Насос вибрационный — схема сборки и конструкция для ремонта
Многих потребителей которые используют вибрационные насосы на даче или дома, интересует конструкция и схема сборки насоса. Полагаем, что приведенная схема сборки вибрационного насоса поможет заинтересованным потребителям лучше узнать конструкцию. Делая самостоятельный ремонт вибрационного насоса, умельцами на все руки, приведенная схема и описание конструкции окажутся совсем не лишними.
Вибрационный насос по конструкции состоит из следующих основных элементов:
• стакан насоса,
• вибратор,
• электропривод.
Остальные составные элемента насоса являются производными основных узлов.
Электропривод вибрационного насоса состоит из медной обмотки намотанной на катушку и металлического сердечника. Вид у сердечника насоса П-образный, изготавливается из листовой электротехнической стали — в простонародии «динамка».
На две соединенных катушек наматывается эмалированный медный провод. В корпус электропривода помещается катушка с сердечником, и все это заливается компаундом. С помощью компаунда происходит закрепление катушек с сердечником, обеспечивает изоляцию и лишний отвод тепла от медного провода. От медной обмотки катушек электропривода выводится токоведущий кабель вибрационного насоса с различными вариантами длины.
Схема сборки вибрационного насоса.
Вибратор насоса является сложным сборным узлом. Состоит из якоря (поз. 8). В него запрессовывается шток (поз. 7). И далее сверху надеваются остальные составные детали.
На шток устанавливаются регулирующие шайбы (поз. 9 и 10) — с помощью них точно настраиваются технические характеристики насоса как напор и подача. Чтобы не было лишних соударений вибратора по электроприводу насоса.
Устанавливается резиновый амортизатор (поз.12) — как пружина, жестко. Внутри резинового амортизатора имеется алюминиевая или металлическая пластина (на рисунке не показана). На шток ставится втулка (поз. 13). Она не позволяет максимально сжиматься амортизатору, ограничивая, предохраняя его от разрушения. Все это на первоначальном этапе сжимается и фиксируется на штоке шайбы с гайкой (поз. 11 и 14). Обычно на предприятии «Техноприбор» в этом месте штока, сборщик по технологии смазывает специальной пастой. Которая высыхает и постоянно фиксирует гайки, которые не зависимо от силы вибрации стоят жестко на штоке.
Далее устанавливается муфта (поз.15) и сверху на нее резиновая диафрагма (поз. 16). Диафрагма направляет металлический шток и является дополнительной опорой для него. Надо знать, что диафрагма отделяет электрическую часть насоса от гидравлической.
На шток далее устанавливается упор (поз. 17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).
С внутренней стороны стакана вибрационного насоса (поз. 5) устанавливается резиновый обратный клапан (поз. 4). Клапан крепится резиновым фиксатором (поз. 4) или обычным винтом с гайкой. Обратный клапан насоса закрывает отверстия в стакане при получении порции воды, когда шток поступательно идет вверх. И открывается обратный клапан, когда вибратор идет вниз.
Вибратор вставляется в электропривод вибрационного насоса, сверху ставиться стакан и все это по диаметру закрепляется винтами (поз. 6).
Конструкция вибрационного насоса Малыш
Для ремонта вибрационных насосов в домашних условиях, Вы можете готовый купить ремкомплект для вибрационного насоса Ручеек, Малыш. При замене основных деталей в проточной части вибрационного насоса: обратного клапана и поршня, винтов, вибрационный насос возвращает технические характеристики нового насоса.
Обзор по вибрационному насосу предоставлен «ХозОптТорг» (Ливны)
Еще по теме: История создание конструкции вибрационного насоса … Обзор и выбор вибрационного насоса … Основные характеристики и параметры вибрационного насоса … Использование вибрационных насосов Ручеек и Малыш в зимнее время … Схема сборки конструкции вибрационного насоса … Насос Малыш — главный помощник на даче в саду и огороде! … Универсальный солдат насос «Малыш»! …
Клапан насоса ручеек в категории «Материалы для ремонта»
Насос вибрационный Ручеёк Беларусь 1 клапан
Доставка по Украине
1 500 грн
Купить
Оригинальная сантехника
Клапан грибок вибрационного насоса Ручеёк Малыш Родничек Водолей и др.
Клапан с болтом для вибрационного насоса Ручеёк Малыш Родничек Струмок и др.
Недоступен
Цену уточняйте
Смотреть
Интернет-магазин «Рембыт»
Ремкомплект для вибрационного насоса Ручеёк, Малыш (D=56, d=26, М6)
Недоступен
110 грн
Смотреть
ДОМЗИП Запчасти для бытовой техники в Харькове и с доставкой по всей Украине
Ремкомплект для вибрационного насоса Ручеёк, Малыш
Недоступен
175 грн
Смотреть
ДОМЗИП Запчасти для бытовой техники в Харькове и с доставкой по всей Украине
Всасывающий клапан к вибрационному насосу «РУЧЕЁК» БЕЛАРУСЬ
Недоступен
20 грн
Смотреть
VODOLEY — SERVICE
Всасывающий клапан к вибрационному насосу «РУЧЕЁК» БЕЛАРУСЬ
Недоступен
20 грн
Смотреть
Vodstroy
Насос вибрационный Ручеек-Техноприбор-1 Беларусь , верхний забор воды, 1 клапан
Недоступен
761 грн
Смотреть
ХарХоз
Насос вибрационный Ручеек Харьков , верхний забор воды, 1 клапан
Недоступен
565 грн
Смотреть
Насос вибрационный Ручеек-1 Китай , верхний забор воды, 1 клапан
Недоступен
600 грн
Смотреть
ХарХоз
Насос вибрационный Ручеек Харьков , нижний забор воды, 1 клапан
Недоступен
587 грн
Смотреть
Насос? ОПВ? Обратные клапаны? Конец ума!
Опубликовать ответ
Расширенный поиск
Догшот
Опубликовать ответ
Цитата
№1:
Пост
by Dogshot »
Я пытаюсь разобраться в хронической проблеме, на которую, кажется, жаловались несколько других участников правления той или иной машины. Я заменил ОПВ, а потом и вибронасос, но проблема осталась.
Цель видеоролика — показать, что при включении насоса значительный объем потока поступает из opv обратно в резервуар при отсутствии противодавления (без pf, а также во время предварительной инфузии в группа). Однако, когда насос достигает предела opv, обратный поток в резервуар замедляется до минимума!
При приготовлении шота индикатор заваривания доходит до своего предела (установленного опв), а затем падает где-то до 5-6 бар, и шум помпы почти стихает.
Возможно ли, что мой запасной вибрационный насос неисправен с той же проблемой? Я не могу представить, что может быть причиной этого. Я читал другие сообщения с похожими проблемами, и Эрик предположил, что обратный клапан, расположенный в opv, может в некоторых случаях заедать в открытом положении. Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№2:
Пост
by erics »
Однако это не объясняет, почему обратный поток в резервуар замедляется, когда насос достигает предела рабочего объема, не так ли?
Вы правы, не будет. Но что действительно объясняет этот поток, так это действие заливного клапана Ulka, иногда присоединяемого непосредственно к насосу и размещаемого в другом месте гидравлической схемы на других машинах, например, Isomac.
Этот клапан, показанный ниже, будет течь довольно свободно, пока давление не достигнет 6-8 бар (спецификация Ульки), после чего он перекроется.
Обратный клапан в вашей системе предотвращает попадание горячей воды хх обратно в насос в то время, когда насос не работает. Насколько нов помпа — явления глушения помпы ранее лечились заменой помпы или, возможно, разборкой и очисткой.
верхний
При поддержке Artisan+ — комплексная услуга по управлению запасами кофейной зелени
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№3:
Пост
by Dogshot (исходный постер) »
Спасибо за внимание, Эрик. Помпа новая (менее 50 выстрелов) или десять дней использования. В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
Если я правильно понимаю, то, что я наблюдаю на водохранилище, можно объяснить нормальное поведение подкачивающего насоса Ulka? Исключает ли это в основном все, кроме насоса? И если это так, и прежде чем я установлю еще один новый насос, должен ли я искать признаки чего-то в моей машине, что может повредить насос? Я каждый день чищу резервуар.
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№4:
Пост
by erics »
Все верно — ваш неограниченный расход в самый раз, и я считаю поведение потока в резервуаре нормальным.
Прежде чем установить еще один новый насос, а я надеюсь, что вы сейчас читаете это, слегка «постучите по носику» существующего насоса небольшим молотком/отверткой во время этого явления глушения.
верхний
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№ 5:
Пост
by Dogshot (исходный постер) »
Сегодня утром я пробовал морду трепаться, но радости не было. Я поставил глухую корзину и щелкнул рычагом — насос дошел до предела опв и замолчал. В этот момент постукивание не имело никакого эффекта.
Думаю, следующим шагом будет замена помпы.
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№ 6:
Пост
by erics »
Думаю, следующим шагом будет замена помпы.
Или разобрать существующий насос. Это очень легко сделать — вам всего лишь должно быть осторожность в отношении падения мелких деталей в «никогда-никогда не приземляющихся», особенно маленький стеклянный/пластиковый шарик, который образует всасывающий обратный клапан.
В разделе ресурсы есть ссылки — Ремонт вибронасоса ULKA
верхний
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№ 7:
Пост
by Dogshot (оригинальный постер) »
Еще раз спасибо за помощь и ссылку, Эрик. Я нашел временное решение, пока не найду время починить или заменить насос. Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания.
Маркировка
LMWDP #106
верхний
Рекламное объявление
Роторный насос: OPV и удерживающий клапан
Опубликовать ответ
Расширенный поиск
Ларз
Опубликовать ответ
Цитата
№1:
Пост
by Larz »
Я подумал, что, может быть, Эрик или кто-то еще в курсе может подсказать мне об этом: Вчера я решил починить капание из моего клапана OPV в рекламе Expobar . Я порылся в своей корзине с запчастями, чтобы достать новый OPV, но обнаружил, что у меня есть OPV новой модели Expobar, которая заменила старый Fluid-O-Tech (тот, что с нейлоновым винтом, который делает их ненадежными после регулировки). Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве. Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен.
верхний
Реклама
Боб_МакБоб
Опубликовать ответ
Цитата
№2:
Пост
by Bob_McBob »
В конструкциях эспрессо-машин с роторным насосом по-прежнему необходимо учитывать тепловое расширение при нагреве машины и другие ситуации, которые могут создавать избыточное давление.
Крис
верхний
ХБ
Админ
Опубликовать ответ
Цитата
№3:
Пост
по HB »
Точно. OPV выполняет двойную функцию с вибрационным насосом (максимальное давление и расширение), но служит только расширительным клапаном для роторного насоса. Производители рекомендуют отрегулировать расширительный клапан на 12 бар; давление гидравлической системы быстро достигнет этого, как только клапан сброса давления закроется и (вновь введенная) холодная вода нагреется. Расширительный клапан должен выпустить всего несколько капель, чтобы давление оставалось ниже 12 бар.
Дэн Кен
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№4:
Пост
by erics »
См. стр. 12 этого: /downloads/ … arts01.pdf .
верхний
джонр
Опубликовать ответ
Цитата
№ 5:
Пост
by jonr »
, но служит только расширительным клапаном для роторного насоса.
Почему? То есть, что особенного в конструкции клапана, что он не сбросит давление на входе насоса, если на выходе по какой-либо причине превысит какой-то предел давления?
Мое предположение — потому что на это влияет давление на входе. То есть для эспрессо нам нужно давление относительно атмосферного, а не давления на входе. Но они примерно одинаковы всякий раз, когда вы используете бак.
верхний
Ларз (оригинальный постер)
Опубликовать ответ
Цитата
№ 6:
Пост
by Larz (оригинальный постер) »
Хорошо, понял, всем спасибо. Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.
Итак, с субботы я использую машину только с ретенционным клапаном, который я использовал для замены неисправного OPV, и он работает нормально… как долго я не знаю, но Expobar, похоже, с этим справляется. Ниже приведена документация от Expobar, в которой показана одна и та же машина, предлагаемая с OPV и без нее, обе с ретенционными клапанами, поэтому вы можете понять, почему я до сих пор не понимаю, в какой степени в этих машинах необходим клапан OPV. Извините за плохое качество документации; это единственный способ, которым я нашел, что могу загрузить их.
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№ 7:
Пост
by erics »
Таким образом, Expobar производит машину как минимум в 3 различных конфигурациях.
Я бы сказал «производит/производит». Важно иметь в виду, что Crem (Expobar является частью их продуктовой линейки) — http://www.creminternational.com/ производит машины для мирового рынка, как и производители другого оборудования. Правила и сертификаты по своей сути различаются в зависимости от конечного использования. Хотя это было бы кошмаром для анализа затрат, я считаю, что единая гидравлическая система для любой марки/модели эспрессо-машины является хорошей практикой.
Задерживающий клапан (обратный клапан) предназначен для обеспечения потока только в одном направлении. HB (Дэн Кен) несколько раз писал о местном постановлении, которое требует установки обратного клапана для предотвращения обратного потока машинной воды обратно в основную водопроводную сеть. Я не знаю ни одной машины, изначально оснащенной роторным насосом, которая не была бы так оборудована. Оригинальный (?) OPV, используемый Expobar, был, как я полагаю, изготовлен Fluid-O-Tech, и этот конкретный клапан имеет обратный клапан на основном пути жидкости — см. это: /downloads/Brewtus_OPV.pdf.
Для машин (ваших), которые не оснащены OPV, в гидравлике может быть что-то, что после заводских испытаний показало, что в этом нет необходимости. Это потребует исчерпывающего изучения вашей конкретной машины и/или общения с Crem относительно того, рекомендуют ли они сейчас установку такой же. Кстати, Ларс, какая у тебя модель Expobar?
верхний
Реклама
Ларз (оригинальный постер)
Опубликовать ответ
Цитата
#8:
Пост
by Larz (оригинальный постер) »
Эрик, чтобы ответить на ваш вопрос, мой Экспобар на картинке ниже называется «Интер Мини», по словам ребят с завода Экспобар. . . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
На картинке ниже слева вы видите старую ОПВ. Это тот, который изначально поставлялся с машиной (старый флюид-о-тек, о котором вы упомянули), но протекал, поэтому я заменил его удерживающим клапаном, который я пинал, в основном потому, что у него его не было, и он подходил и позволял мне использовать машину без утечек. OPV рядом с ним — это новый Expobar, и, как вы можете видеть, он настроен по-другому. Я не смог его использовать, потому что у меня не было адаптера нужного размера для подключения его к моей водопроводной линии (я живу в ничейной зоне), и я не знал, где взять что-то для адаптации. Теперь, с учетом того, что вы, Дэн и другие объяснили, я хотел бы установить OPV поверх удерживающего клапана точно так же, как у новых Expobars (см.
Трубы из чугуна, имеющие рельефную поверхность, на сегодняшний день производятся с округлыми ребристыми формами. Такие изделия стоит располагать таким образом, чтобы прилив по горизонтали занимали положение по вертикали. Благодаря такой схеме монтажа, обеспечивается качественная чистка всех участков трубы от грязи. Данные изделия являются популярной продукцией, так как они дешевые, свойство устойчивости относительно коррозийных образований имеет высокий уровень.
Округлые трубы из чугуна, имеющие ребристую поверхность, производятся длиною в пределах 0,52 метра. Монтаж изделий заключается в прокладке их по горизонтали в несколько рядов с образованием змееобразной формы. Для этого используются вспомогательные крепления такие, как болты, фланцы и контрфланцы.
Такие трубы наряду с трубами из железа, имеющие гладкую поверхность, в основном нашли применение в отопительных системах. С практической точки зрения, указанные изделия лучше располагать под подоконниками, при этом, чем ниже расположить прибор отопления, тем будет эффективнее отдача тепла, а соответственно и обеспечение наилучшего обогрева помещения с правильным распределением температурного режима комнатного воздуха в вертикальной плоскости.
Использование труб из чугуна с ребристой поверхностью предполагает обязательное применение очищенных масел, поскольку ребра труб создают все условия для покрытия их пылью и ее продуктов распада, а также полимерных веществ. А очистка изделия усложняется за счет рельефной поверхности. Если не производить очистку таких изделий, то в результате можно получить уменьшение коэффициента отдачи тепла и затрудненное прохождение масел.
Нагревательный прибор отопления, трубы из чугуна с ребристой поверхностью и систему передачи и транспортировки теплоносителя, состоящую из труб с гладкой поверхностью, лучше монтировать открытым образом, это обеспечить улучшение теплообмена. Сооружение оградных элементов допускается только для целей архитектурного характера.
В процессе монтажа труб из чугуна, имеющие ребристую поверхность, промежуток от плоскости напольного покрытия до вертикальной оси чугунного изделия допустим не меньше 20 см. А от плоскости отшлифованной стены или перегородки не менее 13 см. В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см.
В зданиях массовой застройки (микрорайон), помещениях для совместного проживания людей или подсобных помещениях производств, допускается сдвиг отопительного прибора ближе к стояку, при этом первое ребро прибора не должно быть ближе к откосу окна, чем на 15 см.
В процессе монтажных работ на поверхностях из кирпича, для труб из чугуна, которые имеют ребристую поверхность, используются специальные крепежные механизмы, которые имеют параметр изгиба в 4,4 см и параметр длины около 26 см. При монтаже данных изделий на перегородочных конструкциях тоже необходимо использовать специальные крепежи. В таких случаях прибегают к помощи вспомогательных крепежных элементов таких, как дюбель, гвозди или шурупы.
Отопительные приборы из чугуна и изделия с ребристой поверхностью зачастую монтируются на креплениях и очень редко используются для них подставки. Крепежи, которые изготавливаются из стального листа, который имеет толщину 6 мм, необходимо зафиксировать в подготовленных отверстиях бетонной стены с помощью цементной смеси. Аналогичные действия нужно провести в случае кирпичной перегородки.
Кроме того, необходимо рассчитать, сколько креплений понадобится для конкретного помещения. При таком расчете необходимо ориентироваться на то, что один крепеж рассчитан на один квадратный метр отопительного прибора, но их не должно быть меньше, чем три крепежа на весь прибор. Рассчитывая крепления для прибора, необходимо учитывать, что отопительный прибор в большей степени держится на нижних крепежах, а верхние крепления только поддерживают приспособление от возможности перевернуться.
Крепежные элементы надо размещать под перегородками прибора, которые находятся между ними, а у изделий с ребристой поверхностью около фланцевых деталей (см. Фланцевый адаптер).
Крепежи для монтажа ребристых на стене из кирпича изделий имеют изгиб в 4,4 см, параметр длины около 26 см, и размер около 22 см. Теплообменники из чугуна создаются из ребристых изделий, которые имеют фланцы, путем сбора их в одну конструкцию с помощью коленных элементов. Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.
Обогреватель для труб, в котором происходит естественная конвекция воздуха, состоит из чугунных или стальных труб, имеющих ребристую поверхность. Такие изделия располагаются в футляре из металла, процесс их обогрева происходит посредством пара или воды. Воздушная масса попадает в конвектор с нижней стороны, обогревается там и поступает в помещение сквозь решетчатую деталь сверху прибора. Благодаря этому, наибольший процент тепла отдается с помощью конвекционного процесса.
Водный теплообменник из чугуна имеет конструкцию из чугунных изделий с ребристой поверхностью, которые в определенном порядке соединяются коленными деталями. Такие теплообменники на трубу дымохода производятся двух видов, каждый, из которых проходит обмывку газом. В теплообменниках, имеющих две колонки, между составляющими его частями монтируется металлический барьерный элемент.
В приборах, работающих с помощью пара, роль нагревательной части играет труба из чугуна, имеющая ребра или система труб для отопления в идее пластин.
Для достижения нагрева и обогрева в большинстве случаев используются трубы из чугуна, которые имеют ребра или конструкция из гладкостенных труб и в редких случаях отопительный прибор центрального отопления. У каждого из них необходимо установить вентиль, как на паровых, так и на обратных подводах, это обеспечит своевременное выключение отопительного приспособления. В случае выключения приспособления с одной из подводок, парообразное вещество также будет попадать в отопительный прибор их системы конденсации.
На сегодняшний день используются водные отопительные приборы, которые состоят из изделий с ребристой поверхностью и соединителями прямоугольной формы. Изделия нужно установить по горизонтали, по очереди в ряд. Соединительные диски выполняют функцию креплений коленных деталей, которые обеспечивают сцепление труб прибора.
В маленьких котельных сооружениях используются водные теплообменники, состоящие из чугунных труб с ребристой поверхностью. Теплообменники из стали используются для испепеления топливного материала, который не вызывает коррозийных образований.
Целесообразным вариантов считается использование водных теплообменников, состоящих из блоков, имеющих изоляционные свойства и обшивку, так как они:
1. Имеют компактный вид;
2. Им присуще небольшие размеры;
3. Способствуют обеспечению высокого уровня плотности подачи газа между главными частями отопительного оборудования.
В случае нагрева воздуха до высоких показателей температуры используют приборы из труб, имеющих ребра овальной формы, ребра при этом располагаются вдоль внутренней поверхности и поперек внешней.
В центральной отопительной системе применяются все указанные виды приборов, в том числе и радиаторы из листов стали прошедшие штамповку.
В сфере отопительных технических приспособлений нашли применение теплообменники с нагревателями из оребренных труб из стали. Также популярными являются обогревающие панели из бетона, в которых зафиксированы змееобразные трубы из стали.
Отопительная система, работающая на пару и используемая в зданиях производств, предполагает отсутствие даже малейшей возможности взрыва, пыли и пара быстрого возгорания.
Чугунная ребристая экономайзерная труба: особенности
Несмотря на обилие современных материалов, для обогрева помещений по-прежнему широко применяются чугунные конструкции. Особенно популярны экономайзеры – ребристые теплообменники с очень высоким коэффициентом полезного действия, обусловленным подобной конфигурацией. Данная разновидность отопительных конструкций с большой эффективностью применяется для обогрева просторных помещений, крупных промышленных объектов, складов.
Содержание
1 Характеристики
2 Принцип работы экономайзера
3 Применение чугунной экономайзерной трубы
4 Условия эксплуатации
5 Плюсы системы
6 Недостатки
Характеристики
Чугунные ребристые экономайзерные трубы предназначены для монтажа в системы водяного и парового отопления. Выглядит подобная продукция как цельнолитое изделие с регистрами прямоугольной или круглой формы. Наличие ребер значительно увеличивает площадь теплообмена по сравнению с гладкими конструкциями. Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность.
Все производители подобной продукции предлагают покупателям 2 и 3-метровые трубы. Данный факт в немалой степени обусловлен значительным весом исходного материала. Изделия с большей длиной были бы слишком тяжелыми.
Тем не менее сконструировать радиатор по всему периметру помещения довольно просто. Это делается с помощью специальных монтажных переходников – торцевых фланцев. Производители предусматривают оснащение труб 2 пробками с отверстиями. Также чугунные радиаторы имеют в конструкции 2 несъемные заглушки. Внешняя поверхность батарей обрабатывается специальной грунтовкой, усиливающей антикоррозийную защиту. Для чугуна применяют составы на основе эпоксидных смол.
Принцип работы экономайзера
По сути, данный агрегат является теплообменником парового котла. Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел.
Данный факт позволяет значительно увеличить коэффициент полезного действия отопительной системы за счет повторного использования энергии отработанного газа. Именно поэтому установка экономайзера является выгодной. Благодаря дополнительной структуре скорость выхода газов существенно снижается. Перед выбросом в атмосферу они успевают отдать всю свою тепловую энергию. Таким образом, использование на производстве экономайзера окупается в течение 1-2 лет.
Водяные и паровые котлы бывают кипящие и некипящие. Чугунные экономайзерные трубы используются только для второго варианта. Отличительная особенность таких котлов – необходимость отвода пара, поскольку они не предназначены для работы при слишком высоком давлении. Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы.
Применение чугунной экономайзерной трубы
Поскольку данное промышленное изделие обладает очень большим уровнем теплообмена, наиболее рационально использовать его для обогрева помещений с обширной площадью, высокими потолками. Наибольшее распространение чугунные ребристые экономайзерные трубы получили в отопительных системах, установленных в:
При желании данные конструкции также используют и в частных домах. В этом случае для организации качественного отопления можно ограничиться небольшим количеством регистров. Наиболее часто в жилых помещениях встречаются чугунные радиаторы с ребристыми трубами.
Условия эксплуатации
Данная продукция отличается высоким уровнем неприхотливости при использовании в системах отопления. Важным фактором для эксплуатации являются характеристики базового теплоносителя:
рабочая температура котла должна находится в пределах 90 градусов. При этом допускаются кратковременные повышения до 150 градусов;
постоянное давление – 1 Мпа, максимально возможное – 2,4 МПа;
линейная плотность потока – 0,6 кВт/м.
Для обеспечения оптимальных условий эксплуатации таких труб во время монтажа следует придерживаться определенных правил. В первую очередь при выборе места установки необходимо учесть, что расстояние от пола до средней оси экономайзера должно быть не менее 0,2 м. Также следует оставить достаточный промежуток между батареей и стеной. Это расстояние должно составлять не менее 13 см. Если планируется установить двухрядную и более конструкцию, между осями труб необходимо выдерживать 0,25 м.
Плюсы системы
Чугунные батареи обладают рядом существенных преимуществ, которые делают их наиболее оптимальным вариантом при проектировании системы отопления. Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом:
высокая теплопроводность;
слабая подверженность коррозии как снаружи, так и внутри изделия;
доступная цена;
срок эксплуатации свыше 100 лет;
способность материала сохранять тепло в течение длительного периода.
Недостатки
Ребристые экономайзерные трубы из чугуна имеют и отрицательные качества. Среди них наиболее существенным считается вес подобных конструкций, который затрудняет транспортировку и монтаж. Также сложности вызывает мытье и чистка ребристых поверхностей. Попавшая в это пространство пыль и грязь становится труднодоступной для простых гигиенических процедур.
Именно этот факт обуславливает редкое использование ребристых конструкций в жилых помещениях. Еще один недостаток трубчатой продукции подобного типа – слабая устойчивость пластин к механическим повреждениям.
Главная > Пластиковые заглушки – вставки > Квадратные > ВНЕШНИЙ ДИАМЕТР 1 ДЮЙМ, КВАДРАТНЫЕ РЕБРИСТЫЕ ТРУБНЫЕ ЗАГЛУШКИ, ПОДХОДЯЩИЕ ДЛЯ ТРУБ ДИАМЕТРОМ ОТ 11 ДО 19
Цена поставки Prescott: $2,40
Артикул: PLPSQ1-11-19
Количество: * Только целое число
Закажите количество в указанном ниже диапазоне, чтобы получить скидку(-ы):
Количество
Количество
от 10 до 99
1,84 доллара
От 100 до 999
1,34 долл. США
1000 или более
0,91 $
• Высококачественный пластик . • Черная отделка • Обеспечивает чистоту концов трубок • Защищает от травм острыми краями трубок • Предотвращает попадание грязи и влаги внутрь
Сопутствующие товары
1 ДЮЙМ ПРЕССОВАННАЯ СТАЛЬНАЯ КОЛПАЧОК
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: $4.00
Количество: * Только целое число
ЧУГУННАЯ КЕПКА NEWEL 1 ДЮЙМ
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: 3,75 доллара США
Количество: * Только целое число
1-ДЮЙМОВАЯ ЧУГУННАЯ КРЫШКА NEWEL
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: 3,75 доллара США
Количество: * Только целое число
КВАДРАТНАЯ ВИНИЛОВАЯ КРЫШКА 1 ДЮЙМ — ВЫСОТА 1/2 ДЮЙМА
Подходит для квадратной трубы диаметром более 1 дюйма
Цена предложения Прескотта: 1,75 доллара США
Количество: * Только целое число
КВАДРАТНАЯ ВИНИЛОВАЯ КРЫШКА 1 ДЮЙМ — ВЫСОТА 1 ДЮЙМ
Подходит для квадратной трубы диаметром более 1 дюйма
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Как сделать сварочный аппарат инверторного типа
Сварочный трансформатор своими руками
Мини-сварка своими руками
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
транзисторов;
диодов;
дросселей;
готовых трансформаторов;
конденсаторов;
резисторов;
тиристоров.
Параметры для аппарата можно выбирать такие:
Он должен работать с электродами, диаметр которых не превышает 5 мм.
Максимальный показатель рабочего тока равен 250 А.
Источник напряжения — сеть бытовая на 220 В.
Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
блок питания;
выпрямитель;
инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
Возьмите ферритовый сердечник.
Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
Вторая обмотка — 15 витков, проводом с сечением 1 мм).
Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
Готовый трансформатор установите в корпус.
Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
стержень графитовый из старой батарейки;
бокорезы или пассатижи;
нож;
сухая тряпка;
наждачная бумага;
перчатки;
20 см проволоки диаметром 5 мм из алюминия или меди;
6 см проволоки ПЭВ 0,5 из меди;
изолента;
провод многожильный;
любой металлический зажим;
трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
трехфазные – подключаемые к трехфазной сети;
инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
система управления на основе драйвера и двух транзисторов;
силовая часть из управляющего транзистора и выходного трансформатора;
выходная часть из диодов и дросселя;
система охлаждения из кулера;
система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Рисунок 1 показано типичное подключение сварочного аппарата к электродуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рис. 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0005 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода намотаны на железный сердечник, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4, Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0005 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мостовой схеме для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема инверторной технологии
Инверсионная технология противоположна выпрямлению, процесс инверсии преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный сигнал переменного тока, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению со старыми трансформаторно-выпрямительными машинами.
Билл Экклс, вице-президент PPC and Associates
Сборка аппарата для дуговой сварки из трансформаторов для микроволновых печей
Последние пару недель я потратил на сборку аппарата для дуговой сварки, намотав новые вторичные обмотки на два трансформатора для микроволновых печей (МОТ). Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Первым делом нужно было найти два ТТ; чем больше, тем лучше, мощность в конечном итоге будет ограничена насыщением ядра. Дуговой сварочный аппарат, по сути, представляет собой понижающий трансформатор большой мощности; что-то вроде 20 А при 240 В входит, а затем преобразуется в что-то вроде 100 А при 50 В (минус потери). У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
Сначала я разрезал сварные швы, соединяющие Е-образные детали с I-образными. Я использовал угловую шлифовальную машину, но ножовка должна работать; основные цвета собирались использовать повторно, поэтому я старался их не повредить. Чтобы облегчить отделение катушек от сердечников, я смягчил лак, нагревая трансформаторы в духовке при температуре около 200°C в течение примерно получаса. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Теперь любой старый провод не выдержит 100А, поэтому я купил эмалированную медь прямоугольного сечения 3,81х2,54мм. Я измерил размер окон в сердечнике и решил, что 5 слоев по 5 витков в каждом будут лучшим способом разместить около 25 витков на каждом сердечнике. Даже с эмалированной медью и квадратным сечением вам нужно добавить не менее 20 % на несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника. Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для обеспечения лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Чтобы запустить катушку, нужно было просунуть конец меди через отверстие в каркасе и согнуть его, пока он не ляжет ровно вдоль конца каркаса. Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Чтобы избежать деформации, мне пришлось изгибать медь в обратном направлении при каждом проходе. Я должен был быть осторожен, чтобы каждый проход аккуратно ложился на место, и чтобы все слегка беспорядочные начала каждого перекрытия находились вне ядра; мои первые несколько попыток с заболоченным формирователем и спешка вместо того, чтобы тратить мое время, тратили впустую и время, и медь (после того, как он был закален один раз, его нельзя сформировать снова без больших проблем).
После того, как все 5 слоев были готовы, я наложил временную обертку ПВХ-лентой для защиты эмали, пока я вносил окончательные коррективы в размер; Я немного раздавил катушку, используя деревянные тиски, чтобы защитить катушку.
На этом этапе я обрезал лишнее по длине, припаял язычковые разъемы, снял ленту и соединил трансформаторы, используя пленку OHP в качестве временной изоляционной пленки.
Я соединил жилы G-образным зажимом, прикрепил кабель автомобильного аккумулятора на 135 А с зажимом заземления на одной части и держателем стержня на другой. Я подключил первичные обмотки параллельно, а вторичные последовательно, стараясь, чтобы выходы были в фазе. Сначала я попытался запитать его от одной вилки на 13 А, это перегорело предохранитель, как только я зажег дугу. После питания каждого трансформатора от отдельной розетки на 13А заработало! Хотя сварные швы не были фантастическими, они были ограничены в основном моей ужасной техникой сварки; тепла определенно было достаточно, чтобы получить разумное проникновение и расплавить стержни. Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
К счастью, примерно через неделю мне удалось получить пару трансформаторов с сердечниками лишь немного больше, чем у оригиналов. Я немного расширил вторичные части, вставив внутрь пару кусочков дерева и вбивая между ними отвертки в качестве клиньев. На этот раз один трансформатор имел термовыключатель последовательно с первичной обмоткой; посмотрев на сгоревший трансформатор и подтвердив свою догадку, что первичная обмотка (которая питалась примерно в 4 раза больше предполагаемого тока) была точкой воспламенения, я прикрепил вырез к внутренней поверхности катушки. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Собрал трансформаторы (снова закрепив жилы с помощью зажимов), поместил их на напарника, подключил, как и раньше, и добавил вентилятор для микроволновки.
Я зажег его и смог легко зажечь хорошую горячую дугу; Я быстро проверил это, сварив вместе несколько старых стальных пряжек, которые лежали у меня на полке. Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Затем я хотел посмотреть, насколько тонкую заготовку я смогу сварить; для этого я разработал идею швейцарского армейского чайника: чайник с набором отверток/шестигранных ключей/маленьких инструментов. Это быстро доказало, что без ограничения тока мой сварочный аппарат слишком мощный для сварки тонколистовой стали без продувки отверстий.
В нынешнем виде это куча компонентов, прикрепленных к напарнику, без контроля за тем, какие розетки я включаю. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
.
Сварить жилы вместе; это уменьшит вибрацию сердечника и облегчит обращение с трансформаторами.
Покрыть трансформаторы лаком; это улучшит изоляцию и уменьшит вибрацию обмоток.
Регулируемый ограничитель тока; На данном этапе я думаю о катушке индуктивности с насыщаемым сердечником, построенной из другого сердечника МОЛ.
Кейс; он не может вечно жить привязанным к товарищу по работе.
Одинарная подача 13А; как только у меня будет ограничитель тока, можно будет работать при более низкой мощности от одной вилки на 13 А. У меня могла бы быть возможность добавить провод от чайника, чтобы дать дополнительную мощность для работы с более высокой мощностью.
Принудительный рабочий цикл; в настоящее время сварочный аппарат можно использовать до тех пор, пока термовыключатель не отключит питание одной первичной обмотки при достижении температуры 160°C.
Плазменная резка алюминия: ее особенности и преимущества
Вопросы, рассмотренные в материале:
Что такое плазменная резка металла
В чем преимущества плазменной резки алюминия
Каковы особенности плазменной резки алюминия
Почему плазменную резку алюминия стоит доверить профессионалам
Плазменная резка – один из методов качественной обработки металлов. Технология используется для массового производства деталей по сложным чертежам. Допускаются самые разнообразные линии реза, изгибы, отверстия и т. д. Плазменная резка алюминия нашла широкое применение в авиа- и судостроении, незаменима для производства изделий сложной формы с точно выдержанными размерами.
Что такое плазменная резка металла
Плазменная резка – способ раскроя металла с использованием струи высокотемпературной плазмы: происходит локальный нагрев материала, его расплавление и частичное испарение.
Плазма образуется в результате следующих процессов:
На электрод плазмореза подается напряжение. Между электродом и поверхностью металла или между электродом и соплом резака создается электрическая дуга. Температура при этом достигает +5 000 °С.
В сопло поступает газ под высоким давлением. Температура электрической дуги повышается до +20 000 °С.
Газ ионизируется и становится электропроводным. Под влиянием электрической дуги ионизация растет, образуется высокотемпературная плазма (при +30 000 °С).
Скорость потока достигает 1,5 км/сек. Плазменная струя мгновенно разогревает и плавит металл по месту реза. Энергия струи позволяет обрабатывать заготовки значительной толщины (0,16–0,20 м).
Для образования плазмы можно использовать воздух, водород, аргон, кислород, азот или водяной пар.
Существуют аппараты для ручной плазменной резки. Они применяются в мастерских и на небольших предприятиях. Плазменные установки с программным управлением служат для резки в промышленных объемах.
Устройство для ручной резки, помимо самого плазмотрона, состоит из:
источника питания;
кабелей для подключения аппарата к сети и шланга для подсоединения к резервуару с газом;
компрессора, поддерживающего подачу воздуха под нужным давлением и с требуемой скоростью.
Источники питания подключаются к электросети. Их основная задача – обеспечение плазмотрона мощным током. Одни устройства работают по принципу увеличения силы переменного тока, другие преобразуют переменный ток в постоянный.
Плазмотроны, работающие на постоянном токе, энергетически эффективнее (у них более высокий КПД). Источники питания, использующие переменный ток, годятся только для плазмотронов, режущих металлы с относительно невысокой температурой плавления (например, алюминий).
Существуют инверторные и трансформаторные источники питания.
Инвертор при скромных габаритах обладает достаточной мощностью для резки металлических листов небольшой толщины и поддерживает стабильную электрическую дугу. Некоторые мастера используют инверторы для резки алюминия в домашних условиях. Однако мощность их все же невелика, что существенно сужает спектр применения.
Рекомендуем статьи по металлообработке
Марки сталей: классификация и расшифровка
Марки алюминия и области их применения
Дефекты металлический изделий: причины и методика поиска
Источники трансформаторного типа надежнее и мощнее инверторов. Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии.
На производстве резка металла производится с помощью оборудования с ЧПУ. Плазменная резка алюминия на станке с ЧПУ позволяет изготавливать с высокой точностью большое количество одинаковых деталей в автоматическом режиме, гарантирует производительность и безопасность работы.
Плазменная резка алюминия на станке с ЧПУ видео:
Преимущества плазменной резки алюминия
Плазменную резку предпочитают многие производители, поскольку она превосходит другие методы по целому ряду показателей:
1. Высокое качество обработки металла. Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.
VT-metall предлагает услуги:
Удается качественно обработать заготовки толщиной 1–6 мм. Настолько тонкий листовой алюминий невозможно резать с помощью кислородно-газового станка, работа которого связана со значительным нагревом и деформацией металла. Плазменная резка позволяет снизить себестоимость готовых деталей за счет того, что процент брака близок к нулю. Эта технология позволяет также разрезать несколько листов одновременно.
2. Удобное управление процессом резки. Обработка алюминиевых заготовок стала проще благодаря современным компактным аппаратам, снабженным ЧПУ и обеспечивающим хороший обзор оператору.
3. Преимущество в скорости резки. Например, обработка толстого (около 25 мм) листа металла происходит в 12 раз быстрее, чем при использовании кислородно-газового метода.
4. Экономичность. Благодаря высокой точности резки и формированию качественных кромок, вырезанные детали не нуждаются в дополнительной обработке. В итоге их изготовление обходится дешевле. При использовании сжатого воздуха не нужно платить за плазмообразующий газ, его доставку и разгрузку, не нужны специальные емкости для газа и помещение для них. Плазменная резка алюминия оказывается в итоге выгоднее, чем лазерная и газо-кислородная.
5. Безопасность. В процессе плазменной резки алюминия на установках с ЧПУ горючие газы не используются. Поэтому опасность возникновения аварийных ситуаций, таких как пожар или травмирование персонала, сведена к минимуму. Оформление обязательной специальной страховки не потребуется. Надежное, компактное, простое в управлении и безопасное оборудование обеспечивает высокую производительность и стабильность работы, ее своевременное выполнение.
6. Широкий спектр возможностей. Плазморез работает не только с алюминием, но и с другими металлами и сплавами, цветными и черными, в том числе нержавеющими.
7. Не требуется предварительная подготовка металлических заготовок. Грязь и пыль, лакокрасочные покрытия, даже старые и растрескавшиеся, не повлияют на качество раскроя металла плазмой. Погрешность резки не превышает 1,2 мм.
Особенности плазменной резки алюминия
Резка алюминия плазмой – мгновенное расплавление металла в точке воздействия высокоскоростной струи ионизированного газа. Раскаленный до +30 000 °С газ ведет разрез точно, кромка при этом получается идеальной. Раскрой алюминиевого листа с помощью плазменной установки – лучший способ получить качественные детали, не требующие дополнительной обработки.
При проведении плазменной резки алюминия важно знать:
Какие газы используются для этого способа резки.
В качестве плазмообразующего газа следует использовать водород, азот, воздух или аргон, то есть неактивные газы. Смесь аргона с азотом не рекомендуется. Сжатый воздух подойдет для работы с листами не толще 7 см. Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см.
От чего зависит скорость процесса.
Давление рабочего газа (и его расход), толщина алюминиевого листа и сила тока, потребляемого установкой, напрямую влияют на скорость резки алюминия.
Плазменная резка алюминия необходима, если нужно изготовить детали замысловатой формы или с разнообразными вырезами и отверстиями. Обработка сопровождается испарением незначительного количества металла с поверхности. Срезы получаются точные и ровные.
Лазерная или плазменная резка металла: какой технологии отдать предпочтение
Лазерная и плазменная резка – две современные технологии обработки металлов со сходной сферой применения. Оба эти метода обеспечивают высокую точность и качество реза. Что поможет потребителю сделать выбор?
Лазерная резка отличается высокой производительностью. Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм.
В отличие от лазерной, плазменная резка экономически оправдана для обработки алюминия и его сплавов при толщине заготовки до 120 мм. Допустимая толщина других металлов: 150 мм для углеродистой и легированной стали, 90 мм для чугуна, 80 мм для меди. Таким образом, плазморез предпочтительнее лазера при обработке листов относительно большой толщины. Для работы с самыми тонкими (до 0,8 мм) листами плазменная резка используется редко.
Сравнение двух технологий показывает, что резку металла толщиной больше 6 мм целесообразно выполнять с помощью плазмы. Энергетические и, следовательно, экономические затраты будут меньше, при этом скорость и качество обработки останутся высокими. Для резки тонких листов подойдет и лазерный, и плазменный способ.
Почему плазменную резку алюминия стоит доверить профессионалам
Многие считают, что резать алюминий самостоятельно не так уж сложно, а значит, можно хорошо на этом сэкономить – достаточно приобрести компактный плазморез или даже соорудить его своими руками.
Но почему все же лучше обратиться к профессионалам?
Выполнить качественную резку алюминия совсем не так просто. Только опытный специалист сможет управлять процессом плазменной резки таким образом, чтобы получился достойный результат. Мастерство и опыт ничем не заменишь.
Хорошее оборудование для плазменной резки стоит больших денег и требует постоянного контроля и обслуживания. Если вы пользуетесь этой аппаратурой не так уж часто, намного выгоднее будет обратиться к специалистам. Вы значительно снизите расходы на обработку алюминия и себестоимость готовых изделий.
Плазменная резка связана с использованием высоковольтного оборудования и сопровождается испарением алюминия. Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
Понятно, что вы избавитесь от многих проблем и сэкономите деньги, если воспользуетесь услугами специализированной компании. Кстати, многие из этих предприятий занимаются разработкой и установкой металлоконструкций, что тоже может быть вам полезно. Если обратитесь в действительно достойную фирму, то получите комфортное обслуживание, квалифицированную консультацию и работу, выполненную на высоком уровне и с учетом всех ваших пожеланий.
Цена плазменной резки алюминия зависит от сложности работы, ее объема, а также от требуемых сроков исполнения. Так что стоимость работы определяется для каждого клиента индивидуально. Постоянным заказчикам обычно предоставляются скидки. Многие компании также уменьшают цены на резку больших партий заготовок.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Плазменная резка алюминия: мифы и реальность
Главная / Библиотека / Новости / Плазменная резка алюминия: мифы и реальность
Процесс плазменной резки разработан давно, но он постоянно совершенствуется. В любой дискуссии о том, как резать металл, разговор сразу заходит о лазерной и гидроабразивной резке. Однако, с резкой алюминия всё не так очевидно.
Плазменная резка существует уже несколько десятилетий. Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.
Производители систем плазменной резки в последние годы произвели множество усовершенствований, но многие конечные пользователи все еще пользуются старыми машинами или покупают установки, в которых не реализованы последние разработки. В результате, некоторые представления о плазменной резке устарели.
Существуют огромные различия между старыми и современными системами. Те специалисты, которые знакомы со старыми моделями, могут не интересоваться современной технологией плазменной резки, потому что их ожидания в этой области намного ниже. Проблема осведомлённости технического персонала действительно существует.
Ниже приведены неверные представления о плазменной резке алюминия, которыми руководствуются многие пользователи.
Заблуждение № 1. Алюминий не является подходящим материалом для плазменной резки, так как материал не выдерживает нагрева; например, на режущей кромке видна пористость.
При правильном подборе газов можно получить очень хорошее качество кромки. Резка алюминия воздухом приводит к образованию шероховатой кромки, покрытой окисью алюминия. Различные газы, обычно смесь аргона и гелия, больше подходят для алюминия.
Что касается вопросов пористости, то можно резать алюминий со множеством различных комбинаций газов. При резке с помощью горючих газов можно избежать окисления кромок. В таком случае вы получите хорошо подготовленные края.
Производители систем плазменной резки разрабатывают машины, которые могут резать на очень высоких скоростях. В результате, новые машины сводят к минимуму количество тепла, поступающего в материал при резке. Это уменьшает перегорание и позволяет производителям оптимизировать скорость резки не увеличивая мощность источника.
Было проведено много разработок процессов резки алюминия с использованием различных видов газа, но даже резка воздухом, которая очень распространена, дает отличные результаты. Для производств, на которых применяется резка алюминиевых листов, например, для военных транспортных средств, прицепов или железнодорожных вагонов, это общепринятая практика.
Заблуждение № 2. Плазменная резка алюминия не имеет смысла, потому что технология не соответствует жёстким допускам.
Когда люди говорят, что системы плазменной резки не могут соответствовать жёстким допускам, обычно они ссылаются на машины 80-х и начала 90-х годов. Это заблуждение не ограничивается только резкой алюминия. Люди все еще придерживаются устаревшего мнения о плазменной резке в целом, даже применительно к низкоуглеродистой стали. Однако, в зависимости от толщины детали и требований к производительности, процесс обычно может быть оптимизирован для соблюдения требуемых допусков.
Люди не понимали, насколько изменилась плазма, даже за последние пять-шесть лет. С помощью новейших высокопроизводительных плазменных систем мы сохраняем отличные допуски на всех толщинах и материалах пластин. Точность резки алюминия, на самом деле, довольно высока, даже по сравнению с низкоуглеродистой и нержавеющей сталью.
Плазменная резка не так точна, как лазерная, но многие отрасли промышленности не требуют допусков, которые требовали бы наличия лазера. В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях.
Новые высокоточные плазменные системы могут поддерживать отклонения, близкие к тем, которые могут быть установлены в системах лазерной резки. Если задача не требует допусков в пределах нескольких тысячных долей дюйма, плазма может разрезать его с хорошими результатами.
Заблуждение № 3. Плазма оставляет на поверхности алюминия трудноочищаемые загрязнения.
При правильной настройке плазменной резки не должно быть никаких загрязнений на поверхности, или их должно быть не больше, чем при любом другом процессе. Существуют различные типы алюминия, но, по большей части, пользователи не должны сталкиваться с какими-либо серьезными проблемами на поверхности алюминия.
Как и пористость на режущей кромке, состояние поверхности также зависит от выбора газа. Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.
Заблуждение № 4. Резка алюминия лазером экономически более выгодна, чем резка плазмой.
Лазеры достигают своей скорости от экзотермической реакции, когда с помощью него режут низкоуглеродистую сталь. При экзотермической реакции в качестве вспомогательного газа используется кислород, что это приводит к проблемам при работе с алюминием. Кислород не может быть использован для лазерной резки алюминия, вместо него необходим азот высокого давления.
Вы не получаете выгоду от дополнительного выделения тепла при реакции с кислородом, из-за чего скорость резки сильно снижается, а затрачиваемый объём азота становится огромным до такой степени, что эксплуатационные расходы на резку значительно вырастают. При плазменной резке алюминия все как раз наоборот, и это дает огромные преимущества в стоимости по сравнению с лазерами.
Лазерная резка также требует гораздо более высоких инвестиций в оборудование. В производственные цеха необходимо приобрести как само лазерное оборудование, так и защитные кожухи для него. Если задача не требует очень высокого качества кромок или очень высокой точности, то плазма, вероятно, является наиболее экономически эффективным процессом. Лазеры также более ограничены по толщине, чем плазма: около 20 мм максимум для лазеров и 150 мм для плазмы.
В некоторых условиях лазерная резка имеет экономическую выгоду, особенно на тонком листе или на очень больших производствах. Но когда в цехе режут лист толщиной более 5 мм, плазменная резка имеет наибольший смысл с точки зрения эксплуатационных затрат. Кроме того, предприятия обычно рассчитывают свои операционные расходы с точки зрения стоимости часа, но более разумно рассчитывать их с точки зрения стоимости метра.
Если брать во внимание только стоимость часа работы, то не учитывается производительность. Затраты рассчитываются не за время, а за расходные элементы, вот почему стоимость одного метра — это гораздо лучший способ сравнить стоимость эксплуатации.
Заблуждение № 5. Для постоянного наблюдения за операцией плазменной резки алюминия необходим опытный оператор.
Большинство механизированных систем плазменной резки имеют элементы управления, которые позволяют машине работать, поддерживать нужную высоту резака и контролировать движение машины автоматически.
Для работы с алюминием участие оператора требуется не больше, чем с любым другим металлом, за исключением одной конкретной ситуации: при плазменной резке алюминия с использованием водяного стола стол должен быть сконструирован таким образом, чтобы предотвратить накопление под пластиной пузырьков водорода, которые образуются из-за падения расплавленного алюминия в воду. Поскольку алюминий имеет высокое сродство к кислороду, он может диссоциировать часть воды и создавать пузырьки водорода. Уровень воды должен быть настроен так, чтобы любые пузырьки водорода могли рассеяться и не скапливаться под плитой. В остальном всё точно также, как и при резке любого другого материала.
Окончательная настройка процесса
При определении того, какой процесс использовать для резки алюминия, специалисты должны определить результаты, которые являются для них наиболее важными. Для одних производств производительность будет самым важным критерием, а для других — чистота кромок. Многие плазменные системы способны резать с использованием нескольких процессов, поэтому они могут быть точно настроены в соответствии с требованиями к результату.
Например, плазменная система может резать алюминий толщиной 5 мм при различных параметрах: при силе тока от 45 А до 260 А и комбинациях газов воздуха/воздуха или аргона/гелия. Различные токи и газы обеспечивают различные результаты, такие как повышение производительности, хорошая обработка кромок или жесткие допуски.
На предприятии может производиться резка с использованием аргона/гелия на 130 А, если нужен хороший баланс производительности и качества, а также готовая к сварке кромка. Если производителю важна высокая скорость, и он планирует делать последующую обработку, то можно работать на максимальном токе так быстро, как только возможно. Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов.
Для получения лучшего решения вашей задачи в области резки металла вы всегда можете обратиться к специалистам компании «ДельтаСвар». Они подберут оптимальное оборудование и режимы его работы для достижения максимальной экономической эффективности производства.
Если у вас появились вопросы, команда «ДельтаСвар» предоставит любую необходимую дополнительную информацию, включая информацию о нашем широком спектре услуг. Просто напишите по электронной почте или позвоните нам по телефону +7 (343) 384-71-72 (добавочный номер 220).
Читайте также:
Выставка Weldex-2022 Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ» Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Плазменная резка алюминия: 8 Часто задаваемые вопросы Ответы экспертов
Да , как и в случае с любым электропроводящим металлом, плазменная резка алюминия не только возможна, но и очень эффективна .
Для непосвященных: плазменная резка — это процесс, при котором струя ионизированного газа на высокой скорости пропускается через отверстие. Газ после перегрева и электрической ионизации образует законченную цепь обратно к резцу через заземляющий провод.
Мы называем этот ионизированный газ плазмой, и чем больше добавляется электрической энергии, тем горячее становится плазменная дуга. Эта дуга способна расплавить металл, а газ выдувает расплавленный материал, создавая надрез в нужной точке. И весь этот процесс фантастически хорошо работает с алюминием.
Но… Я слышал, что плазменная технология не соответствует жестким допускам для алюминия и оставляет на поверхности материала трудно поддающийся очистке беспорядок?
Это явные заблуждения прошлого, относящиеся к машинам 1980-х и начала 90-х годов.
Технология плазменной резки претерпела значительные изменения.
Сегодня улучшенные процессы как в более дешевых, так и в современных системах перевернули ситуацию с ног на голову.
Высокопроизводительные системы XPR от Hypertherm предлагают ряд процессов и комбинаций резки, которые обеспечивают отличные результаты для алюминия в широком диапазоне толщин. Возможность использовать 9Системы двойного газа 0005 , такие как эти, предлагают производителям гораздо более точный контроль и более чистый и быстрый рез.
Двойная газовая система – это система, в которой режущий газ используется с защитным газом. Роль защитного газа заключается в том, чтобы помочь сфокусировать и направить плазму, а также улучшить качество разреза и поверхности реза.
Использование различных комбинаций режущего и защитного газов дает разные результаты. Например, использование воздушной плазмы с воздушным защитным газом является экономичной комбинацией, которая при современных технологиях обеспечивает довольно чистый и быстрый рез.
Использование азотной плазмы с гидрозащитой (если на вашем станке есть грунтовые воды для включения этой комбинации) обеспечивает очень качественный рез и помогает продлить срок службы расходных материалов.
А использование аргонно-водородной плазмы с азотным защитным газом является отличным решением для более толстого алюминия.
Но речь идет не только о машинах высокого класса, таких как системы XPR; Недорогие решения, такие как плазменные резаки Hypertherm Powermax, использующие воздух в качестве плазмообразующего газа, могут обеспечить удовлетворительную резку алюминия различной толщины, от тонкой до тонкой, во многих областях применения.
Какой фактор оказывает наибольшее влияние на качество?
Самым важным фактором является способность вашего плазменного резака использовать идеальных газов при уровне идеального давления и скорости резки или нет!
При правильном подборе газов можно получить поверхность без окалины и отличную кромку на алюминии с плазмой.
Недорогая воздушно-плазменная система может работать только со сжатым воздухом, поэтому качество кромки никогда не будет таким хорошим, как у промышленных систем плазменной резки, которые могут использовать специальные газы, такие как аргон-водород.
Плазменная резка алюминия
Можно ли резать алюминий плазменным резаком?
Существует множество заблуждений, касающихся этой темы, однако суть в том, что да, плазменный резак режет алюминий. На самом деле, современные плазменные системы, особенно новейшая плазменная система класса X-Definition™ от Hypertherm, являются одним из лучших способов резки алюминия. Хотя некоторые люди считают лазер лучшим и более экономичным методом резки алюминия, на самом деле все обстоит совсем наоборот. Отражающая, мягкая и теплопроводная природа этого металла позволяет использовать как волокно, так и CO 2 лазеры сложные и дорогие. При использовании лазера скорость резки часто ниже, а эксплуатационные расходы выше из-за необходимого объема газа.
В этой статье мы рассмотрим больше этих заблуждений. Кроме того, мы рассмотрим выбор газа при плазменной резке алюминия и обсудим еще одну распространенную проблему при работе с алюминием — резку под водой.
Какое качество резки следует ожидать при плазменной резке алюминия?
Некоторые люди считают, что резать алюминий с помощью плазменных систем не очень хорошая идея, потому что его температура плавления слишком низка, что затрудняет получение хорошей, чистой кромки. Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
.
Как добиться наилучшего качества резки алюминия?
Независимо от того, какой материал или толщину вы режете, наш совет всегда один и тот же: используйте настройки из руководства пользователя, прилагаемого к вашей системе. Все наши руководства содержат очень подробные технологические карты резки, в том числе технологические карты плазменной резки алюминия. Всегда начинайте с настроек, указанных в этих таблицах. Вы всегда можете внести небольшие коррективы позже, если это необходимо.
Можно ли плазменной резки алюминия с помощью водяного стола?
Запрещается плазменная резка алюминия под водой при использовании газовой смеси H-35 или H-2.
Однако вы можете резать под водой при использовании других смесей, упомянутых в этой статье, при условии, что вы можете предотвратить накопление газообразного водорода. Это очень важно, поэтому, пожалуйста, читайте дальше, пока мы объясняем, почему это необходимо и как. Вы можете использовать либо систему удаления дыма с нисходящим потоком, либо водяной стол. Из этих двух вариантов часто предпочитают водяные столы, поскольку вода помогает поглощать звук, дополнительную пыль и ультрафиолетовый свет, возникающие в процессе резки алюминия. Однако вам нужно быть осторожным, так как сочетание алюминия и воды может привести к взрыву. При резке образуются мелкие частицы алюминия и оксида алюминия. Эти частицы охлаждаются, когда они попадают в воду, а затем опускаются на дно вашего уровня грунтовых вод. Оказавшись на дне, оксид алюминия поглощает кислород в воде, оставляя после себя только водород, так как вода состоит из водорода и кислорода. Большая часть этого водорода поднимется на поверхность в виде маленьких пузырьков, прежде чем лопнуть и рассеяться в воздухе. Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву.
Чтобы избежать подобного сценария, вам следует работать с компаниями, которые имеют опыт проектирования водяных столов специально для плазменной резки алюминия. У этих компаний есть несколько способов предотвратить накопление водорода.
Можно ли плазменной резки алюминия с помощью водяного экрана, если у вас нет грунтовых вод?
Раз уж мы заговорили об уровне грунтовых вод, давайте ответим на другой вопрос, который нам часто задают: можно ли использовать воду в качестве защитного газа, если у вас есть стол с нисходящим потоком вместо уровня грунтовых вод. Краткий ответ: да. Вам не обязательно нужен уровень грунтовых вод, чтобы использовать воду в качестве защитного газа. Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги.
Какой газ следует использовать при резке алюминия?
Тип используемого газа зависит от типа вашего плазменного резака. Прежде чем мы объясним, какой газ использовать, давайте начнем с краткого обзора различных газов, наиболее часто используемых при плазменной резке.
Объяснение типов газа для плазменной резки
На самом деле вам нужны два газа: плазменный газ — газ, который фактически выполняет резку — и защитный или вторичный газ. Защитный газ — это газ, который циркулирует вокруг резака и расходных деталей, чтобы не допустить перегрева. В настоящее время наиболее популярными плазменными газами являются:
Воздух
Азот
Кислород
H-35, смесь 35 процентов водорода и 65 процентов аргона
F5, смесь 5 процентов водорода и 95 процентов азота
Кроме того, системы Hypertherm класса X-Definition, наши XPR170™ и XPR300™, могут использовать газовую смесь под названием H-2. H-2 представляет собой комбинацию водорода, аргона и азота, смешанных в разном процентном соотношении в зависимости от толщины разрезаемого материала и желаемого качества резки.
В качестве защитного газа вы можете использовать воздух или азот или один из двух дополнительных газов, не перечисленных выше, воду и углекислый газ.
Выбор газа при использовании воздушно-плазменной резки алюминия
Если у вас есть воздушно-плазменный резак, такой как Powermax ® , вам потребуется использовать воздух как в качестве плазменного газа, так и в качестве защитного газа. К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.
Выбор газа при использовании систем с несколькими газами
Если у вас плазменная система высокого разрешения или X-Definition, вы также можете использовать воздух, однако мы не рекомендуем это делать. Вы получите шероховатую и сильно окисленную черную поверхность вместе с тяжелой окалиной.
Вместо этого мы рекомендуем использовать азот в качестве плазмообразующего газа и азот или воду в качестве защитного газа. Ваш выбор газа будет зависеть от четырех факторов: толщины алюминия, который вы планируете резать, желаемого качества резки, скорости резки и эксплуатационных расходов.
Алюминий толщиной менее 5 мм (0,188 дюйма)
При плазменной резке алюминия толщиной менее 5 мм (0,188 дюйма) наилучшее качество резки достигается при использовании азота в качестве плазмы и защитного газа. В качестве альтернативы в некоторых плазменных системах в качестве защитного газа может использоваться воздух или углекислый газ. Воздух обычно считается хорошим вариантом защитного газа, поскольку он обеспечивает надлежащее качество резки и низкие эксплуатационные расходы. Углекислый газ также используется в качестве защитного газа при резке алюминия. Он обеспечивает немного лучшее качество поверхности, более высокую скорость резки и более длительный срок службы расходных материалов. Недостатком диоксида углерода является то, что это более сложный и дорогой процесс. Требуется несколько газовых баллонов, поэтому, если вам не нужно регулярно резать алюминий и не требуется наилучшее качество резки и чистота поверхности, использование воздуха, вероятно, будет более целесообразным.
Напомним, что при резке алюминия толщиной менее 5 мм (0,188 дюйма) мы рекомендуем использовать азот как в качестве плазмы, так и в качестве защитного газа, что называется процессом N 2 / N 2 . В качестве альтернативы вы можете использовать:
Углекислый газ для надлежащего качества резки и хорошей скорости
Воздух для наилучшего сочетания качества резки и эксплуатационных расходов
Алюминий толщиной более 6 мм (1/4″)
При работе с алюминием толщиной более 6 мм (1/4″) мы рекомендуем использовать азот в качестве плазмообразующего газа и воду в качестве защитного газа, поэтому азот /водный процесс. Эта комбинация обеспечивает превосходное качество резки с гладкой поверхностью, очень хорошую скорость резки и самые низкие эксплуатационные расходы.
Если вам нужно разрезать алюминий толщиной более 12 мм (1/2″), вы можете использовать H-35 или смесь H-2 в качестве плазмообразующего газа и азот в качестве защитного газа. Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.
Вы могли заметить, что два распространенных плазмообразующих газа — кислород и F5 — не упоминаются в качестве опции. Хотя кислород является хорошим выбором для низкоуглеродистой стали и F5 для нержавеющей стали, ни один из них не рекомендуется для алюминия, поскольку вы не получите хорошего качества резки или хорошего качества поверхности.
Что еще нужно знать о плазменной резке алюминия?
Хотя плазменная резка является одним из лучших способов резки алюминия, его мягкая природа и более низкая температура плавления отличают его от процесса плазменной резки мягкой стали и других электропроводящих материалов. Вот некоторые заключительные мысли, которые следует иметь в виду:
Следуйте таблицам резки в руководстве пользователя для определения толщины алюминия, который вам нужно разрезать. Это гарантирует, что вы настроите систему на правильную силу тока и будете перемещать резак с правильной скоростью.
Количество кирпича глиняного обыкновенного (в штуках):
0
Раствор (в м3):
0
Строительство различных сооружений с применением кирпичной кладки требует определения точного количества материала для выполнения работ.
Для проведения таких вычислений применяются специальные онлайн-калькуляторы, широко представленные в интернете, на сайтах, занятых торговлей строительными материалами.
При выполнении строительных работ необходимо точно следовать нормам и правилам для обеспечения дальнейшей безопасной и длительной эксплуатации возводимых объектов, поэтому параметры кирпичной кладки рассчитываются, исходя из назначения конструкции и условий окружающей среды.
Кроме того кирпичи от различных производителей могут незначительно различаться размерами, так и своими свойствами, что затрудняет быстрый подбор потребного количества материалов для стройки.
Калькулятор для расчёта кирпичей позволяет не только произвести подсчёт при строительстве обыкновенных стен, но и вносить коррективы в смету, согласно вида кладки (от 0.5 до 2.5 кирпича с перевязкой), размера возводимого объекта, производителя кирпича и сорта применяемого раствора.
При расчётах учитывается выполнение различных проёмов для установки окон и дверей с полным учётом их будущей длины и ширины.
Интерфейс калькулятора очень понятный и не требует выполнения дополнительных подсчётов. Достаточно ввести основные геометрические параметры будущей постройки, чтобы начать вычисления в автоматическом режиме.
В результате потребитель получает точные данные о потребном количестве кирпичей в штуках, объёме кирпичной кладки в кубометрах, а также о расходе раствора при работе.
Калькулятор кирпича для строительства дома позволяет рассчитать необходимое количество силикатных и керамических блоков для возведения стен, перегородок. Инструмент учитывает вариант кладки (толщину стены), расход на кладочный раствор и сетку, наличие дверей/окон, перемычек и армирующего пояса. Помимо этого программа может определить количество кирпичей в 1 м3, их общий объем, массу и стоимость при известной цене за штуку. Подходит для расчета рядового и облицовочного кирпича без ограничений. В качестве нормативной базы используются данные ГОСТ и справочные материалы заводов-изготовителей. Для того чтобы получить расчет кирпича, заполните поля калькулятора и нажмите кнопку «Рассчитать».
Возможно вас также заинтересует:
расчет пенобетона
расчет газобетона
расчет газосиликата
Смежные нормативные документы:
ГОСТ 379-2015 «Кирпич, камни, блоки и плиты перегородочные силикатные»
ГОСТ 530-2012 «Кирпич и камень керамические»
СП 70.13330.2012 «Несущие и ограждающие конструкции»
СП 15.13330.2012 «Каменные и армокаменные конструкции»
Калькулятор расчета кирпича на кладку – инструкция
Кирпич – это один из наиболее распространенных строительных блочных материалов, который используется для возведения дома. Всеобщее признание обусловлено во многом благодаря тому, что кирпичная кладка выдерживает очень большие нагрузки и подходит для строительства многоэтажных зданий, качественный материал обладает крайне высокой долговечностью и не разрушается в течение 100 лет, к тому же фасады из облицовочной керамики эстетически привлекательны и не требуют последующей отделки.
Наш онлайн-калькулятор способен выполнить расчет кирпича на кладку стен дома с минимальными погрешностями, что позволяет сократить время на подготовительные работы, составить смету с расходом материалов, оценить бюджет и определиться с грузоподъемностью транспорта при доставке.
Параметры кирпича
Тип кирпича. Выберите тип блока – керамический (красный), силикатный (белый).
Исполнение. Выберите исполнение кирпича – пустотелый, полнотелый.
Плотность. Подтвердите плотность блока или введите другое значение (от 1000 до 2000 кг/м3).
Цена. Введите стоимость одного кирпича (при необходимости рассчитайте самостоятельно, если цена за куб).
Запас. Укажите запас материала на обрезки, бой и прочие брак. Рекомендуется указывать 3-5%.
Параметры стен
Длина стен. Введите общую длину стен по внешнему периметру.
Высота стен. Введите предполагаемую высоту стен по углам.
Вариант кладки. Выберите толщину кладки – в 0.5, 1, 1.5, 2 блока.
Раствор. Укажите толщину кладочного раствора – 10, 15, 20 мм.
Кладочная сетка. Укажите необходимость использования кладочной сетки (опционально).
Дополнительные конструкции
Калькулятор кирпичной кладки позволяет исключить из расчета кирпичи, вместо которых планируется разместить определенные конструкции – окна, двери, гаражные ворота… Параметры для каждого дополнительного элемента указываются индивидуально. Можно указать несколько одноразмерных объектов.
Окна. Введите высоту и ширину окна, количество.
Двери. Введите высоту и ширину двери, количество.
Перемычки. Укажите толщину (высоту) перемычки и длину, количество.
С помощью программы можно рассчитать количество кирпичей для строительства фронтона. Калькулятор позволяет выбрать треугольную, пятиугольную и трапециевидную форму. Если вас интересует только расчет фронтона, то в остальных полях можно ввести произвольные значения, например, единицы.
Количество раствора = объем кирпичного Мэнсонари-фактический объем кирпичей без раствора Количество раствора = 0,2618-0,2014 Количество минометного раствора = 0,0603 M3
Добавить на 15% для измерения, неординарная толщина раствора объединяет
. Количество раствора = 0,0603+0,0603 × 15100 Количество раствора = 0,0694
Добавить на 25% больше для сухого объема
Количество миномета = 0,0694+0,0694 × 25100 Количество миномета = 0,0867 M3 994 × 25100 . 0123
Шаг 2:
Количество цемента
Центирование соотношения × Qauntity of Mitt Мешки для цемента = 0,01730,035
№ 0f Мешки для цемента = 25 кг
Этап 3:
Требуемое количество песка
Сумма песка × количество раствора
Песок =45 × 0,0867
Песок = 0,0694 м3
Принимая во внимание насыпную плотность сухого сыпучего песка 1500 кг/м3
Песок = 0,07 × 1500
Песок = 104,08 кг
Что такое расчет кирпичной кладки?
Кирпичная кладка — это строительный материал, используемый для изготовления стен, тротуаров и других элементов каменной кладки. Традиционно термин «кирпич» относился к блоку, состоящему из глины, но теперь он используется для обозначения прямоугольных блоков, сделанных из глинистой почвы, песка и извести или бетонных материалов.
Необходимость строительства высокопрочных высотных конструкций послужила мотивом для производства огнеупорного кирпича. кирпичная кладка широко используется в качестве строительного материала из-за его высокой прочности на сжатие, долговечности, огнестойкости и устойчивости к атмосферным воздействиям, а также тепло- и звукоизоляции. В RCC существует большое разнообразие, и существуют разные типы RCC.
Расчет кирпичной кладки
Объем кирпичной кладки = Длина (м) × Глубина (м) × Толщина стены
Размер блока = Длина блока × Ширина блока × Высота блока
Нет кирпича = объем кирпичного мансонриволума одного кирпича
Фактический объем кирпичного раствора = нет кирпича × объем кирпича без раствора
Количество раствора = объем кирпича-фактический объем кирпича без раствора
Где,
м 3 (куб. метр) и ft 3 (куб. фут) общая площадь.
Здесь соотношение 1:5, поэтому 1 — часть цемента, 5 — часть песка, 6 — это сумма цемента и песка 9.0006
0,002 — объем кирпича с цементом и песком.
0,0015 Объем кирпича без цемента и песка Ответ получаем водой, получаем раствор.
0,035 — объем одного цементного мешка.
1500 — перевод объема m 3 в кг.
Длина и ширина в м/см.
Примечание: 1 м 3 = 35,3147 футов 3
Какие кирпичи важны для кладки?
Глиняные кирпичи расширяются или сжимаются при увеличении или уменьшении влажности. Кроме того, они подвергаются длительному необратимому расширению за счет адсорбции паров воды из атмосферы. Скорость необратимого расширения изначально высока, но снижается с возрастом. Бетонные блоки, камень и раствор расширяются или сужаются при изменении влажности, но, в отличие от глиняного кирпича, они подвергаются длительной усадке при высыхании.
Калькулятор кирпича с раствором
Создано Матеушем Мухой и Кеннетом Аламбра
Отзыв от Bogna Szyk и Jack Bowater
Последнее обновление: 20 июня 2022 г.
Содержание:
Сколько кирпичей мне нужно для кирпичной стены?
Как пользоваться кирпичным калькулятором?
Использование функции калькулятора раствора для кирпича
Другие соображения
Часто задаваемые вопросы
Если вы собираетесь начать строительные работы и хотите оптимизировать свои расходы, этот калькулятор кирпича станет вашим новым лучшим другом. Этот калькулятор кирпичной стены поможет вам подсчитайте, сколько кирпичей вам понадобится , чтобы покрыть определенную поверхность стены. Вместе с этим инструментом поставляется калькулятор кирпичного раствора, который также позволит вам заказать другие материалы, которые вам понадобятся, например, цемент и песок для вашего раствора.
Продолжайте читать, чтобы узнать, как работает калькулятор кирпича и как его можно использовать для точного расчета количества кирпичей и раствора, который вам понадобится для вашего проекта .
Сколько кирпичей мне нужно для кирпичной стены?
Если вам интересно, сколько кирпичей вам нужно, всегда лучше вычислить , чем угадывать. Иначе, по всей вероятности, они у вас либо закончатся, либо их останется слишком много.
Первый шаг, который вы можете сделать, чтобы определить количество кирпичей, которые вы будете использовать, — это рассмотреть поверхность, которую вы хотите покрыть ими. Чтобы сделать это самостоятельно, вы должны рассчитать:
Площадь, которую покрывает один кирпич;
Размер растворного шва; и
Площадь стены.
Вы можете определить, сколько кирпичей вам нужно, используя это простое уравнение:
Наш кирпичный калькулятор поможет вам рассчитать необходимое количество кирпича. Также есть функция подсчета потерь, что означает процент кирпичей, которые можно уничтожить или списать. В результате кирпичный калькулятор выдает вам два числа . Первый показывает, сколько кирпичей вам понадобится, чтобы построить стену определенных размеров, а второй показывает, сколько кирпичей вам нужно, учитывая неизбежные потери.
Как пользоваться кирпичным калькулятором?
Пользоваться нашим кирпичным калькулятором очень просто. Все, что вам нужно сделать, это ввести необходимые значения, и наш калькулятор кирпичной стены сразу же отобразит результаты. Вот шаги, которые вы можете выполнить:
Введите размеры кирпича , который вы хотите использовать.
Введите желаемую толщину шва .
Введите длину кирпичной стены и высоту или ее общую площадь .
Выберите стена типа которую вы планируете строить — либо кирпичная стена с одинарным стеком, либо стек. Двойная стена — это то, что вам нужно, если вы планируете построить многослойную кирпичную стену с изоляцией между слоями.
По указанным выше размерам вы уже знаете, сколько кирпичей вам нужно. Введите процент отходов , чтобы узнать, сколько кирпичей нужно заказать.
Использование функции калькулятора кирпичного раствора
Калькулятор кирпичной стены — это полезный инструмент для каждого строителя , независимо от их уровня опыта. Этот инструмент позволяет легко оценить, сколько кирпичей и растворных материалов вам нужно для завершения конкретной работы. С помощью функции калькулятора раствора для кирпича вы можете не покупать слишком много или слишком мало необходимых материалов, экономя свое время и деньги .
Представьте, сколько усилий вы сэкономите, если не будете платить за лишнее и не будете иметь дело с задержками и хлопотами, связанными с необходимостью повторного заказа. Есть, конечно, много разных способов оценить нужное вам число, но чем точнее оценка, тем лучше для вас.
Вот шаги, как расширить этот инструмент, чтобы стать калькулятором кирпичного раствора :
Ответ Да на вопрос: Хотите увидеть материалы для вашего раствора? .
Если вы уже рассчитали количество необходимых кирпичей, вы сразу увидите объем необходимого раствора. Введите вероятный процент отходов , чтобы узнать, сколько сухого материала вам нужно.
Выберите желаемое Соотношение растворной смеси . Выберите тот, который лучше всего соответствует вашим потребностям.
Затем вы увидите количества цемента и песка, которые вам нужны .
Введите размер доступного на рынке мешка с цементом , чтобы узнать, сколько мешков вам нужно купить.
Другие соображения
Если вы занимаетесь внутренней отделкой и хотите знать, сколько плитки вам нужно, чтобы покрыть стену или комнату, вам лучше воспользоваться нашим специальным калькулятором плитки, который работает вместе с нашим калькулятором затирки. Вы также можете оценить использование других строительных материалов; если вы хотите спланировать, сколько цемента вам нужно будет купить при переделке вашего сада, воспользуйтесь нашим калькулятором бетона.
Часто задаваемые вопросы
Сколько кирпичей приходится на квадратный метр кирпичной стены?
Для кирпичной стены требуется примерно 5 кирпичей на квадратный фут со стандартными кирпичами 7,5 x 3,5 дюйма . Нам также нужно такое же количество кирпичей на квадратный фут со стандартным размером кирпичей 9,5 x 2,75 дюйма. Чем больше кирпичи, тем меньше кирпичей нам нужно, чтобы покрыть квадратный фут.
Как рассчитать необходимое количество кирпичей?
Выберите толщину раствора , которую вы хотите использовать, и добавьте его к длине вашего кирпича .
Добавьте толщину раствора к высоте вашего кирпича .
Умножьте эти суммы на , чтобы получить площадь кирпича с известковым раствором с одной стороны и снизу.
Разделите площадь стены на произведение, полученное на шаге 3 , чтобы найти необходимое количество кирпичей.
Как построить кирпичную стену?
После получения необходимых материалов убедитесь, что у вас ровная поверхность для начала.
№
На выровненную поверхность по всей длине стены нанести раствор в форме «Toblerone» .
Начинайте кладку кирпичей с одного угла , нанося раствор между двумя соседними кирпичами.
Когда вы закончите всю длину стены, повторите второй шаг , считая верхнюю поверхность первого слоя новой выровненной поверхностью.
Сколько кирпичей мне понадобится, чтобы построить стену?
Вам понадобится примерно 38 кирпичей на фут длины для 8-футовой стены , если кирпичи представляют собой стандартные кирпичи 7,5 x 3,5 дюйма или кирпичи 9,5 x 2,75 дюйма с строительным раствором толщиной ²/₅ дюйма.
Как поднять деревянный дом своими руками? Строительство домов из дерева становится все актуальней, это объясняется тем, что дерево более удобный в использовании материал, а самое главное он более экологичен.
Но дерево имеет свойство портиться, при этом портится и фундамент . Да, действительно, дом из древесины, построенный своими руками намного лучше и теплее чем из камня либо кирпича. И во время ремонта дома его очень просто поднять, не используя дорогостоящих приспособлений, если делать все по определенной технологии.
Содержание
1 Подготовка к подъему
2 Сколько нужно домкратов чтобы поднять дом
3 Данный способ затрудняет работу, приходится постоянно контролировать угол наклона дома и следить за тем, чтобы здание не деформировалось при подъеме одной стороны. После того как вы подняли дом, и прочно зафиксировали его, можете приступать к работе по замене прогнивших брусьев или бревен.
4 Что еще нужно учитывать при подъеме дома
5 Общий принцип подъема или какие дома можно поднять
6 Реставрировать фундамент или строить новый дом
7 Расчет фундамента
8 Подготовка нижней обвязки стены
9 Что необходимо подготовить для работы
10 Подготовительные работы
11 Как поднять старый деревянный дом домкратом
12 Восстановление нижнего венца
13 Если в доме печь или пристрой
14 Подготовительные работы
Подготовка к подъему
Мастера, которые уже имели дело с поднятием деревянных домов , дают рекомендации, чтобы уберечь людей, которые собрались делать это впервые. Для начала нужно приготовить непосредственно само строение.
Стены нужно заранее укрепить, это предотвратит их перекос:
Специальные металлические пластины.Вокруг печи разобрать пол. Всю мебель нужно вынести из дома.Чтобы поднять сам дом, нам пригодятся следующие приспособления:Стальная пластина.Деревянные рейки.Железная труба.Бревна.Деревянный брус или доски.Метр со встроенным уровнем.Домкрат.Инструкция по подъему домов .
Так как же выполнить эту работу своими руками? Для начала нужно поднять один из углов вашего дома , для этого потребуются домкраты.
Во время поднятия нужно приготовить прочную основу в районе одного метра от угла, для того чтобы установить подъемные рычаги.Для удобства нужно взять брус на 15-20 см и выставить его в качестве опоры для рычага. После этого его укладывают таким образом, чтобы образовалась надежная опора для подъемных рычагов. Если же фундамент дома не имеет никаких дефектов, для основания можно использовать сам фундамент.
Вблизи точек подъема нужно заранее приготовить нарезной брус.
В дальнейшем он нам пригодится. И только после того как вы удостоверитесь в том, что дом больше не связан с фундаментом, можно непосредственно приступать к работе. Установив домкраты на основу, приступаем к постепенному поднятию дома.
Приподняв один угол, нужно подложить под него брус или доски в зависимости от ситуации.
После чего нужно аккуратно опустить домкраты и перейти к следующей точке, начав делать все точно также. Дойдя до отрыва дома от фундамента еще раз нужно тщательно проверить, нет ли каких либо препятствий для этого процесса, а еще нужно знать, как поднять пол. После отрыва от фундамента, углы можно приподнять на 7-10 см от основания, подкладывая временные опоры вдоль стен на расстоянии друг от друга не более 2 м.
Этими действиями мы обеспечиваем надежность и предотвращаем деформацию дома.После можно приступить к ремонту изношенных частей дома.
Как правило, исходя из некоторых данных, частой причиной того что жильцам приходится поднимать свои дома, является замена венцов. Если поднятие дома осуществляется именно с такой целью, то устанавливать домкраты нужно в проеме между специальным вырезом в нижнем венце. При подготовке проема в венце нужно учитывать такой нюанс — проем должен быть достаточного размера, чтобы домкрат спокойно туда входил.Для того чтобы вошли заранее подготовленные материалы для установки надежной опоры дома можно использовать шпалы или же вырезанные под определенный размер брусья с досками. А если вы решили поднять свой дом с целью увеличения высоты жилья, то для выдалбливания проемов отлично подойдет фундамент вашего дома.
Сколько нужно домкратов чтобы поднять дом
Для подъема деревянных домов можно использовать несколько домкратов, предварительно расставив их по периметру, для того чтобы поднимать дом более равномерно.
Также этот способ позволит поднять ваше здание на нужную высоту, при которой будет удобно работать. Но, как правило, при отсутствии большего количества домкратов, можно пользоваться одним или двумя, но это значительно увеличит время и физические затраты на поднятие дома. Важно то, что при использовании одного домкрата, ваше здание нельзя будет поднять за 1 раз выше чем на 10 см, после того как вы поднимете на нужную высоту и подложите опоры, перейдете к другой точке подъема.
Данный способ затрудняет работу, приходится постоянно контролировать угол наклона дома и следить за тем, чтобы здание не деформировалось при подъеме одной стороны. После того как вы подняли дом, и прочно зафиксировали его, можете приступать к работе по замене прогнивших брусьев или бревен.
Что еще нужно учитывать при подъеме дома
Как поднять дом своими руками?
Подъем дома — дело довольно трудоемкое и кропотливое, которое требует крайней внимательности и осторожности при работе. Нужно учитывать тот факт, что не каждый дом можно поднимать. Пол в деревянном доме нужно внимательно осматривать, он может цепляться за фундамент и мешать подъему.
Не лишним будет и дополнительная закрепленность дома, нужно тщательно проверять, все ли пластины прикручены, дополнительной опорой могут служить заготовленные заранее брусья, поставленные в те места, где дом во время подъема может завалиться на одну из сторон. Пристальное внимание следует уделить состоянию почвы. Если она будет слишком мягкой, станет проседать, это может неблагоприятно сказаться на проведении работ.
По этой причине нужно внимательно оценить почвенный состав и понять, сможет ли земля выдержать нагрузку при подъеме дома.
Можно использовать кран для подъема дома с фундамента, но если здание небольшое по своим размерам, то достаточно будет протянуть тросы равномерно под домом.
Заранее нужно в таких случаях демонтировать окна, чтобы не повредить их во время работы c перекрытиями. Важно не поднимать дом резкими рывками, так как это может привести к деформации углов. Используя эти советы, вы сможете поднять здание своими руками.
Нарушение целостности фундамента – явление часто встречающееся в деревянных постройках с солидным возрастом. Случается, что сам домик держится в отличном состоянии, но основание сгнило в виду внешних факторов и невозможности подобраться к конструкции из-за ее заглубления в грунт. В таких случаях есть 2 выхода:
Разобрать старый дом и построить новый.Если строение в хорошем состоянии, разбирать его нецелесообразно, поднять фундамент деревянного дома и произвести его реконструкцию будет рациональным решением.
Существуют даже технологии для подъема и переноса каменных и многоэтажных зданий, но самостоятельно, без помощи специалистов, можно поднять только небольшой деревянный дом, воспользовавшись обычными приспособлениями.
Общий принцип подъема или какие дома можно поднять
Суть технологии заключается в подведении домкрата под стену над фундаментом и непосредственных подъем здания. Поднимающих устройств потребуется 4, их мощность должна быть не менее 10 тонн или по расчету: возьмите примерную массу дома и разделите ее на 4, получится нагрузка на один домкрат. Приспособление следует выбрать с запасом мощности.
В открывающиеся зазоры по мере их увеличения вставляются поддерживающие предметы: балки, кирпичи, блоки по всему периметру. Таким образом можно оторвать от земли деревянные дома из бруса, бревна, деревянных панелей. Эти материалы и способ их крепления между собой способны компенсировать незначительные перекосы, которые возникают в процессе работ, и дом не рассыпается.
Сложнее дела обстоят с блочными, монолитными, каменными постройками. Жесткое соединение компонентов конструкций не способно выдержать перекосы и происходит разрушение отдельных частей несущего и самонесущего остова. В таких случаях требуется технологичный подход:
Под стену устанавливают металлические пластины или балки, которые принимают на себя равномерную нагрузку от всего периметра дома;Под пластины устанавливают мощные домкраты во многих опорных точках и осуществляют подъем.
Этот процесс невозможен без специальной техники и квалифицированных специалистов.
Реставрировать фундамент или строить новый дом
Прежде, чем принять решение о замене фундамента, следует оценить всю ситуацию:
Пригоден ли сам дом для дальнейшего проживания;В случае пригодности постройки решить: фундамент нужно реставрировать или полностью менять.
В случаях, когда реставрация дома – более доступный вариант, чем строительство нового, начать, конечно, нужно с основной несущей конструкции. Почему происходит нарушение фундамента:
Длительный срок эксплуатации, в результате которого составляющие элементы успели сгнить;По той же причине дом может просесть по одной стороне или углу, происходит общий перекос;Неправильное строительство конструкций. Это явление повсеместно происходило 50-60 лет назад: строили, из чего могли и как умели, технология соблюдалась редко;Размывание грунтов, высокий уровень грунтовых вод дают свои результаты.
Проблемы могут возникнуть и у недавно построенных домов:
Неправильный расчет конструкции фундамента, недостаточное его заглубление, как следствие – растрескивание конструкции в результате пучения грунта;Ошибки в технологии строительства;Низкий цоколь не позволяет достаточно утеплить пол первого этажа, из-за чего в помещениях холодно, постоянно сыро.
В случае со старыми домами рекомендация одна – никакой реставрации, полная замена фундамента! Дерево в неблагоприятных условиях продолжит разрушаться и эффект от работы продлится недолго.
Следует выбрать устройство монолитного бетонного основания. Для новых домов ситуацию оценивают индивидуально: если произошло значительное нарушение целостности конструкции, целесообразно полностью ее заменить на более мощный фундамент. При наличии ощутимого дискомфорта от сырости на первом этаже и невозможности утеплить пол можно прибегнуть к подъему цоколя.
Расчет фундамента
Чтобы определить правильную глубину заложения нового фундамента, оцените состояние грунтов:
Наличие грунтовых вод на участке;Тип грунта: песок, глина или каменистое основание.
Пески и каменистые почвы без грунтовых вод идеальны для строительства. На такие можно ставить малозаглубленные фундаменты, не принимая во внимание уровень промерзания почв в регионе. Для железобетонной ленты достаточно принять 50-60 см в глубину.
Глины и текучие грунты требуют иного подхода.
Если дом одноэтажный или двухэтажный с облегченной конструкцией без утяжеления бетонными перекрытиями, достаточно будет установки малозаглубленного ленточного или столбчатого фундаментов. Последний обойдется значительно дешевле. Глубину принимают исходя из глубины промерзания грунта, заложение можно расположить на уровне ½ или 1/3 табличного значения.
При устройстве малозаглубленного основания необходимо создать под конструкцией компенсационную подушку из песка и щебня. Она будет принимать на себя давление почвы при пучении и конструкции дома не поведет.
Если же в доме есть подвал, целесообразно построить заглубленный фундамент. Для этого нужно воспользоваться СНиП «Строительная климатология» и взять из его приложения глубину зимнего промерзания грунта в регионе.
К результату прибавить 20-30 см. Это актуально и для ленточного, и для столбчатого фундамента. При наличии подвала для столбчатого фундамента потребуется создание ограждающих стенок и тщательное их утепление.
Подготовка нижней обвязки стены
Чтобы дом смог перенести подъем без разрушения, важно проверить состояние нижней обвязки с целью выявления ее слабости. Если бревно подгнило, рассохлось, необходимо его заменить или демонтировать до установки домкратов. Можно сделать пропил под подъемный механизм до целого бревна сквозь дефектное.
Вообще, перед началом работ, следует проверить весь нижний ярус: простучать его, выявить слабые бревна. С этой целью, возможно, следует привлечь профессионала для точной диагностики состояния стен.
Что необходимо подготовить для работы
Чтобы поднять фундамент старого деревянного дома, потребуется небольшой набор инструментов и приспособлений:
Лопата;4 домкрата;Уровень лазерный или пузырьковый;Набор деревянных брусков и дощечек разной толщины.
Для демонтажа его, потребуется перфоратор, лом, топор – любые инструменты для разбора старой конструкции, исходя из ее материала.
Подготовительные работы
Если нужно поднять деревянный дом и залить фундамент, необходимо выкопать траншею по периметру здания. Её глубина должна соответствовать проектной глубине заложения нового основания, а ширины должно хватить для удобного проведения работ и установки техники, оптимально – 60…70 см.Как уже говорилось ранее, под домкрат необходимо подготовить место. Для этого в грунте у углов дома создают уплотнение для установки, кладут толстую доску.Желательно, чтобы устройство располагалось непосредственно под стеной.
Если под стеной старый фундамент, следует сделать вырубку отдельной его части. Далее демонтируется хрупкий пояс стены до целого и крепкого.Теперь можно ставить домкрат. На его подъемную плоскость желательно положить толстую металлическую пластину шириной, большей, чем толщина бруса.
Это необходимо для того, чтобы в случае недостаточной прочности дерева, механизм не проткнул его, а нагрузка на пластину ляжет равномерно.Некоторые источники утверждают, что можно взять 1-2 домкрата.Если представить ситуацию на практике, что получится: надо поднимать конструкцию равномерно, а с 1 или с 2 устройствами придется постоянно перемещаться по периметру. Кроме того, конструкция старого дома может не выдержать такого перекоса. Смело берем 4 домкрата под углы (или больше, в зависимости от типа периметра) и приступаем к работе.
Как поднять старый деревянный дом домкратом
Первое, что нужно помнить, никакой спешки! На каждом шагу нужно контролировать процесс и срочно принимать меры при возникновении непредвиденных ситуаций.
Домкраты установлены. Начинаем медленный подъем устройств на 2-3 сантиметра один за другим.
Больший перекос нежелателен. Подняли – положили подпорку-дощечку. Дальше подняли – положили еще доску.
Когда свободное расстояние будет значительным, доски можно заменить на более прочные брусья. Подпорки устанавливают с частотой, необходимой для поддержания стен. Под 6 метров можно выставить 2-3 опоры.
Когда высоты поднятия для проведения последующих работ достаточно, можно приступать к демонтажу ослабевшей части или всего фундамента. Здесь поможет перфоратор, топор, лом и другие вспомогательные инструменты. Важно тщательно вычистить место для нового основания.
Теперь приступаем к смене самой конструкции.
При выборе ленточного фундамента строим опалубку, делаем песчано-гравийную подушку 20-30 см, устанавливаем каркас. Заливку бетона осуществляем тачками или шлангом из бетоновоза.
Обязательно нужно утрамбовывать раствор погружным вибратором. Срок, в течении которого бетон наберет 70% своей прочности – 5…7 дней. После этого на фундамент можно опускать дом.
Для установки столбиков с малым заглублением можно использовать монолитный бетон или кирпич керамический. Выкладываем или заливаем в опалубку опоры, выставленные на подушку из песка и щебня.
Во всех случаях следует гидроизолировать стенки фундаментной конструкции для сохранения его целостности на более длительный период.
По столбикам делаем ленточный ростверк бетонный монолитный или используем готовую железобетонную балку.
Прежде, чем опустить здание на новое основание, очень важно сделать прослойку рубероида или другого полимерного изолятора между разнородными материалами (дерево и бетон). По ростверку или верху ленты выстилаем 2-3 слоя.
Восстановление нижнего венца
Если нижний венец стены был удален из-за ветхости, не забываем восстановить этот пояс. Для этого понадобится подготовленное бревно или брус. Их укладываем на новое основание.
Места, где установлены домкраты, выпиливаем, после их удаления недостающие детали будут вставлены на место. Но если подъемники стоят только в углах, то проблем не возникнет. Щели между брусьями тщательно утепляем конопаткой, льном-джутом или синтепоном.
Теперь опускаем домкраты с такой же скоростью, с какой поднимали – 2 см с каждого угла. После удаления механизмов вставляем при необходимости выпиленные детали первого яруса, утепляем и закрываем все отверстия.
Если в доме печь или пристрой
Отдельно стоит упомянуть старые дома с печкой.
Она имеет свой фундамент, поэтому подниматься вместе с домом не будет. Перед тем, как поднять деревянный дом, необходимо освободить окружающий печь пол, отверстие для дымохода в потолке и крыше, чтобы труба смогла беспрепятственно двигаться. После окончания работ, когда дом ставят на место, при правильном выполнении работ пол и потолок останутся невредимыми.
Если у дома есть пристрой, есть 2 варианта:
1) Поднимать его вместе с домом;2) На время работ отцепить соединения пристроя, если это не нарушит его устойчивость.
Второй вариант более понятный и простой, но выбор необходимо делать исключительно оценивая ситуацию.
Стеновой комплектФундамент
По прошествии многих лет строения могут оседать, изнашиваться и деформироваться. Не являются исключением постройки из дерева, для возведения которых применялся некачественный материал или древесина не была обработана должным образом.
Древесина может по праву называться самым надежным и, что очень важно, экологичным материалом для возведения загородных домов. Но если в процессе строительства технология была нарушена, дерево может утратить свои качественные характеристики. К примеру, деревянные брусья, формирующие нижний венец, который опирается на фундамент постройки, могут подвергаться процессам гниения под влиянием воды, при этом теряя несущую способность.
Производить замену фундамента деревянного дома или его ремонт необходимо не реже чем раз в 15-20 лет.
Чтобы продлить срок эксплуатации частного или загородного дома, испорченные деревянные элементы требуют замены, а потому необходимо знать, как поднять деревянный дом.
Непросто поднять старый деревянный дом, не нарушая при этом его конструкцию, поэтому для этой работы будет лучше нанять квалифицированных плотников, которые уже неоднократно сталкивались с подобной проблемой.
Но если вы желаете сэкономить собственные средства или по любой другой причине не можете обратиться за помощью к специалистам, то поднять деревянный дом вы можете и своими силами. Но в этом случае вы должны понимать, какой груз ответственности ляжет на ваши плечи, так как любая оплошность может повлечь за собой разрушение всей постройки. Для выполнения такой работы необходимо обладать осторожностью и предельной внимательностью, и, разумеется, следовать технологии.
Подготовительные работы
Схема установки домкрата под дом.
Если вы решили самостоятельно поднять старый деревянный дом, то в первую очередь вам необходимо провести расчет нагрузки, которая действует на один угол постройки. Чтобы это сделать, посчитайте примерный вес всего здания и разделите это число на 4. Полученный результат используется для выбора диаметра бруса, на который будет опираться деревянный дом, когда вы его приподнимете.
Затем определитесь с местом, на котором будет закреплен домкрат.
Монтаж и закрепление домкрата может отличаться, это зависит от цели поднятия старой постройки. Если вам требуется произвести замену гниющих элементов нижнего венца, тогда необходимо выпилить в сгнившей древесине отверстие вплоть до прочного бруса, который и будет служить упором для домкрата. Отверстие делайте побольше, поскольку в него нужно будет вставлять не только домкрат, но также брусья опоры, которые будут удерживать постройку в процессе подъема.
Еще одна причина, по которой возникает необходимость приподнять деревянный дом, — выравнивание уровня цоколя или фундамента. В такой ситуации, прежде чем поднимать строение, необходимо сделать в фундаменте нишу, что даст возможность подпереть домкратом нижнее бревно снизу. Если постройка стоит на столбчатом фундаменте, тогда делать нишу не требуется, поскольку она нужна только в случае ленточного типа фундамента.
Вернуться к оглавлению
Последовательность замены венцов деревянного дома.
Домкрат необходимо расположить таким образом, чтобы он подпирал снизу нижний брус. Необходимо хорошо зафиксировать сам домкрат: если вы установили его на землю, то почва под ним должна быть хорошо утрамбована, либо же подложите под него ровную доску. Если домкрат опирается на бетонную поверхность, подложите под него прочный брус, чтобы более равномерно распределить вес постройки.
Между головкой домкрата и деревянным брусом требуется установить стальную пластину размером 100×100 мм.
Для более надежного крепления с головкой домкрата, на пластине может быть небольшая выпуклость в центральной части. Тогда головка домкрата не будет соскакивать со стальной пластины вследствие нагрузки от деревянного дома. Подтешите участок на брусе, на который будет упираться головка домкрата, чтобы получить плоскую поверхность.
Чтобы вы смогли совершать контроль высоты подъема постройки, установите в почву рядом с углом рейку, сделав на ней отметку. Точно такую же отметку сделайте и на углу дома.
Не пытайтесь осуществлять контроль высоты подъема по выдвигающемуся штоку домкрата, так как он может иметь погрешности (под воздействием нагрузки домкрат может просесть). Следите за расположением инструмента: он должен стоять строго по вертикали. Если вы заметили даже незначительный наклон, немедленно прекращайте подъем и установите инструмент в вертикальном положении.
Вернуться к оглавлению
Технология подъема деревянной постройки включает в себя несколько обязательных правил:
Совершайте подъем деревянной постройки с одновременным использованием пары домкратов. Их необходимо установить на противоположных углах постройки.Пользоваться одним домкратом можно только затем, чтобы приподнять один угол, просевший по отношению к остальным углам строения.
В этой ситуации его приподнимают отдельно, пока не установят на должный уровень.За один раз один угол постройки можно максимально поднять на 5 см, затем его фиксируют упорами и приподнимают на аналогичную высоту второй угол здания. В поднятом состоянии строение фиксируется прочными досками или при помощи «скамеек», которые подкладываются под углы. «Скамейкой» называют деревянную конструкцию, которая монтируется под стеной строения перпендикулярно ей и опирается на установленные по разные стороны от стены опоры. В зависимости от типа проводимых работ выбирается и способ фиксации.
Чтобы поднять деревянную постройку, вам необходимы пара гидравлических домкратов, способных выдержать вес до 5 тонн, и некоторые подручные материалы (чурбаки, части досок, скобы и пр.).
Под каждой стеной выкапывается по паре ям на расстоянии 50 см от угла. Ямы должны быть длиной около 1 м вдоль бревен, шириной 70 см и глубиной 50 см. Позаботьтесь о том, чтобы дно траншеи было ровное, покройте его доской.
Перед началом подъема деревянного дома убедитесь в том, что бревна не деформированы, и зафиксируйте их вдоль стены: прикрепите к брусьям две горизонтальные планки, а сами брусья сшейте досками. Тогда во время подъема отдельные детали не станут смещаться.
Опустите в подготовленные траншеи домкраты с того бока, где брусья опираются на нижний венец дома. В ямах должны помещаться не только инструменты, но и опоры.
Поднимать деревянный дом необходимо плавно и осторожно, все время следя за уклоном при помощи уровня. Домкраты нужно установить с параллельных сторон и поднимать углы по очереди в несколько подходов. Если вы сразу поднимите только один угол на требуемую высоту, здание деформируется.
Когда одна сторона дома поднята на 300 мм, зафиксируйте ее чурбаками и только потом приступайте к подъему второй стороны. Затем процедура повторяется до тех пор, пока от верхних брусьев не отделятся нижние так, чтобы их возможно было выкатить. Достигнув необходимой высоты, здание должно надежно стоять на опорных брусьях.
Чтобы поднять деревянный дом с фундамента, потребуется подъемный кран. Если домик небольших размеров, то под ним нужно протянуть тросы, закрепив их, и поднять строение, переместив его на новое основание. Перед перемещением в доме необходимо снять окна и двери.
Источники:
chudesniydom.ru
stroikadialog.ru
masterbrusa.ru
деревянный дом на новый фундамент
Бревенчатые срубы или другие деревянные постройки, возведенные несколько десятков лет назад, к сегодняшнему дню имеют практически полностью изношенный фундамент или то, что использовалось вместо него. И если визуально дом все еще имеет шансы на жизнь, то прогнившее или полуразрушенное основание грозит скорым разрушением здания. В таких случаях у хозяев изношенной постройки возникает вопрос, как поднять дом и залить фундамент своими руками, чтобы постройка служила уютным пристанищем для семьи еще не одно десятилетие.
Все тонкости и нюансы подъема старого дома своими руками в материале ниже.
Важно: для выполнения работ подобного типа лучше всего пригласить бригаду специалистов, которые имеют все необходимое оборудование и определенные навыки. Однако если в силу каких-либо причин пользоваться услугами профессионалов возможности или желания нет, то стоит быть очень осторожными при выполнении манипуляций своими руками. Это опасно как для жизни, так и для целостности старого дома.
Подготовительные работы
Правила подбора домкрата
Способы подъема дома на домкрате
Правильное расположение домкрата
Контролируем высоту подъема дома
Демонтаж старого основания и устройство нового
Подготовительные работы
Не забываем подготовить необходимо количество прокладок, которые будут играть роль опорных столбов на период заливки нового фундамента
Для того чтобы грамотно и главное безопасно для самого строения поднять дом своими руками, необходимо провести подготовительные работы. А именно следует выполнить такие действия:
Из дома выносят всю мебель и сантехнику;
По возможности демонтируют оконные рамы и снимают с петель двери;
Для снижения массы конструкции и как следствие уменьшения давления на бревна дома модно разобрать деревянные пола и потолок;
В некоторых случаях демонтируют и крышу, если есть такая возможность.
Кроме того, стоит осмотреть здание на предмет прогнивших или ослабленных бревен самих стен. Если таковые есть, то строение желательно заключить в своеобразные деревянные тиски. То есть, дом обшивают деревянными досками по диагонали, надежно скрепляя их болтами. Это позволит избежать разрушения здания при подъеме. Все-таки, дом из бревна не шарнирный.
Важно: не забываем подготовить необходимо количество прокладок, которые будут играть роль опорных столбов на период заливки нового фундамента. В качестве опор можно использовать кирпичи, шлакоблок, деревянные чурки или бревна.
Правила подбора домкрата
После подготовительных работ необходимо также вычислить массу дома, это позволит правильно рассчитать подъемную мощность домкратов и их количество
После подготовительных работ необходимо также вычислить массу дома. Это позволит правильно рассчитать подъемную мощность домкратов и их количество, необходимое для подъема здания.
Считать нужно таким образом:
Вычисляем объем всех стен дома в кубических метрах и умножаем на плотность бревен.
Важно: приблизительная плотность изношенного оцилиндрованного бревна равна 700-800 кг/м3.
К полученному числу прибавляют массу перекрытий, балок, внутренней отделки и всего, что не было демонтировано/вынесено.
Определив массу конструкции, которую будем поднимать, определяем и количество домкратов. С учетом того что дом будет подниматься не с одного угла, а со всех сторон под заливку нового фундамента, то необходимо подготовить несколько домкратов (от 4 до 6) в зависимости от длины стен. Их подъемная мощность должна стартовать от 5 тонн на каждый.
Важно: располагать домкраты по углам дома в этом случае не рекомендуется, поскольку именно углы будущего фундамента нужно залить монолитно с крепким армирующим поясом. А домкраты этого сделать не дадут. Либо же использовать иной метод подъема дома, который рассмотрим ниже.
Способы подъема дома на домкрате
Так, если домкрат всего один и его подъемная мощность соответствует массе дома, то приподнимать здание можно понемногу с каждой стороны
Для заливки нового фундамента нужно поднимать дом только домкратом. Такой способ достаточно эффективен и занимает хоть и больше времени, в отличие от подъема здания краном, но причиняет меньше вреда самому строению.
Поднимать же здание своими руками можно поэтапно с каждой стороны или одновременно со всех сторон.
Так, если домкрат всего один и его подъемная мощность соответствует массе дома, то приподнимать здание можно понемногу с каждой стороны. Для этого устройство устанавливают в намеченной точке дома и приподнимают здание на 2-3 см. Под образовавшееся пространство подкладывают опору и передвигаются к другому месту подъема. Таким образом можно поднять строение на нужную высоту.
Важно: этот способ достаточно опасен, поскольку при незначительных перепадах высот стены дома могут не выдержать нагрузки и просто разломаются. Особенно если учесть, что перепад высоты в области венца в 1-2 см на уровне конька уже равен 5-6 см.
Другой способ поднятия дома — одновременная синхронная работа со всех сторон. В этом случае домкраты устанавливают вдоль длинных стен дома, отступив от углов по 60-70 см внутрь стены. Если же бревна венца достаточно изношены, а стена имеет длину более 4 метров, то можно расположить дополнительные домкраты посредине стен. Работу в этом случае нужно проводить синхронно, поднимая сруб на 3-4 см за один раз. При этом каждый этап подъема закрепляют опорными балками или столбами. Такой способ поднятия дома эффективен и менее травмоопасен как для сруба, так и для мастеров.
Правильное расположение домкрата
В любом из случаев под головку домкрата устанавливают стальную пластину, которая равномерно распределит давление устройства на бревно венца
Домкраты располагать при поднятии дома нужно правильно. И правильность эта зависит от состояния венца сруба.
Так, если нижние бревна венца прогнили, то необходимо циркулярной пилой выпилить отверстия под домкрат вплоть до целого бревна. Именно в него будет упираться головка подъемного механизма, а сгнившие бревна будут заменены. Под домкрат нужно будет установить металлическую пластину, которая предотвратит проседание устройства при выполнении работ.
Если же венец дома цел и невредим, то придется делать отверстия в старом фундаменте под монтаж домкрата. Сверху на старое бетонное основание также нужно установить кусок швеллера или другой металлической пластины. В металл и будет упираться машина при проведении работ.
Важно: в любом из случаев под головку домкрата устанавливают стальную пластину 10х10 см, которая равномерно распределит давление устройства на бревно венца. А в месте упора головки бревно необходимо немного подтешить, чтобы обеспечить идеальную ровность перекладины под головку домкрата.
Контролируем высоту подъема дома
При выполнении работ стоит следить за вертикальностью установки подъемного механизма
Для того чтобы правильно осуществлять контроль над уровнем подъема дома, запрещено использовать метод слежения за величиной сдвига штока домкрата, поскольку устройство при опускании дома на опорные балки проседает.
Для того чтобы контролировать изменяемую высоту, пользуются специально размеченными рейками, которые устанавливают по углам дома.
Важно: при выполнении работ стоит следить за вертикальностью установки подъемного механизма. Если будет отмечен перекос домкрата, следует остановить работы и выровнять механизм. Иначе дом просто упадет с имеющейся уже высоты.
Поднять дом таким образом можно на высоту от 10 до 50 см. Этого вполне достаточно для заливки нового фундамента.
Демонтаж старого основания и устройство нового
Итак, дом поднят теперь необходимо убрать старый каркас
Итак, дом поднят. Теперь необходимо убрать старый каркас. Для этого используют зубило, перфоратор и прочую сложную мощную технику. Отходы от старого фундамента не спешим выбрасывать. Они еще пригодятся.
Как только старый каркас будет удален, можно приступать к формированию котлована под новый. Для этого можно немного углубить уже имеющийся или же просто провести устройство прочной песчаной подушки толщиной 20 см, если глубина траншеи достаточная. Песок немного увлажняют и хорошо трамбуют.
В траншею устанавливают опалубку с учетом обхода тех мест, где стоят домкраты и опорные стойки. Эти дыры впоследствии можно будет просто заложить кирпичом.
В опалубку укладывают армирующий пояс, при этом следят, чтобы именно в углах дома он выл гнутым, а не сварным. Поскольку именно углы здания будут отвечать за крепость всего каркаса.
В подготовленную опалубку заливают раствор и ждут его полного высыхания.
Как только бетон высохнет, при необходимости производят замену бревен венца. Их можно простучать на предмет гниения. Если при стуке по бревну оно издает звонкий гул, значит древесина хорошая. Если же бревно отзывается глухим эхом, значит, внутри оно гниет и требует замены.
Бревна меняют вплоть до тех, которые хорошо сохранились.
Важно: новый фундамент и нижние бревна венца нужно тщательно гидро- и теплоизолировать. Это позволит существенно продлить жизнь деревянному срубу.
По окончании всех работ дом также синхронно и поэтапно опускается на новое основание. На место возвращаются окна, двери, полы и крыша. Новый фундамент обсыпают остатками битого старого фундамента и уплотняют грунтом.
Деревянный сруб готов к эксплуатации еще на 30-40 лет при условии хорошего ухода за деревом.
Как поднять дом
Опубликовано автор Michael
Один из способов увеличить пространство при реконструкции — поднять существующий дом и пристроить его под ним. Этот метод строительства можно использовать в домах с деревянным полом, которые очень распространены по всему Брисбену, с особым стилем этого типа дома (см. рисунки выше и ниже), названным «Квинслендером» в честь штата.
Этот метод строительства включает в себя снос нижнего уровня конструкции, поднятие дома и надстройку под ним. Это позволяет создать новое пространство дома, часто удваивая размер дома, ниже площади существующего дома, не посягая на задний и передний дворы.
Подъем существующего дома требует тщательного обдумывания и планирования. Вот обзор процесса:
1 – Анализ существующего и предлагаемого плана
Сравните существующие и предлагаемые планы, чтобы определить, требуется ли изменение положения дома (известное как подъем и скольжение) и какие изменения необходимо внести в существующую конструкцию
Спланируйте последовательность событий и работ для конкретных площадок, которые лучше всего подходят для перехода от текущей структуры к предлагаемой.
2 – Полное обследование участка
Нанять геодезическую компанию для получения меток на месте, определения границ и определения предполагаемого местоположения дома и высоты этажа.
3 – Проверка местоположения существующей конструкции по точкам съемки
Настройте профили на месте на основе точек съемки, чтобы перепроверить расчеты, полученные на этапе 1, на соответствие фактическим измерениям на месте.
4 – Предварительный снос и удаление асбеста (при необходимости)
При необходимости наймите специализированную компанию по сносу асбеста для удаления любых асбестовых материалов с площадки.
Снести необходимые компоненты здания, включая внутренние стены, облицовку потолка и внешние стены, оставив необходимые структурные элементы для поддержки существующей конструкции.
5 – Установка стальных балок
Стальные балки, указанные инженером, необходимы для новой конструкции, чтобы облегчить подъем дома. Они устанавливаются и составляют существенную часть новых фундаментов.
6 – Деревянные стойки, установленные для восприятия нагрузки на конструкцию
Деревянные стойки (детали типа «Дженга») устанавливаются под существующей конструкцией для контакта со стальными балками. Они возьмут на себя нагрузку конструкции.
7 – Отсоединение стоек
Теперь, когда деревянные стойки поддерживают дом, остальные опоры отсоединяются.
8 – Домкрат с гидравлическими домкратами
Многочисленные гидравлические домкраты (более совершенная версия автомобильного домкрата) размещаются вокруг конструкции под стальными балками.
Две бригады используют домкраты, чтобы поднять дом с одной стороны примерно на 100 мм.
9 – Установка стоек, чтобы принять нагрузку на дом после подъема на 100 мм
Дополнительные деревянные стойки устанавливаются под новой поднятой секцией для поддержки конструкции.
10 – Повторяйте шаги 8 и 9 , пока не будет достигнута необходимая высота
Другая сторона дома поднимается таким же образом. Команды продолжают повторять шаги 8 и 9, пока не будет достигнута полная высота подъема.
Конструкция поднята еще на 20 мм, чтобы облегчить ее опускание на новые стойки позже в процессе.
11 – Земляные работы
Машины для земляных работ используются на месте для расчистки необходимых компонентов здания, таких как старая бетонная плита и любые столбы.
Отверстия для новых стальных столбов затем выкапываются землеройной машиной для подготовки к бетонированию.
12 – Подвешивание столбов и бетонных столбов в отверстия
После того, как ямы вырыты, можно измерить размеры новых стальных столбов.
Стальные столбы доставляются на площадку, устанавливаются на место, гидроизолируются и закрепляются бетоном.
13 – Удаление стоек
Гидравлические домкраты устанавливаются в положение, позволяющее принять нагрузку на конструкцию, и деревянные стойки удаляются.
14 – Опустите дом на стойки
Затем гидравлические домкраты опустят конструкцию на нужную высоту, чтобы закрепить ее на стальных стойках.
Затем сварщик приваривает стальные стойки к стальным балкам, чтобы скрепить конструкцию вместе.
Гидравлические домкраты удалены, так как последние стальные стойки теперь поддерживают конструкцию.
15 – Работа выполнена!
Интервальная съемка возведения дома
Нажмите на видео ниже, чтобы просмотреть цейтраферную съемку всего процесса возведения дома.
com/embed/Zxoblcl2PNk?version=3&rel=1&fs=1&autohide=2&showsearch=0&showinfo=1&iv_load_policy=1&wmode=transparent» allowfullscreen=»true»> Без категории
Домашний подъем — InterNACHI®
Ник Громицко, CMI®
Возведение дома — это длительный процесс, который включает отделение дома от фундамента и временное его поднятие с помощью гидравлических домкратов. Процесс похож, но отличается от переезда дома, при котором дом перевозится на некоторое расстояние в другое место. Домовладельцы поднимают свои дома по следующим причинам:
Подвал можно построить из существующего подполья. Подвальные помещения значительно повышают стоимость недвижимости, а также предоставляют жильцам дополнительные складские и жилые помещения.
Фундамент нуждается в ремонте.
Защита от наводнения может быть добавлена после того, как дом будет построен путем возведения дома. Обычно влажные подвалы подвержены росту плесени, и ситуацию можно навсегда исправить, подняв подвал над уровнем грунтовых вод. Этот шаг также может снизить ставки страхования от наводнений или обеспечить соблюдение строительных норм и правил. Федеральное агентство по чрезвычайным ситуациям (FEMA) заявляет, что для домов, расположенных в зонах особой опасности наводнения, домовладельцы должны либо поднять самый нижний этаж выше уровня защиты от наводнения, либо переместить или защитить свое здание от наводнения.
Разрушение дома может компенсировать чрезмерное оседание.
Подъем дома выполняется для перемещения и поворота конструкции в эстетических целях. Например, здания иногда поворачивают, чтобы избежать неприятностей с близлежащими автомагистралями или коммерческими постройками. Дома также можно поворачивать, чтобы точно настроить, когда и где разные части дома получают солнечный свет.
Возведение дома — тяжелая работа, так как коммунальные услуги должны быть отключены и снова подключены, нужно выкопать кучу земли и залить бетонные стены. Фактический подъем конструкции включает в себя длинные стальные двутавровые балки и гидравлические домкраты. Можно быстро поднять дом, хотя в определенных ситуациях, например, чтобы избежать повреждения гипсокартона, здание можно поднимать всего на 1/8 дюйма в день. Домовладелец может рассчитывать заплатить до 10 000 долларов, чтобы поднять свой дом площадью 1200 квадратных футов на несколько футов, а старые дома может быть труднее поднять, поскольку они обычно весят больше из-за своей гипсовой конструкции и более прочной древесины. После подъема здание удерживается на месте опорными решетками столько времени, сколько необходимо для завершения проекта.
Идея найма рабочих для ползания под ненадежно расположенной конструкцией весом от 40 до 80 тонн может вызвать в воображении различные кошмарные сценарии. Опасности для жизни и имущества реальны, поэтому компании, занимающиеся жилищным строительством, обычно имеют страховку на случай маловероятного, но трагического и дорогостоящего краха. Такой случай произошел в 1994 году, когда подрядчикам в Канаде пришлось бороться за свою жизнь, когда из-за неправильно прибитой обшивки дом, под которым они работали, соскользнул с фундамента.
Дополнительные соображения для домовладельца
Необходимо тщательно оценить состояние фундамента. Если он треснул, его, возможно, придется починить, прежде чем дом можно будет поднять.
Наймите инспектора InterNACHI для проверки признаков того, что процесс возведения не нарушил структурную целостность дома.
Предвидеть и планировать воздействие, которое строительство дома окажет на район. Уличная парковка может быть временно заблокирована на время возведения дома.
Проверить ограничения по высоте. Превышают ли планы здания ограничения по высоте, установленные местным законодательством? Для утверждения строительства может потребоваться муниципальный инспектор или инженер.
Требуются разрешения на строительство, и они могут быть дорогими.
Предметы, которые можно переместить, такие как мебель и печь, возможно, придется вывезти, пока дом не будет установлен.
Перед началом строительства убедитесь, что все электрические, газовые и электрические соединения не только отключены, но и отсоединены.
Так как все резьбы на чертеже изображают одинаково, то тип резьбы и ее основные размеры указывают на чертежах особой надписью, называемой обозначением резьбы. Примеры условных обозначений резьб общего назначения приведены в табл. 1.
Таблица 1
С т а н д а р т н ы е р е з ь б ы
Профиль
Резьба
Обозначение
Примеры
Метрическая
М d
М 24
с крупным шагом
M d x P
M 24 x 2
с мелким шагом
M d x Ph (P)
M 24 x 4
многозаходная
(P2)
Трапецеидальная
однозаходная
Tr d x P
Tr 36 x 6
многозаходная
Tr d x Ph (P)
Tr 60 x 8(P4)
Упорная
однозаходная
S d x P
S 80 x 10
многозаходная
S d x Ph (P)
S 80 x 10(P5)
Трубная
цилиндрическая
G d1 – A
G 1 1/2 – A
Класса А
G d1 — B
G 1 1/2 — B
Класса В
Однозаходные метрические резьбы при одном и том же наружном диаметре могут иметь несколько значений шага. Шаг с максимальным значением называется крупным, а остальные − мелкими. Выбор значения крупного шага
9
производится из условия, чтобы угол подъема винтовой нитки был не больше 2030/. Крупный шаг в условном обозначении не указывается.
Левые резьбы обозначаются латинскими буквами LH. Например, М20×1,5LH − резьба метрическая, диаметр 20 мм, шаг мелкий − 1,5 мм, левая.
На чертежах наносится обозначение резьб: метрической, трапецеидальной, упорной (рис. 4), трубной (рис. 5). Так как прямоугольная резьба нестандартная, то у нее нет обозначения. На чертеже эта резьба изображается так, как показано на рис. 6.
2.Крепежные детали
Ккрепежным деталям относятся болты, винты, шпильки, гайки, шайбы, шплинты и штифты. Конструкция и размеры крепежных деталей определены стандартами, часть которых приведена в табл. 3−32. Согласно ГОСТ 1759−70,
обозначения стандартных крепежных изделий с метрической резьбой записывают
втакой последовательности: сначала пишется название изделия, за ним цифра, указывающая исполнение, затем обозначение резьбы, ее диаметр и шаг (мелкий), далее длина болта, винта, шпильки и на последнем месте − номер стандарта.
Например: Болт 2М20×1,5×60 ГОСТ 7798-70. Расшифровывается следующим образом: болт с шестигранной головкой нормальной точности (это из номера стандарта), исполнения 2, т. е. с отверстием в стержне болта под шплинт, диаметр резьбы 20 мм, шаг мелкий 1,5 мм, длина стержня болта 60 мм.
Условное обозначение шпильки: Шпилька М16×120 ГОСТ 22032−76. Из номера стандарта известно, что шпилька с ввинчиваемым концом L1, равным d, диаметр резьбы 16 мм, с крупным шагом резьбы (не указывается), длина 120 мм.
Условное обозначение гайки: Гайка М20×1,5 ГОСТ 5915−70. Номер стандарта дает возможность определить, что гайка нормальной точности, первого исполнения, т. е. с двумя фасками, наружный диаметр резьбы 20 мм, шаг мелкий
1,5 мм.
Чертежи и обозначения других стандартных изделий (винтов, шайб, шплинтов, штифтов) можно найти в справочниках. В учебной практике пользуются сокращенными условными обозначениями.
11
3. Выполнение эскизов стандартных крепежных деталей
3.1. Эскиз болта
Изображения болта и его размеры в зависимости от наружного диаметра резьбы приведены в табл. 3. Необходимо в произвольном масштабе начертить два изображения болта и проставить размеры (кроме L − длины болта и L0 − длины резьбы).
Расчет длины болта выполняется по формуле
L = T1 + T2 + 1,3d,
где T1 и T2 − толщины соединяемых деталей, измеряемые по чертежу с учетом масштаба; d − наружный диаметр резьбы болта; 1,3d − величина, учитывающая высоту гайки, толщину шайбы и запас длины стержня болта.
По таблице 4 находим стандартное значение длины болта, наиболее близкое к длине, рассчитанной по формуле. По этой же таблице, зная длину болта L и диаметр резьбы d, находим значение длины резьбы L0.
3.2. Эскиз шпильки
Изображение шпильки и ее размеры в зависимости от наружного диаметра резьбы приведены в табл. 10. На эскизе в произвольном масштабе начертить изображение шпильки и проставить размеры (кроме L − длины шпильки и L0 −длины резьбы).
Расчет длины шпильки выполняется по формуле
Lшп = T + 1,15d,
где T − толщина пластины, через которую проходит шпилька; d − наружный диаметр резьбы шпильки; 1,15d − величина, учитывающая высоту гайки, толщину шайбы и запас резьбы.
По таблице 11 находим стандартное значение длины шпильки, наиболее близкое к длине, рассчитанной по формуле. По той же таблице, зная длину шпильки L и диаметр резьбы d, находим длину резьбы L0.
Длина L1 ввинчиваемого конца зависит от материала той детали, в которую ввинчивают шпильку. Для твердых материалов (стали, бронзы, латуни, титановых
12
1.6. Обозначение резьбы на чертежах
Стандарты, устанавливающие параметры резьбы, предусматривают также ее условное обозначение на чертеже, которое, как правило, включает указываемую в определенной последовательности информацию (буквенную и цифровую), содержащую следующие сведения.
1) Тип резьбы, например:
М – метрическая цилиндрическая;
Tr – трапецеидальная;
S – упорная;
G – трубная цилиндрическая;
R – трубная коническая наружная;
RC – трубная коническая внутренняя.
2) Номинальный диаметр резьбы d
В обозначении метрической, трапецеидальной, упорной и специальных резьб число, стоящее за ее буквенным обозначением, показывает величину наружного диаметра резьбы в миллиметрах, например, Ml6, Тr24. Исключением является дюймовая резьба, обозначаемая величиной наружного диаметра в дюймах, например, 1 1∕2» (1 «=25,4мм).
При обозначении на чертежах трубной цилиндрической и трубной конической резьб диаметр резьбы указывают также в дюймах, но без надстрочных индексов, например, G 1 1∕2 R 3∕4, при этом размер трубной резьбы в дюймах указывает внутренний диаметр трубы (величину условного прохода Dy). Поэтому размер трубной резьбы указывают не размерными линиями и числами, как это принято для остальных типов резьб, а размерными числами на полке линии — выноски, заканчивающейся стрел-
кой на сплошной основной линии резьбы, как показано в табл.2, п.3.
3) Шаг резьбы
Мелкий шаг метрической резьбы, а также мелкий шаг трапециидальной, упорной и специальных резьб указывают через знак
«х», так как такой шаг может быть различным при одном и том же наружном диаметре резьбы, или нестандартным в случае специальных резьб. Величина шага не входит в обозначение метрической резьбы с крупным шагом, так как каждому наружному диаметру резьбы соответствует только одно значение крупного шага. Так, для метрической резьбы с наружным диаметром 20мм, существует только один крупный шаг, равный 2,5мм. Например:
М20 — резьба метрическая с номинальным (наружным) диаметром 20мм и крупным шагом;
М20х1,5 — резьба метрическая с номинальным диаметром 20мм и мелким шагом 1,5мм; М20х1, М20х0,75 и др.
4) Число заходов резьбы
Многозаходную резьбу обозначают буквой, показывающей тип резьбы, номинальным диаметром, величиной хода и буквой Р с числовым значением шага (в скобках), например:
Тr32х12(Р6) — резьба трапецеидальная с номинальным диаметром 32мм, двухзаходная с величиной хода 12мм при шаге 6мм (число заходов равно величине хода, поделенной на шаг).
5) Направление резьбы
Правая резьба на чертежах не указывается. Левая резьба обозначается буквами LH, например:
S20xl,5 LH — резьба упорная с наружным (номинальным) диаметром 20мм, шагом 1,5мм, левая.
6) Специальные резьбы
При обозначении специальных резьб перед указанием типа резьбы ставят буквы Сп , например:
Сп Тr 50×5 — резьба специальная, трапецеидальная, однозаходная, наружный диаметр резьбы — 50мм, шаг — 5мм. В данном случае резьба является специальной, так как при стандартных профиле и наружном диаметре имеет нестандартный шаг (стандартные шаги для диаметра 50 — 3, 8, 12).
Примеры условного изображение и обозначения резьбы на чертежах представлены в табл. 2 и на рис. 6,7.
Рис.6 Условное изображение цилиндрической резьбы
Рис. 7 Изображение конической резьбы и резьбового соединения
После описания резьбы BSP и NPT, наиболее часто используемых резьб для соединения труб, мы хотели бы представить метрическую резьбу с профилем ISO, из цилиндрический тип и самый обычный среди гаек и болтов.
Также известные как «резьба с метрической системой» или «SI», они принадлежат к семейству шагов резьбы, стандартизированных в 1946 году на основе Международной системы единиц (ISU), ранее называемой метрической системой, отсюда и «метрическое» наименование .
Как и у резьбы NPT, угол резьбы имеет угол 60º, однако ее края менее выражены, как и у резьбы BSP: из резьбы высокой (H) извлекается 1/8 от максимального диаметра и ¼ от минимального диаметра, что обеспечивает более округлый вид.
Обозначение метрической резьбы состоит из буквы М и делительного диаметра в миллиметрах, разделенных символом умножения (х).
Пример: M 8×1 показывает метрическую резьбу диаметром 8 мм. и 1мм. шаг резьбы.
Спецификация метрической резьбы собрана в соответствии с нормами ISO 68-1 и ISO 965-1. При метрической резьбе герметичные соединения на резьбе не выполняются; требуется уплотнительное средство. Наиболее распространенным является использование соединения, реже — контакта металл-металл.
Метрическая резьба ISO 68-1 — угол резьбы 60º
Существует две группы метрических резьб:
1- Тонкая. Резьба с меньшим шагом, поэтому больше витков на осевое расстояние и меньше площадь резьбы. Под осевым расстоянием мы знаем то, которое проходит через полный оборот винта. Она может обозначаться как MB — наиболее распространенная и с большим шагом — и MC, MD или ME, хотя все эти старые обозначения были сгруппированы и известны во всем мире как метрическая резьба с тонким шагом. Следуя предыдущему примеру, обозначение может быть: M 8×1.
2- Толстый или обычный . Толстый или обычный. Это тот, у которого больший шаг резьбы, поэтому меньше резьбы на осевое расстояние и больше длина площади резьбы. Он может быть разработан так же, как MA (метрический тип A). Эквивалентом примера с этим типом резьбы будет M 8×1,25.
Важно знать, что среди этих групп потоков нет лучшего или худшего качества; просто они различаются по размеру резьбы, связанному с диаметром резьбы, и имеют разные применения. Тонкий обычно используется, когда места для завинчивания меньше, например, на тонких стенах.
Этот тип резьбы используется в основном в Европе, в остальном с той же формой и той же дифференциацией, хотя и с другими размерами и в дюймах, мы находим стандарты UNC (Unified National Course) толстого сорта и UNF (Unified National Fine), оба изготовлены по стандартам ANSI и широко используются в США. Следуя предыдущему примеру M 8×1, эквивалентные обозначения будут: 5/16 — 18 UNC и 5/16 — 24 UNF.
В rmmcia мы производим резьбу BSP в соответствии с нормами ISO228, но мы можем изготовить метрическую резьбу по запросу.
Для получения дополнительной технической информации обращайтесь к нам или обратитесь непосредственно к правилам.
Вас также могут заинтересовать: ВИДЫ РЕЗЬБ: РЕЗЬБЫ BSP.
Вас также могут заинтересовать: ТИПЫ РЕЗЬБЫ (II): РЕЗЬБА NPT.
ИСО — 21.040.10 — Резьба метрическая
ISO 68-1:1998
Резьба ISO общего назначения. Базовый профиль. Часть 1. Метрическая резьба
90,92
ИСО/ТК 1
ISO 68-1:1998/Amd 1:2020
Резьба ISO общего назначения. Базовый профиль. Часть 1. Метрическая резьба. Изменение 1
60,60
ИСО/ТК 1
ISO/CD 68-1
Резьба ISO общего назначения. Базовые и дизайнерские профили. Часть 1. Метрическая резьба
30,60
ИСО/ТК 1
ISO 261:1973
Метрическая резьба ISO общего назначения. Общий план
95,99
ИСО/ТК 1
ISO 261:1998
Метрическая резьба ISO общего назначения. Общий план
90,93
ИСО/ТК 1
ISO 262:1973
Метрическая резьба ISO общего назначения. Отдельные размеры для винтов, болтов и гаек
95,99
ИСО/ТК 1
ISO 262:1998
Метрическая резьба ISO общего назначения. Отдельные размеры для винтов, болтов и гаек
90,92
ИСО/ТК 1
ISO/DIS 262
Метрическая резьба ISO общего назначения. Отдельные размеры для винтов, болтов и гаек
40.20
ИСО/ТК 1
ISO 724:1978
Метрическая резьба ISO. Основные размеры
95,99
ИСО/ТК 1
ISO 724:1993
Метрическая резьба ISO общего назначения. Основные размеры
90,92
ИСО/ТК 1
ISO 724:1993/Cor 1:2009
Стандартная метрическая резьба ISO. Основные размеры. Техническое исправление 1
60,60
ИСО/ТК 1
ISO/DIS 724
Метрическая резьба ISO общего назначения — Основные размеры
40.20
ИСО/ТК 1
ISO 965-1:1980
Метрическая резьба ISO общего назначения. Допуски. Часть 1. Принципы и основные данные
95,99
ИСО/ТК 1
ISO 965-1:1998
Метрическая резьба ISO общего назначения. Допуски. Часть 1. Принципы и основные данные
95,99
ИСО/ТК 1
ISO 965-1:1998/Cor 1:2009
Метрическая резьба ISO общего назначения. Допуски. Часть 1. Принципы и основные данные. Техническое исправление 1
95,99
ИСО/ТК 1
ИСО 965-1:2013
Метрическая резьба ISO общего назначения. Допуски. Часть 1. Принципы и основные данные
90,93
ИСО/ТК 1
ISO 965-1:2013/Amd 1:2021
Метрическая резьба ISO общего назначения. Допуски. Часть 1. Принципы и основные данные. Поправка 1
60,60
ИСО/ТК 1
ISO 965-2:1980
Метрическая резьба ISO общего назначения. Допуски. Часть 2. Пределы размеров резьбы болтов и гаек общего назначения. Среднее качество
95,99
ИСО/ТК 1
ISO 965-2:1998
Метрическая резьба ISO общего назначения. Допуски. Часть 2. Пределы размеров для наружной и внутренней резьбы общего назначения. Среднее качество
90,93
ИСО/ТК 1
ISO 965-2:1998/Amd 1:2021
Метрическая резьба ISO общего назначения. Допуски. Часть 2. Пределы размеров для наружной и внутренней резьбы общего назначения. Среднее качество. Поправка 1
60,60
ИСО/ТК 1
ISO 965-3:1980
Метрическая резьба ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы
95,99
ИСО/ТК 1
ISO 965-3:1998
Метрическая резьба ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы
95,99
ИСО/ТК 1
ISO 965-3:1998/Cor 1:2009
Метрическая резьба ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы. Техническое исправление 1
95,99
ИСО/ТК 1
ISO 965-3:2021
Метрическая резьба ISO общего назначения. Допуски. Часть 3. Предельные отклонения для резьбы
60,60
ИСО/ТК 1
ISO 965-4:1998
Метрическая резьба ISO общего назначения. Допуски. Часть 4. Пределы размеров наружной резьбы горячего цинкования для сопряжения с внутренней резьбой, нарезанной с позицией допуска H или G после цинкования
95,99
ИСО/ТК 1
ISO 965-4:2021
Метрическая резьба ISO общего назначения. Допуски. Часть 4. Пределы размеров наружной резьбы горячего цинкования для сопряжения с внутренней резьбой, нарезанной с позицией допуска H или G после цинкования
60,60
ИСО/ТК 1
ИСО 965-5:1998
Метрическая резьба ISO общего назначения. Допуски. Часть 5. Пределы размеров внутренней резьбы для сопряжения с горячеоцинкованной наружной резьбой с максимальным размером положения допуска h перед цинкованием
90,93
ИСО/ТК 1
ИСО 965-5:1998/Amd 1:2021
Метрическая резьба ISO общего назначения. Допуски. Часть 5. Пределы размеров внутренней резьбы для сопряжения с горячеоцинкованной наружной резьбой с максимальным размером положения допуска h перед цинкованием. Поправка 1
60,60
ИСО/ТК 1
ISO 1502:1978
Метрическая резьба ISO общего назначения. Измерение
95,99
ИСО/ТК 1
ISO 1502:1996
Резьба метрическая ISO общего назначения.
90,93
ИСО/ТК 1
ISO 2901:1977
ISO метрическая трапециевидная резьба — базовый профиль и максимальный профиль материала
95,99
ИСО/ТК 1
ISO 2901:1993
Метрическая трапециевидная резьба ISO. Базовый профиль и максимальный профиль материала
95,99
ИСО/ТК 1
ISO 2901:2016
Метрическая трапециевидная резьба ISO. Основные и дизайнерские профили
Как правильно заточить сверло — особенности заточки сверла
Нередко в хозяйстве используется такой электроприбор, как дрель. Каждый хозяин знает, каким надежным помощником является этот электроинструмент. В необходимых местах он с легкостью высверливает отверстия разных диаметров. Это возможно только благодаря сверлам. В ходе работы сверла могут нуждаться в заточке. Некоторые решают попросту их заменить, купив новые. Но в большинстве случаев старые сверла можно вернуть к жизни. В этой статья мы расскажем, как правильно заточить сверло. Рассмотрим отличия заточки сверл по дереву, металлу и бетону.
Содержание
Что необходимо для заточки сверла в домашних условиях
Заточка сверла спирального типа
Как затачивается победитовое сверло
Видео
Что необходимо для заточки сверла в домашних условиях
Неважно для каких материалов используется сверло, необходимо заранее подготовить следующий инструмент и материал:
Защитные очки.
Емкость для воды.
Сверло.
Точильный круг или заточный станок.
Заточной станок
В большинстве случаев в домашних условиях используются сверла до Ø16 мм. Поэтому особых трудностей при заточке таких сверл у вас возникнуть не должно. Самое главное, понимать принцип этого процесса.
Заточка сверла спирального типа
Что касается сверл по дереву, то их затачивать нужно крайне редко. Этого нельзя сказать про сверла по металлу. Такое сверло всегда должно быть острым. Как узнать, что сверло нуждается в заточке? При начале сверления оно издает характерный скрип. Изношенное сверло быстро нагревает изделие, соответственно, еще больше стирается. Как правило, сверла точатся на специальных станках, в домашних условиях можно использовать небольшой точильный станок с камнем. Итак, как же правильно заточить сверло по металлу? Метод и вид заточки напрямую будет зависеть от необходимой формы задней поверхности сверла. Например, она может быть:
Одноплоскостная.
Двухплоскостная.
Коническая.
Цилиндрическая.
Винтовая.
Спиральное сверло
В любом случае заточка сверла выполняется по задней грани. Два зуба точатся одинаково. Если вы решили сделать это вручную, то будет достаточно неудобно. Более того, вручную будет крайне сложно выдержать необходимую форму задней грани и угол.
Плоскостная заточка сверла
Одноплоскостная заточка характеризуется так, потому что задняя часть пера имеет одну плоскость. Задний угол имеет в среднем 28–30°. При заточке сверло необходимо приставить к кругу таким образом, чтобы режущая его часть шла параллельно кругу. При этом сверло нельзя вращать и перемещать. Этот метод ручной заточки имеет один недостаток, выкрашивается режущая кромка сверла. Но, в то же время для сверла Ø3 мм это самый простой метод ручной заточки.
Конический способ
Если же вы хотите заточить сверло больше Ø3 мм, то выбирается конический метод. Хотя заточить по данному методу сложно, но это возможно. Правой рукой следует взять сверло за хвостик, а левой за рабочую часть ближе к заборному конусу. К торцу шлифовального камня сверло прижимается режущей кромкой и поверхностью задней части. Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют.
Схема угла заточки сверла
В процессе заточки желательно сохранить заводскую форму сверла задней его части, это позволит сохранить нужный задний угол.
Какова же цель такой подточки? Ресурс сверла увеличивается за счет уменьшения переднего угла, а угол режущей кромки увеличивается, соответственно, все это увеличивает стойкость сверла к выкрашиванию. Ширина поперечной кромки автоматически станет меньшей. Эта кромка не сверлит металл, а только его скоблит в центральной части. При возможности можно выполнить доводку сверла. Под этим процессом подразумевается удаление зазубрин после заточки. Так, сверла прослужат намного дольше. Для этого процесса можно использовать шлифовальные камни, выполненные из карбида кремния зеленого на бакелитовой связке по твердости М3-СМ1, по зернистости 5–6, марка камня 63С. Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
Как затачивается победитовое сверло
Острое победитовое сверло
Как правило, победитовое сверло по бетону используют. Оно также может нуждаться в заточке. В процессе сверления тупое сверло будет сильно нагреваться, соответственно, может издавать характерный визжащий звук. Если вы хотите сэкономить на покупке нового, тогда можно попробовать заточить сверло самостоятельно. Для этого достаточно подготовить:
Точильный станок с алмазным кругом.
Охлаждающую жидкость.
Если напайка на режущей части сверла имеет высоту 10 мм, то заточить победитовое сверло можно.
Схема заточки победитового сверла
Важно учитывать один известный факт, чем тверже материал, тем меньше должна быть скорость заточки. На победитовом сверле необходимо только подправить слизавшиеся кромки, поэтому его заточка будет быстрой. В процессе важно не спешить, иначе есть риск слизать лишнюю поверхность сверла. Заточить необходимо переднюю поверхность сверла. В том случае, когда напайка уже сточена до основания сверла, то потребуется подточка. Чтобы толщина центра напайки оказалась меньшей, одновременно необходимо подтачивать переднюю поверхность. После заточки обе режущие стороны должны быть одинакового размера, иначе отверстия получатся неровными и увеличенными. В процессе заточки победитового сверла важно выдерживать угол 170°, это особенно необходимо, если материал достаточно твердый.
Победитовое сверло
Не допускается в процессе заточки сверла допускать его перегрев. На нем могут отслаиваться твердосплавные пластины и трескаться поверхность. Поэтому в процессе следует время от времени охлаждать сверло в воде или масле.
Итак, мы рассмотрели основные принципы заточки сверл по дереву, бетону и металлу. Можно делиться своими комментариями!
Видео
Посмотрев следующие видеоматериалы, вы научитесь затачивать спиральные сверла. В этом видеоуроке в четырех частях подробно рассказывается о технологии заточки.
Обработка задней поверхности сверла:
Стачивание перемычки сверла:
Технология заточки сверл малого диаметра, твердоплавных сверл и других:
Помогла ли вам статья?
Как выбрать и заточить сверло по дереву: пошаговая инструкция
Современный рынок предлагает покупателям огромное количество сверл разных типов. Одни из них используются исключительно для деревянных конструкций, давайте разберемся как их правильно выбрать и как заточить сверло по дереву наилучшим способом.
Содержание
Особенности выбора сверла по дереву
Разновидности сверла для дерева
Винтовые
Спиральные
Перовые
Центровые и кольцевые
Сверла Форстнера
Правильная заточка сверла
Ручная заточка
Заточка при помощи электрического точила
Самодельный станок для заточки сверла
Пошаговая инструкция заточки сверла
Особенности выбора сверла по дереву
Когда появляется необходимость правильно подобрать сверло, то в первую очередь требуется обратить внимание на цвет. Так, к примеру, каждый оттенок изделия отвечает за тип конечной обработки, показывающей срок эксплуатации сверла и его прочность.
Самым худшим вариантом можно считать серые изделия, которые ничем не обрабатываются и их эксплуатационные параметры довольно низки.
Расцветка может быть золотистой, что говорит о титановом напылении и достаточно длительном сроке эксплуатации.
Ничем не хуже по характеристикам и черные сверла, обработанные при создании паром.
Кроме того, стоит тщательно визуально изучить объект. Если на нем заметны следы деформации, то такое изделие лучше не использовать. Важно выбрать сверло без единой царапинки или трещины, его поверхность должна быть идеально ровной и гладкой.
Разновидности сверл по дереву
Разновидности сверла для дерева
Обычно качественными сверлами пользуются опытные мастера, которым в работе требуются различные типы изделий для создания отверстий в дереве. Это могут быть отверстия, к примеру, под шипы, болты или нагели. Причем сам процесс сверления может быть очень разнообразен по качеству, что понесет за собой мысли о том, как правильно заточить после эксплуатации сверло и придется ли его вообще затачивать.
Самыми распространенными типами сверл на сегодняшний день можно назвать: винтовые, спиральные, перовые, центровые, кольцевые и сверла Форстнера.
Винтовые
Если требуется сверлить дерево поперек волокон, не задаваясь при этом лишний раз вопросом как правильно заточить сверло по дереву, то пригодится винтовое сверло с мелкой резьбой на окончании. В диаметре они могут достигать до 50 миллиметров. Специальная винтовая форма поможет вовремя отводить от места работы стружку и не перегревать тем самым стержень. В зависимости от требуемой глубины отверстия можно приобрести сверла длиной более сантиметра, при этом минимальный размер — 400 миллиметров.
Винтовые сверла по дереву
Спиральные
Спиральное изделие сразу же можно отличить по идеально отшлифованной фрезерованной спирали с острием, позволяющим не допустить какое-либо передвижение стержня в сторону при работе. Именно благодаря спиральной форме с легкостью просверливают отверстия в конструкциях из шпона. По диаметру соответствующие сверла достигают 52 миллиметров, а самый маленький можно найти на 3 миллиметра. Чтобы точно прицелится на намеченное место сверление, хвостик изделия оборудован конической формой, что придает немало удобства.
Если при закупке выбор пал именно на спиральные сверла, то всегда следует помнить о взаимосвязи диаметра изделия от максимального количества оборотов, которое оно может выдавать. Иначе срок службы изделия будет резко сокращен. Если требуется обрабатывать твердые деревянные поверхности, то лучше установить максимум 900 оборотов в минуту при диаметре сверла в 14 и меньше миллиметров. А вот для мягкой древесины можно установить на сверлящем инструменте 1800 оборотов.
Набор спиральных сверл для дерева
Перовые
Наиболее распространенным типом сверла является перовое. Именно оно наводит на мысли как заточить перьевое сверло по дереву, и чаще всего используется при ремонтных и строительных работах. Оно наиболее удобное и имеет различные варианты в диаметре.
У него есть лишь единственный важный недостаток: подобная форма сверла не способствует отведению стружки и процесс сверления значительно осложняется, особенно когда необходимо отверстие с большой глубиной. Именно поэтому специалисты рекомендуют использовать подобный тип сверл при работе с древесными плитами или толстыми досками, где процесс сверления будет происходить максимально эффективно.
Исправить ситуацию может особый вид наконечника у перового сверла или же подобное изделие с удлинителем. Такой удлинитель имеет шестигранную форму, и вполне может использоваться для иных типов сверл. При этом диаметр итогового отверстия может достигать до 52 миллиметров.
Перьевые сверла для дерева
Центровые и кольцевые
А вот центровые сверла пригодятся для создания идеально ровных сквозных отверстий в деревянной поверхности. Обычно такие изделия имеют вид 50-миллиметрового (минимум — 12 мм) стержня с режущей кромкой внизу, достигая длины до 150 миллиметров. Конечно же, достаточно глубоких отверстий проделать не получится. Для этого подойдут кольцевые сверла, на вид схожие с короной или кольцом с зубьями. Обычно они продаются целым набором в виде насадок с центровочным сверлом и единой основой.
Сверла Форстнера
Когда речь заходит о ремонте или создании мебели, а не о мыслях с вопросом как заточить перьевое сверло по дереву, то сразу же можно смело идти за сверлами Форстнера, которые подходят для этого дела лучше всего. Они позволяют высверливать полностью глухие отверстия с идеально ровным дном. При этом диаметр изделия достигает от 10 до 50 миллиметров. Само же сверло покрыто специализированным сплавом, служащим защитой и увеличивающим срок эксплуатации.
Сверло по дереву Форстнера
Правильная заточка сверла
Перед тем, как приступить непосредственно к заточке дорогого и качественного сверла, следует испробовать свои навыки на старых, бывших в употреблении изделиях. Таким образом, при негативном результате старое сверло всегда можно пустить на расходный материал. Когда рука будет набита, то можно без страха переходить на новое сверло.
Для наиболее правильного проведения заточки сверла по дереву следует соблюдать его геометрические параметры. Это означает, что важно сохранить угол заводской заточки. Иногда результат может быть и таков — идеально заточенный для перфоратора. Само сверло можно обрабатывать как вручную, так и с помощью электроточила.
Приспособление для заточки сверл в домашних условиях
Ручная заточка
При ручной заточке используется напильник из мягкой стали. Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
Заточка при помощи электрического точила
Когда же заточка сверла происходит в «автоматическом» режиме при помощи электрического точила, то очень важно поблизости иметь холодную воду (в емкости или проточную), так как необходимо постоянно охлаждать стержень. Это позволит сохранить изделие от перегрева и порчи.
Затачивать сверло при таком варианте следует об край диска точила.
Как только достигнута требуемая геометрия сверла, стоит провести доводку при низких оборотах.
Самодельный станок для заточки сверла
В случае, когда станка для заточки под рукой нет, его вполне можно сделать своими руками.
Необходимо крепко установить в удобном положении болгарку. Подойдет и стационарная станина с двигателем частотой до 1500 оборотов в минуту (при мощности в 200 Вт).
Основой для самодельного станка вполне может послужить толстая фанера или деревянный брус.
Для более корректной заточки необходимо исключить любую вибрацию двигателя и создать условия для плавного перехода на различную скорость оборотов. Чтобы достичь такого результата, можно использовать абразивный круг.
Пошаговая инструкция заточки сверла
Итогом вышеописанных действий является определенная схема действий:
Для улучшения качества заточки сверло следует закрепить в шайбу, задние кромки которой нужно подвернуть на пару миллиметров.
Как только заточка окончена, стоит продолжить работу на более низких оборотах.
После этого можно охладить затачиваемое изделие и протестировать на работоспособность.
При выполнении заточки сверла важно понимать, что человеку необходимо обладать очень хорошим зрением. Поэтому для лучшего результата нужно организовать качественное освещение места работы. В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет «спасением» при ремонтных или строительных работах.
Как заточить сверла, чтобы защитить ваши инвестиции в высококачественные электроинструменты
Многие не знают, что сверла требуют регулярной заточки, чтобы обеспечить их наилучшую службу. Подобно ножам и топорам, тупое сверло требует гораздо большего усилия для выполнения той же работы. Вместо того, чтобы утомлять пользователя, тупое сверло неизбежно изнашивает вашу дрель. Регулярная точечная заточка сверл с помощью напильника — лучший способ защитить ваши инвестиции в высококачественные электроинструменты. Brazos Industries знает о важности правильной заточки сверл, и мы хотели бы поделиться с вами тем, как заточить сверла, чтобы защитить ваши инвестиции.
Подготовка к заточке сверл
Перед началом работы Brazos Industries соблюдает меры предосторожности, так как при заточке сверл металл летит по воздуху. Наша команда также носит защитные очки, чтобы предотвратить травмы и ошибки. Кожаные перчатки также помогут защитить ваши руки.
При необходимости наша команда в Brazos Industries использует тиски или приспособление для заточки, чтобы удерживать сверло. Используйте плоскогубцы, если у вас нет доступа к этому. Идеально держать руки подальше от кофемолки.
Заточка сверл для предотвращения перегрева
Для правильной заточки сверл необходимо, чтобы шлифовальный станок работал на малой скорости. Размещение насадки у основания колеса позволяет наклонной стороне касаться фрезы. Для большинства бит этот угол должен быть около 60 градусов. Кончик биты не должен касаться шлифмашины.
Brazos Industries медленно вращает насадку по часовой стрелке, вынимая и помещая ее в стакан с водой каждые несколько секунд. Это предотвратит перегрев биты.
Проверка сверла помогает предотвратить ошибки
Время от времени наши сварщики проверяют остроту сверла. Этого можно добиться, просто коснувшись сверла пальцем. Если он острый, то вам не нужно будет продолжать использовать кофемолку. Кроме того, вам нужно будет изучить угол сверла.
Brazos Industries предлагает использовать угломер, чтобы убедиться, что долото по-прежнему имеет угол 60 градусов. Периодическая проверка этого на протяжении всего процесса предотвратит любые ошибки.
Методичное использование металлического напильника для заточки сверл во избежание несчастных случаев
Как только сверло станет достаточно острым, вам нужно будет использовать металлический напильник, чтобы закончить работу, так как это предотвратит чрезмерную заточку сверла. Поместите биту в тиски или зажим и используйте металлический напильник, чтобы заточить ее. Держите файл под углом. Чтобы не допустить ошибок, делайте это медленно и методично.
Регулярное техническое обслуживание бурового долота имеет решающее значение для Brazos Industries
Brazos Industries регулярно проводит техническое обслуживание наших буровых долот, чтобы избежать возможных ошибок и несчастных случаев. Хотя мы часто проводим техническое обслуживание, это предотвращает затупление наших сверл.
Кроме того, мы храним наши буровые долота в оригинальном корпусе, чтобы снизить вероятность несчастного случая.
Это только основные способы заточки сверл. Не стесняйтесь обращаться к нам по ссылке ниже для получения дополнительной информации!
Как легко заточить сверла » Блог NAPA Know How
Опубликовано Джефферсон Брайант Ноу-хау
Старожилы часто называют простой способ неправильным, но это не так. всегда так. Другими словами, для каждой работы найдется подходящий инструмент, и то же самое относится и к заточке сверл. Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно заточить сверла с помощью настольной шлифовальной машины или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно простой, не является легким. Вы можете полностью разрушить режущую кромку своего сверла, пытаясь понять, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд каждое? С отличными результатами каждый раз, Drill Doctor — ваш лучший выбор.
Как обсуждалось в нашей недавней статье о сверлах, наиболее распространенные сверла используют угол 118 или 135 градусов. Drill Doctor 500X способен справиться с обоими задачами с помощью простой регулировки. Станок может работать с битами от 3/32 дюйма до 1/2 дюйма и до 3/4 дюйма с дополнительным большим патроном для бит. Он также может разделять точки для самоцентрирования. Этот инструмент реально экономит время, особенно когда у вас что-то становится скучным в середине проекта.
Вот что бывает, когда у вас затупилось сверло. Обратите внимание, что отверстие смещено от центра, а одна сторона поцарапана. Острый бит работает лучше и быстрее, чем тупой.
Острые сверла безопасны. Процесс сверления буквально представляет собой процесс отрыва материала от основного корпуса. Тупые сверла режут медленно, требуют большего давления для резки и увеличивают количество тепла, подводимого к детали. Все это приводит к нецентральным отверстиям, испорченным деталям и сломанным битам. Сломать сверло во время сверления очень опасно, часто это заканчивается кровавым месивом на верстаке из-за того, что вы пронзили себя. Острое сверло, как и нож, быстро и эффективно разрезает материал, так что меньше травм на материале и меньше травм на вашем человеческом теле.
Пользоваться дрелью очень просто, мы составили руководство по использованию этого инструмента, чтобы убедиться, что ваши сверла острые и безопасные. Начните с выбора битов. Осмотрите кончик каждой насадки. Если есть какие-либо сколы или неровные края, сверло необходимо заточить. Осторожно ощупайте край; он должен быть острым и не закругленным. Если одна сторона долота меньше другой, то долото отдавало предпочтение одной стороне; это должно быть исправлено путем заточки.
Края зазубренные и сколотые, этим сверлом никогда не получится чистое отверстие.
Мы покрасили биту какой-то машинной краской, чтобы показать прогресс. Вам не нужно этого делать, но это полезно.
Далее вам нужно решить, какой угол вы хотите установить на долото. Большинство бит для хобби используют угол 118 градусов, и это стандартная настройка угла для Drill Doctor. Вы можете изменить угол сверла, вам просто нужно немного его заточить, чтобы получить полное изменение. См. нашу статью о сверлах для более подробной информации о различиях между ними. У 118-градусной насадки более острый конец, а у 135-градусной насадки более плоский. При включенном, но выключенном приборе Drill Doctor поместите патрон в направляющую для выравнивания так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.
Бита, которую мы затачиваем, имеет острие 137 градусов, поэтому мы устанавливаем держатель биты в положение 137 градусов, что составляет один паз по часовой стрелке от отметки 118.
Откройте патрон, повернув рукоятку. Вставьте биту в патрон, пока она не достигнет зажимных рычагов. Нажмите кнопку, чтобы открыть зажимы одной рукой, и вставьте биту на место другой рукой. Освободите зажимы. Зажимы выровняют биту в правильном положении. Затяните патрон так, чтобы он крепко зажал биту. Убедитесь, что бита не упала между зажимными лезвиями внутри патрона.
Патрон для бит имеет 6 зубьев, которые захватывают биту, откройте его, чтобы принять биту.
Затем закройте патрон на бите ровно настолько, чтобы бита не выпала.
Вставьте патрон в порт выравнивания и установите выемку в желаемом угловом положении, как обсуждалось ранее. Пружинные зажимы выравнивают биту, а затем зажимают патрон, чтобы зафиксировать ее.
Затем выберите угол сверления в порте заточки Drill Doctor. Ослабьте ручку и поднимите порт, чтобы он соответствовал нужному углу, 118 или 135.
В Drill Doctor есть две настройки: 118 и 135. Мы выбрали 135.
Включите станок и вставьте патрон в порт. Медленно вставьте патрон в станок, пока патрон не сядет в порт. Вы можете услышать, как бита соприкасается с вращающейся заточной головкой.
С патроном в приспособлении для заточки прижмите коромысло к ведомому штифту и медленно вращайте патрон, считая каждый полный оборот, пока не завершится заточка.
Нажимайте на порт направляющей вверх, пока он не коснется штифта наверху. Вы готовы к заточке. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений, чтобы завершить процесс заточки. Работайте битой до тех пор, пока она не перестанет шлифоваться. Время от времени вы можете проверять свой прогресс.
Заточка прекратилась, но лезвие еще не заточено, видны сколы краев и краска еще.
Бит, похоже, немного отступил назад, поэтому мы выровняли его и начали заново.
Правильно заточенное долото будет иметь чистое долото (режущая кромка), пятку ниже острия (так называемый положительный рельеф), а угол долота должен составлять 1-1:30, если смотреть на долото, как показано на рисунке. Если угол находится на 2 часа, попробуйте еще раз, только переместите метку на 1-2 места вправо. Если угол долота равен 12:45, переместите его влево. Вы можете точно отрегулировать угол в соответствии с вашим сверлом, что является одной из замечательных особенностей Drill Doctor.
Заточка завершена, бит выглядит хорошо.
Если вы не разделяете точку, все готово. Если вы раскалываете точку, держите биту в патроне и переходите к следующему шагу. С помощью Drill Doctor очень просто разделить насадку. После заточки просто вставьте биту в отверстие для раскалывания (сбоку станка) и медленно вдавите ее в движущийся точильный камень. Выньте патрон, поверните его на пол-оборота и повторите. Два шага и все. Раздвоенный наконечник помогает удерживать сверло по центру в более твердых материалах.
Отверстие сбоку предназначено для расщепления наконечника, что помогает удерживать сверло по центру.
Несколько секунд с каждой стороны и готово.
Это сверло полностью заточено с новым разъемным наконечником. Готов сделать несколько отверстий!
Заточка сверл вручную — это вид искусства, который, безусловно, полезен, но сложен в освоении и требует много времени. Drill Doctor прост в использовании и стоит своих денег, чтобы выполнить работу. Этот автор регулярно отправляет своего 13-летнего сына работать в магазин с ведром старых сверл и сверлильным доктором. Это так просто.
Ознакомьтесь со всеми инструментами и оборудованием, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для планового технического обслуживания и ремонта. Для получения дополнительной информации о том, как заточить сверла, поговорите со знающим специалистом в местном магазине NAPA AUTO PARTS.
Алюминиевые сплавы. Состав, свойства, технология, применение :: Книги по металлургии
1.3.4. СРЕДНЕПРОЧНЫЕ КОВОЧНЫЕ СПЛАВЫ СИСТЕМЫ АЛЮМИНИЙ-МЕДЬ-МАГНИЙ-КРЕМНИЙ (Al-Cu-Mg-Si)
К сплавам системы Al—Сu—Mg— Si относятся сплавы АК6 и АК8, которые служат для получения заготовок методом горячей пластической деформации — ковкой и штамповкой.
Сплав АК6 высокотехнологический ковочный сплав средней прочности разработан С. М. Вороновым в 40-х годах XX ст. и длительное время является одним из основных ковочных сплавов с хорошими характеристиками вязкости и пластичности.
Сплав АК8 (международное обозначение 2014) отличается от сплава АК6 большим в 2 раза содержанием меди, что обеспечивает повышение прочности и понижение относительного удлинения. За рубежом сплав применяется широко не только в виде кованных, но и катанных и прессованных полуфабрикатов.
Химический состав сплавов АК6 и АК8 приведен в табл. 96.
Существуют варианты сплава АК6 с содержанием, железа 0,4%, титана 002—0,1 % и хрома 0,01—0,2% — сплав АК6ч. В результате это позволило в сплаве АК6ч повысить механические свойства, вязкость разрушения, пластичность в горячем состоянии.
Сплавы АК6 и АК8 упрочняются закалкой и как правило старением. Возможно и искусственное старение.
Для обеспечения оптимальных механических свойств сплава АК6 перерыв между закалкой и искусственным старением должен быть не более 6 часов. Для сплава АК8 перерыв между закалкой и искусственным старением не сказывается на уровне механических свойств после последующего искусственного старения.
Сплав АК8 склонен к пережогу, поэтому детали толщиной больше 10 мм необходимо нагревать под закалку при температуре около нижнего предела температуры закалки.
Для обеспечения стабильных механических свойств полуфабрикатов и деталей охлаждение после закалки необходимо проводить в воде с температурой не выше 40°С.
Для снижения закалочных напряжений и коробления при закалке массивных, сложных по конфигурации деталей и полуфабрикатов из сплавов АК6, АК64 с толщиной стенки до 30 мм допускается охлаждение в воде при 80—90°С, а с толщиной до 150 мм при 70—80°С. Закалка в горячей воде вызывает снижение прочностных характеристик до 5%, но не ухудшает другие свойства по сравнению со свойствами, обеспечиваемыми закалкой в холодной воде. При этом наблюдается некоторое повышение сопротивления коррозионному растрескиванию.
Отжиг производится при температуре 380—420°С — 10—60 мин, охлаждение со скоростью 30°С/ч до 260°С, далее на воздухе.
Старение при 20°С (естественное) сплавов АК6 и АК8 обеспечивает высокую пластичность и сопротивление КР, при пониженных прочностных свойствах по сравнению с искусственным старением. Режим Т1 применяют 1ля получения высокой прочности и удовлетворительной пластичности. Для сплава АК6 (АК6ч) допускается применение сокращенного режима Т1: 170—175°С, 3 ч. Гарантируемые механические свойства полуфабрикатов из сплавов АК6 и АК6ч приведены в табл. 98.
Гарантируемые механические свойства полуфабрикатов из сплава АК8 приведены в табл. 99.
Механические свойства полуфабрикатов из сплавов АК6 и АК8 соответственно при высоких и низких температурах приведены в табл. 100, 101, 102, 103.
Вязкость разрушения и скорость роста трещины у полуфабрикатов из сплава АК6 приведены в табл. 104 и 105 соответственно.
Физические свойства сплавов АК6 и АК8 приведены в табл. 106.
Плотность сплавов: АК (АК6ч) и АК8 соответственно равно 2,75 г/см3 и 2,80 г/см3.
КОРРОЗИОННЫЕ СВОЙСТВА.
Сплавы АК6 (АК6ч) и АК8 обладают пониженной коррозионной стойкостью. Сопротивление коррозионному растрескиванию сплава АК6 в состоянии Т1 в условиях заданной деформации при переменном погружении в 3%-ный раствор NaClсоставляет в высотном направлении 120 МПа, в поперечном — 150 МПа, в продольном — 200 МПа. При перестаривании сопротивление коррозионному растрескиванию повышается.
Технологические и эксплуатационные нагревы не приводят к ухудшению коррозионной стойкости сплавов АК6 и АК8. Защита от коррозии в зависимости от назначения деталей осуществляется анодно-окисными, химическими и лакокрасочными покрытиями.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА.
Сплавы АК6 и АК8 имеют высокие технологические свойства при непрерывном литье, горячей обработке давлением (свободной ковке, штамповке, прессованием). Сплавы хорошо
армируются в горячем и холодном состояниях, интервал горячей деформации составляет 420—470°С.
Сплав АК6 может успешно деформироваться и в более высоком температурном интервале. Деформация сплава при 505—525°С с непосредственной закалкой в воде и последующее старение (высокотемпературная термомеханическая обработка) приводят к некоторому повышении прочности и ударной вязкости сплава. В микроструктуре наблюдает фрагментация внутри зерен, а также уменьшается глубина ободка с рекристаллизованной структурой. Такая обработка является перспективны технологическим процессом.
На структуру и механические свойства штамповок влияет вид заготовки: слиток или промежуточная прессованная заготовка. Штамповки, изготовленные из прессованной заготовки, имеют крупнозернистую направленную рекристаллизованную структуру, а штамповки, изготовленные из слитка, имеют мелкокристаллическую нерекристаллизованную структуру, соответственно изменяются и механические свойства. Многолетняя статистика механических свойств штамповок из сплава АК6 оказывает, что штамповки из сплава АК6, изготовленные из прессованного прутка, имеют более высокие механические свойства (500—520 МПа), чем те же штамповки, изготовленные из слитка. Такая закономерность характерна для протяженных узких штамповок, заготовка которых штампуется плашмя, что обеспечивает сохранение механических свойств прессованного прутка. В табл. 107 приведены механические свойства штамповок из сплава АК6Т1, изготовленных из прессованных прутков.
Для литой заготовки существенное влияние на структуру и свойства тюковок имеет схема ковки слитка.
I схема — осадка слитка на галету;
II схема — осадка на галету и вытяжка на высоту заготовки;
III схема — две осадки и две вытяжки на высоту заготовки;
IV схема — три осадки и три вытяжки на высоту заготовки.
Ковка по 1 и II схемам недостаточно деформирует металл и не обеспечивает требуемых механических свойств.
Ковка по III и IV схемам обеспечивает требуемые по техническим условиям механические свойства, при этом уменьшается разброс механических свойств.
В зависимости от назначения, условий работы и требований конструкции штамповки и поковки делятся по объему и видам испытания на пять групп. В табл. 108 приведено деление штамповок и поковок на группы в зависимости от объема и видов испытания.
Группы контроля штамповок и поковок обязательно указываются в чертежах и (или) оговариваются в технических условиях.
Одна штамповка или поковка от партии, изготавливаемая впервые или по новой технологии, подвергается всесторонним исследованиям, включающим испытание механических свойств, макроструктуры, микроструктуры и др. Схема всесторонних исследований и контрольных испытаний оговаривается в согласованных чертежах и технических условиях.
Применение. Сплавы АК6 и Ак6ч используют для ответственных силовых деталей авиационной техники длительного ресурса, в частности в крыльях пассажирских самолетов.
Сплав АК6 благодаря высокой пластичности в горячем состоянии применяют для изготовления штамповок, крыльчаток компрессора, крыльчаток вентилятора для компрессоров реактивных двигателей, корпусных деталей агрегатов.
Сплав АК8 не нашел широкого применения в отечественном авиастроении, хотя его аналог — сплав 2012 — широко применяется за рубежом не только в виде штампованных, но и катанных и прессованных полуфабрикатов.
Сплав системы Аl—Сu-Mg—Si широко используют в строительстве, транспорте, электротехнике и других отраслях промышленности. В табл. 109 приведены сводные данные по сплаву АК6.
Д16т характеристики и расшифровка марки, сплав алюминия Д16т плотность, ГОСТ и другая информация
Д16т характеристики и расшифровка марки, сплав алюминия Д16т плотность, ГОСТ и другая информация.
Д16т – один из самых востребованных дюралюминиевых сплавов в судостроительной, авиационной и космической промышленности. Главное его преимущество заключается в том, что получаемый из него металлопрокат обладает:
стабильной структурой;
высокими прочностными характеристиками;
в 3 раза более легким весом, чем стальные изделия;
повышенным сопротивлением микроскопической деформации в процессе эксплуатации;
хорошей механической обрабатываемостью на токарных и фрезеровочных станках, уступая лишь некоторым другим алюминиевым сплавам.
В связи с этим, изделия не требует дополнительной термообработки и позволяет избежать такой распространенной проблемы, как уменьшение размеров заготовок после естественной или искусственной закалки, которая характерна для изделий, выполненных из сплава Д16.
Сплав д16т: расшифровка марки
Химический состав дюралюминия Д16Т строго регламентируется ГОСТом 4784-97 и расшифровывается следующим образом:
Д – дюралюминий;
16 – номер сплава в серии;
Т – закаленный и естественно состаренный.
Дюралюминий Д16Т относится к алюминиевым сплавам системы Al-Сu-Mg, легируемым марганцем. Большую его часть составляет алюминий – до 94,7%, остальное приходится на медь, магний и другие примеси. Марганец увеличивает коррозийную стойкость сплава и улучшения его механические свойства, хотя и не образует с алюминием общих упрочняющих фаз, а лишь дисперсные частицы состава Al12Mn2Cu.
Негативно на характеристики д16т влияют включения железа, которое не растворяется в алюминии. Феррум кристаллизуется в дюралюминиевом сплаве в виде грубых пластин, существенно снижая его прочностные и пластичные параметры. Кроме того, примеси железа связывают медь, в результате чего уменьшается прочность сплава, достигающих максимальных значений после естественного старения. В связи с этим, его содержание в дюралюминии очень жестко ограничивается ГОСТом и не должно превышать массовой доли – 0,5-0,7%.
На западе существует аналог сплава Д16Т, плотность которого также равна 2,78 г/ кв. см., но маркируемого по-другому – 2024 т3511.
Термообработка сплава д16т
Дюралюминий Д16Т подвергается дополнительной обработке для улучшения его эксплуатационных качеств:
В первую очередь проводится температурная закалка при 495-505 градусах. При более высоких температурах происходит пережог алюминия, приводящий к резкому снижению качественных характеристик сплава.
Во-вторых, дюралюминий закаливается в холодной воде, причем большое влияние имеет температура охлаждающей воды. Самый оптимальный диапазон, при котором сплав достигает максимального сопротивления к межкристаллитной коррозии и питингу – 250-350 градусов.
И в последнюю очередь дюралюминиевый сплав Д16Т подвергается естественному старению, которое проводится при комнатной температуре в течение 4-5 дней.
В результате после закалки и старения материал приобретает твердость, равную 125-130 НВ, которая является максимальной среди всех известных дюралюминов.
Сферы применения проката Д16Т
Ввиду высокой прочности, твердости и легкости, сплав Д16Т используется для изготовления различного металлопроката. Он востребован в различных промышленных областях:
в конструкциях самолетов и судов и космических аппаратов;
для изготовления деталей для машин и станков;
для производства обшивки и лонжеронов автомобилей, самолетов, вертолетов;
для изготовления дорожных знаков и уличных табличек.
Незаменимы трубы Д16Т при производстве нефтяного сортамента. Эксплуатационные колонны, собранные них способны обеспечить бесперебойную эксплуатацию скважины в течение 8 лет.
В отличие от стального трубного проката, дюралюминиевые трубы пластичны, легки в транспортировке, прочны и имеют гладкую поверхность. Единственный минус труб Д16Т – склонность к коррозии при длительных нагревах, в агрессивной кислой или газовой среде. Однако, данная проблема успешно решается с помощью неорганических ингибиторов, которые создают на поверхности труб толстую оксидную пленку и снижают их чувствительность к межкристаллитному разрушению.
У нас вы можете купить:
Алюминиевые листы Д16АТ
Алюминиевые плиты Д16Т
Алюминиевые прутки Д16Т
Бесплатные инструменты для расшифровки файлов программ-вымогателей от Kaspersky
0 инструмент соответствует вашему запросу
Вам также может понравиться
Название инструмента
Описание
Обновлено
Расшифровщик теней
Расшифровывает файлы, затронутые всеми версиями Shade.
Руководство
Скачать
30 апр 2020
Расшифровщик Рахни
Расшифровывает файлы, затронутые Rakhni, Agent.iih, Aura, Autoit, Pletor, Rotor, Lamer, Cryptokluchen, Lortok, Democry, Bitman, TeslaCrypt (версии 3 и 4), Chimera, Crysis (версии 2 и 3), Jaff, Dharma. , новые версии вымогателей Cryakl, Yatron, FortuneCrypt, Fonix, Maze, Sekhmet, Egregor.
Расшифровывает файлы, затронутые CoinVault и Bitcryptor. Создан в сотрудничестве с Национальным отделом по борьбе с преступлениями в сфере высоких технологий (NHTCU) полиции Нидерландов и Национальной прокуратурой Нидерландов.
Руководство
Скачать
15 апр 2015
Расшифровщик Wildfire
Расшифровывает файлы, затронутые Wildfire.
Руководство
Скачать
24 авг 2016
Расшифровщик Xorist
Расшифровывает файлы, затронутые Xorist и Vandev.
Руководство
Скачать
23 августа 2016
Загрузите Kaspersky Total Security , чтобы избежать атак программ-вымогателей в будущем
Скачать пробную версию
Купить полную версию
Сила выборочного дешифрования
Обновлено 25 сентября 2021 г.
Во время недавнего старта продаж Gigamon я встретился с стратегом глобальной безопасности Яном Фаркуаром, чтобы поговорить о тенденции к более сильному шифрованию, а также о плюсах и минусах ожидаемого стандарта TLS 1. 3. Как вы увидите, мы также должны поделиться интересными новостями о новой встроенной функции расшифровки SSL от Gigamon, которая удовлетворяет соответствующую потребность в выборочной расшифровке для получения информации о зашифрованном трафике. Вот некоторые из основных моментов, но мы приглашаем вас посмотреть нашу серию видео, чтобы узнать больше.
Право на шифрование/дешифрование
В ответ на критику TLS 1.2, в первую очередь за ее задержку и недостатки безопасности, Инженерная рабочая группа Интернета (IETF) работала над тем, чтобы сделать TLS 1.3 быстрее и безопаснее. Проблема, однако, заключается в том, что, хотя ожидаемые улучшения безопасности могут принести пользу открытым Интернет-соединениям, они могут нарушить работу тех групп, которым необходим доступ к этому трафику для устранения неполадок, соответствия требованиям и управления производительностью приложений в корпоративных сетях.
Несомненно, устраняя все, кроме идеальной прямой секретности (PFS), которая предотвращает пассивный перехват и дешифрование трафика, IETF поможет уменьшить использование интернет-трафика. Но какой ценой? К сожалению, это изменение заставит организации использовать встроенный перехват, что создает гораздо более сложную архитектуру, увеличивает задержку и снижает надежность.
Что может помочь? 1) наборы шифров, отличные от PFS (или «TLS Enterprise») для использования в центрах обработки данных; и 2) обязательные варианты законного перехвата, чтобы помочь правоохранительным органам защититься от киберпреступности.
Кроме того, влияние стандартов шифрования распространяется не только на команды центров обработки данных, но и на юридические вопросы, соответствие нормативным требованиям и управление персоналом. Как только организации начинают расшифровывать SSL/TLS, они могут столкнуться с проблемами конфиденциальности и соответствия требованиям. Например, согласно HIPAA невозможно безопасно расшифровать медицинские данные. С PCI организации не могут хранить информацию о кредитных картах в инструменте, который можно проверить; эти данные должны оставаться отдельными и незашифрованными. В соответствии с Директивой ЕС о защите данных сертификат, выданный в Германии, не может быть расшифрован, в то время как сертификат из России, США или Южной Америки может быть расшифрован.
В этих случаях внесение в белый список (т. е. не расшифровывать это) и внесение в черный список (т. е. расшифровывать это) становится очень важным. Компания не захочет расшифровывать финансовую информацию сотрудников, но если она подозревает, что сотрудник передает информацию в хранилище файлов, она может решить расшифровать и отправить этот трафик в инструмент DLP. С помощью Gigamon Visibility Platform белые и черные списки могут быть определены на основе IP-адреса, статуса сертификата и метаданных, категоризации URL-адресов, доменного имени и т. д. Для специалистов по соблюдению нормативных требований и юристов эта возможность выборочного и мелкозернистого дешифрования может облегчить проблему «все или ничего» и позволить им выбрать то, что лучше всего, исходя из политики компании.
Рост зашифрованного трафика
Зашифрованный трафик растет как на дрожжах. На самом деле, некоторые считают, что вскоре он станет стандартом для всех интернет-коммуникаций. Это имеет смысл. Вы не только защищаете данные, но и гарантируете, что они не были изменены при передаче и что вы подключены к тому, к чему, по вашему мнению, подключены. Эта тенденция еще больше подпитывается облачными технологиями: все больше и больше веб-приложений, IoT и различных сканирующих и сенсорных устройств распространяются по сетям и используют зашифрованный трафик.
Однако для предприятий возникнет несколько проблем при переходе на TLS 1.3. Возьмем, к примеру, компанию с многоуровневой инфраструктурой, которой необходимо отслеживать трафик для управления производительностью приложений. Если приложение начинает работать неправильно, им необходимо понять, какой компонент нуждается в исправлении. Проблема с наборами шифров только для TLS 1.3 и PFS заключается в том, что им нужно будет размещать встроенные устройства между каждым отдельным уровнем, что, как упоминалось ранее, может снизить надежность, вызвать узкие места трафика и увеличить задержку.
В этой ситуации становится очевидным, почему пассивное дешифрование имеет смысл, а перенос TLS 1.3 на PFS-only — нет.
Подходы к расшифровке SSL
Несколько основных проблем с расшифровкой SSL связаны с растущими затратами, связанными с добавлением дополнительных средств управления и безопасности, а также управления ключами.
Во-первых, расшифровка SSL требует больших вычислительных ресурсов, и хотя многие инструменты могут расшифровывать SSL, индивидуальный подход к каждому инструменту не является ни разумным, ни экономически эффективным. Зачем тратить 30-80% своей производительности на расшифровку SSL, если есть решение получше? Благодаря платформе Gigamon Visibility Platform расшифровка SSL консолидируется и выполняется в одном централизованном месте, где она не возлагает вычислительную нагрузку на другие инструменты, такие как брандмауэры, IPS и т. д.
Во-вторых, чем в большем количестве мест у вас есть ключ, тем выше риск для этого ключа. С точки зрения управления более целесообразно иметь ключ, опять же, в одном централизованном, хорошо защищенном месте.
С помощью Gigamon Visibility Platform организации могут расшифровывать SSL, выполнять фильтрацию сеансов приложений и искать определенные строки внутри сеанса TCP, а также отправлять только релевантную информацию соответствующим инструментам. Решение также обеспечивает автоматическую отказоустойчивость благодаря встроенной функции обхода, которая может определять доступность инструмента безопасности и предпринимать действия в случае сбоя инструмента. Например, если обнаруживается, что инструмент больше не пропускает трафик, он может автоматически переключаться со встроенного на внеполосный или наоборот. Или, если инструмент не является необходимым, его можно полностью обойти, пока он повторно не проверит, доступен ли он и может быть возвращен в работу.
Включение инструментов безопасности
Для отраслей с строгим соблюдением требований, таких как здравоохранение, финансовые услуги и правительство, TLS является идеальным протоколом для защиты зашифрованного трафика. Но это также идеальное место для укрытия угроз.
Федеральное правительство, в частности, имеет один из худших ландшафтов угроз, поскольку другие национальные государства активно пытаются скомпрометировать сети. Многие передовые вредоносные программы используют зашифрованные каналы управления и контроля, которые могут использовать социальные сети и затруднить определение, скажем, законной страницы Facebook или нет. Единственный способ узнать это — взломать SSL и посмотреть, что внутри. Если вы видите подлинный человеческий текст, это, вероятно, сайт социальной сети; если вы видите кучу команд для вредоносных программ, ну . . . .
Итог: если вы его не видите, вы не можете его защитить.
Существует и никогда не будет одного идеального инструмента безопасности, который справится со всем. Но если поставщики инструментов говорят, что они могут делать все, кроме SSL, а ваш трафик на 80% состоит из SSL, это означает, что 1) их инструменты безопасности могут видеть только 20% вашего трафика; и 2) вы не в безопасности.
Перосъемная машина сделать самому своими руками: устройство, чертежи
Ощипывание птицы – дело не самое приятное. Хорошо если нужно удалить перья с нескольких тушек. А если нужно обработать 300 штук, к примеру? С такой изнурительной задачей даже всей семьей не справиться. Вот и приходит на ум многим владельцам птичьего двора сделать перосъемную машину своими руками. Самодельный вариант будет слабо отличаться от заводского. Может, выглядеть будет не так эстетично. Но ведь главное — функциональные возможности.
Принцип действия
Изготовленная своими руками перосъемная машина работает по тому же принципу, что и фабричная. Чаще всего она представляет вместительный резервуар. Внутренняя часть его (и стенки, и дно) утыкана резиновыми «пальцами» — билами. Они представляют собой упругие штыри, на конце которых имеется резьба.
Тушка птицы, облитая кипятком, бросается в резервуар. После включения двигателя дно начинает вращаться. Тушка начинает «плясать» по всему пространству. При этом она ударяется о билы. От этого перья удаляются. Остаются лишь самые маленькие на труднодоступных местах, которые нужно удалить вручную. На все уходит не более 2-3 минут. Чтобы процесс происходил быстрее, тушку поливают водой. Вода смывает лишние перья и защищает птицу от повреждений.
Разнообразие видов
Прежде чем приступать к изготовлению своими руками перосъемной машины, нужно определиться с ее видом. Это будет зависеть от количества тушек.
С центрифугой. Представляет собой емкость (чаще круглой или треугольной формы), по внутренней стороне которой натыканы бильные «пальцы». Дно начинает вращаться, и тушка обрабатывается билами.
С барабаном. Машина данного вида начинает работы за счет включенного двигателя. К ротору по внешней стороне крепятся билы. Хозяин подносит птицу к ротору и удерживает ее на таком расстояние, чтобы билы доставали до птицы. При этом он может сам регулировать силу, с которой прижимается тушка. Главное достоинство данного метода заключается в том, что он подходит для ощипывания птицы разных размеров.
В виде насадок для электроинструмента. Изготовить подобную насадку легко. Это наиболее экономичный вариант. Но минусом его является неудобство в работе. Оператор должен одной рукой держать птицу, а другой – инструмент.
Фабричную перосъемную машину может позволить себе далеко не каждый в связи с высокой стоимостью. Поэтому их приобретают лишь те, кто занимается выращиванием птицы в больших количествах. А остальные отдают предпочтение изготовленной своими руками перосъемной машине. Чертежи для этого можно даже не использовать.
Где взять билы?
Одной общей чертой всех видов машин является наличие бил, которые будут снимать перо. Это не изменяется, какой бы вариант ни выбрали для изготовления своими руками. Устройство перосъемной машины в обязательном порядке предполагает наличие вращающихся резиновых бил. И это является одним из препятствий, которое может помешать сделать машину самостоятельно. Дело в том, что изготовить столь специфическую деталь в домашних условиях невозможно. Поэтому билы нужно приобретать в магазине.
Делая заказ необходимо помнить, что билы не являются универсальными. Они могут отличаться по размеру. И выбор их зависит от размера тушек. Понятно, что самые большие подходят для самой крупной птицы (гуси, индюки). А самые маленькие – для перепелов.
Насадка на электроинструмент
В данном случае основой будет служить кусок трубы с толстыми стенками. Из него делают заготовку, напоминающую консервную банку. Сама банка не подходит, так как она изготавливается из очень тонкого металла.
К трубе приваривается дно (или закрепляется винтами). В центре дна делается отверстие для шпильки. Диаметр его выбирается таким образом, чтобы оно подошло к патрону электроинструмента (дрель, шуруповерт). Шпилька закрепляется гайками. По всем стенкам банки делаются отверстия, в которые вставляются купленные билы. «Пальцы» закрепляются по внешней стороне трубы. На этом процесс изготовления своими руками перосъемной машины в виде насадки завершен.
Облегчить процесс изготовления можно, если вместо металлической трубы взять трубу полиэтиленовую, которую обычно используют для канализации. Ее диаметр должен быть примерно 10-12 см. Все остальные этапы выполняются в той же последовательности, что и в случае с металлической трубой.
Барабанный тип машины
Машина для ощипывания птицы барабанного типа по своей конструкции напоминает насадку к электроинструментам. Отличие заключается лишь в размерах. Барабан делается длиннее, чем насадка.
В действие барабан приводится за счет элетродвигателя. Достаточно мотора с небольшой мощностью и шкивного редуктора. К двигателю присоединяется ось, на которую одевается барабан. Сам барабан также устанавливают на раму. Снизу подвешивают мешок, в который будет падать перо.
Машина, работающая по принципу центрифуги
Наиболее распространенным является вариант, когда изготавливается перосъемная машина своими руками из стиральной машины. Для этого подходят модели с неподвижной емкостью цилиндрической формы. Такой вариант очень удобен, так как снизу уже имеется привод, который будет вращать донышко. Кроме того, сальник также установлен.
Снизу машинки нужно установить донышко, которое будет вращаться. Его диаметр обычно делают на несколько сантиметров меньше, нежели диаметр машинки. Но слишком большая разница в диаметрах не нужна, чтобы в образовавшуюся щель не попадали конечности тушки. Донышко соединяется с осью. Этот стык должен быть герметичным, чтобы на двигатель не попадала вода.
На донышке и стенках делаются отверстия, в которые будут вставляться билы. Кроме того, необходимо подготовить отверстие для слива воды и перьев.
Данный вид собранной своими руками перосъемной машины наиболее популярен. Он позволяет обрабатывать птицу разных размеров. Если тушки небольшие, можно опускать туда сразу несколько. При этом должно оставаться достаточно места, чтобы тушки могли поворачиваться. Сам процесс лучше выполнять на улице. Связано это с тем, что при ощипывании вода и перья будут лететь в разные стороны. Воду необходимо добавлять, чтобы ускорить процесс ощипывания и уберечь птицу от повреждений.
принцип действия, как собрать своими руками
В домашних хозяйствах очень часто занимаются разведением птицы для получения мяса (утки, гуси, цыплята-бройлеры и др.). При этом процесс ощипывания является непростым и не слишком приятным. Именно для того, чтобы избавить хозяев от столь неприятного занятия, придумана перосъемная машина. Для использования в домашних условиях можно смастерить перосъемную машину своими руками.
Принцип работы устройств
Перосъемная машина в виде насадки на шуруповерт
Изготовление агрегата на базе стиральной машины
Перосъемник на основе бочки
Принцип работы устройств
Прежде чем приступить к самостоятельному изготовлению аппарата, нужно понять принцип его действия. Перощипальная машина — емкость с бильными пальцами из резины. У этих пальцев имеется особая поверхность, которая может захватить перья и выдернуть их. Таким образом, не прилагая усилий, можно за считаные минуты получить несколько обработанных тушек.
Такие приспособления выпускаются в нескольких модификациях:
С центрифугой. Круглые или вертикальные треугольные емкости с бильными пальцами внутри. Дно раскручивается с большой скоростью, тушка также начинает крутиться и постепенно освобождается от перьев. Для повышения эффективности в аппарат вливают небольшое количество воды — она защитит тушки от повреждения и смоет все лишнее. Загружают в нее птиц не очень больших размеров (перепелки, куры, утки). В домашних условиях ими пользоваться невыгодно, потому для домашних хозяйств подойдут другие типы.
С барабаном. Здесь двигатель приводит в действие барабан. Пальцы расположены только с наружной стороны. Человек должен держать птицу вблизи вращающегося ротора, постоянно регулируя силу прижима. Можно очистить тушки разных размеров, но самые мелкие обрабатывать неудобно.
Специальные насадки на электроинструмент. Отличаются универсальностью (можно ощипать любую птицу), но с ними не очень удобно работать: приходится одной рукой держать тушку, а второй проводить обработку. Единственное оправдание — такие насадки недорогие.
Конечно, механизация процесса обладает массой достоинств, но есть и существенный минус — высокая стоимость. Потому покупают такие аппараты только фермеры или индивидуальные хозяйственники, занимающиеся регулярными продажами живности.
Но и при домашнем использовании хочется добиться минимизации затрат, именно потому в наши дни набрала популярность перосъемная машина, сделанная своими руками. Вариантов может быть несколько.
Перосъемная машина в виде насадки на шуруповерт
Данный вариант — один из самых простых. Важный совет: не стоит пробовать сделать пальцы самостоятельно, ведь стоимость их невысокая.
Для того чтобы произвести насадку, понадобится заготовка, имеющая форму консервной банки. Но сама банка не подойдет, так как тонкая жесть очень быстро согнется. Используйте толстостенную трубу легкосплавного металла. С одной стороны с помощью винтов прикрепите дно, по центру просверлите отверстие, в нем гайками закрепите шпильку (диаметр и размеры должны совпасть с патроном дрели). Непосредственно в цилиндре высверлите отверстия для бильных пальцев, затем туда следует заправить резинки — агрегат полностью готов к использованию.
Второй экономный вариант: взять канализационную трубу из полиэтилена, диаметр которой не превышает 12 см. Для дна подходит любой жесткий материал. Шпилька продевается насквозь, «щеки» стягиваются с применением гаек. Пальцы вставляются по той же схеме, что описывалась выше. Для увеличения производительности труда и облегчения работы дрель может прикрепляться до стола.
Приспособление с барабаном работает по принципу, аналогичному с насадками на дрели, отличается только большей длиной.Барабан располагают около опорной оси. Для изготовления хватает маломощного электромотора и простенького шкивного редуктора. Обработать можно большое количество птицы независимо от размеров. Барабан устанавливается на раме, снизу подвешивается мешок для сбора перьев, затем можно очищать неограниченное количество тушек.
Изготовление агрегата на базе стиральной машины
Чтобы изготовить его, отлично подойдет старая стиралка, имеющая неподвижную емкость цилиндрической формы, готовым приводом в нижней части, вращающим дно, и установленным сальником.
Главный смысл переработки — максимальное задействование стандартной конструкции. В стенках проделывают отверстия для крепления пальцев, над дном приделывают округлую пластину из жестких металлов (подойдут днища старых кастрюль или сковородок). Основание прикрепляется до оси. В дне также сверлят отверстия.
Часть, которая вращается, должна иметь габариты меньше, чем бак (примерно на 5 см). Если щель будет слишком большой, туда могут попасть птичьи конечности. В днище бака необходимо оборудовать и сток для воды, одновременно обеспечивая герметичность оси, чтобы вода не смогла попасть на электродвигатель.
С помощью такого агрегата можно обработать как мелкие, так и большие тушки.
Перосъемник на основе бочки
Самодельный перосъемник на основе бочки будет работать по тому же принципу, что и устройства из стиральных машин. Необходимо взять пластиковую или металлическую бочку (высота — 1 метр, ширина — 70 сантиметров). Она должна быть прочной, чтобы выдерживать удары птицы о борта.
В нижней части и на днище делают отверстия для пальцев, барабан помещают в каркасе. Его можно изготовить из деревянных брусьев либо металлических уголков. Первый вариант проще сделать, но второй — более надежный.
До первого слоя днища следует добавить еще один — для крепления к механизму вращения.
Для механизации изделия понадобится двигатель мощностью 1,5 кВт. Чтобы обеспечить должную защиту, мотор лучше вынести на подставку и отнести в сторону.
Вот так, без лишних расходов можно изготовить перощипательную машину собственными руками. Значительное преимущество такого приспособления в том, что его можно собрать из подручных материалов.
10 самодельных конструкций для ощипывания кур, которые облегчат сбор птицы
Если вы купите товар по ссылкам на этой странице, мы можем получить комиссию. На наш редакционный контент не влияют комиссии. Прочитайте полное раскрытие.
Вы разводили птиц в течение мясо?
Пришло время расправиться с ними, но вы боитесь выщипывая все перья. Я могу полностью сочувствовать.
Когда мы впервые начали выращивать мясных птиц, мы снимали с них кожу чтобы можно было избежать всего процесса ощипывания.
Однако некоторым людям нравится сохранять кожу неповрежденной. если ты хотите оставить кожу на своих птицах, вам следует подумать о создании собственного щипчик. Это делает разделку мяса птицы легче и занимает гораздо меньше времени.
Вот несколько идей, как сделать своими руками устройство для выщипывания цыплят:
1. Стиральная машина для выщипывания цыплят
У вас есть старая стиральная машина, которая видела лучшие дни? Он сидит и загромождает ваше пространство, и вы разместили его во всех социальных сетях, умоляя кого-нибудь прийти и получить его. Пока что, вот оно сидит.
Не позволяйте этому больше сидеть. Воспользуйтесь этим видеоуроком, чтобы превратить старую стиральную машину в машину для ощипывания кур. Это сделает ваш день более гладким при обработке мяса птицы.
2. Выщипыватель бочек
Вы можете приобрести инструмент, который подходит к концу вашей дрели. У него есть маленькие пальчики, которые отрывают перья, когда дрель включается.
Однако этот человек пошел еще дальше. Они создали держатель из бочки, в котором птица может отдыхать, пока вы используете дрель, чтобы удалить все ненужные перья.
3. Самодельный ощипчик для кур
У вас есть небольшая стая мясных птиц? Кажется ли расточительным тратить много денег на коммерческий выщипыватель, если вы можете сделать свой собственный?
Человек, который построил эту самодельную машину для ощипывания цыплят, чувствовал то же самое. Он использовал много обрезков со всей своей фермы, таких как фанера и трубы из ПВХ, чтобы сделать ощипчик для цыплят, который выполняет работу для его семьи.
4. Устройство для выщипывания кур за 20 долларов
Этот человек вытащил использованные детали из старого болотного охладителя, который они больше не пользовались. Они вставили кусочки, вытащенные из этого старого куска оборудование в бочку, вокруг которой была построена деревянная рама.
При включении двигателя курица подбрасывается внутрь, а на птицу брызнет вода из шланга. Как говорится в конце ролика, когда птичка вылезет, «Это одна голая курица!»
5. Самодельные устройства для выщипывания цыплят
вероятно, слышал о дизайне Wiz-Bang. Этот человек использовал дизайн, чтобы вдохновить их собственная постройка своими руками.
Они предоставляют 30-минутное видео, чтобы показать вам, как использовать пластиковую бочку и помещать внутрь различные механизмы, чтобы сделать чертовски ощипывающую курицу. Это Кадиллак среди самодельных куриных ощипывателей.
6. Простой ощипыватель цыплят своими руками
Если вы не хотите собирать ощипыватель цыплят в виде бочки, вы можете сделать ощипчик меньшего размера, чтобы не выполнять ручной труд по ощипыванию цыплят.
Купите резиновые пальцы, прикрепите их к дрели и соберите деревянную подставку для механизма. Положите курицу на подставку и включите дрель. Курица должна легко очищаться.
7. Базовый ощипчик для цыплят
Эта идея с ощипывателем цыплят похожа на некоторые другие, где вы прикрепите резиновые пальцы к дрели. Тем не менее, у этого есть некоторые вариации его дизайна.
Они не строят стенд для работы с ощипывателем цыплят. Вместо этого рычаг дрели прижимается стяжкой. Это позволяет удерживать курицу во время ощипывания. Кроме того, использование этого метода без подставки стоило меньше денег.
8. Ощипчик для бочек с подставкой
Мне нравятся приспособления для ощипывания бочек, потому что они кажутся простыми в использовании. Вы бросаете курицу, и менее чем за минуту она чистая и готова к употреблению. обработанный.
Эти детализированные чертежи отлично подходят для новичков в строительстве, но что отличает этот выщипыватель бочек от других, так это то, что он находится внутри деревянной подставки, которая встречает вас. Это не только избавляет от ощипывания при разделке цыплят, но и спасает вашу спину, когда вы втягиваете цыплят в ощипыватель и из него.
9. Устройство для выщипывания цыплят из ПВХ труб
Это отличное устройство для выщипывания труб. Кто-то напряг свои старые мозги, чтобы придумать такую уникальную концепцию. Вместо того, чтобы покупать насадку для дрели, они сделали ее сами, просверлив отверстия в трубе из ПВХ и прикрепив резиновые пальцы.
Оттуда они использовали древесину, чтобы построить систему шкивов, которая вращала импровизированный ощипыватель во время процесса. Для этого перфоратора не требуется дрель.
10. Организованный ощипчик цыплят
Этот ощипчик для кур похож на некоторые другие бочки щипцы, потому что они сделаны с учетом того же дизайна.
Однако то, что отличает эту работу от других, заключается в том, что они подумали о том, куда денутся перья, когда они будут готовы. В этом стволе есть место, чтобы вытолкнуть перья из ствола, вниз по побегу и в назначенное место. Это значительно облегчит уборку.
Теперь у вас есть 10 различных моделей самодельных ощипывателей цыплят. Это Кажется, многие люди в Интернете начали с одной и той же основной идеи, но настроили его под свои нужды.
Независимо от того, найдете ли вы устройство для ощипывания кур своими руками или нет, используйте эти идеи, чтобы вдохновиться на создание собственной конструкции. Если вы видите что-то, что вам нравится в установке для ощипывания, выясните, с какой конструкции вы можете начать, и добавьте к ней все, что вам нужно для идеальной станции ощипывания.
Удачи в добыче мясных птиц. Вы внесли в работы, у ваших птиц была хорошая жизнь, и теперь пришло время насладиться вашей тяжелой работать и гордиться своими усилиями.
Была ли эта статья полезной?
Да Нет
Домашний цыпленок | My Project Corner
Конец ощипыванию цыплят вручную.
Готовая машина для ощипывания цыплят в работе
После многих лет ощипывания цыплят вручную. Я, наконец, получил мотивацию, чтобы найти альтернативный метод. Каждый год мы перерабатываем как минимум 100 столовых цыплят, выращенных в домашних условиях, и хотя ни одна часть дня забоя не является особенно приятной, ощипывание стало самым страшным (особенно для моей жены, которая обычно этим занимается).
Требовался механический ощипчик для цыплят!
Вид изнутри устройства для ощипывания цыплят
Система разбрызгивания
Я часто присматривался к механическим методам ощипывания цыплят, но стоимость даже самых простых машин была намного больше, чем я мог или был готов инвестировать. Тем более, что это было не принципиально. Так что я подумал, давайте займемся домашним. Немного погуглив и просмотрев YouTube, я решил попробовать создать щипцов в стиле Wizbang/Drum. Это был результат.
youtube.com/embed/s5gTypsKASU» allowfullscreen=»» title=»scalding and plucking a chicken»>
Это намного лучше, чем раньше, теперь давайте посмотрим, как я это построил!
Простая идея
Вместо удаления куриных перьев с помощью 10 пальцев вы используете 100 резиновых пальцев! Вы прикрепляете кучу этих резиновых пальцев к внутренней части стационарного барабана, а еще груз к вращающемуся диску. Курицу ошпарить, положить, и вуаля больше нет перьев, ну может несколько не идеально, но очень хорошо. Я даже обнаружил, что 2 курицы одновременно работают так же хорошо, если не лучше!
Основные части
Пластиковая бочка на 220 литров.
Резиновые пальцы, требуется около 100 штук.
Электродвигатель 220 В (моя сборка работала на 0,5 л.с.).
Большой и малый шкивы.
2 Стандартные подшипники.
Стойки ограждения для каркаса.
Плита OSB3 (хотя морская фанера была бы лучше).
Я старался максимально использовать запасные части, чтобы снизить стоимость до минимума.
Самой большой статьей расходов на мою сборку были резиновые пальцы, которые были куплены у burdis.fr
Если бы у меня не было электродвигателя от старой мельницы, это, вероятно, было бы самой большой статьей расходов.
Используя несколько обработанных под давлением столбов забора, которые у меня были, я построил базовую раму с полкой для барабана.
Секции стыкуются и скрепляются шурупами 140 мм.
Когда каркас был готов, я добавил полку из обрезка плиты OSB3 толщиной 18 мм.
Несмотря на то, что OSB3 устойчива к влаге, она не любит оставаться влажной в течение длительного времени. Это не идеальный выбор для этого приложения, морская фанера была бы лучше, но она была у меня под рукой, поэтому я рискнул. Надеюсь, прослужит хотя бы несколько лет.
При изготовлении каркаса я измерил свой барабан в нижней части, а не в середине (которая больше). Это означало, что рама была немного мала, и ее нужно было отрегулировать, чтобы обеспечить зазор для ствола.
Я не фотографировал, когда делал напальчник, поэтому просто кратко объясню, как я его сделал.
Готовая пластина для пальцев
Как и в случае с монтажной полкой, я использовал обрезк плиты OSB3 толщиной 18 мм
Вырезал диск (я использовал фрезер) примерно на 4 см меньше внутреннего диаметра барабана (чтобы чтобы перья смывались).
Отметьте положение резиновых пальцев.
Используя 30-миллиметровое сверло по дереву, просверлите отверстия на глубину 12 мм (или по размеру резиновых пальцев).
Подготовьте большие шайбы, просверлив 4 отверстия с зазором для используемых винтов.
Просверлите центральное отверстие для размещения приводного вала.
В этот момент я нанес два слоя краски на тарелку, чтобы сделать ее водонепроницаемой.
Осталось только прикрепить резиновые пальцы к пластине с помощью шайб и прикрепить пластину к приводному валу.
Мне очень повезло найти большой шкив на резервном поверхностном насосе, который был в одной из хозяйственных построек, когда я купил дом, в сочетании с небольшим алюминиевым шкивом, купленным на Amazon, который должен был дать мне нужны правильные обороты.
Два подшипниковых узла были куплены у местного торговца сельскохозяйственной продукцией, они не закрытые подшипники, но стоили всего 18 евро каждый. Поэтому мне нужно не забывать время от времени доставать шприц для смазки.
Карданный вал был сделан из старого ржавого куска 20-мм стального прутка, к одному концу которого приварена стальная пластина для крепления пластины пальца, а другой конец был уменьшен в диаметре на пару миллиметров, чтобы соответствовать шкиву.
Шкив в сборе
На всех билдах, которые я видел в сети, верхняя часть ствола срезана, пластина для пальцев установлена снизу, а затем по окружности барабана вставлены резиновые пальцы.
У меня были сомнения по поводу этого способа, потому что, если мне понадобится или я захочу разобрать барабан для обслуживания/очистки, все резиновые пальцы вокруг барабана нужно будет снять, чтобы снять пластину для пальцев.
Конструкция с разъемным стволом
Решение, которое я придумал, состояло в том, чтобы разрезать барабан чуть выше уровня пальцевой пластины и приклепать 8-сантиметровую полосу, отрезанную от верхней части барабана, к внутренней нижней части барабана. Полоса была необходима из-за конусности на боковой стороне барабана.
Затем верхняя часть барабана крепилась к раме четырьмя винтами. Это действительно полезная модификация, так как позволяет быстро и легко разбирать, чистить и смазывать, готовя к зимнему хранению.
Основание барабана было срезано, чтобы можно было прикрепить желоб, просверлено центральное отверстие, которое затем прикручено болтами к полке OSB3. Я сделал желоб из куска листового кровельного цинка.
Резиновые пальцы были расположены вокруг ствола в шахматном порядке, как на фото, но я не знаю, сильно ли это влияет на работу ощипывателя. Я думаю, это выглядит лучше, чем просто ряды.
У меня была старая зерновая мельница, которая не использовалась, с мощным двигателем 0,37 кВт (1/2 л. с.), в статьях, которые я прочитал, говорилось, что потребуется двигатель 3/4 или 1 л.с. У меня было, поэтому я подумал, что попробую.
Мотор работает хорошо, он без проблем справляется с ощипыванием 2 цыплят и выгоном 50 цыплят за утро. Как было сказано выше, маленький алюминиевый шкив был куплен на Амазоне, клиновой ремень был стандартного размера с французского сайта 123courrior.fr
Двигатель мощностью 0,5 л.с.
Я соорудил шарнир и пружину, чтобы ремень оставался натянутым. Не очень красиво, но со своей задачей справляется.
Пружина натяжения ремня
Готовый двигатель и шкив в сборе
Затем двигатель был подключен через водонепроницаемый внешний пластиковый выключатель освещения к сетевой вилке и кабелю.
Разбрызгиватель в работе
Во многих онлайн-сборках, с которыми я сталкивался, для смывания удаленных перьев использовался шланг, поэтому я решил использовать интегрированную систему для своего самодельного ощипывателя цыплят.
 Вид у сердечника насоса П-образный, изготавливается из листовой электротехнической стали — в простонародии «динамка».
Вид у сердечника насоса П-образный, изготавливается из листовой электротехнической стали — в простонародии «динамка». 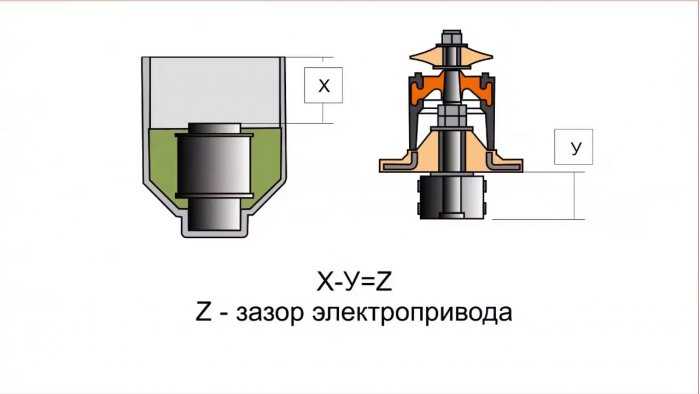 Чтобы не было лишних соударений вибратора по электроприводу насоса.
Чтобы не было лишних соударений вибратора по электроприводу насоса.  17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).
17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).



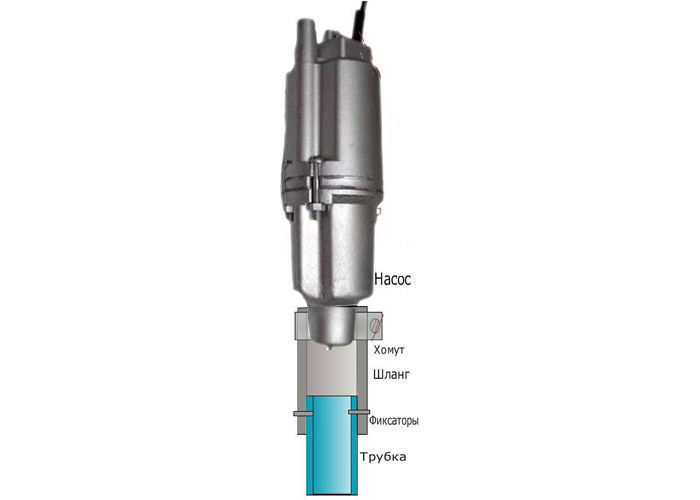 Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
 В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
 Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания.
Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания. Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве.
Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве. Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен.
Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен. Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.
Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.

 это: /downloads/Brewtus_OPV.pdf.
это: /downloads/Brewtus_OPV.pdf. . . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
. . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
 В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см.
В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см. Аналогичные действия нужно провести в случае кирпичной перегородки.
Аналогичные действия нужно провести в случае кирпичной перегородки. Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.
Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.
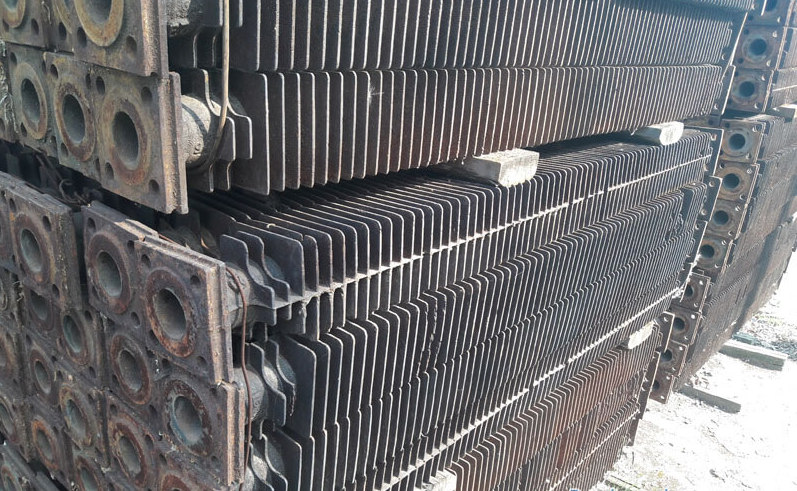

 Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность.
Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность. Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел.
Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел. Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы.
Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы. Важным фактором для эксплуатации являются характеристики базового теплоносителя:
Важным фактором для эксплуатации являются характеристики базового теплоносителя: Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом:
Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом: США
США
 США
США

 Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
 В первичной обмотке 200 витков.
В первичной обмотке 200 витков.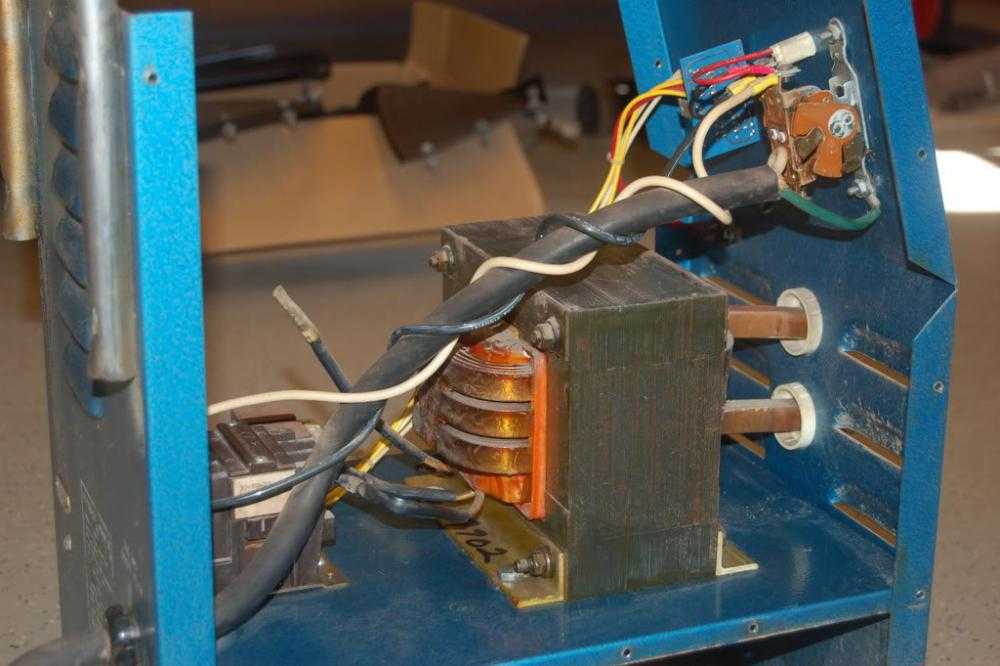 На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.

 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
 При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже: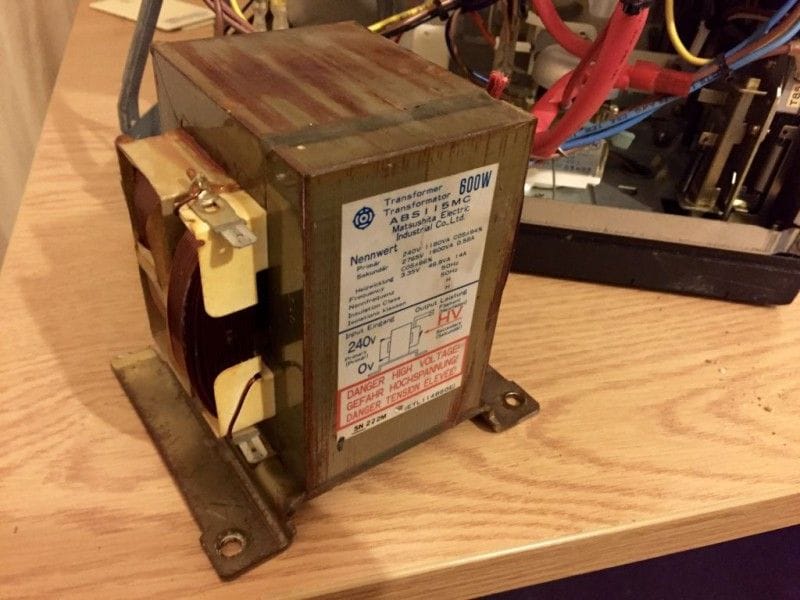

 youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>

 Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
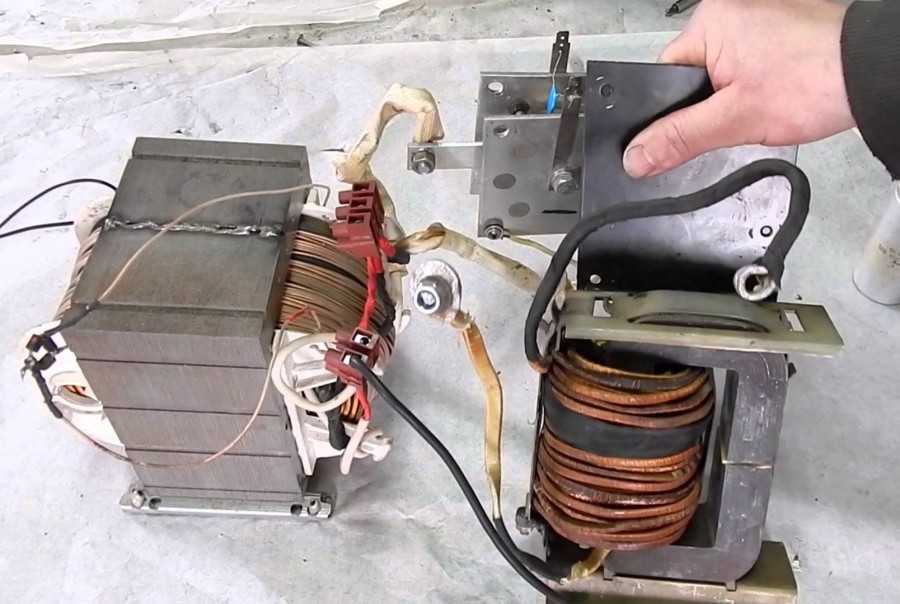 Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.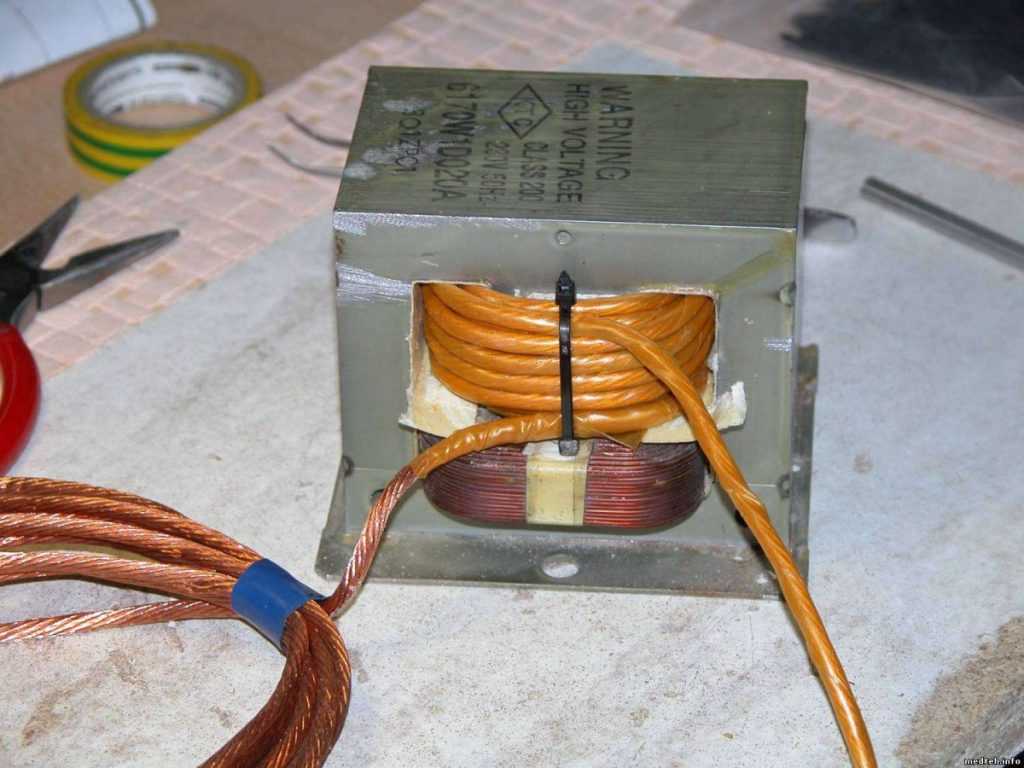
 Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
 Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии.
Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии. Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.
Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.

 Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см.
Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см. Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм.
Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм. Для резки тонких листов подойдет и лазерный, и плазменный способ.
Для резки тонких листов подойдет и лазерный, и плазменный способ. Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
 На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт. Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.
Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.

 В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях.
В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях..png) Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.
Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.


 Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов.
Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов. Станки позволяют решать как простые, так и сложные производственные задачи.
Станки позволяют решать как простые, так и сложные производственные задачи.




 Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
 Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву.
Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву. Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги.
Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги. В настоящее время наиболее популярными плазменными газами являются:
В настоящее время наиболее популярными плазменными газами являются: К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.
К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.

 Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.
Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.




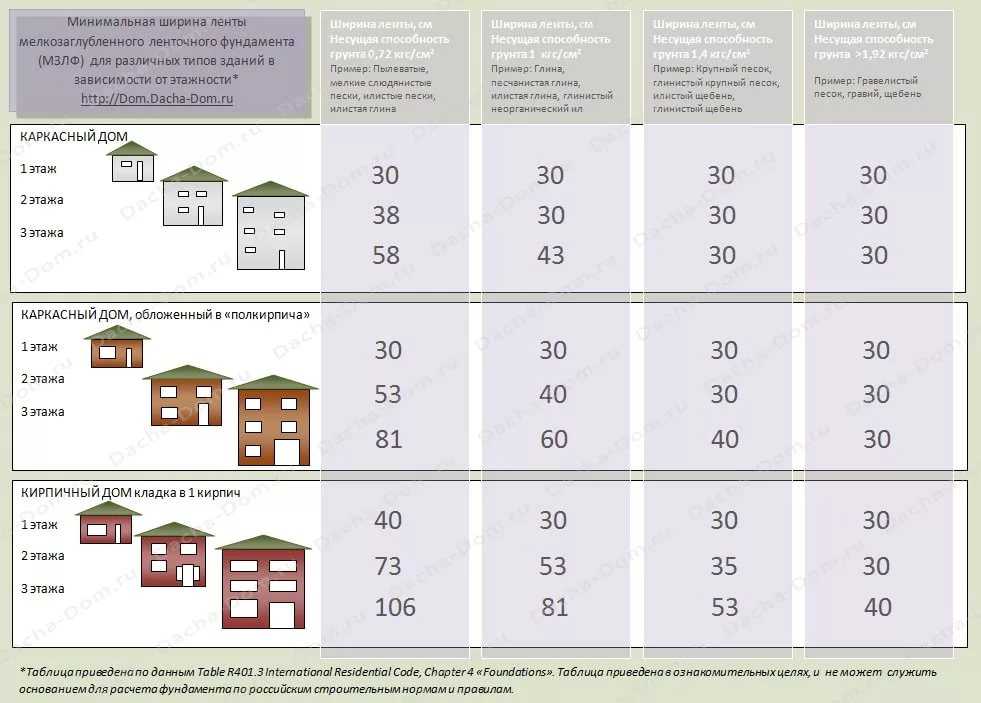 Рекомендуется указывать 3-5%.
Рекомендуется указывать 3-5%.
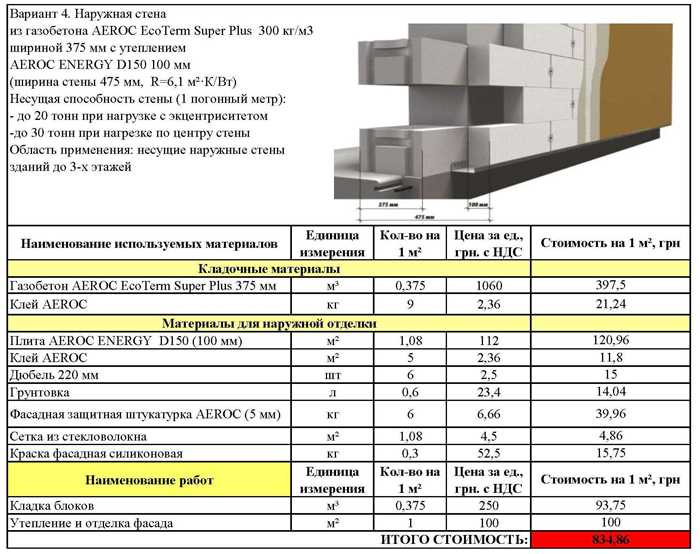 изм
изм 19 (см)× 9 (см)× 9 (см)
19 (см)× 9 (см)× 9 (см)  0123
0123
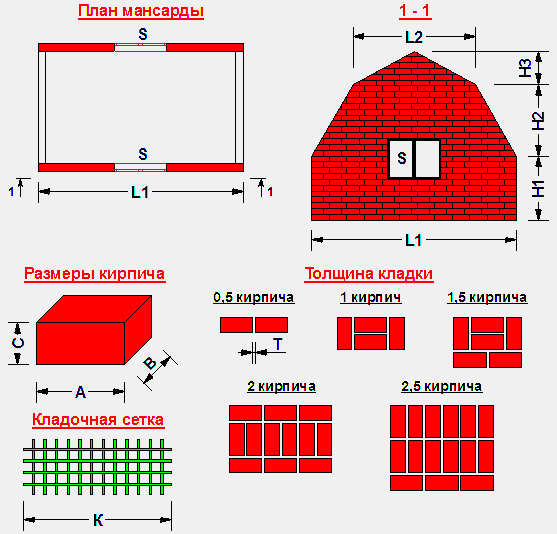

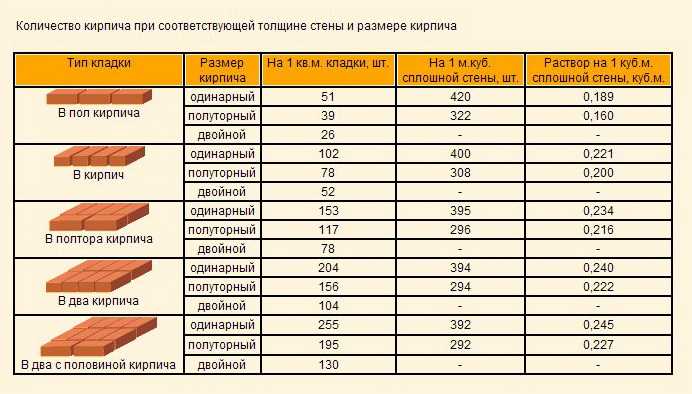

 Есть, конечно, много разных способов оценить нужное вам число, но чем точнее оценка, тем лучше для вас.
Есть, конечно, много разных способов оценить нужное вам число, но чем точнее оценка, тем лучше для вас. Вы также можете оценить использование других строительных материалов; если вы хотите спланировать, сколько цемента вам нужно будет купить при переделке вашего сада, воспользуйтесь нашим калькулятором бетона.
Вы также можете оценить использование других строительных материалов; если вы хотите спланировать, сколько цемента вам нужно будет купить при переделке вашего сада, воспользуйтесь нашим калькулятором бетона.

 Всю мебель нужно вынести из дома.Чтобы поднять сам дом, нам пригодятся следующие приспособления:Стальная пластина.Деревянные рейки.Железная труба.Бревна.Деревянный брус или доски.Метр со встроенным уровнем.Домкрат.Инструкция по подъему домов .
Всю мебель нужно вынести из дома.Чтобы поднять сам дом, нам пригодятся следующие приспособления:Стальная пластина.Деревянные рейки.Железная труба.Бревна.Деревянный брус или доски.Метр со встроенным уровнем.Домкрат.Инструкция по подъему домов . Установив домкраты на основу, приступаем к постепенному поднятию дома.
Установив домкраты на основу, приступаем к постепенному поднятию дома. При подготовке проема в венце нужно учитывать такой нюанс — проем должен быть достаточного размера, чтобы домкрат спокойно туда входил.Для того чтобы вошли заранее подготовленные материалы для установки надежной опоры дома можно использовать шпалы или же вырезанные под определенный размер брусья с досками. А если вы решили поднять свой дом с целью увеличения высоты жилья, то для выдалбливания проемов отлично подойдет фундамент вашего дома.
При подготовке проема в венце нужно учитывать такой нюанс — проем должен быть достаточного размера, чтобы домкрат спокойно туда входил.Для того чтобы вошли заранее подготовленные материалы для установки надежной опоры дома можно использовать шпалы или же вырезанные под определенный размер брусья с досками. А если вы решили поднять свой дом с целью увеличения высоты жилья, то для выдалбливания проемов отлично подойдет фундамент вашего дома.



 В таких случаях требуется технологичный подход:
В таких случаях требуется технологичный подход: Это явление повсеместно происходило 50-60 лет назад: строили, из чего могли и как умели, технология соблюдалась редко;Размывание грунтов, высокий уровень грунтовых вод дают свои результаты.
Это явление повсеместно происходило 50-60 лет назад: строили, из чего могли и как умели, технология соблюдалась редко;Размывание грунтов, высокий уровень грунтовых вод дают свои результаты.
 Она будет принимать на себя давление почвы при пучении и конструкции дома не поведет.
Она будет принимать на себя давление почвы при пучении и конструкции дома не поведет.
 Далее демонтируется хрупкий пояс стены до целого и крепкого.Теперь можно ставить домкрат. На его подъемную плоскость желательно положить толстую металлическую пластину шириной, большей, чем толщина бруса.
Далее демонтируется хрупкий пояс стены до целого и крепкого.Теперь можно ставить домкрат. На его подъемную плоскость желательно положить толстую металлическую пластину шириной, большей, чем толщина бруса.

 Но если подъемники стоят только в углах, то проблем не возникнет. Щели между брусьями тщательно утепляем конопаткой, льном-джутом или синтепоном.
Но если подъемники стоят только в углах, то проблем не возникнет. Щели между брусьями тщательно утепляем конопаткой, льном-джутом или синтепоном.

 Полученный результат используется для выбора диаметра бруса, на который будет опираться деревянный дом, когда вы его приподнимете.
Полученный результат используется для выбора диаметра бруса, на который будет опираться деревянный дом, когда вы его приподнимете.
 Точно такую же отметку сделайте и на углу дома.
Точно такую же отметку сделайте и на углу дома. В поднятом состоянии строение фиксируется прочными досками или при помощи «скамеек», которые подкладываются под углы. «Скамейкой» называют деревянную конструкцию, которая монтируется под стеной строения перпендикулярно ей и опирается на установленные по разные стороны от стены опоры. В зависимости от типа проводимых работ выбирается и способ фиксации.
В поднятом состоянии строение фиксируется прочными досками или при помощи «скамеек», которые подкладываются под углы. «Скамейкой» называют деревянную конструкцию, которая монтируется под стеной строения перпендикулярно ей и опирается на установленные по разные стороны от стены опоры. В зависимости от типа проводимых работ выбирается и способ фиксации.

 Однако если в силу каких-либо причин пользоваться услугами профессионалов возможности или желания нет, то стоит быть очень осторожными при выполнении манипуляций своими руками. Это опасно как для жизни, так и для целостности старого дома.
Однако если в силу каких-либо причин пользоваться услугами профессионалов возможности или желания нет, то стоит быть очень осторожными при выполнении манипуляций своими руками. Это опасно как для жизни, так и для целостности старого дома.

 Такой способ достаточно эффективен и занимает хоть и больше времени, в отличие от подъема здания краном, но причиняет меньше вреда самому строению.
Такой способ достаточно эффективен и занимает хоть и больше времени, в отличие от подъема здания краном, но причиняет меньше вреда самому строению. В этом случае домкраты устанавливают вдоль длинных стен дома, отступив от углов по 60-70 см внутрь стены. Если же бревна венца достаточно изношены, а стена имеет длину более 4 метров, то можно расположить дополнительные домкраты посредине стен. Работу в этом случае нужно проводить синхронно, поднимая сруб на 3-4 см за один раз. При этом каждый этап подъема закрепляют опорными балками или столбами. Такой способ поднятия дома эффективен и менее травмоопасен как для сруба, так и для мастеров.
В этом случае домкраты устанавливают вдоль длинных стен дома, отступив от углов по 60-70 см внутрь стены. Если же бревна венца достаточно изношены, а стена имеет длину более 4 метров, то можно расположить дополнительные домкраты посредине стен. Работу в этом случае нужно проводить синхронно, поднимая сруб на 3-4 см за один раз. При этом каждый этап подъема закрепляют опорными балками или столбами. Такой способ поднятия дома эффективен и менее травмоопасен как для сруба, так и для мастеров. Под домкрат нужно будет установить металлическую пластину, которая предотвратит проседание устройства при выполнении работ.
Под домкрат нужно будет установить металлическую пластину, которая предотвратит проседание устройства при выполнении работ.
 Песок немного увлажняют и хорошо трамбуют.
Песок немного увлажняют и хорошо трамбуют.


 Они устанавливаются и составляют существенную часть новых фундаментов.
Они устанавливаются и составляют существенную часть новых фундаментов.

 com/embed/Zxoblcl2PNk?version=3&rel=1&fs=1&autohide=2&showsearch=0&showinfo=1&iv_load_policy=1&wmode=transparent» allowfullscreen=»true»>
com/embed/Zxoblcl2PNk?version=3&rel=1&fs=1&autohide=2&showsearch=0&showinfo=1&iv_load_policy=1&wmode=transparent» allowfullscreen=»true»>  Этот шаг также может снизить ставки страхования от наводнений или обеспечить соблюдение строительных норм и правил. Федеральное агентство по чрезвычайным ситуациям (FEMA) заявляет, что для домов, расположенных в зонах особой опасности наводнения, домовладельцы должны либо поднять самый нижний этаж выше уровня защиты от наводнения, либо переместить или защитить свое здание от наводнения.
Этот шаг также может снизить ставки страхования от наводнений или обеспечить соблюдение строительных норм и правил. Федеральное агентство по чрезвычайным ситуациям (FEMA) заявляет, что для домов, расположенных в зонах особой опасности наводнения, домовладельцы должны либо поднять самый нижний этаж выше уровня защиты от наводнения, либо переместить или защитить свое здание от наводнения. Можно быстро поднять дом, хотя в определенных ситуациях, например, чтобы избежать повреждения гипсокартона, здание можно поднимать всего на 1/8 дюйма в день. Домовладелец может рассчитывать заплатить до 10 000 долларов, чтобы поднять свой дом площадью 1200 квадратных футов на несколько футов, а старые дома может быть труднее поднять, поскольку они обычно весят больше из-за своей гипсовой конструкции и более прочной древесины. После подъема здание удерживается на месте опорными решетками столько времени, сколько необходимо для завершения проекта.
Можно быстро поднять дом, хотя в определенных ситуациях, например, чтобы избежать повреждения гипсокартона, здание можно поднимать всего на 1/8 дюйма в день. Домовладелец может рассчитывать заплатить до 10 000 долларов, чтобы поднять свой дом площадью 1200 квадратных футов на несколько футов, а старые дома может быть труднее поднять, поскольку они обычно весят больше из-за своей гипсовой конструкции и более прочной древесины. После подъема здание удерживается на месте опорными решетками столько времени, сколько необходимо для завершения проекта. 

 3−32. Согласно ГОСТ 1759−70,
3−32. Согласно ГОСТ 1759−70,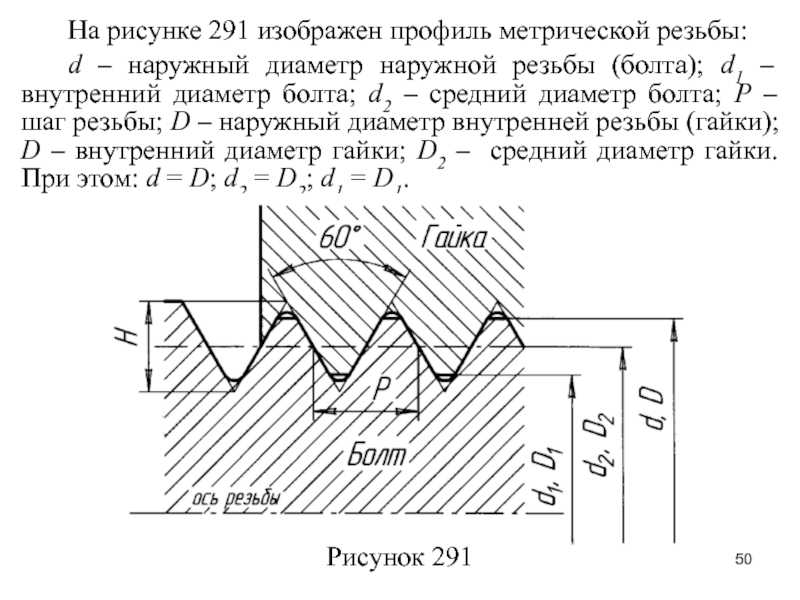 е. с двумя фасками, наружный диаметр резьбы 20 мм, шаг мелкий
е. с двумя фасками, наружный диаметр резьбы 20 мм, шаг мелкий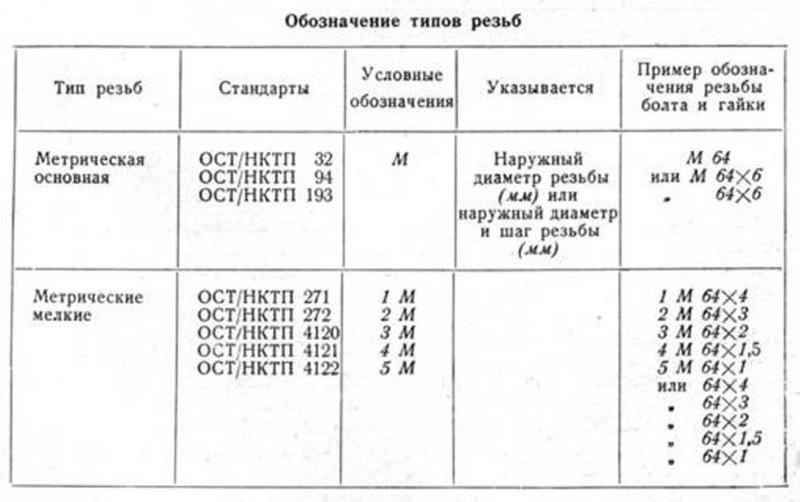


 В данном случае резьба
В данном случае резьба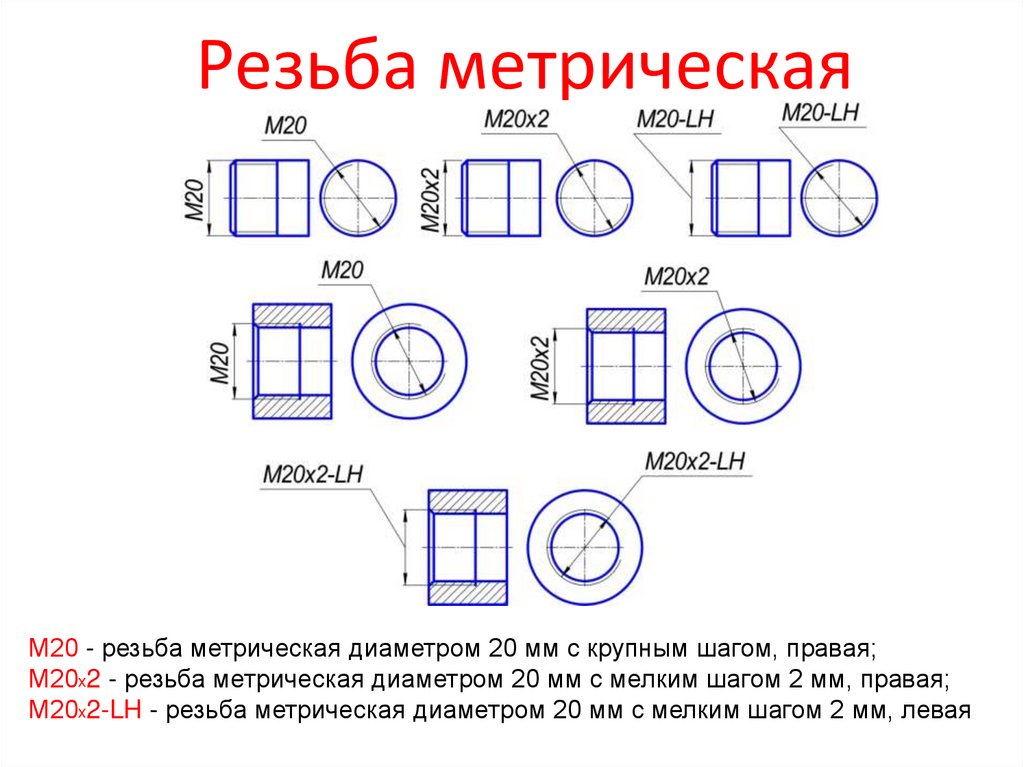

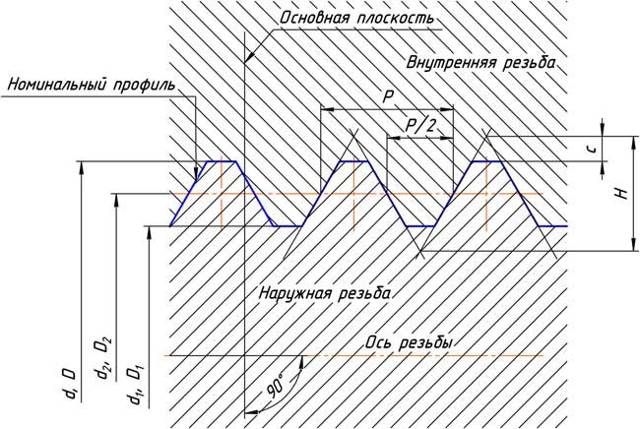 Тонкий обычно используется, когда места для завинчивания меньше, например, на тонких стенах.
Тонкий обычно используется, когда места для завинчивания меньше, например, на тонких стенах. Базовый профиль. Часть 1. Метрическая резьба
Базовый профиль. Часть 1. Метрическая резьба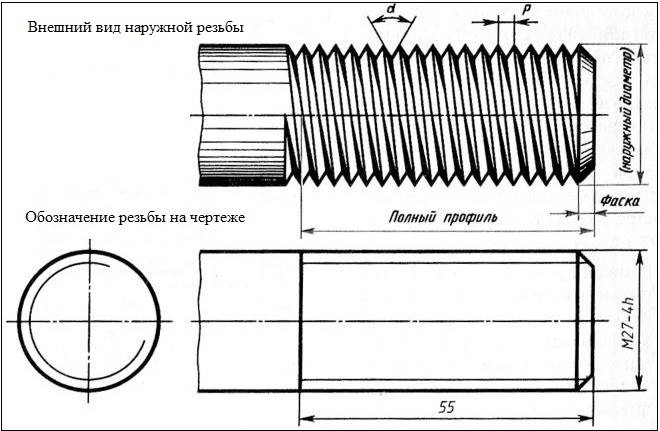 Общий план
Общий план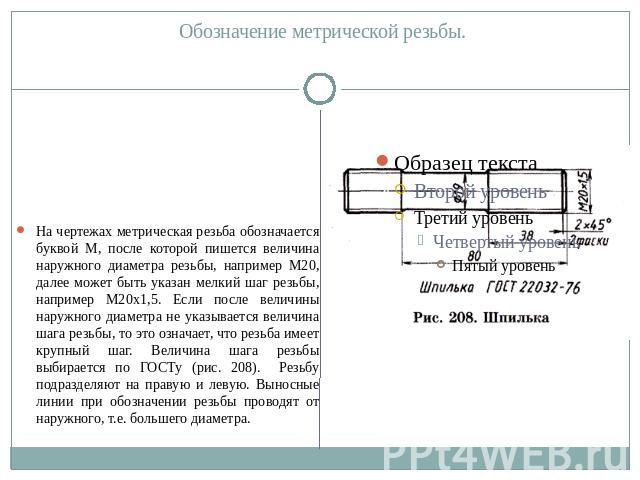 Отдельные размеры для винтов, болтов и гаек
Отдельные размеры для винтов, болтов и гаек Среднее качество
Среднее качество Среднее качество. Поправка 1
Среднее качество. Поправка 1 Допуски. Часть 3. Отклонения для конструкционной резьбы. Техническое исправление 1
Допуски. Часть 3. Отклонения для конструкционной резьбы. Техническое исправление 1 Допуски. Часть 4. Пределы размеров наружной резьбы горячего цинкования для сопряжения с внутренней резьбой, нарезанной с позицией допуска H или G после цинкования
Допуски. Часть 4. Пределы размеров наружной резьбы горячего цинкования для сопряжения с внутренней резьбой, нарезанной с позицией допуска H или G после цинкования Допуски. Часть 5. Пределы размеров внутренней резьбы для сопряжения с горячеоцинкованной наружной резьбой с максимальным размером положения допуска h перед цинкованием. Поправка 1
Допуски. Часть 5. Пределы размеров внутренней резьбы для сопряжения с горячеоцинкованной наружной резьбой с максимальным размером положения допуска h перед цинкованием. Поправка 1
 Основные и дизайнерские профили
Основные и дизайнерские профили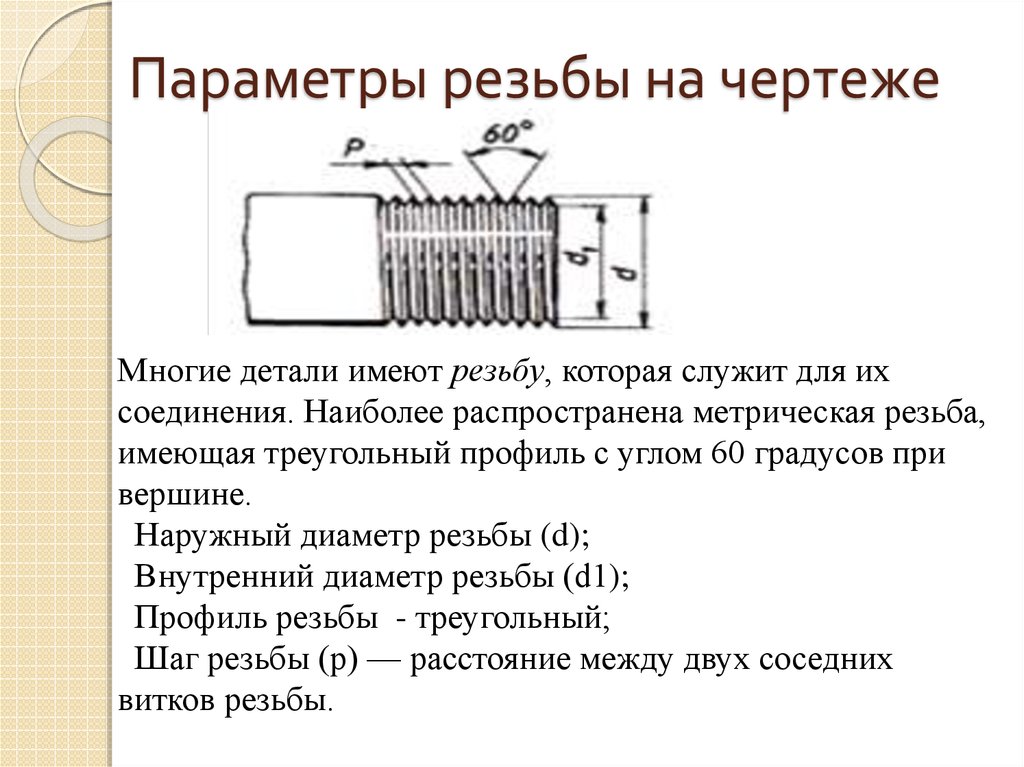 Допуски
Допуски

 Правой рукой следует взять сверло за хвостик, а левой за рабочую часть ближе к заборному конусу. К торцу шлифовального камня сверло прижимается режущей кромкой и поверхностью задней части. Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют.
Правой рукой следует взять сверло за хвостик, а левой за рабочую часть ближе к заборному конусу. К торцу шлифовального камня сверло прижимается режущей кромкой и поверхностью задней части. Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют. Под этим процессом подразумевается удаление зазубрин после заточки. Так, сверла прослужат намного дольше. Для этого процесса можно использовать шлифовальные камни, выполненные из карбида кремния зеленого на бакелитовой связке по твердости М3-СМ1, по зернистости 5–6, марка камня 63С. Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
Под этим процессом подразумевается удаление зазубрин после заточки. Так, сверла прослужат намного дольше. Для этого процесса можно использовать шлифовальные камни, выполненные из карбида кремния зеленого на бакелитовой связке по твердости М3-СМ1, по зернистости 5–6, марка камня 63С. Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
 Поэтому в процессе следует время от времени охлаждать сверло в воде или масле.
Поэтому в процессе следует время от времени охлаждать сверло в воде или масле. Одни из них используются исключительно для деревянных конструкций, давайте разберемся как их правильно выбрать и как заточить сверло по дереву наилучшим способом.
Одни из них используются исключительно для деревянных конструкций, давайте разберемся как их правильно выбрать и как заточить сверло по дереву наилучшим способом.



 Они позволяют высверливать полностью глухие отверстия с идеально ровным дном. При этом диаметр изделия достигает от 10 до 50 миллиметров. Само же сверло покрыто специализированным сплавом, служащим защитой и увеличивающим срок эксплуатации.
Они позволяют высверливать полностью глухие отверстия с идеально ровным дном. При этом диаметр изделия достигает от 10 до 50 миллиметров. Само же сверло покрыто специализированным сплавом, служащим защитой и увеличивающим срок эксплуатации. Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
 Поэтому для лучшего результата нужно организовать качественное освещение места работы. В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет «спасением» при ремонтных или строительных работах.
Поэтому для лучшего результата нужно организовать качественное освещение места работы. В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет «спасением» при ремонтных или строительных работах.
 Это предотвратит перегрев биты.
Это предотвратит перегрев биты.
 Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно заточить сверла с помощью настольной шлифовальной машины или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно простой, не является легким. Вы можете полностью разрушить режущую кромку своего сверла, пытаясь понять, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд каждое? С отличными результатами каждый раз, Drill Doctor — ваш лучший выбор.
Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно заточить сверла с помощью настольной шлифовальной машины или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно простой, не является легким. Вы можете полностью разрушить режущую кромку своего сверла, пытаясь понять, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд каждое? С отличными результатами каждый раз, Drill Doctor — ваш лучший выбор.
 Осторожно ощупайте край; он должен быть острым и не закругленным. Если одна сторона долота меньше другой, то долото отдавало предпочтение одной стороне; это должно быть исправлено путем заточки.
Осторожно ощупайте край; он должен быть острым и не закругленным. Если одна сторона долота меньше другой, то долото отдавало предпочтение одной стороне; это должно быть исправлено путем заточки. Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.
Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.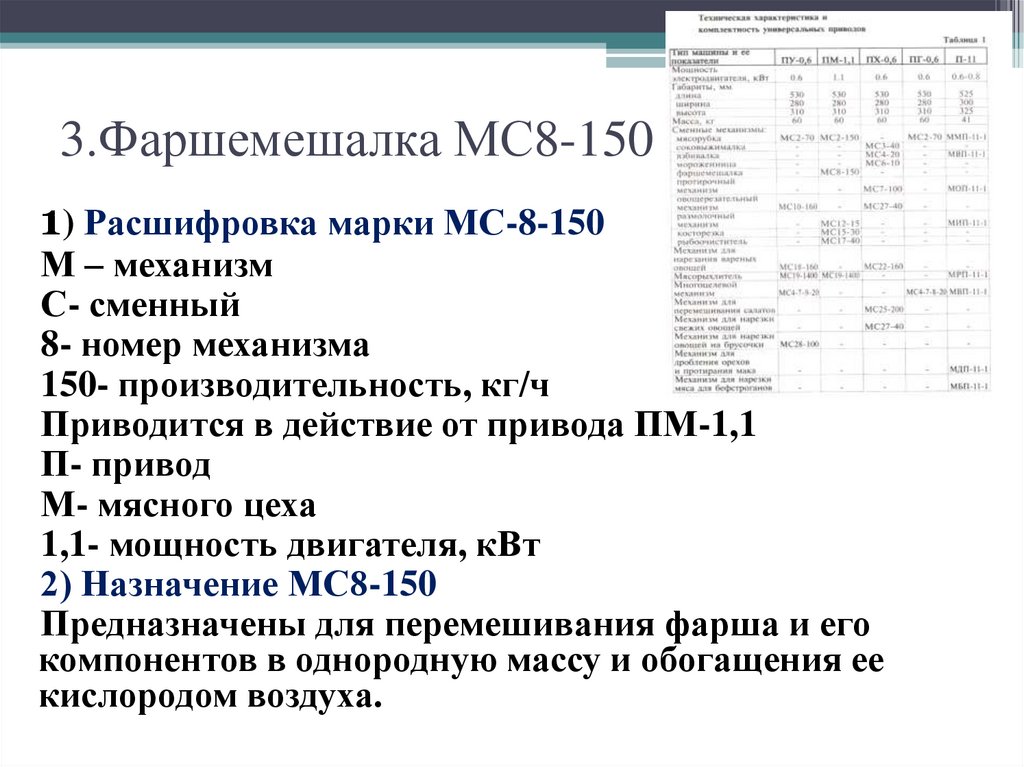 Закалка в горячей воде вызывает снижение прочностных характеристик до 5%, но не ухудшает другие свойства по сравнению со свойствами, обеспечиваемыми закалкой в холодной воде. При этом наблюдается некоторое повышение сопротивления коррозионному растрескиванию.
Закалка в горячей воде вызывает снижение прочностных характеристик до 5%, но не ухудшает другие свойства по сравнению со свойствами, обеспечиваемыми закалкой в холодной воде. При этом наблюдается некоторое повышение сопротивления коррозионному растрескиванию.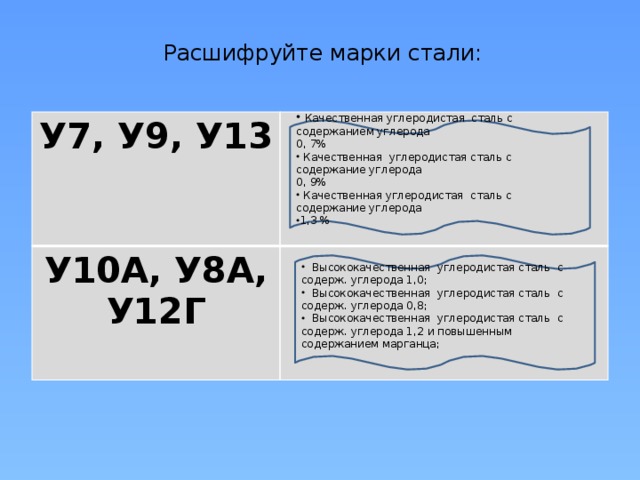 100, 101, 102, 103.
100, 101, 102, 103.
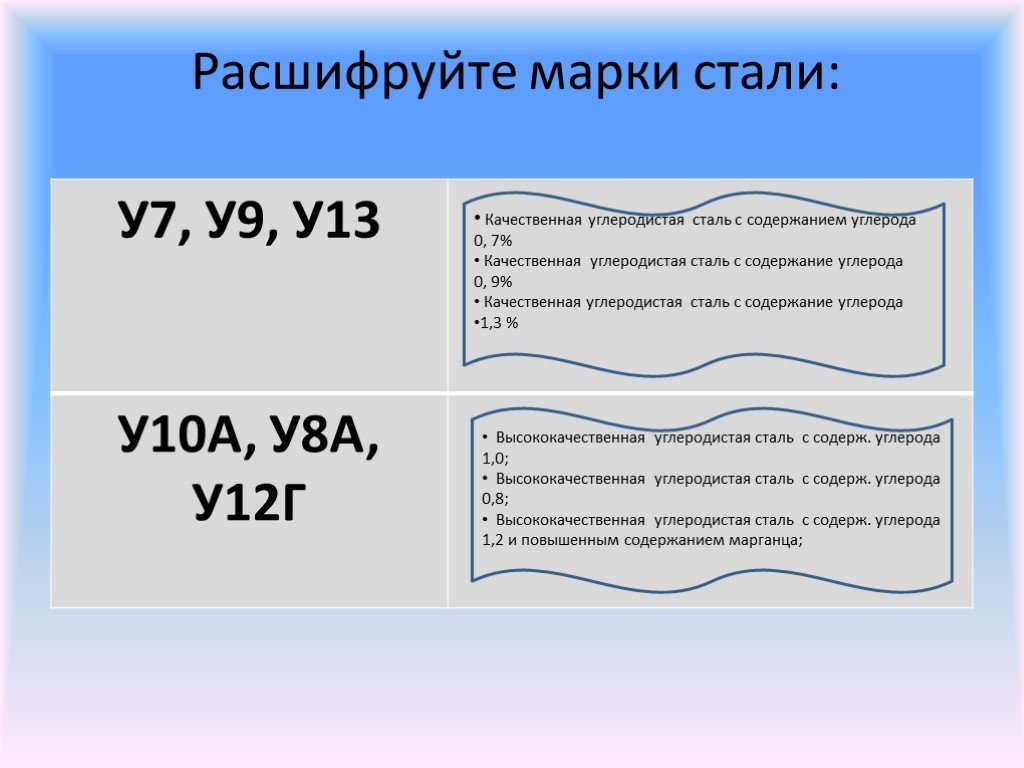 Многолетняя статистика механических свойств штамповок из сплава АК6 оказывает, что штамповки из сплава АК6, изготовленные из прессованного прутка, имеют более высокие механические свойства (500—520 МПа), чем те же штамповки, изготовленные из слитка. Такая закономерность характерна для протяженных узких штамповок, заготовка которых штампуется плашмя, что обеспечивает сохранение механических свойств прессованного прутка. В табл. 107 приведены механические свойства штамповок из сплава АК6Т1, изготовленных из прессованных прутков.
Многолетняя статистика механических свойств штамповок из сплава АК6 оказывает, что штамповки из сплава АК6, изготовленные из прессованного прутка, имеют более высокие механические свойства (500—520 МПа), чем те же штамповки, изготовленные из слитка. Такая закономерность характерна для протяженных узких штамповок, заготовка которых штампуется плашмя, что обеспечивает сохранение механических свойств прессованного прутка. В табл. 107 приведены механические свойства штамповок из сплава АК6Т1, изготовленных из прессованных прутков.
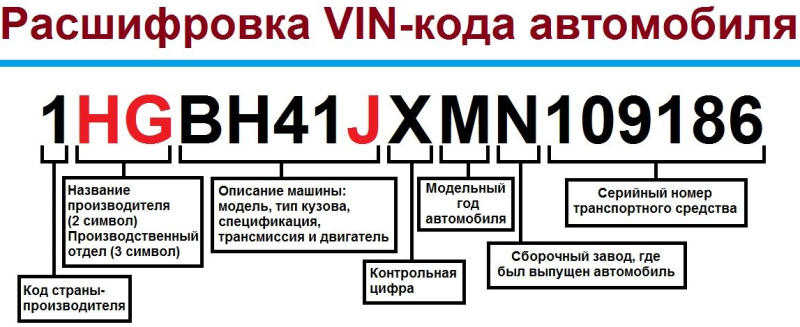

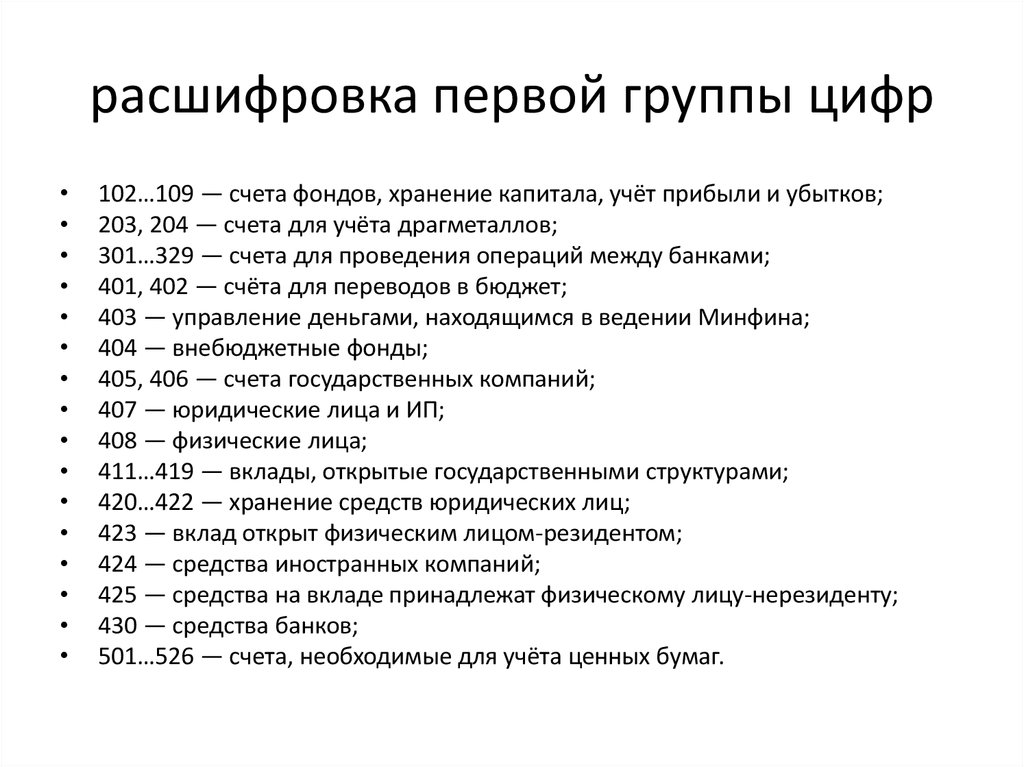



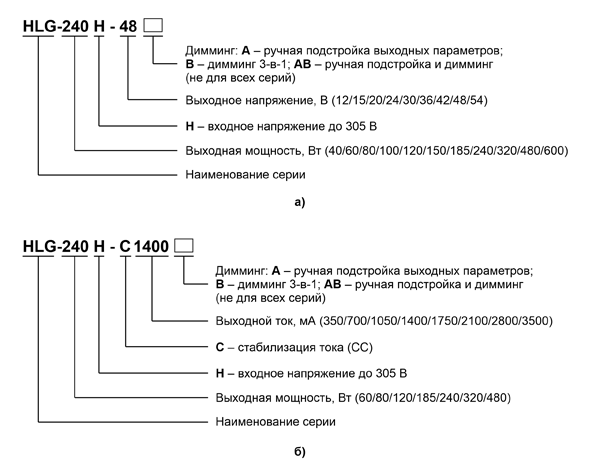 Создан в сотрудничестве с Национальным отделом по борьбе с преступлениями в сфере высоких технологий (NHTCU) полиции Нидерландов и Национальной прокуратурой Нидерландов.
Создан в сотрудничестве с Национальным отделом по борьбе с преступлениями в сфере высоких технологий (NHTCU) полиции Нидерландов и Национальной прокуратурой Нидерландов.
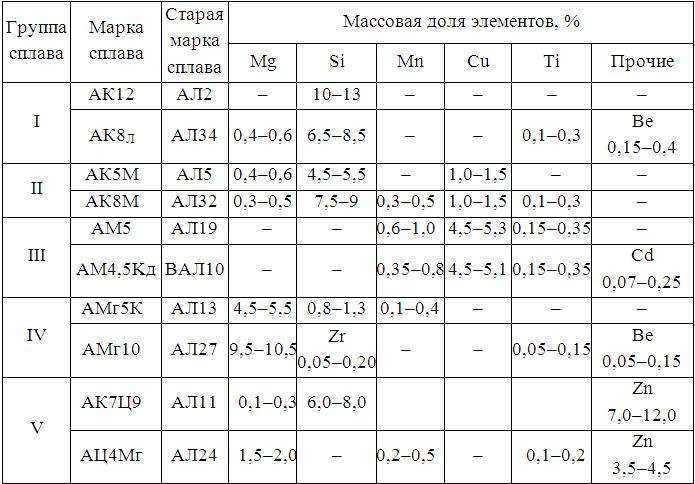 3. Как вы увидите, мы также должны поделиться интересными новостями о новой встроенной функции расшифровки SSL от Gigamon, которая удовлетворяет соответствующую потребность в выборочной расшифровке для получения информации о зашифрованном трафике. Вот некоторые из основных моментов, но мы приглашаем вас посмотреть нашу серию видео, чтобы узнать больше.
3. Как вы увидите, мы также должны поделиться интересными новостями о новой встроенной функции расшифровки SSL от Gigamon, которая удовлетворяет соответствующую потребность в выборочной расшифровке для получения информации о зашифрованном трафике. Вот некоторые из основных моментов, но мы приглашаем вас посмотреть нашу серию видео, чтобы узнать больше. Но какой ценой? К сожалению, это изменение заставит организации использовать встроенный перехват, что создает гораздо более сложную архитектуру, увеличивает задержку и снижает надежность.
Но какой ценой? К сожалению, это изменение заставит организации использовать встроенный перехват, что создает гораздо более сложную архитектуру, увеличивает задержку и снижает надежность.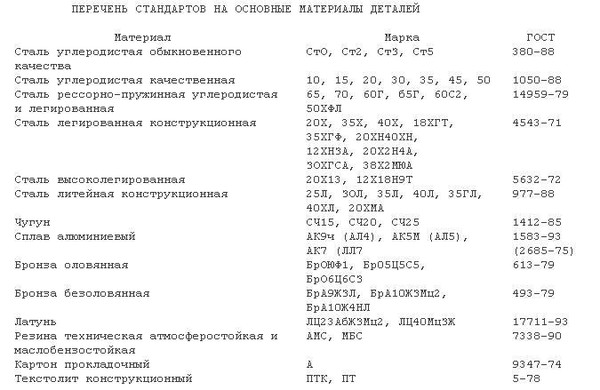 В соответствии с Директивой ЕС о защите данных сертификат, выданный в Германии, не может быть расшифрован, в то время как сертификат из России, США или Южной Америки может быть расшифрован.
В соответствии с Директивой ЕС о защите данных сертификат, выданный в Германии, не может быть расшифрован, в то время как сертификат из России, США или Южной Америки может быть расшифрован. На самом деле, некоторые считают, что вскоре он станет стандартом для всех интернет-коммуникаций. Это имеет смысл. Вы не только защищаете данные, но и гарантируете, что они не были изменены при передаче и что вы подключены к тому, к чему, по вашему мнению, подключены. Эта тенденция еще больше подпитывается облачными технологиями: все больше и больше веб-приложений, IoT и различных сканирующих и сенсорных устройств распространяются по сетям и используют зашифрованный трафик.
На самом деле, некоторые считают, что вскоре он станет стандартом для всех интернет-коммуникаций. Это имеет смысл. Вы не только защищаете данные, но и гарантируете, что они не были изменены при передаче и что вы подключены к тому, к чему, по вашему мнению, подключены. Эта тенденция еще больше подпитывается облачными технологиями: все больше и больше веб-приложений, IoT и различных сканирующих и сенсорных устройств распространяются по сетям и используют зашифрованный трафик.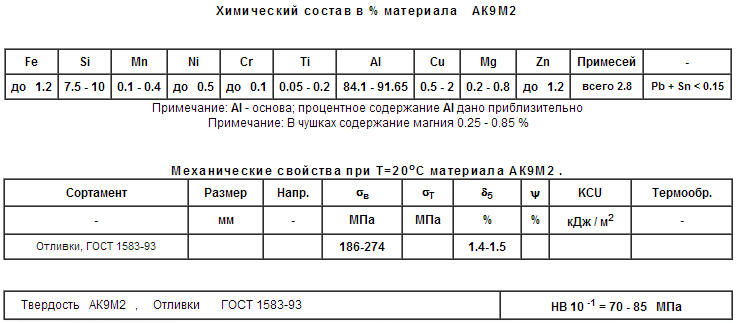
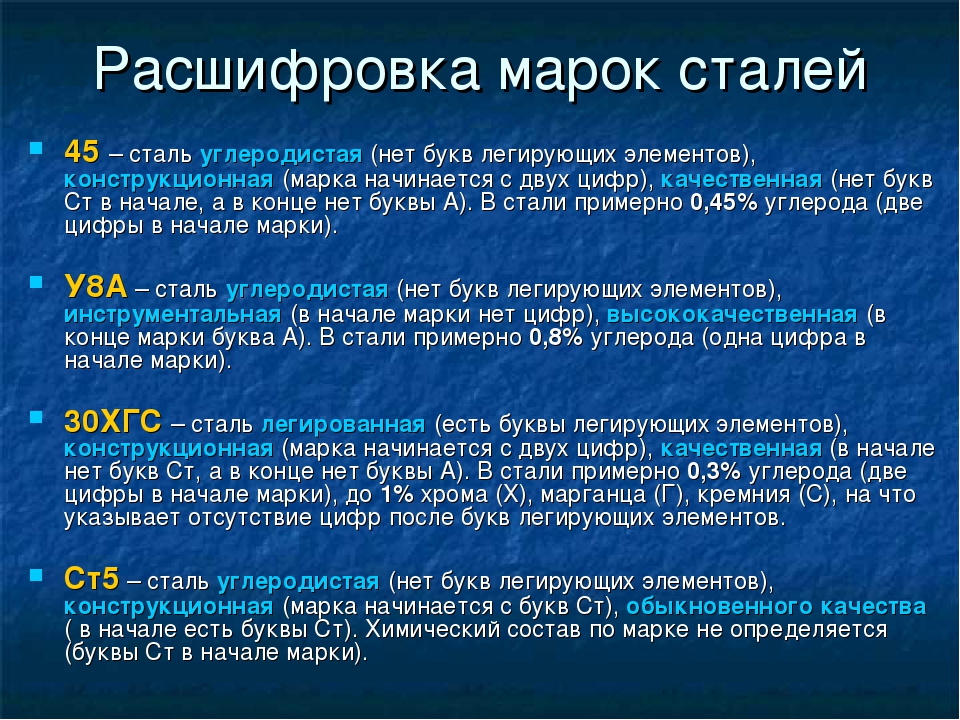
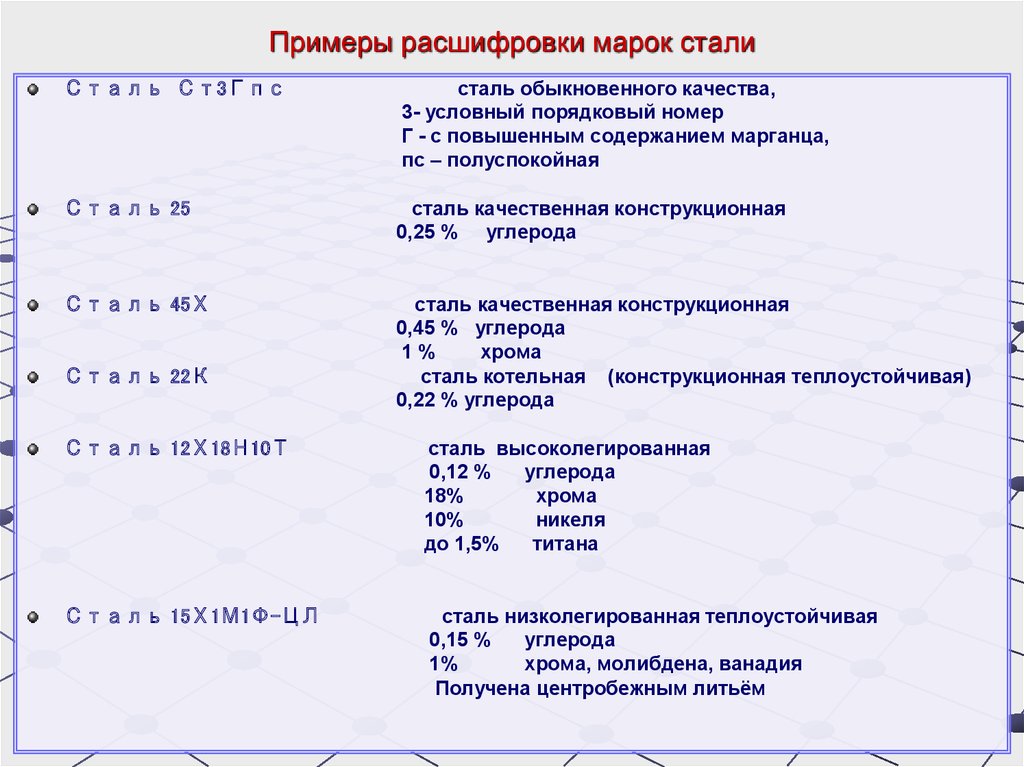 Но это также идеальное место для укрытия угроз.
Но это также идеальное место для укрытия угроз.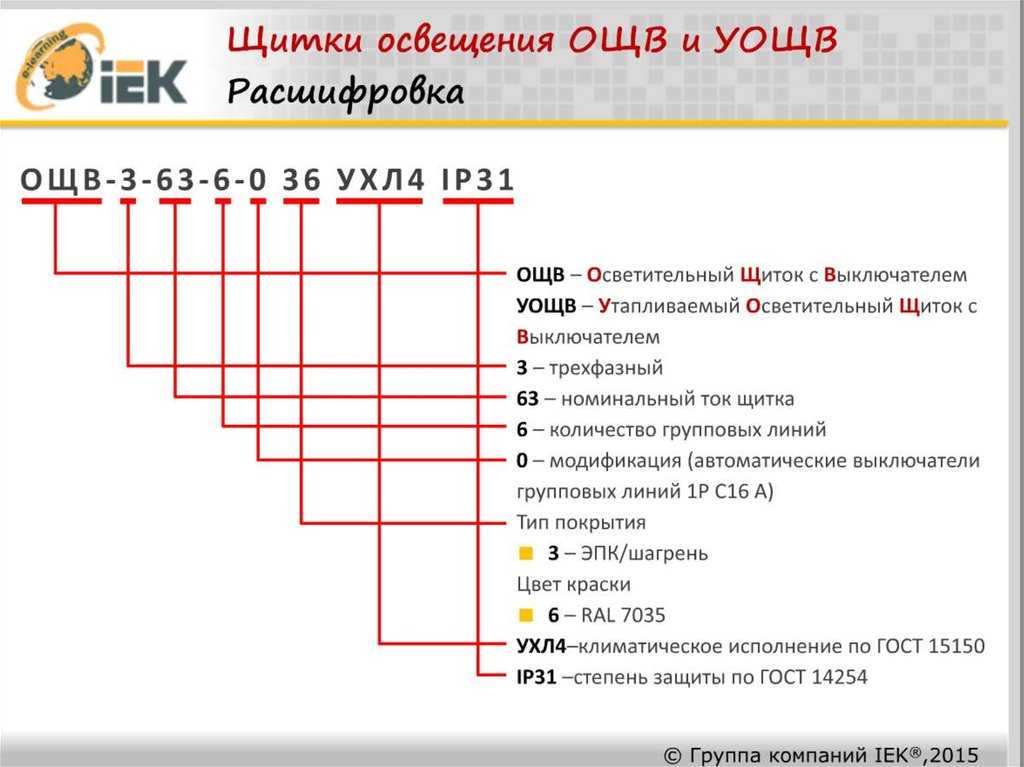

 Поэтому билы нужно приобретать в магазине.
Поэтому билы нужно приобретать в магазине.
 Такой вариант очень удобен, так как снизу уже имеется привод, который будет вращать донышко. Кроме того, сальник также установлен.
Такой вариант очень удобен, так как снизу уже имеется привод, который будет вращать донышко. Кроме того, сальник также установлен. Воду необходимо добавлять, чтобы ускорить процесс ощипывания и уберечь птицу от повреждений.
Воду необходимо добавлять, чтобы ускорить процесс ощипывания и уберечь птицу от повреждений. Таким образом, не прилагая усилий, можно за считаные минуты получить несколько обработанных тушек.
Таким образом, не прилагая усилий, можно за считаные минуты получить несколько обработанных тушек. Отличаются универсальностью (можно ощипать любую птицу), но с ними не очень удобно работать: приходится одной рукой держать тушку, а второй проводить обработку. Единственное оправдание — такие насадки недорогие.
Отличаются универсальностью (можно ощипать любую птицу), но с ними не очень удобно работать: приходится одной рукой держать тушку, а второй проводить обработку. Единственное оправдание — такие насадки недорогие.
 Барабан располагают около опорной оси. Для изготовления хватает маломощного электромотора и простенького шкивного редуктора. Обработать можно большое количество птицы независимо от размеров. Барабан устанавливается на раме, снизу подвешивается мешок для сбора перьев, затем можно очищать неограниченное количество тушек.
Барабан располагают около опорной оси. Для изготовления хватает маломощного электромотора и простенького шкивного редуктора. Обработать можно большое количество птицы независимо от размеров. Барабан устанавливается на раме, снизу подвешивается мешок для сбора перьев, затем можно очищать неограниченное количество тушек. В днище бака необходимо оборудовать и сток для воды, одновременно обеспечивая герметичность оси, чтобы вода не смогла попасть на электродвигатель.
В днище бака необходимо оборудовать и сток для воды, одновременно обеспечивая герметичность оси, чтобы вода не смогла попасть на электродвигатель. Чтобы обеспечить должную защиту, мотор лучше вынести на подставку и отнести в сторону.
Чтобы обеспечить должную защиту, мотор лучше вынести на подставку и отнести в сторону. Это делает разделку мяса
Это делает разделку мяса


 Это не только избавляет от ощипывания при разделке цыплят, но и спасает вашу спину, когда вы втягиваете цыплят в ощипыватель и из него.
Это не только избавляет от ощипывания при разделке цыплят, но и спасает вашу спину, когда вы втягиваете цыплят в ощипыватель и из него.

 youtube.com/embed/s5gTypsKASU» allowfullscreen=»» title=»scalding and plucking a chicken»>
youtube.com/embed/s5gTypsKASU» allowfullscreen=»» title=»scalding and plucking a chicken»> 
 Это означало, что рама была немного мала, и ее нужно было отрегулировать, чтобы обеспечить зазор для ствола.
Это означало, что рама была немного мала, и ее нужно было отрегулировать, чтобы обеспечить зазор для ствола.

