного дуба толщиной 1 дюйм можно высушить до 20 процентов MC менее чем за 30 дней в предварительной сушилке.
Правильная укладка пиломатериалов необходима для достижения оптимальных условий сушки для любых пород в любой ситуации.
Обычная камерная сушка
Более 75 процентов существующих сушильных камер для твердых пород древесины в США имеют паровое отопление, регулируемую влажность и реверсивные вентиляторы внутри печи.
Эти печи обычно вмещают несколько тысяч досок пиломатериалов. Температура внутри печи колеблется от 120 до 190 градусов по Фаренгейту, в зависимости от стадии сушки. Хотя есть печи, в которых температура достигает 240 градусов по Фаренгейту, они обычно ограничиваются хвойными породами, которые очень легко сохнут, и малоценными лиственными породами.
И температура, и влажность контролируются либо полностью автоматизированными, либо полуавтоматическими системами. Эти системы содержат устройства, которые контролируют условия в печи и пиломатериалах и соответствующим образом регулируют внутренние условия.
Скорость сушки пиломатериалов контролируется для сведения к минимуму или устранения дефектов, вызванных сушкой. Дефекты включают обесцвечивание, деформацию, растрескивание, расщепление и дефекты поверхности (небольшие отверстия на лицевых сторонах досок). В крайних случаях высыхание приводит к образованию сот (внутренние трещины, которые не видны на поверхности) или коллапсу.
Другие виды тепла включают горячий воздух с прямым нагревом, электричество, солнечную энергию и горячую воду или масло. Печи с горячим воздухом с прямым нагревом обычно ограничиваются хвойной древесиной и относительно недорогими лиственными породами, потому что в печах трудно, если не невозможно, добиться точного контроля влажности.
Обычно электронагрев ограничивается либо печами для осушения, либо одним из процессов вакуумной сушки. Солнечное тепло может использоваться в качестве дополнительного тепла в некоторых районах. Некоторые успешные конструкции солнечных печей, предназначенных для хобби, доступны с вместимостью от 500 до 1000 досок. Обычно коммерческие солнечные печи устанавливаются только в тропических районах, в районах, где традиционные источники энергии недоступны, или в небольших домашних предприятиях. Ни системы горячей воды, ни системы горячего масла не находят большого применения в коммерческих печах из-за низкой эффективности теплопередачи.
Движение воздуха в печи контролируется реверсивными вентиляторами и перегородками. Движение воздуха необходимо для отвода влажного воздуха от поверхности досок и отвода тепла к доскам. Поток воздуха периодически автоматически реверсируется для обеспечения равномерной сушки по всей ширине печи.
Дефлекторы используются для нагнетания воздуха через пакеты пиломатериалов по поверхности досок. Поместите перегородки вверху, внизу и на концах печи. Отрегулируйте перегородки, чтобы учесть различия в размерах пакетов пиломатериалов в печи и учесть усадку пиломатериалов, происходящую в процессе сушки.
Конкретные сведения о системах контроля влажности и температуры выходят за рамки данной публикации, но большинство систем основано на измерении температуры по сухому и влажному термометру в одном или нескольких местах внутри печи.
Используйте стандартный термометр для измерения температуры по сухому термометру. Измерьте температуру по влажному термометру, поместив влажный хлопковый фитиль над обычным термометром. Вода, испаряющаяся с хлопкового фитиля, охлаждает термометр.
Температура по влажному термометру всегда будет ниже температуры по сухому термометру. Разница между этими показаниями называется депрессией смоченного термометра. Это мера силы сушки, приложенной к пиломатериалу.
Относительная влажность внутри печи — или где угодно — рассчитывается с использованием этих двух измерений и таблицы преобразования. Точный контроль влажности в печи является обязательным для правильной сушки пиломатериалов твердых пород.
Периодическое определение фактического содержания влаги в пиломатериалах в печи гарантирует, что изменения настроек температуры и влажности обеспечивают сушку пиломатериалов с максимальной безопасной скоростью. В отчете Министерства сельского хозяйства США (USDA) «График сушки для коммерческой древесины» содержится несколько типичных графиков для пиломатериалов различных пород и толщины.
Измерение может быть выполнено либо путем взвешивания предварительно определенных образцов, либо с помощью ручного влагомера с батарейным питанием. В любом случае необходимо провести несколько измерений по всей печи, чтобы получить достоверные показания.
Специальные методы сушки
Печи для осушения
Печи для осушения получают энергию, необходимую для сушки древесины, из воды, содержащейся в самой древесине. Теплый сухой воздух циркулирует через пакет пиломатериалов и поглощает воду из пиломатериалов. Теплый влажный воздух проходит через змеевики конденсатора в осушителе. Процесс конденсации водяного пара в жидкость позволяет в первую очередь восстановить энергию, необходимую для испарения воды из древесины. Процесс практически идентичен кондиционеру.
Как правило, эта печь более энергоэффективна. Также затраты на строительство несколько ниже, так как для строения можно использовать обычные хорошо утепленные деревянные каркасные дома.
К недостаткам можно отнести стоимость электроэнергии. Как правило, печь работает от электричества. Кроме того, максимальная температура несколько ниже, а водный конденсат может содержать нежелательные химические вещества. Как правило, этот процесс требует больше времени для сушки пиломатериалов, чем в обычной печи.
Предварительные сушилки
По сути, предварительные сушилки представляют собой большие низкотемпературные (ниже 120 градусов по Фаренгейту) сушильные шкафы, используемые вместо обычной воздушной сушки, чтобы довести начальную МС древесины до 25 процентов или меньше. В здании используется ограниченный контроль температуры, влажности и движения воздуха.
Использование навесов сокращает площадь земли, необходимую для сушки на воздухе. Первоначально предварительные осушители использовались в районах, где нормальный сезон сушки воздуха был довольно коротким, но их использование распространилось и на другие районы страны. Предварительные осушители уменьшают дефекты воздушной сушки, обесцвечивание и складские затраты.
Солнечные печи
Солнечные печи стали популярны в середине 1970-х, когда цены на энергию начали расти. Основным преимуществом солнечной печи является простота ее конструкции и эксплуатации. Солнечная печь может обеспечить достаточно хорошо просушенных пиломатериалов для небольшой операции. Основным недостатком является то, что солнечной печи требуется относительно много времени для сушки пиломатериалов до 6-8 процентов MC.
Virginia Cooperative Extension имеет отличную публикацию о конструкции и эксплуатации сушильной печи с солнечным обогревом. Эта солнечная печь может вместить до 1000 досок пиломатериалов толщиной 1 дюйм за одну загрузку или загрузку и может высушить загрузку примерно за месяц в умеренно солнечную погоду в средних широтах Соединенных Штатов.
Вакуумная сушка
Вакуумная сушка время от времени используется с начала 1900-х годов. Из-за связанных с этим затрат этот метод не привлекал большого коммерческого внимания до 1970-х годов. Создание частичного вакуума в закрытой камере снижает температуру кипения воды ниже 212 градусов по Фаренгейту. Эта более низкая точка кипения снижает количество энергии, необходимой для сушки пиломатериалов.
Вакуумная сушка полезна при сушке толстых ценных деревянных деталей, таких как большие токарные заготовки или размерные детали. Плотную древесину, которую трудно сушить из-за чрезмерной усушки, также можно успешно сушить в вакуумной системе.
Другие методы сушки
Другие нетрадиционные методы сушки нашли применение, обычно в ограниченном масштабе в каждом конкретном случае. К ним относятся сушка под прессом, сольвентная или обменная сушка, высокочастотная или микроволновая сушка и паровая сушка. Сушка паром часто используется для сушки крупных пиломатериалов, таких как шпалы или столбы, перед обработкой пиломатериалов консервантом.
Для получения дополнительной информации
Министерство сельского хозяйства США (USDA), Общий технический отчет FPL-GTR-57, Графики сушильных камер для деловой древесины: умеренный и тропический климат (PDF)
Кооперативное расширение штата Вирджиния, проектирование и эксплуатация сушильной печи с солнечным нагревом (PDF)
Автор оригинала
Брюс Э. Каттер
Перейти к основному содержанию
Перейти к основному содержанию
Более устойчивое будущее для сушки древесины
Весной 2020 года Ассоциация лесопильных заводов Финляндии приступила к разработке дорожной карты для низкоуглеродных операций в отрасли. Он будет реализован в сотрудничестве с Институтом природных ресурсов Финляндии. «Дорожная карта» — это способ, с помощью которого отрасль может выполнить поставленную перед финским правительством задачу по достижению углеродно-нейтральной Финляндии.
Потенциал значительной экономии
Углеродный след лесопильной промышленности сам по себе относительно невелик: более 9 миллионов тонн CO 2 ежегодно поглощается продукцией отрасли. Это примерно в 20 раз больше, чем выбросы CO 2 от производства. Тем не менее, согласно оценке низкоуглеродной дорожной карты, при инвестициях в лесопильные заводы к 2040 году можно было бы дополнительно сократить их углеродный след на целых 82 % от нынешнего уровня. Большая часть выбросов лесопильной промышленности связана с логистикой. , но и другие области также имеют отношение к общей ситуации.
Суровые условия предъявляют требования к двигателям
В Финляндии почти 80 промышленных лесопильных заводов. Печи являются крупнейшим потребителем энергии на лесопильных заводах, и условия их эксплуатации очень требовательны. Температура сушки обычно ниже 90°С, но иногда и выше, до 120°С. Такие условия очень требовательны к двигателям, а стандартные промышленные двигатели даже не подходят для использования в таких условиях.
Двигатели вращают вентиляторы, обеспечивающие циркуляцию воздуха внутри печи. Надежная работа двигателей имеет решающее значение, так как поломки двигателей могут привести к длительным задержкам производства. Двигатели также могут влиять на эксплуатационные расходы и воздействие лесопильных заводов на окружающую среду. Энергоэффективность печей, которые отличаются высокой энергоемкостью, можно повысить с помощью технологических решений, соответствующих современным требованиям.
Двигатели ABB SynRM для сушильных камер
Компания ABB имеет более чем 100-летний опыт производства двигателей для тяжелых условий эксплуатации. Мы были одним из первых производителей синхронных реактивных двигателей (SynRM), начиная с 2011 года. Эти двигатели имеют температуру катушки до 30 °C и температуру подшипников до 15 °C ниже, чем у асинхронных двигателей. Это делает их отличным решением для суровых условий сушильных установок: благодаря более низкой температуре изоляция обмоток служит в четыре-восемь раз дольше, а срок службы смазки подшипников удваивается. Двигатели производятся экологически безопасным способом без использования таких компонентов, как постоянные магниты, которые требуют использования редкоземельных материалов. Вот почему они также просты в обслуживании, так как простая конструкция не требует специализированных мастерских.
Двигатели SynRM IE5 имеют превосходный КПД при частичной нагрузке, и, если процесс сушки позволяет, потребление энергии можно значительно снизить, регулируя мощность обдува с помощью привода. Двигатели АББ, используемые в дровяных печах, также имеют специальное покрытие, защищающее двигатель от воздействия горячей, влажной и агрессивной среды. Таким образом, синхронные двигатели SynRM
могут обеспечить много преимуществ для печей. По мере увеличения срока службы двигателей и сокращения времени простоя и технического обслуживания снижаются эксплуатационные расходы и воздействие лесопильных заводов на окружающую среду.
Сэкономленная энергия может быть использована, например, для питания электромобилей. По сравнению с двигателями класса IE2 мощностью 30 кВт, 7 500 часов использования двигателей IE5 мощностью 30 кВт позволяют сэкономить энергию, достаточную для зарядки гибридного автомобиля более 60 000 раз (при условии, что батарея емкостью 13,5 кВт·ч с эффективностью зарядки 90 %) позволит проехать расстояние в более 4 миллионов километров в год только на электричестве. На практике это также может означать зарядку более 60 гибридных автомобилей в течение смены из года в год, что позволит сотрудникам ездить на работу без выбросов углекислого газа.
У моей примерки 92 года по днищу проходит 4 трубки (тормозная система видимо). Так вот они уже явно ржавеют, металл лущится. Подскажите, чего с ними сделать — обязательно ставить новые, или забить? Если новые — какова цена вопроса?
13.03.2009, 17:27
#2
Ржавеют трубки на днище
http://www.japancats.ru/nissan/Unit….8467&FigId=462 Вот тут можеш поглядеть но они дорого стоят, ищи на разборках, если уже шелушится металл то менять срочно с тормозами не шути
13. 03.2009, 18:33
#3
Ржавеют трубки на днище
Я помню что полгода назад смотрел на экзисте, и в голове осталась цена что-то около 30 тыр рубликов за эти трубки. А счас стал искать, вот такое предложение http://www.exist.ru/price.aspx?pcode…&caid=26&sr=76
И там трубка тормозная стоит около 5 тыр. Я вот думаю это одна трубка, или за комплект?
Вот здесь нашел по коду запчасти с экзиста предложение в две тысячи http://bestparts.ru/search.html?q=46284&x=0&y=0&eq=1
Хотелось бы сначала разобраться — есть ли опыт замены подобных трубок на примерках или других машинах? Во сколько это может вылиться и насколько надежно в итоге?
Вот еще вопрос волнует — стоит ли обработать эти трубки счас каким нить средством от ржавчины? Будет ли это лучше, или химия может сьесть сами трубки, что приведет к утечкам?
Вот типа такого — http://forum. chrysler-dodge.ru/index…t=#entry346114
13.03.2009, 19:23
#4
Ржавеют трубки на днище
Забил коды из бестпартс в экзист — там такое тоже есть, стоит те же 2 тыры, называется шланг тормозной. объяснил бы кто — это видимо уже конечный элемент, который подходит непосредственно к колесам, эти шланги?
14.03.2009, 13:33
#5
Ржавеют трубки на днище
А если на медные трубки поменять? ??? Я на тазике своём менял, вроде до сих пор ездит(года 4 прошло) ,но уже у нового хозяина. Просто у нас в Питере видел контору ,которая типо на любую машину делает. И ценник вроде не такой космический ,как 5000р за трубку)
14.03.2009, 23:51
#6
Ржавеют трубки на днище
На обениссановском форуме так и посоветовали — там мужик себе на машинке 97 года менял, причем 5 тыр у него ушло на все работы вместе с матерьялами 🙂
Видимо так и попробую сделать, только вопрос где найти такую контору в Екб или спецов. Интересно, на обычном автосервисе такое могут провернуть?
26.10.2009, 02:05
#7
Я на днях покупал на тормозной цилиндр трубку продавец сказал что они универсальные нужно только длину знать . Оказались в наличии причём медные.
26.10.2009, 14:04
#8
менял все трубки сам, и тормозные и топливные ставил медь 150р за метр, единственное не удалось согнуть точно по форме но это мелочи главное что бы не цеплялась и не вибрировала, согнуть можно так что прям к цилиндру тормозному подвести даж без шланга, стоят уже год никак проблем не наблюдаю. Думаю еще при установке можно было бы их вообще еще мастикой обмазать тогда вечные будут
27.10.2009, 01:10
#9
там наверное и бенз трубка проходит или только тормозные ?
10. 02.2010, 02:05
#10
под днищем назад идут 5 трубок:2-тормозные,2-бенз. туда обр, они потолще,1 для сбора паров бензина… Вот бенз.- железные, можно ли их на медь заменить? и как они крепятся под капотом? если также как б.баку- на шланги то проблем вообще не должно с ними быть=))
Замена передних тормозных шлангов на автомобиле Chevrolet Aveo
Состояние тормозных шлангов рекомендуется проверять при проведении каждого технического обслуживания. Мы так же рекомендуем проверять их при каждой сезонной смене колёс, в случае если таковая имеет место. Замена тормозных шлангов требуется в следующих случаях:
— если на них обнаружено расслоение резины (это явно заметно, если согнуть тормозной шланг)
— если на них обнаружено любое механическое повреждение (порез, разрыв и др. )
— через каждые 150000 км или 5-6 лет эксплуатации в профилактических целях, так как резина имеет свойство старения. Рекомендация: Тормозные шланги лучше заменять парой (левый/правый).
Порядок действий при замене тормозных шлангов:
Многие спрашивают: «Как заменить тормозной шланг?».
Делается это в следующем порядке:
1. Снимите декоративный колпак колеса. Для этого отвинтите головкой на 19 четыре пластиковых винта удерживающих декоративный колпак. Предупреждение: будьте внимательны и не сломайте их, так как они пластиковые и многие принимают эти винты за гайки удерживающие колесо! Дополнительная информация: эта операция актуальна только для автомобилей Chevrolet Aveo с оригинальными колпаками.
2. Головкой на 19 или специальным ключом для колёс отвинтите 4 гайки и снимите колесо. Рекомендация: проверьте состояние тормозного диска и колодок.
3. Накидным ключом на 12 головкой отвинтите болт-штуцер крепления шланга к тормозному цилиндру. Выньте его с уплотнительными кольцами. Рекомендация: что бы свести к минимуму потери тормозной жидкости пережмите тормозной шланг, например при помощи зажима или струбцины, иначе тормозная жидкость может полностью вытечь из системы и тогда придётся прокачивать тормозную систему полностью.
4. Отвинтите гайку на 10 крепления тормозной трубки у шлангу. Рекомендация:для того чтобы не сорвать грани гайки, рекомендуем использовать специальный ключ для тормозных трубопроводов.
5. Извлеките тормозную трубку из шланга. Рекомендация:чтобы тормозная жидкость не вытекала из трубки, на неё можно одеть резиновый защитный колпачок штуцера прокачки на тормозном цилиндре.
6. Плоскогубцами выньте стопорную пластину тормозного шланга, а затем извлеките его из кронштейна на амортизационной стойке.
7. Установите новый тормозной шланг в кронштейн на кузове автомобиля и вставьте на место стопорную пластину удерживающую его. Затем пережмите его зажимом или струбциной. 8. Вставьте тормозную трубку в шланг и затяните гайку. Дополнительная информация: момент затяжки гайки тормозной трубки – 16 Н • м (1,6 кгс • м). Предупреждение:обратите внимание, что фланцы нового тормозного шланга закрыты специальными кожухами. Следите за тем, что бы грязь, частицы металла или песок не попали на место соединения тормозной трубки и шланга, иначе соединение будет не герметичным!
9. Снимите зажим или струбцину с тормозного шланга, дождитесь, пока тормозная жидкость самотёком начнёт вытекать из шланга. Затем привинтите нижнюю часть шланга к тормозному цилиндру болтом-штуцером через уплотнительные кольца. Вставьте тормозной шланг в кронштейн на амортизационной стойке. Дополнительная информация: момент затяжки болта штуцера — 40 Н • м (4,0 кгс • м). Предупреждение:медные уплотнительные кольца необходимо заменить на новые. Следите за тем, что бы места контакта уплотнительных колец были чистыми, иначе соединение будет не герметичным!
10. Если вы заменяете два тормозных шланга, то выполните те же действия и на другой стороне. После этого необходимо прокачать оба тормозных цилиндра, начиная с правого. 11. Долейте тормозную жидкость в расширительный бачек до уровня МАХ. Далее, прокачайте тормозную систему. Для этого вам понадобится партнёр. Попросите его нажать на педаль тормоза 3-5 раз и оставить её нажатой. Затем, отверните прокачной штуцер накидным ключом или головкой на 10 на тормозном цилиндре, при этом выйдет воздух и часть тормозной жидкости. Завинтите обратно. Повторяйте данную операцию до тех пор, пока из прокачного штуцера будет вытекать только тормозная жидкость без пузырьков воздуха. Не забывайте при этом следить, чтобы жидкость в расширительном бачке не падала ниже уровня МИН. При необходимости доливайте тормозную жидкость. Дополнительная информация: момент затяжки прокачного штуцера — 8 Н • м (0,8 кгс • м) Тип тормозной жидкости применяемой в тормозной системе — DOT 3, DOT 4, DOT 4 +. Рекомендация: перед началом прокачки, а ещё лучше, сразу после снятия колеса попробуйте отвинтить прокачной штуцер на 1-2 оборота и завинтить обратно. Если прокачной штуцер не отвинчивается, то можно аккуратно постучать молотком через другой молоток или металлическую выкладку по поверхности тормозного цилиндра вокруг штуцера. Будьте аккуратны и не повредите штуцер или тормозной цилиндр. Затем снова попробуйте отвинтить штуцер. Предупреждение:если прокачной штуцер не отвинчивается, или вы его повредили/сломали, или он уже был сломан, то обратитесь в специализированную мастерскую!
12. Проверьте уровень тормозной жидкости, при необходимости откорректируйте. Рекомендация:откачать излишнюю тормозную жидкость можно чистым медицинским шприцом.
13. Установите на место колесо, завинтив при этом колёсные гайки так, чтобы колесо не болталось. Опустите автомобиль на землю и затяните гайки колеса. Дополнительная информация: момент затяжки гаек колеса – 120 Н • м (12,0 кгс • м).
14. Установите на место декоративный колпак.
Можно добавить:
— длина тормозных шлангов
— задний тормозной шланг
— поменять тормозные шланги
8 секретов, которые вам нужны, чтобы согнуть и развальцевать тормозные магистрали профессионального качества | Статьи
Эта статья из прошлого номера журнала. Нравятся такие истории? Вы будете видеть каждую статью, как только она будет опубликована, и получите доступ к нашему полному цифровому архиву, подписавшись на Grassroots Motorsports. Подпишитесь сейчас.
Рассказ и фотографии Карла Хайдемана Некоторые проекты вызывают тревогу даже у самых заядлых энтузиастов. Проводка, вероятно, занимает первое место в этой категории, а тормозная сантехника занимает второе место. Что делает тормозную сантехнику такой головной болью? Мы твердо верим, что это качество инструментов. Большинство тормозных инструментов — просто хлам, а хламовые инструменты создают хлам. Это так просто. За годы работы мы успешно согнули сотни тормозных магистралей. Наш главный секрет? Мы не используем гибочные инструменты. Вместо этого мы вложили эти средства в высококачественный инструмент для развальцовки. Чтобы узнать остальные наши секреты, просто следуйте за тем, как мы делаем тормозную магистраль для одной из наших машин проекта.
1.
Мы покупаем наши тормозные магистрали двумя способами. Обычно мы просто покупаем его прямыми участками в нашем дружественном местном магазине автозапчастей, где он обычно продается различной длины от 12 до 60 дюймов. Если нам повезет, мы сможем найти точную длину, которая нам нужна, и нам не придется обрезать и расширять один конец. (Нам редко везет.) Когда мы беремся за большую работу, мы покупаем тормозную магистраль в бухтах по 25 или 50 футов. Мы часто выбираем нержавеющую сталь для этих проектов вместо мягкой стали с покрытием, которая доступна в прямых секциях. Не все линии из нержавеющей стали одинаковы, поэтому мы остановились на Classic Tube в качестве основного источника. Их линии отожжены для облегчения изгиба.
2.
Вот еще один большой секрет: всегда работайте по образцу. Если у нас есть старая строка для копирования, это простая кнопка. Если мы этого не делаем, мы делаем свой собственный шаблон, обычно из 1/16-дюймового сварочного стержня.
3.
Для этой замены мы начали с 60-дюймовой линии, полученной из нашего местного магазина NAPA. Используя старую линию в качестве ориентира, мы сделали наши начальные изгибы вручную, работая от одного конца до другого.
4.
На этой фотографии показаны еще два трюка. Секрет 3: Вместо использования инструмента мы просто сгибаем трубку вокруг найденного объекта, который имеет нужный радиус. Секрет 4 решает то, что, по нашему мнению, является самой большой проблемой тормозной системы для большинства людей: когда мы движемся вдоль линии, чтобы сделать новые изгибы, мы приклеиваем ее к старой линии. Это предотвратит скручивание и потерю трехмерного изображения.
5.
Двигаясь дальше по линии, мы продолжаем использовать найденные предметы в качестве инструментов для гибки. В данном случае это отлитый кусок трубки диаметром 3 дюйма.
6.
7.
Секрет 5: Всякий раз, когда мы просто не можем идеально воспроизвести изгиб, мы немного отклоняемся от шаблона. Например, этот узкий радиус просто не будет красиво изгибаться, поэтому мы сделали его больше. Обратите внимание, что мы все же вернули линию в правильное положение перед следующим изгибом. Откуда мы знали, что не сможем достичь такого узкого радиуса? Секрет 6: Сначала мы попробовали его на тестовом образце. Практика и макеты делают работу идеальной.
8.
Наша новая линия официально согнута. Теперь прямой части просто нужна примерка и клеш.
9.
Перед тем, как взять инструмент для развальцовки, не забудьте установить фитинг, закрепив его скотчем. Мы не будем упоминать, сколько раз мы расширяли леску, а потом понимали, что фитинг не на месте. Так что, возможно, это относится к Секрету 7: сначала не забудьте примерку.
10.
Наш предпочтительный инструмент для развальцовки — универсальный гидравлический набор инструментов для развальцовки Classic Tube. Мы начинаем процесс, используя 3/16-дюймовое удерживающее приспособление для зажима нашей линии.
11.
Светильники будут немного двигаться, поэтому важно точно выровнять их. Это секрет 8: Будьте очень суетливы и навязчивы со своим инструментом для развальцовки. Это особенно важно, если вы не можете позволить себе качественный инструмент. Дешевые инструменты будут работать нормально, если вы привередливы (и не против переделать что-то несколько раз).
12.
После того, как светильники выровнены, мы фиксируем их на месте.
13.
Вставляем первую плашку в инструмент. Эта матрица расширяет внутреннюю часть линии.
14.
Гидравлический насос прижимает матрицу к линии.
15.
Вставляем вторую плашку и снова прокачиваем инструмент. Этот штамп придает окончательную форму факелу.
16.
В результате получается идеальный раструб, который не протекает.
17.
Готовая линия готова к отправке в машину.
ИСТОЧНИК
Classic Tube [classictube.com](http://classictube.com) (716) 759.1800 инструменты и лески
ИНСТРУМЕНТЫ
За эти годы мы испробовали и протестировали кучу приспособлений для гибки, резки и развальцовки – и почти все из них мы сняли с производства. Давайте отделим полезные инструменты от хлама.
а.
Большинство гибочных инструментов имеют радиус с канавками, зажимную планку и подвижный гибочный рычаг. Основная проблема: каждый инструмент может сгибать линию по одному радиусу, а это означает, что для изгибов разных размеров необходимо несколько гибочных станков. Кроме того, по нашему опыту, недорогие инструменты имеют тенденцию быстро ломаться. Вот почему мы обычно изгибаем нашу линию вокруг найденных объектов, которые имеют правильный радиус.
б.
В инструменте для гибки другого типа используется пружина: леска входит внутрь, что позволяет инструменту работать как внешняя оправка, которая предотвращает разрушение лески. Эти изгибы, как правило, даже менее полезны, чем разновидности с радиусом с канавками, но время от времени они нас выручают.
г.
Нашими любимыми инструментами для гибки являются найденные объекты с полезными радиусами. В этом случае наша радиусная матрица представляет собой всего три отрезка трубы. Мы также использовали стальные стержни, головки молотков, огнетушители и сварочные ванны.
РЕЗКА
d.
Инструмент большего размера — это наш предпочтительный инструмент для резки труб, в то время как маленький инструмент лучше всего подходит для узких мест. Некоторые люди советуют не использовать труборезы, потому что они могут упрочнить конец линии и повысить вероятность ее растрескивания при развальцовке. Вместо этого они советуют использовать абразивный отрезной круг. Мы попробовали оба способа и остановились на резаках.
РАЗВАЛКА
e.
Вам нужно будет положить конец вашим новым линиям, и необходима правильная настройка. Для обычных тормозов вам понадобится инструмент для двойного развальцовки, который делает развальцовку под углом 45 градусов. (Если вы работаете с фитингами AN, вам нужен один инструмент для развальцовки, который делает 37-градусные развальцовки.) Эти 45-градусные инструменты варьируются от дешевых до приличных и превосходных. Дешевые можно найти всего за 10 долларов, и их трудно успешно использовать. Распространенными проблемами являются проскальзывание линий, неровные вспышки и самоуничтожение.
ф.
Вот неплохой набор инструментов от Ridgid, который можно приобрести примерно за 100 долларов. За два с лишним десятилетия его использования у него были только случайные сильные вспышки — обычно потому, что мы ехали слишком быстро и не суетились.
г.
Недавно мы перешли на этот универсальный набор гидравлических инструментов для развальцовки от Classic Tube. При цене около 400 долларов это инвестиция, но в дополнение к высококачественным расширителям тормозных колодок он может делать расширители с зазубринами для топливопроводов, а также метрические пузырьковые и даже кольцевые расширители. Этот инструмент также может расширять линию в заданном положении; большинство других требуют снятия троса с автомобиля и помещения его в тиски. Копии этого набора инструментов доступны немного дешевле, но мы решили получить наши от Classic Tube, потому что они являются надежными сторонниками автомобильного хобби.
ч.
Недавно мы также приобрели этот бонусный инструмент: выпрямитель для труб, да. Классическая трубка. Это еще одно вложение за 189 долларов, но оно позволяет быстро выправить бухты труб и дает очень профессиональные результаты. Больше не нужно медленно выпрямлять линии большими пальцами.
Эта статья из прошлого номера журнала. Нравятся такие истории? Вы будете видеть каждую статью, как только она будет опубликована, и получите доступ к нашему полному цифровому архиву, подписавшись на Классический автоспорт. Подпишитесь сейчас.
Комментарии
Просмотр комментариев на форумах GRM
Карл Ла Фоллет
Ультрадорк
08.02.19 8:45 утра
Эй, спасибо, Карл, ты лучший, у нас есть машина для испытаний Дженси Хили, которую мы должны слить. Карл
Те0ретический
UberDork
08. 02.19 11:15
Я знаю, что хорошие инструменты полезны и служат долго, но; что бы вы предложили вместо действительно красиво выглядящего гидравлического инструмента для развальцовки за 450 долларов, который я, скорее всего, буду использовать только для 3 или 4 работ?
Том Саддард
Участник GRM+ и директор по цифровому опыту
08.02.19 11:24
Рекомендация Карла указана в статье. Пункт ф.
Те0ретический
UberDork
08.02.19 13:50
В ответ Тому Саддарду:
Упс. Прочитал основную часть, вернулся, чтобы посмотреть инструмент, был шокирован наклейкой и не стал прокручивать вниз.
Карл Хайдеман
08. 02.19 15:58
И я настоятельно рекомендую Ridgid, а не те, которые выглядят как на картинке ниже.
Кажется, что они доступны во многих местах по цене 15-75 долларов, и у них есть много мелких отличий, которые делают их гораздо менее эффективными.
Бротус7
Полудорк
08.02.19 19:38
У меня есть большой развальцовочный инструмент Eastwood, и он мне очень нравится.
Тем не менее, это недешево. Я устал бороться с негерметичными факелами — бюджет на инструмент не учитывается в проекте, верно?
_
Читатель
09.02.19 16:54
В чем проблема с портовой грузовой версией? Можно ли его настроить, чтобы он работал правильно?
БиммерМейвен
Новый читатель
27. 02.19 11:29
В ответ на The0retical :
ИМО, если вы читаете GRM и относитесь к тому типу людей, которые делают тормозные шланги, вы в конечном итоге сделаете и другой линии, которые может сделать набор mastercool. качество и отделка ваших раструбов для критических применений полностью оправдывают свою цену. Я использовал все, кроме показанных ЖЕСТКИХ версий. (никакого отношения к mastercool/COI). Оглядываясь назад, я слишком долго ждал, чтобы купить свой (около 15 лет назад).
Те0ретический
UberDork
27.02.19 21:44
В ответ на BimmerMaven :
Определенно есть аргумент в пользу того, чтобы просто раскошелиться на хороший инструмент. Мой основной вопрос заключается в том, что мне нужно будет полностью переделать линии на RX-3, так как они были открыты в течение 30 лет. Я предполагаю, что возникает вопрос, лучше ли он на 250 долларов, чем Иствуд 25304?
Я уверен, что инструмент Mastercool значительно проще в использовании, чем инструмент Rigid (этот стиль раздражает в хороший день, и GRM заявлен как таковой), но насколько он лучше, чем промежуточный шаг?
кодрус
Участник GRM+ и UltraDork
27.02.19 22:00
The0retical сказал:
В ответ на BimmerMaven :
Определенно есть аргумент в пользу того, чтобы просто раскошелиться на хороший инструмент. Мой основной вопрос заключается в том, что мне нужно будет полностью переделать линии на RX-3, так как они были открыты в течение 30 лет. Я предполагаю, что возникает вопрос, лучше ли он на 250 долларов, чем Иствуд 25304?
Недостатком Иствуда является то, что он крепится в тисках, так что вы действительно не можете использовать его на линии, которая все еще установлена на автомобиле. Кроме того, по моему опыту, им так же легко пользоваться, как и Mastercool, и он дает результаты такого же качества.
Ронхольм
Придурок
26.05.20 22:08
В ответ на The0retical :
Я полностью пропустил промежуточный этап, так как недавно приобрел установку Mastercool. Я много раз избегал и откладывал проекты из-за необходимости делать глупые развальцовочные фитинги с помощью знакомых развальцовочных инструментов. а у меня были красивее. Установка Mastercool полностью изменила мою точку зрения. Это работает потрясающе по крайней мере и без усилий. Хотел бы я купить это много лет назад.
Я купил его, потому что инструмент Иствуд работает только в тисках и не работает с автомобилем. Чаще всего мне приходится ремонтировать один конец линии или другой, и снимать все это с машины, чтобы раздуть линию, просто не стоило того. Эта функция, а также наличие матрицы mastercool практически для всего, что вы можете себе представить, включая адаптеры push-to-connect, того стоили..
Просто будьте внимательны при заказе комплекта и убедитесь, что вы получите номер детали Mastercool со всеми прибамбасами. Есть некоторые онлайн, которые имеют очень похожий номер, но не хватает нескольких картошек фри в комплекте на пару копеек дешевле.
Джимбски
Супердорк
27.05.20 13:42
В ответ на ronholm :
Комплект Mastercool у меня уже около 10 лет. Когда я работаю над автомобилем, которому нужны все новые тормозные магистрали, я просто заказываю трубки длиной 25 футов и трубные фитинги и приступаю к делу. Моим последним проектом был Capri 1974 года. Ни один косяк не протекал, и когда я решил пересмотреть пару строк, я сделал это, это не проблема. До того, как у меня появился этот комплект, я ненавидел все, что связано с тормозными магистралями, если можно было этого избежать. Следующим моим автомобилем будет Ford Fiesta 1979 года выпуска этим летом. И реплики Ni-Cop великолепны!
Вам необходимо войти в систему, чтобы опубликовать сообщение. Авторизоваться
Больше похоже на это
Гибка стальных тормозных магистралей для автомобилей
Автор Майк Томас | читать
Гибка труб
Гибка стальных тормозных магистралей, паропроводов и топливопроводов для автомобилей и грузовиков является одним из наиболее сложных видов гибки труб. OEM-производители всегда стараются сделать все легче, тоньше и усложнить дизайн. Гибка стальных тормозных магистралей — это приложение, которое бросает вызов всем, кроме лучших компаний по гибке труб.
Tube Form Solutions предлагает линейку трубогибочного оборудования SOCO Oil Tube Master для работы в сложных условиях, таких как гибка стальных тормозных магистралей. Гибочные станки Oil Tube Master могут работать с трубами различных конфигураций длиной до 6 метров и более и очень быстро сгибаются каждые 1,5–2 секунды.
«Ключевая технология проектирования включает центральное вложение трубы. После того, как труба помещена в центральный зажимной механизм, головка перемещается и изгибает одну половину, выполняя столько изгибов, сколько требуется на этом конце готовой трубы. Гибочная головка затем работает на другом конце, что приводит к гораздо более повторяемому процессу гибки», — говорит Кайл Игл, инженер по приложениям Tube Form Solutions.
Большинство трубогибочных станков для стальных тормозных магистралей гнут один конец трубы, а другой конец удерживается на месте и/или вращается. В этой конструкции после того, как половина изгибов будет сформирована, общая длина детали будет двигаться слишком сильно; чтобы уменьшить отклонения в процессе, движение формовки должно замедлиться.
Мастер масляных труб SOCO, предлагаемый Tube Form Solutions , изгибается от конца трубы к середине, а затем от противоположного конца к середине. Или загибается от концов к середине. Поэтому гибочная головка и вращающееся центральное гнездо обычно работают на полной скорости трубогибочного станка.
SOCO Oil Tube Master имеет только одну гибочную головку, которая изгибает трубы с обеих сторон. Эта особенность одной головки приводит к меньшему техническому обслуживанию и более простой машине, которая работает быстрее с лучшей воспроизводимостью. Функции штабелирования труб для сложных изгибов и сложных радиусных изгибов также повышают гибкость этой машины. Эти трубогибочные станки созданы для использования в автоматизированных ячейках с подачей деталей из магазинов или роботов в специальную ячейку или могут загружаться и разгружаться вручную.
Минимальные и максимальные размеры труб, диаметры и длины определяют, какая модель является идеальной для каждой области применения гибки стальной тормозной магистрали.
Нажмите здесь, чтобы прочитать брошюру SOCO SB-Oil Tube Master.
Какие запасные части необходимы для центробежных насосов?
В роторно-динамических насосах сильно изношенные изнашиваемые компоненты могут привести к серьезному ухудшению напора насоса и скорости потока, особенно у небольших насосов. Поэтому важно следить за состоянием техники и быть готовым произвести ремонт. При ремонте изучение закономерностей износа может предоставить ценную информацию, которая может помочь диагностировать проблемы с насосом и определить их причину.
Список рекомендуемых запасных частей зависит от таких факторов, как обычное время выполнения заказа поставщиком, предназначено ли насосное оборудование для нормального или тяжелого режима работы, а также от наличия резервного перекачивания, когда блок не работает для обслуживания и замены компонентов.
Пример запасных частей для обслуживания абразивных жидкостей, которые могут работать с перерывами, включает:
втулки вала
подшипники
компенсационные кольца
набивка или механические уплотнения
прокладки и уплотнительные кольца
Соединительные соединители
рабочее колесо
Списки рекомендуемых запасных частей для других применений можно найти в стандартных руководствах по установке, эксплуатации и техническому обслуживанию роторно-динамических насосов ANSI/HI 14.4. При обслуживании насосного оборудования используются запасные уплотнения, смазка, чистящие материалы, ремонтное покрытие, анодная защита, охлаждающая жидкость и затворная жидкость для механических уплотнений.
Для получения дополнительной информации по этим темам см. ANSI/HI 9.8 и ANSI/HI 14.4 на сайте www.pumps.org.
Прочтите ответы на часто задаваемые вопросы о насосах HI, нажав здесь.
HI Pump FAQs® производится Институтом гидравлики в качестве услуги для пользователей насосов, подрядчиков, дистрибьюторов, торговых представителей и OEM-производителей.
Отвод стальной бесшовный крутоизогнутый 90гр Дн57х3,5 (Ду 50) под приварку ГОСТ 17375-2001 – это один из востребованных типов отвода. Отводы данного типа обеспечивают поворот системы на 90°. Имеет приварное присоединение к трубопроводу. Крутоизогнутые отводы из стали 20 позволяют использовать их для трубопроводов со среднеагрессивной рабочей средой.
Такие отводы применяют на трубопроводах всех отраслей промышленности: водоснабжения, объектах энергетики, нефтепереработки и множества других отраслей.



 Чтобы внутренний рез получился качественным, заготовку предварительно следует просверлить.
Чтобы внутренний рез получился качественным, заготовку предварительно следует просверлить.

 youtube.com/embed/FM88l8spBrU»/>
youtube.com/embed/FM88l8spBrU»/>



 Тарелки для дрели имеют хвостовик в виде стержня, для УШМ. резьбу для наворачивания их на выходной вал болгарки. Насадку для шлифования на болгарку можно превратить в насадку для дрели, ввернув в нее адаптер с хвостовиком.
Тарелки для дрели имеют хвостовик в виде стержня, для УШМ. резьбу для наворачивания их на выходной вал болгарки. Насадку для шлифования на болгарку можно превратить в насадку для дрели, ввернув в нее адаптер с хвостовиком.

 Увеличение диаметра барабанов реализуется разными способами. их подкачиванием (у пневматических моделей), сжатием в осевом направлении (у барабанов с резиновыми элементами). По-разному может быть выполнено и натяжение незамкнутой ленты. Чаще всего это делается с помощью вращающегося винта, который натягивает концы наждачной бумаги. Ниже приведено несколько вариантов барабанов с различным типом натяжения шкурки.
Увеличение диаметра барабанов реализуется разными способами. их подкачиванием (у пневматических моделей), сжатием в осевом направлении (у барабанов с резиновыми элементами). По-разному может быть выполнено и натяжение незамкнутой ленты. Чаще всего это делается с помощью вращающегося винта, который натягивает концы наждачной бумаги. Ниже приведено несколько вариантов барабанов с различным типом натяжения шкурки. Существуют приспособления для шлифования, позволяющие закрепить электроинструмент, сделав его полностью или частично неподвижным.
Существуют приспособления для шлифования, позволяющие закрепить электроинструмент, сделав его полностью или частично неподвижным. С пылью необходимо бороться. Самый простой способ для этого. отсасывание её пылесосом, поместив шланг поближе к зоне шлифовки.
С пылью необходимо бороться. Самый простой способ для этого. отсасывание её пылесосом, поместив шланг поближе к зоне шлифовки.

 Мы являемся крупнейшим поставщиком самых адаптируемых,
Мы являемся крупнейшим поставщиком самых адаптируемых,


 Далее муфту аккуратно набиваем на шкив, она должна держаться крепко, в качестве дополнительной фиксации можно использовать клей.
Далее муфту аккуратно набиваем на шкив, она должна держаться крепко, в качестве дополнительной фиксации можно использовать клей.

 д.)
д.) Возьмите ленту наждачной бумаги и поместите ее вокруг цилиндра и пластины, чтобы отметить, как вы хотите, чтобы он работал.
Возьмите ленту наждачной бумаги и поместите ее вокруг цилиндра и пластины, чтобы отметить, как вы хотите, чтобы он работал. Навинтите подшипники на вал и закрепите их на месте с помощью зажима.
Навинтите подшипники на вал и закрепите их на месте с помощью зажима. После этого установите газовую стойку. Затем добавьте шарикоподшипники 6205 к валу шлифовальной машины с верхней лентой.
После этого установите газовую стойку. Затем добавьте шарикоподшипники 6205 к валу шлифовальной машины с верхней лентой. net и другие) и видеоролики о сборке ленточной шлифовальной машины своими руками или ленточной шлифовальной машины своими руками. Восемь из этих сборок включают подробные планы самодельных ленточных шлифовальных машин.
net и другие) и видеоролики о сборке ленточной шлифовальной машины своими руками или ленточной шлифовальной машины своими руками. Восемь из этих сборок включают подробные планы самодельных ленточных шлифовальных машин. множество других способов сэкономить деньги, пока вы делаете свою собственную ленточную шлифовальную машину.0005
множество других способов сэкономить деньги, пока вы делаете свою собственную ленточную шлифовальную машину.0005 Если у вас есть сборка ленточной шлифовальной машины, которую вы хотите, чтобы мы добавили, напишите об этом на нашем форуме самодельных инструментов.
Если у вас есть сборка ленточной шлифовальной машины, которую вы хотите, чтобы мы добавили, напишите об этом на нашем форуме самодельных инструментов. Вы также можете сделать свои собственные колеса из дерева или нескольких слоев МДФ. Натяжные колеса можно снять с двигателей. Колеса должны быть коронованы для правильного отслеживания. Коронку можно выточить или даже сделать малярным скотчем. Однако венчик может стереться подкладкой на ремнях 2×72.
Вы также можете сделать свои собственные колеса из дерева или нескольких слоев МДФ. Натяжные колеса можно снять с двигателей. Колеса должны быть коронованы для правильного отслеживания. Коронку можно выточить или даже сделать малярным скотчем. Однако венчик может стереться подкладкой на ремнях 2×72. При поиске с Craigslist рассмотрите возможность поиска с орфографическими ошибками; в этом случае ваше наиболее распространенное неправильное написание слова «беговая дорожка» будет «беговая дорожка». Кроме того, иногда это слово пишется двумя словами: «беговая дорожка».
При поиске с Craigslist рассмотрите возможность поиска с орфографическими ошибками; в этом случае ваше наиболее распространенное неправильное написание слова «беговая дорожка» будет «беговая дорожка». Кроме того, иногда это слово пишется двумя словами: «беговая дорожка». Ленточные шлифовальные машины меньшего размера могут приводиться в действие электрической дрелью или даже вращающимся инструментом, таким как Dremel.
Ленточные шлифовальные машины меньшего размера могут приводиться в действие электрической дрелью или даже вращающимся инструментом, таким как Dremel. К счастью, отслеживание довольно легко и обычно достигается с помощью болта с проушиной. Отслеживание обычно необходимо корректировать при изменении скорости.
К счастью, отслеживание довольно легко и обычно достигается с помощью болта с проушиной. Отслеживание обычно необходимо корректировать при изменении скорости.
 Вячеслав.Неволя.
Вячеслав.Неволя.
 Вы также можете использовать удвоенный трюк со скоростью, упомянутый выше, чтобы сократить получасовое видео до управляемых 15 минут.
Вы также можете использовать удвоенный трюк со скоростью, упомянутый выше, чтобы сократить получасовое видео до управляемых 15 минут. youtube.com/embed/pYujtjntTgY» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/pYujtjntTgY» frameborder=»0″ allowfullscreen=»»>  Майкл Клерк.
Майкл Клерк. Надежное крепление переносного инструмента для использования в качестве стационарного — это хорошо известный прием самодельных мастеров, который применим ко многим различным инструментам. Вот несколько примеров сборок с установленными переносными ленточно-шлифовальными машинами. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Надежное крепление переносного инструмента для использования в качестве стационарного — это хорошо известный прием самодельных мастеров, который применим ко многим различным инструментам. Вот несколько примеров сборок с установленными переносными ленточно-шлифовальными машинами. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку. Вот несколько примеров ленточных шлифовальных машин с приводом от дрели и Dremel. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку.
Вот несколько примеров ленточных шлифовальных машин с приводом от дрели и Dremel. Нажмите на каждую фотографию ниже, чтобы увидеть полную сборку. Автор: Гарикуллен.
Автор: Гарикуллен.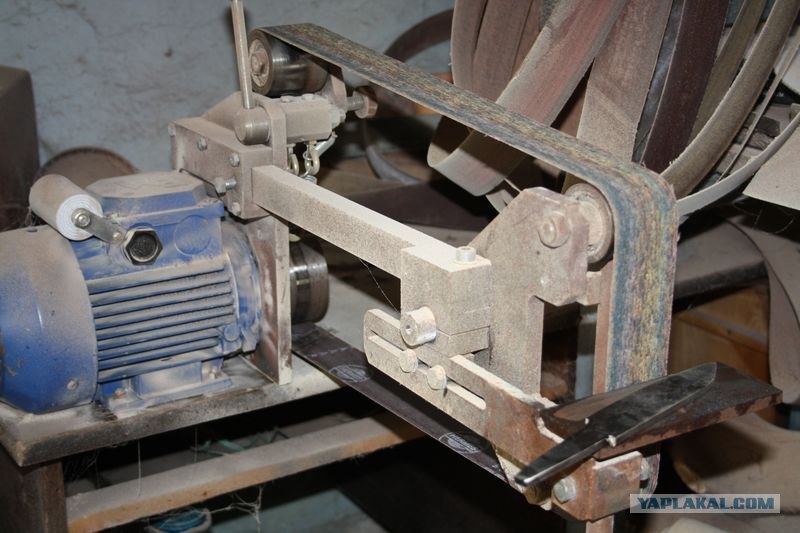
 хвост. алмазное, irwin, ( 10507893 ) Тип:
хвост. алмазное, irwin, ( 10507893 ) Тип: 90 грн
90 грн А еще есть тот факт, что необожженный цвет глазури часто не такой, как после обжига. Вот где на помощь приходят подглазурные краски. Подглазурные краски представляют собой в основном материалы на основе глины с добавлением керамических красителей и оксидов металлов, и они бывают разных форм: жидкие, сухие, мелки, ручки и подглазурные карандаши.
А еще есть тот факт, что необожженный цвет глазури часто не такой, как после обжига. Вот где на помощь приходят подглазурные краски. Подглазурные краски представляют собой в основном материалы на основе глины с добавлением керамических красителей и оксидов металлов, и они бывают разных форм: жидкие, сухие, мелки, ручки и подглазурные карандаши.  Эти инструменты являются основой письменного или пиктографического общения в западной цивилизации, тогда как кисть является основой для нанесения знаков в большинстве восточных цивилизаций. Воспитанные в западных традициях
Эти инструменты являются основой письменного или пиктографического общения в западной цивилизации, тогда как кисть является основой для нанесения знаков в большинстве восточных цивилизаций. Воспитанные в западных традициях
 Керамические карандаши можно использовать на керамической поверхности так же, как их графитовый эквивалент на бумаге. Хотя заостренные концы имеют тенденцию быстро изнашиваться на абразивной керамической поверхности, сочетание следов от кончика карандаша, отпечатков боковой стороны карандаша,
Керамические карандаши можно использовать на керамической поверхности так же, как их графитовый эквивалент на бумаге. Хотя заостренные концы имеют тенденцию быстро изнашиваться на абразивной керамической поверхности, сочетание следов от кончика карандаша, отпечатков боковой стороны карандаша,
 Это немного дефлокулирует шликер, придавая дополнительную силу грину, а также усиливая некоторые
Это немного дефлокулирует шликер, придавая дополнительную силу грину, а также усиливая некоторые Если они
Если они Они доступны на коммерческой основе от ряда производителей, или вы можете сделать свой собственный с помощью доступных прекрасных трейлеров. Вы можете
Они доступны на коммерческой основе от ряда производителей, или вы можете сделать свой собственный с помощью доступных прекрасных трейлеров. Вы можете Когда акварельные пирожные становятся сухими на ощупь, их можно делать круглыми или квадратными.
Когда акварельные пирожные становятся сухими на ощупь, их можно делать круглыми или квадратными.

 **
**
 Нам, рукодельницам, это надо?
Нам, рукодельницам, это надо?
 Опять ждем, пока на амперметре не покажется 0,35 А. Теперь повышаем вольтаж до рабочей величины.
Опять ждем, пока на амперметре не покажется 0,35 А. Теперь повышаем вольтаж до рабочей величины.
 Кислые это те, в которых кислоты по рецепту больше чем медного купороса. Медные наоборот, кислоты меньше чем медного купороса. Пропорции кислоты и медного купороса выбираются в зависимости от используемого блеска.
Кислые это те, в которых кислоты по рецепту больше чем медного купороса. Медные наоборот, кислоты меньше чем медного купороса. Пропорции кислоты и медного купороса выбираются в зависимости от используемого блеска. /см3 — 621 гр./л. (взвешиваем на весах).
/см3 — 621 гр./л. (взвешиваем на весах).
 кв.
кв.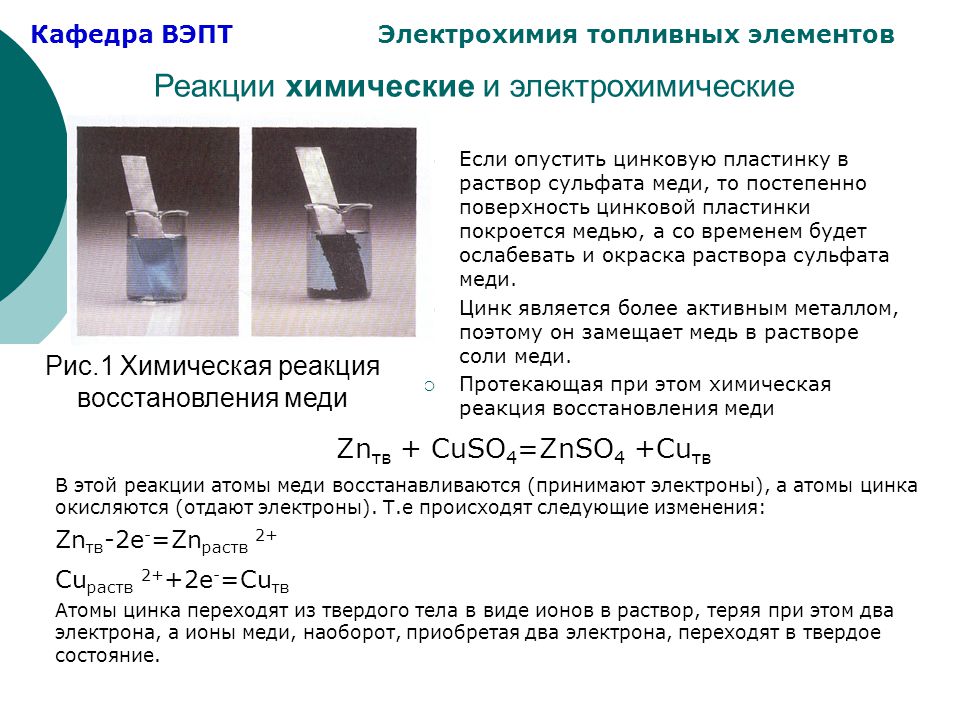
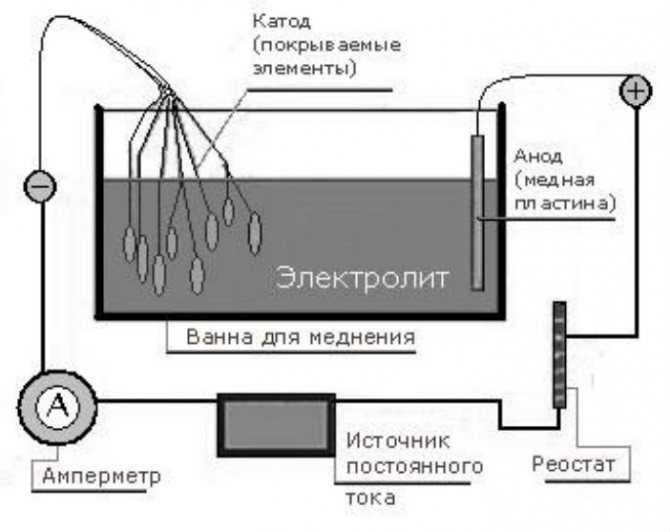
 Для этого активируем текстолит и покрываем его химической медью. Это можно не делать, взять обычный фольгированный текстолит и провести тест на нем (мне жалко портить текстолит для этого, поэтому я сделал так, как описано ниже).
Для этого активируем текстолит и покрываем его химической медью. Это можно не делать, взять обычный фольгированный текстолит и провести тест на нем (мне жалко портить текстолит для этого, поэтому я сделал так, как описано ниже).
 Существуют также особые виды гальванического покрытия, такие как меднение, серебрение и хромирование. Гальваническое покрытие позволяет производителям использовать недорогие металлы, такие как сталь или цинк, для большей части продукта, а затем наносить различные металлы на внешнюю сторону, чтобы обеспечить внешний вид, защиту и другие свойства, необходимые для продукта. Поверхность может быть металлической или даже пластиковой.
Существуют также особые виды гальванического покрытия, такие как меднение, серебрение и хромирование. Гальваническое покрытие позволяет производителям использовать недорогие металлы, такие как сталь или цинк, для большей части продукта, а затем наносить различные металлы на внешнюю сторону, чтобы обеспечить внешний вид, защиту и другие свойства, необходимые для продукта. Поверхность может быть металлической или даже пластиковой. Затем из-за отрицательного и положительного зарядов два металла притягиваются друг к другу.
Затем из-за отрицательного и положительного зарядов два металла притягиваются друг к другу. 1 : Нанесение серебра на ложку.
1 : Нанесение серебра на ложку. 
 Обработка включает модификацию поверхности, заключающуюся в упрочнении деталей и нанесении металлических слоев. Промывка приводит к получению конечного продукта и является последним штрихом гальванического покрытия. Два определенных метода подготовки поверхности — это физическая очистка и химическая очистка. Химическая очистка заключается в использовании растворителей, которые являются либо поверхностно-активными химическими веществами, либо химическими веществами, вступающими в реакцию с металлом/поверхностью. При физической очистке применяется механическая энергия для удаления загрязнений. Физическая очистка включает трение щеткой и ультразвуковое перемешивание.
Обработка включает модификацию поверхности, заключающуюся в упрочнении деталей и нанесении металлических слоев. Промывка приводит к получению конечного продукта и является последним штрихом гальванического покрытия. Два определенных метода подготовки поверхности — это физическая очистка и химическая очистка. Химическая очистка заключается в использовании растворителей, которые являются либо поверхностно-активными химическими веществами, либо химическими веществами, вступающими в реакцию с металлом/поверхностью. При физической очистке применяется механическая энергия для удаления загрязнений. Физическая очистка включает трение щеткой и ультразвуковое перемешивание.

 Общие металлы включают: медь, никель, хром, цинк и олово.
Общие металлы включают: медь, никель, хром, цинк и олово. кобальт.
кобальт.

 Как работает этот удивительный процесс? Давайте посмотрим поближе!
Как работает этот удивительный процесс? Давайте посмотрим поближе! Электроды и
Электроды и Маркировка «EPNS» на столовых приборах является окончательным признаком гальванического покрытия: это означает гальванопокрытие из нейзильбера.
Маркировка «EPNS» на столовых приборах является окончательным признаком гальванического покрытия: это означает гальванопокрытие из нейзильбера.
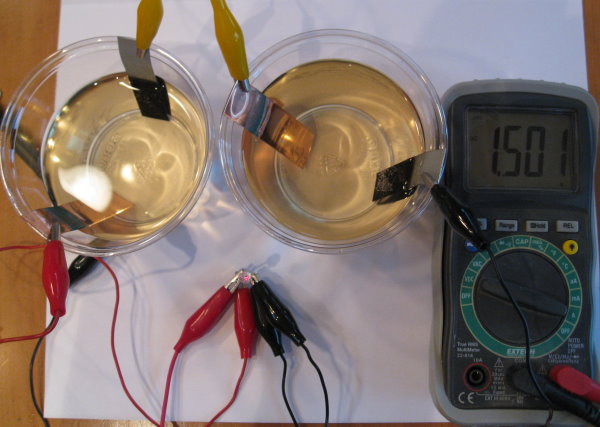 Латунный электрод становится отрицательно заряженным и притягивает из раствора положительно заряженные ионы меди, которые прилипают к нему и образуют внешнее покрытие медной пластины.
Латунный электрод становится отрицательно заряженным и притягивает из раствора положительно заряженные ионы меди, которые прилипают к нему и образуют внешнее покрытие медной пластины. Увеличение любого из
Увеличение любого из
 Я сказал, что это
Я сказал, что это Как только это будет сделано, его можно гальванизировать так же, как металл. В зависимости от того, какой износ должна выдерживать гальваническая деталь, толщина покрытия может составлять от 10 до 30 микрон.
Как только это будет сделано, его можно гальванизировать так же, как металл. В зависимости от того, какой износ должна выдерживать гальваническая деталь, толщина покрытия может составлять от 10 до 30 микрон. Поскольку разные металлы имеют разный цвет,
Поскольку разные металлы имеют разный цвет, Первоначально этот ключ был покрыт никелем серебристого цвета, который сейчас стирается, и под ним отчетливо видна латунь.
Первоначально этот ключ был покрыт никелем серебристого цвета, который сейчас стирается, и под ним отчетливо видна латунь. Серебряное покрытие на них, вероятно, имеет толщину 10–20 микрон (примерно 0,01–0,02 миллиметра). Фото Майкла Б. Келлера предоставлено армией США, опубликовано на
Серебряное покрытие на них, вероятно, имеет толщину 10–20 микрон (примерно 0,01–0,02 миллиметра). Фото Майкла Б. Келлера предоставлено армией США, опубликовано на


 , 2015. Материаловед превозносит достоинства гальванического покрытия.
, 2015. Материаловед превозносит достоинства гальванического покрытия.

 Без охлаждения конструктивные части будут перегреваться и показывать не правильную работу аж до выхода из строя. Особенно это актуально для погружных насосов, которым физически невозможно организовать воздушное охлаждение.
Без охлаждения конструктивные части будут перегреваться и показывать не правильную работу аж до выхода из строя. Особенно это актуально для погружных насосов, которым физически невозможно организовать воздушное охлаждение. Уменьшение количества таких попаданий во внутрь изделия увеличит срок его эксплуатации и упростит обслуживание.
Уменьшение количества таких попаданий во внутрь изделия увеличит срок его эксплуатации и упростит обслуживание.
 Только полностью соответствующий аналог предоставит дальнейшую безопасную работу;
Только полностью соответствующий аналог предоставит дальнейшую безопасную работу; В таком случае следует обменять устройство по гарантии у продавца.
В таком случае следует обменять устройство по гарантии у продавца.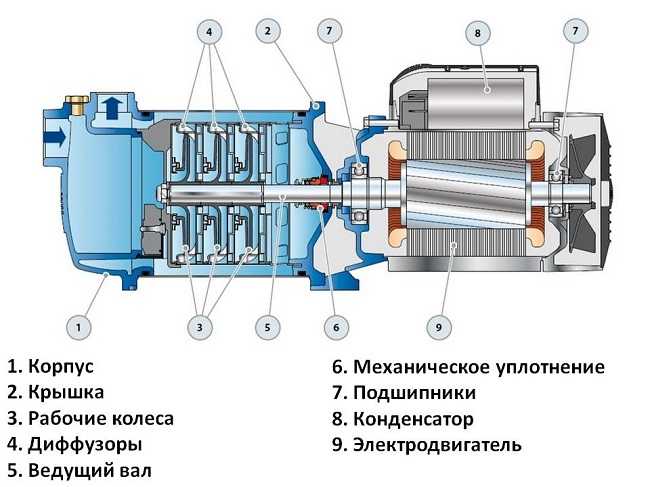 При наличии проблемы необходима разборка не только отделения насоса, но скорее всего и двигательной части.
При наличии проблемы необходима разборка не только отделения насоса, но скорее всего и двигательной части.
 Причиной поломок может быть, как неправильная эксплуатация, так и качество перекачиваемого теплоносителя. Если пользователь обнаружил, что конструкция работает неправильно, следует осуществить ремонт центробежных насосов.
Причиной поломок может быть, как неправильная эксплуатация, так и качество перекачиваемого теплоносителя. Если пользователь обнаружил, что конструкция работает неправильно, следует осуществить ремонт центробежных насосов.
 Все компоненты размещены в герметичной емкости.
Все компоненты размещены в герметичной емкости. youtube.com/embed/hQ-IHN6OcZM?rel=0″>
youtube.com/embed/hQ-IHN6OcZM?rel=0″>  Такой производительности должно хватить, чтобы полить огород или нормально работать бытовой технике.
Такой производительности должно хватить, чтобы полить огород или нормально работать бытовой технике. Это не так. Оборудование обладает сложной структурой и нуждается в уходе. Периодичность профилактических мероприятий будет зависеть от интенсивности использования, типа теплоносителя, наличие твердых частиц, особенностей установки и условий использования.
Это не так. Оборудование обладает сложной структурой и нуждается в уходе. Периодичность профилактических мероприятий будет зависеть от интенсивности использования, типа теплоносителя, наличие твердых частиц, особенностей установки и условий использования. Если у потребителя возникли сомнения, нужно провести диагностику, чтобы избежать повторения проблемы.
Если у потребителя возникли сомнения, нужно провести диагностику, чтобы избежать повторения проблемы.

 В итоге сальники быстрее разрушаются. К подшипникам нужно относится внимательно. Периодически пользователю следует проверять количество смазки в них.
В итоге сальники быстрее разрушаются. К подшипникам нужно относится внимательно. Периодически пользователю следует проверять количество смазки в них.

 Вот некоторые из наиболее распространенных проблем с центробежными насосами и способы их решения.
Вот некоторые из наиболее распространенных проблем с центробежными насосами и способы их решения.
 Медленная повторная заливка насоса
Медленная повторная заливка насоса 
 Низкая эффективность
Низкая эффективность  Таким образом, вы должны выбрать насос, разработанный с учетом вашего конкретного применения.
Таким образом, вы должны выбрать насос, разработанный с учетом вашего конкретного применения. Если в настоящее время у вас нет проблем с центробежным насосом, то сейчас самое время изучить профилактическое обслуживание , чтобы гарантировать, что проблемы не возникнут в будущем.
Если в настоящее время у вас нет проблем с центробежным насосом, то сейчас самое время изучить профилактическое обслуживание , чтобы гарантировать, что проблемы не возникнут в будущем. Проблемы с насосами обычно имеют основную причину отказа, которая часто выходит за рамки неисправного элемента. Методы технического обслуживания, описанные ниже, составляют часть базовых знаний, необходимых для обслуживания.
Проблемы с насосами обычно имеют основную причину отказа, которая часто выходит за рамки неисправного элемента. Методы технического обслуживания, описанные ниже, составляют часть базовых знаний, необходимых для обслуживания.

 При повторной сборке сетка надевается на приводной конец двигателя и приводной конец насоса. Установите болт муфты на место и снимите предохранительную заглушку. Новую смазку следует закачивать в пресс-масленку до тех пор, пока она не выйдет из разгрузочного отверстия. Не допускайте чрезмерной смазки муфты, так как это может повредить резиновое уплотнение на полумуфтах.
При повторной сборке сетка надевается на приводной конец двигателя и приводной конец насоса. Установите болт муфты на место и снимите предохранительную заглушку. Новую смазку следует закачивать в пресс-масленку до тех пор, пока она не выйдет из разгрузочного отверстия. Не допускайте чрезмерной смазки муфты, так как это может повредить резиновое уплотнение на полумуфтах.

 Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки. Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах. В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
 И тогда ваш велосипед принесет вам много положительных эмоций.
И тогда ваш велосипед принесет вам много положительных эмоций.
 Если черта не смоется проточной водой, то процедура выполнена хорошо.
Если черта не смоется проточной водой, то процедура выполнена хорошо.
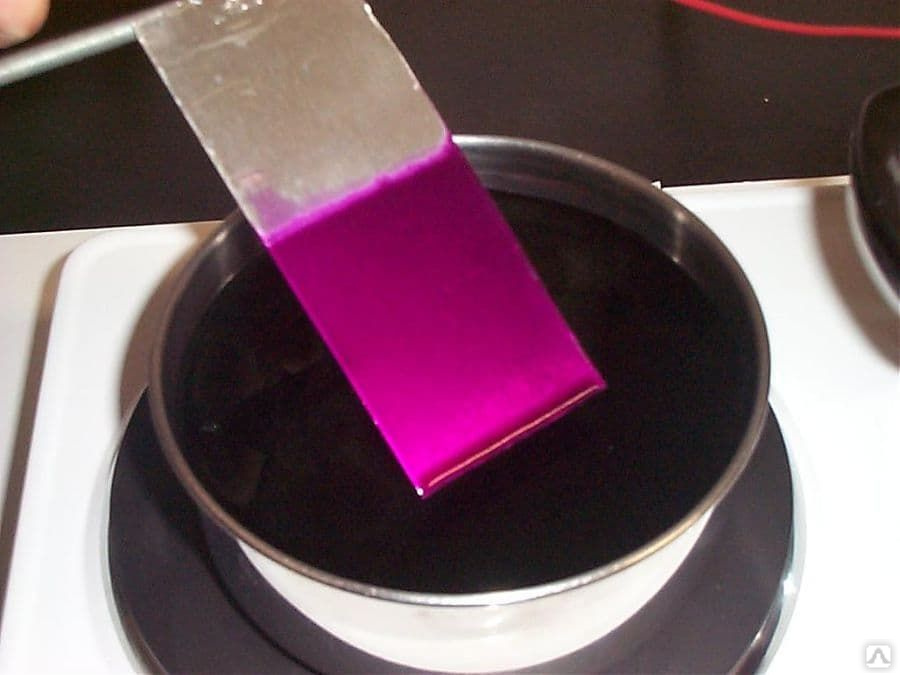

 Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
 youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»> 
 Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
 Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
 Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.

 Штабель должен состоять из изделий одной породы и толщины.
Штабель должен состоять из изделий одной породы и толщины. Время сушки опилок составит полчаса. Процесс происходит при температуре 50-60 градусов, что сохраняет структуру дерева и защищает его от растрескивания.
Время сушки опилок составит полчаса. Процесс происходит при температуре 50-60 градусов, что сохраняет структуру дерева и защищает его от растрескивания. Но при этом они не пользуются спросом, так как стоят дорого и тратят много энергии. Это повышает затраты на производство и на готовые пиломатериалы.
Но при этом они не пользуются спросом, так как стоят дорого и тратят много энергии. Это повышает затраты на производство и на готовые пиломатериалы. Мы самостоятельно заготавливаем сырье и изготавливаем пиломатериалы. Для защиты живой древесины от влаги, ультрафиолета и насекомых обрабатываем изделия на этапе изготовления, сборки сруба и финишной отделки. Мастера “МариСруб” контролируют каждый этап производства, в том числе и сушку в конденсационных камерах.
Мы самостоятельно заготавливаем сырье и изготавливаем пиломатериалы. Для защиты живой древесины от влаги, ультрафиолета и насекомых обрабатываем изделия на этапе изготовления, сборки сруба и финишной отделки. Мастера “МариСруб” контролируют каждый этап производства, в том числе и сушку в конденсационных камерах. При избыточной или недостаточной влажности древесина обычно впитывает или отдает влагу, соответственно увеличиваясь или уменьшаясь в объеме. При высокой влажности древесина может разбухать, а при недостатке влаги она, как правило, усыхает, поэтому все деревянные изделия, например, напольные покрытия и мебель требуют тщательного ухода. При резком изменении температурно-влажностного режима в древесине возникают внутренние напряжения, которые могут приводить к трещинам и деформациям, поэтому на всех стадиях производства и эксплуатации необходимо контролировать влажность деревянных изделий.
При избыточной или недостаточной влажности древесина обычно впитывает или отдает влагу, соответственно увеличиваясь или уменьшаясь в объеме. При высокой влажности древесина может разбухать, а при недостатке влаги она, как правило, усыхает, поэтому все деревянные изделия, например, напольные покрытия и мебель требуют тщательного ухода. При резком изменении температурно-влажностного режима в древесине возникают внутренние напряжения, которые могут приводить к трещинам и деформациям, поэтому на всех стадиях производства и эксплуатации необходимо контролировать влажность деревянных изделий. Если изготовить из такой древесины доски, не просушив её предварительно, то доски, конечно, получатся, но со временем они обязательно рассохнутся и покоробятся. В результате придется отрывать прибитую к стене обшивочные доски — перебирать обшивку. И даже если для обивки использовать вагонку с европрофилем, все равно в обшивке появятся щели, которые будут тем больше, чем больше ширина используемой вагонки. Правда самих щелей будет меньше. (Чем шире вагонка, тем меньше щелей, но сами они больше. И наоборот — чем уже, тем меньше щели, но больше их количество.) И это если обшивать сырым материалом по сухому. Если и материал основы сырой, и обшивочный сырой, то последствия будут еще хуже и печальнее. Это просто один из вариантов выбрасывания денег «на ветер».
Если изготовить из такой древесины доски, не просушив её предварительно, то доски, конечно, получатся, но со временем они обязательно рассохнутся и покоробятся. В результате придется отрывать прибитую к стене обшивочные доски — перебирать обшивку. И даже если для обивки использовать вагонку с европрофилем, все равно в обшивке появятся щели, которые будут тем больше, чем больше ширина используемой вагонки. Правда самих щелей будет меньше. (Чем шире вагонка, тем меньше щелей, но сами они больше. И наоборот — чем уже, тем меньше щели, но больше их количество.) И это если обшивать сырым материалом по сухому. Если и материал основы сырой, и обшивочный сырой, то последствия будут еще хуже и печальнее. Это просто один из вариантов выбрасывания денег «на ветер». А вот по длине и ширине он останется практически таким же, каким и был. Именно по этой причине большинство строительных фирм предлагает своим клиентам в первый год сложить дом из бруса и только в следующем году производить его отделку. Чтобы всего этого не происходило, необходимо древесину предварительно просушивать.
А вот по длине и ширине он останется практически таким же, каким и был. Именно по этой причине большинство строительных фирм предлагает своим клиентам в первый год сложить дом из бруса и только в следующем году производить его отделку. Чтобы всего этого не происходило, необходимо древесину предварительно просушивать. 
 Ее влажность обычно равна 8-10%.
Ее влажность обычно равна 8-10%. 
 Состояние воздуха в штабеле, кроме того, зависит от плотности укладки материала. Чем плотнее уложены пиломатериалы, тем ниже температура воздуха в штабелей выше его относительная влажность. Поэтому соответствующим пространственным размещением древесины в штабеле можно в некоторой степени влиять на интенсивность ее просыхания.
Состояние воздуха в штабеле, кроме того, зависит от плотности укладки материала. Чем плотнее уложены пиломатериалы, тем ниже температура воздуха в штабелей выше его относительная влажность. Поэтому соответствующим пространственным размещением древесины в штабеле можно в некоторой степени влиять на интенсивность ее просыхания. 
 Если в качестве прокладок используют эти же доски, которые укладывают в штабель для сушки, то такой рядовой штабель называется круглым; если в качестве прокладок используют специально подготовленные сухие рейки, то штабель называется реечным. В круглые штабеля укладывают пиломатериалы шириной до 150 мм всех сортов и шириной более 150 мм — 4-го сорта.
Если в качестве прокладок используют эти же доски, которые укладывают в штабель для сушки, то такой рядовой штабель называется круглым; если в качестве прокладок используют специально подготовленные сухие рейки, то штабель называется реечным. В круглые штабеля укладывают пиломатериалы шириной до 150 мм всех сортов и шириной более 150 мм — 4-го сорта. Концы досок не должны провисать и коробиться. Торцы их защищают от растрескивания и прямого попадания солнечных лучей.
Концы досок не должны провисать и коробиться. Торцы их защищают от растрескивания и прямого попадания солнечных лучей.
 В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине также обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине также обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.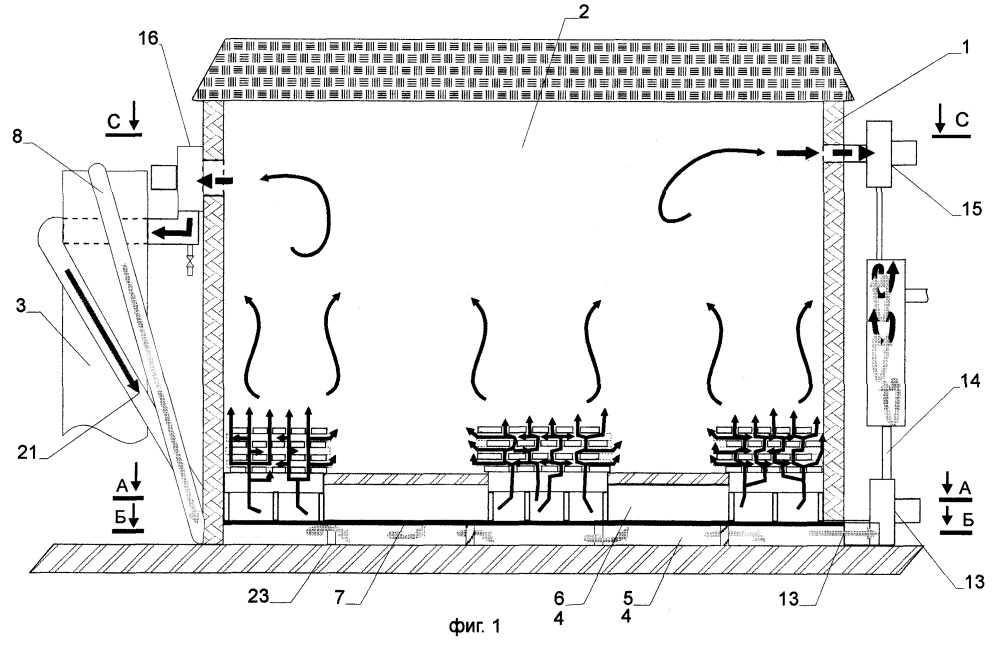
 д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах начиная с уровня влажности древесины менее 30%.
д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах начиная с уровня влажности древесины менее 30%. Горячий и влажный воздух (с температурой 60° и выше) уничтожает споры и гифы грибов, а также личинки жуков-точильщиков.
Горячий и влажный воздух (с температурой 60° и выше) уничтожает споры и гифы грибов, а также личинки жуков-точильщиков.
 Вакуумный метод обеспечивает равномерную сушку, в процессе которой устраняются внутренние напряжения, а значит, значительно снижается вероятность коробления или возникновения трещин.
Вакуумный метод обеспечивает равномерную сушку, в процессе которой устраняются внутренние напряжения, а значит, значительно снижается вероятность коробления или возникновения трещин. Пар, который образуется при кипении воды в древесине, имеет упругость больше атмосферного давления. Поэтому, преодолевая сопротивление масла, в котором находиться древесина, он будет стараться выйти на воздух.
Пар, который образуется при кипении воды в древесине, имеет упругость больше атмосферного давления. Поэтому, преодолевая сопротивление масла, в котором находиться древесина, он будет стараться выйти на воздух.

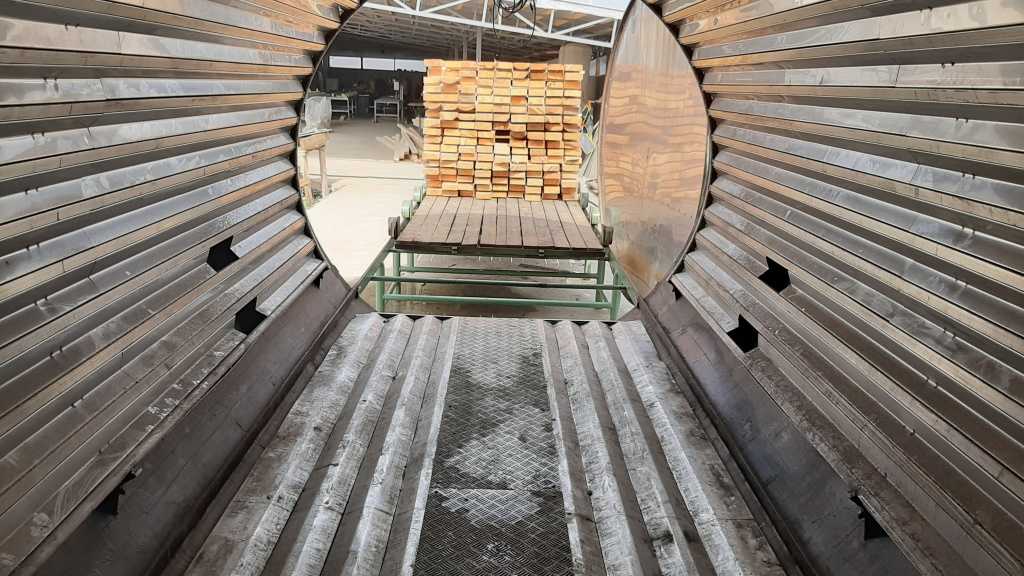 Основной причиной их возникновения является то, что древесина сохнет в направлении от периферии к центру.
Основной причиной их возникновения является то, что древесина сохнет в направлении от периферии к центру. Мощность привода вентилятора значительно больше мощности привода карусели, у которой она совершенно незначительна. Громоздкая конструкция и неудобная блокировка не дает применять карусельные камеры в промышленности.
Мощность привода вентилятора значительно больше мощности привода карусели, у которой она совершенно незначительна. Громоздкая конструкция и неудобная блокировка не дает применять карусельные камеры в промышленности.
 Для осуществления любых режимов сушки в камерах ПАП необходимо в отдельные периоды процесса сушки подавать увлажняющий пар низкого давления (до 0,5 ати), это доказано опытным путем. В камерах ПАП нет сложного оборудования, эксплуатация их несложная. Основной недостаток этих камер – высокий расход электричества.
Для осуществления любых режимов сушки в камерах ПАП необходимо в отдельные периоды процесса сушки подавать увлажняющий пар низкого давления (до 0,5 ати), это доказано опытным путем. В камерах ПАП нет сложного оборудования, эксплуатация их несложная. Основной недостаток этих камер – высокий расход электричества.

 Энергия, необходимая для испарения этой воды, такая же, как и для кипячения воды. Когда вся свободная вода удалена, древесина достигает точки насыщения волокна (FSP). FSP варьируется от 25 до 30 процентов MC, в зависимости от породы дерева.
Энергия, необходимая для испарения этой воды, такая же, как и для кипячения воды. Когда вся свободная вода удалена, древесина достигает точки насыщения волокна (FSP). FSP варьируется от 25 до 30 процентов MC, в зависимости от породы дерева.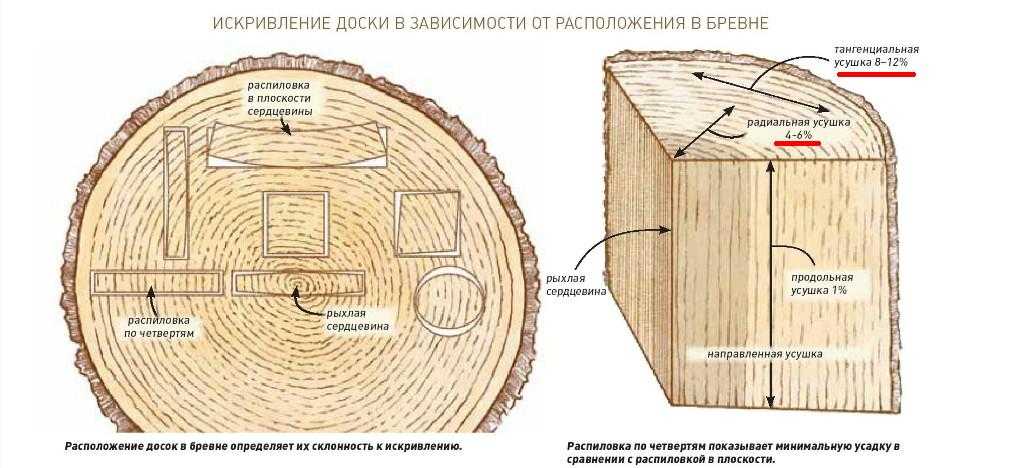 Время и затраты, связанные с этой практикой, должны учитываться потенциальными пользователями, прежде чем инвестировать в сушильные установки. Однако вознаграждение может быть значительным. Для многих целей сухие пиломатериалы предпочтительнее или даже необходимы.
Время и затраты, связанные с этой практикой, должны учитываться потенциальными пользователями, прежде чем инвестировать в сушильные установки. Однако вознаграждение может быть значительным. Для многих целей сухие пиломатериалы предпочтительнее или даже необходимы.
 Эти системы содержат устройства, которые контролируют условия в печи и пиломатериалах и соответствующим образом регулируют внутренние условия.
Эти системы содержат устройства, которые контролируют условия в печи и пиломатериалах и соответствующим образом регулируют внутренние условия. Некоторые успешные конструкции солнечных печей, предназначенных для хобби, доступны с вместимостью от 500 до 1000 досок. Обычно коммерческие солнечные печи устанавливаются только в тропических районах, в районах, где традиционные источники энергии недоступны, или в небольших домашних предприятиях. Ни системы горячей воды, ни системы горячего масла не находят большого применения в коммерческих печах из-за низкой эффективности теплопередачи.
Некоторые успешные конструкции солнечных печей, предназначенных для хобби, доступны с вместимостью от 500 до 1000 досок. Обычно коммерческие солнечные печи устанавливаются только в тропических районах, в районах, где традиционные источники энергии недоступны, или в небольших домашних предприятиях. Ни системы горячей воды, ни системы горячего масла не находят большого применения в коммерческих печах из-за низкой эффективности теплопередачи.
 В отчете Министерства сельского хозяйства США (USDA) «График сушки для коммерческой древесины» содержится несколько типичных графиков для пиломатериалов различных пород и толщины.
В отчете Министерства сельского хозяйства США (USDA) «График сушки для коммерческой древесины» содержится несколько типичных графиков для пиломатериалов различных пород и толщины. Также затраты на строительство несколько ниже, так как для строения можно использовать обычные хорошо утепленные деревянные каркасные дома.
Также затраты на строительство несколько ниже, так как для строения можно использовать обычные хорошо утепленные деревянные каркасные дома. Предварительные осушители уменьшают дефекты воздушной сушки, обесцвечивание и складские затраты.
Предварительные осушители уменьшают дефекты воздушной сушки, обесцвечивание и складские затраты.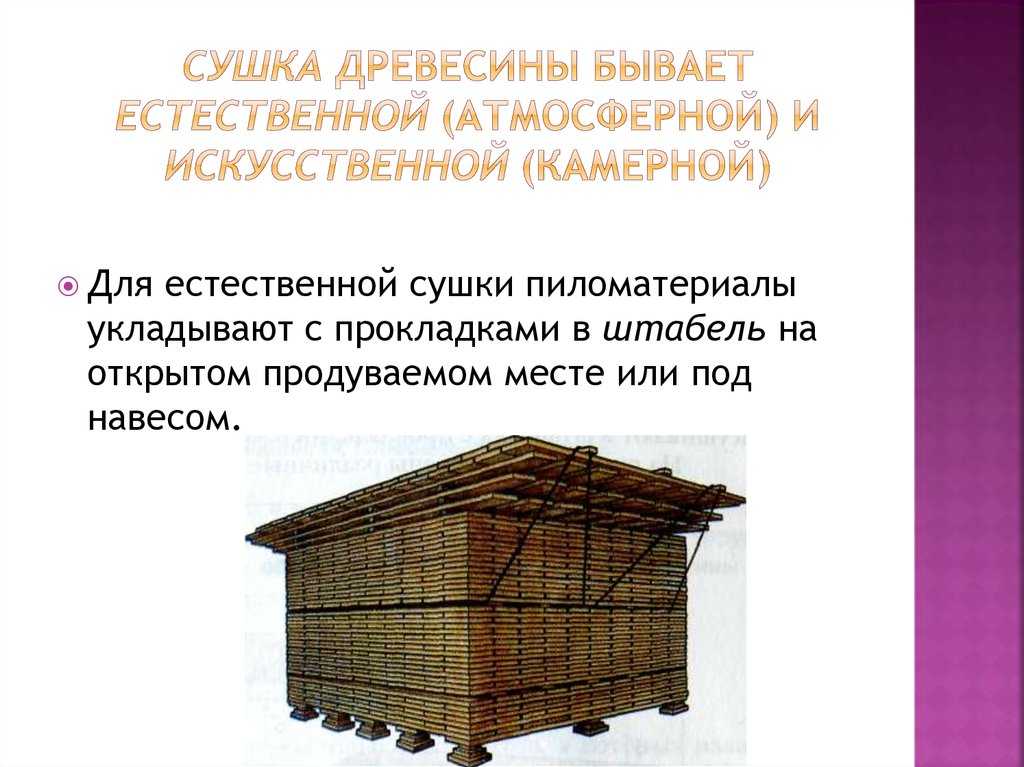 Создание частичного вакуума в закрытой камере снижает температуру кипения воды ниже 212 градусов по Фаренгейту. Эта более низкая точка кипения снижает количество энергии, необходимой для сушки пиломатериалов.
Создание частичного вакуума в закрытой камере снижает температуру кипения воды ниже 212 градусов по Фаренгейту. Эта более низкая точка кипения снижает количество энергии, необходимой для сушки пиломатериалов. Каттер
Каттер Большая часть выбросов лесопильной промышленности связана с логистикой. , но и другие области также имеют отношение к общей ситуации.
Большая часть выбросов лесопильной промышленности связана с логистикой. , но и другие области также имеют отношение к общей ситуации.
 chrysler-dodge.ru/index…t=#entry346114
chrysler-dodge.ru/index…t=#entry346114
 Просто у нас в Питере видел контору ,которая типо на любую машину делает. И ценник вроде не такой космический ,как 5000р за трубку)
Просто у нас в Питере видел контору ,которая типо на любую машину делает. И ценник вроде не такой космический ,как 5000р за трубку)
 Оказались в наличии причём медные.
Оказались в наличии причём медные.
 02.2010, 02:05
02.2010, 02:05
 )
)


 При необходимости доливайте тормозную жидкость.
При необходимости доливайте тормозную жидкость. 

 Если нам повезет, мы сможем найти точную длину, которая нам нужна, и нам не придется обрезать и расширять один конец. (Нам редко везет.) Когда мы беремся за большую работу, мы покупаем тормозную магистраль в бухтах по 25 или 50 футов. Мы часто выбираем нержавеющую сталь для этих проектов вместо мягкой стали с покрытием, которая доступна в прямых секциях. Не все линии из нержавеющей стали одинаковы, поэтому мы остановились на Classic Tube в качестве основного источника. Их линии отожжены для облегчения изгиба.
Если нам повезет, мы сможем найти точную длину, которая нам нужна, и нам не придется обрезать и расширять один конец. (Нам редко везет.) Когда мы беремся за большую работу, мы покупаем тормозную магистраль в бухтах по 25 или 50 футов. Мы часто выбираем нержавеющую сталь для этих проектов вместо мягкой стали с покрытием, которая доступна в прямых секциях. Не все линии из нержавеющей стали одинаковы, поэтому мы остановились на Classic Tube в качестве основного источника. Их линии отожжены для облегчения изгиба. Используя старую линию в качестве ориентира, мы сделали наши начальные изгибы вручную, работая от одного конца до другого.
Используя старую линию в качестве ориентира, мы сделали наши начальные изгибы вручную, работая от одного конца до другого. Например, этот узкий радиус просто не будет красиво изгибаться, поэтому мы сделали его больше. Обратите внимание, что мы все же вернули линию в правильное положение перед следующим изгибом. Откуда мы знали, что не сможем достичь такого узкого радиуса? Секрет 6: Сначала мы попробовали его на тестовом образце. Практика и макеты делают работу идеальной.
Например, этот узкий радиус просто не будет красиво изгибаться, поэтому мы сделали его больше. Обратите внимание, что мы все же вернули линию в правильное положение перед следующим изгибом. Откуда мы знали, что не сможем достичь такого узкого радиуса? Секрет 6: Сначала мы попробовали его на тестовом образце. Практика и макеты делают работу идеальной. Мы начинаем процесс, используя 3/16-дюймовое удерживающее приспособление для зажима нашей линии.
Мы начинаем процесс, используя 3/16-дюймовое удерживающее приспособление для зажима нашей линии. Этот штамп придает окончательную форму факелу.
Этот штамп придает окончательную форму факелу. Кроме того, по нашему опыту, недорогие инструменты имеют тенденцию быстро ломаться. Вот почему мы обычно изгибаем нашу линию вокруг найденных объектов, которые имеют правильный радиус.
Кроме того, по нашему опыту, недорогие инструменты имеют тенденцию быстро ломаться. Вот почему мы обычно изгибаем нашу линию вокруг найденных объектов, которые имеют правильный радиус. Некоторые люди советуют не использовать труборезы, потому что они могут упрочнить конец линии и повысить вероятность ее растрескивания при развальцовке. Вместо этого они советуют использовать абразивный отрезной круг. Мы попробовали оба способа и остановились на резаках.
Некоторые люди советуют не использовать труборезы, потому что они могут упрочнить конец линии и повысить вероятность ее растрескивания при развальцовке. Вместо этого они советуют использовать абразивный отрезной круг. Мы попробовали оба способа и остановились на резаках. За два с лишним десятилетия его использования у него были только случайные сильные вспышки — обычно потому, что мы ехали слишком быстро и не суетились.
За два с лишним десятилетия его использования у него были только случайные сильные вспышки — обычно потому, что мы ехали слишком быстро и не суетились. Классическая трубка. Это еще одно вложение за 189 долларов, но оно позволяет быстро выправить бухты труб и дает очень профессиональные результаты. Больше не нужно медленно выпрямлять линии большими пальцами.
Классическая трубка. Это еще одно вложение за 189 долларов, но оно позволяет быстро выправить бухты труб и дает очень профессиональные результаты. Больше не нужно медленно выпрямлять линии большими пальцами. 02.19 11:15
02.19 11:15  02.19 15:58
02.19 15:58  02.19 11:29
02.19 11:29  Я предполагаю, что возникает вопрос, лучше ли он на 250 долларов, чем Иствуд 25304?
Я предполагаю, что возникает вопрос, лучше ли он на 250 долларов, чем Иствуд 25304? Кроме того, по моему опыту, им так же легко пользоваться, как и Mastercool, и он дает результаты такого же качества.
Кроме того, по моему опыту, им так же легко пользоваться, как и Mastercool, и он дает результаты такого же качества. Эта функция, а также наличие матрицы mastercool практически для всего, что вы можете себе представить, включая адаптеры push-to-connect, того стоили..
Эта функция, а также наличие матрицы mastercool практически для всего, что вы можете себе представить, включая адаптеры push-to-connect, того стоили.. До того, как у меня появился этот комплект, я ненавидел все, что связано с тормозными магистралями, если можно было этого избежать. Следующим моим автомобилем будет Ford Fiesta 1979 года выпуска этим летом. И реплики Ni-Cop великолепны!
До того, как у меня появился этот комплект, я ненавидел все, что связано с тормозными магистралями, если можно было этого избежать. Следующим моим автомобилем будет Ford Fiesta 1979 года выпуска этим летом. И реплики Ni-Cop великолепны! Гибочные станки Oil Tube Master могут работать с трубами различных конфигураций длиной до 6 метров и более и очень быстро сгибаются каждые 1,5–2 секунды.
Гибочные станки Oil Tube Master могут работать с трубами различных конфигураций длиной до 6 метров и более и очень быстро сгибаются каждые 1,5–2 секунды. Или загибается от концов к середине. Поэтому гибочная головка и вращающееся центральное гнездо обычно работают на полной скорости трубогибочного станка.
Или загибается от концов к середине. Поэтому гибочная головка и вращающееся центральное гнездо обычно работают на полной скорости трубогибочного станка.
 006000
006000 003700
003700 007900
007900 017500
017500 010200
010200 011100
011100 011900
011900 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4ptzzbr3mf&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4ptzzbr3mf&sr=everywhere»> jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4ptzzbr3mf&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4ptzzbr3mf&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4ptzzbr3mf&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>

 Крутоизогнутые отводы из стали 20 позволяют использовать их для трубопроводов со среднеагрессивной рабочей средой.
Крутоизогнутые отводы из стали 20 позволяют использовать их для трубопроводов со среднеагрессивной рабочей средой. 5 мм
5 мм )
) 20) 30 градусов ГОСТ 17375 Тип: угольник 45°, Тип соединения:
20) 30 градусов ГОСТ 17375 Тип: угольник 45°, Тип соединения: 20) 30 градусов ГОСТ 17375 Тип: угольник 45°, Тип соединения:
20) 30 градусов ГОСТ 17375 Тип: угольник 45°, Тип соединения: 8) ТУ 1468-001-00218182-20 (027-1939) Тип: обвод,
8) ТУ 1468-001-00218182-20 (027-1939) Тип: обвод,

 25″ Mild Steel, 2.50″ Radius 180 Degree Mandrel Bend
25″ Mild Steel, 2.50″ Radius 180 Degree Mandrel Bend  4404
4404 000.050 S) (английский)
000.050 S) (английский) 10018.262
10018.262 100.050)
100.050) 012.050 GS)
012.050 GS)